universidade federal do rio de janeiro desenvolvimento...
TRANSCRIPT

Universidade Federal do Rio de Janeiro
DESENVOLVIMENTO DA TÉCNICA “CONCRETO FRESCO 2D - CF2D”
PARA FABRICAÇÃO DIGITAL DE ARTEFATOS DE CONCRETO
Ítalo Arruda de Carvalho
2018
DESENVOLVIMENTO DA TÉCNICA “CONCRETO FRESCO 2D - CF2D”
PARA FABRICAÇÃO DIGITAL DE ARTEFATOS DE CONCRETO
Ítalo Arruda de Carvalho
Projeto de Graduação apresentado ao Curso de
Engenharia Civil da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador (es): Romildo Dias Toledo Filho
Oscar Aurelio Mendoza Reales
Rio de Janeiro
Março de 2018
DESENVOLVIMENTO DA TÉCNICA “CONCRETO FRESCO 2D - CF2D”
PARA FABRICAÇÃO DIGITAL DE ARTEFATOS DE CONCRETO
Ítalo Arruda de Carvalho
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA CIVIL DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO RIO
DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO
GRAU DE ENGENHEIRO CIVIL.
Examinado por:
_____________________________________________ Prof. Romildo Dias Toledo Filho, D.Sc. (orientador)
_____________________________________________ Eng. Oscar Aurelio Mendoza Reales, D.Sc. (orientador)
_____________________________________________ Prof. Leandro Torre Di Gregorio, D.Sc.
RIO DE JANEIRO – RJ – BRASIL
MARÇO DE 2018
iii
Arruda de Carvalho, Ítalo
Desenvolvimento da técnica “concreto fresco 2D –
CF2D” para fabricação digital de artefatos de concreto/ Ítalo
Arruda de Carvalho. - Rio de Janeiro: UFRJ / ESCOLA
POLITÉCNICA, 2018.
XIV, 96p.: il.; 29,7 cm.
Orientadores: Romildo Dias Toledo Filho, Oscar
Aurelio Mendoza Reales.
Projeto de Graduação – UFRJ / POLI / Engenharia
Civil, 2018.
Referências Bibliográficas: p. 92-96.
1. Concreto Fresco 2D 2. Usinagem 3. Concreto
Digital 4. Corte em concreto
I. Toledo Filho, Romildo Dias et al. II. Universidade
Federal do Rio de Janeiro, UFRJ, Engenharia Civil III. IV.
Desenvolvimento da técnica “concreto fresco 2D – CF2D”
para fabricação digital de artefatos de concreto.
iv
Agradecimentos
Quero agradecer sobretudo a Deus, o criador dos céus, da terra e de todo o
conhecimento. Autor da fé, força e vitalidade que me possibilitaram chegar ao final de uma
jornada e início de outra. Por Sua vontade e direção segura à minha vida.
Aos meus amados pais Maria e Pedro, dedico especial gratidão pelos princípios
fundamentais que forjaram o meu carácter, meus valores, minhas prioridades e a minha
busca pelo saber. Por serem os que primeiro acreditaram em mim, quando colocaram o meu
futuro como prioritário perante as suas próprias necessidades.
Ao meu querido irmão Pierre, desbravador de um novo mundo, para mim um pioneiro
tangível no universo da Engenharia. Por ser exemplo de dedicação, mostrando-me ser
possível alcançar o conhecimento com esforço.
À minha amada e apaixonante esposa Larissa, companheira fiel e confidente das minhas
idas e vindas. Por ser conselheira, amiga e minha parceira. Por ajudar-me a enxergar as
oportunidades e topar os desafios. Por me mover quando a inércia era um estado natural e
cômodo. Por ser competente em tudo o que faz, e assim me mostrar que é preciso lutar
para vencer.
Aos amigos e familiares que me ajudaram a sorrir mesmo quando tudo parecia caótico,
que fizeram entender que a vida sem alegria é uma matéria inanimada. Aos irmãos em
Cristo que comigo estiveram em comunhão, chorando e nos alegrando juntos.
Aos meus orientadores. Romildo, pelas oportunidades oferecidas, confiança depositada
e pelo conhecimento compartilhado. Oscar, por me ensinar a transformar ideias em
soluções fundamentadas e pelo pronto auxílio diário.
A toda equipe do Laboratório NUMATS/COPPE, onde pude desenvolver um prazeroso e
gratificante trabalho. À Escola Politécnica/UFRJ por me abrir as portas à ciência.
Aos milhões de brasileiros e brasileiras que, com o suor do seu trabalho, contribuíram
indiretamente para que eu pudesse receber um ensino público gratuito e de excelência. A
esta sociedade a qual espero retribuir com profissionalismo, através da geração de
conhecimento, que leve ao desenvolvimento econômico e social do nosso país.
v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Civil
DESENVOLVIMENTO DA TÉCNICA “CONCRETO FRESCO 2D - CF2D”
PARA FABRICAÇÃO DIGITAL DE ARTEFATOS DE CONCRETO
Ítalo Arruda de Carvalho
Março/2018
Orientador: Romildo Dias Toledo Filho / Oscar Aurelio Mendoza Reales
Curso: Engenharia Civil
A necessidade de uma maior produtividade nas obras civis tem impulsionado a busca
por avanços tecnológicos nos métodos construtivos. A automatização da construção com
uso de mecanismos assistidos por computador, notabilizada recentemente por avanços na
impressão 3D em concreto, é um campo promissor à idealização de técnicas similares que a
complementem. Este trabalho propõe uma técnica para produção de artefatos de concreto
por usinagem de peças bidimensionais constituintes em formatos quaisquer, por meio de
cortes automatizados em uma placa de concreto no estado fresco e faz uma avaliação a
respeito da relação entre a resistência ao cisalhamento do material fresco e a qualidade do
corte. Mediante uma análise, para diferentes dosagens, do limite de escoamento do
concreto nos tempos iniciais de repouso e da distorção das amostras submetidas ao corte,
esta relação foi estabelecida. Conclusões foram obtidas sobre o intervalo de valores da
tensão de escoamento no qual o corte deve ser feito, chegando-se em seguida a uma janela
de tempo ideal para cada dosagem adotada. A viabilidade técnica da tecnologia proposta é
abordada mediante um catálogo dos possíveis problemas de execução, chegando a
perspectivas positivas sobre a sua factibilidade e a continuidade do seu desenvolvimento.
Palavras – chave: Concreto Fresco 2D, Usinagem, Concreto Digital, Corte em concreto.

vi
Abstract of Undergraduate Project presented to Escola Politécnica/UFRJ as a partial
fulfillment of the requirements for the degree of Engineer
DEVELOPMENT OF “CONCRETO FRESCO 2D – CF2D” TECHNIQUE
FOR DIGITAL MANUFACTURE OF CONCRETE ARTIFACTS
Ítalo Arruda de Carvalho
March/2018
Advisor: Romildo Dias Toledo Filho / Oscar Aurelio Mendoza Reales
Course: Civil Engineering
The need for greater productivity in civil works has driven the search for technological
advances in construction methods. Automation of construction using computer-aided
mechanisms, recently noted for advances in 3D concrete printing, is a promising field for the
idealization of similar techniques that complement it. This work proposes a technique for
machining artifacts in any two-dimensional shape, by means of automated cuts in a concrete
slab in the fresh state and evaluates the relation between the shear strength of the fresh
material and the cutting quality. By means of an analysis, for different dosages, of the yield
stress of the concrete in the initial times of curing and the distortion of the samples submitted
to the cut, this relation was established. Conclusions were obtained about the range of
values of the yield stress at which the cut should be made, and then reached an ideal
window of time for each dosage adopted. The technical viability of the proposed technology
is addressed through a catalog of possible implementation problems, reaching positive
perspectives on its feasibility and the continuity of its development.
Keywords: 2D fresh concrete, Machining, Milling, Digital Concrete, Concrete Cutting.
vii
SUMÁRIO
ÍNDICE DE FIGURAS ........................................................................................................... ix
ÍNDICE DE TABELAS ......................................................................................................... xiii
1. INTRODUÇÃO ............................................................................................................... 1
2. REVISÃO DA LITERATURA .......................................................................................... 4
2.1. Elementos pré-fabricados de concreto .................................................................... 4
2.2. Tecnologias de prototipagem rápida aplicáveis a materiais diversos. ...................... 9
2.2.1. Prototipagem Rápida Aditiva ............................................................................... 9
2.2.2. Prototipagem Rápida Subtrativa .........................................................................14
2.3. A construção automatizada em concreto: concreto digital ......................................18
2.3.1. Tecnologias de prototipagem aplicadas na construção civil ................................19
2.3.1. Similaridades entre as tecnologias aplicadas na construção civil ........................24
2.4. Conclusão da revisão da literatura .........................................................................25
3. DESENVOLVIMENTO DO CONCEITO - Concreto Fresco 2D (CF2D) .........................27
3.1. Definição do problema ...........................................................................................27
3.2. Hipótese .................................................................................................................28
3.3. A tecnologia CF2D .................................................................................................28
3.4. Escopo do presente trabalho ..................................................................................31
3.5. Objetivos do estudo científico .................................................................................31
3.5.1. Objetivo geral .....................................................................................................31
3.5.2. Objetivos específicos ..........................................................................................32
3.6. Estabelecimento das variáveis para o estudo científico ..........................................32
4. METODOLOGIA EXPERIMENTAL ...............................................................................35
4.1. Materiais ................................................................................................................35
4.1.1. Composição química ..........................................................................................35
4.1.2. Massa específica ................................................................................................36
4.1.3. Distribuição granulométrica ................................................................................37
4.2. Programa experimental ..........................................................................................38
4.3. Métodos de ensaios ...............................................................................................40
4.3.1. Ponto de saturação do superplastificante ...........................................................40
4.3.2. Limite de escoamento (Vane test) ......................................................................41
viii
4.3.2.1. Janela de corte................................................................................................45
4.3.3. Abatimento do tronco de cone (minislump) e espalhamento. ..............................45
4.3.4. Distorção de corte ...............................................................................................46
4.3.5. Catálogo de defeitos ...........................................................................................49
4.3.6. Resistência à compressão ..................................................................................50
5. RESULTADOS ..............................................................................................................52
5.1. Ponto de saturação do superplastificante ...............................................................52
5.2. Matriz de experimentos ..........................................................................................53
5.3. Dosagem dos concretos .........................................................................................54
5.4. Espalhamento e abatimento ...................................................................................60
5.5. Limite de escoamento no tempo.............................................................................61
5.5.1. Janela de corte ...................................................................................................66
5.6. Distorção de corte ..................................................................................................72
5.7. Catálogo de defeitos ..............................................................................................75
5.8. Resistência à compressão .....................................................................................80
6. DISCUSSÃO GERAL ....................................................................................................83
7. CONCLUSÕES .............................................................................................................89
8. SUGESTÕES PARA TRABALHOS FUTUROS .............................................................91
REFERÊNCIAS BIBLIOGRÁFICAS .....................................................................................92
ix
ÍNDICE DE FIGURAS
Figura 1 - Importância relativa de impacto na produtividade. ................................................. 2
Figura 2 - Ilustração dos diferentes tipos de artefatos de concreto. ....................................... 6
Figura 3 - Fluxograma de produção de artefatos de concreto................................................ 7
Figura 4 – Produção em relação ao ano de 2012 da indústria nacional de artefatos de
concreto. ............................................................................................................................... 8
Figura 5 – Esquema de funcionamento da prototipagem rápida aditiva através de
Modelagem por Fusão e depósito (FDM). ............................................................................10
Figura 6 – Esquema de funcionamento da prototipagem rápida aditiva através de
Sinterização Seletiva a Laser (SLS). ....................................................................................11
Figura 7 – Esquema de funcionamento da prototipagem rápida aditiva através de
Estereolitografia (SLA). ........................................................................................................12
Figura 8 – Esquema de funcionamento da prototipagem rápida aditiva através de
Manufatura de Objetos Laminados (LOM). ...........................................................................12
Figura 9 – Esquema de funcionamento da prototipagem rápida aditiva através de Impressão
Tridimensional (3D Print). .....................................................................................................13
Figura 10 - Principais tipos de usinagem, convencionais e não convencionais. Adaptado de
(COSTA, 2006) ....................................................................................................................15
Figura 11 – Ilustração dos tipos de prototipagem subtrativa por Serramento. (a) Circular. (b)
Retilíneo – Serra de fita. .......................................................................................................16
Figura 12 – Exemplos de fresamento cilíndrico tangencial. (a) Fresamento tangencial. (b)
Fresamento tangencial (c) Fresamento tangencial de encaixes "rabo de andorinha”. (d)
Fresamento tangencial de perfil.. .........................................................................................17
Figura 13 - Exemplos de fresamento frontal. (a) Fresamento frontal (caso especial). (b)
Fresamento frontal com fresa de topo. (c) Fresamento composto. (d) Fresamento frontal. ..18
Figura 14 - Comparação entre os tipos de fresamento: tangencial e frontal. ........................18
Figura 15. Cordão contínuo da pasta durante impressão por contour crafting. .....................20
Figura 16 – Ilustração de um bico de impressão contour crafting (a) Bico de Impressão com
placa lateral (b) Bico com 3 eixos de rotação. .....................................................................21
Figura 17 – Uso do Contour Crafting na construção civil. (a) Ilustração de um Canteiro de
obra para impressão Contour Crafting.(b) Ilustração de uma casa em impressão. ...............21
Figura 18 - Impressão de lados interno, externo, e enchimento da parede através de Contour
Crafting. ...............................................................................................................................22
Figura 19 - Construção com robôs através de contour crafting. ............................................22
x
Figura 20 – Detalhe de elemento impresso através da técnica Concrete Printing. ...............23
Figura 21 – Canteiro de impressão e detalhe de elemento produzido através da técnica D-
Shape. ..................................................................................................................................24
Figura 22 - Similaridade entre os processos de prototipagem comumente aplicados na
construção civil. ....................................................................................................................24
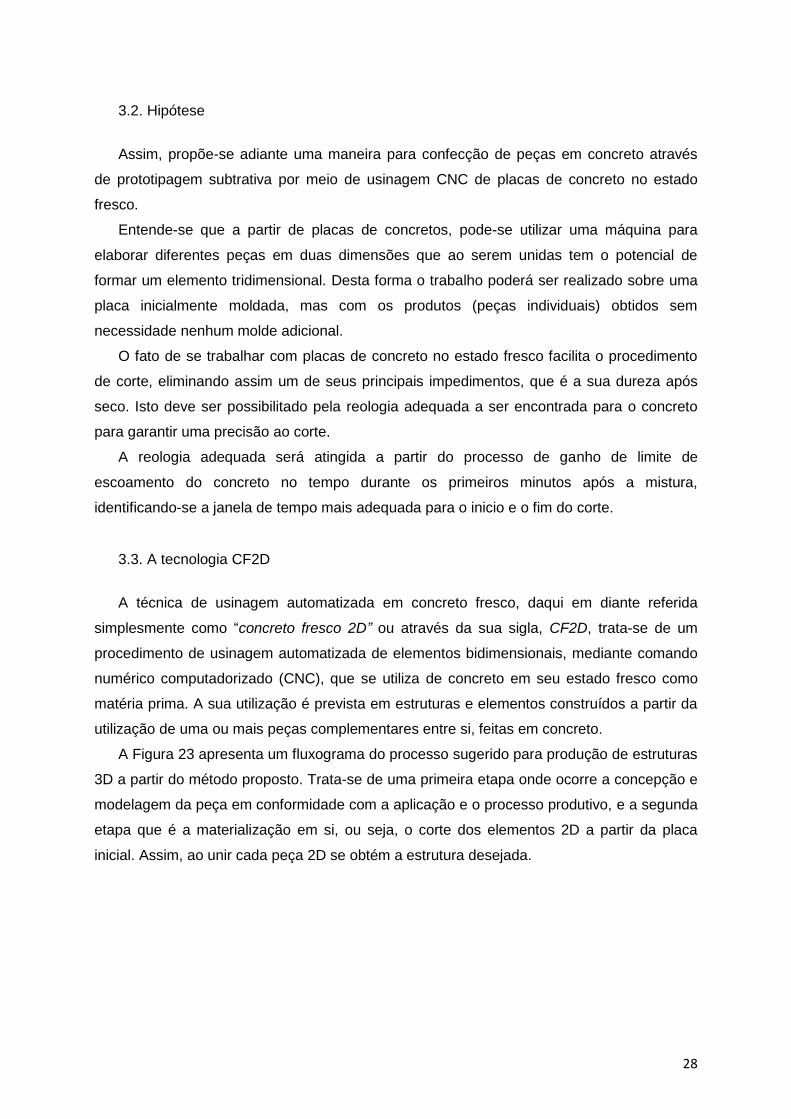
Figura 23 - Fluxograma de produção de uma estrutura qualquer utilizando-se de elementos
produzidos através de CF2D. ...............................................................................................29
Figura 24 - Fluxograma do procedimento de corte em uma placa de concreto fresco através
da tecnologia CF2D. .............................................................................................................29
Figura 25 - Ilustração da máquina CF2D. (a) Perspectiva isométrica da máquina CF2D. (b)
Corte de uma placa de concreto. ........................................................................................30
Figura 26 - Possíveis aplicações do CF2D em estruturas paramétricas. (a) Construção em
coceito paramétrico realizada madeira, localizada em Sevilla/ESP. (b) Banco em concreto
composte de placas cortadas após o endurecimento, em Nuevo Leon/MEX. .......................31
Figura 27 - Curva de distribuição granulométrica da areia natural utilizada. .........................37
Figura 28 - Programa experimental ......................................................................................38
Figura 29 - Conjunto de paletas em forma de cruz(vane spindle)de uso no Reômetro
Brookfield modelo DV-III Ultra. .............................................................................................41
Figura 30 - Equipamentos utilizados para mistura e acomodação das amostras no ensaio de
reologia. (a) Misturador planetário de bancada Hobart. (b) Beakeres de 600ml ...................43
Figura 31 - Equipamentos utilizados para ensaio de abatimento e espalhamento. (a) Placa,
Haste, Régua metálica e espátula. (b) Detalhe do tronco de cone .......................................46
Figura 32 - Procedimento de corte para avaliação da distorção. (a)corte da placa com um
aro metálico. (b) retirada do excesso de material para que não haja contenção lateral. (c)
retirada do anel metálico para o recalque e distorção espontâneos do material ...................47
Figura 33 - Materiais utilizados para ensaio de qualidade de corte. (a) Molde em formato de
placa com laterais removíveis e fundo em acrílico. (b)Aro metálico com dimensões
conhecidas ...........................................................................................................................47
Figura 34 - Eixos de análise da distorção das placas cortadas .............................................48
Figura 35 - Nomenclatura adotada para as dimensões da peça cortada. (a) Placa dividida
em quatro partes. (b) Seção lateral de uma das quatro partes com as nomenclaturas de
suas dimensões ...................................................................................................................48
Figura 36 - Régua metálica e ferramenta de corte manual. ..................................................50
Figura 37 - Ponto de saturação do Glenium 51 para o cimento CP-V ARI na presença de
sílica ativa e sílica 325..........................................................................................................52
xi
Figura 38 - Detalhe do procedimento de medição do abatimento e espalhamento em mistura
mais seca. (a) Abatimento. (b) Espalhamento ......................................................................60
Figura 39 – Detalhe do espalhamento da mistura mais fluida...............................................60
Figura 40 – Curvas típicas do limite de escoamento no tempo para misturas com mesmo
%SP e diferentes A/C, linha de valor máximo leitura do equipamento em 8,8 kPa .(a) curvas
para %SP=0,4, abaixo do ponto de saturação. (b) curvas para %SP=0,6, aproximadamente
no ponto de saturação.(c) curvas para )%SP=0,8, acima do ponto de saturação. ................63
Figura 41 - Curvas típicas do limite de escoamento no tempo para misturas com mesmo A/C
e diferentes %SP.(a) curvas para A/C igual a 0,43. (b) cruvas para A/C igual a 0,45.
(c)curvas para A/C igual a 0,46. ...........................................................................................65
Figura 42 - Corte superficial no concreto em beaker de 600ml. ............................................66
Figura 43 - Ensaio qualitatativo de corte. (a)retirada de um fielete de material com a
espátula. (b)suspensão do material ......................................................................................67
Figura 44 - Aspecto característico de um corte qualificado como "corte ruim".(a) corte com
fechamento total. (b)corte com fechamento parcial. .............................................................67
Figura 45 - Aspecto característico do corte qualificado como "corte bom". ...........................68
Figura 46 - Aspecto característico de um corte qualificado como "corte ótimo". (a) Superfície
cortada do material. (b) detalhe de um filete de material levantado com a mão....................68
Figura 47 - Linhas de tendência do limite de escoamento ao longo do tempo. (a) curvas para
A/C igual a 0,43. (b) cruvas para A/C igual a 0,45. (c)curvas para A/C igual a 0,46 .............70
Figura 48 - Representação gráfica do tempo inicial de corte perante a variação de SP(%) e
A/C. ......................................................................................................................................72
Figura 49 - Placas cortadas pelo aro metálico com uma mistura, porém nos tempos
equivalentes a 15, 30 ,45 e 60 minutos. ...............................................................................74
Figura 50 - Peças cortadas em quatro partes para medição da distorção em cada face. .....74
Figura 51 - Placa bidimensional obtidas por corte manual linear ..........................................75
Figura 52 - Variação da altura(espessura) em uma placa de concreto fresco submetida ao
corte linear. 1 – diminuição da espessura. 2 – aumento da espessura .................................78
Figura 53 - Interferência entre cortes perpendiculares. ........................................................78
Figura 54 - Interferência entre cortes paralelos. ...................................................................78
Figura 55 - Acúmulo de material na trilha de corte ...............................................................79
Figura 56 - Perda de formato do corte pela vibração da superfície de apoio. (a) Material
submetido ao corte em seu formato original, antes de sofrer a vibração. (b) Material no início
da vibração da superfície de apoio. (c) material após sofrer vibração e perder o formato
original conferido ..................................................................................................................79
xii
Figura 57 - Problemas em peças de concretos fresco cortadas. 11 - Superfície superior
irregular. 12 – Bolhas no acabamento. 13 – Rugosidade na superfície cortada ...................79
Figura 58 - Corpo de prova com trasndutores elétricos. ......................................................81
Figura 59 - Corpos de provas após o ensaio mecânico. (a) mistura 1.2. (b) mistura 1.3. (c)
mistura 2.2. (d) mistura 2.3 ...................................................................................................81
Figura 60 - Resistência à compressão aos 28 dias ..............................................................82
Figura 61 - Módulo de eslasticidade aos 28 dias ..................................................................82
Figura 62 - Fluxograma do desenvolvimento da CNC Concreto fresco 2D ...........................91
xiii
ÍNDICE DE TABELAS
Tabela 1 – Possíveis áreas de estudo para desenvolvimento da fresagem automatizada em
concreto fresco .....................................................................................................................33
Tabela 2 - Areas de estudo realizadas por este trabalho para desenvolvimento da fresagem
automatizada em concreto fresco .........................................................................................34
Tabela 3 - Composição química do cimento CP-V ARI fornecido pelo fabricante ................36
Tabela 4 - Composição química da sílica ativa segundo o fabricante ...................................36
Tabela 5 - Massa específica dos materiais utilizados ...........................................................37
Tabela 6 - Matriz de experimentos modelo ...........................................................................39
Tabela 7 - Especificações das palhetas ...............................................................................44
Tabela 8 - Matriz de experimentos final ................................................................................54
Tabela 9 – Traço utilizado na mistura 1.1. %SP igual a 0,4% e A/C igual a 0,43 ..................55
Tabela 10 - Traço utilizado na mistura 1.2. %SP igual a 0,4% e A/C igual a 0,45.................56
Tabela 11 - Traço utilizado na mistura 1.3. %SP igual a 0,4% e A/C igual a 0,45.................56
Tabela 12 - Traço utilizado na mistura 2.1. %SP igual a 0,6% e A/C igual a 0,43.................57
Tabela 13 - Traço utilizado na mistura 2.2. %SP igual a 0,6% e A/C igual a 0,45.................57
Tabela 14 - Traço utilizado na mistura 2.3. %SP igual a 0,6% e A/C igual a 0,46.................58
Tabela 15 - Traço utilizado na mistura 3.1. %SP igual a 0,8% e A/C igual a 0,43.................58
Tabela 16 - Traço utilizado na mistura 3.2. %SP igual a 0,8% e A/C igual a 0,45.................59
Tabela 17 - Traço utilizado na mistura 3.3. %SP igual a 0,8% e A/C igual a 0,46.................59
Tabela 18 - Abatimento do tronco de cone com relação à altura inicial. ..............................61
Tabela 19 - Espalhamento máximo do tronco de cone com relação ao diâmetro inicial. ......61
Tabela 20 - Palhetas utilizadas para ensaios no Reômetro ..................................................62
Tabela 21 - Qualificação de corte segundo o limite de escoamento .....................................68
Tabela 22 - Matriz das equações das linhas de tendências para cada dosagem de estudo. 70
Tabela 23 - Matriz com a janela de corte para cada mistura correspondente .......................71
Tabela 24 - Distorção total de amostras submetidas ao corte segundo o seu tempo de
repouso ................................................................................................................................74
xiv
Tabela 25 - Catálogo de defeitos em peças submetidas ao corte em estado fresco. ............80
Tabela 26 - Tensão de ruptura (fc) e Módulo de elasticidade (E) para cada mistura
equivalente, aos 28 dias. ......................................................................................................82
Tabela 27 - Influência do fator água-cimento na reologia do concreto em função do teor de
aditivo superplastificante na mistura. ....................................................................................84
Tabela 28 - Afastamentos admissíveis para dimensões angulares. Adaptado de NBR ISO
2768-1 ..................................................................................................................................85
Tabela 29 - Distorção admissível para peças segundo as classes de acabamento ..............86
Tabela 30 - Classificação TRL do presente trabalho. ...........................................................87
Tabela 31 - Áreas de estudo sugeridas para trabalhos futuros .............................................91
1
1. INTRODUÇÃO
O concreto é, depois da água, o material mais utilizado no planeta. É um material com
excelentes aplicações e possui comportamento plástico, ou seja, permite sua modelagem
em formas e tamanhos variados, tendo aparência similar à das rochas naturais depois de
endurecido. Por isso se trata do principal material de engenharia utilizado pelo homem.
(PEDROSO, 2009).
Desde a antiguidade, misturas contendo água, agregados e compostos aglomerantes
têm sido utilizadas na construção de estruturas que resistem, mesmo após milhares de
anos, a ações intempéricas diversas. A elevada resistência mecânica, aliada a fatores como
custo relativamente baixo, versatilidade de formas e rapidez na construção, garante o uso
do concreto em aplicações diversificadas, como edificações, pontes, viadutos, túneis,
barragens e pavimentos. Estimativas preveem uma produção de cerca de 1,7 bilhões de
toneladas de cimento Portland anualmente no mundo, quantidade suficiente para a
produção de mais de 6 km3 de concreto por ano ou pelo menos 1 m3 de concreto por
habitante. (GARTNER, 2004).
Como umas das suas propriedades mais relevantes, está a adaptação do concreto aos
mais diferentes formatos, que até o presente século vinha sendo feito em grande parte
através de fôrmas. Entretanto, tecnologias de automação e robótica cresceram nos últimos
anos, ocorrendo então avanços no campo da automatização das construções em concreto,
tais como: mecanismos de extrusão de pasta para contornos de alvenarias, impressão 3D
de protótipos ou elementos, pulverizadores de argamassa para execução de chapisco, etc.
Isto em decorrência dessa adaptabilidade do material, que juntamente com o avanço
tecnológico podem contribuir significativamente para este novo mundo da construção
digitalizada.
Wangler et al. (2016) afirma que dentre as inúmeras vantagens da construção digital em
concreto estão: a liberdade de formatos, a eficiência no uso de matéria prima, maior
velocidade de construção, redução de custos com fôrmas e ganhos em segurança dos
trabalhadores.
Dentre estas vantagens destaca-se a liberdade de formatos, que pode representar uma
resposta para demandas cada vez mais crescentes por estruturas que não podem ser
construídas pelos métodos atuais. (BUSWELL et al.(2007).
2
Já a eficiência no uso de matéria prima propicia ganhos do ponto de vista ambiental,
dado que o concreto digital se notabiliza por um uso racional do material, onde o seu
posicionamento se dá somente em pontos onde é necessário, minimizando desperdícios.
Quanto ao ganho tecnológico dado ao setor de construção civil a partir de métodos
construtivos mais velozes e eficientes, Ferreira e Zancul (2014) afirmam ser este umas das
três mais importantes alavancas de produtividade em cima das quais o setor da construção
civil tinha se esforçado nos dois anos anteriores a 2015.
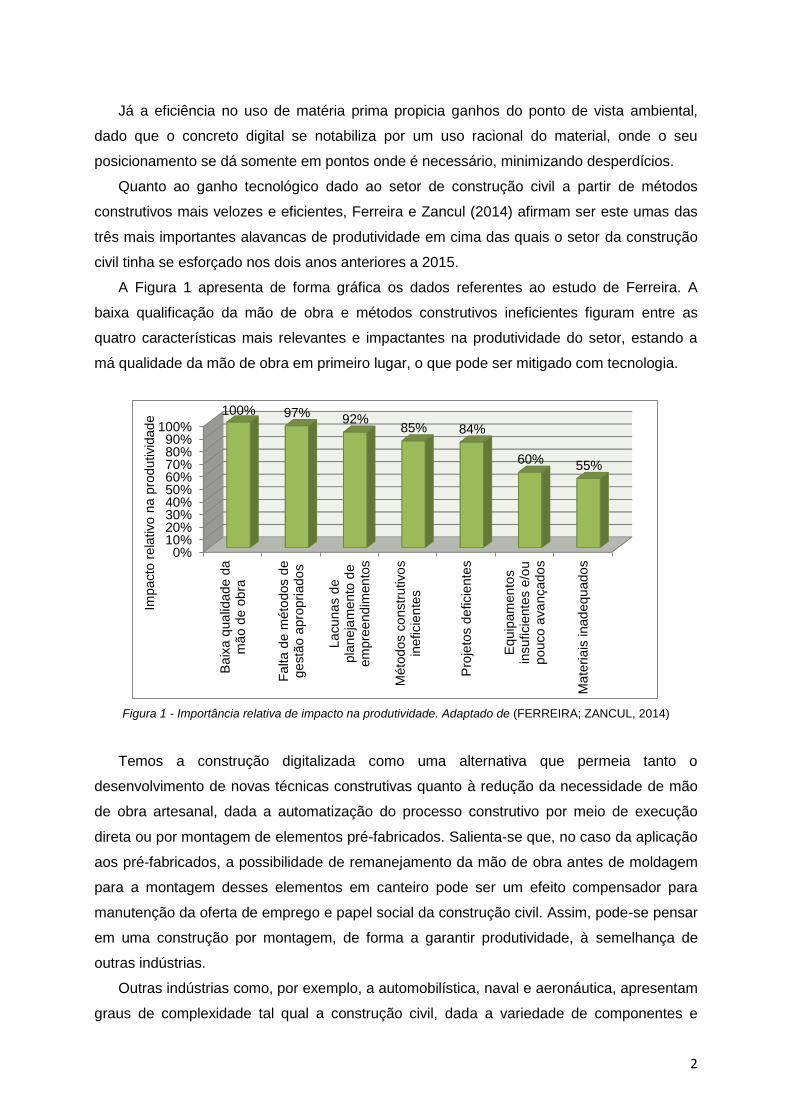
A Figura 1 apresenta de forma gráfica os dados referentes ao estudo de Ferreira. A
baixa qualificação da mão de obra e métodos construtivos ineficientes figuram entre as
quatro características mais relevantes e impactantes na produtividade do setor, estando a
má qualidade da mão de obra em primeiro lugar, o que pode ser mitigado com tecnologia.
Figura 1 - Importância relativa de impacto na produtividade. Adaptado de (FERREIRA; ZANCUL, 2014)
Temos a construção digitalizada como uma alternativa que permeia tanto o
desenvolvimento de novas técnicas construtivas quanto à redução da necessidade de mão
de obra artesanal, dada a automatização do processo construtivo por meio de execução
direta ou por montagem de elementos pré-fabricados. Salienta-se que, no caso da aplicação
aos pré-fabricados, a possibilidade de remanejamento da mão de obra antes de moldagem
para a montagem desses elementos em canteiro pode ser um efeito compensador para
manutenção da oferta de emprego e papel social da construção civil. Assim, pode-se pensar
em uma construção por montagem, de forma a garantir produtividade, à semelhança de
outras indústrias.
Outras indústrias como, por exemplo, a automobilística, naval e aeronáutica, apresentam
graus de complexidade tal qual a construção civil, dada a variedade de componentes e
0%10%20%30%40%50%60%70%80%90%
100%
Baix
a q
ua
lidad
e d
am
ão d
e o
bra
Falta d
e m
éto
dos d
ege
stã
o a
pro
pri
ado
s
La
cu
nas d
epla
neja
men
to d
eem
pre
endim
en
tos
Mé
tod
os c
onstr
utivo
sin
eficie
nte
s
Pro
jeto
s d
eficie
nte
s
Equip
am
en
tos
insuficie
nte
s e
/ou
po
uco a
va
nçado
s
Ma
teri
ais
inad
equ
ado
s
100% 97%92%
85% 84%
60%55%
Impacto
rela
tivo n
a p
rodutivid
ade
3
elementos que caracterizam um projeto de engenharia. Porém, olhando para o método
executivo, vemos que a produção seriada de peças e replicação destes nos produtos tornam
as demais indústrias diferentes da construção civil, assumindo aquelas uma característica
predominantemente de montagem frente à característica de moldagem que a construção
civil possui.
O método executivo através da moldagem manual em canteiro de obras pode influenciar
significativamente no desempenho do setor, especificamente na sua produtividade e
eficiência no uso dos materiais. A mão de obra passa então a ter impacto significativo na
qualidade, aparência, uniformidade, tempo de construção, etc.
Nota-se, por exemplo, que estruturas pré-fabricadas, oriundas da industrialização da
construção civil, levam menor tempo de execução que aquelas moldadas no local, pois o
elemento de construção em si é pré-elaborado, restando para a etapa de obra somente o
seu posicionamento no todo. A facilidade de montagem faz com sistemas pré-fabricados se
apresentem mais produtivos, seguros e de melhor qualidade. (SERRA; FERREIRA;
PIGOZZO, 2005).
Outro fator de relevante impacto na produtividade é o grande número de tomadas de
decisões no canteiro de obras, que faz com que não haja uma uniformidade de prazos e
muitas vezes de custos em obras de mesma natureza, muitas vezes influenciado pela má
qualidade dos projetos.
Então se torna necessário o desenvolvimento de métodos que:
Minimizem o trabalho de moldagem e impulsione a característica de montagem;
Estimulem o desenvolvimento da etapa de projeto, em face de sua influência
sobre a produtividade. (PAIVA, 1989);
Automatize o máximo possível os processos, criando rotinas que minimizem
erros e sistematize as etapas construtivas. O progresso tecnológico tem sido
apontado como causa de incremento de produtividade a todos os fatores de
produção. (CBCI; FGV, 2009).
Este trabalho apresenta uma ferramenta tecnológica que parte do pressuposto do
cumprimento destas condições, levando em consideração a argumentação apresentada até
aqui para contribuir em nova tendência na construção civil, fazendo-a assumir cada vez
mais a sua característica de indústria propriamente dita, tomando-se partido dos benefícios
da pré-fabricação, montagem, redução de desperdícios, assim como demais benefícios
citados, e contribuindo finalmente para o desenvolvimento do setor.
4
2. REVISÃO DA LITERATURA
2.1. Elementos pré-fabricados de concreto
Elementos pré-fabricados são aqueles que se caracterizam por serem moldados fora do
local da obra, ou seja, que não são moldados in loco, e que dispõem de sua fabricação em
ambiente industrial, dotado de controle de qualidade e pessoal qualificado para execução
das tarefas necessárias à sua produção. Muitas vezes relacionados aos elementos pré-
moldados, os elementos pré-fabricados são entendidos pelo mercado como aqueles
oriundos de fornecedores especializados, enquanto os pré-moldados aqueles moldados fora
do local de sua aplicação final, ainda que dentro do canteiro. (LOTURCO, 2005).
A NBR 9062: 2006 define pré-fabricados de concreto como elementos "produzidos fora
do local definitivo da estrutura, em usina ou instalações análogas que disponham de pessoal
e instalações laboratoriais permanentes para o controle da qualidade". A norma define ainda
os pré-moldados, como aqueles elementos "produzidos em condições menos rigorosas de
controle da qualidade, sem a necessidade de pessoa, laboratório e instalações congêneres
próprias".
O CNAE (Código de Atividades Empresarias) considera que porque os pré-moldados ou
pré-fabricados de concreto são, em geral, peças de médio e grande porte que assumem
função estrutural na construção, como arquibancadas, lajes alveolares e cortinas de
contenção. (IBGE, 2018).
De modo similar, dentre os elementos concreto com pré-fabricação, podemos destacar
aqueles que apesar de não possuírem função estrutural, conferem funcionalidade e
acabamentos às obras: os artefatos de concreto.
Os artefatos de cimento e concreto
Apesar de não existir uma definição precisa para artefatos de cimento e concreto na
indústria da Construção Civil, o termo é comumente utilizado em referência a produtos
decorativos ou peças pré-fabricadas para acabamento de obras. (BONAFÉ, 2016).
Os termos “artefatos de cimento” e “artefatos de concreto” são muito comuns na
indústria da construção civil e definem, de forma geral, peças de diferentes tamanhos,
constituídas respectivamente de argamassa (cimento, areia e água) ou de concreto
(cimento, areia, brita e água), podendo receber a adição de diferentes materiais, fibras,
aditivos, pigmentos, bem como de armaduras, no caso do concreto armado.
(TETRACONIND, 2015).
5
Os artefatos de concreto são importantes em virtude de sua adaptabilidade, sendo que a
matéria-prima pode ganhar diferentes formas e volumes, conforme a definição de cada obra.
(SEBRAE, 2016).
Tipos de artefatos de concreto
Os tipos de artefatos variam segundo cada aplicação, englobando os mais diversos
produtos: blocos, telhas, objetos decorativos, ladrilhos, molduras, peças de mobiliário
urbano, entre outros.
Alguns visam conferir adorno ou e acabamento às obras, sendo utilizados em
paisagismo, jardinagem e edificações multifuncionais, unifamiliares e multifamiliares. Dentro
dessa concepção, encontram-se molduras, pináculos, ladrilhos, capitéis, bancos, chafarizes,
chaminés, balaústres, entre outros. (BONAFÉ, 2016).
Estes artefatos também podem ser utilizados em obras de portes maiores, como por
exemplo, nas vedações verticais e horizontais, bem como nas infraestruturas prediais e
urbanas. Nesse campo de aplicação, destacam-se os blocos para alvenaria, pisos
intertravados, aduelas, canaletas, caixas de passagem elétrica ou hidráulica, escadas,
fossas sépticas, mourões, parapeitos, postes, entre outros. (BONAFÉ, 2016).
Os tipos, formatos e variações destes materiais podem ser inúmeros, de acordo com a
aplicação desejada. Seu uso pode se dar em diversas áreas da engenharia, tais como:
Pavimentação, Redes de esgoto, Redes de águas pluviais, Edificações, Mobiliário urbano,
etc. Este trabalho irá abordar de forma sucinta os tipos de artefatos para estes usos
enumerados, para contextualização.
A Figura 2 apresenta um quadro ilustrativo com os tipos mais comuns de artefatos de
concreto utilizados no mercado, bem como uma breve descrição da aplicação de cada um.
As imagens estão referenciadas por letras, e cada uma das descrições é apresentada no
quadro na parte inferior da Figura.

6
(a)
(b) (c)
(d)
(e)
(f)
(g)
(h)
(i)
(j)
(k)
(l)
(a) Aduelas – Peças de encaixe utilizadas em galerias de água ou esgoto;
(b) Anéis – Utilizados em redes de esgoto e águas pluviais;
(c) Tubos simples ou armados – Utilizados em redes de esgoto e águas pluviais;
(d) Canaletas – Utilizadas para escoamento de águas pluviais a “céu aberto”;
(e) Blocos – Elementos constituintes de alvenarias de vedação;
(f) Caixas – Partes constituintes de sistemas de esgoto / águas pluviais;
(g) Canaletas com grelha – Utilizadas para drenagem e escoamento de águas pluviais;
(h) Pisos intertravados – Uso em pavimentação com diferentes formatos e resistências;
(i) Elementos vazados – Uso em paredes e divisórias com passagem de luminosidade;
(j) Guias – Popularmente chamado de “meio-fio”. Utilizado em pavimentação;
(k) Mourões – São peças utilizadas em cercamentos;
(l) Outros
Figura 2 - Ilustração dos diferentes tipos de artefatos de concreto. Adaptado de (FKCOMERCIO, 2018)
7
Processos de fabricação de artefatos de concreto
A produção de artefatos de concreto é algo que requer um ambiente controlado e
organizado. Por este motivo, deve-se sempre dar preferência à produção industrial das
peças em unidade fora do canteiro de obras, garantindo sua qualidade e um rigoroso
controle tecnológico.
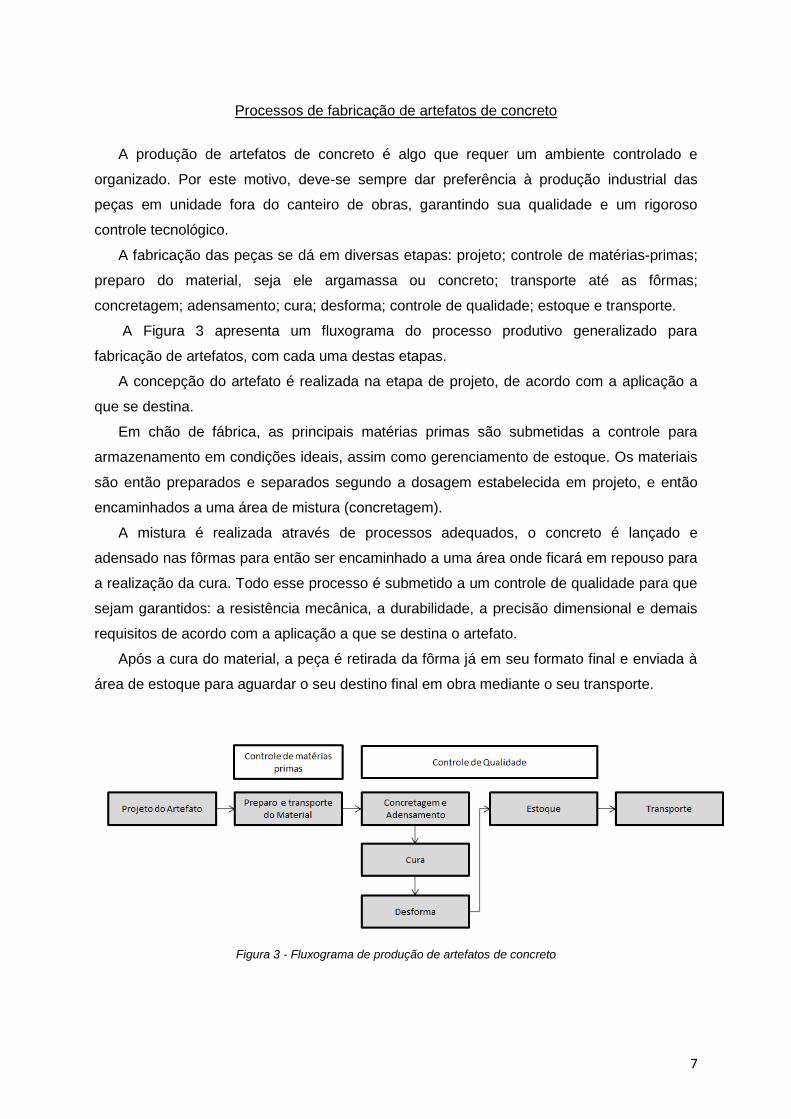
A fabricação das peças se dá em diversas etapas: projeto; controle de matérias-primas;
preparo do material, seja ele argamassa ou concreto; transporte até as fôrmas;
concretagem; adensamento; cura; desforma; controle de qualidade; estoque e transporte.
A Figura 3 apresenta um fluxograma do processo produtivo generalizado para
fabricação de artefatos, com cada uma destas etapas.
A concepção do artefato é realizada na etapa de projeto, de acordo com a aplicação a
que se destina.
