universidade tecnolÓgica federal do paranÁ … · pastel de nata com frango; pastel de nata com...
TRANSCRIPT

1
PRODUÇÃO DE SALGADO PRÉ-ASSADO CONGELADO
BENEFICIAMENTO E CARA
CTERIZAÇÃO DE
DA INDÚSTRIA DE NA RAGIÃO DE CORUMBATAÍ DO SUL:
APROVEITAMENTO DA CASCA
ESTÁGIO SUPERVISIONADO
Campo Mourão
Agosto/2013
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Campus – Campo Mourão
Curso Superior de Tecnologia de Alimentos
JAQUELINE CARLUCCI MACEDO

2

3
Resumo
Neste relatório são apresentadas as atividades desenvolvidas no decorrer do
estágio obrigatório para a conclusão do Curso de Tecnologia de Alimentos da
Universidade Tecnológica Federal do Paraná. As atividades de estágio
ocorreram na empresa TRIVIAL Salgados, no período entre 26 de dezembro de
2012 a 30 de março de 2013 e tiveram como objetivo o conhecimento das
instalações da indústria e o processo de produção, o auxilio no controle e
organização do estoque de produtos e matéria-prima e o monitoramento da
qualidade microbiológica de um produto ao longo de 30 dias. As amostras
analisadas atenderam a legislação em relação aos padrões avaliados,
indicando que as condições de processamento acompanhadas durante o
estágio estiveram de acordo com os princípios das Boas Práticas de
Fabricação.

4
1.Introdução
O padrão de consumo de alimentos da população brasileira modifica-se
constantemente ao longo dos anos, notadamente a partir da década de 1990,
período em que o país passava por diversas transformações sociais e
econômicas (BROGNOLI, 2010).
Segundo Hall (2006), com as mudanças nos hábitos alimentares, houve
um aumento no consumo de alimentos industrializados semi-prontos ou
prontos para o consumo. Entre eles estão os alimentos congelados, que estão
ganhando espaço no mercado alimentício.
O consumidor moderno está familiarizado com a produção industrial de
alimentos e tem apreciado sua regularidade, modernidade, diversidade e
comodidade de uso. Além disso, a indústria de alimentos tem desenvolvido,
técnicas e tendências para atender as exigências do consumidor sem perder a
qualidade dos produtos (FONSECA et al, 2008).
Entende-se por alimentos prontos para o consumo aqueles que são
preparados, pré-cozidos ou cozidos, onde para o seu consumo não necessitam
da adição de outros ingredientes, apenas podem requerer de aquecimento ou
cozimento complementar (BRASIL, 2005).
Brognoli (2010), defende que o congelamento é um dos melhores
métodos para manter a cor, o aroma e a aparência de vários alimentos.
Quando os alimentos congelados são processados, armazenados e
manipulados de forma adequada, apresentam características organolépticas e
nutritivas muito semelhantes às que possuíam antes de seu congelamento
(ORDÓÑEZ, 2005).
A grande oferta desses alimentos nos estabelecimentos comerciais
propicia aos consumidores a oportunidade de experimentar e possivelmente
introduzir os alimentos congelados em seus hábitos alimentares (HALL, 2006).
Diante do exposto, este relatório tem como objetivo geral apresentar as
atividades desenvolvidas durante o estágio curricular obrigatório que ocorreu
entre os meses de dezembro de 2012 a março de 2013 na Trivial Salgados,
situada no município de Goioerê-PR, que produz salgados pré-assados
congelados.
Os objetivos específicos incluíram a familiarização com as instalações, o
acompanhamento do processo de produtivo, o auxílio no controle e
organização do estoque de produtos e matérias primas e avaliação da
qualidade microbiológica de um produto pelo período de 30 dias.
2. Descrição do Local
A empresa iniciou suas atividades em 1998, quando a matriarca Sonia
Aparecida da Silva Luciane estava passando por dificuldades financeiras, e foi
incentivada pelas amigas passou a produzir pão de queijo congelado. Com
grande visão de negócio enxergou potencial no mercado dos alimentos
congelados prontos para o consumo e lentamente foi expandindo a linha de
produtos. Deixou de lado a produção de pão de queijo e passou a produzir
pizzas congeladas.
