1 planejamento desagregado e controle de itens de lead time longo moacir godinho filho
TRANSCRIPT
1
Planejamento Desagregado e Controle de Itens de Lead Time Longo
Moacir Godinho Filho

2
Conceituações
O Plano agregado não é realmente produzido....ele é transformado no Programa Mestre de Produção (MPS)
A função da desagregação é transformar um plano agregado em um MPS
A desagregação de um plano agregado também pode ser utilizado para gerenciar/controlar suprimentos de itens de lead time longo
Questão: o MPS para todos os itens é resultado da desagregação do Plano Agregado ?

Nem todo MPS é resultado da desagregação do plano agregado.
A geração do MPS depende da forma de resposta à demanda da família de produtos
3
Conceituações

4
Forma de geração do MPS em função da forma de resposta à demanda
MPS para produtos MTS e módulos de itens ATO
MPS para produtos MTO 1, MTO 2, ETO e item final
ATO
Desagregação do plano agregado ou previsão de curto prazo para cada item individual
Carteira de pedidos

E o QRTS ?? No QRTS não é gerado um MPS, mas sim são
definidos níveis de estoque de produtos finais e quando há consumo, o contenedor volta ao ponto de desacoplamento para ser re-abastecido
Nesse caso o estoque no ponto de desacoplamento é atendido por uma política MTS
5

6
Objetivos da desagregação
Plano Desagregado
Servir de base para MPS em produtos
MTS e ATO
Controlar suprimento de itens com leadtime de
suprimento longo

7
Métodos de desagregação
Método do tempo de esgotamento
Modelos de programação linear
Modelos de programação inteira Outros métodos

8
Método do tempo de esgotamento O tempo de esgotamento de um item j (TEj) representa
quanto tempo o estoque atual deste item será positivo considerando a demanda existente (taxa de consumo do estoque)
Matematicamente:
j item do demanda
j item do estoque de nível
j item do oesgotament de tempo:onde
j
j
j
j
jj
D
E
TE
DE
TE

9
Método do tempo de esgotamento Deve-se calcular o tempo de esgotamento para cada um dos itens
da família em questão. Então deve-se iniciar a produção/obtenção com o item de menor TEj
Exemplo: Dados iniciais (capacidade = 153 horas mensais) :
Item Previsão mensal
Estoque atual
Tamanho do lote
Tempo de produção unitário (horas)
Horas-máquina necessárias
A 1000 1500 1300 0,019 24,70B 1500 2000 2500 0,013 32,50C 2200 2000 3000 0,015 45,00D 2000 3200 2200 0,011 24,20E 2500 3800 3000 0,012 36,00F 2400 4000 3200 0,013 41,60Total 11600 16500 204

10
Cálculos dos tempos de esgotamento e da seqüência de produção
Item Previsão mensal
Estoque atual
Tempo de esgotamento
Seqüência de produção
A 1000 1500 1,50 3B 1500 2000 1,33 2C 2200 2000 0,91 1D 2000 3200 1,60 5E 2500 3800 1,52 4F 2400 4000 1,67 6Total 11600 16500
Falta verificar capacidade !!!!!