Em chão de fábrica, as principais matérias primas são submetidas a controle para
armazenamento em condições ideais, assim como gerenciamento de estoque. Os materiais
são então preparados e separados segundo a dosagem estabelecida em projeto, e então
encaminhados a uma área de mistura (concretagem).
A mistura é realizada através de processos adequados, o concreto é lançado e
adensado nas fôrmas para então ser encaminhado a uma área onde ficará em repouso para
a realização da cura. Todo esse processo é submetido a um controle de qualidade para que
sejam garantidos: a resistência mecânica, a durabilidade, a precisão dimensional e demais
requisitos de acordo com a aplicação a que se destina o artefato.
Após a cura do material, a peça é retirada da fôrma já em seu formato final e enviada à
área de estoque para aguardar o seu destino final em obra mediante o seu transporte.
Figura 3 - Fluxograma de produção de artefatos de concreto
8
As fôrmas utilizadas para a produção de artefatos são usualmente em madeira, aço,
polímeros, podendo assumir diferentes formas, de acordo com a concepção da peça em
concreto e cimento. Estas representam um relevante papel no processo produtivo, assim
como na qualidade da peça fabricada.
Deve-se realizar um projeto específico para fôrma no caso de não haver um modelo
pronto para o artefato desejado, de forma a garantir uma fácil desmoldagem e por sua vez, a
integridade da peça. (TETRACONIND, 2015).
Produção e mercado de artefatos de concreto
Estima-se um aumento do uso de artefatos de cimento e concreto na indústria da
construção civil, em decorrência da necessidade cada vez mais crescente de se aumentar a
eficiência, melhorar o controle de qualidade e se utilizar de conceitos mais sustentáveis nas
obras. A partir destas necessidades, associando-se a recentes pesquisas relacionadas a
aos artefatos e ao desenvolvimento de novos tipos de concreto, se contribuirá para sua
expansão no mercado. (TETRACONIND, 2015).
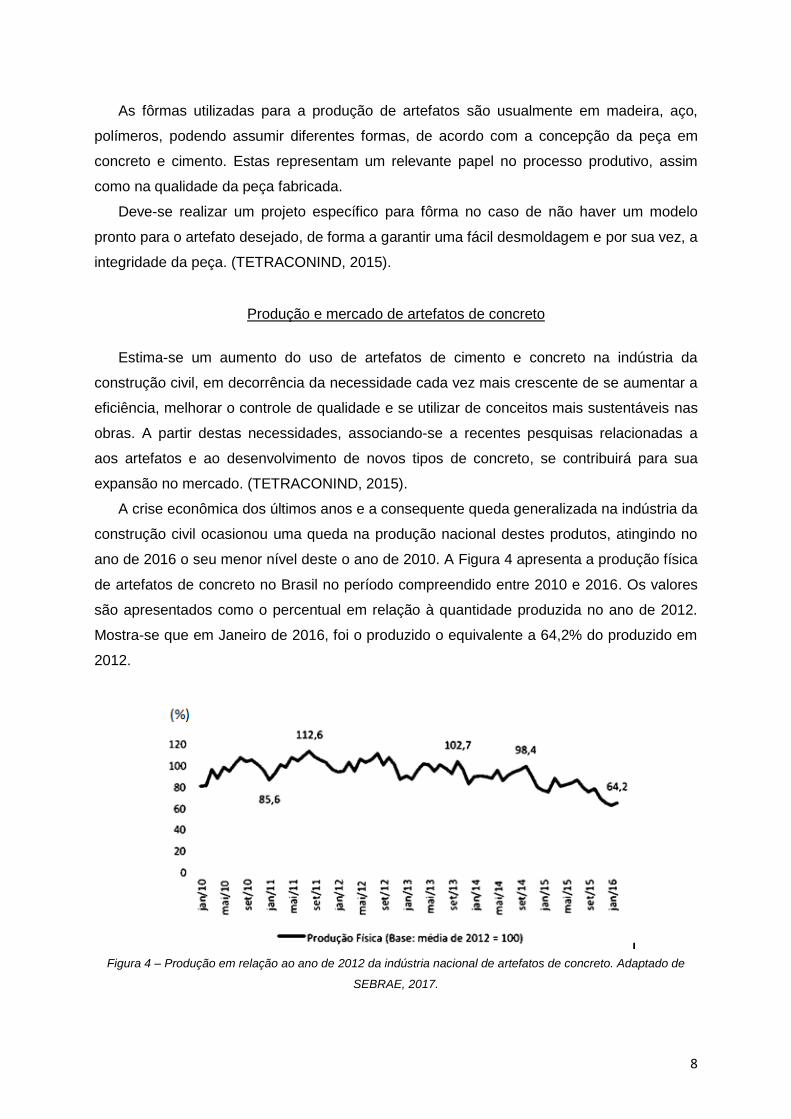
A crise econômica dos últimos anos e a consequente queda generalizada na indústria da
construção civil ocasionou uma queda na produção nacional destes produtos, atingindo no
ano de 2016 o seu menor nível deste o ano de 2010. A Figura 4 apresenta a produção física
de artefatos de concreto no Brasil no período compreendido entre 2010 e 2016. Os valores
são apresentados como o percentual em relação à quantidade produzida no ano de 2012.
Mostra-se que em Janeiro de 2016, foi o produzido o equivalente a 64,2% do produzido em
2012.
Figura 4 – Produção em relação ao ano de 2012 da indústria nacional de artefatos de concreto. Adaptado de
SEBRAE, 2017.
9
Por outro lado, espera-se uma retomada da produção nos próximos, juntamente com o
ritmo do reaquecimento da economia nacional, que desempenhará um papel chave nesta
reversão de tendência esperada, representando então uma atual demanda reprimida que
tenderá a crescer nos próximos anos. (SEBRAE, 2017).
2.2. Tecnologias de prototipagem rápida aplicáveis a materiais diversos.
Tecnologias de prototipagem rápida (PR) são técnicas de produção utilizadas na
fabricação de modelos, protótipos e produtos, mediante processos de mecanizados e
automatizados. Sendo um processo operados por CNC – Comando Numérico por
Computador, se pode conferir um formato final a estas peças segundo um modelo
previamente estabelecido, com precisão e qualidade dimensionais superiores a processos
manuais.
Segundo Volpato (2007), embora a prototipagem rápida apresente os seus primeiros
registros desde a década de 70, sua popularização se deu de forma recente devido ao
barateamento da tecnologia, tanto dos equipamentos quanto dos insumos, já que as
primeiras patentes passaram a ser de domínio público. Isto tem favorecido a criação de
máquinas e tecnologias genéricas com preços mais acessíveis, atraindo atenções de
empresas, inclusive as pequenas e médias.
As técnicas de PR podem ser executadas por meio de sobreposição sucessiva de
camadas (aditiva), como a impressão 3D, ou por meio da remoção de materiais a partir de
um bloco (subtrativa), como a usinagem, por exemplo. (NISHIMURA et al., 2016).
A principal vantagem do uso das tecnologias aditivas está na facilidade com que a
máquina constrói os mais elaborados tipos de geometrias, inclusive com detalhes em
espaços internos, dispensando o uso de moldes e outras ferramentas de fabricação. Já a
vantagem da prototipagem rápida subtrativa, está no fato de que a produção de peças
através das tecnologias subtrativas costuma ser mais barata do que nas aditivas, por conta
de um menor custo dos insumos e de hora/máquina. Outra vantagem da PR subtrativa é
permitir o uso de uma vasta gama de materiais, como madeira, MDF, plástico e alumínio.
(NISHIMURA et al., 2016).
2.2.1. Prototipagem Rápida Aditiva
De acordo com Raulino (2011) a Prototipagem Rápida Aditiva é um processo de
fabricação baseado na adição de material em camadas planas. Segundo Nishimura et
al.(2016), neste tipo de tecnologia, a máquina decodifica o arquivo em 3D, fatia esse arquivo
em camadas, e produz a peça através da sobreposição sucessiva das camadas de material.
10
Dentre os principais tipos de prototipagem rápida subtrativa destacam-se: Modelagem
por fusão e depósito; Sintetização Seletiva a Laser; Estereolitografia; Manufatura de objetos
laminados; Jato aglutinante.
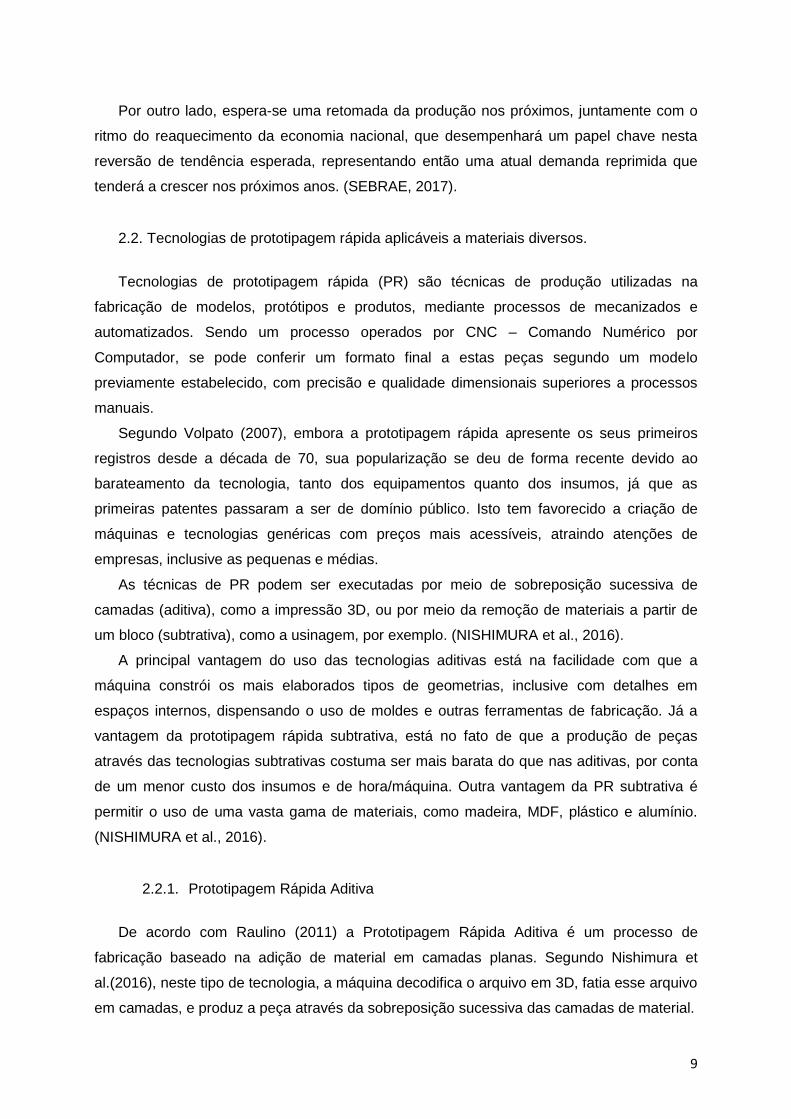
Modelagem por fusão e depósito (FDM)
Esta técnica é baseada na extrusão de termoplásticos para formação, camada a
camada, do objeto a ser construído.
A Figura 5 apresenta a ilustração do processo. Um cabeçote se movimenta nos eixos x e
y, enquanto uma plataforma se movimenta verticalmente. O injetor de material aquece e
puxa o filamento plástico que fica enrolado em uma bobina. O material passa através de
bicos extrusores situados no cabeçote e é depositado na plataforma de poliuretano ou
policarbonato. Assim que uma camada fica pronta, a plataforma se descoloca para baixo
num valor equivalente a espessura da nova camada para que uma próxima camada seja
adicionada. (PORTO, 2016)
Figura 5 – Esquema de funcionamento da prototipagem rápida aditiva através de Modelagem por Fusão e
depósito (FDM). Adaptado de (VOLPATO, 2007)
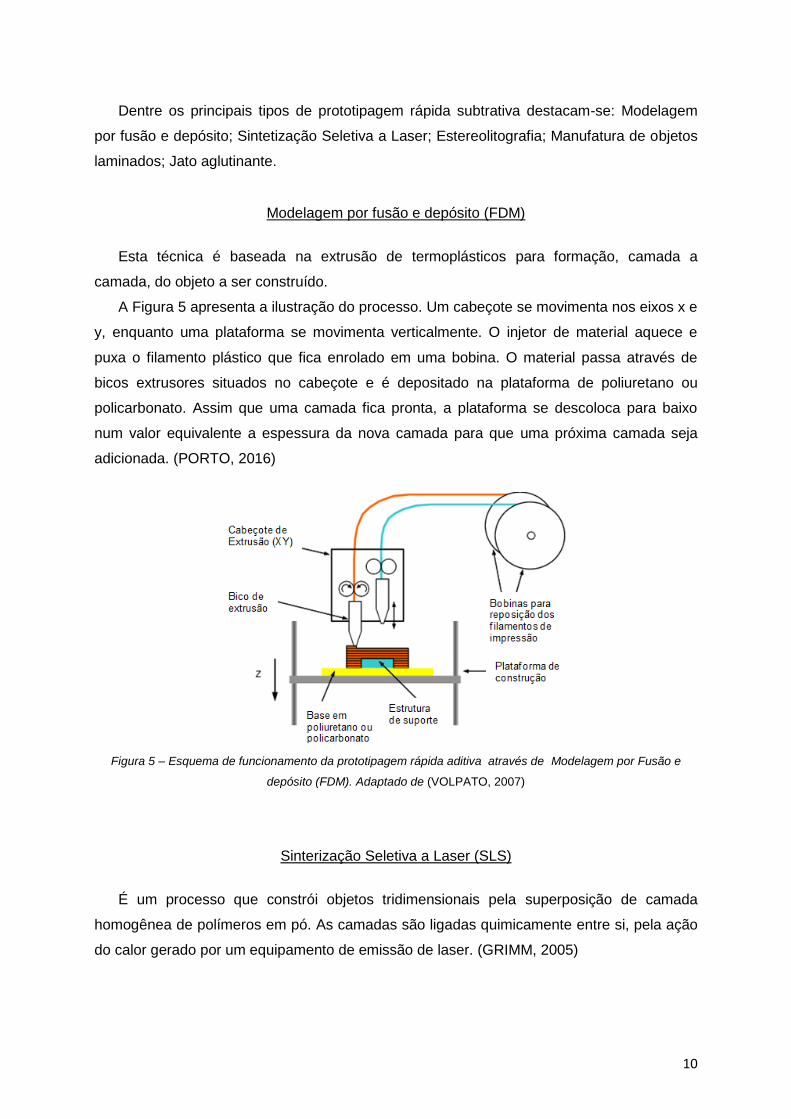
Sinterização Seletiva a Laser (SLS)
É um processo que constrói objetos tridimensionais pela superposição de camada
homogênea de polímeros em pó. As camadas são ligadas quimicamente entre si, pela ação
do calor gerado por um equipamento de emissão de laser. (GRIMM, 2005)
11
A Figura 6 apresenta a ilustração do processo. Uma câmara contendo o polímero em pó
recebe a incidência de um laser de alta potência, que atua fazendo o material entrar em
fusão nos pontos de acordo com a seção horizontal da peça a ser formada. Forma-se a
camada e então a plataforma central desce para a passagem de um rolo sobre a superfície
recém-criada, cobrindo-a com mais uma camada do pó. O laser atua novamente em
procedimento análogo, repetindo este processo até que o objeto esteja formado. (PORTO,
2016)
Figura 6 – Esquema de funcionamento da prototipagem rápida aditiva através de Sinterização Seletiva a Laser
(SLS). FONTE: (ICHI, 2010)
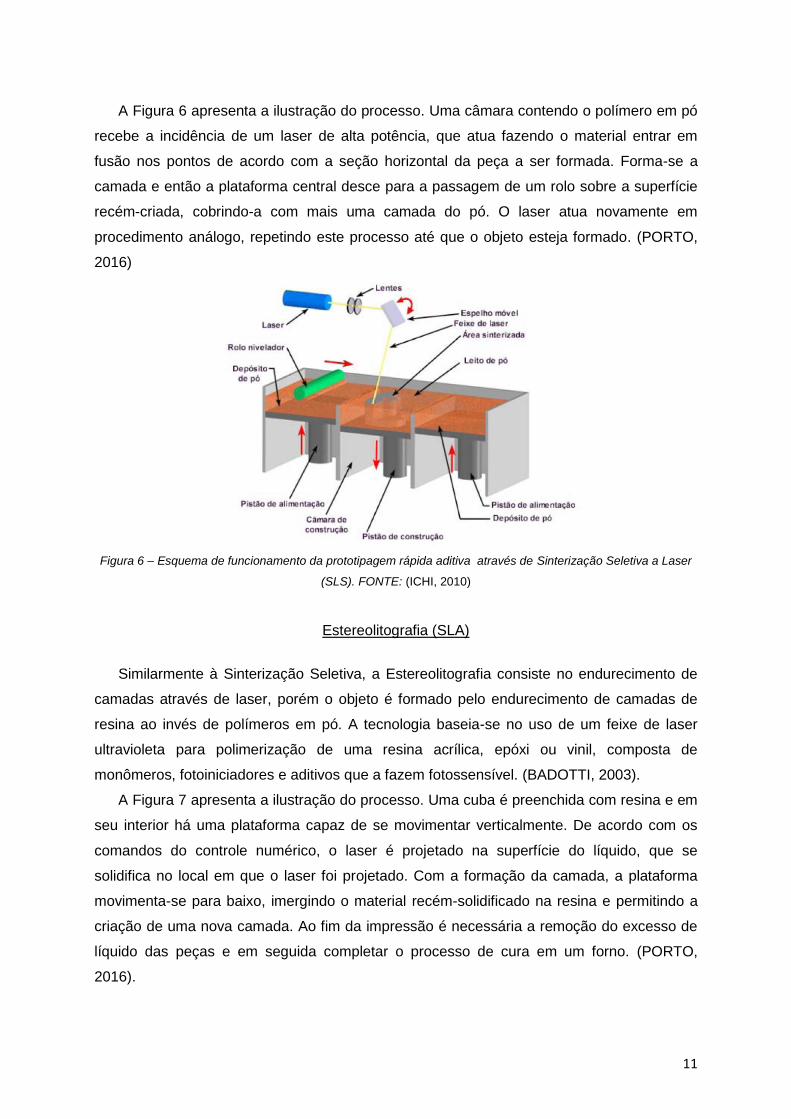
Estereolitografia (SLA)
Similarmente à Sinterização Seletiva, a Estereolitografia consiste no endurecimento de
camadas através de laser, porém o objeto é formado pelo endurecimento de camadas de
resina ao invés de polímeros em pó. A tecnologia baseia-se no uso de um feixe de laser
ultravioleta para polimerização de uma resina acrílica, epóxi ou vinil, composta de
monômeros, fotoiniciadores e aditivos que a fazem fotossensível. (BADOTTI, 2003).
A Figura 7 apresenta a ilustração do processo. Uma cuba é preenchida com resina e em
seu interior há uma plataforma capaz de se movimentar verticalmente. De acordo com os
comandos do controle numérico, o laser é projetado na superfície do líquido, que se
solidifica no local em que o laser foi projetado. Com a formação da camada, a plataforma
movimenta-se para baixo, imergindo o material recém-solidificado na resina e permitindo a
criação de uma nova camada. Ao fim da impressão é necessária a remoção do excesso de
líquido das peças e em seguida completar o processo de cura em um forno. (PORTO,
2016).
12
Figura 7 – Esquema de funcionamento da prototipagem rápida aditiva por Estereolitografia (SLA).FONTE: (ICHI,
2010)
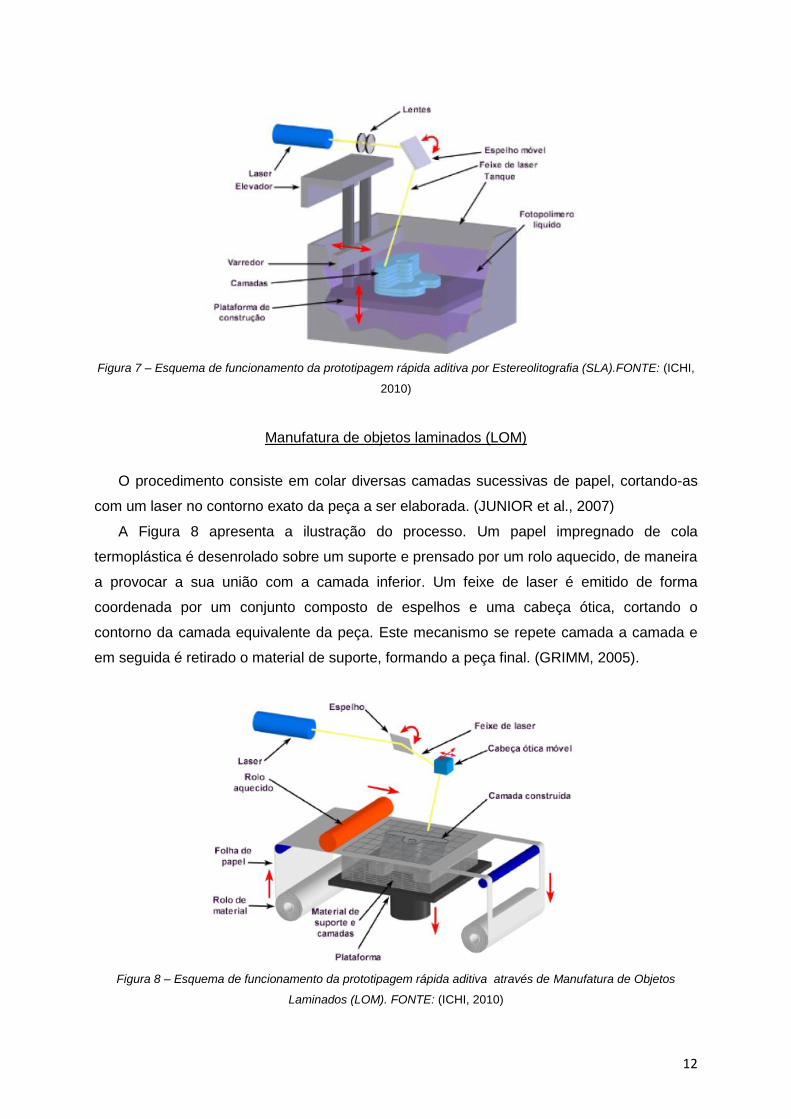
Manufatura de objetos laminados (LOM)
O procedimento consiste em colar diversas camadas sucessivas de papel, cortando-as
com um laser no contorno exato da peça a ser elaborada. (JUNIOR et al., 2007)
A Figura 8 apresenta a ilustração do processo. Um papel impregnado de cola
termoplástica é desenrolado sobre um suporte e prensado por um rolo aquecido, de maneira
a provocar a sua união com a camada inferior. Um feixe de laser é emitido de forma
coordenada por um conjunto composto de espelhos e uma cabeça ótica, cortando o
contorno da camada equivalente da peça. Este mecanismo se repete camada a camada e
em seguida é retirado o material de suporte, formando a peça final. (GRIMM, 2005).
Figura 8 – Esquema de funcionamento da prototipagem rápida aditiva através de Manufatura de Objetos
Laminados (LOM). FONTE: (ICHI, 2010)
13
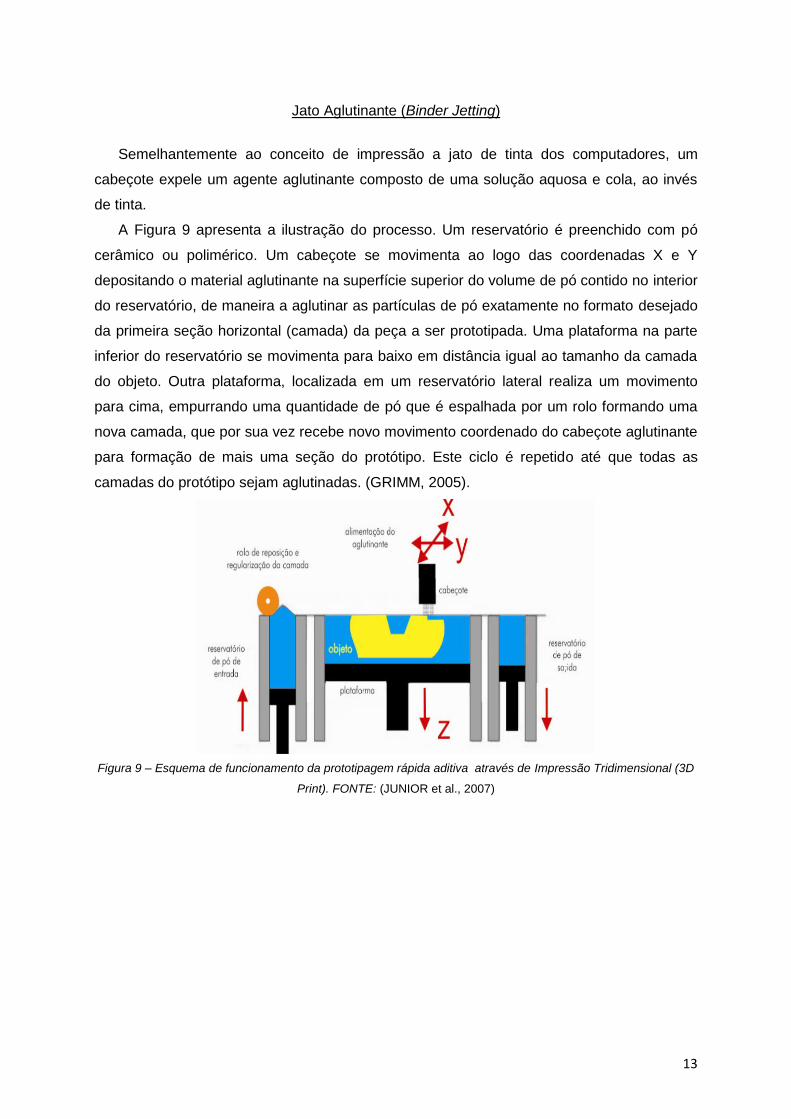
Jato Aglutinante (Binder Jetting)
Semelhantemente ao conceito de impressão a jato de tinta dos computadores, um
cabeçote expele um agente aglutinante composto de uma solução aquosa e cola, ao invés
de tinta.
A Figura 9 apresenta a ilustração do processo. Um reservatório é preenchido com pó
cerâmico ou polimérico. Um cabeçote se movimenta ao logo das coordenadas X e Y
depositando o material aglutinante na superfície superior do volume de pó contido no interior
do reservatório, de maneira a aglutinar as partículas de pó exatamente no formato desejado
da primeira seção horizontal (camada) da peça a ser prototipada. Uma plataforma na parte
inferior do reservatório se movimenta para baixo em distância igual ao tamanho da camada
do objeto. Outra plataforma, localizada em um reservatório lateral realiza um movimento
para cima, empurrando uma quantidade de pó que é espalhada por um rolo formando uma
nova camada, que por sua vez recebe novo movimento coordenado do cabeçote aglutinante
para formação de mais uma seção do protótipo. Este ciclo é repetido até que todas as
camadas do protótipo sejam aglutinadas. (GRIMM, 2005).
Figura 9 – Esquema de funcionamento da prototipagem rápida aditiva através de Impressão Tridimensional (3D
Print). FONTE: (JUNIOR et al., 2007)
14
2.2.2. Prototipagem Rápida Subtrativa
Neste tipo de tecnologia, o modelo final é obtido através de usinagem, ou seja, remoção
de material a partir de um bloco. A prototipagem rápida subtrativa é muitas vezes também
referida genericamente como fabricação digital (CELANI; PUPO, 2002).
A base da tecnologia é a mesma para todos os casos, que é o desbaste de um bloco de
material até a obtenção da forma final desejada. Utilizam-se normalmente os três eixos
comuns de usinagem, ou seja, XYZ. Em alguns casos, adiciona-se um quarto eixo de giro
do protótipo, conforme mencionado por Junior et al. (2007). Segundo Curtis (2006), as
propriedades mecânicas dos protótipos ficam por conta do material utilizado, que no
presente caso pode ser uma grande variedade, tais como: madeira, MDF, plástico e
alumínio.
O termo “usinagem” é tradicionalmente conhecido como o processo de desbaste
mecânico que visa dar forma a uma peça qualquer. Pode se valer de variadas técnicas para tal,
que partem basicamente desse mesmo conceito geral. Dentre estas técnicas, estão
incluídos não somente procedimentos empregados de forma automatizada visando a
realização da prototipagem rápida, como também aqueles parcialmente mecanizados ou até
mesmo os procedimentos manuais. Entende-se neste estudo que prototipagem rápida
subtrativa corresponde, por definição, a procedimentos de usinagem que são
automatizados.
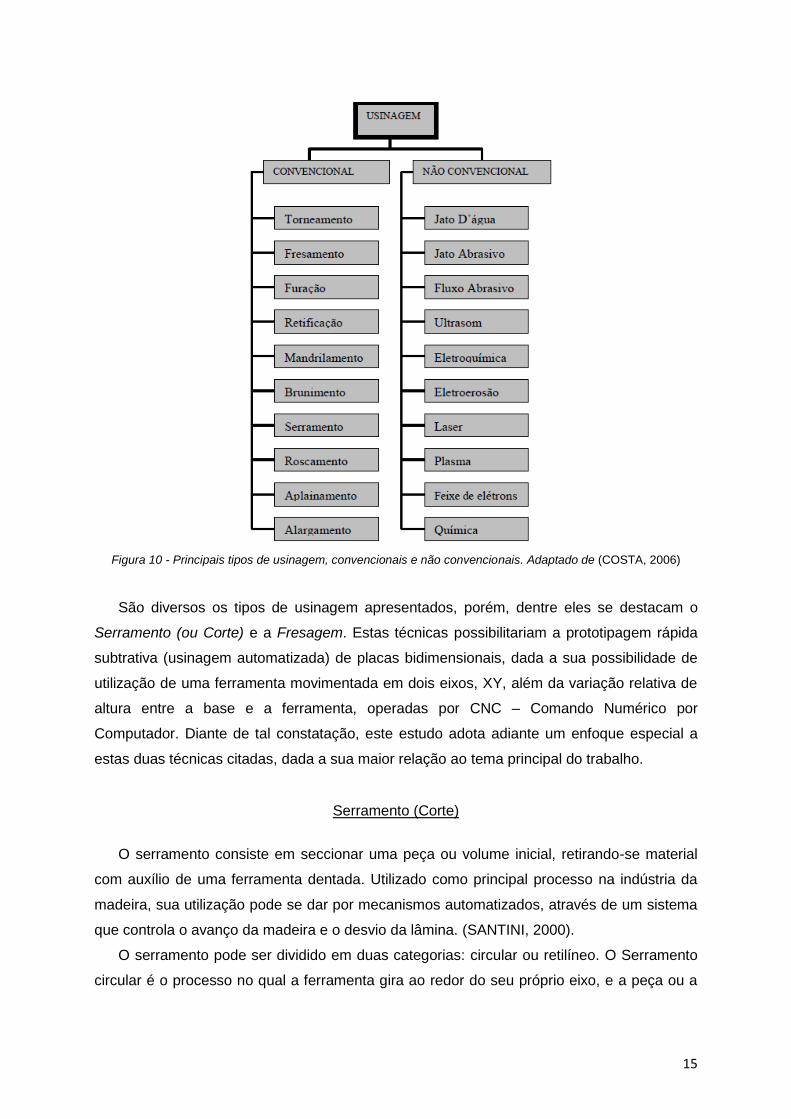
Costa (2006) divide os processos de usinagem nas categorias convencional, que são
aquelas mais utilizadas, e a não convencional, que são aquelas alternativas, com menor uso
pela indústria. A Figura 10 apresenta um quadro resumo com os principais tipos de
usinagem apresentados pelo autor.
15
Figura 10 - Principais tipos de usinagem, convencionais e não convencionais. Adaptado de (COSTA, 2006)
São diversos os tipos de usinagem apresentados, porém, dentre eles se destacam o
Serramento (ou Corte) e a Fresagem. Estas técnicas possibilitariam a prototipagem rápida
subtrativa (usinagem automatizada) de placas bidimensionais, dada a sua possibilidade de
utilização de uma ferramenta movimentada em dois eixos, XY, além da variação relativa de
altura entre a base e a ferramenta, operadas por CNC – Comando Numérico por
Computador. Diante de tal constatação, este estudo adota adiante um enfoque especial a
estas duas técnicas citadas, dada a sua maior relação ao tema principal do trabalho.
Serramento (Corte)
O serramento consiste em seccionar uma peça ou volume inicial, retirando-se material
com auxílio de uma ferramenta dentada. Utilizado como principal processo na indústria da
madeira, sua utilização pode se dar por mecanismos automatizados, através de um sistema
que controla o avanço da madeira e o desvio da lâmina. (SANTINI, 2000).
O serramento pode ser dividido em duas categorias: circular ou retilíneo. O Serramento
circular é o processo no qual a ferramenta gira ao redor do seu próprio eixo, e a peça ou a
16
ferramenta se desloca. O serramento retilíneo é o processo no qual a ferramenta se desloca
segundo uma trajetória retilínea, com movimento alternativo ou não. (COSTA, 2006).
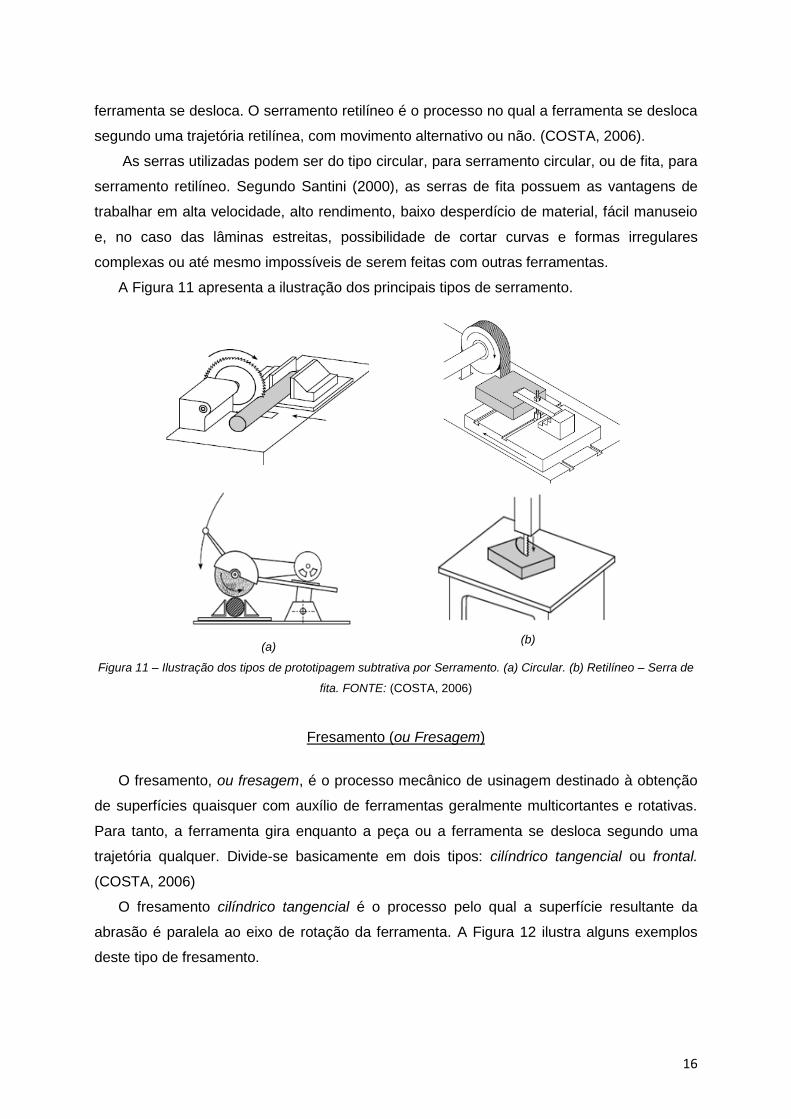
As serras utilizadas podem ser do tipo circular, para serramento circular, ou de fita, para
serramento retilíneo. Segundo Santini (2000), as serras de fita possuem as vantagens de
trabalhar em alta velocidade, alto rendimento, baixo desperdício de material, fácil manuseio
e, no caso das lâminas estreitas, possibilidade de cortar curvas e formas irregulares
complexas ou até mesmo impossíveis de serem feitas com outras ferramentas.
A Figura 11 apresenta a ilustração dos principais tipos de serramento.
(a)
(b)
Figura 11 – Ilustração dos tipos de prototipagem subtrativa por Serramento. (a) Circular. (b) Retilíneo – Serra de
fita. FONTE: (COSTA, 2006)
Fresamento (ou Fresagem)
O fresamento, ou fresagem, é o processo mecânico de usinagem destinado à obtenção
de superfícies quaisquer com auxílio de ferramentas geralmente multicortantes e rotativas.
Para tanto, a ferramenta gira enquanto a peça ou a ferramenta se desloca segundo uma
trajetória qualquer. Divide-se basicamente em dois tipos: cilíndrico tangencial ou frontal.
(COSTA, 2006)
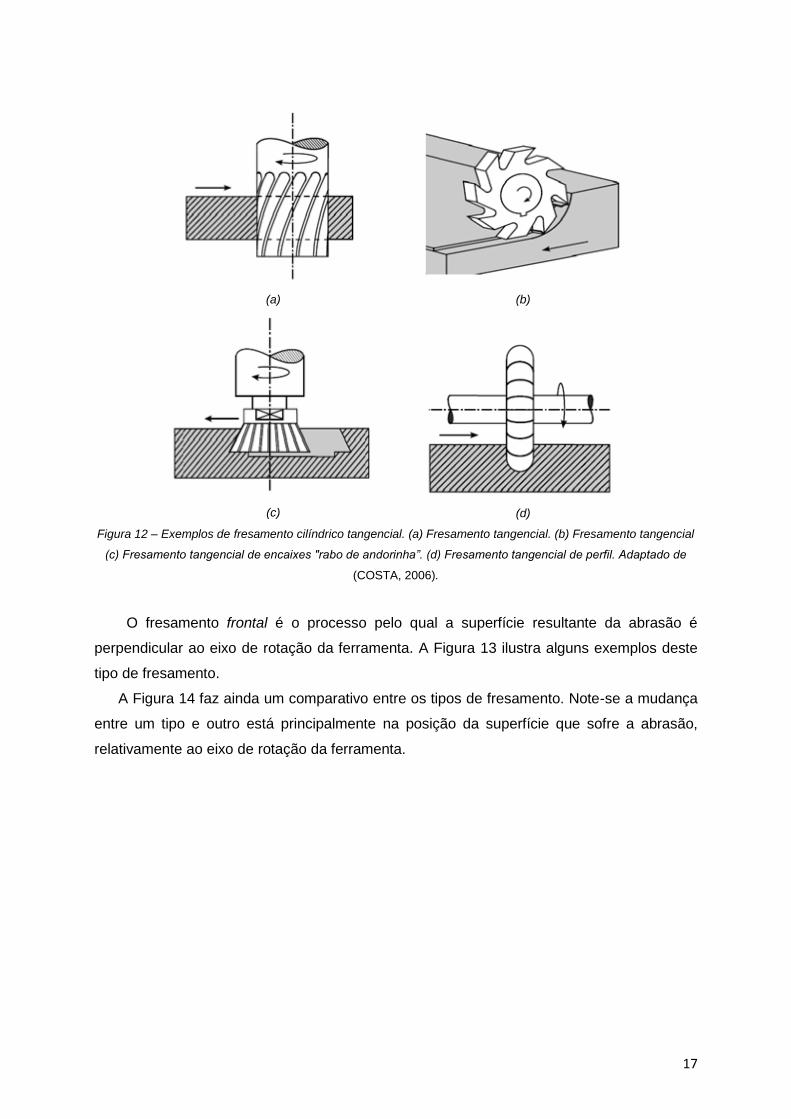
O fresamento cilíndrico tangencial é o processo pelo qual a superfície resultante da
abrasão é paralela ao eixo de rotação da ferramenta. A Figura 12 ilustra alguns exemplos
deste tipo de fresamento.
17
(a)
(b)
(c)
(d)
Figura 12 – Exemplos de fresamento cilíndrico tangencial. (a) Fresamento tangencial. (b) Fresamento tangencial
(c) Fresamento tangencial de encaixes "rabo de andorinha”. (d) Fresamento tangencial de perfil. Adaptado de
(COSTA, 2006).
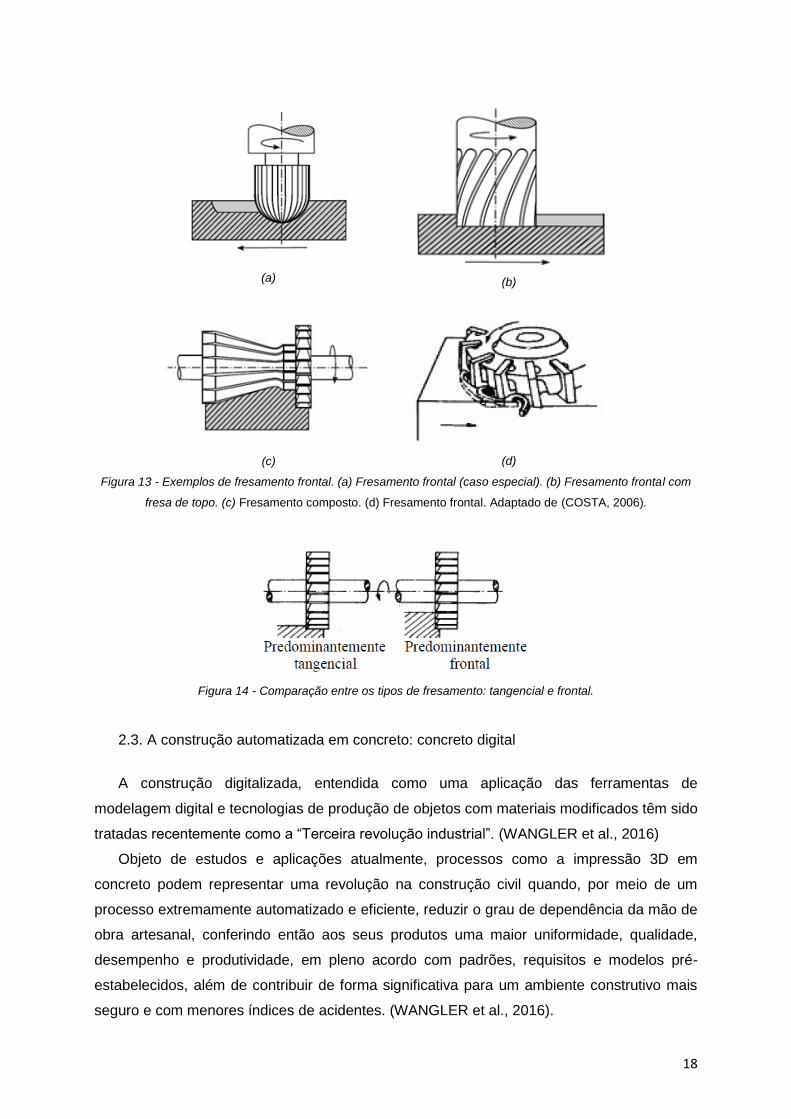
O fresamento frontal é o processo pelo qual a superfície resultante da abrasão é
perpendicular ao eixo de rotação da ferramenta. A Figura 13 ilustra alguns exemplos deste
tipo de fresamento.
A Figura 14 faz ainda um comparativo entre os tipos de fresamento. Note-se a mudança
entre um tipo e outro está principalmente na posição da superfície que sofre a abrasão,
relativamente ao eixo de rotação da ferramenta.
18
(a)
(b)
(c)
(d)
Figura 13 - Exemplos de fresamento frontal. (a) Fresamento frontal (caso especial). (b) Fresamento frontal com
fresa de topo. (c) Fresamento composto. (d) Fresamento frontal. Adaptado de (COSTA, 2006).
Figura 14 - Comparação entre os tipos de fresamento: tangencial e frontal.
2.3. A construção automatizada em concreto: concreto digital
A construção digitalizada, entendida como uma aplicação das ferramentas de
modelagem digital e tecnologias de produção de objetos com materiais modificados têm sido
tratadas recentemente como a “Terceira revolução industrial”. (WANGLER et al., 2016)
Objeto de estudos e aplicações atualmente, processos como a impressão 3D em
concreto podem representar uma revolução na construção civil quando, por meio de um
processo extremamente automatizado e eficiente, reduzir o grau de dependência da mão de
obra artesanal, conferindo então aos seus produtos uma maior uniformidade, qualidade,
desempenho e produtividade, em pleno acordo com padrões, requisitos e modelos pré-
estabelecidos, além de contribuir de forma significativa para um ambiente construtivo mais
seguro e com menores índices de acidentes. (WANGLER et al., 2016).
