vicunha destaca seu compromisso com o meio ambiente · ado para o tanque de equalização e daí...
TRANSCRIPT

A Vicunha Têxtil é uma empresa de capital aberto,com sede na cidade de Fortaleza e fábricas nos esta-dos de São Paulo, Bahia, Pernambuco, Rio Grande doNorte e Ceará, além de escritórios na Argentina, Euro-pa, Estados Unidos e China. Dentre suas principaisáreas de atuação destacam-se a fabricação e obeneficiamento de índigos, brins, malhas natural e sin-tética, tecidos sintéticos, fibras e filamentos naturais esintéticos e peças confeccionadas para o vestuário (ex-portação). Fiação, tecelagem, malharia, tinturaria, es-tamparia, acabamento e confecção: a verticalização daprodução é uma das principais marcas da Vicunha Têx-til. Cada uma dessas áreas forma uma Unidade de Ne-gócio, trabalhando de maneira integrada, porém, comautonomia para a tomada de decisões.
Com o propósito de aperfeiçoar e inovar constante-mente sua produção, a Vicunha Têxtil possui um mo-derno parque industrial e investe constantemente emtecnologia, capacitação de seus profissionais e ações derespeito ao meio ambiente, como, por exemplo, a utili-zação em seus processos de corantes ecologicamenteresponsáveis. Essa dedicação se reflete na competitivi-dade, na qualidade dos produtos que fabrica e na con-quista ascendente do mercado externo.
Atualmente, a Vicunha é a maior produtora brasilei-ra de Índigo, com cerca de 110 milhões de metros, sen-do também uma das maiores produtoras mundiais. Aempresa produz ainda cerca de 15 mil toneladas/ano demalhas, 84 mil toneladas/ano de fibras e filamentos e 40milhões metros/ano de brim.
Sempre disposta a investir em tecnologia e talento, aempresa possui parcerias com estilistas renomados, le-vando para as passarelas as últimas tendências da moda,como o patrocínio máster do São Paulo Fashion Week -o calendário oficial da moda brasileira. Faz parte da fi-losofia da empresa a busca pela constante melhoria daqualidade de vida dos seus 13.000 colaboradores, dascomunidades e do meio ambiente onde está inserida.
Qualidade e meio ambiente
A Vicunha Têxtil é o exemplo de uma empresa queimplementou um sistema de gestão da qualidade e umsistema de gestão ambiental partindo de um Programa deQualidade Total. O resultado? As certificações ISO9000e ISO14001 que agregam valor à empresa e aos produtosque produz, gerando benefícios para os clientes, que re-cebem produtos de qualidade e em conformidade com omeio ambiente. Outra importante certificação que possuié o Selo Verde Oeko-Tex nas linhas índigo e brim, umacertificação recebida na Suíça e reconhecida internaci-onalmente, o que garante ao consumidor produtos sem-pre dentro de rigorosos padrões ecológicos.
Paralelamente às certificações conquistadas, a empresatrabalha constantemente a sensibilização de seus colabo-radores em relação às questões ambientais. Através doPrograma de Educação Ambiental -PEA, colaboradoresrecebem informações importantes e se tornam multi-plicadores em suas respectivas áreas de trabalho.
Processo ambientalmente responsável
A Vicunha preocupa-se continuamente com o meioambiente. Todos os produtos químicos utilizados em sualinha de produção são recebidos de fornecedores que
ABQCT apresenta uma empresa parceiraQuímica Têxtiln° 81/dez.05
Vicunha destaca seu compromissocom o meio ambiente
5
Vista áerea planta fabril- Unidade I

também possuem a ISO 14000. Coerente com esta polí-tica, em 2003 e 2004 a Vicunha investiu maciçamentena utilização do Índigo pré-reduzido, que proporcionamenor geração de sulfito de sódio e, portanto, menorimpacto ao meio ambiente.
Todos os demais corantes aplicados são previamen-te selecionados de uma gama, utilizando-se como crité-rio aqueles que possuem menor toxidez, facilidade debiodegradação e teores mínimos de sulfetos. SílvioGurgel, gerente de processos químicos, ressalta aindaque "na área de engomagem dos fios são utilizados ami-dos biologicamente elimináveis e busca-se incessante-mente a redução da carga de goma e conseqüente redu-ção na geração de lodo. Mais um exemplo da preocupa-ção constante que temos com as questões ambientais ena minimização de impactos", conclui.
Outro bom exemplo utilizado pela Vicunha Têxtil eque atesta a sua produção conjugada ao respeito aomeio ambiente é a existência do sistema de reuso deefluentes, que se mostra como uma eficiente ação degerenciamento dos recursos hídricos. Os investimen-tos na implantação desse sistema garantem o uso cons-ciente e eficiente da água, diminuindo o consumo e,conseqüentemente, os custos.
A Vicunha contratou uma empresa especializadaatravés do sistema BOT (building, operation, transfer)e montou uma estação de tratamento de efluentes (ETE)que contempla todas as etapas de um processo moder-no para tratamento de esgoto: primário, secundário eterciário. O efluente oriundo do processo fabril é envi-ado para o tanque de equalização e daí para o sistemabiológico de lodos ativados. Completados o tratamen-to primário e secundário, o efluente se encontra emcondições de ser submetido ao polimento final, atra-vés do sistema de osmose reversa. Nesse sistema, atra-vés de membranas previamente dimensionadas, ocor-re a redução de todos os sais, condicionando o efluenteàs características de água industrial, a qual é reutilizadano processo. O efluente tratado é estocado em reser-vatório e distribuído para o consumo.
Atualmente, o sistema produz em torno de 45.000m³/mês de água de reuso. Esse valor corresponde a 62%do consumo de água industrial da Unidade de tecidodenim (índigo) e é referência no que diz respeito areutilização de efluente no próprio processo.
Responsabilidade Social
A história de responsabilidade social na VicunhaTêxtil confunde-se com a sua própria história. A em-presa sempre mantém um canal aberto com as comuni-dades nas quais atua, incentivando ações, realizandoparcerias e projetos que venham a contribuir no forne-cimento de informações, ações de cidadania, doações,entre outros. Entretanto, em 2004, a Vicunha Têxtilconsolidou suas ações de responsabilidade social comimplantação do Projeto Pescar em algumas de suas Uni-dades fabris.
Trata-se da implantação de salas de aulas em suasunidades e a disponibilização de cursos de auxiliar ad-ministrativo e de mecânica, fornecendo formação pes-soal e profissional a jovens em vulnerabilidade socialdas comunidades de Americana/SP, Maracanaú/CE, Na-tal/RN e São Paulo/SP. Todo o trabalho é realizado emparceria e sob orientação metodológica da Fundação Pro-jeto Pescar.
Muito mais que a profissionalização, essa iniciativaabre portas e permite que jovens carentes conquistem omundo do conhecimento, contribuindo para o seu de-senvolvimento e empregabilidade. A primeira turma for-mou 54 jovens. A segunda turma do projeto já está atodo o vapor, concretizando e formalizando umaação social forte e integrada.
Estação de efluentes
6

ABQCT : Sr. Gastão, mais do que uma entrevista,queremos que o senhor esteja a vontade para nos contarum pouco da sua experiência, suas emoções e o quemais considerar interessante para compor o histórico daABQCT que estamos organizando.
Gastão: Muito bem: vamos então explorar, inicial-mente, o significado e a importância da palavra "memó-ria". O brasileiro, reconhecido pela sua criatividade,cultua pouco a "memória". Isso faz, por exemplo, comque políticos corruptos, que tanto prejuízo (em todos ossentidos) dão ao país, anos mais tarde sejam reeleitosou venham a ocupar postos de mando, para continuar afazer estragos. Faz também com que obras públicas, ouaté privadas, eivadas de erros e de custos desnecessári-os, não sirvam de exemplo para a não repetição.
Os países do primeiro mundo veneram e cultuam suamemória e dela fazem uso de tal forma que passa a fa-zer parte da personalidade, do perfil do povo e das ca-racterísticas da nação. Quando falamos em primeiromundo, queremos incluir, além dos tradicionais, algunsemergentes que estão despontando como potências mun-diais numa velocidade impressionante. Que seria, porexemplo, da Coréia, da Índia e da China, não fora acultura milenar desses países, o culto que fazem de suamemória, influenciando profundamente a disciplina, otrabalho e as técnicas utilizadas, para conseguir os re-sultados que todos conhecemos?
Quando terminou a Primeira Guerra Mundial, Krupp,na Alemanha, disse aos vencedores: "podem levar mi-nhas fábricas. Deixem-me, porém, meus arquivos e meucorpo técnico que, em poucos anos, serei maior do queantes". E assim foi. Pode parecer que, com essa postu-
ra, estou desconsiderando a atualização da tecnologia eda pesquisa. Também, que podemos "dormir em berçoesplêndido", apoiados somente na soma de conhecimen-tos já adquirida e experimentada. Muito pelo contrário!A memória aqui enfocada não é sinônimo de comodis-mo, mas sim um instrumento para encurtar caminhos eevitar a repetição de erros desastrosos.
Isso posto, quero parabenizar a atual diretoria daABQCT e a "Química Têxtil" por terem tomado a inici-ativa de registrar a história da ABQCT, com suas an-gústias e vitórias, pelo depoimento de alguns de seusfundadores. Os queridos amigos e colegas Horácio Ri-beiro, Gilberto Bretz Pinho e Vidal Salem brilhantementecontaram a maior parte de nossa jornada e, aos que nãotiveram oportunidade de ler aqueles relatos, recomendoque o façam.
Gastão Leônidas de Camargo falade suas experiências na história da ABQCT
Entrevista Química Têxtiln° 81/dez.05
“Sem dúvida, o ponto culminante de nossas realizações foi oCongresso da FLAQT, em agosto de 2004”, lembra Gastão
8

ABQCT : Fale-nos, então, de sua participação nesselongo caminho.
Gastão: Reitero as palavras do Gilberto, fazendo umahomenagem póstuma ao sr. Theodor Knecht que, tendodado todo o apoio à fundação da ABQCT, cedendo in-clusive instalações para as reuniões dos primeiros anos,jamais tentou influenciar os associados ou tirar algumproveito, mesmo que sutil, em favor da firma da qualera diretor.
Registro outros fatos e dados que creio relevantes:Em continuação à primeira reunião, de 10/5/74, a que
alude o Gilberto (que, com sua firmeza e modéstia pe-culiares, foi o nosso primeiro grande líder), tivemosoutras, em 10/7/74 e 31/7/74, com a presença de: GastãoL. de Camargo, Gilberto Pinho, Guilherme Tucci Tas-so, Horácio Ribeiro, João Thomaz R. de Almeida, M.Osterne de Vasconcelos, Samuel Chammah e VidalSalem, quando foi nomeado um grupo de trabalho, com-posto pelos srs. João Thomaz. R. de Almeida, SamuelChammah e Vidal Salem, para elaborar um anteprojetonorteando nosso ingresso na ABTT. Outras reuniões dogrupo inicial culminaram com a ampla assembléia naEscola Têxtil Francisco Matarazzo, no dia 19/9/74, comolembra o Gilberto.
A violenta repulsa e negativa do presidente da ABTT,Teodomiro Firmo Neto, de filiação à Federação Latino-americana de Químicos Têxteis - FLAQT (embora ele mes-mo o tenha feito logo após a fundação da ABQCT), alémda também negativa de termos, em caráter permanente,assento proporcional na diretoria da ABTT, decretaram adecisão de partirmos para uma associação independente.
O mal-estar advindo da atitude do então presidente daABTT, felizmente foi se diluindo com o passar dos anose hoje temos, na diretoria presidida pelo amigo João LuísMartins Pereira, grandes amigos e colaboradores, o quese reflete em eventos participativos. Assim seguem asduas associações, como deve ser (na minha opinião): aABTT, ampla, abrigando os três estágios de elaboraçãotêxtil mais confecção, e a ABQCT, específica, como osão as diferentes associações médicas, por especialidadee, no nosso ramo, a ainda mais restrita associação deengomadores de fios, da Argentina, por exemplo.
A evolução da ABQCT, com suas vitórias e aflições,
já foi contada pelos colegas que me antecederam. Hoje,somos membros titulares da FLAQT e, graças princi-palmente ao trabalho do José Clarindo Macedo,corporate member da AATCC.
O ponto culminante de nossas realizações foi, sem dú-vida, o Congresso da FLAQT, em agosto de 2004, emSão Paulo. Na ocasião, eu presidente da FLAQT e WilliWege na primeira vice-presidência, tivemos a honra e adifícil missão de presidir também a comissão organizadora.Para o sucesso do evento, contamos com a ampla eirrestrita colaboração da diretoria da ABQCT, presididapelo entusiasta Antonio Ajudarte Lopes Filho. Foi umaequipe bem entrosada, que muito trabalhou, divergiu al-gumas vezes e procurou acertar sempre.
É grato lembrar a parte mais importante do Congres-so, qual seja a qualidade das conferências. Dando conti-nuidade a alguns entendimentos que eu havia iniciado naITMA, em Birmingham, o Frits Herbold, nosso diretortécnico, consolidou aquelas gestões, conseguiu uma quan-tidade surpreendente de bons conferencistas, viajou, feznegociações, reuniu em torno de si uma brilhante equipede apoio e foi o responsável pelo brilho técnico obtido.
Lembrar também do trabalho da sra. Leila Macedo,merecedora, sem dúvida, de tantos elogios que recebe-mos quanto à parte social do Congresso; da firmeza eequilíbrio do Willi nas suas ponderações; do planeja-mento econômico e dos alertas sobre custos, do Adir,nosso tesoureiro; das pesquisas e informações trazidaspelo Agostinho e da boa comercialização de patrocíni-os pela equipe comandada pela Maria José. Sem falar,ainda, do profissionalismo da CMF, nossa contratada, ede todos os que, direta ou indiretamente, nos ajudaram.
Quero, aqui, render meu tributo às esposas! As anôni-mas que não aparecem, mas trabalham, apóiam, sofrem ouse alegram conosco, participam e são merecedoras do nos-so reconhecimento. Sintetizo essa homenagem abrangentea todas, na figura de minha esposa Maria. Desde que noscasamos, em 1983, e mesmo antes, Maria me secretariou,sugeriu, corrigiu e supriu minhas ausências quando emtrabalho para a ABQCT. Seguindo os passos da mãe,nossa filha, Mariana, colaborou no congresso da FLAQT,assessorando conferencista norte-americano.
A ABQCT cresceu nesse Congresso. Uma das con-seqüências foi a eleição para a nova diretoria, naquele
9

mesmo ano. Em lugar de eleições praticamente por acla-mação, ocorridas até então, tivemos uma acirrada dis-puta entre duas chapas. É uma evolução construtiva.
Faço votos para que, nas próximas eleições, tenha-mos não somente duas chapas mas talvez três ou maisdisputando a primazia de trabalhar com o objetivo úni-co do aprimoramento técnico de nossa classe.
ABQCT : Fale-nos um pouco sobre sua vida profis-sional.
Gastão: Terminado o curso de Química Industrial,em Curitiba, trabalhei durante 36 anos na fabrica de te-cidos Votorantim, a maior parte do tempo como respon-sável pelo setor de Beneficiamento. Aposentado em1981, continuei trabalhando no ramo que sempre meencantou, fazendo assessoria em muitas fábricas brasi-leiras, palestras técnicas no Brasil e no exterior e tam-bém assessorando periodicamente, por 13 anos conse-cutivos, uma fábrica em New Bedford, Massachusetts,U.S.A., de 1979 a 1992. Nessa fábrica, onde introduzias técnicas de beneficiamento de tecidos de algodão,em contrapartida, evoluí muito em termos de produtivi-dade, trabalhando com velocidades jamais tentadas noBrasil. Começando com 80 jardas por minuto, na pre-paração por repouso, fomos evoluindo até chegar a 300jardas para algodão e 400 para os mistos. Igualmente,no acabamento por espuma nas ramas, chegamos, emmédia, a 250 jardas/minuto, como rotina. A mesma ve-locidade alcançamos também na lavagem e secagemmista (tambores + rama) da preparação para estampa-ria. Foi muito gratificante esse trabalho.
No momento, porém, com menor intensidade, conti-nuo com a mesma atividade, principalmente naParanatex, em Apucarana, norte do Paraná, fábrica queacompanhei desde sua instalação e, com muito carinhoe dedicação vi crescer até chegar à eficiência e qualida-de dos dias de hoje.
No setor de maquinário e processos, liguei-me àTexima S/A Indústria de Máquinas, principalmente comodelegado para a América Latina. Nessa função, viajeimuito por toda a América Latina, estreitando ainda maisamizades que já havia feito na FLAQT. Ainda represen-to a Texima no Paraná.
Na parte educacional, tive o prazer de fazer pales-
tras técnicas e de participar na elaboração de currículosescolares no SENAI-SP, FEI, Cetiqt e UniversidadeEstadual de Maringá (câmpus regional de Goioerê - cursode Engenharia Têxtil).
ABQCT : Como o senhor vê a situação da indústriatêxtil hoje, no Brasil e no mundo?
Gastão: No Brasil, a situação é boa para fábricasbem dirigidas, que evoluíram tecnicamente e têm focosbem definidos. Outras, sofrem com uma série de pro-blemas, inclusive com a invasão de manufaturados doOriente. No mundo, a China é realmente um perigo.Vejamos alguns números: em 1970, sem nenhuma tradi-ção como exportador têxtil, a China exportou para osEstados Unidos da América onze jardas quadradas. Jáem 1979, os têxteis constituíram o maior grupo de ex-portações chinesas para os Estados Unidos, totalizandocerca de 231.000.000 de jardas quadradas.
Na Brittany Dieyng & Printing Corp., fábrica a quealudi linhas atrás, recebíamos, na década de 80, parabeneficiar, tecidos de algodão de muitos países, princi-palmente China, Paquistão, Costa do Marfim, Brasil,Equador e produção do próprio país. O melhor era oChinês. As peças vinham com rigorosas 107 jardas, fiobastante regular e poucos defeitos de tecelagem. Tinham,ainda, lindos cromos coloridos para identificar a origem.Hoje, esta mesma Brittany sofre, como de resto toda aindústria têxtil americana, as agruras da "invasão" chi-nesa. A mão-de-obra barata (por enquanto), motivo maisalegado no Brasil para justificar a concorrência, não é opredominante. Pesa, principalmente, o gigantismo e oapoio governamental na indústria têxtil chinesa. Do to-tal de 650 bilhões de dólares previstos para as exporta-ções chinesas, 20% serão de têxteis. É uma cifra enor-me, se considerarmos que o total do comércio mundialde têxteis, para o ano, está estimado em 400 bilhões.Nesse montante, infelizmente, a participação brasileiraprevista será de apenas 0,4%. Acresce que a tecnologiatêxtil chinesa evoluiu extraordinariamente. O país foi,de longe, o maior comprador de maquinário em 2004.
Nessa conjuntura, vejo o papel importantíssimo da nossaABQCT, continuando a luta pelo aprimoramento técnicode nossos profissionais. Estes, trabalhando em fábricas bemequipadas, farão a diferença que o mercado exige.
10
Introdução
A estrutura fina das fibras químicas pode ser estuda-
da mediante ensaios físico-químicos. Shroth(1) os havia
classificado em três grupos principais, um dos quais se
baseia em uma diferente resposta ao inchamento e à so-
lubilidade de fibras que diferem em sua estrutura fina
por motivos diversos.
A solubilidade de uma fibra em um dissolvente de-
terminado depende da concentração deste em uma mis-
tura dissolvente/não dissolvente, da temperatura e do
tempo de contato. Combinando adequadamente essas
variáveis, são possíveis situações que oscilam entre um
inchamento mais ou menos pronunciado e uma solubi-
lização total mais ou menos rápida, passando por uma
solubilização parcial. Quando se trata de fibras cuja
microestrutura é sensível aos tratamentos próprios do
processamento têxtil, como é o caso das fibras sintéti-
cas, as circunstâncias para se produzir uma solubilização
incipiente, parcial ou total, podem depender muito do
histórico ou dos antecedentes térmicos do substrato.
Com base nisso, entendemos que, mantendo cons-
tantes duas das três variáveis (temperatura, concentra-
ção e tempo), para que se produza uma solubilização
total ou parcial, o valor da terceira pode oferecer uma
informação útil para manifestar diferenças de estrutura
fina em substratos fabricados ou processados em dife-
rentes condições. Um parâmetro desse tipo é de grande
utilidade, no mínimo, para efeito de comparação. Essa
situação é freqüente quando se devem resolver situa-
ções conflitantes devido a comportamentos anômalos
ou a defeitos de fabricação.
Tendo em conta as variáveis anteriormente assinala-
das, podemos deduzir os seguintes parâmetros:
· Concentração Crítica de Dissolução,
· Temperatura Crítica de Dissolução,
· Tempo Crítico de Dissolução.
Por outo lado, fixando convenientemente as variá-
veis concentração, temperatura e tempo, a porcentagem
de matéria dissolvida estará também relacionada com a
estrutura fina do substrato objeto da análise, dando ori-
gem ao parâmetro conhecido como solubilidade dife-
rencial(2).
Das três variáveis, a mais difundida é o Tempo Críti-
co de Dissolução (TCD), já que a concentração da dis-
solução e a temperatura do ensaio são mantidas cons-
tantes. O TCD mede simplesmente o tempo que trans-
corre desde que o substrato entra em contato com um
dissolvente ou mistura de dissolvente/não dissolvente,
até que seja detectado um princípio de dissolução da
fibra, segundo o critério estabelecido. Pela evidente eco-
nomia de tempo e de reativos que oferece, sempre que
possível, se escolhe este ensaio como técnica de carac-
terização da estrutura fina(3).
A relação entre o TCD e a estrutura fina de uma fibra
se baseia no processo de inchamento/dissolução que tem
lugar durante o ensaio. O dissolvente se difunde na fi-
Tecnologia Fibras Química Têxtiln° 81/dez.05
Caracterização da estrutura fina das fibras de poliamida:tempo crítico de dissolução de fios de nylon 6
Joaquín Gacén, Diana Cayuela e Milena TzetkovaIntexter - Universidade Politécnica da Catalunha
Tradução: Agostinho S. Pacheco - ABQCTRevisão técnica: Celso Oliveira
12

