universidade tecnolÓgica federal do … · processamento, é feita uma inspeção prévia, da...
TRANSCRIPT

ESTÁGIO CURRICULAR - LABORATÓRIO DE CONTROLE DA QUALIDADE DA
COPROLEITE
ENEFICIAMENTO E CARA
CTERIZAÇÃO DE
DA INDÚSTRIA DE NA RAGIÃO DE CORUMBATAÍ DO SUL: APROVEITAMENTO DA
CASCA
Campo Mourão 2013
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ CAMPUS – CAMPO MOURÃO
CURSO SUPERIOR EM TECNOLOGIA EM ALIMENTOS
Relatório de Estágio Curricular Lincoln Malagutti dos Santos
Profª: Dra. Maria Josiane Sereia
Relatório de Estágio Curricular
Lincoln Malagutti dos Santos
Profª: Dra. Maria Josiane Sereia
1
1
Resumo
O leite por sua composição rica em proteínas, gorduras, carboidratos, sais minerais
e vitaminas, sendo considerado como um excelente meio de cultura, pois constitui
um ambiente adequado para o desenvolvimento de vários microrganismos. Desta
forma, os principais fatores que contribuem para a perda da qualidade do leite são:
falta de higiene durante a ordenha, limpeza e sanitização inadequadas dos
equipamentos e utensílios de ordenha, acondicionamento e transporte em condições
inapropriadas do ponto de vista de higiene e temperatura. Todas as atividades
realizadas durante o período de estágio auxiliaram no enriquecimento do
aprendizado e entendimento de uma maneira bastante ampla da realidade diária em
uma indústria de laticínio. O presente relatório tem como objetivo descrever as
atividades desempenhadas durante o período de estágio curricular no laboratório de
controle da qualidade da COPROLEITE, tais como: controle de higiene das
instalações, controle integrado de pragas, higiene dos funcionários e equipamentos,
controle de temperaturas, verificação da qualidade da água utilizada nos processos,
controle de qualidade da matéria-prima e dos produtos finais, realizados por meio de
análises físico-químicas e microbiológicas objetivando verificar a qualidade do
produto final.
2
1. Introdução
Entende-se por leite, sem outra especificação, o produto oriundo da ordenha
completa, e ininterrupta, em condições de higiene, de vacas sadias, bem
alimentadas e descansadas. O leite de outros animais deve denominar-se segundo
a espécie de que proceda (BRASIL, 1997).
O leite é considerado um alimento quase completo, por apresentar um alto
valor de nutrientes, por isso pode ser amplamente comercializado e consumido pela
população. Sua composição básica e 87,5% de água e 13,0% de sólidos totais (com
exceção da gordura, são chamados de sólidos não gordurosos) que estão
suspensos ou dissolvidos na água, o leite contém quantidades variadas de lipídios,
proteínas e carboidratos que são sintetizados dentro da glândula mamária, bem
como quantidades menores de minerais e outros componentes lipossolúveis e
hidrossolúveis (CARVALHO et al., 2007).
As características físico-químicas do leite podem ser alteradas devido a alguns
fatores tais como: nutricionais, ambientais e fraudes do produto, como por exemplo,
adição de água dentre outros. A qualidade microbiológica do leite pode ser
comprometida devido às condições de higiene durante a ordenha, de limpeza de
utensílios e equipamentos antes e após a pasteurização e até mesmo das condições
climáticas da região, dentre outros fatores (GARRIDO et al., 2001).
Após conhecer a composição do produto e avaliar o seu valor intrínseco, este
segue para determinadas dosagens de seus principais elementos, para o leite os
métodos mais praticados e usados para determinar os elementos principais e
pesquisar fraudes no leite são: acidez, alizarol, crioscopia, densidade, teor de
gordura, extrato seco total (EST), extrato seco desengordurado (ESD), presença de
fraudes (amido, urina, cloretos, açúcar, bicarbonato de sódio, soda e água
oxigenada e formol) e pesquisa de antibiótico (BEHMER, 1999).
Os testes empregados para avaliar a qualidade do leite constituem normas
regulamentares em todos os países, havendo pequena variação entre os parâmetros
avaliados e/ou tipos de testes empregados. De um modo geral, são avaliadas
características físico-químicas, sensoriais e são definidos parâmetros de baixa
contagem de bactérias, ausência de microrganismos patogênicos, baixa contagem
3
de células somáticas, ausência de conservantes químicos e de resíduos de
antibióticos, pesticidas bem como qualquer forma de adulteração.
Neste contexto, a Cooperativa Regional dos Produtores de Leite
(COPROLEITE) esta voltada para a qualidade do seu produto, desde a inspeção
cuidadosa da produção primária, do processamento até o produto final.
O presente relatório tem como objetivo descrever as atividades desenvolvidas
durante o período de estágio no laboratório de controle da qualidade na
COPROLEITE, incluindo análises físico-químicas desde a coleta da amostra na
recepção do leite cru até o envase; microbiológicas do leite, água e demais produtos
lácteos.
2. Descrição do local
A COPROLEITE iniciou suas atividades no município de Campo Mourão em 01
de maio de 2007, está localizada na rodovia PR 272, s/n, Km 01, Parque Industrial,
CNPJ 07678472/0001-47 e Inscrição Estadual 90357330-91.
O empreendimento é gerenciado pelo Sr. Leopoldo Villwock, tido como
proprietário/gerente. Suas dependências contam com um quadro composto por 23
colaboradores, onde quatro compõe o setor administrativo (um gerente e três
auxiliares); dois no controle de qualidade; um responsável técnico; dez no setor de
produção (entre apertadores de máquina, operador de pasteurizador, auxiliares de
produção, queijeiro e gerente de produção); dois veterinários; cinco no setor de
manutenção (operador da caldeira, vigia, pátio, limpeza); contando também com
estagiários no controle de qualidade.
O transporte da matéria-prima das fazendas até a Cooperativa é realizada por
motoristas terceirizados que recebem treinamento para realizar o transporte de
maneira correta, os caminhões são isotérmicos e a granel com tanques divididos e
refrigerados.
Os fornecedores de leite são de Campo Mourão e cidades que integram a
Comunidade dos Municípios da Região de Campo Mourão (COMCAM), os produtos
são comercializados em Campo Mourão e região, Maringá e Londrina.
A capacidade máxima de beneficiamento da indústria é de 28.000 litros de
leite/dia, atualmente opera com cerca de 15.000 à 20.000 litros/dia.
4
Os produtos fabricados pela COPROLEITE são: bebida láctea pasteurizada
(Milk Ellen); bebida láctea fermentada (Mourão) sabor morango, coco e salada de
fruta; leite pasteurizado integral homogeneizado (Mourão e Ample); Leite das
Crianças enriquecido com ferro e vitaminas A e D fornecido pelo programa do
governo do estado, ao programa “Leite das Crianças” e queijo tipo Mussarela
(Mourão).
Para assegurar a qualidade exigida pelo Serviço de Inspeção Federal (SIF), a
indústria possui laboratório equipado para avaliação da qualidade de todos os
produtos fabricados.
3. Atividades desenvolvidas
O estágio curricular obrigatório foi realizado de junho a outubro de 2011 onde
foi realizado as seguintes atividades:
- Acompanhamento nas etapas de recebimento do leite;
- Análises físico-químicas do leite cru a granel refrigerado;
- Análises físico-químicas do leite cru individual refrigerado;
- Análises microbiológicas e físico-químicas do leite pasteurizado, queijo tipo
mussarela bebida láctea e água industrial;
- Vistorias do Programa de auto controle, Procedimento Padrão de Higiene
Operacional (PPHO), Boas Práticas de Fabricação (BPF) e Análise de perigos e
pontos críticos de controle (APPCC) implantados, como exemplo: swab das mãos
dos colaboradores, swab das superfícies de contado com o alimento e controle das
temperaturas dos equipamentos;
- Monitoramento do controle integrado de pragas;
- Preparo de vidrarias e meios de cultura.

5
4. Desenvolvimento das Atividades
4.1 Recebimento do leite in natura
A temperatura de chegada do leite na indústria é importante para o controle da
multiplicação de microrganismos, os quais são capazes de influenciar negativamente
a qualidade do leite (ROOS et al., 2002).
A qualidade do leite cru esta intimamente relacionada com o grau de
contaminação inicial e com o binômio tempo/temperatura em que o leite permanece
desde a ordenha até o processamento. Em geral, quanto maior o número de
contaminantes e quanto mais alta for à temperatura na qual o leite permanece
(principalmente se próxima de 30oC), menor será o seu tempo de conservação
(SILVEIRA & TEIXEIRA, 1998).
Ao chegar à plataforma de recepção da indústria o leite deverá apresentar a
melhor qualidade possível, tendo excelentes características sensoriais,
microbiológicas e físico-químicas. Antes de passar para as etapas de
processamento, é feita uma inspeção prévia, da amostra de leite onde estas
consistem de provas sensoriais, acidez titulável, alizarol, gordura, proteína, testes a
fim de identificar possíveis adulterações por fraudes, temperatura, densidade, etc.,
as quais têm por objetivo evitar a entrada de um leite de baixa qualidade na
indústria.
4.2.1 Coleta do Leite cru
O leite é transportado das propriedades rurais até o laticínio por motoristas
terceirizados e treinados para sua coleta, através de caminhões isotérmicos
previamente sanitizados, divididos e revestidos interiormente de aço inoxidável.
Para seleção diária do leite, o motorista-coletor realiza as análises de rotina:
teste do álcool/alizarol 74% com acidimetro de salut, aspectos sensoriais (cor, odor,
sujidades aparentes) e temperatura (máxima de 7ºC para resfriadores de imersão e
4ºC para resfriadores de expansão).
Antes do carregamento, uma amostra individual é recolhida em frasco
identificado e transportada refrigerada até 7°C dentro de caixas térmicas. Na
6
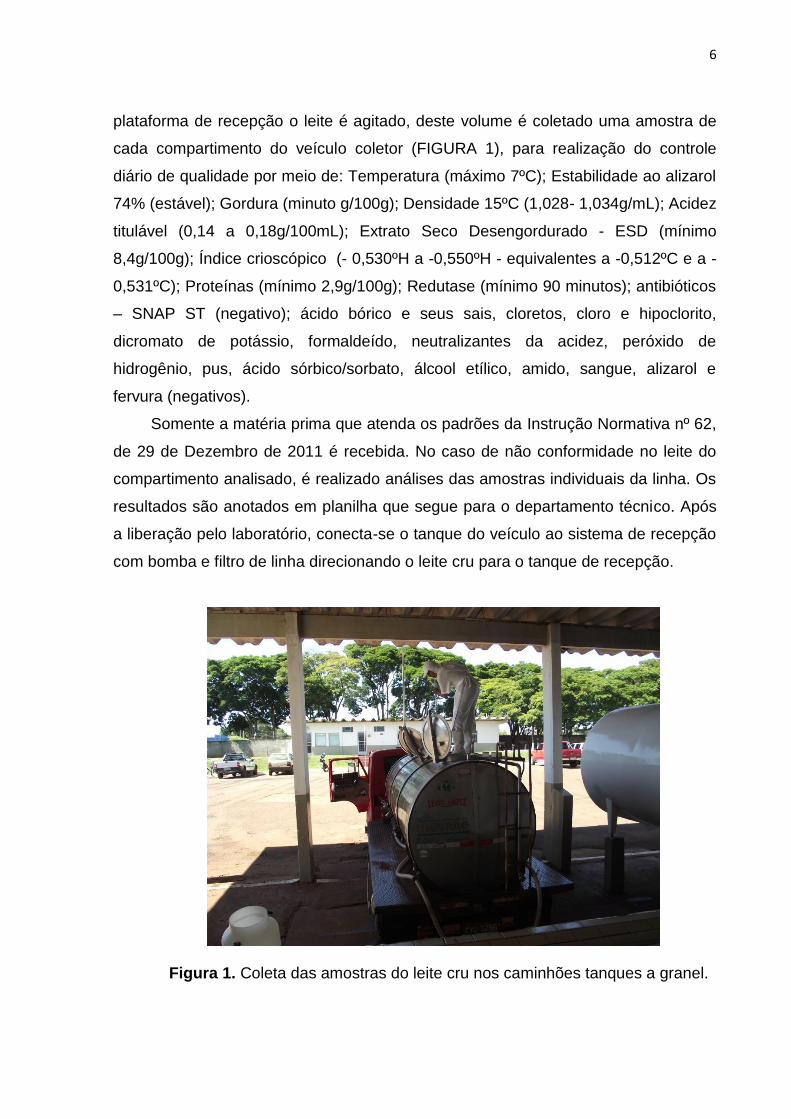
plataforma de recepção o leite é agitado, deste volume é coletado uma amostra de
cada compartimento do veículo coletor (FIGURA 1), para realização do controle
diário de qualidade por meio de: Temperatura (máximo 7ºC); Estabilidade ao alizarol
74% (estável); Gordura (minuto g/100g); Densidade 15ºC (1,028- 1,034g/mL); Acidez
titulável (0,14 a 0,18g/100mL); Extrato Seco Desengordurado - ESD (mínimo
8,4g/100g); Índice crioscópico (- 0,530ºH a -0,550ºH - equivalentes a -0,512ºC e a -
0,531ºC); Proteínas (mínimo 2,9g/100g); Redutase (mínimo 90 minutos); antibióticos
– SNAP ST (negativo); ácido bórico e seus sais, cloretos, cloro e hipoclorito,
dicromato de potássio, formaldeído, neutralizantes da acidez, peróxido de
hidrogênio, pus, ácido sórbico/sorbato, álcool etílico, amido, sangue, alizarol e
fervura (negativos).