19
Segundo Gosselin et al. (2016) a prototipagem digital em material cimentício, ou
concreto digital, trata-se de um trabalho interdisciplinar, que envolve diversas áreas do
conhecimento, como por exemplo: Ciência dos materiais, computação, robótica, arquitetura
e design.
A literatura tem apontado com forte tendência para aplicação da impressão 3D em
habitações tradicionais em concreto, bem como para futuras construções de edificações em
outros planetas, dado a sua possível integração com outros mecanismos de automatização,
tendo-se então um processo construtivo totalmente ou majoritariamente automatizado,
fazendo com que seja viável a construção sem mão-de-obra humana. (CESARETTI et al.,
2014).
2.3.1. Tecnologias de prototipagem aplicadas na construção civil
A prototipagem aditiva tem se tornado uma forte ferramenta de produção, principalmente
em casos onde há grande necessidade de personalização de formatos, como é o caso da
construção civil, onde cada elemento da edificação é único em dimensão. Isto se deve ao
fato de que há grande redução do tempo de produção, uso de material e eliminação da
necessidade de suportes temporários ou fôrmas, conferindo a liberdade arquitetônica para
explorar formas diferentes, tornando cada parte única. (LIM et al., 2012).
A construção civil tem tido resultados no desenvolvimento de técnicas de prototipagem
rápida, tendo surgido vários grupos de pesquisa ultimamente, sobretudo baseados em
estudos sobre impressão 3D, os quais têm desenvolvido aplicações em escala real.
(WOLFS, R, 2015).
A construção de habitações se mostra uma possível área beneficiada da aplicação da
impressão 3D em concreto. Em uma habitação o nível de personalização dos seus
componentes é relativamente alto, dado à característica única que cada edifício possui. A
impressão torna-se então adequado a habitações à medida que permite a personalização
dos componentes fabricados, restringindo-se a mudança ao modelo feito no computador,
sem prejuízo do método executivo. Espera-se assim, conferir melhorias no custo, eficiência,
e velocidade de construção. (GARTNER, 2004).
Alguns métodos foram então aplicados na última década. Segundo Quan et al. (2015) os
principais métodos de impressão para a indústria da construção na década passada foram
as tecnologias Countor Crafting, Concrete Printing e D-Shape.
20
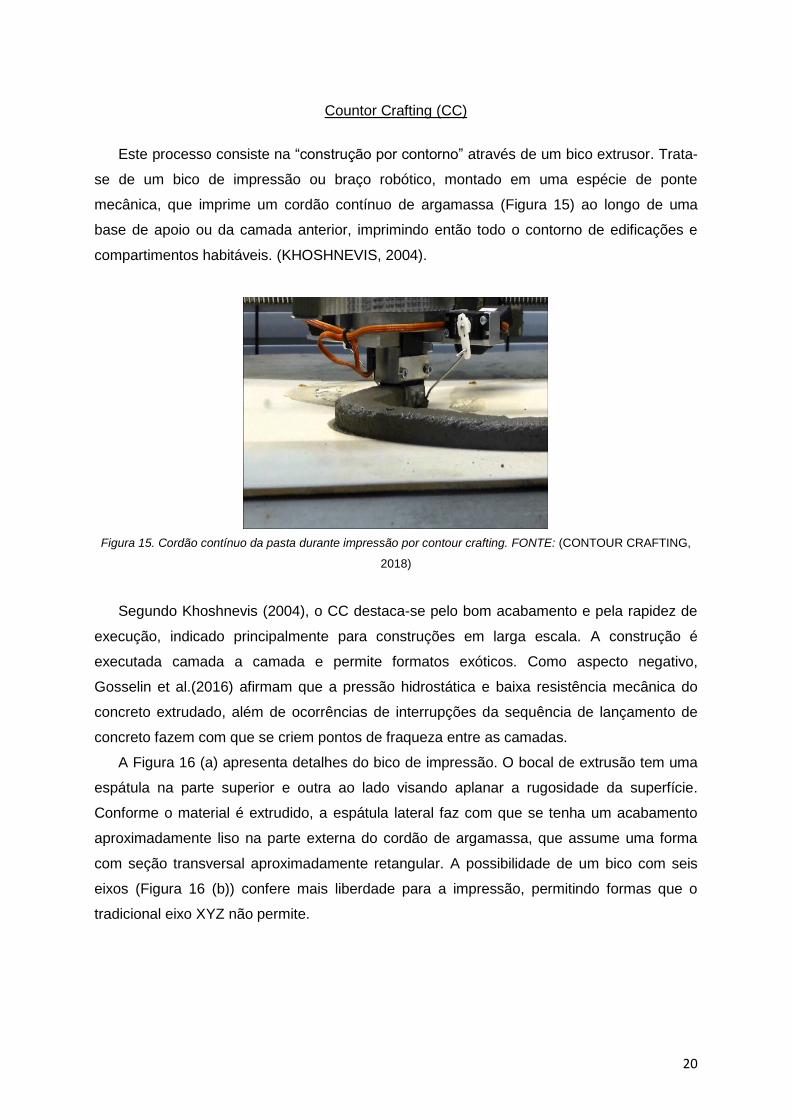
Countor Crafting (CC)
Este processo consiste na “construção por contorno” através de um bico extrusor. Trata-
se de um bico de impressão ou braço robótico, montado em uma espécie de ponte
mecânica, que imprime um cordão contínuo de argamassa (Figura 15) ao longo de uma
base de apoio ou da camada anterior, imprimindo então todo o contorno de edificações e
compartimentos habitáveis. (KHOSHNEVIS, 2004).
Figura 15. Cordão contínuo da pasta durante impressão por contour crafting. FONTE: (CONTOUR CRAFTING,
2018)
Segundo Khoshnevis (2004), o CC destaca-se pelo bom acabamento e pela rapidez de
execução, indicado principalmente para construções em larga escala. A construção é
executada camada a camada e permite formatos exóticos. Como aspecto negativo,
Gosselin et al.(2016) afirmam que a pressão hidrostática e baixa resistência mecânica do
concreto extrudado, além de ocorrências de interrupções da sequência de lançamento de
concreto fazem com que se criem pontos de fraqueza entre as camadas.
A Figura 16 (a) apresenta detalhes do bico de impressão. O bocal de extrusão tem uma
espátula na parte superior e outra ao lado visando aplanar a rugosidade da superfície.
Conforme o material é extrudido, a espátula lateral faz com que se tenha um acabamento
aproximadamente liso na parte externa do cordão de argamassa, que assume uma forma
com seção transversal aproximadamente retangular. A possibilidade de um bico com seis
eixos (Figura 16 (b)) confere mais liberdade para a impressão, permitindo formas que o
tradicional eixo XYZ não permite.

21
(a)
(b)
Figura 16 – Ilustração de um bico de impressão contour crafting (a) Bico de Impressão com placa lateral (b) Bico
com 3 eixos de rotação. Adaptado de (KHOSHNEVIS, 2004)
Segundo Khoshnevis (2004), existem possíveis evoluções para esta tecnologia. As
countor crafting conseguiriam imprimir de maneira in situ toda a elevação da edificação,
conforme exibido pela Figura 17. A elevação das paredes pode se dar através da execução
do contorno e de um preenchimento interno semelhante a uma seção treliçada (Figura 18).
A evolução deste projeto aponta ainda para pequenos braços robóticos que possuem mais
mobilidade e podem ser transportados facilmente, além de trabalharem em conjunto em
uma determinada obra (Figura 19).
(a)
(b)
Figura 17 – Uso do Contour Crafting na construção civil. (a) Ilustração de um Canteiro de obra para impressão
Contour Crafting.(b) Ilustração de uma casa em impressão. FONTE: (CONTOUR CRAFTING, 2018)
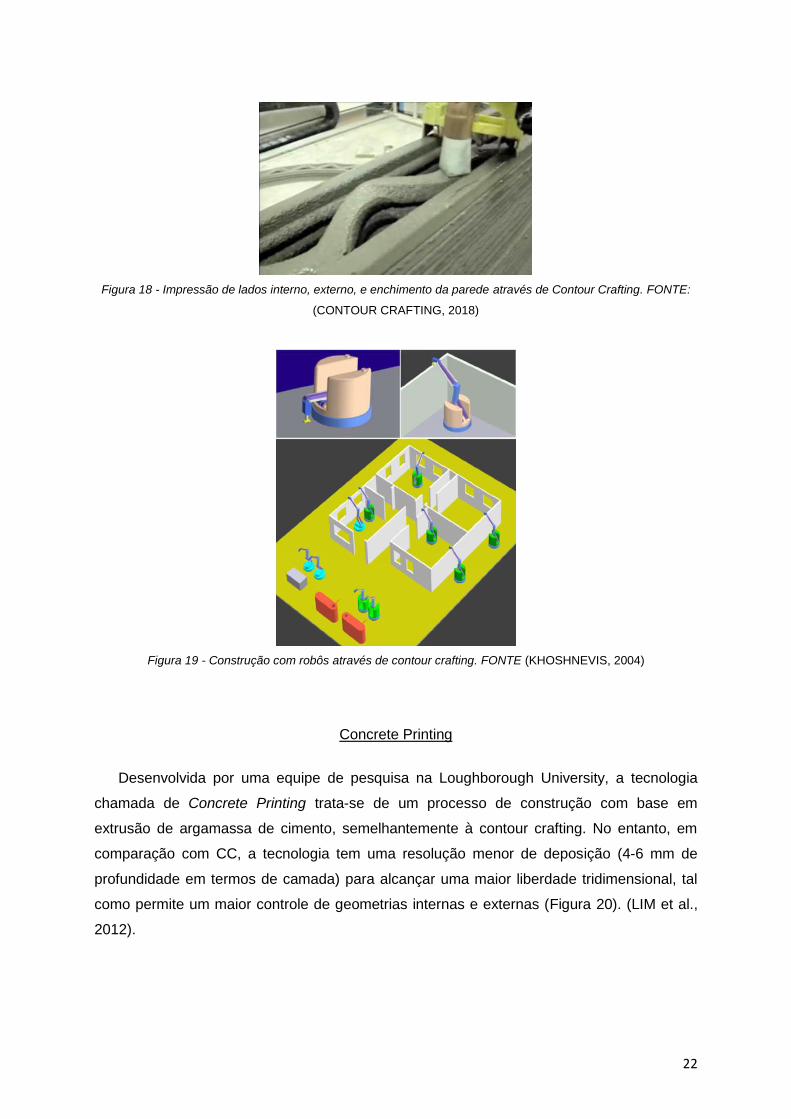
22
Figura 18 - Impressão de lados interno, externo, e enchimento da parede através de Contour Crafting. FONTE:
(CONTOUR CRAFTING, 2018)
Figura 19 - Construção com robôs através de contour crafting. FONTE (KHOSHNEVIS, 2004)
Concrete Printing
Desenvolvida por uma equipe de pesquisa na Loughborough University, a tecnologia
chamada de Concrete Printing trata-se de um processo de construção com base em
extrusão de argamassa de cimento, semelhantemente à contour crafting. No entanto, em
comparação com CC, a tecnologia tem uma resolução menor de deposição (4-6 mm de
profundidade em termos de camada) para alcançar uma maior liberdade tridimensional, tal
como permite um maior controle de geometrias internas e externas (Figura 20). (LIM et al.,
2012).
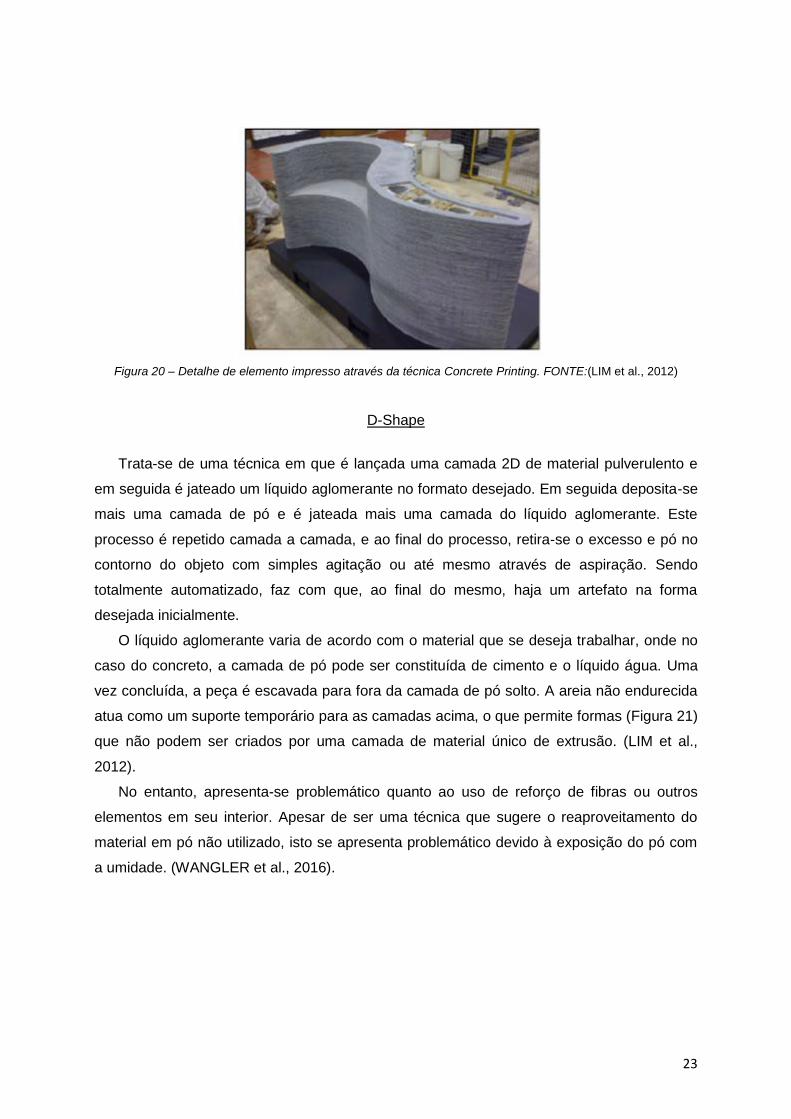
23
Figura 20 – Detalhe de elemento impresso através da técnica Concrete Printing. FONTE:(LIM et al., 2012)
D-Shape
Trata-se de uma técnica em que é lançada uma camada 2D de material pulverulento e
em seguida é jateado um líquido aglomerante no formato desejado. Em seguida deposita-se
mais uma camada de pó e é jateada mais uma camada do líquido aglomerante. Este
processo é repetido camada a camada, e ao final do processo, retira-se o excesso e pó no
contorno do objeto com simples agitação ou até mesmo através de aspiração. Sendo
totalmente automatizado, faz com que, ao final do mesmo, haja um artefato na forma
desejada inicialmente.
O líquido aglomerante varia de acordo com o material que se deseja trabalhar, onde no
caso do concreto, a camada de pó pode ser constituída de cimento e o líquido água. Uma
vez concluída, a peça é escavada para fora da camada de pó solto. A areia não endurecida
atua como um suporte temporário para as camadas acima, o que permite formas (Figura 21)
que não podem ser criados por uma camada de material único de extrusão. (LIM et al.,
2012).
No entanto, apresenta-se problemático quanto ao uso de reforço de fibras ou outros
elementos em seu interior. Apesar de ser uma técnica que sugere o reaproveitamento do
material em pó não utilizado, isto se apresenta problemático devido à exposição do pó com
a umidade. (WANGLER et al., 2016).
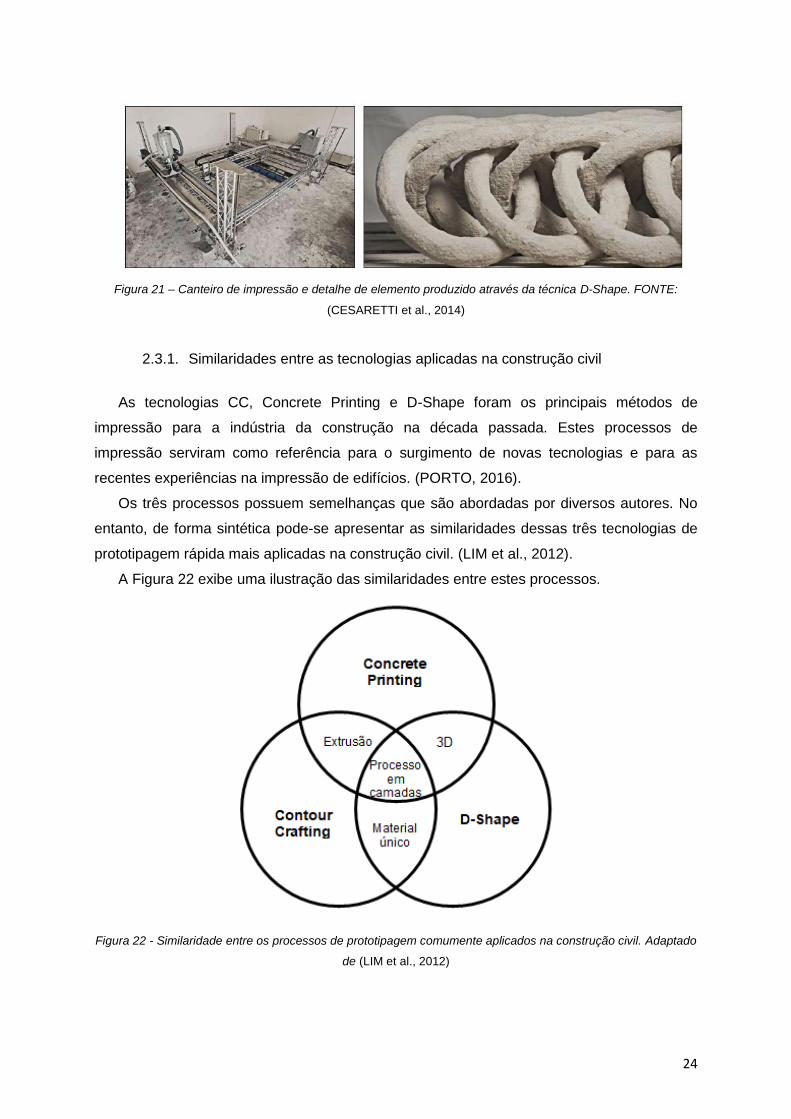
24
Figura 21 – Canteiro de impressão e detalhe de elemento produzido através da técnica D-Shape. FONTE:
(CESARETTI et al., 2014)
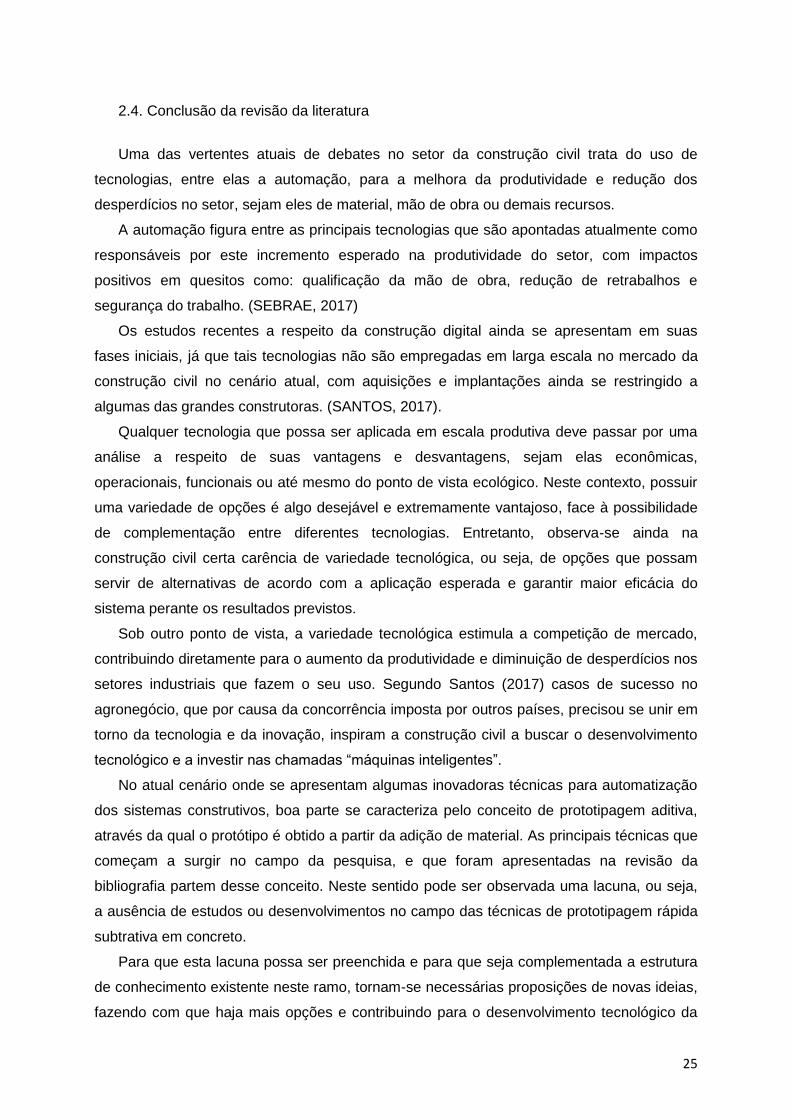
2.3.1. Similaridades entre as tecnologias aplicadas na construção civil
As tecnologias CC, Concrete Printing e D-Shape foram os principais métodos de
impressão para a indústria da construção na década passada. Estes processos de
impressão serviram como referência para o surgimento de novas tecnologias e para as
recentes experiências na impressão de edifícios. (PORTO, 2016).
Os três processos possuem semelhanças que são abordadas por diversos autores. No
entanto, de forma sintética pode-se apresentar as similaridades dessas três tecnologias de
prototipagem rápida mais aplicadas na construção civil. (LIM et al., 2012).
A Figura 22 exibe uma ilustração das similaridades entre estes processos.
Figura 22 - Similaridade entre os processos de prototipagem comumente aplicados na construção civil. Adaptado
de (LIM et al., 2012)
25
2.4. Conclusão da revisão da literatura
Uma das vertentes atuais de debates no setor da construção civil trata do uso de
tecnologias, entre elas a automação, para a melhora da produtividade e redução dos
desperdícios no setor, sejam eles de material, mão de obra ou demais recursos.
A automação figura entre as principais tecnologias que são apontadas atualmente como
responsáveis por este incremento esperado na produtividade do setor, com impactos
positivos em quesitos como: qualificação da mão de obra, redução de retrabalhos e
segurança do trabalho. (SEBRAE, 2017)
Os estudos recentes a respeito da construção digital ainda se apresentam em suas
fases iniciais, já que tais tecnologias não são empregadas em larga escala no mercado da
construção civil no cenário atual, com aquisições e implantações ainda se restringido a
algumas das grandes construtoras. (SANTOS, 2017).
Qualquer tecnologia que possa ser aplicada em escala produtiva deve passar por uma
análise a respeito de suas vantagens e desvantagens, sejam elas econômicas,
operacionais, funcionais ou até mesmo do ponto de vista ecológico. Neste contexto, possuir
uma variedade de opções é algo desejável e extremamente vantajoso, face à possibilidade
de complementação entre diferentes tecnologias. Entretanto, observa-se ainda na
construção civil certa carência de variedade tecnológica, ou seja, de opções que possam
servir de alternativas de acordo com a aplicação esperada e garantir maior eficácia do
sistema perante os resultados previstos.
Sob outro ponto de vista, a variedade tecnológica estimula a competição de mercado,
contribuindo diretamente para o aumento da produtividade e diminuição de desperdícios nos
setores industriais que fazem o seu uso. Segundo Santos (2017) casos de sucesso no
agronegócio, que por causa da concorrência imposta por outros países, precisou se unir em
torno da tecnologia e da inovação, inspiram a construção civil a buscar o desenvolvimento
tecnológico e a investir nas chamadas “máquinas inteligentes”.
No atual cenário onde se apresentam algumas inovadoras técnicas para automatização
dos sistemas construtivos, boa parte se caracteriza pelo conceito de prototipagem aditiva,
através da qual o protótipo é obtido a partir da adição de material. As principais técnicas que
começam a surgir no campo da pesquisa, e que foram apresentadas na revisão da
bibliografia partem desse conceito. Neste sentido pode ser observada uma lacuna, ou seja,
a ausência de estudos ou desenvolvimentos no campo das técnicas de prototipagem rápida
subtrativa em concreto.
Para que esta lacuna possa ser preenchida e para que seja complementada a estrutura
de conhecimento existente neste ramo, tornam-se necessárias proposições de novas ideias,
fazendo com que haja mais opções e contribuindo para o desenvolvimento tecnológico da
26
construção civil. Entendeu-se neste estudo que prototipagem rápida subtrativa corresponde,
por definição, a procedimentos de usinagem que são automatizados, entendidos ainda como
fabricação digital.
De posse da problemática estabelecida no contexto setorial da construção civil, o
estudo e o desenvolvimento de uma técnica de usinagem automatizada aplicável ao
concreto mostram-se adequados e contemporâneos ao cenário atual, motivando a
proposição deste trabalho. Esta técnica se mostra factível não somente para aplicações in
situ, mas também para criação de artefatos de concreto pré-fabricados, unindo então, dois
vetores de desenvolvimento da produtividade do setor.
27
3. DESENVOLVIMENTO DO CONCEITO - Concreto Fresco 2D
(CF2D)
3.1. Definição do problema
Os artefatos de concreto são preparados em um ambiente próprio, dotado de todos os
requisitos, ferramental e pessoal necessários à sua perfeita e eficiente execução em série, e
que após a sua preparação fabril, são levados às obras e assentes sob um regime de
montagem, não mais de moldagem. São elementos que demandariam elevados tempos e
recursos para serem moldados diretamente na obra.
Dados de mercado mostram que no auge da construção civil brasileira, em 2013, havia
uma enorme quantidade importada deste tipo de material, em quantidade superior à
exportada. Com a frenagem do crescimento econômico brasileiro esta relação se inverteu e
as exportações superam as importações. Então, apresenta-se um importante alerta sobre a
incapacidade de se atender a demanda interna em momento de alto crescimento econômico
e consequente aquecimento da construção civil. (DIAS, 2008).
Assim, esta área do conhecimento carece do desenvolvimento de técnicas produtivas
complementares, que podem encontrar na automação dos processos fabris um forte aliado
para incremento da produtividade e atendimento à demanda, que pode ser cada vez maior
por um produto com qualidade e variedade.
Segundo o Sebrae (2016) os artefatos de concreto tornam-se tão importantes em virtude
principalmente de sua adaptabilidade, dado que a sua matéria prima pode assumir
diferentes formatos e volumes, conforme definição de cada obra.
Entretanto, a execução desta gama de formatos e volumes possíveis encontra
resistência na necessidade do uso de moldes ou formas, o que pode tornar o processo
custoso ao ponto de inviabilizar a produção em pequena escala de um determinado
elemento. Segundo Lim et al. (2012) o custo unitário de uma peça moldada torna-se de mais
barato em grandes quantidades, para ser muito mais caro do que o de uma peça obtida por
prototipagem a medida em que o número total de peças produzidas é decrescido.
Desta maneira, a prototipagem destes artefatos, tanto aditiva quanto subtrativa, parece
ser um caminho interessante para conferir essa liberdade de formatos até aqui freada pela
necessidade dos moldes, sem grandes adições de custos.
Quando falamos em prototipagem em matéria prima “concreto”, o método por adição de
material tem se notabilizado como uma vertente em desenvolvimento, diferente do método
por subtração de material, que não tem se apresentado usual até o presente momento.
28
3.2. Hipótese
Assim, propõe-se adiante uma maneira para confecção de peças em concreto através
de prototipagem subtrativa por meio de usinagem CNC de placas de concreto no estado
fresco.
Entende-se que a partir de placas de concretos, pode-se utilizar uma máquina para
elaborar diferentes peças em duas dimensões que ao serem unidas tem o potencial de
formar um elemento tridimensional. Desta forma o trabalho poderá ser realizado sobre uma
placa inicialmente moldada, mas com os produtos (peças individuais) obtidos sem
necessidade nenhum molde adicional.
O fato de se trabalhar com placas de concreto no estado fresco facilita o procedimento
de corte, eliminando assim um de seus principais impedimentos, que é a sua dureza após
seco. Isto deve ser possibilitado pela reologia adequada a ser encontrada para o concreto
para garantir uma precisão ao corte.
A reologia adequada será atingida a partir do processo de ganho de limite de
escoamento do concreto no tempo durante os primeiros minutos após a mistura,
identificando-se a janela de tempo mais adequada para o inicio e o fim do corte.
3.3. A tecnologia CF2D
A técnica de usinagem automatizada em concreto fresco, daqui em diante referida
simplesmente como “concreto fresco 2D” ou através da sua sigla, CF2D, trata-se de um
procedimento de usinagem automatizada de elementos bidimensionais, mediante comando
numérico computadorizado (CNC), que se utiliza de concreto em seu estado fresco como
matéria prima. A sua utilização é prevista em estruturas e elementos construídos a partir da
utilização de uma ou mais peças complementares entre si, feitas em concreto.
A Figura 23 apresenta um fluxograma do processo sugerido para produção de estruturas
3D a partir do método proposto. Trata-se de uma primeira etapa onde ocorre a concepção e
modelagem da peça em conformidade com a aplicação e o processo produtivo, e a segunda
etapa que é a materialização em si, ou seja, o corte dos elementos 2D a partir da placa
inicial. Assim, ao unir cada peça 2D se obtém a estrutura desejada.
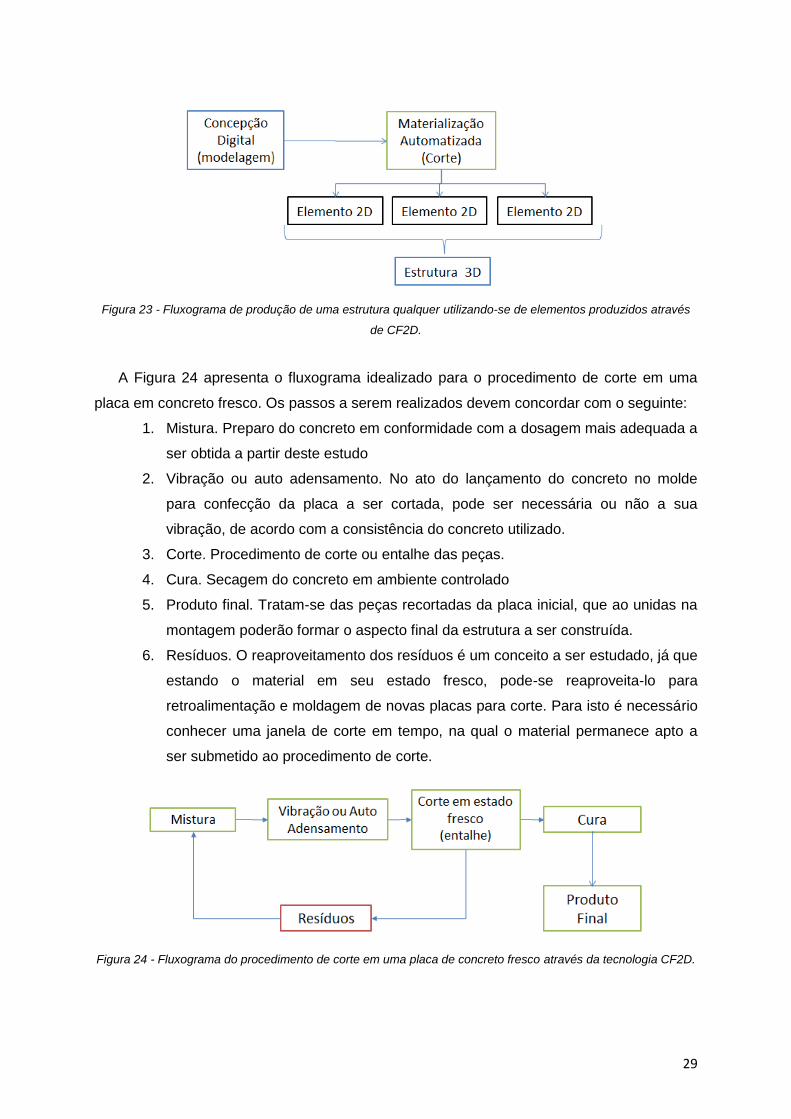
29
Figura 23 - Fluxograma de produção de uma estrutura qualquer utilizando-se de elementos produzidos através
de CF2D.
A Figura 24 apresenta o fluxograma idealizado para o procedimento de corte em uma
placa em concreto fresco. Os passos a serem realizados devem concordar com o seguinte:
1. Mistura. Preparo do concreto em conformidade com a dosagem mais adequada a
ser obtida a partir deste estudo
2. Vibração ou auto adensamento. No ato do lançamento do concreto no molde
para confecção da placa a ser cortada, pode ser necessária ou não a sua
vibração, de acordo com a consistência do concreto utilizado.
3. Corte. Procedimento de corte ou entalhe das peças.
4. Cura. Secagem do concreto em ambiente controlado
5. Produto final. Tratam-se das peças recortadas da placa inicial, que ao unidas na
montagem poderão formar o aspecto final da estrutura a ser construída.
6. Resíduos. O reaproveitamento dos resíduos é um conceito a ser estudado, já que
estando o material em seu estado fresco, pode-se reaproveita-lo para
retroalimentação e moldagem de novas placas para corte. Para isto é necessário
conhecer uma janela de corte em tempo, na qual o material permanece apto a
ser submetido ao procedimento de corte.
Figura 24 - Fluxograma do procedimento de corte em uma placa de concreto fresco através da tecnologia CF2D.
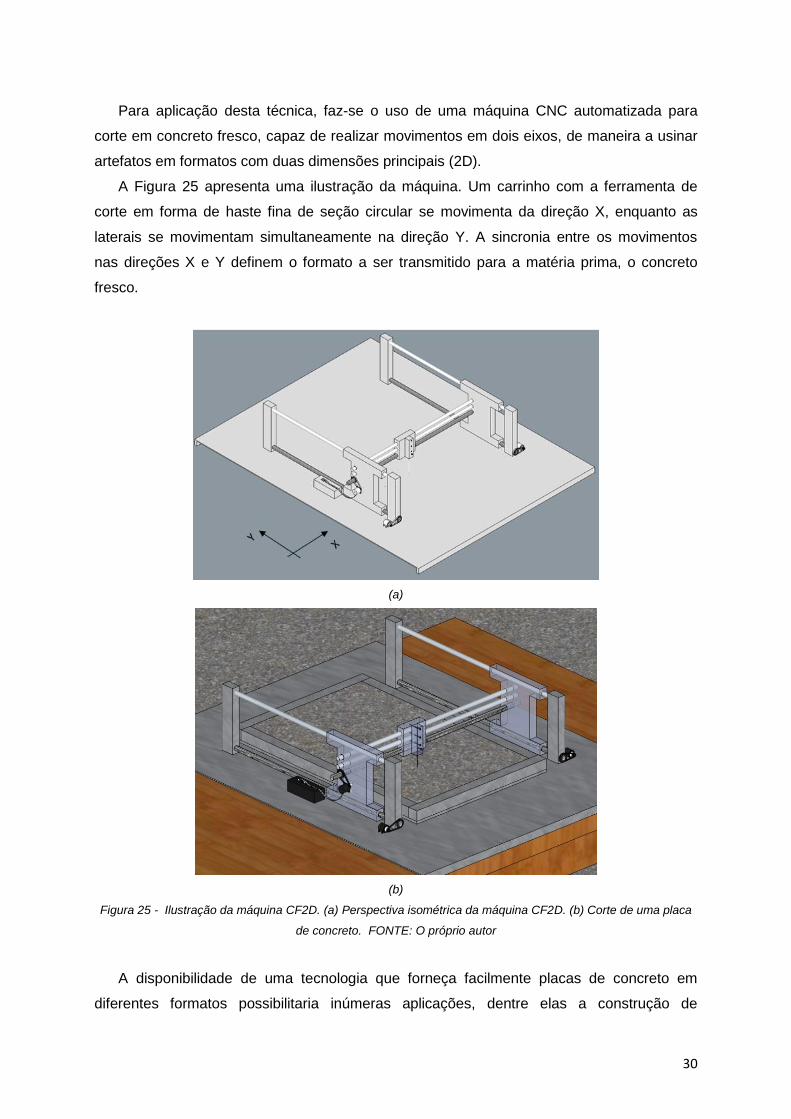
30
Para aplicação desta técnica, faz-se o uso de uma máquina CNC automatizada para
corte em concreto fresco, capaz de realizar movimentos em dois eixos, de maneira a usinar
artefatos em formatos com duas dimensões principais (2D).
A Figura 25 apresenta uma ilustração da máquina. Um carrinho com a ferramenta de
corte em forma de haste fina de seção circular se movimenta da direção X, enquanto as
laterais se movimentam simultaneamente na direção Y. A sincronia entre os movimentos
nas direções X e Y definem o formato a ser transmitido para a matéria prima, o concreto
fresco.
(a)
(b)
Figura 25 - Ilustração da máquina CF2D. (a) Perspectiva isométrica da máquina CF2D. (b) Corte de uma placa
de concreto. FONTE: O próprio autor
A disponibilidade de uma tecnologia que forneça facilmente placas de concreto em
diferentes formatos possibilitaria inúmeras aplicações, dentre elas a construção de
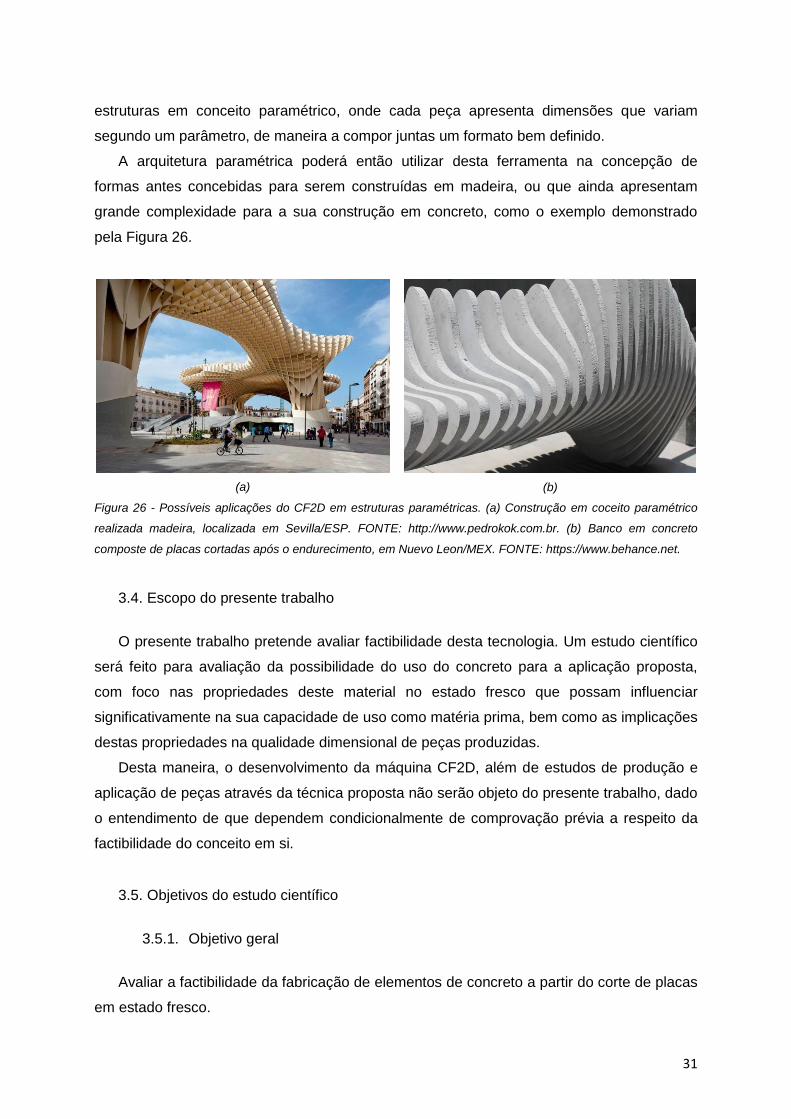
31
estruturas em conceito paramétrico, onde cada peça apresenta dimensões que variam
segundo um parâmetro, de maneira a compor juntas um formato bem definido.
A arquitetura paramétrica poderá então utilizar desta ferramenta na concepção de
formas antes concebidas para serem construídas em madeira, ou que ainda apresentam
grande complexidade para a sua construção em concreto, como o exemplo demonstrado
pela Figura 26.
(a)
(b)
Figura 26 - Possíveis aplicações do CF2D em estruturas paramétricas. (a) Construção em coceito paramétrico
realizada madeira, localizada em Sevilla/ESP. FONTE: http://www.pedrokok.com.br. (b) Banco em concreto
composte de placas cortadas após o endurecimento, em Nuevo Leon/MEX. FONTE: https://www.behance.net.
3.4. Escopo do presente trabalho
O presente trabalho pretende avaliar factibilidade desta tecnologia. Um estudo científico
será feito para avaliação da possibilidade do uso do concreto para a aplicação proposta,
com foco nas propriedades deste material no estado fresco que possam influenciar
significativamente na sua capacidade de uso como matéria prima, bem como as implicações
destas propriedades na qualidade dimensional de peças produzidas.
Desta maneira, o desenvolvimento da máquina CF2D, além de estudos de produção e
aplicação de peças através da técnica proposta não serão objeto do presente trabalho, dado
o entendimento de que dependem condicionalmente de comprovação prévia a respeito da
factibilidade do conceito em si.
3.5. Objetivos do estudo científico
3.5.1. Objetivo geral
Avaliar a factibilidade da fabricação de elementos de concreto a partir do corte de placas
em estado fresco.
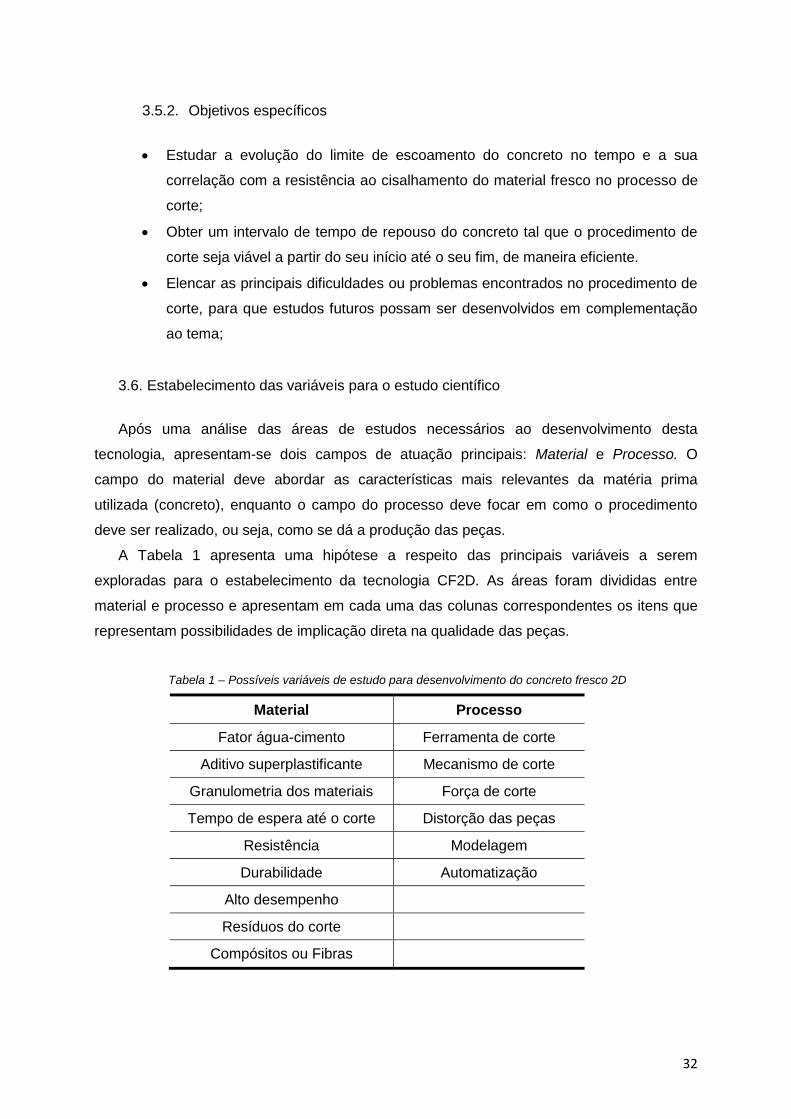
32
3.5.2. Objetivos específicos
Estudar a evolução do limite de escoamento do concreto no tempo e a sua
correlação com a resistência ao cisalhamento do material fresco no processo de
corte;
Obter um intervalo de tempo de repouso do concreto tal que o procedimento de
corte seja viável a partir do seu início até o seu fim, de maneira eficiente.
