4 resultados, conclusÃo, anexos,...
TRANSCRIPT

74
5 RESULTADOS
Tivemos algumas alterações no projeto durante toda a fabricação e montagem.
Estas modificações contribuiram para o perfeito funcionamento, pois a cada adequação feita
a seus elementos surgia um novo desafio. A harmonia gerada durante todo o processo
possibilitou ao grupo uma flexibilidade perante as dificuldades encontradas. Com os ajustes
finais os problemas foram rapidamente solucionados, pois o comprometimento com o projeto
era total.
Para falarmos de resultados, começamos pelas guias de alinhamento da fita que
foram fabricadas para atenderem a uma nova necessidade de ajuste diminuindo o espaço na
área do corte, somando ao nosso resultado final um corte perfeito sem que houvesse o risco de
torcer a fita ou o seu desgarre das polias durante a operação de corte. Outra idéia importante
que favoreceu bastante o escoamento dos cavacos provenientes do material cortado foi a
usinagem de dois canais nas duas polias na área de contato coma fita. Durante os testes o
cavaco não ficou acumulado entre a fita e a área de contato das polias, evitando assim a
tensão demasiada na lâmina.
Os testes foram iniciados com o aciomento do botão “liga” localizado no painel
frontal do gabinete. O motoredutor começou a mover a polia gerando o movimento de corte
necessário à lâmina. Observamos a distância entre a fita e o rebaixo da polia. Para isso,
colocamos uma folha de papel sulfite entre a fita e a polia movida e percebemos que a lâmina
não cortou o papel após sua passagem. Isso mostra que não existiu uma tensão além da
desejada na fita durante seu funcionamento. O conjunto do esticador possibilitou um ajuste
preciso para isso.
A máquina funcionou durante o período de uma hora sem carga e não
apresentou inregularidade alguma durante esse tempo. Obtivemos um resultado satisfatório
após o corte do material preso a morsa, pois observamos que não houve aquecimento dos
transformadores. A refrigeração atendeu à solicitação de corte sem que a fita fosse
prejudicada pelo atrito do material com a lâmina.

75
Quanto ao sistema de refrigeração, pôde ser observado que o fluxo de líquido
refrigerante se manteve contínuo, de forma satisfatória durante o corte, evitando o
aquecimento da lâmina. O motor elétrico propulsor do líquido refrigerante não apresentou
superaquecimento durante todo o período de teste.
Uma sugestão para a melhoria do projeto é a substituição do motoredutor atual
alimentado com tensão de 380V por outro de 220V, eliminando assim o uso do transformador
atual que faz a transformação da tensão disponível na escola. Outra sugestão é a implantação
de um controle de velocidade de avanço. Isso traria maior segurança, precisão e comodidade à
operação de corte. Atualmente, a velocidade de corte fica condicionada à habilidade do
operador, considerando que este executa o avanço manualmente.
76
6 CONCLUSÃO
Conclui-se que o projeto da Máquina de Serra de Fita Horizontal King Corte
serviu ao propósito de estimular os integrantes do grupo a colocarem em prática os
conhecimentos absorvidos ao longo do Curso Técnico em Mecânica Industrial, além de
proporcionar oportunidades para desenvolver e/ou aprimorar as qualidades pessoais de cada
um. Oportunidade importante em que se pôde observar que o trabalho em equipe foi
fundamental para alcançar o sucesso do projeto. A capacidade de gerenciamento das tarefas,
tanto no coletivo, como nas atitudes individuais, ficou evidente perante as situações em que a
flexibilidade era exigida para transpor dificuldades não previstas, a exemplo da solução
encontrada para prover a energia necessária ao motoredutor que opera com tensão de
380 Volts. A escola não possui ponto de força com a tensão desejada, portanto, a solução
encontrada foi incorporar ao projeto um conjunto de transformadores que mudam a tensão de
entrada de 220 para 380 Volts, devidamente instalados no gabinete da máquina, não
influenciando na qualidade ou objetivo do projeto.
A inovação também foi uma qualidade presente, mostrando que além do
conhecimento que o Curso proporcionou, a experiência trazida pelos alunos na sua bagagem
profissional veio a somar na qualidade do projeto, citando-se a utilização de um material não
estudado durante as aulas, o polipropileno. O material teve sua aplicação no sistema em que
habitualmente é utilizado o aço carbono com tratamento superficial. Isto indica que o projeto
serviu de laboratório para a pesquisa de novas possibilidades, novas aplicações para os
materiais além daquelas já propostas.
Pode-se afirmar que além da qualificação técnica obtida pelos integrantes do
projeto, houve também o aprendizado para se conquistar um objetivo com o trabalho em
equipe. Tivemos a oportunidade de crescer pessoal e profissionalmente. Concluímos também
que além do aprendizado técnico foi importante verificar todo o conhecimento sendo aplicado
na prática. Foi uma experiência de vida.
77
7 REFERÊNCIAS
CELMAR. Catálogo. Shopping News. São Paulo, n° 05, P. 14, ago 2007.
MANROD. Catálogo. Máquinas Operatrizes e Acessórios Industriais. São Paulo, ago 2007.
MÁQUINAS de serra de fita, produtos. Itu: Starrett Indústria e Comércio Ltda., 2007.
Disponível em: http://www.starret.com.br/. Acesso em 12 ago 2007.
MÁQUINAS de serra. Produtos. São Paulo: Celmar Comercial e Importadora Ltda., 2007.
Disponível em http://www.celmar.com/. Acesso em 16 ago 2007.
MÁQUINAS, serras de fita, produtos. São Paulo: Dutra Máquinas, 2007. Disponível em
http://www.dutramaquinas.com.br/. Acesso em 15 ago 2007.
MÁQUINAS, serras, produtos. São Paulo: Indústria Metalúrgica Caracol Ltda, 2007.
Disponível em http://ferrarinet.com.br/. Acesso em 14 ago 2007.
MELCONIAN, Sarkis. Mecânica Técnica e Resistência dos Materiais. 17.ed. São Paulo:
Érica, 2006.
MOVIMOT, motoredutor com conversor de freqüência integrado. Guarulhos: SEW Eurodrive
Brasil Ltda., 2007. Disponível em http://www.sew.com.br/. Acesso em 16 ago 2007.
SERRAS de fita, produtos. São Paulo: Manrod Quality Machines, 2007. Disponível em
http://www.manrod.com.br/. Acesso em 14 ago 2007.
SOLDA a frio, soluções químicas para solda a frio. São Paulo: Tapmatic do Brasil Ind. e
Com. Ltda., 2007. Disponível em http://www.quimatic.com.br/. Acesso em 02 out 2007.

78
GLOSSÁRIO
ABNT – Associação Brasileira de Normas Técnicas. Acabamento – 1 Ação ou efeito de acabar. 2 Aperfeiçoamento, última demão; remate. Acoplamento – Conexão ou interação entre dois sistemas, mediante o que se transfere energia de um para outro. Na mecânica, acoplamentos são usados para unir peças e transmitir potência. Arco – Chapa em aço carbono com envergadura de 600mm x150mm que sustenta o conjunto do esticador e o jogo de polias. Borracha – Substância obtida do látex de muitas plantas tropicais, especialmente daquele dos gêneros Hévea e Fícus, caracterizada por sua elasticidade e comumente preparada pela coagulação desse látex; gaucho, goma elástica. Cavaco – Estilha ou lasca de aço proveniente da operação de corte ou usinagem. Chapa - Peça lisa e plana ; metal, pvc, nylon e outros materiais. Chaveta – Pequena peça de aço que se introduz no furo da extremidade de um eixo para impedir que a roda saia. Eixo – 1 Linha reta que passa pelo centro de um corpo e em torno da qual esse corpo executa movimento de rotação.2 Peça torneada em qual giram as rodas de um veículo ou de máquina. Esmalte Sintético – 1 Camada vítrea, branca ou de cores variadas, que se aplica, por meio de fusão, sobre metais ou porcelana, como ornamento ou para proteger aquela contra a ferrugem. 2 Tinta que se transforma em um revestimento liso, protegendo a superfície por muito mais tempo. Elementos para fixação - Elementos próprios de união que são utilizados para prender, fixar ou montar conjuntos mecânicos que deverão ser agregados a um equipamento ou máquina (parafusos, rebites, etc). Esticador - Conjunto mecânico todo em aço carbono, composto por guias e chapa deslizante juntamente com um fuso executando movimento longitudinal. Fuso – Parafuso de aço com rosca helicoidal responsável pelo movimento longitudinal da peça fixada memum de seu extremos. Lâmina – 1 Chapa de metal delgada. 2 Fragmento chato e delgado. 3 A parte cortante da ferramenta. Lubrificante – São substâncias utilizadas para reduzir o atrito lubrificante e aumentando a vida útil das máquinas. Os óleos lubrificantes podem ser de origem animal ou vegetal (óleos graxos), derivados de petróleo (óleos minerais) ou produzidos em laboratório (óleos sintéticos).

79
Longitudinal – Relativo à longitude e/ou ao comprimento. 2 Tomado no sentido da maior dimensão. Mancal - Peça sobre a qual descansa cada extremidade de um eixo horizontal, ou que o sustenta em vários pontos quando em outra posição. Morsa - Dispositivo, fixado à bancada, para segurar ou apertar peças a serem trabalhadas, consistindo em duas partes aproximáveis uma da outra, como mandíbulas; tornilho, torninho, torno de bancada. Motora – Que dá movimento a um mecanismo; que faz mover ou dar impulso; motriz. Motoredutor - Conjunto gerador de força ou movimento que, através de um mecanismo composto por engrenagens de diferentes tamanhos, pode reduzir a velocidade de rotação obtida. Movida – Impelida, levada. Oblongo - Mais comprido do que largo; Elíptico, oval. Oxicorte – Oxicorte é uma técnica muito usada para o corte de placas, barras e outros elementos ferrosos. É recomendada na preparação das bordas das partes a soldar, intensamente usada quando o material é de espessura considerável. Neste processo, um gás combustível é usado (acetileno, hidrogênio, propano, ou GLP), cuja função é produzir uma chama para aquecer o material, assim, através do processo da combustão, o oxigênio é usado na oxidação necessária para o processo do corte. Esse processo pode ser manual ou mecanizado. Passante – Que passa, excede. Polia - Roda fixa num eixo rotatório responsável pela transmissão de força e movimento. Polipropileno - O polipropileno é um termoplástico semicristalino, produzido através da polimerização do monômero propeno, usando um catalisador estereoespecífico formando cadeias longas monoméricas. O termo estereoespecífico do catalisador se refere à característica de controlar a posição do grupo metila na cadeia polimérica de forma ordenada. Rebaixo – 1 Rebaixamento. 2 A parte rebaixada. Rebarba – 1 Saliência, aresta. 2 Fragmentos de obra de fundição ou usinagem. Reservatório – Recipiente em que se mantém a solução de água e óleo solúvel. Resfriamento – Ato ou efeito de resfriar algo ou equipamento em atrito. Rolamento – Sempre que há rotação, existe a necessidade de alguma forma de rolamento. A função do rolamento é minimizar a fricção entre as peças móveis da máquina e suportar uma carga. A maioria dos rolamentos atualmente consiste em um anel interno, um anel externo, vários corpos rolantes (esferas ou rolos) e uma gaiola. São feitos principalmente em aço liga.

