universidade federal fluminense escola de … · eu te amo, minha princesa! agradeço aos meus...
TRANSCRIPT

Niterói
2/2016
UNIVERSIDADE FEDERAL FLUMINENSE
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA E DE PETRÓLEO
LARISSA SALES TAVARES
RODRIGO COSTA DA SILVA
INTEGRAÇÃO ENERGÉTICA DE UMA PLANTA DE PRODUÇÃO DE
MONOCLORETO DE VINILA UTILIZANDO A ANÁLISE PINCH

Niterói
2/2016
LARISSA SALES TAVARES
RODRIGO COSTA DA SILVA
INTEGRAÇÃO ENERGÉTICA DE UMA PLANTA DE PRODUÇÃO DE
MONOCLORETO DE VINILA UTILIZANDO A ANÁLISE PINCH
Projeto Final apresentado ao Curso de Graduação em Engenharia Química, oferecido pelo departamento de
Engenharia Química e de Petróleo da Escola de Engenharia da
Universidade Federal Fluminense, como requisito parcial para obtenção do Grau de Bacharel em Engenharia Química.
ORIENTADOR
Profo. Dr. Jorge Eduardo da Silva Ourique

Ficha Catalográfica elaborada pela Biblioteca da Escola de Engenharia e Instituto de Computação da UFF
T231 Tavares, Larissa Sales
Integração energética de uma planta de produção de monocloreto
de vinila utilizando a análise Pinch / Larissa Sales Tavares, Rodrigo
Costa da Silva. – Niterói, RJ : [s.n.], 2016.
86 f.
Trabalho (Conclusão de Curso) – Departamento de Engenharia
Química e de Petróleo – Universidade Federal Fluminense, 2016.
Orientador: Jorge Eduardo da Silva Ourique.
1. Análise Pinch. 2. Trocador de calor. 3. Policloreto de vinila. 4.
Simulação por computador. I. Silva, Rodrigo Costa da. II. Título.
CDD 660.2815
Niterói
2/2016
LARISSA SALES TAVARES
RODRIGO COSTA DA SILVA
INTEGRAÇÃO ENERGÉTICA DE UMA PLANTA DE PRODUÇÃO DE
MONOCLORETO DE VINILA UTILIZANDO A ANÁLISE PINCH
Projeto Final apresentado ao Curso de Graduação em
Engenharia Química, oferecido pelo departamento de
Engenharia Química e de Petróleo, da Escola de Engenharia,
da Universidade Federal Fluminense, como requisito parcial para obtenção do Grau de Bacharel em Engenharia Química.
Aprovado em 21 de dezembro de 2016.
BANCA EXAMINADORA
____________________________________________________________
Profo Jorge Eduardo da Silva Ourique, D.Sc. – TEQ-UFF
Presidente da Banca - Orientador
____________________________________________________________
Profa Ana Carla da Silveira Lomba Sant´Ana Coutinho, D.Sc. – TEQ-UFF
____________________________________________________________
Profo Lizandro de Sousa Santos, D.Sc. – TEQ-UFF

AGRADECIMENTO
Em primeiro lugar, agradeço a Deus por me capacitar, me dar sabedoria e me ajudar a
superar cada momento de dificuldade, tornando esta conquista possível. “Em nós não há nada
que nos permita afirmar que somos capazes de fazer esse trabalho, pois a nossa capacidade
vem de Deus” (2 Cor 3.5).
Em seguida, agradeço aos meus pais Nívia e Gilson por tudo o que dedicaram a mim.
A minha mãe, por ter tornado esta trajetória muito mais fácil, por todo apoio, amizade,
companheirismo e pela assistência de todos os dias. Agradeço ao meu pai por sempre
acreditar em mim e por todo o seu esforço em me proporcionar o melhor. Agradeço também
ao meu irmão Ramon, a todos da minha família e aos amigos que torceram por mim.
Agradeço a cada um dos amigos que fiz durante a faculdade, pela ajuda nas matérias,
incentivo e pelos momentos de descontração. Em especial, agradeço ao Vinícius de Lima por
ter se tornado um grande amigo, sempre disposto a ajudar e me acalmar nos momentos de
tensão. Agradeço também por todo carinho, companheirismo e pelas infinitas risadas,
tornando esta caminhada mais leve e descontraída. Agradeço ao Rodrigo Costa pela parceria
neste trabalho e também pela amizade e carinho.
Agradeço aos professores da UFF que são exemplo de dedicação e se esforçam para
tornar o curso cada vez melhor. Agradeço ao professor Jorge Ourique por ter orientado este
trabalho de uma forma tão amigável e compreensiva. Agradeço também aos professores Ana
Carla e Lizandro por terem aceitado participar da banca examinadora.
Por fim, agradeço à Universidade Federal Fluminense por me proporcionar
aprendizados que foram além do contexto acadêmico e que foram de grande importância na
minha formação como Engenheira Química.
Larissa Sales Tavares

AGRADECIMENTO
Agradeço, primeiramente, a Deus por ter permitido que eu chegasse até aqui.
Agradeço imensamente aos meus pais, Danielle e Reginaldo, por estarem sempre ao
meu lado, me incentivando, apoiando e amando incondicionalmente. Mãe, seu cuidado е sua
dedicação me deram forças pаrа prosseguir e acreditar que este sonho seria possível. Pai, sua
presença me trouxe segurança e constituiu o meu alicerce. Me faltam palavras para expressar
minha gratidão a vocês.
Muito obrigado à minha pequena irmã, Manuella, que sempre me encheu de alegria,
com seu belo sorriso no rosto e seus abraços apertados, mesmo quando eu chegava em casa
estressado e exausto. Obrigado pela compreensão nos momentos em que eu não pude te dar
tanta atenção por precisar estudar. Eu te amo, minha princesa!
Agradeço aos meus avós, por terem me dado coragem e perseverança para poder levar
mais este orgulho a vocês. Obrigado por cada palavra de sabedoria e cada gesto de amor.
Vocês são fundamentais na minha vida.
Agradeço ainda a todos os meus familiares e amigos que torceram por mim e fizeram
essa jornada ser um pouco menos cansativa, proporcionando-me momentos de diversão e boas
risadas. Em especial, gostaria de dizer muito obrigado à Larissa Sales, pela amizade e por ter
compartilhado comigo este desafio, com paciência, carinho, companheirismo e determinação.
Tenho enorme gratidão ao Instituto JCA, por ter realmente fortalecido a minha
trajetória de todas as maneiras possíveis. Se não fosse esta brilhante iniciativa, eu dificilmente
teria obtido esta conquista. Vocês são mais que uma equipe, são uma família e eu serei
eternamente grato a todos vocês.
Agradeço à CAPES pela oportunidade de ter participado do programa Ciência sem
Fronteiras, e, assim, ter vivido um ano que contribuiu extremamente para a minha formação
como Engenheiro Químico, além de ter me proporcionado um grande enriquecimento a níveis
linguístico, cultural e pessoal. Nunca mais serei o mesmo depois desta experiência.
Obrigado à Universidade Federal Fluminense, que foi a minha segunda casa por cinco
longos anos e, também, à Universidade de Tecnologia e Economia de Budapeste, por ter me
acolhido tão bem durante o intercâmbio.

Por fim, agradeço a todos os funcionários e professores que fizeram parte da minha
trajetória acadêmica, especialmente ao professor Jorge Ourique por ter confiado em nosso
potencial e ter nos orientado neste trabalho e aos professores Ana Carla e Lizandro por terem
aceitado compor a banca examinadora.
Rodrigo Costa da Silva

RESUMO
O elevado consumo de energia constitui um grande desafio para as indústrias de
processos. Na década de 70, em meio à crise do petróleo, a integração energética ganhou
maior importância nas indústrias químicas. Particularmente, o processo de produção do
monocloreto de vinila (MVC) apresenta um grande potencial para recuperação de calor. Este
trabalho analisa as oportunidades de integração energética de uma planta de produção de
MVC proposta por Seider e colaboradores (2008). A metodologia do trabalho foi baseada nos
conceitos da Tecnologia Pinch, desenvolvida com o objetivo de sintetizar redes de trocadores
de calor (RTC) que promovam o menor consumo de energia possível e com o menor número
de unidades de troca térmica, respeitando os limites termodinâmicos. Dessa forma,
oportunidades de recuperação de energia foram identificadas e duas propostas de RTC foram
apresentadas, quantificando as reduções de consumo de utilidades quentes e frias e
comparando-as com o consumo da planta original. Os resultados obtidos foram promissores,
mostrando que pode haver uma economia energética de até 33%.
Palavras chave: Análise Pinch, Integração energética, Cloreto de Vinila, Simulação,
Trocador de calor

ABSTRACT
Excessive energy consumption is one of the greatest challenges for process industries.
Due to the oil crisis in the 1970s, heat integration became more important among the chemical
industries. Particularly, the process for producing the vinyl chloride monomer (VCM)
presents a great potential for heat recovery. This work analyzes the heat integration
opportunities of a VCM production plant proposed by Seider and co-workers (2008). The
methodology of this work was based on the concepts of Pinch Analysis, developed with the
purpose of synthesizing heat exchanger networks (HEN) that lead to the minimum energy
consumption and the minimum number of units, respecting the thermodynamic limits.
Therefore, energy recovery opportunities were identified and two suggestions of HEN were
presented, quantifying the reduction of hot and cold utilities and comparing them with the
consumption of the original process. The results obtained were promising, showing the
possibility of an energy saving up to 33%.
Keywords: Pinch Analysis, Heat integration, Vinyl chloride, Simulation, Heat exchanger

SUMÁRIO
CAPÍTULO 1 – INTRODUÇÃO 16
1.1 CONTEXTO 16
1.2 OBJETIVO 18
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA 20
2.1 MVC E AS RESINAS DE PVC 20
2.1.1 Histórico de Obtenção 21
2.1.2 Principais Aplicações 22
2.1.3 Produção no Brasil 24
2.1.3.1 Braskem 24
2.1.3.2 Solvay Indupa 26
2.1.4 Mercado Mundial 27
2.1.5 Matérias-Primas 29
2.1.5.1 Cloro 29
2.1.5.2 Eteno 30
2.1.6 Processos de Obtenção do MVC 31
2.1.6.1 Processo balanceado 31
2.1.6.2 Rota do etano 32
2.1.6.3 Rota do acetileno 33
2.2 A ANÁLISE PINCH 33
2.2.1 Histórico e Experiência Industrial 33
2.2.2 O Conceito de Integração Energética 35
2.2.3 Consumo Mínimo de Utilidades 37
2.2.3.1 Curvas compostas 37
2.2.3.2 Grande curva composta 39
2.2.3 Número Mínimo de Trocadores em uma RTC 40
2.2.4 Projeto da Rede de Trocadores de Calor 41
CAPÍTULO 3 – METODOLOGIA 44
3.1 DESCRIÇÃO DO PROCESSO ESTUDADO 44
3.1.1 A Planta de MVC 44
3.1.2 Cloração Direta 46
3.1.3 Pirólise 47
3.1.4 Seção de Separação 49
3.2 SOFTWARES 51
3.2.1 UniSim® 51
3.2.2 Hint 51
3.3 DESCRIÇÃO DA SIMULAÇÃO REALIZADA 53
3.4 APLICAÇÃO DA ANÁLISE PINCH 54
CAPÍTULO 4 – RESULTADOS E DISCUSSÃO 56
4.1 RESULTADOS DA SIMULAÇÃO 56
4.2 INTEGRAÇÃO ENERGÉTICA 58
4.2.1 Análise das Correntes do Processo 58
4.2.2 Perfis Temperatura-Entalpia 59
4.2.3 Metas Energéticas 63
4.2.4 Projeto da Rede de Trocadores de Calor 66
4.2.5 Avaliação da Economia Energética 71
CAPÍTULO 5 – CONCLUSÕES E SUGESTÕES 74
5.1 CONCLUSÕES 74
5.2 SUGESTÕES DE TRABALHOS FUTUROS 75
REFERÊNCIAS BIBLIOGRÁFICAS 76
APÊNDICE A – RESULTADOS DA SIMULAÇÃO DA PLANTA DE PRODUÇÃO DE
MVC COM A PRIMEIRA PROPOSTA DE RTC 80
APÊNDICE B – RESULTADOS DA SIMULAÇÃO DA PLANTA DE PRODUÇÃO DE
MVC COM A SEGUNDA PROPOSTA DE RTC 81
ANEXO A – PACOTE TERMODINÂMICO 82
ANEXO B – MÉTODO SHORTCUT 85

LISTA DE FIGURAS
Figura 2.1 – Reação de polimerização do MVC e obtenção do PVC 20
Figura 2.2 – Capacidade de produção de eteno e resinas da Braskem (kt/ano) 24
Figura 2.3 – Esquema simplificado da cadeia petroquímica 26
Figura 2.4 – Consumo mundial do monocloreto de vinila (MVC) – 2015 28
Figura 2.5 – Processo balanceado de obtenção do monocloreto de vinila (MVC) 31
Figura 2.6 – Esquema simplificado de um sistema composto por duas correntes 35
Figura 2.7 – Esquema simplificado do processo com trocador de calor 35
Figura 2.8 – Curvas Compostas 38
Figura 2.9 – Grande Curva Composta 40
Figura 2.10 – Esquema simplificado de um diagrama de grade 42
Figura 3.1 – Fluxograma do processo de produção do monocloreto de vinila 44
Figura 3.2 – Fluxograma simplificado do processo de produção de monocloreto de vinila 46
Figura 3.3 – Reator de cloração direta 47
Figura 3.4 – Interface gráfica do usuário do Hint 52
Figura 3.5 – Linearização dos perfis temperatura-entalpia não lineares 55
Figura 4.1 – Planta de produção de MVC simulada no UniSim® 56
Figura 4.2 – Perfil temperatura-entalpia da corrente de entrada do forno de pirólise (5-6) 60
Figura 4.3 – Perfil temperatura-entalpia da corrente de saída do forno de pirólise (7-8-9) 61
Figura 4.4 – Perfil temperatura-entalpia da corrente do refervedor da torre T-100 62
Figura 4.5 – Perfil temperatura-entalpia da corrente do refervedor da torre T-101 63
Figura 4.6 – Curva composta para ΔTmin = 10°C 64
Figura 4.7 – Grande curva composta para ΔTmin = 10°C 65
Figura 4.8 – Diagrama de grade para ΔTmin = 10°C 66
Figura 4.9 – Primeira sugestão de RTC desenhada com auxílio do software Hint 67
Figura 4.10 – Planta de produção de MVC simulada no UniSim® com a primeira opção de
integração energética 68
Figura 4.11 – Segunda sugestão de RTC desenhada com auxílio do software Hint 69
Figura 4.12 – Planta de produção de MVC simulada no UniSim® com a segunda opção de
integração energética 70
LISTA DE TABELAS
Tabela 2.1 – Aplicações do PVC 23
Tabela 2.2 – Capacidade instalada de PVC e soda cáustica da Solvay Indupa 27
Tabela 2.3 – Dados referentes aos exemplos das Figuras 2.6 e 2.7 36
Tabela 3.1 – Lista de equipamentos do fluxograma do processo da Figura 3.1 45
Tabela 3.2 – Dados das correntes do processo de produção de MVC 50
Tabela 3.3 – Especificações das colunas de destilação 54
Tabela 4.1 – Resultados da simulação 57
Tabela 4.2 – Correntes quentes e frias do processo da Figura 4.1 58
Tabela 4.3 – Correntes priorizadas para integração energética 59
Tabela 4.4 – Dados da corrente 5-6 para serem inseridos no software Hint 60
Tabela 4.5 – Dados da corrente 7-8-9 para serem inseridos no software Hint 61
Tabela 4.6 – Dados da corrente do “Refervedor T-100” para serem inseridos no software Hint
62
Tabela 4.7 – Dados da corrente do “Refervedor T-101” para serem inseridos no software Hint
63
Tabela 4.8 – Dados das correntes inseridos no software Hint 64
Tabela 4.9 – Especificações dos trocadores de calor da 1ª RTC 68
Tabela 4.10 – Especificações dos trocadores de calor da 2ª RTC 70
Tabela 4.11 – Comparativo entre as duas propostas de RTC 71
Tabela 4.12 – Consumo total de utilidades quentes do processo atual 72
Tabela 4.13 – Consumo total de utilidades frias do processo atual 72
Tabela 4.14 – Análise comparativa entre o processo atual e a primeira proposta de integração
73
Tabela 4.15 – Análise comparativa entre o processo atual e a segunda proposta de integração
73

LISTA DE ABREVIATURAS E SIGLAS
ABIQUIM Associação Brasileira da Indústria Química
DCE 1,2-dicloroetano
DOP Dioctil ftalato
GCC Grande Curva Composta
Hint Heat Integration
ICI Imperial Chemical Industries
IHS Information Handling Services
MESH Material balance, Equilibrium, Summation, and Heat (energy) balance
MVC Monocloreto de vinila
PE Polietileno
PP Polipropileno
PVC Polyvinyl chloride (Policloreto de vinila)
RTC Redes de Trocadores de Calor
SRK Soave-Redlich-Kwong
T. C. Trocador de calor
Ut. Utilidades

LISTA DE SÍMBOLOS
C Número total de correntes e utilidades do processo
Cabaixo Número total de correntes e utilidades do processo abaixo do Pinch
Cacima Número total de correntes e utilidades do processo acima do Pinch
CP Capacidade calorífica da corrente kW/°C
CPf Capacidade calorífica das correntes frias kW/°C
CPq Capacidade calorífica das correntes quentes kW/°C
cp Calor específico kJ/kgK
cw Água de resfriamento
F Vazão mássica kg/s
fg Gás combustível
H Entalpia kW
hps Vapor a média pressão
mps Vapor a alta pressão
Nunidades Número mínimo de unidades de troca térmica em uma RTC
QFmin Consumo mínimo de utilidades frias kW
QQmin Consumo mínimo de utilidades quentes kW
pr Propano refrigerante
R2 Resfriador 2
rb Salmoura refrigerada
T1 Temperatura de entrada °C
T2 Temperatura de saída °C