Somente a matéria prima que atenda os padrões da Instrução Normativa nº 62,
de 29 de Dezembro de 2011 é recebida. No caso de não conformidade no leite do
compartimento analisado, é realizado análises das amostras individuais da linha. Os
resultados são anotados em planilha que segue para o departamento técnico. Após
a liberação pelo laboratório, conecta-se o tanque do veículo ao sistema de recepção
com bomba e filtro de linha direcionando o leite cru para o tanque de recepção.
Figura 1. Coleta das amostras do leite cru nos caminhões tanques a granel.
7
4.2.2 Análises da qualidade
Para realização das análises de rotina no laboratório da empresa são
utilizadas metodologias oficiais preconizadas pela Instrução Normativa nº 62, de 29
de Dezembro de 2011 (Aprova o Regulamento Técnico de Produção, Identidade e
Qualidade do Leite tipo A, o Regulamento Técnico de Identidade e Qualidade de
Leite Cru Refrigerado, o Regulamento Técnico de Identidade e Qualidade de Leite
Pasteurizado e o Regulamento Técnico da Coleta de Leite Cru Refrigerado e seu
Transporte a Granel) – Instrução Normativa nº 68, de 12 de Dezembro de 2006 -
(Métodos Analíticos Oficiais Físico-Químicos, para Controle de Leite e Produtos
lácteos) e Instrução Normativa n° 62 de de 26 de Agosto de 2003. (Métodos
Analíticos Oficiais para Análises Microbiológicas para Controle de Produtos de
Origem Animal e Água).
4.2.3 Alizarol
O princípio deste teste fundamenta-se na ocorrência de coagulação do leite por
efeito da elevada acidez ou do desequilíbrio salino, quando se promove
desestabilização das micelas pelo álcool e na mudança de coloração da mistura. O
alizarol, pela presença da alizarina, atua como indicador de pH, auxiliando a
diferenciação entre o desequilíbrio salino e a acidez excessiva (BRASIL, 1981).
É um método qualitativo para determinação de acidez no leite, ou seja, ele
identifica uma possível, alcalinidade ou acidificação porem não quantifica seu grau.
Desta forma, o teste não mede exatamente a acidez do leite, mas sim, verifica
sua tendência a coagular. O leite que coagula nessa prova não resiste ao calor,
portanto, não pode ser misturado aos demais (BRITO et al., 2005).
O Teste do alizarol é a prova da qualidade mais conhecida e utilizada nos
laticínios, é um teste de plataforma feito para todos os leites que serão processados
termicamente.
Os resultados são analisados através da mudança de coloração que pode ser
interpretado de acordo com o QUADRO 01.
8
Quadro 1. Relação entre cor dor teste de alizarol, acidez Dornic e pH.
Cor da Reação Acidez (ºD) Qualidade pH
Amarelo pardo
> 21ºD Leite ácido fermentado < 6,0
Vermelho castanho
19ºD a 21ºD Leite pouco ácido ~ 6,4
Vermelho lilás
16ºD a 18ºD Leite normal ~ 6,8
Violeta < 16ºD Leite alcalino > 6,8
Fonte: Castro, (2005).
4.2.4 Acidez titulável – Método Dornic
O teste de acidez pelo Método de Dornic (1 mg de ácido lático = 0,1 mL de sol.
NaOH (N/9) = 1o Dornic) determina a porcentagem de ácido lático no leite. O leite
possui acidez natural que varia de 14 a 16° (Dornic), está acidez chamada de acidez
natural tem origem nos seus componentes normais como: albumina, citratos, dióxido
de carbono, caseínas e fosfatos. Quando o leite é obtido sob condições inadequadas
de higiene e refrigeração deficiente, ocorre o aumento de ácidos orgânicos, em
especial do ácido lático, produzido por microrganismos fermentadores da lactose,
resultando na chamada acidez adquirida, a qual, em conjunto com a acidez natural,
forma a acidez real do leite (SANTOS, 2004).
O crescimento excessivo de bactérias pode elevar a acidez a níveis (>18°D) o
que, pode indicar qualidade microbiológica inadequada da matéria-prima impedindo
a recepção e processamento do leite (CASTRO, 2005).
A técnica consiste em transferir 10mL da amostra para um erlemeyer, onde é
adicionado cinco gotas do indicador fenolftaleína e em seguida titula-se com uma
solução de hidróxido de sódio 0,1mol/L, até o ponto de viragem. O quadro 2
apresenta a interpretação de resultados de valores de pH e da acidez do leite.
9
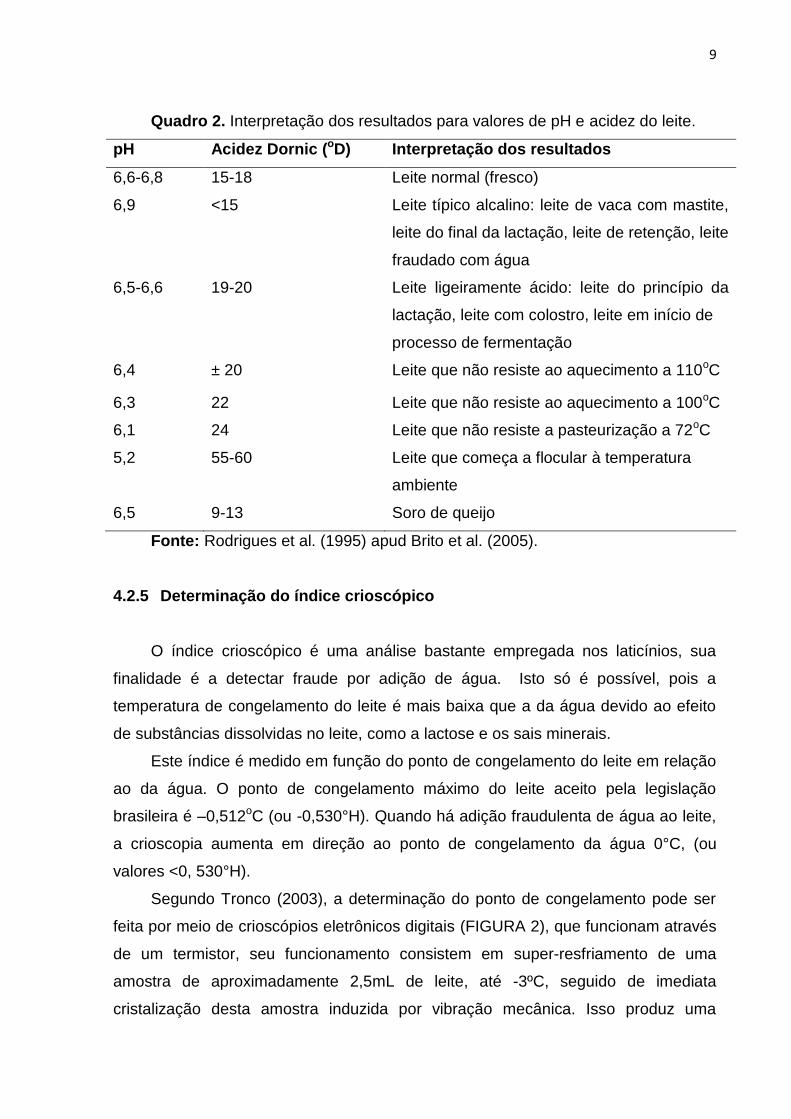
Quadro 2. Interpretação dos resultados para valores de pH e acidez do leite.
pH Acidez Dornic (oD) Interpretação dos resultados
6,6-6,8 15-18 Leite normal (fresco)
6,9 <15 Leite típico alcalino: leite de vaca com mastite,
leite do final da lactação, leite de retenção, leite
fraudado com água
6,5-6,6 19-20 Leite ligeiramente ácido: leite do princípio da
lactação, leite com colostro, leite em início de
processo de fermentação
6,4 ± 20 Leite que não resiste ao aquecimento a 110oC
6,3 22 Leite que não resiste ao aquecimento a 100oC
6,1 24 Leite que não resiste a pasteurização a 72oC
5,2 55-60 Leite que começa a flocular à temperatura
ambiente
6,5 9-13 Soro de queijo
Fonte: Rodrigues et al. (1995) apud Brito et al. (2005).
4.2.5 Determinação do índice crioscópico
O índice crioscópico é uma análise bastante empregada nos laticínios, sua
finalidade é a detectar fraude por adição de água. Isto só é possível, pois a
temperatura de congelamento do leite é mais baixa que a da água devido ao efeito
de substâncias dissolvidas no leite, como a lactose e os sais minerais.
Este índice é medido em função do ponto de congelamento do leite em relação
ao da água. O ponto de congelamento máximo do leite aceito pela legislação
brasileira é –0,512oC (ou -0,530°H). Quando há adição fraudulenta de água ao leite,
a crioscopia aumenta em direção ao ponto de congelamento da água 0°C, (ou
valores <0, 530°H).
Segundo Tronco (2003), a determinação do ponto de congelamento pode ser
feita por meio de crioscópios eletrônicos digitais (FIGURA 2), que funcionam através
de um termistor, seu funcionamento consistem em super-resfriamento de uma
amostra de aproximadamente 2,5mL de leite, até -3ºC, seguido de imediata
cristalização desta amostra induzida por vibração mecânica. Isso produz uma

10
elevação rápida da temperatura da amostra de leite, com conseqüente liberação de
calor de fusão, ate alcançar um plateau que corresponde ao ponto de congelamento
da amostra ou ponto de equilíbrio entre o estado líquido e congelado. O resultado é
expresso na escala graus Horvert (ºH).
Figura 2. Crioscópio Eletrônico Digital.
4.2.6 Determinação do extrato seco total (EST)
De acordo com Tronco (2003), denomina-se extrato seco total, o conjunto de
todos os componentes do leite, com exceção da água. Segundo Brito et al. (2005),
esses componentes são representados por gordura, lactose, proteínas e sais
minerais. Quanto maior a quantidade desses componentes no leite, maior será o
rendimento dos produtos.
É considerado um leite normal aquele que apresenta um teor de no mínimo
11,41 % de EST, caso contrário, uma suspeita de adição fraudulenta de sólidos
totais ou água podem ser consideradas.
O EST é determinado pela formula 1:
EST= G + D + G + 0,26
5 4
Formula 1. Prática (Behmer, 1984):
11
4.2.7 Determinação do extrato seco desengordurado (ESD)
Segundo Brito et al. (2005), ESD corresponde aos componentes do leite menos
a água e a gordura. De acordo com o Regulamento de Inspeção Industrial e
Sanitária de Produtos de Origem Animal - RIISPOA, artigo 476 um leite é
considerado normal se o teor de ESD estiver com o mínimo de 8,5%, caso contrário,
a adição fraudulenta de água. A determinação do ESD é feita pelo cálculo a partir da
diferença do EST menos a gordura, como mostra fórmula 2 (TRONCO, 2003).
