universidade federal do rio grande do norte … · dele, pois se não fosse ele eu não estaria...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
ESTÁGIO SUPERVISIONADO
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
Acompanhamento das Analises Físico-químicas do leite in natura,
pasteurizado e o Tratamento de seu Efluente na empresa CLAN-RN.
Joaquim Martins Neto
NATAL
Maio de 2016

UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA QUÍMICA
ESTÁGIO SUPERVISIONADO
RELATÓRIO DE ESTÁGIO SUPERVISIONADO
Acompanhamento das Analises Físico-químicas do leite e o Tratamento
do seu Efluente.
Relatório submetido à Universidade
Federal do Rio Grande do Norte como
requisito para aprovação na disciplina
Estágio Supervisionado (DEQ - 0537),
referente ao estágio realizado pelo aluno
Joaquim Martins Neto na empresa
Comercial de Laticínios de Natal-CLAN,
durante o primeiro semestre do ano de
2016, sob a supervisão da Engenheira de
Alimentos Tatiane e orientado pelo Prof. Dr.
Eduardo Lins.
NATAL
Maio de 2016

Agradecimentos
Primeiramente agradeço a Deus por tudo que me proporcionou me
dando força e fé nos momentos que pensei em desistir.
Ao meu pai que hoje está no céu, que me iluminou nessa jornada e me
deu força para conseguir terminar esse sonho que com certeza era o maior
dele, pois se não fosse ele eu não estaria realizando esta etapa da minha vida.
A minha mãe que sempre estava me incentivando nas horas mais
difíceis. Por abdicar muitas vezes de suas vontades me colocando sempre em
primeiro lugar. Te amo.
A minha namorada Manuela pelo amor, incentivo compreensão nos
momentos em que mais precisei, sempre abdicando de vontades próprias para
estar a meu lado. Amo você
Aos meus avós (Creuza, Jairo e Marlene) por sempre depositarem a
confiança durante esse período, me dando o apoio necessário que precisei
nesse jornada e pelo amor que me deram nesse momento tão especial em
minha vida. Sou grato a vocês por toda minha vida.
Aos meus tios e tias especialmente Tio Dedé, Tio Aurélio e Tia Laura
que sem o apoio deles eu não tinha conseguido terminar esse sonho que tanto
desejei. Agradeço a vocês de coração.
Ao Professor e orientador Eduardo pelo apoio e confiança que
depositou em mim, e pelos incentivos que me deu durante todas as
orientações, sempre me incentivando na horas que pensei em desistir. Tenho
muito orgulho de tê-lo como professor e como amigo também.
Ao grande amigo Igor que nos momentos de aperreios sempre estava
ao meu lado não deixando eu desistir, incentivando e estudando comigo nas
horas que mais precisei. Amigo sempre quero contar com você na minha
jornada profissional.

Aos amigos Felipe, Allan, João Vitor, Vinicius e Rodrigo que adquiri
durante o período de graduação, me incentivando e dando apoio nas horas
mais difíceis do curso.
Aos amigos da base de pesquisa Oasis especialmente a Bruno, Renan,
Paulo, Hamilton, Daniel, Patrícia, Professor Juarez, Professor Abdon, Professor
Washington e todos que pertencem ao grupo Oasis, pelo aprendizado
adquirido nesse período que passei com vocês. Muito Obrigado.
A toda equipe da CLAN em especial a Juliana, Tatiane, Erica, Dellano,
Ingrid e Paola por tudo que me ensinaram, pela paciência e pelo apoio que
sempre me deram nesse período de muita aprendizagem. Vou levar isso pro
resto da minha vida.
Por fim agradeço ao Senhor Edilson e a Marina, pois sem eles não
teria conseguido realizar este estágio e consequentemente não teria
terminando o curso de Engenharia Química. Sou grato a vocês.

RESUMO
O presente relatório de estágio tem a finalidade de descrever as
atividades realizadas no estágio supervisionado, onde foram colocados em
prática as normas de boas práticas de fabricação do leite e seus derivados,
uma vez que analisou-se a qualidade do leite recebido pela empresa Comercial
de Laticínios de Natal – CLAN, como também, o acompanhamento do
tratamento do seu efluente na Estação de Tratamento de Efluentes – ETE. O
estágio teve a duração de 4 meses e 8 dias, sendo realizado entre os dias 22
de fevereiro de 2016 a 30 de junho de 2016. Nas amostras de leite que
chegavam diariamente eram feitas analises físico-químicas, como: acidez,
densidade, temperatura, crioscopia, peroxidase, gordura e fosfatase. Durante o
período de estagio, também, foi realizado o acompanhamento na ETE para
controle da eficiência do tratamento do efluente, sendo realizados diariamente
análises de pH de cada etapa da estação e a turbidez do efluente na última
etapa da ETE. O leite que chegava diariamente na CLAN tinha que estar dentro
de todos os parâmetros exigidos pelo Ministério da Agricultura e a ETE tinha
que estar dentro dos padrões de Resoluções da CONAMA.
Palavras Chaves: ETE; Análises Físico-químicas; Empresa de laticínios.
Sumário
1. OBJETIVO ................................................................................................................................ 7
2. EMPRESA ................................................................................................................................. 8
2.1. História da Empresa ........................................................................................................... 8
3. LEITE-PASTEURIZAÇÃO ........................................................................................................ 9
3.1 Fluxograma do Leite .......................................................................................................... 10
4. ESTAÇÃO DE TRATAMENTO DE EFLUENTES (ETE) ....................................................... 11
5. ATIVIDADES REALIZADAS .................................................................................................. 13
5.1 Análises Físico-químicas ................................................................................................... 13
5.1.1 Temperatura ............................................................................................................... 13
5.1.2. Alizarol ....................................................................................................................... 13
5.1.3. Densidade Relativa ................................................................................................... 14
5.1.4. Quantidade de Gordura no Leite ............................................................................... 14
5.1.5. Crioscopia do Leite .................................................................................................... 14
5.1.6. Peroxidase................................................................................................................. 14
5.1.7. Fosfatase ................................................................................................................... 15
5.1.8. Titulação (Acidez) ...................................................................................................... 15
5.2. Estação de Tratamento de Efluentes ............................................................................... 16
5.3 Controle da Soda Caustica na Indústria ........................................................................... 21
6. RELAÇÃO ENTRE A PRÁTICA E A UNIVERSIDADE ......................................................... 24
7. CONTRIBUIÇÕES PARA A CLAN ........................................................................................ 25
8. ANEXOS ................................................................................................................................. 27
9. REFERÊNCIAS ....................................................................................................................... 28