bra, debilitando a coesão intermolecular, de modo que
as macromoléculas se distanciam entre si e se disper-
sam no dissolvente. O valor do TCD está logicamente
condicionado pela facilidade com que o dissolvente pode
acessar ou interagir com a fibra. Quanto maior for a
cristalinidade e orientação de uma fibra, menos acessí-
vel é sua estrutura quanto a penetração do dissolvente e
maior é o valor total do TCD(4, 5). Gacén comparou esse
fenômeno com o que tem lugar na distorção de fio, já
que neste caso, ao diminuírem ou quase desaparecerem
as forças de atrito, o fio perde sua resistência à tração(3).
O ensaio do TCD é sensível, preciso, reprodutível,
breve, simples e econômico. Pode ser realizado sobre
material tinto e requer pouco material, sendo este últi-
mo fato de grande importância em alguns casos. Deve
ser aplicado necessariamente sobre fio e os melhores
resultados são obtidos quando o substrato se apresenta
na forma de fio contínuo.
Schvertassek(6) foi o primeiro a utilizar essa técnica
para avaliar o grau ou intensidade de termofixação das
fibras sintéticas. O autor se refere às fibras de poliéster
e de poliamida e faz uso do ácido sulfúrico como dissol-
vente. Saugling(7) mede o TCD do poliéster em ácido
sulfúrico de 86% a 70°C e o das fibras de poliamida em
ácido de 32% a 30°C. Depois de Schvertassek, Grimm
também utilizou essa técnica para avaliar o grau de fi-
xação das fibras de poliéster utilizando fenol a 60°C(8).
Quando se trata de fibras de poliéster, o TCD passou
a ser um parâmetro clássico de sua estrutura fina, dada
sua grande sensibilidade para manifestar diferenças en-
tre substratos submetidos a tratamentos térmicos de di-
ferentes intensidades.
A maior parte das publicações se refere ao valor do
TCD a uma determinada temperatura e ao fenol ou a
mistura fenol/tetracloretano (Ph/TCE) como dissolvente
e não dissolvente, respectivamente. É habitual medir o
TCD em uma solução de fenol a 60°C. Sem dúvida,
pode ser necessário adequar as variáveis do ensaio ao
histórico térmico do substrato, aumentando ou diminu-
indo a temperatura, ou recorrendo a misturas Ph/TCE,
de cuja composição depende sua capacidade de
solubilização(4, 9, 10, 11).
Gacén e Canal encontraram também uma excelente
correlação linear entre o logaritmo do inverso do TCD
do poliéster e o inverso da temperatura absoluta. Essa
correlação muito boa lhes sugeriu uma relação do tipo
Arrhenius, a partir da qual se pode deduzir uma energia
de ativação aparente característica do sistema(12).
O ensaio do TCD tem sido muito menos aplicado na
caracterização da estrutura fina das fibras de poliamida.
Tampouco na das fibras acrílicas, se bem que neste caso
parece mais lógico, posto que em praticamente sua tota-
lidade se apresentam na forma de fios de fibras descon-
tínuas. Não obstante, Gacén e Canal desenvolveram um
ensaio de medida do TCD utilizando uma mistura dimetil-
sulfóxido/dimetilacetamida (15/85) em temperaturas en-
tre 35 e 60°C(13). Os autores aplicaram essa técnica a
substratos com diferentes graus de relaxamento, a subs-
trato retrátil (com tendência a encolher) e a substrato
relax (que não encolhem). Também a aplicaram para de-
tectar diferenças de estrutura fina em tingimentos irre-
gulares e barramentos ocasionados por tingimento(14).
O ensaio de TCD em fios contínuos de poliamida foi
aplicado também por outros autores além de Schwetassek.
Gupta(15) fez uso de uma mistura 25/75 (fenol/?) a tempe-
ratura ambiente, sem mencionar qual é o outro compo-
nente da mistura nem precisar a temperatura do ensaio.
Uma produtora de fibras estudou a sensibilidade do TCD
da poliamida 6 submetida a diferentes tratamentos térmi-
cos utilizando uma mistura ortodiclorobenzeno/m-cresol
(85/15) a 60°C(16). Também foi aplicado por Gacén e
Cayuela, empregando uma mistura fenol/dimetilfor-
mamida (75/25) para fios de poliamida 6 e uma mistura
(80/20) para fios de poliamida 6.6, a temperaturas entre
30 e 50°C(17). Nessas misturas, o fenol atua como dis-
solvente e a dimetilformamida como não dissolvente.
As exigências cada vez maiores de proteção do meio
ambiente sugeriram aos autores o estudo de um novo
par dissolvente/não dissolvente menos sensível às vari-
ações de composição, mais econômico e de menor
Tecnologia FibrasQuímica Têxtil - n° 81/dez.05
13

toxicidade. Pela maior facilidade para obter substratos
de diversas procedências, preparados e/ou processados
em diferentes condições, este primeiro estudo se con-
centrou no TCD de fios contínuos de poliamida 6.
Parte experimental
Material
· Quatro fios contínuos (40 dtex/10 fil) para o mesmo
uso final, de diferentes procedências ou produtores.
Substratos A.1/A.4.
· Três fios contínuos de um mesmo produtor [um fio POY
e dois fios FDY (40 dtex/10fil), um deles procedente de
fio POY e outro de fio LOY]. Substratos B.1/B.3.
· Quatro fios contínuos fabricados por uma mesma pro-
dutora com diferentes relações de estiragem (2,75; 2,91;
3,09 e 3,44), todos eles com 10 filamentos e o último
com título de 44 dtex. Substratos C.1/C.4.
· Tecido de malha preparado com fio contínuo de 44
dtex/10fil, termofixado em um equipamento de labora-
tório de uma produtora em diferentes temperaturas (160,
170, 180, 190 e 200°C). Substratos D.1/D.5.
Produtos químicos
· Fenol para análise (Ph).
· 2-Propanol para análise (2-POH).
· 1-Butanol para análise (1-BOH).
Equipamentos
· Termostato, precisão +/- 0,1°C.
· Banho termostático transparente.
· Tubos de vidro pyrex de boca e tampa esmerilhadas.
Dimensões 13 cm de comprimento e 3 cm de diâmetro.
· Suporte de aço inoxidável.
Caracterização da estrutura fina
Tempo crítico de dissolução (TCD)
O TCD foi determinado em uma mistura dissolvente/
não dissolvente estabelecida, segundo a técnica descri-
ta por Gacén e Canal(4). Foram tomadas amostras de fio,
de cerca de 10 centímetros de comprimento, e com eles
foram preparados anéis atando-se suas extremidades. O
anel de fio fica suspenso no suporte de aço inoxidável e
nele se pendura um peso de um grama. O conjunto su-
porte/anel/peso é introduzido em um tubo que contém
uma dissolução determinada, previamente ambientada
no termostato em temperatura selecionada. Aciona-se o
cronômetro, tapa-se o tubo com a tampa esmerilhada e
se detém o cronômetro no momento em que o peso toca
a base do tubo. Foram realizadas 10 medições com cada
amostra.
Cristalinidade
As entalpias de fusão (∆Hm) dos substratos foram
determinadas mediante calorimetria diferencial de var-
redura, em um equipamento Perkin-Elmer DSC-7. As
condições de operação foram as seguintes:
· Temperatura inicial: 50°C
· Temperatura final: 300°C
· Velocidade de aquecimento: 20°C/min
· Gás de purga: Nitrogênio (2kg/cm²)
Dos termogramas resultantes foi determinada a tem-
peratura de fusão do polímero e a entalpia correspon-
dente a esta fusão. A entalpia de fusão e a cristalinidade
estão diretamente relacionadas pela expressão: ,
onde ∆Hm é a variação de entalpia de fusão de um deter-
minado substrato e ∆H°m a de um cristal perfeito. Dado
que no nylon 6 coexistem diferentes formas cristalinas,
o valor de ∆Hm foi considerado como parâmetro da
cristalinidade global.
Módulo sônico
A velocidade do som foi determinada em um Dynamic
Modulus Tester PPM-5R (H.M. Morgam Co. Inc.).
Mediante essa técnica, a velocidade do som pode ser
calculada medindo o tempo que transcorre entre a trans-
missão de um pulso sonoro através dos filamentos de
um fio contínuo e sua recepção a uma distância deter-
minada.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
14

O módulo sônico é calculado a partir da velocidade
do som: E = c² x 99,7, onde o módulo sônico, E, se
expressa em cN/tex e a velocidade do som, c, em km/s.
O módulo sônico está relacionado com a orientação das
macromoléculas ao longo do eixo dos filamentos. Quanto
maior é o módulo sônico, maior é a orientação.
Resultados e discussão
Para a adaptação da técnica do TCD e sua aplicação
em fibras de poliamida, os testes iniciais foram feitos
sobre um fio contínuo 78 dtex/18fil.
Para substituir a mistura Ph/DMF, foram estudados,
como não dissolventes da fibra de poliamida 6, o
2-propanol e o 1-butanol. Foram descartados inicialmen-
te o etanol e o 1-propanol por seus preços muito mais
elevados, no primeiro caso pelo imposto que o onera.
Estudos prévios com misturas fenol/água obrigaram
a descartar esse tipo de mistura, já que o valor do TCD
variava muito pouco com a temperatura quando utiliza-
mos a mistura Ph/H2O (80/20), selecionada como mais
adequada. Concretamente, o TCD a 35°C era de 2,5
segundos e a 20°C de somente 6,3 segundos.
Em seguida, foram estudadas as misturas Ph/2-POH
e Ph/BOH. No caso do 2-propanol, foram preparadas
misturas de diferentes composições e foi determinado o
TCD a 40°C. Segue abaixo os resultados obtidos.
Com o mesmo critério foram estudadas as misturas
Ph/1-BOH, também a 40°C, com os resultados mostra-
dos na Tabela 3.
A medida do TCD a diferentes temperaturas na mis-
tura 50/50 (Ph/1-BOH) mostrou os resultados contidos
na Tabela 4.
Destes valores é possível deduzir que a mistura 60/40
parece a mais adequada para estudar posteriormente a
evolução do TCD em função da temperatura do ensaio.
Disso derivaram os resultados contidos na Tabela 2.
Dos resultados se pode deduzir que, ao estudar a va-
riação do TCD a 40°C em função da composição das
misturas Ph/2-POH ou Ph/1-BOH, sucede que este se
mantém baixo e quase invariável até que, a uma deter-
minada composição, aumenta a valores sensivelmente
maiores e depois a tempos muito mais elevados.
O mesmo acontece quando se estuda a evolução do
TCD em função da temperatura do ensaio, utilizando
Tecnologia Fibras Química Têxtil - n° 81/dez.05
16

em cada uma das misturas a composição selecionada
como mais conveniente. Concretamente, no caso da
mistura 60/40 (Ph/2-POH) ao diminuir a temperatura de
20°C para 15°C, o TCD passa de 130 segundos a um
valor superior aos 9 minutos. Quando se trata da mistu-
ra 50/50 (Ph/1-BOH) o TCD passa de 70,4 a 40°C, para
um valor superior a 9 minutos na temperatura de 35°C.
Esse comportamento contrasta com a resposta dos
substratos de poliéster, já que o valor do TCD de um
determinado substrato de poliéster em fenol 100% ou
em uma determinada mistura Ph/TCE, pode variar gra-
dualmente, em função da temperatura do ensaio, até
valores muito altos, por exemplo, entre 15 (65°C) e 420
segundos (40°C)(4).
O comportamento diferente das fibras de poliéster e
de poliamida poderia ser atribuído a diferenças na es-
trutura fina destas fibras. É bem conhecido que as de
poliéster se caracterizam por possuir uma importante
proporção de material de ordem intermediária, de modo
que a orientação do material amorfo que interconecta
os cristalinos se apresenta muito mais orientado do que
quando se trata de outras fibras de estrutura fina e muito
mais radicalizada, com diferenças muito maiores entre
os componentes cristalino e amorfo.
Relação entre TCD e temperatura do ensaio
Gacén e Canal encontraram uma excelente correla-
ção linear de sinal negativo entre o log do TCD de
substratos de poliéster em fenol 100% e a temperatura
do ensaio. Neste estudo foi confirmada essa relação nas
duas misturas estudadas, Ph/1-BOH (60/40) e Ph/But
(50/50), segundo se pode apreciar na Figura 1.
Maiores possibilidades de interpretação se derivam
da também excelente correlação linear de sinal negati-
vo entre In(1/TCD) e o inverso da temperatura absoluta
(K-1). Isso permitiu a Gacén e Canal deduzirem uma ener-
gia de ativação aparente a partir da pendente da reta
correspondente.
Segundo a lei de Arrhenius:
onde: Ea = energia de ativação aparente,
R = constante dos gases ideais.
O desconhecimento do valor absoluto das constan-
tes de velocidade do processo de desmoronamento ou
debilitação da estrutura fina da fibra que tem lugar du-
rante o ensaio do TCD não impede o cálculo do valor
da pendente da reta In k vs. K-1.
Durante o ensaio do TCD se produz gradualmente a
demolição da estrutura da fibra que prossegue até que a
coesão intermacromolecular não seja suficiente para
agüentar a tensão produzida pelo peso que pende do
fio. Segundo foi descrito, o TCD é o tempo medido des-
de o início do ensaio até a queda do peso. Supondo que,
independente da temperatura, os estados inicial e final
(coesões intermacromoleculares globais do substrato ao
princípio e ao final do ensaio), a velocidade média que
diminui a coesão intermolecular a uma determinada tem-
peratura pode ser expressa do seguinte modo:
onde ∆C é a variação da coesão intermole-
cular entre os estados final e inicial e TCD é o tempo
crítico de dissolução na temperatura do ensaio.
A representação do In(∆C/TCD), em função do in-
verso da temperatura absoluta, permite obter uma ener-
gia de ativação, Ea, que é proporcional à pendente da
linha. A pendente dessa
linha pode ser obtida
do seguinte modo:
Tecnologia Fibras Química Têxtil - n° 81/dez.05
18

onde ∆C1 = ∆C
2. TCD
1 e TCD
2 são os tempos de disso-
lução nas temperaturas T1 e T
2 expressos em graus
Kelvin. Disso resulta que:
Isso significa que a medida do TCD a diferentes tempe-
raturas permite calcular a energia de ativação do processo.
Essa energia de ativação corresponde à barreira que
o dissolvente deve superar para que se produza uma
diminuição significativamente suficiente na coesão
intermacromolecular global, de modo que o filamento
ou fio contínuo não possa resistir o esforça ao qual
está submetido durante o ensaio
do TCD. Devemos ter em conta
que os processos que tem lugar
no desmoronamento ou
desestruturação da fibra são
complexos. Sem dúvida, esse
parâmetro (Ea) oferece bases de
comparação com respeito ao sis-
tema de referência. Também
acontece que é muito sensível e permite a identifica-
ção ou avaliação da intensidade do tratamento térmico
aplicado a um mesmo substrato.
A representação gráfica na Figura 2 dos valores In(1/
TCD) vs K-1 dos valores das tabelas 2 e 4 mostra tam-
bém uma excelente correlação linear em ambos siste-
mas, que são: Ph/1-BOH (50/50) e Ph/2-POH (60/40),
com coeficientes de correlação de 0,99 em ambos os
casos e energias de ativação aparentes de 133 e 92,5 kJ/
mol, respectivamente.
TCD de substratos de poliamida 6 do mesmo tipo de
diferentes procedências
A Tabela 5 contém os valores do TCD de quatro fios
contínuos de poliamida do mesmo tipo (40dtex/10fil) e
uso final, fornecidos por diferentes produtoras (A-1, A-
2, A-3 e A-4). Também contém os valores da energia de
ativação aparente, cristalinidade e módulo sônico.
A partir dos valores desta tabela, podemos deduzir
que os substratos estudados apresentam TCD bastante
similares, sem que as pequenas diferenças entre eles se
reproduzam nas diferentes temperaturas ensaiadas. A
relação In(1/TCD) vs K-1 apresenta, em todos os casos,
coeficientes de correlação iguais a 0,99.
A maior energia de ativação corresponde ao
substrato A-1 e a menor ao A-3. A diferença de
cristalinidade, calculada a partir de ∆Hm1
é de 1,7
unidades percentuais e os módulos sônicos maior e
menor correspondem aos substratos A-1 e A-4 res-
pectivamente. Por outra parte, não se nota uma rela-
ção direta e indireta entre estes com respeito a ener-
gia de ativação, as cristalinidades e o módulo sônico.
Isso não é estranho, por tratar-se de substratos fa-
bricados logicamente em diferentes condições pelas
diferentes produtoras (diferenças de cristalinidade
e/ou orientação).
Tecnologia Fibras Química Têxtil - n° 81/dez.05
20

TCD de substratos de diferente orientação
Na Tabela 6 estão indicados os valores do TCD, ener-
gia de orientação, módulo sônico e ∆Hm/cristalinidade
de três substratos, um deles parcialmente orientado
(POY) e ou outros totalmente orientados (FDY), um
partindo de fio (POY) e o outro a partir de fio de baixa
orientação (LOY). Todos foram preparados por uma
mesma produtora.
Até poucos anos atrás, os fios (FDY) fornecidos pe-
las produtoras para aplicação direta pela indústria têxtil
eram fabricados aplicando separadamente uma estiragem
pós-fiação aos fios LOY em cops. As diferenças entre
produtos do mesmo tipo fabricados por distintas em-
presas eram conseqüência das condições de fabricação
dos fios LOY e das posteriores etapas (estiragem, fixa-
ção) para transformá-los em produtos diretamente utili-
záveis na indústria têxtil. Também se fabricavam, e ain-
da fabricam, fios POY cuja orientação se completa nos
processos de texturização ou urdidura.
Atualmente os fios FDY que abastecem a indústria
podem ser fabricados convencionalmente a partir de fios
LOY ou completando a orientação do fio POY no pro-
cesso de fabricação do fio na mesma produtora. Isso
pode significar que as propriedades de um determinado
fio fabricado pela mesma produtora dependem da ori-
gem, ou seja, se o fio FDY foi preparado a partir de fio
LOY ou de fio POY.
Em uma publicação recente, foram estudadas as di-
ferenças de estrutura fina que apresentavam quatro fios
contínuos de poliéster do mesmo tipo, fabricados por
uma mesma empresa(18). Na Tabela 6 podemos apreciar
que o fio FDY, procedente do fio POY, apresenta valo-
res de TCD, energia de ativação e módulo sônico muito
superiores aos deste fio citado. Pelo contrário, a
estiragem aplicada para completar a orientação do fio
POY não ocasiona nenhuma variação na ∆Hm
(cristalinidade) deste fio.
Ao comparar os parâmetros dos fios FDY de dife-
rentes origens, se observam importantes diferenças nos
parâmetros da estrutura fina. Detalhando mais, o fio FDY
preparado a partir de fio LOY apresenta TCD, energia
de ativação, ∆Hm (cristalinidade) e módulo sônico nota-
velmente maiores do que o obtido a partir de fio POY. É
provável que as diferenças se devam a que o fio LOY
possua uma estrutura fina menos consolidada do que o
fio POY, o que significaria uma maior deformabilidade,
o que facilitaria sua ordenação (maior cristalinidade) e
orientação (maior módulo sônico).
Influência da orientação (relação de estiragem)
no TCD
Na Tabela 7 estão contidos os valores do TCD, ener-
gia de ativação aparente, cristalinidade e módulo sônico
de um mesmo fio contínuo de poliamida 6 submetido a
diferentes relações de estiragem.
Nesta tabela se pode apreciar que o TCD aumenta
em quase todas as temperaturas a medida em que tam-
bém o faz a relação de estiragem. O aumento é signifi-
cativo nas temperaturas de 25°C e 30°C; também se
observa uma variação brusca do TCD em todas as tem-
peraturas quando a relação de estiragem passa de 2,91
a 3,09, o que pode ser melhor apreciado na Figura 3.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
22

A energia de ativação evolui linearmente entre as re-
lações de estiragem de 2,75 e 3,09 e muito menos
marcadamente entre 3,09 e 3,44 (Figura 4).
Dado que o módulo sônico está relacionado com
a orientação do substrato, é lógico que aumente com
a relação de estiragem (Figura 6). O aumento expe-
rimentado é mais gradual do que quando se trata de
Ea e ∆H
m.
O aumento da relação de estiragem se traduz também
em um aumento de ∆Hm (cristalinidade), muito mais mar-
cado para as relações de estiragem entre 2,91 e 3,04 (Fig.5).
Tecnologia Fibras Química Têxtil - n° 81/dez.05
24

TCD de substratos termofixados
em diferentes temperaturas
A Tabela 8 e a Figura 7 mostram a evolução do TCD,
em diferentes temperaturas, em função da temperatura de
termofixação dos substratos D.1-D.5. Nos gráficos cor-
respondentes se percebe dois trechos lineares de diferen-
tes pendentes. Essa alteração de pendente se produz no
substrato termofixado a 180°C e a variação é um tanto
mais pronunciada quanto menor for a temperatura na qual
foi realizado o ensaio do TCD. Concretamente, a diferen-
ça de TCD entre os substratos termofixados a 180 e 190°C
oscila entre 2,5 e 41,2 segundos, segundo a temperatura
do ensaio tenha sido 40°C ou 20°C, respectivamente.
Também é interessante destacar que os valores do
TCD dos substratos termofixados a 160°C e 170°C são
estranhamente inferiores aos do substrato original não
termofixado. Dissemos "estranhamente" porque a
cristalinidade (∆Hm) daqueles termofixados é muito su-
perior à do não termofixado. Os autores acreditam que
isso poderia ser devido à micro-rachaduras na fibra, o
que facilitaria a penetração da mistura dissolvente/não
dissolvente, compensando a maior compacidade/
cristalinidade dos substratos termofixados.
A Figura 8 mostra excelente linearidade em relação
Ea vs temperatura de termofixação no intervalo 170-
200°C. Também é possível verificar que um aumento
de Ea em função da temperatura de termofixação é mui-
to maior entre 160°C e 170°C do que a partir desta tem-
peratura. Por outra parte, o aumento de Ea ao elevar a
temperatura de termofixação é facilmente explicável,
dado que também se produz um aumento da
cristalinidade dos correspondentes substratos.
Tecnologia FibrasQuímica Têxtil - n° 81/dez.05
25