Tinicial Temperatura inicial °C
Tfinal Temperatura final °C
ΔH Variação de entalpia kW
ΔTmin Diferença mínima de temperatura °C
16
CAPÍTULO 1
INTRODUÇÃO
1.1 CONTEXTO
O cenário contemporâneo, marcado pela globalização e a busca pela sustentabilidade,
lança verdadeiros desafios ao desenvolvimento de processos químicos. Estes devem ser
altamente eficientes, em termos de consumo de matéria-prima e energia, flexíveis e, também,
devem se adaptar ao mercado dinâmico e competitivo (DIMIAN, 2003).
O excessivo consumo de energia é um dos mais frequentes problemas encontrados em
plantas industriais. Este é um fator que contribui significativamente no custo global dos
produtos industrializados (RAVAGNANI et al., 2005). O uso da energia deve ser mínimo o
suficiente para o processo ser econômico e viável e, inclusive, para reduzir as emissões de
dióxido de carbono na atmosfera pela queima de combustíveis fósseis (SMITH, 2005).
Durante os anos 70, a crise mundial energética elevou expressivamente o preço dos
combustíveis e da energia. Esse fato levou a uma crescente importância da integração
energética em processos químicos industriais (TURTON et al., 2012).
Segundo Turton e colaboradores (2012), a definição de integração energética é,
basicamente, “encontrar correspondências entre adições de calor e remoções de calor dentro
do processo”. Como consequência, otimiza-se o consumo de utilidades totais empregadas para
a realização de tais transferências de energia.
Dentre as técnicas existentes para investigação do potencial de integração energética e
desenvolvimento de eficientes redes de trocadores de calor, a mais comumente usada é a
desenvolvida por Bodo Linnhoff e outros colaboradores: a Tecnologia Pinch (SINNOTT,
2005).
Fundamentada na Primeira e na Segunda Leis da Termodinâmica (RAVAGNANI et
al., 2005), a análise consiste em identificar o ponto de Pinch como a região mais crítica de
17
troca térmica entre os fluidos de processo. Esta abordagem pode ser estendida para gestão
otimizada da água de processo e hidrogênio em refinarias (DIMIAN e BILDEA, 2008).
A concepção de processos químicos sustentáveis – com consumo otimizado de
matérias-primas e energia e produção mínima de resíduos e poluentes – além da contínua
evolução de tecnologias já existentes está intimamente relacionada à simulação de processos.
(DIMIAN, 2003). A simulação utiliza-se de um modelo matemático, o qual tem a finalidade
de prever o comportamento de um processo se fosse construído e avaliar o seu desempenho
(SMITH, 2005).
A partir de um fluxograma de processo definido, a simulação pode ser executada. Ao
serem assumidos valores de vazão, composição, temperatura e pressão de correntes de
alimentação, o modelo matemático prevê, então, os valores de tais variáveis nas correntes de
produto. Além disso, é possível avaliar a quantidade de matérias-primas e energia consumidas
no processo (SMITH, 2005).
Uma vez que o diagrama de fluxo do processo tenha sido detalhado e completo, as
suposições são verificadas e oportunidades de otimização são buscadas a fim de alcançar
melhores projetos nas unidades de processamento e uma rede de integração mais eficiente.
Procura-se reduzir o consumo de utilidades externas, tais como vapor e água de resfriamento,
ao se identificar no processo fluxos frios que precisam ser aquecidos com fluxos quentes com
necessidade de arrefecimento (SEIDER et al., 2008).
Segundo Dimian e Bildea (2008), o processo de produção do monocloreto de vinila
(MVC) oferece boas oportunidades de recuperação energética. O MVC é o principal
intermediário químico utilizado para a produção do policloreto de vinila (PVC), um dos
termoplásticos mais consumidos no mundo.
A capacidade de produção de PVC no Brasil em 2013 foi de cerca de 865 mil
toneladas (INSTITUTO DO PVC, 2016). No mundo, existem plantas de capacidade maior
que 1 milhão de toneladas ao ano. Em grandes escalas de produção, melhorias na tecnologia
envolvida têm um impacto econômico significativo. Neste contexto, a simulação
computacional e a otimização de processos desempenham um papel determinante (DIMIAN e
BILDEA, 2008).
A tecnologia de produção de MVC foi uma das primeiras a lucrar com melhorias
advindas da simulação de processos. No passado, havia problemas em relação ao perigo,

18
segurança e poluição. Atualmente, as plantas de MVC estão entre as mais seguras e limpas na
indústria de processos químicos (DIMIAN e BILDEA, 2008).
Nesse contexto, este trabalho visa avaliar a melhoria de um processo de produção de
MVC através da implementação de uma rede de integração energética, com base na
Tecnologia Pinch. A simulação computacional será uma ferramenta utilizada para aquisição
dos dados das correntes do processo, das energias requeridas por este, e também para
validação dos resultados.
A elaboração de uma rede de trocadores de calor é particularmente desafiadora, devido
à possibilidade de diferentes configurações. O uso de uma técnica consagrada na área de
integração energética e a sua relação com a sustentabilidade foram fatores que motivaram a
realização deste trabalho. Dessa forma, espera-se contribuir para o aumento de informações
sobre integração energética em processos químicos na indústria de MVC, um setor de grande
interesse e demanda mundial.
1.2 OBJETIVO
O objetivo geral deste trabalho é apresentar propostas de integração energética,
utilizando a abordagem da Tecnologia Pinch, na planta de produção de MVC descrita por
Seider e colaboradores (2008). Esta planta foi escolhida pela disponibilidade de dados
operacionais e pela possibilidade de modificação por integração energética.
Serão utilizadas duas ferramentas computacionais: o software Hint1 para auxiliar na
síntese da rede de trocadores de calor e o software UniSim® Design Suite R390, da
Honeywell2, para realizar a simulação do processo.
Este trabalho também possui os seguintes objetivos específicos:
1 O Hint é um software gratuito desenvolvido originalmente por Martín e Mato (2008).
2 O Departamento de Engenharia Química e de Petróleo da Universidade Federal Fluminense (UFF) foi
incluído no Programa Acadêmico da Empresa Honeywell, o qual concedeu licenças do programa UniSim®
Design Suite R390 para todos os computadores do laboratório de simulação da UFF.
19
Realizar a simulação da planta de produção de MVC originalmente descrita por
Seider e colaboradores (2008), utilizando o software UniSim®, e comparar os
resultados;
Realizar a síntese da rede de trocadores de calor com auxílio do software Hint;
Realizar a simulação da planta de produção de MVC modificada por integração
energética, utilizando o software UniSim®;
Avaliar a economia no consumo de utilidades externas e de energia.

20
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1 MVC E AS RESINAS DE PVC
O monocloreto de vinila (MVC), cuja fórmula química é C2H3Cl, é um gás incolor e
inflamável à temperatura ambiente (OXY, 2008). É usado basicamente na fabricação do
policloreto de vinila (PVC), um pó de cor branca e quimicamente inerte (INSTITUTO DO
PVC, 2016).
O MVC é a unidade monomérica que forma o polímero PVC. As moléculas de MVC
reagem entre si, ligando-se umas às outras e formando uma molécula muito maior, através de
um processo denominado polimerização, conforme representado na Figura 2.1:
Fonte: Adaptado de Lenntech (2016)
Figura 2.1 – Reação de polimerização do MVC e obtenção do PVC
O PVC possui uma capacidade única de ser incorporado a aditivos que lhe conferem
diferentes propriedades, desde elastômeros flexíveis a compostos rígidos (SUMMERS, 1997).
A mistura do PVC em pó com os aditivos forma os chamados “compostos de PVC”.

21
2.1.1 Histórico de Obtenção
O marco inicial do desenvolvimento das resinas de PVC foi dado em 1835, quando
Justus von Liebig, ao reagir dicloroetileno com hidróxido de potássio em solução alcoólica,
produziu pela primeira vez o monocloreto de vinila (MVC) (RODOLFO JR. et al., 2006).
Em 1839, um dos alunos de Liebig, o físico e químico francês Henri Victor Regnault,
observou a formação de um pó branco em frascos preenchidos com o gás MVC recém-
descoberto, após a exposição à luz solar. Regnault pensou que esse pó fosse resultado da
polimerização do MVC. No entanto, estudos indicaram tratar-se do composto policloreto de
vinilideno (ECVM, 2016; RODOLFO JR. et al., 2006).
O primeiro registro de polimerização autêntica do MVC ocorreu em 1872, quando o
pesquisador alemão Eugen Baumann também observou a ocorrência de um pó branco quando
recipientes fechados preenchidos pelo gás MVC ficaram expostos à luz solar durante vários
meses. A substância formada apresentou as mesmas características do PVC. Entretanto, o
material era difícil de se trabalhar e ainda não era possível ser aplicado comercialmente
(ECVM, 2016; INSTITUTO DO PVC, 2016; RODOLFO JR. et al., 2006).
Em 1912, Fritz Klatte fez uma importante descoberta para a produção comercial de
PVC. Na empresa em que trabalhava, a Chemische Fabrik Griesheim-Elektron, Klatte
desenvolveu meios para a produção do MVC através da rota do acetileno, em que esse gás
reage com o cloreto de hidrogênio. Klatte também descobriu, em 1915, que iniciadores tipo
peróxidos orgânicos poderiam ser utilizados para a polimerização do MVC via radicais livres.
Entretanto, durante o período de 1912 a 1926, a indústria alemã Chemische Fabrik Griesheim-
Elektron não obteve êxito ao construir equipamentos para a fabricação do PVC, o que abriu
espaço para outras indústrias tentarem produzi-lo (RODOLFO JR. et al., 2006).
O avanço mais significativo ocorreu nos Estados Unidos, em 1926, quando o
pesquisador da B. F. Goodrich, Waldo Semon, descobriu que ao se adicionar tricresil fosfato
ou dibutil ftalato (plastificantes) ao PVC, este adquiria um aspecto borrachoso, com maior
flexibilidade, tornando possível o seu processamento. Dessa forma, Semon foi o responsável
por produzir o primeiro elastômero termoplástico3, em um momento fundamental devido à
3 Quanto ao comportamento, os polímeros podem ser classificados em termoplásticos, que podem
fundir e solidificar várias vezes, e em termofixos, que são geralmente encontrados na fase líquida e, após reação,
ficam infusíveis (MORASSI, O. J, 2013).
22
crise da borracha natural durante a Segunda Guerra Mundial. Ele foi aplicado principalmente
no recobrimento de fios e cabos elétricos, como também é utilizado até os dias de hoje
(ECVM, 2016; RODOLFO JR. et al., 2006).
O principal plastificante empregado atualmente em termos de volume é o dioctil
ftalato (DOP), que foi descoberto em 1936 por T. L. Gresham, pesquisador da B. F. Goodrich,
após testes com milhares de substâncias (RODOLFO JR. et al., 2006).
Também foram desenvolvidos estabilizantes térmicos para superar o problema da
baixa estabilidade ao calor, constituídos basicamente de compostos organometálicos e sais de
chumbo, cádmio, bário, zinco, cálcio e estanho (RODOLFO JR. et al., 2006).
Os Estados Unidos foram o primeiro país a produzir comercialmente o PVC, nos anos
20. Na Alemanha, a produção comercial teve início nos anos 30, enquanto que os britânicos
conseguiram produzir o PVC nos anos 40. No Brasil, a empresa B. F. Goodrich, em
associação com as Indústrias Químicas Matarazzo, construíram a primeira planta de PVC,
baseada na tecnologia da primeira, dando início à produção comercial no país, em 1954. Após
modernizações, essa planta atualmente é uma das unidades industriais da Braskem
(RODOLFO JR. et al., 2006).
2.1.2 Principais Aplicações
O MVC é usado basicamente como matéria-prima no processo de produção do PVC.
O PVC, por sua vez, possui diversas aplicações devido à sua grande versatilidade e grande
variedade de formulações.
O setor de construção civil e arquitetura é responsável por mais de 60% do consumo
de PVC no Brasil. Em relação ao mercado mundial, este percentual se mantém parecido
(INSTITUTO DO PVC, 2016).
A Tabela 2.1 lista alguns produtos nos quais o PVC pode ser encontrado:

23
Tabela 2.1 – Aplicações do PVC
Segmento Usos
Construção civil e
arquitetura
Eletrodutos
Esquadrias, portas e janelas
Forros e divisórias
Mantas de impermeabilização
Persianas e venezianas
Pisos e Revestimento de paredes
Recobrimentos de fios, cabos elétricos
Revestimento de piscinas
Redes de distribuição de água potável domiciliar e pública
Redes de saneamento básico domiciliar e público
Embalagens
Acondicionamento de alimentos
Frascos para cosméticos e produtos domésticos
Garrafas
Medicina
Artigos cirúrgicos
Bolsas de sangue
Embalagens para medicamentos
Tubos para transfusão e hemodiálise
Automotivo Revestimento de interiores
Variados
Artigos escolares
Brinquedos e artigos infláveis
Estruturas de computadores
Mangueiras
Móveis de jardim
Fonte: Instituto do PVC (2016)

24
2.1.3 Produção no Brasil
De acordo com informações apresentadas pela Associação Brasileira da Indústria
Química (ABIQUIM), as empresas Braskem e Solvay Indupa são as únicas produtoras de
MVC e PVC no Brasil. O monocloreto de vinila é fabricado exclusivamente para o próprio
consumo das empresas, ou seja, para a produção do PVC (ABIQUIM, 2016).
2.1.3.1 Braskem
Criada em 2002, a Braskem é uma empresa brasileira do setor químico e petroquímico
que possui participação significativa em diversas cadeias produtivas e é fundamental para o
desenvolvimento econômico. É resultado da integração de seis empresas da Organização
Odebrecht e do Grupo Mariani e possui, atualmente, unidades industrias localizadas no Brasil,
nos Estados Unidos, no México e na Alemanha (BRASKEM, 2016a).
A Braskem é a atual líder nas Américas na produção de resinas termoplásticas
(polietileno (PE), polipropileno (PP) e policloreto de vinila (PVC)). A empresa também
produz insumos básicos como cloro e eteno, matérias-primas do PVC, entre outros
(BRASKEM, 2016a). A capacidade produtiva de eteno, incluindo eteno verde4, e de resinas
termoplásticas (PE, PP, PVC) é descrita pela Figura 2.2:
Fonte: Braskem (2016b)
Figura 2.2 – Capacidade de produção de eteno e resinas da Braskem (kt/ano)
4 Eteno obtido a partir do álcool da cana-de-açúcar, de origem 100% renovável.

25
As plantas industriais brasileiras focadas na produção de vinílicos estão localizadas
nos estados de Alagoas e Bahia. Na Bahia, elas estão concentradas no Polo Industrial de
Camaçari, com produção de químicos e petroquímicos básicos, além de PVC, cloro e soda,
entre outros (BRASKEM, 2016a). Em 2012, a inauguração de uma nova unidade de produção
de PVC em Alagoas, tornou o estado o maior produtor de PVC das Américas, com
capacidade anual de 200 mil toneladas (BRASKEM, 2016a; BRASKEM, 2016b). As fábricas
no estado encontram-se em Maceió, com foco na produção de cloro e soda, e Marechal
Deodoro, com foco na produção de PVC (BRASKEM, 2016a).
A escala de produção e a capacidade da Braskem de produzir eteno, DCE e MVC, de
forma integrada, tornam suas unidades competitivas em PVC (GOMES et al., 2005). A
empresa é a única no país a produzir vinílicos verticalmente integrados, dando início ao seu
processo produtivo na extração da salmoura, necessária à produção de cloro, o qual parte é
destinado para a produção de PVC (BRASKEM, 2016b).
O modelo de negócios da Braskem é o único que integra operações de primeira e
segunda geração da cadeia petroquímica brasileira (BRASKEM, 2015). A primeira geração
envolve a produção de petroquímicos básicos, resultantes da primeira transformação de
correntes petrolíferas (nafta, gás natural, etc.) por processos químicos (craqueamento a vapor,
reforma catalítica, etc.). A segunda geração, por sua vez, realiza o processamento dos
produtos primários. Esta é formada pelos produtores de resinas termoplásticas e
intermediários, que são transformados em produtos finais petroquímicos. A terceira geração é
constituída pelas indústrias de transformação, que atende aos segmentos de alimentação,
construção civil, eletrônico, entre outros (GOMES et al., 2005). Um esquema simplificado da
cadeia produtiva petroquímica é mostrado na Figura 2.3:

26
Fonte: Braskem (2016b)
Figura 2.3 – Esquema simplificado da cadeia petroquímica
2.1.3.2 Solvay Indupa
A Solvay Indupa é uma empresa petroquímica de grande importância no Mercosul,
com unidades localizadas em Santo André – Brasil, e em Bahía Blanca – Argentina
(SOLVAY INDUPA, 2016). A empresa é pertencente ao Grupo Solvay, conglomerado
internacional com sede em Bruxelas – Bélgica (SOLVAY S. A., 2016). É a segunda maior
produtora de PVC e a quarta maior produtora de soda cáustica da América do Sul (SOLVAY
INDUPA, 2016).
27
A Solvay instalou-se no Brasil em 1941, com o nome de Indústrias Químicas Eletro
Cloro. A produção de PVC foi iniciada quinze anos depois, em Santo André – SP. Em 1991,
adotou o nome mundial do grupo e ganhou o nome de Solvay Brasil S. A. Em 1998, foi
integrada à Solvay Indupa da Argentina e passou a se chamar Solvay Indupa do Brasil
(SOLVAY INDUPA, 2016).
Atualmente, a sua capacidade produtiva apresenta a distribuição descrita pela Tabela
2.2:
Tabela 2.2 – Capacidade instalada de PVC e soda cáustica da Solvay Indupa
Local Capacidade – t/a de PVC Capacidade – t/a de soda
Santo André – Brasil 300.000 220.000
Bahía Blanca – Argentina 170.000 185.000
Fonte: Solvay Indupa (2016)
As instalações brasileiras são formadas por duas unidades de produção de PVC e outra
de produtos químicos. Santo André é considerada uma região estratégica, já que é a de maior
consumo de PVC no Mercosul e, inclusive, próxima ao primeiro pólo petroquímico do país, o
de Capuava, fornecendo insumos de interesse (SOLVAY INDUPA, 2016).
A empresa realiza um processo de integração entre as suas unidades de produção, o
que otimiza diversos recursos de suas plantas e alcança uma sinergia, a qual contribui para a
produção e para o abastecimento da região. Seus produtos atendem a diversos mercados:
Indústria Automotiva, Construção Civil, Bens de Consumo, Elétrica e Eletrônica, Saúde,
Embalagem, Tubos e Conexões e Fios e Cabos (SOLVAY INDUPA, 2016).
2.1.4 Mercado Mundial
O MVC é uma das maiores e mais importantes commodities da indústria química
global. Ele está entre os vinte petroquímicos mais produzidos no mundo. Como é usado
primariamente na produção do PVC, o consumo de MVC é altamente dependente do mercado

