1. introduÇÃo a. enquadramento - dem.uc.pt · a solução encontrada pela empresa ... do...
TRANSCRIPT
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 1
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
1. INTRODUÇÃO
a. Enquadramento
No âmbito das matérias leccionada ao longo deste 1.º Semestre, a disciplina de GESTÃO DE ENERGIA, nos conceitos e conhecimentos que abrange, realizamos este trabalho reportando-o às ma-térias leccionadas no capítulo referente à “Avaliação do Ciclo de Vida”, no que se refere mais concretamente ao Automóvel e às suas envolventes.
Inserida no 1.º Semestre do 5.º Ano, do Curso de Engenharia Mecânica, para os alunos do ramo de Termodinâmica e Fluídos, é esta disciplina leccionada pelo Professor Fausto Freire.
De realçar ainda o particular interesse de os trabalhos serem executados por grupos de dois alunos, o que leva a que, a combinação de conhecimentos conduza à permanente discussão de ideias, em que uma afirmação leva a um recíproco questionar de solução, apenas atingida em determinados casos através do esclarecimento definitivo com o docente da cadeira, que com a sua disponibilidade e conhecimentos em muito contribuíram para que este trabalho assim tenha sido.
b. Motivação
O ponto de partida para este trabalho, caracterizou-se na dificuldade manifestada, há cerca de dois anos, por um sócio-gerente da empresa “Auto Vianense, Lda.” concessionário das marcas Audi e Vo-lkswagen, em Viana do Castelo, que se relacionava com a dificuldade em libertar-se dos resíduos que a sua empresa produzia no âmbito da actividade de reparação automóvel. Abordado acerca do assunto em tempos mais recentes, tendo manifestado que se encontrava em prática uma solução interessante, permitiu-nos uma visita, onde nos apercebemos da realidade da situação.
A solução encontrada pela empresa - o “Programa ECOAUTO – Programa de Gestão Ambiental para o sector Automóvel”, disponibilizado pela “ACAP - Associação do Comércio Automóvel de Portugal” aos seus associados, sendo uma aparente boa solução para a empresa, desde logo se assumia com um imediato senão - os custos associados. Analisando a situação real, verificou-se que há outras empresas que abordam a oficina em causa, por forma a poder en-caminhar os resíduos a preços mais económicos, a empresa continua a adoptar o “Programa ECOAU-TO”, fundamentalmente com o argumento da fiabilidade que este programa assume e que faz com que a solução global da gestão dos resíduos, aporte maiores custos, contrabalançados pela maior seguran-ça.
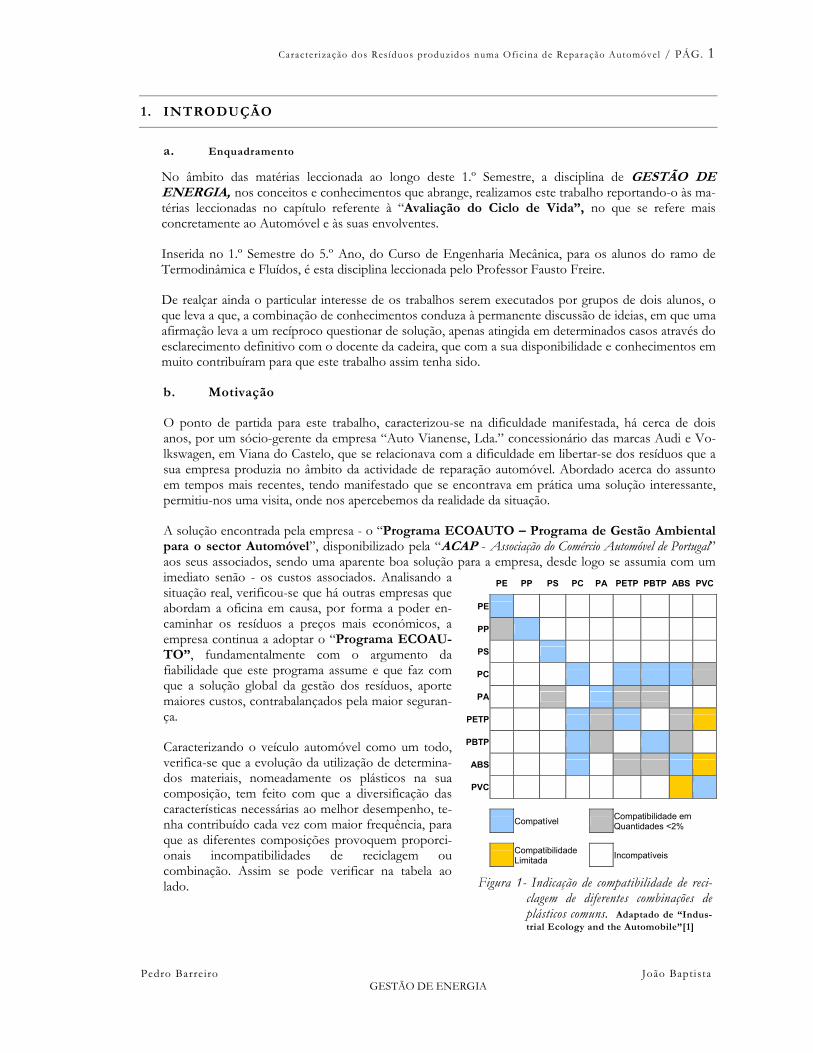
Caracterizando o veículo automóvel como um todo, verifica-se que a evolução da utilização de determina-dos materiais, nomeadamente os plásticos na sua composição, tem feito com que a diversificação das características necessárias ao melhor desempenho, te-nha contribuído cada vez com maior frequência, para que as diferentes composições provoquem proporci-onais incompatibilidades de reciclagem ou combinação. Assim se pode verificar na tabela ao lado.
PE PP PS PC PA PETP PBTP ABS PVC
PE
PP
PS
PC
PA
PETP
PBTP
ABS
PVC
Compatível Compatibilidade em Quantidades <2%
Compatibilidade Limitada Incompatíveis
Figura 1- Indicação de compatibilidade de reci-clagem de diferentes combinações de plásticos comuns. Adaptado de “Indus-trial Ecology and the Automobile”[1]
PÁG. 2 / Caracter ização dos Resíduos produzidos numa Ofic ina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
c. Âmbito e objectivos
As oficinas de automóveis são responsáveis por uma elevada quantidade de resíduos, entre os quais uma grande parte pode ser considerada perigosa, fruto do grande número de automóveis existentes e da idade avançada do parque automóvel em Portugal. Este é um assunto de grande importância e cujo o estudo é importante para a ecologia ambiental e industrial.
Neste trabalho realiza-se uma avaliação dos resíduos produzidos pelas oficinas de reparação de auto-móveis em Portugal, tendo em conta o seu destino final, principais efluentes, riscos para a saúde pública e valorização energética ou outra.
No âmbito da ecologia industrial e da economia, faremos um levantamento de quantidades, custos e destinos desses resíduos, considerando a sua perigosidade, volume de produção e principais característi-cas.
Portugal é um país em franco desenvolvimento em relação aos maiores (USA, Reino Unido, Japão, etc), tanto a nível tecnológico como a nível jurídico. Graças a fortes empresas do ramo automóvel são pro-movidas e implementadas politicas de gestão de resíduos, que se esforçam por serem consideradas como Companhias preocupadas e responsáveis.
A abordagem global da gestão dos resíduos industriais em Portugal, só recentemente começou a tomar forma, com o desenvolvimento do PESGRI (Plano Estratégico Sectorial de Gestão dos Resíduos In-dustriais) e do PNAPRI (Plano Nacional de Prevenção de Resíduos Industriais). Com estes dois planos em discussão pública será possível abordar a problemática da gestão dos resíduos industriais de forma objectiva e fundamentada.
A proposta de directiva do Conselho relativa a veículos em fim de vida útil, propõe como objectivo pri-oritário a prevenção da formação deste tipo de resíduos. Para esse efeito, os produtores, os fornecedores de materiais e de equipamentos devem desenvolver a utilização de materiais reciclados no fabrico de veículos. No entanto, os problemas causados por aquilo que normalmente se deita fora, já têm soluções economicamente compensadoras a longo prazo, geradoras de trabalho e muito menos prejudiciais para o ambiente do que aquelas que até agora vêm sendo adoptadas. Essas soluções passam pelo que foi designado pela política dos 3 R’s: reduzir, reutilizar e reciclar.
Nos capítulos iniciais deste trabalho, procuraremos inicialmente analisar a gestão numa oficina de repa-ração automóvel, estando atentos à legislação enquadrante dos procedimentos a adoptar e faremos uma breve referência ao Catálogo Europeu de Resíduos, associando os códigos à identificação dos resí-duos produzidos, bem como mencionando a principal documentação de suporte a toda a gestão dos mesmos.
Posteriormente sugeriremos um possível melhor destino a dar a cada tipo de resíduo de modo a reapro-veitar o seu material, evitando o gasto energético na produção de um novo e reduzindo ou mesmo eliminando o impacto ambiental que se teria, caso se optasse pela simples deposição em aterro.
