0219956 rev1 smashweld 260 pt - alusolda.com.br · são os usuários de equipamento de soldagem...
TRANSCRIPT

Smashweld 260
PT
Manual do usuaacuterio e peccedilas de reposiccedilatildeo
Smashweld 260 0406322
0219956 022014
- 2 -
1 SEGURANCcedilA3
2 INTRODUCcedilAtildeO16
3 DADOS TEacuteCNICOS 17
4 INSTALACcedilAtildeO18
5 OPERACcedilAtildeO 24
6 MANUTENCcedilAtildeO 27
7 DETECCcedilAtildeO DE DEFEITOS27
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO 29
9 DIMENSOtildeES 29
10 PARAcircMETROS DE SOLDAGEM30
11 PECcedilAS DE REPOSICcedilAtildeO 31
12 ACESSOacuteRIOS 37
13 ESQUEMA ELEacuteTRICO38
1 SEGURANCcedilA
Satildeo os usuaacuterios de equipamento de soldagem ESAB a quem em uacuteltima anaacutelise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou proacuteximo do mesmo observe todas as medidas de precauccedilatildeo de seguranccedila pertinentes As medidas de precauccedilatildeo de seguranccedila devem satisfazer os requisitos que se aplicam a este tipo de equipamento de soldagem Aleacutem dos regulamentos normais aplicaacuteveis ao local de trabalho devem observar-se as seguintes recomendaccedilotildees
Todo o trabalho deve ser executado por pessoal especializado bem familiarizado com o funcionamento do equipamento de soldagem O funcionamento incorreto do equipamento pode resultar em situaccedilotildees perigosas que podem dar origem a ferimentos no operador e danos no equipamento
1 Qualquer pessoa que utilize o equipamento de soldagem deve estar familiarizado com
l a operaccedilatildeo do mesmol a localizaccedilatildeo dos dispositivos de interrupccedilatildeo de funcionamento do
equipamentol o funcionamento do equipamentol as medidas de precauccedilatildeo de seguranccedila pertinentesl o processo de soldagem
2 O operador deve certificar-se de que
l nenhuma pessoa natildeo autorizada se encontra dentro da aacuterea de funcionamento do equipamento quando este eacute posto a trabalhar
l ningueacutem estaacute desprotegido quando se forma o arco eleacutetrico
3 O local de trabalho tem de
l ser adequado agrave finalidade em questatildeol natildeo estar sujeito a correntes de ar
4 Equipamento de seguranccedila pessoal
l Use sempre o equipamento pessoal de seguranccedila recomendado como por exemplo maacutescara para soldagem eleacutetrica com a lente com o trabalho que seraacute executado oacuteculos de seguranccedila vestuaacuterio agrave prova de chama luvas de seguranccedila
l Natildeo use artigos soltos como por exemplo lenccedilos ou cachecoacuteis pulseiras aneacuteis etc que poderiam ficar presos ou provocar queimaduras
5 Medidas gerais de precauccedilatildeo
l Certifique-se de que o cabo obra estaacute bem ligadol O trabalho em equipamento de alta tensatildeo soacute seraacute executado por um
eletricista qualificadol O equipamento de extinccedilatildeo de incecircndios apropriado tem de estar claramente
identificado e em local proacuteximo
- 3 -
- 2 -
1 SEGURANCcedilA3
2 INTRODUCcedilAtildeO16
3 DADOS TEacuteCNICOS 17
4 INSTALACcedilAtildeO18
5 OPERACcedilAtildeO 24
6 MANUTENCcedilAtildeO 27
7 DETECCcedilAtildeO DE DEFEITOS27
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO 29
9 DIMENSOtildeES 29
10 PARAcircMETROS DE SOLDAGEM30
11 PECcedilAS DE REPOSICcedilAtildeO 31
12 ACESSOacuteRIOS 37
13 ESQUEMA ELEacuteTRICO38
1 SEGURANCcedilA
Satildeo os usuaacuterios de equipamento de soldagem ESAB a quem em uacuteltima anaacutelise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou proacuteximo do mesmo observe todas as medidas de precauccedilatildeo de seguranccedila pertinentes As medidas de precauccedilatildeo de seguranccedila devem satisfazer os requisitos que se aplicam a este tipo de equipamento de soldagem Aleacutem dos regulamentos normais aplicaacuteveis ao local de trabalho devem observar-se as seguintes recomendaccedilotildees
Todo o trabalho deve ser executado por pessoal especializado bem familiarizado com o funcionamento do equipamento de soldagem O funcionamento incorreto do equipamento pode resultar em situaccedilotildees perigosas que podem dar origem a ferimentos no operador e danos no equipamento
1 Qualquer pessoa que utilize o equipamento de soldagem deve estar familiarizado com
l a operaccedilatildeo do mesmol a localizaccedilatildeo dos dispositivos de interrupccedilatildeo de funcionamento do
equipamentol o funcionamento do equipamentol as medidas de precauccedilatildeo de seguranccedila pertinentesl o processo de soldagem
2 O operador deve certificar-se de que
l nenhuma pessoa natildeo autorizada se encontra dentro da aacuterea de funcionamento do equipamento quando este eacute posto a trabalhar
l ningueacutem estaacute desprotegido quando se forma o arco eleacutetrico
3 O local de trabalho tem de
l ser adequado agrave finalidade em questatildeol natildeo estar sujeito a correntes de ar
4 Equipamento de seguranccedila pessoal
l Use sempre o equipamento pessoal de seguranccedila recomendado como por exemplo maacutescara para soldagem eleacutetrica com a lente com o trabalho que seraacute executado oacuteculos de seguranccedila vestuaacuterio agrave prova de chama luvas de seguranccedila
l Natildeo use artigos soltos como por exemplo lenccedilos ou cachecoacuteis pulseiras aneacuteis etc que poderiam ficar presos ou provocar queimaduras
5 Medidas gerais de precauccedilatildeo
l Certifique-se de que o cabo obra estaacute bem ligadol O trabalho em equipamento de alta tensatildeo soacute seraacute executado por um
eletricista qualificadol O equipamento de extinccedilatildeo de incecircndios apropriado tem de estar claramente
identificado e em local proacuteximo
- 3 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 2 -
1 SEGURANCcedilA3
2 INTRODUCcedilAtildeO16
3 DADOS TEacuteCNICOS 17
4 INSTALACcedilAtildeO18
5 OPERACcedilAtildeO 24
6 MANUTENCcedilAtildeO 27
7 DETECCcedilAtildeO DE DEFEITOS27
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO 29
9 DIMENSOtildeES 29
10 PARAcircMETROS DE SOLDAGEM30
11 PECcedilAS DE REPOSICcedilAtildeO 31
12 ACESSOacuteRIOS 37
13 ESQUEMA ELEacuteTRICO38
1 SEGURANCcedilA
Satildeo os usuaacuterios de equipamento de soldagem ESAB a quem em uacuteltima anaacutelise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou proacuteximo do mesmo observe todas as medidas de precauccedilatildeo de seguranccedila pertinentes As medidas de precauccedilatildeo de seguranccedila devem satisfazer os requisitos que se aplicam a este tipo de equipamento de soldagem Aleacutem dos regulamentos normais aplicaacuteveis ao local de trabalho devem observar-se as seguintes recomendaccedilotildees
Todo o trabalho deve ser executado por pessoal especializado bem familiarizado com o funcionamento do equipamento de soldagem O funcionamento incorreto do equipamento pode resultar em situaccedilotildees perigosas que podem dar origem a ferimentos no operador e danos no equipamento
1 Qualquer pessoa que utilize o equipamento de soldagem deve estar familiarizado com
l a operaccedilatildeo do mesmol a localizaccedilatildeo dos dispositivos de interrupccedilatildeo de funcionamento do
equipamentol o funcionamento do equipamentol as medidas de precauccedilatildeo de seguranccedila pertinentesl o processo de soldagem
2 O operador deve certificar-se de que
l nenhuma pessoa natildeo autorizada se encontra dentro da aacuterea de funcionamento do equipamento quando este eacute posto a trabalhar
l ningueacutem estaacute desprotegido quando se forma o arco eleacutetrico
3 O local de trabalho tem de
l ser adequado agrave finalidade em questatildeol natildeo estar sujeito a correntes de ar
4 Equipamento de seguranccedila pessoal
l Use sempre o equipamento pessoal de seguranccedila recomendado como por exemplo maacutescara para soldagem eleacutetrica com a lente com o trabalho que seraacute executado oacuteculos de seguranccedila vestuaacuterio agrave prova de chama luvas de seguranccedila
l Natildeo use artigos soltos como por exemplo lenccedilos ou cachecoacuteis pulseiras aneacuteis etc que poderiam ficar presos ou provocar queimaduras
5 Medidas gerais de precauccedilatildeo
l Certifique-se de que o cabo obra estaacute bem ligadol O trabalho em equipamento de alta tensatildeo soacute seraacute executado por um
eletricista qualificadol O equipamento de extinccedilatildeo de incecircndios apropriado tem de estar claramente
identificado e em local proacuteximo
- 3 -
- 2 -
1 SEGURANCcedilA3
2 INTRODUCcedilAtildeO16
3 DADOS TEacuteCNICOS 17
4 INSTALACcedilAtildeO18
5 OPERACcedilAtildeO 24
6 MANUTENCcedilAtildeO 27
7 DETECCcedilAtildeO DE DEFEITOS27
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO 29
9 DIMENSOtildeES 29
10 PARAcircMETROS DE SOLDAGEM30
11 PECcedilAS DE REPOSICcedilAtildeO 31
12 ACESSOacuteRIOS 37
13 ESQUEMA ELEacuteTRICO38
1 SEGURANCcedilA
Satildeo os usuaacuterios de equipamento de soldagem ESAB a quem em uacuteltima anaacutelise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou proacuteximo do mesmo observe todas as medidas de precauccedilatildeo de seguranccedila pertinentes As medidas de precauccedilatildeo de seguranccedila devem satisfazer os requisitos que se aplicam a este tipo de equipamento de soldagem Aleacutem dos regulamentos normais aplicaacuteveis ao local de trabalho devem observar-se as seguintes recomendaccedilotildees
Todo o trabalho deve ser executado por pessoal especializado bem familiarizado com o funcionamento do equipamento de soldagem O funcionamento incorreto do equipamento pode resultar em situaccedilotildees perigosas que podem dar origem a ferimentos no operador e danos no equipamento
1 Qualquer pessoa que utilize o equipamento de soldagem deve estar familiarizado com
l a operaccedilatildeo do mesmol a localizaccedilatildeo dos dispositivos de interrupccedilatildeo de funcionamento do
equipamentol o funcionamento do equipamentol as medidas de precauccedilatildeo de seguranccedila pertinentesl o processo de soldagem