28
do PVC (IHS, 2015). O PVC, juntamente com outras resinas termoplásticas, o polietileno
(PE) e o polipropileno (PP), são commodities vendidas em mercados globais. Os preços
dessas resinas são determinados de acordo com fatores macroeconômicos globais e são
baseados no custo das matérias-primas, na demanda dos setores que usam essas resinas e no
custo de transporte (BRASKEM, 2015).
A China tem a participação mais expressiva no mercado do MVC e possui quase
metade da capacidade de produção total global, totalizando cerca de 38-39% da produção e do
consumo total global em 2015 (IHS, 2015), conforme ilustra a Figura 2.4:
Fonte: Adaptado de IHS (2015)
Figura 2.4 – Consumo mundial do monocloreto de vinila (MVC) – 2015
Os Estados Unidos seguem com a segunda maior participação no mercado do MVC,
com a vantagem de possuírem baixos custos de produção de matérias-primas básicas (cloro e
eteno). A busca pela redução nos custos do gás natural e de insumos para a cadeia de
produção de vinílicos nos Estados Unidos e Canadá, com o uso de gás de xisto, está
consagrando os norte-americanos como um dos produtores de MVC de menor custo no
mundo (IHS, 2015).
O início do ano de 2015 foi marcado por uma demanda menor no Sudeste Asiático e
por um mercado de PVC mais fraco, sob risco de grande queda. No entanto, a demanda de
produtos vinílicos está se recuperando e estimativas indicam um crescimento a uma taxa

29
média anual de 3,7% no período de 2015 a 2020. Investimentos contínuos em setores de
maior aplicação do PVC, como infraestrutura e construção, principalmente por parte de
economias em desenvolvimento, devem impulsionar a demanda mundial de MVC e PVC
(IHS, 2015).
2.1.5 Matérias-Primas
As principais matérias-primas para obtenção do MVC e das resinas de PVC são o
petróleo e o sal marinho. A partir do sal marinho, por meio de um processo eletrolítico,
obtém-se o cloro, que compõe 57% da resina de PVC. O petróleo passa por processos de
destilação e craqueamento, gerando-se o eteno (ou etileno), que representa 43% desta resina
(INSTITUTO DO PVC, 2016).
Dessa forma, o PVC se diferencia de outros materiais plásticos por não ser 100%
derivado do petróleo e ter uma fonte renovável, o sal marinho, como principal matéria-prima
(INSTITUTO DO PVC, 2016).
2.1.5.1 Cloro
Cerca de 40% do cloro produzido mundialmente é destinado à produção de PVC
(FERNANDES et al., 2009). Por formar parte significativa da composição química do PVC, o
cloro faz com que ele seja um dos polímeros mais eficientes em termos energéticos. Além
disso, o cloro fornece a esse plástico a propriedade de não propagar chamas e a de funcionar
como um material isolante elétrico (SUMMERS, 1997).
O sal marinho é submetido ao processo de eletrólise, em que a passagem de corrente
elétrica pela água salgada (salmoura) resulta em uma reação química formadora de soda
cáustica, gás cloro e gás hidrogênio, conforme a Equação (2.1):
2 NaCl + 2 H2O → 2 NaOH + Cl2 + H2 (2.1)
30
Atualmente, existem três diferentes processos comerciais eletrolíticos: o processo do
amálgama de mercúrio, o processo do diafragma de amianto e o processo de membrana
(RODOLFO JR. et al., 2006). Os processos se diferem na forma em que o cloro, liberado no
anodo, é mantido separado da soda cáustica e do hidrogênio, produzidos direta ou
indiretamente no catodo (SOUZA, 2012).
Nos três processos descritos, é possível ocorrer a liberação de cloro e hidrogênio no
ambiente (BAITZ et al., 2004). No processo de amálgama, podem ocorrer emissões de
mercúrio para a água e para o ar. O processo de amianto, em si, não fornece impactos
ambientais. Entretanto, o problema está no manuseio e disposição do diafragma. A tecnologia
reconhecida como a mais adequada para a produção de cloro é o processo de membrana, em
que não há ocorrência de grandes impactos ambientais (BAITZ et al., 2004; RODOLFO JR.
et al., 2006).
No Brasil, o processo mais utilizado é o das células a diafragma, com cerca de 64% da
produção. As células a membrana e as de mercúrio representam 22% e 14% da produção,
respectivamente (SOUZA, 2012).
2.1.5.2 Eteno
Apenas 4% da produção de petróleo no mundo é destinada à fabricação de plásticos e
cerca de 0,25% é reservada à produção de PVC (RODOLFO JR. et al., 2006).
O eteno é obtido juntamente com uma variedade de coprodutos, por processos de
craqueamento da nafta ou gás natural (BAITZ et al., 2004). O gás natural é formado por
hidrocarbonetos leves, especificamente etano, propano e butano e, ao sofrer pirólise, são
convertidos em eteno e propeno, através de reações de desidrogenação e quebra das moléculas
de hidrocarbonetos saturados (BAITZ et al., 2004; RODOLFO JR. et al., 2006).
Entretanto, é importante destacar que o Brasil dispõe de tecnologia para obtenção de
eteno a partir do álcool da cana-de-açúcar, o chamado “eteno verde”, com aplicações na
produção de resinas termoplásticas (BRASKEM, 2016a; FERNANDES et al., 2009)

31
2.1.6 Processos de Obtenção do MVC
2.1.6.1 Processo balanceado
A tecnologia de produção de MVC mais amplamente utilizada no mundo é baseada no
“processo balanceado” ou “rota do eteno/cloro” (DIMIAN e BILDEA, 2008; RODOLFO JR.
et al., 2006). A denominação de processo “balanceado” é devido ao reciclo de todos os
intermediários e subprodutos, o que garante a produção de MVC como único produto final,
começando de etileno, cloro e oxigênio. Esse processo pode ser dividido em três etapas
principais, representadas pelas Equações (2.2) a (2.4) (DIMIAN e BILDEA, 2008):
1. Cloração direta do eteno ao 1,2-dicloroetano (DCE):
C2H4 + Cl2 → C2H4Cl2 ΔH = – 218 kJ/mol (2.2)
2. Craqueamento térmico (pirólise) do DCE ao MVC:
C2H4Cl2 → C2H3Cl + HCl ΔH = + 71 kJ/mol (2.3)
3. Recuperação de HCl e oxicloração do eteno ao DCE:
C2H4 + 2HCl + 2
1O2 → C2H4Cl2 + H2O ΔH = – 238 kJ/mol (2.4)
Dessa forma, a equação global do processo balanceado é descrita de acordo com a
Equação (2.5):
C2H4 + 2
1Cl2 +
4
1O2 → C2H3Cl +
2
1H2O ΔH = – 192,5 kJ/mol (2.5)
Um diagrama de blocos simplificado do processo é mostrado na Figura 2.5:
Fonte: Adaptado de Dimian e Bildea (2008)
Figura 2.5 – Processo balanceado de obtenção do monocloreto de vinila (MVC)
32
A etapa de cloração direta é normalmente realizada em temperaturas na faixa de 50 a
70ºC e sob pressões de 4 a 5 atm, quando a reação se processa na fase líquida. Em caso de
reações em fase gasosa, a temperatura do processo varia entre 90 e 130ºC e, a pressão, entre 7
e 10 atm (RODOLFO JR. et al., 2006).
O craqueamento térmico é realizado em altas temperaturas (480°C – 550°C) e em
pressões que variam de 3 a 30 bar. Nesta etapa, ocorre a decomposição do DCE em MVC e
HCl, por meio de uma reação endotérmica de mecanismo complexo (DIMIAN e BILDEA,
2008).
A etapa de oxicloração é realizada em temperaturas que variam de 220 a 300°C. Trata-
se de uma reação exotérmica, em que eteno e HCl (proveniente do reciclo após seção de
purificação do MVC) reagem com oxigênio (puro ou do ar) para formar DCE e água. Utiliza-
se cloreto cúprico (CuCl2) como catalisador, suportado em alumina (AZAPAGIC et al.,
2004).
2.1.6.2 Rota do etano
Há uma nova geração de tecnologias de obtenção do MVC por meio do etano, como a
patenteada por Clegg e Hardman (1998). É uma rota mais econômica, se comparada ao
tradicional processo balanceado, uma vez que o etano é cerca de um terço mais barato que o
eteno (DIMIAN e BILDEA, 2008; RODOLFO JR. et al., 2006). Outra vantagem é que a
conversão do etano ao MVC ocorre em uma única etapa de oxicloração (CLEGG e
HARDMAN, 1998), conforme a Equação (2.6):
2C2H6 + Cl2 +2
3O2 → C2H3Cl + 3H2O (2.6)
No entanto, essa reação pode levar à formação de produtos que não são
economicamente aproveitáveis para o processo de produção de MVC. O etano pode ser
oxidado e formar, principalmente, CO2, o que representa perda de matéria-prima. A
seletividade para o MVC pode ser aumentada com o uso de catalisadores (CLEGG e
HARDMAN, 1998).

33
2.1.6.3 Rota do acetileno
A rota do acetileno foi a tecnologia de produção de MVC mais utilizada até a década
de 1960 (RODOLFO JR. et al., 2006). Atualmente, é a forma de produção mais empregada na
China (IHS, 2015). O MVC é obtido a partir da reação do acetileno com o cloreto de
hidrogênio, na presença de cloreto de mercúrio como catalisador (RODOLFO JR. et al.,
2006). O processo é descrito pela Equação (2.7):
C2H2 + HCl → C2H3Cl (2.7)
A conversão do acetileno e do cloreto de hidrogênio são altas: cerca de 99% e 98%,
respectivamente. A seletividade para o MVC ultrapassa os 98% (BOWEN e MARK5, 1989
apud DRY et al., 2003, p. 6)
2.2 A ANÁLISE PINCH
2.2.1 Histórico e Experiência Industrial
O excessivo consumo de energia em uma planta industrial representa uma
contribuição muito importante para a composição do custo global dos produtos
industrializados, caracterizando, assim, um grande desafio para as indústrias de processo. A
integração energética pode, então, ser aplicada com o propósito de promover uma economia
de energia, através da recuperação de calor entre correntes de processo (RAVAGNANI et al.,
2005).
A integração energética nas indústrias de processos químicos ganhou maior
importância a partir do início dos anos 1970, período no qual houve um grande aumento no
custo dos combustíveis, motivando o estudo de alternativas para minimização do consumo de
energia (TURTON et al., 2012).
5 BOWEN, R. M., MARK, H. F. Encyclopedia of polymer science and engineering. 1989.

34
No fim da década de 70, os pesquisadores Linnhoff e Flower desenvolveram uma
metodologia para o projeto de redes integradas, conhecida como “Análise Pinch”
(LINNHOFF e FLOWER, 1978). Prontamente, a companhia britânica Imperial Chemical
Industries (ICI) empregou esta técnica, obtendo resultados satisfatórios (LINNHOFF et al.,
1979).
O primeiro exemplo de aplicação prática desta metodologia ocorreu em uma refinaria
de petróleo, em que a ICI enfrentou o desafio de ter que expandir a unidade de destilação em
20%, o que corresponderia a um enorme aumento na demanda de energia. A princípio, a única
solução seria o acréscimo de um forno de aquecimento extra, entretanto, além desta opção ser
cara, não havia espaço suficiente na planta para tal (KEMP, 2007).
As equipes de integração de processo foram, então, solicitadas e calcularam metas
referenciais, mostrando que, mesmo com a expansão, o processo de destilação poderia utilizar
energia inferior ao consumo referente ao projeto inicial. Além disso, foi possível projetarem,
de forma rápida e prática, uma rede de trocadores de calor necessária para isso. Como
resultado, alcançou-se uma economia de mais de um milhão de libras por ano em energia e,
embora fossem necessários novos trocadores de calor, evitou-se o gasto com o novo forno e
os problemas associados a ele. Dessa forma, os custos de capital e de operação foram
consideravelmente reduzidos (KEMP, 2007).
Depois disso, a ICI ampliou o uso da Análise Pinch em toda a empresa, identificando
muitos novos projetos em diversos processos. A metodologia foi sendo aprimorada
rapidamente e as técnicas foram divulgadas através de várias publicações. Assim como, as
aplicações na indústria também avançaram, em companhias como a Union Carbide (EUA) e a
BASF (Alemanha), que, na década de 1980, relataram significativa economia de energia e,
ainda, consideráveis melhorias ambientais (KEMP, 2007).
Ao longo dos anos, diversos outros projetos foram divulgados por empresas
operacionais em mais de 30 países, relatando a amplitude das aplicações desta tecnologia e os
excelentes resultados alcançados com o seu uso. Dessa forma, apesar de a Análise Pinch ter
causado uma certa desconfiança em seus primeiros anos, devido à utilização de conceitos
relativamente simples ao invés de uma complexa metodologia matemática, percebe-se que até
os tempos atuais, as técnicas têm sido geralmente aceitas com aplicações práticas na indústria,
além da inclusão na área acadêmica (KEMP, 2007).

35
2.2.2 O Conceito de Integração Energética
Nos processos químicos, existem correntes que precisam ser aquecidas, enquanto
outras necessitam de resfriamento. Para isso, geralmente são usadas utilidades quentes e frias,
respectivamente (RAVAGNANI et al., 2005). A Figura 2.6 mostra o esquema de um processo
composto por duas correntes, para o entendimento da definição de correntes quentes e frias.
Fonte: Adaptado de Kemp (2007)
Figura 2.6 – Esquema simplificado de um sistema composto por duas correntes
No exemplo acima, a alimentação é uma corrente fria, pois inicialmente ela está a uma
menor temperatura e precisa ser aquecida para entrar no reator. Enquanto o produto é uma
corrente quente, visto que foi necessário o seu resfriamento (KEMP 2007).
Como mostra a Figura 2.7, trocadores de calor podem ser adicionados para realizar a
integração energética de um processo, de forma a utilizar as correntes quentes para aquecer as
correntes frias e vice-versa. Dessa forma, é possível reduzir o consumo de utilidades totais
usadas para executar essas transferências de energia (RAVAGNANI et al., 2005).
Fonte: Adaptado de Kemp (2007)
Figura 2.7 – Esquema simplificado do processo com trocador de calor

36
Os dados representados na Tabela 2.3 são fundamentais para iniciar uma análise de
integração energética. Nesta tabela, observa-se uma nomenclatura muito utilizada na Análise
Pinch: o CP (capacidade calorífica da corrente). O CP é obtido através do produto entre a
vazão mássica da corrente (F) e seu calor específico (cp), em unidades compatíveis. Além
disso, a carga calorífica mostrada na tabela equivale ao calor total necessário para aquecer ou
resfriar a corrente da temperatura de origem até a desejada, e esta é calculada, simplesmente,
multiplicando-se o CP pela variação de temperatura da corrente (SINNOTT, 2005).
Tabela 2.3 – Dados referentes aos exemplos das Figuras 2.6 e 2.7
Tipo de
corrente
F
(kg/s)
cp
(kJ/kgK)
CP
(kW/K)
Temperatura
inicial (°C)
Temperatura
final (°C)
Carga
calorífica
(kW)
Fria 0,25 4 1,0 20 200 +180
Quente 0,4 4,5 1,8 150 50 –180
Fonte: Kemp (2007)
Percebe-se que, a princípio, para operar o processo, seria necessário fornecer 180 kW
de utilidades quentes e 180 kW de utilidades frias. No entanto, é possível recuperar uma
parcela de calor da corrente quente e utilizá-la para aquecer a corrente fria em um trocador de
calor. De maneira ideal, seria desejável usar todos os 180 kW recuperados do fluxo quente
para aquecer o fluxo frio, porém, isto não poderia ocorrer devido às limitações de
temperatura. Uma vez que, baseado na Segunda Lei da Termodinâmica, não se pode usar uma
corrente quente com uma certa temperatura (no caso, 150°C) para aquecer uma corrente fria
com temperatura superior (200°C) (KEMP, 2007).
Com isso, diversos estudos foram realizados a fim de desenvolver metodologias de
integração energética capazes de calcular a quantidade de calor que pode ser recuperada no
processo e, assim, obter uma rede de trocadores de calor (RTC) mais adequada. As pesquisas
resultaram, basicamente, em duas áreas importantes que são a Programação Matemática e a
Análise Pinch, a qual utiliza conceitos termodinâmicos e heurísticas (RAVAGNANI et al.,
2003).

37
Na Análise Pinch, é importante, primeiramente, estabelecer metas referenciais para a
rede trocador de calor antes de projetá-la, a fim de avaliar previamente o desempenho do
projeto de processo. Com isso, também é possível que o projetista realize mudanças de
processo para o reator, reciclo e sistema de separação, por exemplo, visando a otimização das
metas energéticas e do custo de capital da RTC (SMITH, 2005).
De acordo com Linnhoff e Hindmarsh (1983), as metas referenciais podem ser
estabelecidas para o número mínimo de unidades de troca térmica, bem como a área global
mínima de transferência de calor e o consumo mínimo de utilidades necessárias para o
processo. Este último será abordado com mais detalhes no próximo item.
2.2.3 Consumo Mínimo de Utilidades
O consumo mínimo de utilidades para as correntes de um processo pode ser
determinado graficamente ou de forma algébrica. Neste trabalho serão abordados apenas os
métodos gráficos.
Esses métodos definem o melhor grau possível de recuperação do calor de um
processo em função da diferença mínima de temperatura (ΔTmin) em equipamentos de troca
térmica (LINNHOFF e HINDMARSH, 1983).
2.2.3.1 Curvas compostas
As correntes de um processo podem ser representadas em um gráfico Temperatura
versus Entalpia, através de duas curvas: uma denominada curva composta quente e a outra,
curva composta fria. Estas curvas são obtidas somando-se as capacidades caloríficas de todas
as correntes existentes em cada intervalo de temperatura e, além disso, tem-se que em
qualquer intervalo de temperatura, a variação de entalpia da corrente composta é a soma das
variações de entalpia das correntes individuais (SMITH, 2005).