A Figura 9 mostra uma excelente relação linear
(r = 0,997) ∆Hm vs temperatura de termofixação em todo
o intervalo de temperaturas.
Finalmente, a Figura 10 relaciona Ea vs ∆Hm verifi-
cando-se a mesma descontinuidade que na figura 8, o que
poderia indicar que ao passar a temperatura de
termofixação de 160°C para 170°C, se produz alguma
variação qualitativa importante na estrutura fina da fibra.
Conclusões
· A mistura dissolvente/não dissolvente fenol/2-propanol
de composição 60/40 é adequada para a determinação
do TCD de fios contínuos de poliamida 6 a diferentes
temperaturas (25-40°C).
· O TCD dos fios contínuos de poliamida 6 diminui gra-
dualmente no intervalo de temperaturas estudado, mas
com muito menos amplitude do que quando se trata de
fios contínuos de poliéster.
· O TCD dos fios contínuos de poliamida 6 aumenta mui-
to bruscamente a partir de uma temperatura determinada.
· Do mesmo modo de quando se trata de fios contínuos
de poliéster em todos os substratos estudados, notou-se
uma excelente correlação linear tipo Arrhenius entre In(1/
TCD) e o inverso da temperatura absoluta (K-1).
· O ensaio de TCD permite detectar diferenças de estru-
tura fina em fios contínuos submetidos a diferentes rela-
ções de estiragem. Também foi notado que aos substratos
que experimentaram uma maior relação de estiragem lhes
corresponde maiores energias de ativação, entalpias de
fusão (cristalinidade) e módulo sônico.
· Foram encontradas importantes diferenças de estrutu-
ra fina entre fios FDY, sendo eles obtidos a partir de
uma base LOY ou de uma base POY.
· O TCD de fios de poliamida 6 termofixados a diferen-
tes temperaturas é tanto maior quanto mais elevada é a
temperatura de termofixação. As diferenças são maio-
res quando a termofixação é realizada acima de 180°C.
A energia de ativação do processo de dissolução, que
tem lugar no ensaio do TCD, aumenta também ao ser
elevada a temperatura de termofixação.
· Foi notada uma excelente correlação linear entre ∆Hm
(cristalinidade) e a temperatura de termofixação em todo
o intervalo de temperaturas de trabalho.
Bibliografia
1. Schroth, R. Farerforach. Textiltech., 19, 1968, p.258.2. Gacén, J. y Maillo, J., “Fine structure variations in polyester fibres heat treated”,p.8, Comet/Eurotex, 1995.3. Gacén, J., The Indian Textile Journal, January, 1987, p.118.4. Gacén, J., Canal, J.M., Bull. Scient. ITF, vol. 5, n° 17, Febrero 1976, p.17.5. Dièval, F., Mathien, D., Viallier, P., Durand, B., Textile Research Journal, 71,March 2001, p.239.6. Schvertassek, K., Faserforch Textiltech, vol. 10, 1959, p. 387.7. Saügling, A., Textil Praxis International, Vol. 30, September 1975, p.1205.8. Grimm, H., Faserforch Textiltech, vol. 14, 1963, p.81.9. Gacén, J., Canal, J.M., Boletín Intexter, N° 82, Enero - Julio 1982, p. 61.10. Galil, F., Textile Research Journal, October 1973, p. 615.11. Gacén, J., Cayuela, D., Maillo, J., Tintoria, N° 5, 2000, p. 28-35.12. Bull Scient. ITF, Vol. 7, N° 28, Novembre 1978, p.427.13. Gacén, J., Canal, J.M., Melliand Textilberichte, June 1980, p.533.14. Gacén, J., Canal, J.M., Boletín Intexter, N° 86, p. 53.15. Gupta, V.B. et.al., J. Soc. Dyers and Col., Vol. 116, N° 12, Decembre 2000, p.385.16. S.A.F.A., comunicación privada.17. Gacén, J., Cayuela, D., resultados no publicados.18. Gacén, J., Cayuela, D., Munich, A. y Gacén, I., Boletín Intexter, n° 118, p. 37.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
26

Introdução
Dentro do contexto industrial brasileiro as ativida-
des têxteis merecem grande destaque, uma vez que se
encontram entre os 24 setores mais importantes da ati-
vidade industrial, ocupando o quinto lugar em empre-
gos diretos e o sexto lugar em faturamento (Sottoriva,
2001). Embora a sua importância econômica seja indis-
cutível, algumas peculiaridades processuais fazem com
que o seu potencial poluente seja bastante significativo,
principalmente em razão do elevado consumo de água
(de até 50 L por Kg de tecido beneficiado) e do baixo
aproveitamento dos insumos. Em geral, estima-se que
aproximadamente 90% das espécies químicas utiliza-
das no beneficiamento de fibras, incluindo os corantes,
são eliminadas nos efluentes após cumprirem a sua fun-
ção (Zanoni, 2001). Esses dois fatores levam à geração
de grandes volumes de efluentes, os quais se caracteri-
zam por apresentar elevada carga orgânica e forte colo-
ração (Bertazzoli et al., 2001).
Dentre os corantes mais utilizados pela indústria têx-
til, destacam-se os corantes reativos, universalmente
utilizados para o tingimento de fibras de algodão (Lou-
renço et al., 2001). Dentro dessa classe de corantes, o
grupo que tem atraído maior atenção é o dos corantes
contendo a função azo aromático como cromóforo, os
quais constituem o maior grupo de corantes orgânicos
produzidos mundialmente (Guaratine e Zanoni, 2000).
Embora não haja evidências que permitam correlacionar
o descarte de corantes com a manifestação de toxicidade
aguda, já foi comprovado que o processo de degrada-
ção natural de corantes azo leva a formação de
subprodutos mais tóxicos que o corante de partida, tipi-
camente aminas aromáticas, benzidinas e outros inter-
mediários com potencial mutagênico e carcinogênico (El-
Dein et al., 2003).
Embora a resolução do Conselho Nacional do Meio
Ambiente (CONAMA-20/86) não faça restrições espe-
cíficas para a emissão de corantes, ela é clara ao estabe-
lecer que a descarga desse tipo de resíduo não pode
conferir coloração ao corpo receptor. Infelizmente, epi-
sódios de não conformidade são bastante freqüentes,
principalmente em função da elevada resistência dos
corantes frente aos processos biológicos usualmente
utilizados nas rotinas de remediação de resíduos (Meriç
et al., 2004).
Diante dessa problemática, muitas novas propostas
de tratamento têm surgido recentemente. Dentre outras,
especial destaque para os Processos Oxidativos Avan-
çados (POA's), os quais, graças à inespecificidade e ele-
vado poder oxidante do radical hidroxila, permitem a
completa degradação de inúmeros substratos de rele-
vância ambiental (Arslan e Balcioglu, 1999).
Recentemente, vários trabalhos têm reportado ele-
vada eficiência dos sistemas Fenton, em relação à de-
gradação de corantes reativos (Zamora et al, 1997; Rivas
et al, 2002; Andreozzi et al, 2000; Xie et al, 2000). O
Tecnologia Corantes Química Têxtiln° 81/dez.05
Degradação de corantes reativos por processosFenton envolvendo ferro imobilizado
Kely Viviane de Souza, Ángelo R. Oliveira, Maria Aparecida César Oliveira e Patrício Peralta-Zamora*Departamento de Química, Universidade Federal do Paraná,
*e-mail:[email protected]ão técnica:William Grisotti
28

sistema que se caracteriza pela geração de radical hidroxila
a partir da reação entre íons ferrosos e peróxido de hidro-
gênio pode ter a sua eficiência significativamente melho-
rada pela ação de radiação ultravioleta ou visível (Neyens
e Baeyens, 2003). Neste caso, além de se ter a geração
de dois mols de radical hidroxila para cada mol de peró-
xido inicialmente decomposto, fecha-se um ciclo cata-
lítico que maximiza a eficiência do sistema (Figura 1).
O sistema Fenton processado com ferro em solução
é bastante eficiente para a degradação de inúmeras subs-
tâncias orgânicas, entretanto, a necessidade de remover
o lodo gerado pela precipitação de óxidos férricos ou o
rigoroso ajuste de pH, necessário para se evitar a preci-
pitação dos mesmos, são fatores que prejudicam a sua
aplicabilidade em grande escala. Para contornar esses
inconvenientes, a utilização de formas imobilizadas de
ferro parece ser uma alternativa bastante promissora.
Vários trabalhos reportam a utilização de formas imo-
bilizadas de ferro em sílica e materiais poliméricos para
utilização em processos Fenton, mostrando que em ge-
ral a elevada eficiência do processo é preservada (Kiwi,
et al.,2002; Sabhi and Kiwi, 2001).
Neste trabalho, propõe-se a utilização de formas imo-
bilizadas de ferro III para a degradação de corantes
reativos por processos Fenton.
Parte experimental
Reagentes
O corante antraquinona azul reativo 19 (C.I. 61200)
e os corantes azo laranja reativo 16 (C.I. 17747), preto
reativo 5 (C.I. 20505) e amarelo direto 2 (C.I. 24890),
todos Sigma, foram utilizados em solução aquosa de 100
mg L-1 (ver estrutura em Figura 2). Nitrato férrico
(MERSE) e peróxido de hidrogênio (Peróxidos do Bra-
sil) foram utilizados em solução aquosa de 10 g L-1 (como
Fe III) e 30% (m/v), respectivamente. Outros reagentes
foram de grau analítico P.A. Como suporte de íons
férricos utilizou-se uma resina de poliestireno linear, sin-
tetizada e sulfonada no Laboratório de Polímeros Sinté-
ticos da UFPR.
Processo de imobilização
A imobilização de ferro foi realizada deixando em
contato, durante 2 horas e sob agitação constante, 5 g
de resina e 100 mL de solução aquosa de ferro III. Em
seguida, a resina foi recuperada por filtração, lavada e
seca. O sobrenadante foi recuperado e reservado para
determinação de ferro residual.
Tecnologia CorantesQuímica Têxtil - n° 81/dez.05
29
Tratamento fotoquímico
Os estudos foram conduzidos em um reator
fotoquímico convencional de bancada com capacidade
de 300 mL, equipado com refrigeração por água, agita-
ção magnética e sistema de oxigenação. A radiação é pro-
porcionada por uma lâmpada a vapor de mercúrio de 125
W (sem o bulbo protetor), inserida na solução por meio
de um bulbo de quartzo (para radiação UV-C) ou vidro
Pyrex (para radiação UV-A). Nesse reator, amostras de
300 mL do corante, em valores otimizados de pH, são
adicionadas de quantidades otimizadas de ferro (III) e
peróxido de hidrogênio e borbulhadas com oxigênio co-
mercial (aproximadamente 45 mL min-1). Alíquotas são
tomadas em tempos convenientes e submetidas a análise.
Controle analítico
A descoloração das amostras foi determinada
espectrofotometricamente nos comprimentos de onda de
máxima absorção dos corantes, utilizando-se um espec-
trofotômetro SINCO S-1100. A determinação da De-
manda Química de Oxigênio (DQO) foi realizada de
acordo com metodologia padrão, fundamentada em sis-
tema de refluxo fechado com determinação colorimétrica
(APHA 5-15, 1995).
Peróxido de Hidrogênio Residual foi determinado por
método colorimétrico, utilizando-se reação com metava-
nadato de amônio (Oliveira, et al., 2001). Ferro (II e III)
foi determinação espectrofotometricamente, utilizando-
se metodologia fundamentada na reação de complexação
entre Fe2+ e o-fenantrolina (APHA 3-67, 1995).
Resultados e discussão
Inicialmente, a imobilização de Fe (II e III) foi testa-
da de maneira semi-quantitativa em diversos materiais,
dentre os que destacam peneira molecular, vidro, mate-
riais cerâmicos e materiais não-tecidos. Os resultados
não foram promissores, em parte pela baixa eficiência
do processo de imobilização, em parte pela baixa ativi-
dade da forma imobilizada.
Em geral, esses materiais permitiram descoloração
completa do corante modelo em tempos de reação su-
periores a 120 min. Por outro lado, a utilização de uma
resina sulfonada (catiônica forte) mostrou-se altamente
conveniente, em função da imobilização de quantidades
significativas de Fe3+ (95 mg-1), da preservação da ativi-
dade catalítica e da possibilidade de utilização na forma
de um leito fluidizado, característica esta favorecida
pelas peculiaridades físicas do material.
É interessante salientar que a resina utilizada neste
trabalho apresentou uma capacidade de troca e uma ati-
vidade catalítica significativamente superior a análogas
comerciais, provavelmente em função da sua estrutura
linear. A estrutura macroreticular das resinas comerci-
ais pode dificultar o acesso de substratos como os aqui
estudados, o que explicaria as diferenças observadas.
Estudos preliminares permitiram verificar uma ele-
vada atividade do catalisador suportado, especialmente
em processos assistidos por radiação. Dentro desse con-
texto, poucas diferenças foram observadas entre siste-
mas assistidos por radiação UV-C e UV-A, assim como
em sistemas oxigenados ou não. Em razão da evidente
conveniência prática e econômica de sistemas não-oxi-
genados assistidos por radiação UV-A, esses resulta-
dos serão preferencialmente relatados a seguir.
Estudos orientados à otimização preliminar de parâ-
metros experimentais de relevância (pH, massa de foto-
catalisador e concentração de peróxido de hidrogênio)
foram conduzidos por sistemas de planejamento fatoriais
de experimentos, de acordo com o desenho apresentado
na Tabela 1. Como resposta analítica, foi utilizada a degra-
dação do corante modelo (azul reativo 19), espectro-
fotometricamente avaliada após 60 min de reação.
Os resultados indicam que a eficiência do processo é
extremamente favorecida em baixos valores de pH, o
que representa incrementos médios da ordem de 19 pon-
tos percentuais em relação ao sistema operado em pH
6. De acordo com antecedentes da literatura (Feng and
Nansheng, 2000), a maior eficiência de degradação ob-
servada em pH 4 é devida a maior absortividade da es-
Tecnologia Corantes Química Têxtil - n° 81/dez.05
32

pécie Fe(OH)2+, predominante nesse valor de pH. É im-
portante salientar que, tal como esperado, não foi ob-
servada precipitação de óxidos férricos, nem mesmo nos
maiores valores de pH utilizados no estudo. O efeito da
concentração de peróxido foi igualmente importante,
com ganhos da ordem de 24 pontos percentuais para as
maiores concentrações utilizadas. O efeito da massa de
fotocatalisador suportado foi inexpressivo e bastante
próximo do desvio típico da determinação utilizada como
controle analítico. Em função desses antecedentes, en-
saios posteriores foram realizados nas condições des-
critas pelo experimento 5 (Tabela 1).
Trabalhando-se nas condições otimizadas e utilizan-
do-se espectroscopia UV-VIS no monitoramento do pro-
cesso (Figura 3), foi possível verificar que a completa
descoloração do corante é conseguida em 30 minutos de
reação. Prolongando-se o tratamento por 60 min, obser-
va-se uma significativa redução do sinal centrado entre
250 e 300 nm, o que atesta degradação eficiente das es-
truturas aromáticas. O sinal residual centrado em 210 nm
representa pouco mais do que 10% da DQO (Figura 4),
devendo corresponder a ácidos carboxílicos que acumu-
lam no final do processo, bem como a espécies férricas
solubilizadas durante o tratamento. É interessante salien-
tar que o consumo de peróxido se dá rapidamente, o
que faz com que a sua concentração residual seja des-
prezível nos tempos de reação praticados (Figura 4).
Uma vez que a remoção do corante pode se dar pelo
efeito de vários processos paralelos, a saber: adsorção
no suporte, processo Fenton, fotólise na presença de
peróxido de hidrogênio e processo foto-Fenton, o efeito
separado de cada um deles foi avaliado, utilizando-se
como resposta a descoloração do substrato modelo. Os
resultados (Figura 5) indicam que nenhum dos processos
paralelos contribui significativa-
mente para a descoloração obser-
vada, fato que confirma a atividade
da forma imobilizada proposta.
Tendo em vista a elevada efici-
ência do sistema foto-Fenton fun-
damentado na utilização da forma
imobilizada de ferro e procurando-
se avaliar a capacidade de
reutilização do material, foi reali-
zado um estudo de adições suces-
sivas de corante. De acordo com
esses resultados, a eficiência do
processo permanece praticamente
constante, mesmo após nove adi-
ções sucessivas do corante padrão.
Finalmente, a eficiência do pro-
cesso foi avaliada em relação à
degradação de uma mistura de qua-
tro corantes reativos, obtendo-se
os promissores resultados apresen-
tados na Figura 6. Observa-se que
tratamentos de 120 min são sufici-
Tecnologia CorantesQuímica Têxtil - n° 81/dez.05
33

mgL-1. Isso demonstra a ocorrência de reações Fenton
viabilizadas por um processo que envolve Fotoredução
de Fe3+ a Fe2+, dessorção dos íons ferrosos e acúmulo
em solução, oxidação de formas ferrosas a férricas em
presença de H2O
2 (reação de Fenton tradicional) e
ressorção de formas férricas na resina suporte. Em con-
dições experimentais similares, valores limites de ferro
solúvel da ordem de 2 mgL-1 foram reportados (Rios, et
al., 2004). Adicionalmente, o mecanismo de reação an-
tes proposto garante o cumprimento dos limites impos-
tos pela legislação vigente em relação ao descarte de
ferro em corpos de água.
Finalmente, consideramos que grande destaque deve
ser dado ao fato de as formas imobilizadas de ferro per-
mitirem uma eficiência de degradação comparável àquela
apresentada pelos sistemas Fenton convencionais, ope-
rados em solução.
Conclusões
Ferro (III) pode ser eficientemente incorporado na
resina polimérica sulfonada estudada, dando origem a
um fotocatalisador de elevada atividade frente a pro-
cessos foto-Fenton. Sistemas assistidos por radiação UV-
A apresentam uma elevada eficiência de degradação de
corantes reativos, sem as limitações impostas pelo uso
entes para promover uma descoloração praticamente
completa e uma redução de DQO maior que 90%. Uma
vez que nesse tempo de reação o sinal característico
das estruturas aromáticas não foi completamente remo-
vido, admite-se a possibilidade de existirem espécies
de caráter fenólico, as quais podem ser removidas em
maiores tempos de reação.
Em todos os ensaios realizados a concentração de fer-
ro solúvel total (II e III) não ultrapassou o valor de 1
Tecnologia Corantes Química Têxtil - n° 81/dez.05
34

de ferro solúvel. Além de permitir uma ampliação da
faixa operacional de pH, o material imobilizado permite
a reutilização e o cumprimento das obrigações legais
relacionadas com o seu descarte.
Uma vez que a simplicidade do processo proposto
pode induzir a opiniões inexatas relacionadas com a sua
relevância, é importante salientar que, até onde foi pos-
sível investigar, apenas um trabalho científico relata a
utilização desse tipo de fotocatalisador suportado em
estudos de degradação por processos foto-Fenton
(Xuejun, et al., 2005).
É importante salientar também que a elevada efici-
ência demonstrada pelas formas imobilizadas de ferro
em processos Fenton assistidos por radiação UV-A ser-
ve de argumento para prever uma importante
aplicabilidade desse tipo de fotocatalisadores em siste-
mas assistidos por luz solar, o que abre toda uma série
de possibilidades para o tratamento de resíduos conten-
do espécies resistentes como as aqui estudadas.
Bibliografia
Andreozzi, R.; D`Apuzzo, A.; Marotta, R. A. Journalof Hazardous Materials, 2000, 241-257.APHA, Standard Methods for Examination of Water and
Wastewater, 19th ed., American Public AssociationWashington, 1995, 3-67.APHA, Standard Methods for Examination of Waterand Wastewater. 19th ed., American PublicAssociation Washington, 1995, 5-15.Arslan, I.; Balcioglu, I.A. Dyes and Pigments, 1999,95-108.Bertazzoli, R.; Pelegrini, R., Química Nova, 2002,477-482.El-Dein, A. M.; Libra, J. A.; Wiesmann, U.Chemospher 2003, 1069-1077.Feng, W.; Nansheng, D. Chemosphere, 2000, 1137-1147.Guaratini, C.C.I.; Zanoni, M.V.B. Química Nova,2000, 71-78.Kiwi, J.; Denisov, N.; Gak, Y.; Ovanesyan, N.; Buffat,P.A.; Suvorova, E.; Gostev, F.; Titov, A.; Sarkisov,O.; Albers, P.; Nadtochenko, V. Langmuir, 2002,9054-9066.
Lourenço, N. D.; Novais, J. M.; Pinheiro, H. M., Journalof Biotechnology, 89, 2001, 163-174.Meriç, S.; Kaptan, D.; Olmez, T. Chemosphere, 2004,435-441.Neyens, E.; Baeyens, J. Journal Hazardous Materials,2003, 33-50.Oliveira, M. C.; Nogueira, R.F.P.; Gomes, J.A.; Jardim,W.F.; Rohwedder, J. J.R. Química Nova, 2001, 188-190.Peralta-Zamora, P. G.; Moraes, S.G.; Reyes, J.; Durán,N. Enviromental Technology, 1997, 461-466.Rios-Enriquez, M.; Shahin, N.; Durán-de-Bazúa, C.;Lang, J.; Oliveros, E.; Bossmann, S.H.; Braun, A.M.Solar Energy 2004, 77, 491.Rivas, F.J.; Beltrán, F.J.; Garcia-Araya, J.F.; Navarrete,V.; Gimeno, O. Journal of Hazardous Materials, 2002,143-157.Sabhi, S.; Kiwi, J. Water Research, 2001, 1994-2002.Sottoriva, P.R.S., Degradação de corantes reativos uti-lizando-se processos oxidativos avançados. Curitiba,2002, 3-11, Dissertação (Mestrado em Química)- Uni-versidade Federal do Paraná..Xie, Y.; Chen, F.; He, J.; Zhao, J.; Wong, H. Journal ofPhotochemistry and Photobiology A: Chemistry, 2000,235-240.Xuejun, L.; Yiming, X.; Kangle, L.; Gencheng Z. J.Photochem. Photobiol A., 2005, In Press.Zanoni, M.V.B. Ciência Hoje, 2001, 61-64.
Tecnologia Corantes Química Têxtil - n° 81/dez.05
36