Numa última parte faremos uma análise de custos associados a uma oficina de reparação automóvel, considerada aqui como igual à grande maioria das do país. Apresentaremos assim um estudo de quanti-dades de resíduos que uma oficina deste tipo produz num determinado período de tempo (um ano) e durante o respectivo número de visitas (revisões e reparações).
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 3
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
2. A GESTÃO DE RESÍDUOS NUMA OFICINA DE REPARAÇÃO AUTO
a. CONCEITOS GERAIS
De acordo com Elisa Ferreira (1996), o conceito de responsabilidade ambiental em termos in-dividuais e colectivos só muito recentemente começou a ser interiorizado pela sociedade portuguesa. O ar, a água, a flora e a fauna são elementos integrantes (por vezes insubstituíveis) do património nacional e mundial, não é admissível que a sua destruição por parte de alguns seja passivamente aceite pela sociedade e os custos da recuperação (nos casos em que ela é possível) imputados aos cidadãos em geral (nomeadamente através da aplicação do produto das contribuições e impostos). Cada indivíduo, cada empresa, cada autarquia, cada comunidade tem de assumir as responsabilidades que lhe cabem pelo modo como se inserem no espaço comum, particularmente no modo como afectam o património ambiental. Cada empresa tem de considerar as questões ambientais como um vector essencial de gestão, internalizando os custos inerentes à eliminação da poluição que provoca nos custos integrantes ao exercício da sua actividade e particularmente neste caso, os custos ambientais não podem ser colocados di-rectamente na factura a apresentar aos seus clientes. [2]
Tendo por objectivo a promoção de uma ética empresarial em relação ao ambiente e aos seus clientes, a empresa é levada a adoptar práticas que minimizem os impactes menos desejáveis do automóvel sobre o meio ambiente. A qualidade, factor determinante na afirmação das empre-sas, materializa-se hoje através de Certificações e Qualificações que do ponto de vista comercial, contribuem indubitavelmente para a melhoria de imagem de marca de uma empresa, junto dos seus potenciais clientes. Por este motivo, empresas há que sujeitas ou não a imposi-ções dos importadores ou marcas que representam, falando exclusivamente no sector automóvel, recorrem às aplicações de um Sistema de Qualidade de acordo com as Normas ISO 9002. Para o caso específico em análise e por imposição das marcas representadas (de ori-gem alemã), a empresa se encontra exclusivamente certificada pela TÜV.
Os custos associados a uma solução mais amiga do ambiente, consoante as opções tomadas, poderão vir a assumir um volume significativo para as empresas do sector automóvel. O espa-ço físico disponível para a colocação de contentores para uma primeira triagem dos resíduos, conhecendo-se os potenciais progressivos aumentos das empresas e os custos por metro qua-drado dos terrenos envolventes (dependendo da região), são pequenos contributos que fazem as empresas tentar encontrar soluções em conjunto com outras do mesmo ramo. Referenciam-se diversas tentativas goradas, em virtude dos obstáculos constituídos pelo transporte dos resí-duos perigosos para um local comum, aquisição de terrenos para este fim exclusivo (de difícil licenciamento industrial), bem como a maior dificuldade identificada, se relacionar com a im-putação de custos a cada um dos potenciais associados.
O recurso a outro tipo de solução é “oferecido” pela “ACAP - Associação do Comércio Automóvel de Portugal” aos seus associados, que se pode identificar como uma solução que gere todo o processo, deixando para trás uma extensa burucracia. Através do “Programa ECOAUTO – Programa de Gestão Ambiental para o sector Automóvel”, que nas suas vertentes de Ges-tão Global de Resíduos, Diagnóstico Ambiental e Sistema de Gestão Ambiental, resolve os problemas às empresas que no contexto actual careçam de soluções ambientais específicas para as suas necessidades. Para além do “EcoCertificado” emitido e afixado pelas empresas em local bem visível (marketing), encontram-se associadas a este programa três grandes empresas do sec-tor dos resíduos em Portugal (IPODEC, CODISA e AUTOVILA), que traduzem uma mais valia no sentido da despreocupação da empresa produtora dos resíduos no que se relaciona com a recolha, acondicionamento, transporte e encaminhamento para o seu destino final. Obrigam-se assim estas empresas do sector dos resíduos, mediante contrato escrito, ao estrito cumprimento da legislação relativa ao acondicionamento, triagem, recolha, transporte e
PÁG. 4 / Caracter ização dos Resíduos produzidos numa Ofic ina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
destino final adequado, a prestar aos resíduos produzidos pelos associados ACAP, aderentes ao programa, bem como a gestão da documentação obrigatória.
Parece assim, que com a adesão a um programa deste tipo, a empresa parece encontrar a solu-ção para todos os seus problemas. Há uma envolvente de confiança da empresa para com a outra parte do contrato, “apadrinhado” por uma associação significativamente representativa do ramo automóvel, que apresentará um senão e que se relacionará com os custos a imputar à empresa. Parece no entanto que a segurança e responsabilidade conferidas por este tipo de contrato, assume grande e definitiva importância e fiabilidade.
A intenção de anexar o “Programa ECOAUTO – Programa de Gestão Ambiental para o sector Automóvel”, não é praticável em virtude de necessitar de autorização para publicação de todas as partes envolvidas no processo e tal autorização não ser possível obter em tempo útil. Como tal apenas a divulgaremos sem a apresentar por completo.
b. LEGISLAÇÃO
No anexo A apresentamos uma síntese da legislação mais significativa sobre resíduos, fazendo referência às transposições do direito comunitário para a Lei Portuguesa.
c. O CATÁLOGO EUROPEU DE RESÍDUOS (CER)
(1) INTRODUÇÃO
Tendo por base a necessidade de normalização dos resíduos produzidos, manipulados no espaço europeu, surgiu o CER, que mais não é do que uma possibilidade existir na Europa Comunitária uma identificação e caracterização de determinado resíduo, sabendo-se assim que em todo o espa-ço comunitário se está a falar do mesmo produto. Surge assim, uma identificação livre de qualquer ambiguidade, em que a cada resíduo é atribuído um código de seis dígitos, em três grupos de dois algarismos, que correspondem genericamente à fonte geradora do resíduo, à actividade industrial de proveniência e à especificação do resíduo final. É constituído por uma lista de resíduos harmonizada, que será periodicamente revista e, se neces-sário, alterada em conformidade com o artigo 18.º da Directiva 75/442/CEE. O CER tem a vantagem de se poder catalogar os resíduos de uma forma global, assim podem ser identificados por todas as entidades de igual maneira, ajudando todo o processo burocrático que envolve este problema. Mesmo sendo uma lista extensa, apresenta a dificuldade de especificação de alguns resíduos. Mui-tas vezes têm que ser utilizado o código 99 que representa resíduos não especificados. Em conformidade com o artigo 18º da directiva comunitária 75/442/CEE, a lista dos resíduos será examinada periodicamente à luz dos novos conhecimentos e, em especial, dos resultados de inves-tigação.
(2) DECISÃO DA COMISSÃO N.º 2000/532/CE
Publicada por deliberação da Comissão Europeia, fruto da eliminação de ambiguidades e objecti-vação legislativa, foi em 3 de Maio de 2000 publicada a Decisão da Comissão n.º 2000/532/CE, com vista à implementação desta decisão até 1 de Janeiro de 2002 e para que em todos os Estados-membros fossem tomadas as medidas necessárias de forma a por em prática esta decisão. É a últi-ma versão e que se encontra actualmente em vigor. Esta publicação, substitui a Decisão 94/3/CE e estabelece uma lista de resíduos em conformidade com a alínea a) do artigo 1º da Directiva 75/442/CEE do Conselho relativa aos resíduos e a Deci-são 94/904/CE do Conselho, que estabelece uma lista de resíduos perigosos em conformidade com o nº 4 do artigo 1º da Directiva 91/689/CEE do Conselho relativa aos resíduos perigosos.
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 5
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
A decisão da comissão, bem como o CER em vigor, com as necessárias notas explicativas de utili-zação, podem ser encontradas em http://www.dra-n.pt/legislacao/legislacao.htm
d. A documentação
(1) Mapas de Registo
Controlo e inventariação de todos os resíduos produzidos e encaminhados para destino final, para que a empresa tenha um controlo permanente da sua actividade ambiental.
(2) Mapas de Resíduos
Constituído por dois documentos: Ficha de Estabelecimento, onde se sumaria a produção dos resíduos; Ficha de Resíduo; individual para cada tipo de resíduo produzido, descrevendo de forma minucio-sa a sua origem e encaminhamento.
(3) Guias de Acompanhamento de Resíduo
Documento elaborado pelo Ministério do Ambiente com numeração nacional e designado por Modelo A (Mod.n.º1428), é constituído por três partes distintas, cada qual preenchida pelo próprio interveniente (Produtor, Transportador e Destinatário) e em triplicado auto-cópia, destinando-se cada uma das páginas ao respectivo interveniente. Salienta-se o facto de a empresa produtora do resíduo, receber por fax uma cópia do documento, após chegada às instalações do destinatário, constituindo-se como uma primeira prova de liberta-ção do resíduo com sucesso.