Com o sucesso dos negócios foi necessário mudar o local da empresa,
pois o antigo prédio de 80 m² já não comportava mais o ritmo da produção.
5
Hoje a empresa está situada na Travessa Anastácio Borges, em um prédio de
aproximadamente 280 m², onde são produzidos 16 produtos diferentes, com
produtividade de cerca de 4000 kg de massa por mês.
3. Processo Produtivo
Durante o estágio foi possível treinar, executar e compreender os
procedimentos da rotina de produção de uma empresa.
A empresa Trivial Salgados produz 16 tipos de diferentes produtos, como
salgados e pizzas. Entre eles estão:
Pão de batata com frango e catupiry;
Esfiha de carne;
Esfiha de frango;
Esfiha de presunto e queijo;
Esfiha de legumes;
Pastelão de calabresa;
Pastelão de frango;
Pizza de frango;
Pizza de presunto e queijo;
Enroladinho de salsicha;
Bauru de carne;
Trouxinha de salsicha;
Trouxinha de frango;
Trouxinha de presunto e queijo;
Pastel de nata com frango;
Pastel de nata com goiabada;
A produção diária é definida em planilhas e pode ser alterada de acordo
com os pedidos recebidos de clientes.
3.1 Processamento do salgado congelado
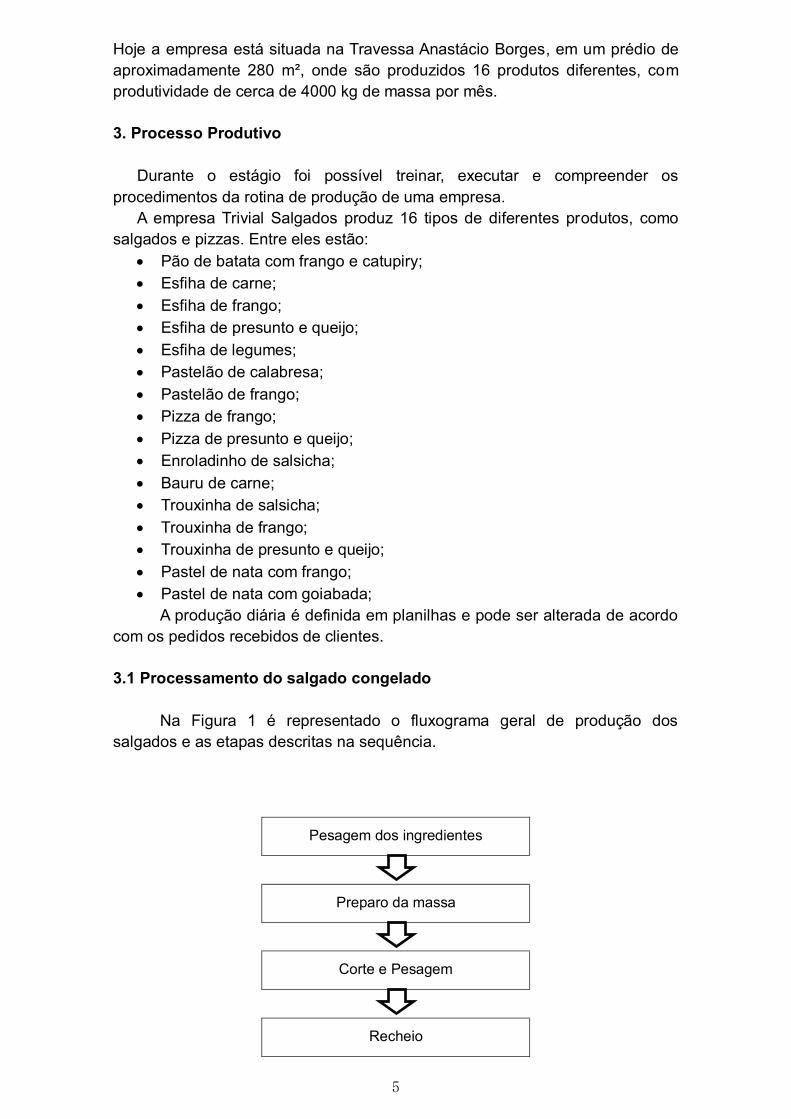
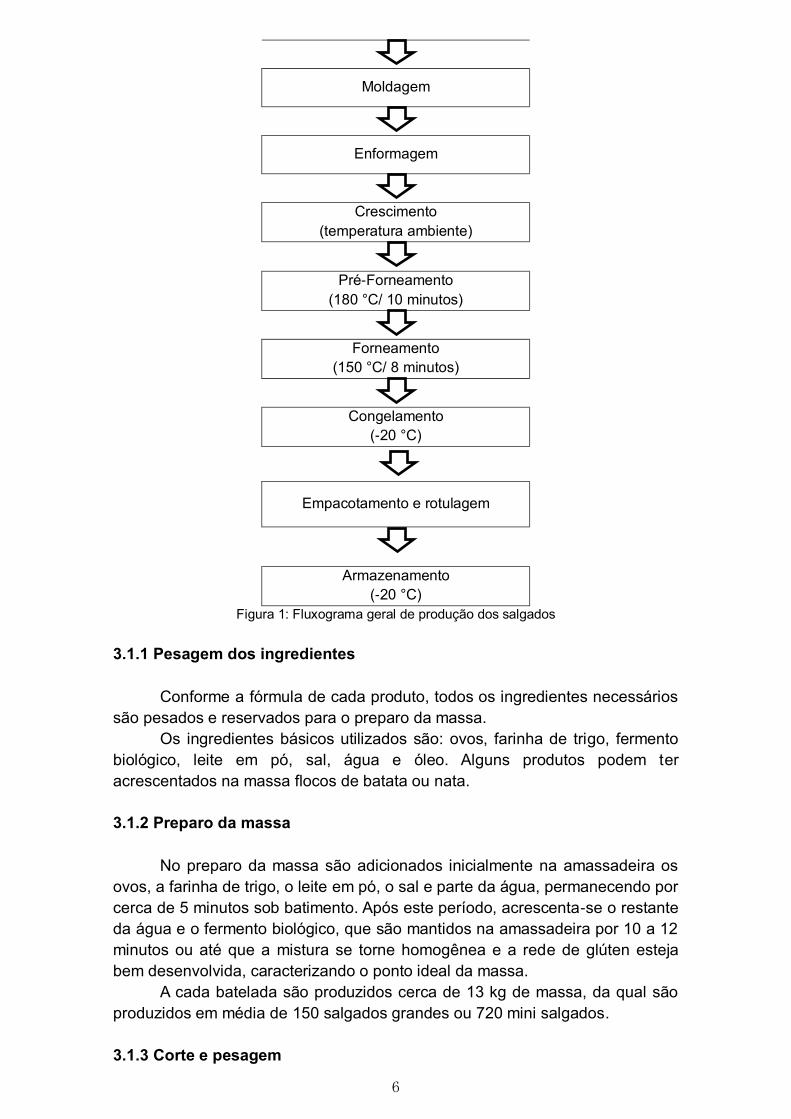