Introdução
A industrial têxtil é uma das atividades que mais con-
tribui para contaminação ambiental, principalmente a
contaminação das águas dos rios, visto que utilizam gran-
des volumes de água, levando conseqüentemente a pro-
dução de grandes quantidades de rejeitos líquidos con-
tendo espécies tóxicas de difíceis degradações[1].
Os tratamentos biológicos são ineficientes para re-
dução da cor em efluentes têxteis principalmente quan-
do o processo envolve a utilização de corantes reativos
que são extremamente recalcitrantes aos processos de
tratamento convencionais. Os corantes são detectáveis
a olho nu, sendo visíveis em alguns casos em concen-
trações tão baixas quanto 1 ppm[2]. Essa forte coloração
pode ser altamente interferente nos processos fotossin-
téticos naturais nos leitos dos rios, provocando altera-
ções na biota aquática[1,3]. Além disso, há o agravante
de a indústria têxtil ser uma atividade que gera rejeitos
de composição extremamente variável em virtude da di-
versidade de corantes que são processados durante o
dia[1]. Isso apresenta um alto potencial de choque aos
microorganismos empregados no tratamento dos
efluentes e também ao corpo receptor[1].
Dentre as propostas de degradação de corantes pode-
se destacar a fotocatálise heterogênea. O tratamento
fotocatalítico envolve a ativação do semicondutor por
luz solar ou artificial. A adsorção de fótons com energia
superior à energia de "bandgap" resulta na promoção de
um elétron da banda de valência para a banda de condu-
ção com geração de uma lacuna (h+) na banda de valên-
cia[4]. Os potenciais adquiridos são suficientes para ge-
rar radicais HO a partir de moléculas de água adsorvidas
na superfície do semicondutor, os quais podem subse-
qüentemente oxidar o contaminante orgânico[4].
Este trabalho apresenta um estudo aplicando a meto-
dologia fotocatalítica com TiO2 no tratamento de efluente
real derivado da industria têxtil (pós-tratamento biológi-
co) visando avaliar a depuração da água para reuso.
Material e métodos
O efluente empregado neste trabalho foi adquirido
em uma indústria têxtil do município de Santa Bárbara
D'Oeste - SP, após passar por tratamento biológico pelo
processo de Lodo Ativado.
O semicondutor utilizado no processo fotocatalítico
(Dióxido de Titânio - Degussa P25) foi adquirido pela
indústria Degussa S.A. na cidade de São Paulo. Essa
referência do TiO2 apresenta 75% de estrutura Anatase
e 25% Rutilo, apresentando maior eficiência fotoativa.
Em estudos recentes foi comprovado que esse óxido é o
mais eficiente para processos fotocatalíticos[5].
O tratamento fotocatalítico foi realizado em um reator
de vidro Pyrex de 1500 mL, contendo um compartimento
no centro onde usou-se um tubo de quartzo para permitir
a passagem da radiação UV. Essa radiação foi provida
por uma lâmpada de alta pressão de mercúrio (Philips
HPL-N 125 W, fluência de 31.1 J m² s-1) com capacidade
para emitir λmax
= 254 nm pela remoção do bulbo exteri-
Tecnologia Ecologia Química Têxtiln° 81/dez.05
Tratamento de efluente têxtil contendo corante reativo BlueBlack por processo fotocatalítico, utilizando TiO2/UV
Núbia Natália de Brito-Pelegrini* e Ronaldo Pelegrini***Centro Federal de Educação Tecnológica de Goiás (CEFET-GO)
**Centro Superior de Educação Tecnológica (CESET) - [email protected]
Revisão técnica: Adriano Gava
38

or. Os experimentos foram processados utilizando refri-
geração à água, permitindo controlar a temperatura. A
agitação do processo foi mantida contínua por meio da
recirculação do efluente através de uma bomba hidráuli-
ca. O fornecimento de oxigênio para o processo fotoca-
talítico foi mantido por borbulhamento de ar, através de
um compressor com válvula controladora de vazão. Um
esquema do reator está apresentado na Figura 1.
Para avaliação do desenvolvimento do processo foto-
catalítico no tratamento de efluente têxtil foram empre-
gados os seguintes parâmetros: cor, pH, alcalinidade,
ferro, manganês e DQO. As análises foram realizadas
de acordo com procedimentos descritos no Standard
Methods for the Examination of Water and Wastewater,
20th Edition, 1998[6].
Resultados e discussão
Durante os estudos, parâmetros experimentais de re-
levância foram otimizados. Os resultados indicaram me-
lhores condições de degradação utilizando 1,4g.L-1 de
TiO2, 150 mL.S-1 de vazão de oxigênio e 240 minutos
de tratamento.
O efluente têxtil, após o tratamento por lodo ativado
(efluente bruto), apresentou absorbância de 0,205. Com
o tratamento fotocatalítico, a coloração (absorbância)
apresentou uma redução altamente eficiente (Figura 2).
Foi possível observar reduções na ordem de 88% em
240 min de tratamento, sendo que em 180 min o efluente
apresentou uma transparência similar à da água produ-
zida pela estação de tratamento da indústria (Figura 3).
Observou-se também elevadas concentrações de alca-
linidade em termos de carbonatos após o efluente têxtil
passar pelo tratamento fotocatalítico (Tabela 1). Esse fato
pode ter ocorrido em função da elevação dos valores de
pH, o qual está interrelacionado com a alcalinidade. A
formação de íons hidroxilas pelo processo fotocatalítico
pode levar a alcalinidade de bicarbonato para alcalinidade
a carbonato conforme a reação:
HCO31- + OH- →→→→→ CO3
2- + H2O (1)
A presença de ferro pode contribuir para aumentos
da coloração, manchas, desenvolvimento de bactérias,
gosto e odor em corpos hídricos[7]. O processo
fotocatalítico não alterou a concentração de ferro, no
entanto, os valores desse parâmetro já se apresentavam
relativamente baixos (Tabela 1). O manganês apresen-
ta comportamento físico químico semelhante ao ferro.
O processo fotocatalítico reduziu a concentração de
manganês em 57%. Essa
redução provavelmente re-
fere-se à formação de pre-
cipitados (MnO2) que ocor-
re em valores de pH relati-
vamente alto (geralmente
maior que 8) (Tabela 1).
Reduções da DQO de
169 para 60 mg.L-1, corres-
pondendo a 65%, foram ob-
servadas após 240 min de
tratamento. Em efluentes que
apresentam moléculas recal-
citrantes (como é o caso das
moléculas dos corantes
reativos), o tratamento bio-
Tecnologia Ecologia Química Têxtil - n° 81/dez.05
40

Conclusão
Em função dos resultados obtidos foi possível con-
cluir que utilizando as condições experimentais otimi-
zadas (concentração do semicondutor 1,4 g L-1; vazão
de ar 150 mL.s-1 e tempo 240 min), verificou-se elevada
eficiência de redução da Cor do Efluente (88%) e redu-
ção de DQO 65%.
Reduções da coloração em efluentes têxteis conten-
do corantes reativos são de fundamental importância,
visto que os processos biológicos convencionais não con-
seguem reduzir a cor. Dessa forma, o processo fotoca-
talítico é uma importante metodologia que poderia ser
aplicada como tratamento terciário, podendo comple-
mentar os métodos biológicos.
Bibliografia
1. Pelegrini, R.; Peralta-Zamora, P.; Andrade, A.R.;Reyes, D. e Duran, N. Electrochemically assistedphotocatalytic degradation of reactive dyes. Appl. Catal.Environ. B.; 22, 83-90 (1999).2. Guaratini, C.C.I. e Zanoni, M.V.B. Corantes têxteis.Quím. Nova. 23, 71-78 (2000).3. Peralta-Zamora, P. e Lima, L. Remediação de resídu-os têxteis aquosos por processos fotoeletroquímicos.Quím. Têxtil.78, 58-62 (2005).4. Ziolli, R.L. e Jardim, W.F. Mecanismos defotodegradação de compostos orgânicos catalisados porTiO2. Quim. Nova, 21, 319-325 (1998).5. Saquib, M. e Muneer, M. Titanium dioxide mediatedphotocatalyzed degradation of a textile dye derivative,acid orange 8, in aqueous suspensions. Desanilation, 155,255-263 (2003).6. American Public Health Association-Apha. StandardMethods for the water and wastewater. 20 ed. New York:APHA (1998)7. Di Bernardo, L. Métodos e Técnicas de Tratamento
de Água, vols 1. Rio de Janei-ro: ABES, (1993).8. Barker, D.J.; Mannucchi, G.A.;Salvi, S.M.L. e Stuckey, D.C.Characterisation of soluble residu-al chemical oxygen demand(COD) in anaerobic wastewatertreatment effluents. Wat, Res., 33,2499-2510 (1999).
lógico não consegue, usualmente, baixar os níveis de
DQO[8]. Com isso, o processo fotocatalítico demonstra ser
uma importante metodologia de depuração dos efluentes.
Tecnologia Ecologia Química Têxtil - n° 81/dez.05
42

A fibra de algodão continua sendo a mais impor-
tante fibra têxtil do mundo, porém, em contraste com
os excelentes atributos de conforto, os tecidos de ma-
lha produzidos em algodão possuem um alto grau de
instabilidade dimensional. Neste trabalho se desen-
volve a base do conhecimento do processo de rela-
xamento dos tecidos de malha em algodão em todas
as fases, desde o desenvolvimento até o acabamento
têxtil. Define também que para um tecido de malha
em algodão ter estabilidade dimensional não basta
manter sob controle o processo de fabricação, mas
principalmente deve-se ter um sistema de desenvol-
vimento que simule todas as variáveis do processo
para então decidir pelas características de matéria-
prima, de máquinas e do processo que melhor aten-
dam as necessidades de qualidade dos clientes. Dessa
forma, permite que as qualidades finais do produto
possam ser previamente calculadas e estipuladas sem
necessidade de se gerar custos e desperdícios com
lotes experimentais.
Através de uma série de experimentos em escala in-
dustrial, foi possível desenvolver um banco de dados
que, após uma análise matemática, leva a uma série de
relações de previsibilidade. O programa computacional
proposto pode ajudar todos os setores da indústria têx-
til, da malharia ao confeccionista, no sentido resolver
problemas associados ao projeto do tecido de malha
em algodão.
1. Introdução
As empresas têxteis buscam aumentar a competi-
tividade de seus produtos no mercado através da redu-
ção de custo, do aumento de produtividade, da redução
do tempo e flexibilidade de produção. Para fazer frente
à dinâmica atual do mercado é necessário que se desen-
volva dentro das próprias empresas um processo de ino-
vação e de desenvolvimento tecnológico sustentado.
Criar e renovar vantagens competitivas são exigênci-
as para sobreviver nesse mercado e a tecnologia se apre-
senta como um fator chave na busca de soluções que dis-
tingam favoravelmente cada empresa dos seus concor-
rentes. A habilidade de se desenvolver novos e melhores
tecidos de malha, o mais rápido possível e a um custo
justo, na qualidade requerida, constitui um fator deter-
minante para assegurar a competitividade das empresas.
A grande maioria das indústrias têxteis desenvolve
seus tecidos de malha baseada apenas na experiência
empírica do seu corpo técnico de colaboradores e/ou na
"tentativa e erro". Esse processo gera um alto custo e
um tempo demasiadamente longo, ocupando máquinas
de produção, utilizando matéria-prima, produtos/insu-
mos, água e energia muitas vezes desnecessariamente.
Os tecidos de malha com fibra de algodão são ideais
para serem usados diretamente sobre a pele, principal-
mente pelas suas propriedades físicas, tais como, alta
elasticidade, mesmo quando submetido a condições de
baixa tensão, o que permite um perfeito caimento da
Tecnologia Fibras Química Têxtiln° 81/dez.05
Predição da alteração dimensionalde tecidos de malha de algodão
Luiz Felipe Cabral Cherem¹; Selene M. A. G. Ulson de Souza² e Antônio Augusto Ulson de Souza³1- Marisol S.A. -Unidade Têxtil - Jaraguá do Sul/SC
2 e 3 - Depto. Engenharia Química e Engenharia de Alimentos da Universidade Federal de Santa Catarina*Revisão técnica: Humberto Sabino
44

peça de algodão sobre o corpo, sem qualquer descon-
forto para quem está vestindo o artigo. Contudo, os
mesmos são suscetíveis a alterações dimensionais ou
baixa estabilidade dimensional.
Entende-se por estabilidade dimensional a caracte-
rística de um tecido conseguir manter as dimensões atin-
gidas no momento de sua fabricação sem se modificar
pelo próprio uso. A busca pelo controle dimensional dos
tecidos de malha em algodão, remonta do início do sé-
culo XX, quando o primeiro modelo matemático foi su-
gerido por Chamberlain (1926), que buscou descrever a
configuração da laçada do tecido de malha. Desde en-
tão, muitos outros pesquisadores [(Peirce (1947); Leaf
et al. (1955); Doyle (1953); Munden (1959); Munden
(1959); Munden (1960); Munden (1963); Knapton et
al. (1968); Black (1974); Growers e Hunter (1978); Heap
et al. (1983); Heap et al. (1983)] desenvolveram impor-
tantes trabalhos que conceituam, definem e formulam
matematicamente o comportamento dimensional dos
tecidos de malha.
Existem variáveis que influenciam diretamente no
comportamento do tecido de malha quando este é pro-
cessado ou quando este busca o estado de relaxamento
completo ou Estado de Referência - ER (isento de ten-
sões residuais). Essas variáveis podem ser classificadas
em dois grupos:
a) Variáveis de malharia: tipo de fibra; tipo de fio; título
do fio; tipo de tear; comprimento do ponto e
b) Variáveis de beneficiamento: densidade da malha
(quantidade de cursos e colunas); processo de tingi-
mento; processo de acabamento.
Como as alterações dimensionais nos tecidos de
malhas estão diretamente relacionadas a um processo
de relaxamento de tensões residuais (E.R.), adquiridas
durante os processos de fabricação do fio ao tecido tin-
to/acabado, e o comportamento do tecido no estado
(E.R.) está sujeito às variáveis anteriormente descritas,
pode-se afirmar que o encolhimento pode ser predito
através de modelos matemáticos correlacionando-se às
variáveis relevantes do processo (Cottoninc, 2004).
O aprofundamento dos conceitos fenomenológicos
do processo da alteração dimensional do tecido de ma-
lha é uma etapa fundamental para o desenvolvimento de
um modelo matemático de predição representativo des-
se processo. O alto índice de reclamações que os servi-
ços de atendimento aos clientes e consumidores das lo-
jas e magazines de vestuário ainda recebem anualmente
sobre encolhimento de artigos têxteis e a percepção de
que o cliente também desconhece algumas premissas
básicas quando exigem desempenho não factíveis ou
estabelecem características físicas não compatíveis aos
tecidos de malha, comprovam a necessidade do desen-
volvimento de pesquisas específicas voltadas para o
parque industrial brasileiro.
Um número razoável de fatores é responsável por
causar não conformidades indesejáveis nos tecidos de
malha em 100% algodão, no aspecto do comportamen-
to dimensional. Essas não conformidades estão todas
associadas ao fio, à tecelagem da malha, ao beneficia-
mento e mesmo à confecção dos tecidos de malha. Tam-
bém é um fato que os consumidores estão cada vez mais
conscientes e exigentes quanto ao desempenho dos artigos
e requerem qualidade mesmo após sucessivas lavagens.
No presente trabalho será desenvolvido um banco de
dados e um modelo matemático a partir das equações de-
senvolvidas por Munden em 1959 (Munden,1959) e criar
um programa computacional que permite prever e contro-
lar as alterações dimensionais dos tecidos de malha em
algodão, possibilitando assim ao fabricante, a partir dos
resultados da simulação, tomar a decisão de poder atender
ou não as características físicas impostas pelo cliente.
2. Variação dimensional de tecidos
Os fatores K são a base do sistema de predição do
desempenho dos tecidos de malha e são constantes ob-
tidas de dados empíricos medidos no estado de referên-
cia dos tecidos. Quanto maior for a base de dados para
a obtenção dos fatores K, tanto maior será a
confiabilidade das predições.
Pelas equações (1) a (3) Munden (1959), pode-se
Tecnologia Fibras Química Têxtil - n° 81/dez.05
46

verificar que os fatores K são relações diretas dos cur-
sos, das colunas e do comprimento do ponto. O signifi-
cado das equações de Munden é que as dimensões das
malhas jérsey simples, produzidas a partir de fios de
fibra descontínua e fios de filamentos contínuos, são de-
finidas pelo comprimento do fio existente na laçada.
Todas as outras variáveis apenas influenciam nas dimen-
sões do tecido se, em primeiro lugar, modificarem o com-
primento da laçada, desde que os tecidos sejam sempre
medidos no mesmo estado de relaxação.
Kc = CP x cpcm (1)
Kw = CP x wpcm (2)
Kr = Kc (3) Kw
Onde:
- Kc e Kw = constantes que representam parâmetros
dimensionais do tecido;
- Kr = fator que revela o formato da laçada;
- CP = comprimento do ponto;
- cpcm = cursos por centímetro;
- wpcm = colunas por centímetro.
Os fatores "K" são de conhecimento público há mais
de 40 anos e têm sido usado por muitos profissionais na
indústria. Porém, só recentemente foi reconhecido por
esses pesquisadores que a tecnologia para processar os
tecidos de malha nas fases de tinturaria e do acabamento
tem impacto no estado de referência da malha. Nas in-
dústrias existem programas que prevêem o desempenho
do tecido de malha, porém, nenhum desses programas
tem acuracidade, visto que não levam em consideração
as particularidades de cada tinturaria (Cottoninc, 2004).
Este trabalho parte do princípio de que cada fábrica
deve conhecer quais são os seus próprios fatores "K",
calculando-os separadamente para cada uma de suas li-
nhas de processamento. Por exemplo, para um mesmo
tecido cru processado em uma linha de alvejamento con-
tínuo, poderá encontrar-se um estado de referência di-
ferente quando este for submetido a um processo de
alvejamento por esgotamento, mesmo que esses tecidos
sejam acabados numa mesma linha de acabamento.
Conseqüentemente, esses fatores "K" diferem uns dos
outros, proporcionando ao tecido diferentes combina-
ções de gramatura, encolhimento e largura. Ao contrá-
rio, quando um tecido de malha em algodão com a mes-
ma estrutura e construção, com um mesmo sistema de
fiação e processado através de um mesmo sistema de
tinturaria e acabamento, terá o mesmo fator "K".
3. Metodologia
Para comprovar quais as variáveis que interferem na
alteração dimensional dos tecidos de malha, foram
coletadas amostras de todos os lotes experimentais, em
cada rota e em cada fase do processo.
Ao todo, foram estudadas 32 combinações diferen-
tes de construções de tecidos, fios, máquinas e proces-
sos. Em cada etapa do processo foram retiradas amos-
tras, resultando em mais de 1.100 testes e ensaios, a fim
de se obter os fatores que são a base do modelo de pre-
dição dimensional dos tecidos de malha (Cherem, 2004).
Todos os testes e ensaios laboratoriais foram condu-
zidos em sala climatizada com temperatura de atmosfe-
ra padrão de 20 ± 2ºC e 65 ± 2% de umidade relativa,
conforme as recomendações da norma internacional
AATCC 150-1995.
Neste trabalho foram escolhidos quatro tipos diferen-
tes de estrutura de tecido de malha que representam as
estruturas base da malharia e que são as mais representa-
tivas comercialmente: meia malha; piquét; rib e interlock.
A coleta de dados foi realizada em vários momen-
tos: no processo, considerando-se os diferentes produ-
tos, matéria-prima, insumos e equipamentos, assim como
em laboratório. Pois para a elaboração do modelo é ne-
cessário ter sob controle a matéria-prima, os insumos, a
máquina e o processo.
A variável rota de beneficiamento também foi estu-
dada, sendo que se estabeleceu o seguinte critério:
- Rota 1 = tear, jet e rama;
- Rota 2 = tear, eco-jet e rama;
- Rota 3 = tear, jet, secador e compactação;
- Rota 4 = tear, eco-jet, secador e compactação.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
48