80
Rosca – As roscas são conhecidas pelo seu tamanho (diâmetro da rosca), pelo número de filetes em cada centímetro ou polegada, e pela espessura do filete (rosca fina ou grossa). Serra – Ferramenta para cortar, com uma lâmina ou disco de aço dentado. Transformador – É um componente utilizado para converter o valor da amplitude da tensão de uma corrente alternada.O transformador é uma máquina elétrica estática que transfere energia de um circuito para outro modificando somente os valores de tensão e corrente. Torno – Torno mecânico é uma máquina operatriz extremamente versátil utilizada na confecção ou acabamento em peças de formas cilíndricas utilizando placas de três castanhas, ou quadradas com placas de quatro castanhas, permitindo a usinagem de qualquer componente mecânico que possa ser utilizado pelo ser humano. Tensionar – Esticar. Volante – Roda de direção fixa num eixo rotatório responsável pela transmissão de força e movimento.
81
ANEXO 1

82
Anexo 1 - Boletim Técnico - Esmalte martelado Tintas Coral Ltda.
Boletim Técnico - 11.5040 - Esmalte Martelado TINTAS CORAL LTDA. Classificação: Norma ABNT NBR-11702 de 04/1992 - Tipo 4.2.1 Descrição: Acabamento de grande efeito decorativo, com elevada dureza e secagem bastante rápida. (EB5500) Indicação: Indicado para acabamento final em superfícies de aço carbono como móveis, balanças, caixas de força, cofres, estufas, bombas hidráulicas, compressores, bem como sobre chapas e peças de ferro rústico, a fim de disfarçar defeitos de fundição e usinagem. Diferenciais: Acabamento com grande impacto visual, valorizando a peça a ser pintada, embelezando e protegendo o material com economia.
PROPRIEDADES FÍSICO-QUÍMICAS: Intempérie: Boa. Temperatura: 120ºC calor seco. Abrasão: Boa Água: Boa Ácidos: N/A Álcalis: N/A Sais: N/A INFORMAÇÕES TÉCNICAS: Embalagem: 3,6 litros e 0,900 litros Brilho (@60º): Brilhante Cor: Verde, Verde Bandeira, Amarelo Ouro Velho, Azul, Cinza Claro e Cinza Escuro. Toxidade: Alta toxidade (contém metais pesados). Ponto de Fulgor: 25ºC Prazo de Validade: 12 meses Composição: Resinas alquídicas modificadas, alumínio metálico, solventes de hidrocarbonetos aromáticos, pigmentos orgânicos e inorgânicos e aditivos especiais.
Sólidos/Peso: 48,0 +/- 2,0% Sólidos/Volume: 32% mínimo Peso Específico: 1,0 +/- 0,05 g/cm³ Viscosidade: 65 +/- 5 UK VOC (Compostos Orgânicos Voláteis): 500 - 580 g/l
DADOS DE APLICAÇÃO: Diluente: SB 1115 Diluição: Utilizar no máximo 10% em volume do Diluente Geral uso geral SB 1115.
Rendimento m²/galão: 28 - 32 m²/galão/demão.
Nº de Demãos: 1 demão. Acessórios de Pintura: Pistola. Limpeza: Limpar as ferramentas com Diluente Coral SB 1115 uso
Secagem: Toque: 30 minutos; Entre demãos: 2 horas; Final: 72 horas
Tintas Coral Ltda.

83
ANEXO 2

84
Anexo 2-A – Propriedades Mecânicas Plasteel – Tapmatic do Brasil Ind. e Com. Ltda.
85
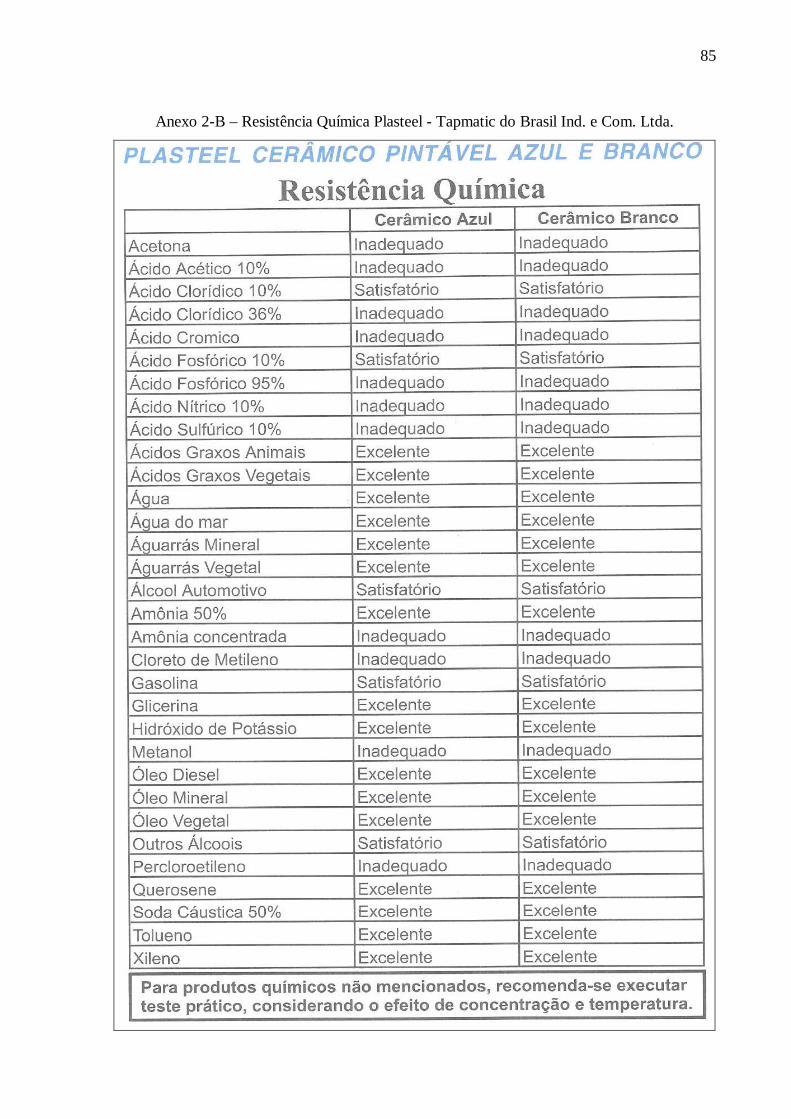
Anexo 2-B – Resistência Química Plasteel - Tapmatic do Brasil Ind. e Com. Ltda.
86
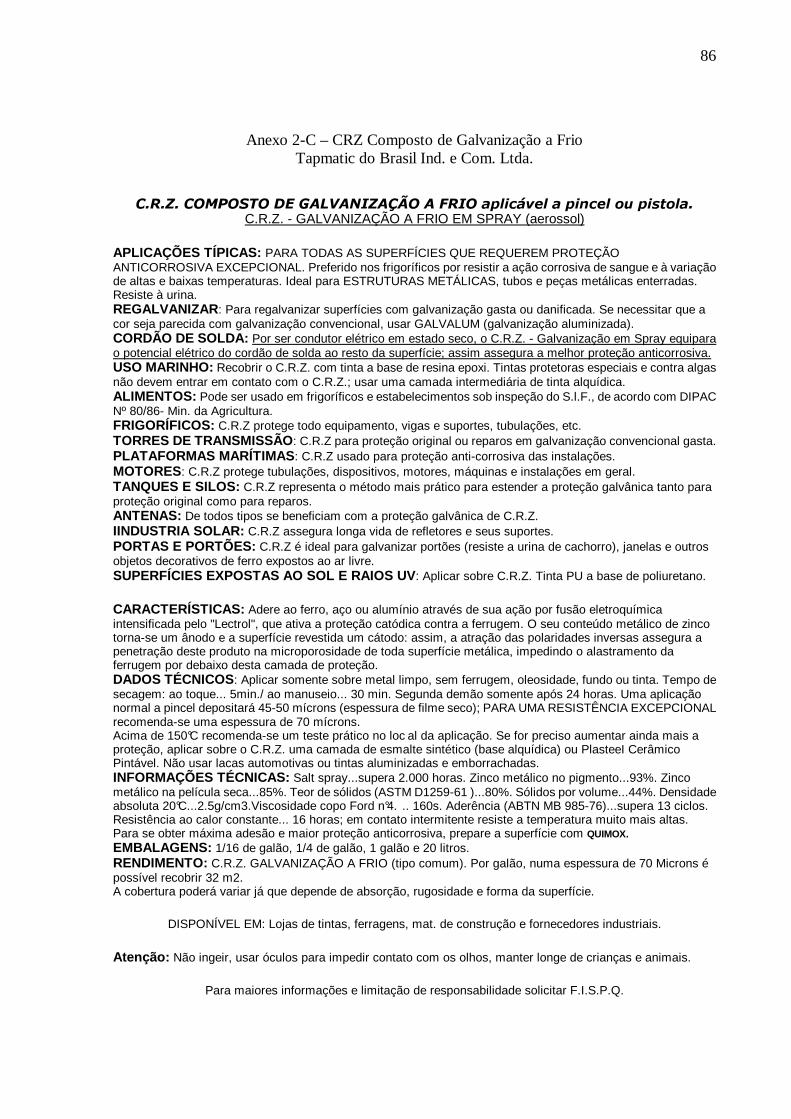
Anexo 2-C – CRZ Composto de Galvanização a Frio
Tapmatic do Brasil Ind. e Com. Ltda.
C.R.Z. COMPOSTO DE GALVANIZAÇÃO A FRIO aplicável a pincel ou pistola. C.R.Z. - GALVANIZAÇÃO A FRIO EM SPRAY (aerossol)
APLICAÇÕES TÍPICAS: PARA TODAS AS SUPERFÍCIES QUE REQUEREM PROTEÇÃO ANTICORROSIVA EXCEPCIONAL. Preferido nos frigoríficos por resistir a ação corrosiva de sangue e à variação de altas e baixas temperaturas. Ideal para ESTRUTURAS METÁLICAS, tubos e peças metálicas enterradas. Resiste à urina. REGALVANIZAR : Para regalvanizar superfícies com galvanização gasta ou danificada. Se necessitar que a cor seja parecida com galvanização convencional, usar GALVALUM (galvanização aluminizada). CORDÃO DE SOLDA: Por ser condutor elétrico em estado seco, o C.R.Z. - Galvanização em Spray equipara o potencial elétrico do cordão de solda ao resto da superfície; assim assegura a melhor proteção anticorrosiva. USO MARINHO: Recobrir o C.R.Z. com tinta a base de resina epoxi. Tintas protetoras especiais e contra algas não devem entrar em contato com o C.R.Z.; usar uma camada intermediária de tinta alquídica. ALIMENTOS: Pode ser usado em frigoríficos e estabelecimentos sob inspeção do S.l.F., de acordo com DIPAC Nº 80/86- Min. da Agricultura. FRIGORÍFICOS: C.R.Z protege todo equipamento, vigas e suportes, tubulações, etc. TORRES DE TRANSMISSÃO : C.R.Z para proteção original ou reparos em galvanização convencional gasta. PLATAFORMAS MARÍTIMAS : C.R.Z usado para proteção anti-corrosiva das instalações. MOTORES: C.R.Z protege tubulações, dispositivos, motores, máquinas e instalações em geral. TANQUES E SILOS: C.R.Z representa o método mais prático para estender a proteção galvânica tanto para proteção original como para reparos. ANTENAS: De todos tipos se beneficiam com a proteção galvânica de C.R.Z. IINDUSTRIA SOLAR: C.R.Z assegura longa vida de refletores e seus suportes. PORTAS E PORTÕES: C.R.Z é ideal para galvanizar portões (resiste a urina de cachorro), janelas e outros objetos decorativos de ferro expostos ao ar livre. SUPERFÍCIES EXPOSTAS AO SOL E RAIOS UV : Aplicar sobre C.R.Z. Tinta PU a base de poliuretano.
CARACTERÍSTICAS: Adere ao ferro, aço ou alumínio através de sua ação por fusão eletroquímica intensificada pelo "Lectrol", que ativa a proteção catódica contra a ferrugem. O seu conteúdo metálico de zinco torna-se um ânodo e a superfície revestida um cátodo: assim, a atração das polaridades inversas assegura a penetração deste produto na microporosidade de toda superfície metálica, impedindo o alastramento da ferrugem por debaixo desta camada de proteção. DADOS TÉCNICOS: Aplicar somente sobre metal limpo, sem ferrugem, oleosidade, fundo ou tinta. Tempo de secagem: ao toque... 5min./ ao manuseio... 30 min. Segunda demão somente após 24 horas. Uma aplicação normal a pincel depositará 45-50 mícrons (espessura de filme seco); PARA UMA RESISTÊNCIA EXCEPCIONAL recomenda-se uma espessura de 70 mícrons. Acima de 150°C recomenda-se um teste prático no loc al da aplicação. Se for preciso aumentar ainda mais a proteção, aplicar sobre o C.R.Z. uma camada de esmalte sintético (base alquídica) ou PlasteeI Cerâmico Pintável. Não usar lacas automotivas ou tintas aluminizadas e emborrachadas. INFORMAÇÕES TÉCNICAS: Salt spray...supera 2.000 horas. Zinco metálico no pigmento...93%. Zinco metálico na película seca...85%. Teor de sólidos (ASTM D1259-61 )...80%. Sólidos por volume...44%. Densidade absoluta 20°C...2.5g/cm3.Viscosidade copo Ford n°4. .. 160s. Aderência (ABTN MB 985-76)...supera 13 ciclos. Resistência ao calor constante... 16 horas; em contato intermitente resiste a temperatura muito mais altas. Para se obter máxima adesão e maior proteção anticorrosiva, prepare a superfície com QUIMOX. EMBALAGENS: 1/16 de galão, 1/4 de galão, 1 galão e 20 litros. RENDIMENTO: C.R.Z. GALVANIZAÇÃO A FRIO (tipo comum). Por galão, numa espessura de 70 Microns é possível recobrir 32 m2. A cobertura poderá variar já que depende de absorção, rugosidade e forma da superfície.
DISPONÍVEL EM: Lojas de tintas, ferragens, mat. de construção e fornecedores industriais.
Atenção: Não ingeir, usar óculos para impedir contato com os olhos, manter longe de crianças e animais.
Para maiores informações e limitação de responsabilidade solicitar F.I.S.P.Q.