Elencar as principais dificuldades ou problemas encontrados no procedimento de
corte, para que estudos futuros possam ser desenvolvidos em complementação
ao tema;
3.6. Estabelecimento das variáveis para o estudo científico
Após uma análise das áreas de estudos necessários ao desenvolvimento desta
tecnologia, apresentam-se dois campos de atuação principais: Material e Processo. O
campo do material deve abordar as características mais relevantes da matéria prima
utilizada (concreto), enquanto o campo do processo deve focar em como o procedimento
deve ser realizado, ou seja, como se dá a produção das peças.
A Tabela 1 apresenta uma hipótese a respeito das principais variáveis a serem
exploradas para o estabelecimento da tecnologia CF2D. As áreas foram divididas entre
material e processo e apresentam em cada uma das colunas correspondentes os itens que
representam possibilidades de implicação direta na qualidade das peças.
Tabela 1 – Possíveis variáveis de estudo para desenvolvimento do concreto fresco 2D
Material Processo
Fator água-cimento Ferramenta de corte
Aditivo superplastificante Mecanismo de corte
Granulometria dos materiais Força de corte
Tempo de espera até o corte Distorção das peças
Resistência Modelagem
Durabilidade Automatização
Alto desempenho
Resíduos do corte
Compósitos ou Fibras
33
Espera-se, no entanto, que alguns destes itens possam apresentar considerável
relevância para os resultados em comparação aos demais. A resistência ao cisalhamento do
material no estado fresco pode implicar diretamente na qualidade de corte, dado que é esta
a característica do material que implica na sua capacidade de permanecer em um formato
inicial após a sua submissão ao seu peso próprio ou a uma tensão cisalhante, como por
exemplo, uma solicitação por corte.
Convém assim estudar a relação entre a tensão de escoamento do material fresco e a
qualidade do corte, representada pela distorção medida na peça após passar pelo processo
de sua produção. Para tal, espera-se que uma análise do limite de escoamento do concreto
nos tempos iniciais de repouso possa ser de extrema relevância. Desta maneira, devem-se
identificar possíveis fatores que impactam no limite de escoamento do concreto, e utilizá-los
como variáveis de análise, que associado com a variável tempo, se poderá estabelecer uma
relação mensurável estas grandezas e os dados de resposta.
Assumiu-se no presente estudo que o fator água-cimento, o aditivo superplastificante e o
tempo de espera até o corte possuem a princípio as principais influências no limite de
escoamento do material. A água atua diretamente no contato entre as partículas do material,
possuindo relação direta sobre o seu comportamento durante o escoamento do material. Por
outro lado, o papel dispersante realizado pelo aditivo superplastificante (ou simplesmente
superplastificante) evidencia o seu enorme potencial de influência sobre o escoamento.
Finalmente o tempo de espera ao corte relaciona-se diretamente com a evaporação da água
e ganho de resistência inicial do concreto.
Quanto ao processo, uma análise a respeito da distorção gerada em peças cortadas
linearmente pode servir de modelo simplificado para o comportamento do processo mais
complexo a ser realizado em duas ou mais dimensões. A distorção pode fornecer, pura e
simplesmente, uma boa caracterização a respeito da qualidade da peça, relacionando-a
com a dosagem e tempo de espera ora utilizados. O procedimento de corte, ao ser estudado
linearmente, confere mais condições de controle em laboratório, favorecendo a análise dos
dados para correlação entre as variáveis de estudo.
A Tabela 2 apresenta as variáveis de estudo enfatizadas, com maior influência esperada
para as aplicações propostas, em conformidade com o até aqui exposto. Desta maneira,
espera-se ser possível estabelecer uma relação entre resistência ao cisalhamento do
material fresco e qualidade do corte, mediante a análise, para diferentes dosagens, do limite
de escoamento do concreto nos tempos iniciais de repouso e da distorção das amostras
submetidas ao corte.
34
Tabela 2 - Variáveis avaliadas por este trabalho para desenvolvimento do concreto fresco 2D
Material Processo
Fator água-cimento Mecanismo de corte (corte linear)
Aditivo superplastificante Distorção das peças
Tempo de espera até o corte
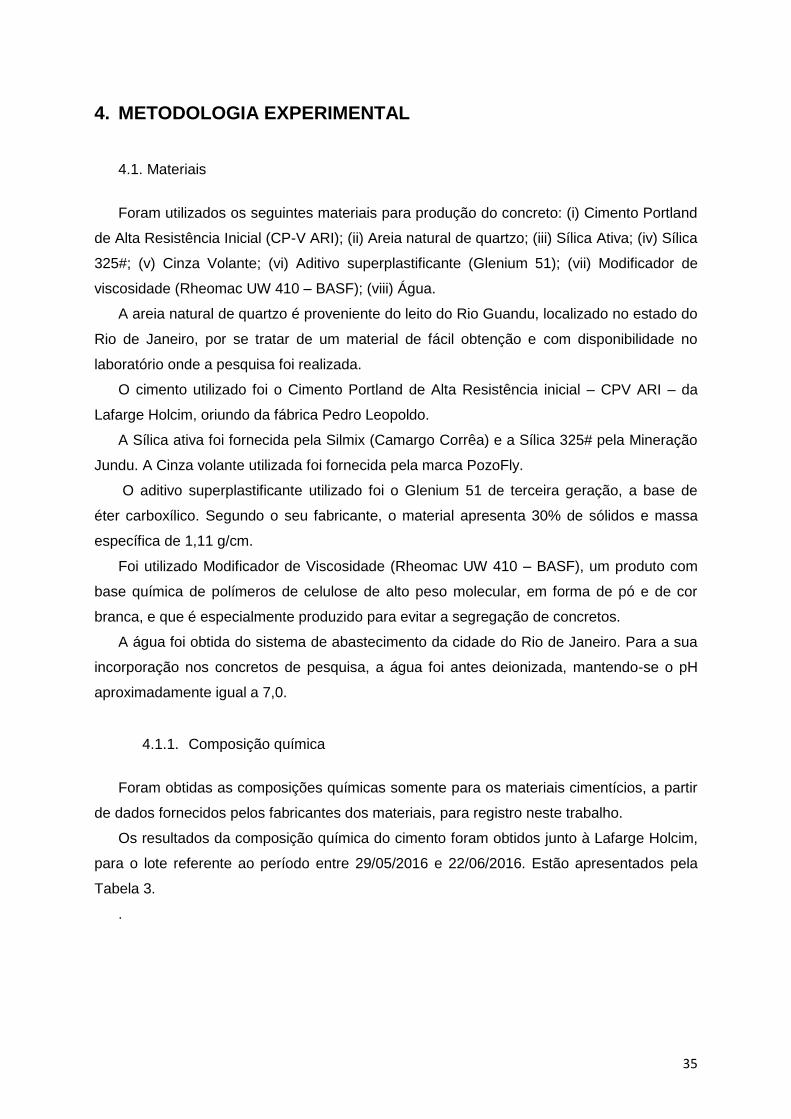
35
4. METODOLOGIA EXPERIMENTAL
4.1. Materiais
Foram utilizados os seguintes materiais para produção do concreto: (i) Cimento Portland
de Alta Resistência Inicial (CP-V ARI); (ii) Areia natural de quartzo; (iii) Sílica Ativa; (iv) Sílica
325#; (v) Cinza Volante; (vi) Aditivo superplastificante (Glenium 51); (vii) Modificador de
viscosidade (Rheomac UW 410 – BASF); (viii) Água.
A areia natural de quartzo é proveniente do leito do Rio Guandu, localizado no estado do
Rio de Janeiro, por se tratar de um material de fácil obtenção e com disponibilidade no
laboratório onde a pesquisa foi realizada.
O cimento utilizado foi o Cimento Portland de Alta Resistência inicial – CPV ARI – da
Lafarge Holcim, oriundo da fábrica Pedro Leopoldo.
A Sílica ativa foi fornecida pela Silmix (Camargo Corrêa) e a Sílica 325# pela Mineração
Jundu. A Cinza volante utilizada foi fornecida pela marca PozoFly.
O aditivo superplastificante utilizado foi o Glenium 51 de terceira geração, a base de
éter carboxílico. Segundo o seu fabricante, o material apresenta 30% de sólidos e massa
específica de 1,11 g/cm.
Foi utilizado Modificador de Viscosidade (Rheomac UW 410 – BASF), um produto com
base química de polímeros de celulose de alto peso molecular, em forma de pó e de cor
branca, e que é especialmente produzido para evitar a segregação de concretos.
A água foi obtida do sistema de abastecimento da cidade do Rio de Janeiro. Para a sua
incorporação nos concretos de pesquisa, a água foi antes deionizada, mantendo-se o pH
aproximadamente igual a 7,0.
4.1.1. Composição química
Foram obtidas as composições químicas somente para os materiais cimentícios, a partir
de dados fornecidos pelos fabricantes dos materiais, para registro neste trabalho.
Os resultados da composição química do cimento foram obtidos junto à Lafarge Holcim,
para o lote referente ao período entre 29/05/2016 e 22/06/2016. Estão apresentados pela
Tabela 3.
.
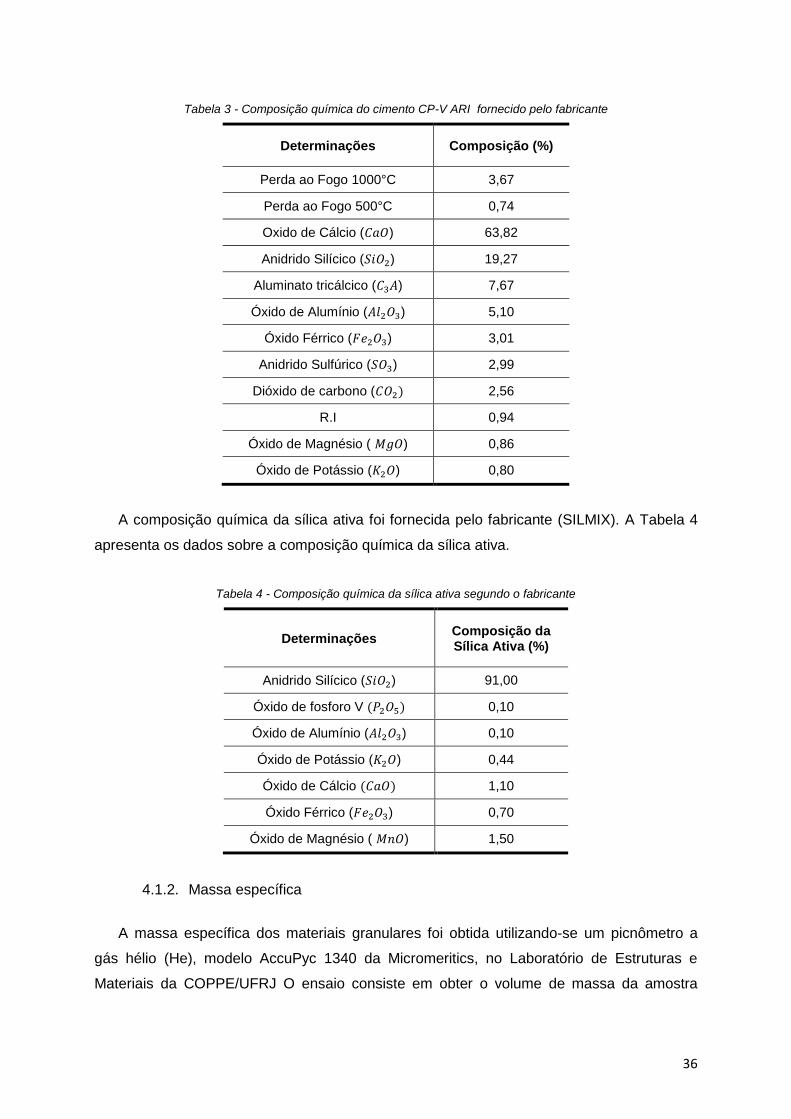
36
Tabela 3 - Composição química do cimento CP-V ARI fornecido pelo fabricante
Determinações Composição (%)
Perda ao Fogo 1000°C 3,67
Perda ao Fogo 500°C 0,74
Oxido de Cálcio (𝐶𝑎𝑂) 63,82
Anidrido Silícico (𝑆𝑖𝑂2) 19,27
Aluminato tricálcico (𝐶3𝐴) 7,67
Óxido de Alumínio (𝐴𝑙2𝑂3) 5,10
Óxido Férrico (𝐹𝑒2𝑂3) 3,01
Anidrido Sulfúrico (𝑆𝑂3) 2,99
Dióxido de carbono (𝐶𝑂2) 2,56
R.I 0,94
Óxido de Magnésio ( 𝑀𝑔𝑂) 0,86
Óxido de Potássio (𝐾2𝑂) 0,80
A composição química da sílica ativa foi fornecida pelo fabricante (SILMIX). A Tabela 4
apresenta os dados sobre a composição química da sílica ativa.
Tabela 4 - Composição química da sílica ativa segundo o fabricante
Determinações Composição da Sílica Ativa (%)
Anidrido Silícico (𝑆𝑖𝑂2) 91,00
Óxido de fosforo V (𝑃2𝑂5) 0,10
Óxido de Alumínio (𝐴𝑙2𝑂3) 0,10
Óxido de Potássio (𝐾2𝑂) 0,44
Óxido de Cálcio (𝐶𝑎𝑂) 1,10
Óxido Férrico (𝐹𝑒2𝑂3) 0,70
Óxido de Magnésio ( 𝑀𝑛𝑂) 1,50
4.1.2. Massa específica
A massa específica dos materiais granulares foi obtida utilizando-se um picnômetro a
gás hélio (He), modelo AccuPyc 1340 da Micromeritics, no Laboratório de Estruturas e
Materiais da COPPE/UFRJ O ensaio consiste em obter o volume de massa da amostra
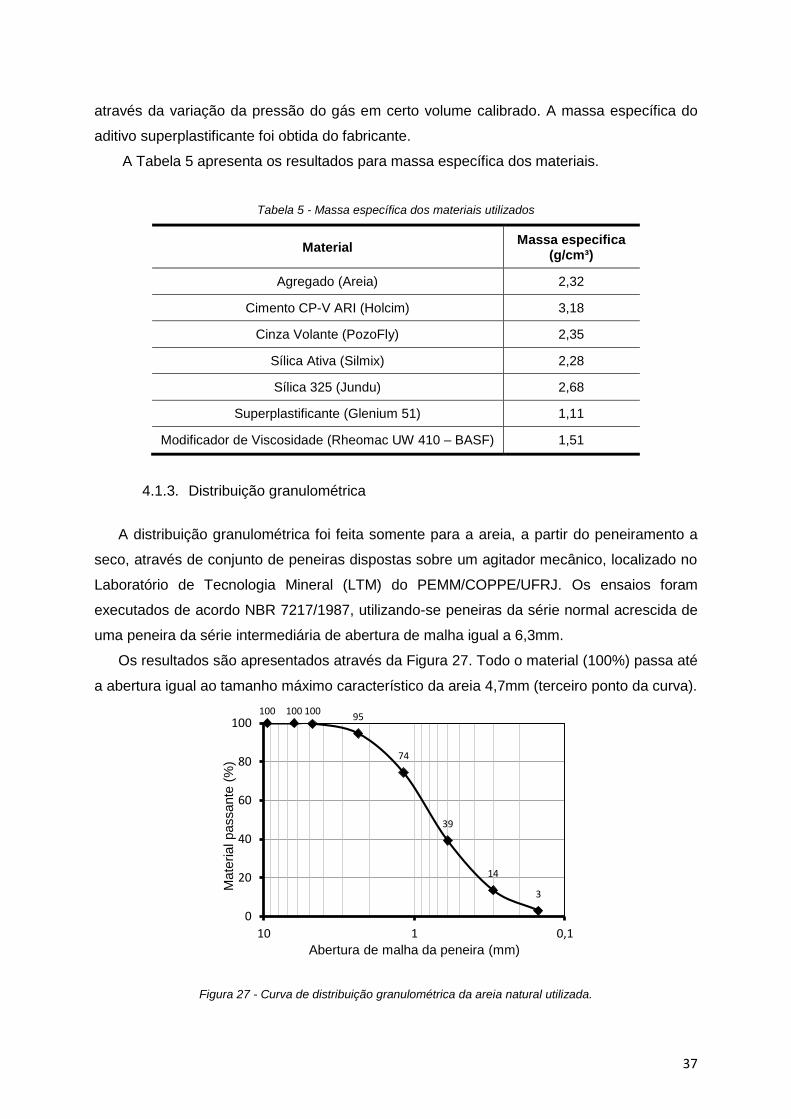
37
através da variação da pressão do gás em certo volume calibrado. A massa específica do
aditivo superplastificante foi obtida do fabricante.
A Tabela 5 apresenta os resultados para massa específica dos materiais.
Tabela 5 - Massa específica dos materiais utilizados
Material Massa especifica
(g/cm³)
Agregado (Areia) 2,32
Cimento CP-V ARI (Holcim) 3,18
Cinza Volante (PozoFly) 2,35
Sílica Ativa (Silmix) 2,28
Sílica 325 (Jundu) 2,68
Superplastificante (Glenium 51) 1,11
Modificador de Viscosidade (Rheomac UW 410 – BASF) 1,51
4.1.3. Distribuição granulométrica
A distribuição granulométrica foi feita somente para a areia, a partir do peneiramento a
seco, através de conjunto de peneiras dispostas sobre um agitador mecânico, localizado no
Laboratório de Tecnologia Mineral (LTM) do PEMM/COPPE/UFRJ. Os ensaios foram
executados de acordo NBR 7217/1987, utilizando-se peneiras da série normal acrescida de
uma peneira da série intermediária de abertura de malha igual a 6,3mm.
Os resultados são apresentados através da Figura 27. Todo o material (100%) passa até
a abertura igual ao tamanho máximo característico da areia 4,7mm (terceiro ponto da curva).
Figura 27 - Curva de distribuição granulométrica da areia natural utilizada.
100 100 10095
74
39
14
3
0
20
40
60
80
100
0,1110
Mate
rial passante
(%
)
Abertura de malha da peneira (mm)
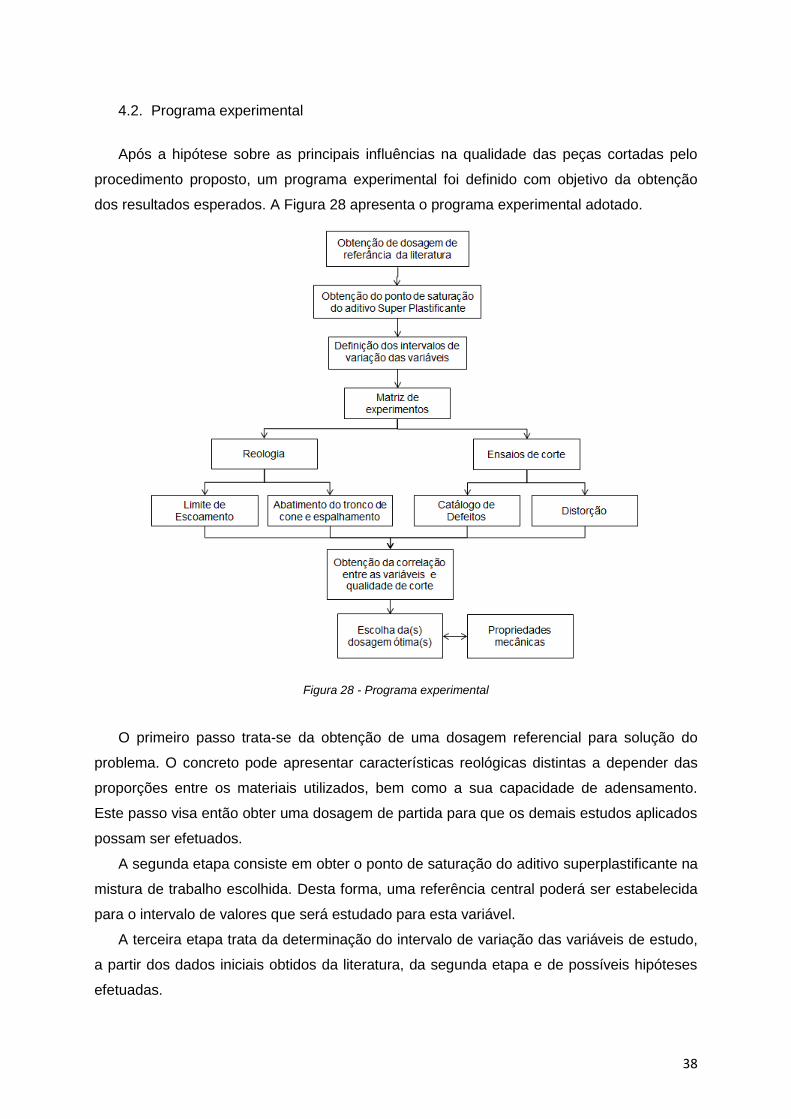
38
4.2. Programa experimental
Após a hipótese sobre as principais influências na qualidade das peças cortadas pelo
procedimento proposto, um programa experimental foi definido com objetivo da obtenção
dos resultados esperados. A Figura 28 apresenta o programa experimental adotado.
Figura 28 - Programa experimental
O primeiro passo trata-se da obtenção de uma dosagem referencial para solução do
problema. O concreto pode apresentar características reológicas distintas a depender das
proporções entre os materiais utilizados, bem como a sua capacidade de adensamento.
Este passo visa então obter uma dosagem de partida para que os demais estudos aplicados
possam ser efetuados.
A segunda etapa consiste em obter o ponto de saturação do aditivo superplastificante na
mistura de trabalho escolhida. Desta forma, uma referência central poderá ser estabelecida
para o intervalo de valores que será estudado para esta variável.
A terceira etapa trata da determinação do intervalo de variação das variáveis de estudo,
a partir dos dados iniciais obtidos da literatura, da segunda etapa e de possíveis hipóteses
efetuadas.
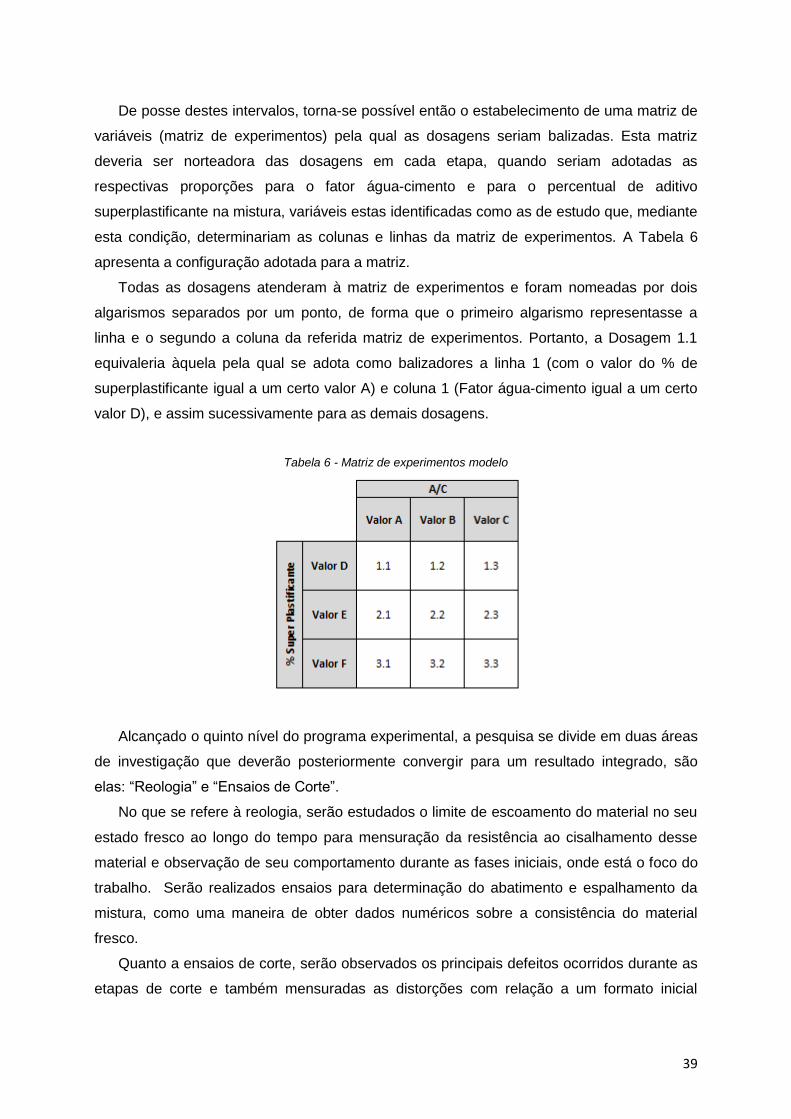
39
De posse destes intervalos, torna-se possível então o estabelecimento de uma matriz de
variáveis (matriz de experimentos) pela qual as dosagens seriam balizadas. Esta matriz
deveria ser norteadora das dosagens em cada etapa, quando seriam adotadas as
respectivas proporções para o fator água-cimento e para o percentual de aditivo
superplastificante na mistura, variáveis estas identificadas como as de estudo que, mediante
esta condição, determinariam as colunas e linhas da matriz de experimentos. A Tabela 6
apresenta a configuração adotada para a matriz.
Todas as dosagens atenderam à matriz de experimentos e foram nomeadas por dois
algarismos separados por um ponto, de forma que o primeiro algarismo representasse a
linha e o segundo a coluna da referida matriz de experimentos. Portanto, a Dosagem 1.1
equivaleria àquela pela qual se adota como balizadores a linha 1 (com o valor do % de
superplastificante igual a um certo valor A) e coluna 1 (Fator água-cimento igual a um certo
valor D), e assim sucessivamente para as demais dosagens.
Tabela 6 - Matriz de experimentos modelo
Alcançado o quinto nível do programa experimental, a pesquisa se divide em duas áreas
de investigação que deverão posteriormente convergir para um resultado integrado, são
elas: “Reologia” e “Ensaios de Corte”.
No que se refere à reologia, serão estudados o limite de escoamento do material no seu
estado fresco ao longo do tempo para mensuração da resistência ao cisalhamento desse
material e observação de seu comportamento durante as fases iniciais, onde está o foco do
trabalho. Serão realizados ensaios para determinação do abatimento e espalhamento da
mistura, como uma maneira de obter dados numéricos sobre a consistência do material
fresco.
Quanto a ensaios de corte, serão observados os principais defeitos ocorridos durante as
etapas de corte e também mensuradas as distorções com relação a um formato inicial
40
esperado de peças submetidas a este procedimento, para que se possa ter uma medida real
da qualidade conferida por este procedimento.
Desta forma, chega-se a um sétimo nível onde se dá o cruzamento dos dados das duas
grandes áreas de investigação referidas acima, através do tratamento dos dados e de
procedimentos específicos a serem abordados nas seções equivalentes e subsequentes.
Por fim, espera-se chegar a uma dosagem ótima para a aplicação proposta, oferecendo
como conteúdo adicional uma breve caracterização mecânica para embasamento a futuras
aplicações.
4.3. Métodos de ensaios
4.3.1. Ponto de saturação do superplastificante
Para avaliação do ponto de saturação do superplastificante sobre a mistura de partículas
de cimento, foi utilizado o ensaio de fluidez de pastas através do funil de Mars, conforme a
norma (NBR 7681: 2013). O método consiste em medir o tempo de escoamento de 1 litro de
pasta fluida através do funil com diâmetro pré-determinado, tendo sido adotado 5 mm para o
presente estudo.
Para a mistura, foi utilizado o misturador para pastas. O procedimento de mistura
consistiu nos seguintes passos:
Pesagem de cada componente: cimento, sílica ativa, sílica 325, água e
superplastificante.
Introdução de toda a água e superplastificante no misturador e homogeneização
da mistura por 15 segundos;
Adição progressiva do material sólido ao misturador, estando o mesmo desligado.
Mistura por 8 minutos e em seguida uma pausa de 1 minuto e 30 segundos com
o misturador desligado.
Mistura da pasta por mais 30 segundos
Fim do procedimento de mistura, pasta pronta para adicioná-la imediatamente no
funil.
Para execução do ensaio propriamente dito, utilizou-se de uma proveta graduada com
capacidade suficiente para um litro, dentro da qual o concreto é despejado após a
passagem pelo funil.
Um cronômetro é acionado imediatamente após a liberação do escoamento da pasta
pelo bico do funil, e em seguida paralisado tão logo o concreto alcança a graduação de 1
litro na proveta, sendo este tempo marcado o resultado direto deste ensaio.
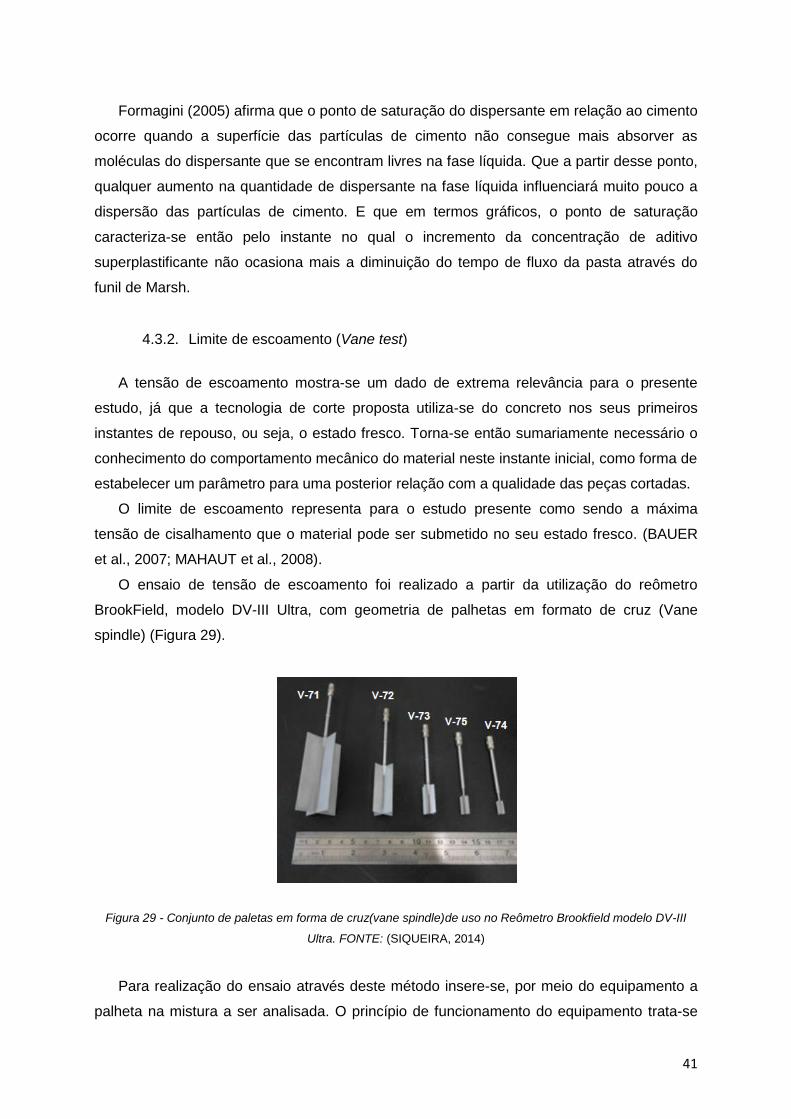
41
Formagini (2005) afirma que o ponto de saturação do dispersante em relação ao cimento
ocorre quando a superfície das partículas de cimento não consegue mais absorver as
moléculas do dispersante que se encontram livres na fase líquida. Que a partir desse ponto,
qualquer aumento na quantidade de dispersante na fase líquida influenciará muito pouco a
dispersão das partículas de cimento. E que em termos gráficos, o ponto de saturação
caracteriza-se então pelo instante no qual o incremento da concentração de aditivo
superplastificante não ocasiona mais a diminuição do tempo de fluxo da pasta através do
funil de Marsh.
4.3.2. Limite de escoamento (Vane test)
A tensão de escoamento mostra-se um dado de extrema relevância para o presente
estudo, já que a tecnologia de corte proposta utiliza-se do concreto nos seus primeiros
instantes de repouso, ou seja, o estado fresco. Torna-se então sumariamente necessário o
conhecimento do comportamento mecânico do material neste instante inicial, como forma de
estabelecer um parâmetro para uma posterior relação com a qualidade das peças cortadas.
O limite de escoamento representa para o estudo presente como sendo a máxima
tensão de cisalhamento que o material pode ser submetido no seu estado fresco. (BAUER
et al., 2007; MAHAUT et al., 2008).
O ensaio de tensão de escoamento foi realizado a partir da utilização do reômetro
BrookField, modelo DV-III Ultra, com geometria de palhetas em formato de cruz (Vane
spindle) (Figura 29).
Figura 29 - Conjunto de paletas em forma de cruz(vane spindle)de uso no Reômetro Brookfield modelo DV-III
Ultra. FONTE: (SIQUEIRA, 2014)
Para realização do ensaio através deste método insere-se, por meio do equipamento a
palheta na mistura a ser analisada. O princípio de funcionamento do equipamento trata-se
42
de girar vagarosamente a palheta que está imersa no fluido por meio de uma mola calibrada
e que é conectada à palheta por uma rosca. Para a mensuração do movimento, um
transdutor rotativo efetua a medição da deflexão da mola.
O procedimento realizado para o ensaio de reologia foi o seguinte:
1. Procedimento de Mistura
a. Pesagem de cada material correspondente a dosagem de ensaio, em
quantidade suficiente para preenchimento do volume equivalente a 7
(sete) beakeres de 600ml;
b. Todos os materiais, exceto a água e aditivo superplastificante, foram
adicionados ao recipiente do misturador planetário (Figura 30) e pré-
homogeneizados com a mão;
c. Mistura pelo tempo de 1 (um) minuto em velocidade baixa (velocidade 1).
d. Adição de metade da quantidade de água com o misturador desligado.
e. Misturaram-se a água e demais materiais por 10 (dez) segundos na
velocidade baixa (velocidade 1) para evitar a perda de material ainda seco
em decorrência da rotação abrupta do misturador, e em seguida por mais
50 segundos em velocidade média (velocidade 2), totalizando 1 (um)
minuto.
f. Com o misturador desligado, adicionaram-se toda a quantidade de
superplastificante e a segunda metade de água. Utilizou-se a água para
aproveitamento de todo o resíduo de superplastificante nas paredes do
recipiente de pesagem, mediante o despejo e agitação da água no
mesmo e posterior adição ao material em mistura.
g. Procedeu-se à mistura por 1 (um) minuto em velocidade média
(velocidade 2) para evitar perda de material, e mais 7 (sete) minutos em
velocidade alta (velocidade 3). Totalizando 8 (oito) minutos de mistura
após a adição do superplastificante, tempo este necessário à sua
atuação.
2. Após a mistura, o material foi despejado em 7 (sete) beakeres de 600ml cada
(Figura 30). Cada Beaker foi utilizado para os tempos T0, T15, T30, T45, T60,
T90, T120. As suas superfícies foram cobertas por papel alumínio para evitar
perda de água por evaporação.
3. Respeitado o tempo de início de ensaio conforme a sua identificação, o Beaker
foi posicionado na base de aço com o eixo da palheta em posição central ao
mesmo.

43
4. A palheta correspondente foi atarraxada ao equipamento e então baixada até que
o nível da superfície da amostra coincidisse com a marcação superior indicada
na própria paleta.
5. Procedeu-se ao início do ensaio.
(a)
(b)
Figura 30 - Equipamentos utilizados para mistura e acomodação das amostras no ensaio de reologia. (a)
Misturador planetário de bancada Hobart. (b) Beakeres de 600ml
Os ensaios foram realizados com uma velocidade de 0,1 rpm, como também utilizada
por Bauer et al. (2007) e os pontos obtidos a cada 5 segundos. O equipamento era zerado
Toda vez que o reômetro era ligado, o que é um procedimento recomendado pelo
fabricante.
O torque máximo oriundo da resistência da mistura à rotação da palheta deve estar entre
10 e 100%, visando a confiabilidade dos resultados. Em misturas mais viscosas, deve-se
utilizar uma palheta tal que a sua área menor contribua para que o torque máximo não
ultrapasse o limite superior de 100% e, para as misturas fluidas, devem-se utilizar palheta
cuja área seja suficiente para gerar um torque acima do limite inferior de 10%. (SIQUEIRA,
2014).
A Tabela 7 apresenta as especificações das palhetas disponíveis para utilização no
equipamento, em conformidade com o manual de instruções do mesmo, onde YMC é a
constante relacionada com as dimensões da palheta, fornecida pelo manual do
equipamento.
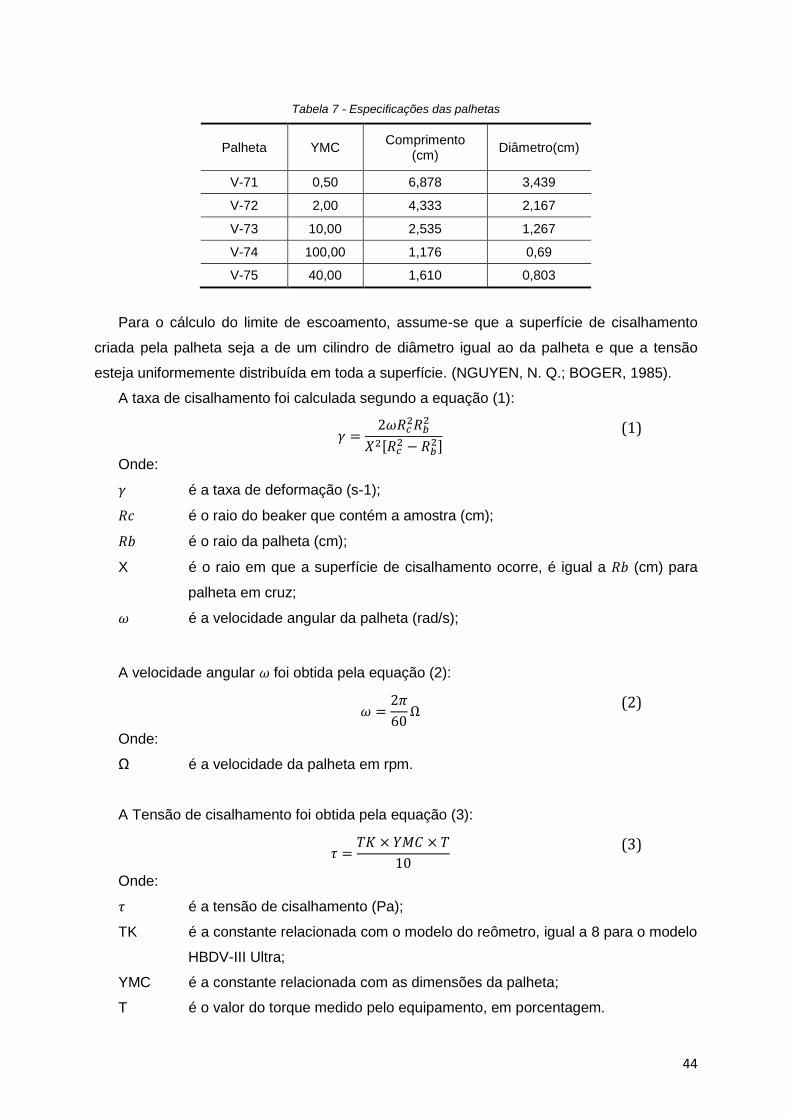
44
Tabela 7 - Especificações das palhetas
Palheta YMC Comprimento
(cm) Diâmetro(cm)
V-71 0,50 6,878 3,439
V-72 2,00 4,333 2,167
V-73 10,00 2,535 1,267
V-74 100,00 1,176 0,69
V-75 40,00 1,610 0,803
Para o cálculo do limite de escoamento, assume-se que a superfície de cisalhamento
criada pela palheta seja a de um cilindro de diâmetro igual ao da palheta e que a tensão
esteja uniformemente distribuída em toda a superfície. (NGUYEN, N. Q.; BOGER, 1985).
A taxa de cisalhamento foi calculada segundo a equação (1):
𝛾 =
2𝜔𝑅𝑐2𝑅𝑏
2
𝑋2[𝑅𝑐2 − 𝑅𝑏
2]
(1)
Onde:
𝛾 é a taxa de deformação (s-1);
𝑅𝑐 é o raio do beaker que contém a amostra (cm);
𝑅𝑏 é o raio da palheta (cm);
X é o raio em que a superfície de cisalhamento ocorre, é igual a 𝑅𝑏 (cm) para
palheta em cruz;
𝜔 é a velocidade angular da palheta (rad/s);
A velocidade angular 𝜔 foi obtida pela equação (2):
𝜔 =
2𝜋
60Ω
(2)
Onde:
Ω é a velocidade da palheta em rpm.
A Tensão de cisalhamento foi obtida pela equação (3):
𝜏 =
𝑇𝐾 × 𝑌𝑀𝐶 × 𝑇
10
(3)
Onde:
𝜏 é a tensão de cisalhamento (Pa);
TK é a constante relacionada com o modelo do reômetro, igual a 8 para o modelo
HBDV-III Ultra;
YMC é a constante relacionada com as dimensões da palheta;
T é o valor do torque medido pelo equipamento, em porcentagem.
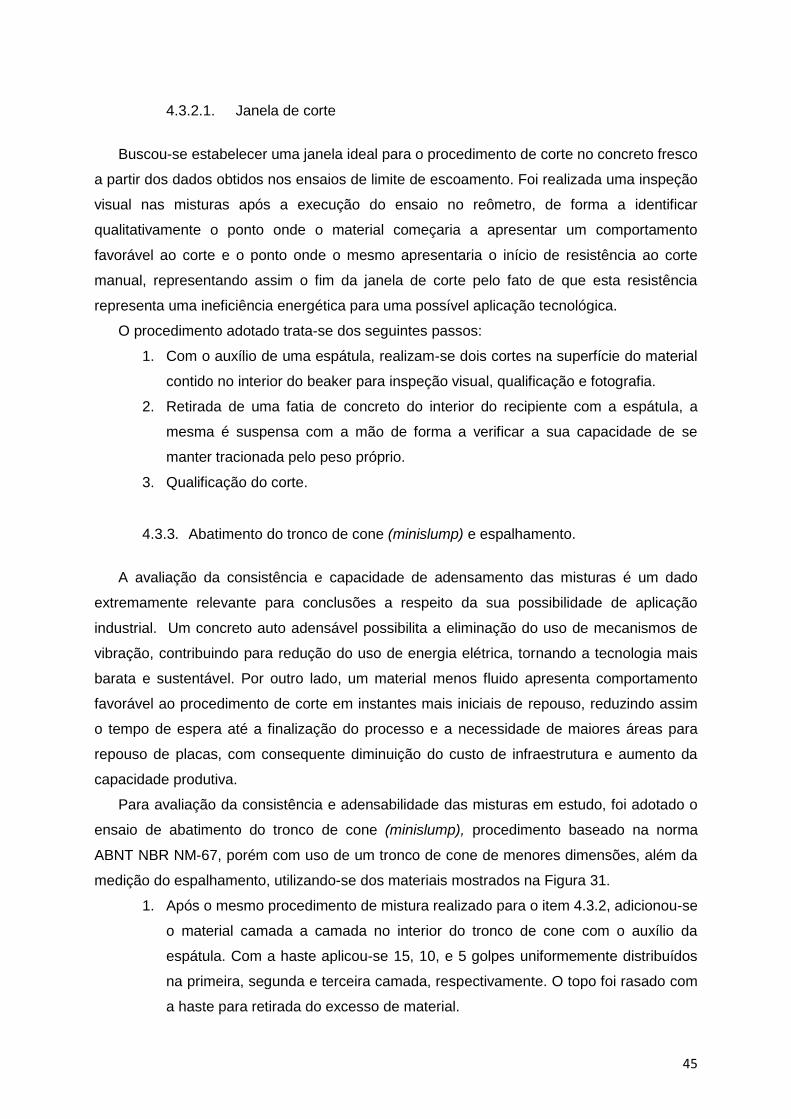
45
4.3.2.1. Janela de corte
Buscou-se estabelecer uma janela ideal para o procedimento de corte no concreto fresco
a partir dos dados obtidos nos ensaios de limite de escoamento. Foi realizada uma inspeção
visual nas misturas após a execução do ensaio no reômetro, de forma a identificar
qualitativamente o ponto onde o material começaria a apresentar um comportamento
favorável ao corte e o ponto onde o mesmo apresentaria o início de resistência ao corte
manual, representando assim o fim da janela de corte pelo fato de que esta resistência
representa uma ineficiência energética para uma possível aplicação tecnológica.