7
1. OBJETIVO
O relatório do estágio supervisionado tem como objetivo apresentar a
rotina de análises no laboratório de análises físico-químicas, utilizados no
controle do processo produtivo da indústria, como também, as técnicas
utilizadas no tratamento do efluente gerado pela empresa CLAN, visando
aprimoramento em ambas áreas citadas..

8
2. EMPRESA
2.1. História da Empresa
A CLAN foi fundada no ano de 1967 com o nome de Industria de
Laticínios de Natal – ILNASA, atuando no mercado como economia mista até o
ano de 1974, quando passou a operar na forma de cooperativa produtora de
leite, vindo a se chamar de Cooperativa de Laticínios de Natal - CLAN. No ano
de 1995 a CLAN passou por um processo de privatização, passando a se
chamar Comercial de Laticínios de Natal – CLAN, permanecendo com o nome
CLAN e, assim, concretizando fortemente seu nome no mercado no estado do
Rio Grande do Norte.
Hoje em dia a CLAN possui um quantitativo de 115 funcionários,
distribuídas desde os setores administrativos/recursos humanos até a indústria.
Na indústria, estão lotados 39 colaboradores, sendo 32 operadores e ajudantes
de operadores, 2 Engenheiras de Alimentos, 1 Engenheiro de Produção, 2
Biólogas, 1 Técnica de Laticínios e 1 estagiário de Engenharia Química.
Em relação a sua produtividade, a empresa possui uma grande
diversidade de produtos, entre eles: o leite pasteurizado (integral e desnatado),
manteiga (com sal e sem sal), bebidas lácteas (morango, mamão com laranja,
banana com maça e cereais, leite com mel, graviola, abacaxi, goiaba e
ameixa), além das bebidas lácteas light e zero lactose (salada de frutas e
morango), Iogurte integral com geleia de morango, coalhada desnatada (com
adoçante e tradicional), requeijão (cheddar, ervas finas, light e tradicional) e o
queijo de coalho.
A empresa está sempre procurando inovar no mercado com produtos
novos e de qualidade. Devido a essa preocupação, a CLAN é a marca mais
procurada no estado do Rio Grande do Norte no ramo de laticínios de acordo
com a revista Top Natal.

9
3. LEITE-PASTEURIZAÇÃO
O processo de pasteurização foi criado pelo químico Francês Louis
Pasteur no ano de 1864, onde ele percebeu que ao aquecer alguns alimentos e
bebidas com uma temperatura acima de 60°C durante um período de tempo, e
logo após, baixar consideravelmente esta temperatura observou-se que
diminuiu consideravelmente o número de micro-organismos encontrados nos
alimentos ou bebidas. No Brasil todo leite comercializado é obrigatório a
realização da pasteurização, como também produtos derivados do leite devem
ser produzido a partir do leite pasteurizado. Produtos que não são feitos a partir
do leite pasteurizado é considerado ilegal no nosso país.
A pasteurização do leite é um procedimento realizado quando o leite in
natura chega na fábrica e é submetido à um processo de elevação da
temperatura sendo, logo em seguida, sua temperatura reduzida rapidamente
em um equipamento chamado pasteurizador. Esse procedimento é realizado
com uma rápida variação de temperatura na tentativa de eliminar bactérias
indesejáveis evitando danos à saúde do consumidor, e assim, prolongar a vida
do leite ao consumidor. Esse processo pode ser realizado de 3 maneiras:
a) Pasteurização Lenta: Ocorre em temperaturas baixas durante um
maior período. Tal processo ocorre a uma temperatura de 63°C, por
um tempo de 30 minutos. É conhecida como LTLT (Low
Temperature Long Time);
b) Pasteurização Rápida: Ocorre em temperaturas mais alta durante
um curto período de tempo. Tal temperatura é na faixa de 72°C, por
um tempo de 15 segundos. É conhecida como HTST (High
Temperature and Short Time);
c) Pasteurização Muito Rápida: Ocorre numa temperatura muito
elevada, na faixa de 130°C a 150°C, por um período de tempo
muito rápido, que varia de 3 a 5 segundos. É conhecida como UHT
(Ultra High Temperature).