87
ANEXO 3

88
Anexo 3-A – Sistema Internacional de Unidades Fonte: Mecânica Técnica e Resistência dos Materiais
Unidade Símbolo Gandeza metro m comprimento
quilograma kg massa segundo s tempo ampère A corrente elétrica kelvin K temperetura termodinâmica mol mol quantidade de matéria
candela cd Intensidade luminosa

89
Anexo 3-B - Aço e sua classificação Fonte: Mecânica Técnica e Resistência dos Materiais
Aço e sua classificação Aço extra doce < 0,15% C Aço doce 0,l5% a 0,30% C
Baixo teor de carbono
Aço meio doce 0,30% a 0,40% C Aço meio duro 0,40% a 0,60% C
Médio teor de carbono
Aço duro 0,60% a 0,70% C Aço extra duro > 0,70% C
Alto teor de carbono
90
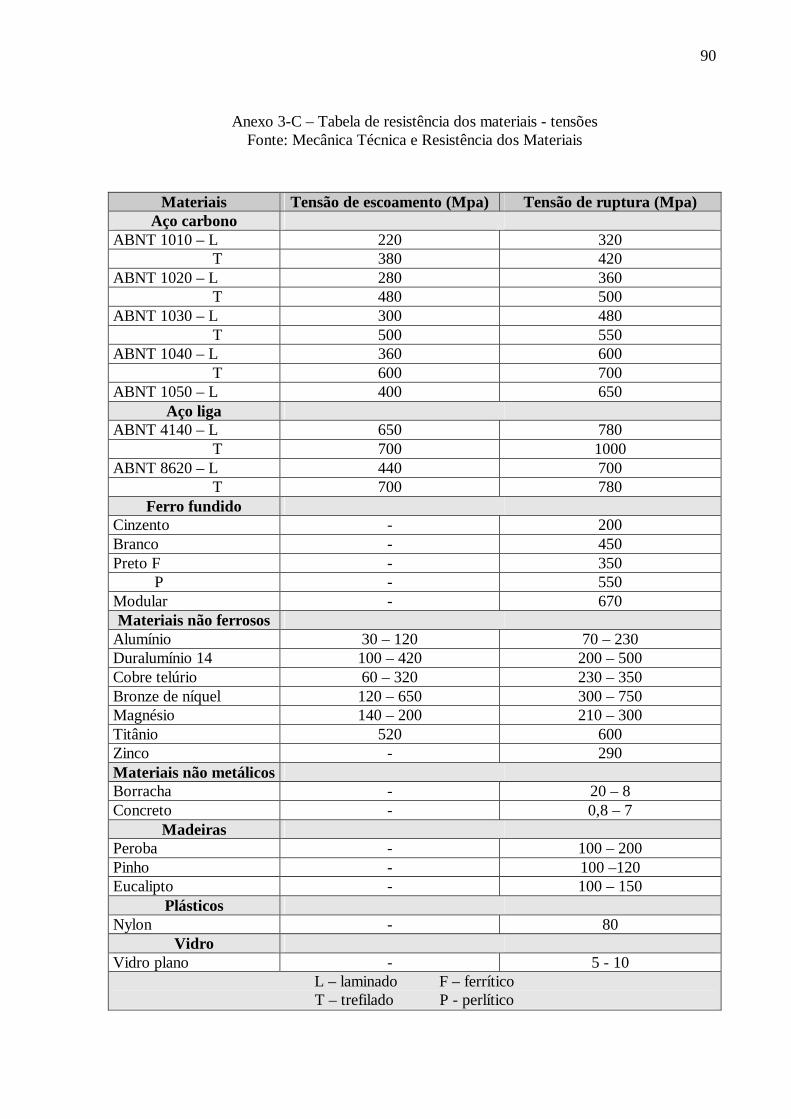
Anexo 3-C – Tabela de resistência dos materiais - tensões Fonte: Mecânica Técnica e Resistência dos Materiais
Materiais Tensão de escoamento (Mpa) Tensão de ruptura (Mpa) Aço carbono
ABNT 1010 – L 220 320 T 380 420 ABNT 1020 – L 280 360 T 480 500 ABNT 1030 – L 300 480 T 500 550 ABNT 1040 – L 360 600 T 600 700 ABNT 1050 – L 400 650
Aço liga ABNT 4140 – L 650 780 T 700 1000 ABNT 8620 – L 440 700 T 700 780
Ferro fundido Cinzento - 200 Branco - 450 Preto F - 350 P - 550 Modular - 670 Materiais não ferrosos
Alumínio 30 – 120 70 – 230 Duralumínio 14 100 – 420 200 – 500 Cobre telúrio 60 – 320 230 – 350 Bronze de níquel 120 – 650 300 – 750 Magnésio 140 – 200 210 – 300 Titânio 520 600 Zinco - 290 Materiais não metálicos Borracha - 20 – 8 Concreto - 0,8 – 7
Madeiras Peroba - 100 – 200 Pinho - 100 –120 Eucalipto - 100 – 150
Plásticos Nylon - 80
Vidro Vidro plano - 5 - 10
L – laminado F – ferrítico T – trefilado P - perlítico
91
APÊNDICE 1

92
Apêndice 1-A – Folha de processo - Base estrutural da máquina
FOLHA DE PROCESSO
KING CORTE Folha n° 01
Produto: Desenho: Material: Base estrutural KC-10040 ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: Diversas Perfil L / chapa 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: Luiz Antônio Braga
N° Operação Ferramenta Máquina Tempo HM 10 Traçar Trena Manual 3 h 20 Cortar Faca Guilhotina 4 h 30 Cortar Disco de corte Máquina policorte 2 h 40 Montar estrutura Trena/esquadro Máquina de solda 3 h 50 Furar Broca helicoidal HSS Furadeira manual 2 h 60 Usinar/desbastar Disco de desbaste Esmerilhadeira manual 1 h
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 15h 52,50

93
Apêndice 1-B – Folha de processo – Eixo do mancal
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Eixo do mancal KC-10043 Aço Inox AISI 304 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 35mm x 193mm Barra redonda laminada 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William
N° Operação Ferramenta Máquina Tempo HM 10 Tornear ∅ rosca Pastilha
intercambiável Torno universal 20 min.
20 Facear “ “ 05 min 30 Rosquear “ “ 20 min 40 Tornear ∅ rosca
2° lado “ “ 20 min
50 Facear no comprimento
“ “ 20 min
60 Rosquear 2° lado “ “ 20 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 1h45m 6,12