(4) Certificado de Destino Adequado
É pelo destinatário do resíduo (empresa licenciada para o respectivo tratamento) enviada, uma de-claração de recepção identificando o(s) resíduo(s) em causa e assumindo a total responsabilidade pelo tratamento prévio e o encaminhamento final do(s) resíduo(s).
e. Análise de uma Oficina tipo
(1) Introdução
Começámos por visitar uma oficina de reparação de automóveis, e podemos apresentá-la como uma oficina tipo, pois certamente é igual à grande maioria delas. Tratando-se de uma oficina certi-ficada, verificam-se esporádicas deficiências no modo de processamento da triagem dos resíduos. Tal facto sucede em resíduos de menor frequência de produção e o argumento justificativo para tal ocorrência, imputa-se à impossibilidade de formar os empregados nesta área, sendo as orientações dadas como acção correctiva de erros cometidos. Não há paragem dos trabalhos a executar nem períodos destinados a “acção de formação”, para que os funcionários possam receber a informação necessária a uma triagem eficaz. Constata-se um geral cuidado em separar os resíduos por tipos, de forma a que os mais perigosos não se misturem, sendo os restantes (sucatas metálicas e plásticas acondicionadas em conjunto e posteriormente separadas em recipientes/contentores próprios). Encontram-se disseminados pela área de trabalho, contentores catalogados, que materializam a primeira triagem aos resíduos produ-zidos em maior quantidade. Na zona exterior à oficina encontram-se diversos contentores de 12 e 20 m3, destinados ao armazenamento dos resíduos entretanto produzidos e que aguardam volume justificativo para proceder a substituição dos contentores.
PÁG. 6 / Caracter ização dos Resíduos produzidos numa Ofic ina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
f. RESÍDUOS PRODUZIDOS
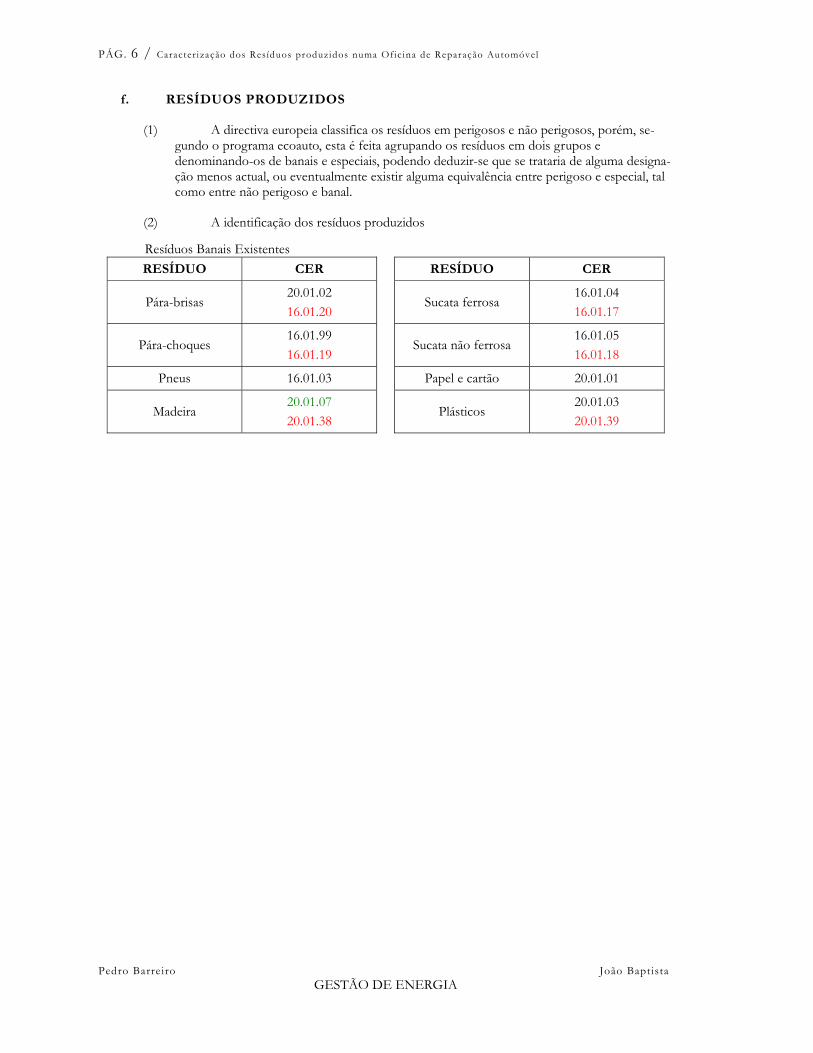
(1) A directiva europeia classifica os resíduos em perigosos e não perigosos, porém, se-gundo o programa ecoauto, esta é feita agrupando os resíduos em dois grupos e denominando-os de banais e especiais, podendo deduzir-se que se trataria de alguma designa-ção menos actual, ou eventualmente existir alguma equivalência entre perigoso e especial, tal como entre não perigoso e banal.
(2) A identificação dos resíduos produzidos
Resíduos Banais Existentes RESÍDUO CER RESÍDUO CER
Pára-brisas 20.01.02 16.01.20
Sucata ferrosa 16.01.04 16.01.17
Pára-choques 16.01.99 16.01.19
Sucata não ferrosa 16.01.05 16.01.18
Pneus 16.01.03 Papel e cartão 20.01.01
Madeira 20.01.07 20.01.38
Plásticos 20.01.03 20.01.39
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 7
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
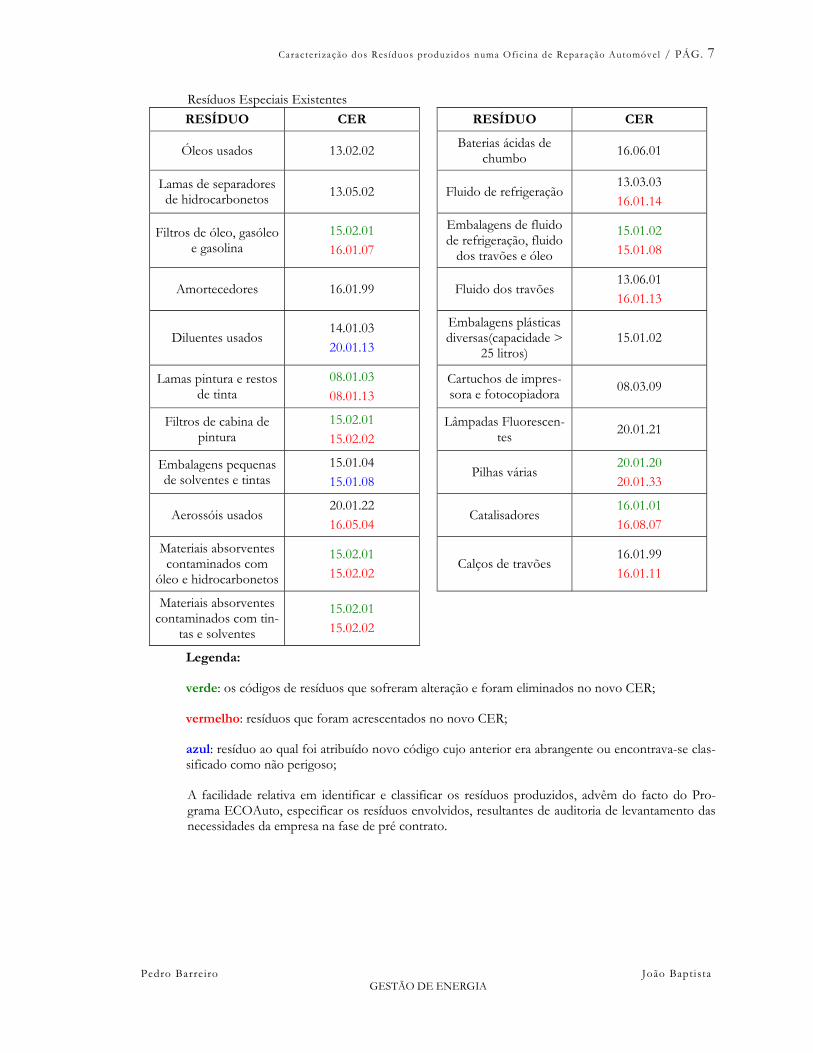
Resíduos Especiais Existentes RESÍDUO CER RESÍDUO CER
Óleos usados 13.02.02 Baterias ácidas de chumbo 16.06.01
Lamas de separadores de hidrocarbonetos 13.05.02 Fluido de refrigeração
13.03.03 16.01.14
Filtros de óleo, gasóleo e gasolina
15.02.01 16.01.07
Embalagens de fluido de refrigeração, fluido
dos travões e óleo
15.01.02 15.01.08
Amortecedores 16.01.99 Fluido dos travões 13.06.01 16.01.13
Diluentes usados 14.01.03 20.01.13
Embalagens plásticas diversas(capacidade >
25 litros) 15.01.02
Lamas pintura e restos de tinta
08.01.03 08.01.13
Cartuchos de impres-sora e fotocopiadora 08.03.09
Filtros de cabina de pintura
15.02.01 15.02.02
Lâmpadas Fluorescen-tes 20.01.21
Embalagens pequenas de solventes e tintas
15.01.04 15.01.08
Pilhas várias 20.01.20 20.01.33
Aerossóis usados 20.01.22 16.05.04
Catalisadores 16.01.01 16.08.07
Materiais absorventes contaminados com
óleo e hidrocarbonetos
15.02.01 15.02.02
Calços de travões 16.01.99 16.01.11
Materiais absorventes contaminados com tin-
tas e solventes
15.02.01 15.02.02
Legenda:
verde: os códigos de resíduos que sofreram alteração e foram eliminados no novo CER;
vermelho: resíduos que foram acrescentados no novo CER;
azul: resíduo ao qual foi atribuído novo código cujo anterior era abrangente ou encontrava-se clas-sificado como não perigoso;
A facilidade relativa em identificar e classificar os resíduos produzidos, advêm do facto do Pro-grama ECOAuto, especificar os resíduos envolvidos, resultantes de auditoria de levantamento das necessidades da empresa na fase de pré contrato.