10
Na empresa CLAN o processo utilizado é o de pasteurização rápida ou
HTST (High Temperature and short time).
Fluxograma do Processo
RECEPÇÃO
ARMAZENAMENTO
PADRONIZAÇÃO
PASTEURIZAÇÃO
HOMOGENEIZAÇÃO
RESFRIAMENTO
ESTOCAGEM
ENVASE
ESTOCAGEM EM CÂMARA FRIA
EXPEDIÇÃO
RECEPÇÃO DAS EMBALAGENS PRIMÁRIAS
FILME PLÁSTICO
LEITE FLUIDO DESTINADO A OUTROS
PRODUTOS
ARMAZENAMENTO DAS EMBALAGENS
SELEÇÃO EM PROPRIEDADES RURAIS

11
4. ESTAÇÃO DE TRATAMENTO DE EFLUENTES (ETE)
Estação de tratamento de efluentes, é o setor da indústria que trata os
efluentes oriundos dos processos industriais. Após os devidos tratamentos, o
efluente pode ser escoado para rios ou mar, com níveis de poluição aceitáveis,
de acordo com o Conselho Nacional de Meio Ambiente (CONAMA). A ETE
deve seguir as resoluções do CONAMA, se não respeita-las a indústria pode
ser multada ou até mesmo ser fechada, até que se adeque as condições
imposta pelo órgão competente. A resolução atual que deve ser seguida, é a
de N°430, de 13 de Maio de 2011, ela complementa e altera a resolução de
N°357, de 17 de março de 2005. Vale destacar o artigo 3 dessa resolução que
fala:
“Os efluentes de qualquer fonte poluidora somente poderão ser
lançados diretamente nos corpos receptores após o devido
tratamento e desde que obedeçam às condições, padrões e
exigências dispostos nesta Resolução e em outras normas aplicáveis.
” (CONAMA, 2011).
O tratamento de efluentes da indústria deve obedecer alguns
parâmetros, para assim poder ser lançado na fonte receptora. Estes
parâmetros de acordo com o CONAMA, são:
a) pH entre 5 a 9;
b) temperatura: inferior a 40°C, sendo que a variação de temperatura do
corpo receptor não deverá exceder a 3°C no limite da zona de mistura;
c) materiais sedimentáveis: até 1 mL/L em teste de 1 hora em cone Inmhoff.
Para o lançamento em lagos e lagoas, cuja velocidade de circulação seja
praticamente nula, os materiais sedimentáveis deverão estar virtualmente
ausentes;
d) regime de lançamento com vazão máxima de até 1,5 vez a vazão média
do período de atividade diária do agente poluidor, exceto nos casos permitidos
pela autoridade competente;
12
e) óleos e graxas: 1. óleos minerais: até 20 mg/L; 2. óleos vegetais e
gorduras animais: até 50 mg/L;
f) ausência de materiais flutuantes;
g) Demanda Bioquímica de Oxigênio (DBO 5 dias a 20°C): remoção mínima
de 60% de DBO sendo que este limite só poderá ser reduzido no caso de
existência de estudo de autodepuração do corpo hídrico que comprove
atendimento às metas do enquadramento do corpo receptor” (CONAMA,2011).
O órgão responsável pela fiscalização da Estação de Tratamento de
Efluentes da indústria é o Instituto de Defesa do Meio Ambiente-IDEMA.