94
Apêndice 1-C – Folha de processo – Guia da serra
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Guia da serra KC-10053 / KC10054 Aço ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: 70 x 50 x 25,4mm Bloco cortado 02 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Limar no esquadro Lima bastarda Manual 40 min 20 Traças Traçador de altura “ 30 min 30 Puncionar Punção de bico “ 10 min 40 Furar Broca AR 6mm Furadeira de bancada 05 min 50 Furar Broca AR 8mm “ 15 min 60 Furar Broca AR 5,2mm “ 30 min 70 furar oblongo Broca AR 6mm “ 1h 20min 80 Furar oblongo Broca AR 8mm “ 1h 25min 90 Escarear Escareador “ 15min 100 Rosquear Macho W 3/8” Manual 10 min 110 Rosquear Macho W ¼” “ 20 min 120 Acabar furos Lima redonda “ 2h 20min 130 Rebarbar Lima chata mursa “ 20 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 8h40min 30,32
95
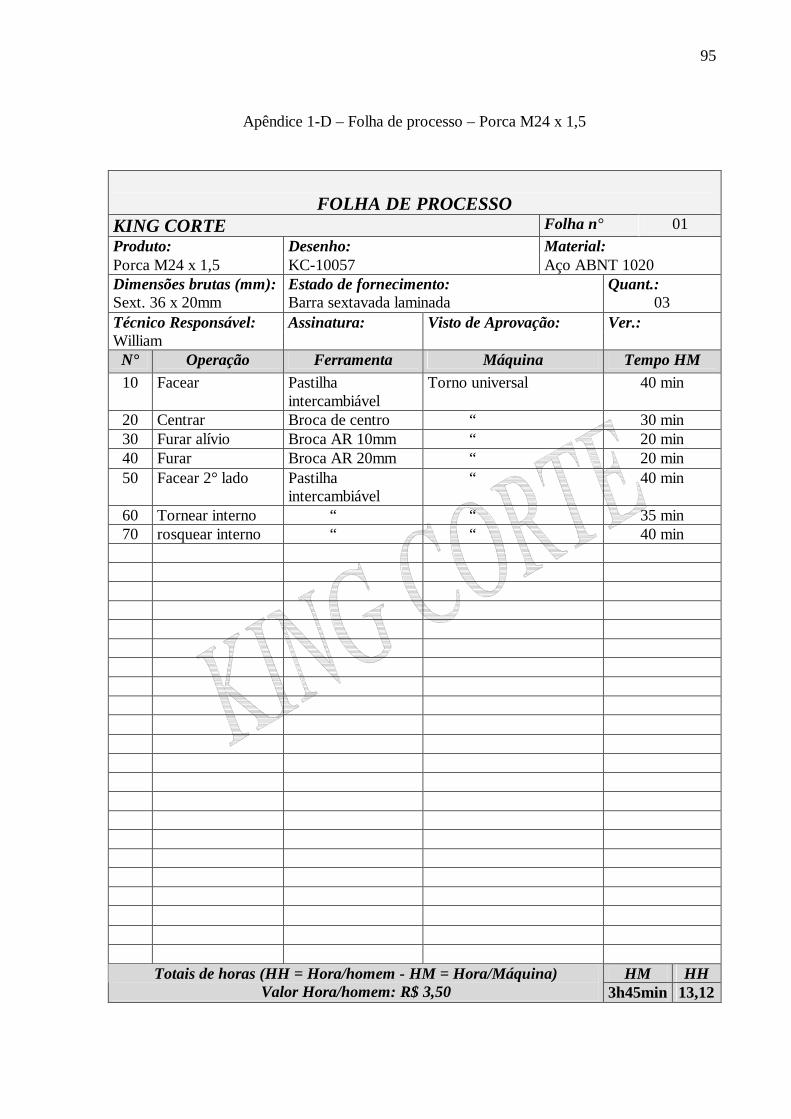
Apêndice 1-D – Folha de processo – Porca M24 x 1,5
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Porca M24 x 1,5 KC-10057 Aço ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: Sext. 36 x 20mm Barra sextavada laminada 03 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Facear Pastilha
intercambiável Torno universal 40 min
20 Centrar Broca de centro “ 30 min 30 Furar alívio Broca AR 10mm “ 20 min 40 Furar Broca AR 20mm “ 20 min 50 Facear 2° lado Pastilha
intercambiável “ 40 min
60 Tornear interno “ “ 35 min 70 rosquear interno “ “ 40 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 3h45min 13,12

96
Apêndice 1-E – Folha de processo – Chapa deslizante do esticador
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Chapa deslizante do esticador
KC-10056/02 Aço ABNT 1020
Dimensões brutas (mm): Estado de fornecimento: Quant.: 110 x 62 x 16mm Chapa trefilada 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Fresar largura Fresa de topo ∅
16mm Fresadora 1h 10min
20 Fresar comprimento “ “ 50 min 30 Facear largura Pastilha
intercambiável Torno universal 20 min
40 Traçar Traçador de altura Manual 10 min 50 Centrar Broca de centro Furadeira de bancada 05 min 60 Furar alívio Broca AR 10mm “ 10 min 70 Furar Broca AR 22,5mm “ 10 min 80 Escarear Escareador “ 05 min 90 Rosquear Macho “ 10 min 100 Acabar Lima mursa “ 10 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 3h20min 11,66

97
Apêndice 1-F – Folha de processo – Base do esticador
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Base do esticador KC-10056/00 Aço ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: 200 x 100 x 6mm Chapa com dimensões finais 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Rebarbar Lima bastarda Manual 10 min 20 Traçar Traçador de altura “ 15 min 30 Puncionar Punção de bico “ 05 min 40 Furar Broca AR 3,7mm Furadeira de bancada 10 min 50 Furar Broca AR 5,2mm “ 10 min 60 Furar Broca AR 11mm “ 10 min 70 Furar oblongo Broca serra copo
35mm “ 1h 15min
80 Escarear Escareador “ 05 min 90 Rosquear Macho W 3/16” Manual 15 min 100 Rosquear Macho W ¼” “ 15 min 110 Acabar Lima mursa “ 10 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 3h00min 10,50
98
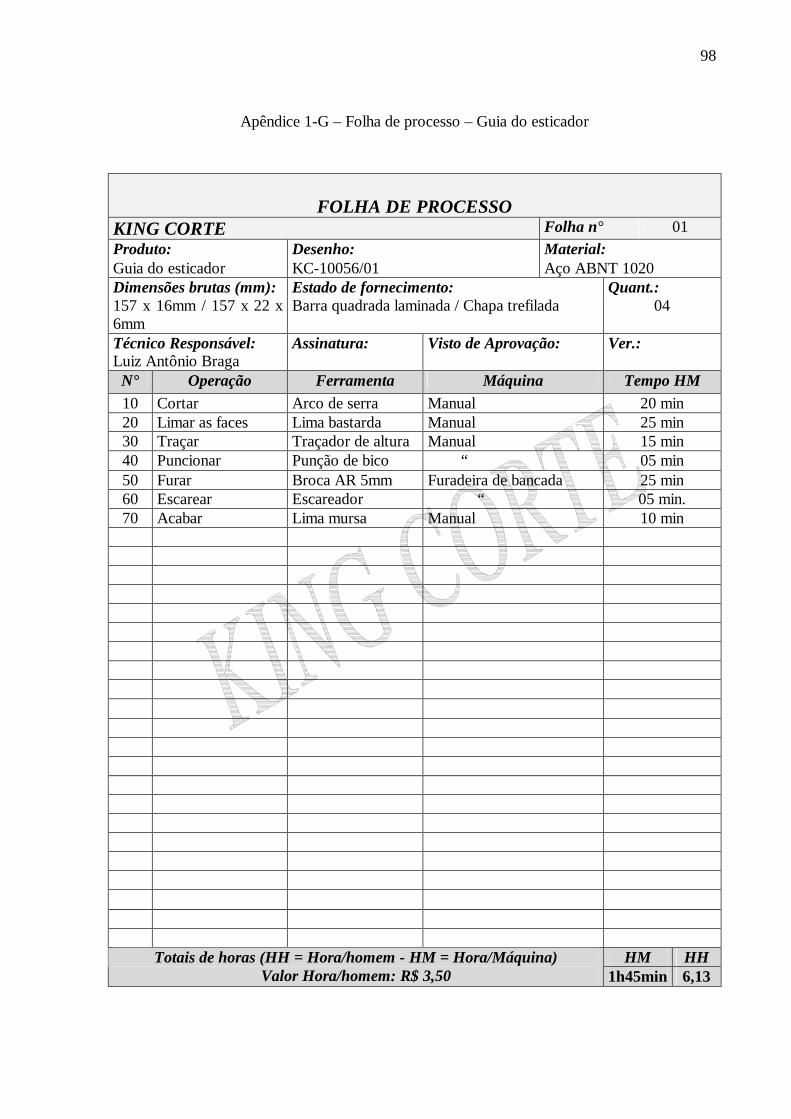
Apêndice 1-G – Folha de processo – Guia do esticador
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Guia do esticador KC-10056/01 Aço ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: 157 x 16mm / 157 x 22 x 6mm
Barra quadrada laminada / Chapa trefilada 04
Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: Luiz Antônio Braga N° Operação Ferramenta Máquina Tempo HM 10 Cortar Arco de serra Manual 20 min 20 Limar as faces Lima bastarda Manual 25 min 30 Traçar Traçador de altura Manual 15 min 40 Puncionar Punção de bico “ 05 min 50 Furar Broca AR 5mm Furadeira de bancada 25 min 60 Escarear Escareador “ 05 min. 70 Acabar Lima mursa Manual 10 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 1h45min 6,13

99
Apêndice 1-H – Folha de processo – Polia motora
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Polia motora KC-10041/00 Aço ABNT 1040 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 261 x 32mm Chapa 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: Rogério N° Operação Ferramenta Máquina Tempo HM 10 Desbastar 1° lado Pastilha
intercambiável Torno universal MVM007 14 min
20 Cortar excesso material
Bedame “ “ 15 min
30 Desbastar Pastilha intercambiável
“ “ 18 min
40 Fazer câmara Bedame esférico “ “ 21 min 50 Acabar câmara Ferramenta de grau “ “ 04 min 60 Fazer canal
externo Bedame “ “ 08 min
70 Fazer furo de centro
Broca de centrar “ “ 03 min
80 Furar Broca AR 20mm “ “ 10 min 90 Tornear interno Pastilha
intercambiável “ “ 15 min
100 Desbastar outra face
Bedame “ “ 21 min
110 Fazer câmara 2° lado
Bedame esférico “ “ 10 min
120 Fazer acabamento Pastilha intercambiável
“ “ 10 min
130 Traçar diâmetro p/ furos de alívio
Pastilha intercambiável
“ “ 01 min
140 Traçar centro dos furos de alívio
Compasso Manual 01 min
150 Fazer furos de alívio
Broca AR 25mm Furadeura de bancada 40 min
160 Fazer rasgo de chaveta
Chaveteira Fresadora 15 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 3h25min 11,95