Os lotes experimentais foram produzidos em condi-
ções normais de produção e em escala industrial, com
partidas de 140 kg, em rolos de no mínimo 20 kg e no
máximo de 30 kg cada um.
Os ensaios foram realizados nos estados crus, tintos
e acabados. Os resultados das análises foram conduzi-
dos de forma a relacioná-los no campo das constantes
"K", onde a estrutura do tecido de malha e o processo é
dependente, sendo esses fatores a base para a previsão
do desempenho do tecido.
O estado de referência do tecido neste trabalho foi consi-
derado como sendo o estado onde o tecido de malha não
mais encolherá ou distenderá e por isso é reconhecido tam-
bém como estado completo de relaxamento. Aqui é obtido
através de 5 lavagens sucessivas do tipo caseira, em ci-
clo completo, seguido de 5 secagens em tambor.
O trabalho foi conduzido com tecidos de malha pro-
duzidos com fios 100% algodão do tipo penteado, de 1
cabo e em títulos 20 Ne, 24 Ne e 30 Ne, variando-se
também os comprimentos de ponto.
As máquinas para tecimento desses tecidos de ma-
lha foram teares do tipo circular, da marca Mayer, sen-
do utilizados os modelos de monofrontura Relanit II 3.6
para os tecidos de meia-malha e piquét. Já para os teci-
dos de dupla frontura foram utilizados os teares Mayer,
cujo modelo corresponde ao Inovit 2.0 QC. As regula-
gens do comprimento de ponto nos teares foram feitas atra-
vés de um equipamento conhecido como L.F.A., cujo mo-
delo é o MLTWESCO de fabricação da Memminger-Iro.
Os tingimentos foram realizados
em equipamentos tipo "jet", da mar-
ca Thies, de modelo conhecido por
"eco-soft plus" e em equipamentos
do tipo "jet - overflow" da marca
Indsteel. Quando for feito referên-
cia aos jets Thies, a denominação
utilizada será simplesmente "eco" e
quando a referência for jets Indsteel,
a denominação será "jet".
Os tingimentos foram realizados
em várias cores, aproveitando-se as cores da coleção
vigente nos dias dos testes e todas tingidas com
corantes reativos. As cores estão classificadas neste
estudo por: clara, média e escura. A classificação das
intensidades das cores varia conforme a quantidade
percentual de corante presente no banho de tingimento,
< 2%; 2% < y < 3,5% e >3,5%.
O acabamento desses tecidos se deu na rota aberta,
utilizando-se secadores, ramas e compactadeiras
agulhadas. Os lotes experimentais, bem como as análi-
ses experimentais foram realizadas nos laboratórios e
nas áreas produtivas da unidade têxtil.
Na Tabela 1, é apresentado o plano de amostragem
realizado durante a coleta.
4. Resultados e discussão dos ensaios laboratoriais
A fim de comprovar quais as variáveis que interfe-
rem na forma geométrica e para daí buscar as constan-
tes que determinam as dimensões finais dos tecidos de
malha, foram coletadas amostras de todos os lotes ex-
perimentais, em cada rota e em cada fase do processo.
Os resultados dos testes realizados sobre as amostras
dos lotes experimentais nas diferentes rotas, estão apre-
sentados nas tabelas 2 a 5. Nessas tabelas foi usada a
seguinte codificação: estado a, b, c e d, referindo-se a
malha em cru, malha tinta e acabada, malha no Estado
de Referência em acabado e malha no Estado de Refe-
rência em cru, respectivamente; AD % Comp. e AD %
Larg., referindo-se à alteração dimensional no sentido
Tecnologia FibrasQuímica Têxtil - n° 81/dez.05
49
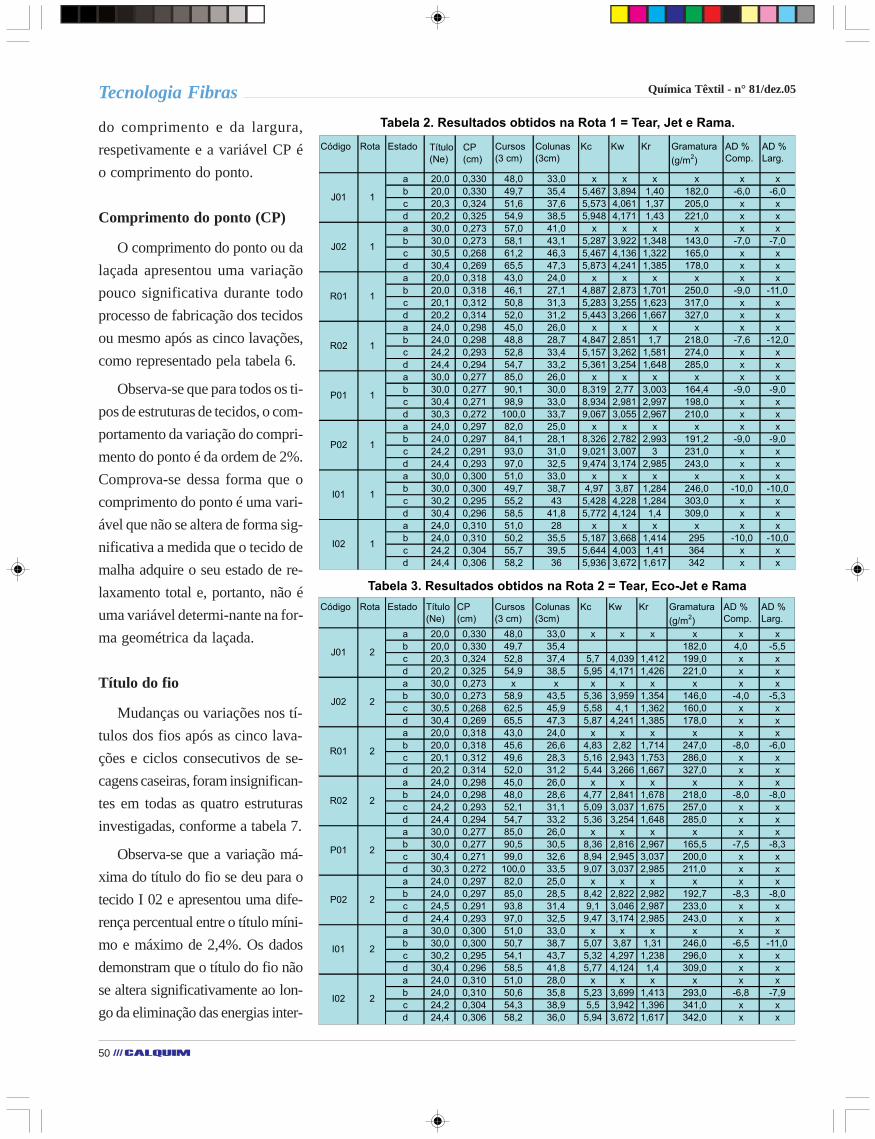
do comprimento e da largura,
respetivamente e a variável CP é
o comprimento do ponto.
Comprimento do ponto (CP)
O comprimento do ponto ou da
laçada apresentou uma variação
pouco significativa durante todo
processo de fabricação dos tecidos
ou mesmo após as cinco lavações,
como representado pela tabela 6.
Observa-se que para todos os ti-
pos de estruturas de tecidos, o com-
portamento da variação do compri-
mento do ponto é da ordem de 2%.
Comprova-se dessa forma que o
comprimento do ponto é uma vari-
ável que não se altera de forma sig-
nificativa a medida que o tecido de
malha adquire o seu estado de re-
laxamento total e, portanto, não é
uma variável determi-nante na for-
ma geométrica da laçada.
Título do fio
Mudanças ou variações nos tí-
tulos dos fios após as cinco lava-
ções e ciclos consecutivos de se-
cagens caseiras, foram insignifican-
tes em todas as quatro estruturas
investigadas, conforme a tabela 7.
Observa-se que a variação má-
xima do título do fio se deu para o
tecido I 02 e apresentou uma dife-
rença percentual entre o título míni-
mo e máximo de 2,4%. Os dados
demonstram que o título do fio não
se altera significativamente ao lon-
go da eliminação das energias inter-
Tecnologia Fibras Química Têxtil - n° 81/dez.05
50

nas dos tecidos de malha, de for-
ma a interferir na forma geomé-
trica das laçadas e que o compor-
tamento do título do fio é o mes-
mo independentemente do tipo
de estrutura do tecido de malha.
Fator geométrico
da laçada (Kr)
A tabela 8 ilustra as mudan-
ças que a forma geométrica da
laçada sofre após o tecido ser
submetido ao processo de ob-
tenção do seu Estado de Refe-
rência (ER), nas quatro estrutu-
ras investigadas.
Esses dados confirmam uma
vez mais que, na maioria dos
casos em que há uma alteração
dimensional do tecido de malha,
as causas são devidas às alterações
da forma geométrica das laçadas
ao invés de alterações no título do
fio ou no comprimento da própria
laçada, confirmando assim o pos-
tulado de Munden (1959).
5. Desenvolvimento do
algoritmo computacional
O uso da simulação tem por ob-
jetivo principal disponibilizar para
o usuário um sistema que auxilie
de forma eficiente as atividades de
desenvolvimento de malha, atra-
vés da obtenção de parâmetros de
ajustes do processo.
O programa computacional de-
senvolvido possibilita ao usuário
diversas possibilidades de altera-
Tecnologia Fibras Química Têxtil - n° 81/dez.05
52

ção de parâmetros como o título, o comprimento do
ponto, o tipo de tear e a rota de beneficiamento que
poderão ser ajustadas até a obtenção do padrão de qua-
lidade exigido pelo cliente.
Através dos resultados obtidos pelos ensaios das
amostras dos tecidos de malha em seu estado de refe-
rência, no seu estado cru e acabado, foi possível desen-
volver um banco de dados que após uma análise mate-
mática leva a uma série de relações de previsibilidade.
A estrutura do programa permite adicionar novos dados
para aumentar a assertividade desSas previsões.
O programa computacional pode ser desenvolvido
em uma planilha Excel ou, depen-
dendo da diversidade de produ-
tos poderá ser escrito para uma
base de banco de dados Oracle.
A validação dos dados se dá
conferindo, comparando e con-
frontando os resultados obtidos
com o simulador com lotes de
produção da indústria Marisol
S.A. É realizada uma grande
quantidade de observações, cons-
tatando-se que a primeira aproxi-
mação obtida pelo programa com-
putacional permite que aproxima-
damente 95% dos dados obtidos
em escala industrial dos lotes de
produção, encaixem-se dentro dos
valores previstos pelo simulador.
Uma vez que as equações do
E.R. são conhecidas, torna-se fácil cal-
cular as dimensões de referência de
qualquer tecido de malha que esteja
no banco de dados do simulador, a fim
de garantir a gramatura, a largura e os
encolhimentos desejáveis no momen-
to do projeto.
A fim de se obter o fator K que
melhor define o comportamento dos
tecidos de meia-malha na rota 4, foram observados
em escala industrial 13 tecidos em meia-malha, em
diferentes títulos e comprimentos de pontos. Cada
amostra do tecido de malha observado recebeu o có-
digo de "L" e os valores no E.R. são apresentados na
tabela 9.
A determinação do fator K para os tecidos de meia-
malha na rota 4 e que será utilizado para a programa-
ção do modelo computacional é feita por regressões
lineares, apresentadas pelas tabela 10 e pelas figuras 1
e 2. Os valores de Kc e Kw são 5,44 e 3,94, respecti-
vamente.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
54

6. Validação do programa de
simulação
O programa computacional pro-
posto pode ajudar todos os setores
da indústria têxtil, da malharia ao
confeccionista, no sentido de resol-
ver problemas associados ao pro-
jeto do tecido de malha em algo-
dão. Para a malharia em particu-
lar, pode economizar tempo e di-
nheiro quando houver necessidade
de se desenvolver um novo tecido
ou melhorar um já existente.
Um grande desafio da industria
têxtil é responder com rapidez e
com a qualidade necessária à re-
quisição de um tecido de malha de
um cliente "private label", em que
o cliente estrangeiro determina os
seus padrões de qualidade.
Considerando-se que são teci-
dos nunca antes fabricados por esta malharia,
a determinação dos parâmetros da produção
é feita através do simulador, antes de fazer
provas na produção. Para exemplificar esse
procedimento será descrito um exemplo real
de uma solicitação de um tecido em meia-ma-
lha obtido junto à empresa Marisol S.A.
Passo 1. Especificação técnica do tecido
solicitado: essas informações compreende:
tipo de tecido; estrutura do tecido; gramatura;
encolhimento; toque; cor e amostra de
contratipo para certificar-se se os dados soli-
citados não eram contraditórios.
É importante esclarecer não somente o ín-
dice de encolhimento aceito, mas também o tipo
de teste que o cliente se baseia para determinar
o encolhimento das amostras, bem como as to-
lerâncias de todos os dados requeridos.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
56

Títulos dos fios
Baseado nos conceitos de grau de
aperto ou FC dado pela Equação 4, tem-
se a variação de gramatura em função
do título de fio conforme apresentado
na tabela 11.
(4)
Onde Ne é o título fio em unidade in-
glesa.
No exemplo em questão, as especificações são: tipo
de tecido: tecido de malha circular em fibra de algodão
cardado; estrutura do tecido: meia-malha; gramatura: 185
g/m² com tolerância de ± 5%; encolhimento máximo:
largura x comprimento = -5% x -5%; cinco lavações
caseiras e cinco secagens em máquina com tambor ho-
rizontal; toque siliconado. Não forneceu amostra e soli-
citou que fosse encaminhada uma amostra de dois metros
de tecido na cor azul royal para aprovação.
Passo 2. Cálculos preliminares: algumas variáveis são
requeridas como dados de entrada no programa:
Fator de Cobertura (FC) x Comprimento do Ponto (CP)
O FC para meia-malha varia de 15 a 17 e como o fator
de cobertura é relação entre o título e o Comprimento do
Ponto, tem-se que o Comprimento de Ponto pode variar
no seguinte intervalo 0,337 < CP < 0,382 cm.
Neste caso foi utilizado o fio 18/1 Ne por disponibi-
lidade no estoque da empresa.
Tear
A seleção do tear geralmente é limitado pelo par-
que fabril do fabricante, mas como orientação pode-
se adotar a seguinte equação para se definir a galga
mínima:
(5)
A galga máxima, é geralmente definida como 5 pon-
tos a mais da galga mínima. Para o exemplo em ques-
tão, o recomendável é um tear de galga 17 a 22 e foi
utilizado um tear de galga 20 com o diâmetro de 30 po-
legadas. O número de agulhas é dado teoricamente pela
equação (6):
Número de agulhas = galga x diâmetro x π (6)
Tecnologia FibrasQuímica Têxtil - n° 81/dez.05
57

Passo 3. Entrada de dados no
Programa Computacional:
Os dados de entrada requeridos pelo Programa são:
código da amostra = L100, L101, L102, L103 E L104;
composição da fibra = 100% algodão; título do fio = 18/1
Ne; comprimento do ponto = 0,382 cm, 0,370 cm, 0,358
cm, 0,347 cm e 0,337 cm e número de agulhas = 1884.
Passo 4. Comparação dos dados obtidos através do
programa com os requisitos do cliente:
Na Figura 3 são apresentados os resultados obtidos
pela simulação.
portanto, são dados aproximados.
Neste caso foi selecionado o parâmetro de L104 para
a produção da amostra, por ter uma gramatura próxima,
porém superior, já que é sempre desejável por parte do
cliente receber acima da gramatura solicitada.
Passo 6. Produção da amostra:
Foram produzidos dois rolos de 25 kg na rota 4 na
cor azul Royal, acabado com amaciantes a base de micro-
emulsão de silicone, sendo os resultados apresentados
na tabela 12. Observa-se uma excelente reprodutibilidade
dos dados obtidos no lote experimental, com os dados pre-
ditos através do programa,
para diferentes necessida-
des do cliente.
O último passo é sub-
meter as amostras ao labo-
ratório do cliente e esperar
pela aprovação. Em caso
de aprovação, preencher as
fichas técnicas e encami-
nhar à produção para pos-
terior controle no processo.
O programa computa-
cional desenvolvido mos-
trou-se ser uma eficiente
ferramenta para os produ-
tores de tecidos 100% al-
godão para a predição dos parâmetros de ajuste do pro-
cesso, visando atender às exigências de qualidade de-
terminadas pelo seu mercado ou cliente, sem a necessi-
dade de utilizar lotes experimentais em produção, eco-
nomizando assim tempo e dinheiro.
A grande diferença desse trabalho com os outros pro-
gramas disponíveis no mercado - neste caso o que mais
se aproxima é o programa "Starfish" - é que esse pro-
grama computacional permite às indústrias têxteis o en-
tendimento do que acontece com o tecido de malha quan-
do processado especificamente em suas máquinas. O
programa computacional desenvolvido permite ainda
Foram simulados quatro malhas produzidas em um
mesmo tear que se diferenciam apenas nos tamanhos de
pontos. Conseqüentemente, terão desempenhos diferen-
tes em termos de gramatura e largura para um mesmo
percentual de encolhimento.
Passo 5. Classificação dos dados:
Caso os dados fornecidos pelo programa não tenham
atendido aos parâmetros do projeto inicial, deve-se fa-
zer uma nova reentrada de dados das variáveis iniciais.
Tem-se que ter sempre em mente que os dados forneci-
dos pelo programa computacional são uma média e,
Tecnologia Fibras Química Têxtil - n° 81/dez.05
58

criar um modelo específico para cada empresa, particulari-
zando-se equações, o banco de dados e a memória de cál-
culo através de planilhas eletrônicas, enquanto o programa
"Starfish" utiliza um grande banco de dados extraído de
organizações do mundo todo. Apesar disso, em muitos
casos, a particularidade de uma indústria ou de um pro-
cesso pode não estar sendo contemplada nesse grande
banco de dados, o que poderia comprometer a previsão.
Outra diferença está no fato de o programa "Starfish"
introduzir uma variável a mais no seu modelo matemá-
tico, que é o diâmetro do fio, através da raiz quadrada
do título do fio na unidade Tex. Esse modelo desenvol-
vido baseou-se na concepção postulada por Munden
(1959) onde esse parâmetro não é considerado.
Não se discute aqui a validade das duas teorias e sim
mostra-se o fato de que o programa e o método aqui pro-
postos tem a sua aplicabilidade validada e mostra-se muito
eficaz em suas predições, para as condições estudadas.
Para comprovar o que tem sido afirmado, foram reali-
zados mais alguns ensaios. Primeiramente foi utilizado
no simulador com o fator K da média geral da rota 4 para
quatro diferentes tipos de tecido de meia-malha em algo-
dão, diferenciando-se nos títulos, nos comprimentos de
pontos e nas galgas das máquinas. Em seguida, foram
produzidos lotes experimentais com as regulagens de ma-
lharia propostos pelo simulador, tintos em cores conside-
radas médias e comparados os resultados dos testes de
produção com os resultados previstos pelo simulador. Os
resultados desses testes são apresentados na tabela 13.
Pode-se concluir através da análise
da tabela 13 que o modelo proposto pos-
sui uma excelente confiabilidade, visto
que o desvio padrão do Kr é muito pró-
ximo a zero.
Como já foi visto anteriormente pelas
equações (1), (2) e (3), o fator Kr é a
constante que revela a forma geométrica
da laçada. Uma vez que as alterações
dimensionais dos tecidos são dependen-
tes diretamente da geometria que a laça-
da assume durante todo o processo, pode-se afirmar que
o modelo matemático apresentado representa o compor-
tamento do tecido de malha para essa realidade fabril.
Os resultados obtidos da simulação são baseados em
médias onde parte-se da premissa que existe uma pa-
dronização na produção do tecido de malha, tanto na
malharia quanto no beneficiamento. Contudo, é sabido
que variações ocorrem no cotidiano das empresas, seja
na matéria-prima, seja na produção ou nos testes e en-
saios laboratoriais. Um fator importante é que sejam
criadas as condições de controle de processo e do pro-
duto, para garantir uma flutuação mínima nas predições.
Na figura 4 pode-se verificar que os resultados obti-
dos do programa de simulação desenvolvido têm uma
excelente reprodutibilidade, ressaltando-se mais uma vez
que os lotes experimentais foram produzidos na mesma
rota onde o simulador foi desenvolvido e nas condições
padrões determinada por este trabalho.
Para a confiabilidade dos resultados são necessários
os seguintes cuidados:
· qualidade assegurada no recebimento do fio - controle
das características do fio que se está utilizando;
· qualidade assegurada na malharia e no beneficiamento
- controle das variáveis do processo de tecimento, tingi-
mento e acabamento;
· qualidade assegurada nos testes e ensaios laboratoriais -
realizá-los conforme as normas e dentro das condições
padrões estabelecidos no projeto; conhecimento dos K's
de cada máquina de tingimento e de acabamento.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
60

7. Conclusão
A confirmação da hipótese central, de que "como o
algodão é uma fibra que possui propriedades físicas que
se alteram de forma permanente somente pelas variá-
veis de malharia e de beneficiamento, uma vez que es-
sas variáveis sejam conhecidas e controladas, as dimen-
sões dos tecidos de malha em algodão podem vir a ser
previstas antes mesmo de estes serem produzidos", se
dá a partir de três conclusões:
a) as tensões residuais dos tecidos de malha em 100%
algodão somente são totalmente liberadas caso o artigo
seja submetido consecutivamente a diversas lavações e
secagens em máquina rotativa. Com isso, garante-se a
coerência do modelo de predição proposto;
b) a qualidade do modelo de predição proposto para
projetar tecidos de malha com alto grau de exigência
por parte de clientes estrangeiros expressa pela medi-
ção da coerência entre os resultados da aplicação do
modelo e a realidade dos dados de lo-
tes de produção das empresas estuda-
das. Assegura-se assim o desempenho
das empresas que aplicam o modelo,
tornando-as mais competitivas e habi-
litadas a exportar para mercados exi-
gentes por qualidade e por agilidade nos
desenvolvimentos dos produtos;
c) pela consistência dos resultados ob-
tidos da aplicação do conceito das
constantes K, teorizadas por Munden
em 1959, onde o fator geométrico das
laçadas é a constante determinante das
alterações dimensionais que o tecido
assume, tão logo as tensões residuais
sejam liberadas.
Fica demonstrado através deste es-
tudo que uma vez que se conheça o
estado de referência de um tecido de
malha em algodão e que se tenha o
domínio das variáveis de processo, o
fator K pode ser estabelecido e, por-
tanto, as qualidades finais do produto podem ser pre-
viamente calculadas e estipuladas sem necessidade
de se gerar custos e desperdícios com lotes experi-
mentais.
A grande maioria das indústrias têxteis desenvolvem
seus tecidos de malha baseadas apenas na experiência
do seu corpo técnico de colaboradores e/ou na "tentati-
va e erro", o que gera um alto custo e um tempo dema-
siadamente longo, ocupando máquinas de produção, uti-
lizando matéria-prima, produtos/insumos, água e ener-
gia, muitas vezes, desnecessariamente.
O programa computacional desenvolvido pode as-
sistir as empresas têxteis, desde a malharia até o
confeccionista, e resolver muito dos problemas relacio-
nados com o projeto e as especificações do tecido de
malha, economizando tempo e dinheiro quando do de-
senvolvimento ou melhoramento de qualidade do teci-
do de malha para os seus clientes.
Tecnologia Fibras Química Têxtil - n° 81/dez.05
62