2 O operador deve certificar-se de que
l nenhuma pessoa natildeo autorizada se encontra dentro da aacuterea de funcionamento do equipamento quando este eacute posto a trabalhar
l ningueacutem estaacute desprotegido quando se forma o arco eleacutetrico
3 O local de trabalho tem de
l ser adequado agrave finalidade em questatildeol natildeo estar sujeito a correntes de ar
4 Equipamento de seguranccedila pessoal
l Use sempre o equipamento pessoal de seguranccedila recomendado como por exemplo maacutescara para soldagem eleacutetrica com a lente com o trabalho que seraacute executado oacuteculos de seguranccedila vestuaacuterio agrave prova de chama luvas de seguranccedila
l Natildeo use artigos soltos como por exemplo lenccedilos ou cachecoacuteis pulseiras aneacuteis etc que poderiam ficar presos ou provocar queimaduras
5 Medidas gerais de precauccedilatildeo
l Certifique-se de que o cabo obra estaacute bem ligadol O trabalho em equipamento de alta tensatildeo soacute seraacute executado por um
eletricista qualificadol O equipamento de extinccedilatildeo de incecircndios apropriado tem de estar claramente
identificado e em local proacuteximo
- 3 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 2 -
1 SEGURANCcedilA3
2 INTRODUCcedilAtildeO16
3 DADOS TEacuteCNICOS 17
4 INSTALACcedilAtildeO18
5 OPERACcedilAtildeO 24
6 MANUTENCcedilAtildeO 27
7 DETECCcedilAtildeO DE DEFEITOS27
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO 29
9 DIMENSOtildeES 29
10 PARAcircMETROS DE SOLDAGEM30
11 PECcedilAS DE REPOSICcedilAtildeO 31
12 ACESSOacuteRIOS 37
13 ESQUEMA ELEacuteTRICO38
1 SEGURANCcedilA
Satildeo os usuaacuterios de equipamento de soldagem ESAB a quem em uacuteltima anaacutelise cabe a responsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou proacuteximo do mesmo observe todas as medidas de precauccedilatildeo de seguranccedila pertinentes As medidas de precauccedilatildeo de seguranccedila devem satisfazer os requisitos que se aplicam a este tipo de equipamento de soldagem Aleacutem dos regulamentos normais aplicaacuteveis ao local de trabalho devem observar-se as seguintes recomendaccedilotildees
Todo o trabalho deve ser executado por pessoal especializado bem familiarizado com o funcionamento do equipamento de soldagem O funcionamento incorreto do equipamento pode resultar em situaccedilotildees perigosas que podem dar origem a ferimentos no operador e danos no equipamento
1 Qualquer pessoa que utilize o equipamento de soldagem deve estar familiarizado com
l a operaccedilatildeo do mesmol a localizaccedilatildeo dos dispositivos de interrupccedilatildeo de funcionamento do
equipamentol o funcionamento do equipamentol as medidas de precauccedilatildeo de seguranccedila pertinentesl o processo de soldagem
2 O operador deve certificar-se de que
l nenhuma pessoa natildeo autorizada se encontra dentro da aacuterea de funcionamento do equipamento quando este eacute posto a trabalhar
l ningueacutem estaacute desprotegido quando se forma o arco eleacutetrico
3 O local de trabalho tem de
l ser adequado agrave finalidade em questatildeol natildeo estar sujeito a correntes de ar
4 Equipamento de seguranccedila pessoal
l Use sempre o equipamento pessoal de seguranccedila recomendado como por exemplo maacutescara para soldagem eleacutetrica com a lente com o trabalho que seraacute executado oacuteculos de seguranccedila vestuaacuterio agrave prova de chama luvas de seguranccedila
l Natildeo use artigos soltos como por exemplo lenccedilos ou cachecoacuteis pulseiras aneacuteis etc que poderiam ficar presos ou provocar queimaduras
5 Medidas gerais de precauccedilatildeo
l Certifique-se de que o cabo obra estaacute bem ligadol O trabalho em equipamento de alta tensatildeo soacute seraacute executado por um
eletricista qualificadol O equipamento de extinccedilatildeo de incecircndios apropriado tem de estar claramente
identificado e em local proacuteximo
- 3 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
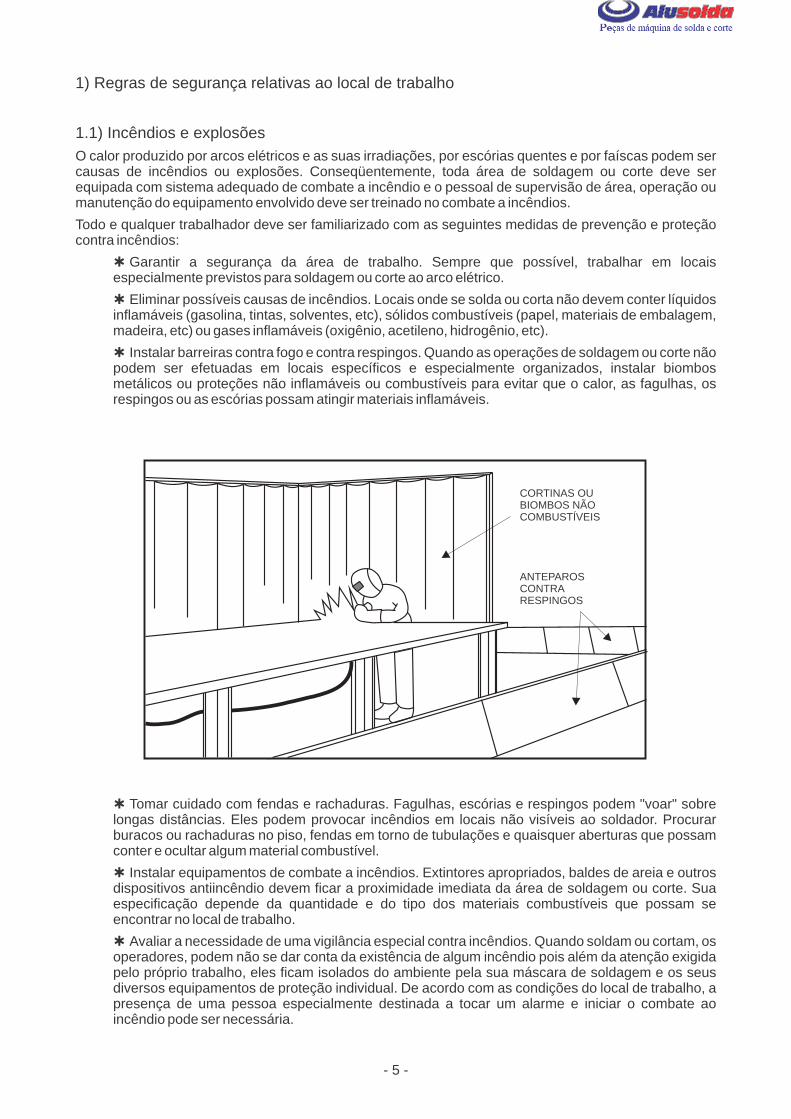
- 5 -
1) Regras de seguranccedila relativas ao local de trabalho
11) Incecircndios e explosotildees
O calor produzido por arcos eleacutetricos e as suas irradiaccedilotildees por escoacuterias quentes e por faiacutescas podem ser causas de incecircndios ou explosotildees Consequumlentemente toda aacuterea de soldagem ou corte deve ser equipada com sistema adequado de combate a incecircndio e o pessoal de supervisatildeo de aacuterea operaccedilatildeo ou manutenccedilatildeo do equipamento envolvido deve ser treinado no combate a incecircndios
Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenccedilatildeo e proteccedilatildeo contra incecircndios
THORN Garantir a seguranccedila da aacuterea de trabalho Sempre que possiacutevel trabalhar em locais especialmente previstos para soldagem ou corte ao arco eleacutetrico
THORN Eliminar possiacuteveis causas de incecircndios Locais onde se solda ou corta natildeo devem conter liacutequidos inflamaacuteveis (gasolina tintas solventes etc) soacutelidos combustiacuteveis (papel materiais de embalagem madeira etc) ou gases inflamaacuteveis (oxigecircnio acetileno hidrogecircnio etc)
THORN Instalar barreiras contra fogo e contra respingos Quando as operaccedilotildees de soldagem ou corte natildeo podem ser efetuadas em locais especiacuteficos e especialmente organizados instalar biombos metaacutelicos ou proteccedilotildees natildeo inflamaacuteveis ou combustiacuteveis para evitar que o calor as fagulhas os respingos ou as escoacuterias possam atingir materiais inflamaacuteveis
THORN Tomar cuidado com fendas e rachaduras Fagulhas escoacuterias e respingos podem voar sobre longas distacircncias Eles podem provocar incecircndios em locais natildeo visiacuteveis ao soldador Procurar buracos ou rachaduras no piso fendas em torno de tubulaccedilotildees e quaisquer aberturas que possam conter e ocultar algum material combustiacutevel
THORN Instalar equipamentos de combate a incecircndios Extintores apropriados baldes de areia e outros dispositivos antiincecircndio devem ficar a proximidade imediata da aacuterea de soldagem ou corte Sua especificaccedilatildeo depende da quantidade e do tipo dos materiais combustiacuteveis que possam se encontrar no local de trabalho
THORN Avaliar a necessidade de uma vigilacircncia especial contra incecircndios Quando soldam ou cortam os operadores podem natildeo se dar conta da existecircncia de algum incecircndio pois aleacutem da atenccedilatildeo exigida pelo proacuteprio trabalho eles ficam isolados do ambiente pela sua maacutescara de soldagem e os seus diversos equipamentos de proteccedilatildeo individual De acordo com as condiccedilotildees do local de trabalho a presenccedila de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incecircndio pode ser necessaacuteria
CORTINAS OUBIOMBOS NAtildeOCOMBUSTIacuteVEIS
ANTEPAROSCONTRARESPINGOS
AVISOA SOLDAGEM POR ARCO ELEacuteCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA AS OUTRAS PESSOAS TENHA TODO O CUIDADO QUANDO SOLDAR OU CORTAR SOLICITE AS PRAacuteTICAS DE SEGURANCcedilA DO SEU EMPREGADOR QUE DEVEM SER BASEADAS NOS DADOS DE PERIGO FORNECIDOS PELOS FABRICANTES
CHOQUE ELEacuteTRICO ndash Pode matar l Instale e ligue agrave terra a maacutequina de solda de acordo com as normas aplicaacuteveisl Natildeo toque em peccedilas eleacutetricas ou em eletrodos com carga com a pele desprotegida com luvas
molhadas ou roupas molhadasl Isole-se a si proacuteprio e agrave peccedila de trabalho da terral Certifique-se de que a sua posiccedilatildeo de trabalho eacute segura
FUMOS E GASES - Podem ser perigosos para a sauacutedel Mantenha a cabeccedila afastada dos fumosl Utilize ventilaccedilatildeo e extraccedilatildeo junto do arco eleacutetrico ou ambos para manter os fumos e os gases
longe da sua zona de respiraccedilatildeo e da aacuterea em geral
RAIOS DO ARCO ELEacuteTRICO - Podem ferir os olhos e queimar a pelel Proteja os olhos e o corpo Utilize as proteccedilotildees para soldagem e lentes de filtro corretas e use
vestuaacuterio de proteccedilatildeol Proteja as pessoas em volta atraveacutes de proteccedilotildees ou cortinas adequadas
PERIGO DE INCEcircNDIOl As faiacutescas (fagulhas) podem provocar incecircndios Por isso certifique-se de que natildeo existem
materiais inflamaacuteveis na aacuterea onde estaacute sendo realizada a soldagem
RUIacuteDO - O ruiacutedo excessivo pode provocar danos na audiccedilatildeol Proteja os ouvidos Utilize protetores auriculares ou outro tipo de proteccedilatildeol Previna as outras pessoas contra o risco
AVARIAS - Solicite a assistecircncia de um teacutecnico caso o equipamento apresente algum defeito ou avaria
LEIA E COMPREENDA O MANUAL DE INSTRUCcedilOtildeES E O MANUAL DE SEGURANCcedilA ANTES DE INSTALAR OU UTILIZAR A UNIDADE
PROTEJA-SE A SI E AOS OUTROS
A ESAB pode fornecer-lhe toda a proteccedilatildeo e acessoacuterios de soldagem necessaacuterios
AVISO
Leia e compreenda o manual de instruccedilotildees e o manual
de seguranccedila antes de instalar ou utilizar o equipamento
Este produto foi projetado exclusivamente para soldagem por arco eleacutetrico
- 4 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
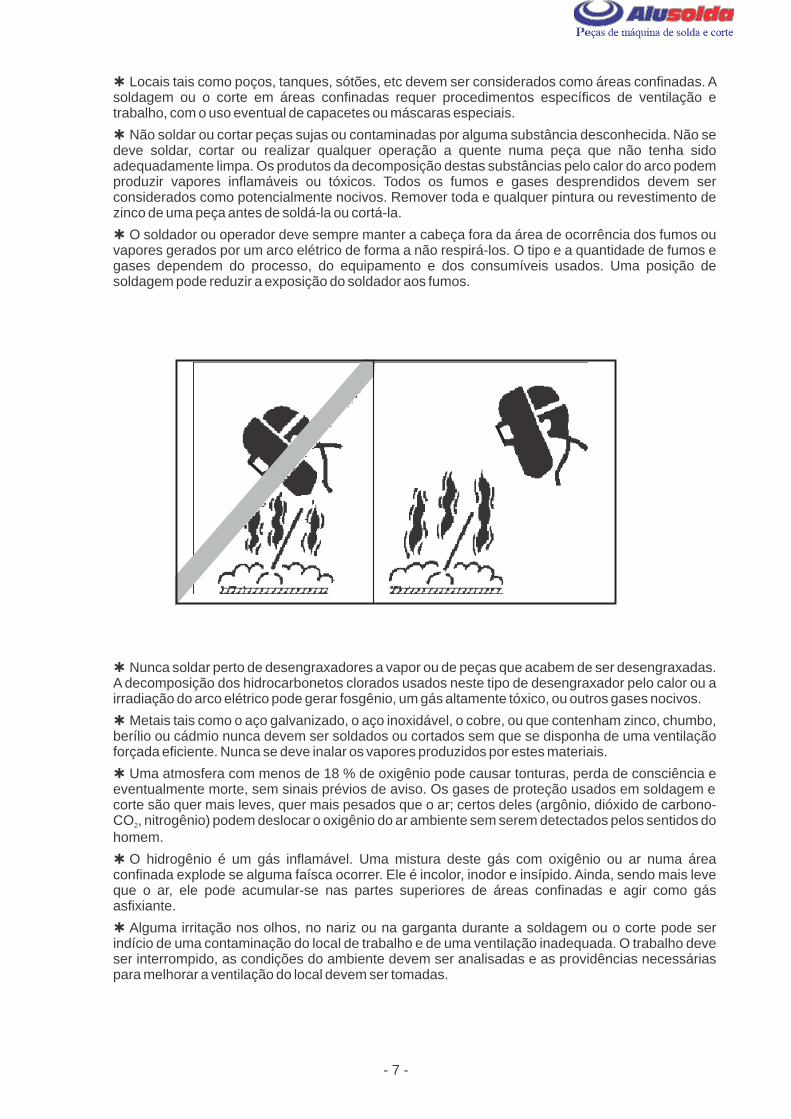
THORN Conhecer os procedimentos locais para casos de incecircndios em soldagem ou corte Alem dos procedimentos de seguranccedila da Empresa e das normas ou legislaccedilatildeo em vigor eacute recomendado que sejam conhecidas as regras enunciadas na norma NFPA No 51B da National Fire Protection Association (USA) Fire Protection in Use of Cutting and Welding Processes
THORN Usar um procedimento de Autorizaccedilatildeo de uso de aacuterea Antes de se iniciar uma operaccedilatildeo de soldagem ou corte num local natildeo especificamente previsto para esta finalidade ele deve ser inspecionado por pessoa habilitada para a devida autorizaccedilatildeo de uso
