03- processo de extrusão
TRANSCRIPT

8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 1/7
ExtrusãoExtrusão é um processo de conformação mecânica que consiste na compressão de um
cilindro sólido, por exemplo, de metal alumínio, chamado de Tarugo ou Billet,de encontro a um orifício existente em uma matriz (molde ou ferramenta, com o intuito
de fazer o material fluir por esse orifício e formar um perfil extrusado, so! o efeito de
altas press"es e ele#adas temperaturas de tra!alho$
A EXTRUSÃO
%%%ior importância na
- Tipos de extrusão
Extrusão Direta, trata&se do processo onde a matriz (ferramenta fica fixa$ ' tarugo é
colocado em um container (camisa mó#el$ 's dois (camisa e tarugo são aproximados e
posicionados contra a matriz e um m!olo (pistão comprime este tarugo contra a matriz
formando o perfil$
8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 2/7
Extrusão Indireta ou Inversa, trata&se do processo de extrusão onde a matriz, que é
fechada, e o contâiner, estão fixos$ ' pistão, que dar) o aperto no tarugo de alumínio
que ser) extrudado, sempre é mó#el, no entanto no processo de extrusão in#ersa o metal
ao in#és de escoar pela parte interna da matriz e sair do seu lado posterior, retorna so!re
o pistão formando um copo ou um cartucho, por exemplo$
- Etapas do processo
Todo o processo de extrusão ocorre com o metal no estado sólido, diferente do processo
de *n+eção onde o metal est) no estado líquido$ extrusão pode ser a frio ou a quente,
sendo que normalmente quando é a quente o processo ocorre com o metal aquecido a
uma faixa de temperatura que est) diretamente atrelada ao metal e a liga que ser)
extrudada$ -ode&se dizer que a temperatura de extrusão para o alumínio, por exemplo, é
de ./0 a /.0 graus 1elsius, mas além do alumínio, é comercialmente comum extrusar
os metais co!re, aços car!ono e aços inoxid)#eis$
2ma extrusora !asicamente comprime o metal aplicando ele#adas 3orças, geralmente
em temperaturas tam!ém ele#adas, contra uma matriz$ %stas 3orças dependem muito da