38
Assim, a curva composta quente é representada por uma só corrente, que é equivalente
à soma de todas as correntes quentes presentes no processo em termos de temperatura e
entalpia, e o análogo é válido para a curva composta fria. Com isso, plotando-se as duas
curvas, pode-se avaliar o processo como todo (SMITH, 2005). As curvas compostas são
representadas na Figura 2.8:
Fonte: Adaptado de Lopes (2001)
Figura 2.8 – Curvas Compostas
Para que haja troca de calor, é necessário que seja estabelecida uma diferença mínima
de temperatura entre as duas correntes, como mostra o diagrama acima. Isto indica o quanto
uma curva está deslocada em relação à outra e implica que, em qualquer um dos trocadores da
rede, a diferença de temperatura entre as correntes não será inferior a este ΔTmin (SINNOTT,
2005).
Na escolha do valor da diferença mínima de temperatura para um trocador de calor,
deve-se levar em consideração que, ao diminuir-se o valor de ΔTmin, aumenta-se a recuperação
de calor, causando uma diminuição no consumo de utilidades, mas por outro lado, provoca
um aumento no tamanho do trocador e, consequentemente, no custo de capital, visto que a
diferença de temperatura entre as correntes é inversamente proporcional à área de troca

39
térmica. Convencionalmente, utiliza-se ΔTmin entre 10 e 20ºC, uma vez que esta faixa
normalmente gera bons resultados (SINNOTT, 2005).
A região na qual as curvas se superpõem na Figura 2.8, delimita o intervalo em que as
correntes de um processo podem trocar calor entre si, isto é, equivale à máxima recuperação
energética possível. Na região em que a curva composta fria não é mais sobreposta pela curva
composta quente, não há mais possibilidade de recuperação de calor, sendo assim necessário
fornecer utilidades quentes, como vapor d’água, para aquecê-la. Logo, isso representa a meta
para as utilidades quentes (QQmin). Analogamente, a região indicada por QFmin representa a
necessidade do uso de utilidades frias, como água de resfriamento, e corresponde à meta para
as utilidades frias (SMITH, 2005).
Por fim, o ponto de maior aproximação das curvas, isto é, onde ocorre o ΔTmin, é
chamado “ponto de estrangulamento energético” ou Pinch. Termodinamicamente, este ponto
divide o problema em duas regiões: uma acima do Pinch, que funciona como um “sumidouro”
de calor, uma vez que o calor é somente recebido; e outra abaixo do Pinch, que atua como
uma fonte de calor, já que em temperaturas abaixo deste ponto, todo o calor é cedido para fora
da região. Além disso, numa situação ideal, nenhum fluxo de calor atravessa o Pinch, logo, se
a rede a ser projetada necessitar que isso aconteça, haverá um consumo de utilidades maior do
que os valores mínimos esperados (SINNOTT, 2005).
Para Kemp (2007), há basicamente três regras para o projeto conseguir alcançar o
consumo mínimo de utilidades:
Na região acima do Pinch, não se deve usar utilidades frias;
Na região abaixo do Pinch, não se deve usar utilidades quentes;
Não deve haver transferência de energia através do ponto de Pinch.
2.2.3.2 Grande curva composta
A Grande Curva Composta (GCC) é uma outra ferramenta útil para a determinação
das metas energéticas. Ela também é representada em um diagrama Temperatura versus
Entalpia. A GCC é derivada da combinação entre as curvas compostas quentes e frias,
resultando em apenas uma curva simples que representa o requerimento de utilidades do
processo (MÓDENES, 1999).

40
Os valores de energia nas extremidades superior e inferior indicam, respectivamente, o
consumo mínimo de utilidades quentes (QQmin) e frias (QFmin). O diagrama apresenta, ainda, as
temperaturas correspondentes a estes valores. Além disso, o Pinch é facilmente visualizado,
sendo o ponto onde o fluxo de calor líquido equivale a zero, isto é, onde a Grande Curva
Composta toca o eixo y (KEMP, 2007), como pode ser observado na Figura 2.9:
Fonte: Adaptado de Kemp (2007)
Figura 2.9 – Grande Curva Composta
2.2.3 Número Mínimo de Trocadores em uma RTC
De acordo com Linnhoff e Hindmarsh (1983), na estimativa dos custos de capital,
deve-se considerar o número de unidades de troca térmica e a área total da RTC. Contudo,
geralmente, a área não sofre grandes alterações independente das soluções para um mesmo
problema. Sendo assim, o fator mais relevante na fase inicial do projeto da rede é o
estabelecimento de metas para o número mínimo de trocadores, uma vez que o acréscimo de
unidades além do necessário gera um alto custo de capital.

41
Uma forma simples de se determinar o número mínimo de trocadores de calor em uma
rede é através da Equação (2.10), que relaciona o número mínimo de unidades de troca
térmica (Nunidades) em uma rede com o número total de correntes e utilidades do processo (C)
(HOHMANN6, 1971 apud LINNHOFF e HINDMARSH, 1983).
1 CNunidades (2.10)
A equação pode ser aplicada em cada região (acima e abaixo do Pinch),
separadamente, conforme a Equação (2.11) (SMITH, 2005):
)1()1( abaixoacimaunidades CCN (2.11)
2.2.4 Projeto da Rede de Trocadores de Calor
Após as metas referenciais terem sido estabelecidas, pode-se dar início à construção da
rede de trocadores de calor. Para isso, o “diagrama de grade” é a forma mais conveniente de
representação das correntes de um processo, possibilitando uma visão geral deste. Além disso,
neste diagrama, o Pinch é facilmente representado, enquanto em um fluxograma isto não é
possível (KEMP, 2007).
No diagrama de grade, as correntes são representadas por linhas horizontais, de modo
que as correntes quentes têm seu sentido da esquerda para a direita e, as frias, da direita para a
esquerda. Cada trocador de calor é representado por dois círculos interligados por uma linha
vertical, colocados nos pares de correntes que realizarão a troca térmica entre si. Já os
aquecedores e resfriadores são representados por um único círculo, conectado à utilidade em
questão, como ilustrado na Figura 2.10 (SINNOTT, 2005):
6 HOHMANN E. C., Optimum networks for heat exchange. Ph.D. Thesis, University of Southern
California (1971).

42
Fonte: Adaptado de Kemp (2007)
Figura 2.10 – Esquema simplificado de um diagrama de grade
Sabe-se que uma das regras para obtenção da máxima recuperação de energia é que
nenhuma utilidade fria deve ser usada acima do Pinch. Isto implica que todas as correntes
quentes presentes nesta região devem ser trazidas à temperatura de Pinch, exclusivamente
através da troca térmica com as correntes frias. Portanto, o projeto da RTC deve ser iniciado
no ponto de Pinch, de forma a encontrar-se combinações entre as correntes para realizar esta
tarefa. Todavia, ao fazer uma combinação adjacente ao Pinch, é necessário que a capacidade
calorífica das correntes quentes seja igual ou inferior à das correntes frias, de forma a garantir
que a diferença mínima de temperatura entre as curvas seja mantida (SINNOTT, 2005).
O raciocínio é análogo para a região abaixo de Pinch: deve-se trazer os fluxos frios
para a temperatura de Pinch por troca de calor com os fluxos quentes. E, adjacentemente a
este ponto, o critério de combinação é que a capacidade calorífica das correntes frias sejam
maiores ou iguais à das correntes quentes, para evitar a violação da diferença mínima de
temperatura (SINNOTT, 2005).
De acordo com Kemp (2007), o procedimento para o projeto de uma rede de
trocadores de calor, através da tecnologia Pinch, pode ser resumido em:
1. Dividir o problema no ponto de Pinch e projetar cada parte separadamente;
2. Começar o projeto a partir do Pinch e, então, afastar-se deste ponto;

43
3. Nos pontos imediatamente adjacentes ao Pinch, deve-se obedecer às restrições das
Equações (2.12) e (2.13), em que CPq e CPf são as capacidades caloríficas das
correntes quentes e das correntes frias, respectivamente.
fq CPCP (Acima do Pinch) (2.12)
fq CPCP (Abaixo do Pinch) (2.13)
4. Maximizar as cargas das trocas térmicas;
5. Fornecer utilidades quentes somente a temperaturas acima do Pinch e utilidades
frias apenas a temperaturas abaixo do Pinch.

44
CAPÍTULO 3
METODOLOGIA
3.1 DESCRIÇÃO DO PROCESSO ESTUDADO
3.1.1 A Planta de MVC
O processo de produção do monocloreto de vinila apresentado por Seider e
colaboradores (2008) e analisado neste trabalho é representado na Figura 3.1. A lista de
equipamentos é mostrada na Tabela 3.1:
Fonte: Adaptado de Seider et al. (2008)
Figura 3.1 – Fluxograma do processo de produção do monocloreto de vinila

45
Tabela 3.1 – Lista de equipamentos do fluxograma do processo da Figura 3.1
Equipamento Descrição
E-100 Condensador
E-101 Evaporador
E-102 Resfriador
E-103 Condensador
E-104 Condensador da coluna de HCl
E-105 Refervedor da coluna de HCl
E-106 Condensador da coluna de MVC
E-107 Refervedor da coluna de MVC
E-108 Resfriador de reciclo
F-100 Forno de pirólise
P-100 Bomba do reator
P-101 Bomba do tanque de arrefecimento
P-102 Bomba de refluxo da coluna de HCl
P-103 Bomba de refluxo da coluna de MVC
P-104 Bomba de reciclo
R-100 Reator de cloração direta
T-100 Coluna de HCl
T-101 Coluna de MVC
V-100 Tanque de arrefecimento
V-101 Tambor de refluxo da coluna de HCl
V-102 Tambor de refluxo da coluna de MVC
Fonte: Seider et al. (2008)
Como pode ser observado na Figura 3.1, diversas utilidades são usadas para
aquecimento e resfriamento das correntes. Cada utilidade opera em diferentes faixas de
temperatura, sendo selecionada de acordo com as condições de processo requeridas. As
utilidades frias usadas neste processo são: água de resfriamento (cw), salmoura refrigerada
(rb) e propano refrigerante (pr). As utilidades quentes são: gás combustível (fg), vapor a alta
pressão (hps) e vapor a média pressão (mps) (SEIDER et al., 2008).

46
O processo em estudo pode ser dividido em três seções principais: a etapa de cloração
direta do eteno, a etapa de craqueamento térmico (pirólise) do 1,2-dicloroetano (DCE) e a
etapa para separação dos compostos formados. Essas três seções são representadas na Figura
3.2 e serão detalhadamente descritas nos itens 3.1.2 a 3.1.4.
Fonte: Adaptado de Seider et al. (2008)
Figura 3.2 – Fluxograma simplificado do processo de produção de monocloreto de vinila
3.1.2 Cloração Direta
A etapa de cloração direta se processa à temperatura de 90°C e pressão de 1,5 atm.
Nestas condições, dados experimentais indicam que a conversão do eteno a 1,2-dicloroetano
(DCE) é de 98%. As perdas são devidas à formação de subprodutos indesejáveis, como
tricloroetano. Essas perdas, porém, serão desconsideradas no processo analisado, admitindo-
se conversão de 100% (SEIDER et al., 2008).
O reator de cloração direta, representado na Figura 3.3, possui forma cilíndrica e
contém uma seção de retificação e um condensador. O fundo do reator é preenchido por DCE
líquido com catalisador de cloreto férrico (FeCl3) dissolvido (SEIDER et al., 2008).

47
Fonte: Adaptado de Seider et al. (2008)
Figura 3.3 – Reator de cloração direta
Cloro e etileno na fase vapor, a 25ºC e 1,5 atm, são introduzidos no reator, de forma
que borbulham no DCE líquido e liberam calor de reação à medida que DCE é produzido. O
calor liberado faz com que o DCE se vaporize e atinja a seção de retificação e o condensador,
em que é condensado por meio de água de resfriamento. A maior parte do condensado segue
para a etapa de pirólise. Uma pequena porção retorna à seção de retificação, formada por
vários pratos, para que frações de espécies menos voláteis que possam ter sido vaporizadas,
como o tricloroetano, sejam recuperadas. Esses resíduos pesados se acumulam no fundo do
reator e são posteriormente removidos (SEIDER et al., 2008).
3.1.3 Pirólise
Ao sair do reator de cloração direta a 90°C e 1,5 atm, o condensado é misturado com
uma corrente adicional de DCE proveniente de um reciclo da seção de separação, que será
detalhado no próximo item.

48
Em seguida, a corrente de DCE é bombeada para uma pressão de 26 atm, assumindo-
se 80% de eficiência da bomba, que requer apenas 66 Bhp nessa operação. A variação de
entalpia é muito pequena e a temperatura aumenta em torno de 1ºC (SEIDER et al., 2008).
Após o bombeamento, a corrente passa por um evaporador, em que ocorre mudanças
de temperatura e fase. Nesta unidade, vapor saturado passa por tubos inseridos na parte
inferior, de forma que o DCE líquido é aquecido até seu ponto de ebulição (242ºC) e é
vaporizado (SEIDER et al., 2008).
O DCE na fase vapor é, então, encaminhado para o craqueamento térmico, que ocorre
em um forno de pirólise. O forno é construído de tijolos refratários, com aquecedores
movidos a gás natural, e possui um grande feixe de tubos, dentro dos quais a reação ocorre.
Nessa unidade, o DCE é preaquecido até a temperatura de operação (500°C) e, em seguida, é
submetido à reação de pirólise. Considera-se que 60% do DCE é convertido a MVC, com HCl
como subproduto, conforme já mostrado pela Equação (2.3) (SEIDER et al., 2008).
A patente da B. F. Goodrich7 (1963) (apud SEIDER et al., 2008) recomenda para esta
operação a pressão de 26 atm, sem justificativas. Segundo Seider e colaboradores (2008),
provavelmente é para que a taxa de reação aumente e, inclusive, o tamanho do equipamento
seja mais reduzido, embora as paredes dos tubos devam ser grossas e precauções sejam
necessárias para operações a altas pressões. A reação é irreversível e, dessa forma, a pressão
elevada não prejudica a conversão.
O efluente da operação de pirólise é resfriado rapidamente até seu ponto de orvalho
(170ºC) em um tanque de arrefecimento. O calor é removido em um resfriador adjacente em
contato com água de resfriamento (SEIDER et al., 2008).
7 B.F. GOODRICH CO., Preparaton of Vinyl Chloride. British Patent 938,824. October 9 (1963)
Instrument Symbols and Identification, Instrument Society of America Standard ISA-S5–1, Research Triangle
Park, North Carolina (1975).

49
3.1.4 Seção de Separação
Após ser resfriada no tanque de arrefecimento, a mistura formada por DCE não
reagido, o produto MVC e o subproduto HCl é submetida à etapa de separação, resultando em
espécies praticamente puras.
Esta seção é formada por duas torres de destilação em série. Essa forma de separação é
possível devido à grande diferença de volatilidade entre as espécies (SEIDER et al., 2008).
Antes de entrar na torre de destilação, o efluente da operação de pirólise, que se
encontra na fase vapor a 170°C, é condensado utilizando-se salmoura refrigerada, formando
líquido saturado a 6ºC. Em seguida, a corrente passa por uma válvula e tem sua pressão
reduzida de 26 atm para 12 atm. Nessa passagem, a variação de temperatura é muito pequena,
aumentando cerca de 0,5°C.
A corrente segue, então, para a primeira coluna de destilação, em que HCl é separado
dos compostos orgânicos (DCE e MVC). A patente da B. F. Goodrich (1963) (apud SEIDER
et al., 2008) recomenda para esta separação a pressão de 12 atm, sem justificativas. Nesta
pressão, o ponto de ebulição do HCl é de -26,2°C e, o produto de fundo, formado por DCE,
MVC e traços de HCl, possui ponto de bolha de 93°C. Segundo Seider e colaboradores
(2008), provavelmente a empresa recomenda a pressão de 12 atm para evitar que se opere
próximo à região crítica, a qual torna a separação mais difícil.
O produto de fundo da primeira coluna passa por uma válvula e tem sua pressão
reduzida a 4,8 atm, pressão na qual opera a segunda torre de destilação, conforme
recomendações da patente da B. F. Goodrich (1963) (apud SEIDER et al., 2008). Nesta torre,
o produto MVC é separado do DCE, que será reciclado no processo. Na pressão de operação,
o produto de topo, formado por MVC em sua forma quase pura, possui ponto de ebulição de
33°C. Já o produto de fundo, constituído de DCE e traços de MVC, possui ponto de bolha de
146°C.
A corrente de fundo da segunda coluna é, então, destinada ao reciclo para ser
misturada ao efluente do reator de cloração direta, que sai a 90°C e 1,5 atm. Porém, antes de
ser misturada, ela é resfriada a 90°C, abaixo do ponto de ebulição do DCE a 1,5 atm. Isso é
feito de forma a evitar que, quando for misturada, vapor seja formado e entre na bomba.
A Tabela 3.2 sumariza os dados de cada corrente do processo analisado, conforme
apresentada por Seider e colaboradores (2008):

50
Tabela 3.2 – Dados das correntes do processo de produção de MVC
Número da corrente 1 2 3 4 5 6 7 8
Temperatura (ºC) 25 25 90 90 91,3 242 500 170
Pressão (atm) 1,5 1,5 1,5 1,5 26 26 26 26
Fração de vapor 1,0 1,0 0,0 0,0 0,0 1,0 1,0 1,0
Vazão molar (lbmol/h) 1.600 1.600 1.600 2.667 2.667 2.667 4.267 4.267
Vazão molar por componente (lbmol/h):
Etileno 1.600 0 0 0 0 0 0 0
Cloro 0 1.600 0 0 0 0 0 0
1,2-dicloroetano 0 0 1.600 2.667 2.667 2.667 1.067 1.067
Cloreto de vinila 0 0 0 0 0 0 1.600 1.600
Ácido Clorídrico 0 0 0 0 0 0 1.600 1.600
Número da corrente 9 10 11 12 13 14 15 16
Temperatura (ºC) 6 6,5 -26,4 94,6 57,7 32,2 145,6 90
Pressão (atm) 26 12 12 12 4,8 4,8 4,8 4,8
Fração de vapor 0,0 0,0 1,0 0,0 0,23 1,0 0,0 0,0
Vazão molar (lbmol/h) 4.267 4.267 1.600 2.667 2.667 1.600 1.067 1.067
Vazão molar por componente (lbmol/h):
Etileno 0 0 0 0 0 0 0 0
Cloro 0 0 0 0 0 0 0 0
1,2-dicloroetano 1.067 1.067 0 1.067 1.067 0 1.067 1.067
Cloreto de vinila 1.600 1.600 0 1.600 1.600 1.600 0 0
Ácido Clorídrico 1.600 1.600 1.600 0 0 0 0 0
Fonte: Seider et al. (2008)

51
3.2 SOFTWARES
3.2.1 UniSim®
O UniSim Design é um dos programas comerciais de simulação de processos mais
utilizados. É baseado no software Hysys®, originalmente desenvolvido pela Hyprotech Ltda.,
sendo atualmente pertencente à empresa Honeywell (TOWLER e SINNOTT, 2013).
O UniSim é uma ferramenta computacional de grande versatilidade, possuindo quatro
aspectos fundamentais:
Operação orientada a eventos: a simulação é feita de forma interativa, ou seja, a
informação é processada e os cálculos são feitos à medida que os dados são
fornecidos, permitindo o acesso instantâneo à informação (HONEYWELL, 2005);
Operações modulares: este aspecto é associado ao algoritmo de solução não
sequencial, isto é, os resultados dos cálculos são gerados automaticamente de forma
bidirecional. Dessa forma, ao especificar dados de uma corrente de saída, por
exemplo, obtém-se informações sobre as condições de entrada (HONEYWELL,
2005);
Arquitetura de fluxogramas múltiplos: este aspecto permite a criação de diversos
fluxogramas de processo dentro de um mesmo arquivo de simulação, sendo
possível associar pacotes termodinâmicos a um grupo definido de operações
unitárias (HONEYWELL, 2005);
Projeto orientado a objetos: uma mesma informação é exibida em diversas
localizações simultaneamente. Dessa forma, a especificação de uma variável de
processo não está restrita a apenas um local e, uma vez alterada, ela é
automaticamente atualizada em todas as localizações (HONEYWELL, 2005).
3.2.2 Hint
O Hint (Heat Integration) é um software gratuito que tem como objetivo projetar redes
de trocadores de calor com base na metodologia Pinch (MARTÍN e MATO, 2008).