Na Figura 1 é representado o fluxograma geral de produção dos
salgados e as etapas descritas na sequência.
Pesagem dos ingredientes
Preparo da massa
Corte e Pesagem
Recheio
6
Moldagem
Enformagem
Crescimento
(temperatura ambiente)
Pré-Forneamento
(180 °C/ 10 minutos)
Forneamento
(150 °C/ 8 minutos)
Congelamento
(-20 °C)
Empacotamento e rotulagem
Armazenamento
(-20 °C)
Figura 1: Fluxograma geral de produção dos salgados
3.1.1 Pesagem dos ingredientes
Conforme a fórmula de cada produto, todos os ingredientes necessários
são pesados e reservados para o preparo da massa.
Os ingredientes básicos utilizados são: ovos, farinha de trigo, fermento
biológico, leite em pó, sal, água e óleo. Alguns produtos podem ter
acrescentados na massa flocos de batata ou nata.
3.1.2 Preparo da massa
No preparo da massa são adicionados inicialmente na amassadeira os
ovos, a farinha de trigo, o leite em pó, o sal e parte da água, permanecendo por
cerca de 5 minutos sob batimento. Após este período, acrescenta-se o restante
da água e o fermento biológico, que são mantidos na amassadeira por 10 a 12
minutos ou até que a mistura se torne homogênea e a rede de glúten esteja
bem desenvolvida, caracterizando o ponto ideal da massa.