100
Apêndice 1-I – Folha de processo – Polia movida (esticador)
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Polia movida (esticador) KC-10042/00 Aço ABNT 1040 Dimensões brutas (mm):
Estado de fornecimento: Quant.:
∅ 261 x 32mm Chapa 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: Rogério N° Operação Ferramenta Máquina Tempo HM
10 Desbastar 1° lado Pastilha intercambiável
Torno universal MVM007 14 min
20 Cortar excesso material
Bedame “ “ 15 min
30 Desbastar Pastilha intercambiável
“ “ 18 min
40 Fazer câmara Bedame esférico “ “ 21 mm 50 Acabar câmara Ferramenta de grau “ “ 04 min 60 Fazer canal
externo Bedame “ “ 08 min
70 Fazer furo de centro
Broca de centrar “ “ 03 min
80 Furar Broca AR 20mm “ “ 10 min 90 Tornear interno Pastilha
intercambiável “ “ 15 min
100 Fazer canal interno
Bedame interno “ “ 10 min
110 Desbastar outra face
Bedame “ “ 21 min
120 Fazer câmara 2° lado
Bedame esférico “ “ 10 min
130 Fazer acabamento
Pastilha intercambiável
“ “ 10 min
140 Traçar diâmetro p/ furos de alívio
Pastilha intercambiável
“ “ 01 min
150 Traçar centro dos furos de alívio
Compasso Manual 01 min
160 Fazer furos de alívio
Broca AR 25mm Furadeira de bancada 40 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 3h21min 11,72

101
Apêndice 1-J – Folha de processo – Braços da guia
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Braços da guia KC-10051 / KC-10052 Aço inox AISI 304 Dimensões brutas (mm): Estado de fornecimento: Quant.: Quadrado 5/8” x 170mm Barras laminadas 02 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William
N° Operação Ferramenta Máquina Tempo HM 10 Tornear ∅ 3/8” Pastilha
intercambiável Torno universal 20 min
20 Facear 2° lado Pastilha intercambiável
“ “ 10 min
30 Rosquear Cossinete W 3/8” Manual 15 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 45 min 2,54
102
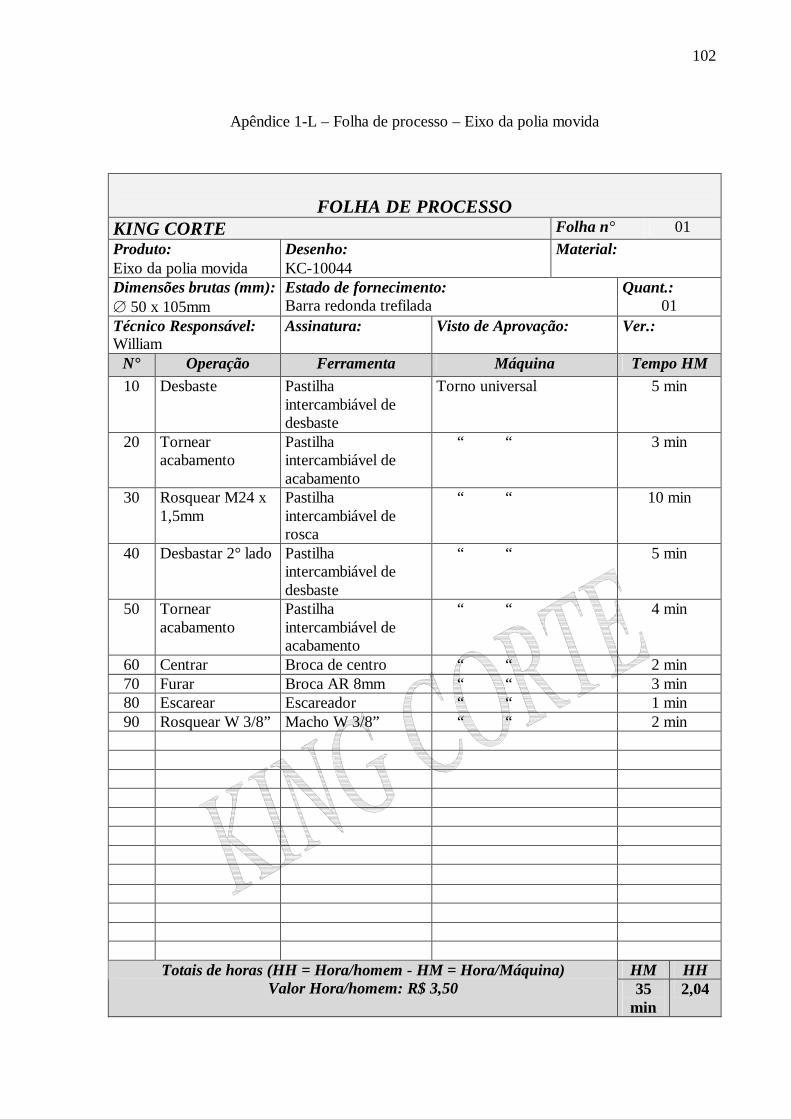
Apêndice 1-L – Folha de processo – Eixo da polia movida
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Eixo da polia movida KC-10044 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 50 x 105mm Barra redonda trefilada 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William
N° Operação Ferramenta Máquina Tempo HM 10 Desbaste Pastilha
intercambiável de desbaste
Torno universal 5 min
20 Tornear acabamento
Pastilha intercambiável de acabamento
“ “ 3 min
30 Rosquear M24 x 1,5mm
Pastilha intercambiável de rosca
“ “ 10 min
40 Desbastar 2° lado Pastilha intercambiável de desbaste
“ “ 5 min
50 Tornear acabamento
Pastilha intercambiável de acabamento
“ “ 4 min
60 Centrar Broca de centro “ “ 2 min 70 Furar Broca AR 8mm “ “ 3 min 80 Escarear Escareador “ “ 1 min 90 Rosquear W 3/8” Macho W 3/8” “ “ 2 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 35
min 2,04
103
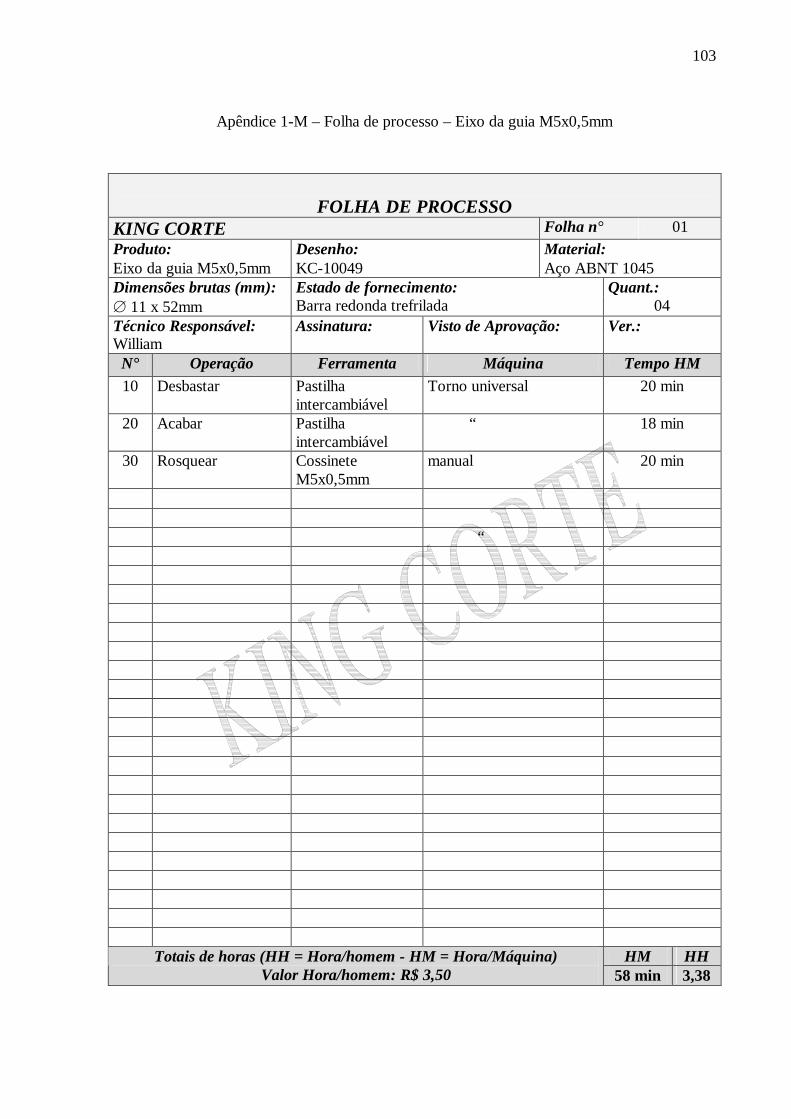
Apêndice 1-M – Folha de processo – Eixo da guia M5x0,5mm
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Eixo da guia M5x0,5mm KC-10049 Aço ABNT 1045 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 11 x 52mm Barra redonda trefrilada 04 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Desbastar Pastilha
intercambiável Torno universal 20 min
20 Acabar Pastilha intercambiável
“ 18 min
30 Rosquear Cossinete M5x0,5mm
manual 20 min
“
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 58 min 3,38
104
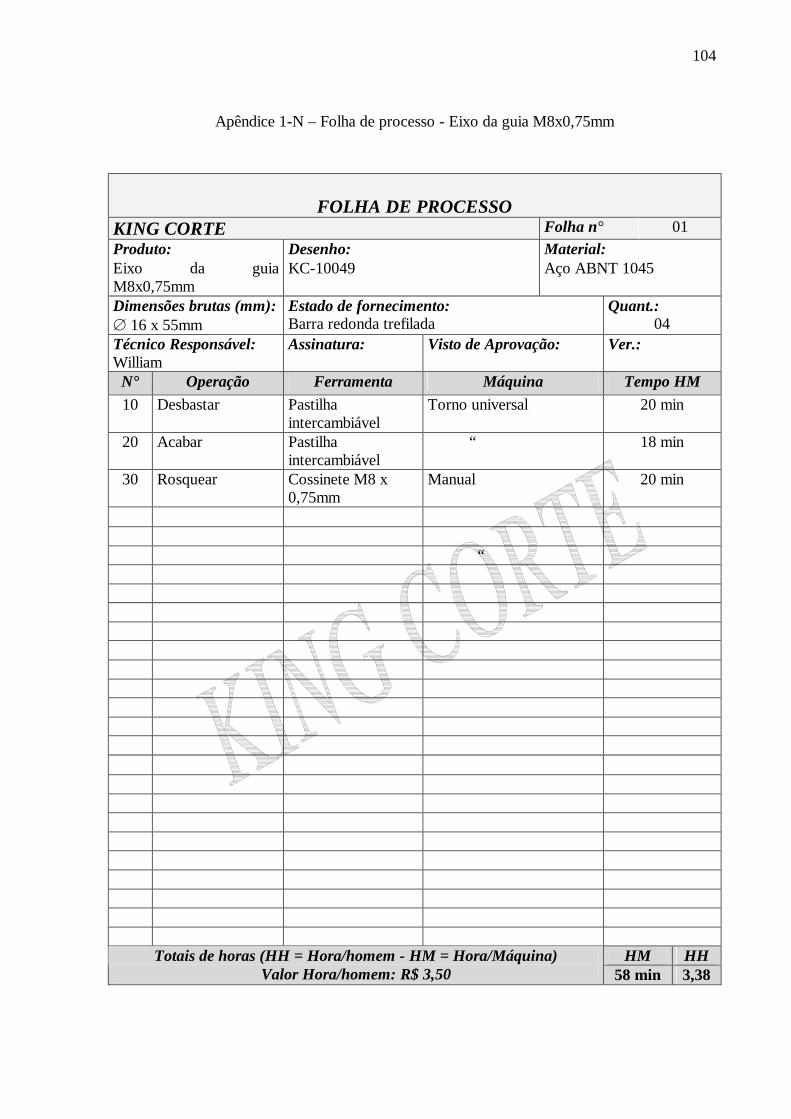
Apêndice 1-N – Folha de processo - Eixo da guia M8x0,75mm
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Eixo da guia M8x0,75mm
KC-10049 Aço ABNT 1045
Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 16 x 55mm Barra redonda trefilada 04 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM
10 Desbastar Pastilha intercambiável
Torno universal 20 min
20 Acabar Pastilha intercambiável
“ 18 min
30 Rosquear Cossinete M8 x 0,75mm
Manual 20 min
“
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 58 min 3,38