13
5. ATIVIDADES REALIZADAS
As atividades realizadas durante o período de estágio na empresa CLAN
foram as análises físico-químicas do leite in natura e do leite após a
pasteurização, com a finalidade de controlar a qualidade dos insumos, produtos
e processo, como também acompanhar e reorganizar a Estação de Tratamento
de Efluentes-ETE. As principais ações que fui alocado nesse tempo de estagio
foram:
Analises Físico-químicas do leite in natura e pasteurizado;
Acompanhamento no processo da Estação de Tratamento de Efluentes-
ETE;
Controle da Soda Cáustica na Indústria.
5.1 Análises físico-químicas
Para avaliar a qualidade do leite in natura e do leite após pasteurizado,
foi preciso realizar algumas análises Físico-químicas.
5.1.1 Temperatura
A temperatura é verificada a partir da chegada do leite nos caminhões
tanques, utilizando-se um termômetro de vidro, como também, verifica-se a
temperatura em todos os tanques ao longo do processo produtivo do leite e
seus derivados.
5.1.2. Alizarol (ponto de coagulação)
Quando o leite in natura é recebido, é realizado o teste de alizarol, que
consiste em verificar o seu ponto de coagulação. O alizarol consiste na adição
de um indicador de pH numa solução de álcool etílico em concentrações
variadas. Quando acontece a coagulação do leite durante o teste, esse não
tem condições de passar por temperaturas elevadas, consequentemente não
se resiste ao calor, sendo assim não pode ser misturado a outros leites.
14
5.1.3. Densidade Relativa
A densidade do leite é a relação entre sua massa e volume e é
normalmente medida a 15oC ou corrigida para essa temperatura. A densidade
do leite é, em média, 1,032 g/mL, podendo variar entre 1,023 e 1,040 g/mL. A
densidade da gordura do leite é aproximadamente 0,927 e a do leite
desnatado, cerca de 1,035. Assim, um leite com 3,0% de gordura deverá ter
uma densidade em torno de 1,0295, enquanto um com 4,5% deverá ter uma
densidade de 1,0277 (EMBRAPA, 2016).
5.1.4. Quantidade de Gordura no Leite
A quantidade de gordura no leite é determinada pelo método ácido-
butirômetro de Gerber. Este método consiste em separar a gordura do leite
pela adição de ácido sulfúrico diluído (70 mL de água destilada e 1L de ácido
sulfúrico 98%) e álcool iso amílico, logo após é colocado por um tempo na
centrífuga. A quantidade de gordura é verificado direto em um butirometro após
passar pela centrifugação. A quantidade permitida de gordura no leite é na
faixa de 3,0g/100g, isso para o leite in natura.
5.1.5. Crioscopia do Leite
A crioscopia do leite é mais baixa do que a da água, devido às
substâncias solúveis presentes, principalmente a lactose e os sais minerais.
Por isso, quando há adição fraudulenta de água ao leite, a crioscopia aumenta
em direção ao ponto de congelamento da água (0°C). Para o leite bovino, o
ponto de congelamento pode variar de, no máximo, -0,512°C e, no mínimo, -
0,531°C. A legislação brasileira estabelece como índice crioscópico máximo do
leite -0,512°C (ou -0,530°H) e o mínimo -0,531°C (-0,550°H).
5.1.6. Peroxidase
É uma enzima que tem como papel catalisar oxigênio de peróxidos
para outras substâncias. No leite existe a peroxidase, variando entre as
espécies animais. O leite é umas das melhores fontes de peroxidase. Segundo
Souza e Neves:

15
A peroxidase é destruída a temperaturas de 70 a 80oC. Se a
temperatura da pasteurização for ultrapassada, então, não
encontraremos tal enzima no leite. O uso de temperaturas
excessivamente altas torna o leite impróprio para o consumo.
No laboratório da indústria, a análise é realizada colocando 10 mL do
leite pasteurizado em um tubo de ensaio, em seguida coloca se 2 mL de
guaiacol e 3 gostas de peróxido de hidrogênio, a ação da enzima nesse caso é
que transfira o oxigênio do peróxido de hidrogênio para guaiacol. Logo, a
solução obterá uma cor salmão, caso a pasteurização não seja bem concluída,
a enzima não irá resistir sendo assim não terá a transferência de oxigênio do
peroxido, logo a cor da analise não irá mudar.
5.1.7. Fosfatase
A fosfatase é um enzima alcalina que se encontra no leite in natura.
Sua função é catalisar a hidrolise dos fosfatos orgânicos que nesse caso são
os ésteres, causando a liberação de fenol e ácido fosfórico. Quando esta
enzima é exposta a temperatura de pasteurização ela é inativada. Isso
acontece nos 3 tipos de pasteurização lenta (T= 63°C e o tempo de 30
minutos), rápida (T= 72° e o tempo de 15 segundos) e muito rápida (T= 130°C
a 150°C e um tempo de 3 a 5 segundos). Na CLAN, a análise é realizada
através de 0,1mL de leite em um tubo de ensaio, onde nesse tubo se coloca
um tira contendo a enzima fosfatase, Após um determinado tempo, retira-se a
tira com a enzima do tubo de ensaio e verifica-se a coloração. Se cor não
mudar, a enzima não foi inativada, logo percebe-se que a pasteurização não
chegou a sua temperatura esperada.
5.1.8. Titulação (Acidez)
Na CLAN o teste de acidez é realizado através da titulação do leite em
hidróxido de sódio (NAOH) com o auxílio de um indicador (fenolftaleína) em um
acidímetro dornic. Nas condições padrões o leite apresente um pH de 6,6 a 6,8,
o que corresponde a uma acidez de 15 a 18 grau dornic. Este teste é de
essencial importância, uma vez que só pode utilizar o leite para pasteurizar e
elaborar produtos, após verificar seu nível de acidez através deste teste.
16
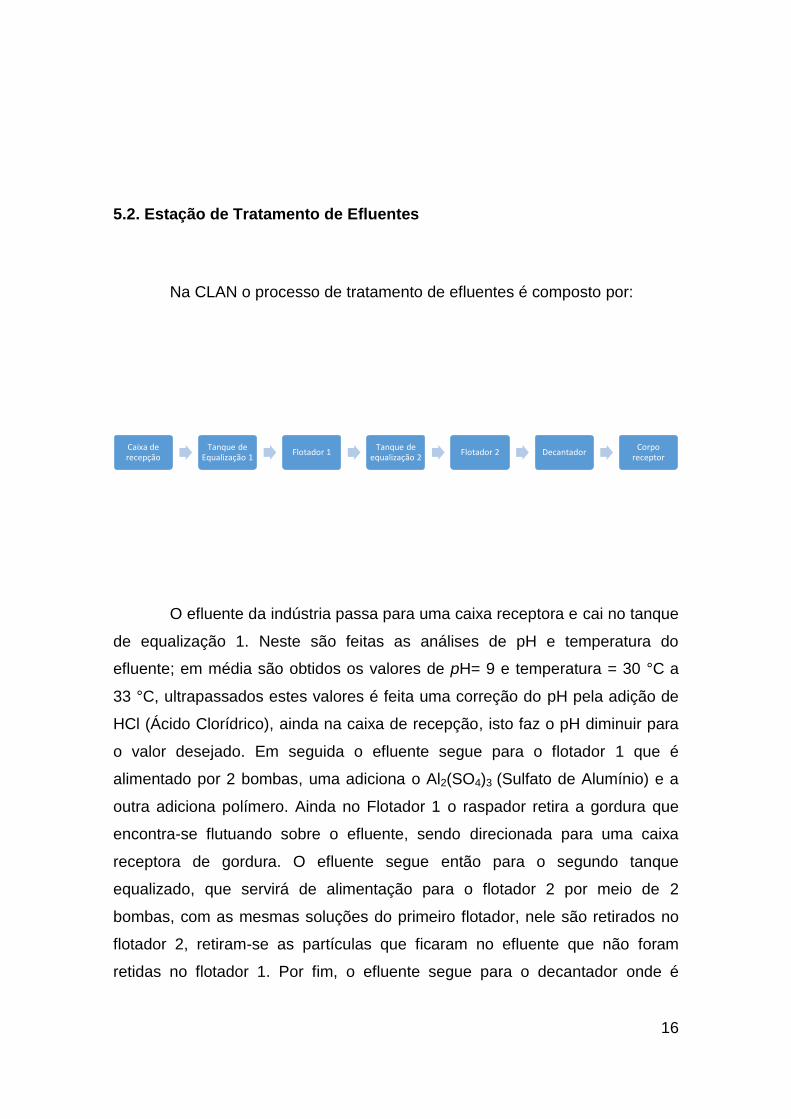
5.2. Estação de Tratamento de Efluentes
Na CLAN o processo de tratamento de efluentes é composto por:
O efluente da indústria passa para uma caixa receptora e cai no tanque
de equalização 1. Neste são feitas as análises de pH e temperatura do
efluente; em média são obtidos os valores de pH= 9 e temperatura = 30 °C a
33 °C, ultrapassados estes valores é feita uma correção do pH pela adição de
HCl (Ácido Clorídrico), ainda na caixa de recepção, isto faz o pH diminuir para
o valor desejado. Em seguida o efluente segue para o flotador 1 que é
alimentado por 2 bombas, uma adiciona o Al2(SO4)3 (Sulfato de Alumínio) e a
outra adiciona polímero. Ainda no Flotador 1 o raspador retira a gordura que
encontra-se flutuando sobre o efluente, sendo direcionada para uma caixa
receptora de gordura. O efluente segue então para o segundo tanque
equalizado, que servirá de alimentação para o flotador 2 por meio de 2
bombas, com as mesmas soluções do primeiro flotador, nele são retirados no
flotador 2, retiram-se as partículas que ficaram no efluente que não foram
retidas no flotador 1. Por fim, o efluente segue para o decantador onde é
Caixa de recepção
Tanque de Equalização 1
Flotador 1 Tanque de
equalização 2 Flotador 2 Decantador
Corpo receptor