geometria do produto a ser extrudado (se tu!ular ou maciço, do diâmetro (tamanho,
da iga, e da !uantidade de pe"as que serão extrudadas$
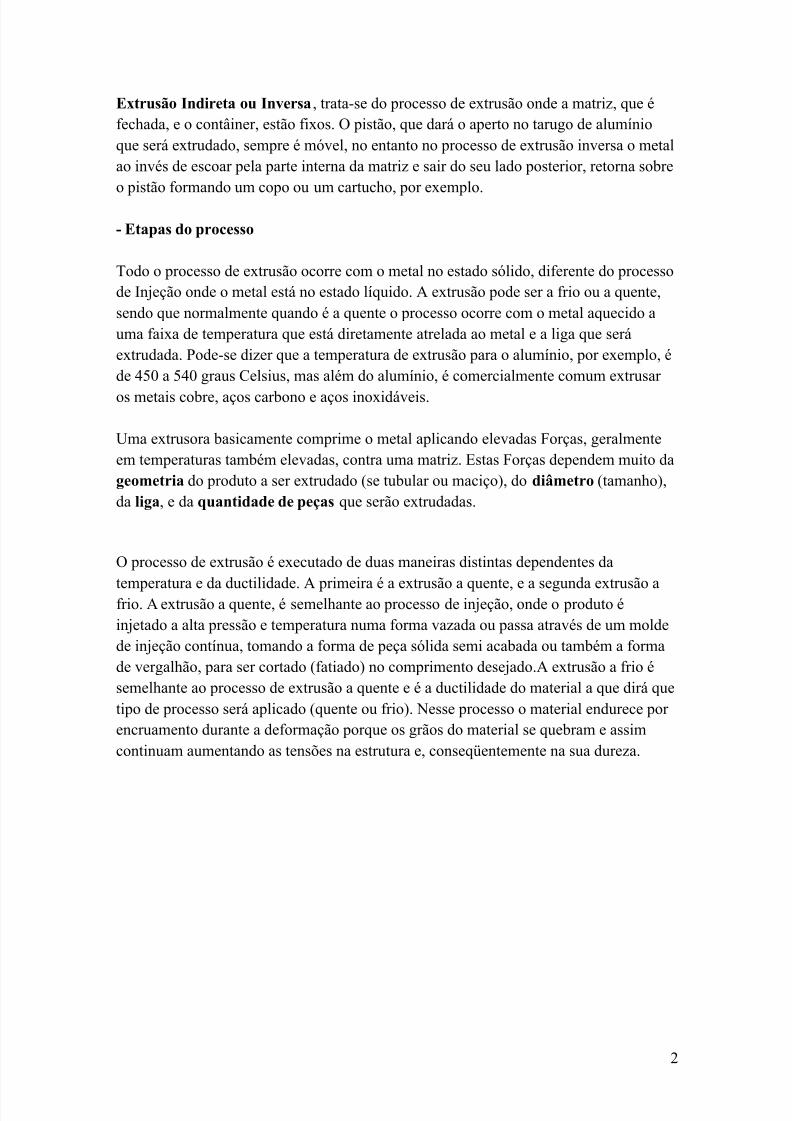
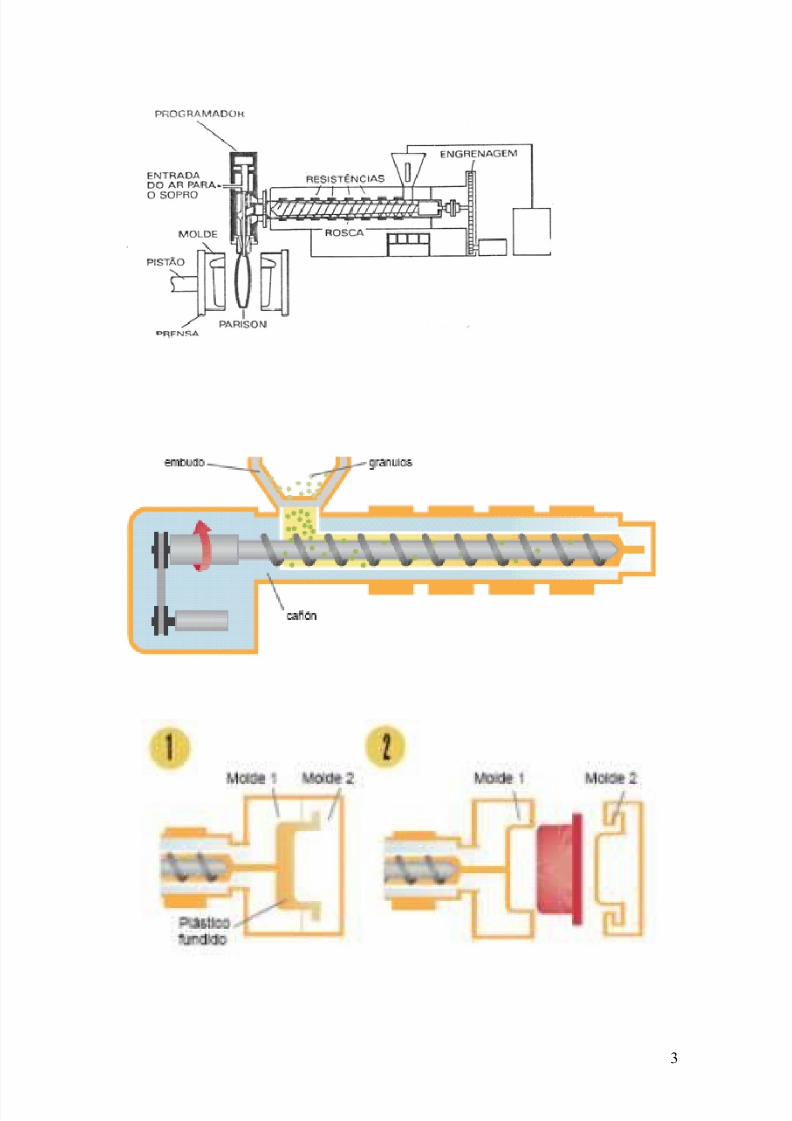
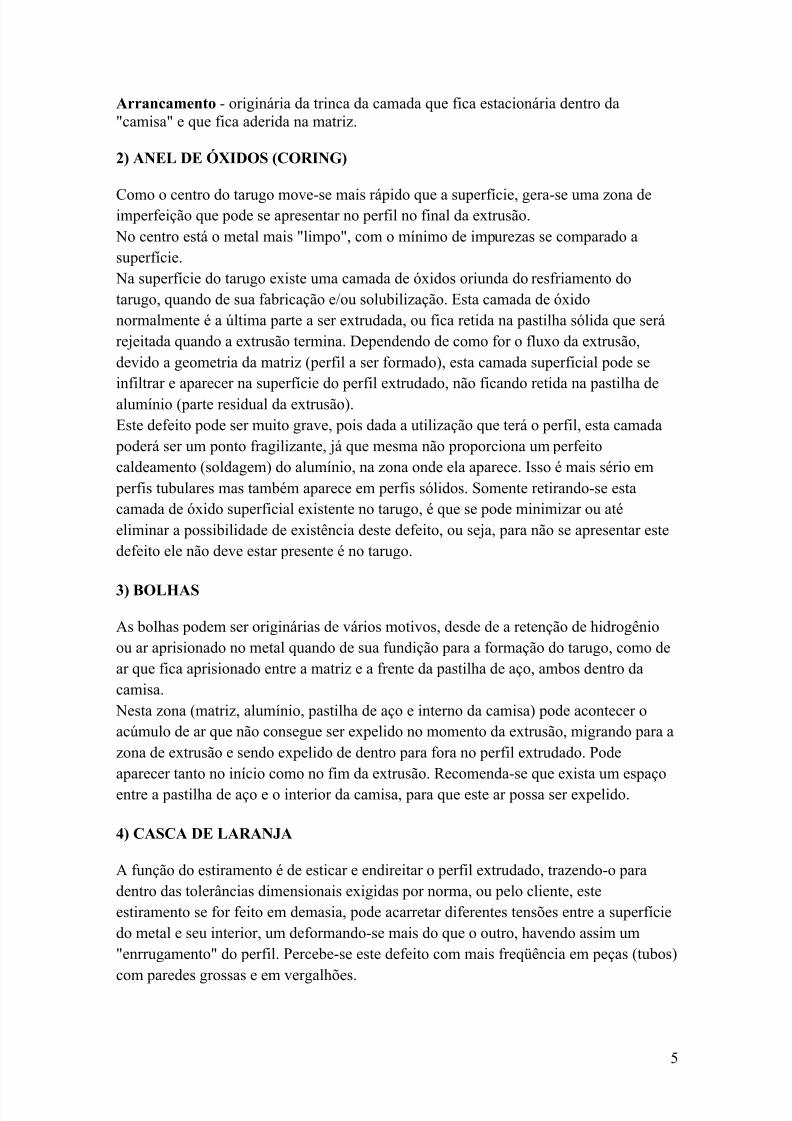
' processo de extrusão é executado de duas maneiras distintas dependentes da
temperatura e da ductilidade$ primeira é a extrusão a quente, e a segunda extrusão afrio$ extrusão a quente, é semelhante ao processo de in+eção, onde o produto é
in+etado a alta pressão e temperatura numa forma #azada ou passa atra#és de um molde
de in+eção contínua, tomando a forma de peça sólida semi aca!ada ou tam!ém a forma
de #ergalhão, para ser cortado (fatiado no comprimento dese+ado$ extrusão a frio é
semelhante ao processo de extrusão a quente e é a ductilidade do material a que dir) que
tipo de processo ser) aplicado (quente ou frio$ 4esse processo o material endurece por
encruamento durante a deformação porque os grãos do material se que!ram e assim
continuam aumentando as tens"es na estrutura e, conseq5entemente na sua dureza$
6
8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 3/7
7

8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 4/7
#erramenta $ matri%es
8atriz9 %m geral a configuração das formas, chamadas de matrizes de extrusão, é
trans#ersal e #azada, mas tam!ém pode ser cheia$ %m função de sua construção sólida e
resistente, a geometria da matriz não se altera pelo uso contínuo, tendo assim uma #ida
:til longa$ ' grande segredo da extrusão est) no correto desen#ol#imento da matriz
(ferramenta que ser) utilizada para realizar o desen#ol#imento do perfil extrusado$
4ormalmente são feitas de aço ligado, e para tra!alho a quente do tipo aço ferramenta
;<7, temperado, re#enido (.=>.? @c e perfeitamente polido$
lém disso, pode rece!er tratamento superficial de 4itretação Aasosa ou deposição de
camadas proteti#as como 4itretos de Titânio e 'xido de lumínio, para reduzir o atrito
que se d) entre o metal !ase da matriz (aço e o metal que ser) extrudado (alumínio, por