52
Vários softwares comerciais de simulação de processos possuem ferramentas de
análise de integração energética. Entretanto, diferentemente desses softwares, o Hint não
necessita de treinamento prévio para sua utilização e não gera a rede de trocadores de calor
automaticamente (MARTÍN e MATO, 2008).
De acordo com Martín e Mato (2008), o programa foi desenvolvido de forma que os
conceitos da Tecnologia Pinch se apresentassem de forma clara, permitindo ao usuário o
contato com as etapas do projeto, tais como:
Metas de consumo de energia e custo;
Seleção de utilidades;
Projeto de Redes de Trocadores de Calor (RTC);
Simplificação, otimização e análise de Retrofit de RTC.
A Figura 3.5 mostra uma captura de tela da interface gráfica do Hint:
Fonte: Martín e Mato (2008)
Figura 3.4 – Interface gráfica do usuário do Hint

53
Três seções principais podem ser observadas:
A seção inferior contém uma tabela onde são inseridas as propriedades térmicas das
correntes, tais como: temperatura de entrada (T1), temperatura de saída (T2), a
entalpia H e a capacidade calorífica (CP);
A seção central é usada para mostrar diversos diagramas, como o diagrama de
grade mostrado na Figura 3.4, que é totalmente interativo;
O painel à esquerda exibe diagramas auxiliares, como as Curvas Compostas no
caso da Figura 3.4, e também uma tabela de propriedades de um elemento
selecionado no diagrama de grade.
3.3 DESCRIÇÃO DA SIMULAÇÃO REALIZADA
A simulação do processo de produção de MVC foi realizada no software UniSim®
Design Suite R390 sob condições estacionárias. Utilizou-se a equação de Soave-Redlich-
Kwong (SRK) como modelo termodinâmico apropriado (REDLICH e KWONG, 1949;
SOAVE, 1972). As equações deste modelo encontram-se no Anexo A deste trabalho.
Para o preenchimento das especificações da planta, procurou-se seguir os dados
fornecidos por Seider e colaboradores (2008), tais como: temperatura, pressão, vazão e
composição das correntes de entrada (Tabela 3.2), as condições operacionais dos
equipamentos e as taxas de conversão adotadas. Assim sendo, seguiu-se as seguintes
considerações:
O reator de cloração direta (R-100) foi modelado como um reator de conversão,
operando a 90°C, 1,5 atm e com taxa de conversão de 100%;
O forno de pirólise (F-100) foi modelado como um reator de conversão, operando a
500°C, 26 atm e com taxa de conversão de 60%;
A bomba (P-100) possui 80% de eficiência;
As colunas de destilação T-100 e T-101 operam a 12 atm e 4,8 atm,
respectivamente.
Entretanto, Seider e colaboradores (2008) não fornecem informações referentes à
especificação das colunas de destilação, como número de pratos e razão de refluxo. Dessa

54
forma, fez-se o dimensionamento por meio do método shortcut, utilizando a operação “Short
Cut Distillation” do UniSim. Este método é baseado em equações e correlações gráficas
(PERRY e GREEN, 1999), que são devidamente apresentadas no Anexo B deste trabalho.
Aplicando-se este método, foi possível obter as especificações das colunas de
destilação, esquematizadas na Tabela 3.3. Dessa forma, é possível prosseguir com a
simulação da planta, uma vez que o grau de liberdade das equações de balanço que
constituem o modelo das colunas de destilação é zero.
Tabela 3.3 – Especificações das colunas de destilação
Coluna Número de estágios Estágio de alimentação Razão de refluxo
T-100 21 11 0,42
T-101 19 9 0,22
O software UniSim, através da solução de um sistema de equações de balanço de
massa global, por componentes e balanço de energia, conhecidas como equações MESH
(TOWLER e SINNOTT, 2013), fornecerá as variáveis dependentes da planta, tais como:
temperatura, pressão, vazão e composição das correntes de saída dos equipamentos.
3.4 APLICAÇÃO DA ANÁLISE PINCH
1. Análise das Correntes do Processo: realizou-se um estudo do fluxograma do
processo, escolhendo-se as correntes quentes que necessitavam de resfriamento e as
frias que precisavam ser aquecidas. No caso de equipamentos de troca de térmica
dispostos de maneira consecutiva, as temperaturas inicial e final da corrente foram
equivalentes às de entrada no primeiro equipamento e de saída do último,
respectivamente. A escolha de maiores intervalos de temperatura amplia as
possibilidades de recuperação de calor através da troca térmica entre as correntes.
2. Perfis Temperatura-Entalpia: para cada corrente escolhida, extraíram-se os dados de
temperatura inicial e final e ΔH (variação de entalpia) referentes a elas. Os valores
de ΔH foram retirados do software UniSim, sendo que no caso de correntes com

55
mudança de fase, fez-se a análise da não linearidade do ΔH, através da
representação dos perfis de temperatura-entalpia, isto é, uma aproximação de um
perfil não linear da temperatura-entalpia retirado diretamente do fluxograma do
processo representado como segmentos lineares. A Figura 3.5 faz uma
representação da linearização das correntes.
Fonte: Adaptado de Smith (2005)
Figura 3.5 – Linearização dos perfis temperatura-entalpia não lineares
3. Metas Energéticas: os dados recolhidos foram inseridos no software Hint e, assim,
geraram-se as Curvas Compostas e a Grande Curva Composta, determinando-se,
então, o ponto de Pinch e as metas para consumo mínimo de utilidades.
4. Projeto da Rede de Trocadores de Calor: com o diagrama de grade gerado,
diferentes combinações para troca térmica entre as correntes foram testadas, de
forma a sintetizar redes de trocadores de calor com auxílio do Hint. Realizou-se a
simulação das plantas integradas no UniSim para validação dos resultados.
5. Avaliação da Economia Energética: foi quantificado o consumo total de utilidades
quentes e frias após a integração energética, e comparado com o consumo de
energia da planta original.
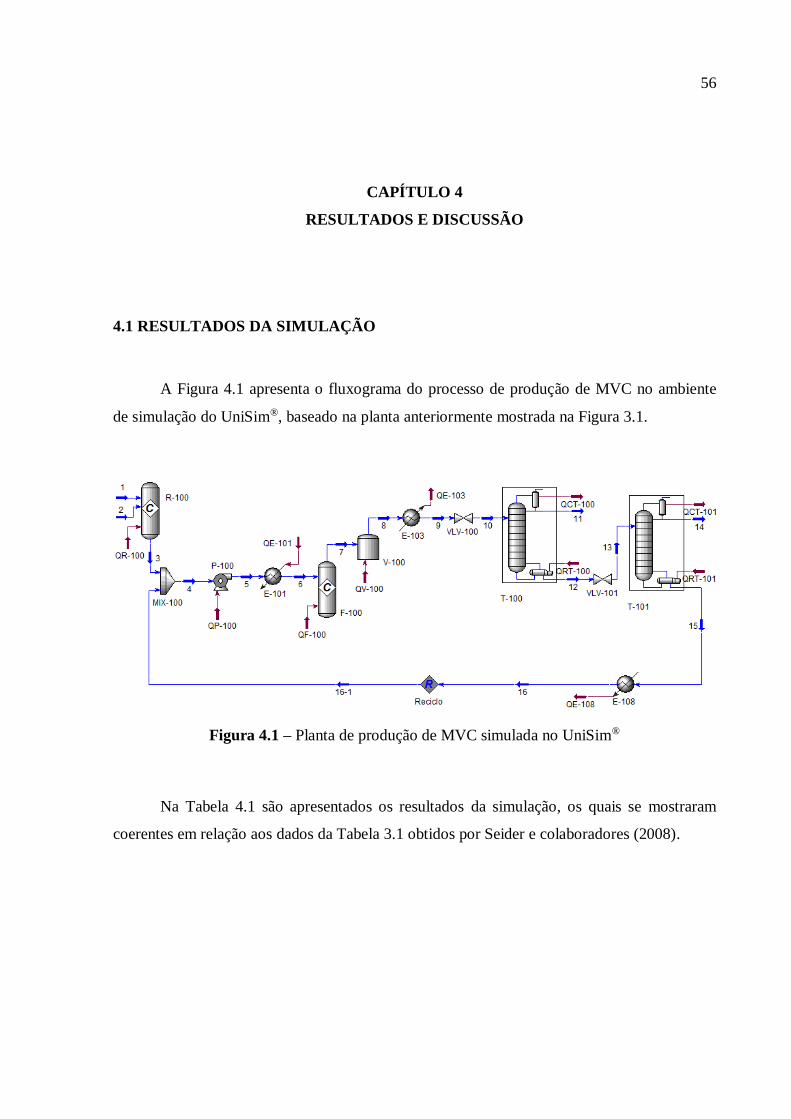
56
CAPÍTULO 4
RESULTADOS E DISCUSSÃO
4.1 RESULTADOS DA SIMULAÇÃO
A Figura 4.1 apresenta o fluxograma do processo de produção de MVC no ambiente
de simulação do UniSim®, baseado na planta anteriormente mostrada na Figura 3.1.
Figura 4.1 – Planta de produção de MVC simulada no UniSim®
Na Tabela 4.1 são apresentados os resultados da simulação, os quais se mostraram
coerentes em relação aos dados da Tabela 3.1 obtidos por Seider e colaboradores (2008).
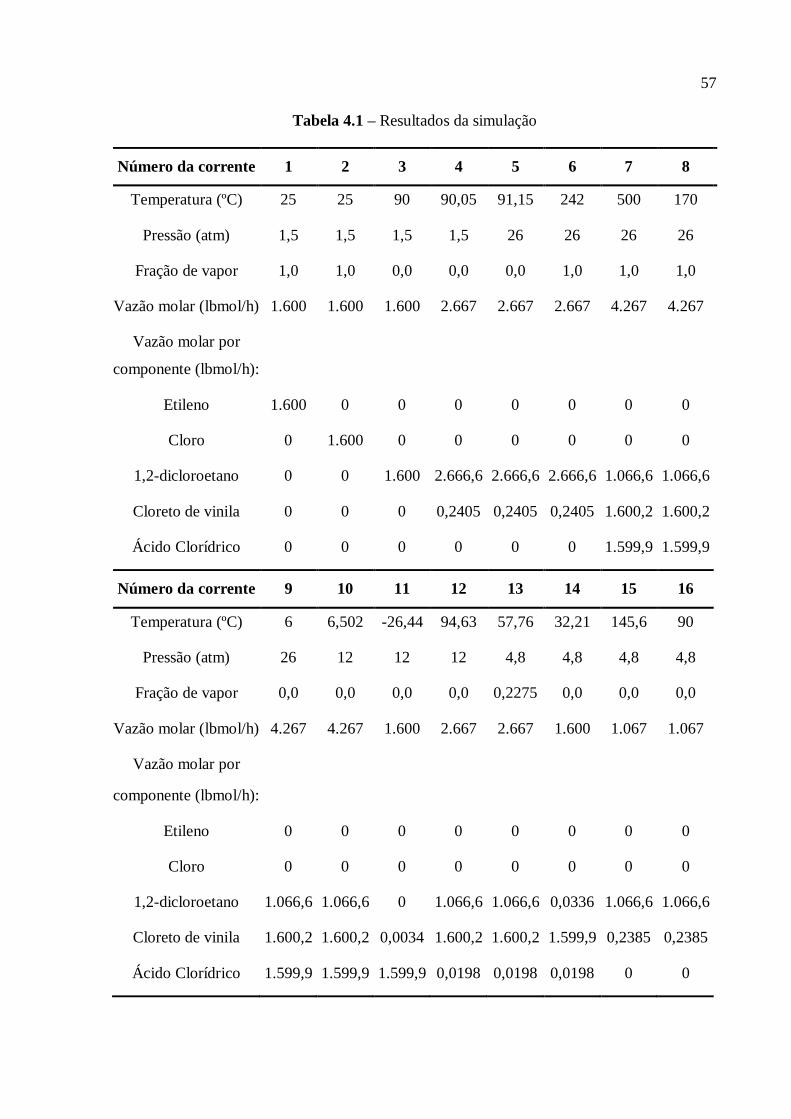
57
Tabela 4.1 – Resultados da simulação
Número da corrente 1 2 3 4 5 6 7 8
Temperatura (ºC) 25 25 90 90,05 91,15 242 500 170
Pressão (atm) 1,5 1,5 1,5 1,5 26 26 26 26
Fração de vapor 1,0 1,0 0,0 0,0 0,0 1,0 1,0 1,0
Vazão molar (lbmol/h) 1.600 1.600 1.600 2.667 2.667 2.667 4.267 4.267
Vazão molar por
componente (lbmol/h):
Etileno 1.600 0 0 0 0 0 0 0
Cloro 0 1.600 0 0 0 0 0 0
1,2-dicloroetano 0 0 1.600 2.666,6 2.666,6 2.666,6 1.066,6 1.066,6
Cloreto de vinila 0 0 0 0,2405 0,2405 0,2405 1.600,2 1.600,2
Ácido Clorídrico 0 0 0 0 0 0 1.599,9 1.599,9
Número da corrente 9 10 11 12 13 14 15 16
Temperatura (ºC) 6 6,502 -26,44 94,63 57,76 32,21 145,6 90
Pressão (atm) 26 12 12 12 4,8 4,8 4,8 4,8
Fração de vapor 0,0 0,0 0,0 0,0 0,2275 0,0 0,0 0,0
Vazão molar (lbmol/h) 4.267 4.267 1.600 2.667 2.667 1.600 1.067 1.067
Vazão molar por
componente (lbmol/h):
Etileno 0 0 0 0 0 0 0 0
Cloro 0 0 0 0 0 0 0 0
1,2-dicloroetano 1.066,6 1.066,6 0 1.066,6 1.066,6 0,0336 1.066,6 1.066,6
Cloreto de vinila 1.600,2 1.600,2 0,0034 1.600,2 1.600,2 1.599,9 0,2385 0,2385
Ácido Clorídrico 1.599,9 1.599,9 1.599,9 0,0198 0,0198 0,0198 0 0
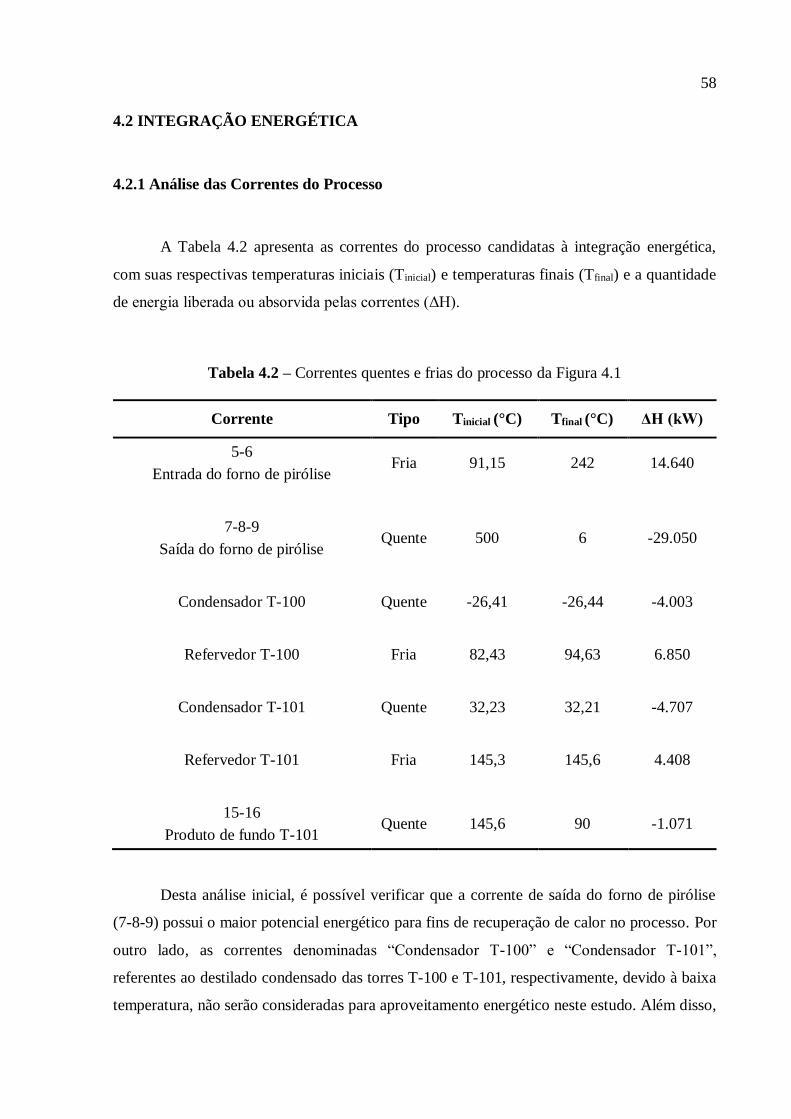
58
4.2 INTEGRAÇÃO ENERGÉTICA
4.2.1 Análise das Correntes do Processo
A Tabela 4.2 apresenta as correntes do processo candidatas à integração energética,
com suas respectivas temperaturas iniciais (Tinicial) e temperaturas finais (Tfinal) e a quantidade
de energia liberada ou absorvida pelas correntes (ΔH).
Tabela 4.2 – Correntes quentes e frias do processo da Figura 4.1
Corrente Tipo Tinicial (°C) Tfinal (°C) ΔH (kW)
5-6
Entrada do forno de pirólise Fria 91,15 242 14.640
7-8-9
Saída do forno de pirólise Quente 500 6 -29.050
Condensador T-100 Quente -26,41 -26,44 -4.003
Refervedor T-100 Fria 82,43 94,63 6.850
Condensador T-101 Quente 32,23 32,21 -4.707
Refervedor T-101 Fria 145,3 145,6 4.408
15-16
Produto de fundo T-101 Quente 145,6 90 -1.071
Desta análise inicial, é possível verificar que a corrente de saída do forno de pirólise
(7-8-9) possui o maior potencial energético para fins de recuperação de calor no processo. Por
outro lado, as correntes denominadas “Condensador T-100” e “Condensador T-101”,
referentes ao destilado condensado das torres T-100 e T-101, respectivamente, devido à baixa
temperatura, não serão consideradas para aproveitamento energético neste estudo. Além disso,