ESD = % EST - % GORDURA
Fórmula 2. Cálculo para determinação de extrato seco desengordurado
4.2.8 Ekomilk
As análises referentes ao teor de gordura, densidade, determinação do extrato
seco desengordurado e teor de proteína foram determinadas por método rápido
utilizando o aparelho EKOMILK, conforme recomendação do fabricante (FIGURA 3).
Segundo Gomes et al. (2006), para a determinação dos componentes físico-
químicos do leite ultimamente têm-se utilizado os analisadores práticos e
econômicos de infravermelho e de ultra-sons. Um exemplo deles é o EKOMILK
apresentado na FIGURA 3, este aparelho é o único que possui aprovação oficial
pelo ministério da agricultura, trata-se de um Analisador de Leite Ultrasônico, para
análises rápidas de gordura, extrato seco, proteínas, água adicionada, ponto de
congelamento, pH, lactose, temperatura, condutividade e densidade, de uma única e
mesma amostra. É desenhado para a análise rápida, e a um custo eficaz. O
aparelho possui calibração simples e os ajustes de medição são determinados pelo
operador, sendo a limpeza automatizada, podendo realizar um maior número de
amostras em menor tempo.
12
Figura 3. EKOMILK.
4.3 Fraudes e Adulterações no Leite
Um dos principais fatores que contribuem para a obtenção de um produto de
má qualidade é a fraude do leite. Este problema prejudica tanto as indústrias, pois os
derivados lácteos têm menor rendimento industrial e qualidade inferior, quanto os
consumidores, que são afetados em termos de valor nutricional e qualidade de
segurança alimentar. Devido a isto a autenticidade do leite, tem se tornado cada vez
mais um objetivo a ser alcançado pelos laticínios.
Considera-se fraudado, adulterado ou falsificado, o leite que: 1) for adicionado
água; 2) tiver sofrido subtração de qualquer dos seus componentes,exceto a gordura
nos tipos „‟C‟‟ e „‟ magro‟‟; 3) for adicionado de substâncias conservadoras ou
quaisquer elementos estranhos á sua composição; 4) for de um tipo e se
apresentar rotulado como de outro de categoria superior; 5) estiver cru e for vendido
como pasteurizado; 6) for exposto ao consumo sem as devidas garantias de
inviolabilidade (BRASIL, 1997).
13
4.3.1 Reconstituintes
São substâncias adicionadas ao leite com o objetivo de recompor a aparência e
algumas características do leite fraudado com água ou soro de queijo. Dentre os
principais reconstituintes utilizados destacam-se o sal, açúcar, amiláceos, etc. Para
sua detecção são normalmente empregados testes qualitativos, existindo algumas
variações entre as principais metodologias empregadas para análise no país
(PIRES, 2000).
4.3.1.1 Amido
A adição do amido serve para alterar a densidade do leite diluído,
possibilitando a fraude. Nesta técnica, o amido ao ser aquecido, promove a abertura
da cadeia helicoidal da molécula de amido, permitindo a adsorção do iodo, com o
desenvolvimento da coloração característica após resfriamento.
4.3.1.2 Açúcar
A presença de açúcar é detectada pela reação de caramelização deste em
meio fortemente ácido. O mecanismo desta reação inicia-se pela desidratação do
açúcar redutor provocando a quebra de ligações glicosídicas da sacarose, abertura
do anel hemiacetálico, formação de novas ligações glicosídicas. É o
hidroximetilfurfural, HMF, precursor da cor. O resultado positivo apresenta coloração
avermelhada, o resultado negativo apresenta coloração marrom claro.
4.3.2 Conservadores
São substâncias adicionadas ao leite com o objetivo de prolongar sua "vida útil"
através da inibição do crescimento microbiano (exemplo: água oxigenada, formol,
cloro, etc). Assim como os reconstituintes, também são normalmente detectados por
meio de métodos qualitativos (BEHMER,1999).
14
4.3.2.1 Formol
O formol adicionado ao leite caracteriza fraude de conservante, pois não deixa
à flora microbiana natural do leite se multiplicar, assim retardando a acidificação.
O método é baseado na reação de Leach, a qual emprega cloreto férrico para
constatação de formol, evidenciando-se pela formação de coloração violácea.
4.3.2.2 Pesquisa de fraudes por adição de peróxidos de hidrogênio (água
oxigenada)
A detecção de peróxido de hidrogênio no leite se dá pela formação de
coloração salmão em presença de guaiacol. A enzima peroxidase (naturalmente
presente no leite), degrada o peróxido de hidrogênio, oxidando o indicador guaiacol,
responsável pela coloração característica. Esse conservante é adicionado ao leite
para matar os microrganismos existentes no leite e conservando-o por mais tempo,
mascarando a qualidade do leite e podendo causar danos à saúde do consumidor.
4.3.2.2 Pesquisa de fraudes por adição de bicarbonato de sódio
O bicarbonato de sódio é uma substância de caráter alcalino que em contato
com o leite ácido, neutraliza sua acidez impedindo sua identificação como leite
ácido. Resultado positivo apresenta coloração vermelho carmim, para o teste
negativo a coloração fica alaranjada.
A presença de bicarbonato de sódio na amostra é revelada pela ação do ácido
rosólico 1% usado como indicador.
4.3.2.3 Pesquisa de fraudes por adição de hidróxido de sódio
O hidróxido de sódio, por ser alcalino, em contato com o leite ácido, tem a
capacidade de neutralizar o mesmo. Para sua identificação, é utilizado 5mL de leite
onde se adiciona quatro gotas de azul de bromotimol. A coloração verde indica
resultado positivo, para o resultado negativo a coloração permanece amarela.
15
4.4 Cloretos
Cloreto é sal, próprio do organismo dos bovinos, porem não pode estar
presente no leite. Se o resultado for positivo, é sinal de que há algo errado.
Fundamenta-se na reação do nitrato de prata com cloretos, em presença de
cromato de potássio como indicador. Quando o teor de cloretos é normal, a
quantidade de nitrato de prata adicionada é excessiva, reagindo com o indicador
para produção de coloração marrom. Por outro lado, quando o teor de cloretos é
elevado, haverá um maior consumo de nitrato de prata, formando então uma
coloração amarela. A reação desenvolve-se em pH ajustado.
As causas geralmente têm uma relação com mastite subclínica ou alimentação
inadequada dos animais.
4.5 Urina
A fraude por adição de urina bovina visa aumentar o volume de leite. Porém
esta adição modifica seus componentes (FISCHER, 2005).
Na presença de urina forma-se uma coloração rósea, a cor inalterada significa
resultado negativo.
4.6 Álcool
Na presença de álcool etílico em meio ácido ocorre a redução do cromo+6 a
cromo+3, modificando a coloração da solução sulfocrômica.
Para determinar a fraude no leite por adição de álcool, era misturado e
aquecido 100mL de leite com 10mL de anti-espumante (3%) em um kitassato com
rolha. Era acoplada uma mangueira de látex ao kitassato e na outra extremidade da
mangueira de látex era colocada a ponta de uma pipeta de Pasteur, essa pipeta era
mergulhada em 2,0ml de solução sulfocrômica colocados em um tubo de ensaio. Os
vapores provenientes da evaporação desta mistura entram em contato com a
solução sulfocrômica. A coloração amarela formada indica prova negativa para a
presença de álcool, já ao resultado verde indica resultado positivo para a fraude.
16
4.7 Pesquisa de Antibiótico
O uso difundido de antibióticos pelos produtores e médicos veterinários no
tratamento de doenças infecciosas de vacas leiteiras, principalmente nas mastites, e
a utilização de drogas na alimentação animal, como suplemento de dietas, tem
contribuído para a presença destes no leite bovino.
A presença de resíduos de antibióticos em leite pode causar vários efeitos
indesejáveis, ao consumidor, dentre eles podem gerar hipersensibilidade e possível
choque anafilático em indivíduos alérgicos a essas substâncias, alem de
desequilíbrio da flora intestinal. Outro risco a ser considerado é o consumo de leite
com altos níveis de antibióticos por gestantes, tendo em vista que este possui um
alto potencial teratogênico.
Aproximadamente 5 a 10% da população são hipersensível à penicilina, e
apresentam reações alérgicas a essa substância (NERO, 2007).
A pesquisa pela presença de antibióticos no leite é realizada através do método
do Kit Snap apresentado na FIGURA 4. O teste é composto por um conta gotas para
a medida da amostra a ser adicionada, uma ampola contendo os reagentes e um
dispositivo de leitura. O conteúdo do tubo era despejado na cavidade da amostra do
dispositivo snap.
A amostra então escorria pela janela de resultados na direção do circulo de
ativação azul.
Quando a borda do circulo de ativação começava a desaparecer é pressionado
para baixo com firmeza até ouvir um som de ''snap''. Os resultados são lidos
conforme instrução do fabricante.
Figura 4. SNAP.
17
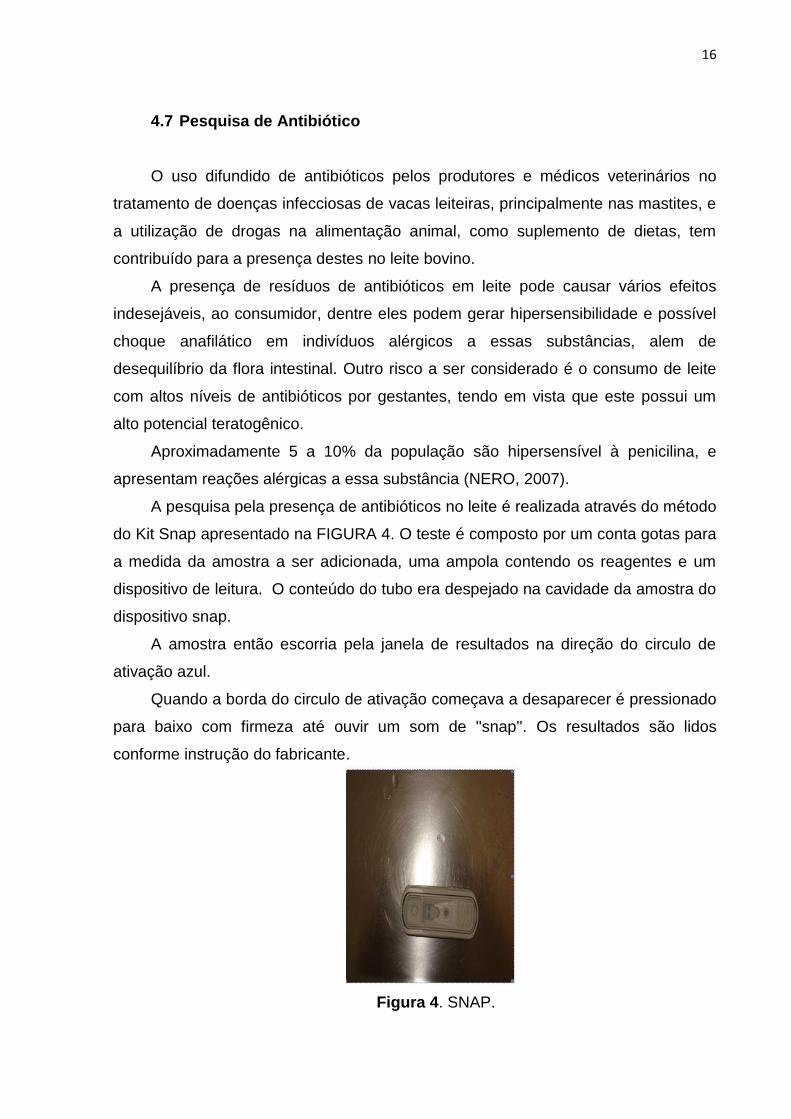
A FIGURA 5 demonstra a leitura do resultado para antibiótico negativo, neste
caso o ponto da amostra adquire uma coloração idêntica ou mais escura que o
ponto de controle, isto significa que os resíduos de antibióticos estão abaixo do limite
da legislação.