8. Bibliografia
BLACK, D.H. Textile Research Journal, n. 44, p. 606, 1974.CHAMBERLAIN, J. Horsiery Yarns and Fabrics. Leicester College ofTechnology and Commerce, Leicester, p. 107, 1926.CHEREM, L.F.C. Um Modelo para a Predição da Alteração Dimensionalem Tecidos de Malha em Algodão. 2004. Tese (Doutorado em Engenha-
ria de Produção) - Programa de Pós-Graduação emEngenharia de Produção, UFSC, Florianópolis.COTTONINC. Disponível em: < http://www.cottoninc.com>. Acessado em: jan. 2005.DOYLE, D.J. Fundamental aspects of the design ofknitted fabrics. Journal of The Textile Institute,Manchester, n. 44, p. 561-578, 1953.GROWERS, C.N.; HUNTER, F.N. The wet relaxeddimensions of plain knitted fabrics. Journal of TheTextile Institute, Manchester, n. 69, p.108-115, 1978.HEAP, S. A. et al. Journal of The Textile Institute. n.53, p. 109, 1983.KNAPTON, J.J.F. et al. Dimensional behaviour ofknitted fabrics. Journal of The Textile Institute, n. 28,p. 999-1012, 1968.LEAF, G.A.V.; et al. The geometry of plain-knittedloop. Journal of The Textile Institute, Manchester, n.46, p. T587, 1955.MUNDEN, D. L. The dimensional behaviour ofknitted fabrics. Journal of The Textile Institute, n. 51,p. 200-209, 1960._____. The geometry and dimensional properties ofplain knit fabrics. Journal of The Textile Institute,
Manchester, n. 50, p. T448, 1959._____. Knitting versus weaving. Textile Mercury International, n. 12, p.10-13, 1963.PEIRCE, F.T. Geometrical principles applicable to the design offunctional fabrics. Textile Research Journal, Princeton, 17, p. 123, 1947.
* Autores: telefone: (+55) (48) 331-9448 e-mails: [email protected] e [email protected]
Tecnologia FibrasQuímica Têxtil - n° 81/dez.05

As técnicas de modificação de superfícies mais apli-
cadas na indústria para melhorar adesão de polímeros
são: processos estritamente mecânicos, descarga plas-
ma/elétrica (corona, rádio freqüência, microondas,
laser), tratamento químico por oxidação e solvente,
tratamento por chama ou térmico e tratamento por UV.
Dentre as técnicas, o tratamento por descarga
corona é amplamente utilizada. Durante o tratamento
por descarga corona, espécies ativas, tais como íons,
elétrons e moléculas excitadas de oxigênio (por exem-
plo, corona com ar: O2, O+ etc.), bem como outras for-
mas de radiação são geradas, as quais podem reagir
com a superfície do polímero, ocasionando quebra de
cadeias e formação de radicais, criando assim grupos
polares na superfície e, conseqüentemente, aumentan-
do a sua energia superficial e propriedade de adesão.
Os objetivos deste trabalho são:
1. descrever os principais métodos de tratamento em
superfície em polí-meros para melhorar a sua
molhabilidade e conseqüentemente a adesão de tintas,
resinas, adesivos e outros materiais;
2. caracterizar os efeitos causados pela descarga
corona em materiais têxteis antes e após à aplicação
de pigmentos na sua superfície. Tecidos foram subme-
tidos à descarga corona variando-se o tempo e distân-
cia de exposição; em seguida, foram pigmentadas as
regiões onde houve o tratamento com corona.
Os pigmentos utilizados foram: amarelo; azul; ver-
melho e preto. Também foram pigmentadas amostras
de tecidos de poliéster e tratadas imediatamente com
descarga corona e outras amostras de tecidos
pigmentadas foram tratadas com corona depois de se-
cas. Foi utilizada a técnica de microscopia óptica para
caracterizar os efeitos.
O tratamento corona ocasiona aumento de: energia
livre superficial, rugosidade, força de adesão e oxida-
ção da superfície.
1. Introdução
De maneira geral, os polímeros apresentam superfí-
cies quimicamente inertes, não porosas e com baixa ener-
gia de superfície. As poliolefinas (PP, PEAD, PEAD
etc.), por exemplo, são polímeros altamente hidrófobos
(apolares) e com baixa energia superficial 31 e 32 mN/m,
para PE e PP, respectivamente. Do ponto de vista de
contaminação de superfície, a baixa energia livre super-
ficial e a inércia química são vantajosas, porém, essas
propriedades tornam as superfícies desses materiais não
receptivas à aderência de outras substâncias.
Polímeros são freqüentemente submetidos a tratamen-
tos superficiais com o intuito de alterar as propriedades
de superfície, melhorando sua molhabilidade e favore-
cendo a interação da superfície com solventes, adesi-
vos, revestimentos, tintas, metais etc.
Além de mudança na natureza química superficial
(oxidação), estudos já realizados usando descarga
corona como tratamento de superfície incluem altera-
ção na topografia, ocasionando aumento de rugosidade
Tecnologia Acabamento Química Têxtiln° 81/dez.05
Tratamento de superfície em materiais têxteis:efeitos causados pela descarga corona
em tecidos de poliésterJoão Batista Giordano - FATEC/UNESP
João Sinézio de Carvalho Campos - UNICAMP - SPRevisão técnica: Rodrigo Chrispim
64

ou aspereza superficial, que contribuem para facilitar
a ancoragem de tintas ou adesivos na superfície de
polímeros.
Em geral, as modificações na superfície dos polí-
meros, ocasionadas pelo tratamento com descarga
corona e outras técnicas, podem mudar em função do
tempo e das condições de armazenamento desses ma-
teriais. Enquanto em alguns polímeros a propriedade
superficial se mantém por várias semanas após o trata-
mento, em outros desaparecem da superfície em pou-
cos dias até horas. Isso ocorre devido às cadeias
poliméricas terem maior mobilidade na superfície do
que no volume, seguindo reorientarem-se em resposta
às condições ambientais a que esses materiais são ar-
mazenados.
Na indústria têxtil, o poliéster é bastante utilizado na
produção de estampados. Nesse processo, o que mais se
utiliza é a estampagem com pigmento, o qual consiste
em aplicar numa superfície têxtil, um ligante junto com
pigmento orgânico que, após o processo de polimeriza-
ção, ocorrerá a formação de um filme polimérico sobre
o tecido, fixando o pigmento.
O objetivo deste trabalho é estudar o efeito corona
em tecidos de poliéster e se esse tratamento colabora
com o aumento da adesão e fixação de pigmentos na
superfície do tecido.
2. Propriedade e característica de superfície
2.1. Molhabilidade e ângulo de contato
O fenômeno de molhabilidade de um sólido por um
liquido é mais bem entendido pelo estudo do ângulo de
contato. Métodos de medida de ângulo de contato têm
sido desenvolvidos extensivamente e muitos dados con-
fiáveis e vastas literatura sobre ângulo de contato.
Em 1805, Young ZISMAN, propôs tratar o ângulo
de contato (θ) de um líquido como o resultado do equi-
líbrio mecânico de uma gota depositada numa superfí-
cie plana sólida (suave e homogênea) sob a ação de três
forças de superfície como mostra a figura 1.
γLV = energia interfacial entre as fases líquido e vapor (mN/m);
γSL = energia interfacial entre as fases sólido e do líquido (mN/m);
γSV = energia interfacial entre as fases sólido e vapor (mN/m).
Onde: γγγγγSL - γγγγγLV = γγγγγLV . cos θθθθθ (1)
O valor do ângulo de contato varia de 0º a 180º, de
acordo com figura anterior. Sendo que quando θ = 0º o
líquido molha a superfície do sólido completamente e
espalha-se livremente sobre a superfície a uma taxa de-
pendente da viscosidade do líquido e da rugosidade da
superfície. Quando θ > 0º o líquido não espalha com-
pletamente sobre a superfície. Alguns experimentos re-
velam que cada líquido molha um tipo sólido em algu-
ma extensão, ou seja, θ < 180º.
2.2. Energia livre ou tensão de superfície
Todas as moléculas que estão no interior de uma subs-
tância encontram-se sob a ação de forças do tipo Van
der Waals em todas as direções, porém, isso não é ob-
servado com as moléculas que constituem a superfície.
Devido a diferença entre volume e superfície, funções
termodinâmicas também foram atribuídas a esta, como por
exemplo, a energia livre de superfície e a tensão superfici-
al, sendo esta definida como a variação de energia livre
superficial com a variação da área superficial. Portanto, a
tensão superficial é o trabalho necessário para aumentar
uma superfície em uma unidade de área, reversivelmente.
As moléculas da superfície tendem a se orientar para
o volume, devido sofrerem uma atração simétrica, con-
seqüentemente, uma forma geométrica com menor área
é preferida, por exemplo, gotas esféricas em líquidos.
Tecnologia Acabamento Química Têxtil - n° 81/dez.05
66

No caso de líquidos, a tensão superficial pode ser de-
finida como uma força atuando paralelamente à superfí-
cie por unidade de comprimento. Porém, no caso dos só-
lidos, as moléculas que atuam na superfície não são equi-
valentes e a velocidade com que elas podem se arranjar
de maneira a se tornarem equivalentes é pequena.
A maioria dos líquidos apresenta energia livre de su-
perfície menor que 100 mN/m. Alguns materiais sóli-
dos, como por exemplo: metais, rubi, diamante e a sílica,
possuem energia superficial na faixa de 500-5000 mN/m,
apresentando assim superfícies com alta energia, na qual a
maioria dos líquidos orgânicos e inorgânicos se espalha
com certa facilidade. No caso dos polímeros, estes possu-
em uma energia livre superficial inferior a 100 mN/m, sen-
do, portanto, considerados materiais de baixa energia.
Estimativa da energia livre superficial de sólidos com
base na natureza das forças intermoleculares envolvi-
das tem sido muito recentemente estendida e pesquisa
nesse campo é abundante. Vários estudos correlacio-
nando dados de ângulo de contato com propriedades de
tensão superficial ou energia livre superficial podem ser
encontrados na literatura.
2.3. Método de Zisman (tensão superficial crítica)
A tensão superficial crítica dos sólidos poliméricos
varia com a composição química das moléculas da su-
perfície, assim para os polímeros fluorcarbonados, a
substituição de átomo de flúor por átomos de hidrogê-
nio aumenta a tensão superficial crítica. Esse acréscimo
também é observado quando se tem a substituição do
átomo de hidrogênio do polietileno (PE) por átomos de
cloro (polímeros clorocarbonados). Polímeros que têm
as superfícies ricas em oxigênio como o poli(tereftalato
de etileno) apresentam tensão superficial crítica maior
do que aqueles contendo átomos de carbono e hidrogê-
nio expostos na superfícies.
A tensão superficial crítica ou a molhabilidade é de-
terminada pela natureza e arranjos e empacotamento dos
átomos expostos na superfície e independe da natureza
e arranjo dos átomos mais distantes. Isso explica a ex-
trema localização do campo de força atrativo ao redor
das superfícies dos sólidos com átomos ligados cova-
lentemente na superfície, os quais são responsáveis pela
adesão entre uma grande variedade de líquidos e sólidos.
Pode ser observado também, na tabela 1 que γC para
a maioria dos polímeros apresentados está bem abaixo
da tensão (energia livre) superficial da água (72 mN/m),
sendo estes hidrofóbicos, ou seja, com baixa molhabili-
dade relativa à água.
3. Adesão em polímeros
Importantes aplicações dos polímeros necessitam que
estes sejam aderentes a outras substâncias. Por exem-
plo, adesão de tintas em embalagens poliméricas, ade-
são de fina camada metálica em peças decorativas, jun-
ção de estruturas de plásticos de engenharia usando ade-
sivos, fitas adesivas etc..
Junções adesivas fortes podem ser formadas pela ação
de várias forças físicas e químicas, porém, exigem um con-
tato muito íntimo entre as partes. A molhabilidade de su-
perfícies polimérica por adesivos é quase sempre necessá-
ria para o desenvolvimento de juntas adesivas fortes.
Os principais mecanismos de adesão são: adsorção
física, ligação química, difusão eletrostática, ligação
mecânica e camada limite fraca. Esses mecanismos po-
dem atuar num sistema particular, individualmente ou
algumas vezes em conjunto.
Tecnologia Acabamento Química Têxtil - n° 81/dez.05
68

3.1.Mecanismos de adesão
3.1.1.Adsorção física
Como todas a ligações adesivas envolvem contato
íntimo entre as moléculas, adsorção física deve sempre
contribuir para a adesão. É caracterizada por forças de
Van der Waals, as quais incluem as forças de Keeson
que surgem de moléculas com dipolos permanentes; as
forças de Debye, causadas por uma molécula com dipolo
permanente induzindo um dipolo a uma molécula vizi-
nha por polarização; e as forças de dispersão de London,
originadas de dipolos instantâneos produzidos pelo
movimento de elétrons dentro da molécula. Essas for-
ças de London representam a maior parte ou totalmente
as forças atrativas em polímeros tais como polietileno
(PE). Medida de ângulo de contato é uma maneira de
investigar a adesão por adsorção física. Estas são for-
ças mais fracas que contribuem para juntas adesivas,
porém, são muito eficientes para torná-las fortes.
3.1.2. Ligações químicas
Esse mecanismo envolve a formação de ligações
covalentes, iônicas ou de hidrogênio, através da interface.
Ligações covalentes podem ser formadas entre grupos
isocianatos de adesivos e átomos de hidrogênio ativos
(tais como hidroxila) presentes na superfície de madei-
ra ou papel onde ligações Si-O e C-O podem ser forma-
das e ocasionar forte adesão.
Uma outra possibilidade é a reação de adesivo epóxi
com uma superfície contendo grupos amina para dar li-
gações C-N. Ligações hidrogênio provavelmente con-
tribuem para aderir selos postais em envelopes, nos quais
o adesivo (poli álcool vinílico) e o papel (fibras de celu-
lose) contêm grupos -OH.
BRIGGS et al (1980) mostrou que a auto-adesão de
filmes de poli (tereftalato de etileno) (PET) tratados por
corona é feita via ligação H dos grupos fenólicos com
grupos carbonilas do filme tratado. OWENS (1975) mos-
trou que auto-adesão entre filmes de polietileno (PE)
tratados por corona ocorre através da ligação entre gru-
pos cetonas e hidrogênio com os grupos carbonila, for-
mados pelo tratamento.
3.1.3. Interdifusão
Para dois polímeros em contato, a interdifusão ocorre
se as cadeias são móveis (ou seja, a temperatura deve
estar acima da temperatura de transição vítrea dos dois) e
compatíveis. Como muitos polímeros são incompatíveis,
incluindo aqueles com estruturas químicas muito simila-
res como polietileno e polipropileno, geralmente a teoria
da interdifusão é aplicada apenas pela fusão das superfí-
cies dos polímeros, ou quando suas superfícies são co-
bertas com adesivos de contato e são pressionadas.
Outro exemplo é inchar duas superfícies de polies-
tireno com butanona (solvente termodinâmico) e juntá-
las sob pressão. O solvente diminui a temperatura de
transição vítrea abaixo da ambiente, enquanto a difusão
ocorre e depois evapora. Existem alguns pares de
polímeros compatíveis devido a interações específicas,
tais como poli(metacrilato de metila) e poli(cloreto de
vinila) (PVC), os quais permitem interdifusão quando
adesivos acrílicos são usados para aderir ao PVC.
3.1.4. Atração eletrostática
Atração eletrostática ocorre se dois metais são colo-
cados em contato e elétrons são transferidos de um para
outro, formando uma dupla camada elétrica, a qual gera
uma força de atração. No caso de polímeros que são
materiais isolantes, atração eletrostática vai depender
da distância e da densidade dos transportadores de car-
gas elétricas presentes nas superfícies, podendo em al-
guns casos, a força eletrostática ser comparável ou mai-
or que a de Van der Waals.
3.1.5. Ligação mecânica
Se um substrato tem superfície irregular, então o ade-
sivo pode penetrar nas irregularidades e endurecer. Li-
gação mecânica contribui principalmente para ligações
adesivas em materiais porosos, tais como madeira e te-
Tecnologia AcabamentoQuímica Têxtil - n° 81/dez.05
69
cidos. Para aderir metais em polímeros, por exemplo,
cobre em polipropileno, este último é tratado quimica-
mente. O tratamento cria uma superfície rugosa no
polímero e a adesão do metal ocorre principalmente por
ligação mecânica. Este também é o mecanismo presen-
te na ancoragem das restaurações dentárias.
4. Métodos de tratamento de superfície de polímeros
Os métodos usados para tratar superfícies de políme-
ros vão desde tratamentos chama convencionais, abrasão
mecânica, químicos/solventes e elétricos (como descar-
ga corona) a tratamentos plasma modernos e técnicas
de irradiação por feixe de partículas (elétrons, íons,
neutrons, fótons).
4.1.Tratamento mecânico
Esse tipo de modificação de superfície envolve téc-
nicas simples como esfregação com misturas abrasivas,
jateamento de areia etc. Esses procedimentos são fáceis
de aplicar, porém, apresentam muitas desvantagens. É
difícil controlar a quantidade de material removido no
procedimento. Irregularidades na superfície podem ser
produzidas por deficiência no controle das variáveis do
processo e sedimentos ou areia podem continuar depo-
sitados na superfície após o tratamento, necessitando
de limpeza da superfície.
4.2. Tratamento com reagentes químicos
No tratamento com reagentes químicos, os polímeros
são imersos em reagentes químicos durante um certo perí-
odo de tempo a uma dada temperatura. Nessas condições
ocorre a oxidação superficial e o aumento da rugosidade,
ocasionando melhora das propriedades de molhabilidade
e adesão do polímero. Vários reagentes químicos (ácidos,
bases, solventes etc.) ou soluções destes podem ser usa-
dos e a escolha do reagente e das condições experimen-
tais depende da natureza do polímero a ser tratado.
Embora o tratamento químico de superfície de
polímeros usando reagentes químicos tem mostrado re-
sultados satisfatórios no sentido de melhorar proprieda-
des adesivas, seu uso é complicado pelo fato de que os
solventes usados e resíduos formados são indesejados
do ponto de vista ambiental e progressivamente vem
sendo substituído por tratamentos menos poluentes.
4.3. Tratamento térmico ou chama
O tratamento por chama tem sido utilizado industri-
almente há muito tempo para modificar superfícies de
polietileno, polipropileno e alguns outros plásticos por
ser uma técnica relativamente simples, rápida e de bai-
xo custo. Pode ser usado para tratar superfícies de obje-
tos com formas irregulares e tem sido bem aplicado a
folha de filmes. Nesse tratamento, o polímero é exposto
à chama de um queimador com uma mistura de ar/gás
fixa para obter uma chama oxidante e estável.
Os principais parâmetros que devem ser controlados
e que influenciam no tratamento são: composição da
mistura gasosa, fluxo de ar, duração do tratamento e
distância entre chama e a superfície do polímero. O con-
tato entre a chama e a superfície do filme deve ser muito
breve para evitar distorção, fusão, ou queima do materi-
al, sítios insaturados, aumento da energia livre superfi-
cial e orientação da superfície.
4.4.Tratamento por radiação de fótons ou ultravioleta
Fótons com baixo comprimento de onda são espéci-
es energéticas usadas para ativar muitas reações quími-
cas. A radiação ultravioleta (UV) tem sido estudada,
principalmente, para observar seus efeitos nas proprie-
dades dos materiais poliméricos (degradação oxidativa),
em processos de fotopolimerização, cura de resina e ade-
sivos. Seu uso na modificação de superfícies poliméricas
tem sido caracterizado por descargas silenciosas, sim-
plicidade na montagem e facilidade de manuseio, além
da possibilidade de irradiar grandes áreas superficiais
de geometria complexa, por exemplo, em aplicações
industriais de plásticos metalizados na indústria
automotiva, no campo de protetores eletromagnéticos e
tecnologia de embalagens.
Tecnologia Acabamento Química Têxtil - n° 81/dez.05
70