59
a corrente de fundo da torre T-101 (15-16), por possuir baixo potencial para fins de
recuperação energética em relação às outras correntes, também será desconsiderada.
Dessa forma, será analisada a possibilidade de realizar a integração energética em 4
correntes, sendo uma corrente quente e três correntes frias, conforme esquematizado na
Tabela 4.3:
Tabela 4.3 – Correntes priorizadas para integração energética
Corrente Tipo Tinicial (°C) Tfinal (°C) ΔH (kW)
5-6
Entrada do forno de pirólise Fria 91,15 242 14.640
7-8-9
Saída do forno de pirólise Quente 500 6 -29.050
Refervedor T-100 Fria 82,43 94,63 6.850
Refervedor T-101 Fria 145,3 145,6 4.408
4.2.2 Perfis Temperatura-Entalpia
As quatro correntes consideradas para integração energética possuem perfis não
lineares, devido a operações que envolvem mudanças de fase. É importante lembrar que os
perfis temperatura-entalpia das correntes quentes e frias serão utilizados para traçar as Curvas
Compostas. Dessa forma, é necessário que a não linearidade do ΔH seja representada, caso
contrário, erros graves podem ocorrer, como a determinação errada do ponto de Pinch.
A partir disso, buscou-se representar a não linearidade do ΔH traçando-se de 3 a 4
segmentos lineares, utilizando o software UniSim para obtenção dos dados.
Para representar o perfil da corrente de entrada do forno de pirólise (5-6), plotou-se
um gráfico Temperatura versus Fluxo de Calor na aba Performance do equipamento E-101

60
(evaporador) no ambiente de simulação, escolhendo-se 100 intervalos entre os pontos. O
resultado é mostrado na Figura 4.2:
Figura 4.2 – Perfil temperatura-entalpia da corrente de entrada do forno de pirólise (5-6)
Pelo gráfico, é possível observar que poderia haver grandes erros caso não fosse
considerada a não linearidade do ΔH. A corrente, constituída por DCE líquido em sua forma
quase pura e traços do produto MVC proveniente do reciclo, encontra-se totalmente
vaporizada na temperatura de 239,1°C. Os pontos do gráfico escolhidos para serem
posteriormente inseridos no software Hint estão esquematizados na Tabela 4.4:
Tabela 4.4 – Dados da corrente 5-6 para serem inseridos no software Hint
T (°C) H (kW)
91,15 0
238,98 7.954,76
240,49 14.566,57
242 14.635,55
O mesmo procedimento foi realizado para as outras 3 correntes com perfis
temperatura-entalpia não lineares. A corrente 7-8-9, ao sair do forno de pirólise na fase vapor
a 500°C e, em seguida, ser resfriada até 170°C no tanque de arrefecimento T-100, continua
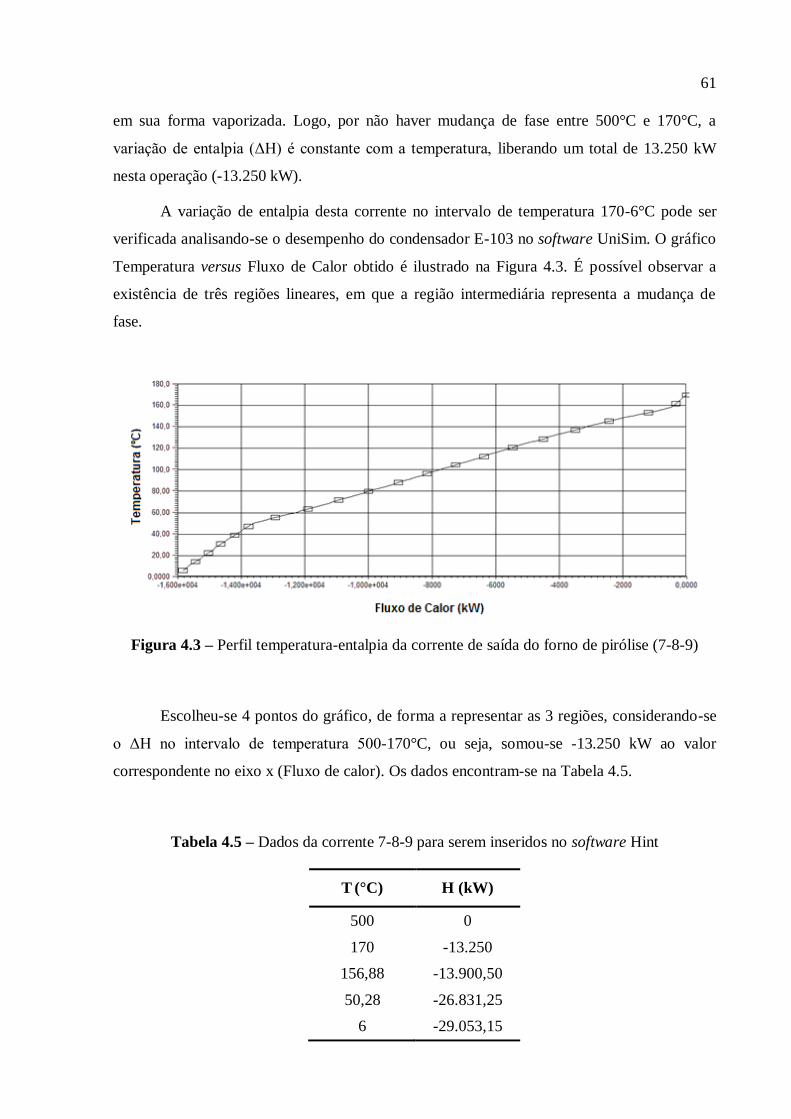
61
em sua forma vaporizada. Logo, por não haver mudança de fase entre 500°C e 170°C, a
variação de entalpia (ΔH) é constante com a temperatura, liberando um total de 13.250 kW
nesta operação (-13.250 kW).
A variação de entalpia desta corrente no intervalo de temperatura 170-6°C pode ser
verificada analisando-se o desempenho do condensador E-103 no software UniSim. O gráfico
Temperatura versus Fluxo de Calor obtido é ilustrado na Figura 4.3. É possível observar a
existência de três regiões lineares, em que a região intermediária representa a mudança de
fase.
Figura 4.3 – Perfil temperatura-entalpia da corrente de saída do forno de pirólise (7-8-9)
Escolheu-se 4 pontos do gráfico, de forma a representar as 3 regiões, considerando-se
o ΔH no intervalo de temperatura 500-170°C, ou seja, somou-se -13.250 kW ao valor
correspondente no eixo x (Fluxo de calor). Os dados encontram-se na Tabela 4.5.
Tabela 4.5 – Dados da corrente 7-8-9 para serem inseridos no software Hint
T (°C) H (kW)
500 0
170 -13.250
156,88 -13.900,50
50,28 -26.831,25
6 -29.053,15

62
A próxima corrente analisada é a do refervedor da primeira coluna de destilação (T-
100). No ambiente de simulação, através do Column Environment (ambiente de coluna) da
torre T-100, é possível avaliar o desempenho do refervedor e plotar o gráfico Temperatura
versus Fluxo de calor, como ilustrado na Figura 4.4:
Figura 4.4 – Perfil temperatura-entalpia da corrente do refervedor da torre T-100
Os pontos do gráfico escolhidos para serem posteriormente inseridos no software Hint
são esquematizados na Tabela 4.6:
Tabela 4.6 – Dados da corrente do “Refervedor T-100” para serem inseridos no software Hint
T (°C) H (kW)
82,43 0
84,87 2.083,12
88,04 4.058,01
92,44 6.045,39
94,63 6.849,78
Por último, é feita a análise da não linearidade do ΔH referente à corrente do
refervedor da segunda coluna de destilação (T-101). Avaliou-se o desempenho do refervedor
da torre T-101, plotando-se o gráfico representado na Figura 4.5:

63
Figura 4.5 – Perfil temperatura-entalpia da corrente do refervedor da torre T-101
Foram escolhidos 5 pontos do gráfico para representar o perfil não linear desta
corrente no software Hint, listados na Tabela 4.7:
Tabela 4.7 – Dados da corrente do “Refervedor T-101” para serem inseridos no software Hint
T (°C) H (kW)
145,3 0
145,55 502,39
145,58 1.537,69
145,60 3.035,26
145,61 4.407,80
4.2.3 Metas Energéticas
Dessa forma, todas as informações necessárias sobre as correntes quentes e frias foram
obtidas para o estudo de caso no software Hint, tais como: tipo de corrente (quente ou fria),
temperaturas inicial e final e a quantidade de energia liberada ou absorvida pelas correntes
(ΔH). Adotou-se um valor de ΔTmin = 10°C (valor heurístico) para todas as trocas térmicas.
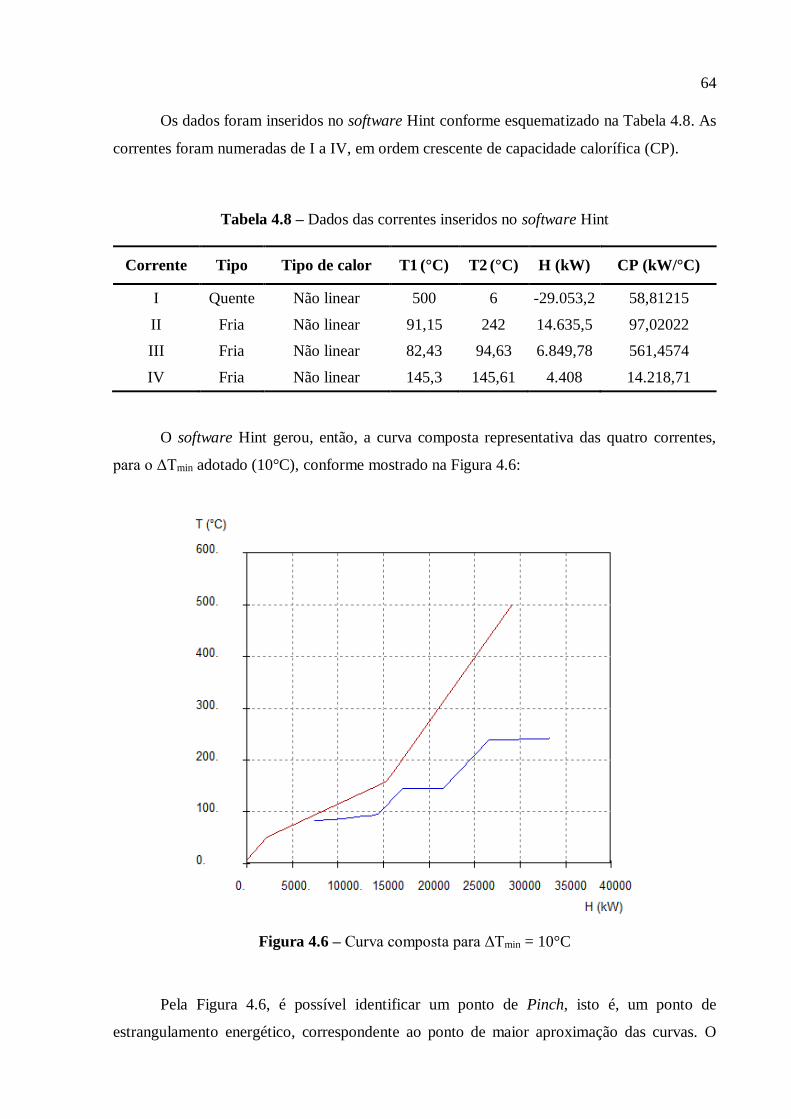
64
Os dados foram inseridos no software Hint conforme esquematizado na Tabela 4.8. As
correntes foram numeradas de I a IV, em ordem crescente de capacidade calorífica (CP).
Tabela 4.8 – Dados das correntes inseridos no software Hint
Corrente Tipo Tipo de calor T1 (°C) T2 (°C) H (kW) CP (kW/°C)
I Quente Não linear 500 6 -29.053,2 58,81215
II Fria Não linear 91,15 242 14.635,5 97,02022
III Fria Não linear 82,43 94,63 6.849,78 561,4574
IV Fria Não linear 145,3 145,61 4.408 14.218,71
O software Hint gerou, então, a curva composta representativa das quatro correntes,
para o ΔTmin adotado (10°C), conforme mostrado na Figura 4.6:
Figura 4.6 – Curva composta para ΔTmin = 10°C
Pela Figura 4.6, é possível identificar um ponto de Pinch, isto é, um ponto de
estrangulamento energético, correspondente ao ponto de maior aproximação das curvas. O

65
Pinch para as correntes quentes tem o valor de 92,43°C e, para as correntes frias, 82,43°C
(dado pelo ΔTmin = 10°C). Como já referido, a existência de um ponto de Pinch possibilita a
separação do processo em duas regiões térmicas: acima do Pinch e abaixo do Pinch.
Neste caso, pela Figura 4.6, pode-se observar que a região abaixo do Pinch é formada
apenas pela corrente quente. Isto significa que todas as necessidades energéticas da corrente
quente nesta região deverão ser supridas por uma utilidade fria externa (QFmin).
Por outro lado, na região acima do Pinch, estão presentes as três correntes frias do
processo e a corrente quente. Todo o calor em excesso presente na corrente quente é
transferido para as correntes frias. Uma vez que este calor em excesso não é suficiente para
suprir as necessidades energéticas das correntes frias, é preciso adicionar uma utilidade quente
externa (QQmin).
As metas para o consumo mínimo de utilidades são, então, estabelecidas pelo software
Hint, obtendo-se: QQmin = 4.174,66 kW e QFmin = 7.334,78 kW.
O ponto de Pinch e o consumo mínimo de utilidades também podem ser observados na
Grande Curva Composta (GCC), apresentada na Figura 4.7:
Figura 4.7 – Grande curva composta para ΔTmin = 10°C
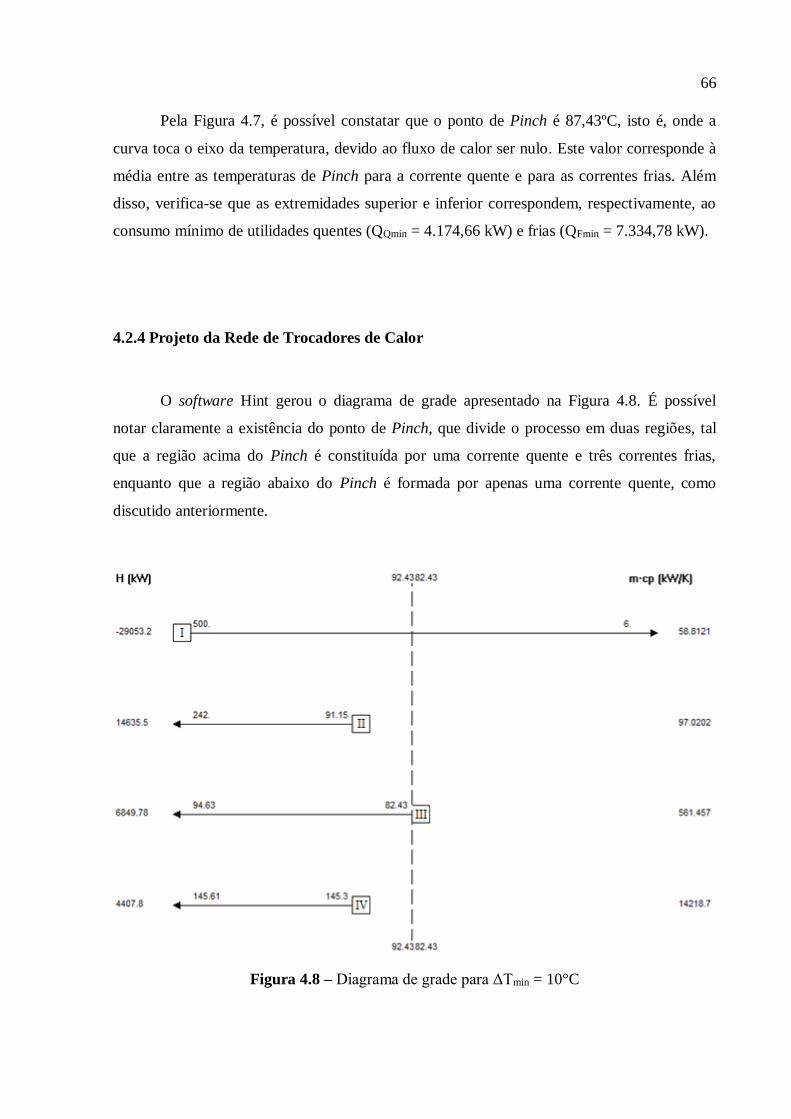
66
Pela Figura 4.7, é possível constatar que o ponto de Pinch é 87,43ºC, isto é, onde a
curva toca o eixo da temperatura, devido ao fluxo de calor ser nulo. Este valor corresponde à
média entre as temperaturas de Pinch para a corrente quente e para as correntes frias. Além
disso, verifica-se que as extremidades superior e inferior correspondem, respectivamente, ao
consumo mínimo de utilidades quentes (QQmin = 4.174,66 kW) e frias (QFmin = 7.334,78 kW).
4.2.4 Projeto da Rede de Trocadores de Calor
O software Hint gerou o diagrama de grade apresentado na Figura 4.8. É possível
notar claramente a existência do ponto de Pinch, que divide o processo em duas regiões, tal
que a região acima do Pinch é constituída por uma corrente quente e três correntes frias,
enquanto que a região abaixo do Pinch é formada por apenas uma corrente quente, como
discutido anteriormente.
Figura 4.8 – Diagrama de grade para ΔTmin = 10°C