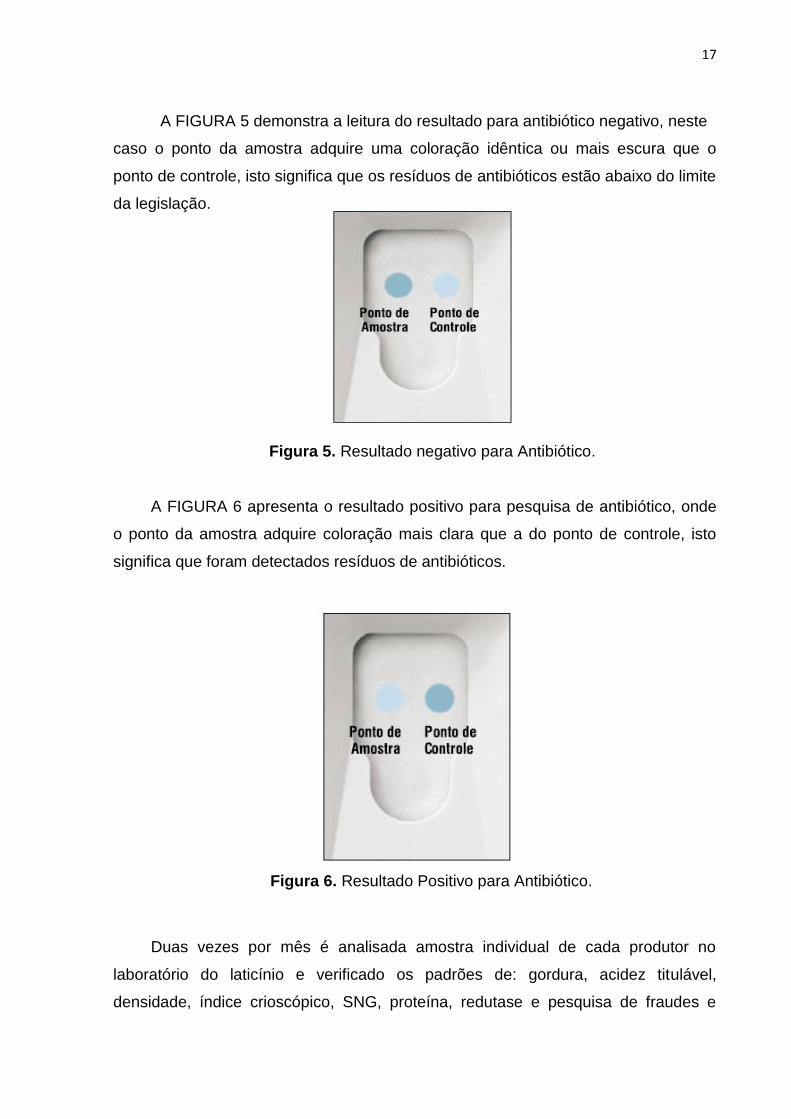
A FIGURA 6 apresenta o resultado positivo para pesquisa de antibiótico, onde
o ponto da amostra adquire coloração mais clara que a do ponto de controle, isto
significa que foram detectados resíduos de antibióticos.
Duas vezes por mês é analisada amostra individual de cada produtor no
laboratório do laticínio e verificado os padrões de: gordura, acidez titulável,
densidade, índice crioscópico, SNG, proteína, redutase e pesquisa de fraudes e
Figura 5. Resultado negativo para Antibiótico.
Figura 6. Resultado Positivo para Antibiótico.
18
adulterações. Mensalmente, são coletadas amostras individuais dos produtores que
são enviadas aos laboratórios integrantes da APCBRH/MAPA para verificar:
Proteína (mínimo 2,9g/100g); Gordura (mínimo de 3g/100g); EST (mínimo
11,4g/100g) e ESD (mínimo 8,4g/100g) Contagem Bacteriana Total=CBT (máximo
600.000 UFC/mL); Contagem de Células Somáticas=CCS (máximo 600.000CS/mL).
5. Tratamento do leite cru
Após a seleção o leite que atende os padrões minimos de qualidade
estabelecidos pela IN 62/2011 é liberada para o tratamento térmico.
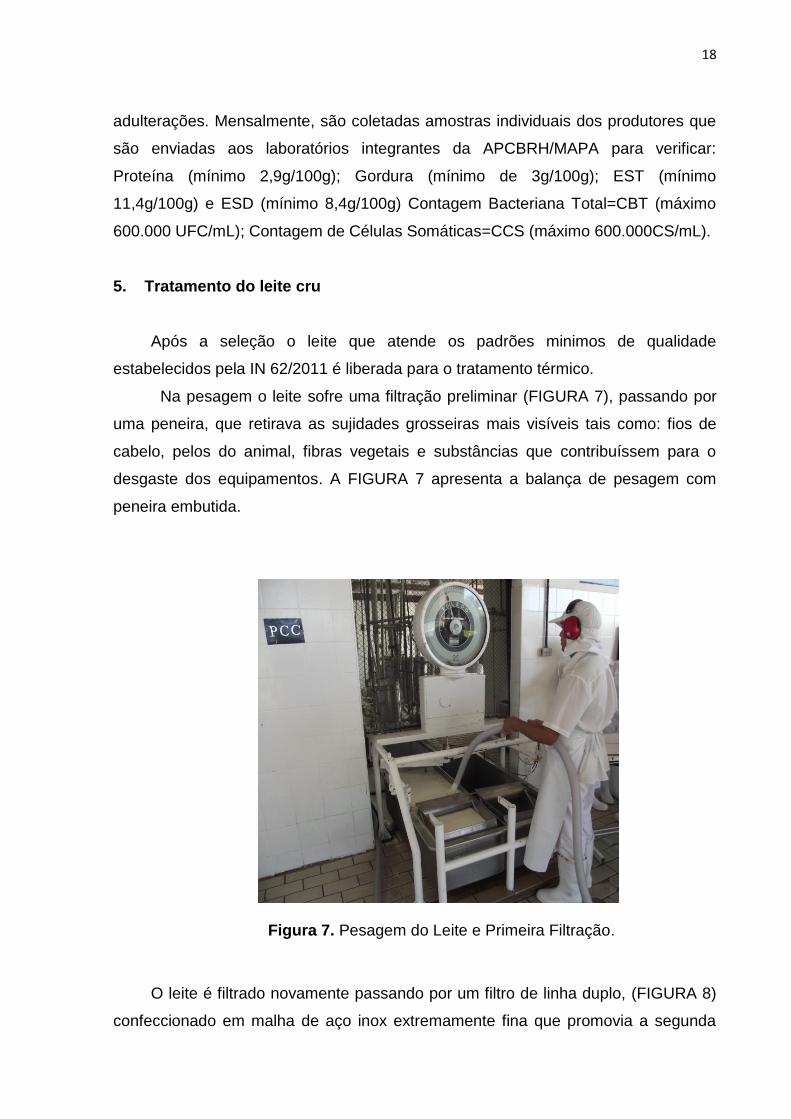
Na pesagem o leite sofre uma filtração preliminar (FIGURA 7), passando por
uma peneira, que retirava as sujidades grosseiras mais visíveis tais como: fios de
cabelo, pelos do animal, fibras vegetais e substâncias que contribuíssem para o
desgaste dos equipamentos. A FIGURA 7 apresenta a balança de pesagem com
peneira embutida.
Figura 7. Pesagem do Leite e Primeira Filtração.
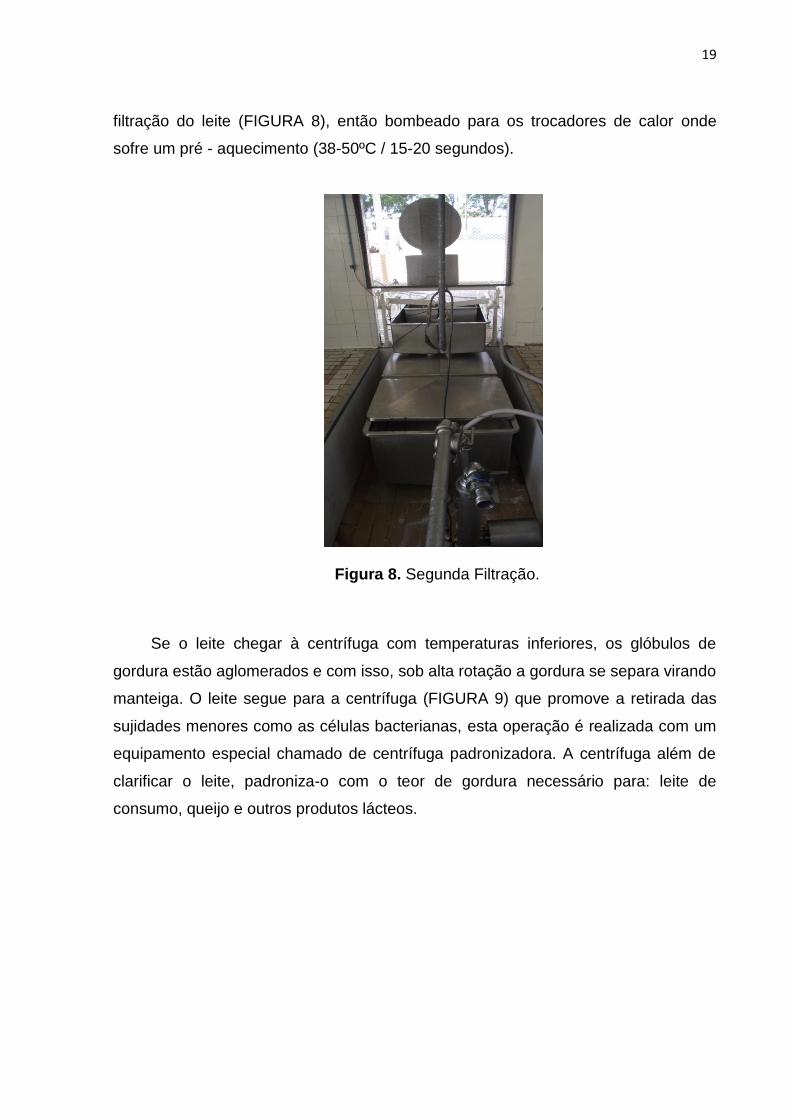
O leite é filtrado novamente passando por um filtro de linha duplo, (FIGURA 8)
confeccionado em malha de aço inox extremamente fina que promovia a segunda
19
filtração do leite (FIGURA 8), então bombeado para os trocadores de calor onde
sofre um pré - aquecimento (38-50ºC / 15-20 segundos).
Figura 8. Segunda Filtração.
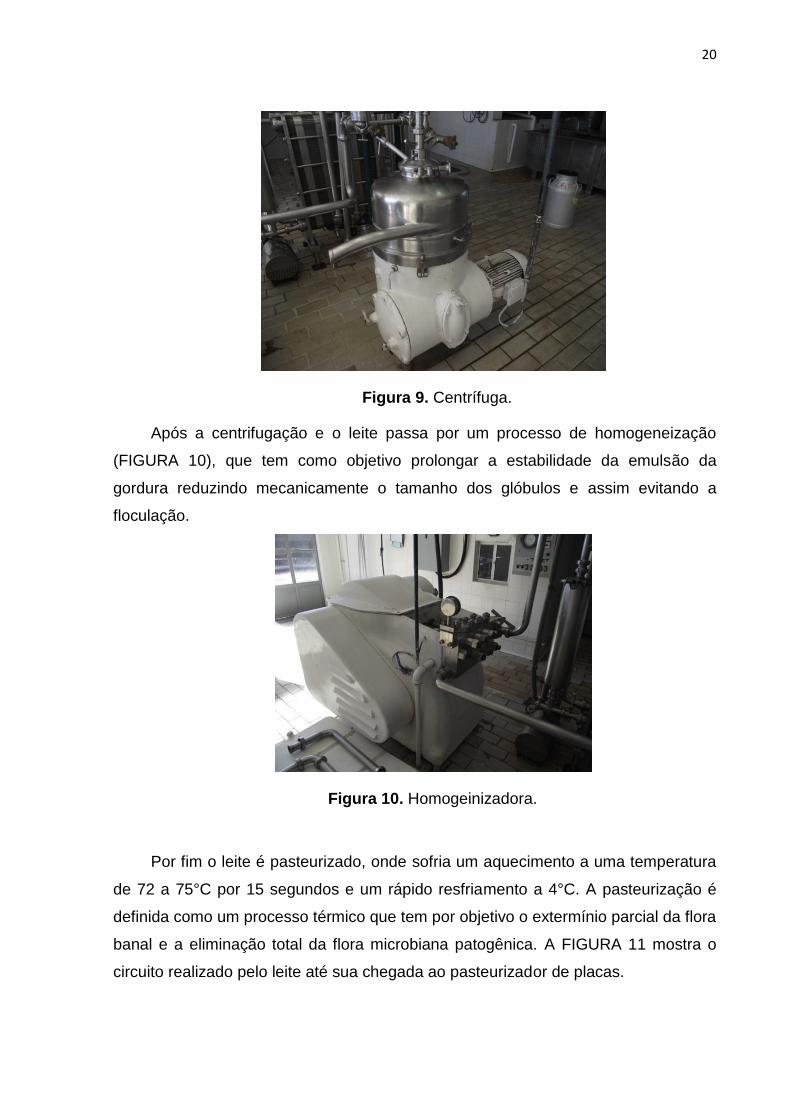
Se o leite chegar à centrífuga com temperaturas inferiores, os glóbulos de
gordura estão aglomerados e com isso, sob alta rotação a gordura se separa virando
manteiga. O leite segue para a centrífuga (FIGURA 9) que promove a retirada das
sujidades menores como as células bacterianas, esta operação é realizada com um
equipamento especial chamado de centrífuga padronizadora. A centrífuga além de
clarificar o leite, padroniza-o com o teor de gordura necessário para: leite de
consumo, queijo e outros produtos lácteos.