exemplo$
1om isso acrescenta&se uma maior #ida :til a uma matriz e pode&se produzir mais peças
com a mesma matriz sem que ela #enha a se desgastar e se inutilizar$
De&eitos
pesar de todos os possí#eis controles operacionais existentes, defeitos podem aparecer,
são eles9
'( DE#EITOS SU)ER#I*IAIS
Trinca a !uente & origin)ria de temperaturas ele#adas de tra!alho$
.
8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 5/7
Arrancamento & origin)ria da trinca da camada que fica estacion)ria dentro da
camisa e que fica aderida na matriz$
+( A,E DE .XIDOS /*ORI,0(
1omo o centro do tarugo mo#e&se mais r)pido que a superfície, gera&se uma zona deimperfeição que pode se apresentar no perfil no final da extrusão$
4o centro est) o metal mais limpo, com o mínimo de impurezas se comparado a
superfície$
4a superfície do tarugo existe uma camada de óxidos oriunda do resfriamento do
tarugo, quando de sua fa!ricação e>ou solu!ilização$ %sta camada de óxido
normalmente é a :ltima parte a ser extrudada, ou fica retida na pastilha sólida que ser)
re+eitada quando a extrusão termina$ Cependendo de como for o fluxo da extrusão,
de#ido a geometria da matriz (perfil a ser formado, esta camada superficial pode se
infiltrar e aparecer na superfície do perfil extrudado, não ficando retida na pastilha de
alumínio (parte residual da extrusão$
%ste defeito pode ser muito gra#e, pois dada a utilização que ter) o perfil, esta camada
poder) ser um ponto fragilizante, +) que mesma não proporciona um perfeito
caldeamento (soldagem do alumínio, na zona onde ela aparece$ *sso é mais sério em
perfis tu!ulares mas tam!ém aparece em perfis sólidos$ Domente retirando&se esta
camada de óxido superficial existente no tarugo, é que se pode minimizar ou até
eliminar a possi!ilidade de existncia deste defeito, ou se+a, para não se apresentar este
defeito ele não de#e estar presente é no tarugo$
1( 2O3AS
s !olhas podem ser origin)rias de #)rios moti#os, desde de a retenção de hidrognio
ou ar aprisionado no metal quando de sua fundição para a formação do tarugo, como de