67
Uma vez determinado o diagrama de grade, procede-se o cálculo do número mínimo
de unidades de troca térmica (Nunidades), aplicando-se a Equação (2.11). Dessa forma, na região
acima do Pinch, o número total de correntes e utilidades do processo (Cacima) é igual a 5
(quatro correntes e uma utilidade). Já na região abaixo do Pinch, formada apenas por uma
corrente e uma utilidade, Cabaixo é igual a 2. Subtraindo-se, então, uma unidade do número de
correntes e utilidades de cada região, obtém-se Nunidades igual a 5.
Determinado o ponto de Pinch, verifica-se que a troca térmica entre a corrente III
(Tinicial = 82,43ºC) e a corrente I (Tinicial = 92,43ºC) é a mais crítica do processo, isto é, com a
diferença de temperatura equivalente ao ΔTmin. Portanto, o projeto da RTC iniciou-se a partir
desta troca, inserindo-se o primeiro trocador de calor.
Em seguida, adicionou-se um resfriador (R2) à corrente I, pois sabe-se que, neste caso,
na região abaixo do Pinch, não há outra corrente do processo disponível para satisfazer as
necessidades energéticas desta corrente quente.
Foram realizadas diversas tentativas de combinações de troca térmica entre as
correntes, de forma a atingir as metas energéticas. A RTC mais otimizada energeticamente,
isto é, em que o consumo mínimo de utilidades foi atingido, é apresentada na Figura 4.9:
Figura 4.9 – Primeira sugestão de RTC desenhada com auxílio do software Hint

68
As especificações dos trocadores de calor da rede proposta na Figura 4.9 estão
esquematizadas na Tabela 4.9:
Tabela 4.9 – Especificações dos trocadores de calor da 1ª RTC
T. C. H (kW) Corrente
quente T1 (°C) T2 (°C)
Corrente
fria T1 (°C) T2 (°C) Área (m²)
1 6.849,78 I 148,90 92,43 III 82,43 94,63 261,71
2 7.334,783 I 92,43 6 Ut. - - 162,2
3 4.407,8 I 500 390,22 IV 145,3 145,61 14,877
4 10.460,84 I 390,22 148,90 II 91,15 239,55 107,96
5 4.174,66 Ut. - - II 239,55 242 15,8
Realizou-se a simulação da planta de produção de MVC com a primeira opção de
integração energética, de forma a validar os resultados, os quais são apresentados no
Apêndice A deste trabalho. As modificações decorrentes da implementação desta rede de
trocadores de calor podem ser visualizadas na Figura 4.10:
Figura 4.10 – Planta de produção de MVC simulada no UniSim® com a primeira opção de
integração energética
A simulação da integração energética nos refervedores das duas colunas de destilação
(T-100 e T-101) é feita adicionando-se os resfriadores RT-100 e RT-101, respectivamente, de

69
forma que a energia liberada no resfriamento da corrente quente é utilizada para operar os
refervedores.
As metas energéticas foram atingidas uma vez que a rede proposta obedece aos
critérios anteriormente estabelecidos, tais como: não usar utilidades frias na região acima do
Pinch e utilidades quentes na região abaixo do Pinch e não transferir energia através do ponto
de Pinch. Além disso, a troca térmica entre as correntes na região acima do Pinch, obedece à
restrição definida anteriormente pela Equação (2.12), em que a capacidade calorífica da
corrente quente (CPq) é inferior à das correntes frias (CPf).
É importante destacar que o foco deste trabalho é apenas obter uma sugestão de rede
de trocadores de calor visando a economia de utilidades externas. Não será abordada uma
análise de modo a propor a alternativa mais viável economicamente. Dessa forma, não são
garantidos áreas de troca térmica e custos totais mínimos.
Sabe-se que a corrente de saída do forno de pirólise transfere grandes quantidades de
energia para o fluido de arrefecimento do tanque. Desta forma, Seider e colaboradores (2008)
sugerem implementar um projeto com troca térmica entre produto e alimentação do forno.
Realizou-se, então, a síntese de uma nova RTC, conforme representado na Figura 4.11:
Figura 4.11 – Segunda sugestão de RTC desenhada com auxílio do software Hint

70
As especificações dos trocadores de calor da rede proposta na Figura 4.11 estão
esquematizadas na Tabela 4.10:
Tabela 4.10 – Especificações dos trocadores de calor da 2ª RTC
T. C. H (kW) Corrente
quente T1 (°C) T2 (°C)
Corrente
fria T1 (°C) T2 (°C) Área (m²)
1 7.567,92 I 94,35 6 Ut. - - 165,32
2 14.635,5 I 500 150,82 II 91,15 242 108,04
3 6.849,78 I 150 94,35 III 82,43 239,89 239,89
4 4.407,8 Ut. - - IV 145,3 12,259 12,259
Simulou-se, então, a planta de produção de MVC com a segunda sugestão de
integração energética. Os resultados da simulação encontram-se no Apêndice B deste
trabalho. A Figura 4.12 ilustra o processo após a implementação desta opção de rede de
trocadores de calor.
Figura 4.12 – Planta de produção de MVC simulada no UniSim® com a segunda opção de
integração energética
A integração energética no refervedor da coluna de destilação T-100 é representada no
ambiente de simulação adicionando-se o resfriador RT-100, em que utiliza-se a energia
liberada no resfriamento da corrente quente para operar o refervedor.

71
Diferente da primeira proposta, esta segunda RTC possui somente dois trocadores
integrados, de forma que a energia da corrente IV não é aproveitada. Isso não é possível, uma
vez que haveria uma violação do ΔTmin com a troca térmica entre a corrente I (Tinicial =
150,8°C, equivalente a temperatura de saída do trocador 2) e a corrente IV (Tinicial = 145,3°C).
Esta rede apresentou resultados satisfatórios, apesar de violar uma das regras de
projeto: trocar calor através do Pinch (intervalo de 94,35°C a 6°C). Isto levou a um acréscimo
de 233,14 kW no requerimento de utilidades quentes e frias em relação ao mínimo previsto.
Neste caso, não foram adicionadas unidades extras de troca térmica.
A Tabela 4.11 faz um comparativo entre as duas redes de trocadores de calor, em que
a primeira RTC representa as metas referenciais do projeto.
Tabela 4.11 – Comparativo entre as duas propostas de RTC
1ª RTC 2ª RTC
Número de T. C. 5 4
Ut. Quentes (kW) 4.174,66 4.407,8
Ut. Frias (kW) 7.334,78 7.567,92
4.2.5 Avaliação da Economia Energética
O processo atual apresenta um consumo de 51.838 kW de utilidades quentes na forma
de vapor a alta e média pressão e gás combustível. O forno (F-100) é responsável pelo maior
consumo de utilidades quentes do processo, como pode ser observado na Tabela 4.12:
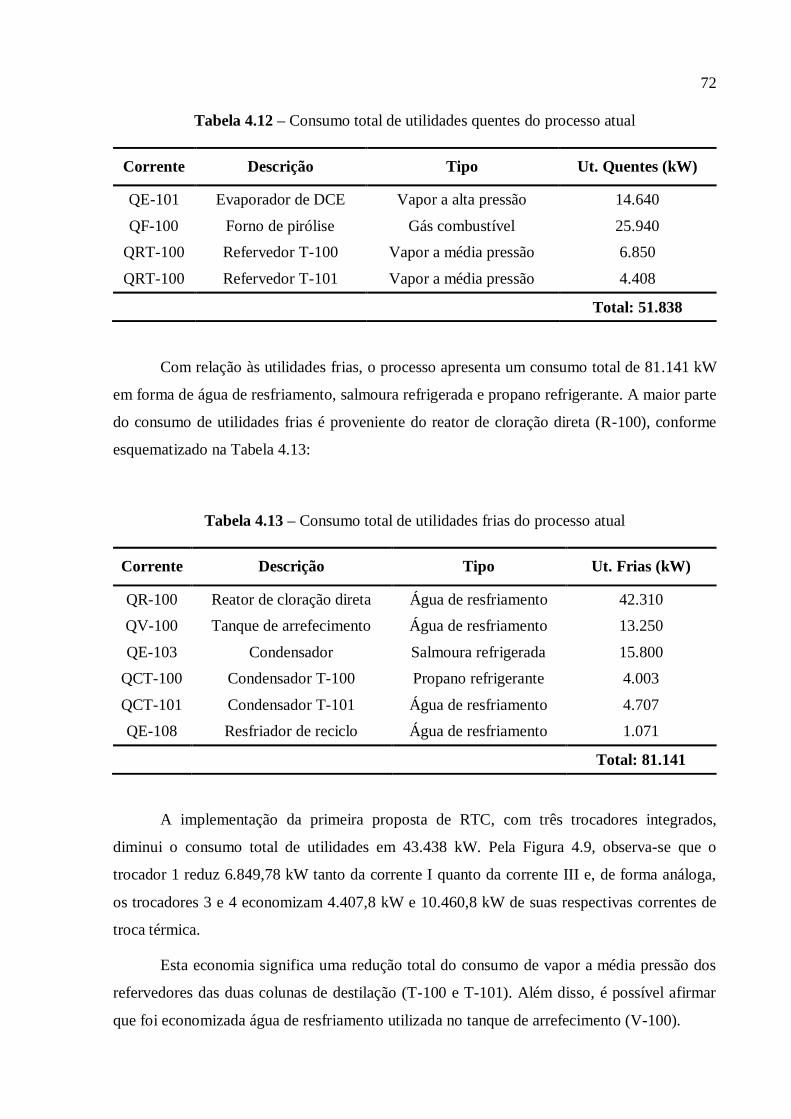
72
Tabela 4.12 – Consumo total de utilidades quentes do processo atual
Corrente Descrição Tipo Ut. Quentes (kW)
QE-101 Evaporador de DCE Vapor a alta pressão 14.640
QF-100 Forno de pirólise Gás combustível 25.940
QRT-100 Refervedor T-100 Vapor a média pressão 6.850
QRT-100 Refervedor T-101 Vapor a média pressão 4.408
Total: 51.838
Com relação às utilidades frias, o processo apresenta um consumo total de 81.141 kW
em forma de água de resfriamento, salmoura refrigerada e propano refrigerante. A maior parte
do consumo de utilidades frias é proveniente do reator de cloração direta (R-100), conforme
esquematizado na Tabela 4.13:
Tabela 4.13 – Consumo total de utilidades frias do processo atual
Corrente Descrição Tipo Ut. Frias (kW)
QR-100 Reator de cloração direta Água de resfriamento 42.310
QV-100 Tanque de arrefecimento Água de resfriamento 13.250
QE-103 Condensador Salmoura refrigerada 15.800
QCT-100 Condensador T-100 Propano refrigerante 4.003
QCT-101 Condensador T-101 Água de resfriamento 4.707
QE-108 Resfriador de reciclo Água de resfriamento 1.071
Total: 81.141
A implementação da primeira proposta de RTC, com três trocadores integrados,
diminui o consumo total de utilidades em 43.438 kW. Pela Figura 4.9, observa-se que o
trocador 1 reduz 6.849,78 kW tanto da corrente I quanto da corrente III e, de forma análoga,
os trocadores 3 e 4 economizam 4.407,8 kW e 10.460,8 kW de suas respectivas correntes de
troca térmica.
Esta economia significa uma redução total do consumo de vapor a média pressão dos
refervedores das duas colunas de destilação (T-100 e T-101). Além disso, é possível afirmar
que foi economizada água de resfriamento utilizada no tanque de arrefecimento (V-100).

73
A Tabela 4.14 faz um resumo da quantidade de energia consumida nesta proposta de
RTC, comparando-a com o processo atual e apresentando, também, o percentual de economia
obtido.
Tabela 4.14 – Análise comparativa entre o processo atual e a primeira proposta de integração
Processo Ut. Quentes (kW) Ut. Frias (kW) Ut. Totais (kW)
Sem integração energética 51.838 81.141 132.979
1ª opção de integração 30.120 59.422 89.541
Economia 42% 27% 33%
Considerando a segunda proposta de rede, com dois trocadores integrados, o consumo
total de utilidades é reduzido em 42.970 kW. Como observado na Figura 4.11, o trocador 3
reduz 6.849,78 kW tanto da corrente I quanto da corrente III e, analogamente, o trocador 2
economiza 14.635,5 kW das correntes I e II.
Esta economia significa uma redução total do consumo de vapores a alta e média
pressão referentes ao evaporador de DCE (E-101) e do refervedor da primeira torre de
destilação (T-100). Também pode-se afirmar que há uma economia de água de resfriamento
utilizada no tanque de arrefecimento (V-100).
A Tabela 4.15 faz uma avaliação do consumo de energia da segunda opção de
integração energética sugerida, apresentando o percentual de economia em relação ao
processo atual.
Tabela 4.15 – Análise comparativa entre o processo atual e a segunda proposta de integração
Processo Ut. Quentes (kW) Ut. Frias (kW) Ut. Totais (kW)
Sem integração energética 51.838 81.141 132.979
2ª opção de integração 30.353 59.656 90.009
Economia 41% 26% 32%
74
CAPÍTULO 5
CONCLUSÕES E SUGESTÕES
5.1 CONCLUSÕES
Aplicando-se os conceitos da Tecnologia Pinch, foi possível implementar a integração
energética na planta de produção de MVC originalmente descrita por Seider e colaboradores
(2008). Foram apresentadas duas propostas de rede de trocadores de calor que promovem uma
economia considerável no consumo de energia do processo.
A primeira sugestão de RTC considerada neste estudo atingiu as metas referenciais
para consumo mínimo de utilidades e proporcionou uma redução de 33% de energia em
relação à planta sem integração energética, adicionando-se uma nova unidade de troca térmica
ao processo.
A implementação da segunda opção de RTC apresentou uma economia de 32% em
comparação com o processo atual. Neste caso, as metas de consumo mínimo de utilidades não
foram atingidas, porém há a vantagem de não serem requeridas unidades adicionais de troca
térmica no processo.
Os resultados da simulação computacional da planta não integrada energeticamente,
realizada para aquisição de dados das correntes do processo e das energias requeridas por ele,
foram coerentes com aqueles apresentados por Seider e colaboradores (2008). As duas
propostas de rede de trocadores de calor também foram validadas através da simulação.
Por fim, foi constatado que os requerimentos de energia dos refervedores podem ser
reduzidos consideravelmente. As utilidades quentes podem ser supridas pelo efluente quente
do forno de pirólise, com a possibilidade de acabar com o consumo de vapor a média pressão.
Refrigeração a baixa temperatura ainda é necessária, porém quantidades de água de
resfriamento podem ser minimizadas. Importantes economias de energia na operação do
evaporador de DCE também podem ser alcançadas por meio do aproveitamento energético do
efluente quente do forno de pirólise.
75
5.2 SUGESTÕES DE TRABALHOS FUTUROS
Como sugestões para trabalhos futuros, recomenda-se:
Desenvolver um estudo de viabilidade técnico-econômica da planta de produção de
MVC com as propostas de integração energética apresentadas;
Desenvolver um estudo sobre a redução da emissão de CO2 decorrente da economia
de vapor a média e a alta pressão.

76
REFERÊNCIAS BIBLIOGRÁFICAS
ABIQUIM – ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA QUÍMICA. Produtos
Químicos Brasileiros: Cloreto de vinila. Disponível em:
<http://canais.abiquim.org.br/braz_new/Produto_Detalhes.aspx?seq=0&produto=C004&tipo=
1&lang=br&descricao=Cloreto de vinila&busca_por=produtos>. Acesso em: 16 de novembro
de 2016.
AZAPAGIC, A., PERDAN, S., CLIFT, R. Sustainable development in practice. Case
Studies for Engineers and Scientists, Wiley, West Sussex, UK, 2004.
BAITZ, M., KREIßIG, J., BYRNE, E., MAKISHI, C., KUPFER, T., FREES, N., BEY, N.,
HANSEN, M. S., HANSEN, A., BOSCH, T., BORGHI, V., WATSON, J., MIRANDA, M.
Life Cycle Assessment of PVC and of principal competing materials. PE Europe GmbH
(Germany), Institut für Kunststoffkunde und Kunststoffprüfung (IKP) (Germany), Instituttet
for Produktudvikling (IPU), DTU (Denmark), RANDA GROUP (Spain). Commissioned by
the European Commission, 2004.
BRASKEM. 2016a. Disponível em: <http://www.braskem.com.br/>. Acesso em: 16 de
novembro de 2016.
BRASKEM – RELAÇÕES COM INVESTIDORES. 2016b. Disponível em:
<http://www.braskem-ri.com.br/>. Acesso em: 16 de novembro de 2016.
BRASKEM. Relatório Anual, 2015. Disponível em: <https://braskem.com.br/relatorio-
anual-2015>. Acesso em: 16 de novembro de 2016.
CLEGG, I. M., HARDMAN, R. Vinyl chloride production process. U.S. Patent n.
5,728,905, 17 mar. 1998.
DIMIAN, A. C. Integrated Design and Simulation of Chemical Processes. 1ª edição.
Elsevier Science, 2003.
DIMIAN, A. C., BILDEA, C. S. Chemical process design: computer-aided case studies.
John Wiley & Sons, 2008.