A cada batelada são produzidos cerca de 13 kg de massa, da qual são
produzidos em média de 150 salgados grandes ou 720 mini salgados.
3.1.3 Corte e pesagem

7
A massa é retirada da amassadeira e transferida para a cortadeira. O
equipamento é regulado de acordo com o tamanho definido pelo operador,
levando em conta a necessidade da produção. A massa é cortada na forma de
esferas, que caem diretamente em uma pequena esteira de transporte e são
levadas próximo a uma balança onde as esferas são pesadas uma a uma pelo
operador para garantir a uniformidade da massa. Depois da pesagem o
material é armazenado em recipientes plásticos a temperatura ambiente onde
aguardam o próximo processo.
3.1.4 Recheio
Prepara-se o recheio de acordo com o produto final desejado. Alguns
destes ingredientes podem ser refogados e resfriados até atingir a temperatura
ambiente. No caso da carne como recheio, é retirado o excesso de água, pois
o uso do recheio úmido pode provocar fissuras no salgado enquanto ele é
assado. Os outros ingredientes são apenas cortados, temperados e utilizados
na forma crua como o presunto e o queijo mussarela.
3.1.5 Moldagem
Os salgados são moldados manualmente. As esferas de massa são
esticadas sobre a mesa de manipulação com o auxilio de rolos e
posteriormente recebem os recheios para serem fechadas manualmente
imprimindo o formato especifico conforme definido para cada produto.
Devido ao processo de moldagem ser manual, existe a necessidade do
cuidado com a padronização dos salgados.
3.1.6 Enformagem
Logo após serem moldadas e fechadas as porções são colocadas em
formas de alumínio untadas com gordura vegetal. O tamanho das formas
proporciona a disposição de 16 salgados grandes ou 48 mini salgados,
havendo espaço suficiente para o crescimento da massa e evitar aderência
entre os produtos.
3.1.7 Crescimento
As formas são levadas para uma estufa onde permanecem por cerca de
15 minutos à temperatura ambiente. A utilização da estufa acelera o
crescimento da massa e impede que o salgado fique exposto ao ambiente.
3.1.8 Pré-forneamento
Os salgados são recobertos com spray de gemas de ovo pasteurizadas,
para proporcionar brilho e cor à superfície do produto após o forneamento. Os
produtos são levados para pré-assagem em fornos pequenos à temperatura de
180 °C, por cerca de 10 minutos. O período de tempo estabelecido é suficiente
para evitar fissuras na massa durante o forneamento.
8
3.1.9 Forneamento
Os salgados são levados ao forneamento final onde permanecem por 8
minutos a temperatura de 150 °C. Após este período, são retirados dos fornos
e resfriados por cerca de 10 minutos a temperatura ambiente.
3.1.10 Congelamento
Os salgados são retirados das formas e transferidos para recipientes
próprios para o congelamento rápido, que acontece a cerca de –20°C e leva
cerca 30 minutos, ocorrendo dentro de ultracongeladores.
3.1.11 Empacotamento e rotulagem
Os salgados são inseridos manualmente em uma embalagem plástica
transparente com capacidade para 6 salgados grandes, cerca de 23 a 25 mini
salgados ou até que a embalagem atinja 350 g. O rótulo, as datas de
fabricação de validade são impressos no momento do empacotamento.
Em seguida, o rótulo é inserido dentro da embalagem plástica,
juntamente com os salgados e embalados a vácuo. Após a retirada de ar do
interior da embalagem, é injetada uma mistura de dióxido de carbono e
nitrogênio. O uso da atmosfera modificada na embalagem prolonga a data de
validade dos produtos em 3 meses. No rótulo são informados ainda a tabela
nutricional e modo de preparo sugerido.
3.1.12 Armazenamento
Após embalados, os produtos são levado a câmara fria e dispostos
diretamente em prateleiras de metal ou em caixas plásticas retangulares, onde
são mantidos a temperatura de -20 °C.
