universidade federal de santa catarina …livros01.livrosgratis.com.br/cp153088.pdfÀs empresas...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE SANTA CATARINA – UFSC
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA QUÍMICA
REÚSO DE ÁGUA DE EFLUENTES DO TINGIMENTO DA INDÚSTRIA TÊXTIL UTILIZANDO SISTEMAS DE
MEMBRANAS
TESE DE DOUTORADO
Cristiane Hildebrand
Florianópolis, Novembro de 2010.

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.


UNIVERSIDADE FEDERAL DE SANTA CATARINA – UFSC PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA
QUÍMICA
REÚSO DE ÁGUA DE EFLUENTES DO TINGIMENTO DA INDÚSTRIA TÊXTIL UTILIZANDO SISTEMAS DE
MEMBRANAS
CRISTIANE HILDEBRAND
Tese de Doutorado submetida ao Programa de Pós-Graduação em Engenharia Química da Universidade Federal de Santa Catarina - UFSC, como requisito à obtenção do Grau de Doutor em Engenharia Química.
FLORIANÓPOLIS, SC - BRASIL NOVEMBRO DE 2010


Termo


Dedicatória:
A minha mãe, pelo exemplo de vida
dedicação e persistência; Ao meu pai, meu irmão, minha
cunhada; E a minha sobrinha.
AGRADECIMENTOS
Agradeço primeiramente a Deus, por todas as oportunidades que me deu em seguir em frente.
À minha mãe, Maria Susanna, por horas de insistência e persistência. Ao meu pai, Siegfried, ao meu irmão, Ricardo, e minha cunhada, Kizzi, pelo apoio e pela moradia. À minha sobrinha, Maria Clara, princesa da tia.
Às minha amigas, mesmo com a distância sempre estiveram me apoiando de todas as formas, um grande muito obrigado, Cintia, Michelle, Soraia, Adriana, Vanessa, Luciane, Michele Messomo, Katiusca.
Um agradecimento especial às minhas amigas que mais me aguentaram no laboratório, um sincero muito obrigado à Ana Paula Faria, Gheise, Fernanda Batista, Fernanda Ferreira, Andressa, Josiane, Karin e Carolina, que foram além de amigas e a todos que trabalham no LABSIN e no LABMASSA.
Agradecimento especial para uma grande amiga, o meu mais sincero agradecimento a Adriana Dervanoski da Luz.
Aos meus orientadores Profa. Selene M. A. Guelli Ulson de Souza e Prof. Antônio Augusto Ulson de Souza, pelo apoio, aprendizado e pela grande oportunidade que me deram em trabalhar com um grupo excelente de amigos e professores.
Aos professores do Curso de Doutorado em Engenharia Química.
Às empresas Coteminas, Buettner, Tapajós e a Brandili, pelo apoio financeiro e suporte técnico.
Ao CNPq, pelo apoio financeiro.
Um agradecimento ao Edevilson que sempre nos socorre na secretaria do programa de Pós-Graduação.


É melhor tentar e falhar, que preocupar-se e ver a vida passar; É melhor tentar, ainda que em vão, que sentar-se fazendo nada até o final; Eu prefiro na chuva caminhar, que em dias frios em casa me esconder; Prefiro ser feliz embora louco, que em conformidade viver.
(Martin Luther King)


RESUMO O consumo de água e insumos químicos na indústria têxtil é elevado, especialmente nos processos úmidos como a purga, alvejamento, tingimento e acabamento. Como a água e a maior parte dos insumos químicos utilizados não são agregados ao produto, a indústria têxtil é, consequentemente, uma grande geradora de efluentes aquosos. Com a legislação e regulamentos cada vez mais restritivos, além dos elevados custos de captação da água e tratamento dos efluentes aquosos, a recuperação dos efluentes torna-se uma necessidade. Neste trabalho é investigado o uso de membranas de ultrafiltração e nanofiltração, operando em fluxo perpendicular, em escala laboratorial, e com fluxo tangencial em escala piloto, visando à remoção de contaminantes de efluentes aquosos da indústria têxtil. Foi utilizada a membrana DK (Osmonics), de nanofiltração, para avaliação do fluxo permeado e da redução de cor para diferentes tipos de corantes: reativos, Turquesa Remazol G, Amarelo Remazol GR; e ácido, Azul Lanaset 2R. Foram investigados alguns dos parâmetros que influenciam diretamente no desempenho das unidades de filtração: pH, temperatura e presença de substâncias químicas auxiliares. Foram avaliadas as concentrações de sais e corantes nos permeados da ultrafiltração, GK (Osmonics), como pré-tratamento para o sistema de nanofiltração, verificando-se a redução da cor durante o processo de pré-tratamento. Diferentes configurações da unidade piloto foram utilizadas, avaliando-se a remoção de cor e desempenho do fluxo permeado. Os permeados resultantes das unidades pilotos foram utilizados em testes de tingimento, para avaliar a possível reutilização dos efluentes neste processo. Os resultados dos experimentos mostram que a membrana DK forneceu melhores resultados em soluções que possuíam pH ácido, apresentando um fluxo permeado médio de 60 L.m-2.h-1. Para soluções que continham corante e substâncias auxiliares, os resultados apresentaram um fluxo permeado de 20 L.m-2.h-1, bem como 100% de remoção de cor. O uso do processo de ultrafiltração demonstrou ser efetivo como pré-tratamento, apresentando baixa pressão osmótica do sistema e reduzindo parcialmente os parâmetros de cor, demanda química de oxigênio (DQO) e sólidos totais. Tanto os resultados obtidos em laboratório, quanto os experimentos realizados em escala piloto, apresentaram resultados positivos como uma redução de 99,9% na remoção de cor, 80% na remoção da DQO e 60% na remoção dos sólidos totais. Os

testes de reúso dos efluentes regenerados no processo de tingimento foram bem sucedidos, atendendo aos parâmetros de qualidade exigidos no processo industrial. Palavras chaves: Efluente têxtil, Remoção de cor, Membranas, Nanofiltração, Ultrafiltração.

ABSTRACT
The consumption of water and chemical inputs in the textile industry is high, especially in wet processes such as purging, bleaching, dyeing and finishing. Because water and most chemical inputs used are not added to the product, the textile industry is therefore a major generator of aqueous effluents. With the laws and regulations more restrictive than the high costs of water collection and treatment of aqueous effluent, the recovery of waste becomes a necessity. This work investigates the use of ultrafiltration and nanofiltration, operating in perpendicular flow in laboratory scale and pilot-scale tangential flow, aiming at removing contaminants from aqueous effluents of textile industry. We used a membrane DK (Osmonics) nanofiltration for evaluation of the permeate flux and color reduction for different types of dyes: reactive Remazol Turquoise G, Remazol Yellow GR, and Acid Blue 2R Lanaset. We investigated some of the parameters that directly influence the performance of the filtering units of pH, temperature and presence of auxiliary chemicals. Concentrations of salts and dyes in the ultrafiltration permeate, GK (Osmonics) as a pretreatment for nanofiltration system, verifying the color removal during pretreatment. Different configurations of the pilot plant were used, assessing whether the removal of color and performance of the permeate flux. The permeate resulting from the pilot units were used in the dyeing tests to assess the possible reuse of effluent in this process. The experimental results show that the DK membrane provided better results in solutions that had acid pH, with an average permeate flux of 60 Lm-2.h-1. For solutions containing dye and auxiliary substances, the results showed a permeate flux of 20 Lm-2.h-1 and 100% color removal. The use of ultrafiltration was effective as pretreatment, with a low osmotic pressure of the system and partly by reducing the parameters of color, chemical oxygen demand (COD) and total solids. Both the results obtained in the laboratory, the experiments are conducted on a pilot scale showed positive results as a reduction of 99.9% on color removal 80% removal of COD and 60% removal of total solids. Tests of effluent reclaimed water reuse in the process of dyeing have been successful, given the quality parameters required in the manufacturing process. Key words: Textile effluent, Removal of color, Membranes, Nanofiltration, Ultrafiltration, Reuse.


SUMÁRIO
1. INTRODUÇÃO ............................................................................... 29
2. REVISÃO BIBLIOGRÁFICA ....................................................... 33
2.1 NATUREZA DO EFLUENTE TÊXTIL .................................... 33
2.2 TRATAMENTO DE EFLUENTES ........................................... 35
2.3 SEPARAÇÃO POR MEMBRANAS ......................................... 41
2.4 FENÔMENOS ENVOLVIDOS NOS PROCESSOS DE SEPARAÇÃO POR MEMBRANAS ............................................... 42
2.4.1 Polarização de concentração ................................................ 45 2.4.2 “Fouling” ............................................................................ 47
2.4.2.1 Incrustação por deposição ............................................ 47
2.4.2.2 Incrustação por precipitação ......................................... 47
2.4.2.3 Bioincrustações ............................................................ 48
2.5 AVALIAÇÃO DO DESEMPENHO DAS MEMBRANAS DE NANOFILTRAÇÃO PARA O TRATAMENTO DE EFLUENTES TÊXTEIS ................................................................... 49
2.5.1 Retenção de Corantes pela Nanofiltração ........................... 52 2.5.2 Rejeição de Sal pela Nanofiltração ..................................... 53
2.6 PRÉ-TRATAMENTO ................................................................ 54
2.7 LIMPEZA ................................................................................... 59
3. MATERIAIS E MÉTODOS ........................................................... 63
3.1 MATERIAIS ............................................................................... 64
3.1.1 Membranas ......................................................................... 64 3.1.2 Reagentes ............................................................................ 64 3.1.3 Equipamentos e dispositivos utilizados nos experimentos . 65
3.2 ANÁLISES DE CARACTERIZAÇÃO DO EFLUENTE .......... 67
3.2.1 Determinação espectrofotométrica ..................................... 67 3.2.3 Determinação do pH ........................................................... 67 3.2.4 Demanda química de oxigênio ........................................... 67 3.2.5 Determinação de sólidos totais ........................................... 68

3.3 ENSAIOS LABORATORIAIS .................................................. 68
3.3.1 Condicionamento da membrana ......................................... 69 3.3.2 Limpeza das membranas .................................................... 69
3.4 AVALIAÇÃO DE PARÂMETROS .......................................... 70
3.4.1 Influência da temperatura ................................................... 71 3.4.2 Influência do pH ................................................................. 71 3.4.3 Influência de substâncias auxiliares ................................... 72 3.4.4 Testes comparativos para diferentes corantes..................... 72
3.5 AVALIAÇÃO DA INFLUÊNCIA DE DIFERENTES TIPOS DE SAIS SOBRE A MEMBRANA DE ULTRAFILTRAÇÃO ...................................................................... 72
3.6 CONFIGURAÇÃO DO SISTEMA DAS UNIDADES PILOTOS .......................................................................................... 73
3.7 AVALIAÇÃO DE PARÂMETROS SOBRE AS UNIDADES PILOTOS .................................................................... 75
3.7.1 Avaliação da influência do sal, barrilha e corante sobre o desempenho das unidades pilotos ................................................. 75 3.7.2 Efluente modelo utilizando corantes reativos ..................... 75 3.7.3 Teste com efluente têxtil real utilizando o processo de filtração por membranas ............................................................... 76
4. RESULTADOS E DISCUSSÃO .................................................... 79
4.1 AVALIAÇÃO DE PARÂMETROS .......................................... 79
4.2 AVALIAÇÃO DA INFLUÊNCIA DE DIFERENTES TIPOS DE SAIS SOBRE A MEMBRANA DE ULTRAFILTRAÇÃO EM ESCALA LABORATORIAL ............... 88
4.3 TESTES DAS DIFERENTES CONFIGURAÇÕES DO SISTEMA DAS UNIDADES PILOTOS ....................................... 100
4.4 TESTES PARA AVALIAÇÃO DE SAIS SOBRE AS UNIDADES PILOTOS .................................................................. 103
4.5 TINGIMENTO ......................................................................... 114
5. CONCLUSÃO E SUGESTÕES ................................................... 117
REFERÊNCIAS ................................................................................ 121
ANEXO A .......................................................................................... 131

ÍNDICE DE TABELAS Tabela 1 – Características típicas de águas residuárias provenientes do
processo de tingimento e acabamento de uma indústria têxtil .... 33
Tabela 2 – Métodos de aplicação de corantes e a estimativa do grau de fixação para diferentes fibras. ..................................................... 34
Tabela 3 – Processos de tratamento de efluentes e operações unitárias envolvidas. .................................................................................. 36
Tabela 4 – Possibilidades de Tratamentos............................................. 37
Tabela 5 – Eficiência (em %) na remoção de cor e de DQO utilizando corantes reativos em diversos sistemas de tratamento. ............... 38
Tabela 6 – Resumo das aplicações de sistemas de tratamento combinado para efluente têxtil. ..................................................................... 40
Tabela 7 – Processos de separação por membranas e algumas de suas aplicações. .................................................................................. 42
Tabela 8 – Resumo da aplicação de membranas comerciais de nanofiltração para o tratamento de efluentes têxteis. .................. 50
Tabela 9 – Estratégia de pré-tratamento para o processo de filtração por membranas .................................................................................. 55
Tabela 10 – Parâmetros físico-químicos mais importantes para a análise de alimentação da membrana. .................................................... 57
Tabela 11 – Formas de remoção dos agentes causadores de incrustações por deposição e precipitação, sobre as membranas .................... 60
Tabela 12 – Características das membranas usadas neste trabalho. ...... 64
Tabela 13 – Planejamento experimental para avaliação da influência do sal e corante, sobre a ultrafiltração ............................................. 73
Tabela 14 – Composição do banho simulado com corante reativo. ...... 76
Tabela 15 – Descrição das formulações para o tingimento de algodão com corantes reativos utilizando o permeado da água de mistura da Nanofiltração. ........................................................................ 77
Tabela 16 – Influência da concentração de cloreto de sódio, nas temperaturas de 20°C e 45°C, na condutividade do permeado... 82
Tabela 17 – Resultado experimental para a remoção relativa de DQO e cor, para diferentes concentrações de corante e de NaCl, para uma pressão de 10 kgf.cm-2 e 20 kgf.cm-2. ......................................... 89
Tabela 18 – Resultado experimental para o fluxo permeado (L.m-2.h-1) para as diferentes concentrações do corante Preto Remazol e de NaCl, sob as pressões de 10 e 20 kgf.cm-2. ................................ 91

Tabela 19 – Resultado experimental para a remoção relativa de DQO, para diferentes concentrações de corante e de Na2SO4, para uma pressão de 10 e 20 kgf.cm-2. ....................................................... 92
Tabela 20 – Resultado experimental para o parâmetro do fluxo permeado (L.m-2.h-1) para as diferentes concentrações do corante Preto Remazol e de Sulfato de Sódio, sob as pressões de 10 e 20 kgf.cm-2. ..................................................................................... 95
Tabela 21 – Resultado experimental para a remoção relativa de DQO, para diferentes concentrações de corante e de Na2SiO3, para uma pressão de 10 e 20 kgf.cm-2. ....................................................... 96
Tabela 22 – Resultado experimental para o fluxo permeado (L.m-2.h-1) para as diferentes concentrações do corante Preto Remazol e de Silicato de Sódio, sob as pressões de 10 e 20 kgf.cm-2. ............. 99
Tabela 23 – Caracterização do efluente têxtil de coloração rosa com diversas configurações do sistema de filtração: DC, RC, RC+C-V, RC+C-P. .............................................................................. 102
Tabela 24 – Resultados dos efluentes sintéticos com sal, barrilha e corante sobre a eficiência das membranas de ultrafiltração e nanofiltração. ............................................................................ 103
Tabela 25 – Descrição do comportamento das Unidades Pilotos de Ultrafiltração e Nanofiltração para o banho sintético do efluente do corante reativo – Cor Prata. ................................................. 105
Tabela 26 – Parâmetros físico-químicos do banho sintético do corante reativo – cor Prata. ................................................................... 107
Tabela 27 – Resultados das amostras no espectrofotômetro para o tingimento em laboratório do permeado da nanofiltração do efluente sintético. ..................................................................... 107
Tabela 28 – Caracterização do efluente da água de preparação, antes e após o processo de nanofiltração. ............................................. 109
Tabela 29 – Resultados das características do efluente da água de lavação de tingimento............................................................... 110
Tabela 30 – Resultados das características do efluente da água de tingimento. ............................................................................... 112
Tabela 31 – Resultados das características do efluente da água de mistura. ..................................................................................... 113
Tabela 32 – Análise espectrofotométrica das amostras tingidas com permeado do efluente industrial. .............................................. 115

ÍNDICE DE FIGURAS Figura 1 – Representação esquemática do fracionamento de uma solução
utilizando permeação seletiva tangencial através de uma membrana. .................................................................................. 43
Figura 2 – Classificação dos Processos de Separação por Membranas. (MM – massa molar). ................................................................. 44
Figura 3 – O fenômeno da polarização de concentração em processos com membranas. ......................................................................... 46
Figura 4 – Queda no fluxo permeado causada pela polarização de concentração e pela formação de incrustação. ............................ 47
Figura 5 – Substâncias que causam danos às membranas. .................... 57
Figura 6 – Fluxograma dos experimentos realizados em laboratório e nas unidades pilotos. ................................................................... 63
Figura 7 – Fotografia da (a) da unidade experimental utilizada nos experimentos de bancada, (b) componentes da célula de filtração. .................................................................................................... 65
Figura 8 – Fotografia da Unidade Piloto (a) parte frontal (b) parte traseira. (Equipamento adquirido da empresa Membrasep). ...... 66
Figura 9 – Estrutura do corante reativo Turquesa Remazol G, massa molar 996 g.mol-1. ...................................................................... 70
Figura 10 – Estrutura do corante reativo Amarelo Remazol GR, massa molar 563 g.mol-1. ...................................................................... 71
Figura 11 – Estrutura do corante ácido Azul Lanaset 2R, massa molar 472 g.mol-1. ................................................................................. 71
Figura 12 – Formula estrutural do corante reativo Preto Remazol B, massa molar 995 g.mol-1. ............................................................ 72
Figura 13 – Esquema do processo de filtração por membranas, descartando o concentrado (DC). 1 – tanque de alimentação da ultrafiltração; 2 – bomba centrifuga; 3 – unidade de ultrafiltração; 4 – tanque de permeado da ultrafiltração e de alimentação da nanofiltração; 5 – unidade de nanofiltração; 6 – tanque de permeado da nanofiltração; 7 – válvula de controle do concentrado e de pressão; 8 – manômetro do concentrado; 9 – manômetro do permeado; 10 – tanque de descarte do concentrado................................................................................. 74

Figura 14 – Esquema do processo de filtração por membranas para as configurações de recirculação do concentrado no tanque de alimentação (RC), recirculação do concentrado no tanque de alimentação com reciclo interno na unidade de filtração à pressão e/ou vazão constante (RC+C-V e/ou RC+C-P). 1 – tanque de alimentação da ultrafiltração; 2 – bomba centrifuga; 3 – unidade de ultrafiltração; 4 – tanque de descarte do permeado da ultrafiltração e alimentação da nanofiltração; 5 – unidade de nanofiltração; 6 – tanque de descarte do permeado da nanofiltração; 7 – válvula de controle do concentrado e da pressão; 8 – manômetro do concentrado; 9 – manômetro do permeado. ................................................................................... 74
Figura 15 – Comportamento do fluxo permeado perpendicular em função do tempo, nas temperaturas de 20 e 45°C através da membrana DK (NF) com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2. ........................... 80
Figura 16 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes pHs, através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2. ............................................................... 81
Figura 17 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes concentrações de NaCl através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2, nas temperaturas de 20 e 45°C. .............................................................................. 83
Figura 18 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes concentrações de umectante através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2, nas temperaturas de 20 e 45°C. .............................................................................. 84
Figura 19 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes concentrações de dispersante através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2, nas temperaturas de 20 e 45°C. .............................................................................. 85
Figura 20 – Comportamento do fluxo permeado perpendicular para os diferentes corantes na membrana DK, a uma temperatura de 20°C – (a) sem substâncias químicas auxiliares, (b) com substâncias químicas auxiliares. .................................................................... 87

Figura 21 – Remoção de cor relativa para o corante Preto Remazol G e para o NaCl, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal. .......................................................................................... 89
Figura 22 – Remoção da DQO relativa para o corante Preto Remazol G e para o NaCl, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal. .......................................................................................... 90
Figura 23 – Média do fluxo permeado para diferentes concentrações de corante Preto Remazol G e NaCl, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-
1 de corante e 50,00 g.L-1 de sal. ................................................. 91
Figura 24 – Remoção de cor relativa para o corante Preto Remazol G e para o Na2SO4, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-
1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal. .......................................................................................... 93
Figura 25 – Remoção da DQO relativa para o corante Preto Remazol G e para o Na2SO4, sob as pressões de 10 e 20, kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal;