105
Apêndice 1-O – Folha de processo - Chapa arco de avanço
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Chapa arco de avanço KC-10047 Aço ABNT 1045 Dimensões brutas (mm): Estado de fornecimento: Quant.: 600x150x12,7mm Chapa cortada (oxicorte) 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Traçagem Traçador de altura Manual 17 min 20 Puncionar Punção de bico Manual 9 min 30 Furar Serra copo ∅35mm Furadeir de bancada 33 min 40 Limar oblongo Lima bastarda Manual 1 h 36 min 50 Furar Broca AR 6,6mm Furaadeira de bancada 25 min 60 Escarear Escareador Furadeira de bancada 5 min 70 Rosquear Macho W5/16” Manual 25 min 80 Soldas apoio das
guias Eletrodo Máquina de solda elétrica 10 min
90 Rebarbar Disco de desbaste Esmerilhadeira 30 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 4h10min 14,58
106
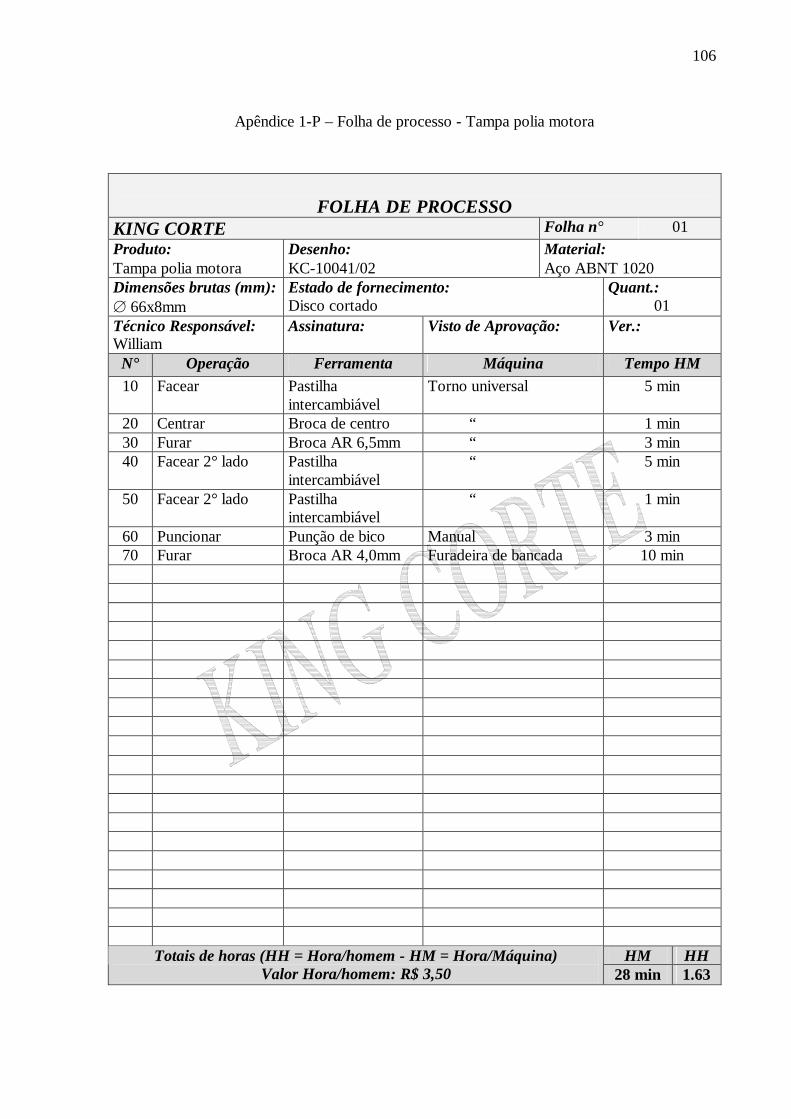
Apêndice 1-P – Folha de processo - Tampa polia motora
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Tampa polia motora KC-10041/02 Aço ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 66x8mm Disco cortado 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Facear Pastilha
intercambiável Torno universal 5 min
20 Centrar Broca de centro “ 1 min 30 Furar Broca AR 6,5mm “ 3 min 40 Facear 2° lado Pastilha
intercambiável “ 5 min
50 Facear 2° lado Pastilha intercambiável
“ 1 min
60 Puncionar Punção de bico Manual 3 min 70 Furar Broca AR 4,0mm Furadeira de bancada 10 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 28 min 1.63
107
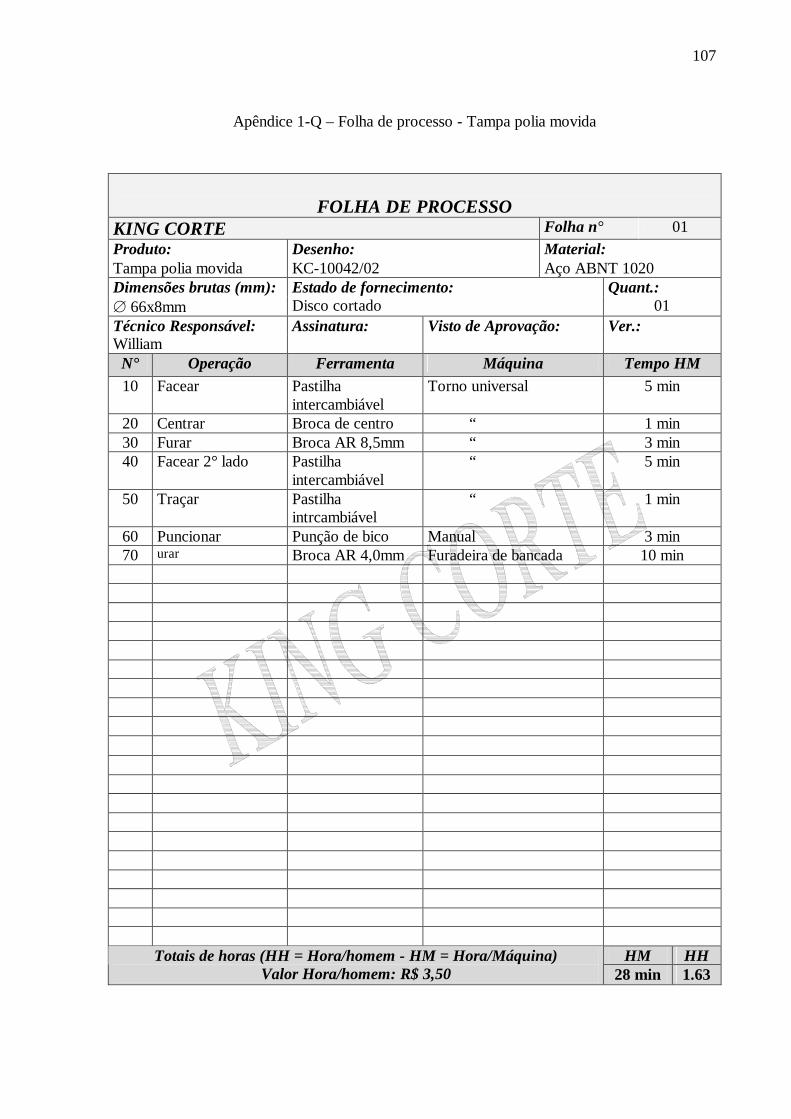
Apêndice 1-Q – Folha de processo - Tampa polia movida
FOLHA DE PROCESSO KING CORTE Folha n° 01
Produto: Desenho: Material: Tampa polia movida KC-10042/02 Aço ABNT 1020 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 66x8mm Disco cortado 01 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Facear Pastilha
intercambiável Torno universal 5 min
20 Centrar Broca de centro “ 1 min 30 Furar Broca AR 8,5mm “ 3 min 40 Facear 2° lado Pastilha
intercambiável “ 5 min
50 Traçar Pastilha intrcambiável
“ 1 min
60 Puncionar Punção de bico Manual 3 min 70 urar Broca AR 4,0mm Furadeira de bancada 10 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 28 min 1.63

108
Apêndice 1-R – Folha de processo – Eixo da guia
FOLHA DE PROCESSO
KING CORTE Folha n° 01
Produto: Desenho: Material: Eixo da guia KC-10049 Aço ABNT 1045 Dimensões brutas (mm): Estado de fornecimento: Quant.: ∅ 6,35x73mm Barra redonda laminada 02 Técnico Responsável: Assinatura: Visto de Aprovação: Ver.: William N° Operação Ferramenta Máquina Tempo HM 10 Facear os 2 lados Pastilha
intercambiável Torno universal 10 min
20 Rosquear Cossinete W ¼” Manual 10 min
HM HH Totais de horas (HH = Hora/homem - HM = Hora/Máquina) Valor Hora/homem: R$ 3,50 20 min 1,17