O procedimento adotado trata-se dos seguintes passos:
1. Com o auxílio de uma espátula, realizam-se dois cortes na superfície do material
contido no interior do beaker para inspeção visual, qualificação e fotografia.
2. Retirada de uma fatia de concreto do interior do recipiente com a espátula, a
mesma é suspensa com a mão de forma a verificar a sua capacidade de se
manter tracionada pelo peso próprio.
3. Qualificação do corte.
4.3.3. Abatimento do tronco de cone (minislump) e espalhamento.
A avaliação da consistência e capacidade de adensamento das misturas é um dado
extremamente relevante para conclusões a respeito da sua possibilidade de aplicação
industrial. Um concreto auto adensável possibilita a eliminação do uso de mecanismos de
vibração, contribuindo para redução do uso de energia elétrica, tornando a tecnologia mais
barata e sustentável. Por outro lado, um material menos fluido apresenta comportamento
favorável ao procedimento de corte em instantes mais iniciais de repouso, reduzindo assim
o tempo de espera até a finalização do processo e a necessidade de maiores áreas para
repouso de placas, com consequente diminuição do custo de infraestrutura e aumento da
capacidade produtiva.
Para avaliação da consistência e adensabilidade das misturas em estudo, foi adotado o
ensaio de abatimento do tronco de cone (minislump), procedimento baseado na norma
ABNT NBR NM-67, porém com uso de um tronco de cone de menores dimensões, além da
medição do espalhamento, utilizando-se dos materiais mostrados na Figura 31.
1. Após o mesmo procedimento de mistura realizado para o item 4.3.2, adicionou-se
o material camada a camada no interior do tronco de cone com o auxílio da
espátula. Com a haste aplicou-se 15, 10, e 5 golpes uniformemente distribuídos
na primeira, segunda e terceira camada, respectivamente. O topo foi rasado com
a haste para retirada do excesso de material.
46
2. O tronco foi retirado cuidadosamente com movimento para cima na direção
vertical.
3. A medida do abatimento foi tomada colocando-se o tronco de cone ao lado do
material consistente, apoiando-se a haste metálica no tronco de cone e
efetuando a medição do recalque vertical do material em relação ao topo do cone
com o auxílio da régua metálica para medição e haste para referência conforme
Figura 38.
4. A medida de espalhamento foi retirada com auxilia da haste para referência e
régua para medição do diâmetro da base do material abatido, nas direções onde
se foram observadas a menor e maior dimensão da base do material abatido.
(a)
(b)
Figura 31 - Equipamentos utilizados para ensaio de abatimento e espalhamento. (a) Placa, Haste, Régua
metálica e espátula. (b) Detalhe do tronco de cone
4.3.4. Distorção de corte
Para avaliação da qualidade de corte, um novo método de ensaio foi desenvolvido neste
trabalho, especificamente para este propósito. Foram moldadas placas de concreto para
sua submissão ao procedimento de corte, onde se esperava obter uma distorção das faces
cortadas desta placa, que deveriam ser mensuradas, gerando assim um valor numérico que
representasse a qualidade de corte propiciada por cada mistura selecionada.
O conceito do experimento elaborado e adotado para o presente estudo é gerar uma
distorção na face de uma peça cortada com o auxílio de um aro metálico, conforme a
ilustração mostrada pela Figura 32, onde se pode observar uma placa horizontal sendo
submetida ao corte vertical por aro. A distorção da seção é caracterizada pela tangente do
ângulo ∅. A Figura 33 apresenta os materiais utilizados.

47
(a)
(b)
(c)
Figura 32 - Procedimento de corte para avaliação da distorção. (a)corte da placa com um aro metálico. (b)
retirada do excesso de material para que não haja contenção lateral. (c) retirada do anel metálico para o recalque
e distorção espontâneos do material
(a)
(b)
Figura 33 - Materiais utilizados para ensaio de qualidade de corte. (a) Molde em formato de placa com laterais
removíveis e fundo em acrílico. (b)Aro metálico com dimensões conhecidas
O procedimento de mistura foi feito conforme o mesmo padrão adotado nos demais
ensaios, em conformidade com o item 4.3.2. O procedimento de corte é realizado para cada
tempo de repouso a ser investigado, de forma a obter a distorção de corte para cada tempo
em cada mistura escolhida.
Após o corte e completo repouso do material são realizadas as medidas da distorção em
cada uma das fases da peça cortada, de forma que os eixos 𝑥1𝑒 𝑥2 situam-se no sentido
menor da placa e os eixos 𝑦1𝑒 𝑦2 no sentido maior da placa, dispostos conforme a ilustração
da Figura 34.

48
Figura 34 - Eixos de análise da distorção das placas cortadas
Cada placa é então dividida em quatro partes com o auxílio de uma serra de bancada.
As medidas da seção aproximadamente trapezoidal de cada uma das quatro partes são
efetuadas com o auxílio de um paquímetro. São feitas as medidas base maior da seção (𝐿),
base menor (𝑙) e altura (ℎ). A Figura 35 apresenta uma ilustração com a nomenclatura
adotada.
(a) (b)
Figura 35 - Nomenclatura adotada para as dimensões da peça cortada. (a) Placa dividida em quatro partes. (b)
Seção lateral de uma das quatro partes com as nomenclaturas de suas dimensões
A distorção em cada eixo foi assumida como a média da distorção em cada face, de tal
forma que uma medida de distorção total pode ser obtida pela média de todas as distorções,
obtidas em cada eixo. Assim sendo as expressões (4) a (12) foram adotadas para o cálculo.
𝐷𝑥𝑖̅̅ ̅̅ ̅ =
𝐷𝑥𝑖,𝑎 + 𝐷𝑥𝑖,𝑏
2=
(𝑋𝑖,𝑎
ℎ𝑖,𝑎 ) + (
𝑋𝑖,𝑏
ℎ𝑖,𝑏 )
2
(4)
𝑋𝑖,𝑎 = 𝐿𝑥𝑖,𝑎 − 𝑙𝑥𝑖,𝑎 (5)
𝑋𝑖,𝑏 = 𝐿𝑥𝑖,𝑏 − 𝑙𝑥𝑖,𝑏 (6)
Placa de concreto
𝑥1 𝑥2
𝑦1
𝑦2
𝑋1,𝑏
𝑋2,𝑎 𝑋1,𝑎
𝑌1,𝑏
𝑌2,𝑏
𝑋2,𝑏
𝑌2,𝑎
𝑌1,𝑎
𝐿𝑥1,𝑏
𝑙𝑥1,𝑏 𝑋1,𝑏
ℎ1,𝑏 𝑥1,𝑏
49
𝐷𝑦𝑖̅̅ ̅̅̅ =
𝐷𝑦𝑖,𝑎 + 𝐷𝑦𝑖,𝑏
2=
(𝑦𝑖,𝑎
ℎ𝑖,𝑎 ) + (
𝑦𝑖,𝑏
ℎ𝑖,𝑏 )
2
(7)
𝑌𝑖,𝑎 = 𝐿𝑥𝑖,𝑎 − 𝑙𝑖,𝑎 (8)
𝑌𝑖,𝑏 = 𝐿𝑖,𝑏 − 𝑙𝑖,𝑏 (9)
𝐷𝑥̅̅ ̅̅ =𝐷𝑥̅̅ ̅̅
1 + 𝐷𝑥̅̅ ̅̅2
2 ; 𝐷𝑦̅̅ ̅̅ =
𝐷𝑥̅̅ ̅̅1 + 𝐷𝑥̅̅ ̅̅
2
2
(10)
𝐷𝑇𝑂𝑇 =𝐷𝑥̅̅ ̅̅ + 𝐷𝑦̅̅ ̅̅
2
(11)
𝐷𝑇𝑂𝑇(%) = 100 × 𝐷𝑇𝑂𝑇 (12)
Onde:
𝑋 é a diferença entre as bases da seção trapezoidal da peça
𝐿 é o comprimento da base maior da seção trapezoidal da peça
𝑙 é o comprimento da base menor da seção trapezoidal da peça
ℎ é a medida de altura da peça obtida no eixo específico
𝐷𝑥𝑖,𝑎 representa a distorção na face X correspondente ao índice i,a.
𝐷𝑌𝑖,𝑎 representa a distorção na face Y correspondente ao índice i,a.
𝐷𝑥𝑖̅̅ ̅̅ ̅ representa a distorção média em um eixo i qualquer na direção X
𝐷𝑦𝑖̅̅ ̅̅̅ representa a distorção média em um eixo i qualquer na direção Y
𝐷𝑥̅̅ ̅̅ representa a distorção média na direção X
𝐷𝑥̅̅ ̅̅ representa a distorção média na direção Y
𝐷𝑇𝑂𝑇 representa a distorção média da peça como um todo
𝐷𝑇𝑂𝑇(%) representa a distorção média da peça em termos percentuais à sua altura.
4.3.5. Catálogo de defeitos
O catálogo de defeitos trata-se de uma listagem com dados qualitativos sobre os
possíveis defeitos e demais implicações sobre a qualidade das peças oriundas do processo
de corte, sejam elas de aspecto dimensional, estético, funcional ou operacional. São dados
oriundos da observação em laboratório dos possíveis problemas tanto durante o
procedimento de corte realizado sobre uma placa de concreto fresco, quanto sobre as peças
finalizadas. Trata-se de um método expedito, com o propósito de identificar possíveis
impactos na qualidade do corte, que se mostram aparentes de maneira simples e que sejam
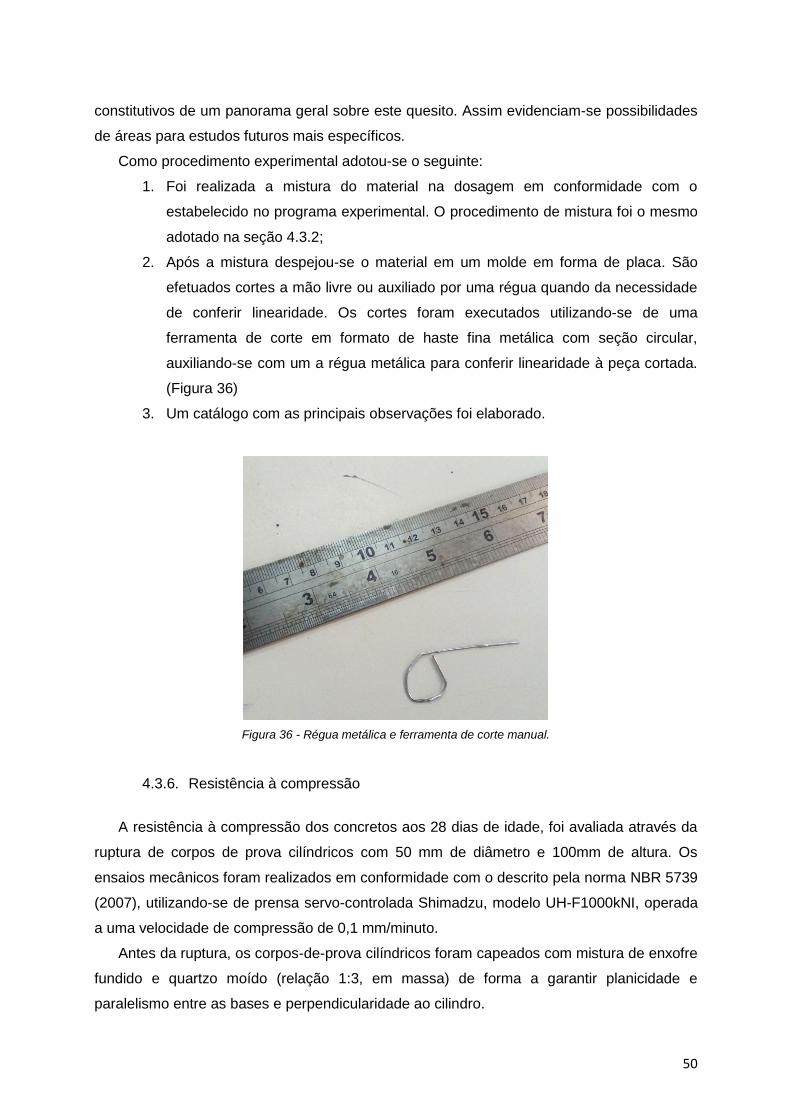
50
constitutivos de um panorama geral sobre este quesito. Assim evidenciam-se possibilidades
de áreas para estudos futuros mais específicos.
Como procedimento experimental adotou-se o seguinte:
1. Foi realizada a mistura do material na dosagem em conformidade com o
estabelecido no programa experimental. O procedimento de mistura foi o mesmo
adotado na seção 4.3.2;
2. Após a mistura despejou-se o material em um molde em forma de placa. São
efetuados cortes a mão livre ou auxiliado por uma régua quando da necessidade
de conferir linearidade. Os cortes foram executados utilizando-se de uma
ferramenta de corte em formato de haste fina metálica com seção circular,
auxiliando-se com um a régua metálica para conferir linearidade à peça cortada.
(Figura 36)
3. Um catálogo com as principais observações foi elaborado.
Figura 36 - Régua metálica e ferramenta de corte manual.
4.3.6. Resistência à compressão
A resistência à compressão dos concretos aos 28 dias de idade, foi avaliada através da
ruptura de corpos de prova cilíndricos com 50 mm de diâmetro e 100mm de altura. Os
ensaios mecânicos foram realizados em conformidade com o descrito pela norma NBR 5739
(2007), utilizando-se de prensa servo-controlada Shimadzu, modelo UH-F1000kNI, operada
a uma velocidade de compressão de 0,1 mm/minuto.
Antes da ruptura, os corpos-de-prova cilíndricos foram capeados com mistura de enxofre
fundido e quartzo moído (relação 1:3, em massa) de forma a garantir planicidade e
paralelismo entre as bases e perpendicularidade ao cilindro.
51
O comportamento tensão versus deformação foi obtido com emprego de transdutores
elétricos para medição dos deslocamentos longitudinais. O cálculo do módulo de
elasticidade secante, conforme NBR 8522 (2008), foi realizado de acordo com a expressão
(13).
𝐸 =
𝜎1 − 𝜎2
𝜀1 − 𝜀2 (13)
onde,
𝐸 é o módulo de elasticidade secante;
𝜎1 é a tensão correspondente à deformação de 5 × 10−5;
𝜎2 é a tensão correspondente a 30% da tensão máxima;
𝜀1 é a deformação de 5 × 10−5;
𝜀2 é a deformação correspondente a 𝜎2
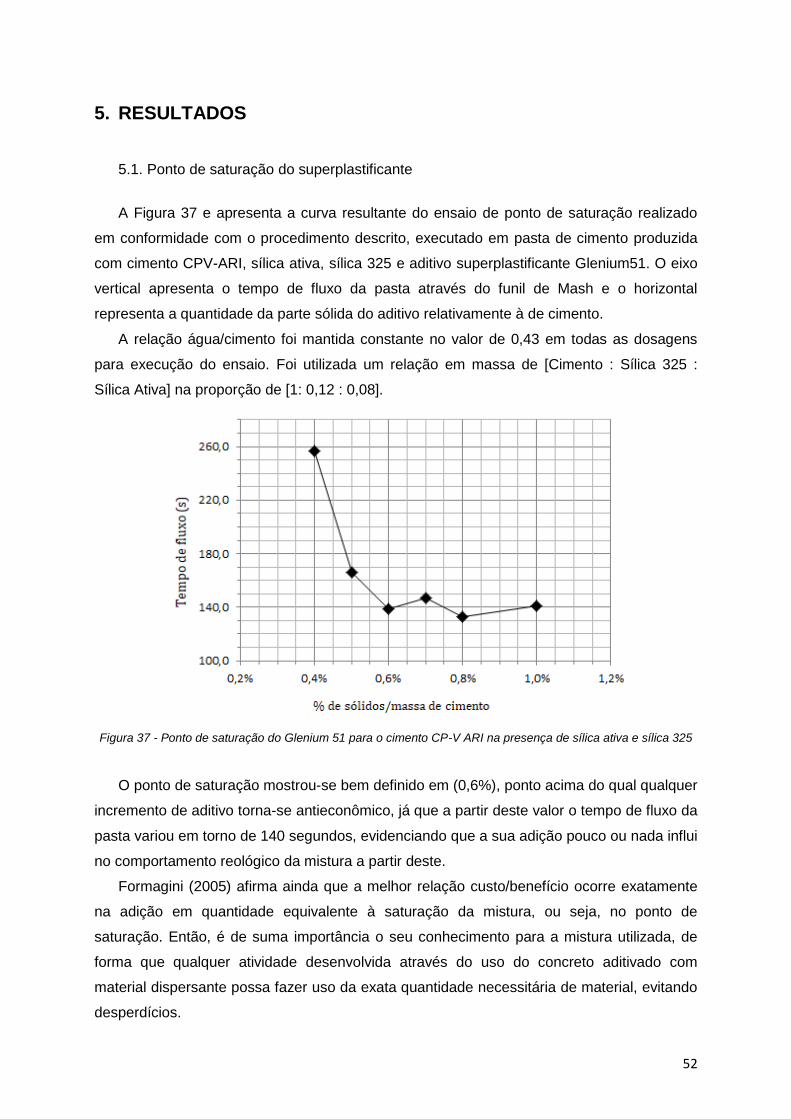
52
5. RESULTADOS
5.1. Ponto de saturação do superplastificante
A Figura 37 e apresenta a curva resultante do ensaio de ponto de saturação realizado
em conformidade com o procedimento descrito, executado em pasta de cimento produzida
com cimento CPV-ARI, sílica ativa, sílica 325 e aditivo superplastificante Glenium51. O eixo
vertical apresenta o tempo de fluxo da pasta através do funil de Mash e o horizontal
representa a quantidade da parte sólida do aditivo relativamente à de cimento.
A relação água/cimento foi mantida constante no valor de 0,43 em todas as dosagens
para execução do ensaio. Foi utilizada um relação em massa de [Cimento : Sílica 325 :
Sílica Ativa] na proporção de [1: 0,12 : 0,08].
Figura 37 - Ponto de saturação do Glenium 51 para o cimento CP-V ARI na presença de sílica ativa e sílica 325
O ponto de saturação mostrou-se bem definido em (0,6%), ponto acima do qual qualquer
incremento de aditivo torna-se antieconômico, já que a partir deste valor o tempo de fluxo da
pasta variou em torno de 140 segundos, evidenciando que a sua adição pouco ou nada influi
no comportamento reológico da mistura a partir deste.
Formagini (2005) afirma ainda que a melhor relação custo/benefício ocorre exatamente
na adição em quantidade equivalente à saturação da mistura, ou seja, no ponto de
saturação. Então, é de suma importância o seu conhecimento para a mistura utilizada, de
forma que qualquer atividade desenvolvida através do uso do concreto aditivado com
material dispersante possa fazer uso da exata quantidade necessitária de material, evitando
desperdícios.
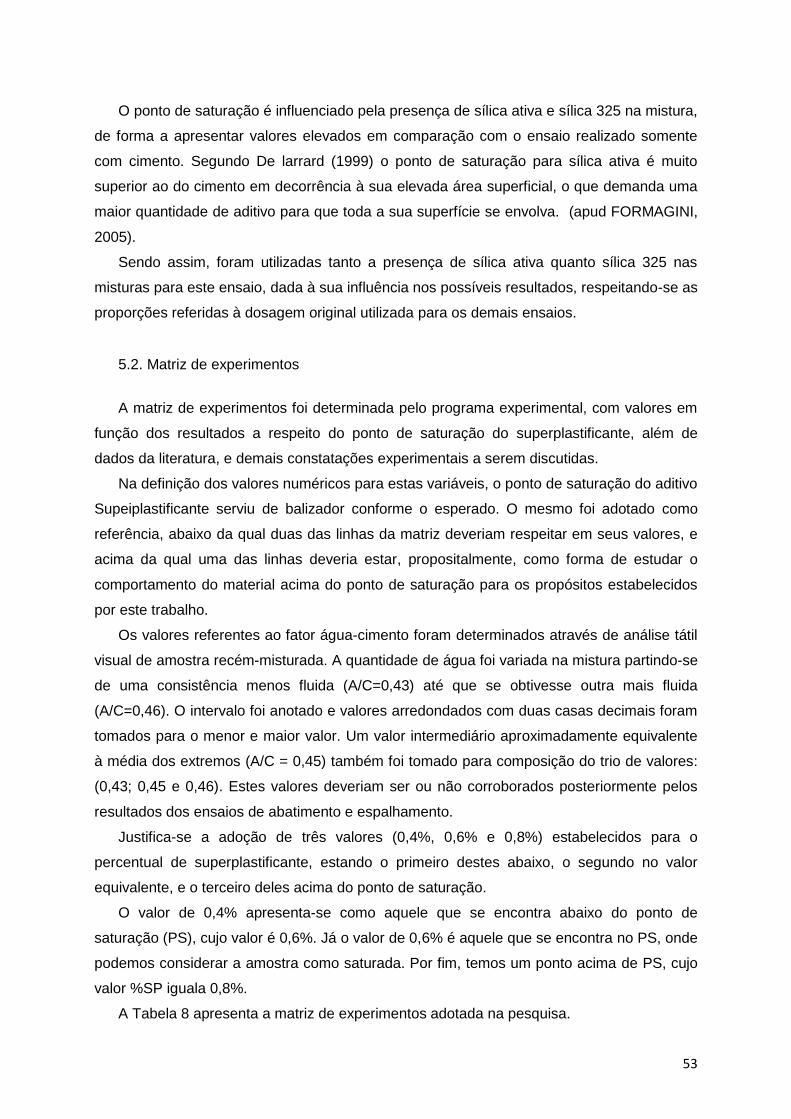
53
O ponto de saturação é influenciado pela presença de sílica ativa e sílica 325 na mistura,
de forma a apresentar valores elevados em comparação com o ensaio realizado somente
com cimento. Segundo De larrard (1999) o ponto de saturação para sílica ativa é muito
superior ao do cimento em decorrência à sua elevada área superficial, o que demanda uma
maior quantidade de aditivo para que toda a sua superfície se envolva. (apud FORMAGINI,
2005).
Sendo assim, foram utilizadas tanto a presença de sílica ativa quanto sílica 325 nas
misturas para este ensaio, dada à sua influência nos possíveis resultados, respeitando-se as
proporções referidas à dosagem original utilizada para os demais ensaios.
5.2. Matriz de experimentos
A matriz de experimentos foi determinada pelo programa experimental, com valores em
função dos resultados a respeito do ponto de saturação do superplastificante, além de
dados da literatura, e demais constatações experimentais a serem discutidas.
Na definição dos valores numéricos para estas variáveis, o ponto de saturação do aditivo
Supeiplastificante serviu de balizador conforme o esperado. O mesmo foi adotado como
referência, abaixo da qual duas das linhas da matriz deveriam respeitar em seus valores, e
acima da qual uma das linhas deveria estar, propositalmente, como forma de estudar o
comportamento do material acima do ponto de saturação para os propósitos estabelecidos
por este trabalho.
Os valores referentes ao fator água-cimento foram determinados através de análise tátil
visual de amostra recém-misturada. A quantidade de água foi variada na mistura partindo-se
de uma consistência menos fluida (A/C=0,43) até que se obtivesse outra mais fluida
(A/C=0,46). O intervalo foi anotado e valores arredondados com duas casas decimais foram
tomados para o menor e maior valor. Um valor intermediário aproximadamente equivalente
à média dos extremos (A/C = 0,45) também foi tomado para composição do trio de valores:
(0,43; 0,45 e 0,46). Estes valores deveriam ser ou não corroborados posteriormente pelos
resultados dos ensaios de abatimento e espalhamento.
Justifica-se a adoção de três valores (0,4%, 0,6% e 0,8%) estabelecidos para o
percentual de superplastificante, estando o primeiro destes abaixo, o segundo no valor
equivalente, e o terceiro deles acima do ponto de saturação.
O valor de 0,4% apresenta-se como aquele que se encontra abaixo do ponto de
saturação (PS), cujo valor é 0,6%. Já o valor de 0,6% é aquele que se encontra no PS, onde
podemos considerar a amostra como saturada. Por fim, temos um ponto acima de PS, cujo
valor %SP iguala 0,8%.
A Tabela 8 apresenta a matriz de experimentos adotada na pesquisa.
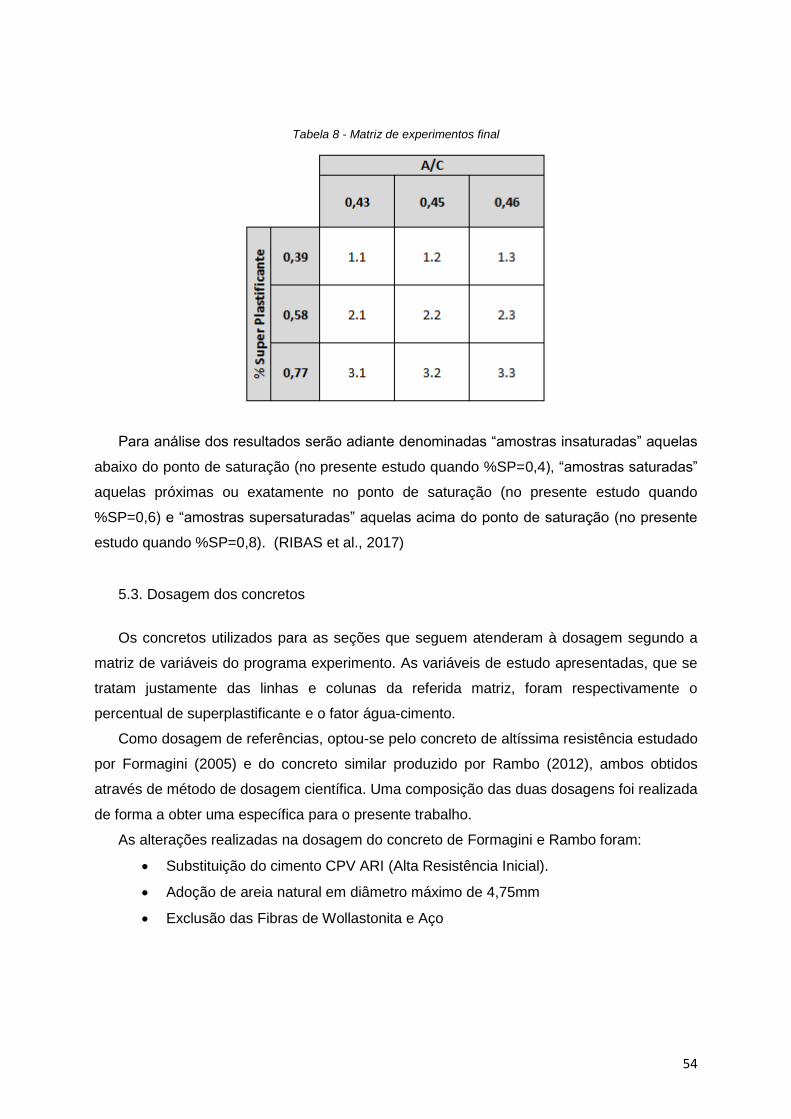
54
Tabela 8 - Matriz de experimentos final
Para análise dos resultados serão adiante denominadas “amostras insaturadas” aquelas
abaixo do ponto de saturação (no presente estudo quando %SP=0,4), “amostras saturadas”
aquelas próximas ou exatamente no ponto de saturação (no presente estudo quando
%SP=0,6) e “amostras supersaturadas” aquelas acima do ponto de saturação (no presente
estudo quando %SP=0,8). (RIBAS et al., 2017)
5.3. Dosagem dos concretos
Os concretos utilizados para as seções que seguem atenderam à dosagem segundo a
matriz de variáveis do programa experimento. As variáveis de estudo apresentadas, que se
tratam justamente das linhas e colunas da referida matriz, foram respectivamente o
percentual de superplastificante e o fator água-cimento.
Como dosagem de referências, optou-se pelo concreto de altíssima resistência estudado
por Formagini (2005) e do concreto similar produzido por Rambo (2012), ambos obtidos
através de método de dosagem científica. Uma composição das duas dosagens foi realizada
de forma a obter uma específica para o presente trabalho.
As alterações realizadas na dosagem do concreto de Formagini e Rambo foram:
Substituição do cimento CPV ARI (Alta Resistência Inicial).
Adoção de areia natural em diâmetro máximo de 4,75mm
Exclusão das Fibras de Wollastonita e Aço
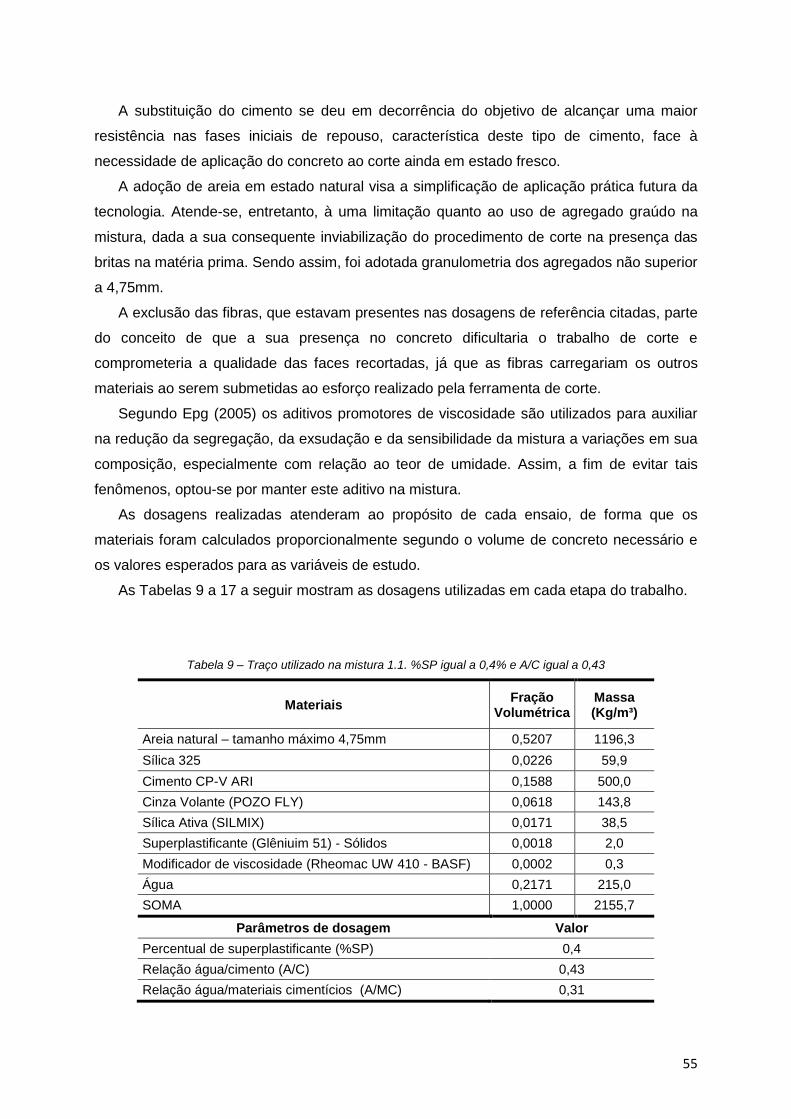
55
A substituição do cimento se deu em decorrência do objetivo de alcançar uma maior
resistência nas fases iniciais de repouso, característica deste tipo de cimento, face à
necessidade de aplicação do concreto ao corte ainda em estado fresco.
A adoção de areia em estado natural visa a simplificação de aplicação prática futura da
tecnologia. Atende-se, entretanto, à uma limitação quanto ao uso de agregado graúdo na
mistura, dada a sua consequente inviabilização do procedimento de corte na presença das
britas na matéria prima. Sendo assim, foi adotada granulometria dos agregados não superior
a 4,75mm.
A exclusão das fibras, que estavam presentes nas dosagens de referência citadas, parte
do conceito de que a sua presença no concreto dificultaria o trabalho de corte e
comprometeria a qualidade das faces recortadas, já que as fibras carregariam os outros
materiais ao serem submetidas ao esforço realizado pela ferramenta de corte.
Segundo Epg (2005) os aditivos promotores de viscosidade são utilizados para auxiliar
na redução da segregação, da exsudação e da sensibilidade da mistura a variações em sua
composição, especialmente com relação ao teor de umidade. Assim, a fim de evitar tais
fenômenos, optou-se por manter este aditivo na mistura.
As dosagens realizadas atenderam ao propósito de cada ensaio, de forma que os
materiais foram calculados proporcionalmente segundo o volume de concreto necessário e
os valores esperados para as variáveis de estudo.
As Tabelas 9 a 17 a seguir mostram as dosagens utilizadas em cada etapa do trabalho.
Tabela 9 – Traço utilizado na mistura 1.1. %SP igual a 0,4% e A/C igual a 0,43
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5207 1196,3
Sílica 325 0,0226 59,9
Cimento CP-V ARI 0,1588 500,0
Cinza Volante (POZO FLY) 0,0618 143,8
Sílica Ativa (SILMIX) 0,0171 38,5
Superplastificante (Glêniuim 51) - Sólidos 0,0018 2,0
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2171 215,0
SOMA 1,0000 2155,7
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,4
Relação água/cimento (A/C) 0,43
Relação água/materiais cimentícios (A/MC) 0,31
56
Tabela 10 - Traço utilizado na mistura 1.2. %SP igual a 0,4% e A/C igual a 0,45
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5144 1190,6
Sílica 325 0,0223 59,6
Cimento CP-V ARI 0,1576 500,0
Cinza Volante (POZO FLY) 0,0610 143,1
Sílica Ativa (SILMIX) 0,0168 38,3
Superplastificante (Glêniuim 51) - Sólidos 0,0018 1,9
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2259 225,4
SOMA 1,0000 2159,3
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,4
Relação água/cimento (A/C) 0,45
Relação água/materiais cimentícios (A/MC) 0,33
Tabela 11 - Traço utilizado na mistura 1.3. %SP igual a 0,4% e A/C igual a 0,46
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5116 1188,1
Sílica 325 0,0222 59,5
Cimento CP-V ARI 0,1571 500,0
Cinza Volante (POZO FLY) 0,0607 142,8
Sílica Ativa (SILMIX) 0,0168 38,2
Superplastificante (Glêniuim 51) - Sólidos 0,0018 1,9
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2298 230,1
SOMA 1,0000 2160,9
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,4
Relação água/cimento (A/C) 0,46
Relação água/materiais cimentícios (A/MC) 0,34
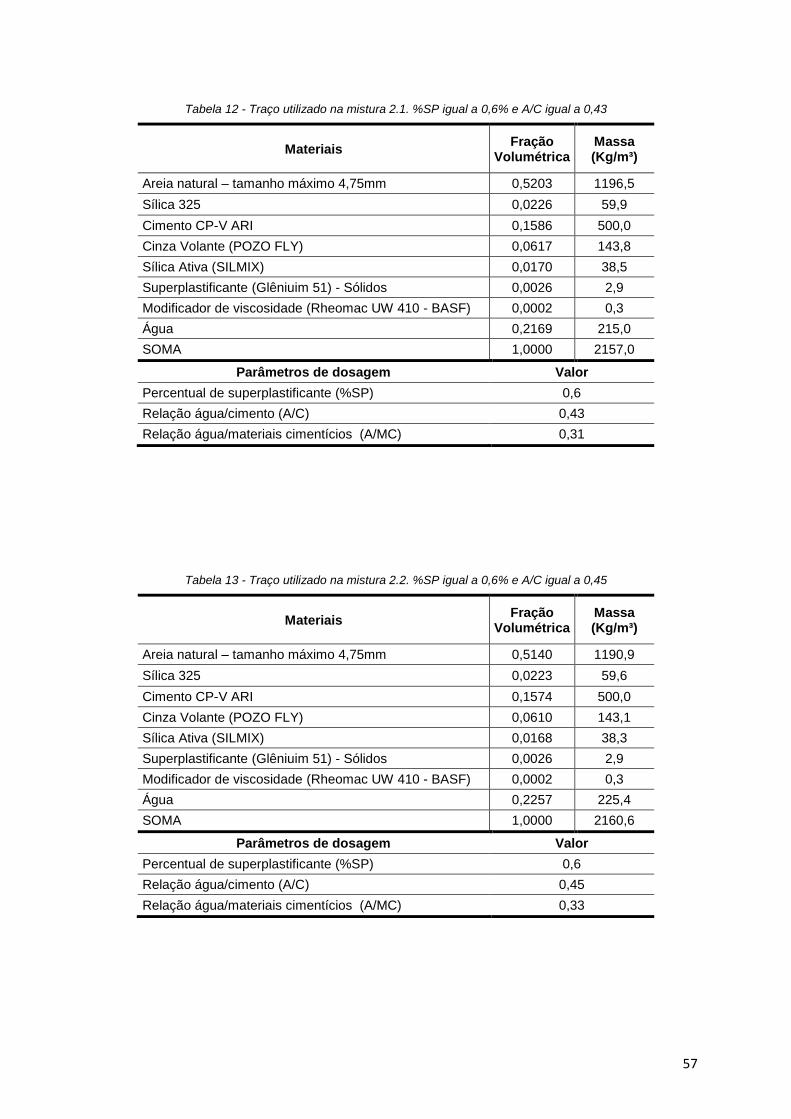
57
Tabela 12 - Traço utilizado na mistura 2.1. %SP igual a 0,6% e A/C igual a 0,43
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5203 1196,5
Sílica 325 0,0226 59,9
Cimento CP-V ARI 0,1586 500,0
Cinza Volante (POZO FLY) 0,0617 143,8
Sílica Ativa (SILMIX) 0,0170 38,5
Superplastificante (Glêniuim 51) - Sólidos 0,0026 2,9
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2169 215,0
SOMA 1,0000 2157,0
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,6
Relação água/cimento (A/C) 0,43
Relação água/materiais cimentícios (A/MC) 0,31
Tabela 13 - Traço utilizado na mistura 2.2. %SP igual a 0,6% e A/C igual a 0,45
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5140 1190,9
Sílica 325 0,0223 59,6
Cimento CP-V ARI 0,1574 500,0
Cinza Volante (POZO FLY) 0,0610 143,1
Sílica Ativa (SILMIX) 0,0168 38,3
Superplastificante (Glêniuim 51) - Sólidos 0,0026 2,9
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2257 225,4
SOMA 1,0000 2160,6
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,6
Relação água/cimento (A/C) 0,45
Relação água/materiais cimentícios (A/MC) 0,33
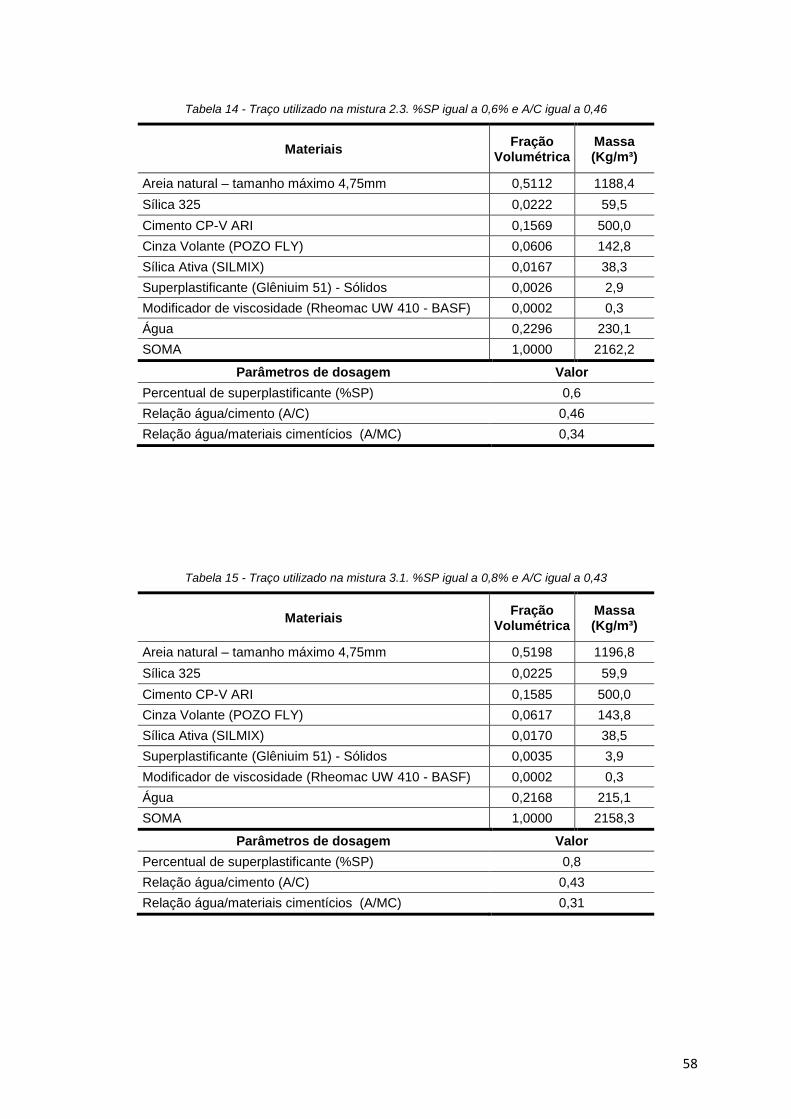
58
Tabela 14 - Traço utilizado na mistura 2.3. %SP igual a 0,6% e A/C igual a 0,46
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5112 1188,4
Sílica 325 0,0222 59,5
Cimento CP-V ARI 0,1569 500,0
Cinza Volante (POZO FLY) 0,0606 142,8
Sílica Ativa (SILMIX) 0,0167 38,3
Superplastificante (Glêniuim 51) - Sólidos 0,0026 2,9
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2296 230,1
SOMA 1,0000 2162,2
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,6
Relação água/cimento (A/C) 0,46
Relação água/materiais cimentícios (A/MC) 0,34
Tabela 15 - Traço utilizado na mistura 3.1. %SP igual a 0,8% e A/C igual a 0,43
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5198 1196,8
Sílica 325 0,0225 59,9
Cimento CP-V ARI 0,1585 500,0
Cinza Volante (POZO FLY) 0,0617 143,8
Sílica Ativa (SILMIX) 0,0170 38,5
Superplastificante (Glêniuim 51) - Sólidos 0,0035 3,9
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2168 215,1
SOMA 1,0000 2158,3
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,8
Relação água/cimento (A/C) 0,43
Relação água/materiais cimentícios (A/MC) 0,31
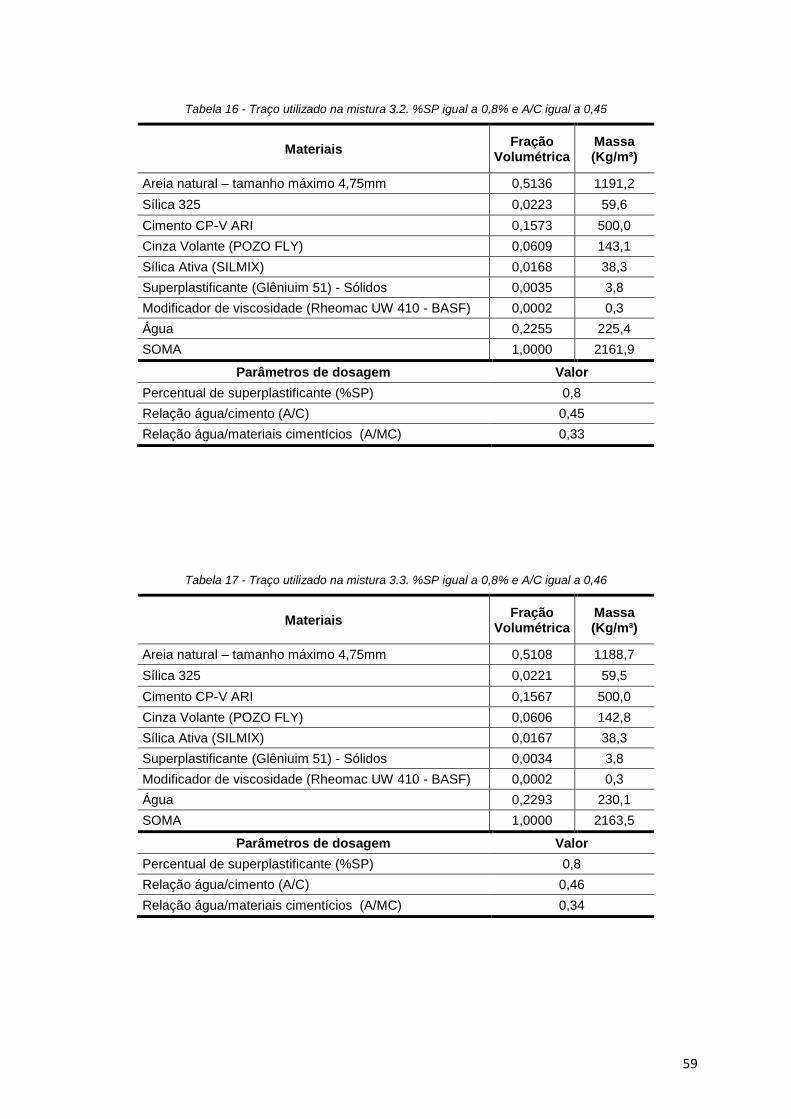
59
Tabela 16 - Traço utilizado na mistura 3.2. %SP igual a 0,8% e A/C igual a 0,45
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5136 1191,2
Sílica 325 0,0223 59,6
Cimento CP-V ARI 0,1573 500,0
Cinza Volante (POZO FLY) 0,0609 143,1
Sílica Ativa (SILMIX) 0,0168 38,3
Superplastificante (Glêniuim 51) - Sólidos 0,0035 3,8
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2255 225,4
SOMA 1,0000 2161,9
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,8
Relação água/cimento (A/C) 0,45
Relação água/materiais cimentícios (A/MC) 0,33
Tabela 17 - Traço utilizado na mistura 3.3. %SP igual a 0,8% e A/C igual a 0,46
Materiais Fração
Volumétrica Massa (Kg/m³)
Areia natural – tamanho máximo 4,75mm 0,5108 1188,7
Sílica 325 0,0221 59,5
Cimento CP-V ARI 0,1567 500,0
Cinza Volante (POZO FLY) 0,0606 142,8
Sílica Ativa (SILMIX) 0,0167 38,3
Superplastificante (Glêniuim 51) - Sólidos 0,0034 3,8
Modificador de viscosidade (Rheomac UW 410 - BASF) 0,0002 0,3
Água 0,2293 230,1
SOMA 1,0000 2163,5
Parâmetros de dosagem Valor
Percentual de superplastificante (%SP) 0,8
Relação água/cimento (A/C) 0,46
Relação água/materiais cimentícios (A/MC) 0,34
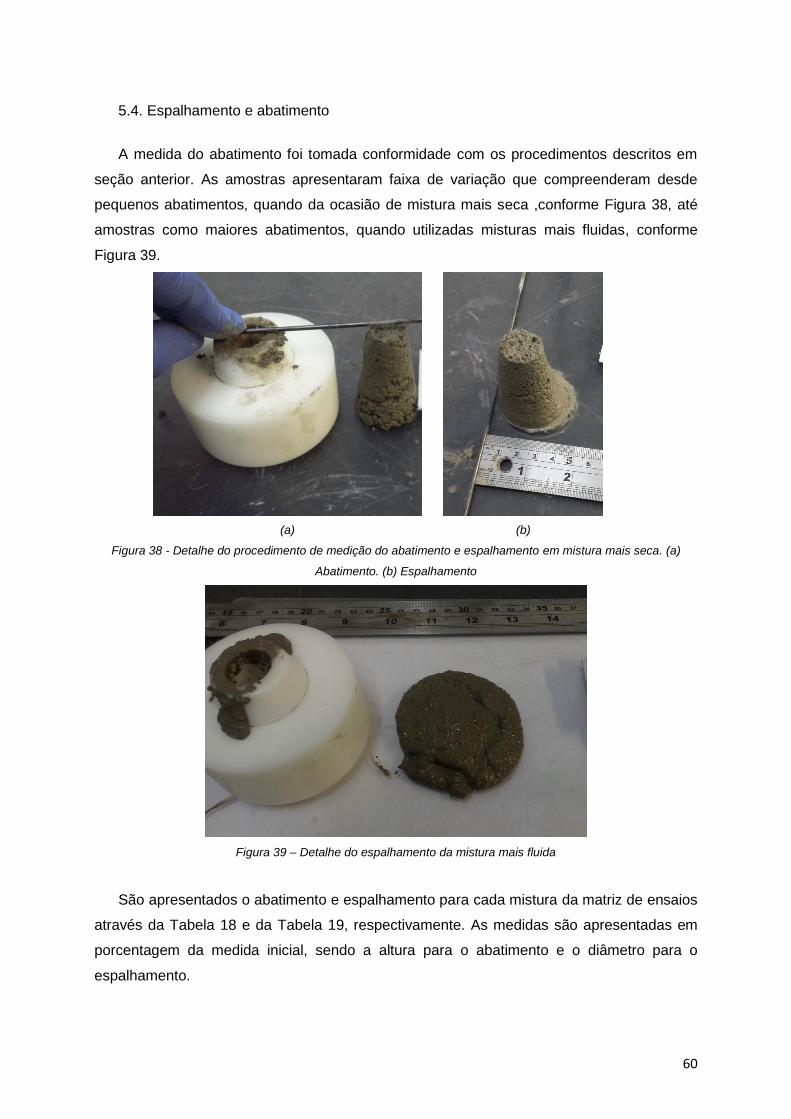
60
5.4. Espalhamento e abatimento
A medida do abatimento foi tomada conformidade com os procedimentos descritos em
seção anterior. As amostras apresentaram faixa de variação que compreenderam desde
pequenos abatimentos, quando da ocasião de mistura mais seca ,conforme Figura 38, até
amostras como maiores abatimentos, quando utilizadas misturas mais fluidas, conforme
Figura 39.