THORN Nunca soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Substacircncias depositadas na superfiacutecie das peccedilas podem decompor-se sob a accedilatildeo do calor e produzir vapores inflamaacuteveis ou toacutexicos
THORN Natildeo soldar cortar ou goivar em recipientes fechados ou que natildeo tenham sido devidamente esvaziados e limpos internamente Eles podem explodir se tiverem contido algum material combustiacutevel ou criar um ambiente asfixiante ou toacutexico conforme o material que foi armazenado neles
THORN Proceder agrave inspeccedilatildeo da aacuterea de trabalho apoacutes ter-se completado a soldagem ou o corte Apagar ou remover fagulhas ou pedaccedilos de metal quente que mais tarde possam provocar algum incecircndio
12) Ventilaccedilatildeo
O local de trabalho deve possuir ventilaccedilatildeo adequada de forma a eliminar os gases vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais agrave sauacutede dos trabalhadores Substacircncias potencialmente nocivas podem existir em certos fluxos revestimentos e metais de adiccedilatildeo ou podem ser liberadas durante a soldagem ou o corte Em muitos casos a ventilaccedilatildeo natural eacute suficiente mas certas aplicaccedilotildees podem requerer uma ventilaccedilatildeo forccedilada cabines com coifas de exaustatildeo filtros de respiraccedilatildeo ou maacutescaras com suprimento individual de ar O tipo e a importacircncia da ventilaccedilatildeo dependem de cada aplicaccedilatildeo especiacutefica do tamanho do local de trabalho do nuacutemero de trabalhadores presentes e da natureza dos materiais trabalhados e de adiccedilatildeo
MEacuteTODOS DIVERSOS DE VENTILACcedilAtildeOE AUXIacuteLIO Agrave RESPIRACcedilAtildeO
VENTILACcedilAtildeO FORCcedilADA
COIFAS COM EXUSTAtildeO
CABINES DE SOLDAGEM OU CORTE
APARELHOS PARARESPIRACcedilAtildeO AUTOcircNOMA
THORN Locais tais como poccedilos tanques soacutetotildees etc devem ser considerados como aacutereas confinadas A soldagem ou o corte em aacutereas confinadas requer procedimentos especiacuteficos de ventilaccedilatildeo e trabalho com o uso eventual de capacetes ou maacutescaras especiais
THORN Natildeo soldar ou cortar peccedilas sujas ou contaminadas por alguma substacircncia desconhecida Natildeo se deve soldar cortar ou realizar qualquer operaccedilatildeo a quente numa peccedila que natildeo tenha sido adequadamente limpa Os produtos da decomposiccedilatildeo destas substacircncias pelo calor do arco podem produzir vapores inflamaacuteveis ou toacutexicos Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos Remover toda e qualquer pintura ou revestimento de zinco de uma peccedila antes de soldaacute-la ou cortaacute-la
THORN O soldador ou operador deve sempre manter a cabeccedila fora da aacuterea de ocorrecircncia dos fumos ou vapores gerados por um arco eleacutetrico de forma a natildeo respiraacute-los O tipo e a quantidade de fumos e gases dependem do processo do equipamento e dos consumiacuteveis usados Uma posiccedilatildeo de soldagem pode reduzir a exposiccedilatildeo do soldador aos fumos
THORN Nunca soldar perto de desengraxadores a vapor ou de peccedilas que acabem de ser desengraxadas A decomposiccedilatildeo dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiaccedilatildeo do arco eleacutetrico pode gerar fosgecircnio um gaacutes altamente toacutexico ou outros gases nocivos
THORN Metais tais como o accedilo galvanizado o accedilo inoxidaacutevel o cobre ou que contenham zinco chumbo beriacutelio ou caacutedmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilaccedilatildeo forccedilada eficiente Nunca se deve inalar os vapores produzidos por estes materiais
THORN Uma atmosfera com menos de 18 de oxigecircnio pode causar tonturas perda de consciecircncia e eventualmente morte sem sinais preacutevios de aviso Os gases de proteccedilatildeo usados em soldagem e corte satildeo quer mais leves quer mais pesados que o ar certos deles (argocircnio dioacutexido de carbono-CO nitrogecircnio) podem deslocar o oxigecircnio do ar ambiente sem serem detectados pelos sentidos do 2
homem
THORN O hidrogecircnio eacute um gaacutes inflamaacutevel Uma mistura deste gaacutes com oxigecircnio ou ar numa aacuterea confinada explode se alguma faiacutesca ocorrer Ele eacute incolor inodor e insiacutepido Ainda sendo mais leve que o ar ele pode acumular-se nas partes superiores de aacutereas confinadas e agir como gaacutes asfixiante
THORN Alguma irritaccedilatildeo nos olhos no nariz ou na garganta durante a soldagem ou o corte pode ser indiacutecio de uma contaminaccedilatildeo do local de trabalho e de uma ventilaccedilatildeo inadequada O trabalho deve ser interrompido as condiccedilotildees do ambiente devem ser analisadas e as providecircncias necessaacuterias para melhorar a ventilaccedilatildeo do local devem ser tomadas
- 7 -- 6 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

13) Cilindros de gaacutes
O manuseio inadequado dos cilindros dos gases usados em soldagem ou corte eleacutetricos pode provocar a danificaccedilatildeo ou ruptura da vaacutelvula de fechamento e a liberaccedilatildeo repentina e violenta do gaacutes que contecircm com riscos de ferimento ou morte
THORN Observar as caracteriacutesticas fiacutesicas e quiacutemicas dos gases usados e seguir rigorosamente as regras de seguranccedila especiacuteficas indicadas pelo fornecedor
THORN Somente usar gases reconhecidamente adequados ao processo de soldagem ou corte e agrave aplicaccedilatildeo previstos
THORN Somente usar um regulador de pressatildeo especiacutefico para o gaacutes utilizado e de capacidade apropriada agrave aplicaccedilatildeo Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressatildeo
THORN Sempre conservar as mangueiras e conexotildees de gaacutes em boas condiccedilotildees de trabalho O circuito de gaacutes deve estar isento de vazamentos
THORN Os cilindros de gaacutes devem sempre ser mantidos em posiccedilatildeo vertical Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes postes colunas etc) por meio de correia ou de corrente isolada eletricamente
THORN Nunca conservar cilindros ou equipamento relativo a gases de proteccedilatildeo em aacutereas confinadas
THORN Nunca instalar um cilindro de gaacutes de forma que este possa mesmo que acidentalmente se tornar parte de um circuito eleacutetrico Em particular nunca usar um cilindro de gaacutes mesmo que vazio para abrir um arco eleacutetrico
THORN Quando natildeo estiverem em uso cilindros de gaacutes devem permanecer com sua vaacutelvula fechada mesmo que estejam vazios Devem sempre ser guardados com o seu capacete parafusado O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem
THORN Sempre manter cilindros de gaacutes distantes de chamas de fontes de faiacutescas e de calor (fornos etc)
THORN Ao abrir a vaacutelvula do cilindro manter o rosto afastado do regulador de pressatildeovazatildeo
BORRACHAEM TORNODA CORRENTE
MATERIAL ISOLANTE
MATERIAL ISOLANTE
2) Regras de seguranccedila relativas ao pessoal
21) Choques eleacutetricos
Choques eleacutetricos podem ser fatais e devem ser evitados Instalaccedilotildees eleacutetricas defeituosas aterramento ineficiente assim como operaccedilatildeo ou manutenccedilatildeo incorretas de um equipamento eleacutetrico satildeo fontes comuns de choque eleacutetricos
Nunca tocar em partes eletricamente vivas A rede de alimentaccedilatildeo eleacutetrica o cabo de entrada e os cabos de soldagem (se insuficientemente isolados) o porta-eletrodo a pistola ou a tocha de soldar os terminais de saiacuteda da maacutequina e a proacutepria peccedila a ser soldada (se natildeo adequadamente aterrada) satildeo exemplos de partes eletricamente vivas A gravidade do choque eleacutetrico depende do tipo de corrente envolvida (a corrente alternada eacute mais perigosa que a corrente contiacutenua) do valor da tensatildeo eleacutetrica (quanto mais alta a tensatildeo maior o perigo) e das partes do corpo afetadas As tensotildees em vazio das fontes de energia usadas em soldagem corte ou goivagem podem provocar choques eleacutetricos graves Quando vaacuterios soldadores trabalham com arcos eleacutetricos de diversas polaridades ou quando se usam vaacuterias maacutequinas de corrente alternada as tensotildees em vazio das vaacuterias fontes de energia podem se somar o valor resultante aumenta o risco de choque eleacutetrico
Instalar o equipamento de acordo com as instruccedilotildees do Manual especiacutefico fornecido Sempre usar cabos eleacutetricos de bitola adequada agraves aplicaccedilotildees previstas e com a isolaccedilatildeo em perfeito estado Para o circuito de soldagem respeitar a polaridade exigida pelo processo ou a aplicaccedilatildeo
Aterrar os equipamentos e seus acessoacuterios a um ponto seguro de aterramento A ligaccedilatildeo da estrutura das maacutequinas a um ponto seguro de aterramento proacuteximo do local de trabalho eacute condiccedilatildeo baacutesica para se evitar choques eleacutetricos Ainda e de acordo com a figura abaixo a peccedila a ser soldada ou o terminal de saiacuteda correspondente na fonte de energia deve ser aterrada mas natildeo ambos aterramentos duplos podem fazer com que a corrente de soldagem circule nos condutores de aterramento normalmente finos e os queime
THORN
THORN
THORN
THORN
THORN
Garantir bons contatos eleacutetricos na peccedila soldada e nos terminais de saiacuteda da maacutequina Os terminais de saiacuteda em particular aquele ao qual a peccedila soldada estiver ligada devem ser mantidos em bom estado sem partes quebradas ou isolaccedilatildeo trincada Nunca fazer contatos eleacutetricos atraveacutes de superfiacutecies pintadas notadamente na peccedila a ser soldada