20
Figura 9. Centrífuga.
Após a centrifugação e o leite passa por um processo de homogeneização
(FIGURA 10), que tem como objetivo prolongar a estabilidade da emulsão da
gordura reduzindo mecanicamente o tamanho dos glóbulos e assim evitando a
floculação.
Figura 10. Homogeinizadora.
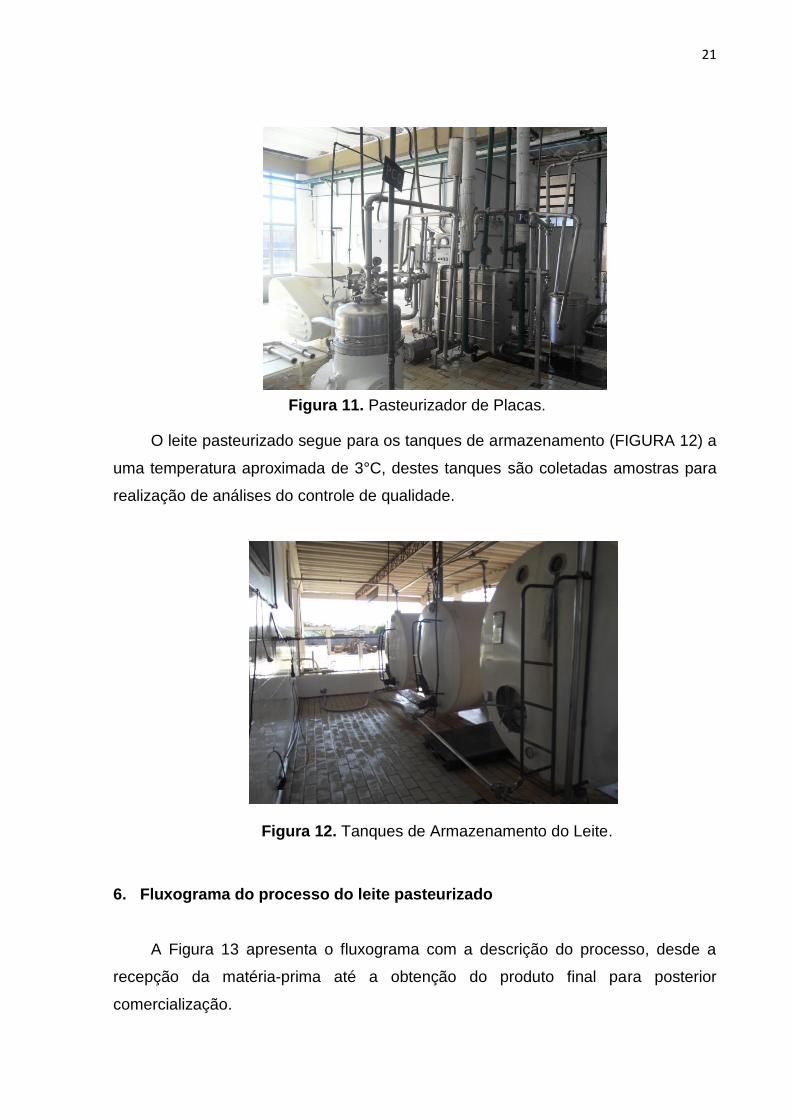
Por fim o leite é pasteurizado, onde sofria um aquecimento a uma temperatura
de 72 a 75°C por 15 segundos e um rápido resfriamento a 4°C. A pasteurização é
definida como um processo térmico que tem por objetivo o extermínio parcial da flora
banal e a eliminação total da flora microbiana patogênica. A FIGURA 11 mostra o
circuito realizado pelo leite até sua chegada ao pasteurizador de placas.
21
Figura 11. Pasteurizador de Placas.
O leite pasteurizado segue para os tanques de armazenamento (FIGURA 12) a
uma temperatura aproximada de 3°C, destes tanques são coletadas amostras para
realização de análises do controle de qualidade.
Figura 12. Tanques de Armazenamento do Leite.
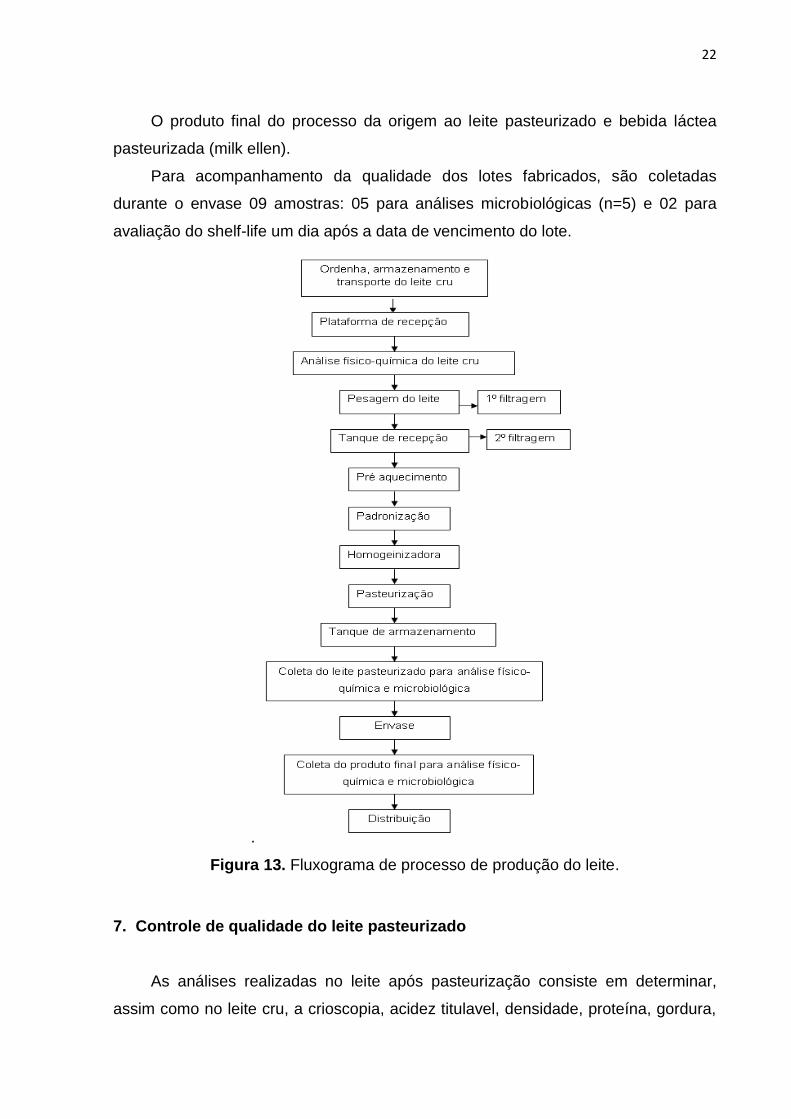
6. Fluxograma do processo do leite pasteurizado
A Figura 13 apresenta o fluxograma com a descrição do processo, desde a
recepção da matéria-prima até a obtenção do produto final para posterior
comercialização.
22
O produto final do processo da origem ao leite pasteurizado e bebida láctea
pasteurizada (milk ellen).
Para acompanhamento da qualidade dos lotes fabricados, são coletadas
durante o envase 09 amostras: 05 para análises microbiológicas (n=5) e 02 para
avaliação do shelf-life um dia após a data de vencimento do lote.
.
Figura 13. Fluxograma de processo de produção do leite.
7. Controle de qualidade do leite pasteurizado
As análises realizadas no leite após pasteurização consiste em determinar,
assim como no leite cru, a crioscopia, acidez titulavel, densidade, proteína, gordura,
23
estrato seco desengordurado (ESD) e o extrato seco total (EST). Além destas
análises, no leite pasteurizado eram realizadas as análises de peroxidase, fosfatase
e análises microbiológicas.
7.1 Peroxidase
A peroxidase é uma enzima termoresistente, logo, caso a mesma tenha sido
desnaturada, há indícios de que houve um excessivo tratamento térmico, o que
prejudicaria a qualidade nutricional do leite. O principio do teste se baseia na
propriedade da enzima de desdobrar a água oxigenada e liberar oxigênio ativo, o
qual se fixa em uma substância oxidável com o guaiacol, produzindo uma oxidação
de cor salmão (TRONCO, 2003).
O aparecimento de um anel salmão indica resultado positivo para presença da
enzima peroxidase, e para resultado negativo a coloração permanece inalterada.
7.2 Fosfatase
Este teste tem por finalidade a verificação da eficiência da pasteurização do
leite. A fosfatase é uma enzima encontrada no leite cru, que por ser termo sensível
sofre desnaturação pelo calor, quando o leite é aquecido em temperaturas e tempos
ótimos para obtenção de uma efetiva pasteurização, observa-se que a fosfatase é
totalmente destruída, assegurando assim o desaparecimento dos microrganismos
patogênicos (TRONCO, 2003).
7.3 Análises microbiológicas do leite pasteurizado
As análises microbiológicas do leite pasteurizado são realizadas segundo a
metodologia convencional proposta pela Instrução Normativa nº 62/2003 do MAPA,
onde são coletadas cinco amostras por lote, realizadas após a pasteurização e após
o envase do leite com todos os lotes, tendo o objetivo de garantir a qualidade do
leite, e verificar se não houve contaminação cruzada após a pasteurização.
Para as análises microbiológicas do Leite é utilizada a Técnica do Número Mais
Provável (NMP) com Caldo Verde Brilhante (VBB), a Contagem de Mesófilos e
24
Coliformes a 35° é feita em meio Plate Count Agar (PCA) a Contagem de Coliformes
a 45°C feita em meio Ágar Violeta Red Bile (VRB). Os testes confirmativos são
realizados em Caldo Escherichia coli (EC). Os testes são realizados com plano de
amostragem igual a cinco. Segundo a IN 62/2003, o produto final deverá
apresentar–se dentro dos padrões estabelecidos para: Contagem Padrão em Placas
(n=5; c=2; m=4,0x104; M= 8,0x104), Coliformes 30/35ºC (n=5; c=2; m=2; M=4);
Coliformes 45ºC (n=5; c=1; m=1; M=2).
Os resultados após a pasteurização devem apresentar contagem em placas de
até 150.000 UFC/mL e contagem número mais provável inferior a 0,3NMP/ml.
Todas as análises citadas anteriormente, mais Salmonella spp./25g serão
realizadas semestralmente em Laboratório credenciados pelo MAPA. Anualmente,
também são realizados a comprovação da informação nutricional.
7.2.1 Preparo de vidrarias
De acordo com Okura e Rende (2008), para se obter sucesso nas análises
microbiológicas, depende da obtenção de materiais livres de contaminações iniciais,
para que se possa determinar apenas a flora microbiana presente na amostra que
será analisada.