17
retirado os sólidos restantes e finaliza-se o tratamento enviando o efluente
para a saída do corpo receptor.
5.2.1- Problemas e possíveis soluções.
Quando deparei-me com este processo percebi que podia melhora-lo,
onde vi o problema de pH alto do efluente no tanque de recebimento. De
acordo com as normas atuais da ABNT o pH do efluente deve estar entre 5 e 9,
já o encontrado no processo da ETE da empresa Comercial de Laticínios de
Natal, encontrava-se variando na faixa entre 12 - 13, devido à alta
concentração de Soda Caustica (NAOH) despejada da indústria danificando o
desenvolvimento do processo e prejudicando a ação do Sulfato de Alumínio
[Al2(SO4)3], uma vez que ele tem uma maior eficácia para efluentes com pH
abaixo de 9.
Solução: Como não temos como neutralizar esse efluente dentro da
indústria, temos que diminuir a concentração de soda caustica (NAOH) usada
na CIP – Clean In Place – pois a concentração final usada no momento está
acima de 3%, tendo que diminuir para uma concentração na faixa de 1,5%,
logo em seguida iremos medir novamente o pH de entrada do efluente para
neutralizarmos com ácido no tanque 1 até atingir o pH ideal para o processo
fluir com a maior eficiência possível.
Decantação do sulfato de alumínio
A mistura entre água (H2O) e sulfato de alumínio [Al2(SO4)3] está
decantando pois quando o produto entra em contato com a água (H2O) não
está acorrendo uma agitação necessária para o Sulfato de Alumínio [Al2(SO4)3]
homogeneizar, consequentemente o dosador só irá dosar água (H2O) nos
tanques de floculação prejudicando a eficiência do processo.
Solução: A alternativa mais adequada do momento seria o uso do
sulfato de alumínio líquido, visto que ele se homogeneizaria mais rápido do que
o produto em pó. Outra possível solução encontrada, com um custo menor,