Assegurar-se de que todas as conexotildees eleacutetricas estatildeo bem apertadas limpas e secas Conexotildees eleacutetricas defeituosas podem aquecer e eventualmente derreter Elas podem ainda ser a causa de maacutes soldas e provocar arcos ou faiacutescas perigosas Natildeo se deve permitir que aacutegua graxa ou sujeira se acumule em plugues soquetes terminais ou elementos de um circuito eleacutetrico
BANCADA DE SOLDAGEM
- 9 -- 8 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
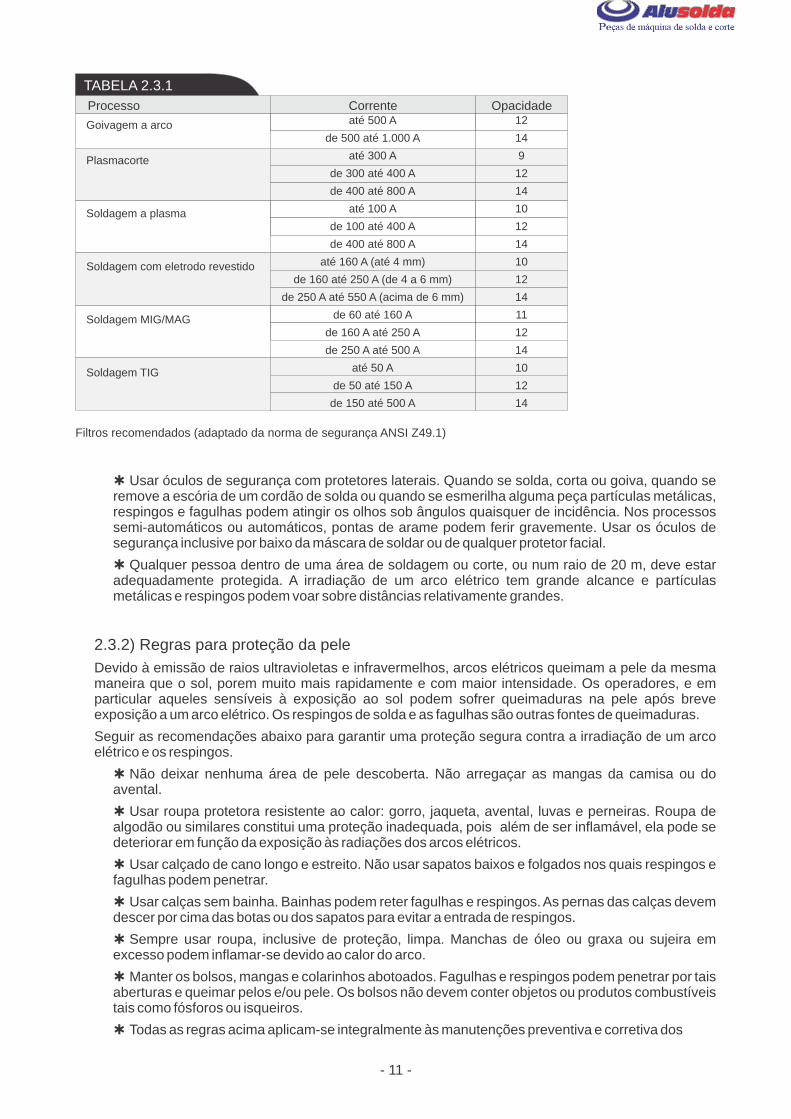
THORN
THORN
THORN
THORN
THORN Natildeo se deve permanecer entre os dois cabos eletrodo e obra e sim sempre manter ambos do mesmo lado do corpo
THORN Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e sempre que possiacutevel amarrados um ao outro
THORN N a ser soldada
THORN Manter os cabos de soldagem e de alimentaccedilatildeo do equipamento tatildeo longe quanto possiacutevel do corpo
THORN Nunca se deve enrolar cabos de soldagem em torno do corpo
THORN Para soldar ou cortar usar maacutescara com filtro ou dispositivo de opacidade adequado ao processo e agrave aplicaccedilatildeo prevista
A tabela 231 orienta quanto agrave opacidade recomendada para a proteccedilatildeo em funccedilatildeo do processo e da faixa de corrente usados Como regra geral iniciar com uma opacidade alta demais para que se veja a zona do arco reduzir entatildeo a opacidade que se tenha uma visatildeo adequada da aacuterea de soldagem sem causar problema para os olhos
Manter o local de trabalho limpo e seco A umidade e a aacutegua satildeo condutoras da eletricidade Manter sempre o local de soldagem ou corte os equipamentos e a roupa de trabalho secos Eliminar de imediato todo e qualquer vazamento de aacutegua Natildeo deixar que mangueiras encostem em peccedilas metaacutelicas Nunca ultrapassar os limites de pressatildeo da aacutegua indicados nos Manuais de Instruccedilotildees
Usar roupa e equipamentos de proteccedilatildeo individual adequados em bom estado limpos e secos Ver abaixo as regras especiacuteficas relativas agrave proteccedilatildeo corporal
Ao soldar ou cortar natildeo usar quaisquer adornos acessoacuterios ou objetos corporais metaacutelicos Para soldar cortar ou goivar eacute recomendado retirar aneacuteis reloacutegios colares e outros itens metaacutelicos Contatos acidentais de tais objetos com algum circuito eleacutetrico podem aquececirc-los derretecirc-los e provocar choques eleacutetricos
O soldador ou operador de uma maacutequina de soldar ou cortar deve trabalhar posicionado em cima de um estrado ou plataforma isolante
22) Campos eleacutetricos magneacuteticos
A corrente eleacutetrica que circula num condutor provoca o aparecimento de campos eleacutetricos e magneacuteticos As correntes eleacutetricas utilizadas em soldagem corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos Ademais certas maacutequinas de soldar geram e usam para abrir o arco ou durante toda a operaccedilatildeo de soldagem um faiscamento do tipo ruiacutedo branco conhecido como alta frequumlecircncia Consequumlentemente pessoas portadoras de marca-passo devem consultar um meacutedico antes de adentrar uma aacuterea de soldagem ou corte os campos eleacutetricos e magneacuteticos ou as irradiaccedilotildees podem interferir no funcionamento do marca-passo
Para minimizar os efeitos dos campos gerados pelas correntes eleacutetricas de soldagem e corte
23) Regras especiacuteficas de seguranccedila corporal
231) Regras para a proteccedilatildeo da visatildeo
Os arcos eleacutetricos de soldagem ou corte emitem raios ultravioletas e infravermelhos Exposiccedilotildees de longa duraccedilatildeo podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista
a peccedila a ser soldada conectar o cabo obra tatildeo perto quanto possiacutevel da junta
THORN Usar oacuteculos de seguranccedila com protetores laterais Quando se solda corta ou goiva quando se remove a escoacuteria de um cordatildeo de solda ou quando se esmerilha alguma peccedila partiacuteculas metaacutelicas respingos e fagulhas podem atingir os olhos sob acircngulos quaisquer de incidecircncia Nos processos semi-automaacuteticos ou automaacuteticos pontas de arame podem ferir gravemente Usar os oacuteculos de seguranccedila inclusive por baixo da maacutescara de soldar ou de qualquer protetor facial
THORN Qualquer pessoa dentro de uma aacuterea de soldagem ou corte ou num raio de 20 m deve estar adequadamente protegida A irradiaccedilatildeo de um arco eleacutetrico tem grande alcance e partiacuteculas metaacutelicas e respingos podem voar sobre distacircncias relativamente grandes
THORN
THORN
THORN
THORN
THORN
THORN
THORN
232) Regras para proteccedilatildeo da pele
Devido agrave emissatildeo de raios ultravioletas e infravermelhos arcos eleacutetricos queimam a pele da mesma maneira que o sol porem muito mais rapidamente e com maior intensidade Os operadores e em particular aqueles sensiacuteveis agrave exposiccedilatildeo ao sol podem sofrer queimaduras na pele apoacutes breve exposiccedilatildeo a um arco eleacutetrico Os respingos de solda e as fagulhas satildeo outras fontes de queimaduras
Seguir as recomendaccedilotildees abaixo para garantir uma proteccedilatildeo segura contra a irradiaccedilatildeo de um arco eleacutetrico e os respingos
Natildeo deixar nenhuma aacuterea de pele descoberta Natildeo arregaccedilar as mangas da camisa ou do avental
Usar roupa protetora resistente ao calor gorro jaqueta avental luvas e perneiras Roupa de algodatildeo ou similares constitui uma proteccedilatildeo inadequada pois aleacutem de ser inflamaacutevel ela pode se deteriorar em funccedilatildeo da exposiccedilatildeo agraves radiaccedilotildees dos arcos eleacutetricos
Usar calccedilado de cano longo e estreito Natildeo usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar
Usar calccedilas sem bainha Bainhas podem reter fagulhas e respingos As pernas das calccedilas devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos
Sempre usar roupa inclusive de proteccedilatildeo limpa Manchas de oacuteleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco
Manter os bolsos mangas e colarinhos abotoados Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos eou pele Os bolsos natildeo devem conter objetos ou produtos combustiacuteveis tais como foacutesforos ou isqueiros
Todas as regras acima aplicam-se integralmente agraves manutenccedilotildees preventiva e corretiva dos
TABELA 231
Goivagem a arco
Plasmacorte
Soldagem a plasma
Soldagem com eletrodo revestido
Soldagem MIGMAG
Soldagem TIG
Processoateacute 500 A
de 500 ateacute 1000 A
ateacute 300 A
de 300 ateacute 400 A
de 400 ateacute 800 A
ateacute 100 A
de 100 ateacute 400 A
de 400 ateacute 800 A
ateacute 160 A (ateacute 4 mm)
de 160 ateacute 250 A (de 4 a 6 mm)
de 250 A ateacute 550 A (acima de 6 mm)
de 60 ateacute 160 A
de 160 A ateacute 250 A
de 250 A ateacute 500 A
ateacute 50 A
de 50 ateacute 150 A
de 150 ateacute 500 A
12
14
9
12
14
10
12
14
10
12
14
11
12
14
10
12
14
Corrente Opacidade
Filtros recomendados (adaptado da norma de seguranccedila ANSI Z491)
- 11 -- 10 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
THORN Sempre instalar e operar uma maacutequina de soldar ou cortar de acordo com as orientaccedilotildees contidas no Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
THORN Operar os equipamentos estritamente dentro das caracteriacutesticas anunciadas pelo fabricante Nunca sobrecarregaacute-los
THORN Nunca usar uma maacutequina de soldar ou cortar com parte do seu gabinete removida ou mesmo aberta Aleacutem de tal situaccedilatildeo ser potencialmente perigosa para o soldador ou operador a falta de refrigeraccedilatildeo pode resultar em danos a componentes internos
PROCEDIMENTOS DE PRONTO SOCORRO E EMERGEcircNCIA
O pronto socorro consiste em um tratamento provisoacuterio aplicado em caso de acidente ou doenccedila Um socorro imediato (dentro de quatro minutos) e adequado pode ser a diferenccedila entre uma recuperaccedilatildeo completa uma invalidez permanente ou a morte
Inalaccedilatildeo de gases
Trabalhadores com sintomas de exposiccedilatildeo a fumos e gases devem ser levados para uma aacuterea natildeo contaminada e inalar ar fresco ou oxigecircnio Caso a viacutetima esteja inconsciente quem prestar socorro deve eliminar os gases venenosos ou asfixiantes da aacuterea ou usar equipamento apropriado de respiraccedilatildeo antes de adentraacute-la Remover a viacutetima para uma aacuterea natildeo contaminada e chamar um meacutedico Administrar oxigecircnio por meio de uma maacutescara se a viacutetima estiver respirando Caso contraacuterio praticar a reanimaccedilatildeo cardiopulmonar de preferecircncia com administraccedilatildeo simultacircnea de oxigecircnio Conservar a viacutetima aquecida e imobilizada
Olhos afetados
Caso a viacutetima use lentes de contato removecirc-las Irrigar os olhos com grande quantidade de aacutegua por 15 min Ocasionalmente levantar as paacutelpebras para assegurar uma irrigaccedilatildeo completa Aplicar um curativo protetor seco Chamar um meacutedico Requerer assistecircncia meacutedica para remover ciscos ou poeira Em caso de ferimento por irradiaccedilatildeo de arco eleacutetrico aplicar repetidamente compressas frias (de preferecircncia geladas) durante 5 a 10 min Aplicar um curativo protetor seco Chamar um meacutedico Natildeo esfregar os olhos Natildeo usar gotas ou coliacuterio salvo se receitados por um meacutedico
Irritaccedilatildeo da pele
Para os casos de contato da pele com produtos irritantes molhar as regiotildees afetadas com grandes quantidades de aacutegua e depois lavar com aacutegua e sabatildeo Retirar a roupa contaminada Se as mucosas estiverem irritadas molhar com aacutegua Lavar cortes e arranhotildees com aacutegua e sabatildeo neutro Aplicar um curativo seco e esterilizado
Queimaduras
Para queimaduras por calor aplicar aacutegua fria numa bolsa de borracha ou similar Se a pele natildeo estiver rompida imergir a parte queimada em aacutegua fria limpa ou aplicar gelo limpo para aliviar a dor Natildeo furar bolhas Enfaixar sem apertar com faixa seca e limpa Chamar um meacutedico