PÁG. 8 / Caracter ização dos Resíduos produzidos numa Ofic ina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
3. AVALIAÇÃO DE POTENCIAIS DE FIM DE VIDA
a. INTRODUÇÃO
Proceder a uma análise exaustiva, com o objectivo de executar uma avaliação, acerca dos possíveis destinos finais dos resíduos produzidos, foi uma tarefa que demonstrou ser demasiado difícil. A in-formação disponível é escassa e bastante vaga, enquanto a opção de visitar centros de tratamento de resíduos, limitar-nos-ia a apercebermo-nos do destino final que nessa empresa era posto em prática, nada contribuindo para a avaliação global do fim de vida do resíduo, visto que o tempo disponível não se coadunaria a visitar uma quantidade de locais suficientes que levasse a uma con-clusão significativa. Optámos assim, por fazer um apanhado geral da informação recolhida dos tratamentos de fim de vida dados aos resíduos especificamente produzidos numa oficina automó-vel, bem como aprofundar determinadas técnicas que nos pareceram de maior valia ambiental. Um possível estudo mais aprofundado é considerado com uma possibilidade em trabalhos futuros.
b. Análise de gestão final de vida
Pretende-se com esta análise dar uma panorâmica geral dos possíveis tratamentos finais de vida dados actualmente aos resíduos no nosso país. Procedemos a uma análise selectiva de resíduos produzidos numa oficina de reparação automóvel, que entendemos merecerem destaque, (como por exemplo os pneus e os óleos) considerando as tecnologias mais interessantes ou inovadoras em uso, não descurando a importância assumida pelos resíduos produzidos em volumes mais significa-tivos neste tipo de oficinas.
(1) Resíduos banais existentes
Pneus (16.01.03) Pneu ou pneumático, é uma estrutura contínua composta por vários materiais entre os quais se destaca a borracha. A composição percentual média de um pneu é em carbono (70,0), hidrogénio(7,0), óxido de zinco(1,2), enxofre (1,3), ferro(15,0) e outros(5,5). A situa-ção dos pneus usados em Portugal é grave e não se vislumbra uma estratégia coerente para a resolver, sendo despejados em locais impróprios e sem qualquer tratamento, grande parte das 50 mil toneladas que se estimam que sejam produzidas anualmente.
Recentemente o preço dos pneus foi aumentado (0.30€ nos veículos ligeiros e 1.5€ nos pe-sados) de modo a pagar o custo de um fim-de-vida. Um preço baixo a pagar pelos consumidores que de acordo com o governo é necessário para a remoção dos pneus dos aterros e das lixeiras.
Destinos de final de vida
Entre outros, identificámos os seguintes: recauchutagem, defensas para barcos e por-tos/cais de acostagem, reciclagem por criogenia, reciclagem por trituração, fabrico de produtos de borracha (sandálias, capas, tacões e solas para calçado, telas e tapetes), incine-ração com aproveitamento energético; trituração simples para redução do volume, aterros sanitários (opção proibida a partir de Janeiro de 2003).
Possibilidades de gestão
Pela importância que assume e por ser uma tecnologia de vanguarda, destacámos a incorporação em asfaltos para estradas e pavimentos, através da utilização da tecnologia denominada BMB®. No anexo B pode-se encontrar um folheto informativo de um tipo destes betumes: Características Técnicas do Betume Modificado com Borracha.
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 9
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
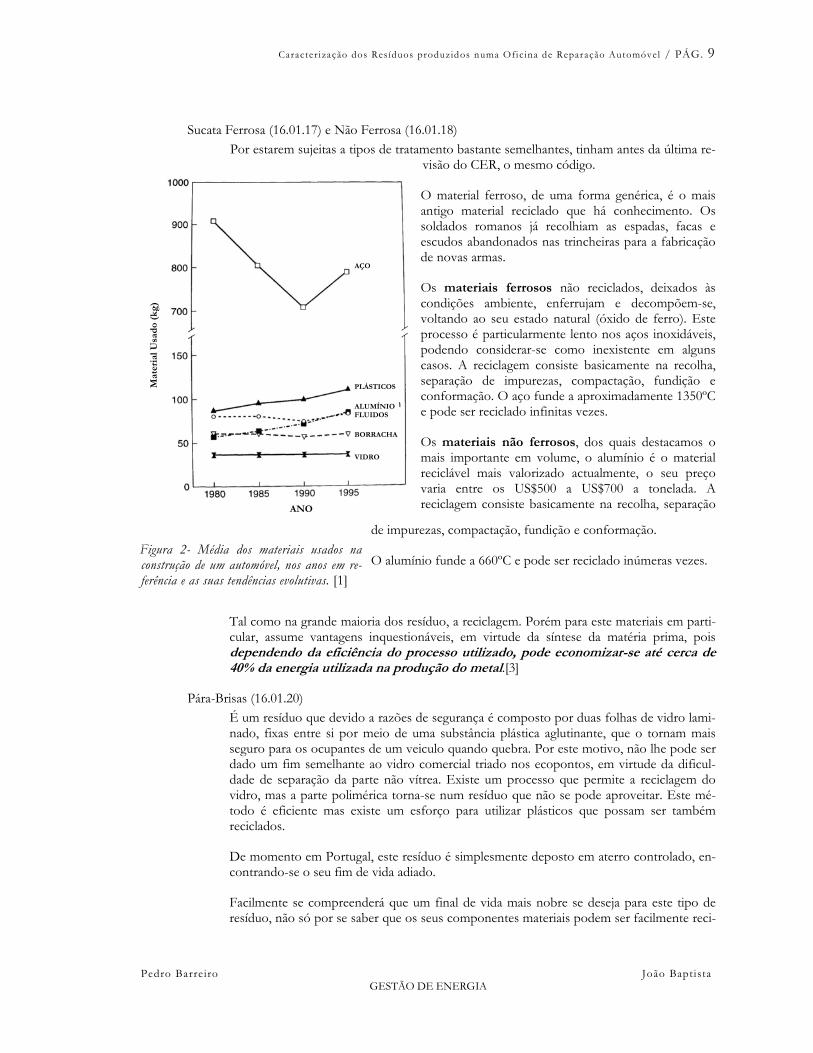
Sucata Ferrosa (16.01.17) e Não Ferrosa (16.01.18) Por estarem sujeitas a tipos de tratamento bastante semelhantes, tinham antes da última re-
visão do CER, o mesmo código.
O material ferroso, de uma forma genérica, é o mais antigo material reciclado que há conhecimento. Os soldados romanos já recolhiam as espadas, facas e escudos abandonados nas trincheiras para a fabricação de novas armas.
Os materiais ferrosos não reciclados, deixados às condições ambiente, enferrujam e decompõem-se, voltando ao seu estado natural (óxido de ferro). Este processo é particularmente lento nos aços inoxidáveis, podendo considerar-se como inexistente em alguns casos. A reciclagem consiste basicamente na recolha, separação de impurezas, compactação, fundição e conformação. O aço funde a aproximadamente 1350ºC e pode ser reciclado infinitas vezes.
Os materiais não ferrosos, dos quais destacamos o mais importante em volume, o alumínio é o material reciclável mais valorizado actualmente, o seu preço varia entre os US$500 a US$700 a tonelada. A reciclagem consiste basicamente na recolha, separação
de impurezas, compactação, fundição e conformação.
O alumínio funde a 660ºC e pode ser reciclado inúmeras vezes.
Tal como na grande maioria dos resíduo, a reciclagem. Porém para este materiais em parti-cular, assume vantagens inquestionáveis, em virtude da síntese da matéria prima, pois dependendo da eficiência do processo utilizado, pode economizar-se até cerca de 40% da energia utilizada na produção do metal.[3]
Pára-Brisas (16.01.20) É um resíduo que devido a razões de segurança é composto por duas folhas de vidro lami-nado, fixas entre si por meio de uma substância plástica aglutinante, que o tornam mais seguro para os ocupantes de um veiculo quando quebra. Por este motivo, não lhe pode ser dado um fim semelhante ao vidro comercial triado nos ecopontos, em virtude da dificul-dade de separação da parte não vítrea. Existe um processo que permite a reciclagem do vidro, mas a parte polimérica torna-se num resíduo que não se pode aproveitar. Este mé-todo é eficiente mas existe um esforço para utilizar plásticos que possam ser também reciclados.