11
Análise de capacidade
Item Tempo de esgotamento
Tamanho de lote
Horas-máquina necessárias
Sobra de capacidade
C 0,91 3000 45 108B 1,33 2500 32,5 75,5A 1,50 1300 24,7 50,8E 1,52 3000 36 14,8D 1,60 2200 24,2 -9,4F 1,67 3200 41,6 -51
Por meio da tabela acima vemos que temos um problema. Itens D e F não podem ser produzidos !!!!!
Para sanar este problema utilizamos o chamado tempo de esgotamento agregado
12
Tempo de esgotamento agregado
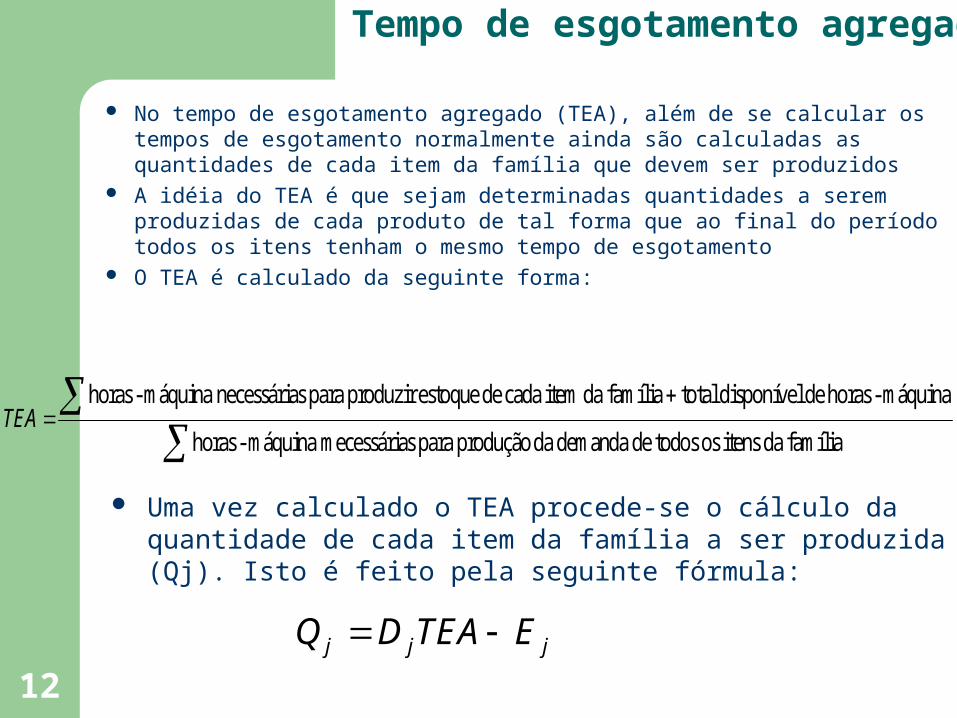
No tempo de esgotamento agregado (TEA), além de se calcular os tempos de esgotamento normalmente ainda são calculadas as quantidades de cada item da família que devem ser produzidos
A idéia do TEA é que sejam determinadas quantidades a serem produzidas de cada produto de tal forma que ao final do período todos os itens tenham o mesmo tempo de esgotamento
O TEA é calculado da seguinte forma:
família da itens os todosde demanda da produção para smecessária máquina -horas
máquina-horas de disponível totalfamília da item cada de estoqueproduzir para snecessária máquina-horasTEA
Uma vez calculado o TEA procede-se o cálculo da quantidade de cada item da família a ser produzida (Qj). Isto é feito pela seguinte fórmula:
jjj ETEADQ

13
Utilizando exemplos anteriores
Item Tempo de produção unitário (horas)
Previsão mensal
Estoque atual
Horas-máquina para a previsão
Horas-máquina para o estoque
A 0,019 1000 1500 19,0 28,5B 0,013 1500 2000 19,5 26,0C 0,015 2200 2000 33,0 30,0D 0,011 2000 3200 22,0 35,2E 0,012 2500 3800 30,0 45,6F 0,013 2400 4000 31,2 52,0Total 11600 16500 154,7 217,3
Na tabela abaixo convertemos os estoques e a previsão em horas-máquinas:
394,27,1541533,217 TEA
Portanto o TEA é dado por::

14
Cálculos das quantidades a serem produzidas de cada item e análise de capacidade
Item Tempo de produção unitário (horas)
Previsão mensal
Estoque atual Horas-máquina necessárias
Sobra de capacidade
C 0,015 2200 2000 3266,8 49,00 103,998B 0,013 1500 2000 1591 20,68 83,315A 0,019 1000 1500 894 16,99 66,329E 0,012 2500 3800 2185 26,22 40,109D 0,011 2000 3200 1588 17,47 22,641F 0,013 2400 4000 1745,6 22,69 -0,052Total 11600 16500 11270,4
jQ
A desagregação para outros períodos segue a mesma lógica Caso a previsão e a capacidade sejam os mesmos para o próximo
período, então as quantidades se repetem para os próximos periodos; caso haja alteração, repete-se os cálculos