D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal. ................................................................................. 94
Figura 26 – Média do fluxo permeado para diferentes concentrações de corante Preto Remazol G e Na2SO4, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-
1 de corante e 50,00 g.L-1 de sal. ................................................ 95
Figura 27 – Remoção de cor relativa para o corante Preto Remazol G e para o Na2SiO3, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal. ................................................................................. 97
Figura 28 – Remoção da DQO relativa para o corante Preto Remazol G e para o Na2SiO3, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal. ................................................................................. 98
Figura 29 – Média do fluxo permeado para diferentes concentrações de corante Preto Remazol G e Na2SiO3, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1

de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-
1 de corante e 50,00 g.L-1 de sal. ................................................. 99
Figura 30 – Redução relativa dos parâmetros de DQO, cor aparente e sólidos totais (ST), para as diversas configurações: DC – descartando o concentrado, RC – recirculando o concentrado para o tanque de alimentação, RC+C-V, recirculando o concentrado para o tanque de alimentação com reciclo interno a uma vazão constante, RC+C-P, recirculando o concentrado para o tanque de alimentação com reciclo interno a uma pressão constante. ...... 101
Figura 31 – Redução dos parâmetros: cor relativa, DQO e ST, para os diferentes testes contendo sal (NaCl), barrilha (Na2CO3) e corante. ..................................................................................... 104
Figura 32 – Comportamento das Unidades de Pilotos de filtração – Ultrafiltração e Nanofiltração em relação ao fluxo permeado. UF – P, permeado da ultrafiltração; UF – C, concentrado da ultrafiltração; NF – P, permeado da nanofiltração; NF – C, concentrado da nanofiltração. ................................................... 106
Figura 33 – Amostra do tingimento das cores vermelha, prata e verde nos tecidos de algodão. ............................................................. 108
Figura 34 – Fluxo permeado (L.m-2.h-1) da membrana de nanofiltração para o efluente da água de preparação para uma pressão de 13,36 kgf.cm-2. .................................................................................... 110
Figura 35 – Fluxo permeado (L.m-2.h-1) da membrana de nanofiltração para o efluente da água de lavação de tingimento para uma pressão de 13,36 kgf.cm-2. ........................................................ 111
Figura 36 – Fluxo permeado (L.m-2.h-1) da membrana de nanofiltração para o efluente da água de tingimento para uma pressão de 13,36 kgf.cm-2. .................................................................................... 112

SIMBOLOGIA DQO Demanda Química de Oxigênio
DBO Demanda Biológica de Oxigênio
ST Sólidos Totais
NF Nanofiltração
UF Ultrafiltração
NaCl Cloreto de sódio
PtCo Platina Cobalto
Na2SiO3 Silicato de sódio
Na2CO3 Carbonato de sódio
DC Descartando concentrado
RC Recirculando o concentrado para o tanque de alimentação
RC+C-V Recirculando o concentrado para o tanque de alimentação e com reciclo interno a uma vazão constante
RC+C-P Recirculando o concentrado para o tanque de alimentação e com reciclo interno a uma pressão constante


1. INTRODUÇÃO
Os problemas gerados pela contaminação dos recursos naturais, principalmente os hídricos, têm sido levados em consideração pela população. A legislação ambiental, os instrumentos de fiscalização e as implicações econômicas têm sido instrumentos fundamentais da política ambiental. Empresas químicas situadas em pólos industriais frequentemente se deparam com problemas na qualidade da água captada, que limita a capacidade produtiva ou leva a maior gasto com seu tratamento. O descarte dos efluentes nos cursos de água também traz crescentes preocupações, tanto do ponto de vista ambiental, pela emissão de diversos componentes de difícil remoção, como pelas crescentes sanções econômicas através de taxas impostas pelos órgãos governamentais responsáveis pelo controle ambiental.
Dentro deste contexto, o setor têxtil apresenta um especial destaque devido ao seu grande parque industrial instalado, gerando grandes volumes de efluentes, os quais, quando não corretamente tratados, podem causar sérios problemas de contaminação ambiental. Devido à sua própria natureza, os corantes são detectáveis a olho nu, sendo possível em alguns casos, mesmo em concentrações tão baixas, quanto 0,1mg.L-1. Esta característica apresenta vantagens e desvantagens, pois uma pequena quantidade lançada em ambientes aquáticos pode ser facilmente detectada pelo público e autoridades que controlam assuntos ambientais, mas, no entanto, pode causar uma acentuada mudança de coloração dos rios, afetando o ecossistema (ZOLLINGER, 1991).
As características dos efluentes líquidos da indústria têxtil são muito variadas, dependendo dos insumos químicos (corantes, sais, ácidos, bases, amaciantes, entre outros) utilizados no processo que, por sua vez, varia com as estações, quando são criadas as novas coleções, exigindo ajustes no processo as novas condições de tingimento. Os efluentes têxteis são de composição complexa, apresentam elevada alcalinidade (pH≈12), elevados teores de sais (Cl-, SO4
-, Si2O3-2), cor,
DQO e carbono orgânico total (COT), óleos e graxas, sólidos totais e dissolvidos.
A poluição de corpos d’água com estes compostos provoca, além da poluição visual, alterações em ciclos biológicos, afetando principalmente os processos de fotossíntese. Além deste fato, estudos têm mostrado que algumas classes de corantes, principalmente

30
azocorantes, e seus subprodutos, podem ser carcinogênicos e/ou mutagênicos (KUNZ et al., 2002).
Um dos grandes desafios no tratamento do efluente têxtil é a variedade e a intensidade de cor encontrada no mesmo. Muitos corantes são recalcitrantes ao processo biológico de tratamento de efluentes, fazendo com que este tratamento não seja suficiente para a completa remoção de cor, sendo necessário um tratamento terciário específico para a sua remoção. O tratamento físico-químico, através de coagulação/floculação, é muito utilizado pelas indústrias na redução da cor, mas apresenta a desvantagem do consumo elevado de sulfato ou cloreto de alumínio, gerando elevada quantidade de lodo seco, cerca de 30 a 40 toneladas por mês em uma indústria de grande porte que trata 200 m3.h-1 de efluente.
Uma tendência mundial é o desenvolvimento de processos que utilizem com grande eficiência os insumos, maximizem o reúso de água de processo e minimizem o gasto energético, a emissão de efluentes e a captação de recursos hídricos. Neste contexto, destaca-se o processo de separação por membranas para o tratamento do efluente aquoso, visando o reúso da água na indústria têxtil, especialmente pelo apelo ambiental, onde neste processo não são adicionados novos produtos químicos.
Os processos de separação por membranas são processos que demandam pouca energia, pois na separação não há mudança de fase ou regeneração de componentes, além de apresentarem grande especificidade na separação, seja pelo tamanho molecular ou pelo comportamento físico-químico dos compostos envolvidos, sendo incluídos na categoria de processos com tecnologia limpa (FERSI et al.
2005; UZAL et al., 2006). As membranas podem ser operacionalmente definidas como
barreiras seletivas que separam duas fases fluidas. Desta forma, nos processos de separação com membranas, uma corrente de alimentação é separada em duas – concentrado e permeado.
As propriedades das membranas são de fundamental importância para sua aplicação. Essas propriedades compreendem o fluxo permeado e a seletividade da membrana a um determinado componente presente na solução de alimentação.
Normalmente durante o processo de separação, principalmente em processos que utilizam a pressão como a força motriz, ocorre uma queda da permeação com o tempo. Esta queda pode ser provocada por mudanças na morfologia da membrana devido à pressão aplicada, por polarização de concentração ou pelas incrustações.

31
Enquanto a polarização de concentração é reversível, a sua ocorrência pode dar origem a outros tipos de fenômenos que também prejudicam irremediavelmente o desempenho da membrana. A este fenômeno dá-se o nome de incrustações (fouling), que compreendem, entre outros processos, a adsorção de moléculas do soluto na superfície da membrana, o entupimento dos poros da membrana por partículas em suspensão e o depósito de material em suspensão.
A formação das colmatagens aumenta os custos operacionais, pois gera uma maior demanda de energia (pelo aumento da pressão de operação), diminui os intervalos entre as limpezas químicas e reduz significativamente o tempo de vida útil das membranas. A ocorrência de colmatagens é, praticamente, inevitável, mas pode ser minimizada pela escolha dos pré-tratamentos adequados, pelo correto dimensionamento da planta e pela melhor seleção das condições de operação do sistema de ultra e nanofiltração.
Os processos de coagulação/floculação, centrifugação, microfiltração e ultrafiltração estão sendo estudados e utilizados como pré-tratamento da nanofiltração (BES-PIÁ et al., 2005; LOPES et al., 2005). Um dos efeitos nocivos para o desempenho dos sistemas de nanofiltração é a deposição de material solúvel na membrana, levando à redução do fluxo permeado, sendo o estudo deste fenômeno imprescindível para poder minimizar as limpezas do sistema.
Na indústria têxtil o uso de processos de membranas para a regeneração da água de efluentes para reúso é recente, especialmente pelas características da água de reúso e do destino da mesma dentro do processo têxtil.
Este trabalho tem como base pesquisas realizadas anteriormente pelo grupo de pesquisa do laboratório LABSIN/LABMASSA, como de Juliano (2004) que previamente preparou e caracterizou membranas de nanofiltração para a prática de reúso do efluente têxtil e de Guelli U. Souza et al. (2010), que utilizaram um processo combinado, ozonização e tratamento biológico, para a remoção de cor e de DQO.
O presente trabalho tem como objetivo geral estudar o reúso de água na tinturaria da indústria têxtil, utilizando o processo de separação por membranas. Foram avaliadas as variáveis relevantes do processo, como a remoção de cor e a presença de outras substâncias químicas como eletrólitos no fluxo permeado. Este estudo visa determinar quais as melhores condições para a utilização deste processo em escala piloto.
Os principais objetivos específicos do presente trabalho são:
32
• Realizar estudo em escala laboratorial para avaliar a influência dos principais parâmetros do processo, verificando através da redução de cor e fluxo permeado, utilizando efluentes têxteis formulados em laboratório;
• Analisar as características do permeado (cor, DQO e condutividade) para verificar a possibilidade de reúso deste na própria unidade industrial onde o efluente foi gerado;
• Determinar a influência de diferentes tipos de corantes e eletrólitos na relação entre vazão e remoção de cor, tanto para membrana de ultrafiltração como de nanofiltração;
• Configurar as unidades pilotos de filtração através da avaliação dos parâmetros de remoção de cor, DQO e sólidos totais;
• Reusar as águas regeneradas na etapa de tingimento, determinando as possibilidades de reúso da água;
• Avaliar a ultrafiltração como pré-tratamento ao processo de nanofiltração, para efluentes da indústria têxtil de diferentes etapas do processo.
O trabalho está estruturado da seguinte forma: no Capítulo II está
apresentada uma revisão bibliográfica sobre o assunto abordado, no Capítulo III é apresentada a metodologia empregada no trabalho, no Capítulo IV são apresentados os resultados e discussão dos mesmos e, no Capítulo V, as conclusões e sugestões para futuros trabalhos.

2. REVISÃO BIBLIOGRÁFICA
Neste capítulo será apresentada a revisão bibliográfica sobre o assunto abordado, verificando os principais tratamentos atualmente utilizados, os fenômenos envolvidos no processo de separação por membranas, as alternativas para o pré-tratamento e o processo de limpeza da membrana.
2.1 NATUREZA DO EFLUENTE TÊXTIL
No processamento dos substratos têxteis, há um gasto elevado de água, sais minerais e corantes. Como consequência, é gerada uma grande quantidade de efluentes de composição complexa. Os efluentes têxteis geralmente contêm diversos tipos de corantes, surfactantes, solventes e sais, dependendo do processo têxtil aplicado, tais como lavagem, branqueamento, tingimento, acabamento, etc. (BARREDO-DAMAS et al., 2006; SUKSAROJ et al., 2005).
A Tabela 1 apresenta as características típicas de águas residuárias provenientes de efluentes do tingimento e do processo de acabamento, que contém uma variedade de componentes de diferentes concentrações (MARCUCCI et al., 2003).
Tabela 1 – Características típicas de águas residuárias provenientes do processo de tingimento e acabamento de uma indústria têxtil
Componentes Valor
pH 2-10
Temperatura, °C 30-80 aDQO, mg.L-1 50-5000 bDBO, mg.L-1 200-300
Sólidos Totais Solúveis, mg.L-1 50-500
Cor, PtCo >300
a DQO – demanda química de oxigênio; b DBO – demanda bioquímica de oxigênio. Fonte: Modificado de MARCUCCI et al. (2003).

34
Entre os componentes que contribuem para a carga orgânica estão os surfactantes, que são usados para reduzir a tensão superficial da água durante o processamento (VANDERIVERE et al., 1998).
Existem várias classes de corantes utilizados durante o tingimento. O método de aplicação do corante e o grau estimado de fixação para diferentes combinações de corantes em fibras, podem ser visualizados na Tabela 2. Atualmente, os corantes reativos são os corantes mais utilizados, devido ao aumento acentuado na utilização deste tipo de corantes em fibras celulósicas e a limitação técnica e econômica dos outros corantes (GATEWOOD e HALL, 1996).
Tabela 2 – Métodos de aplicação de corantes e a estimativa do grau de fixação para diferentes fibras.
Classe Característica Fibra Grau de
fixação, %
Ácido Aniônico, solúvel em
água Poliamida 80-95
Básico Catiônico, solúvel em
água Acrílico 95-100
Direto Aniônico, solúvel em
água Celulose 70-95
Disperso Baixa solubilidade
em água Poliéster 90-100 (0-10)
Reativo Aniônico, solúvel em
água Celulose 50-90 (10-50)
Enxofre Coloidal, insolúvel
em água Celulose 60-90 (10-40)
Cuba Coloidal, insolúvel
em água Celulose 80-95 (5-20)
Fonte: Modificado de AKBARI et al. (2002).
Todas as classes de corante não são biodegradáveis, ocasionando problemas graves para o meio ambiente. Por isso, é importante a remoção da cor dos efluentes antes do descarte no meio ambiente, a fim de minimizar a poluição das águas.
Por outro lado, no processo de tingimento, o sal inorgânico é adicionado para melhorar a adsorção do corante pelo tecido. O sal monovalente, cloreto de sódio (NaCl), é o sal inorgânico mais comum e

35
tem sido utilizado amplamente no tingimento. Além do NaCl, sais bivalentes, como por exemplo, sulfato de sódio (Na2SO4), são utilizados como um sal alternativo durante o processo. A maior concentração de sal no efluente pode ser um grande problema ambiental, devido à salinização do solo. Portanto, ao submeter as águas residuárias a um tratamento, não somente o problema ambiental deve ser considerado, mas também a possibilidade de se recuperar substâncias químicas reutilizáveis e minimizar o volume de resíduos descartados. 2.2 TRATAMENTO DE EFLUENTES
Os efluentes brutos do processo têxtil necessitam de tratamento, para se ajustar aos valores máximos permitidos pela legislação para o descarte dos mesmos em cursos de água. Os tratamentos de efluentes podem ser divididos em primário, secundário, terciário e avançados.
Os tratamentos primários – como a flotação ou sedimentação – removem parte dos sólidos suspensos e matéria orgânica. Porém deixam no efluente um considerável teor de matéria orgânica e uma alta demanda bioquímica de oxigênio (DBO).
Os tratamentos secundários têm como função principal a remoção de sólidos suspensos e matéria orgânica biodegradável, podendo-se efetuar ainda a desinfecção.
Os tratamentos terciários e avançados envolvem combinações de operações unitárias e processos para um fim específico. São empregados com a finalidade de reciclagem da água e ou produtos.
A Tabela 3 apresenta um resumo dos tipos de tratamento de efluentes.
A escolha do processo, ou a sequência dos processos, depende das características do efluente, qualidade requerida do efluente final, custo, disponibilidade de área para o tratamento e tecnologia adequada.
A Tabela 4 apresenta um resumo dos possíveis tratamentos com suas vantagens e desvantagens.
Há pesquisas que relatam o desempenho do tratamento de efluentes têxteis utilizando diferentes processos (SENTHIKUMAR e MUTHUKUMAR, 2007; MARMAGNE e COSTE, 1996). Efluentes têxteis geralmente consistem de diferentes tipos de corante, detergentes, graxa e óleo, metais pesados, sais inorgânicos e fibras em quantidade dependendo do processo de tingimento (LOPEZ et al., 1999.).

36
Tabela 3 – Processos de tratamento de efluentes e operações unitárias envolvidas.
Tratamento Tipo de Processo Principais Operações
Unitárias
Primário Físico
Equalização Gradeamento Clarificação/Sedimentação Flotação
Químico Neutralização Coagulação/Sedimentação
Secundário Biológico
Lodos ativados Filtros biológicos Lagoas de estabilização
Físico-químico Adsorção
Terciário Químico
Coagulação/Precipitação Ozonização Cloração
Físico Clarificação Ultrafiltração
Avançados Físico Osmose Inversa Evaporação
Fonte: PERES e ABRAHÃO (1998).
Os efluentes são geralmente caracterizados pelos parâmetros globais, como a demanda bioquímica de oxigênio (DBO), demanda química de oxigênio (DQO), carbono orgânico total (COT), pH, cor e sólidos suspensos (SS).
Atualmente, as indústrias têxteis são equipadas com a sua própria planta de tratamento de efluente, que geralmente combina um processo biológico aeróbio e um processo físico-químico. No entanto, a maioria destes métodos tradicionais foi considerada inadequada devido à grande variabilidade de composição de efluentes têxteis, que requerem tratamentos específicos.
A Tabela 5 mostra a eficiência dos sistemas de tratamento para a descoloração e remoção de DQO que foram empregados nos efluentes de tingimentos com corantes reativos.

37
Tabela 4 – Possibilidades de Tratamentos.
Processo Vantagens Desvantagens
Biodegradação
Taxas de 90% de eliminação de substâncias por oxidação.
Baixa biodegradabilidade de corantes Custos elevados
Coagulação/Floculação Eliminação de corantes solúveis
Produção de lama Custos elevados
Adsorção por carvão ativado
Excelente redução de sólidos suspensos e substâncias orgânicas
Custos elevados do carvão ativado Bloqueamento de filtro
Tratamento por ozônio Excelente descoloração
Nenhuma redução na DQO Custos adicionais
Processo eletroquímico
Capacidade de adaptação a diferentes volumes e cargas poluentes
Lama com grande quantidade de hidróxido de ferro
Osmose Inversa
Remoção total de sais minerais, corantes reativos hidrolisados e auxiliares químicos.
Alta pressão
Nanofiltração
Separação de compostos orgânicos de baixa massa molecular e íons bivalentes a sais monovalentes
Custo elevado
Ultrafiltração-Microfiltração
Menor pressão, comparativamente à nanofiltração.
Qualidade insuficiente no tratamento de águas residuárias
Fonte: Adaptação de ALLÈGRE et al. (2006).

38
Tabela 5 – Eficiência (em %) na remoção de cor e de DQO utilizando corantes reativos em diversos sistemas de tratamento.
Corante Coagulação/floculação Carvão Ativado
aRDQO bRCOR aRDQO bRCOR
Azul Reativo 204 28,5 53,0 70,6 69,0 Azul Reativo 209 31,0 88,8 89,8 78,5 Vermelho Reativo 184 23,4 22,6 69,4 77,6 Azul Reativo 41 60,0 38,3 74,6 57,4 Azul Reativo 49 19,0 35,4 19,2 94,6
Corante Ozonização MF
aRDQO bRCOR aRDQO bRCOR
Azul Reativo 204 67,3 99,7 2,3 5,2 Azul Reativo 209 45,8 99,0 0,9 4,2 Vermelho Reativo 184 85,2 99,7 0,6 6,7 Azul Reativo 41 44,8 99,5 0,4 7,4 Azul Reativo 49 85,9 99,4 0,5 5,0
Corante UF NF
aRDQO bRCOR aRDQO bRCOR
Azul Reativo 204 80,0 95,5 89,6 97,9 Azul Reativo 209 76,5 94,0 94,2 97,0 Vermelho Reativo 184 80,9 96,2 89,1 98,3 Azul Reativo 41 76,1 94,0 93,3 97,2 Azul Reativo 49 81,3 92,3 93,8 96,9 a RDQO
– redução de DQO; bRCOR – redução de cor. Fonte: Modificado de MARMAGNE e COSTE, 1996.
De acordo com Marmagne e Coste (1996), o processo de coagulação e floculação não é adequado para a remoção do corante reativo formando um floco de má qualidade. Este método de tratamento, no entanto, era adequado para o tratamento na remoção de corante disperso e de enxofre. Eles também realizaram os estudos na remoção de cor dos diferentes tipos de corante utilizando carvão ativado. Os resultados indicaram uma elevada remoção (maior que 90%) para os corantes ácidos. Para os corantes reativos, a remoção foi de 50%.