109
APÊNDICE 2

110
Apêndice 2 – Desenho KC-10038 – Desenho da máquina de serra de fita
111
APÊNDICE 3
112
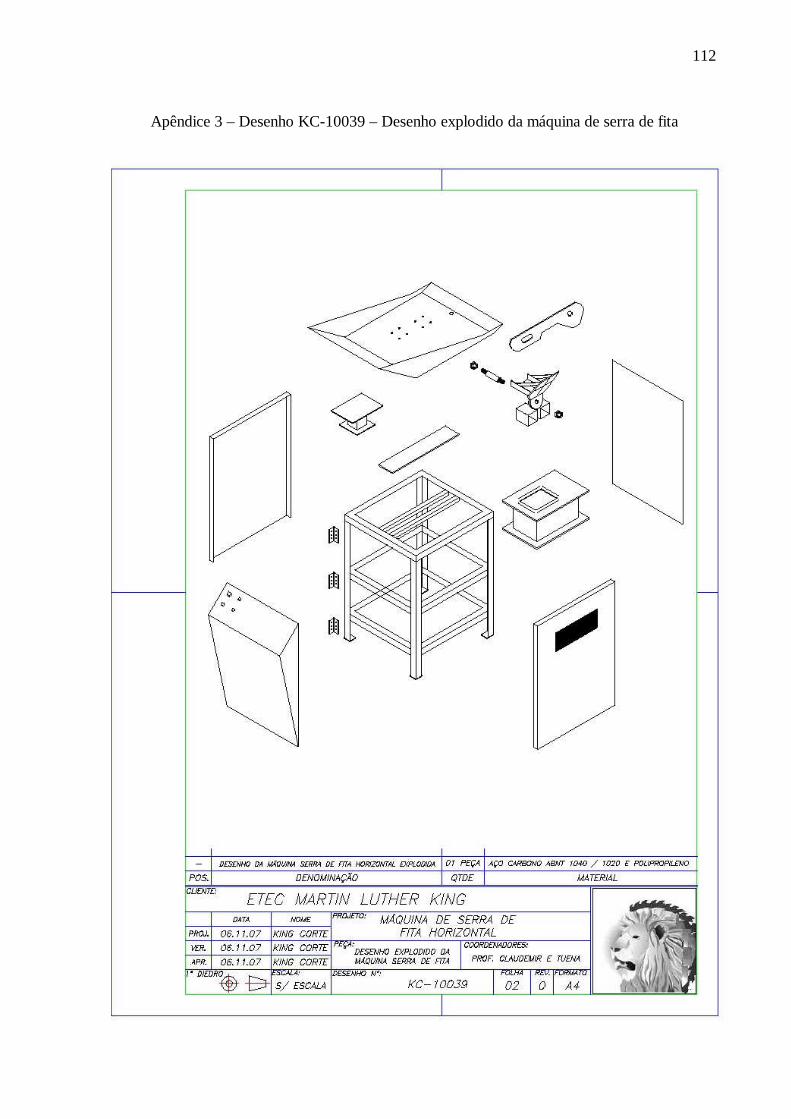
Apêndice 3 – Desenho KC-10039 – Desenho explodido da máquina de serra de fita
113
APÊNDICE 4

114
Apêndice 4 – Desenho KC-10040 – Estrutura interna do gabinete

115
APÊNDICE 5

116
Apêndice 5-A – Desenho KC-10041/00 – Polia motora
117
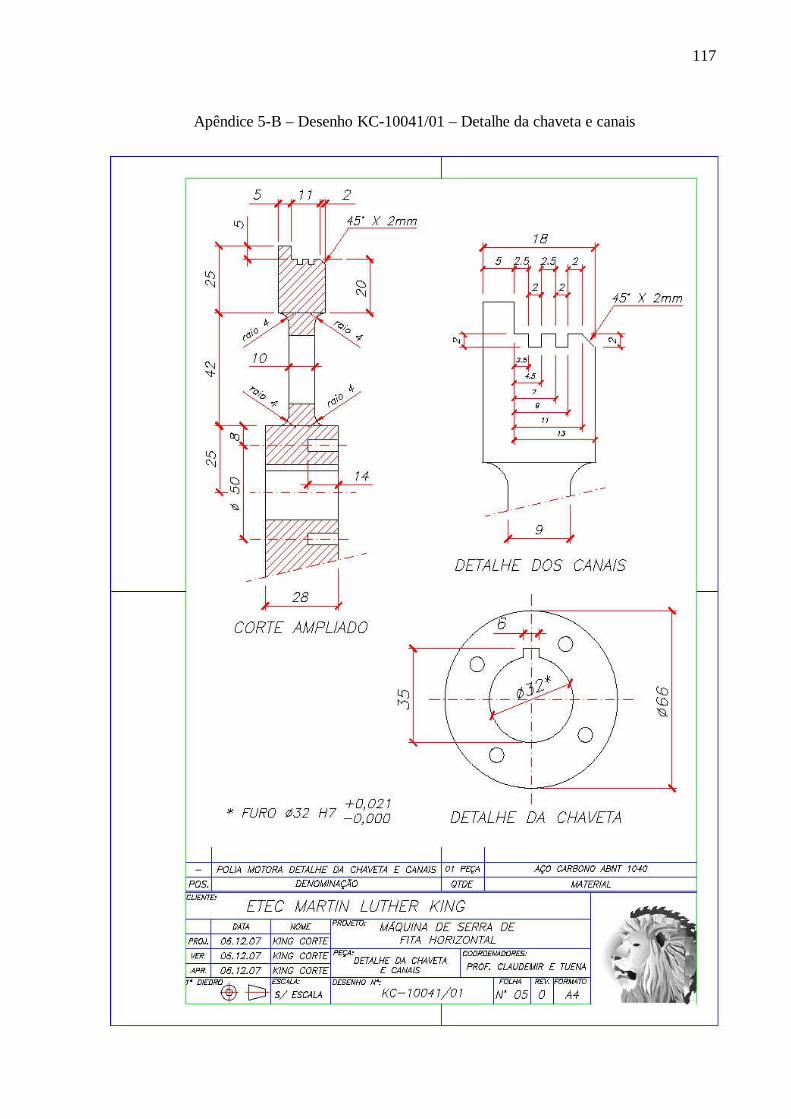
Apêndice 5-B – Desenho KC-10041/01 – Detalhe da chaveta e canais

118
Apêndice 5-C – Desenho KC-10041/02 – Tampa para polia motora

119
APÊNDICE 6

120
Apêndice 6-A – Desenho KC-10042/00 – Polia movida

121
Apêndice 6-B – Desenho KC-10042/01 – Detalhe dos canais e câmara
122
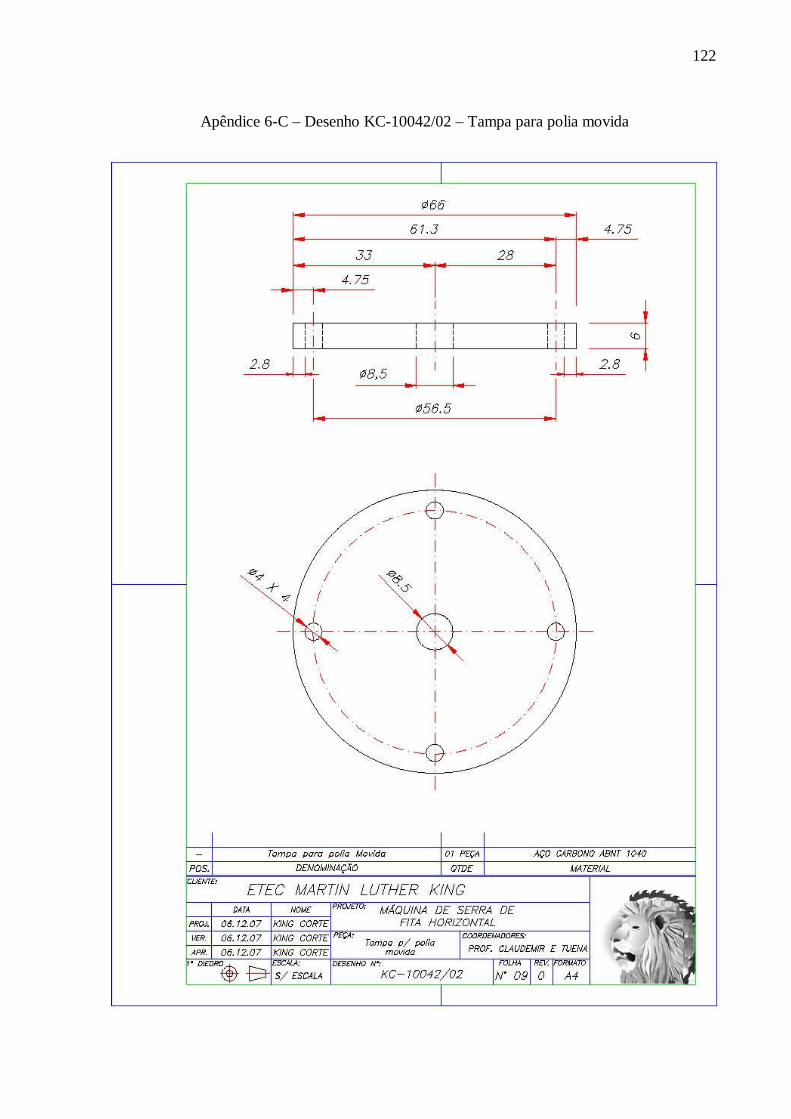
Apêndice 6-C – Desenho KC-10042/02 – Tampa para polia movida

123
APÊNDICE 7

124
Apêndice 7 – Desenho KC-10043 – Eixo em aço inox 304
125
APÊNDICE 8

126
Apêndice 8 – Desenho KC-10044 – Eixo para polia do esticador
127
APÊNDICE 9

128
Apêndice 9 – Desenho KC-10045 – Chapa 45° para dispositivo

129
APÊNDICE 10

130
Apêndice 10 – Desenho KC-10046 – Acoplamento para o eixo do motor

131
APÊNDICE 11

132
Apêndice 11 – Desenho KC-10047 – Arco de avanço
133
APÊNDICE 12

134
Apêndice 12 – Desenho KC-10048 – Furação no arco para dispositivo e esticador

135
APÊNDICE 13

136
Apêndice 13 – Desenho KC-10049 – Parafusos para guia de alinhamento
137
APÊNDICE 14
138
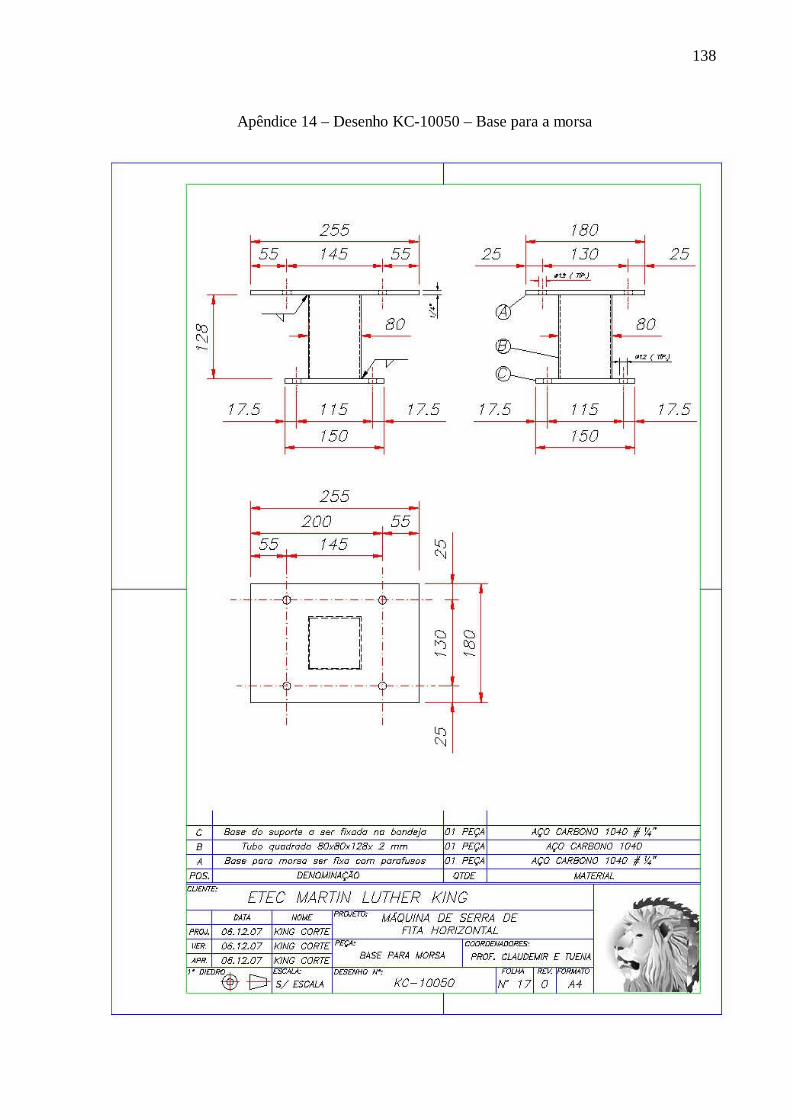
Apêndice 14 – Desenho KC-10050 – Base para a morsa
139
APÊNDICE 15