3.2 Processamento de pizza congelada
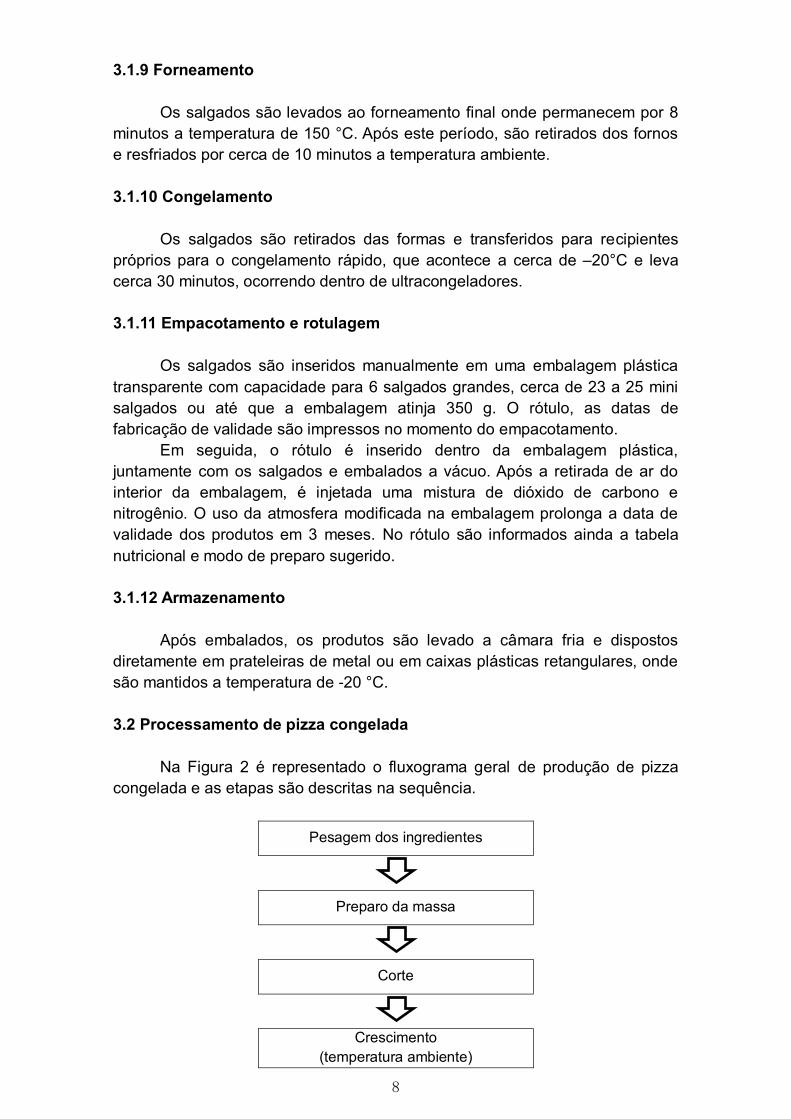
Na Figura 2 é representado o fluxograma geral de produção de pizza
congelada e as etapas são descritas na sequência.
Pesagem dos ingredientes
Preparo da massa
Corte
Crescimento
(temperatura ambiente)

9
Forneamento
(150 °C / 10 minutos)
Recheio
Empacotamento e embalagem
Armazenamento
(-20 °C)
Figura 2: Fluxograma geral de produção de pizzas congeladas.
3.2.1 Pesagem dos ingredientes
De acordo com a fórmula padrão utilizada pela empresa, são pesados os
ingredientes necessários para fabricação e reservados para o preparo da
massa.
3.2.2 Preparo da massa
No preparo da massa são adicionados na amassadeira os ovos, a
farinha de trigo, o leite em pó, o sal e parte da água, permanecendo por cerca
de 5 minutos sob agitação. Após este período, acrescenta-se o restante da
água e o fermento biológico, que são mantidos na amassadeira por 10 a 12
minutos ou até que a mistura se torne homogênea e a rede de glúten esteja
bem desenvolvida, caracterizando o ponto ideal para utilização da massa.
A cada batelada são produzidos cerca de 50 kg de massa, da qual são
obtidas em média 200 pizzas grandes ou 2500 mini pizzas.
3.2.3 Corte
A massa é retirada da amassadeira e transferida para uma mesa onde o
operador divide em 4 partes, com a finalidade de facilitar a passagem pelo
cilindro, de onde se obtém um material esticado e compactado. A massa
esticada é enrolada manualmente em um rolo de acrílico, acoplado ao rolo de
corte. O rolo de corte gira à medida que a massa é transportada pela esteira.