A luz UV, em particular, possui uma profundidade
de penetração limitada, no entanto, alta absorção pelos
polímeros propicia a quebra de ligações e alterações das
propriedades dos mesmos. A modificação da superfície
depende fortemente do comprimento da radiação UV,
geralmente entre 250 a 400 nm, e da presença de oxigê-
nio, sendo que outras atmosferas (N2, Ar etc.) também
podem ser usadas.
Estudo de auto-adesão de filmes de poli(tereftalato
de etileno) (PET) utilizando luz UV, produzida por lâm-
pada de mercúrio de alta pressão para tratamento da
superfície no vácuo e no ar. O processo que ocorre du-
rante o tratamento por UV do filme PET é foto-oxida-
ção levando a formação de grupos químicos responsá-
veis pela auto-adesão, ou seja, há um aumento da pola-
ridade da superfície do filme com o tratamento. Testes
químicos e físicos mostram que a ligação adesiva ocor-
re entre o hidrogênio dos grupos fenólicos, criados pelo
UV na superfície, com os grupos carbonilas e carboxíli-
cos criados na outra superfície.
4.5. Tratamento por feixe de íons
Íons são espécies com alta capacidade de transfe-
rência de energia que podem causar vários efeitos na
morfologia e estado químico de superfícies poliméricas.
A interação fundamental entre um feixe de íons e um
filme polimérico ocorre através de colisões elásticas e
inelásticas entre os íons que são projetados e os átomos
ou moléculas da superfície polimérica. Essa interação
provoca, principalmente, quebra de cadeias, evapora-
ção, carbonização, ionização e produção de radicais li-
vres, os quais gradual e continuamente modificam ou de-
gradam as propriedades químicas e físicas de polímeros.
A modificação superficial depende da energia e do tipo
de íons usado, da dose do feixe e da natureza do polímero.
4.6.Tratamento por plasma
O plasma é um estado diluído da matéria, semelhan-
te a um gás ionizado, no qual partículas carregadas (áto-
mos, moléculas, íons positivos e negativos, radicais e
espécies excitadas) estão em tais proporções que o meio
está globalmente neutro. Plasmas iônicos são criados
numa variedade de gases (He, Ar, Kr, Ne, Xe, ar, NH3,
N2, CO
2, O
2) por meio de corrente elétrica direta (apli-
cada entre eletrodos), rádio freqüência, ou fontes de
energia de microondas e geralmente são formados em
câmaras à baixa pressão (da ordem de mTorr). Os
parâmetros de tratamento são: geometria da amostra/
câmara, pressão, fluxo do gás e parâmetros eletromag-
néticos (freqüência, tensão etc.).
A modificação de uma superfície polimérica exposta
ao plasma ocorre através do impacto das espécies forte-
mente reativas do plasma com as moléculas superficiais
do polímero, ocasionando reações que vão modificar a
composição da superfície. As ligações iniciais dos polí-
meros são trocadas por novas funções, as quais alteram
a energia superficial do material. A profundidade da
penetração do plasma é pequena e uma quantidade de
polímero é removida. O tratamento por plasma pode ser
aplicado a uma variedade de plásticos, incluindo
poliolefinas, poliésteres e polímeros fluorados.
4.7. Tratamento por descarga corona
As coronas são de importância técnica considerável,
sendo úteis como fontes de partículas carregadas, tanto
industrialmente como acadêmica no estudo de fenôme-
nos. Geralmente são fáceis de iniciar e operar. Suas prin-
cipais aplicações são: modificações de superfície de
materiais para alcançar propriedades adesivas, neutra-
lização de cargas estáticas em carpetes, precipitadores
eletrostáticos, crescimento microbial em filmes polimé-
ricos para acelerar a biodegradação, (remoção de gases
poluentes), tratamento de água e de efluentes líquidos etc.
A descarga corona é produzida em um gás (ar, N2,
O2 e outros) quando um potencial elétrico adequado é
aplicado entre dois eletrodos metálicos, por exemplo,
uma ponta e um plano ou outras geometrias: esfera-pla-
no, bastão-plano, placas paralelas etc. Nas regiões de
alto campo elétrico, ocorre a ionização do gás produ-
Tecnologia Acabamento Química Têxtil - n° 81/dez.05
72

zindo vento corona (ocasionado pela colisão de elétrons
com as espécies gasosas durante sua passagem pelo es-
paço entre os eletrodos) e espécies ativas (íons e molé-
culas excitadas). No caso da aplicação da descarga
corona para tratamento de superfície, se um material (por
exemplo, um polímero) for colocado sobre a placa (fi-
gura 2), as espécies ativas podem agir sobre ele e cau-
sar modificações na sua superfície.
A placa é geralmente coberta com um material iso-
lante (borracha de silicone, poliéster e cerâmica) para
prevenção de arcos entre os eletrodos. Os parâmetros
que influenciam nas propriedades superficiais dos fil-
mes tratados por descarga corona são: tensão aplicada,
distância entre a ponta e o filme, tempo de tratamento,
atmosfera utilizada, umidade relativa e temperatura.
Esse mecanismo envolve apenas oxigênio com espé-
cies reativas, porém, outras possibilidades podem exis-
tir para introdução de funcionalidades contendo oxigê-
nio na superfície através de reações com água, com ozô-
nio, óxidos de nitrogênio e derivados, mas estes estão
presentes em níveis muitos baixos.
A influência de parâmetros elétricos da descarga
corona em ar na modificação da molhabilidade de um
filme de poli(tereftalato de etileno) (PET). A descarga
gera espécies ativas que promoveram a fixação de O e
N na superfície do filme de PET, através de quebra de
ligações, reticulação e oxidação. Isso mostra que a in-
tensidade da corrente aumenta o número de cargas e de
espécies enxertadas na superfície. Quanto à distância
entre os eletrodos, sua ação sobre o número de espécies
fixadas é exponencial. O aumento da quantidade de O
enxertado na superfície do polímero aumenta a
molhabilidade superficial.
O tratamento corona é freqüentemente aplicado a fil-
mes poliméricos que podem ser movidos rapidamente
após o tratamento para outros processos numa produ-
ção. O tratamento oferece pontos de ancoramento físi-
cos e químicos para tintas e também produz uma super-
fície estável por certo período de tempo.
Devido à possibilidade de ligações voltarem a acon-
tecer, mesmo fracamente; reações secundárias com es-
pécies presentes no ar atmosférico e contaminantes se-
rem gradualmente adsorvidos, do ponto de vista práti-
4.7.1. Efeito da descarga corona em
superfície de polímeros
A descarga corona em ar atmosférico consiste de íons
carregados positivamente, elétrons, espécies excitadas ou
metaestáveis de oxigênio e nitrogênio. As espécies meta-
estáveis de oxigênio reagem com moléculas na atmosfera
para gerar ozônio, um poderoso agente oxidante. As ener-
gias das partículas (1-20 eV) são suficientes para quebrar
ligações C - C e C - H (2, 54 eV e 3, 79 eV, respectiva-
mente) e gerar radicais livres na superfície do polímero,
os quais podem reagir com átomos de oxigênio e formar
grupos polares (principalmente, COH,C = O, C - O).
As seguintes reações são propostas para representar
a oxidação da superfície de polipropileno (PP):
Tecnologia AcabamentoQuímica Têxtil - n° 81/dez.05
73

co, o tratamento corona é seguido imediatamente por
impressão, laminação etc.
O efeito primário da descarga corona em poliolefina
é a oxidação da superfície do filme, melhorando sua
molhabilidade e adesão à tinta, auto-adesão, metalização,
laminação etc. Um outro possível resultado do tratamen-
to corona em polímeros é o aumento da rugosidade da
superfície.
A modificação da superfície de filmes de polipro-
pileno (PP) por plasma de oxigênio e nitrogênio aumen-
ta a rugosidade superficial. Porém, testes de adesão
mostraram que a rugosidade não melhora as proprieda-
des adesivas do material como seria esperado de um
modelo de adesão mecânica, no qual o ancoramento fí-
sico pelo recobrimento (no caso, PP coberto por cama-
da de alumínio) é o principal mecanismo de adesão.
A oxidação da superfície de polímeros, como polipro-
pileno e poli (terefatalato de etileno) por tratamento corona
é acompanhada por considerável quebra de cadeias, le-
vando à formação de material oxidado de baixa massa molar
(LMWOM) na superfície, o qual passa a fazer parte da
estrutura do material e pode afetar propriedades de
molhabilidade e adesão em alguma extensão segunda.
5. Materiais e métodos
5.1. Materiais
Neste trabalho foram utilizados tecidos de poliéster
100% e os pigmentos amarelo, azul, vermelho e preto. Na
preparação da pasta foi utilizado espessante sintético tipo
emulsão inversa; fonte de descarga corona; microscópio
óptico da marca Leica, modelo Q500IW (computado-
rizado); goniômetro: Tantey, modelo CAM-MICRO.
5.2. Metodologia
5.2.1. Preparação da pasta
Preparou-se uma pasta a base de água, contendo
15 g/l de espessante sintético do tipo emulsão inversa,
em seguida, em amostras de pasta foram adicionados
3% dos seguintes pigmentos: Amarelo Sinterdye ASRT;
Vermelho Sinterdye ASGB; Azul Sinterdye ASRB-1 e
Preto Sinterdye BLT conc. À preparação de pasta pig-
mento numa indústria têxtil é acrescentado como ele-
mento importante na formulação, o ligante, que tem como
objetivo fixar o pigmento no tecido. Neste trabalho pre-
parou-se a pasta sem o ligante para verificar até onde o
tratamento corona tem a capacidade de aumentar a fixa-
ção dos pigmentos na superfície do poliéster.
5.2.2. Tratamento com descarga corona
Neste trabalho, inicialmente procurou-se utilizar a
descarga corona no processo de estamparia, abrangen-
do fases desse processo onde se pode aplicar esse trata-
mento: antes do processo de estamparia, durante o pro-
cesso com o tecido ainda úmido, após a secagem do
tecido e tratando antes e após a estampagem.
· Foram tratados tecidos de poliéster (100%); variando-se
o tempo de tratamento e altura de exposição e em seguida,
na região tratada, foram impregnados os pigmentos.
· Outras amostras de tecidos foram impregnadas com
pigmentos e imediatamente, com as amostras ainda
úmidas, foram tratadas com descarga corona, também
se variando o tempo e altura de exposição
· Em outros ensaios, da mesma forma, foram impregna-
dos os pigmentos e aplicou-se a descarga corona, po-
rém, estes com tecidos secos, variando-se também o tem-
po e altura de exposição.
· Amostras dos tecidos foram tratadas com descarga,
em seguida impregnada com os pigmentos. Após a se-
cagem, aplicou-se novamente descarga corona.
· As condições de temperatura foram (25ºC e umidade
relativa de 55%).
· O tempo de exposição variou entre 2, 3, 5 e 10 se-
gundos.
· A distâncias entre a amostra e a fonte de incidência
foram de 3 mm e 6 mm.
· Todos os experimentos forma acompanhados com aná-
lise de microscopia óptica.
· Realizou-se ensaio de solidez à lavagem em todas as
amostras.
Tecnologia Acabamento Química Têxtil - n° 81/dez.05
74

6. Resultados e discussões
As micrografias tiveram aumento de 100 X.
Essas micrografias (figuras 4, 5 e 6) foram tratadas
numa distância de 3 mm e com o tempo de 10s. Nota-se
que houve aparecimento de micro furos no tecido (de-
gradação), principalmente onde tratou-se por duas ve-
zes, porém, ao realizar o ensaio de solidez a lavagem,
observou-se que regiões vizinhas aos furos, que tam-
bém sofreram ataque, tiveram bons resultados e regiões
onde não ocorreu efetivamente o tratamento houve mai-
or debote da cor.
Nesses ensaios (figuras 7 a 12) dimi-
nuiu-se o tempo de tratamento manten-
do a mesma distância (3mm). Observou-
se que houve diminuição da intensidade
de furos e o tamanho dos mesmos e al-
guns nem apresentaram degradação do
material. Aqui também nas amostras fo-
ram feitos ensaio de solidez à lavagem,
com resultados satisfatórios nas regiões
tratadas. Nesses ensaios não foi realiza-
do o tratamento corona em duas etapas.
Nesses ensaios (figuras 13 a 17) se
observa, tal qual no ensaio com o pigmen-
to, que o tratamento feito em duas etapas
é danoso ao material, apresentando gran-
de intensidade de furos. Já em etapa úni-
ca, tratando por 3s a uma distância de
3mm, se obteve material com aspecto
melhor, tanto nas micrografias como nos
resultados de solidez à lavagem.
Nestas micrografias (figuras 18 a 21)
variou-se a distância de exposição de 6
e 3mm, onde não ocorreram mudanças
significativas. O tempo de exposição
manteve-se em 3s, assim em nenhum ex-
perimento houve degradação do materi-
al (furos). Da mesma forma que nos ou-
tros pigmentos, aqui também teve bons
resultados nos ensaios de solidez à lavagem.
Com o objetivo de verificar se houve aumento da
molhabilidade do tecido causado pelo tratamento corona,
tentou-se medir o ângulo de contato, utilizando como
líquido a água para produção da gota. Porém, não foi
possível medir o ângulo, devido aos espaços vazios do
Tecnologia Acabamento Química Têxtil - n° 81/dez.05
76

tecido, nos quais a gota fluirá instantaneamente, impe-
dindo a medição do ângulo contato.
A partir desse fato está em andamento estudos para a
medição do ângulo de contato, utilizando outros líquidos
ou outra técnica de medição do ângulo. A princípio utili-
zou-se a técnica da "gota séssil", agora está utilizando-se
a técnica da bolha captiva no sentido de medir o ângulo
de contato de amostras antes e após o tratamento.
Os tratamentos corona realizados nos tecidos foram
numa área pontual, ou seja, uma pequena superfície do
tecido foi tratada, sendo assim, no momento de aplica-
ção dos pigmentos houve regiões pigmentadas que não
sofreram tratamento, sendo que essas regiões não trata-
das tiveram resultado não satisfatório no momento do
teste de solidez à lavagem.
7. Conclusões
Tratamento corona ocasiona:
- Oxidação da superfície (-OH, C=O e C - O).
- Diminuição do ângulo de contato.
- Aumento da energia livre superficial; da rugosidade;
de adesão.
- Formação de novas estruturas.
Todos esses efeitos ocorrem efetivamente em mate-
riais poliméricos como: filmes de polipropileno,
polietileno e poliéster, em materiais têxteis, sendo tam-
bém de origem polimérica. Poucos são os trabalhos neste
sentido, assim, há necessidade de ajustar os parâmetros
como tempo, altura da descarga, densidade de carga,
tipo e forma de apresentação de fibra (fio, tecido).
Outras técnicas estão sendo utilizadas para verificar
as mudanças estruturais nas superfícies têxteis e se es-
sas mudanças permitem maior fixação de pigmentos e
outros como amaciantes, resinas etc. Há necessidade
de tratar uma superfície maior para verificar quantitati-
vamente os resultados que possibilitam obter uma con-
clusão melhor dos efeitos causados pela descarga corona.
8. Bibliografia
(1) AMOROUX, J. Modification of the Wettability of a Poly(ethyleneTerephthalate) Film Treated by Corona Discharge in Air. Journal ofPolymer Science: Polymer Chemistry Edition, v.19, p. 1373-1387, 1982.(2) BRIGGS, D.; RANCE, D. G., KENDALL, C. R., BLYTHE, A. R.Surface Modification of Poly (ethylene terephthalate) by ElectricalDischarge Treatment. Polymer, v.21, p. 895-900, 1980.(3) BRISTON, J. H., KATAN, L.L., Plastics Films, John Wiley & Sons,N. Y., 1989. Cap.13: Surface Modification Engineering, p.285-312.(4) CHAN, C. L., BAI, H. Na Experimental Study on the Performanceof Single Discharge Wire-plate Eletrostatic Precipitador WithBackcorona. Journal of Aerosol Science, v.30, n.3,p. 325-340, 1999.(5) COEN, M.C. DIETLER, G., KASAS, S., GRÖNING, P. AFMMeasurements of the Topography and the Roughness of ECR PlasmaTreated Polypropylene. Applied Surface, v. 103, p.27-34, 1996.(6) COSTA, A. C. Modificação de Superfície de Polietileno de AltaDensidade (PEAD) e Polietileno de Baixa Densidade (PEBD). Campi-nas: Instituto de Química, Universidade Estadual de Campinas, 1982.Dissertação (Mestrado).(7) FARLEY, J. M.,MEKA, P., Heat Sealing of Semicrystalline PolymerFilms. II Effect the Corona Discharge Treatment of LLDPE. JournalApplied Polymer Science, v.51, p 121-131, 1994.(8) FOURCHE, G. Overview of the Basic Aspects of Polymer Adhesion.Part II: Aplication to Surface Treatments. Polymer Engineering andScience, v.35, n.12, p.986-975, june 1995.(9) GARBASSI, F., M., OCCHIELLO, E., Polymer Surface - fromphysics to technology. Chichester, John Wiley & Sons, 1994, 462p.(10) HART, K., HIBIST, H. Surface Modification of Polypropylene inOxygen and Nitrogen Plasmas, Surface and Coatings Technology, v.59, p. 350-355, 1983.(11) OWENS, D.K., The Mechanism of Corona and Ultraviolet Ligth-Induced Self-Adesion of Poly(ethylene therephtalate) Film. JournalApplied Polymer Science, v.19,p.3315-3326, 1975.(12) SPRANG, N., THEIRICH, D., ENGEMANN, J. Plasma and LonBEAN Surface Treatment of Polyethylene. Surface and CoatingsTechnology, v.74-75, p. 689-695, 1995.(13) SINÉZIO, J.C.C. São Carlos: Instituto de Física e Química deSão Carlos - Universidade de São Paulo, 1990. Tese (Doutorado).(14) ZISMAN, W.A. Relation of Equilibrium Contact Angle to Liquidand Solid Constitution, Washington, 1964. Cap.1: Contact Angle,Wettability, and Adhesion, Advance in Chemistry Series.*João Batista Giordano [email protected]**João Sinézio de Carvalho Campos - [email protected]
Tecnologia AcabamentoQuímica Têxtil - n° 81/dez.05
77

Eastman e Voridian em novo endereço
A Eastman do Brasil Ltda. e a Voridian do Brasil Ltda
estão instaladas em novo endereço, à rua Alexandre Du-
mas, 1711 - Birmann 12 - 2º andar cjs. 201A e 201B
Chácara Santo Antonio - São Paulo - SP. Tel.: (11)
4506.1000. Site: www.eastman.com.br .
CHT r ecebe Certificado ISO 14001
A CHT Brasil Química Ltda. com muito orgulho vem
compartilhar um fato muito importante dentro de sua
história no mercado brasileiro. No ano de 1987, quando
recebeu a certificação ISO 9001, foi uma das primeiras
empresas do setor químico com aplicação no setor têx-
til a receber este certificado. Agora, em agosto de 2006,
a CHT Brasil Química Ltda é novamente uma das em-
presas pioneiras a receber o certificado ISO 14.001.
A preocupação com a qualidade de seus produtos e
serviços e o cuidado com a ecologia são fatores muito
importantes dentro da filosofia de trabalho da empresa.
Assim, a CHT Brasil Química Ltda quer garantir aos
seus clientes e fornecedores uma relação duradoura, ba-
seada em fundamentos sérios que visam alcançar a per-
feição em suas atividades.
DuPont e White Martins representam aindústria química entre sete destaques em
projetos de gestão pessoal
A DuPont do Brasil e a White Martins acabam de ven-
cer o Prêmio Vida Profissional Sodexho Pass 2005 nas
categorias Benefícios e Voto Popular (pela internet), res-
pectivamente. A razão do reconhecimento é o sucesso dos
78
projetos de gestão "Multiflex", da Du Pont, e "Programa
Portadores de Necessidades Especiais", da White Martins.
As duas empresas apostaram em programas de gestão ino-
vadores e eficientes, razão pela qual foram contempladas.
Bayer apresenta embaixadoresambientais de 2005
A segunda versão brasileira dos prêmios ambientais
Bayer Young Environmental Envoy (BYEE) e Bayer
Environmental Award for Media (BEAM) já tem seus
vencedores. Os seis embaixadores ambientais do Bayer
Young Environmental Envoy e Bayer Environmental for
Media são: Carla Fabiana Scatolim Rombaldo, Cristiano
Menezes, Rafael Rosolem, Tatiane Sant' Ana Guima-
rães, Claudio Ângelo e Marlon Herath. Eles ganharam
uma viagem à Alemanha, onde conhecerão diversos pro-
jetos ambientais, inclusive da própria empresa, e conhe-
cerão os ganhadores dos outros países, fazendo um in-
tercâmbio de informações sobre o meio ambiente.
OPORTUNIDADE
Empresa fabricante de linha completa de pro-dutos auxiliares para o setor de acabamento têx-til, sediada em São Paulo, procura Representan-te para atuar em área comercial na região do Riode Janeiro, Juiz de Fora e Espírito Santo. Exige-se bom conhecimento do mercado têxtil nessaslocalidades.
Enviar Curriculum, colocando o código REP/1no lado externo do envelope para: AssociaçãoBrasileira de Químicos e Coloristas Têxteis - Pra-ça Flor de Linho, 44 - Centro Comercial deAlphaville - Barueri - SP - CEP:- 06453-007
79
LANXESS lança o primeiro elastanoinvisível em tecidos escuros
Reafirmando seu papel de empresa moderna e dinâ-
mica, a Lanxess, indústria alemã especialista em produ-
tos químicos e plásticos, lança o primeiro elastano que
fica invisível quando aplicado em tecidos escuros, e evita
a necessidade de tingimento em fibras elásticas –
Dolarstan® Black. O novo elastano também evita a vi-
sibilidade em combinações de fios elásticos contendo
fibras sintéticas quimicamente tingidas, tais como poli-
éster, poliamida ou fios acrílicos.
O produto, que tem por base poliéster, está disponí-
vel nos títulos 40 e 70 denier com excelente solidez à
luz, UV e Nox. “Ele possui notável resistência ao
percloroetileno e ao cloro, tornando-se ideal para uso
em tecidos destinados à confecção de moda praia e pode
ser exposto à lavagem a seco sem nenhuma restrição. O
tom preto da fibra é estável à limpeza, tanto por líqui-
dos aquosos quanto por meio de solventes”, destaca
Rosangela Cipriano, gerente da UN.
A Lanxess, por meio de sua Unidade de negócios
Inorganic Pigments (IPG) , também foi a vencedora do 9º
Prêmio do Melhor Produto do Ano. Promovido pelo Gru-
po Revenda, a companhia venceu no segmento “Pigmen-
tos/Corante” com o produto Pó Xadrez, pela sétima vez
consecutiva. Cleber Centenaro, chefe de vendas do IPG,
destacou que a premiação é o reconhecimento do empe-
nho constante da Lanxess em produzir, em sua planta de
Porto Feliz, um pigmento inorgânico de alta qualidade.
Lançamentos GIII
A GIII finalizou em setembro a expansão de seu la-
boratório de testes para avaliação de produtos, desen-
volvimento de cores e otimização de processos em
Blumenau. O laboratório, que atende a todo o Brasil,
tem agora maior capacidade para atender a crescente
demanda pelos produtos da GIII.
A empresa lançou no Brasil a linha de corantes Bima-
ginativ SV, formada por corantes reativos polifuncionais
mais fortes, versáteis e caracterizados por grupos mono-
clorotriazina e vinilsulfônico compatíveis com os
corantes bifuncionais da atual linha Bimaginativ LG. A
linha Bimaginativ SV é indicada para tingir fibras
celulósicas e suas misturas com fibras sintéticas - ma-
lha, tecido, fio etc. Suas vantagens são a versatilidade
de processos, excelente igualização, reprodutibilidade e
lavabilidade que promovem um processo de tingimento
otimizado, com alta fixação, e excelente performance.
Menos fósforo nos detergentes em pó
A partir de 29 de outubro, os fabricantes de deter-
gentes em pó iniciam o processo de redução do teor de
fósforo na composição do produto, conforme determina
a Resolução N.o 359, de 29 de abril de 2005, do
CONAMA (Conselho Nacional de Meio Ambiente). A
nova norma estabelece a redução gradual do fósforo
dentro dos próximos três anos e em três etapas. O obje-
tivo é controlar a carga de fósforo proveniente dos de-
tergentes em pó nos rios e lagos brasileiros, contribuin-
do para a solução do problema da eutrofização – fenô-
meno caracterizado pelo excesso de nutrientes nas águas,
principalmente fósforo e nitrogênio..
Para a diretora-executiva da ABIPLA, Maria Eugênia
Proença Saldanha, a Resolução 359 representa um avan-
ço no controle da eutrofização no país. “Essa é apenas a
contribuição da indústria. Para a solução definitiva do
problema, é fundamental que todas as fontes responsá-
veis pelo aporte de fósforo na natureza sejam analisa-
das e que outras medidas sejam implantadas”.
EMPRESA CONTRATAREPRESENTANTE COMERCIAL
Renomada empresa química do ramo têxtil(corantes e auxiliares), situada em SP, estárecrutando Representantes Comerciais comconhecimento técnico e experiência, para atu-arem nos Estados de São Paulo e Goiás.Enviar CV para Caixa Postal: 328-0São Bernardo do Campo.