Choques eleacutetricos
Quem prestar socorro deve primeiramente proteger a si mesmo com materiais isolantes tais como luvas Desligar o equipamento para eliminar o contato eleacutetrico com a viacutetima Usar equipamento ou objetos isolantes se a pessoa que prestar socorro tiver que tocar a viacutetima para retiraacute-la Se a viacutetima natildeo estiver respirando praticar reanimaccedilatildeo cardiopulmonar assim que o contato eleacutetrico for removido Chamar um meacutedico Continuar com a ressuscitaccedilatildeo cardiopulmonar ateacute que a respiraccedilatildeo espontacircnea tenha sido restaurada ou ateacute que o meacutedico tenha chegado Administrar oxigecircnio Manter a viacutetima aquecidaQueimaduras por eletricidade
3) Regras de seguranccedila relativas aos equipamentos
THORN possuir
realizar olocar uma etiqueta de aviso na chave geral para evitar que esta venha a ser usada
Sempre instalar e operar um equipamento de soldar ou cortar de acordo com a orientaccedilatildeo do seu Manual de Instruccedilotildees Aleacutem da proteccedilatildeo ao pessoal de operaccedilatildeo e manutenccedilatildeo o aterramento constitui uma proteccedilatildeo fundamental dos equipamentos
Sempre ligar uma maacutequina de soldar ou cortar agrave sua linha de alimentaccedilatildeo atraveacutes de uma chave de parede Esta chave deve fusiacuteveis ou disjuntor de capacidade adequada e poder ser trancada Instalar um plugue na extremidade do cabo de entrada da maacutequina Se for necessaacuterio
manutenccedilatildeo da maacutequina no local de trabalho c
CHAVE GERALCOM TRANCA
ETIQUETADE AVISO
PLUGUE PARADESLIGAMENTO RAacutePIDO
equipamentos Manutenccedilotildees ou reparaccedilotildees somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista eleacutetrico somente usar ferramentas isoladas especiacuteficas para eletricidade Proceder agrave reparaccedilatildeo de maacutequinas eleacutetricas em local apropriado e devidamente isolado
233) Regras para a proteccedilatildeo da audiccedilatildeo
THORN Usar protetores de ouvido Certas operaccedilotildees de soldagem corte ou goivagem produzem ruiacutedos de intensidade elevada e eventualmente longa duraccedilatildeo Protetores de ouvido adequados aleacutem de protegerem contra estes ruiacutedos excessivos impedem que respingos e fagulhas entrem nos ouvidos
THORN procedendo agrave manutenccedilatildeo preventiva perioacutedica recomendada pelo fabricante e agrave manutenccedilatildeo corretiva sempre que necessaacuterio Em particular todos os dispositivos de seguranccedila incorporados a um equipamento devem ser mantidos em boas condiccedilotildees de trabalho
THORN Sempre manter um equipamento de soldar ou cortar afastado de fontes externas de calor (fornos por exemplo)
THORN Maacutequinas de soldar ou cortar natildeo devem ser utilizados em locais alagados ou poccedilas de aacutegua Salvo quando projetados especialmente ou adequadamente protegidos (a criteacuterio do fabricante) maacutequinas de soldar ou cortar natildeo devem ser operadas em ambientes corrosivos ou que tenham mateacuterias oleosas em suspensatildeo ou nas intempeacuteries
THORN Depois de usar um equipamento de soldar ou cortar sempre desligaacute-lo e isolaacute-lo da sua linha de alimentaccedilatildeo
Nunca operar equipamentos defeituosos Conservaacute-los em perfeito estado de funcionamento
- 13 -- 12 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

NORMAS BRASILEIRAS RELATIVAS Agrave SEGURANCcedilA DO TRABALHO (lista natildeo exaustiva)
Cor na seguranccedila do trabalho - NBR 7195 (1982)
Classificaccedilatildeo dos equipamentos eleacutetricos e eletrocircnicos quanto agrave proteccedilatildeo contra os choques eleacutetricos - NBR 6151 (1990)
Estabelecimento de seguranccedila aos efeitos da corrente eleacutetrica percorrendo o corpo humano - NBR 6533 (1981)
Cabos flexiacuteveis com cobertura para maacutequinas de soldar a arco - NBR 8762 (1985)
Sistemas de proteccedilatildeo por extintores de incecircndio - NBR 12693 (1993)
Execuccedilatildeo de sistemas de detecccedilatildeo e alarme de incecircndio - NBR 9441 (1986)
Prevenccedilatildeo de acidentes em espaccedilo confinado - NBR 12246 ((1992)
Niacuteveis de ruiacutedo para conforto acuacutestico - NBR 10152 (1987)
dentificaccedilatildeo de gases em cilindros - NBR 12176 (1992)
Seguranccedila de instalaccedilotildees de ar comprimido - NB 222 (1971)
Capacete de seguranccedila para uso na induacutestria - NBR 8221 (1983)
Luvas de seguranccedila - NB 122 (1966)
Calccedilado de proteccedilatildeo - NBR 12561 (1992)
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN I
THORN
THORN
THORN
THORN
REFEREcircNCIAS BIBLIOGRAacuteFICAS NORTE-AMERICANAS
1) Publicaccedilotildees de Interesse Geral
Threshold Limit Values and Biological Exposure Indices (uacuteltima ediccedilatildeo) American Conference of Governmental Industrial Hygienists PO Box 1937 Cincinnati Ohio 45201
Dangerous Properties of industrial Materials N Irving Sax and Richard J Lewis Sr Seventh Edition (1989) Van Nostrand Reinhold Co
Effects of Welding on Health-VII 1990 American Welding Society PO Box 351040 Miami FL 33135
Pattys Industrial Hygiene and Toxicology John Wiley amp Sons New York
2) Publicaccedilotildees de Associaccedilotildees Normativas
As fontes citadas abaixo relativas agrave seguranccedila em soldagem corte e goivagem satildeo atualizadas periodicamente e sua leitura eacute fortemente recomendada Estas publicaccedilotildees satildeo destinadas agrave proteccedilatildeo de pessoas contra ferimentos e doenccedilas e agrave seguranccedila dos equipamentos e instalaccedilotildees contra incecircndio e outras causas relacionadas com a soldagem corte ou goivagem
21) Publicaccedilotildees Disponiacuteveis na American Welding Society PO Box 351040 Miami FL 33135
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
THORN
Welding Safety and Health Information Packet- SHP
Safety in Welding and Cutting- ANSIAWS Z491
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances - AWS F41
Recommended Practices for Plasma Cutting- AWS C52
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes- ANSIAWS F11
Guide for Welding Fume Control AWS F31
Arc Welding and cutting Noise - AWN
Fumes and Gases in the Welding Environment - FGW
22) Publicaccedilotildees Disponiacuteveis na National Fire Protection Association 1 Batterymarch Park PO Box 9101 Quincy MA 02269
Cutting and Welding Processes - NFPA 51B
National Electrical Code- NFPA 70
National Electrical Code Handbook
23) Publicaccedilotildees Disponiacuteveis na Compressed Gas Association Inc 1235 Jefferson Davis Highway Arlington VA 22202
Safe Handling of Compressed Gases in Cylinders- CGA P-1
Compressed Gas Cylinder Valve Outlet and Inlet Connections - CGA V-1
24) Outras Publicaccedilotildees Norte-Americanas
Safe Practices for Occupation and Educational Eye and Face Protection - ANSI Z871 American National Standards Institute 11 West 42nd Street New York NY 10036
Occupational Safety and Health Standards- 29 CFR 1910 US Department of Labor Ocupational Safety and Health Administration Superintendent of Documents US Government Printing Office Washington DC 20402
Tratar queimaduras por eletricidade como queimaduras por calor Aplicar compressas frias ou geladas Cobrir as feridas com curativo seco limpo Chamar um meacutedico
Natildeo elimine equipamento eleacutetrico juntamente com o lixo normal
De acordo com a Diretiva Europeacuteia 200296CE relativa a resiacuteduos de equipamentos eleacutetricos e eletrocircnicos e de acordo com a as normas ambientais nacionais o equipamento eleacutetrico que atingiu o fim da sua vida uacutetil deve ser recolhido separadamente e entregue em instalaccedilotildees de reciclagem ambientalmente adequadas Na qualidade de proprietaacuterio do equipamento eacute obrigaccedilatildeo deste obter informaccedilotildees sobre sistemas de recolha aprovados junto do seu representante local
Ao aplicar esta Norma o proprietaacuterio estaraacute melhorando o meio ambiente e a sauacutede humana
Descarte de resiacuteduos
- 15 -- 14 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

2 INTRODUCcedilAtildeO
Smashweld 260 eacute um conjunto semi-automaacutetico para soldagem MIGMAG que combina em uma unidade uma Fonte de energia com caracteriacutestica de tensatildeo constante e um Alimentador de arame previsto para receber bobinas com 300 mm de diacircmetro externo e ateacute 18 kg de arame A tensatildeo de arco e consequumlentemente a corrente de soldagem eacute ajustada por meio de uma chave seletora de dez posiccedilotildees para uma ampla e precisa seleccedilatildeo em qualquer aplicaccedilatildeo dentro da faixa de utilizaccedilatildeo O avanccedilo do arame eacute realizado por um mecanismo com moto-redutor eleacutetrico comandado eletronicamente e que faz o arame eletrodo deslizar pelo conduiacutete da tocha ateacute o local de soldagem
Possue os recursos de solda contiacutenua ponto ou intermitente com o tempo de ponto e intermitente ajustaacutevel e o controle de anti aderecircncia ajustaacutevel recurso que evita a colagem do arame na poccedila de fusatildeo
A ventilaccedilatildeo forccedilada garante a refrigeraccedilatildeo eficiente Possue proteccedilatildeo contra sobre aquecimento no caso dos componentes internos atingirem temperatura acima dos limites estabelecidos no projeto o equipamento natildeo fornece corrente de soldagem a lacircmpada indicadora acende e o ventilador continua funcionando quando os componentes internos atingirem novamente o niacutevel de temperatura para operaccedilatildeo normal a lacircmpada indicadora se apaga e a soldagem pode ser reiniciada
O gabinete do conjunto Smashweld 260 eacute robusto e faacutecil de ser movimentado pelo local de trabalho A plataforma permite colocar um cilindro de gaacutes de proteccedilatildeo que acompanha assim o conjunto nos seus deslocamentos