39
Como pode ser visualizado na Tabela 5, o processo de ozonização mostra uma maior remoção do corante reativo em relação aos outros tratamentos, independentemente do tipo do corante reativo usado. É muito eficaz para a oxidação e remoção dos pigmentos, que se constitui em um dos principais fatores que inviabilizam a reciclagem de água na indústria têxtil. Esta observação foi semelhante ao trabalho realizado pelo Selcuk (2005), onde foi possível uma remoção de cor maior do que 98% utilizando o processo de ozonização, em um pequeno intervalo tempo de contato com o ozônio. Além disso, para aumentar a eficiência do sistema de tratamento por ozonização, Tzitzi et al. (1994) relatam uma melhor eficiência do tratamento combinando coagulação/precipitação-ozonização em uma única etapa de tratamento.
Guelli U. Souza et al. (2010) descrevem um processo combinado de ozonização e tratamento biológico para remoção de corante reativo. No entanto, muitas vezes, o tratamento combinado pode não ser efetivo na remoção de DQO. Para aumentar a remoção de cor e DQO, é necessário aumentar a dose de ozônio e de coagulantes para atingir o objetivo de tratamento. Este procedimento, muitas vezes, ocasiona o aumento do custo de operação ou até forma subprodutos tóxicos durante o processo de ozonização (ZHANG et al., 2004).
Tradicionalmente, o tratamento combinado de processos, tais como lodo ativado e coagulação química, tem sido usado amplamente no tratamento de efluentes têxteis (VANDERIVERE et al., 1998). Os processos combinados foram introduzidos no tratamento de efluentes têxteis para satisfazer à legislação exigida. Atualmente, uma série de experimentos em escala laboratorial tem demonstrado a viabilidade de diversas tecnologias de tratamento combinado para a recuperação de água e de produtos químico dos efluentes têxteis.
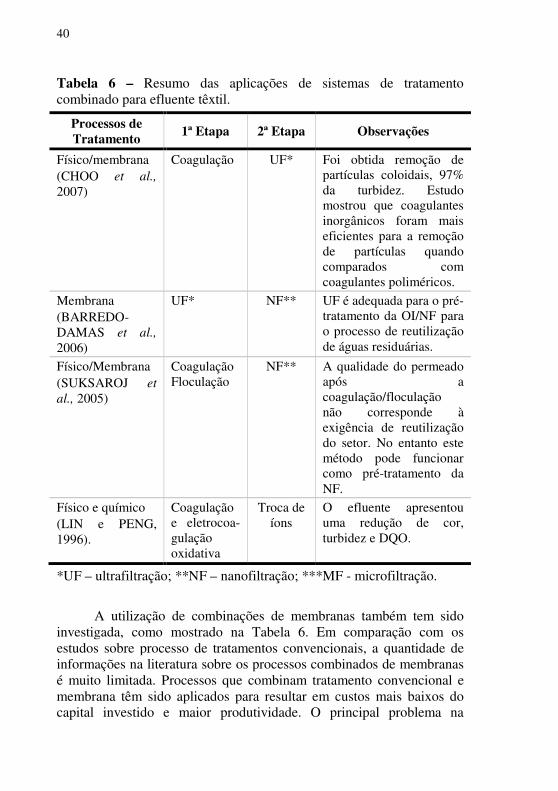
O desempenho destes processos de tratamento integrado é resumido na Tabela 6 e pode oferecer informações importantes para a indústria têxtil.
As tecnologias de tratamento combinado são promissoras, mas todas ainda sofrem limitações que requerem mais investigação e desenvolvimento.
40
Tabela 6 – Resumo das aplicações de sistemas de tratamento combinado para efluente têxtil.
Processos de Tratamento
1ª Etapa 2ª Etapa Observações
Físico/membrana (CHOO et al., 2007)
Coagulação UF* Foi obtida remoção de partículas coloidais, 97% da turbidez. Estudo mostrou que coagulantes inorgânicos foram mais eficientes para a remoção de partículas quando comparados com coagulantes poliméricos.
Membrana (BARREDO-DAMAS et al., 2006)
UF* NF** UF é adequada para o pré-tratamento da OI/NF para o processo de reutilização de águas residuárias.
Físico/Membrana (SUKSAROJ et
al., 2005)
Coagulação Floculação
NF** A qualidade do permeado após a coagulação/floculação não corresponde à exigência de reutilização do setor. No entanto este método pode funcionar como pré-tratamento da NF.
Físico e químico (LIN e PENG, 1996).
Coagulação e eletrocoa-gulação oxidativa
Troca de íons
O efluente apresentou uma redução de cor, turbidez e DQO.
*UF – ultrafiltração; **NF – nanofiltração; ***MF - microfiltração.
A utilização de combinações de membranas também tem sido investigada, como mostrado na Tabela 6. Em comparação com os estudos sobre processo de tratamentos convencionais, a quantidade de informações na literatura sobre os processos combinados de membranas é muito limitada. Processos que combinam tratamento convencional e membrana têm sido aplicados para resultar em custos mais baixos do capital investido e maior produtividade. O principal problema na

41
operação de sistemas de membranas são as incrustações, fouling coloidal sobre a superfície da membrana, originadas com os efluentes têxteis, contribuindo para este efeito a presença dos corantes e a carga orgânica (LAU e ISMAIL, 2009). 2.3 SEPARAÇÃO POR MEMBRANAS
A técnica de filtração por membranas está sendo aplicada
extensivamente em processos industriais com o objetivo de concentrar, purificar e melhorar o produto final. Existem quatro tipos básicos de membranas, cuja utilização varia conforme o tamanho da partícula: Osmose Inversa, Nanofiltração, Ultrafiltração e Microfiltração (CROSSLEY, 1998).
Osmose Inversa (OI) é realizada através da aplicação mecânica de uma pressão superior à pressão osmótica da solução, de modo a passar a água por uma membrana semipermeável. A técnica é normalmente utilizada para obtenção de água pura para laboratórios e processos em plantas dessalinizadoras produtoras de água potável e na remoção de corantes na indústria têxtil (CROSSLEY, 1998; SANIN, 1997 e COOPER, 1993).
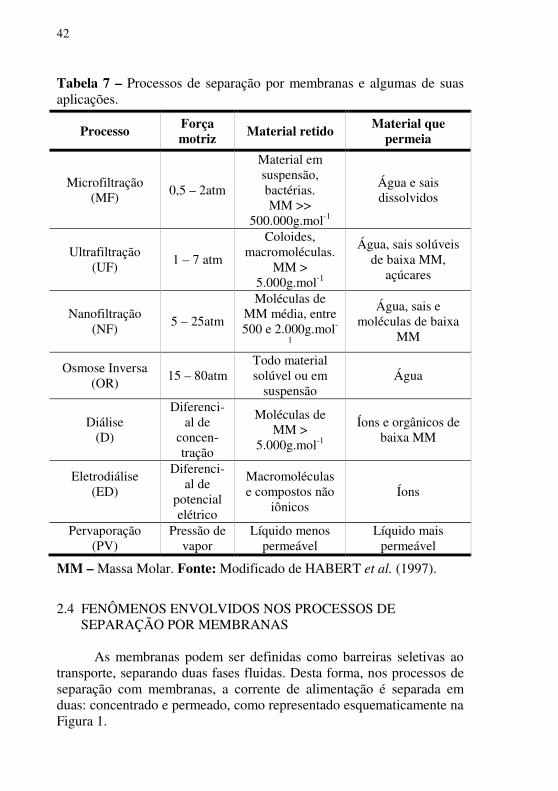
A Tabela 7 apresenta os principais processos de separação por membranas e suas diversas aplicações.
Nanofiltração (NF) é utilizada na separação de partículas como pequenos íons e moléculas orgânicas grandes (acima de 300 g.mol-1) e sais polivalentes (CROSSLEY, 1998 e SANIN, 1997). No tratamento de efluentes têxteis, a nanofiltração é também usada na remoção de corantes.
Ultrafiltração (UF) é utilizada industrialmente em processos de purificação e concentração. O processo permite a passagem de moléculas pequenas e eletrólitos e retém substâncias orgânicas de alta massa molar (g.mol-1) de tamanho de partícula entre 0,05 e 0,15µm (CROSSLEY, 1998). Na indústria têxtil, a utilização da ultrafiltração tem sido utilizada na recuperação de gomas.
Microfiltração (MF) é usada na clarificação ou pré-tratamento, sendo aplicada na remoção da cor aparente, retendo apenas partículas maiores do que 0,1µm.
A filtração por membranas requer um alto investimento que pode ser amortizado em um período relativamente curto quando se pretende recuperar um produto.
42
Tabela 7 – Processos de separação por membranas e algumas de suas aplicações.
Processo Força motriz
Material retido Material que
permeia
Microfiltração (MF)
0,5 – 2atm
Material em suspensão, bactérias. MM >>
500.000g.mol-1
Água e sais dissolvidos
Ultrafiltração (UF)
1 – 7 atm
Coloides, macromoléculas.
MM > 5.000g.mol-1
Água, sais solúveis de baixa MM,
açúcares
Nanofiltração (NF)
5 – 25atm
Moléculas de MM média, entre 500 e 2.000g.mol-
1
Água, sais e moléculas de baixa
MM
Osmose Inversa (OR)
15 – 80atm Todo material solúvel ou em
suspensão Água
Diálise (D)
Diferenci-al de
concen-tração
Moléculas de MM >
5.000g.mol-1
Íons e orgânicos de baixa MM
Eletrodiálise (ED)
Diferenci-al de
potencial elétrico
Macromoléculas e compostos não
iônicos Íons
Pervaporação (PV)
Pressão de vapor
Líquido menos permeável
Líquido mais permeável
MM – Massa Molar. Fonte: Modificado de HABERT et al. (1997).
2.4 FENÔMENOS ENVOLVIDOS NOS PROCESSOS DE SEPARAÇÃO POR MEMBRANAS
As membranas podem ser definidas como barreiras seletivas ao
transporte, separando duas fases fluidas. Desta forma, nos processos de separação com membranas, a corrente de alimentação é separada em duas: concentrado e permeado, como representado esquematicamente na Figura 1.

43
Figura 1 – Representação esquemática do fracionamento de uma solução utilizando permeação seletiva tangencial através de uma membrana.
A separação utilizando membranas pode ocorrer por diferença na interação dos permeantes com o material que forma a membrana (mecanismo de sorção-difusão) ou por exclusão devido à diferença de tamanho entre as partículas ou moléculas. Na primeira situação as membranas são consideradas densas, ou seja, o transporte dos permeantes ocorre por processos difusivos através dos espaços intersticiais (volume livre) do material que forma a membrana. Na segunda situação as membranas são consideradas porosas e o transporte ocorre preferencialmente através dos poros, predominando o mecanismo de transporte convectivo. Desta forma, a aplicação de determinada membrana depende basicamente de sua morfologia e do material que a constitui (BORGES et al., 1997).
Os processos de separação por membranas que utilizam gradiente de pressão como força motriz são classificados de acordo com o tamanho das partículas ou moléculas a serem separadas, como pode ser visualizado na Figura 2. Quanto menor o tamanho destas espécies, menor deve ser o tamanho de poro da membrana e, consequentemente, maior deve ser a diferença de pressão aplicada (BORGES et al., 1997).

44
Figura 2 – Classificação dos Processos de Separação por Membranas. (MM – massa molar). Fonte: BORGES et al.(1997).
A separação por membranas pode ser avaliada em termos de rejeição, fluxo permeado e recuperação de água. A caracterização das membranas quanto ao fluxo permeado é dada através da seguinte relação, apresentada na Equação (1) (MULDER, 1987):
( )∆π∆PLJ p −= (1)
onde J é o fluxo permeado (L.m-2.h-1), Lp é a permeabilidade do solvente, ∆P é a diferença de pressão entre os dois lados da membrana e ∆π é a diferença de pressão osmótica entre os dois lados da membrana.
A seletividade das membranas de separação pode ser avaliada através da rejeição ao soluto R(%) apresentada na Equação (2), dada por:
( )O p
O
C CR (%) 100
Cx
− =
(2)
onde Co e Cp representam a concentração do soluto na alimentação e no permeado, respectivamente.

45
A recuperação é definida como a razão entre as vazões de permeado e da alimentação, expressa em termos de percentagem, de acordo com a Equação (3). Ela é utilizada para descrever a eficiência de operação de um sistema e está relacionada ao potencial de formação de incrustações.
P
A
QRecuperação (%) 100
Qx= (3)
onde QP é a vazão de permeado e QA é a vazão da alimentação.
Quanto mais alta a recuperação, mais alta será a concentração dos solutos rejeitados pela membrana na corrente do concentrado, aumentando o potencial para a formação de colmatagens. Quando não existem meios para se modificar a solubilidade dos sais, como o uso de produtos que evitem as incrustações ou adição de ácidos, haverá um limite de recuperação para a planta de filtração.
A permeação seletiva da água pela membrana leva a um aumento da concentração dos solutos rejeitados próximo a sua superfície, sendo gerado um gradiente de concentração, que atua para que haja a difusão desses solutos de volta para o seio da alimentação. Esse fenômeno é chamado de polarização de concentração.
2.4.1 Polarização de concentração
A polarização de concentração é um fenômeno inerente a todo processo de separação por membranas. Toda vez que os componentes de uma solução permeiam seletivamente através de uma membrana, ocorre um aumento de concentração do soluto com menor permeabilidade na interface membrana/solução.
Na condição de regime permanente, o arraste por convecção dos solutos em direção à superfície da membrana é igual ao fluxo difusivo destes para o seio da solução. Entre as principais consequências do aumento de concentração dos solutos próximo à superfície da membrana está o aumento da pressão da solução nesta região, o que diminui a força motriz e o fluxo do solvente. A maior concentração de soluto também favorece seu transporte através da membrana, contribuindo para redução da seletividade do processo. Este fenômeno é ilustrado esquematicamente na Figura 3.

46
Figura 3 – O fenômeno da polarização de concentração em processos com membranas. Fonte: VARGAS (2006).
Os possíveis efeitos negativos da polarização por concentração são:
• Decréscimo do fluxo permeado devido ao aumento da pressão na superfície da membrana;
• Aumento da passagem de soluto através da membrana;
• Precipitação de soluto se a concentração exceder o limite de solubilidade do sal;
• Favorecimento de incrustações por deposição.
Embora a polarização de concentração seja reversível, a sua
ocorrência pode dar origem a outros tipos de fenômenos que prejudicam irremediavelmente o desempenho da membrana, como Incrustações por deposição, precipitação e bioincrustações.
Em um sistema de filtração por membranas, é comum observar uma queda contínua no fluxo permeado, indicando que outros fenômenos, além da polarização de concentração, devem estar presentes. Em alguns casos, o fluxo permeado fica tão reduzido que inviabiliza a operação. A variação continuada do fluxo permeado com o tempo é atribuída a possíveis alterações na membrana, provocadas pelas espécies presentes na solução processada. Essas alterações, em geral, são relacionadas à formação de incrustação na superfície da membrana (fouling). A Figura 4 ilustra a redução do fluxo permeado provocada pela polarização de concentração e pela formação de incrustação na membrana.

47
Figura 4 – Queda no fluxo permeado causada pela polarização de concentração e pela formação de incrustação. Fonte: VARGAS (2006).
2.4.2 “Fouling”
Os principais problemas operacionais dos processos de separação por membranas são causados por vários tipos de incrustação, que incluem: incrustação por deposição, por precipitação e bioincrustações. A formação das colmatagens aumenta os custos operacionais, pois gera uma maior demanda de energia (pelo aumento da pressão de operação), diminui os intervalos entre as limpezas químicas e reduz significativamente o tempo de vida útil das membranas (SEIDEL e ELIMELECH, 2002).
2.4.2.1 Incrustação por deposição
Habert et al. (2005) relatam que pode ocorrer deposição de materiais sólidos suspensos, gradativamente sobre a superfície da membrana, tais como: coloides, materiais orgânicos, produtos de corrosão, hidróxido de ferro, algas e materiais particulados finos. Estes sólidos podem causar entupimento nos módulos de alimentação das membranas, sendo que muitos destes materiais podem ser extremamente difíceis de remover podendo levar a colmatações irreversíveis, conduzindo à perda do desempenho do sistema de filtração por membrana pela diminuição do fluxo e da rejeição.
2.4.2.2 Incrustação por precipitação
Segundo Vrouwenvelder et al. (2003), a incrustação por precipitação decorre da precipitação de compostos solúveis presentes na

48
alimentação, quando estes atingem o limite de solubilidade. Como o permeado consiste de água com baixa concentração de sal, a concentração de íons na alimentação aumenta. Devido à polarização de concentração, este efeito se intensifica próximo à superfície da membrana, podendo atingir o limite de solubilidade dos sais ou moléculas solúveis e ocorrer a precipitação. Os sais mais comuns de precipitar, em ordem de importância, são: carbonato de cálcio, sulfato de cálcio, complexos de sílica, sulfato de bário, sulfato de estrôncio e fosfato de cálcio.
2.4.2.3 Bioincrustações
As bioincrustações ocorrem devido ao acúmulo de material orgânico na superfície da membrana que resulta na formação de biofilmes (BAKER e DUDLEY, 1998). No caso de processos como osmose inversa e nanofiltração, a formação de biofilme aumenta a resistência ao transporte, reduzindo o fluxo permeado ou levando à necessidade de maior consumo de energia pelo aumento da pressão de operação.
Biofilmes são sistemas muito complexos que consistem em células microbianas e colônias introduzidas em um gel de um polissacarídeo cuja estrutura e composição são funções da idade do biofilme e das condições ambientais (CAMMAROTA, 1998). Eles podem ser formados por vários tipos de organismos, incluindo os patogênicos (NIVENS et al., 1995). Algumas bactérias, como Pseudomonas, Enterobacter, Flavobacterium, Alcaligenes, Staphylococcus e Bacillus, possuem uma forte tendência a formar biofilmes (POULSEN, 1999).
A formação do biofilme é iniciada pela adesão de microrganismos à superfície da membrana, que passa a ser uma superfície condicionada. Ao término do processo de adesão, as células começam a crescer pela conversão de matéria orgânica e outros nutrientes em materiais extracelulares, gerando, por fim, o biofilme.
As substâncias poliméricas extracelulares são misturas de polissacarídeos, proteínas, ácidos nucleicos, lipídeos e outros compostos poliméricos que são encontrados entre as células, os quais são responsáveis pela estrutura e integridade funcional, pois possuem uma estabilidade mecânica e alta densidade de fragmentos celulares (POULSEN, 1999).

49
Mattila-Sandholm e Wirtanen (1992) relatam que a estrutura destes biofilmes depende de alguns fatores, como: composição e rugosidade do suporte; composição e concentração do substrato; mudanças no ambiente (luminosidade, temperatura, pH e concentração de oxigênio); colonização inicial (adesão e desprendimento); interação entre os microrganismos e condições hidrodinâmicas.
Outros parâmetros também podem afetar o desenvolvimento do biofilme, tais como, disponibilidade de nutrientes; temperatura; velocidade e turbulência. O número de Reynolds, ou seja, a velocidade tangencial de escoamento introduz forças de cisalhamento e pode afetar o crescimento do biofilme; uma força de cisalhamento elevada pode aumentar o arraste parcial do biofilme, além de afetar sua morfologia e a densidade (COSTA, 2006). 2.5 AVALIAÇÃO DO DESEMPENHO DAS MEMBRANAS DE
NANOFILTRAÇÃO PARA O TRATAMENTO DE EFLUENTES TÊXTEIS
Na literatura, há uma série de estudos sobre os efeitos das
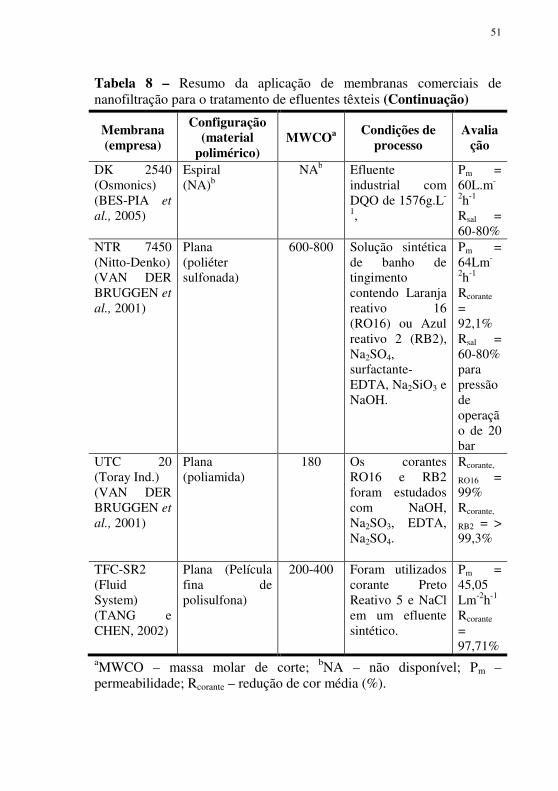
diferentes condições de operação de efluentes têxteis no desempenho da nanofiltração. Estudo em escala laboratorial e piloto indicam um grande potencial do uso da nanofiltração para a reutilização de água e produtos químicos dos efluentes têxteis. A Tabela 8 resume a aplicação de membranas poliméricas comercialmente disponíveis de nanofiltração para o uso de tratamento de efluentes têxteis. Observa-se na Tabela 8 que algumas das membranas comerciais alcançaram a remoção máxima de sais e corante, enquanto outras obtiveram maiores fluxos.