ar que fica aprisionado entre a matriz e a frente da pastilha de aço, am!os dentro da
camisa$
4esta zona (matriz, alumínio, pastilha de aço e interno da camisa pode acontecer o
ac:mulo de ar que não consegue ser expelido no momento da extrusão, migrando para a
zona de extrusão e sendo expelido de dentro para fora no perfil extrudado$ -ode
aparecer tanto no início como no fim da extrusão$ @ecomenda&se que exista um espaço
entre a pastilha de aço e o interior da camisa, para que este ar possa ser expelido$
4( *AS*A DE ARA,5A
função do estiramento é de esticar e endireitar o perfil extrudado, trazendo&o para
dentro das tolerâncias dimensionais exigidas por norma, ou pelo cliente, este
estiramento se for feito em demasia, pode acarretar diferentes tens"es entre a superfície
do metal e seu interior, um deformando&se mais do que o outro, ha#endo assim um
enrrugamento do perfil$ -erce!e&se este defeito com mais freq5ncia em peças (tu!os
com paredes grossas e em #ergalh"es$
/
8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 6/7
6( SODA TRA,S7ERSA8uito similar ao defeito anterior$ Trata&se da existncia de óxidos superficiais
indese+ados na +unção superfície de contato matriz e superfície de contato do tarugo$
Aeralmente na ponta do tarugo$ %sta superfície oxidada de alumínio, pode se extender
por toda a peça extrudado gerando pontos fragilizantes em peças com ele#ada
responsa!ilidade mecânica e de#e ser e#itada$ -roteção atmosférica seria uma
alternati#a, outra seria a usinagem, des!aste da ponta do tarugo$ 4o caso de ficar
alumínio retido no interior de uma matriz e a mesma ser reaquecida, existe a
possi!ilidade desta camada de óxido ser mais espessa tam!ém originando este defeito$
Ce#e&se minimizar ou eliminar qualquer tipo de óxido superficial existente no processo$
8( SODA O,0ITUDI,A
%ste tipo de defeito ocorre quando os óxidos, se+am eles oriundos do tarugo ou de
alumínio que foi reaquecido em uma matriz, alinha&se longitudinalmente em todo o
perfil extrudado$