Próximo período (alteração de demanda)
15
Item Previsão mensal Estoque Projetado no início do novo período
Tempo de esgotamento
Seqüência de produção
A 1200 1394 1,16 1B 1400 2091 1,49 5C 2000 3067 1,53 6D 2100 2788 1,33 2E 2400 3485 1,45 4F 2500 3346 1,34 3Total 11600
16
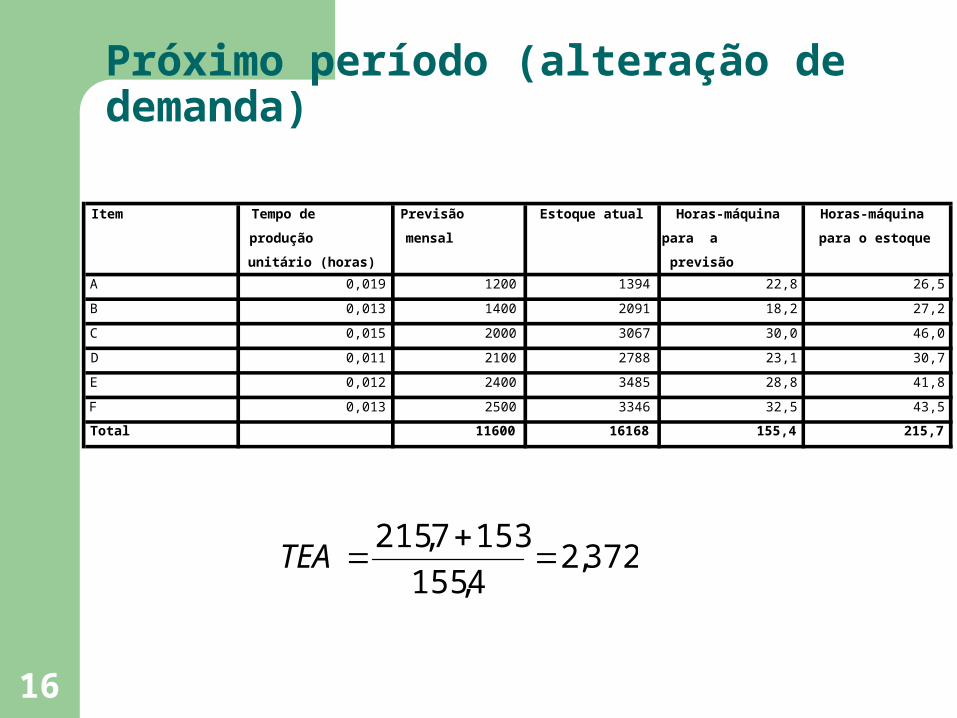
Próximo período (alteração de demanda)
Item Tempo de
produção
unitário (horas)
Previsão
mensal
Estoque atual Horas-máquina
para a
previsão
Horas-máquina
para o estoque
A 0,019 1200 1394 22,8 26,5
B 0,013 1400 2091 18,2 27,2
C 0,015 2000 3067 30,0 46,0
D 0,011 2100 2788 23,1 30,7
E 0,012 2400 3485 28,8 41,8
F 0,013 2500 3346 32,5 43,5
Total 11600 16168 155,4 215,7
372,24,1551537,215
TEA

17
Item Tempo de produção unitário (horas)
Previsão mensal
Estoque atual Horas-máquina necessárias
Sobra de capacidade
A 0,019 1200 1394 1452,4 27,5956 125,4044D 0,011 2100 2788 2193,2 24,1252 101,2792F 0,013 2500 3346 2584 33,592 67,6872E 0,012 2400 3485 2207,8 26,4936 41,1936B 0,013 1400 2091 1229,8 15,9874 25,2062C 0,015 2000 3067 1677 25,155 0,0512Total 11600 11344,2
jQ
Próximo período (alteração de demanda)
jjj ETEADQ

Modelo de programação não linear
18
j item cada de produzidas serem a unidades de máximo e mínimo númerotoplanejamen de período próximo no produzidoser a (família) agregado total
toplanejamen de período próximo no produzidoser a j item do unidades de número
j item do anual demanda
j item o para upset de custo:onde
J1 para
:
1
1
jj
j
j
j
jjj
J
jj
J
j j
jj
beaX
Y
K
jbYa
XY
asujeito
YK
Min

Exemplo - dados
19
Mês Jan Fev Mar Abr Mai Jun Jul Ago Set Out Nov DezPrevisão Agregada 430 510 390 530 500 470 390 520 510 450 470 500Produção Agregada 430 410 350 470 490 510 500 530 520 490 500 470Estoque Agregado 500 400 360 300 290 330 440 450 460 500 530 500
Estoque inicial = 500Número de itens na família = 8Custos de set up: produtos 1, 3 e 4 = 120; produtos 2 e 8 = 130; produtos 5 e 7 = 110 e produto 6 = 100
Item Demanda Anual1 6502 6303 7304 6805 7006 6907 7808 810

Exemplo:
Modelagem
20810
1004010040100401004010040100401004010040
430:
10530085800690007700081600876008190078000
8
8
7
7
6
6
5
5
4
4
3
3
2
2
1
1
87654321
87654321
jparaYYYYYYYYYYYYYYYYY
YYYYYYYYasujeito
YYYYYYYYMin
j

Exemplo - Resultados
21
Produto Quantidade a ser produzida
Produto 1 100
Produto 2 40
Produto 3 40
Produto 4 40
Produto 5 40
Produto 6 90
Produto 7 40
Produto 8 40