Para realizar as análises microbiológicas as vidrarias são lavadas com
detergente neutro, e após são enxaguadas com água destilada, seguem para a
secagem em estufa, após secas são esterilizadas com álcool, embrulhadas em
papel Kraft, e identificadas de acordo com o seu tipo para seguir para a
esterilização. Para realizar a esterilização em autoclave, as vidrarias são
acondicionadas dentro do equipamento que realiza um ciclo de quinze minutos na
temperatura de 121ºC. Logo após esse procedimento, segue para estufa de
secagem novamente afim de retirar a umidade adquirida durante a esterilização.
7.2.2 Preparo de meios de cultura
Os meios de culturas usualmente utilizados nas análises são o Caldo Lauril
Sulfato Triptona (LST), Bile Caldo Brilhante (VBB), Agar Vermelho Violeta Brilhante
(VRB), Caldo para inoculação de Escherichia coli (EC) e Plate Count Agar (PCA), e
25
água peptonada (0,01%), utilizada para diluição das análises microbiológica e para
coleta de amostra destinada a realização de Swab.
Para realizar o preparo pesou-se o meio de cultura posteriormente hidratado
com a quantidade adequada de água, era levado a aquecimento até que todo o meio
se apresentasse dissolvido, em seguida eram esterilizados em autoclave a 121ºC,
por 15 minutos.
7.2.3 Contagem padrão em placas "Plate Count Agar" (PCA)
Detecta: número de bactérias aeróbias ou facultativas e mesófilas (forma
vegetativa ou esporulada), em leite cru, refrigerado e no leite pasteurizado. Indica,
em grande número, matéria–prima contaminada, limpeza e desinfecção
inadequadas e condições impróprias de tempo e temperatura durante a
produção/conservação.
Segundo a Instrução Normativa No 62/2011, publicada pelo Ministério da
Agricultura, Pecuária e Abastecimento, os limites desta contagem para leite
pasteurizado deverá estar entre 40.000UFC/mL (m) e 80.000 UFC/mL (M), para um
plano de amostragem n=5 e c=2. Para o leite cru refrigerado até 01/07/2012, será
aceitável o valor de 600.000 UFC/mL.
7.3.4 Número Mais Provável (NMP) e contagem de coliformes totais
Detecta: número de bastonetes Gram negativos, não formadores de esporos,
anaeróbios facultativos, fermentadores da lactose com produção de ácido e gás a
32–35ºC dentro de 24 horas, utilizando meios adequados como Caldo Verde
Brilhante (VBB) e Ágar Violeta Red Bile (VRB). Esta técnica indica condições
higiênicas, sendo que um alto índice significa contaminação pós–processamento,
limpeza e sanificação insatisfatórias, tratamentos térmicos ineficientes ou
multiplicação durante o processo ou estocagem.
Segundo a Instrução Normativa no62/2011, publicada pelo Ministério da
Agricultura, Pecuária e Abastecimento, os limites desta contagem para leite
pasteurizado deverá estar entre 2 UFC/mL (m) e 4 UFC/mL (M), para um plano de
amostragem n=5 e c=2.
26
7.3.5 Número Mais Provável (NMP) e contagem de coliformes 45º
Esta técnica detecta o número de bastonetes Gram negativos, não
formadores de esporos, anaeróbios facultativos, fermentadores da lactose com
produção de ácido e gás a 44,5 – 45ºC dentro de 24 a 48 horas, utilizando meio
adequado como Caldo Escherichia coli (EC).
Este valor indica contaminação fecal, ou seja, de condições higiênico–
sanitárias. E.coli é majoritária neste grupo, tendo seu habitat o trata intestinal do
homem e outros animais e podem causar gastroenterites, além de indicar a
possibilidade da presença de outras bactérias entéricas na amostra.
Segundo a Instrução Normativa No 62/2011 publicada pelo Ministério da
Agricultura, Pecuária e Abastecimento, os limites desta contagem para leite
pasteurizado deverá estar entre 1 UFC/mL (m) e 2 UFC/mL (M), para um plano de
amostragem n=5 e c=1.
8. Envase
Realizadas as análises se o leite for aprovado pelo controle de qualidade segue
para o envase, em material de polietileno com o intuito de proteger o alimento de
contaminação microbiana, além de favorecer o manuseio e transporte.
O envase é feito por duas máquinas (FIGURA 14) que contém um sistema de
irradiação ultravioleta que consiste em esterilizar a embalagem, evitando
contaminação do produto final. São coletadas durante o envase 09 amostras: 05
para análises microbiológicas e 02 para avaliação do shelf-life um dia após a data de
vencimento do lote, isto é feito para que se mantenha um acompanhamento da
qualidade dos lotes fabricados, além de servir como contra-prova para a indústria
caso algum equivoco venha a ocorrer.
27
Figura 14. Envase do Leite Pasteurizado.
9. Estocagem
O produto segue para o acondicionamento em caixas plásticas limpas, e
refrigerado em câmara fria a uma temperatura controlada de aproximadamente 4ºC,
a distribuição ocorre em até 24 horas após seu beneficiamento.
10. Distribuição
A distribuição do leite é realizada através de caminhões com baú de camâra
fria previamente limpos com temperatura inferiores a 10ºC, sendo distribuídos na
cidade de Campo Mourão e região.
11. Produção de bebida láctea fermentada
Bebida láctea é o produto resultante da mistura do leite in natura ou que já
tenha passado por algum processamento com o soro de leite adicionado ou não de
produtos de substâncias alimentícias, tais como gordura vegetal, fermentados ou
outros produtos lácteos. A base láctea deve representar pelo menos 51% do total de
ingredientes do produto (BRASIL, 2002).
28
O soro de leite utilizado na fabricação das bebidas lácteas deverá apresentar
segundo padrões da empresa: Aspecto líquido opaco mais fluído que o leite;
Coloração pouco amarelado; Odor: característico; Corpos estranhos; ausêntes;
Sabor; característico. Padrões Físico-Químicos: pH (6,0-6,8); Acidez titulável (0,1-
0,14g/100g); Gordura (0,5-0,8g/100g), EST (5,5g/100g) e Proteína (0,5g/100g). O
Soro é resultante da coagulação doce do Leite Pasteurizado Integral na própria
empresa.
Após a sinerese, é coletada amostra para verificação dos padrões de seleção
(acidez, álcool, temperatura, crioscopia, densidade, extrato seco total e extrato seco
desengordurado, resultado negativo para pesquisas de fraudes e reconstituintes de
acidez).
O soro de leite é transferido diretamente para o tratamento térmico, quando
será clarificado, homogeneizado e pasteurizado a 80°C por 15 a 20 segundos. Será
encaminhado, via tubulação inoxidável, até o tanque maturador, onde será
misturado ao Leite Pasteurizado Integral. Todo processo de beneficiamento do soro,
desde a sua obtenção até o envase da bebida será feito em circuito fechado. Poderá
opcionalmente, ser utilizado soro de leite em pó que será reidratado conforme
recomendação do fabricante para que apresente composição de mesmo padrão do
soro de leite fluido.Com auxilio de um funil Try-blender será misturado a mistura
anterior os ingredientes em pó (açúcar, espessante e achocolatado), atendendo
integralmente a Instrução Normativa Nº 49, de 14 de setembro de 2006.
Concluída a mistura da bebida láctea, o controle de qualidade verifica os
padrões e libera para o tratamento térmico de 95°C por um período de 20 minutos. A
seguir, a bebida será resfriada a temperatura inferior a 10°C e liberada para o
envase.
Para as análises microbiológicas são coletadas 05 amostras (n=5). O controle
microbiológico da bebida láctea fermentada é feito seguindo o regulamento técnico
de identidade e qualidade de bebida láctea, anexo da Instrução Normativa Nº 16, de
23 de agosto de 2005 que determina como parâmetros a serem analisados logo
após a fabricação do produto. A contagem de coliformes a 35°C e a contagem de
coliformes a 45°C é de acordo com os métodos analíticos descritos na IN 62/2003.
Para as análises microbiológicas, o produto final deverá apresentar–se dentro
dos padrões estabelecidos: Coliformes 30/35ºC (n=5 c=2 m=10 M=100); Coliformes
29
45ºC (n=5 c=2 m=3 M=10. Todas as análises citadas anteriormente, mais
Salmonella spp./25g e Contagem de bactérias láctea viáveis (UFC/mL) serão
realizadas semestralmente em Laboratório credenciados pelo MAPA. Anualmente,
também são realizados a comprovação da informação nutricional.
Para realização das análises físico-químicas são coletadas uma amostra e três
amostras para avaliação no 15º, 30º e 46º dias do shelf life. As análises físico-
químicas, da bebida láctea devem apresentar: Gordura (mínimo 2g/100g) e Proteína
(mínimo 1,2g/100g).
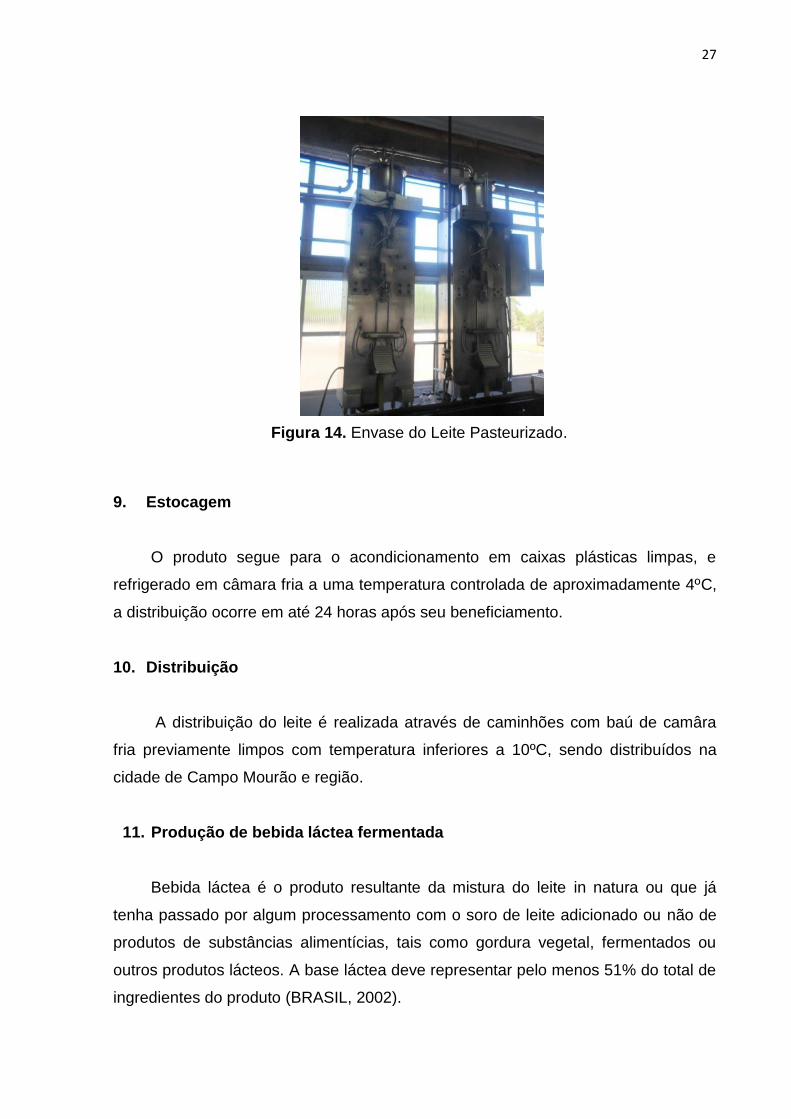
A figura 15 apresenta o fluxograma para a produção de bebida láctea.
Figura 15. Fluxograma do processo de bebida láctea.
30
12. Produção de queijo tipo mussarela
O queijo tipo mussarela é um dos queijos mais fabricados e consumidos no
Brasil. É produzido com leite pasteurizado, normalizado em teor de gordura. Sua
massa é filada, isto é, após a dessoragem ela é finamente fatiada, aquecida e as
fatias misturadas até formar um bloco liso e homogêneo com consistência firme,
compacta. Tem cor esbranquiçada e sabor levemente ácido. Seu formato e peso são
variáveis e deve ser conservado sob refrigeração, em temperaturas de até 10°C
(PERRY, 2010).