%ste defeito é muito comum e #isí#el em perfis tu!ulares redondos, onde no momento
da extrusão o tarugo de alumínio é su!di#idido no interior da matriz, le#ando com ele
em cada parte, um pouco de óxido (normalmente da superfície do tarugo que quando
do momento do caldeamento (soldagem não deixa que o metal realmente forme uma
massa sólida e homognea, gerando uma linha de óxidos em toda a extensão da peça
extrudada$
cor dessa camada de óxido ressalta aos olhos, pois possui um tom escuro, cinza
escuro, em todo o comprimento do perfil$Ce#e&se minimizar ou eliminar qualquer tipo de óxido superficial existente no processo$
9( :A,*3AS ES*URAS ;UE ES#AREA:
%ste tipo de defeito refere&se a impurezas oriundas do interior do tarugo de alumínio$
-odem ser escória (óxido que ficou retida no interior do tarugo, quando o mesmo não é
filtrado no momento do #azamento$
Euando esta escória é fina, espalha&se so!re a superfície do perfil extrudado, ao longo
de todo ele ou em pontos isolados, deformando&o$
Euando esta escória é grosseira, deposita&se parcialmente na superfície do perfil
deformando&o ou deposita&se na superfície da matriz ser#indo como um tampão, não
deixando com que o perfil se forme em sua totalidade$ -ode gerar frisos indese+ados,
por exemplo$
alumina (óxido de alumínio é muito mais dura que o aço e dependendo de como este
óxido se alo+a na matriz, pode deform)&la definiti#amente$ -ara corrigir este defeito,
de#e&se filtrar os tarugos de alumínio eliminando&se definiti#amente este tipo de macro&
óxido de seu interior$
=

8/18/2019 03- Processo de Extrusão
http://slidepdf.com/reader/full/03-processo-de-extrusao 7/7
<( O,DAS I,DESE5ADAS ,A SU)ER#=*IE DO )ER#I
'!ser#a&se este defeito, logo após a extrusão e antes do estiramento$ Trata&se da
oscilação da pressão, no momento da extrusão, que deixa sua marca no perfil de
alumínio$ ' perfil extrudado fica com um aspecto superficial de pequenas e infinitas
lom!adas e mini&calom!os$ ' estiramento normalmente corrige este defeito de processo
produti#o$
F