140
Apêndice 15 – Desenho KC-10051 – Suporte para guia da fita
141
APÊNDICE 16

142
Apêndice 16 – Desenho KC-10052 – Suporte para guia da fita
143
APÊNDICE 17
144
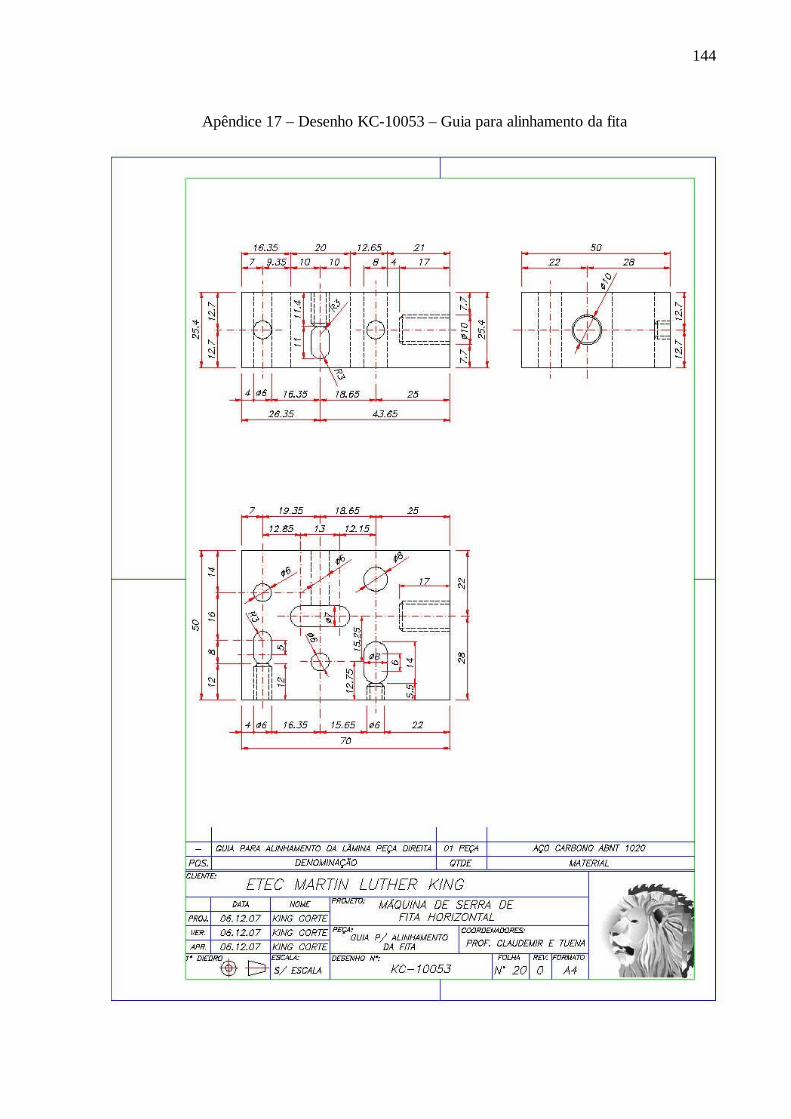
Apêndice 17 – Desenho KC-10053 – Guia para alinhamento da fita
145
APÊNDICE 18
146
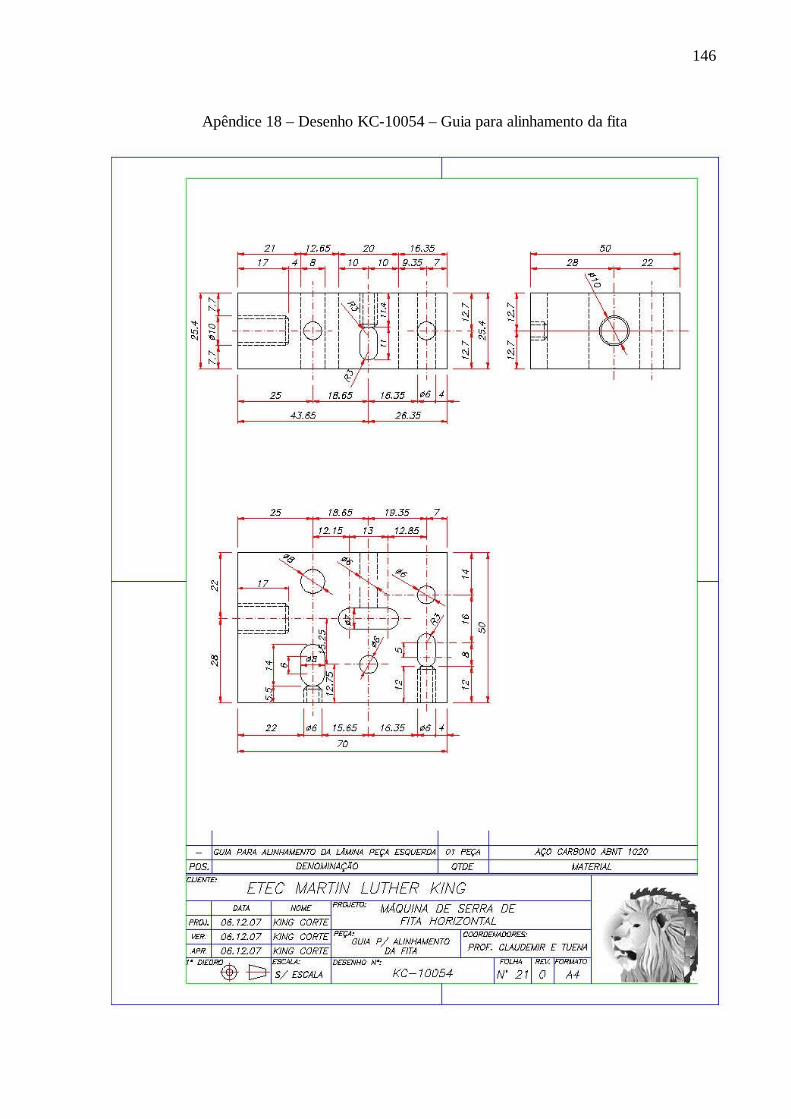
Apêndice 18 – Desenho KC-10054 – Guia para alinhamento da fita

147
APÊNDICE 19

148
Apêndice 19 – Desenho KC-10055 – Chapa 45° para dispositivo

149
APÊNDICE 20

150
Apêndice 20-A – Desenho KC-10056/00 – Base do esticador

151
Apêndice 20-B – Desenho KC-10056/01 – Guias para base do esticador

152
Apêndice 20-C – Desenho KC-10056/02 – Chapa deslizante para o conjunto do esticador
153
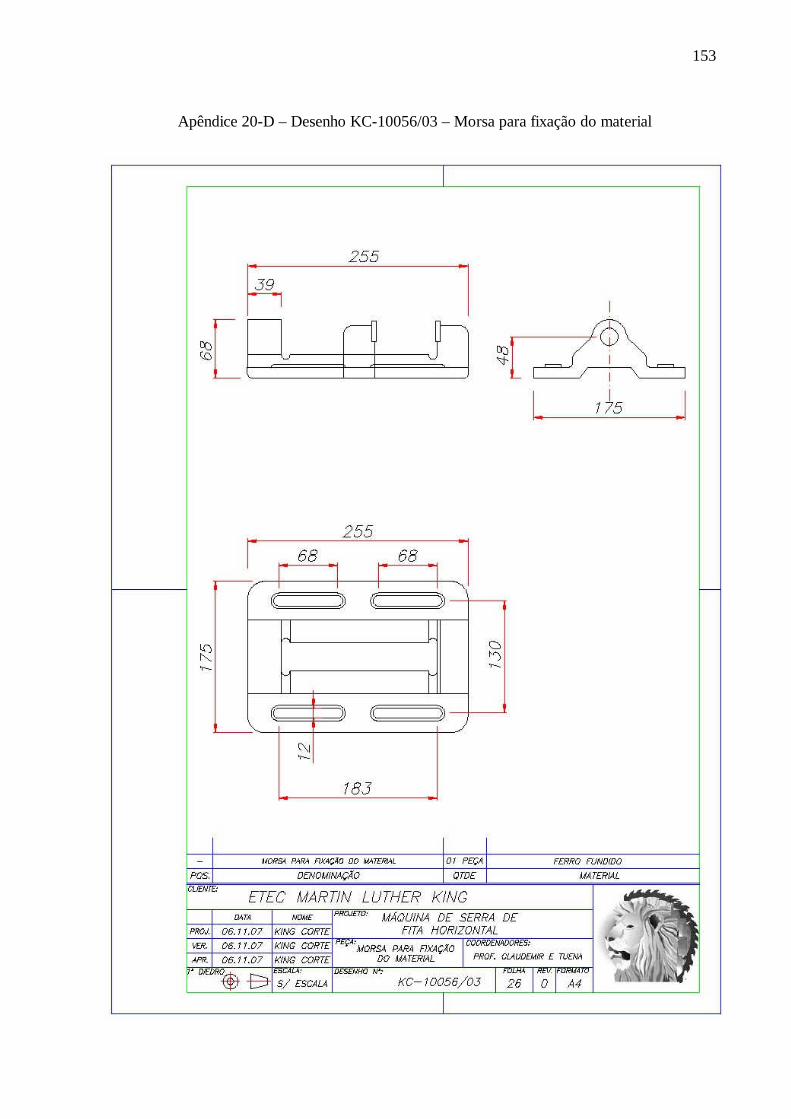
Apêndice 20-D – Desenho KC-10056/03 – Morsa para fixação do material
154
APÊNDICE 21

155
Apêndice 21 – Desenho KC-10057 – Porca para eixo do dispositivo 45°

156
Fica autorizada a cópia total ou parcial desta obra apenas para fins de estudo e pesquisa, sendo expressamente vedada qualquer tipo de reprodução para fins comerciais sem prévia autorização específica dos seus autores.
São Paulo, 06 de dezembro de 2007.