O Smashweld 260 eacute fornecido com um cabo obra um manual de instruccedilotildees uma roldana um tampatildeo de borracha e um adaptador para carretel de arame
Tensatildeo da rede
Corrente primaacuteria Imaacutex
Corrente primaacuteria Ieff
Faixa de correntetensatildeo
Carga maacutexima permitida
20 do fator de trabalho
35 do fator de trabalho
60 do fator de trabalho
100 do fator de trabalho
Fator de potecircncia corrente
maacutexima
Eficiecircncia corrente maacutexima
Tensatildeo em circuito aberto
Temperatura de
Funcionamento
Dimensotildees C x L x A
Peso
Classe de proteccedilatildeo
Classe de aplicaccedilatildeo
Normatizaccedilatildeo
Smashweld 260
220 380 3~5060Hz
24 ndash 16
15 - 10
30A155 V - 250 A 265V
-
250A 265 V
200A24V
150A215V
096
67
175 - 365 V
- 10 degC a + 40 degC
840 x 275 x 765
72 kg
IP 23
S
IEC 60974-1
3 DADOS TEacuteCNICOS
Tabela 31
Fator de trabalho
O fator de trabalho especifica o tempo como uma percentagem de um periacuteodo de dez minutos durante o qual o equipamento pode soldar com uma carga especiacutefica
Classe de proteccedilatildeo
O coacutedigo IP indica a classe de proteccedilatildeo isto eacute o grau de proteccedilatildeo contra a penetraccedilatildeo de objetos soacutelidos ou de aacutegua O equipamento marcado IP 23 foi concebido para ser utilizado em ambientes fechados e abertos
Classe de aplicaccedilatildeo
O siacutembolo S indica que a fonte de alimentaccedilatildeo foi projetada para ser utilizada em aacutereas com grandes perigos eleacutetricos
- 17 -- 16 -
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

4 INSTALACcedilAtildeO
A instalaccedilatildeo deve ser efetuada por um profissional treinado e qualificado
NotaLigar a fonte de alimentaccedilatildeo agrave rede de alimentaccedilatildeo eleacutetrica com uma impedacircncia de rede de 0210 ohm ou inferior Se a impedacircncia de rede for mais elevada existe o risco de os dispositivos de iluminaccedilatildeo apresentarem falhas
41 Recebimento
Ao receber uma Smashweld retirar todo o material de embalagem e verificar a existecircncia de eventuais danos que possam ter ocorrido durante o transporte verificar se foram retirados todos os materiais acessoacuterios etc antes de descartar a embalagem Quaisquer reclamaccedilotildees relativas a danificaccedilatildeo em tracircnsito devem ser dirigidas agrave Empresa Transportadora Remover cuidadosamente todo e qualquer material que possa obstruir a passagem do ar de refrigeraccedilatildeo e consequumlentemente diminuir a eficiecircncia da refrigeraccedilatildeo
31 Definiccedilatildeo de paracircmetros
AVISO
Este produto foi projetado para utilizaccedilatildeo industrial Em ambientes domeacutesticos este produto pode provocar interferecircncias de raacutedio Eacute da responsabilidade do usuaacuterio tomar as precauccedilotildees adequadas
Modo de soldagem
Diacircmetro do arame
Accedilo Carbono
Accedilo inoxidaacutevel
Alumiacutenio
Smashweld 260
0 6 ndash 10 mm
0 8 ndash 10 mm
0 9 ndash 10 mm
Tabela 32
- 18 -
411 Instruccedilatildeo de iccedilamento e montagem
A Smashweld sai de faacutebrica com um olhal para iccedilamento no embarque e desembarque Recomenda-se retiraacute-lo (rotacionar no sentido anti-horaacuterio) apoacutes a instalaccedilatildeo da maacutequina pois o mesmo restringe a abertura da tampa de proteccedilatildeo do rolo de arame e consequumlentemente o acesso a este e ao mecanismo de traccedilatildeo do arame Para preservar a classe de proteccedilatildeo e prevenir a infiltraccedilatildeo de aacutegua e outros objetos no interior da maacutequina tampe esta furaccedilatildeo com o tampatildeo borracha que acompanha o equipamento (enviado junto com o manual de instruccedilotildees) e guarde o olhal caso haja necessidade de iccedilar novamente a maacutequina
42 Local de trabalho
Vaacuterios fatores devem ser considerados no que diz respeito ao local de trabalho de uma Smashweld de maneira que seja conseguida uma operaccedilatildeo segura e eficiente Uma ventilaccedilatildeo adequada eacute necessaacuteria para a refrigeraccedilatildeo do equipamento e a seguranccedila do operador eacute tambeacutem da maior importacircncia que a aacuterea de trabalho seja mantida limpa
Eacute necessaacuterio deixar um corredor de circulaccedilatildeo com pelo menos 450 mm de largura em torno de um conjunto Smashweld tanto para a sua boa ventilaccedilatildeo como para o acesso de operaccedilatildeo manutenccedilatildeo preventiva e eventual manutenccedilatildeo corretiva no local de trabalho
A instalaccedilatildeo de qualquer dispositivo de filtragem do ar ambiente restringe o volume de ar disponiacutevel para a refrigeraccedilatildeo da Smashweld e leva a um superaquecimento dos seus componentes internos A instalaccedilatildeo de qualquer dispositivo de filtragem natildeo autorizado por escrito pelo Fornecedor anula a garantia dada ao equipamento
- 19 -
RETIRAR
INSTALAR
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

A Smashweld 260 Eacute entregue para ligaccedilatildeo a uma rede de alimentaccedilatildeo de 380 V (trifaacutesica) Caso a tensatildeo de alimentaccedilatildeo no local de trabalho seja diferente de 380 V as conexotildees primaacuterias devem ser modificadas como indicado na figura abaixo A remoccedilatildeo da tampa de mudanccedila de tensatildeo localizada no lado direito permite o acesso agrave barra de terminais das conexotildees primaacuterias
Tensatildeo da rede
Frequecircncia da rede
Fusiacutevel retardado
Bitola do cabo de rede (cobre)
(para comprimento ateacute 5 metros)
Bitola do cabo obra
Smashweld 260
220380plusmn10
Trifaacutesica
50-60Hz
220 V
30 A
380 V
20 A
4 x 6 mmsup2
35 mmsup2
Tabela 41
43 Alimentaccedilatildeo eleacutetrica
Os requisitos de tensatildeo de alimentaccedilatildeo eleacutetrica satildeo indicados na placa de identificaccedilatildeo e na Tabela 41 Devem ser alimentados a partir de uma linha eleacutetrica independente e de capacidade adequada de forma a se garantir o seu melhor desempenho
Para a alimentaccedilatildeo eleacutetrica de uma Smashweld o usuaacuterio pode usar o cabo de entrada fornecido (nuacutemero de condutores e bitola variaacuteveis conforme o modelo) ou um cabo proacuteprio com a bitola correspondente ao comprimento desejado e com 1 condutor reservado para o aterramento Em todos os casos a alimentaccedilatildeo eleacutetrica deve ser feita atraveacutes de uma chave exclusiva com fusiacuteveis ou disjuntor de proteccedilatildeo adequadamente dimensionados
A Tabela 41 abaixo fornece orientaccedilatildeo para o dimensionamento dos cabos e dos fusiacuteveis de linha eventualmente consultar as normas vigentes
- 20 -
441 Instalaccedilatildeo da roldana de traccedilatildeo do arame
a) Abrir o braccedilo da roldana de pressatildeo (superior)
b) Retirar o parafuso do eixo da roldana de traccedilatildeo (inferior)
c) Colocar a roldana que corresponde ao arame a ser usado no eixo uma roldana possui 2 sulcos cada um para um diacircmetro diferente de arame a roldana deve ser posicionada de forma que a gravaccedilatildeo correspondente agrave bitola do arame usado esteja visiacutevel para o operador
d) Recolocar e apertar o parafuso de forma que a roldana natildeo tenha nenhum jogo sobre o seu eixo
e) Fechar o braccedilo
45 Tocha MIGMAG
ESAB fornece diversos modelos de tochas de soldar de acordo com a aplicaccedilatildeo prevista Satildeo conectadas diretamente no soquete Euro-conector Para a correta escolha e instalaccedilatildeo dos bicos bocais etc consultar o manual de instruccedilotildees da tocha
Tipo de arame
Soacutelidos accedilos
Ligas de alumiacutenio
Diacircmetro (mm)
060 - 080
060 - 090
080 - 100
080 - 090
100 - 120
Smashweld 257
0900292
0901368
0900795
0900569
0900192
Tabela 42
IMPORTANTE
O terminal de aterramento estaacute ligado ao chassi da Fonte Este deve estar conectado a um ponto eficiente de aterramento da instalaccedilatildeo eleacutetrica geral Cuidado para natildeo inverter o condutor de aterramento do cabo de entrada (cabo verdeamarelo) a qualquer uma das fases da chave geral ou disjuntor pois isto colocaria o chassi sob tensatildeo eleacutetrica Natildeo usar o neutro da rede para aterramento
44 Roldanas de traccedilatildeo
O mecanismo de avanccedilo do arame do Conjuntos Smashweld 260 possui uma roldana de pressatildeo plana para todos os tipos e diacircmetros de arame e uma roldana de traccedilatildeo que deve ser trocada de acordo com o tipo e o diacircmetro do arame Ver a tabela 42 para especificar a roldana correta
- 21 -
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
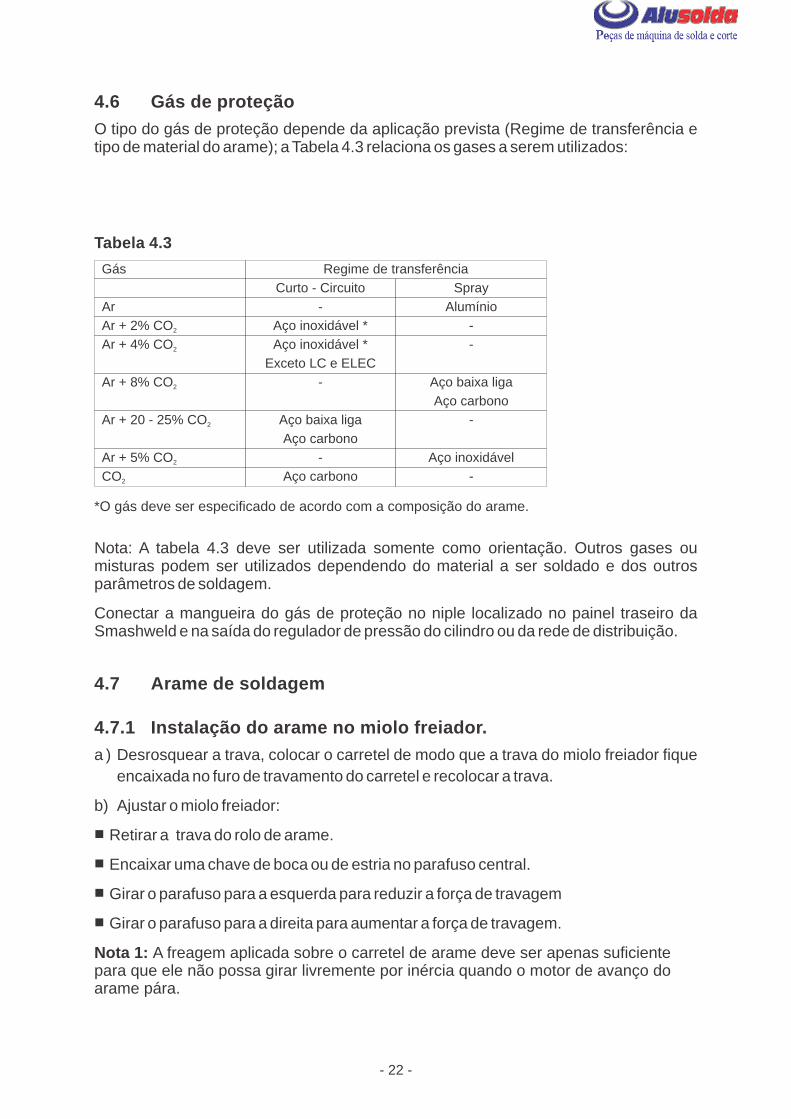
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

Nota A tabela 43 deve ser utilizada somente como orientaccedilatildeo Outros gases ou misturas podem ser utilizados dependendo do material a ser soldado e dos outros paracircmetros de soldagem
Conectar a mangueira do gaacutes de proteccedilatildeo no niple localizado no painel traseiro da Smashweld e na saiacuteda do regulador de pressatildeo do cilindro ou da rede de distribuiccedilatildeo
47 Arame de soldagem
471 Instalaccedilatildeo do arame no miolo freiador
a ) Desrosquear a trava colocar o carretel de modo que a trava do miolo freiador fique encaixada no furo de travamento do carretel e recolocar a trava
b) Ajustar o miolo freiador
n Retirar a trava do rolo de arame
n Encaixar uma chave de boca ou de estria no parafuso central
n Girar o parafuso para a esquerda para reduzir a forccedila de travagem
n Girar o parafuso para a direita para aumentar a forccedila de travagem
Nota 1 A freagem aplicada sobre o carretel de arame deve ser apenas suficiente para que ele natildeo possa girar livremente por ineacutercia quando o motor de avanccedilo do arame paacutera
46 Gaacutes de proteccedilatildeo
O tipo do gaacutes de proteccedilatildeo depende da aplicaccedilatildeo prevista (Regime de transferecircncia e tipo de material do arame) a Tabela 43 relaciona os gases a serem utilizados