Os retalhos da massa são retirados e podem ser misturados para passar
novamente pelo cilindro.
As massas cortadas são dispostas em formas de alumínio com
capacidade para 2 pizzas grandes ou 18 mini pizzas.
3.2.4 Crescimento
As formas são levadas para estufa onde permanecem por cerca de 20
minutos à temperatura ambiente. O processo serve para acelerar o

10
crescimento da massa.
3.2.5 Forneamento
As formas são levadas ao forno onde permanecem por 10 minutos a
temperatura de 150 °C. Após este período de tempo, são retiradas e
permanecem por cerca de 30 minutos sob temperatura ambiente até resfriar
totalmente.
3.2.6 Recheio
O recheio é preparado de acordo com o produto final desejado. São
utilizados recheios cozidos de frango e recheios crús de presunto, mussarela e
calabresa.
O recheio é distribuído manualmente sobre a massa, após a aplicação
de uma camada de molho de tomate.
3.2.7 Empacotamento e embalagem
As pizzas recheadas são dispostas em forma de papel. As embalagens
podem conter 1 pizza grande ou 10 mini pizzas.
As formas são inseridas em uma embalagem transparente contendo o
rótulo impresso sendo posteriormente embaladas a vácuo.
3.2.8 Armazenamento
Após embalados, os produtos são levado a câmara fria e dispostos
diretamente em prateleiras de metal, mantendo-se a temperatura de -20 °C.
3.3 Controle de matéria-prima e estoque
Quinzenalmente chegam até a indústria as matérias primas não
perecíveis como farinha de trigo e óleo que são armazenadas em uma área
anexa a produção, onde as mesmas são mantidas em temperatura ambiente e
protegidas da umidade e incidência de luz.
Semanalmente as matérias primas perecíveis como carnes e queijos são
recebidos e armazenados pelo funcionário responsável na câmara fria a
temperatura de -20 °C. Conforme a necessidade de utilização os mesmo são
transferidos para freezers na área de produção.
O controle das matérias-primas é fundamental para obtenção de um
produto de qualidade e com uma boa aceitação pelo consumidor. Através da
inspeção visual da matéria prima, os funcionários responsáveis pelo setor
informam irregularidades ao supervisor.
Apesar das matérias-primas serem utilizadas rapidamente e da
expedição do produto acabado ocorrer de acordo com os pedidos de clientes,
todo o armazenamento dos produtos acontece de acordo com a regra “Primeiro
que entra, primeiro que sai” (PEPS).

11
4. Análises Microbiológicas
Para realização das análises microbiológicas foram colhidas amostras
do produto mais vendido da empresa (pão de batata com recheio de frango e
catupiry). O objetivo das análises foi avaliar a qualidade microbiológica do
produto e informar aos responsáveis pela empresa sobre a necessidade e
importância da realização de monitoramentos periódicos.
Foram coletadas amostras em triplicata, embaladas a vácuo. As
amostras foram transportadas em recipientes isotérmicos contendo gelo.
Uma das amostras foi reservada na empresa a fim de servir como
contraprova e as duas outras encaminhadas ao laboratório de microbiologia de
alimentos da UTFPR para a realização das análises.
Devido a ausência de procedimentos específicos, as análises
microbiológicas foram realizadas seguindo os procedimentos contidos na
Instrução normativa número 62, de 26 de agosto de 2003 (BRASIL, 2003). Os
padrões microbiológicos são estabelecidos pela Resolução número 12, de 2 de
janeiro de 2001, conforme descrito na Tabela 1 (BRASIL, 2001).
Grupo de alimentos Microrganismos Tolerância para amostra
indicativa
Produtos semi elaborados,
com ou sem recheio, com ou
sem cobertura (pão de queijo,
de batata e similares, pizza,
pastéis), refrigerados e
similares
Coliformes a 45 ºC/g 5x10
Estafilococos
coagulase positiva/g
5x102
Salmonella sp/25g Ausência
Tabela 1- Padrão Microbiológico segundo a legislação vigente
A periodicidade das análises foi determinada conforme solicitação da
responsável pela empresa, obedecendo um intervalo de 7 dias para cada
amostra durante um mês.