50
Tabela 8 – Resumo da aplicação de membranas comerciais de nanofiltração para o tratamento de efluentes têxteis.
Membrana (empresa)
Configuração (material
polimérico) MWCOa
Condições de processo
Avaliação
MPS 31 (Weizmann) (LOPES et
al., 2005)
Espiral (NA)b
NAb Concentração de corante entre 400-500 mg.L-1, a 60°C e uma pressão de operação de 25 bars. Foram adicionados sais nas soluções nas seguintes concentrações: NaCl (10g.L-1), CaCl2 (10g.L-1) e Na2SO4 (15g.L-1).
Pm = 66,25 Lm-2h-1 Rcorante = 94,9%
NF45 (Dow/film tec) (LOPES et
al., 2005)
Espiral (poliamida)
200 Mesma condição anterior
Pm = 39,2 Lm-2h-1 Rcorante = 92%
DK 1073 (Osmonics) (LOPES et
al., 2005)
Espiral (poliamida)
300 Mesma condição anterior
Pm = 60,25 Lm-2h-1
Rcorante = 94,5%
ATF 50 (Membrane Technology) (CHEN et
al., 1997)
Espiral (película fina de piperazineamida com polisulfona).
340 Foram avaliados dois tipos de efluente industrial, com diferentes DQO e pH para diferentes pressões.e temperatura.
RDQO = 95% para pH 10,2 RDQO = 80,9% para pH 5,5
51
Tabela 8 – Resumo da aplicação de membranas comerciais de nanofiltração para o tratamento de efluentes têxteis (Continuação)
Membrana (empresa)
Configuração (material
polimérico) MWCOa
Condições de processo
Avalia ção
DK 2540 (Osmonics) (BES-PIA et
al., 2005)
Espiral (NA)b
NAb Efluente industrial com DQO de 1576g.L-
1,
Pm = 60L.m-
2h-1 Rsal = 60-80%
NTR 7450 (Nitto-Denko) (VAN DER BRUGGEN et
al., 2001)
Plana (poliéter sulfonada)
600-800 Solução sintética de banho de tingimento contendo Laranja reativo 16 (RO16) ou Azul reativo 2 (RB2), Na2SO4, surfactante-EDTA, Na2SiO3 e NaOH.
Pm = 64Lm-
2h-1 Rcorante = 92,1% Rsal = 60-80% para pressão de operação de 20 bar
UTC 20 (Toray Ind.) (VAN DER BRUGGEN et
al., 2001)
Plana (poliamida)
180 Os corantes RO16 e RB2 foram estudados com NaOH, Na2SO3, EDTA, Na2SO4.
Rcorante,
RO16 = 99% Rcorante,
RB2 = > 99,3%
TFC-SR2 (Fluid System) (TANG e CHEN, 2002)
Plana (Película fina de polisulfona)
200-400 Foram utilizados corante Preto Reativo 5 e NaCl em um efluente sintético.
Pm = 45,05 Lm-2h-1 Rcorante = 97,71%
aMWCO – massa molar de corte; bNA – não disponível; Pm – permeabilidade; Rcorante – redução de cor média (%).

52
2.5.1 Retenção de Corantes pela Nanofiltração
Lopes et al. (2005) relatam que as membranas de nanofiltração como NF 45 e DK 1073 apresentaram um bom desempenho em termos de retenção de cor. A rejeição máxima de cor alcança 99,2% e 99,8%, respectivamente, com uma concentração de corante inicial de 450-500 mg.L-1. Com relação ao desempenho da MPS 31, os resultados de retenção de cor variaram entre 90,1-97,3%. No entanto, em média, o percentual de rejeição de cor da MPS 31 foi ligeiramente superior a NF 45 e DK 1073, conforme pode ser visualizado na Tabela 8. Isto pode ser devido à sua menor massa molecular de corte (MWCO). Por outro lado, Sungpet et al. (2004) atribuem a rejeição de corante para a segunda camada formada pelo corante retido na superfície da membrana, pois a membrana MPF 36 (MWCO 1000), tendo MWCO maior do que MPF 34 (MWCO 200), apresentou uma maior remoção de corante, na presença de um corante reativo e cloreto de sódio. Desta forma concluíram que as camadas secundárias formadas pelo corante podiam ser aplicadas através do efeito Donnan, responsável pela remoção de corante em vez de MWCO da membrana. A camada de incrustações ocorreu devido à absorção do corante sobre a membrana, resultando em um aumento da rejeição do corante.
Tang e Chen (2002) estudaram a retenção de corante utilizando a membrana TFC-SR2. Os autores concluíram que houve um aumento da concentração de corante Preto Reativo 4 gradualmente a partir de 92ppm para 1.583ppm, a rejeição de cor manteve-se constante a uma pressão de alimentação de 5 bar. Isso indica que a rejeição do corante é independente da concentração de corante. Isto também foi verificado por Akbari et al. (2002) e Van der Bruggen et al. (2001). Segundo Akbari et
al. (2002), a rejeição de cor apenas diminui ligeiramente com o aumento da concentração de 2.000ppm para 6.000ppm, para uma pressão de alimentação de 10 bar. Neste caso, eles concluíram que a transferência de massa das moléculas de corante ao longo da membrana era suficiente para evitar o acúmulo de polarização de concentração de corante na superfície da membrana. No entanto, as moléculas de corante foram capazes de induzir a cor na superfície da membrana, o que resultou em fouling (VAN DER BRUGGEN et al., 2005).
Além do estudo sobre o efeito da concentração de corante na remoção da cor, Koyuncu (2002) realizou um estudo para investigar o efeito da concentração salina sobre a rejeição de corante, utilizando a membrana DS5 DK. O autor relata que a menor remoção de cor foi observada com o aumento da concentração de NaCl. Resultados

53
semelhantes também foram relados por Tang e Chen (2002). Ao aumentar a concentração de sal, o efeito Donnan se torna menos eficaz nas membranas carregadas negativamente. Este seria para promover a penetração das moléculas de corante através da membrana e retenção do corante. No entanto, no trabalho de Jiraratananon et al. (2000), foi relatado que a rejeição de corante permanece inalterada em três diferentes membranas de nanofiltração (ES20, NTR-729HF e LES90) na presença de NaCl, o que indica que houve uma retenção do corante vermelho reativo (BeneFIX), dominado principalmente pelo efeito estérico, em vez do efeito Donnan. Isso é devido ao tamanho do raio dos poros destas membranas, que é tipicamente menor do que o raio do corante hidrolisado.
Outras observações foram relatadas por Chakraborty et al. (2003) sobre a retenção de corante utilizando uma membrana de nanofiltração orgânica com MWCO 400. Os autores atribuíram a diminuição da retenção de corante após certo período de estudo ao acúmulo de partículas do soluto sobre a membrana, ocasionando a polarização, aumentando a permeação de solutos por convecção através da membrana.
Além desses efeitos, mais estudos sobre a remoção de cor foram realizados utilizando a membrana de nanofiltração (AKBARI et al., 2002; MO et al., 2008; FERSI et al., 2005; QIN et al., 2007). As pesquisas relatam que a eficiência da remoção de cor também depende de uma série de outros fatores como a caracterização das águas residuárias, as massas moleculares dos corantes utilizados, as condições hidráulicas, fator de redução de volume, temperatura, pH, pressão, etc. 2.5.2 Rejeição de Sal pela Nanofiltração
Os sais mais utilizados pela indústria têxtil são o cloreto de sódio (NaCl) e sulfato de sódio (Na2SO4), os quais são utilizados como agentes eletrolíticos e retardantes durante o processo de tingimento. A quantidade de sal necessária depende das necessidades de cada processo. Para determinar o transporte de sal através de uma membrana é comumente utilizada a Equação 4:
τ
ACKQ s
s
)(∆= (4)

54
onde sQ é o taxa mássica de sal que passa através da membrana, sK é o
coeficiente de permeabilidade da membrana para o sal, C∆ é a diferença de concentração de sal transmembrana entre os dois lados da membrana, A é a área da superfície da membrana e τ é a espessura da membrana. A passagem do sal através da membrana é proporcional à diferença de concentração de sal, mas independente da pressão.
Tang e Chen (2002) relatam que a diminuição na rejeição de sal ocorre com o aumento da concentração de sal. Sais inorgânicos, como o NaCl, podem ser completamente ionizados em Na+ e Cl- em ácido ou água pura. Como o aumento da concentração de sal, aumenta a concentração de Na+ e, com base no princípio do efeito de Donnan, a força repulsiva da carga negativa da membrana diminui com o aumento da concentração de eletrólito. A baixa força repulsiva significa uma menor resistência à passagem dos ânions Cl- através da membrana e, portanto, a rejeição de sal é reduzida.
Além disso, a maior concentração de sal pode levar a uma acumulação da polarização de concentração na superfície da membrana, resultando em menor fluxo e separação. Shu et al. (2005) atribuíram a redução da rejeição de NaCl ao aumento da concentração de NaCl no sentido de proteção. O efeito indesejável de polarização de concentração, no entanto, pode ser minimizado através da manutenção de um alto de fluxo da fase líquida ao longo da membrana e da aplicação de promotores de turbulência (espaçadores) entre as membranas (BITTER, 1991).
Uma superfície neutra da membrana apresenta uma rejeição menor de sal, quando comparada com uma membrana com carga, para um determinado tamanho de poros. O mecanismo de rejeição de sal é principalmente baseado no efeito estérico da superfície neutra da membrana. A exclusão de Donnan, no entanto, desempenha um papel importante na retenção de sal em membranas carregadas negativamente. 2.6 PRÉ-TRATAMENTO
A escolha adequada do pré-tratamento dependerá das características intrínsecas de cada caso em particular. A etapa de caracterização da corrente aquosa é fundamental para a seleção do processo de pré-tratamento mais adequado a ser utilizado. Segundo Wend et al. (2003), o pré-tratamento é de suma importância para a manutenção da eficiência e desempenho das membranas e, em muitos

55
casos, determina o comportamento da planta industrial. Há dois fatores que devem ser considerados na escolha do pré-tratamento:
• Se a membrana e a corrente de alimentação não forem compatíveis, o desempenho da membrana será aquém do esperado;
• Muitos sistemas com membranas têm uma quantidade substancial de sólidos suspensos e/ou íons e particulados que podem precipitar na superfície da membrana durante o processo de permeação. O principal objetivo do pré-tratamento é fazer com que a corrente de alimentação não contenha quantidades significativas de sólidos suspensos ou espécies que possam precipitar na superfície da membrana.
Assim há três regras que devem ser seguidas para que a planta
industrial tenha um bom desempenho: remoção dos sólidos suspensos; remoção dos oxidantes e prevenção das precipitações na superfície das membranas.
Algumas estratégias de pré-tratamento estão sugeridas na Tabela 9.
Tabela 9 – Estratégia de pré-tratamento para o processo de filtração por membranas
Estratégia Ações
Aumento da solubilidade Controle de pH, temperatura de complexantes
Retardo da precipitação Uso de anti-incrustantes Remoção dos íons de baixa solubilidade
Abrandadores
Remoção de sólidos suspensos Filtros, centrífugas/decantadores, precipitação, sedimentação, floculação
Remoção de solventes orgânicos Destilação Controle de microrganismos Pasteurização, esterilização e
tratamento químico Remoção de sólidos orgânicos dissolvidos
Nanofiltração e Ultrafiltração (remoção de ácidos húmicos ou fase orgânica emulsionada)
Fonte: WEND et al. (2003).
56
Os materiais que podem depositar na superfície das membranas de filtração são vastos, sendo compostos por partículas inorgânicas (óxidos metálicos, coloides, etc.), matéria orgânica, e bactérias, fungos, algas e protozoários. A quantidade e extensão das colmatagens são fortemente relacionadas com a qualidade da alimentação (WEND et al.,
2003). O mecanismo de incrustação de proliferação dos microrganismos
nos biofilmes nas superfícies da membrana é a combinação destes efeitos mais comuns os quais são responsáveis pela queda na eficiência das membranas. Em contrapartida, o controle pode ser feito por:
• Tratamento físico e/ou químico para remoção ou estabilização de particulados e/ou íons;
• Aumento da periodicidade nas limpezas das membranas;
• Desenvolvimento de membranas com menor potencial de colmatação através da modificação das propriedades físico-químicas de sua superfície;
• Aplicação de biocidas.
Há uma variedade de possíveis pré-tratamentos para o processo
de filtração por membranas, porém nenhum deles irá eliminar completamente as incrustações nas membranas.
Considerando-se estes aspectos, a análise físico-química da alimentação torna-se importante, principalmente no que se refere à análise dos tipos de ânions e de cátions presentes, uma vez que, a partir destas análises, é possível predizer o potencial de ocorrência de incrustação por precipitação. Na Tabela 10 estão apresentados os parâmetros físico-químicos mais importantes que devem ser considerados na análise da alimentação da membrana.
Uma vez que as propriedades da alimentação são conhecidas, é possível escolher os métodos de pré-tratamento mais adequados, a fim de que os fenômenos de colmatagens sejam minimizados no decorrer da operação dos processos de separação por membranas.
Um pré-tratamento pode ser necessário quando a alimentação contém substâncias que afetam a integridade física da membrana, tais como ácidos, bases, cloro livre, bactérias e oxigênio livre. A Figura 5 destaca as substâncias que geram problemas nos processos de separação por membranas por alteração das propriedades seletivas das membranas.

57
Tabela 10 – Parâmetros físico-químicos mais importantes para a análise de alimentação da membrana.
Temperaturas máxima e mínima (ºC)
pH Condutividade (µS.cm-1)
Concentração de íons (mg.L-1):
Cátion Ânion Na+ Cl-
K+ SO42-
Ca2+ NO3-
Mg2+ PO43-
NH4+ HCO3
-
Fe 2+ F-
Mn4+ CO32-
Sr2+
SiO2 (mg.L-1) CO2 livre (mg.L-1L)
O2 livre (mg.L-1) Cloro livre (mg.L-1L)
Sólidos totais dissolvidos (mg.L-1)
Fonte: Rautenbach e Albrecht, (1989).
Figura 5 – Substâncias que causam danos às membranas. Fonte: Adaptada de Rautenbach e Albrecht (1989),

58
No entanto, por melhor que seja o pré-tratamento, ao longo da operação haverá um decaimento no fluxo permeado fazendo-se necessária a realização de limpezas químicas para a recuperação do fluxo permeado.
Considerações
Desde os primeiros relatos do uso de pré-tratamento para a redução de incrustações e o aumento do tempo útil das membranas, há vários estudos com tratamentos físico-químicos e utilização das próprias membranas como pré-tratamento.
Fabris et al. (2007) relatam em seus estudos uma combinação de pré-tratamento com a finalidade de reduzir o material orgânico natural da microfiltração de escala laboratorial, sendo que o tratamento inclui adsorvente industrial e carvão ativado, bem como a coagulação com alumínio. Os resultados obtidos demonstraram que os pré-tratamentos, que reduzem a maioria dos materiais de alta massa molar (g.mol-1) e o carbono orgânico total, minimizam as colmatagens, porém os processos que reduzem totalmente os carbonos orgânicos totais, mas não conseguem eliminar os componentes coloidais, foram incapazes de impedir as colmatagens.
Avlonitis et al. (2008) avaliam o uso da nanofiltração no efluente da indústria têxtil de algodão, onde há uma grande concentração de sais e matérias orgânicas, que acaba dificultando o seu tratamento. Escolheram este processo a fim de reduzir a quantidade de escoamento da água e ao mesmo tempo para a reutilização da água tratada. Foi utilizada a membrana de nanofiltração TRISEP (4040-XN45-TSF), conseguindo retirar completamente a coloração do efluente e reduzir em mais de 72% a concentração total de sal, e eliminando o teor de matéria orgânica do efluente.
Gozálvez-Zafrilla et al. (2008) apresentam em seus estudos o tratamento direto com o uso da nanofiltração e a nanofiltração após o pré-tratamento com a ultrafiltração nos efluentes da indústria têxtil após o tratamento biológico. Este efluente possuía altos valores de DQO e de sólidos totais dissolvidos (STD). Com a finalidade de verificar a possibilidade de reutilização de águas residuárias têxteis, os autores avaliaram três diferentes membranas de nanofiltração (NF 90, NF 200, NF 270). Como resposta do estudo foi avaliado o fluxo permeado, retenção de sal e redução de DQO. A NF 90 foi a que apresentou o melhor resultado, com 99% de redução de DQO e a maior retenção de sal em escala laboratorial. Após este estudo foi avaliado em conjunto o

59
uso de ultrafiltração e nanofiltração. Os autores obtiveram um aumento de 50% no fluxo permeado e uma redução de 40% de DQO na nanofiltração.
Fersi e Dhahhi (2008) relatam que o tratamento de águas residuárias por processo de separação por membrana apresenta algumas limitações, como as incrustações o que acarreta um declínio rápido no fluxo. Este processo afeta sua eficiência através do bloqueamento ou formação de uma camada gel em cima dos poros das membranas. A fim de limitar o efeito destas colmatações, os autores estudaram uma combinação entre os dois processos de membrana, ou seja, utilizaram a ultrafiltração como tratamento prévio para o processo de nanofiltração. Apresentaram uma comparação do uso direto da nanofiltração e a combinação entre ultrafiltração/nanofiltração. Os resultados experimentais mostraram que a combinação de ultrafiltração/nanofiltração melhorou a qualidade do permeado através do aumento da retenção dos parâmetros avaliados, onde a retenção de cor foi de 95%, a retenção de sais dissolvidos, em torno de 80% e a retenção dos íons bivalentes, cerca de 95%. Esta combinação melhorou a eficiência no tempo de utilização da membrana.
2.7 LIMPEZA
Com a frequência indicada para cada caso e com o procedimento
correto de limpeza, muitos incrustantes podem ser removidos da superfície da membrana. A camada de incrustantes na superfície da membrana ou sua presença nos espaçadores existentes nos elementos de membrana, em espiral, pode diminuir a retro-difusão dos sais para o seio da solução (BYRNE, 2002).
Os procedimentos de limpeza apropriados são vitais para manter o desempenho das membranas de filtração. Normalmente, a necessidade de uma limpeza é indicada pela redução no fluxo do permeado. Uma modificação de 10-15% reduzindo o fluxo permeado, ou a redução da rejeição salina; aumentando a perda de carga ou a pressão de alimentação, podem ser um indicativo da necessidade da realização da limpeza da membrana (AL-AHMAD et al., 2000).
O procedimento para redução de bioincrustações consiste na adição de biocidas ou aplicações intermitentes de biocidas em pequenas quantidades. O método mais utilizado e eficaz e de custo baixo para a remoção dos microrganismos é a cloração, porém como a maioria das membranas poliméricas têm baixa resistência ao cloro, seu excesso

60
precisa ser removido, por meio de adsorção em carvão ativado ou pela adição do bissulfito de sódio (MEYER, 2003).
Segundo Rautenbach e Albrecht (1989), as membranas devem ser submetidas a uma limpeza periódica para eliminação dos sais precipitados e dos sólidos depositados nas suas superfícies. Levando em consideração o composto que se deposita sobre a membrana, esta deve ser submetida a uma limpeza com uma solução ácida (por exemplo, quando o sal depositado é o carbonato de cálcio - CaCO3) ou com uma solução básica (por exemplo, quando a alimentação contém sílica).
A análise físico-química da alimentação e do concentrado, bem como a inspeção visual da superfície da membrana utilizada, após sua utilização no processo de separação são ferramentas que auxiliam a busca do produto de limpeza mais adequado para a remoção das colmatagens. O procedimento de limpeza adotado é considerado eficiente quando o fluxo permeado é recuperado, ou seja, quando este atinge um valor próximo ao seu valor no início do processo de separação.
A base mais comumente empregada para a limpeza das membranas é o hidróxido de sódio (NaOH), sendo que o ácido cítrico (C6H8O7) é o ácido mais utilizado, uma vez que ele também é capaz de atuar como agente quelante. Na Tabela 11 está apresentada uma síntese dos principais agentes que promovem a ocorrência de colmatações por precipitação e por deposição na superfície das membranas, bem como as formas de remoção (WILBERT et al., 1998). Tabela 11 – Formas de remoção dos agentes causadores de incrustações por deposição e precipitação, sobre as membranas
Agente Remoção
Substâncias inorgânicas Solução ácida Métodos físicos (ultrassom, magnético e hidrodinâmico)
Substâncias orgânicas (ácidos húmico e fúlvico)
Solução básica Detergente
Coloides (sílica, hidróxidos, óxidos)
Solução básica Detergente
Bactérias, algas e fungos Solução básica Detergente Enzimas
Fonte: WILBERT et al. (1998).