De momento em Portugal, este resíduo é simplesmente deposto em aterro controlado, en-contrando-se o seu fim de vida adiado.
Facilmente se compreenderá que um final de vida mais nobre se deseja para este tipo de resíduo, não só por se saber que os seus componentes materiais podem ser facilmente reci-
Figura 2- Média dos materiais usados na construção de um automóvel, nos anos em re-ferência e as suas tendências evolutivas. [1]
PLÁSTICOS
ALUMÍNIO FLUIDOS
BORRACHA
VIDRO
AÇO
Mat
eria
l Usa
do
(kg)
ANO
PÁG. 10 / Caracter ização dos Res íduos produzidos numa Oficina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
cláveis, bem como o volume que ocupam em aterro. Anseia-se a criação de uma unidade industrial especializada em separar estes dois materiais para posterior reciclagem, ou uma unidade que possa proceder ao seu retalhamento com vista a futuras aplicações (substitui-ção de inertes em betões, por exemplo).
Por aplicação do anterior CER em utilização, salienta-se que este tipo de resíduo era classi-ficado como vidro normal, depreendendo-se portanto a possibilidade de “camuflagem” estatística que a anterior versão permitia, não sendo aceitável que o pára-brisas de um au-tomóvel tivesse a mesma classificação de um simples frasco de vidro e no final tinham fins tão distintos – um destinado a deposição em aterro e o outro a reciclagem..
Pára-Choques (16.01.99) e Plásticos (20.01.39) Todos os materiais plásticos são recicláveis. Em Portugal reciclam-se anualmente milhares de tone-ladas provenientes, na maior parte, de resíduos da indústria. O plástico pode entrar novamente no processo produtivo e dar assim origem a novos materiais. Na reciclagem de plásticos misturados são produzidos plásticos com características tais que em cer-tas aplicações podem substituir a madeira (sendo mais duráveis). Exemplos de produtos fabricados com este tipo de plástico reciclado são elementos de mobiliário urbano como bancos de jardim, paragens de autocarros ou contentores para recolha de resíduos. A reciclagem do plástico permite assim, entre outras coisas, a:
• Poupança de matérias-primas não renováveis, como o petróleo; • Redução do consumo de energia na fabricação de materiais plásticos; • Transformação de produtos de vida curta (embalagens), em produtos de vida lon-
ga; Na reciclagem de plásticos misturados são produzidos plásticos com características tais que em cer-tas aplicações podem substituir a madeira (sendo mais duráveis). Exemplos de produtos fabricados com este tipo de plástico reciclado são elementos de mobiliário urbano como bancos de jardim, paragens de autocarros ou contentores para recolha de resíduos. Encontram-se identificadas diversas dificuldades no processamento dos materiais plásticos em vir-tude das conhecidas incompatibilidades entre os diversos polímeros, o que provoca em inúmeros casos, a trituração ou retalhamento e posterior deposição em aterro controlado, perdendo-se assim um enorme potencial de recuperação bem como se evitaria uma ocupação em aterro perfeitamente evitável. Tal situação só ocorrerá quando todos os fabricantes ou transformadores de materiais plásticos colocarem no produto a sua exacta composição, evitando-se assim o desperdício pela dú-vida. Os Pára-choques, no caso de serem constituídos por material metálico, podem ser tratados como sucata ferrosa ou não ferrosa.
(2) RESÍDUOS ESPECIAIS EXISTENTES
Óleos usados (13.02.02) e Fluido dos travões (16.01.13) Óleos usados contêm elevados índices de hidrocarbonetos e metais pesados, sendo os mais representativos: o Zinco (Zn), o Cobre (Cu), o Crómio (Cr), o Níquel (Ni) e o Cádmio (Cd).
Uma das principais diferenças entre um óleo novo e um óleo usado e que lhe confere o seu carácter de resíduo perigoso, é a presença de metais pesados e hidrocarbonetos aromáticos nucleares.
Cinco litros de óleo são suficientes para cobrir uma superfície de água de 5000 m2, impe-dindo a oxigenação e originando a morte por asfixia dos peixes e plantas. A queima de 5 litros de óleo libertam para a atmosfera 20 g de chumbo.

Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 11
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
Os destinos mais comuns dos óleos usados são:
• Valorização energética - tratamento prévio dos óleos usados, que consiste num pro-cesso simples e não muito eficiente de separação de alguns dos contaminantes, com vista à valorização energética dos óleos como combustível em indústrias.
• Regeneração – Trata-se de um processo de reciclagem do óleo, com vista à produção de um óleo de qualidade razoável;
óleos usadocom chumbo
filtração
Reactor comargilas activadas
filtro-prensa
óleodesmetalizado
lamas doprocesso
inertização
ATERROENCAPSULAMENTO
óleos usadosem chumbo
filtração
desidratação120 ºC
filtração
centrifugação
BLENDINGóleo semchumbo
armazenagem
Possíveis aplicações dos produtos resultantes do tratamento de óleos:
• Fabricação de óleos lubrificantes de motor e industriais; • Fabricação de telas asfálticas para impermeabilizações e asfalto para estradas; • Combustível; • Consumo das águas extraídas para sistemas de refrigeração ou canalização para ETAR; • Adubos proveniente dos sais potássicos contidos nos óleos usados.
Baterias ácidas de chumbo (16.06.01) e Pilhas várias (20.01.33) Pelo facto de serem resíduos altamente contaminados com substâncias nocivas, tais como metais pesados e ácidos corrosivos, deverão ser adequadamente sujeitos a tratamentos de neutralização e posteriormente reciclados ou colocados em aterro os seus diversos compo-
nentes não nocivos.
Figura 3- Fluxograma de tratamento de óleos usados( fonte: Ecosocer)
PÁG. 12 / Caracter ização dos Res íduos produzidos numa Oficina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
De notar que algumas substâncias poderão ser recicladas tais como o plástico, chumbo, etc. Uma bateria ácida de chumbo pesa cerca de 16,4 kg. Destes, 8,2 kg são chumbo, con-tendo a bateria ainda 3,8 litros de ácido sulfúrico e outros materiais plásticos.
Devido a pressões políticas e legislação ambiental mais recente que regulamenta os desti-nos de pilhas e baterias, alguns processos foram desenvolvidos visando a reciclagem desses produtos. Para promover a reciclagem de pilhas, é necessário o conhecimento da sua com-posição. Infelizmente, não há uma correlação entre o tamanho ou formato das pilhas e a sua composição. Em diferentes laboratórios têm sido realizadas pesquisas de modo a des-envolver processos para reciclar as baterias usadas e em alguns casos, tratá-las para uma disposição segura.
Os processos de reciclagem de pilhas e baterias podem seguir três linhas distintas:
• a baseada em operações de tratamento de minérios; • a hidrometalúrgica; • a pirometalúrgica. Algumas vezes, estes processos são específicos para reciclagem de pilhas, outras vezes as pilhas são recicladas juntamente com outros tipos de materiais. Salienta-se ainda o facto de todos os elementos recolhidos em Portugal, serem canalizados para exportação, não ha-vendo no país qualquer unidade industrial com capacidade de separação, tratamento, reutilização ou reciclagem dos materiais constituintes.
Lamas de separadores de hidrocarbonetos (13.05.02) Provenientes das limpezas das instalações e recolhidas em todas as sarjetas da unidade ofi-cinal, são encaminhados para uma conduta e são sujeitas a decantação e a duas filtragens antes de serem recolhidas num depósito subterrâneo construído para o efeito. Recolhidas por bombagem, são descontaminados pelas empresas da especialidade já referidas no Acordo existente, sendo posteriormente o resíduo final enviado para os esgotos de acordo com a legislação em vigor e as lamas destinadas a aterro.
Filtros de óleo, gasóleo e gasolina (16.01.07), Materiais absorventes contaminados com óleo e hi-drocarbonetos (15.02.02), Filtros de cabina de pintura (15.02.02), Embalagens pequenas de solventes e tintas (15.01.08) e Materiais absorventes contaminados com tintas e solventes (15.02.02)
Altamente contaminados por substâncias nocivas, devem ser adequadamente eliminados. Para tal devem ser limpos com remoção das substância perigosas e posteriormente desde que os seus componentes o permitam, ser reciclados ou depositados em aterro.
Amortecedores (16.01.99) e Calços de travões (16.01.11) Dado que os calços dos travões têm na sua constituição uma substância cancerígena (ami-anto 15% a 70%) devem ser cuidadosamente eliminados, pois este material é altamente nocivo.
O amianto deve ser separado do metal e devidamente neutralizado; o metal restante, tal como os amortecedores (após remoção de substâncias nocivas, óleo, plástico e borracha), podem ser reciclado como sucata ferrosa.