Para a fabricação do queijo tipo Mussarela, o leite deve apresentar um teor de
gordura que varia de 3,0 a 3,2%. Logo após a pasteurização e padronização, o leite
segue para os tanques de coagulação onde é aquecido a uma temperatura de 33-
33°C e adicionados os ingredientes da formulação.
Após seleção, o leite cru refrigerado é encaminhado para os tratamentos de
filtração, clarificação e pasteurização em pasteurizador a placas (72-75ºC/15 a 20
segundos) e, em seguida, refrigerado à temperatura da água industrial. Saindo do
pasteurizador, é enviado via tubulação inoxidável, previamente higienizada junto
com o pasteurizador pelo mesmo processo CIP, até um tanque de fabricação,
inoxidável, dupla camisa, também previamente lavado e desinfetado onde é
processado. Após o enchimento do tanque e antes de iniciar o processo de
fabricação, uma amostra desse leite é coletada e encaminhada ao laboratório para a
realização das provas de Fosfatase alcalina e Peroxidase para confirmação da
eficiência do processo de pasteurização.
- Obtenção da massa - Prossegue-se o aquecimento com agitação constante
até que a temperatura atinja 34ºC, onde será adicionado o fermento láctico
termofílico, Cloreto de Cálcio e o Coalho em quantidades suficientes, dependendo
do volume processado e seguindo as recomendações do fabricante.
Feitas as adições procede-se a agitação durante três a cinco minutos para
perfeita distribuição dos ingredientes no leite. Deixa-se em repouso e aguarda a
coagulação, cujo ponto ocorre entre 30-40 minutos, em seguida, será quebrado o
gel, em grãos tamanhos de cerca 1,0 cm de aresta. Agita-se lentamente por cerca
de 10-15 minutos e inicia-se o aquecimento indireto com vapor na camisa do tanque,
31
até temperatura final de 45-46ºC, mantendo-se a agitação até o ponto (cerca de 50
minutos após o corte).
- Pré-prensagem - Efetua-se uma pré-prensagem com um pouco de soro por
cerca de 10-15 minutos, após a pré prensagem, a massa será cortada em blocos e
colocada em mesas inoxidáveis, onde será acompanhado o pH até que atinja 5,0-
5,2.
Filagem e moldagem - A massa é picada em picadeira inoxidável e filada em
água, previamente tratada (0,2-0,4 ppm), a temperatura de 80-850C, e moldada.
Após são enformadas em formas plásticas e resfriadas sob imersão em um tanque
inoxidável com água pasteurizada gelada à temperatura de 40oC, até que atinjam a
consistência desejada para serem desenformadas. De cada lote fabricado, é
separado duas peças (uma para realização das análises microbiológicas e físico-
químicas e outra para o Shelf life). A amostra destinada ao Shelf life, é mantida
armazenada nas mesmas condições das peças de mussarela e é analisada na data
de validade do lote, ou antes, se houver reclamações. Os resultados são anotados
em planilha específica.
-Salga – Ocorre à temperatura de 12ºC em salmoura tratada com
pasteurização, filtragem, acidez de 20 ºD, grau salométrico de 21ºBé por 30 horas.
Após, as peças permanecem por 24 horas secando em câmara sob ventilação.
- Embalagem/rotulagem - As peças são embaladas em sacos de polietileno
termo-encolhiveis e, após reembaladas em sacos de polietileno, constituindo
embalagens secundárias com oito peças.
- Estocagem - Os fardos são colocados em caixas plásticas que são
empilhadas sobre estrados plásticos e mantidas em câmara fria à 8oC até
comercialização.
- Transporte - É feito em veículo isotérmico, alimentícios, provido de geradores
de frio.
Para o queijo mussarela eram realizadas análises de acordo com a Instrução
Normativa nº 68 de 12 de dezembro de 2006 do Ministério da Agricultura, Pecuária e
Abastecimento.
As amostras dos lotes produzidos (dois dias após sua fabricação) são
encaminhadas ao laboratório da empresa para realização das análises físico-
químicas: Matéria Gorda em Extrato Seco (g/100g) mínimo 35% e Umidade (g/100g)
32
máximo 60% e análises microbiológicas: Coliformes 35°C (NMP/g) - n=5; c=2;
m=5.000; M=10.000 e Coliformes 45°C (NMP/g) - n=5; c=1; m=1.000 e M=5.000. A
cada seis meses são realizadas análises microbiológicas e físico-químicas em
Laboratório credenciado pelo MAPA, nesta ocasião serão solicitadas além das
provas anteriores, pesquisa de Salmonella spp /25g, Estafilococos coagulase
positivo/g e Listeria monocytogenes/25g. Anualmente, é realizada em laboratório
credenciado pelo MAPA a comprovação da Informação Nutricional declarada no
rótulo, conforme a legislação vigente e os requisitos especificados no Regulamento
de Identidade e Qualidade do Produto
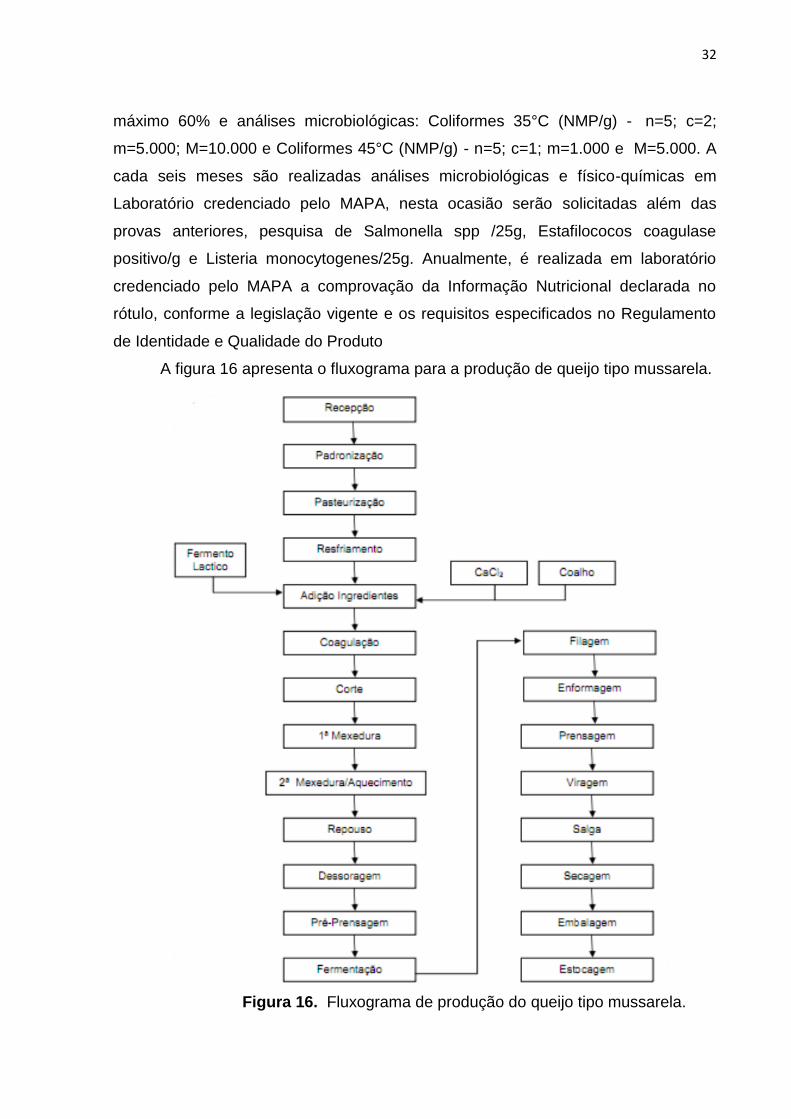
A figura 16 apresenta o fluxograma para a produção de queijo tipo mussarela.
Figura 16. Fluxograma de produção do queijo tipo mussarela.
33
13. Controle de qualidade da água
Para realizar o controle de qualidade da água utilizada nos processos
indústriais eram feitas análises físico-químicas de acordo com a Portaria nº 518 de
25 de Março de 2004 do Ministério da Saúde.
Com uma freqüência de cinco vezes ao dia era realizado análises físico-
químicas, como a determinação do teor de cloro e pH, e também análise sensorial
para a determinação da turbidez, sabor e odor.
A realização da análise microbiológica da água iniciava-se com a coleta da
amostra de torneiras e tubulações, antes de sua coleta é efetuada a limpeza da
torneira com etanol 70%, em seguida flamba-se o local e deixa a água fluir de dois a
três minutos para realizar a coleta em si.
Para análise microbiológica da água é utilizado o método dos tubos múltiplos,
que consiste em duas etapas: na primeira, a amostra é inoculada em caldo Lauril
Sulfato Triptose (LST), o qual inibe a microbiota acompanhante e, ao mesmo tempo
é um meio de enriquecimento para bactérias do grupo dos coliformes. Bactérias
deste grupo causam turvação no meio com formação de gás, detectado em tubos de
Duhran, após 48 horas de incubação a 35ºC. Caso positivo é feito a inoculação por
meio de três tubos positivo de LST em transferência de três alçadas em caldo
seletivos para Escherichia coli (EC). Após incubação a 44,5ºC, durante 24 horas,
ocorre turvação e formação de gás nos tubos de Duran do caldo EC se positivos
para coliformes termotolerantes.
14. Sistema boas práticas de fabricação e análise de perigo e pontos
críticos de controle
Para garantir a competitividade no mercado e ampliar as possibilidades de
conquista de novos mercados, nacionais e internacionais, de produtos alimentícios,
a qualidade dos produtos deixou de ser uma vantagem competitiva e se tornou
requisito fundamental para a comercialização dos produtos. Uma das formas para se
atingir um alto padrão de qualidade é a implantação do Programa de Boas Práticas
de Fabricação – BPF.
34
Segundo Athayde (1999), o objetivo das boas práticas de fabricação é definir
requisitos essenciais de higiene para elaboração de alimentos industrializados para
consumo humano. O programa introduz ao processo industrial mudanças nos
métodos de produção, no projeto e uso de equipamentos, edifícios e instalações.
Implica também em mudanças comportamentais de todas as pessoas envolvidas na
produção e distribuição dos alimentos, alem de alterações no sistema de gestão, já
que passa a utilizar rotinas de inspeção e registros de controle todos documentados.
De acordo com Ribeiro (2006), Análise de Perigo e Pontos Críticos de
Controle- APPCC é baseada numa série de etapas ligadas ao processamento
industrial dos alimentos, incluindo todas as operações que ocorrem desde a
obtenção da matéria-prima até o consumo final, fundamentando-se na identificação
dos perigos potenciais à saúde do consumidor, bem como nas medidas de controle
das condições que geram os perigos. Sua finalidade é garantir a inocuidade dos
processos de produção, manipulação, transporte, distribuição e consumo dos
alimentos. Este conceito abrange todos os tipos de fatores de risco ou perigos
potenciais capazes de afetar a segurança biológica, química e física do alimento.
As Boas Práticas de Fabricação e a Análise de Perigo e Pontos Críticos de
Controle foram implantadas na indústria para o processo de industrialização do leite
bem como para a produção de derivados lácteos, estes sistemas estão
continuamente contribuindo para a melhoria das condições higiênico sanitárias e
conseqüentemente para a qualidade dos produtos serão produzidos.
14.1 Controle de temperatura
Para garantir a inocuidade dos produtos fabricados o laticínio conta com a
infra-estrutura de quatro câmaras frias, sendo essas a câmara de estocagem de
leites, câmara salga, câmara de estoque de queijo tipo mussarela e câmara de
estoque de bebida láctea, a temperatura dessas câmaras são verificadas três vezes
ao dia.
O monitoramento de temperatura também é realizado para as estufas
microbiológicas, banho-maria, geladeiras, bloco de antibiótico e banco de gelo. Uma
vez por mês realizava-se a aferição de todos os termômetros da indústria onde
esses eram comparados com um termômetro padrão.