Gaacutes
Ar
Ar + 2 CO2
Ar + 4 CO2
Ar + 8 CO2
Ar + 20 - 25 CO2
Ar + 5 CO2
CO2
Curto - Circuito
-
Accedilo inoxidaacutevel
Accedilo inoxidaacutevel
Exceto LC e ELEC
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo carbono
Spray
Alumiacutenio
-
-
Accedilo baixa liga
Accedilo carbono
-
Accedilo inoxidaacutevel
-
Regime de transferecircncia
O gaacutes deve ser especificado de acordo com a composiccedilatildeo do arame
Tabela 43
- 22 -
472 Instalaccedilatildeo do arame no mecanismo de traccedilatildeo
a) Desligar a chave LigaDesliga Tal procedimento evita que o arame venha a se movimentar e fique sob tensatildeo eleacutetrica caso o gatilho da tocha de soldar seja acionado por inadvertecircncia o que poderia provocar algum arco eleacutetrico
b) Aparar a ponta livre do arame para que ela natildeo apresente rebarbas de forma a natildeo ferir o operador ou danificar o guia interno da tocha de soldar
c) Abrir o braccedilo de pressatildeo do mecanismo de avanccedilo do arame Levar manualmente a ponta do arame atraveacutes do guia de entrada do mecanismo de avanccedilo sobre o sulco ldquouacutetilrdquo da roldana de traccedilatildeo e introduziacute-lo dentro do guia de saida do mecanismo de avanccedilo de arame
d) Fechar o braccedilo de pressatildeo
e) Ligar a chave LigaDesliga e acionar o interruptor manual para levar a ponta livre do arame ateacute a saiacuteda da tocha de soldar atraveacutes do bico de contato
f) Ajustar a pressatildeo no arame
Para determinar a correta pressatildeo de alimentaccedilatildeo do arame certifique-se de que o arame se desloca sem problemas atraveacutes da guia do arame da tocha Em seguida defina a pressatildeo das roldanas de pressatildeo do alimentador de arame Eacute importante que a pressatildeo natildeo seja demasiado forte pois isto danificaraacute o arame dificultando a alimentaccedilatildeo Para se certificar de que a pressatildeo de alimentaccedilatildeo estaacute corretamente ajustada alimentar o arame para fora da tocha contra um objeto isolado como por exemplo um pedaccedilo de madeira e ajustar a pressatildeo atraveacutes da alavanca de pressatildeo de modo que
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 5 mm do pedaccedilo de madeira (fig 1) e o arame deveraacute patinar
l Quando se posiciona a tocha a uma distacircncia de aproximadamente 50 mm do pedaccedilo de madeira o arame deve ser alimentado para fora ficando dobrado (fig 2)
- 23 -
Trava dorolo de arame
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

Fig 1 Fig 2
48 Cabo obra
Circuito de soldagem
O desempenho das Smashwelds depende do uso de um cabo Obra de cobre isolado com o menor comprimento possiacutevel de bitola compatiacutevel com a aplicaccedilatildeo considerada em bom estado e firmemente preso nos seus terminais nas conexotildees na peccedila a soldar ou na bancada de trabalho e no soquete Negativo devem ser firmes Qualquer que seja o seu comprimento total (o qual deve sempre ser o menor possiacutevel) e qualquer que seja a corrente de soldagem empregada a seccedilatildeo do cabo Obra deve corresponder agrave corrente maacutexima que o equipamento pode fornecer no Fator de trabalho de 100
A resistecircncia eleacutetrica do circuito de soldagem provoca quedas de tensatildeo que se somam agrave queda interna natural do proacuteprio equipamento o que reduz a tensatildeo de arco e a corrente maacutexima disponiacuteveis e torna o arco instaacutevel
5 OPERACcedilAtildeO
Os regulamentos gerais de seguranccedila para o manuseamento do equipamento encontram- se na seccedilatildeo 1 Leia-os com atenccedilatildeo antes de comeccedilar a utilizar o equipamento
- 24 -
AVISO - PERIGO DE INCLINACcedilAtildeOExiste risco de tombamento durante a operaccedilatildeo de transporte caso a maacutequina esteja com uma inclinaccedilatildeo superior a 10deg Neste caso providenciar os meios de travamento adequados
AVISOAs peccedilas rotativas podem provocar ferimentos Tenha muito cuidado
ATENCcedilAtildeONunca manobrar as chaves seletoras de tensatildeo durante a soldagem (em carga) Esta praacutetica danifica os contatos das chaves obrigando a substituiccedilatildeo destas
51 Controles e conexotildees
511 Painel frontal
1) Chave LigaDesliga e Seletora de tensatildeo permite o ajuste da tensatildeo de solda A graduaccedilatildeo corresponde ao nuacutemero de pontos de regulagem e constitui uma referecircncia para os valores de tensatildeo em vazio dentro da faixa de tensatildeo de cada equipamento a regulagem da tensatildeo em vazio influi na corrente de soldagem A Smashweld 260 possui 10 pontos de regulagem
2) Lacircmpada indicadora de sobre temperatura quando acesa indica que o equipamento estaacute sobre aquecido a soldagem eacute interrompida o ventilador continua funcionando Quando o equipamento atingir novamente o niacutevel de temperatura seguro para operaccedilatildeo a lacircmpada se apaga e a soldagem pode ser reiniciada
3) Conector Euro-conector para conexatildeo da tocha de solda MIGMAG)
4) Conexatildeo de engate raacutepido para conexatildeo do cabo obra
5) Potenciocircmetro de controle de Velocidade para ajuste da velocidade do arame e consequentemente a corrente de soldagem
6) Voltiacutemetro Amperiacutemetro digital (para os modelos equipados com este recurso) para visualizaccedilatildeo dos paracircmetros de soldagem tensatildeo e corrente Apoacutes a uacuteltima soldagem manteacutem os valores afixados no mostrador
7) Interruptor manual permite alimentar o arame sem tensatildeo na tocha de solda
- 25 -
5
6
7
31
2
4
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
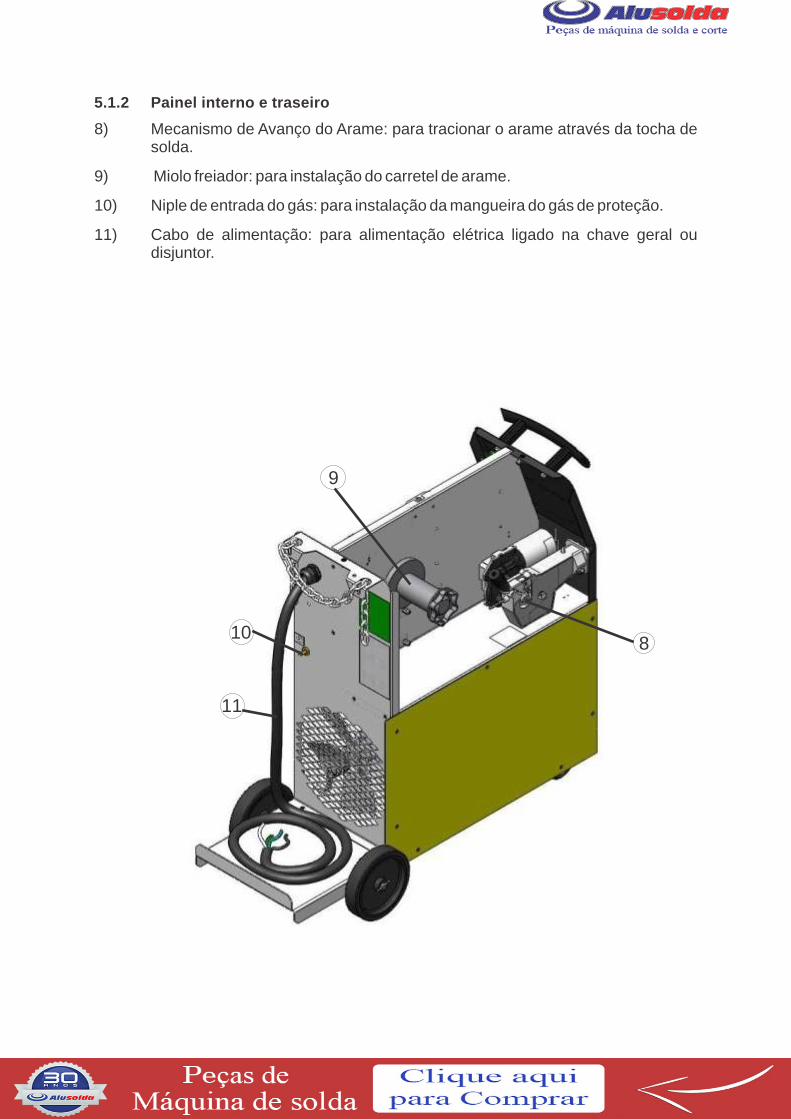
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
512 Painel interno e traseiro
8) Mecanismo de Avanccedilo do Arame para tracionar o arame atraveacutes da tocha de solda
9) Miolo freiador para instalaccedilatildeo do carretel de arame
10) Niple de entrada do gaacutes para instalaccedilatildeo da mangueira do gaacutes de proteccedilatildeo
11) Cabo de alimentaccedilatildeo para alimentaccedilatildeo eleacutetrica ligado na chave geral ou disjuntor
- 26 -
Estando a Smashweld ligada agrave rede eleacutetrica a tocha de soldar e o arame do tipo e diacircmetro adequados instalados o circuito do gaacutes de proteccedilatildeo estabelecido e o cabo Obra conectado
Nota Para referecircncia dos ajustes de acordo com o material a ser soldado espessura tipo de junta bitola do arame e gaacutes de proteccedilatildeo consultar as tabelas do Apecircndice A Paracircmetros de soldagem Estas tabelas devem ser utilizadas como orientaccedilatildeo Os paracircmetros apresentados podem sofrer variaccedilotildees de acordo com o resultado desejado
6 MANUTENCcedilAtildeO
A manutenccedilatildeo regular eacute importante para o funcionamento seguro e confiaacutevel
A manutenccedilatildeo deve ser feita por um teacutecnico treinado e qualificado
Nota
Todas as condiccedilotildees de garantia do fornecedor deixam de se aplicar se o cliente tentar realizar ele proacuteprio qualquer trabalho no produto durante o periacuteodo de garantia de forma a reparar quaisquer defeitos
61 Manutenccedilatildeo preventiva
Em condiccedilotildees normais de ambiente de operaccedilatildeo os Smashweld natildeo requerem qualquer serviccedilo especial de manutenccedilatildeo Eacute apenas necessaacuterio limpaacute-los internamente pelo menos uma vez por mecircs com ar comprimido sob baixa pressatildeo seco e isento de oacuteleo
Apoacutes a limpeza com ar comprimido verificar o aperto das conexotildees eleacutetricas e a fixaccedilatildeo dos componentes Verificar a eventual existecircncia de rachaduras na isolaccedilatildeo de fios ou cabos eleacutetricos inclusive de soldagem ou em outros isolantes e substituiacute-los se defeituosos
62 Manutenccedilatildeo corretiva
Usar somente peccedilas de reposiccedilatildeo originais fornecidas por ESAB Ltda O emprego de peccedilas natildeo originais ou natildeo aprovadas leva ao cancelamento automaacutetico da garantia dada
Peccedilas de reposiccedilatildeo podem ser obtidas dos Serviccedilos Autorizados ESAB ou das filiais de Vendas indicadas na uacuteltima paacutegina deste manual Sempre informar o modelo e o nuacutemero de seacuterie do equipamento considerado
7 DETECCcedilAtildeO DE DEFEITOS
Faccedila estas verificaccedilotildees e inspeccedilotildees recomendadas antes de chamar um teacutecnico
de assistecircncia autorizado
- 27 -
8
9
10
11
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

Tipo de defeito
Natildeo haacute arco eleacutetrico
Natildeo haacute alimentaccedilatildeo de arame
Maus resultados de soldagem
A fonte desliga com frequumlecircncia e a lacircmpada desuperaquecimento estaacute acesa
Accedilatildeo
Verificar se o equipamento estaacute ligado e se os fusiacuteveis ou disjuntor estatildeo corretos
Verificar se o cabo obra estaacute corretamente ligadoVerificar se haacute alimentaccedilatildeo do arame
Verificar ajustes de velocidadeVerificar se a fonte natildeo estaacute sobreaquecida (a
lacircmpada laranja estaacute acesa)
Verificar se a roldana de traccedilatildeo corresponde a bitola e tipo de arame utilizado
Verificar se o mecanismo de pressatildeo estaacute corretamente ajustado
Verificar o ajuste de pressatildeo do miolo freiadorVerificar se o arame corre livremente pelo bico de
contato da tocha
Verificar se o gaacutes de proteccedilatildeo estaacute de acordo com o arame utilizado flui pelo bocal da tocha e se a
vazatildeo estaacute corretaVerificar se a velocidade do arame a tensatildeo
ajustada na chave seletora estatildeo corretamente ajustados
Verificar se o fator de trabalho estaacute sendo respeitado
Tabela 71
- 28 -
9 DIMENSOtildeES
8 ADQUIRIR PECcedilAS DE REPOSICcedilAtildeO
Os Trabalhos de reparaccedilatildeo e eleacutetricos deveratildeo ser efetuados por um teacutecnico autorizado ESAB