(a)
(b)
Figura 38 - Detalhe do procedimento de medição do abatimento e espalhamento em mistura mais seca. (a)
Abatimento. (b) Espalhamento
Figura 39 – Detalhe do espalhamento da mistura mais fluida
São apresentados o abatimento e espalhamento para cada mistura da matriz de ensaios
através da Tabela 18 e da Tabela 19, respectivamente. As medidas são apresentadas em
porcentagem da medida inicial, sendo a altura para o abatimento e o diâmetro para o
espalhamento.
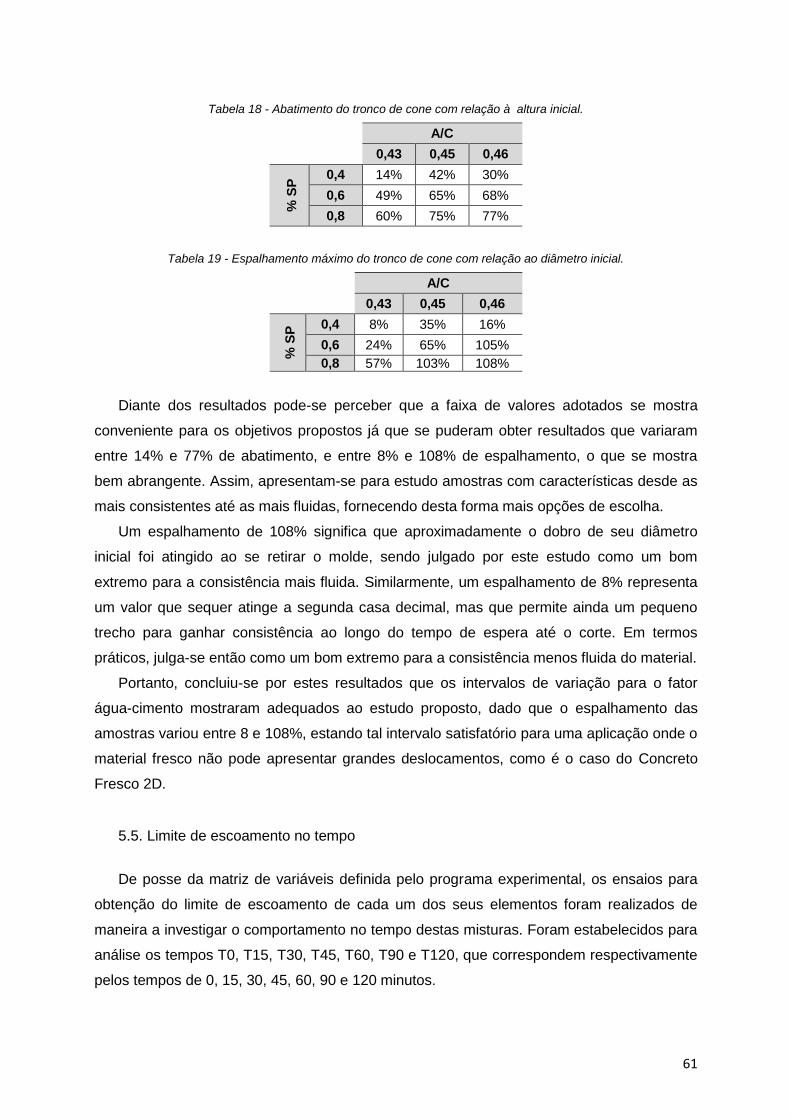
61
Tabela 18 - Abatimento do tronco de cone com relação à altura inicial.
A/C
0,43 0,45 0,46
% S
P 0,4 14% 42% 30%
0,6 49% 65% 68%
0,8 60% 75% 77%
Tabela 19 - Espalhamento máximo do tronco de cone com relação ao diâmetro inicial.
A/C
0,43 0,45 0,46 %
SP
0,4 8% 35% 16%
0,6 24% 65% 105%
0,8 57% 103% 108%
Diante dos resultados pode-se perceber que a faixa de valores adotados se mostra
conveniente para os objetivos propostos já que se puderam obter resultados que variaram
entre 14% e 77% de abatimento, e entre 8% e 108% de espalhamento, o que se mostra
bem abrangente. Assim, apresentam-se para estudo amostras com características desde as
mais consistentes até as mais fluidas, fornecendo desta forma mais opções de escolha.
Um espalhamento de 108% significa que aproximadamente o dobro de seu diâmetro
inicial foi atingido ao se retirar o molde, sendo julgado por este estudo como um bom
extremo para a consistência mais fluida. Similarmente, um espalhamento de 8% representa
um valor que sequer atinge a segunda casa decimal, mas que permite ainda um pequeno
trecho para ganhar consistência ao longo do tempo de espera até o corte. Em termos
práticos, julga-se então como um bom extremo para a consistência menos fluida do material.
Portanto, concluiu-se por estes resultados que os intervalos de variação para o fator
água-cimento mostraram adequados ao estudo proposto, dado que o espalhamento das
amostras variou entre 8 e 108%, estando tal intervalo satisfatório para uma aplicação onde o
material fresco não pode apresentar grandes deslocamentos, como é o caso do Concreto
Fresco 2D.
5.5. Limite de escoamento no tempo
De posse da matriz de variáveis definida pelo programa experimental, os ensaios para
obtenção do limite de escoamento de cada um dos seus elementos foram realizados de
maneira a investigar o comportamento no tempo destas misturas. Foram estabelecidos para
análise os tempos T0, T15, T30, T45, T60, T90 e T120, que correspondem respectivamente
pelos tempos de 0, 15, 30, 45, 60, 90 e 120 minutos.
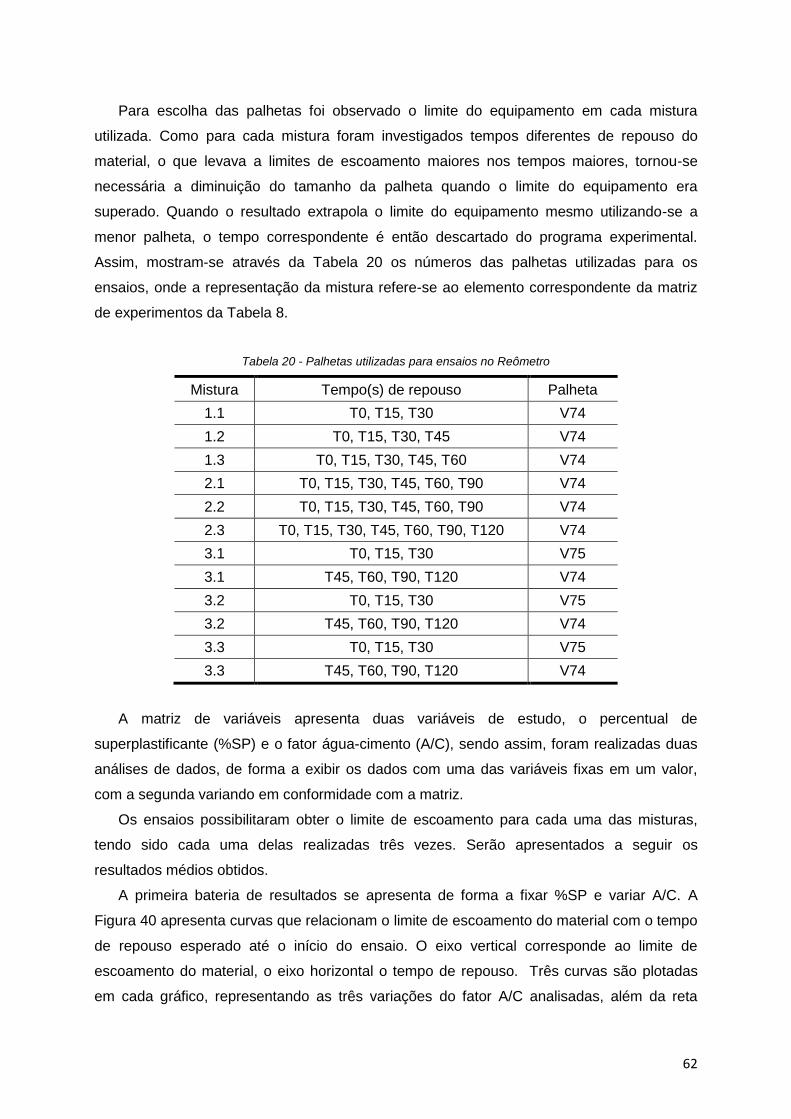
62
Para escolha das palhetas foi observado o limite do equipamento em cada mistura
utilizada. Como para cada mistura foram investigados tempos diferentes de repouso do
material, o que levava a limites de escoamento maiores nos tempos maiores, tornou-se
necessária a diminuição do tamanho da palheta quando o limite do equipamento era
superado. Quando o resultado extrapola o limite do equipamento mesmo utilizando-se a
menor palheta, o tempo correspondente é então descartado do programa experimental.
Assim, mostram-se através da Tabela 20 os números das palhetas utilizadas para os
ensaios, onde a representação da mistura refere-se ao elemento correspondente da matriz
de experimentos da Tabela 8.
Tabela 20 - Palhetas utilizadas para ensaios no Reômetro
Mistura Tempo(s) de repouso Palheta
1.1 T0, T15, T30 V74
1.2 T0, T15, T30, T45 V74
1.3 T0, T15, T30, T45, T60 V74
2.1 T0, T15, T30, T45, T60, T90 V74
2.2 T0, T15, T30, T45, T60, T90 V74
2.3 T0, T15, T30, T45, T60, T90, T120 V74
3.1 T0, T15, T30 V75
3.1 T45, T60, T90, T120 V74
3.2 T0, T15, T30 V75
3.2 T45, T60, T90, T120 V74
3.3 T0, T15, T30 V75
3.3 T45, T60, T90, T120 V74
A matriz de variáveis apresenta duas variáveis de estudo, o percentual de
superplastificante (%SP) e o fator água-cimento (A/C), sendo assim, foram realizadas duas
análises de dados, de forma a exibir os dados com uma das variáveis fixas em um valor,
com a segunda variando em conformidade com a matriz.
Os ensaios possibilitaram obter o limite de escoamento para cada uma das misturas,
tendo sido cada uma delas realizadas três vezes. Serão apresentados a seguir os
resultados médios obtidos.
A primeira bateria de resultados se apresenta de forma a fixar %SP e variar A/C. A
Figura 40 apresenta curvas que relacionam o limite de escoamento do material com o tempo
de repouso esperado até o início do ensaio. O eixo vertical corresponde ao limite de
escoamento do material, o eixo horizontal o tempo de repouso. Três curvas são plotadas
em cada gráfico, representando as três variações do fator A/C analisadas, além da reta
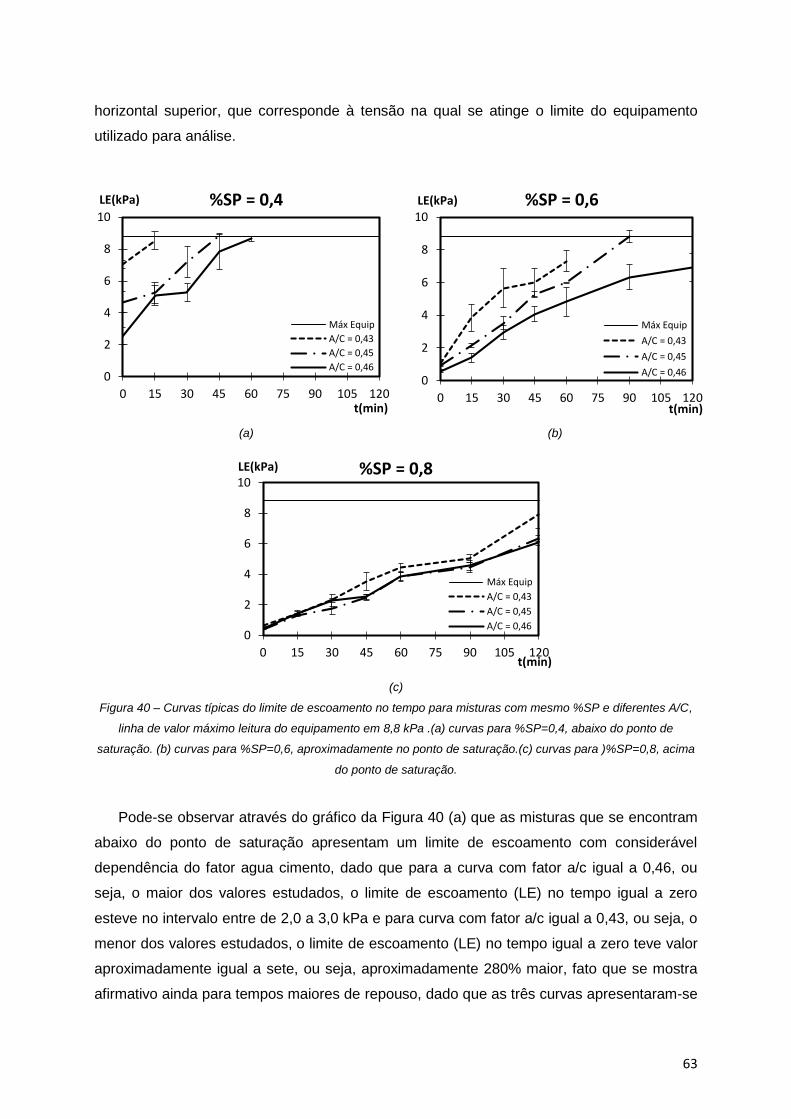
63
horizontal superior, que corresponde à tensão na qual se atinge o limite do equipamento
utilizado para análise.
(a)
(b)
(c)
Figura 40 – Curvas típicas do limite de escoamento no tempo para misturas com mesmo %SP e diferentes A/C,
linha de valor máximo leitura do equipamento em 8,8 kPa .(a) curvas para %SP=0,4, abaixo do ponto de
saturação. (b) curvas para %SP=0,6, aproximadamente no ponto de saturação.(c) curvas para )%SP=0,8, acima
do ponto de saturação.
Pode-se observar através do gráfico da Figura 40 (a) que as misturas que se encontram
abaixo do ponto de saturação apresentam um limite de escoamento com considerável
dependência do fator agua cimento, dado que para a curva com fator a/c igual a 0,46, ou
seja, o maior dos valores estudados, o limite de escoamento (LE) no tempo igual a zero
esteve no intervalo entre de 2,0 a 3,0 kPa e para curva com fator a/c igual a 0,43, ou seja, o
menor dos valores estudados, o limite de escoamento (LE) no tempo igual a zero teve valor
aproximadamente igual a sete, ou seja, aproximadamente 280% maior, fato que se mostra
afirmativo ainda para tempos maiores de repouso, dado que as três curvas apresentaram-se
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
%SP = 0,4
Máx Equip
A/C = 0,43
A/C = 0,45
A/C = 0,46
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
%SP = 0,6
Máx Equip
A/C = 0,43
A/C = 0,45
A/C = 0,46
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
%SP = 0,8
Máx Equip
A/C = 0,43
A/C = 0,45
A/C = 0,46
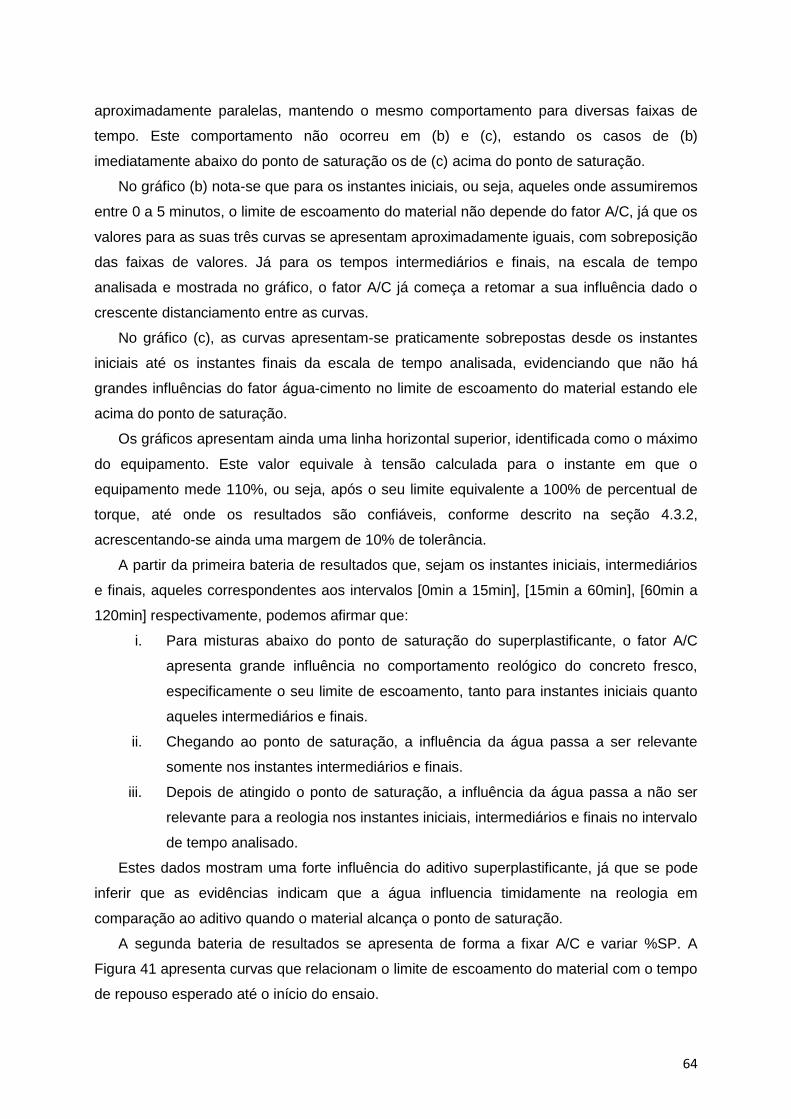
64
aproximadamente paralelas, mantendo o mesmo comportamento para diversas faixas de
tempo. Este comportamento não ocorreu em (b) e (c), estando os casos de (b)
imediatamente abaixo do ponto de saturação os de (c) acima do ponto de saturação.
No gráfico (b) nota-se que para os instantes iniciais, ou seja, aqueles onde assumiremos
entre 0 a 5 minutos, o limite de escoamento do material não depende do fator A/C, já que os
valores para as suas três curvas se apresentam aproximadamente iguais, com sobreposição
das faixas de valores. Já para os tempos intermediários e finais, na escala de tempo
analisada e mostrada no gráfico, o fator A/C já começa a retomar a sua influência dado o
crescente distanciamento entre as curvas.
No gráfico (c), as curvas apresentam-se praticamente sobrepostas desde os instantes
iniciais até os instantes finais da escala de tempo analisada, evidenciando que não há
grandes influências do fator água-cimento no limite de escoamento do material estando ele
acima do ponto de saturação.
Os gráficos apresentam ainda uma linha horizontal superior, identificada como o máximo
do equipamento. Este valor equivale à tensão calculada para o instante em que o
equipamento mede 110%, ou seja, após o seu limite equivalente a 100% de percentual de
torque, até onde os resultados são confiáveis, conforme descrito na seção 4.3.2,
acrescentando-se ainda uma margem de 10% de tolerância.
A partir da primeira bateria de resultados que, sejam os instantes iniciais, intermediários
e finais, aqueles correspondentes aos intervalos [0min a 15min], [15min a 60min], [60min a
120min] respectivamente, podemos afirmar que:
i. Para misturas abaixo do ponto de saturação do superplastificante, o fator A/C
apresenta grande influência no comportamento reológico do concreto fresco,
especificamente o seu limite de escoamento, tanto para instantes iniciais quanto
aqueles intermediários e finais.
ii. Chegando ao ponto de saturação, a influência da água passa a ser relevante
somente nos instantes intermediários e finais.
iii. Depois de atingido o ponto de saturação, a influência da água passa a não ser
relevante para a reologia nos instantes iniciais, intermediários e finais no intervalo
de tempo analisado.
Estes dados mostram uma forte influência do aditivo superplastificante, já que se pode
inferir que as evidências indicam que a água influencia timidamente na reologia em
comparação ao aditivo quando o material alcança o ponto de saturação.
A segunda bateria de resultados se apresenta de forma a fixar A/C e variar %SP. A
Figura 41 apresenta curvas que relacionam o limite de escoamento do material com o tempo
de repouso esperado até o início do ensaio.
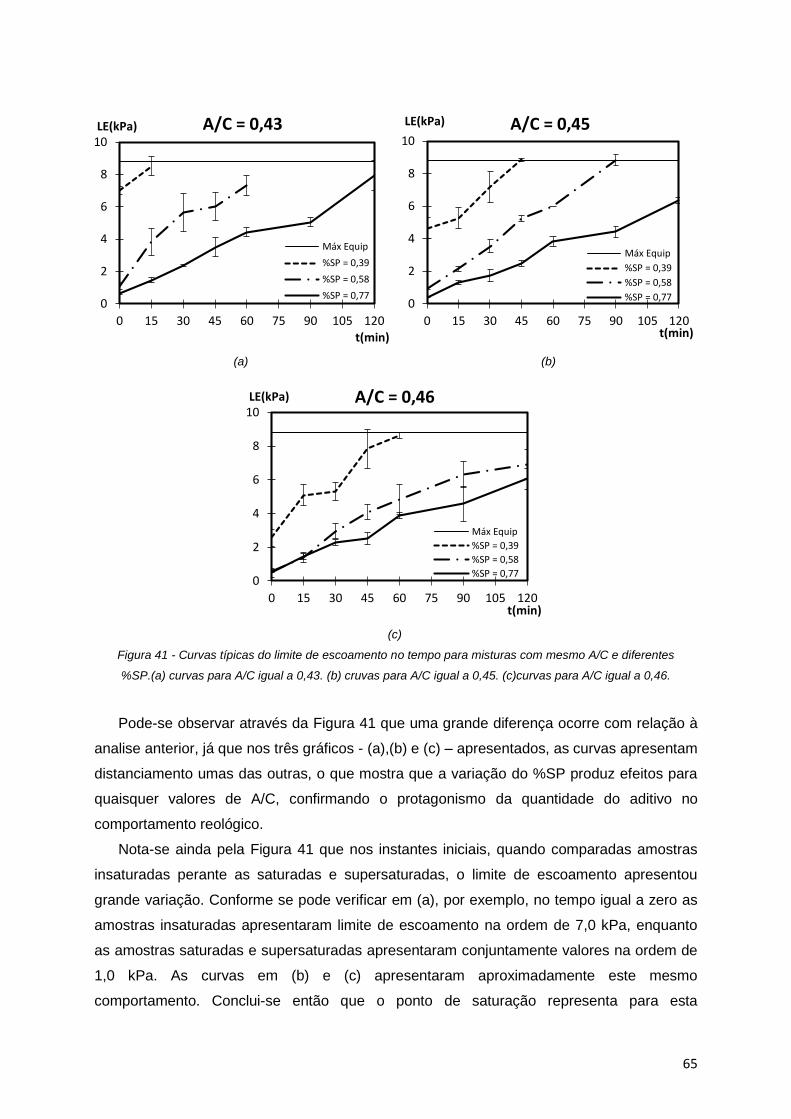
65
(a)
(b)
(c)
Figura 41 - Curvas típicas do limite de escoamento no tempo para misturas com mesmo A/C e diferentes
%SP.(a) curvas para A/C igual a 0,43. (b) cruvas para A/C igual a 0,45. (c)curvas para A/C igual a 0,46.
Pode-se observar através da Figura 41 que uma grande diferença ocorre com relação à
analise anterior, já que nos três gráficos - (a),(b) e (c) – apresentados, as curvas apresentam
distanciamento umas das outras, o que mostra que a variação do %SP produz efeitos para
quaisquer valores de A/C, confirmando o protagonismo da quantidade do aditivo no
comportamento reológico.
Nota-se ainda pela Figura 41 que nos instantes iniciais, quando comparadas amostras
insaturadas perante as saturadas e supersaturadas, o limite de escoamento apresentou
grande variação. Conforme se pode verificar em (a), por exemplo, no tempo igual a zero as
amostras insaturadas apresentaram limite de escoamento na ordem de 7,0 kPa, enquanto
as amostras saturadas e supersaturadas apresentaram conjuntamente valores na ordem de
1,0 kPa. As curvas em (b) e (c) apresentaram aproximadamente este mesmo
comportamento. Conclui-se então que o ponto de saturação representa para esta
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
A/C = 0,43
Máx Equip
%SP = 0,39
%SP = 0,58
%SP = 0,770
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
A/C = 0,45
Máx Equip
%SP = 0,39
%SP = 0,58
%SP = 0,77
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
A/C = 0,46
Máx Equip
%SP = 0,39
%SP = 0,58
%SP = 0,77
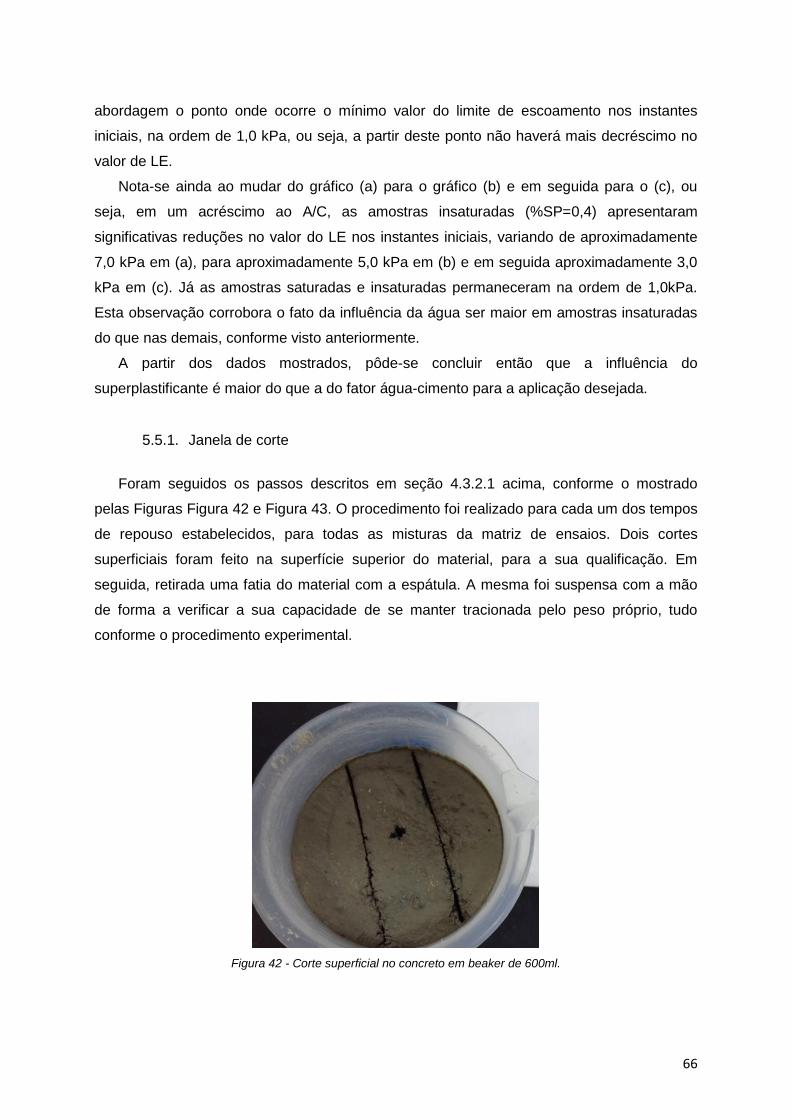
66
abordagem o ponto onde ocorre o mínimo valor do limite de escoamento nos instantes
iniciais, na ordem de 1,0 kPa, ou seja, a partir deste ponto não haverá mais decréscimo no
valor de LE.
Nota-se ainda ao mudar do gráfico (a) para o gráfico (b) e em seguida para o (c), ou
seja, em um acréscimo ao A/C, as amostras insaturadas (%SP=0,4) apresentaram
significativas reduções no valor do LE nos instantes iniciais, variando de aproximadamente
7,0 kPa em (a), para aproximadamente 5,0 kPa em (b) e em seguida aproximadamente 3,0
kPa em (c). Já as amostras saturadas e insaturadas permaneceram na ordem de 1,0kPa.
Esta observação corrobora o fato da influência da água ser maior em amostras insaturadas
do que nas demais, conforme visto anteriormente.
A partir dos dados mostrados, pôde-se concluir então que a influência do
superplastificante é maior do que a do fator água-cimento para a aplicação desejada.
5.5.1. Janela de corte
Foram seguidos os passos descritos em seção 4.3.2.1 acima, conforme o mostrado
pelas Figuras Figura 42 e Figura 43. O procedimento foi realizado para cada um dos tempos
de repouso estabelecidos, para todas as misturas da matriz de ensaios. Dois cortes
superficiais foram feito na superfície superior do material, para a sua qualificação. Em
seguida, retirada uma fatia do material com a espátula. A mesma foi suspensa com a mão
de forma a verificar a sua capacidade de se manter tracionada pelo peso próprio, tudo
conforme o procedimento experimental.
Figura 42 - Corte superficial no concreto em beaker de 600ml.
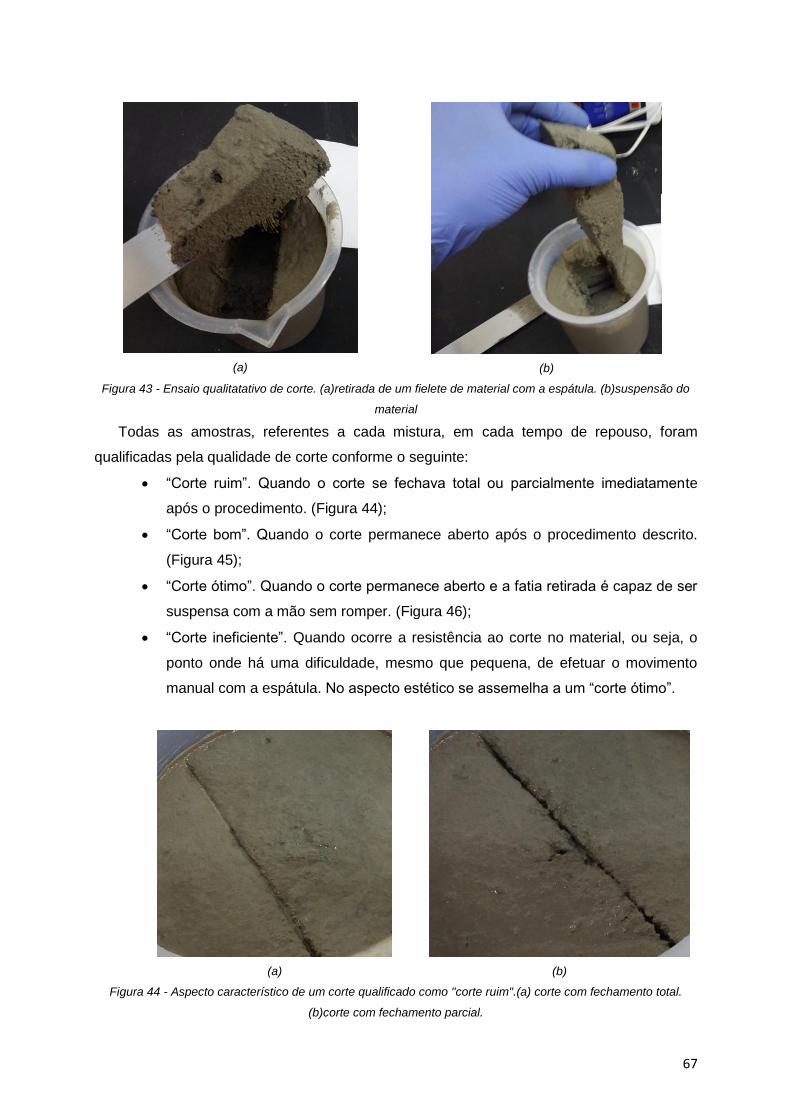
67
(a)
(b)
Figura 43 - Ensaio qualitatativo de corte. (a)retirada de um fielete de material com a espátula. (b)suspensão do
material
Todas as amostras, referentes a cada mistura, em cada tempo de repouso, foram
qualificadas pela qualidade de corte conforme o seguinte:
“Corte ruim”. Quando o corte se fechava total ou parcialmente imediatamente
após o procedimento. (Figura 44);
“Corte bom”. Quando o corte permanece aberto após o procedimento descrito.
(Figura 45);
“Corte ótimo”. Quando o corte permanece aberto e a fatia retirada é capaz de ser
suspensa com a mão sem romper. (Figura 46);
“Corte ineficiente”. Quando ocorre a resistência ao corte no material, ou seja, o
ponto onde há uma dificuldade, mesmo que pequena, de efetuar o movimento
manual com a espátula. No aspecto estético se assemelha a um “corte ótimo”.
(a)
(b)
Figura 44 - Aspecto característico de um corte qualificado como "corte ruim".(a) corte com fechamento total.
(b)corte com fechamento parcial.
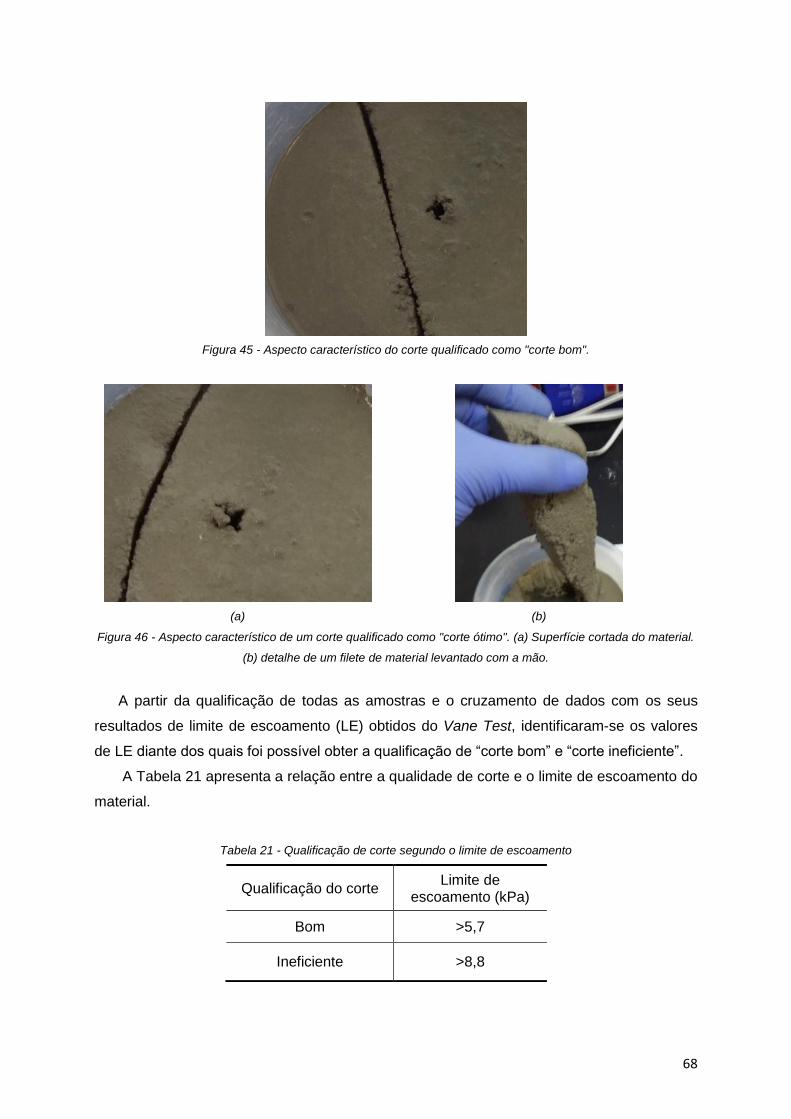
68
Figura 45 - Aspecto característico do corte qualificado como "corte bom".
(a)
(b)
Figura 46 - Aspecto característico de um corte qualificado como "corte ótimo". (a) Superfície cortada do material.
(b) detalhe de um filete de material levantado com a mão.
A partir da qualificação de todas as amostras e o cruzamento de dados com os seus
resultados de limite de escoamento (LE) obtidos do Vane Test, identificaram-se os valores
de LE diante dos quais foi possível obter a qualificação de “corte bom” e “corte ineficiente”.
A Tabela 21 apresenta a relação entre a qualidade de corte e o limite de escoamento do
material.
Tabela 21 - Qualificação de corte segundo o limite de escoamento
Qualificação do corte Limite de
escoamento (kPa)
Bom >5,7
Ineficiente >8,8
69
Assim, admitiu-se para os passos seguintes que a janela de corte ideal corresponde ao
intervalo cujo limite de escoamento do material apresente valores entre 5,7kPa e 8,8 kPa.
Esta janela de corte passa a representar então o intervalo aconselhável para a realização do
procedimento, em unidade de tensão. Significa que abaixo dos 5,7kPa a peça cortada não
apresenta boa a capacidade conservar o formato a ela atribuído, e que acima dos 8,8kPa, o
concreto passa adquirir uma resistência tal que um esforço adicional é necessário para
cisalhar a sua estrutura e conferir o formato desejado através do corte, comprometendo
assim a eficiência no uso de energia mecânica aplicada no processo. Diante da janela de
corte, os estudos passam então a possuir enfoque em seu interior, restringindo o universo
da pesquisa a uma faixa delimitada entre dois valores de tensão.
Para que a janela de corte possa ser expressa em função do tempo é necessário o
conhecimento da relação entre a tensão de escoamento do material e o tempo, para cada
um dos elementos da matriz de ensaios, ou seja, para cada mistura estudada. Através de
uma análise gráfica, realizada com o auxílio do Microsoft Excel, podemos traçar a linha de
tendência linear e obter uma equação que relacione estas variáveis.
A Figura 47 apresenta as linhas de tendências e suas respectivas equações para cada
uma das curvas obtidas dos ensaios de reologia.
A Tabela 22 apresenta em forma de matriz, as equações obtidas a partir da análise
gráfica, de forma que cada um dos seus elementos corresponde ao elemento de mesma
posição na matriz de ensaios. Então, para cada uma das dosagens, obteve-se em equação
de reta tal que podemos facilmente mudar a variável em evidência.