4.1 Resultados das análises microbiológicas
Através da avaliação microbiológica, observou-se contagem inferior ao
limite estabelecido para coliformes a 45 °C e estafilococos, além de ausência
de salmonela em 25 g.
Apesar dos resultados mostrarem que o produto foi manipulado de
acordo com as Boas Práticas de Fabricação, é importante ressaltar a
importância do uso das práticas de higiene nos pontos de venda dos produtos.
Bezerra et al. (2010), verificaram que mais de 30% das amostras
coletadas em pontos de venda na cidade de Cuiabá foram considerados
impróprios para o consumo humano.
5. Conclusão
O estágio permitiu adquirir conhecimento significativo, quanto ao
processo de fabricação de uma empresa, destacando a importância de boas

12
práticas de fabricação em cada etapa da produção dos alimentos, e o quanto
isso representa na qualidade final.
Foi possível conhecer a rotina de uma pequena empresa, as etapas de
processamento de diferentes produtos e verificar a aplicação dos princípios das
Boas Praticas de Fabricação, tanto nas etapas do processamento, como no
relacionamento com os funcionários e chefia, e qualidade do produto final.
6. Referências bibliográficas
BEZERRA, A. C. D.; REIS, R. B.; BASTOS, D. H. M. Qualidade
microbiológica de hambúrgueres vendidos nas ruas de Cuiabá - MT,
Brasil e a percepção dos manipuladores. Ciênc.. Tecnol. Alimento. ,
Campinas, v 30, n. 2, junho de 2010. Disponível em
<http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0101-
20612010000200035&lng=en&nrm=iso>. Acesso em 01 de agosto de 2013.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. 2001.
Resolução RDC nº 12, de 02 de janeiro de 2001, que aprova o Regulamento
Técnico sobre padrões microbiológicos para alimentos. Disponível em:
<http://portal.anvisa.gov.br/wps/wcm/connect/a47bab8047458b909541d53fbc4c
6735/RDC_12_2001.pdf?MOD=AJPERES>. Acesso em: 12 de janeiro de 2013.
BRASIL. Ministério da Agricultura, Pecuária e Abastecimento. Secretaria de
Defesa Agropecuária . Instrução Normativa n° 62, de 26 de agosto de 2003,
que aprova os métodos analíticos oficiais para análises microbiológicas para
controle de produtos de origem animal e água. Disponível em:
<http://extranet.agricultura.gov.br/sislegis-
consulta/consultarLegislacao.do?operacao=visualizar&id=2851>. Acesso em:
12 de janeiro de 2013.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. 2005.
Resolução RDC nº 273, de 22 de setembro de 2005, que aprova o
regulamento técnico para misturas para o preparo de alimentos e alimentos
prontos para o consumo. Disponível em:
<http://portal.anvisa.gov.br/wps/wcm/connect/b683960047457a8b8736d73fbc4c
6735/RDC_273_2005.pdf?MOD=AJPERES>. Acesso em: 03 de agosto de
2013.
BROGNOLI, M. L. Consumo de alimentos congelados por indivíduos
frequentadores de supermercados. Criciúma/SC, 2010. Disponível em:
<http://repositorio.unesc.net/handle/1/146>. Acesso em 20 de julho de 2013.
FONSECA, A. B. C.; SOUZA, T. S .N.; FROZI, D. S. et al. Modernidade
alimentar e consumo de alimentos: contribuições sócio-antropológicas
para a pesquisa em nutrição. Revista Ciência e Saúde Coletiva, n.1163,
2008. Disponível em:
<http://www.abrasco.org.br/cienciaesaudecoletiva/artigos/artigo_int.php?id_arti
go=3901>. Acesso em: 15 de julho de 2013.

13
HALL, R. J. Fatores que influenciam o consumo de alimentos diet e light
no Brasil. 2006. Dissertação de Mestrado Universidade Federal de Mato
Grosso do Sul, Campo Grande. Disponível em:
<http://repositorio.cbc.ufms.br:8080/jspui/bitstream/123456789/889/1/Rosemar
%20Jos%C3%A9%20Hall.pdf>. Acesso em 15 de julho, 2013.
ORDÓÑEZ, J. A. P. Tecnologia de alimentos. Porto Alegre: Artmed, 2005.