Reggiani lança máquina de estampar digital
Através da Studio Tessile, a empresa italiana Reggiani
lança no mercado brasileiro sua nova tecnologia para
estamparia digital. Em colaboração com a Scitex Vision,
com quem desenvolveu as cabeças impressoras, e a Ciba
Speciality Chemicals, produtora de corantes, pigmen-
tos etc., a Reggiani desenvolveu e produziu sua máqui-
na digital denominada DReAM.
A DReAM teve aceitação imediata no mercado mun-
dial graças a suas peculiaridades técnicas e elevada pro-
dução industrial. Até fins de 2005, aproximadamente
25 máquinas já estarão operando na Europa, Estados
Unidos e China.
A Ciba desenvolveu corantes especificos para a
DReAM, que são fornecidos para as estamparias a pre-
ços inferiores a média de mercado devido a seu menor
custo.Atualmente estão disponíveis os corantes reativos
Cibacron® RAC, os ácidos Ciba Lancet® RAC; os
dispersos para papel Ciba Terasil® RAC e os dispersos
Ciba Tesasil® RAC TOP. Para o ano de 2006, também
estarão disponíveis no mercado os pigmentos com a
denominação Ciba Irgaphor® RAC.
A DReAM opera com seis cores básicas: ciano,
magenta, preto, laranja, amarelo e azul. Ela estampa com
uma definição fixa de 600 dpi e é produzida em dois
modelos: Mod. 160 para altura da estampa de 155 cm
com uma produção de 150 m²/h e Mod. 220 para altura
da estampa de 220 cm com uma produção de 190 m²/h.
Em 2006 será lançado no mercado o Mod. 320 para
altura da estampa de 320 cm, que deverá ser utilizado
pelas estamparias especializadas em artigos de cama e
mesa. Pelas suas características técnicas e produtivas, a
maquina DReAM é economicamente competitiva. Seu
layout é similar ao de uma máquina de estampar a qua-
dros tradicional, porem no lugar de quadros planos es-
tão as cabeças "ink jet".
A entrada do tecido pode ser em rolo grande ou pe-
queno, guias, colagem sobre o tapete rolante, lavagem
contínua e secagem em linha, com a saída do tecido em
rolo e/ou faldas.
M&G lança fibra de poliéster antimicrobiana
A M&G Fibras e Resinas, subsidiária brasileira do
grupo italiano Mossi & Ghisolfi, apresentou durante a
Techtextil 2005 uma grande inovação para o segmento
têxtil: a fibra Alya Health, que faz parte de uma nova
geração de fibras chamadas de inteligentes ou de alta-
performance. O produto incorpora uma tecnologia que
evita a proliferação de microorganismos, como bactéri-
as e fungos, e pode ser aplicado em diversos segmentos
como na indústria de calçados, vestuário, móveis etc.
A tecnologia foi desenvolvida pela indústria química
americana Milliken. Trata-se de um aditivo que contém
cerâmicas com íons de prata. A fibra com a nova tecno-
logia se torna bioativa, ou seja, na presença de microorga-
nismos libera íons que rompem a membrana celular dos
mesmos, eliminando-os e evitando sua proliferação.
“O principal benefício dessa fibra está relacionado à
saúde”, afirma Luís Henrique Bittencourt, gerente co-
mercial da M&G. “O produto contribui para ambientes
mais saudáveis, na medida em que evita a proliferação
de microorganismos responsáveis por diversas doenças
alérgicas. Além disso, traz o benefício de eliminar odo-
res desagradáveis, como por exemplo os provenientes
de calçados, roupas íntimas e esportivas”, complementa.
As pesquisas realizadas pela M&G mostram que a fi-
bra Alya Health reduz em 99,99% a proliferação das bac-
térias klebsiella pneumoniae e staphylococcus aureus.
Essas são as bactérias mais usadas em testes de laborató-
rio para comprovar a eficácia de aditivos antimi-crobianos,
por serem representativas das duas principais classes de
bactérias existentes (gran-positivas e gran-negativas).
A vantagem da tecnologia empregada no Alya Health
sobre outras, como por exemplo o coating (sistema de
cobertura aplicado em fibras e que tem a mesma finali-
dade), está no processo de fabricação. O aditivo conten-
do os íons de prata é incorporado na massa da fibra e,
desta forma, mantém a propriedade antimicrobiana per-
manentemente, mesmo após longos períodos de uso e
grande quantidade de lavagens.
80

Uma mensagem de NatalUma mulher regava o jardim de sua casa e viu três idosos à sua frente.Ela não os conhecia, mas se aproximou e puxou conversa:- Não creio que conheço os senhores, mas acredito que estão com fome. Por favor, entrem em
minha casa e façam um lanche.Eles perguntaram:- Seu marido está em casa?- Não, respondeu ela.- Então, não podemos entrar.Ao entardecer, quando o marido da mulher chegou, ela contou o que tinha acontecido. O marido
olhou pela janela e viu que os três idosos ainda estavam lá.- Ora, diga-lhes que entrem!A mulher saiu e convidou os três.- Não podemos entrar os três juntos, explicaram os anciãos.- Por quê?Um dos homens apontou os companheiros e explicou:- O nome desta senhora é Riqueza e o daquele homem é Êxito. Eu me chamo Amor. Agora, en-
tre e decida com seu marido qual dos três será convidado para ficar.A mulher entrou e contou ao marido sobre o que ouvira.O homem ficou intrigado, mas resolveu fazer a escolha:- Que bom! Já que o critério é esse, então convidemos a Riqueza! Que ela encha nossa casa
de bens materiais, conforto e muito dinheiro.A mulher não concordou:- Querido, por que não convidamos o Êxito? Assim, tudo que faremos prosperará e poderemos
multiplicar tudo o que temos.A filha que estava escutando veio correndo e indagou:- Não seria melhor convidar o Amor? Nossa casa ficaria feliz, viveríamos em harmonia e espa-
lharíamos esse sentimento aos nossos vizinhos, amigos e parentes.Depois de pensar um pouco, o marido decidiu:- Sigamos o conselho de nossa filha. Mulher, vá lá fora e convide o Amor a ser nosso hóspede.A mulher saiu e perguntou:- Qual dos senhores é o Amor? Por favor, venha. Você é nosso convidado.O Amor avançou para dentro da casa e os outros dois o seguiram.Surpresa, a mulher perguntou:- Convidei o Amor, por que os senhores o seguem? Também vão entrar?Os idosos responderam:- Se vocês tivessem convidado a Riqueza ou o Êxi-
to, os outros dois ficariam de fora. Mas, como o Amorfoi convidado, onde ele vai nós o seguimos.
Que o amor deste Natal visite os lares de todos osnossos amigos, associados, anunciantes ecolaboradores e traga consigo a prosperidade noano que se inicia.
Feliz Natal81

1. OBJETIVO
Este procedimento prescreve o modo pelo qualé avaliada a solidez da cor de artigos têxteis sob aação do suor produzido pelo corpo humano, atra-vés de uma solução ácida (pH = 5,5) e uma solu-ção alcalina (pH = 8,0).
2. CAMPO DE APLICAÇÃO
Este procedimento é aplicável a fibras, fios e te-cidos de todos os tipos, tintos, estampados ou co-loridos de qualquer outra forma.
Neste procedimento os corpos-de-prova com-postos são deixados de molho durante trinta minu-tos em duas diferentes soluções contendo histidina,após o que, o excesso dessa solução é eliminadoe os corpos-de-prova são colocados entre as pla-cas de acrílico do perspirômetro, a uma dada pres-são, deixados durante quatro horas em estufa a37°C, secos ao ar e avaliados quanto à alteração etransferência de cor, com o auxílio das escalas cin-za correspondentes.
3. REFERÊNCIA
ISO 105-E04 - 1994 Têxteis - Ensaios para solidez da cor - Parte E04: Solidez da cor ao suor.
4. NORMAS COMPLEMENTARES
4.1. DQ-LPTex-PE 10.0.15 - 2002 Escala cinzapara a avaliação da alteração da cor nos en-saios de solidez da cor de têxteis.
4.2. DQ-LPTex-PE 10.0.16 - 2002 Escala cinzapara a avaliação da transferência da cor nosensaios de solidez da cor de têxteis.
4.3. DQ-LPTex-PE 19.0.00 - 2002 Princípios ge-rais dos ensaios de solidez da cor de têxteis.
IPTCONTROLE DE QUALIDADE TÊXTILProcedimento de Ensaio IPT DQ-LPTex-PE 19.0.15
Laboratório de produtos têxteisSolidez da cor de têxteis sob a ação do suor
Par
te in
tegr
ante
da
revi
sta
Quí
mic
a T
êxtil
n°
81/d
ez.2
005
5. EQUIPAMENTOS E MATERIAIS
5.1. Dois perspirômetros marca J. H. Heal, modelo290, códigos PPR-01 e PPR-02, operando cada umdeles, com onze placas de acrílico com dimensõesde (115 x 60 x 1,6) mm, peso vermelho. Esse con-junto (perspirômetro + onze placas + peso verme-lho) aplica uma pressão de 12,5 kPa sobre os cor-pos-de-prova de (100 x 40) mm.
5.2. Estufa tipo incubadora com circulação forçadade ar, marca Carbolite, modelo PF30, código INC-01.
5.3. Medidor de pH marca Mettler Toledo, modeloportátil MP 120, código PHM-01, operando na fai-xa de pH de 0,0 até 14,0; resolução de 0,01 pH.
5.4. Balança analítica marca Sartorius, modeloGenius ME2158, resolução de 0,01 mg, código BAE-03; ou balança analítica marca Mettler, modelo H-Cinco, resolução de 0,1 mg, código BAE-02.
5.5. Tecido-testemunha multifibras ou, tecidos-tes-temunha constituídos de uma só fibra, com as ca-racterísticas e forma de utilização indicadas no Pro-cedimento de Ensaio DQ-LPTex-PE 19.0.00 - 2002- Princípios gerais nos ensaios de solidez da corde têxteis.
5.6. Linha de costura alvejada, para unir os com-ponentes dos corpos-de-prova compostos por umadas arestas menores.
5.7. Baguetas de vidro para espremer manualmenteos corpos-de-prova compostos.
5.8. Balões volumétricos com capacidade adequa-da, dependendo do volume das soluções de suorque se deseja preparar.
5.9. Água destilada.
5.10. Soluções dos reagentes, preparados recen-temente e contendo por litro:
5.10.1. Solução alcalina:

0,5 g de monoclorohidrato de L-histidina(C6H9O2N3 . HCl . H2O);
5,0 g de cloreto de sódio (NaCl);5,0 g de ortofosfato dissódico dodecahidratado
(Na2HPO4 . 12 H2O), ou3,7 g de ortofosfato dissódico heptahidratado
(Na2HPO4 . 7 H2O), ou2,5 g de ortofosfato dissódico dihidratado
(Na2HPO4 . 2 H2O);
Esta solução é ajustada ao pH 8,0 com uma so-lução a 0,1 mol/L (4,0 g/L) de hidróxido de sódio(NaOH).
5.10.2. Solução ácida:0,5 g de monoclorohidrato de L-histidina
(C6H9O2N3 . HCl . H2O);5,0 g de cloreto de sódio (NaCl);2,2 g de ortofosfato monossódico dihidratado
(NaH2PO4 . 2 H2O);
Esta solução é ajustada ao pH 5,5 com uma so-lução a 0,1 mol/L (4 g/L) de hidróxido de sódio(NaOH).
5.11. Placas de Petri de no mínimo 13 cm de diâ-metro e 2 cm de altura, ou outros recipientes ade-quados para imergir os corpos-de-prova compos-tos na solução ácida ou alcalina, depositando-ossem dobras no fundo dos recipientes.
5.12. Estufa com circulação forçada de ar marcaFabbe, modelo 170, código EST-01, para a seca-gem dos corpos-de-prova após o ensaio.
6. ATMOSFERA PADRÃO DE ENSAIO
Neste procedimento as amostras e os corpos-de-prova não precisam ser condicionados e ensai-ados na atmosfera padrão de condicionamento eensaio.
7. PREPARAÇÃO DOS CORPOS-DE-PROVACOMPOSTOS
7.1. Neste procedimento utiliza-se um corpo-de-prova composto para o ensaio com solução ácidae outro corpo-de-prova composto para a soluçãoalcalina.
7.1.1 Se a amostra é constituída de um tecido pla-no, tecido de malhas ou nãotecido, recortar doiscorpos-de-prova com dimensões de (100 x 40) mm,inseri-los entre o(s) tecido(s)-testemunha tambémcom dimensões de (100 x 40) mm selecionado(s)
de acordo com o item 5.6 deste procedimento euni-los por costura em uma das arestas menores.
Não tensionar demasiadamente a linha de cos-tura. O uso de linha de costura muito tensionada,originando o enrugamento do corpo-de-prova, cau-sará erros nos resultados de transferência da cor.
7.1.2 Se a amostra é constituída de fios ou fibrassoltas, separar uma massa igual à metade das mas-sas combinadas dos dois tecidos-testemunha ecolocá-la uniformemente espalhada entre os doistecidos-testemunha de (100 x 40) mm cada e uni-los por costura nas quatro arestas. Se utilizar o teci-do-testemunha multifibras, usar como segundo teci-do-testemunha o tecido de polipropileno não tingível.
8. PROCEDIMENTO E APRESENTAÇÃODOS RESULTADOS
8.1. Dispor o corpo-de-prova composto na Placade Petri ou outro recipiente adequado (item 5.11),deixando-o liso, sem dobras, e cobri-lo com a solu-ção alcalina de pH 8, usando uma proporção de50:1 em relação à massa seca do corpo-de-provacomposto. O corpo-de-prova deve permanecerimerso na solução durante 30 min, apertando-o como auxílio de uma bagueta de ponta achatada, paragarantir sua completa e uniforme umectação. Após30 min., remover o corpo-de-prova da placa de Petrie eliminar o excesso de solução, passando-o entredois bastões de vidro. A massa do corpo-de-provaúmido deve ser igual a (2,0 - 2,5) vezes a sua mas-sa seca, ("pick-up" de 100 a 150%).
Se permanecer solução em excesso nos cor-pos-de-prova compostos, ao montá-los noperspirômetro esta solução escorre, podendo con-taminar outros corpos-de-prova e a estufa Carbolite.Se o corpo-de-prova composto for espremido emexcesso na passagem entre os dois bastões de vi-dro, ele poderá secar durante as quatro horas emque permanecer na estufa a 37°C. Se isso aconte-cer, desprezar esse corpo-de-prova e ensaiar umnovo corpo-de-prova composto, aumentando o"pick-up" úmido.
8.2. Alguns tecidos absorvem com dificuldade assoluções alcalina e ácida. Nesses casos é neces-sário melhorar sua impregnação, comprimindo oscorpos-de-prova com os bastões de vidro e no finalnão espremê-los, somente eliminar as gotas super-ficiais com papel filtro.

A Tabela 1, a seguir, serve de orientação parase saber a massa dos componentes dos corpos-de-prova compostos, antes e depois da umectação.
3.3. Colocar cada corpo-de-prova composto entreduas placas de acrílico com o número 1 do pers-pirômetro código PPR-01, deixando-os bem lisos esem dobras, devendo atentar para a ordem das co-res claras sobre as escuras para evitar contamina-ção. No perspirômetro pode-se ensaiar até dezcorpos-de-prova simultaneamente. Quando se es-tiver ensaiando somente um ou poucos corpos-de-prova, deve-se colocar no perspirômetro sempreas onze placas de acrílico, para que no final a pres-são aplicada ao corpo-de-prova seja 12,5 kPa.
8.4. Utilizando o processo indicado nos itens 8.1 a8.3 acima, umedecer o outro corpo-de-prova coma solução ácida de pH 5,5. Nessa determinação,deve-se utilizar o perspirômetro código PPR-02, eas placas de acrílico com o número 2.
8.5. Numa série de determinações, para obter re-sultados consistentes, a absorção das soluçõesdevem ser idênticas para todos os corpos-de-pro-va, porque o grau de transferência de cor tende aaumentar com o maior teor de solução retida.
8.6. Montar os corpos-de-prova dos itens 8.1 e 8.4em perspirômetros diferentes. Os perspirômetrosdevem estar limpos e lavados, não podendo estarcontaminados com soluções diferentes daquelautilizada no ensaio. A não observação da limpezado perspirômetro poderá causar erro considerávelda avaliação da solidez da cor.
Baixar as placas de aço inox do perspirômetro,colocar sobre a placa superior o peso vermelho de3 567 g e apertar os dois parafusos tipo borboleta
na lateral dos perspirômetros. Feito isso, removero peso vermelho.
8.7.Introduzir os perspirô-metros na estufa tipo in-cubadora e deixá-los du-rante 4 h à temperaturade (37 ± 2)°C. A posiçãodos perspirômetros naestufa não interfere nosresultados.
8.8 Retirar os corpos-de-prova compostos do pers-pirômetro e deixar seuscomponentes unidos sópela costura de uma ares-ta pequena. Abrir o corpo-de-prova de modo que osretângulos dos tecidos
acompanhantes não entrem mais em contato como corpo-de-prova da amostra. Deixá-los secar aoar. Querendo acelerar a secagem, secá-los duran-te no máximo 4 h na estufa Fabbe, ajustada à tem-peratura de 50°C. Neste último caso, ao retirar oscorpos-de-prova da estufa, deixá-los ao ar duran-te, no mínimo 4 h, antes de efetuar as avaliaçõesde solidez da cor.
Nota: Após o término do ensaio lavar abundante-mente com água corrente e finalmente com águadestilada os perspirômetros e todas as placas deacrílico.
8.9. Avaliar a alteração da cor do corpo-de-provade acordo com o Procedimento de Ensaio DQ-LPTex-PE 10.0.15 - 2002 Escala cinza para a ava-liação da alteração da cor nos ensaios de solidezda cor de têxteis; e a transferência da cor aos teci-dos-testemunha de acordo com o Procedimento deEnsaio DQ-LPTex-PE 10.0.16 - 2002 Escala cinzapara a avaliação da transferência da cor nos ensai-os de solidez da cor de têxteis.
8.10 Apresentar no Relatório de Ensaio:
· O resultado numérico da alteração da cor do(s)corpo(s)-de-prova.· O resultado numérico da transferência da corpara cada um dos dois tecidos-testemunha, ouda faixa do tecido-testemunha multifibra que maisse tingir.· Qualquer desvio deste procedimento.

9. OBSERVAÇÃO
Utilizar sempre o mesmo perspirômetro e asmesmas placas para a mesma solução ácida oualcalina, para evitar possíveis contaminações de-vido à má lavagem.
10. NORMAS TECNICAMENTE EQUIVALENTES
ABNT NBR 8 431 - 1984Materiais Têxteis - Determinação da solidezda cor ao suor.
AATCC 15 - 1997Colorfastness to perspiration.
Eraldo Maluf - Laboratório de Produtos Têxteis - IPTtel. (11) 3767.4664 / e-mail: [email protected] - www.ipt.br
DIN EN ISO 105-E04 - 1996Textilen - Farbechtheitsprüfungen - Teil E04:Farbechtheit gegen Schweiβ (ISO 105-E04:1996); Deutsche Fassung EN ISO 105-E04:1996.
BS EN ISO 105-E04 - 1996Textiles. Tests for colour fastness. Colourfastness to perspiration.
NF EN ISO 105-E04 - 1996Textiles. Essais de solidité des teintures.Partie E04: Solidité des teintures a la sueur.