35
14.2 Controle de pragas
O controle integrado de pragas esta contido nas regras de boas práticas de
fabricação, é um conjunto de ações simultâneas que visam a implementação de
métodos cíclicos de educação, sanitização, intervenções químicas e barreira físicas,
com o objetivo de preservar o meio ambiente e reduzir o riscos de contaminações
nos alimentos, matérias-primas e insumos. O programa prevê através de ações
preventivas focos de infestações de pragas (ATHAYDE, 2000).
De acordo com Bezerra (2008), as pragas são moscas, baratas, formigas,
ratos, pássaros, gatos e outros animais que podem representar grandes riscos de
contaminação, portanto, não devem em hipótese alguma estar presentes em lugares
onde são processados o leite e os queijos.
Nas unidades que produzem ou manipulam alimentos é indispensável na
prevenção de toxinfecções alimentares, que podem ser veiculadas por insetos e
roedores, e a presença destes pode estar relacionada ao desconhecimento das
medidas preventivas e corretivas a serem adotas no ambiente. O uso indiscriminado
dos praguicidas, ação muitas vezes adotadas por leigos, acaba gerando efeitos
contrários, falhas técnicas de aplicação e uso de equipamentos inadequados ou falta
de seleção criteriosa dos princípios ativos, podendo levar a reduções aparentes de
focos, que ressurgem após períodos de descontinuidade dos cuidados iniciais
(SILVA, 2001).
Para evitar tais pragas deve-se evitar o acúmulo de resíduos de alimentos;
não amontoar materiais em cantos e pisos, armários e equipamentos; evitar água
parada; não acumular pó, sujeira, mato e grama; armazenar adequadamente o lixo
(BEZERRA, 2008).
O controle integrado de pragas no laticínio COPROLEITE é terceirizado, porém
cabe ao laboratório de controle da empresa verificar se este procedimento garante a
inocuidade do produto final. Para esse controle, são realizadas semanalmente
vistorias as iscas e armadilhas (FIGURA 17) dentro e fora da indústria, durante
essas vistorias são observados sinas da presença de insetos e roedores, na
presença de iscas ou armadilhas roidas ou danificadas as mesmas são substituidas.
36
Figura 17. Isca externa para controle de pragas.
14.3 Monitoramente da linha de produção e teste do Swab
De acordo com Athayde (1998), a noção básica de higiene e um conceito que
reúne vários hábitos pessoais de educação, aprendidos desde a infância para
garantir a boa saúde. Na indústria de alimentos esse conceito importante de higiene
assume um papel bem maior: garantir a qualidade final do produto e preservar a
saúde do consumidor. Em todo o setor alimentício as práticas de limpeza e higiene
tem que ser levadas muito a serio. No seguimento de laticínios a preocupação com a
limpeza e higienização, tanto de equipamentos utilizados durante o processo de
produção quanto de quem os monitora, exige controles rigorosos
Para verificar a execução das Boas Práticas de Fabricação é realizado vistorias
diárias afim de levantar as não conformidades bem como o monitoramento dos
manipuladores observando a utilização dos equipamentos de proteção individual
(EPI‟s), como toucas, luvas e máscaras, alem da higiene pessoal como barba,
unhas, presença de ferimentos nas mãos e limpeza dos uniformes, também ocorre
monitoramento da realização de limpeza dos equipamentos utilizado antes e depois
da jornada de trabalho.
O Teste de swab é realizado semanalmente, ele promove a identificação de
contaminação em superfícies de equipamentos e das mãos dos manipuladores que
estão em contato direto com o alimento tais como nas mesas, máquinas de envase
37
e peças desmontáveis a análise era realizada de forma aleatória entre
colaboradores e máquinas.
Para este procedimento amostras das mãos de dois colaboradores e da
superfície de dois equipamentos são colhidas por meio de esfregaço, cada um em
tubos identificados onde são encaminhados para o laboratório. Em caso de
contaminação de superfície ou das mãos do colaborador escolhido, o responsável
pela limpeza do local ou ainda que apresentasse contaminação em suas mãos era
informado e orientado para realizar a limpeza das mãos e/ou do local de forma
correta garantindo a assepsia do mesmo.
15. Conclusão
O estágio curricular obrigatório foi importante, pois permitiu um maior
entendimento na área da tecnologia de alimentos ao poder vivenciar situações reais
onde ela é aplicada.
O desenvolvimento do estágio proporcionou o enriquecimento de
conhecimentos indispensáveis para a formação profissional, por oportunizar uma
etapa importante para a formação acadêmica, possibilitando a vivência da rotina em
uma indústria de alimentos, onde foi possível aplicar o conhecimento adquirido
teoricamente com a experiência da prática.
38
Referências
ATHAYDE, A. Higienização em indústrias de laticínios colabora no controle total da
qualidade. Rev. Engenharia de alimentos. n. 18 p. 25 -29, 1998.
ATHAYDE, A. Sistemas GMP e HACCP garantem produção de alimentos inócuos.
Rev. Engenharia de alimentos. n. 23 p. 13 -17, 1999.
ATHAYDE, A. Controle integrado de pragas assegura inocuidade dos alimentos.
Rev. Engenharia de alimentos. n. 29 p. 21 -35, 2000.
BEHMER, M. l. L. A. Tecnologia do leite: leite, queijo, manteiga, caseína,
iogurte, sorvetes e instalações: produção, industrialização, análise. 13ºed. São
Paulo: Nobel, 1984.
BEHMER, A. M. L.: Tecnologia do Leite: produção – industrialização – análise.
15ºed. São Paulo: Nobel, 1999.
BEZERRA, J. R. M. V. Tecnologia de Fabricação de Derivados do Leite. Unicentro.
Departamento de Engenharia de Alimentos, Guarapuava, 2008.
BRASIL. Ministério da Agricultura. Secretaria Nacional de Defesa Agropecuária.
Laboratório Nacional de Referência Animal. Métodos analíticos oficiais para
controle de produtos de origem animal e seus ingredientes: métodos físicos e
químicos. Brasília, 1981. Disponível em:
<http://www.engetecno.com.br/port/legislacao/geral_met_an_prod_carneos.htm>.
Acesso em: 15 Março 2012.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Portaria 146, de 07 de
março de 1996 (D.ºU 11/03/96) Aprova o regulamento técnico de identidade e
qualidade de produtos lácteos. Diário Oficial [da] República Federativa do Brasil.
Brasília, 1996.
39
BRASIL, Ministério da Agricultura. Departamento Nacional de Inspeção de Produtos
de Origem Animal. Regulamento da Inspeção Industrial e Sanitária de Produtos
de Origem Animal – R.I.I.S.P.O.A. Brasília, 1997.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Secretaria de Defesa
Agropecuária (Dispoa). Instrução Normativa nº 62, de 26 de agosto de 2003, que
aprova os métodos analíticos para análises microbiológicas para controle de
produtos de origem animal e água.
Brasil. Ministério da Saúde. Secretaria de Vigilânica em Saúde. Coordenação-Geral
de Vigilância em Saúde Ambiental. Portaria MS n.º 518 de 26 de Março de 2004,
que estabelece os procedimentos e responsabilidades relativos ao controle e
vigilância da qualidade da água para consumo humano e seu padrão de
potabilidade, e dá outras providências.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Secretaria de Defesa
Agropecuária (Dispoa). Instrução Normativa n°62, de 29 de dezembro de 2011,
que aprova o regulamento técnico de produção, identidade e qualidade do leite tipo
A, o regulamento técnico de identidade e qualidade de leite cru refrigerado, o
regulamento técnico de identidade e qualidade de leite pasteurizado e o regulamento
técnico da coleta de leite cru refrigerado e seu transporte a granel, em conformidade
com os anexos desta instrução normativa.
BRITO, M.A.; BRITO, J.R.; ARCURI, E.; LANGE, C.; SILVA, M.; SOUZA, G. Acidez
Titulável. Empresa Brasileira de Pesquisa Agropecuária – Embrapa, 2005.
Disponível em:
<http://www.agencia.cnptia.embrapa.br/Agencia8/AG01/arvore/AG01_194_2172003
9246.html>. Acesso em: 05 Março 2012.
CARVALHO, B.M.A.; CARVALHO L.M.; ALCANTRA L.A.P.; BONOMO, F.R.C.
Métodos de detecção de fraude em leite por adição de soro de queijo. Revista
eletrónica de Veterinária, Vol. VIII, Nº 6, 01 Junho de 2007.
CASTRO, P. S. Tecnologia de Leite e Derivados. Universidade Católica de Goiás.
Departamento de Matemática e Física. Curso de Engenharia de Alimentos. Apostila
de Aulas Práticas–MAP 3340. Fevereiro de 2005.
40
FISCHER, P.C.; JUNIOR, L.C.R.; MARTINS, T.T.; CASSOLI, L.D.; MACHADO, P.F.
Urina bovina como agente fraudador em leite cru. Clinica do Leite, Departamento
de Zootecnica. ESALQ/USP 2005.
GARRIDO, N. S.; MORAIS, J. M. T.; BRIGANTI, R. C.; OLIVEIRA, M. A.;
BERGAMINI, A. M. M.; OLIVEIRA, S. A. V.; FÁVARO, R. M. D. Avaliação da
qualidade físico-química e microbiológica do leite pasteurizado proveniente de mini e
micro-usinas de beneficiamento da região de Ribeirão Preto – SP. Instituto Adolfo
Lutz, v.60, n.2, São Paulo, 2001.
GOMES D.I.; ALVES.K.S.; LIMA.E.V.; BARCELOS.S.S.; OLIVEIRA.L.R.S.;
ROCHA.P.M. Correlação entre os métodos de referência e análise Eletrônica na
determinação da qualidade físico-química do leite bovino no sudoeste do estado do
Pará. Centro de Convenções de Pernambuco. ZOOTEC, 2006.
NERO, L. A. et al . Resíduos de antibióticos em leite cru de quatro regiões leiteiras
no Brasil. Ciência e Tecnologia de Alimentos. Campinas, v.27, n.2, 2007.
OKURA, M.H. RENDE J.C. Microbiologia: roteiro de aulas práticas. Ribeirão
Preto, SP: Tecmed, 2008.
PERRY, K.S.P. Queijos: aspectos químicos, bioquímicos e microbiológicos. Química
Nova, 2004.
PIRES, A. S. Fraudes em leites de consumo: limites de detecção. Jornal da
Produção de Leite. Viçosa, 2000. Disponível em:
<http://www.ufv.br/pdpl/jornal/jpl1000_c.htm>. Acesso em: 01 Março 2012.
RIBEIRO, L. L. F.; ABREU, L. R. Utilização de APPCC na indústria de alimentos.
Ciência e Agrotecnologia. Lavras, v. 30, n. 2, 2006.
ROOS, T. B.; OLIVEIRA, D. S.; MORAES, C. M.; GONZALEZ, H. L.; ALEXIS, M. A.;
PORTO, C. R.; TIMM, C. D. Temperatura do Leite Cru Entregue na Indústria na
Região Sudeste do Rio Grande do Sul. XXIX Congresso Brasileiro de Medicina
Veterinária, p. 126, Gramado, 2002.
41
SANTOS, M.V.; FONSECA, L.F.L. Composição e propriedades físico-químicas do
leite. Agripoint, 2004. Disponível em:<http://www.agripoint.com.br/curso/qualidade-
leite/>. Acesso em: 25 Abril 2012.
SILVA, E. A. J. Manual de controle higiênico-sanitário em alimentos. 4ed. São
Paulo: Varela, 2001.
SILVEIRA, I.A., CARVALHO., E.P., TEIXEIRA, Damaris. Influência de
Microrganismos Psicrotróficos Sobre a Qualidade do Leite Refrigerado. Uma
Revisão. Revista Higiene Alimentar, v.12, n.55, p.21-26,1998.
TRONCO, V. M., Manual para Inspeção da Qualidade do Leite, Santa Maria: Ed.
UFSM, 2003.
VIEIRA, L.C.; KANEYOSHI, C.M.; FREITAS, H. Criação de Gado Leiteiro na Zona
Bragantina. EMBRAPA, 2005. Disponível em:
<http://sistemasdeproducao.cnptia.embrapa.br/FontesHTML/Leite/GadoLeiteiroZona
Bragantina/paginas/qualidade.htm>. Acesso em: 19 de Março de 2012.