61
Segundo Madaeni e Mansourpanah (2004), a limpeza das membranas é um passo essencial para a manutenção da permeabilidade e seletividade do processo de membranas. A limpeza deve remover os depósitos e restituir as características iniciais da membrana de fluxo e rejeição. No entanto, a escolha dos métodos de limpeza e dos agentes químicos depende da configuração do módulo, resistência da membrana e natureza dos incrustantes. O melhor método para avaliação da composição do depósito presente na membrana é a necropsia, que é uma análise destrutiva.
As técnicas de limpeza para restauração das membranas são divididas em duas categorias: limpezas físicas, as quais são baseadas em tratamentos mecânicos, como a remoção dos incrustantes da superfície da membrana por deslocamento; limpezas químicas, que dependem estritamente das reações químicas dos agentes de limpeza com os incrustantes para removê-los da superfície da membrana e limpezas físico-químicas.
Há dados na literatura, para se obter uma limpeza efetiva, é aconselhável haver alta quantidade de líquido (1:50 – 1:6000), pois assim haverá formação de bolhas, aumentando o efeito das forças mecânicas na superfície. Porém, o ajuste ótimo da relação líquido/gás depende do espaço existente no módulo, definido pelos espaçadores.
Outros fatores influenciam na eficácia da limpeza da membrana, tais como, a turbulência, que atua na superfície como força mecânica; tensão superficial, sendo adicionados surfactantes para diminuir a tensão, diminuindo desta forma a adesão de depósito na superfície da membrana; viscosidade, sendo que a alta viscosidade dificulta a limpeza; e pH, pois para cada tipo de membrana há um pH ótimo que auxilia na limpeza.
A indústria têxtil apresenta uma grande variedade de insumos em seus efluentes, podendo variar de empresa para empresa como o período de fabricação de seus artigos, sendo que muitos destes insumos podem ser reaproveitados no processo fabril. Para este reúso optou-se pelo uso do processo de separação por membranas. Os parâmetros serão analisados para uma configuração para se verificar se haverá ou não a necessidade de pré-tratamento para o uso com as membranas, bem como a limpeza para que mantenha o desempenho da membrana estável.


3. MATERIAIS E MÉTODOS
Neste capítulo são apresentados os materiais e métodos utilizados nos testes, os equipamentos utilizados nos ensaios de ultrafiltração e nanofiltração e, em seguida, as análises das amostras de permeado e efluente. A parte experimental de bancada, do presente trabalho, foi realizada no Laboratório de Transferência de Massa – LABMASSA – do Departamento de Engenharia Química e Engenharia de Alimentos do Centro Tecnológico da Universidade Federal de Santa Catarina e os testes em escala piloto foram realizados em diversas empresas do Vale do Itajaí (SC), Coteminas S.A., Buettner, Brandili, as quais são financiadoras do projeto INOTÊXTIL/FINEP.
Na Figura 6 é apresentado um fluxograma sobre as análises e procedimentos experimentais realizados nas empresas e no laboratório.
Figura 6 – Fluxograma dos experimentos realizados em laboratório e nas unidades pilotos.
Planejamento
Escala Laboratorial Escala Piloto
Análise dos principais parâmetros
NF
Análise de sais sobre
UF
Testes de configurações
Avaliação de Sais
Efluente
Sintético Real
Tingimento

64
3.1 MATERIAIS 3.1.1 Membranas
Foram utilizadas membranas comerciais de nanofiltração (DK) e Ultrafiltração (GK), membranas de poliamida de GE Osmonics®, de configuração plana para os testes com unidade laboratorial e três membranas de configuração espiral: microfiltração, ultrafiltração e nanofiltração para testes com as unidades pilotos. A Tabela 12 apresenta as características de cada membrana utilizada nos ensaios laboratoriais e pilotos.
Tabela 12 – Características das membranas usadas neste trabalho.
Tipo de Membrana
Indústria Material Estrutura aMWCO, Unidade
bDK Osmonics Poliamida Plana N/A Bancada cGK Osmonics Poliamida Plana 2000 Bancada bNF Osmonics Poliamida Espiral N/A Piloto
cUF – 1 Osmonics Poliamida Espiral 10.000 Piloto cUF – 2 Osmonics Poliamida Espiral 30.000 Piloto
a Massa molar de corte; bMembrana de nanofiltração; cMembrana de ultrafiltração.
3.1.2 Reagentes
Durante os testes laboratoriais foram utilizados diferentes reagentes químicos para modificar as propriedades físico-químicas dos efluentes e suas composições, com o intuito de se observar a influência de fatores relevantes que afetam o processo durante a filtração, e substâncias químicas auxiliares para o processo de tingimento de tecido de algodão:
• Ácido Acético Glacial – CH3COOH (grau de pureza de 99,7 % - Biotec);
• Cloreto de sódio – NaCl (grau de pureza de 99,5% - Quimex);
• Hidróxido de Sódio – NaOH (grau de pureza de 99% - Reagen e Industrial);

65
• Carbonato de Sódio – Na2CO3 (industrial);
• Silicato de Sódio – Na2SiO3 (grau de pureza de 100% - Vetec);
• Sulfato de Sódio – Na2SO4 (grau de pureza de 99% - Nuclear);
• Antiquebra, emulgador e dispersante (Industrial).
• Corantes reativos: Azul Turquesa Remazol G, Amarelo Remazol GR, Azul Lanaset 2R; Preto Remazol B; Vermelho Remazol RR, Laranja Remazol 3R.
3.1.3 Equipamentos e dispositivos utilizados nos experimentos
A célula de filtração foi utilizada em fluxo perpendicular, e projetada para os experimentos de bancada, conforme ilustrado na Figura 7. A célula possui volume interno de 387cm3, podendo comportar uma membrana com a área filtrante de 10,2cm2. A célula foi confeccionada em aço inoxidável AISI 316, material resistente que suporta altas pressões, necessárias para o processo de separação. A temperatura do processo foi mantida constante pela circulação de água de um banho termostatizado através da camisa da célula.
(a) (b)
Figura 7 – Fotografia da (a) da unidade experimental utilizada nos experimentos de bancada, (b) componentes da célula de filtração.

66
A unidade também apresenta um sistema de agitação magnética desenvolvido para ficar suspenso no meio do líquido, proporcionando uma agitação uniforme e não havendo a necessidade de colocar uma barreira entre o sistema de agitação e a membrana, evitando que o contato com a membrana pudesse danificá-la. A pressão do sistema foi exercida pela introdução de nitrogênio comercial. Foi utilizado um manômetro, com limite de pressão de 70,0 kgf.cm-2, para o controle da pressão no sistema. A unidade piloto de fluxo tangencial foi projetada pela Empresa Membrasep, conforme ilustrado na Figura 8. O vaso onde fica localizada a membrana espiral foi confeccionado em aço inoxidável, possui uma bomba centrifuga para auxiliar na alimentação, bem como promover a pressão interna na unidade, possui dois rotâmetros, um para o concentrado e outro para o permeado, duas válvulas de três vias (alimentação e concentrado), manômetro, termômetro, válvula de reciclo e uma válvula para controlar a saída de concentrado, bem como a pressão do sistema. Este sistema foi projetado para as membranas de MF, UF e NF
(a) (b)
Figura 8 – Fotografia da Unidade Piloto (a) parte frontal (b) parte traseira. (Equipamento adquirido da empresa Membrasep).
Bomba
Pré-filtro
Pré-filtro
Saída do permeado
Saída de concentrado
Válvula de alimentação
Vaso de filtração
67
3.2 ANÁLISES DE CARACTERIZAÇÃO DO EFLUENTE
Todas as análises realizadas seguiram as normas do “Standard
Methods for Examination of Water and Wastewater” (APHA, 1995).
3.2.1 Determinação espectrofotométrica
Foram realizados dois procedimentos para a medida de cor uma através da redução da cor a qual foi avaliada em termos da redução percentual da área espectral, integrada entre os comprimentos de onda de interesse (190-700nm). A presença do corante foi determinada por espectrofotometria em um espectrofotômetro UV mini 1240 Shimadzu. Os resultados de reduções dos compostos indesejáveis foram calculados em função da absorbância inicial do efluente e a absorção da amostra após a filtração. O segundo método utilizado foi pelo padrão Pt-Co.
3.2.2 Determinação da condutividade
A condutividade foi determinada por um condutivímetro – Tecnopen, sendo mensurada em µS.cm-1, medida diretamente à temperatura ambiente. As condutividades dos efluentes estudados estão relacionadas diretamente com a presença dos eletrólitos, álcalis e ácidos utilizados na correção do pH da solução. 3.2.3 Determinação do pH
O pH das amostras (alimentação e permeado) foi medido à temperatura ambiente utilizando-se um pHmetro, Quimis, modelo Q-400M2. Para a modificação do pH, foram utilizadas soluções de carbonato de sódio e ácido acético nos testes com efluentes sintéticos. 3.2.4 Demanda química de oxigênio
O método utilizado para determinação da DQO baseia-se na oxidação química da matéria orgânica por dicromato de potássio a altas temperaturas em meio ácido com a utilização de um catalisador (sulfato de prata). Esse método foi adotado devido à capacidade de suportar a interferência das altas concentrações de cloretos (6 g.L-1) e por necessitar de um volume pequeno de amostra, consequentemente, gerando um menor volume de resíduo.

68
As análises foram realizadas adicionando-se ao frasco de digestão 2,5mL de amostra, 1,5mL de solução digestora contendo dicromato de potássio, ácido sulfúrico e sulfato de mercúrio, e 3,0mL de solução catalítica de sulfato de prata em ácido sulfúrico. A função do sulfato de mercúrio é evitar a possível interferência de substâncias como cloretos. A mistura é aquecida a 140 ± 2ºC por 120 minutos. Após o resfriamento, a absorbância é medida em 600nm.
A DQO da amostra é obtida por interpolação na curva analítica, expressa em mgO2.L
-1, preparada a partir de padrão de biftalato de potássio na faixa compreendida entre 0 e 1000 mgO2.L
-1. Para amostras com DQO superior a 800 mgO2.L
-1 foram utilizadas alíquotas diluídas. Através da análise de DQO, é possível avaliar a quantidade total
de matéria orgânica presente no efluente, que é responsável pela poluição ambiental, quando despejado em cursos d’água. Sabendo-se o valor da DQO do efluente antes e após a nanofiltração, obtém-se a percentagem de redução da mesma. 3.2.5 Determinação de sólidos totais
Na determinação de sólidos totais, os resultados são expressos em
mg.L-1. Inicialmente tara-se até massa constante as cápsulas de porcelana, submetidas à temperatura de 110ºC (cápsulas vazias). Após a adição de 2,50 mL de amostra, estas são postas em estufa a 110ºC por 60 minutos. Após são resfriadas até à temperatura ambiente em dessecador e pesadas em balança analítica com precisão. A diferença entre a massa da cápsula mais amostra e da cápsula vazia está diretamente relacionada com o teor de sólidos totais, conforme apresentado na Equação 5.
( )V
1000 x M M ST BA −
= (5)
onde: ST – sólidos totais (mg.L-1); MA – massa do cadinho seco (mg); MB – massa do cadinho + massa da amostra após a secagem (mg); V – volume da amostra (mL). 3.3 ENSAIOS LABORATORIAIS
Os ensaios de nanofiltração e ultrafiltração foram realizados na
célula de filtração às pressões de 20 e 10 kgf.cm-2, respectivamente, com

69
agitação magnética. Todas as membranas utilizadas foram condicionadas antes dos experimentos através de filtração de água destilada.
Em intervalos regulares de tempo, amostras de permeado foram coletadas e pesadas em balança analítica para a quantificação do fluxo permeado, expresso em L.h-1.m -2, sendo conveniente expressá-lo desta forma, para que se possa comparar a permeabilidade de membranas com áreas distintas (PETRUS, 1997). Também foram coletadas amostras antes do início e no final dos experimentos, para verificação da redução da concentração do corante.
3.3.1 Condicionamento da membrana
O condicionamento da membrana, neste caso, é uma etapa
importante processo de filtração, pois durante o condicionamento a membrana sofre o efeito da compactação, que consiste em um “esmagamento” da região esponjosa da mesma, assim provocando uma queda significativa no fluxo permeado nos primeiros instantes.
Depois de realizado o condicionamento da membrana por 4 horas, ela estará apta ao uso. Se a membrana não for usada imediatamente deve-se deixá-la na célula submersa em água, pois se ela “secar” retornará parcialmente à sua forma original, havendo assim a necessidade de realizar novamente a sua compactação. A pressão utilizada para o condicionamento foi a mesma que se aplicou no experimento.
3.3.2 Limpeza das membranas
A limpeza das membranas é de fundamental importância, tendo como objetivo eliminar a camada de gel e a incrustação, restaurando parcial ou totalmente o fluxo permeado original. Neste trabalho, após os ensaios de ultrafiltração e nanofiltração, foi realizada a limpeza da membrana somente com água destilada a uma pressão de 20 kgf.cm-2, por um período de 30 minutos. Este tipo de limpeza foi utilizado para as unidades de bancada, pois os corantes utilizados na indústria têxtil têm um forte caráter hidrofílico podendo assim ser parcialmente ou totalmente retirados da membrana.
Para as unidades pilotos, a limpeza foi realizada da seguinte forma: inicialmente era utilizada água limpa (água industrial), deixando-se recircular por 5 minutos e de repouso por 15 minutos, repetindo este

70
processo quatro vezes. Em seguida, foi repetido o processo anterior com uma solução ácida (pH = 4,0) e básica (pH = 10,0). 3.4 AVALIAÇÃO DE PARÂMETROS
Inicialmente avaliaram-se os parâmetros como temperatura, pH, concentração de sais, umectantes, dispersantes, diferentes tipo de corante com a finalidade de verificar a influência dos mesmos sobre a membrana de nanofiltração.
Os efluentes utilizados neste trabalho foram efluentes sintetizados em laboratório para obter-se um alto grau de repetibilidade durante os ensaios preliminares, pois os efluentes industriais possuem características diversas devido às substâncias que cada indústria utiliza e do método empregado. Para a fabricação dos efluentes sintéticos foram utilizados os seguintes corantes: Turquesa Remazol G, Amarelo Remazol GR, e Azul Lanaset 2R, todos na concentração 0,1g.L-1 em água destilada, sendo os primeiros dois corantes reativos e, o último, um corante ácido. As Figuras 9 a 11 apresentam a estrutura dos corantes.
Figura 9 – Estrutura do corante reativo Turquesa Remazol G, massa molar 996 g.mol-1.

71
Figura 10 – Estrutura do corante reativo Amarelo Remazol GR, massa molar 563 g.mol-1.
Figura 11 – Estrutura do corante ácido Azul Lanaset 2R, massa molar 472 g.mol-1.
3.4.1 Influência da temperatura
Para verificar a influência da temperatura no fluxo permeado utilizou-se a membrana DK e uma solução com corante Turquesa Remazol G na concentração de 0,1 g.L-1. Normalmente o efluente é gerado na tinturaria à temperatura de 80-90ºC, podendo ser tratado quando estiver à temperatura de 45ºC, sem degradar a membrana (JULIANO, 2004). Foram investigadas duas temperaturas: 20°C e a 45ºC. 3.4.2 Influência do pH
Para determinar a influência do pH no fluxo permeado utilizou-se
a membrana DK e um efluente com corante Turquesa Remazol G na concentração de 0,1 g.L-1. Os efluentes foram preparados e ajustados a valores de pH entre 3,0-12,0, em meio tamponado.

72
3.4.3 Influência de substâncias auxiliares
Para determinar a influência de substâncias auxiliares no fluxo permeado utilizou-se a membrana DK e um efluente com corante Turquesa Remazol G na concentração de 0,1 g.L-1. Foram testadas soluções contendo de 20,0-30,0 g.L-1 de cloreto de sódio (NaCl); 1,0-2,0 g.L-1 de umectante; e 1,0-2,0 mL.L-1 de agente dispersante. Os testes com aditivos foram avaliados separadamente, nas temperaturas de 20°C e a 45ºC. 3.4.4 Testes comparativos para diferentes corantes
Para verificar a influência de diferentes corantes sobre a membrana, utilizou-se a membrana DK e efluentes com diferentes corantes: Turquesa Remazol G, Azul Lanaset 2R e Amarelo Remazol GR, todos na concentração de 0,1 g.L-1. Nestes efluentes também foram adicionados os aditivos a fim de verificar a influência dos mesmos (20,0 g.L-1 de cloreto de sódio, 1,0 mL.L-1 de agente dispersante, 2,0 g.L-1 de agente umectante) na eficiência do processo. 3.5 AVALIAÇÃO DA INFLUÊNCIA DE DIFERENTES TIPOS DE
SAIS SOBRE A MEMBRANA DE ULTRAFILTRAÇÃO
Com o objetivo de avaliar a influência de sais na remoção de cor de efluentes têxteis, pelo processo de separação por membranas, foram realizados ensaios em batelada em uma célula de separação por membranas. Os ensaios foram realizados com membrana de ultrafiltração, marca Osmonics, modelo Sepa CF TF (Thin Film) UF GK, com ponto de corte de 2000 g.mol-1.
Para estes ensaios experimentais, foram utilizados: o cloreto de sódio (NaCl), silicato de sódio (Na2SiO3), sulfato de sódio (Na2SO4) e o corante Preto Remazol B, optou-se por este corante ser o mais utilizado nas indústrias em questão. A fórmula estrutural do corante Preto Remazol B é apresentada na Figura 12.
Figura 12 – Formula estrutural do corante reativo Preto Remazol B, massa molar 995 g.mol-1.

73
Os seguintes parâmetros foram investigados nos experimentos realizados: redução de cor relativa, redução de DQO, fluxo (L.h-1m-2), pH e condutividade. As seguintes concentrações de corante e sal, para cada um citado anteriormente, foram utilizadas nos testes realizados: corante [0,5, 2,75 e 5,0 g.L-1] e para o sal [5,0, 27,5 e 50,0 g.L-1], conforme pode ser visualizado na Tabela 13. Os ensaios foram realizados em duplicata e para cada tipo de sal foi seguido o mesmo planejamento.
Tabela 13 – Planejamento experimental para avaliação da influência do sal e corante, sobre a ultrafiltração
Ensaios [corante] (g.L-1) [Sal] (g.L-1)
1 +1 5,00 +1 50,00 2 +1 5,00 -1 5,00 3 -1 0,50 +1 50,00 4 -1 0,50 -1 5,00 5 +1 5,00 0 27,50 6 -1 0,50 0 27,50 7 0 2,75 +1 50,00 8 0 2,75 -1 5,00 9 0 2,75 0 27,50
3.6 CONFIGURAÇÃO DO SISTEMA DAS UNIDADES PILOTOS
Foram realizados testes de configuração do sistema das unidades pilotos, com o intuito de verificar a melhor configuração para os testes. Nas Figuras 13 e 14 são apresentadas esquematicamente as configurações propostas para realização desta etapa do trabalho. Foi utilizado o processo de separação por membranas em série. Para a realização deste teste foi utilizado um efluente industrial real de coloração rosa da empresa Brandili, resultado de várias misturas do banho de lavação. Foram avaliados os parâmetros de DQO, cor aparente e sólidos totais, foram retiradas amostras periodicamente para análises dos parâmetros. Foram utilizadas as seguintes configurações: descartando o concentrado (DC), recirculando o concentrado para o tanque de alimentação (RC), recirculando o concentrado para o tanque de alimentação e com reciclo interno a uma vazão constante (RC+C-V), recirculando o concentrado para o tanque de alimentação e com reciclo interno a uma pressão constante (RC+C-P).

74
Figura 13 – Esquema do processo de filtração por membranas, descartando o concentrado (DC). 1 – tanque de alimentação da ultrafiltração; 2 – bomba centrifuga; 3 – unidade de ultrafiltração; 4 – tanque de permeado da ultrafiltração e de alimentação da nanofiltração; 5 – unidade de nanofiltração; 6 – tanque de permeado da nanofiltração; 7 – válvula de controle do concentrado e de pressão; 8 – manômetro do concentrado; 9 – manômetro do permeado; 10 – tanque de descarte do concentrado.
Figura 14 – Esquema do processo de filtração por membranas para as configurações de recirculação do concentrado no tanque de alimentação (RC), recirculação do concentrado no tanque de alimentação com reciclo interno na unidade de filtração à pressão e/ou vazão constante (RC+C-V e/ou RC+C-P). 1 – tanque de alimentação da ultrafiltração; 2 – bomba centrifuga; 3 – unidade de ultrafiltração; 4 – tanque de descarte do permeado da ultrafiltração e alimentação da nanofiltração; 5 – unidade de nanofiltração; 6 – tanque de descarte do permeado da nanofiltração; 7 – válvula de controle do concentrado e da pressão; 8 – manômetro do concentrado; 9 – manômetro do permeado.