18
seria o uso de um sistema de aeração para misturar a água e o sulfato de
alumínio [Al2(SO4)3] mas devido a entrada de oxigênio no sistema, o sulfato
poderá se oxidar prejudicando a ação do flotadores e consequentemente
diminuindo a eficácia do processo.
Reação que deve acontecer:
Al2(SO4)3 + 6 H2O → 2 Al(OH)3 + 3 H2SO4
Filtro para amenizar a turbidez do efluente
Ao chegar a última etapa do processo no tanque de decantação a
turbidez do efluente se encontra com uma cor entre amarelo e branco sendo
que o correto seria o mais próximo do incolor de acordo com as normas da
ABNT.
Solução: Primeiramente iriamos analisar o tamanho das partículas
sólidas encontradas no efluente após ele passar por todas as etapas do
tratamento. Assim, em seguida analisar uma tela de filtro mais adequada para
reter essas partículas solidas de tal modo que o efluente terá uma cor mais
próxima da desejável.
Reorganização do laboratório
O laboratório da ETE está precisando de determinados ajustes para
voltar a ser utilizado, tendo em vista a boa estrutura que ele oferece, os
aparelhos e vidrarias necessárias para realizar análises que precisamos
durante o processo da ETE e constatar se o tratamento do efluente está
ocorrendo de maneira correta e se está com a maior eficiência possível.
Itens a serem reorganizados:
a) Limpeza do local
b) Recolocar o pHmetro
c) Adquirir novos reagentes
d) Organizar as vidrarias
e) Consertar aparelhos devido ao período que ficaram sem ser utilizados

19
Limpeza das áreas ao redor da ETE
Ao redor da ETE podemos observar a existência de lixo, que ao entrar
em contato com o processo poderá danificar o desenvolvimento do tratamento
do efluente. Esse resíduo se encontra na parte da vegetação e na frente do
primeiro tanque de recebimento, onde precisa ser retirado, uma vez que está
impedindo de podar as plantas devido ao acúmulo de lixo na área. São
exemplos de lixo:
a) Embalagens para reciclagem (onde acumulam moscas, assim
prejudicando a indústria e a ETE);
b) Pedaços de madeiras e equipamentos antigos (impedindo de podar as
plantas, logo evitaria o acúmulo de lixo e água);
c) Material acumulados nos taques desativados;
d) Gorduras derivada do processo da ETE (Armazenar as caixas de
gordura, que são proveniente da ETE, em um local mais longe da
indústria, já que se tem uma proliferação de moscas podendo ter uma
migração delas para a mesma, acarretando problemas no futuro).
Outro local que se faz necessário uma limpeza é atrás da casa da ETE,
onde é notório o acúmulo de todo tipo de lixo. Com essa limpeza iremos
organizar a parte visual da ETE, portanto evitando transtorno no processo de
tratamento do efluente.
Posicionar os flotadores em serie
Uma possível melhoria para o futuro seria colocar o flotadores em
série, consequentemente teria uma maior eficiência no tratamento do efluente
despejado pela indústria, no entanto essa modificação só poderia ser realizada
posteriormente pois precisaria mexer na estrutura física da ETE e contando
também com o gasto financeiro.
Tampar os tambores e poços da ETE
Na ETE se faz necessário a aquisição de 4 novos tambores de 200L
para alocar os produtos, devido aos antigos estarem rachados e futuramente

20
podendo romper, logo, poderiam perder os produtos alocados. Esses tambores
carecem de tampas para evitar que entrem bichos e assim, que eles não
entupam o dosador que poderá até ser danificado devido a esse entupimento.
Outro ponto a ser visto é que nos poços pertencentes a ETE, devem ser
tampados, pois quando está aberto acumulam moscas e baratas podendo
estes insetos irem para indústria.
Em conversa com o responsável pelo setor de manutenção, foi
proposto uma mudança na estrutura física da ETE, reorganizando as posições
de cada etapa da ETE, que ficaria da seguinte forma:
Chegamos nessa conclusão devido ao processo de tratamento do
efluente poderá ter melhor eficiência, isso foi visto ao ler alguns artigos e livros
sobre tratamento de efluentes em laticínio e também em conversas com o meu
orientador o Professor Eduardo ,logo vimos que no tratamento primário a
melhor o opção seria que o decantador fosse a primeira etapa, seguida dos
flotadores em série, sendo um em mistura rápida e outro em mistura lenta,
depois dessa conclusão deixamos acordados também que dependendo da
turbidez do efluente aumentaríamos mais uma etapa no processo que seria o
tanque de areia para reter os restantes dos sólidos que ficaram no efluente
para ai sim despejar o efluente no corpo receptor com a maior eficiência
possível.
Caixa receptora
Decantador Tanque de
equalização 1 Flotador 1 Flotador 2
Tanque de equalização 2
Corpo receptor