Aerossóis usados (16.05.04)

Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 13
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
Estes resíduos depois de esvaziados dos conteúdos voláteis não aproveitados, são descontaminados e reciclados para reaproveitamento da matéria prima e em alguns casos para reutilização por reenchimento.
Fruto das numerosas aplicações que têm numa oficina automóvel, assumem particular im-portância pelo facto do elevado volume que geram e na circunstância das latas não poderem ser espalmadas ou comprimidas quando consumidos os seus conteúdos.
PÁG. 14 / Caracter ização dos Res íduos produzidos numa Oficina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
4. ANÁLISE DOS CUSTOS DE PRODUÇÃO DOS RESÍDUOS
a. Introdução
Em termos de caracterização dos resíduos produzidos numa oficina de reparação automóvel, a aná-lise de custos que vamos seguidamente executar, assenta em três ideias fundamentais. (1) Por motivos de ética empresarial, não mencionaremos quantidades relativas à transacção pecu-
niária do processamento dos resíduos, referindo-nos a percentagens de montantes globais. Daremos uma panorâmica dos resíduos mais importantes em termos dos custos da despesa as-sociada à libertação dos resíduos pela empresa produtora.
(2) Faremos a imputação dos custos dos resíduos, associando-os ao tipo de serviços prestados numa oficina de reparação automóvel.
(3) Todos os dados tratados, tem por base a informação referente ao ano de 2002, pretendendo reflectir a actualidade que esta caracterização assume e não ignorando as possíveis incorrecções que possam decorrer pela tentativa de extrapolação dos resultados obtidos.
b. A discriminação dos custos
Atendendo aos custos inerentes à gestão dos resíduos e no âmbito do “Programa ECOAUTO – Programa de Gestão Ambiental para o sector Automóvel”, a recolha, acondicionamento, transporte e encaminhamento dos resíduos para o destino final, poderá compreender três custos diferenciados a serem imputados aos resíduos. Tais custos, não sendo de aplicação generalizada, engrandecem significativamente o valor da gestão de determinados resíduos, como veremos adian-te em análise pormenorizada. (1) Custo de aluguer de equipamento. A empresa responsável pela recolha do resíduo, disponi-
biliza um recipiente apropriado destinado à colocação do resíduo, desde que ele é produzido até que é retirado da Oficina de reparação. Consoante o tipo de resíduo, assim é também o re-cipiente e assumem principal volume e custo de aluguer, o contentor destinado à sucata metálica bem como o destinado à sucata de para choques / vidros.
(2) Custo de Deposição em Aterro: Determinado tipo de resíduo, para o qual não é conhecida ou disponibilizada solução de fim de vida alternativa, é tal resíduo encaminhado para aterro controlado, ocorrendo neste caso lugar ao pagamento de taxa de deposição em aterro.
(3) Custo de transporte: Mediante o tipo de resíduo e o tipo de recipiente que a si tem associado, é realizado o transporte para o destino final, quando a empresa produtora do resíduo entende que não tem condições para armazenar mais quantidade de determinado tipo de resíduo. Os custos associados, são função do meio de transporte utilizado pela empresa recolhedora do re-síduo e da distância ao destino do resíduo.
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 15
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
5. ANÁLISE ESTATÍSTICA DA GESTÃO DOS RESÍDUOS
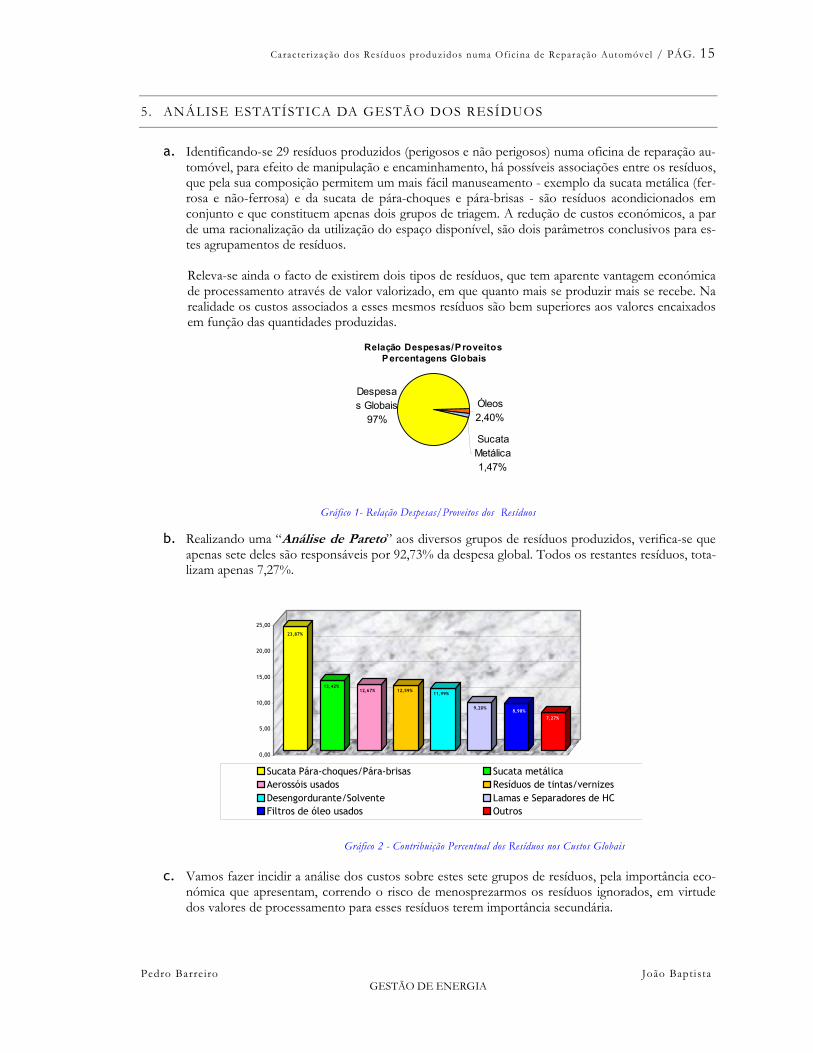
a. Identificando-se 29 resíduos produzidos (perigosos e não perigosos) numa oficina de reparação au-tomóvel, para efeito de manipulação e encaminhamento, há possíveis associações entre os resíduos, que pela sua composição permitem um mais fácil manuseamento - exemplo da sucata metálica (fer-rosa e não-ferrosa) e da sucata de pára-choques e pára-brisas - são resíduos acondicionados em conjunto e que constituem apenas dois grupos de triagem. A redução de custos económicos, a par de uma racionalização da utilização do espaço disponível, são dois parâmetros conclusivos para es-tes agrupamentos de resíduos. Releva-se ainda o facto de existirem dois tipos de resíduos, que tem aparente vantagem económica de processamento através de valor valorizado, em que quanto mais se produzir mais se recebe. Na realidade os custos associados a esses mesmos resíduos são bem superiores aos valores encaixados em função das quantidades produzidas.
Relação Despesas/ProveitosPercentagens Globais
Sucata Metálica1,47%
Óleos2,40%
Despesas Globais
97%
Gráfico 1- Relação Despesas/Proveitos dos Resíduos
b. Realizando uma “Análise de Pareto” aos diversos grupos de resíduos produzidos, verifica-se que
apenas sete deles são responsáveis por 92,73% da despesa global. Todos os restantes resíduos, tota-lizam apenas 7,27%.
0,00
5,00
10,00
15,00
20,00
25,00
Sucata Pára-choques/Pára-brisas Sucata metálicaAerossóis usados Resíduos de tintas/vernizesDesengordurante/Solvente Lamas e Separadores de HCFiltros de óleo usados Outros
23,87%
13,42%12,67% 12,59%
11,99%
9,20%8,98%
7,27%
Gráfico 2 - Contribuição Percentual dos Resíduos nos Custos Globais
c. Vamos fazer incidir a análise dos custos sobre estes sete grupos de resíduos, pela importância eco-nómica que apresentam, correndo o risco de menosprezarmos os resíduos ignorados, em virtude dos valores de processamento para esses resíduos terem importância secundária.