77
DRY, J., LAWSON, B., LE, P., OSISANYA, I., PATEL, D., SHELTON, A. Vinyl Chloride
Production. Universidade de Oklahoma, 2003.
ECVM – EUROPEAN COUNCIL OF VINYL MANUFACTURERS. The history of PVC.
2016. Disponível em: <http://www.pvc.org/en/p/history>. Acesso em: 12 de outubro de 2016.
FERNANDES, E., GUIMARÃES, B. D. A., GLÓRIA, A. M. D. S. O setor de soda-cloro no
Brasil e no mundo. BNDES Setorial, Rio de Janeiro, n. 29, p. 279-320, 2009.
GOMES, G., DVORSAK, P., HEIL, T. B. B. Indústria petroquímica brasileira: situação
atual e perspectivas. BNDES Setorial, Rio de Janeiro, n. 21, p. 75-104, 2005.
HONEYWELL. UniSim Design: User Guide. Canadá, 2005.
IHS. Chemical Economics Handbook: Vinyl Chloride Monomer (VCM). Nov. 2015.
Disponível em: <https://www.ihs.com/products/vinyl-chloride-monomer-chemical-
economics-handbook.html>. Acesso em: 16 de novembro de 2016.
INSTITUTO DO PVC. São Paulo, 2016. Disponível em: <www.institutodopvc.org/publico>.
Acesso em: 16 de novembro de 2016.
KEMP, I. C. Pinch Analysis and Process Integration: A User Guide on Process
Integration for the Efficient Use of Energy. 2ª edição. Grã-Bretanha: ELSEVIER, 2007.
LENNTECH. Polyvinyl Chloride (PVC). 2016. Disponível em:
<http://www.lenntech.com/polyvinyl-chloride-pvc.htm>. Acesso em: 16 de novembro de
2016.
LINNHOFF, B., FLOWER, J. R. Synthesis of heat exchanger networks: I. Systematic
generation of energy optimal networks. AIChE Journal, v. 24, n. 4, p. 633-642, 1978.
LINNHOFF, B., HINDMARSH, E. The pinch design method for heat exchanger
networks. Chemical Engineering Science, v. 38, n. 5, p. 745-763, 1983.
LINNHOFF, B., MASON, D. R., WARDLE, I. Understanding heat exchanger networks.
Computers & Chemical Engineering, v. 3, n. 1-4, p. 295-302, 1979.
LOPES, A. D. M. Síntese de sistemas de utilidades usando análise pinch e técnicas de
otimização. Dissertação de Mestrado. Universidade Estadual de Campinas, 2001.

78
MARTÍN, A., MATO, F. A. Hint: An educational software for heat exchanger network
design with the pinch method. Education for chemical engineers, v. 3, n. 1, p. e6-e14, 2008.
MÓDENES, A. N. Utilização da análise pinch na redução de emissões de poluentes. Tese
de doutorado. Universidade Estadual de Campinas, 1999.
MORASSI, O. J. Polímeros termoplásticos, termofixos e elastômeros. Conselho Regional
de Quimica IV Região (SP). São Paulo: Sinquisp, 2013.
OXY – OCCIDENTAL PETROLEUM CORPORATION. Product Stewardship Summary:
Vinyl Chloride Monomer. 12 dez. 2008. Disponível em:
<http://www.oxy.com/OurBusinesses/Chemicals/ResponsibleCare/Documents/Vinyl%20Chlo
ride%20Monomer.pdf >. Acesso em: 16 de novembro de 2016.
PERRY, R. H., GREEN, D. W. Perry's chemical engineers' handbook. McGraw-Hill
Professional, 1999.
RAVAGNANI, M. A. S. S.; DA SILVA, A. P.; ANDRADE, A. L. Detailed equipment
design in heat exchanger networks synthesis and optimisation. Applied Thermal
Engineering, v. 23, n. 2, p. 141-151, 2003.
RAVAGNANI, M. A. S. S., SILVA, A. P., ARROYO, P. A., CONSTANTINO, A. A. Heat
exchanger network synthesis and optimisation using genetic algorithm. Applied
Thermal Engineering, v. 25, n. 7, p. 1003-1017, 2005.
REDLICH, O., KWONG, J. N. S. On the thermodynamics of solutions. V. An equation of
state. Fugacities of gaseous solutions. Chemical reviews, v. 44, n. 1, p. 233-244, 1949.
RODOLFO JR., A., NUNES, L. R., ORMANJI, W. Tecnologia do PVC.
Proeditores/Braskem, São Paulo, 2006.
SEIDER, W. D., SEADER, J. D., LEWIN, D. R., WIDAGDO, S. Product and Process
Design Principles. 3ª Edição. John Wiley and Sons Inc, 2008.
SINNOTT, R. K. Chemical Engineering Design, Coulson & Richardson’s Chemical
Engineering Series Vol. 6. 2005.
SMITH, R. Chemical Process Design and Integration. 2005. West Sussex, England: John
Wiley & Sons Ltd, 1999.

79
SOAVE, G. Equilibrium constants from a modified Redlich-Kwong equation of state.
Chemical Engineering Science, v. 27, n. 6, p. 1197-1203, 1972.
SOLVAY INDUPA. 2016. Disponível em: <http://www.solvayindupa.com/en/index.html>.
Acesso em: 16 de novembro de 2016.
SOLVAY S. A. 2016. Disponível em: <http://www.solvay.com/en/index.html>. Acesso em:
16 de novembro de 2016.
SOUZA, M. M. V. M. Processos Inorgânicos. Synergia, Rio de Janeiro, 2012.
SUMMERS, J. W. A review of vinyl technology. Journal of Vinyl and Additive Technology,
v. 3, n. 2, p. 130-139, 1997.
TOWLER, G., SINNOTT, R. K. Chemical engineering design: principles, practice and
economics of plant and process design. 2ª Edição. Elsevier, 2012.
TURTON, R., BAILIE, R. C., WHITING, W. B., SHAEIWITZ, J. A., Analysis, Synthesis,
and Design of Chemical Process. 3ª edição. Pearson Prentice Hall, 2012.

80
APÊNDICE A – RESULTADOS DA SIMULAÇÃO DA PLANTA DE PRODUÇÃO DE
MVC COM A PRIMEIRA PROPOSTA DE RTC
Tabela A.1 – Principais resultados da simulação da planta integrada com a 1ª RTC
Número da corrente 4 5 6 6-1 8 8-1 8-2 8-3
Temperatura (ºC) 90,05 91,15 239,1 242 500 395,3 150,8 93,23
Pressão (atm) 1,5 26 26 26 26 26 26 26
Fração de vapor 0,0 0,0 0,3817 1,0 1,0 1,0 0,9208 0,4520
Vazão molar (lbmol/h) 2.666 2.666 2.666 2.666 4.266 4.266 4.266 4.266
Vazão molar por
componente (lbmol/h):
Etileno 0 0 0 0 0 0 0 0
Cloro 0 0 0 0 0 0 0 0
1,2-dicloroetano 2.666,3 2.666,3 2.666,3 2.666,3 1.066,5 1.066,5 1.066,5 1.066,5
Cloreto de vinila 0,0028 0,0028 0,0028 0,0028 1.599,8 1.599,8 1.599,8 1.599,8
Ácido Clorídrico 0 0 0 0 1.599,8 1.599,8 1.599,8 1.599,8
Número da corrente 9 10 11 12 13 14 15 16
Temperatura (ºC) 6 6,502 -26,44 94,64 57,76 32,22 145,6 90
Pressão (atm) 26 12 12 12 4,8 4,8 4,8 4,8
Fração de vapor 0,0 0,0 1,0 0,0 0,2275 1,0 0,0 0,0
Vazão molar (lbmol/h) 4.266 4.266 1.600 2.666 2.666 1.600 1.066 1.066
Vazão molar por
componente (lbmol/h):
Etileno 0 0 0 0 0 0 0 0
Cloro 0 0 0 0 0 0 0 0
1,2-dicloroetano 1.066,5 1.066,5 0 1.066,5 1.066,5 0,3049 1.066,2 1.066,2
Cloreto de vinila 1.599,8 1.599,8 0,2592 1.599,5 1.599,5 1.599,5 0,0028 0,0028
Ácido Clorídrico 1.599,8 1.599,8 1.599,7 0,0143 0,0143 0,0143 0 0
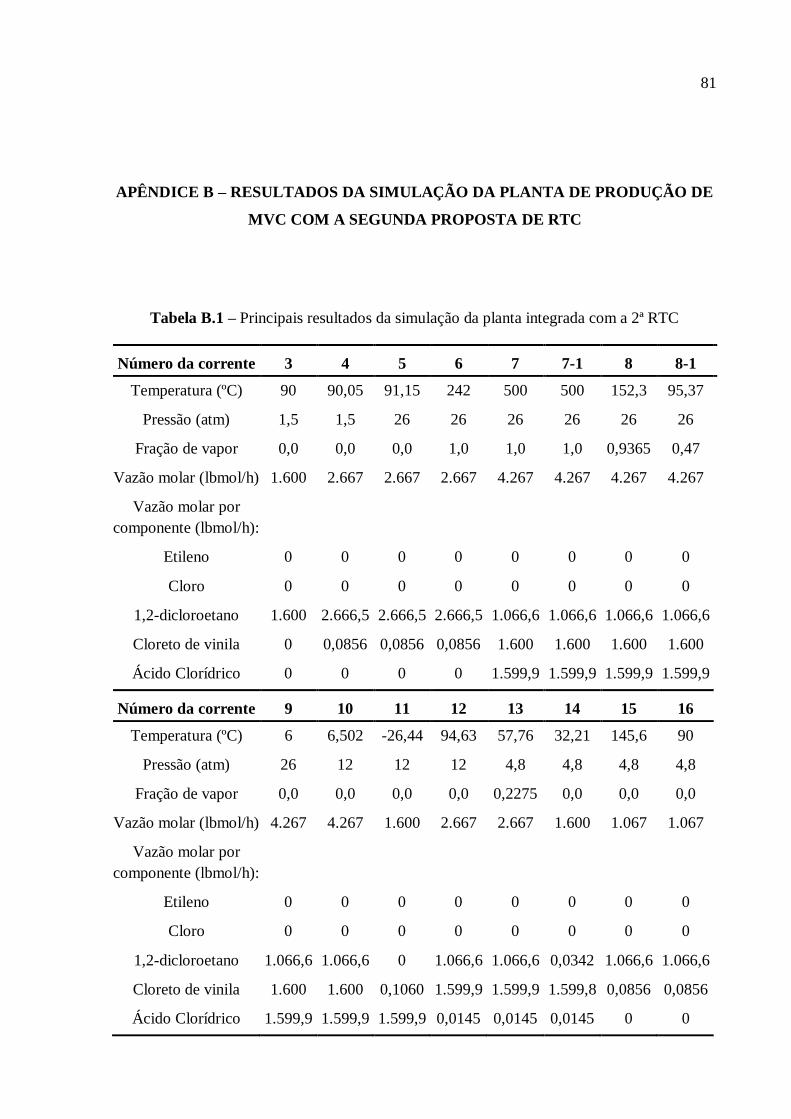
81
APÊNDICE B – RESULTADOS DA SIMULAÇÃO DA PLANTA DE PRODUÇÃO DE
MVC COM A SEGUNDA PROPOSTA DE RTC
Tabela B.1 – Principais resultados da simulação da planta integrada com a 2ª RTC
Número da corrente 3 4 5 6 7 7-1 8 8-1
Temperatura (ºC) 90 90,05 91,15 242 500 500 152,3 95,37
Pressão (atm) 1,5 1,5 26 26 26 26 26 26
Fração de vapor 0,0 0,0 0,0 1,0 1,0 1,0 0,9365 0,47
Vazão molar (lbmol/h) 1.600 2.667 2.667 2.667 4.267 4.267 4.267 4.267
Vazão molar por
componente (lbmol/h):
Etileno 0 0 0 0 0 0 0 0
Cloro 0 0 0 0 0 0 0 0
1,2-dicloroetano 1.600 2.666,5 2.666,5 2.666,5 1.066,6 1.066,6 1.066,6 1.066,6
Cloreto de vinila 0 0,0856 0,0856 0,0856 1.600 1.600 1.600 1.600
Ácido Clorídrico 0 0 0 0 1.599,9 1.599,9 1.599,9 1.599,9
Número da corrente 9 10 11 12 13 14 15 16
Temperatura (ºC) 6 6,502 -26,44 94,63 57,76 32,21 145,6 90
Pressão (atm) 26 12 12 12 4,8 4,8 4,8 4,8
Fração de vapor 0,0 0,0 0,0 0,0 0,2275 0,0 0,0 0,0
Vazão molar (lbmol/h) 4.267 4.267 1.600 2.667 2.667 1.600 1.067 1.067
Vazão molar por
componente (lbmol/h):
Etileno 0 0 0 0 0 0 0 0
Cloro 0 0 0 0 0 0 0 0
1,2-dicloroetano 1.066,6 1.066,6 0 1.066,6 1.066,6 0,0342 1.066,6 1.066,6
Cloreto de vinila 1.600 1.600 0,1060 1.599,9 1.599,9 1.599,8 0,0856 0,0856
Ácido Clorídrico 1.599,9 1.599,9 1.599,9 0,0145 0,0145 0,0145 0 0

82
ANEXO A – PACOTE TERMODINÂMICO
Neste anexo são apresentadas as equações de Soave-Redlich-Kwong (SRK)
correspondentes ao modelo termodinâmico adotado neste trabalho. Este modelo é adequado
para cálculos de equilíbrio líquido/vapor de sistemas multicomponentes.
A equação de estado original de Redlich-Kwong é apresentada na Equação (A.1):
)(
/ 5,0
bvv
Ta
bv
RTP
(A.1)
Em que a e b são parâmetros da equação de Redlich-Kwong, P é a pressão do sistema,
R é a constante universal dos gases, T é a temperatura e v, o volume molar do sistema.
No entanto, o modelo SRK substitui o termo a/T0,5 por a(T), que é um termo mais
geral dependente da temperatura, como mostrado na Equação (A.2):
)(
)(
bvv
Ta
bv
RTP
(A.2)
Considerando-se as Equações (A.3) a (A.5),
P
RTzv (A.3)
ATR
ap
22 (A.4)
BRT
bp (A.5)
Então a Equação (A.2) pode ser escrita na forma apresentada na Equação (A.6):
0)( 223 ABBBAZZZ (A.6)
Para substâncias puras supõe-se que, no ponto crítico, as derivadas primeira e segunda
da pressão em relação ao volume sejam zero. Assim, as Equações (A.7) e (A.8):

83
ci
cicicii
P
TRaTa
22
42747,0)( (A.7)
ci
ci
iP
RTb 08664,0 (A.8)
E para as outras temperaturas diferentes da crítica, usa-se a relação dada pela Equação
(A.9):
)()( TaTa icii (A.9)
Em que ai (T) é um fator adimensional que se torna unitário em T = Tci.
Os coeficientes A e B para substâncias puras são dados pelas Equações (A.10) e
(A.11):
2)/(
/)(42747,0
ci
ci
iTT
PPTA (A.10)
ci
ci
TT
PPB
/
/08664,0 (A.11)
O fator acêntrico ωi do componente i é definido pela Equação (A.12), de forma que
cada valor de ω define um valor da pressão de vapor reduzida (PRisat) a uma temperatura
reduzida de 0,7:
7,010log1
Tr
sat
Rii P (A.12)
O coeficiente angular da Equação (A.13), mi, pode ser diretamente relacionado com os
fatores acêntricos (ωi) dos compostos em questão:
)1(1 5,05,0
Riii Tm (A.13)
A partir do par (TR = 0,7; PR = 10-1-ω) obtém-se um valor de αi(0,7), que depende
apenas do suposto ω, forçando todas as retas a passar pelos pontos (TR = 0,7, α = α(0,7)),
conforme descrito pela Equação (A.14):
5,0
5,0
)7,0(1
1)7,0(
i
im
(A.14)
Os valores mi obtidos por substituição na Equação (A.14), dos valores de α(0,7) são
correlacionados com ωi, conforme indica a Equação (A.15):

84
2176,0574,1480,0 iiim (A.15)
Para uma mistura de componentes, as Equações (A.4), (A.5), (A.7) e (A.8) tornam-se
as Equações (A.16) e (A.17) descritas abaixo:
5,0
5,0
242747,0
ci
icii
P
Tx
T
PA
(A.16)
ci
cii
P
Tx
T
PB 08664,0 (A.17)

85
ANEXO B – MÉTODO SHORTCUT
Neste anexo são apresentadas as equações do método shortcut, baseado nas equações e
correlações de Fenske-Underwood-Gilliland-Kirkbride (FUGK), e utilizado para projetar uma
coluna de destilação.
A equação de Fenske é usada para estimar o número mínimo de pratos (Nmin) e a de
Underwood, para o cálculo do refluxo mínimo (Rm). Com a correlação de Gilliland, obtém-se
o número de pratos teóricos e, com a equação de Kirkbridge, determina-se o prato de
alimentação. Este método pressupõe volatilidades relativas constantes ao longo da coluna e
vazões molares de vapor e líquido constantes em cada uma das zonas da coluna (zona de
retificação e de esgotamento).
Primeiramente, determina-se o número mínimo de pratos (Nmin) através da Equação
(B.1) descrita por Fenske:
LK
bLK
HK
dHK
LK
x
x
x
x
N
log
min (B.1)
Em que:
xLK = composição molar do chave leve;
xHK = composição molar do chave pesada no destilado (d) ou no resíduo (b);
αLK = volatilidade relativa do chave leve em relação ao chave pesado.
Determina-se, então, o refluxo mínimo (Rm). pelas equações de Underwood (B.2) e
(B.3):
qx
LK
fLKLK
1
,
(B.2)
1,
m
LK
dLKLKR
x
(B.3)

86
Na Equação (B.2), determina-se o parâmetro θ, que está compreendido entre 1 e αLK.
O parâmetro q é definido como a razão entre o calor necessário para vaporização de 1 mol de
alimentação e o calor necessário para vaporização de 1 mol de líquido saturado até vapor
saturado. Uma vez conhecido o valor de θ, pode-se calcular a razão mínima de refluxo (Rm)
pela Equação (B.3).
Com o Rm, escolhe-se o refluxo de operação (R) e, a partir da correlação de Gilliand,
dada pela Equação (B.4), determina-se o número de pratos teóricos (N).
5,0
min 1
2,11711
4,541exp1
1 X
X
X
X
N
NN (B.4)
Em que:
1
R
RRX m (B.5)
Por último, determina-se o prato da alimentação pela Equação (B.6) de Kirkbride, em
que Nr e Ns são, respectivamente, o número de pratos na zona de retificação e de esgotamento.
B e D são a vazão molar no resíduo e no destilado.
dHK
bLK
fLK
fHK
s
r
x
x
x
x
D
B
N
N
,
,
,
,log206,0log (B.6)