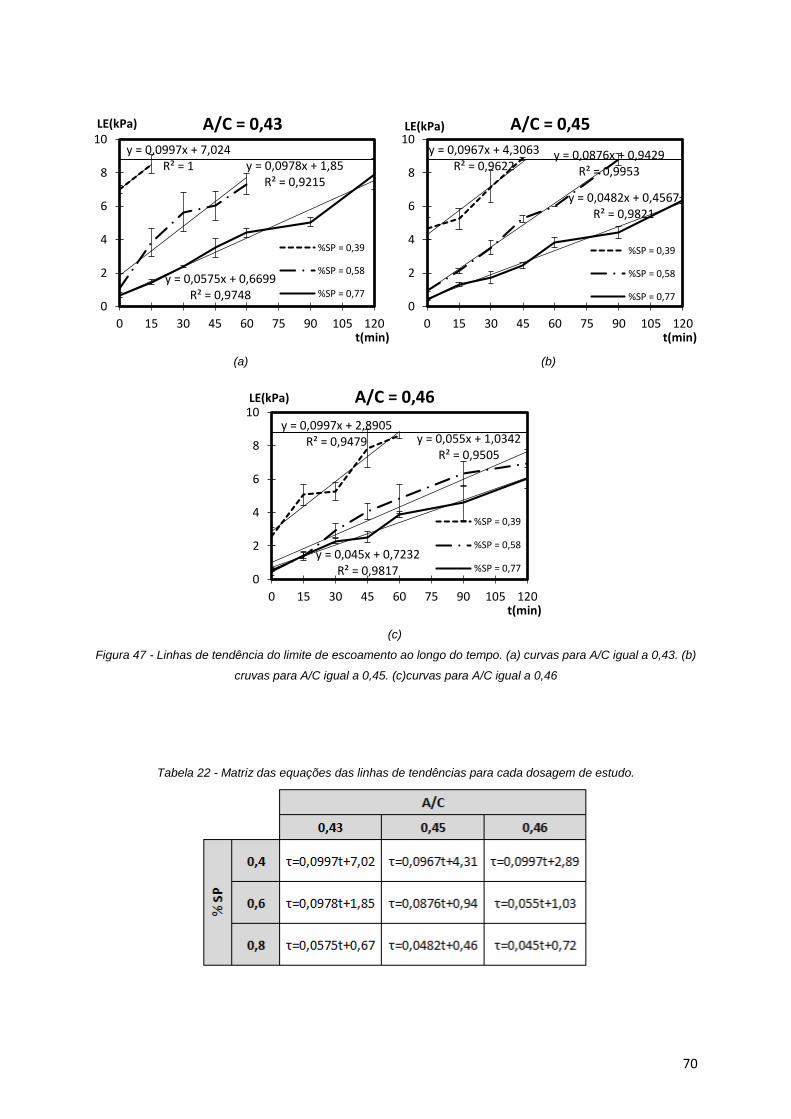
70
(a)
(b)
(c)
Figura 47 - Linhas de tendência do limite de escoamento ao longo do tempo. (a) curvas para A/C igual a 0,43. (b)
cruvas para A/C igual a 0,45. (c)curvas para A/C igual a 0,46
Tabela 22 - Matriz das equações das linhas de tendências para cada dosagem de estudo.
y = 0,0997x + 7,024R² = 1 y = 0,0978x + 1,85
R² = 0,9215
y = 0,0575x + 0,6699R² = 0,9748
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
A/C = 0,43
%SP = 0,39
%SP = 0,58
%SP = 0,77
y = 0,0967x + 4,3063R² = 0,9622
y = 0,0876x + 0,9429R² = 0,9953
y = 0,0482x + 0,4567R² = 0,9821
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
A/C = 0,45
%SP = 0,39
%SP = 0,58
%SP = 0,77
y = 0,0997x + 2,8905R² = 0,9479 y = 0,055x + 1,0342
R² = 0,9505
y = 0,045x + 0,7232R² = 0,9817
0
2
4
6
8
10
0 15 30 45 60 75 90 105 120
LE(kPa)
t(min)
A/C = 0,46
%SP = 0,39
%SP = 0,58
%SP = 0,77
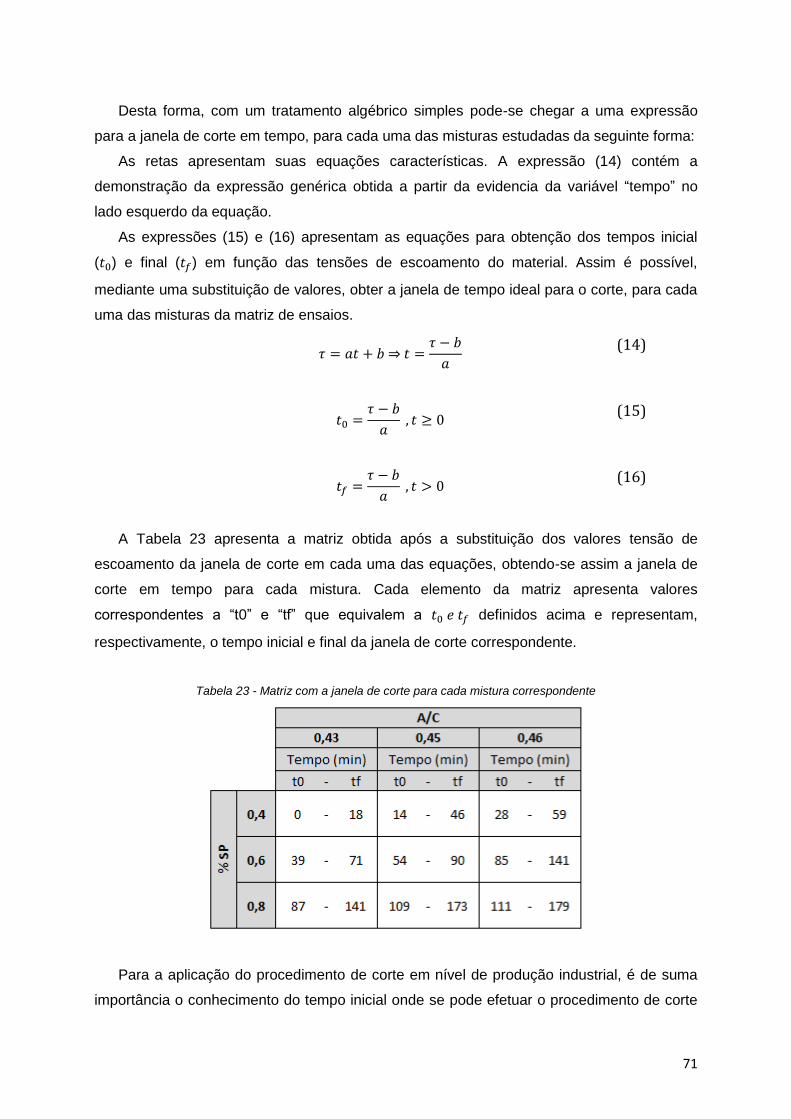
71
Desta forma, com um tratamento algébrico simples pode-se chegar a uma expressão
para a janela de corte em tempo, para cada uma das misturas estudadas da seguinte forma:
As retas apresentam suas equações características. A expressão (14) contém a
demonstração da expressão genérica obtida a partir da evidencia da variável “tempo” no
lado esquerdo da equação.
As expressões (15) e (16) apresentam as equações para obtenção dos tempos inicial
(𝑡0) e final (𝑡𝑓) em função das tensões de escoamento do material. Assim é possível,
mediante uma substituição de valores, obter a janela de tempo ideal para o corte, para cada
uma das misturas da matriz de ensaios.
𝜏 = 𝑎𝑡 + 𝑏 ⇒ 𝑡 =
𝜏 − 𝑏
𝑎
(14)
𝑡0 =
𝜏 − 𝑏
𝑎 , 𝑡 ≥ 0
(15)
𝑡𝑓 =
𝜏 − 𝑏
𝑎 , 𝑡 > 0
(16)
A Tabela 23 apresenta a matriz obtida após a substituição dos valores tensão de
escoamento da janela de corte em cada uma das equações, obtendo-se assim a janela de
corte em tempo para cada mistura. Cada elemento da matriz apresenta valores
correspondentes a “t0” e “tf” que equivalem a 𝑡0 𝑒 𝑡𝑓 definidos acima e representam,
respectivamente, o tempo inicial e final da janela de corte correspondente.
Tabela 23 - Matriz com a janela de corte para cada mistura correspondente
Para a aplicação do procedimento de corte em nível de produção industrial, é de suma
importância o conhecimento do tempo inicial onde se pode efetuar o procedimento de corte
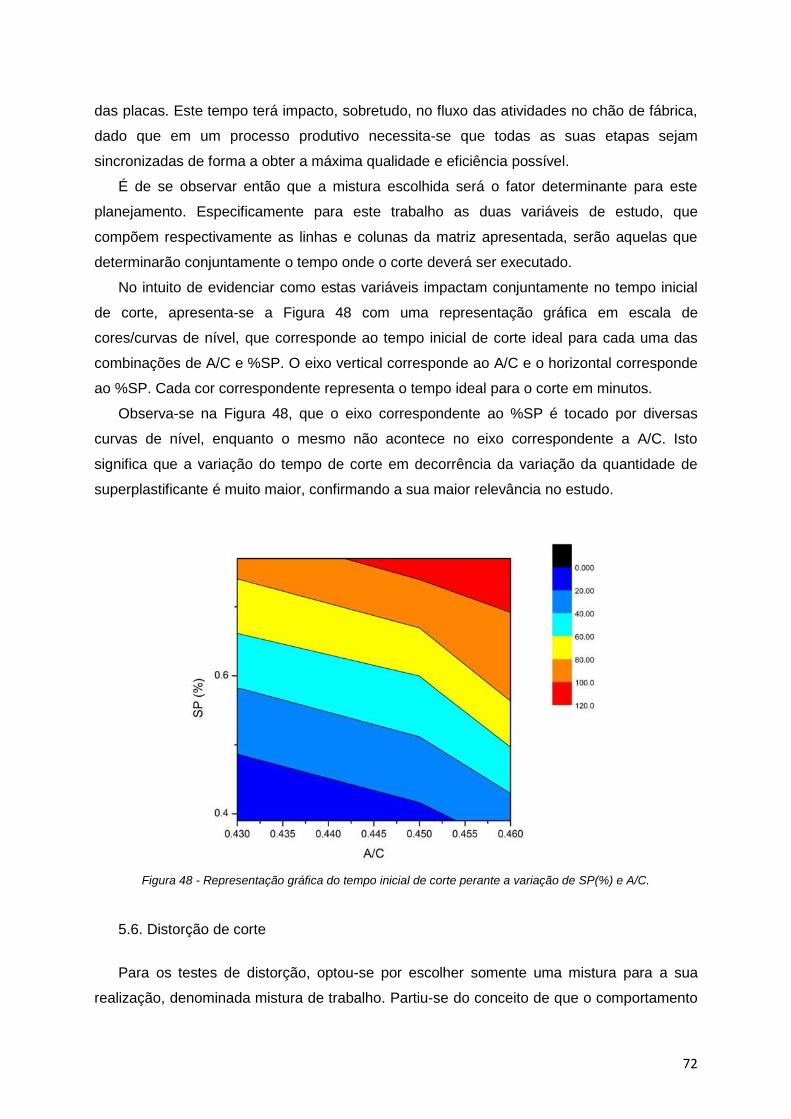
72
das placas. Este tempo terá impacto, sobretudo, no fluxo das atividades no chão de fábrica,
dado que em um processo produtivo necessita-se que todas as suas etapas sejam
sincronizadas de forma a obter a máxima qualidade e eficiência possível.
É de se observar então que a mistura escolhida será o fator determinante para este
planejamento. Especificamente para este trabalho as duas variáveis de estudo, que
compõem respectivamente as linhas e colunas da matriz apresentada, serão aquelas que
determinarão conjuntamente o tempo onde o corte deverá ser executado.
No intuito de evidenciar como estas variáveis impactam conjuntamente no tempo inicial
de corte, apresenta-se a Figura 48 com uma representação gráfica em escala de
cores/curvas de nível, que corresponde ao tempo inicial de corte ideal para cada uma das
combinações de A/C e %SP. O eixo vertical corresponde ao A/C e o horizontal corresponde
ao %SP. Cada cor correspondente representa o tempo ideal para o corte em minutos.
Observa-se na Figura 48, que o eixo correspondente ao %SP é tocado por diversas
curvas de nível, enquanto o mesmo não acontece no eixo correspondente a A/C. Isto
significa que a variação do tempo de corte em decorrência da variação da quantidade de
superplastificante é muito maior, confirmando a sua maior relevância no estudo.
Figura 48 - Representação gráfica do tempo inicial de corte perante a variação de SP(%) e A/C.
5.6. Distorção de corte
Para os testes de distorção, optou-se por escolher somente uma mistura para a sua
realização, denominada mistura de trabalho. Partiu-se do conceito de que o comportamento
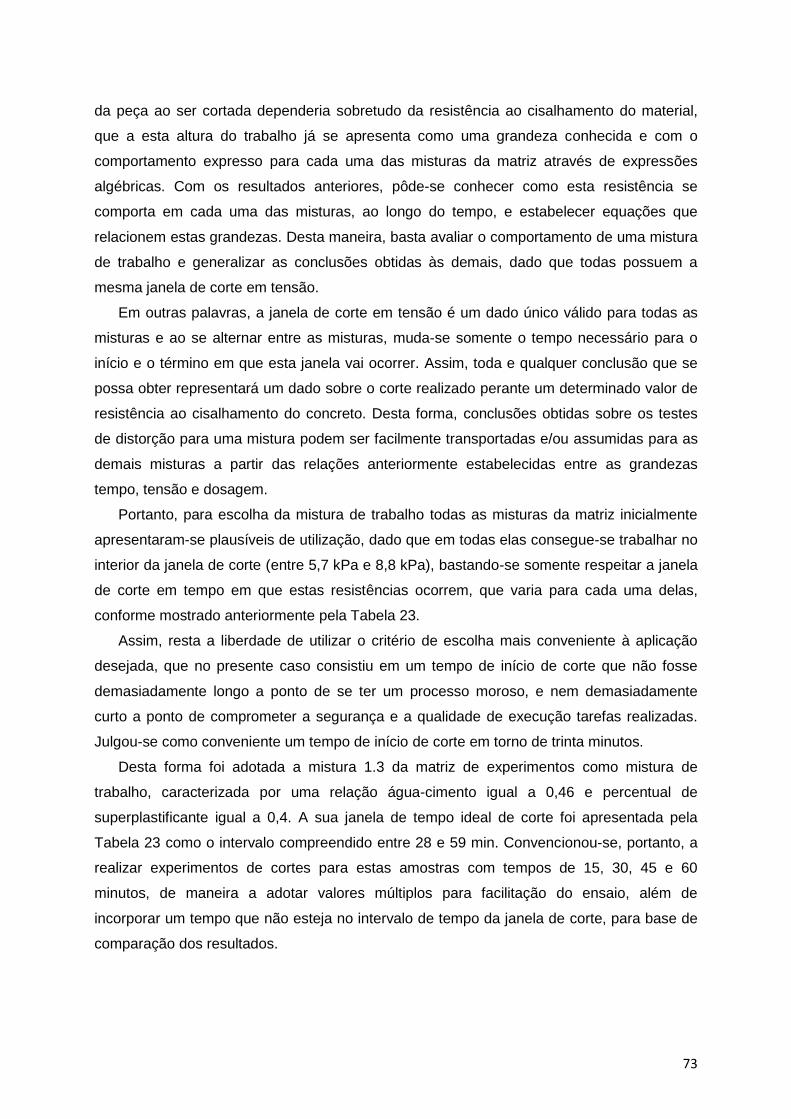
73
da peça ao ser cortada dependeria sobretudo da resistência ao cisalhamento do material,
que a esta altura do trabalho já se apresenta como uma grandeza conhecida e com o
comportamento expresso para cada uma das misturas da matriz através de expressões
algébricas. Com os resultados anteriores, pôde-se conhecer como esta resistência se
comporta em cada uma das misturas, ao longo do tempo, e estabelecer equações que
relacionem estas grandezas. Desta maneira, basta avaliar o comportamento de uma mistura
de trabalho e generalizar as conclusões obtidas às demais, dado que todas possuem a
mesma janela de corte em tensão.
Em outras palavras, a janela de corte em tensão é um dado único válido para todas as
misturas e ao se alternar entre as misturas, muda-se somente o tempo necessário para o
início e o término em que esta janela vai ocorrer. Assim, toda e qualquer conclusão que se
possa obter representará um dado sobre o corte realizado perante um determinado valor de
resistência ao cisalhamento do concreto. Desta forma, conclusões obtidas sobre os testes
de distorção para uma mistura podem ser facilmente transportadas e/ou assumidas para as
demais misturas a partir das relações anteriormente estabelecidas entre as grandezas
tempo, tensão e dosagem.
Portanto, para escolha da mistura de trabalho todas as misturas da matriz inicialmente
apresentaram-se plausíveis de utilização, dado que em todas elas consegue-se trabalhar no
interior da janela de corte (entre 5,7 kPa e 8,8 kPa), bastando-se somente respeitar a janela
de corte em tempo em que estas resistências ocorrem, que varia para cada uma delas,
conforme mostrado anteriormente pela Tabela 23.
Assim, resta a liberdade de utilizar o critério de escolha mais conveniente à aplicação
desejada, que no presente caso consistiu em um tempo de início de corte que não fosse
demasiadamente longo a ponto de se ter um processo moroso, e nem demasiadamente
curto a ponto de comprometer a segurança e a qualidade de execução tarefas realizadas.
Julgou-se como conveniente um tempo de início de corte em torno de trinta minutos.
Desta forma foi adotada a mistura 1.3 da matriz de experimentos como mistura de
trabalho, caracterizada por uma relação água-cimento igual a 0,46 e percentual de
superplastificante igual a 0,4. A sua janela de tempo ideal de corte foi apresentada pela
Tabela 23 como o intervalo compreendido entre 28 e 59 min. Convencionou-se, portanto, a
realizar experimentos de cortes para estas amostras com tempos de 15, 30, 45 e 60
minutos, de maneira a adotar valores múltiplos para facilitação do ensaio, além de
incorporar um tempo que não esteja no intervalo de tempo da janela de corte, para base de
comparação dos resultados.
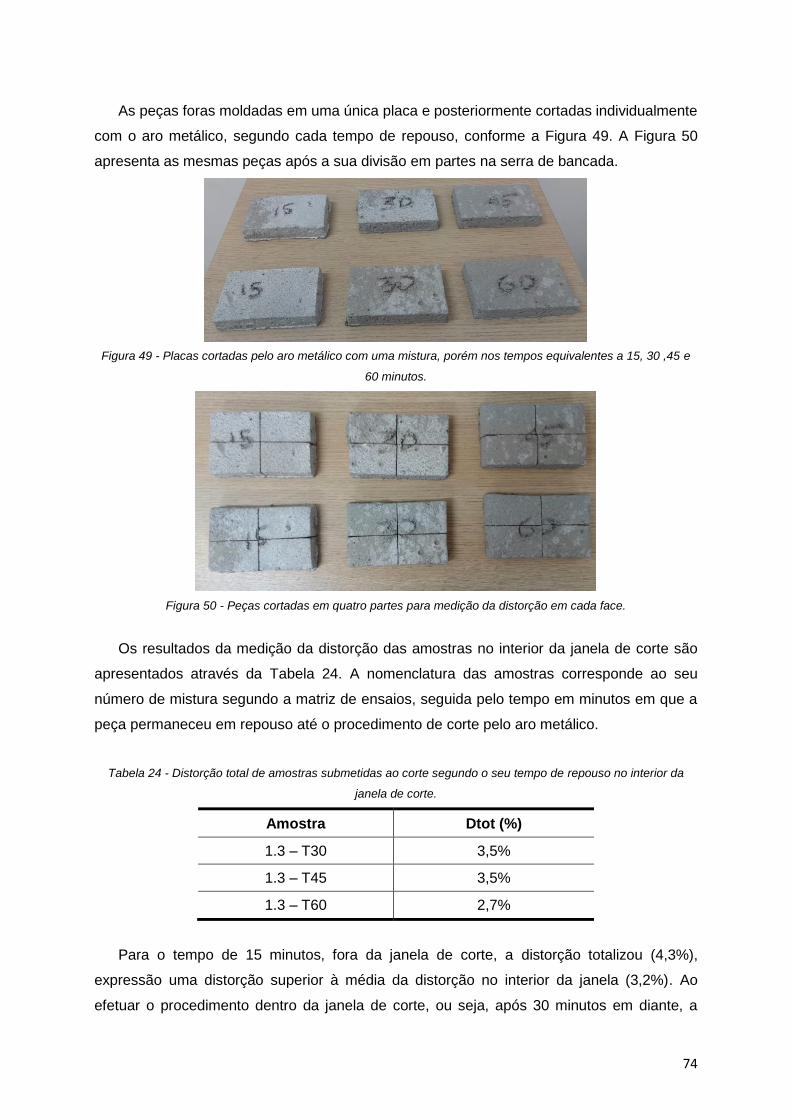
74
As peças foras moldadas em uma única placa e posteriormente cortadas individualmente
com o aro metálico, segundo cada tempo de repouso, conforme a Figura 49. A Figura 50
apresenta as mesmas peças após a sua divisão em partes na serra de bancada.
Figura 49 - Placas cortadas pelo aro metálico com uma mistura, porém nos tempos equivalentes a 15, 30 ,45 e
60 minutos.
Figura 50 - Peças cortadas em quatro partes para medição da distorção em cada face.
Os resultados da medição da distorção das amostras no interior da janela de corte são
apresentados através da Tabela 24. A nomenclatura das amostras corresponde ao seu
número de mistura segundo a matriz de ensaios, seguida pelo tempo em minutos em que a
peça permaneceu em repouso até o procedimento de corte pelo aro metálico.
Tabela 24 - Distorção total de amostras submetidas ao corte segundo o seu tempo de repouso no interior da
janela de corte.
Amostra Dtot (%)
1.3 – T30 3,5%
1.3 – T45 3,5%
1.3 – T60 2,7%
Para o tempo de 15 minutos, fora da janela de corte, a distorção totalizou (4,3%),
expressão uma distorção superior à média da distorção no interior da janela (3,2%). Ao
efetuar o procedimento dentro da janela de corte, ou seja, após 30 minutos em diante, a
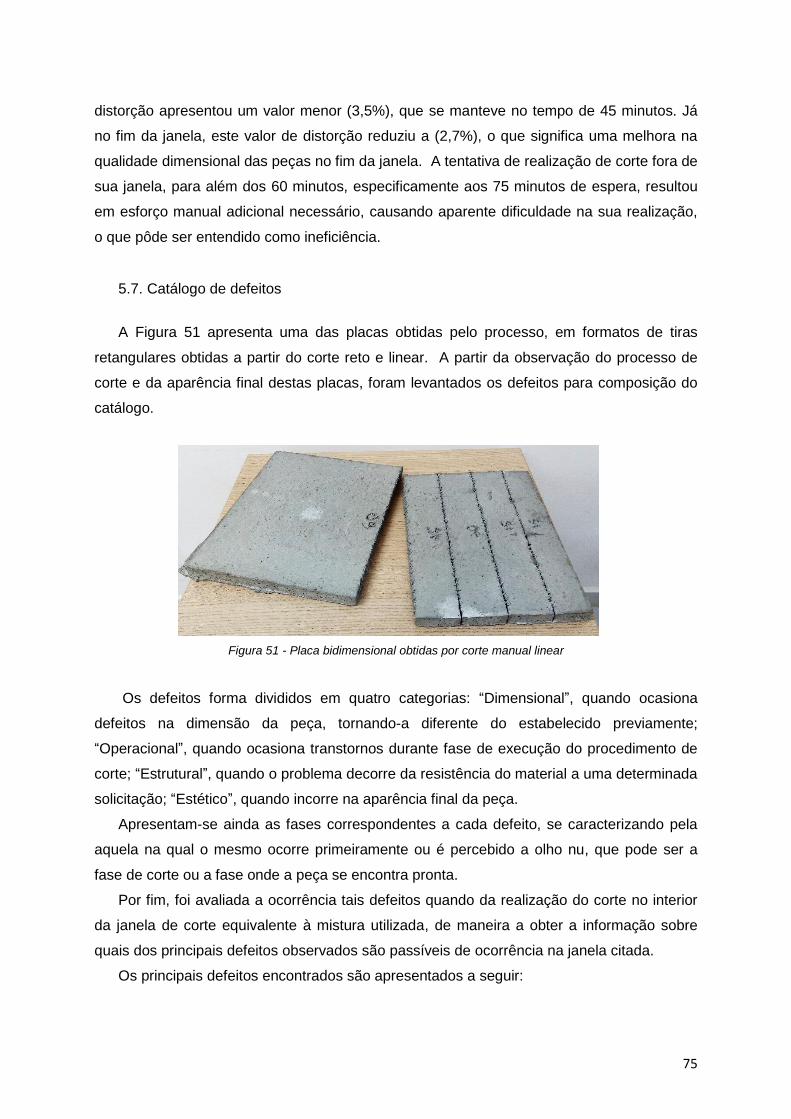
75
distorção apresentou um valor menor (3,5%), que se manteve no tempo de 45 minutos. Já
no fim da janela, este valor de distorção reduziu a (2,7%), o que significa uma melhora na
qualidade dimensional das peças no fim da janela. A tentativa de realização de corte fora de
sua janela, para além dos 60 minutos, especificamente aos 75 minutos de espera, resultou
em esforço manual adicional necessário, causando aparente dificuldade na sua realização,
o que pôde ser entendido como ineficiência.
5.7. Catálogo de defeitos
A Figura 51 apresenta uma das placas obtidas pelo processo, em formatos de tiras
retangulares obtidas a partir do corte reto e linear. A partir da observação do processo de
corte e da aparência final destas placas, foram levantados os defeitos para composição do
catálogo.
Figura 51 - Placa bidimensional obtidas por corte manual linear
Os defeitos forma divididos em quatro categorias: “Dimensional”, quando ocasiona
defeitos na dimensão da peça, tornando-a diferente do estabelecido previamente;
“Operacional”, quando ocasiona transtornos durante fase de execução do procedimento de
corte; “Estrutural”, quando o problema decorre da resistência do material a uma determinada
solicitação; “Estético”, quando incorre na aparência final da peça.
Apresentam-se ainda as fases correspondentes a cada defeito, se caracterizando pela
aquela na qual o mesmo ocorre primeiramente ou é percebido a olho nu, que pode ser a
fase de corte ou a fase onde a peça se encontra pronta.
Por fim, foi avaliada a ocorrência tais defeitos quando da realização do corte no interior
da janela de corte equivalente à mistura utilizada, de maneira a obter a informação sobre
quais dos principais defeitos observados são passíveis de ocorrência na janela citada.
Os principais defeitos encontrados são apresentados a seguir:

76
1. Diminuição de espessura - Ao executar o corte em uma reta, observa-se uma
leve perda de altura da placa na região onde o corte se inicia, levando a um
defeito de categoria dimensional. Isto ocorre em decorrência do carregamento de
material pela ferramenta de corte (Figura 52). Este problema foi encontrado em
misturas muito fluidas, antes da janela de corte.
2. Aumento de espessura - Ao executar o corte em uma reta, observa-se um leve
aumento de altura da placa na região onde o corte termina, tornando-se um
defeito de categoria dimensional. Isto ocorre em decorrência do carregamento de
material pela ferramenta de corte (Figura 52). Este problema foi encontrado em
misturas muito fluidas, antes da janela de corte;
3. Interferência entre linhas de corte perpendiculares - Ao executar o corte em um
sentido perpendicular a um corte anterior ocorre uma interferência, fazendo com
que se perca a sua linearidade (Figura 53), levando a um defeito de categoria
dimensional. Os cortes no sentido vertical da figura, realizados primeiro, ficam
deformados após os cortes realizados, no sentido horizontal, realizados depois.
Este problema está relacionado à energia (força) de corte empregada, assim
como natureza e dimensão da ferramenta de corte, podendo ocorrer no interior
da janela de corte;
4. Interferência entre linhas de corte paralelas – Ao executar dois cortes paralelos, o
segundo interfere no primeiro (Figura 54), comprometendo o aspecto
dimensional. O 1º corte sofre o seu fechamento, em decorrência do
deslocamento do material causado pela ação mecânica no 2º corte. Dependente
da distância entre duas linhas, este fenômeno pode ocorrer no interior da janela
de corte.
5. Alargamento do corte nas curvas - Este fenômeno ocorre por causa do formato
da ferramenta de corte. Pode ocorrer um alargamento do corte nas curvas pela
ação da rotação da parte traseira de uma ferramenta de corte que não seja de
seção circula, comprometendo o aspecto dimensional da peça;
6. Acúmulo de material na linha de corte - Ao ser carregado pela ferramenta de
corte, o material se deposita ao longo do caminho traçado (Figura 55).
Dependente principalmente da espessura da ferramenta, pode ocorrer
principalmente no estado mais seco, ao final da janela de corte;
7. Escoamento da face cortada - Após ser cortada, a face escoa por conta do baixo
limite de escoamento do material fresco. Trata-se do fenômeno que causaria um
ângulo ϕ, ilustrado pela Figura 32, em valor tão representativo a ponto de
77
comprometer a qualidade dimensional. Ocorre em cortes realizados antes da
janela;
8. Escoamento por vibração - Caso haja uma vibração da base onde está assente o
material, há um escoamento indesejado do mesmo, fazendo com que o formato
cortado seja totalmente descaracterizado (Figura 56). Pode ocorrer na janela de
corte, inclusive. Associado a um possível manejo inadequado da peça após o seu
corte em ambiente fabril, este defeito sugere que o processo produtivo das peças
deve prever uma transição suave da fôrma entre a área de corte e área de cura
na fábrica onde a tecnologia estiver em aplicação.
9. Irregularidade da face superior - Superfície superior com irregulares
possivelmente pela característica grosseira dos agregados e demais materiais
constituintes e/ou dificuldades no adensamento do material na etapa de
moldagem da placa. Não tem relação com o instante de corte;
10. Bolhas no acabamento - As bolhas são espaços vazios no interior do material,
decorrentes de ar incorporado ao longo do processo e que deixam o registro no
material após a sua secagem (Figura 57). Não tem relação com o instante de
corte;
11. Rugosidade de face cortada - Rugosidade na face cortada associada à
característica grosseira dos agregados e demais materiais constituintes do
concreto. Também pode ser causando por ferramenta de corte inadequada
(Figura 57); A diminuição da granulometria pode ser uma medida a mitigar este
problema. Não tem relação com o instante de corte;
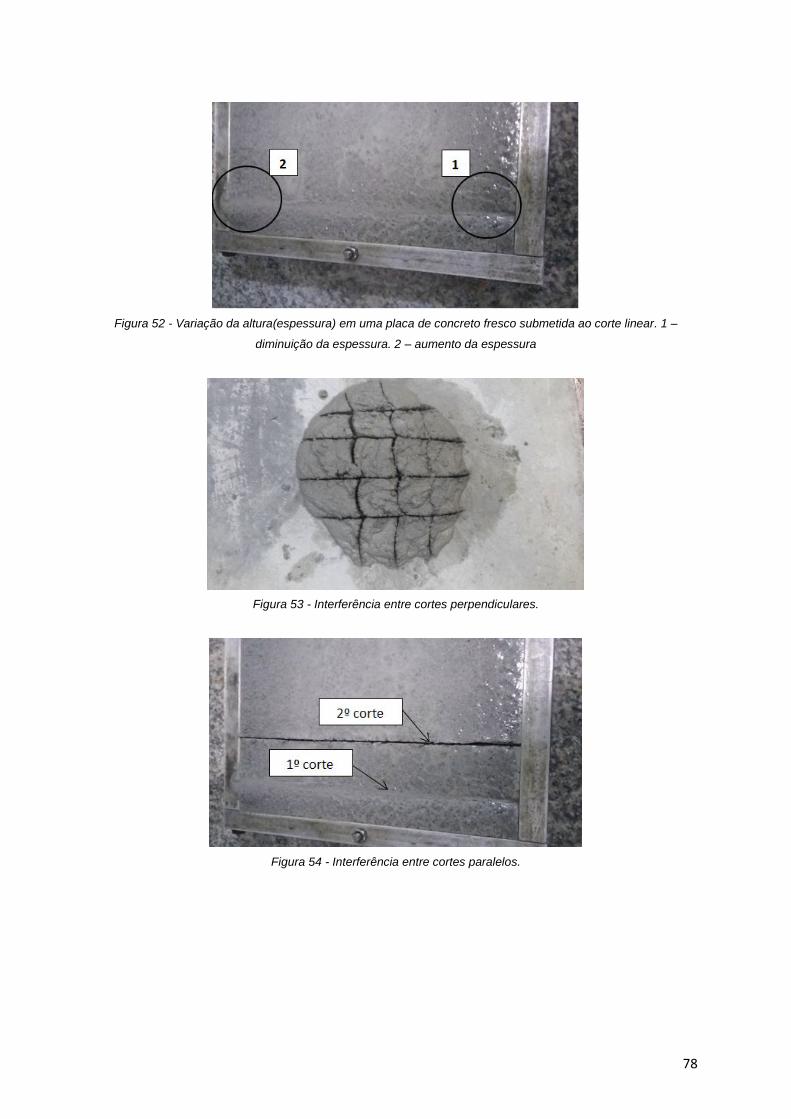
78
Figura 52 - Variação da altura(espessura) em uma placa de concreto fresco submetida ao corte linear. 1 –
diminuição da espessura. 2 – aumento da espessura
Figura 53 - Interferência entre cortes perpendiculares.
Figura 54 - Interferência entre cortes paralelos.
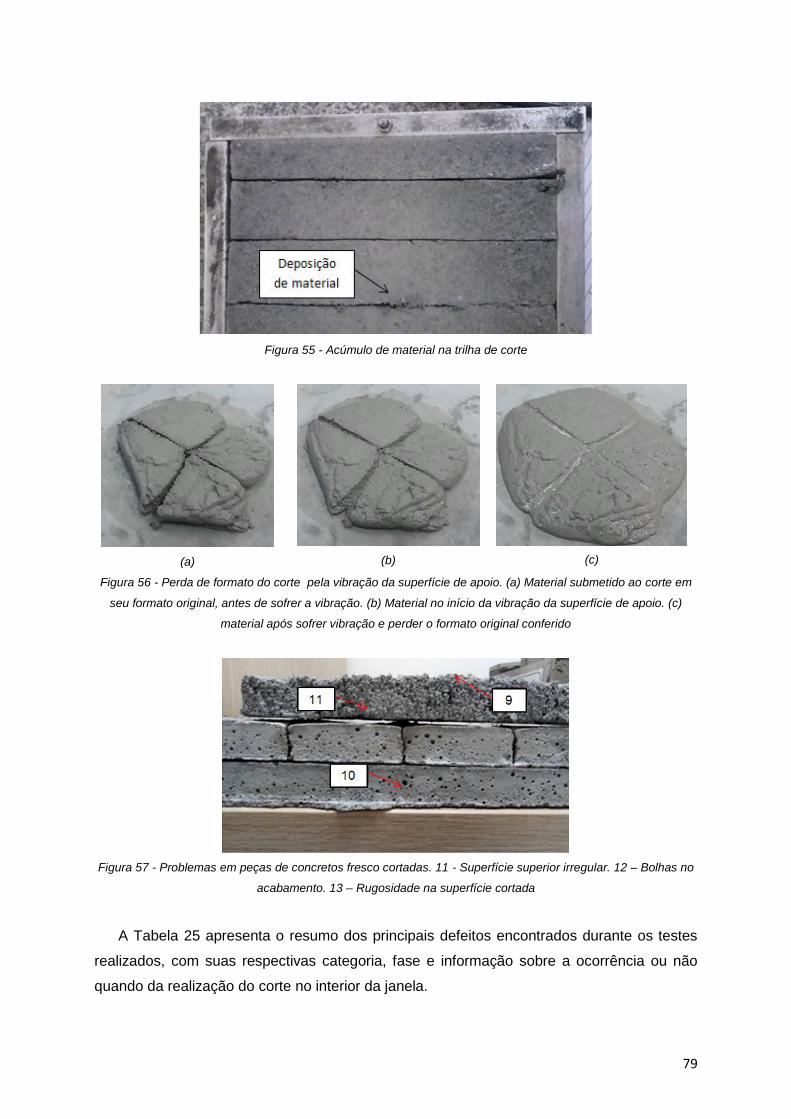
79
Figura 55 - Acúmulo de material na trilha de corte
(a)
(b)
(c)
Figura 56 - Perda de formato do corte pela vibração da superfície de apoio. (a) Material submetido ao corte em
seu formato original, antes de sofrer a vibração. (b) Material no início da vibração da superfície de apoio. (c)
material após sofrer vibração e perder o formato original conferido
Figura 57 - Problemas em peças de concretos fresco cortadas. 11 - Superfície superior irregular. 12 – Bolhas no
acabamento. 13 – Rugosidade na superfície cortada
A Tabela 25 apresenta o resumo dos principais defeitos encontrados durante os testes
realizados, com suas respectivas categoria, fase e informação sobre a ocorrência ou não
quando da realização do corte no interior da janela.
80
Tabela 25 - Catálogo de defeitos em peças submetidas ao corte em estado fresco.
Nº Defeito Categoria Fase Ocorrência na janela de corte
1 Diminuição de espessura Dimensional Corte Não
2 Aumento de espessura Dimensional Corte Não
3 Interferência entre linhas de corte perpendiculares
Dimensional Corte Sim
4 Interferência entre linhas de corte paralelas
Dimensional Corte Sim
5 Alargamento do corte nas curvas (ferramenta não circular)
Dimensional Corte Sim
6 Acúmulo de material na linha de corte
Operacional Corte Sim
7 Escoamento da face cortada Estrutural Corte Não
8 Escoamento por vibração Estrutural Corte Sim
9 Irregularidade da face superior Estético Peça pronta -
10 Bolhas no acabamento Estético Peça pronta -
11 Rugosidade de face cortada Estético Peça pronta -
5.8. Resistência à compressão
Foram ensaiadas amostras referentes às misturas 1.2, 1.3, 2.2 e 2.3. Estas misturas
apresentaram resultados mais convenientes para suas janelas de corte para o caso de uma
produção com interesses econômicos e produtivos, ao passo que possuem tempos que
variam entre o mínimo valor de 15min da mistura 1.2 ao máximo caso onde a janela termina
2h20min, para a mistura 2.3. Esta faixa abrangência para o tempo é o suficiente para se
delimitar a necessidade da caracterização mecânica a essas quatro misturas, tendo assim
sido adotado o critério de escolha para esta caracterização.
Três amostras de cada mistura foram ensaiadas, de forma a obter um valor médio para
as grandezas tensão de ruptura e módulo de elasticidade secante. As amostras foram
ensaiadas até a sua ruptura (Figura 58).
.
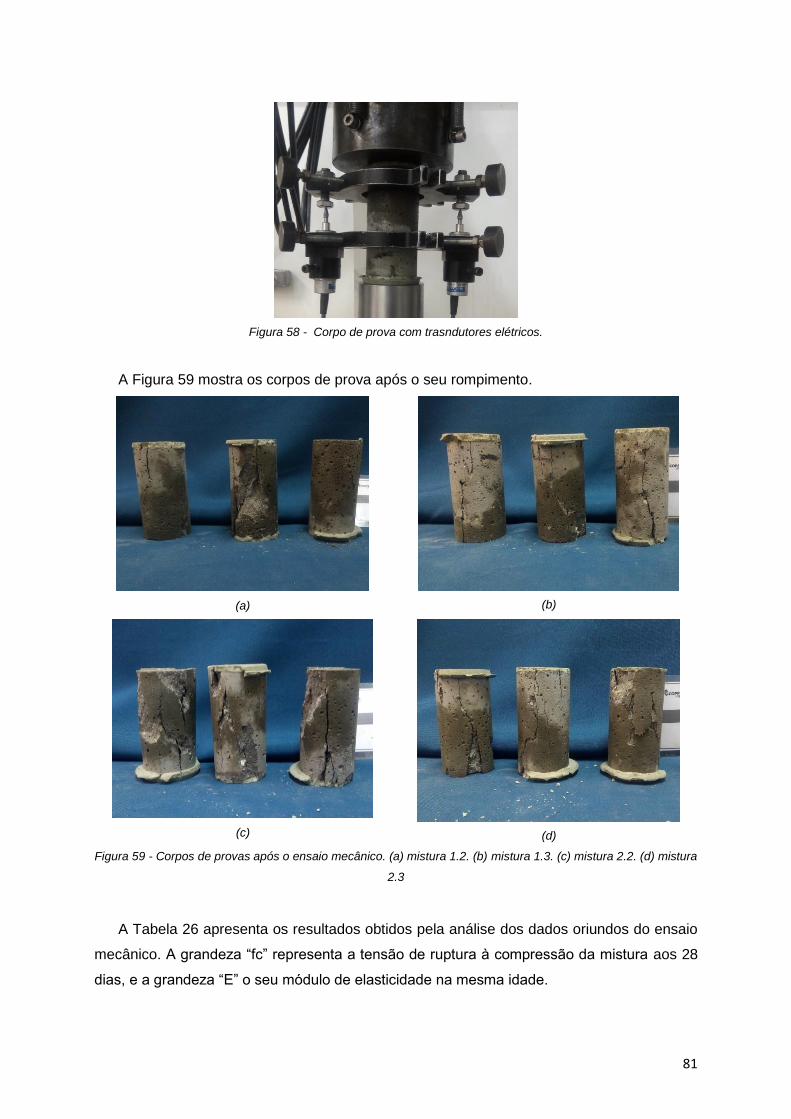
81
Figura 58 - Corpo de prova com trasndutores elétricos.
A Figura 59 mostra os corpos de prova após o seu rompimento.
(a)
(b)
(c)
(d)
Figura 59 - Corpos de provas após o ensaio mecânico. (a) mistura 1.2. (b) mistura 1.3. (c) mistura 2.2. (d) mistura
2.3
A Tabela 26 apresenta os resultados obtidos pela análise dos dados oriundos do ensaio
mecânico. A grandeza “fc” representa a tensão de ruptura à compressão da mistura aos 28
dias, e a grandeza “E” o seu módulo de elasticidade na mesma idade.
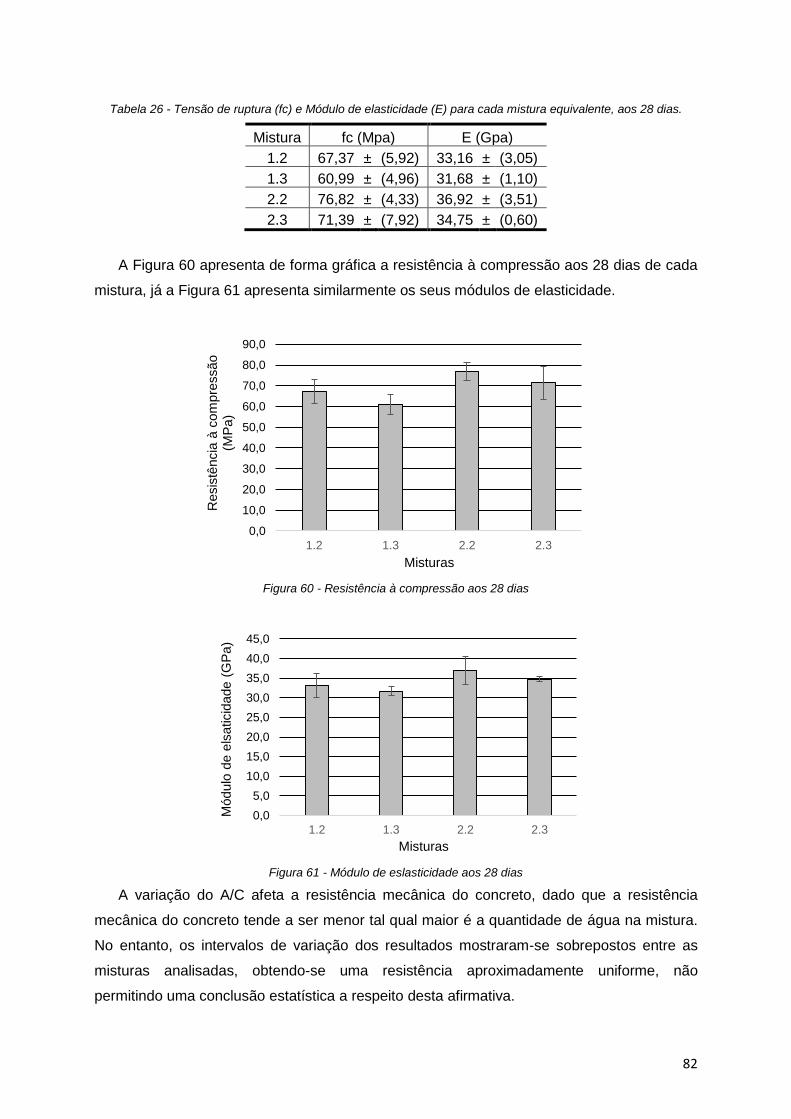
82
Tabela 26 - Tensão de ruptura (fc) e Módulo de elasticidade (E) para cada mistura equivalente, aos 28 dias.
Mistura fc (Mpa) E (Gpa)
1.2 67,37 ± (5,92) 33,16 ± (3,05)
1.3 60,99 ± (4,96) 31,68 ± (1,10)
2.2 76,82 ± (4,33) 36,92 ± (3,51)
2.3 71,39 ± (7,92) 34,75 ± (0,60)
A Figura 60 apresenta de forma gráfica a resistência à compressão aos 28 dias de cada
mistura, já a Figura 61 apresenta similarmente os seus módulos de elasticidade.