PÁG. 16 / Caracter ização dos Res íduos produzidos numa Oficina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
Gráfico 4 – Percentagem dos Custos inerentes à Sucata metálica
6. ANÁLISE DOS RESÍDUOS MAIS IMPORTANTES
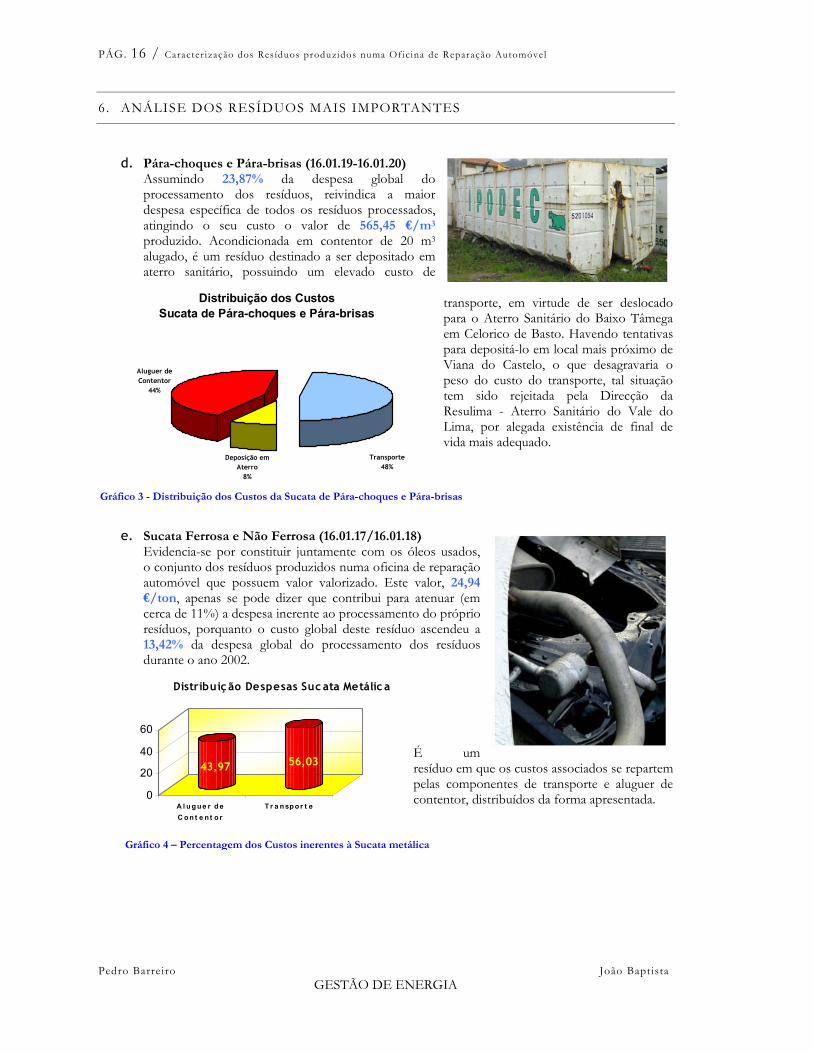
d. Pára-choques e Pára-brisas (16.01.19-16.01.20)
Assumindo 23,87% da despesa global do processamento dos resíduos, reivindica a maior despesa específica de todos os resíduos processados, atingindo o seu custo o valor de 565,45 €/m3 produzido. Acondicionada em contentor de 20 m3 alugado, é um resíduo destinado a ser depositado em aterro sanitário, possuindo um elevado custo de
transporte, em virtude de ser deslocado para o Aterro Sanitário do Baixo Tâmega em Celorico de Basto. Havendo tentativas para depositá-lo em local mais próximo de Viana do Castelo, o que desagravaria o peso do custo do transporte, tal situação tem sido rejeitada pela Direcção da Resulima - Aterro Sanitário do Vale do Lima, por alegada existência de final de vida mais adequado.
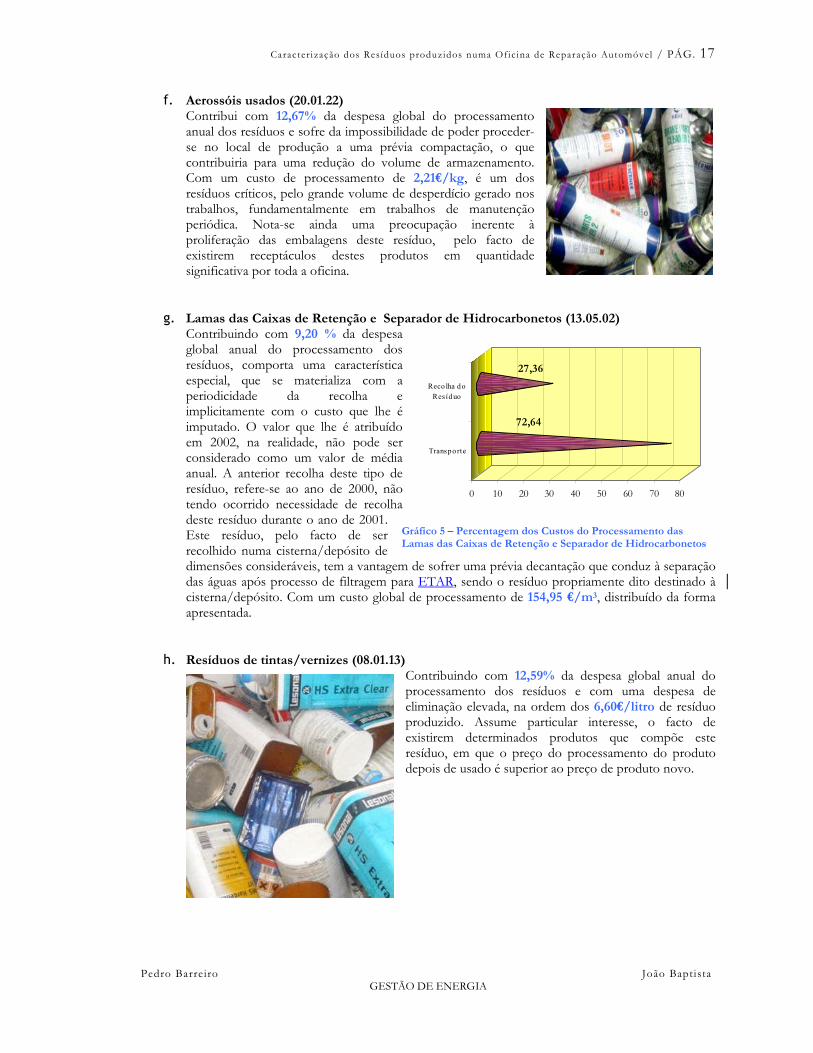
e. Sucata Ferrosa e Não Ferrosa (16.01.17/16.01.18) Evidencia-se por constituir juntamente com os óleos usados, o conjunto dos resíduos produzidos numa oficina de reparação automóvel que possuem valor valorizado. Este valor, 24,94 €/ton, apenas se pode dizer que contribui para atenuar (em cerca de 11%) a despesa inerente ao processamento do próprio resíduos, porquanto o custo global deste resíduo ascendeu a 13,42% da despesa global do processamento dos resíduos durante o ano 2002.
É um resíduo em que os custos associados se repartem pelas componentes de transporte e aluguer de contentor, distribuídos da forma apresentada.
Distribuição dos CustosSucata de Pára-choques e Pára-brisas
Transporte48%
Deposição em Aterro
8%
Aluguer de Contentor
44%
Gráfico 3 - Distribuição dos Custos da Sucata de Pára-choques e Pára-brisas
43,97 56,03
0
20
40
60
A l u g u e r d eC o n t e n t o r
T r a n sp o r t e
Distribuiç ão Despesas Suc ata Metálic a
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 17
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
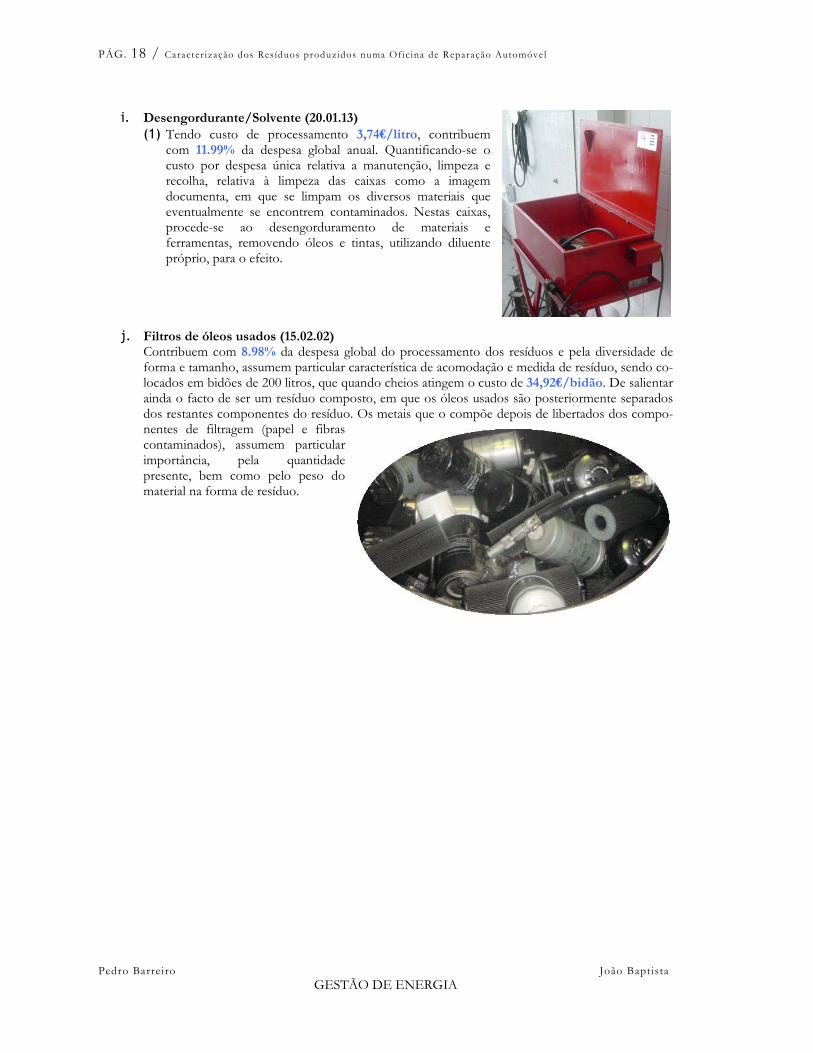
f. Aerossóis usados (20.01.22) Contribui com 12,67% da despesa global do processamento anual dos resíduos e sofre da impossibilidade de poder proceder-se no local de produção a uma prévia compactação, o que contribuiria para uma redução do volume de armazenamento. Com um custo de processamento de 2,21€/kg, é um dos resíduos críticos, pelo grande volume de desperdício gerado nos trabalhos, fundamentalmente em trabalhos de manutenção periódica. Nota-se ainda uma preocupação inerente à proliferação das embalagens deste resíduo, pelo facto de existirem receptáculos destes produtos em quantidade significativa por toda a oficina.