21
5.3 Controle da Soda Cáustica na Indústria
Ao encontrar o efluente com o pH na faixa de 12,0 a 13,0 fui analisando na
indústria o que poderia estar afetando para este pH está elevado. O primeiro
ponto a ser analisado foi a purga da caldeira, mas em conversa com o
operador do setor, a purga (descarga) da caldeira era predominantemente
vapor, logo percebi que a caldeira não estava afetando o pH do efluente, o
segundo ponto foi ver a descarga de soda cáustica (NaOH) da indústria,
deparando-se com a quantidade de soda cáustica utilizada na limpeza dos
equipamentos vi que a concentração da soda caustica na CIP (Clean in Place)
estava muito elevada como também estava tendo 2 descarga diárias sem
necessidade. Ao conversar com a responsável pelo setor de limpeza dos
equipamentos vimos que era necessário diminuir a quantidade de soda
cáustica nas limpezas dos equipamentos, sabendo que a concentração ideal é
de 1.5% e o pH acima de 13, logo fui calcular a quantidade necessária de soda
cáustica para um volume x de água, para ai assim encontrar seu ponto ideal. A
concentração de soda e seu pH foi descoberto através das seguintes
equações:
Concentração mássica e concentração molar (molaridade):
𝐶 =𝑚𝑁𝑎𝑂𝐻
𝑉 ; 𝑀𝑜𝑙𝑎𝑟𝑖𝑑𝑎𝑑𝑒 =
𝑛𝑁𝑎𝑂𝐻
𝑉
𝑜𝑢⇔ 𝑀𝑜𝑙𝑎𝑟𝑖𝑑𝑎𝑑𝑒 =
𝑚𝑁𝑎𝑂𝐻
𝑀𝑀𝑁𝑎𝑂𝐻 𝑉
Determinação do pOH e conversão em pH:
𝑝𝑂𝐻 = − log[𝑂𝐻−] ⇒ 𝑝𝐻 + 𝑝𝑂𝐻 = 14
Porcentagem em massa (T%) :
𝑇% = 𝑚𝑁𝑎𝑂𝐻
𝑚𝑇𝑜𝑡𝑎𝑙 𝑑𝑎 𝑠𝑜𝑙𝑢çã𝑜 100%
Exemplo:
Soda cáustica na CIP, anteriormente eram utilizados 36 kg e um volume de
800L de água

22
𝐶 = 36.000 𝑔
800 𝐿= 45
𝑔
𝐿
𝑀𝑜𝑙𝑎𝑟𝑖𝑑𝑎𝑑𝑒 = 36.000 𝑔
39,5 𝑔
𝑔𝑚𝑜𝑙 800 𝐿
= 1,12 𝑔𝑚𝑜𝑙
𝐿
𝑝𝑂𝐻 = − log[1,12] = 0,05
𝑝𝐻 = 14 − 0,05 = 13,95
𝑇% =36 𝑘𝑔
800 𝑘𝑔 + 36 𝑘𝑔100% = 4,3%
Percebeu-se que o pH está no valor permitido mas a concentração está
um pouco elevada, logo fomos analisando e vimos que o ponto ideal é 12 kg de
soda cáustica para um volume de 800L de água. Logo fiz uma tabela para ver a
quantidade de soda cáustica ideal, seu pH, sua concentração, e sua
concentração em porcentagem:
pH C (g/L) T% m (kg)
13,44 11.25 1,11 9
13.49 12.50 1,23 10
13.53 13.75 1.35 11
13.58 15.00 1.48 12
A partir do conhecimento teórico adquirido em sala pode-se associar
com a pratica e consegui encontrar o ponto ideal da soda caustica utilizado
pela indústria, como segue o gráfico abaixo:

23
1,11 1,23
1,35 1,48
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
13,42 13,44 13,46 13,48 13,5 13,52 13,54 13,56 13,58 13,6
C%
pH
Ponto ideal NaOH

24
6. RELAÇÃO ENTRE A PRÁTICA E A UNIVERSIDADE
No período de estágio, percebeu se que no processo produtivo da
empresa CLAN abrange muitas disciplinas estudadas durante o período da
graduação, foram elas:
Operaçoes Unitárias 1: No processo produtivo da CLAN abrangia o
funcionamento de bombas, para levar o leite pelas linhas para o processo ser
realizado. Nessa matéria facilitou o aprendizado dessas etapas, onde pude
interagir com os operadores para saber como estava a eficiência dessas
bombas.
Operações Unitárias 2: O conteúdo estudado em sala de aula facilitou o
entendimento sobre os trocadores de calor na indústria, no resfriamento dos
tanques onde o leite é armazenado, como também o trocador de calor usado
no processo de pasteurização do leite, sendo assim se precavendo de alguns
problemas.
Química Analítica: Devido as análises Físico-químico realizada na CLAN pude
colocar em pratica o que se foi estudado na disciplina como a pratica do
estágio.
Qualidade e Segurança na indústria Química: O conhecimento teórico dessa
disciplina foi de grande importância, pois pude direcionar os operadores a
seguir um alto controle de qualidade e segurança no processo produtivo do
leite e seus derivados, seguindo as normas necessárias, pois a CLAN possui a
supervisão do SIF (Serviço de Inspeção Federal), como também segue o
programa de BPF (Boas Práticas de Fabricação).
Engenharia Ambiental: O conhecimento adquirido nessa disciplina foi de
fundamental importância para o desenvolvimento da ETE (Estação de
Tratamento de Efluentes) da CLAN, como também relacionar as leis do
CONAMA (Conselho Nacional do Meio Ambiente) com o tratamento do efluente
despejado pela indústria.