75
3.7 AVALIAÇÃO DE PARÂMETROS SOBRE AS UNIDADES PILOTOS
Nesta fase, o trabalho foi dividido em quatro etapas: para a
primeira etapa de ensaios foram avaliados os efeitos (permeação) dos sais sobre a membrana de ultrafiltração e nanofiltração, avaliando a remoção de cor, DQO e sólidos totais; para a segunda etapa foi utilizado um banho modelo da água de tingimento de tecido de algodão, avaliando a remoção de sólidos totais, sólidos fixos, sólidos voláteis, pH, condutividade, DQO e cor; para terceira etapa foram utilizados efluentes reais da indústria têxtil com a finalidade de verificar qual água que poderia influenciar sobre o desempenho da membrana e para quarta etapa foram realizados tingimentos para verificar o reúso das mesmas. 3.7.1 Avaliação da influência do sal, barrilha e corante sobre o
desempenho das unidades pilotos
Para estes ensaios nas unidades de ultrafiltração e nanofiltração, foram utilizados efluentes sintéticos com retorno do concentrado ao tanque de alimentação, conforme ilustra a Figura 13, utilizando as seguintes condições:
• Água + cloreto de sódio (10g.L-1); • Água + cloreto de sódio (10g.L-1) + carbonato de sódio (5g.L-1); • Água + cloreto de sódio (10g.L-1) + carbonato de sódio (5g.L-1)
+ corante preto Remazol G (2,8g.L-1).
Os ensaios tiveram a finalidade de verificar a influência destes parâmetros sobre o processo de separação na unidade de nanofiltração, avaliando-se os parâmetros sólidos totais e fluxo de permeado. A opção por efluentes sintéticos se deve à facilidade no controle dos parâmetros de composição do efluente na entrada do sistema de separação por membranas. 3.7.2 Efluente modelo utilizando corantes reativos
Foi realizada uma sintetização de um efluente modelo resultante do banho de tingimento com um corante reativo. Neste banho levou-se em conta que apenas 10% do corante reativo e 100% dos auxiliares permanecem no banho após o processo de tingimento, considerando que os produtos auxiliares não se fixam à fibra. A composição do banho é apresentada na Tabela 14.

76
Tabela 14 – Composição do banho simulado com corante reativo.
Componente Químico (gL-1)
anti quebra 1,0 emulgador 1,0
dispersante; 2,0 cloreto de sódio 15,0
carbonato de sódio 6,0 corante (cor Prata) 4,9. 10-3
3.7.3 Teste com efluente têxtil real utilizando o processo de filtração por
membranas
Com a finalidade de verificar as possibilidades do reúso da água originada no processo de tingimento por esgotamento, foram realizados testes na unidade de nanofiltração utilizando-se os seguintes efluentes:
• Água da etapa de preparação de tecido;
• Água da etapa de tingimento;
• Água da etapa da lavação de tingimento;
• Água de mistura (25,0% da água de preparação, 25,0% da água de tingimento, 50,0% da água de lavação do tingimento).
O permeado destes efluentes foi utilizado novamente no processo de tingimento. 3.7.4 Tingimento
Os testes de tingimentos foram realizados no LABMASSA com o permeado da água de mistura proveniente da unidade piloto de nanofiltração. Foram realizados diversos tingimentos em laboratório utilizando corante reativo e tecido de algodão. Para estes ensaios foram utilizados os corantes: Azul Turquesa Remazol G, Vermelho Remazol RR, Laranja Remazol 3R.
Na Tabela 15 é descrita cada receita utilizada no processo de tingimento. Para as receitas de uma única cor, foi utilizada a concentração de 0,5 g.L-1 de corante e para a tricromia, foi utilizada a concentração total de 0,7 g.L-1 de corante (0,4 g.L-1 de Azul Turquesa Remazol G, 0,2 g.L-1 de Vermelho Remazol RR e 0,1 g.L-1 de Laranja Remazol 3R).

77
Tabela 15 – Descrição das formulações para o tingimento de algodão com corantes reativos utilizando o permeado da água de mistura da Nanofiltração.
Formulação Padrão – Água Destilada
- Antiquebra 1,0 g.L-1
- Emulgador 1,0 g.L-1 - Dispersante 2,0 g.L-1 - Sal 10,0 g.L-1 - Barrilha 5,0 g.L-1 - Corante(a) 0,5 g.L-1
Formulação 1
- Antiquebra 1,0 g.L-1
- Emulgador 1,0 g.L-1 - Dispersante 2,0 g.L-1 - Sal 10,0 g.L-1 - Barrilha 5,0 g.L-1 - Corante(a) 0,5 g.L-1
Formulação 2
- Antiquebra 1,0 g.L-1
- Emulgador 1,0 g.L-1 - Dispersante 2,0 g.L-1 - Sal 10,0 g.L-1 - Corante(a) 0,5 g.L-1
Formulação 3
- Antiquebra 1,0 g.L-1
- Emulgador 1,0 g.L-1 - Dispersante 2,0 g.L-1 - Barrilha 5,0 g.L-1
- Corante(a) 0,5 g.L-1
Formulação 4
- Antiquebra 1,0 g.L-1
- Emulgador 1,0 g.L-1 - Dispersante 2,0 g.L-1 - Corante(a) 0,5 g.L-1
(a)0,5 g.L-1 para um único corante para a tricomia foi utilizada a mesma receita, porém para uma concentração de 0,7 g.L-1.

78
Realizou-se inicialmente um tingimento padrão utilizando água destilada e para os demais testes foi utilizado o permeado proveniente da água de mistura descrita anteriormente. Com esta água foram realizadas diversas receitas, inicialmente utilizando na solução apenas um único corante e depois uma tricromia (mistura de três corantes).

4. RESULTADOS E DISCUSSÃO
Neste capítulo são apresentados os resultados experimentais obtidos no sistema de separação por membranas aplicado na remoção de cor dos efluentes têxteis sintéticos e reais. Estes resultados foram obtidos em unidades de bancada e piloto, sendo testada a reutilização do permeado no processo de tingimento.
4.1 AVALIAÇÃO DE PARÂMETROS
Inicialmente, com o objetivo de verificar o desempenho da unidade de nanofiltração, em escala laboratorial, foi quantificado o fluxo permeado e a remoção de cor aparente; foram avaliados parâmetros que podem influenciar o processo de separação por membranas, tais como a temperatura, pH, substâncias químicas auxiliares do tingimento e dos diferentes corantes.
Foram escolhidos três parâmetros para controle: pH, condutividade e a redução de cor. A membrana utilizada para estes ensaios foi a DK, uma membrana de nanofiltração, pois se considerando os resultados obtidos de testes preliminares, esta apresentou resultados eficientes na remoção de cor e alto desempenho de fluxo.
Inicialmente, verificou-se o desempenho da membrana em relação à temperatura, sendo este parâmetro relevante em função dos efluentes industriais têxteis saírem do processo de tingimento de algodão na faixa de temperatura de 60-90°C. Para avaliar o efeito da temperatura, utilizou-se apenas um efluente sintético (corante e água destilada) Azul Turquesa G, na concentração de 0,1 g.L-1, sem adição de substâncias químicas auxiliares, nas temperaturas de 20 e 45°C. A influência da temperatura sobre o fluxo permeado é apresentada na Figura 15.
Pode-se observar na Figura 15 que os resultados obtidos à temperatura de 45°C apresentaram um fluxo médio de 100 L.m-2.h-1, sendo superior à temperatura de 20°C. O aumento da temperatura fez o fluxo aumentar significativamente mantendo a remoção de 100% do corante presente na solução. O fluxo permaneceu estável para ambas as temperaturas analisadas.

80
Figura 15 – Comportamento do fluxo permeado perpendicular em função do tempo, nas temperaturas de 20 e 45°C através da membrana DK (NF) com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2.
O processo de filtração por membrana é regulado por fatores, incluindo a alimentação, propriedades da solução, propriedades da membrana, transferência de massa, pressão aplicada, configuração do sistema e as condições operacionais. Os quatro primeiros são influenciados pela temperatura da água de alimentação, afetando, portanto, o desempenho global do processo. O aumento da temperatura diminui a viscosidade da solução, aumentando a difusividade do soluto e a pressão osmótica da solução de alimentação. O aumento da temperatura também aumenta a solubilidade do solvente, o que pode levar a uma aplicação reduzida da pressão (JIN et al., 2009). A temperatura máxima permitida para o uso desta membrana é de 85°C.
Segundo Cheryan (1986), as temperaturas mais altas influenciam positivamente o fluxo permeado tanto na região controlada pela pressão, quanto na região controlada pela transferência de massa. Por estas razões, o ideal é que a temperatura de processo seja a maior possível, porém não ultrapassando os limites térmicos operacionais da membrana.
O segundo parâmetro analisado foi o pH. Para avaliar o efeito do pH, utilizou-se apenas um efluente sintético (solução de corante e água destilada) na concentração de 0,1 g.L-1 de corante, sem substâncias químicas auxiliares, para pHs ácido, neutro e básico. Os resultados
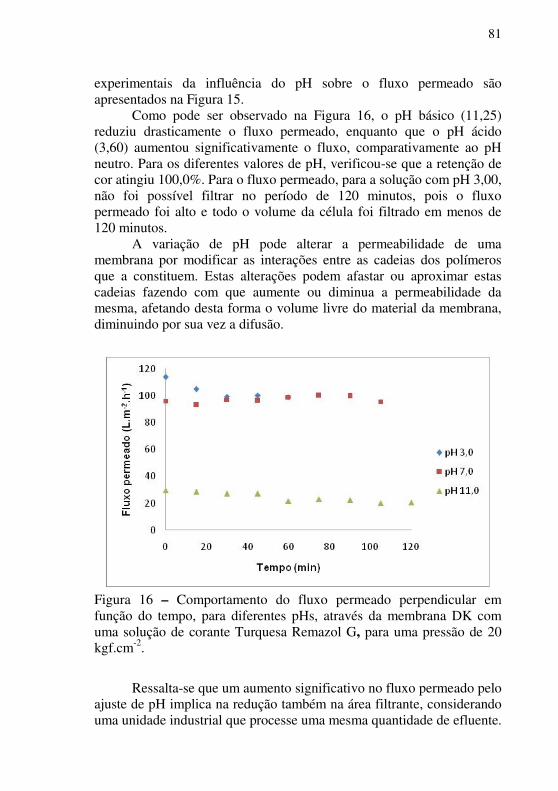
81
experimentais da influência do pH sobre o fluxo permeado são apresentados na Figura 15.
Como pode ser observado na Figura 16, o pH básico (11,25) reduziu drasticamente o fluxo permeado, enquanto que o pH ácido (3,60) aumentou significativamente o fluxo, comparativamente ao pH neutro. Para os diferentes valores de pH, verificou-se que a retenção de cor atingiu 100,0%. Para o fluxo permeado, para a solução com pH 3,00, não foi possível filtrar no período de 120 minutos, pois o fluxo permeado foi alto e todo o volume da célula foi filtrado em menos de 120 minutos.
A variação de pH pode alterar a permeabilidade de uma membrana por modificar as interações entre as cadeias dos polímeros que a constituem. Estas alterações podem afastar ou aproximar estas cadeias fazendo com que aumente ou diminua a permeabilidade da mesma, afetando desta forma o volume livre do material da membrana, diminuindo por sua vez a difusão.
Figura 16 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes pHs, através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2.
Ressalta-se que um aumento significativo no fluxo permeado pelo ajuste de pH implica na redução também na área filtrante, considerando uma unidade industrial que processe uma mesma quantidade de efluente.
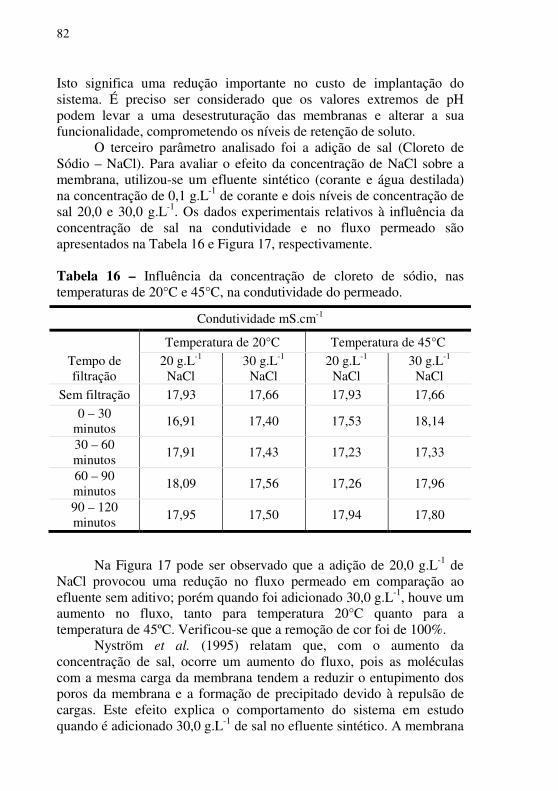
82
Isto significa uma redução importante no custo de implantação do sistema. É preciso ser considerado que os valores extremos de pH podem levar a uma desestruturação das membranas e alterar a sua funcionalidade, comprometendo os níveis de retenção de soluto.
O terceiro parâmetro analisado foi a adição de sal (Cloreto de Sódio – NaCl). Para avaliar o efeito da concentração de NaCl sobre a membrana, utilizou-se um efluente sintético (corante e água destilada) na concentração de 0,1 g.L-1 de corante e dois níveis de concentração de sal 20,0 e 30,0 g.L-1. Os dados experimentais relativos à influência da concentração de sal na condutividade e no fluxo permeado são apresentados na Tabela 16 e Figura 17, respectivamente.
Tabela 16 – Influência da concentração de cloreto de sódio, nas temperaturas de 20°C e 45°C, na condutividade do permeado.
Condutividade mS.cm-1
Temperatura de 20°C Temperatura de 45°C
Tempo de filtração
20 g.L-1
NaCl 30 g.L-1
NaCl 20 g.L-1
NaCl 30 g.L-1
NaCl
Sem filtração 17,93 17,66 17,93 17,66
0 – 30 minutos
16,91 17,40 17,53 18,14
30 – 60 minutos
17,91 17,43 17,23 17,33
60 – 90 minutos
18,09 17,56 17,26 17,96
90 – 120 minutos
17,95 17,50 17,94 17,80
Na Figura 17 pode ser observado que a adição de 20,0 g.L-1 de NaCl provocou uma redução no fluxo permeado em comparação ao efluente sem aditivo; porém quando foi adicionado 30,0 g.L-1, houve um aumento no fluxo, tanto para temperatura 20°C quanto para a temperatura de 45ºC. Verificou-se que a remoção de cor foi de 100%.
Nyström et al. (1995) relatam que, com o aumento da concentração de sal, ocorre um aumento do fluxo, pois as moléculas com a mesma carga da membrana tendem a reduzir o entupimento dos poros da membrana e a formação de precipitado devido à repulsão de cargas. Este efeito explica o comportamento do sistema em estudo quando é adicionado 30,0 g.L-1 de sal no efluente sintético. A membrana

83
utilizada neste experimento é de poliamida. As membranas de poliamida possuem caráter hidrofílico, ou seja, são polares, e como a molécula de NaCl também é polar, ocorre a redução de precipitações, o que compensa a diferença de pressão osmótica (LOPES et al., 2005; JULIANO, 2004).
O efeito da rejeição de sal depende da característica da membrana de nanofiltração, como tamanho do corte molecular, carga da membrana e a permeabilidade da água pura (MOHAMMAD et al., 2007).
Figura 17 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes concentrações de NaCl através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2, nas temperaturas de 20 e 45°C.
As membranas de nanofiltração podem ser usadas em soluções de alta concentração de sais multivalentes ou fracionadas devido à diferença da densidade de cargas e do tamanho da molécula. O efeito da carga é importante para a separação dos sais usando a nanofiltração, especialmente devido ao efeito da exclusão de Donnan, pois este influencia no fracionamento de sais, quando estes estiverem misturados numa única solução (TANNINEN et al., 2006).
Pode-se também observar na Tabela 16 que a condutividade praticamente não variou antes e após a filtração.
O quarto parâmetro analisado foi a adição de um agente umectante. Para avaliar o efeito da utilização de agente umectante

84
utilizou-se um efluente sintético (corante e água destilada), na concentração de 0,1 g.L-1 de corante e adição de agente umectante em dois níveis de concentração, 1,0 – 2,0 g.L-1. A influência da concentração do agente umectante no fluxo permeado pode ser verificada na Figura 18. Observa-se através da mesma que o agente umectante influencia diretamente o fluxo permeado, pois a adição do mesmo reduziu significativamente o fluxo para ambas as temperaturas de 20 e 45°C, em comparação aos resultados obtidos com os efluentes sintéticos sem a adição do agente umectante.
Figura 18 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes concentrações de umectante através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2, nas temperaturas de 20 e 45°C.
Segundo Steinhart (2000), os agentes umectantes são tensoativos que têm como função principal emulgar o ar presente no tecido, mais especificamente, substituir as superfícies de contato ar/tecido por uma superfície de contato água/tecido. A presença do agente umectante influenciou negativamente o fluxo permeado, como pode ser visualizado na Figura 18. Todos os ensaios apresentaram 100% de remoção de cor.
O decréscimo no valor do fluxo permeado pode ser devido ao aumento da viscosidade da solução, pois quanto maior for a viscosidade, maior será a resistência à passagem da solução pela membrana e menor será o fluxo permeado. Outra justificativa para este comportamento pode

85
estar associada ao efeito do umectante se ligar às moléculas de água e aumentar, consequentemente, a resistência das mesmas à passagem pela membrana (STEINHART, 2000).
O quinto parâmetro analisado foi a adição do agente dispersante ao meio. Para avaliar o efeito da utilização de agente dispersante, utilizou-se um efluente sintético (corante e água destilada) na concentração de 0,1g.L-1 de corante e adição de agente dispersante em dois níveis de concentração: 1,0 e 2,0 mL.L-1. A influência da concentração de agente dispersante no fluxo permeado é ilustrada na Figura 19.
Através da Figura 19 pode-se observar que o agente dispersante aumentou significativamente o fluxo permeado, e que para alguns casos não foi possível realizar uma operação de 120 minutos, devido à capacidade volumétrica do equipamento.
Figura 19 – Comportamento do fluxo permeado perpendicular em função do tempo, para diferentes concentrações de dispersante através da membrana DK com uma solução de corante Turquesa Remazol G, para uma pressão de 20 kgf.cm-2, nas temperaturas de 20 e 45°C.
A maior concentração de dispersante favoreceu o fluxo permeado
obtido, assim como para a maior temperatura, 45oC, maior foi este efeito. Para todos os ensaios, houve 100% de remoção de cor da solução. O agente dispersante diminui a viscosidade da solução, evitando assim a precipitação sobre a membrana, aumentando desta forma o fluxo permeado (STEINHART, 2000).

86
Outro parâmetro analisado foi tipos diferentes de classes de corantes. O sucesso do tingimento em uma indústria têxtil depende do emprego correto das diferentes classes de corantes nos diversos tipos de tecidos. Cada corante apresenta uma afinidade por um tipo de tecido. Para os ensaios realizados, foram empregados dois tipos de corantes reativos, Turquesa Remazol G e Amarelo Remazol GR, e o corante ácido Azul Lanaset 2R.
Os corantes reativos apresentam afinidade por algodão, outras fibras celulósicas e lã; no entanto, os corantes ácidos apresentam afinidade por lã e poliamida. Desta forma procurou-se avaliar a influência entre o tipo de corante e o fluxo permeado, sobre a membrana DK, considerando-se a hipótese de haver alguma interação entre o corante a e membrana.
Para avaliar o efeito da utilização das diferentes classes e tamanhos de corantes na membrana DK, utilizou-se um efluente sintético (corante e água destilada) na concentração de 0,1 g.L-1 de corante, para cada tipo de corante citado anteriormente. De forma comparativa foram adicionadas substâncias químicas auxiliares nos efluentes sintéticos (20,0 g.L-1 de cloreto de sódio, 2,0 g.L-1 de agente umectante e 1 mL.L-1 de agente dispersante), conforme pode ser visualizado na Figura 20.
Pode-se observar, na Figura 20, que o corante Azul Lanaset 2R apresentou um fluxo permeado superior aos outros corantes analisados; após 90 minutos não foi possível realizar a operação de filtração, pois apresentou um fluxo alto ocasionando a filtração em menos de 120 minutos, para ambos os casos (com e sem aditivos). O corante ácido ocasionou um maior fluxo permeado devido a uma menor interação com a membrana.
Os resultados comprovaram que os corantes: Azul Lanaset 2R e Azul Turquesa Remazol G obtiveram 100% de remoção de cor, enquanto que o Amarelo Remazol GR apresentou uma remoção de 98%. A menor remoção de cor do corante Amarelo Remazol GR ocorreu devido às moléculas deste corante ser menor do que as moléculas dos outros dois corantes; este fator afeta também o fluxo permeado.