g. Lamas das Caixas de Retenção e Separador de Hidrocarbonetos (13.05.02)
Contribuindo com 9,20 % da despesa global anual do processamento dos resíduos, comporta uma característica especial, que se materializa com a periodicidade da recolha e implicitamente com o custo que lhe é imputado. O valor que lhe é atribuído em 2002, na realidade, não pode ser considerado como um valor de média anual. A anterior recolha deste tipo de resíduo, refere-se ao ano de 2000, não tendo ocorrido necessidade de recolha deste resíduo durante o ano de 2001. Este resíduo, pelo facto de ser recolhido numa cisterna/depósito de dimensões consideráveis, tem a vantagem de sofrer uma prévia decantação que conduz à separação das águas após processo de filtragem para ETAR, sendo o resíduo propriamente dito destinado à cisterna/depósito. Com um custo global de processamento de 154,95 €/m3, distribuído da forma apresentada.
h. Resíduos de tintas/vernizes (08.01.13)
Contribuindo com 12,59% da despesa global anual do processamento dos resíduos e com uma despesa de eliminação elevada, na ordem dos 6,60€/litro de resíduo produzido. Assume particular interesse, o facto de existirem determinados produtos que compõe este resíduo, em que o preço do processamento do produto depois de usado é superior ao preço de produto novo.
Gráfico 5 – Percentagem dos Custos do Processamento das Lamas das Caixas de Retenção e Separador de Hidrocarbonetos
72,64
27,36
0 10 20 30 40 50 60 70 80
Transpo rte
Reco lha d oRes íd uo
PÁG. 18 / Caracter ização dos Res íduos produzidos numa Oficina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
i. Desengordurante/Solvente (20.01.13)
(1) Tendo custo de processamento 3,74€/litro, contribuem com 11.99% da despesa global anual. Quantificando-se o custo por despesa única relativa a manutenção, limpeza e recolha, relativa à limpeza das caixas como a imagem documenta, em que se limpam os diversos materiais que eventualmente se encontrem contaminados. Nestas caixas, procede-se ao desengorduramento de materiais e ferramentas, removendo óleos e tintas, utilizando diluente próprio, para o efeito.
j. Filtros de óleos usados (15.02.02) Contribuem com 8.98% da despesa global do processamento dos resíduos e pela diversidade de forma e tamanho, assumem particular característica de acomodação e medida de resíduo, sendo co-locados em bidões de 200 litros, que quando cheios atingem o custo de 34,92€/bidão. De salientar ainda o facto de ser um resíduo composto, em que os óleos usados são posteriormente separados dos restantes componentes do resíduo. Os metais que o compõe depois de libertados dos compo-nentes de filtragem (papel e fibras contaminados), assumem particular importância, pela quantidade presente, bem como pelo peso do material na forma de resíduo.

Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 19
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
7. CONCLUSÕES
A caracterização dos resíduos produzidos nas Oficinas de Reparação Automóvel em Portugal, fica neste trabalho perfeitamente caracterizada. Salvo qualquer situação excepcional, podemos dizer que os resíduos produzidos numa oficina tipo, sejam eles banais ou perigosos, estão identificados, com o código de resíduo definido pelo Catálogo Europeu de Resíduos e de uma forma abrangente, divulgamos os tratamentos a que esses resíduos poderão ser sujeitos depois de retirados do local de produção por empresas especializadas do sector. A avaliação dos processos de tratamento desses resíduos, bem como uma análise exaustiva acerca do destino final, se bem que ultrapassando o objectivo deste trabalho, é referida para determinados resíduos que pela importância dos volumes produzidos ou pela perigosidade a si associada, cons-tam dos diversos processos enunciados como possíveis tratamentos de fim de vida para os resíduos analisados. Como maior preocupação acerca da forma como uma empresa do ramo automóvel, se liberta dos resíduos que produz de uma forma eficaz, fica neste trabalho demonstrada, a capacidade das asso-ciações de entidades com objectivos comuns, que o cooperativismo, é uma forma eficaz de encontrar soluções para os problemas associados aos resíduos e fundamentalmente quando esses resíduos são considerados perigosos. Permitiu-nos este trabalho, apercebermo-nos da forma como uma Oficina de Reparação Automó-vel encara os resíduos por si produzidos. Em primeiro lugar, é fundamental que a responsabilidade da empresa esteja incondicionalmente salvaguardada, bem como e se possível, transmitir aos seus clientes que o modo de funcionamento da empresa está definido segundo determinadas normas de qualidade, respeitando a legislação em vigor e conciliando a sua actividade com o ambiente que nos envolve. Como consequência, poder e dever mostrar esses padrões de qualidade aos clientes, que poderão verificar a implementação de um Sistema de Qualidade de acordo com as Normas ISO 9002, com a colocação em local bem visível da certificação TÜV, bem como a publicidade de ade-são a um programa de Gestão de Resíduos. Para que esses pressupostos sejam cumpridos é portanto necessário que a empresa cumpra o seu papel e dessa forma encontre uma garantia da desresponsabilização do futuro do resíduo após dei-xar as instalações da empresa. A salvaguarda é garantida pela recepção de um conjunto de documentos em que a empresa para quem foi transferida a responsabilidade, garante ao abrigo da legislação em vigor, o acondicionamento, triagem, recolha, transporte e destino final adequa-do, a prestar aos resíduos produzidos.

PÁG. 20 / Caracter ização dos Res íduos produzidos numa Oficina de Reparação Automóvel
Pedro Barre iro João Baptista GESTÃO DE ENERGIA
8. SUGESTÕES PARA TRABALHOS FUTUROS
A continuidade de um trabalho deste tipo parecer-nos-ia de todo interessante. A possibilidade de se avaliar o que se passa na grande parte das oficinas auto em Portugal, que não possuem qualquer re-presentação ou imposição de marca e que assumem um significativo volume das reparações automóvel no nosso país, onde sem dúvida surgiriam grandes dificuldades em identificar a verdade.
Não podemos também deixar evidenciar uma realidade nua em crua em Portugal, que se relaciona com a ínfima capacidade actual que o país tem para regenerar, tratar e recuperar os resíduos que produz, desde resíduos banais a resíduos industriais e que para além de fomentar a produção indus-trial e o emprego, minimizarão as despesas de exportação e em consequência os custos associados à produção de resíduos.
9. REFERÊNCIAS
[1]. “Industrial Ecology and the Automobile”, Thomas E. Graedel, Braden R. Allenby – Lucent Tec-nologies, Bell Labs Innovations, 2002
[2]. “A responsabilidade ambiental das empresas”, Elisa Ferreira, Executive Digest, 1996;
[3]. “Como fazer dinheiro com a sucata automóvel”, Paulo Ferrão, Público, 13Jan2003
[4]. Life Cycle Analysis Applied to the Portuguese Used Tire Marquet, Freire, F.; Ferrão, P.; Reis, C.; Thore, S.; American Technical Publishers LDA, 2000
[5]. Páginas da internet consultadas e que em muito serviram de apoio à elaboração deste trabalho
a. www.aeportugal.pt b. www.aip.pt c. www.quercus.pt d. www.ipodec.pt e. www.dga.min-amb.pt f. www.dge.pt g. www.min-amb.pt h. www.diramb.gov.pt i. www.infocid.pt/pge j. www.despodata.pt/geota k. www.recycle.net l. eco-web.com m. www.recipav.pt
Caracter ização dos Resíduos produzidos numa Oficina de Reparação Automóvel / PÁG. 21
Pedro Barreiro João Baptista GESTÃO DE ENERGIA
10. AGRADECIMENTOS
A realização do presente trabalho não teria sido possível sem a colaboração da empresa “Auto Vianen-se, Lda.”, com sede em Viana do Castelo através de um dos sócio-gerentes Sr. Costa, bem como ao Eng.º Paulo Silva, pela disponibilidade e informação permitidas aquando das visitas realizadas.
TRABALHO EXECUTADO PELOS ALUNOS
PEDRO BARREIRO JOÃO BAPTISTA