25
7. CONTRIBUIÇÕES PARA A CLAN
No período de estágio foram realizadas diversas atividades que de certa
forma foram de grande importância e contribuição para a CLAN, desde da
organização da ETE (Estação de Tratamento de Efluente) até as análises
Físico-químico do leite in natura e de seu produto final, mas a principal foi o
controle de soda caustica utilizada na indústria onde foi feita uma redução
significante na quantidade de soda usada na limpeza dos equipamentos
trazendo uma grande redução econômica mensalmente. Como já foi citado nas
atividades realizadas a redução da quantidade da soda foi realizado ao
perceber que a concentração da mesma estava elevada, vendo que antes da
redução era usada uma quantidade de 53kg diariamente de soda cáustica
sendo dividido em:
a) 36 kg na CIP (Clean in Place);
b) 8 kg no pasteurizador;
c) 4 kg no setor do requeijão;
d) 3 kg Bandeja (Iogurte de bandeja) e;
e) 2 Kg no setor do queijo.
Através do conhecimento teórico adquirido no período de graduação
refiz os cálculos e fiz teste em laboratório e vi que esta quantidade estava
muito acima, após nova readequação a quantidade de soda cáustica ficou
dessa forma:
a) 12 Kg na CIP (Clean in Place);
b) 6 kg no pasteurizador;
c) 4 kg no setor do requeijão;
d) 2 kg Bandeja (Iogurte de bandeja);
e) 2 Kg no setor do queijo.
Um total de 26 Kg, tendo uma redução de 27 Kg diariamente de soda
caustica, logo a economia financeira para a CLAN foi da seguinte forma:

26
Antes da redução:
53kg--------1 dia
X -------- 26 dias
X= 1378,00 Kg de NAOH utilizados por mês
Sabendo que o Kg de NAOH é 4,70 R$
1378,00 x 4,70= 6476,60 reais gasto com NAOH por mês pela CLAN
Depois da redução:
26 Kg -------- 1 dia
X --------- 26 dias
676,00 kG de NAOH utilizados por mês
Sabendo que o Kg de NAOH é 4,70 R$
676,00 x 4,70= 3177,20 reais gasto com NAOH por mês pela CLAN
Houve uma redução de gasto de R$ 3299,50, isso devido ao trabalho
de controle de soda cáustica utilizada, mantendo uma ótima eficiência na
limpeza dos equipamentos e otimizando o controle da ETE (Estação de
Tratamento de Efluentes), uma vez que essa redução de NAOH o pH do
efluente diminuiu, melhorando o processo de tratamento do efluente.

27
8. ANEXOS
Figura 1. Leite Integral Pasteurizado
Figura 2. Mix de produtos da CLAN
Figura 3. Produtos sem lactose
28
9. REFERÊNCIAS
BRASIL. MINISTÉRIO DO MEIO AMBIENTE. . RESOLUÇÃO No
430: complementa e altera a Resolução no 357. 2011. Disponível em:
<http://www.mma.gov.br/port/conama/legiabre.cfm?codlegi=646>. Acesso em:
25 abr. 2016.
FÁCIL, Editor Aprenda. Como se dá o processo de pasteurização do
leite. 2013. Disponível em: <http://www.afe.com.br/noticia/9172/como-se-da-o-
processo-de-pasteurizacao-do-leite>. Acesso em: 12 abr. 2016.
MACHADO JUNIOR, Olavo; TORQUETTI, Zuleika Stela Chiacchio. GUIA
TÉCNICO AMBIENTAL DA INDÚSTRIA DE LATICÍNIOS. 2014. Disponível
em:
<http://www7.fiemg.com.br/Cms_Data/Contents/central/Media/Documentos/Bibl
ioteca/PDFs/FIEMG/MeioAmbiente/2014/CartilhasPublicações/FI-0066-14-
CARTILHA-LATICINIOS3-INTRANET.pdf>. Acesso em: 10 abr. 2016.
BOTARO, Bruno; SANTOS, Marcos Veiga. Entendendo a variação da
crioscopia do leite. 2008. Disponível em: <http://www.milkpoint.com.br/radar-
tecnico/qualidade-do-leite/entendendo-a-variacao-da-crioscopia-do-leite-
46948n.aspx>. Acesso em: 30 abr. 2016.
SOUZA, Karina A. de F. D.; NEVES, Valdir A. Análise de alimentos: pesquisa
dos componentes do leite. Disponível em:
<http://www.fcfar.unesp.br/alimentos/bioquimica/analise_leite/analise_leitetres.
htm>. Acesso em: 30 de abr. de 2016.
BRITO, Maria Aparecida; BRITO, José Renaldi; ARCURI, Edna; LANGE, Carla;
SILVA, Márcio; SOUZA, Guilherme. Densidade relativa. Disponível em:
<http://www.agencia.cnptia.embrapa.br/Agencia8/AG01/arvore/AG01_196_217
20039246.html>. Acesso em: 05 de mai. de 2016.

29
G-100. Associação Brasileira das pequenas e médias, cooperativas e
empresa de laticínios: Análises de rotina do leite na indústria. 2006.
Disponível em:
<http://www.fiemg.org.br/admin/bibliotecadearquivos/image.aspx?imgid=10686
&tabid=3376&portalid=97&mid=11476>. Acesso em: 08 maio 2016.
EMBRAPA, Qualidade do leite, disponível em
<http://sistemasdeproducao.cnptia.embrapa.br/fonteshtml/leite/gadoleiteirozona
bragantina/paginas/qualidade.htm>; Acesso em: 10 maio 2016.