87
(a)
(b)
Figura 20 – Comportamento do fluxo permeado perpendicular para os diferentes corantes na membrana DK, a uma temperatura de 20°C – (a) sem substâncias químicas auxiliares, (b) com substâncias químicas auxiliares.

88
4.2 AVALIAÇÃO DA INFLUÊNCIA DE DIFERENTES TIPOS DE SAIS SOBRE A MEMBRANA DE ULTRAFILTRAÇÃO EM ESCALA LABORATORIAL
Foi realizado um planejamento experimental fatorial 22 com
pontos centrais (Planejamento Composto Central), com intuito de verificar o comportamento de diferentes tipos de sais sobre a eficiência da membrana de ultrafiltração, pois em testes preliminares realizados tanto na unidade de escala laboratorial quanto em escala piloto foi verificada a remoção parcial da cor quando utilizada a membrana de ultrafiltração como pré-tratamento para membrana de nanofiltração. A análise estatística, com as curvas de superfície, encontra-se no anexo A.
Para estes ensaios utilizou-se o corante Preto Remazol B, corante muito utilizado pela indústria têxtil, e sais como cloreto de sódio (NaCl), sulfato de sódio (Na2SO4) e silicato de sódio (Na2SiO3). Variou-se a concentração do corante em 0,50, 2,75 e 5,00 g.L-1 e para os sais nas concentrações de 5,00, 27,50 e 50,00 g.L-1. Estes ensaios foram realizados em escala laboratorial nas pressões de 10 e 20 kgf.cm-2. As Tabelas 17 a 22 e as Figuras 21 a 29 apresentam os resultados obtidos nos ensaios de remoção de cor relativa, remoção de demanda química de oxigênio, os valores médios dos fluxos e a pressão osmótica do sistema.
A Tabela 17 apresenta os resultados referentes às diferentes concentrações de cloreto de sódio e corante, Preto Remazol G, para a remoção relativa de cor e de DQO para as pressões de 10 e 20 kgf.cm-2. Observa-se na Tabela 17 que para a remoção de cor foi mais eficiente para a pressão de 10 kgf.cm-2 do que para a pressão de 20 kgf.cm-2, o que pode ser confirmado pelos resultados apresentados na Figura 21.
Pode-se ainda observar na Tabela 17 que a remoção relativa de DQO foi maior para os resultados com uma pressão de 20 kgf.cm-2 para os pontos com concentração acima de 2,75 g.L-1 de corante. Este comportamento pode ser visualizado na Figura 22.
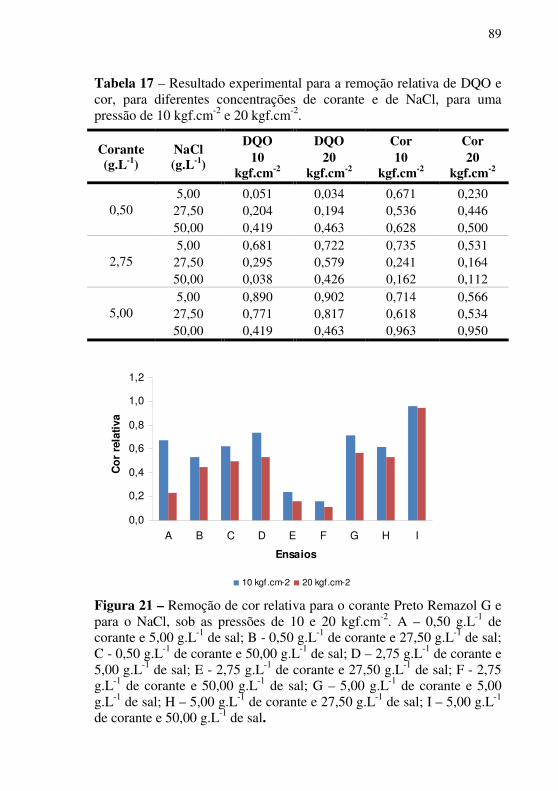
89
Tabela 17 – Resultado experimental para a remoção relativa de DQO e cor, para diferentes concentrações de corante e de NaCl, para uma pressão de 10 kgf.cm-2 e 20 kgf.cm-2.
Corante (g.L-1)
NaCl (g.L-1)
DQO 10
kgf.cm-2
DQO 20
kgf.cm-2
Cor 10
kgf.cm-2
Cor 20
kgf.cm-2
0,50 5,00 0,051 0,034 0,671 0,230
27,50 0,204 0,194 0,536 0,446 50,00 0,419 0,463 0,628 0,500
2,75 5,00 0,681 0,722 0,735 0,531
27,50 0,295 0,579 0,241 0,164 50,00 0,038 0,426 0,162 0,112
5,00 5,00 0,890 0,902 0,714 0,566
27,50 0,771 0,817 0,618 0,534 50,00 0,419 0,463 0,963 0,950
0,0
0,2
0,4
0,6
0,8
1,0
1,2
A B C D E F G H I
Ensaios
Co
r re
lati
va
10 kgf.cm-2 20 kgf.cm-2
Figura 21 – Remoção de cor relativa para o corante Preto Remazol G e para o NaCl, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.

90
0,0
0,2
0,4
0,6
0,8
1,0
A B C D E F G H I
Ensaios
DQ
O r
ela
tiva
10 kgf/c m220 kgf/c m2
Figura 22 – Remoção da DQO relativa para o corante Preto Remazol G e para o NaCl, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.
Observa-se que para alguns casos foi possível reduzir aproximadamente 90% dos parâmetros como é o caso de 5,00 g.L-1 de corante e 50,00 g.L-1 de sal para a remoção de cor, e 5,00 g.L-1 de corante e 5,00 g.L-1 de sal para a remoção de DQO. Outro fator observado foi que os ensaios de maior concentração de cor foram os que apresentaram melhores eficiências de remoção. Porém a partir do momento em que foi aumentando a concentração de corante na solução, o fluxo permeado foi reduzindo com o aumento da concentração de corante e sal, conforme se pode observar na Tabela 18 e na Figura 23.

91
Tabela 18 – Resultado experimental para o fluxo permeado (L.m-2.h-1) para as diferentes concentrações do corante Preto Remazol e de NaCl, sob as pressões de 10 e 20 kgf.cm-2.
Corante (g.L-1) NaCl (g.L-1) Pressão
10 kgf.cm-2 Pressão
20 kgf.cm-2
0,50 5,00 46,40 84,68
27,50 42,54 73,31 50,00 40,60 74,88
2,75 5,00 39,55 66,29
27,50 37,00 65,69 50,00 35,40 61,06
5,00 5,00 34,23 56,37
27,50 32,19 52,16 50,00 31,22 44,63
Figura 23 – Média do fluxo permeado para diferentes concentrações de corante Preto Remazol G e NaCl, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.

92
Observa-se na Figura 23 que conforme ocorre o aumento da concentração de corante, há um decréscimo proporcional no fluxo permeado; isto acontece tanto para a pressão de 10 kgf.cm-2 quanto para a pressão de 20 kgf.cm-2. Para a pressão de 20 kgf.cm-2 os fluxos foram maiores em relação à pressão de 10 kgf.cm-2. Isto ocorre devido ao fato que o aumento da pressão acaba impulsionando uma maior passagem dos solutos e do solvente pela membrana. Desta forma, para maiores valores de pressão, obtêm-se menores remoções de cor e de DQO.
A Tabela 19 apresenta os resultados referentes às diferentes concentrações de sulfato de sódio e corante Preto Remazol G, para a remoção relativa de cor e de DQO, para as pressões de 10 e 20 kgf.cm-2. Observa-se na Tabela 19 que foi possível remover em torno de 30 a 70 % da cor, conforme as concentrações de sal e corante. A pressão de 10 kgf.cm-2 apresentou uma remoção em torno de 5% a mais em relação à pressão de 20 kgf.cm-2, conforme apresentado na Figura 24. Tabela 19 – Resultado experimental para a remoção relativa de DQO, para diferentes concentrações de corante e de Na2SO4, para uma pressão de 10 e 20 kgf.cm-2.
Corante (g.L-1)
Na2SO4 (g.L-1)
DQO 10 kgf.cm-2
DQO 20
kgf.cm-2
Cor 10
kgf.cm-2
Cor 20
kgf.cm-2
0,50 5,00 0,420 0,378 0,370 0,351
27,50 0,591 0,477 0,534 0,539 50,00 0,639 0,547 0,622 0,626
2,75 5,00 0,681 0,500 0,448 0,414
27,50 0,757 0,680 0,589 0,534 50,00 0,822 0,822 0,680 0,647
5,00 5,00 0,803 0,711 0,387 0,340
27,50 0,834 0,840 0,597 0,560 50,00 0,847 0,866 0,697 0,679

93
Figura 24 – Remoção de cor relativa para o corante Preto Remazol G e para o Na2SO4, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.
Pode-se ainda observar na Tabela 19 que a remoção relativa de DQO foi maior para a pressão de 10 kgf.cm-2, com variação de 5-15% em relação à pressão de 20 kgf.cm-2, exceto para os ensaios F, H e I, onde a diferença não foi significativa entre os dois níveis de pressão investigados, conforme pode ser visualizado na Figura 25.
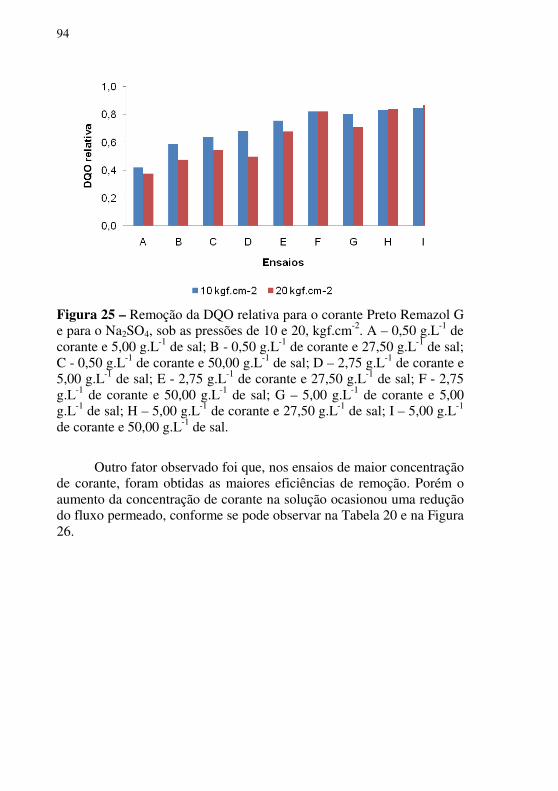
94
Figura 25 – Remoção da DQO relativa para o corante Preto Remazol G e para o Na2SO4, sob as pressões de 10 e 20, kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.
Outro fator observado foi que, nos ensaios de maior concentração de corante, foram obtidas as maiores eficiências de remoção. Porém o aumento da concentração de corante na solução ocasionou uma redução do fluxo permeado, conforme se pode observar na Tabela 20 e na Figura 26.

95
Tabela 20 – Resultado experimental para o parâmetro do fluxo permeado (L.m-2.h-1) para as diferentes concentrações do corante Preto Remazol e de Sulfato de Sódio, sob as pressões de 10 e 20 kgf.cm-2.
Corante (g.L-1)
Na2SO4 (g.L-1)
Pressão 10 kgf.cm-2
Pressão 20 kgf.cm-2
0,50 5,00 32,16 72,35
27,50 25,80 58,49 50,00 23,59 45,85
2,75 5,00 32,57 68,65
27,50 25,80 44,54 50,00 34,86 41,87
5,00 5,00 32,25 61,71
27,50 29,29 47,23 50,00 21,64 38,80
Figura 26 – Média do fluxo permeado para diferentes concentrações de corante Preto Remazol G e Na2SO4, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.

96
Observa-se na Figura 26 que, conforme ocorre o aumento da concentração de corante, há um decréscimo proporcional no fluxo permeado; isto acontece tanto para a pressão de 10 kgf.cm-2 quanto para a pressão de 20 kgf.cm-2. Para a pressão de 20 kgf.cm-2 os fluxos foram maiores em relação aos obtidos na pressão de 10 kgf.cm-2. Este efeito ocorre devido ao fato da pressão ser a força motriz do processo, e a maior pressão facilita a passagem do fluxo pela membrana de ultrafiltração apresentando menores remoções de cor e de DQO.
A Tabela 21 apresenta os resultados referentes às diferentes concentrações de silicato de sódio e corante Preto Remazol G, para a remoção relativa de cor e de DQO, para as pressões de 10 e 20 kgf.cm-2.
Observa-se na Tabela 21 que a remoção de cor foi em torno de 35 a 75 %, conforme as concentrações de sal e corante utilizadas e em relação à pressão não houve uma diferença significativa entre os resultados obtidos para a pressão de 10 e 20 kgf.cm-2. Tabela 21 – Resultado experimental para a remoção relativa de DQO, para diferentes concentrações de corante e de Na2SiO3, para uma pressão de 10 e 20 kgf.cm-2.
Corante (g.L-1)
Na2SiO3 (g.L-1)
DQO 10 kgf.cm-2
DQO 20 kgf.cm-2
Cor 10 kgf.cm-2
Cor 20 kgf.cm-2
0,50 5,00 0,236 0,196 0,369 0,394
27,50 0,315 0,221 0,493 0,475 50,00 0,683 0,538 0,585 0,580
2,75 5,00 0,654 0,504 0,400 0,438
27,50 0,738 0,742 0,597 0,591 50,00 0,924 0,895 0,696 0,686
5,00 5,00 0,382 0,236 0,499 0,498
27,50 0,660 0,522 0,598 0,592 50,00 0,922 0,862 0,797 0,795

97
Figura 27 – Remoção de cor relativa para o corante Preto Remazol G e para o Na2SiO3, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.
Pode-se ainda observar na Tabela 21 e Figura 27 que a remoção relativa de DQO foi maior para os resultados obtidos com uma pressão de 10 kgf.cm-2. Observa-se que na Figura 27 os ensaios F e I foram os que apresentaram maior remoção de DQO no ensaio, variando em torno 90% de remoção.

98
0,0
0,2
0,4
0,6
0,8
1,0
A B C D E F G H I
Ensaios
DQ
O r
ela
tiva
10 kgf.cm-2 20 kgf.cm-2
Figura 28 – Remoção da DQO relativa para o corante Preto Remazol G e para o Na2SiO3, sob as pressões de 10 e 20 kgf.cm-2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.
Outro fator observado foi que os ensaios realizados com maior concentração de corante foram os que apresentaram os melhores resultados de remoção. Porém a partir do momento em que foi aumentando a concentração de corante na solução, o fluxo permeado foi reduzindo nos ensaios, conforme se pode observar nos resultados da Tabela 22 e da Figura 29.

99
Tabela 22 – Resultado experimental para o fluxo permeado (L.m-2.h-1) para as diferentes concentrações do corante Preto Remazol e de Silicato de Sódio, sob as pressões de 10 e 20 kgf.cm-2.
Corante (g.L-1) Na2SiO3 (g.L-1) Fluxo
permeado 10 kgf.cm-2
Fluxo permeado 20 kgf.cm-2
0,50 5,00 43,88 76,53
27,50 28,52 58,70 50,00 23,59 45,85
2,75 5,00 37,34 64,31
27,50 36,40 55,76 50,00 30,78 54,11
5,00 5,00 32,25 61,71
27,50 32,55 52,09 50,00 21,64 38,80
Figura 29 – Média do fluxo permeado para diferentes concentrações de corante Preto Remazol G e Na2SiO3, sob as pressões de 10 e 20 kgf.cm-
2. A – 0,50 g.L-1 de corante e 5,00 g.L-1 de sal; B - 0,50 g.L-1 de corante e 27,50 g.L-1 de sal; C - 0,50 g.L-1 de corante e 50,00 g.L-1 de sal; D – 2,75 g.L-1 de corante e 5,00 g.L-1 de sal; E - 2,75 g.L-1 de corante e 27,50 g.L-1 de sal; F - 2,75 g.L-1 de corante e 50,00 g.L-1 de sal; G – 5,00 g.L-1 de corante e 5,00 g.L-1 de sal; H – 5,00 g.L-1 de corante e 27,50 g.L-1 de sal; I – 5,00 g.L-1 de corante e 50,00 g.L-1 de sal.

100
Observa-se na Figura 29 que conforme ocorre o aumento da concentração de corante, há um decréscimo no fluxo permeado. Isto acontece tanto para a pressão de 10 kgf.cm-2 quanto para a pressão de 20 kgf.cm-2. Para a pressão de 20 kgf.cm-2 os fluxos foram maiores em relação à pressão de 10 kgf.cm-2, devido ao fato da pressão ser a força motriz, conforme discutido anteriormente, ocasionando menores remoções de cor e de DQO.
Pode-se observar nas Figuras 23, 26, 29 que quanto menor for a concentração de corante e menor for concentração de sal, maior será o fluxo, pois o aumento da concentração dos mesmos aumenta o teor de sólidos presentes na solução. Para estes ensaios se avaliou apenas os diferentes tipos de sal, pois os mesmos apresentam massas moleculares diferentes. Foi possível observar que a solução que continha cloreto de sódio apresentou maiores fluxos em relação aos outros sais, porém foi a que apresentou menor eficiência na remoção de cor e DQO.
Koyuncu et al. (2004) explicam que a diferença da pressão osmótica através de membranas de nanofiltração e osmose inversa aumenta com o aumento da concentração de sal e diminui o fluxo permeado. Foi observado que houve uma diminuição no fluxo permeado com o aumento da concentração de sal. Em concentrações altas de sais, maiores que 20 g.L-1, o fluxo permeado foi altamente influenciado pela diferença da pressão osmótica através da membrana.
A velocidade do fluxo de alimentação também afetou o fluxo permeado. Analisando de uma forma geral, a obtenção de alto fluxo permeado, com alta redução de cor e de DQO é favorecida pela maior concentração de corante e menor concentração de sal (MAJEWSKA-NOWAK et al., 1996). A diferença na retenção do cloreto de sódio e do sulfato de sódio pode ser explicada através do tamanho dos íons Cl- e SO4
-2. O raio do íon cloreto solvatado é de 0,33nm e do íon sulfato é de 0,38nm. Devido a esta diferença de tamanho e carga iônica, os sais têm diferentes coeficientes de difusão na água (TANNINEN et al., 2006).
4.3 TESTES DAS DIFERENTES CONFIGURAÇÕES DO SISTEMA DAS UNIDADES PILOTOS
Foram realizados preliminarmente testes para avaliar diferentes
configurações do sistema das unidades pilotos de UF e NF com o intuito de verificar a melhor configuração para os testes para avaliação do reúso de água. Na Figura 30 e na Tabela 23 são apresentados os resultados da caracterização do efluente da indústria têxtil - Brandili, utilizando

101
diferentes configurações do sistema de separação por membranas em serie. Foram avaliados os parâmetros de DQO, cor aparente e sólido totais, sendo retiradas amostras em intervalos de 15 minutos, até completar o volume total do tanque de 250 L. Para alguns experimentos, a amostragem foi realizada em períodos menores que 15 minutos, pois o volume e a condição eram favoráveis para uma filtração rápida. Foram utilizadas as seguintes configurações: descartando o concentrado (DC), recirculando o concentrado para o tanque de alimentação (RC), recirculando o concentrado para o tanque de alimentação e com reciclo interno a uma vazão constante (RC+C-V), recirculando o concentrado para o tanque de alimentação e com reciclo interno a uma pressão constante (RC+C-P).
Pode-se observar na Tabela 23 e na Figura 30 os resultados da caracterização do efluente têxtil industrial após a passagem pelo processo de separação por membranas.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
UF NF UF
15
UF
30
UF
35
NF
15
NF
30
UF
15
UF
30
UF
45
NF
15
NF
30
UF
15
UF
30
UF
45
NF
15
NF
30
Amostras
Red
ução
Rela
tiva
DQO Cor ST
DC RC RC+C-V RC+C-P
Figura 30 – Redução relativa dos parâmetros de DQO, cor aparente e sólidos totais (ST), para as diversas configurações: DC – descartando o concentrado, RC – recirculando o concentrado para o tanque de alimentação, RC+C-V, recirculando o concentrado para o tanque de alimentação com reciclo interno a uma vazão constante, RC+C-P, recirculando o concentrado para o tanque de alimentação com reciclo interno a uma pressão constante.