Figura 60 - Resistência à compressão aos 28 dias
Figura 61 - Módulo de eslasticidade aos 28 dias
A variação do A/C afeta a resistência mecânica do concreto, dado que a resistência
mecânica do concreto tende a ser menor tal qual maior é a quantidade de água na mistura.
No entanto, os intervalos de variação dos resultados mostraram-se sobrepostos entre as
misturas analisadas, obtendo-se uma resistência aproximadamente uniforme, não
permitindo uma conclusão estatística a respeito desta afirmativa.
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
1.2 1.3 2.2 2.3
Resis
tência
à c
om
pre
ssão
(MP
a)
Misturas
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
1.2 1.3 2.2 2.3
Módulo
de e
lsaticid
ade (
GP
a)
Misturas
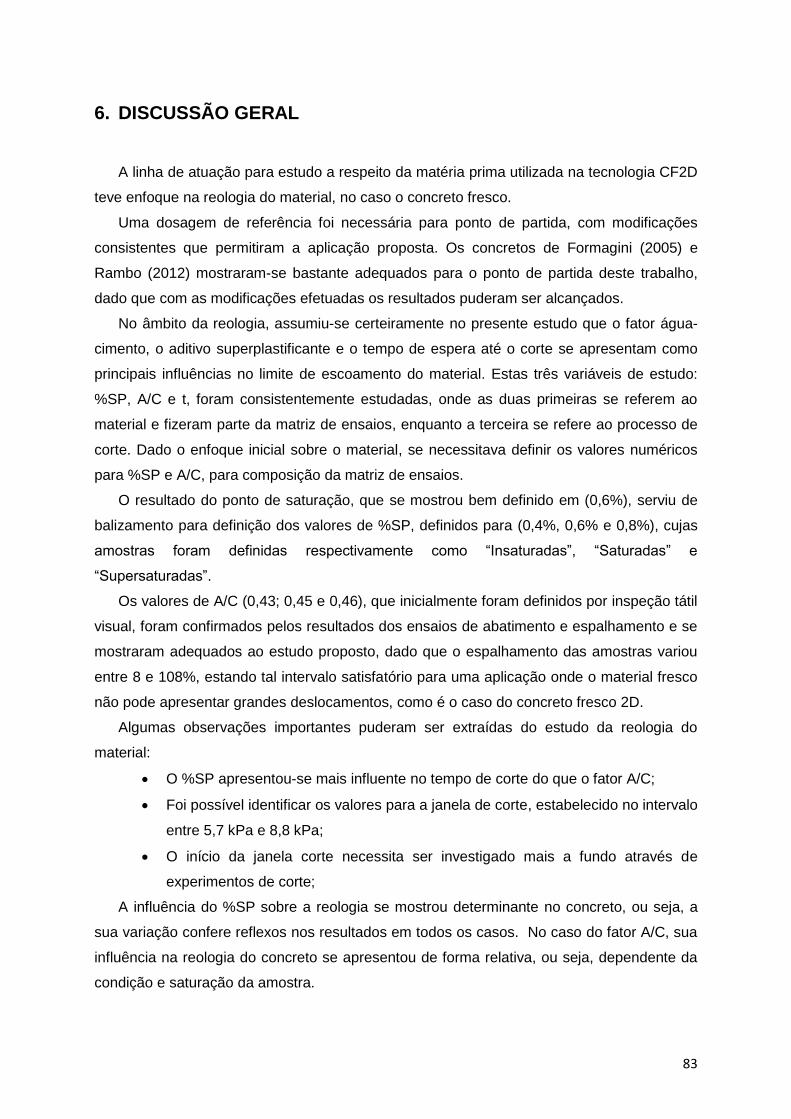
83
6. DISCUSSÃO GERAL
A linha de atuação para estudo a respeito da matéria prima utilizada na tecnologia CF2D
teve enfoque na reologia do material, no caso o concreto fresco.
Uma dosagem de referência foi necessária para ponto de partida, com modificações
consistentes que permitiram a aplicação proposta. Os concretos de Formagini (2005) e
Rambo (2012) mostraram-se bastante adequados para o ponto de partida deste trabalho,
dado que com as modificações efetuadas os resultados puderam ser alcançados.
No âmbito da reologia, assumiu-se certeiramente no presente estudo que o fator água-
cimento, o aditivo superplastificante e o tempo de espera até o corte se apresentam como
principais influências no limite de escoamento do material. Estas três variáveis de estudo:
%SP, A/C e t, foram consistentemente estudadas, onde as duas primeiras se referem ao
material e fizeram parte da matriz de ensaios, enquanto a terceira se refere ao processo de
corte. Dado o enfoque inicial sobre o material, se necessitava definir os valores numéricos
para %SP e A/C, para composição da matriz de ensaios.
O resultado do ponto de saturação, que se mostrou bem definido em (0,6%), serviu de
balizamento para definição dos valores de %SP, definidos para (0,4%, 0,6% e 0,8%), cujas
amostras foram definidas respectivamente como “Insaturadas”, “Saturadas” e
“Supersaturadas”.
Os valores de A/C (0,43; 0,45 e 0,46), que inicialmente foram definidos por inspeção tátil
visual, foram confirmados pelos resultados dos ensaios de abatimento e espalhamento e se
mostraram adequados ao estudo proposto, dado que o espalhamento das amostras variou
entre 8 e 108%, estando tal intervalo satisfatório para uma aplicação onde o material fresco
não pode apresentar grandes deslocamentos, como é o caso do concreto fresco 2D.
Algumas observações importantes puderam ser extraídas do estudo da reologia do
material:
O %SP apresentou-se mais influente no tempo de corte do que o fator A/C;
Foi possível identificar os valores para a janela de corte, estabelecido no intervalo
entre 5,7 kPa e 8,8 kPa;
O início da janela corte necessita ser investigado mais a fundo através de
experimentos de corte;
A influência do %SP sobre a reologia se mostrou determinante no concreto, ou seja, a
sua variação confere reflexos nos resultados em todos os casos. No caso do fator A/C, sua
influência na reologia do concreto se apresentou de forma relativa, ou seja, dependente da
condição e saturação da amostra.
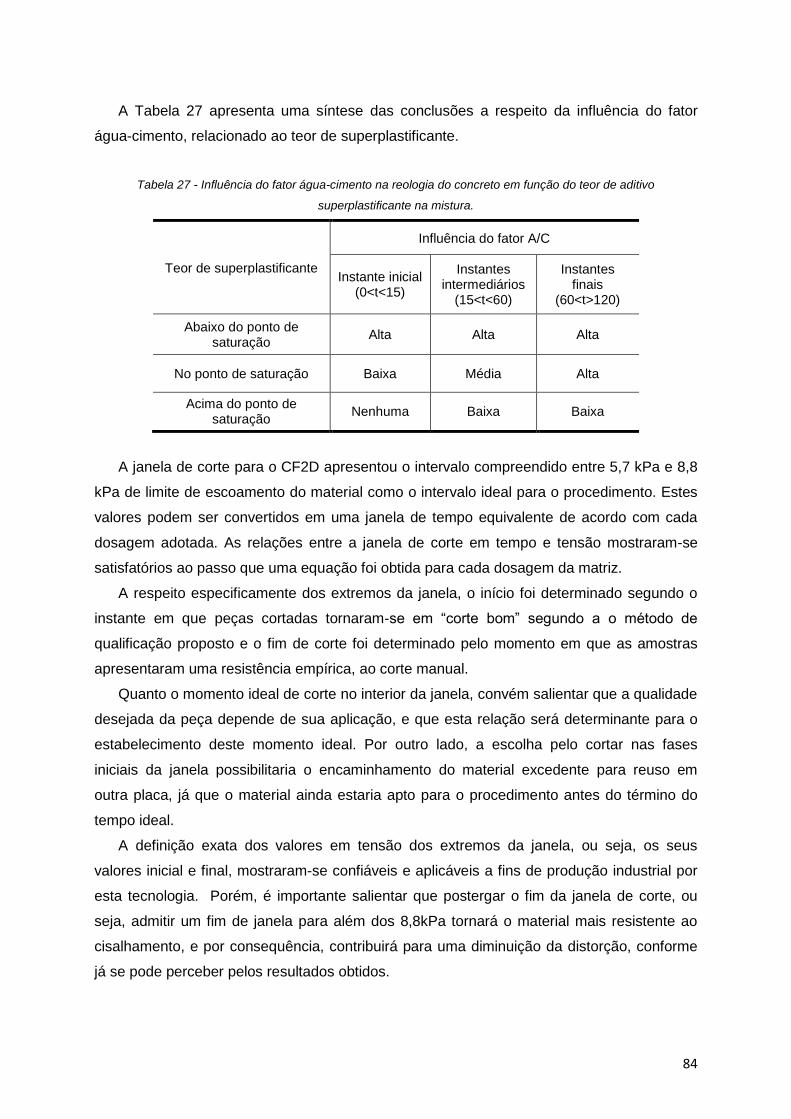
84
A Tabela 27 apresenta uma síntese das conclusões a respeito da influência do fator
água-cimento, relacionado ao teor de superplastificante.
Tabela 27 - Influência do fator água-cimento na reologia do concreto em função do teor de aditivo
superplastificante na mistura.
Teor de superplastificante
Influência do fator A/C
Instante inicial (0<t<15)
Instantes intermediários
(15<t<60)
Instantes finais
(60<t>120)
Abaixo do ponto de saturação
Alta Alta Alta
No ponto de saturação Baixa Média Alta
Acima do ponto de saturação
Nenhuma Baixa Baixa
A janela de corte para o CF2D apresentou o intervalo compreendido entre 5,7 kPa e 8,8
kPa de limite de escoamento do material como o intervalo ideal para o procedimento. Estes
valores podem ser convertidos em uma janela de tempo equivalente de acordo com cada
dosagem adotada. As relações entre a janela de corte em tempo e tensão mostraram-se
satisfatórios ao passo que uma equação foi obtida para cada dosagem da matriz.
A respeito especificamente dos extremos da janela, o início foi determinado segundo o
instante em que peças cortadas tornaram-se em “corte bom” segundo a o método de
qualificação proposto e o fim de corte foi determinado pelo momento em que as amostras
apresentaram uma resistência empírica, ao corte manual.
Quanto o momento ideal de corte no interior da janela, convém salientar que a qualidade
desejada da peça depende de sua aplicação, e que esta relação será determinante para o
estabelecimento deste momento ideal. Por outro lado, a escolha pelo cortar nas fases
iniciais da janela possibilitaria o encaminhamento do material excedente para reuso em
outra placa, já que o material ainda estaria apto para o procedimento antes do término do
tempo ideal.
A definição exata dos valores em tensão dos extremos da janela, ou seja, os seus
valores inicial e final, mostraram-se confiáveis e aplicáveis a fins de produção industrial por
esta tecnologia. Porém, é importante salientar que postergar o fim da janela de corte, ou
seja, admitir um fim de janela para além dos 8,8kPa tornará o material mais resistente ao
cisalhamento, e por consequência, contribuirá para uma diminuição da distorção, conforme
já se pode perceber pelos resultados obtidos.
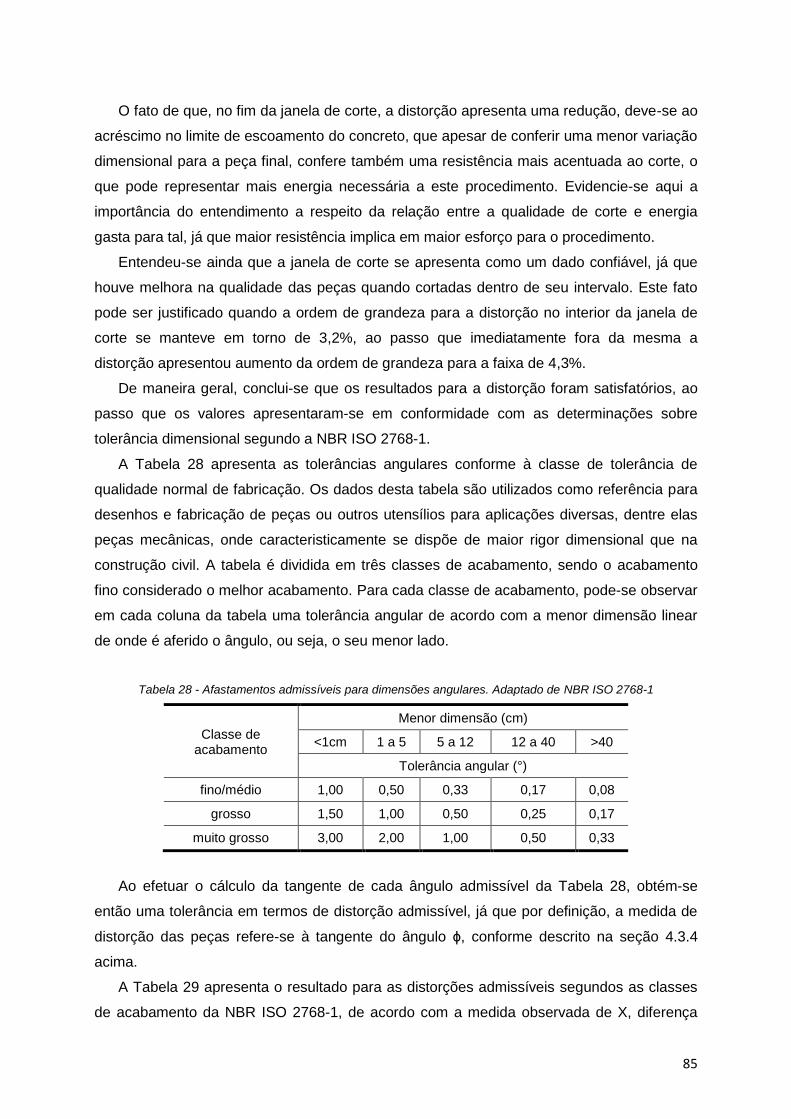
85
O fato de que, no fim da janela de corte, a distorção apresenta uma redução, deve-se ao
acréscimo no limite de escoamento do concreto, que apesar de conferir uma menor variação
dimensional para a peça final, confere também uma resistência mais acentuada ao corte, o
que pode representar mais energia necessária a este procedimento. Evidencie-se aqui a
importância do entendimento a respeito da relação entre a qualidade de corte e energia
gasta para tal, já que maior resistência implica em maior esforço para o procedimento.
Entendeu-se ainda que a janela de corte se apresenta como um dado confiável, já que
houve melhora na qualidade das peças quando cortadas dentro de seu intervalo. Este fato
pode ser justificado quando a ordem de grandeza para a distorção no interior da janela de
corte se manteve em torno de 3,2%, ao passo que imediatamente fora da mesma a
distorção apresentou aumento da ordem de grandeza para a faixa de 4,3%.
De maneira geral, conclui-se que os resultados para a distorção foram satisfatórios, ao
passo que os valores apresentaram-se em conformidade com as determinações sobre
tolerância dimensional segundo a NBR ISO 2768-1.
A Tabela 28 apresenta as tolerâncias angulares conforme à classe de tolerância de
qualidade normal de fabricação. Os dados desta tabela são utilizados como referência para
desenhos e fabricação de peças ou outros utensílios para aplicações diversas, dentre elas
peças mecânicas, onde caracteristicamente se dispõe de maior rigor dimensional que na
construção civil. A tabela é dividida em três classes de acabamento, sendo o acabamento
fino considerado o melhor acabamento. Para cada classe de acabamento, pode-se observar
em cada coluna da tabela uma tolerância angular de acordo com a menor dimensão linear
de onde é aferido o ângulo, ou seja, o seu menor lado.
Tabela 28 - Afastamentos admissíveis para dimensões angulares. Adaptado de NBR ISO 2768-1
Classe de acabamento
Menor dimensão (cm)
<1cm 1 a 5 5 a 12 12 a 40 >40
Tolerância angular (°)
fino/médio 1,00 0,50 0,33 0,17 0,08
grosso 1,50 1,00 0,50 0,25 0,17
muito grosso 3,00 2,00 1,00 0,50 0,33
Ao efetuar o cálculo da tangente de cada ângulo admissível da Tabela 28, obtém-se
então uma tolerância em termos de distorção admissível, já que por definição, a medida de
distorção das peças refere-se à tangente do ângulo ϕ, conforme descrito na seção 4.3.4
acima.
A Tabela 29 apresenta o resultado para as distorções admissíveis segundos as classes
de acabamento da NBR ISO 2768-1, de acordo com a medida observada de X, diferença
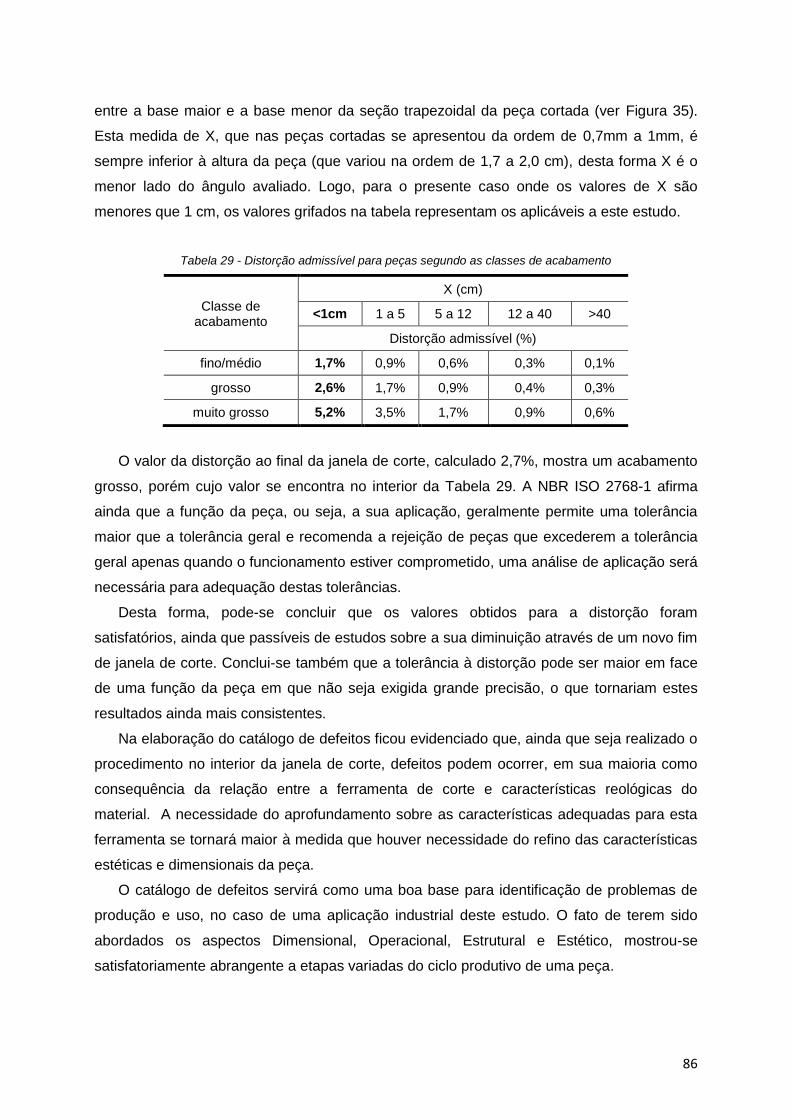
86
entre a base maior e a base menor da seção trapezoidal da peça cortada (ver Figura 35).
Esta medida de X, que nas peças cortadas se apresentou da ordem de 0,7mm a 1mm, é
sempre inferior à altura da peça (que variou na ordem de 1,7 a 2,0 cm), desta forma X é o
menor lado do ângulo avaliado. Logo, para o presente caso onde os valores de X são
menores que 1 cm, os valores grifados na tabela representam os aplicáveis a este estudo.
Tabela 29 - Distorção admissível para peças segundo as classes de acabamento
Classe de acabamento
X (cm)
<1cm 1 a 5 5 a 12 12 a 40 >40
Distorção admissível (%)
fino/médio 1,7% 0,9% 0,6% 0,3% 0,1%
grosso 2,6% 1,7% 0,9% 0,4% 0,3%
muito grosso 5,2% 3,5% 1,7% 0,9% 0,6%
O valor da distorção ao final da janela de corte, calculado 2,7%, mostra um acabamento
grosso, porém cujo valor se encontra no interior da Tabela 29. A NBR ISO 2768-1 afirma
ainda que a função da peça, ou seja, a sua aplicação, geralmente permite uma tolerância
maior que a tolerância geral e recomenda a rejeição de peças que excederem a tolerância
geral apenas quando o funcionamento estiver comprometido, uma análise de aplicação será
necessária para adequação destas tolerâncias.
Desta forma, pode-se concluir que os valores obtidos para a distorção foram
satisfatórios, ainda que passíveis de estudos sobre a sua diminuição através de um novo fim
de janela de corte. Conclui-se também que a tolerância à distorção pode ser maior em face
de uma função da peça em que não seja exigida grande precisão, o que tornariam estes
resultados ainda mais consistentes.
Na elaboração do catálogo de defeitos ficou evidenciado que, ainda que seja realizado o
procedimento no interior da janela de corte, defeitos podem ocorrer, em sua maioria como
consequência da relação entre a ferramenta de corte e características reológicas do
material. A necessidade do aprofundamento sobre as características adequadas para esta
ferramenta se tornará maior à medida que houver necessidade do refino das características
estéticas e dimensionais da peça.
O catálogo de defeitos servirá como uma boa base para identificação de problemas de
produção e uso, no caso de uma aplicação industrial deste estudo. O fato de terem sido
abordados os aspectos Dimensional, Operacional, Estrutural e Estético, mostrou-se
satisfatoriamente abrangente a etapas variadas do ciclo produtivo de uma peça.
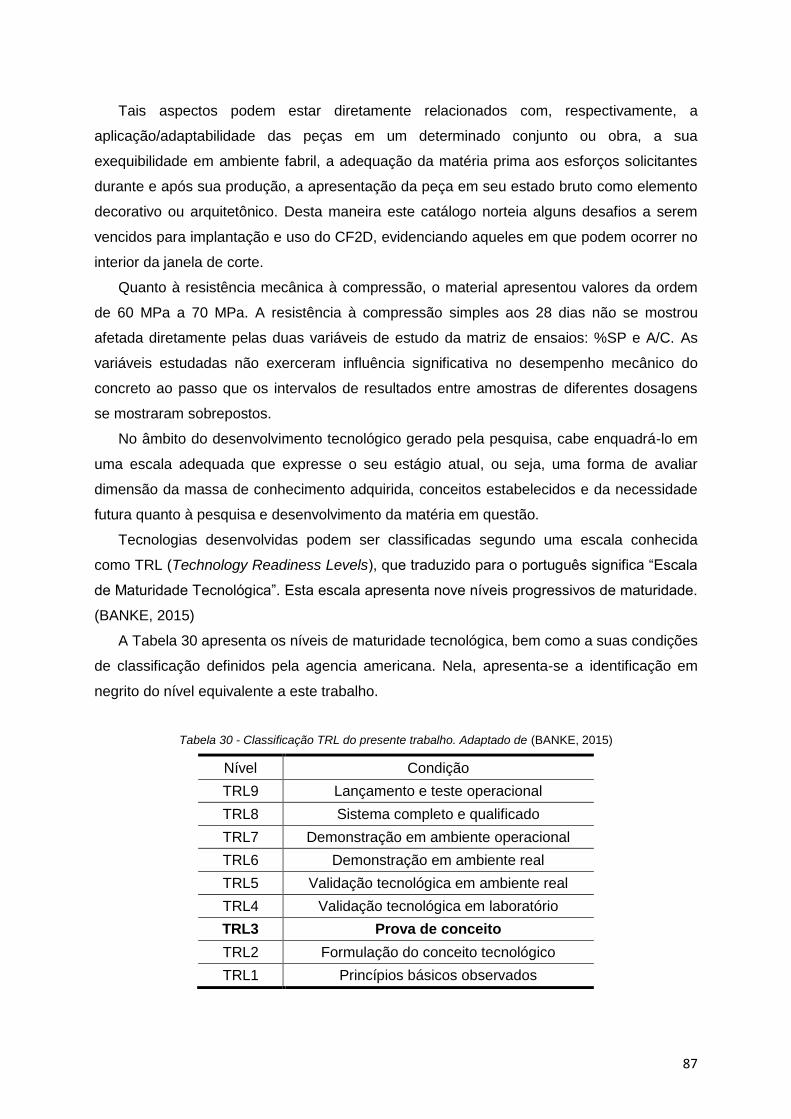
87
Tais aspectos podem estar diretamente relacionados com, respectivamente, a
aplicação/adaptabilidade das peças em um determinado conjunto ou obra, a sua
exequibilidade em ambiente fabril, a adequação da matéria prima aos esforços solicitantes
durante e após sua produção, a apresentação da peça em seu estado bruto como elemento
decorativo ou arquitetônico. Desta maneira este catálogo norteia alguns desafios a serem
vencidos para implantação e uso do CF2D, evidenciando aqueles em que podem ocorrer no
interior da janela de corte.
Quanto à resistência mecânica à compressão, o material apresentou valores da ordem
de 60 MPa a 70 MPa. A resistência à compressão simples aos 28 dias não se mostrou
afetada diretamente pelas duas variáveis de estudo da matriz de ensaios: %SP e A/C. As
variáveis estudadas não exerceram influência significativa no desempenho mecânico do
concreto ao passo que os intervalos de resultados entre amostras de diferentes dosagens
se mostraram sobrepostos.
No âmbito do desenvolvimento tecnológico gerado pela pesquisa, cabe enquadrá-lo em
uma escala adequada que expresse o seu estágio atual, ou seja, uma forma de avaliar
dimensão da massa de conhecimento adquirida, conceitos estabelecidos e da necessidade
futura quanto à pesquisa e desenvolvimento da matéria em questão.
Tecnologias desenvolvidas podem ser classificadas segundo uma escala conhecida
como TRL (Technology Readiness Levels), que traduzido para o português significa “Escala
de Maturidade Tecnológica”. Esta escala apresenta nove níveis progressivos de maturidade.
(BANKE, 2015)
A Tabela 30 apresenta os níveis de maturidade tecnológica, bem como a suas condições
de classificação definidos pela agencia americana. Nela, apresenta-se a identificação em
negrito do nível equivalente a este trabalho.
Tabela 30 - Classificação TRL do presente trabalho. Adaptado de (BANKE, 2015)
Nível Condição
TRL9 Lançamento e teste operacional
TRL8 Sistema completo e qualificado
TRL7 Demonstração em ambiente operacional
TRL6 Demonstração em ambiente real
TRL5 Validação tecnológica em ambiente real
TRL4 Validação tecnológica em laboratório
TRL3 Prova de conceito
TRL2 Formulação do conceito tecnológico
TRL1 Princípios básicos observados

88
Entende-se que o trabalho chegou ao ponto de “prova de conceito”, atingindo assim o
nível (TRL3) da escala. Isto se deu através dos testes de distorção com resultados
compatíveis com a janela de corte teórica, mostrando que as relações estabelecidas
possuem resultados numéricos que as corroboram.
89
7. CONCLUSÕES
No âmbito geral, o trabalho atingiu resultados que permearam as esferas da
investigação, do conhecimento, da inovação, da viabilização e por fim da transmissão de
conhecimento.
A pesquisa na literatura evidenciou uma lacuna referente a prototipagem rápida
subtrativa no campo do concreto digital, fato este que motivou a proposição de ideias. A
inovação surgiu do desafio em solucionar, ainda que em parte, a carência por
desenvolvimento tecnológico da construção civil. Foi através da mesma que fora proposta
uma técnica original para usinagem 2D em concreto fresco, apresentada sob o nome de
“concreto fresco 2D” (CF2D).
As limitações técnicas existentes para subtração de material de uma massa de concreto
se reduzem drasticamente se utilizarmos o material ainda no estado fresco, ou parcialmente
endurecido. O conhecimento da reologia do material e de seus principais agentes de
influência se mostrou essencial para o desenvolvimento da técnica.
Em uma análise sobre o alcance do objetivo principal de avaliar a factibilidade do CF2D,
os resultados trouxeram dados conclusivos nos quesitos: Material - a respeito do caráter
técnico-científico da matéria prima; Operacional - carácter prático do procedimento de corte,
Qualitativo - No que concerne à qualidade do produto final. Podemos destacar, portanto, o
alcance dos seguintes objetivos:
Material: Uma avaliação da relação entre a resistência ao cisalhamento do
material fresco com qualidade do corte foi realizada, obtendo-se a tensão pela
qual o corte se mostra eficaz: 5,7kPa;
Operacional: Foi obtido um intervalo de tempo (janela de corte) tal que o
procedimento de corte seja viável e eficiente para cada dosagem;
Qualitativo: Foi realizado o levantamento das principais dificuldades ou
problemas encontrados no procedimento de corte, para que estudos futuros
possam ser desenvolvidos em complementação ao tema;
Pôde ser notada uma complementaridade entre as etapas efetuadas no
desenvolvimento da pesquisa, onde as decisões tomadas puderam ser fundamentadas em
resultados na sua maior parte mensuráveis. Desta maneira, este trabalho pôde então
transmitir uma estrutura de conhecimento capaz de fornecer subsídios técnicos consistentes
para aplicações presentes e estudos futuros sobre o Concreto Fresco 2D.
Finalmente, com relação ao desenvolvimento tecnológico alcançado por este trabalho, o
nível TRL3 representa um grau satisfatório de desenvolvimento ao passo que se trata de
uma nova tecnologia proposta, cuja viabilidade foi desenvolvida a partir de um estágio

90
embrionário. No entanto, para que o CF2D alcance o TRL4 será necessário o
desenvolvimento futuro de toda a automatização de mecanismo de corte, submetendo o
processo a testes em laboratório para produção de elementos em concreto, assistido por
computador.
Conclui-se finalmente que o CF2D é uma tecnologia iniciada, cujo conceito foi provado, e
cuja viabilidade esta demonstrada cientificamente, sendo esta tecnologia, portanto, passível
de continuidade em seu desenvolvimento.
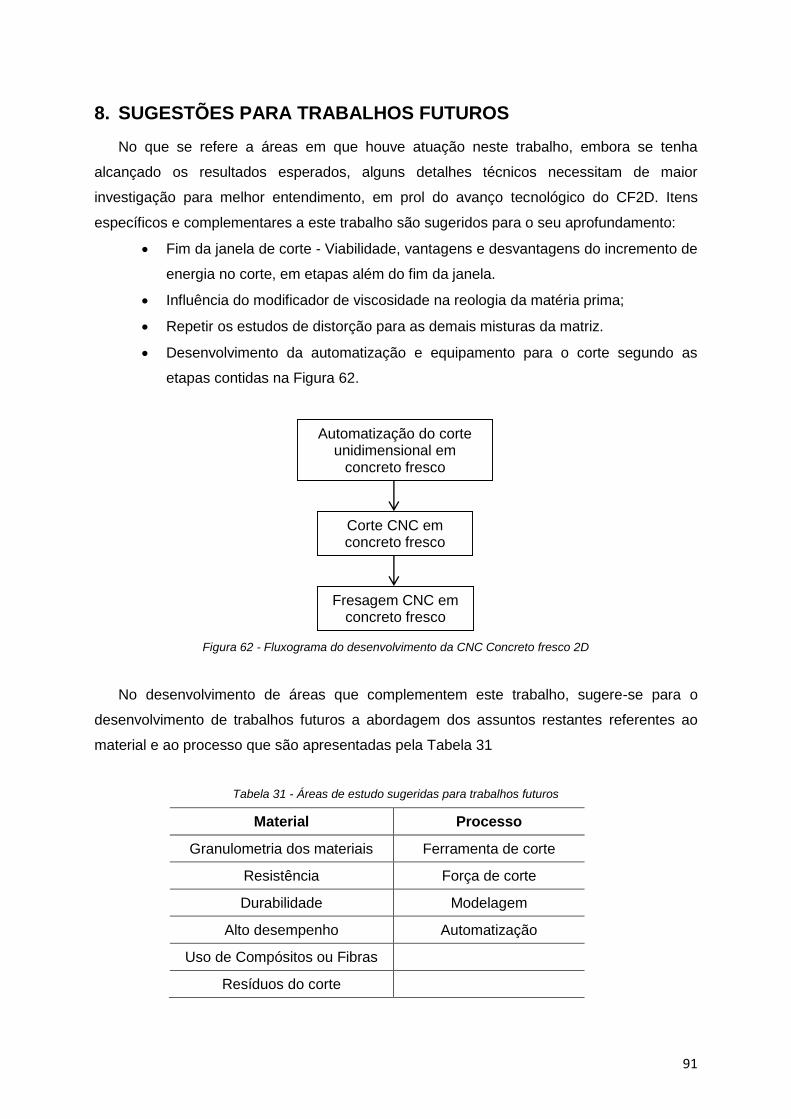
91
8. SUGESTÕES PARA TRABALHOS FUTUROS
No que se refere a áreas em que houve atuação neste trabalho, embora se tenha
alcançado os resultados esperados, alguns detalhes técnicos necessitam de maior
investigação para melhor entendimento, em prol do avanço tecnológico do CF2D. Itens
específicos e complementares a este trabalho são sugeridos para o seu aprofundamento:
Fim da janela de corte - Viabilidade, vantagens e desvantagens do incremento de
energia no corte, em etapas além do fim da janela.
Influência do modificador de viscosidade na reologia da matéria prima;
Repetir os estudos de distorção para as demais misturas da matriz.
Desenvolvimento da automatização e equipamento para o corte segundo as
etapas contidas na Figura 62.
Figura 62 - Fluxograma do desenvolvimento da CNC Concreto fresco 2D
No desenvolvimento de áreas que complementem este trabalho, sugere-se para o
desenvolvimento de trabalhos futuros a abordagem dos assuntos restantes referentes ao
material e ao processo que são apresentadas pela Tabela 31
Tabela 31 - Áreas de estudo sugeridas para trabalhos futuros
Material Processo
Granulometria dos materiais Ferramenta de corte
Resistência Força de corte
Durabilidade Modelagem
Alto desempenho Automatização
Uso de Compósitos ou Fibras
Resíduos do corte
Automatização do corte unidimensional em
concreto fresco
Fresagem CNC em concreto fresco
Corte CNC em concreto fresco
92
REFERÊNCIAS BIBLIOGRÁFICAS
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR ISO 2768-1.
Tolerâncias gerais Parte 1 : Tolerâncias para dimensões lineares e angulares sem indicação
de tolerância individual. Rio de Janeiro, 2001.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 9062. Projeto e
execução de estruturas de concreto pré-moldado. Rio de Janeiro, 2006.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 7217. Agregados:
determinação da composição granulométrica. Rio de Janeiro, 1987.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 5739. Concreto -
Ensaio de Resistência à Compressão de Corpos de Prova Cilíndricos. Rio de Janeiro, 2007.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 8522. Concreto:
Determinação do módulo estático de elasticidade à compressão. Rio de Janeiro, 2008.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 7681-2. Calda de
cimento para injeção Parte 2: Determinação do índice de fluidez e da vida útil — Método de
ensaio. Rio de Janeiro, 2013.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR NM 67. Concreto -
Determinação da consistência pelo abatimento do tronco de cone. Rio de Janeiro, 1998.
BADOTTI, AVB. Avaliação do processo de metalização superficial aplicado à peças obtidas
por estereolitografia. Tese de Doutorado. Dissertação de Mestrado em Engenharia
Mecânica-Universidade Federal de Santa Catarina. Florianópolis, 2003.
BANKE, J. Technology Readiness Levels Demystified. Disponível em:
<https://www.nasa.gov>. Acessado em: 8 de fevereiro de 2018.
BAUER, E. et al. Study of the laboratory Vane test on mortars. Building and environment, v.
42, n. 1, p. 86–92, 2007.
BONAFÉ, G. Artefatos de cimento racionalizam processos construtivos. Disponível em:
<https://www.aecweb.com.br>. Acessado em: 22 de janeiro 2018
BUSWELL, R. A. et al. Freeform Construction: Mega-scale Rapid Manufacturing for
construction. Automation in Construction, v. 16, n. 2, p. 224–231, 2007.
93
CBCI; FGV. A produtividade da Construção Civil brasileira. p. 63, 2009.
CELANI, M. G. C.; PUPO, R. T. Prototipagem rápida e fabricação digital para arquitetura e
construção: definições e estado da arte no Brasil. Cadernos de pós-graduação em
arquitetura e urbanismo, v. 8, 2002.
CESARETTI, G. et al. Building components for an outpost on the Lunar soil by means of a
novel 3D printing technology. Acta Astronautica, v. 93, p. 430–450, 2014.
CONTOUR CRAFTING. Home. Disponível em :<http://www.craft-
usc.com/technologies/contour-crafting/>. Acessado em: 16 de Janeiro de 2018.
COSTA, E. S.; SANTOS, D. J. Processos de usinagem. Centro Federal de Educação
Tecnológica de Minas Gerais, Curso Técnico em Eletromecânica. Divinópolis, 2006.
CURTIS, W. Rapid Prototyping – Trully Functional Prototype. Disponível em:
<http//www.timecompress.com>. Acessado em: 16 dez. 2018.
DE LARRARD, Francois. Concrete mixture proportioning: a scientific approach. CRC Press,
1999.
DIAS, M. V. F. Panorama da indústria de artefatos de concreto, cimento e fibrocimento no
paraná. Minerais do Paraná S.A. Paraná, Brasil, 2008.
EPG. The European Guidelines for Self-Compacting Concrete: Specification, Production and
Use. The European Guidelines for Self Compacting Concrete, n. May, p. 68, 2005.
FERREIRA, A. V.; ZANCUL, E. Estudo sobre produtividade na construção civil: desafios e
tendências no Brasil. São Paulo, SP: Escola Politécnica da Universidade de São Paulo, São
Paulo, SP, Brasil. 2014.
FKCOMERCIO. FK Comércio - Artefatos de concreto. Disponível em:
<http://www.fkcomercio.com.br>. Acessado em: 19 fev. 2018.
FORMAGINI, S. Dosagem Científica e Caracterização Mecânica de Concretos de Altíssimo
Desempenho. Tese de Doutorado. Programa de Engenharia Civil da COPPE/UFRJ, Rio de
Janeiro, RJ, Brasil, 2005.
GARTNER, E. Industrially interesting approaches to “low-CO2” cementsCement and
Concrete Research, 2004. Disponível em: <http://ac.els-cdn.com>. Acessado em: 16 mar.
2017
94
GOSSELIN, C. et al. Large-scale 3D printing of ultra-high performance concrete – a new
processing route for architects and builders. Materials & Design, v. 100, p. 102–109, 2016.
GRIMM, T. A. Choosing the Right RP System. A study of seven RP systems, 2005.
Disponível em: <http://www.qubic.com.au/brochure/roland_benchmark_story.pdf>. Acessado
em 16 de Janeiro de 2018.
CNAE, IBGE. Instituto Brasileiro de Geografia e Estatística. Classificação nacional das
atividades econômicas. Disponível em:<https://concla.ibge.gov.br/busca-online-cnae.html>.
Acessado em 20 de Fevereiro de 2018.
ICHI, A. L. Análise da viabilidade da aplicação da tecnologia CAD-CAM por prototipagem
rápida na confecção de estrutura metálica da prótese parcial removível comparando-a ao
método convencional. Tese de Doutorado. Universidade de São Paulo, 2010, São Paulo.
2010.
JUNIOR, Osiris Canciglieri; JUNIOR, Aguilar Selhorst; NETO, Alfredo Iarozinski. Processos
de Prototipagem Rápida por deposição ou remoção de material na concepção de novos
produtos-uma abordagem comparativa. XXVII Encontro Nacional de Engenharia de
Produção. Foz do Iguaçu, 2007.
KHOSHNEVIS, B. Automated construction by contour crafting—related robotics and
information technologies. Automation in Construction, v. 13, n. 1, p. 5–19, 2004.
LIM, S. et al. Developments in construction-scale additive manufacturing processes.
Automation in Construction, v. 21, p. 262–268, 2012.
LOTURCO, B. Pré-fabricados. Téchne PINI, 2005. Disponível em :<
http://techne17.pini.com.br/engenharia-civil/99/artigo285350-1.aspx>. Acessado em 16 de
Fevereiro de 2018.
MAHAUT, F. et al. Effect of coarse particle volume fraction on the yield stress and thixotropy
of cementitious materials. Cement and concrete research, v. 38, n. 11, p. 1276–1285, 2008.
NGUYEN, N. Q.; BOGER, D. V. Direct yield stress measurement with the vane method.
Journal of rheology, v. 29, n. 3, p. 335–347, 1985.
NISHIMURA, P. L. G. et al. Prototipagem Rápida: Um Comparativo Entre Uma Tecnologia
Aditiva E Uma Subtrativa. Blucher Design Proceedings, v. 2, n. 9, p. 4481–4491, 2016.
95
PAIVA, L. H. G. Desenvolvimento de pacote instrucional na área de influência do projeto no
processo construtivo - Conceito de construtividade. Dissertação de Mestrado UFRS, Porto
Alegre, 1989.
PEDROSO, F. L. Concreto: as origens e a evolução do material construtivo mais usado pelo
homem. Revista Concreto & Construções, v. XXXVII, n. 53, p. 14–19, 2009.
PORTO, T. M. S. Estudo dos Avanços da Tecnologia de Impressão 3D e da sua Aplicação
na Construção Civil. Trabalho Final de Graduação. UFRJ, Rio de Janeiro, 2016
QUAN, Z. et al. Additive manufacturing of multi-directional preforms for composites:
opportunities and challenges. Materials Today, v. 18, n. 9, p. 503–512, 2015.
RAMBO, D. A. S. Concretos autoadensáveis reforçados com fibras de aço híbridas:
aspectos materiais e estruturais. Programa de Pós-graduação em Engenharia Civil (COPPE)
da Universidade Federal do Rio de Janeiro. Rio de Janeiro, 2012.
RAULINO, B. R. Manufatura Aditiva : Desenvolvimento de uma Máquina de Prototipagem
Rápida Baseada na Tecnologia FDM (Modelagem por Fusão e Deposição).Trabalho final de
Graduação. Universidade de Brasília. Brasília, 2011.
RIBAS, J. F. et al. Soluções saturada , insaturada e supersaturada e suas representações
por licenciandos em Química. ACTIO: Docência em Ciências, v. 2, n. 2, p. 61–79, 2017.
SANTINI, A. Estudo do processo e dos parâmetros de corte no serramento da madeira por
serra de fita.. Tese de Doutorado. Universidade de São Paulo.Universidade de São Paulo,
2000.
SANTOS, A. Automação eleva produtividade no canteiro de obras | Cimento Itambé.
Disponível em: <http://www.cimentoitambe.com.br/automacao-eleva-produtividade-no-
canteiro-de-obras/>. Acessado em: 17 de janeiro de 2018.
SEBRAE. Artefatos de concreto - Panorama e características do mercado nacional. p. 1–5,
2016. Disponível em: <http://www.sebrae.com.br>. Acessado em: 17 de janeiro de 2018.
SEBRAE. Use a tecnologia para aumentar a produtividade na construção civil | Sebrae.
Disponível em: <http://www.sebrae.com.br>. Acessado em 17 de janeiro de 2018.
SERRA, S. M. B.; FERREIRA, M. D. A.; PIGOZZO, B. Evolução dos Pré-fabricados de
Concreto. 1o Encontro Nacional de Pesquisa-Projeto-Produção em Concreto Pré-moldado,
96
n. 1, p. 10, 2005.
SIQUEIRA, I. S. DE. Influência da adição de polpas celulósicas de pinho e eucalipto na
hidratação e comportamento mecânico de pastas de cimento. Dissertação de Mestrado.
Programa de Pós-graduação em Engenharia Civil, Universidade Federal do Rio de Janeiro,
Rio de Janeiro, 2014.
TETRACONIND. O que são artefatos de concreto?. Disponível em :<
http://www.tetraconind.com.br/blog/o-que-sao-artefatos-de-concreto/>. Acessado em 16 de
janeiro de 2018.
VOLPATO, N. Prototipagem rápida: tecnologias e aplicações. São Paulo: Blucher, v.1, 2007.
WANGLER, Timothy et al. Digital concrete: opportunities and challenges. RILEM Technical
Letters, v. 1, p. 67-75, 2016.
WOLFS, R.; SALET, T. A. M. 3D printing of concrete structures. Tese de Doutorado.
Technische Universiteit Eindhoven. Eindhoven, 2015.