Utilize apenas peccedilas sobressalentes e de desgaste originais da ESAB
As peccedilas de reposiccedilatildeo podem ser encomendadas atraveacutes do seu concessionaacuterio mais proacuteximo ESAB Consulte a uacuteltima paacutegina desta publicaccedilatildeo
Os Smashwelds foram construiacutedos e testados conforme as normas Depois de efetuado o serviccedilo ou reparaccedilatildeo eacute obrigaccedilatildeo da empresa reparadora assegurar-se de que o produto natildeo difere do modelo referido
- 29 -
282 mm848 mm
690 mm
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 30 -
10 11
10 PARAcircMETROS DE SOLDAGEMTabela 101
T
T
T
T
T
T (
mm
)d
(mm
)1-
101-
101-
101-
101-
10
AlS
i Ar
100
AlM
g A
r 10
0In
ox A
r+2
CO
2F
e C
O 1
00
2F
e A
r+25
C
O2
SW
260
1-19
1-19
1-19
1-19
1-19
08
10
15
20
30
40
50
60
08
10
15
5 5 3 7 7 6 11 8 7 14 10 9 16 17 12 15 10 7 6 14 10 9
3 2 2 4 3 3 6 4 4 8 6 6 9 8 8 5 5 3 3 8 6 6
2 7
10 11
2 7
12 7 7 4 15 10 8 7 18 15 9 8 16 11 10 19 18 14 15 10 8 7 16 11 10
4 3 2 2 5 4 3 3 6 6 4 4 8 6 6 9 8 8 5 4 3 3 8 6 6
3 2 2 4 4 4 6 5 7 7 3 3 2 4 4 1
13 10 7 16 11 9 15 11 17 11 13 9 6 17 13 7
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
06
08
09
10
- 31 -
11 PECcedilAS DE REPOSICcedilAtildeO
AA1
AA2
AA3
AA4
AA5
AA6
AA7
AA8
AA9
AA10
1
1
1
1
1
2
1
1
1
1
0912528
0906548
0912525
0901296
0906513
0912404
0912527
0901551
0912533
0910849
Painel frontal
Etiqueta terminal de saiacuteda
Lateral esquerda inferior
Botatildeo do potenciocircmetro
Alccedila
Dobradiccedila da tampa
Lateral esquerda superior
Olhal de iccedilamento
Lateral direita
Tampa de mudanccedila de tensatildeo Smashweld
Item Quant Coacutedigo Descriccedilatildeo
Tabela 111
AA1
AA2
AA3
AA4
AA5
AA6
AA7 AA8AA9
AA9
AA10
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 33 -
AC1
AC2
AC3
AC4
AC5
1
1
1
1
1
0901884
0900154
0912551
0901878
0906722
Engate raacutepido fecircmea
Potenciocircmetro de velocidade
Chave seletora de tensatildeo
Lacircmpada indicadora sobreaquecimento
Interruptor manual
NotaItem Quant Coacutedigo Descriccedilatildeo
11 postrifasica
Tabela 113
- 32 -
AB1
AB10
AB9
AB4
AB7
AB8
AB6
AB5
AB12
AB11
AB3AB2
AB1
AB2
AB3
AB4
AB5
AB6
AB7
AB8
AB9
AB10
AB11
AB12
1
1
1
2
1
1
2
4
2
1
1
1
0912529
0906717
0912530
0911662
0912531
0906521
0901474
-----------
-----------
0903460
0906573
0912516
Painel traseiro
Tampatildeo de borracha para vedaccedilatildeo
Intermediaacuteria
Rodiacutezio giratoacuterio
Base
Eixo
Roda
Arruela
Pino de travamento
Mangueira do gaacutes (adquirida por metro)
Cabo de entrada
Corrente do suporte do cilindro
Tabela 112
Item Quant Coacutedigo Descriccedilatildeo
AC1
AC4
AC5
AC2
AC3
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
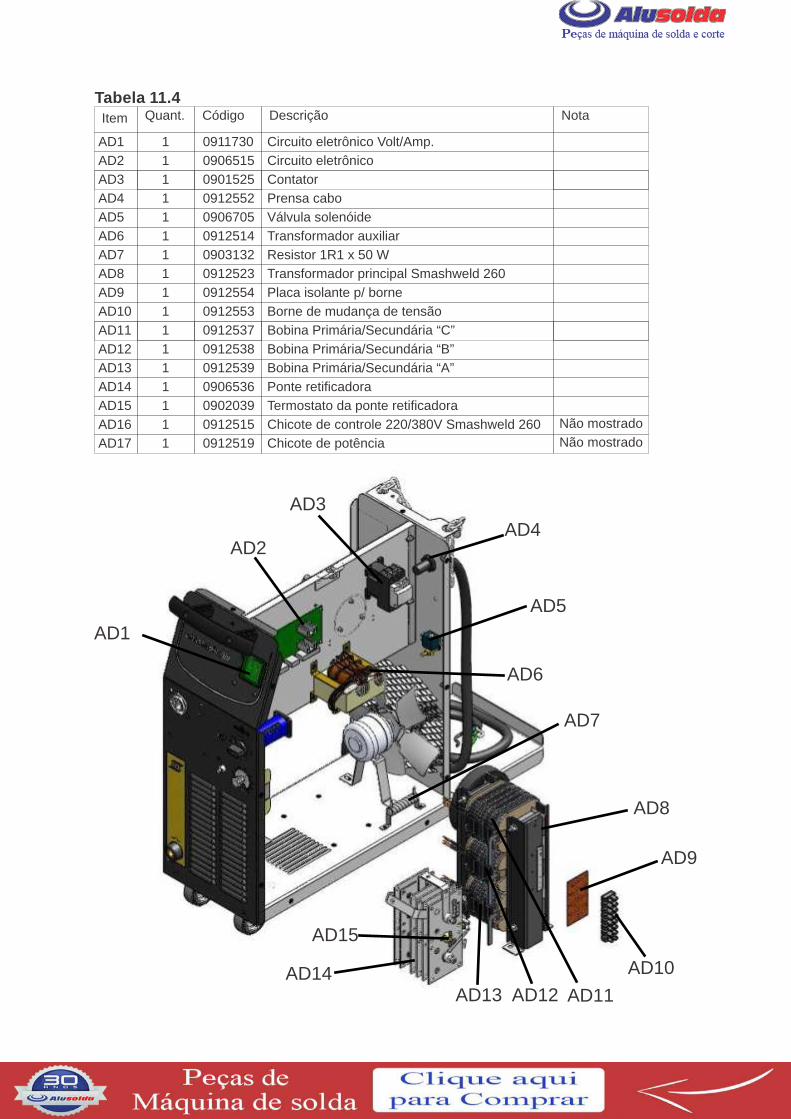
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 34 -
AD1
AD2
AD3
AD4
AD5
AD6
AD7
AD8
AD9
AD10
AD11
AD12
AD13
AD14
AD15
AD16
AD17
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Circuito eletrocircnico VoltAmp
Circuito eletrocircnico
Contator
Prensa cabo
Vaacutelvula solenoacuteide
Transformador auxiliar
Resistor 1R1 x 50 W
Transformador principal Smashweld 260
Placa isolante p borne
Borne de mudanccedila de tensatildeo
Bobina PrimaacuteriaSecundaacuteria ldquoCrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoBrdquo
Bobina PrimaacuteriaSecundaacuteria ldquoArdquo
Ponte retificadora
Termostato da ponte retificadora
Chicote de controle 220380V Smashweld 260
Chicote de potecircncia
NotaItem Quant Coacutedigo DescriccedilatildeoTabela 114
0911730
0906515
0901525
0912552
0906705
0912514
0903132
0912523
0912554
0912553
0912537
0912538
0912539
0906536
0902039
0912515
0912519
Natildeo mostrado
Natildeo mostrado
- 35 -
AE1
AE2
AE3
AE4
AE5
AE6
AE7
AE8
1
1
1
1
1
1
1
1
0901309
0902006
0906476
0901381
0907078
0906524
0906552
0912518
Miolo freiador
Shunt de mediccedilatildeo
Motoredutor
Conjunto de escovas motoredutor
Mecanismo de avanccedilo de arame
Indutor
Suporte da ponte retificadora
Conjunto do Ventilador
NotaItem Quant Coacutedigo Descriccedilatildeo
Ver tabela 116
Tabela 115
AD6
AD7
AD8
AD5
AD4AD3
AD2
AD10
AD12AD13 AD11
AD15
AD14
AD1
AD9
AE1
AE3
AE5
AE6
AE2AE4
AE7
AE8
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
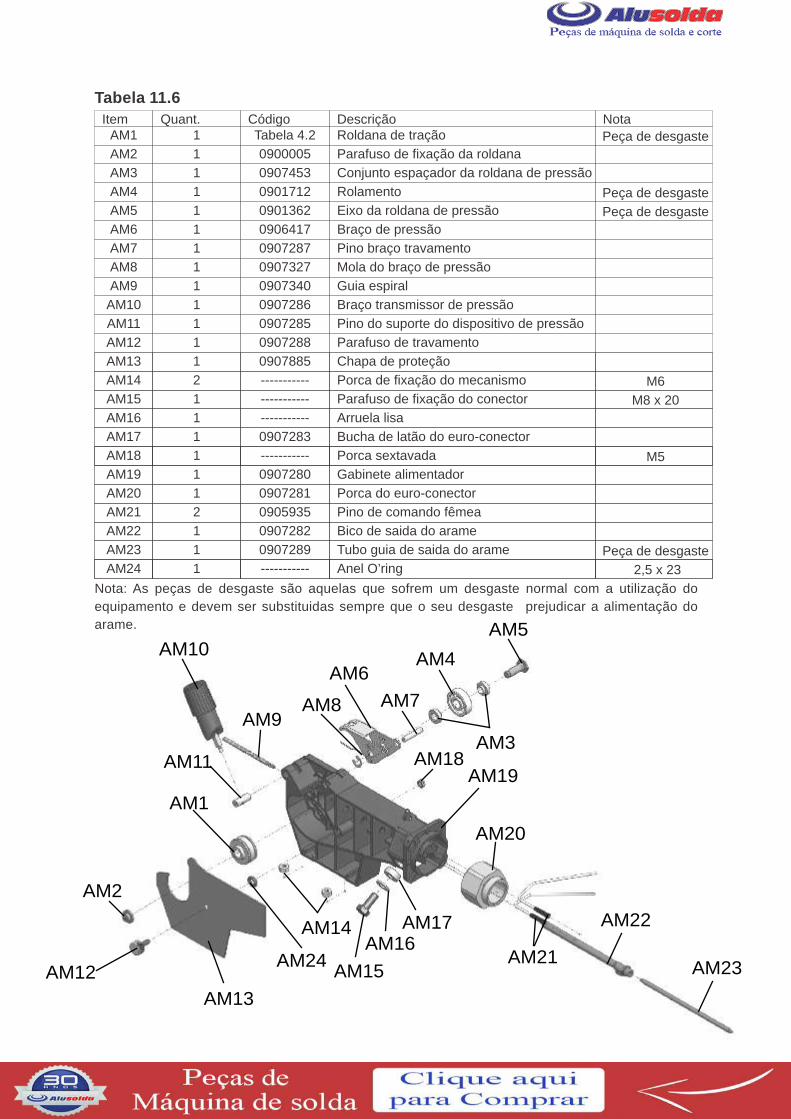
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

- 36 -
Tabela 116
AM1
AM2
AM3
AM4
AM5
AM6
AM7
AM8
AM9
AM10
AM11
AM12
AM13
AM14
AM15
AM16
AM17
AM18
AM19
AM20
AM21
AM22
AM23
AM24
1
1
1
1
1
1
1
1
1
1
1
1
1
2
1
1
1
1
1
1
2
1
1
1
Roldana de traccedilatildeo
Parafuso de fixaccedilatildeo da roldana
Conjunto espaccedilador da roldana de pressatildeo
Rolamento
Eixo da roldana de pressatildeo
Braccedilo de pressatildeo
Pino braccedilo travamento
Mola do braccedilo de pressatildeo
Guia espiral
Braccedilo transmissor de pressatildeo
Pino do suporte do dispositivo de pressatildeo
Parafuso de travamento
Chapa de proteccedilatildeo
Porca de fixaccedilatildeo do mecanismo
Parafuso de fixaccedilatildeo do conector
Arruela lisa
Bucha de latatildeo do euro-conector
Porca sextavada
Gabinete alimentador
Porca do euro-conector
Pino de comando fecircmea
Bico de saida do arame
Tubo guia de saida do arame
Anel Orsquoring
Peccedila de desgaste
Peccedila de desgaste
Peccedila de desgaste
M6
M8 x 20
M5
Peccedila de desgaste
25 x 23
Tabela 42
0900005
0907453
0901712
0901362
0906417
0907287
0907327
0907340
0907286
0907285
0907288
0907885
-----------
-----------
-----------
0907283
-----------
0907280
0907281
0905935
0907282
0907289
-----------
NotaItem Quant Coacutedigo Descriccedilatildeo
Nota As peccedilas de desgaste satildeo aquelas que sofrem um desgaste normal com a utilizaccedilatildeo do equipamento e devem ser substituidas sempre que o seu desgaste prejudicar a alimentaccedilatildeo do arame
AM1
AM10
AM20
AM9
AM11
AM8
AM6
AM7
AM4
AM3
AM5
AM2
AM13
AM14
AM15
AM16AM17
AM18
AM21
AM22
AM23AM24
AM19
AM12
- 37 -
12 ACESSOacuteRIOS
Tocha MXL 200 ndash 3 metros Mistura 170 A35 CO 200A35 Arame 06-10 mm2
Tocha MXL 270 ndash 3 metros Mistura 260 A35 CO 270A35 Arame 08-12 mm 2
Suporte magneacutetico para tocha
Maacutescara Eye-Tech
Cabo obra para Smashweld
0905980
0905981
0903916
0701324
0903632
Tabela 121
INDICACcedilAtildeO CONTATO FECHADO
LEGENDA
13 ESQUEMA ELEacuteTRICO
Composto de Cabo de energia Cabo obra Cabo de comando e Mangueira de gaacutes
1
4
0
12
3
4
5
6
7
8
9
10
3
2
5
8
7
6
9
12
11
10
13
16
15
14
17
20
19
18
21
24
23
22
25
28
27
26
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
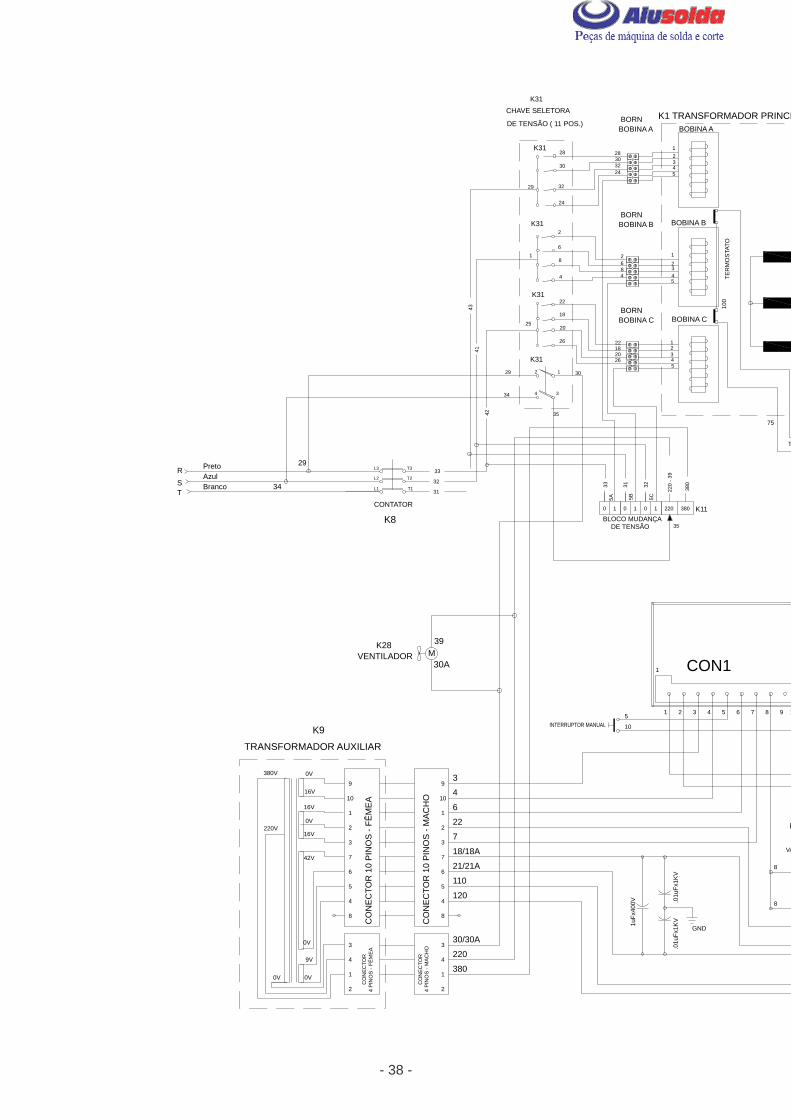
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
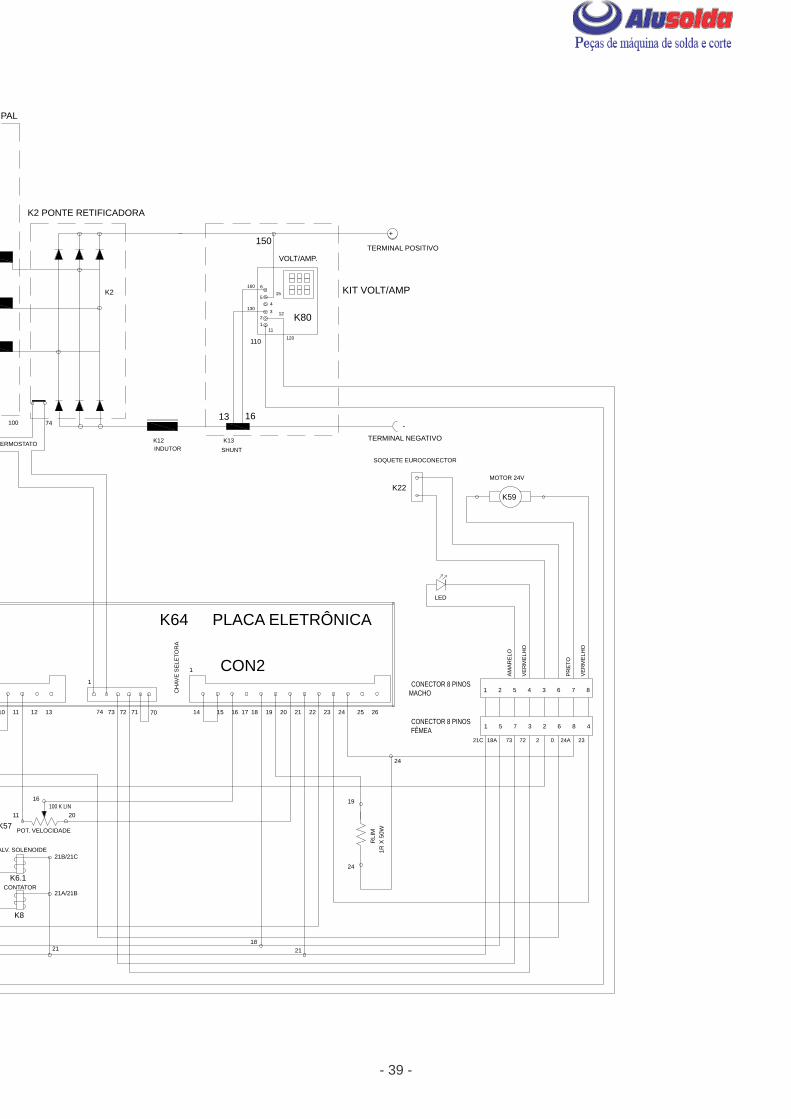
- 38 - - 39 -
380
K1 TRANSFORMADOR PRINCIPAL
CON1
GND
220
- 39
32313334Branco T1L1T
CO
NE
CT
OR
10
PIN
OS
- M
AC
HO
CO
NE
CT
OR
10
PIN
OS
- F
EcircM
EA
110
120
220
2121A
3030A
380
1818A
0V 0V
9V
0V
16V
42V
4 P
INO
S -
FEcirc
ME
A C
ON
EC
TO
R
2
1
3
4
4 P
INO
S -
MA
CH
O C
ON
EC
TO
R
2
1
3
4
4
8
5
7
6
3
4
8
5
7
6
37
1uF
x400
V
01u
Fx1
KV
01u
Fx1
KV
22
K28
TRANSFORMADOR AUXILIAR
220V
380V
16V
16V
0V
0V
K9
9
1
2
10
9
61
2
104
3
VENTILADOR M30A
39
CONTATOR
K8
31
INTERRUPTOR MANUAL
5
10
1 2 3
1
10 10 10 220
35
T2
T3L3
DE TENSAtildeO ( 11 POS)
L2
PretoR
SAzul
CHAVE SELETORA
2933
32
K31
42
4143
K22380
PLACA ELETROcircNICA
RLI
MPOT VELOCIDADE
CONTATOR
K8
K61
VALV SOLENOIDE
8
8
21
21B21C
21A21B
18
21
24
K57
11
4 5 6 7 8 9 10 11
100 K LIN16
20
7374 72 71
1
K11
CH
AV
E S
ELE
TO
RA
CON2
181470
1
1615 17
19
19 20 21 22 23 24 25 26
K64
1R X
50W
VE
RM
ELH
O
VE
RM
ELH
O
18A21C
24
CONECTOR 8 PINOS
CONECTOR 8 PINOS MACHO
FEcircMEA1
1
24A 23273 72 0
5 7 3 2
AM
AR
ELO
2 5 4 3
6 8 4
PR
ET
O
6 7 8
LED
K59
KIT VOLTAMP
TERMINAL POSITIVO
TERMINAL NEGATIVO
K2 PONTE RETIFICADORA
K2
110
K12INDUTOR
K13
SHUNT
13 16
130
160
1
120
11
4
23 12
6
515
K80
VOLTAMP
150
SOQUETE EUROCONECTOR
-
MOTOR 24V
+
K31
K31
K31
5A 5B 5C
2
4 3
1
K31
BLOCO MUDANCcedilA
1312
DE TENSAtildeO
BOBINA A
BOBINA B
BOBINA C
1
25
1
3
22
20
26
18
2620
45
BORNBOBINA C
8
4
1822
2
6
21
45
32
29
3
BORNBOBINA B
24
32
28
30 3224
3028
45
2
BOBINA ABORN
1
75
TE
RM
OS
TAT
O
TERMOSTATO
100 74
100
2684
30
35
29
34
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr

-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
-- paacutegina intencionalmente em branco --
- 40 - - 41 -
CERTIFICADO DE GARANTIA
MODELO
INFORMACcedilOtildeES DO CLIENTE
Empresa__________________________________________________________________________
Telefone (___) ____________ Fax (____) ____________ E-mail ____________________
( ) Smashweld 260 Nordm de seacuterie
Observaccedilotildees ________________________________________________________________________________________________________________________________________________
Revendedor __________________ Nota Fiscal Nordm_____________________________
( ) Smashweld 260 Nordm de seacuterie
Prezado cliente
Solicitamos o preenchimento e envio desta ficha que permitiraacute a ESAB Ltda conhececirc-lo melhor para que possamos lhe atender e garantir a prestaccedilatildeo do serviccedilo de assistecircncia teacutecnica com o elevado padratildeo de qualidade ESAB
Favor enviar para
ESAB Ltda
Rua Zezeacute Camargos 117 - Cidade Industrial - Contagem - MG
CEP 32210-080
Fax (31) 2191-4440
Att Departamento de Controle de Qualidade
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
- 43 -- 42 -
-- paacutegina intencionalmente em branco -- -- paacutegina intencionalmente em branco --
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr
0219956 rev 1 022014
wwwesabcombr
ESAB
BRASILESAB LtdaBelo Horizonte (MG)Tel (31) 2191-4970Fax (31) 2191-4976vendas_bhesabcombr
Satildeo Paulo (SP)Tel (11) 2131-4300Fax (11) 5522-8079vendas_spesabcombr
Rio de Janeiro (RJ)Tel (21) 2141-4333Fax (21) 2141-4320vendas_rjesabcombr
Porto Alegre (RS)Tel (51) 2121-4333Fax (51) 2121-4312vendas_paesabcombr
Salvador (BA)Tel (71) 2106-4300Fax (71) 2106-4320Vendas_saesabcombr
Recife (PE)Tel (81) 3322-8242Fax (81) 3471-4944vendas_reesabcombr