102
Tabela 23 – Caracterização do efluente têxtil de coloração rosa com diversas configurações do sistema de filtração: DC, RC, RC+C-V, RC+C-P.
Amostra DQO
(mg O2.L-1)
Cor Aparente (PtCo)
Sólidos Totais (mg.L-1)
Efluente inicial 1.651 594 2.634 UF –DC 968 440 2.059 NF – DC 223 52 556 UF 15 – RC 869 507 2.274 UF 30 – RC 918 481 2.358 UF 35 – RC 1.018 522 2.356 NF 15 – RC 372 22 1.132 NF 30 – RC 422 23 1.402 UF 15 – RC+C-V 620 500 1.842 UF 30 – RC+C-V 682 337 1.898 UF 45 – RC+C-V 769 377 2.032 NF 15 – RC+C-V 322 17 924 NF 30 – RC+C-V 335 15 1.198 UF 15 – RC+C-P 670 357 1.878 UF 30 – RC+C-P 956 227 1.944 UF 45 – RC+C-P 1.105 277 2.050 NF 15 – RC+C-P 24 17 492 NF 30 – RC+C-P 12 15 652
Nas diferentes configurações investigadas houve a remoção de aproximadamente de 100% da cor aparente. Para o parâmetro DQO, a configuração que apresentou uma alta eficiência na remoção foi a RC+C-P, sendo que esta configuração também apresentou uma remoção de 80% de sólidos totais. Para a membrana de ultrafiltração, a configuração de RC+C-P apresentou uma excelente remoção, da ordem de 90%, dos parâmetros estudados.
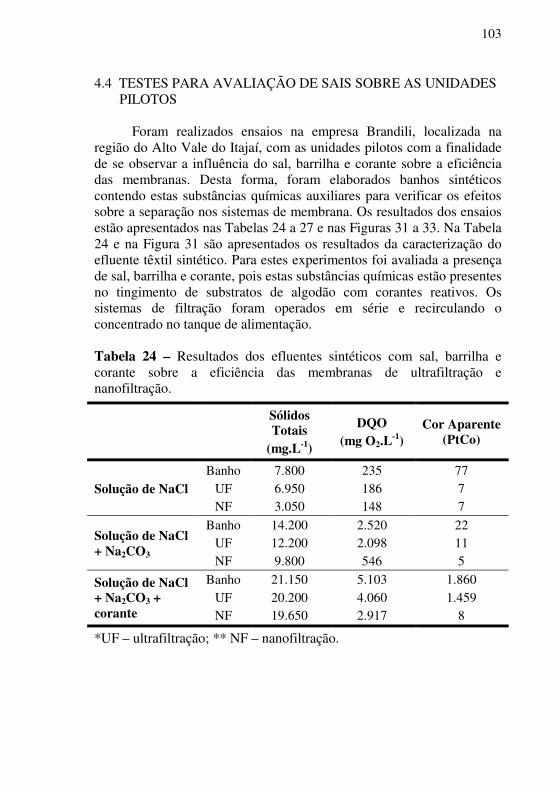
103
4.4 TESTES PARA AVALIAÇÃO DE SAIS SOBRE AS UNIDADES PILOTOS
Foram realizados ensaios na empresa Brandili, localizada na
região do Alto Vale do Itajaí, com as unidades pilotos com a finalidade de se observar a influência do sal, barrilha e corante sobre a eficiência das membranas. Desta forma, foram elaborados banhos sintéticos contendo estas substâncias químicas auxiliares para verificar os efeitos sobre a separação nos sistemas de membrana. Os resultados dos ensaios estão apresentados nas Tabelas 24 a 27 e nas Figuras 31 a 33. Na Tabela 24 e na Figura 31 são apresentados os resultados da caracterização do efluente têxtil sintético. Para estes experimentos foi avaliada a presença de sal, barrilha e corante, pois estas substâncias químicas estão presentes no tingimento de substratos de algodão com corantes reativos. Os sistemas de filtração foram operados em série e recirculando o concentrado no tanque de alimentação. Tabela 24 – Resultados dos efluentes sintéticos com sal, barrilha e corante sobre a eficiência das membranas de ultrafiltração e nanofiltração.
Sólidos Totais
(mg.L-1)
DQO (mg O2.L
-1) Cor Aparente
(PtCo)
Solução de NaCl Banho 7.800 235 77
UF 6.950 186 7 NF 3.050 148 7
Solução de NaCl + Na2CO3
Banho 14.200 2.520 22 UF 12.200 2.098 11 NF 9.800 546 5
Solução de NaCl + Na2CO3 + corante
Banho 21.150 5.103 1.860 UF 20.200 4.060 1.459 NF 19.650 2.917 8
*UF – ultrafiltração; ** NF – nanofiltração.

104
Figura 31 – Redução dos parâmetros: cor relativa, DQO e ST, para os diferentes testes contendo sal (NaCl), barrilha (Na2CO3) e corante.
Pode-se observar tanto na Tabela 24 quanto na Figura 31 que foi possível remover cerca de 100% de cor na solução que continha sal, barrilha e corante, após o uso da nanofiltração. Para a solução que continha apenas sal e barrilha, foi possível reduzir aproximadamente 75% de DQO. Porém, na Figura 31 se pode verificar que na solução onde há sal, barrilha e corante a remoção de sólidos foi menor, em relação aos demais ensaios; isto pode ser explicado, pois o concentrado retornava para o tanque de alimentação, o que acabava acarretando em uma elevação na concentração de sólidos totais no tanque de alimentação.
Há estudos que relatam a influência do sal ou maiores concentrações de soluto sobre a pressão osmótica e sobre a redução de fluxo permeado. A maioria dos trabalhos relata o envolvimento do uso do sal/misturas de moléculas orgânicas. Mohammad et al. (2007) estudaram a rejeição de KCl, K2SO4, MgCl2 e MgSO4 até 350 equiv.m-3; no entanto o estudo não levou em conta a redução do fluxo devido à concentração de sal.
Em altas concentrações de sais, a diferença da difusividade se torna mais significativa. A diferença da difusividade dos sais permite

105
uma separação mais seletiva quando estes estiverem misturados (TANNINEN et al., 2006).
A indústria têxtil no processo de tingimento não utiliza apenas sal, barrilha e corante, sendo que há mais substâncias químicas auxiliares utilizadas no processo de tingimento. Para os ensaios de reúso foi sintetizado um efluente simulando o descarte do tingimento de um corante reativo. Este banho levou-se em consideração que apenas 10% dos corantes reativos estariam no banho, bem como 100% das substâncias químicas auxiliares, que não se fixam à fibra. A Figura 32 e Tabela 25 apresentam o comportamento do fluxo das unidades pilotos de ultrafiltração e nanofiltração, em relação ao tempo de utilização; o teste foi realizado sem reciclo e sem recirculação de concentrado. O permeado da nanofiltração foi reservado com a finalidade de realizar tingimentos em laboratório para avaliar a possibilidade de reúso.
Tabela 25 – Descrição do comportamento das Unidades Pilotos de Ultrafiltração e Nanofiltração para o banho sintético do efluente do corante reativo – Cor Prata.
Ultrafiltração
Tempo Fluxo permeado Vazão concentrado Pressão Volume
(min) L.h-1.m-2 L.h-1.m-2 kgf.cm-2 (Litro)
0 24,00 68,30 8,44 -
1 19,51 73,18 8,44 10
3 14,64 73,18 8,44 10
6 9,75 73,18 8,44 10
9 9,75 68,30 8,44 10
12 7,32 68,30 8,44 5
14 4,88 70,73 8,44 5
Nanofiltração
Tempo Fluxo permeado Vazão concentrado Pressão Volume
(min) L.h-1.m-2 L.h-1.m-2 kgf.cm-2 (Litro)
0 17,08 97,56 13,36 -
2 17,08 97,56 13,36 5

106
Figura 32 – Comportamento das Unidades de Pilotos de filtração – Ultrafiltração e Nanofiltração em relação ao fluxo permeado. UF – P, permeado da ultrafiltração; UF – C, concentrado da ultrafiltração; NF – P, permeado da nanofiltração; NF – C, concentrado da nanofiltração.
O volume inicial a ser filtrado foi de 250 L. Foi reservado 50 L de permeado da ultrafiltração e após a passagem do efluente pela nanofiltração foi reservado 5 L para os testes subsequentes de tingimento em laboratório. Amostras foram reservadas do banho sintético inicial, do permeado e do concentrado da ultrafiltração e do permeado da nanofiltração para análises de pH, cor, DQO, condutividade e sólidos totais, sendo que estes resultados estão apresentados na Tabela 26.
Com o permeado da nanofiltração, foram realizados testes em laboratório de tingimento com três diferentes cores, vermelho, prata, e verde. Para comparação dos resultados, foram realizados tingimentos com estas mesmas cores, utilizando água industrial. Na Tabela 27 são apresentados os resultados obtidos através do espectrofotômetro, determinando-se, através deste ensaio, se as amostras serão ou não aprovadas.

107
Tabela 26 – Parâmetros físico-químicos do banho sintético do corante reativo – cor Prata.
Amostra pH Condutividade
(mS.cm-1) DQO
(mg.L-1) Cor (PtCo)
Inicial 6,88 18,55 4.358,03 9,83
UF - Permeado 7,04 18,36 3.352,33 8,28
NF - Permeado 7,37 9,47 732,55 0,94(#90%)
Amostra Sólidos Totais
(mg.L-1) Sólidos Fixos
(mg.L-1) Sólidos Voláteis
(mg.L-1)
Inicial 32.500,00 19.900,00 12.600,00
UF – P* 23.500,00 17.300,00 6.200,00
NF – P** 8100,00 6800,00 1.300,00
*UF-P – permeado da ultrafiltração; **NF-P – permeado da nanofiltração; # porcentagerm de remoção de cor.
Tabela 27 – Resultados das amostras no espectrofotômetro para o tingimento em laboratório do permeado da nanofiltração do efluente sintético.
Padrão L* a* b* Força (%) ∆Ecmc Vermelho 38,05 54,07 21,88 100,00 0,00
Amostra ∆L* ∆C* ∆H* ∆Ecmc Força (%) Resultado
Verm – 1 -1,37 0,63 0,98 0,99 117,04 Reprovado Verm – 2 -1,44 0,62 1,45 1,21 117,46 Reprovado
Padrão L* a* b* Força (%) ∆Ecmc Prata 76,76 -0,82 1,64 100,00 0,00
Amostra ∆L* ∆C* ∆H* ∆Ecmc Força (%) Resultado
Prata – 4 -0,04 0,58 0,10 0,78 102,07 Aprovado Prata – 5 -0,08 0,42 0,10 0,58 102,07 Aprovado
Padrão L* a* b* Força (%) ∆Ecmc Verde 46,29 -32,20 -7,30 100,00 0,00
Amostra ∆L* ∆C* ∆H* ∆Ecmc Força (%) Resultado
Verde – 7 -0,15 0,35 0,05 0,19 99,61 Aprovado Verde – 8 -0,15 0,35 0,05 0,19 98,27 Aprovado

108
O sistema CIELAB é capaz de medir a intensidade da cor, força e a própria tonalidade (+a – cor vermelha; -a – cor verde; +b – cor amarela, -b – cor azul, +L – cores claras; -L – cores escuras). Pode-se observar na Tabela 27 que, pelo teste do espectrofotômetro, a amostra de cor vermelha não foi aprovada, por apresentar cor aproximadamente 17% mais forte do que em relação ao padrão, sendo que visualmente não há possibilidade de verificar esta diferença. Outro parâmetro relevante é a força colorística, que neste caso está mais forte do que o padrão. Para as amostras de cor Prata e Verde, todas as amostras foram aprovadas, obtendo-se um baixo desvio padrão entre as amostras. Na Figura 33 são apresentadas as amostras tingidas em laboratório.
Padrão Vermelho Vermelho 1 Vermelho 2
Padrão Prata Prata 5 Prata 6
Padrão Verde Verde 7 Verde 8
Figura 33 – Amostra do tingimento das cores vermelha, prata e verde nos tecidos de algodão.

109
Na Figura 33 pode-se observar que não houve diferença significativa entre as amostras com os respectivos padrões, para os tingimentos realizados em laboratório. Em relação à cor vermelha a solução seria utilizar uma concentração menor de corante para ajustar a cor.
Foi avaliado o comportamento da membrana de nanofiltração para o tratamento de efluentes têxteis reais, tais como da água de preparação, água de tingimento, água de lavação de tingimento e água de mistura (25% água de preparação, 25% da água de tingimento, e 50% da água de lavação de tingimento), sendo que os resultados são apresentados nas Tabelas 28 a 31 e nas Figuras 34 a 36. Estes ensaios foram realizados na empresa Coteminas S.A.
A Tabela 28 apresenta os resultados referentes à água de preparação do tecido de algodão para o tingimento utilizando a membrana de nanofiltração.
Tabela 28 – Caracterização do efluente da água de preparação, antes e após o processo de nanofiltração.
Amostras pH Condutividade
(mS.cm-1) Cor
(PtCo) DQO
(mg O2.L-1)
Inicial – Água de preparação
4,07 0,188 262,00 2.781,20
Permeado 4,27 1,666 8,00(#97%) 1.415,43 Concentrado 3,99 2,460 531,00 4.444,95
Amostras Sólidos Totais
(mg.L-1) Sólidos Fixos
(mg.L-1) Sólidos Voláteis
(mg.L-1)
Inicial – Água de preparação
5.500,00 1.200,00 4.300,00
Permeado 3.050,00 500,00 2.550,00 Concentrado 7.250,00 1.450,00 5.800,00 # porcentagem de remoção de cor.
Pode-se observar na Tabela 28 que foi possível remover cerca de 97% da cor, 49% da DQO e 44,5% de sólidos totais. Para as demais análises não foi observada uma remoção significativa. A Figura 34 apresenta o desempenho da membrana de nanofiltração ao passar o efluente têxtil proveniente da preparação do tecido de algodão.

110
Figura 34 – Fluxo permeado (L.m-2.h-1) da membrana de nanofiltração para o efluente da água de preparação para uma pressão de 13,36 kgf.cm-2.
Na Figura 34 pode-se observar que o fluxo permeado se manteve estável após 15 minutos de filtração, permanecendo num fluxo de 9,75 L.h-1.m-2. O volume de alimentação foi de 380 L e o volume de permeado adquirido foi de 200 L e 180 L de concentrado. A Tabela 29 apresenta os resultados da caracterização do efluente inicial, bem como do permeado e do concentrado da unidade de filtração com a membrana de nanofiltração para o efluente da água de lavação de tingimento. Tabela 29 – Resultados das características do efluente da água de lavação de tingimento.
Amostras pH Condutividade
(mS.cm-1) Cor
(PtCo) DQO
(mg O2.L-1)
Inicial – Água de Lavação
9,25 10,780 1.404,00 446,98
Permeado 9,19 7,460 22,00(#99%) 99,33 Concentrado 9,30 12,940 2.453,00 1.105,03
Amostras Sólidos Totais
(mg.L-1) Sólidos Fixos
(mg.L-1) Sólidos Voláteis
(mg.L-1) Inicial – Água de Lavação 10.000,00 8.700,00 1.300,00 Permeado 9.800,00 8.450,00 1.350,00 Concentrado 13.250,00 11.250,00 2.000,00 # porcentagem de remoção de cor.

111
Pode-se observar na Tabela 29 que foi possível remover cerca de 98% da cor e 77% da DQO. Para as demais análises não foi observada uma remoção significativa. A Figura 35 apresenta o desempenho da membrana de nanofiltração para o efluente da água de lavação de tingimento.
Figura 35 – Fluxo permeado (L.m-2.h-1) da membrana de nanofiltração para o efluente da água de lavação de tingimento para uma pressão de 13,36 kgf.cm-2.
Na Figura de 35 pode-se observar que o fluxo do permeado se manteve estável por toda filtração, permanecendo em 14,5 L.h-1.m-2. O volume de alimentação foi de 250 L, o volume de permeado obtido foi de 210 L e o de concentrado foi de 40 L. A Tabela 30 apresenta os resultados referente à caracterização da água de tingimento.

112
Tabela 30 – Resultados das características do efluente da água de tingimento.
Amostras pH Condutividade
(mS.cm-1) Cor
(PtCo) DQO
(mg O2.L-1)
Inicial – Água de Tingimento
11,39 20,780 27.485,00 2.433,55
Permeado 9,36 20,160 208,00 (#99,5%) 2.321,80 Concentrado 9,99 19,770 50.971,00 5.165,08
Amostras Sólidos Totais
(mg.L-1) Sólidos Fixos
(mg.L-1) Sólidos Voláteis
(mg.L-1) Inicial – Água de Tingimento
94.300,00 54.400,00 39.900,00
Permeado 77.900,00 47.150,00 30.750,00 Concentrado 232.700,00 72.750,00 159.950,00 # porcentagem de remoção de cor.
Pode-se observar na Tabela 30 que foi possível remover cerca de 99% da cor e 17% de sólidos totais. Para as demais análises não foi observada uma remoção significativa. A Figura 36 apresenta o desempenho da membrana de nanofiltração com o efluente têxtil proveniente da água de tingimento.
Figura 36 – Fluxo permeado (L.m-2.h-1) da membrana de nanofiltração para o efluente da água de tingimento para uma pressão de 13,36 kgf.cm-2.

113
Na Figura 36 pode-se observar que o fluxo do permeado se manteve estável por toda filtração, permanecendo num fluxo de 9,75 L.h-1.m-2. O volume de alimentação foi de 300 L, o volume de permeado adquirido foi de 200 L e de concentrado foi de 100 L. A Tabela 31 apresenta o resultado da caracterização do efluente têxtil de uma mistura da água de preparação, lavação de tingimento e do próprio tingimento. Tabela 31 – Resultados das características do efluente da água de mistura.
Amostras pH Condutividade
(mS.cm-1) Cor
(PtCo) DQO
(mg O2.L-1)
Inicial – Água de Mistura
7,35 16,650 3.413 2.470,79
Permeado 120 minutos
8,01 16,410 13 (#99,8%) 757,38
Amostras Sólidos Totais
(mg.L-1) Sólidos Fixos
(mg.L-1) Sólidos Voláteis
(mg.L-1) Inicial – Água de preparação
41.200,00 16.450,00 24.750,00
Permeado 120 minutos
33.500,00 19.000,00 18.950,00
# porcentagem de remoção de cor.
Pode-se observar na Tabela 31 que foi possível remover cerca de 100% da cor, 69% da DQO e 18% de sólidos totais. Para as demais análises não foi observada uma remoção significativa.
Pode-se verificar nas Tabelas 28 a 31, que a água da lavação de tingimento foi que apresentou um fluxo mais elevado, 14,50 L.h-1.m-2; isto se deve ao fato do efluente apresentar menor quantidade de sólidos totais presentes. O maior índice de sólidos totais está presente no efluente proveniente do tingimento. Com base nestes resultados pode-se verificar que os efluentes com alta concentração de sólidos totais podem prejudicar o desempenho da membrana de nanofiltração. Porém para o efluente da água de preparação, a concentração de sólidos totais é menor do que da água de lavação de tingimento, mas esta não apresenta um desempenho efetivo em relação ao fluxo permeado, pois o efluente apresenta gomas, o que acaba ocasionando um baixo desempenho da membrana.

114
4.5 TINGIMENTO
Com o permeado da água de mistura foram realizados diversos tingimentos em laboratório utilizando corante reativo e tecido de algodão. Para estes ensaios foram utilizados os corantes: Azul Turquesa Remazol G, Vermelho Remazol RR, Laranja Remazol 3R.
Inicialmente foi realizado um tingimento padrão utilizando água destilada e, para os demais testes, foi utilizada a água do permeado proveniente da água de mistura, descrita anteriormente. Com o reúso desta água foram preparadas diversas soluções de tingimento, utilizando apenas um único corante na concentração de 0,5 g.L-1 e tricomia cuja concentração da mistura de corante foi de 0,7 g.L-1 (0,4 g.L-1 de Azul Turquesa Remazol G, 0,2 g.L-1 de Vermelho Remazol RR e 0,1 g.L-1 de Laranja Remazol 3R).
Os resultados da leitura pelo espectrofotômetro estão apresentados na Tabela 32. Estes resultados são apresentados na forma de CIELAB ou (L*a*b*), os quais permitem a especificação de parâmetros de cores em termos de um espaço tridimensional. A axial L é conhecida como luminosidade e se estende de 0 (preto) a 100 (branco), e as coordenadas a* e b* representam respectivamente, vermelho-verde e amarelo-azul. O termo ∆E é derivado da palavra alemã Empfindung, que significa sensação, ou seja a diferença da amostra com o padrão.
O tingimento com o corante Vermelho Remazol RR apresentou uma coloração “rosada” devido a uma falta de ajuste inicial de pH, conforme pode ser visualizado na Tabela 32.
Para o tingimento da tricomia, não foi utilizada a receita 4, pois não havia efluente suficiente.
Conforme os resultados apresentados na Tabela 32, pode-se observar que a Formulação 2, para todos os casos, foi a que mais se aproxima do padrão. De todas as cores utilizadas, o Azul Turquesa Remazol G foi que mais se aproximou do padrão. Com base nestes resultados pode-se observar que é possível sim reutilizar o efluente do processo de tingimento de algodão, porém existe a necessidade de ajustar as formulações de tingimento para que se possa chegar a reproduzir a cor padrão. Há a necessidade de se fazer ajuste para cada cor. De acordo com os resultados apresentados na Tabela 32, a amostra utilizando o corante Vermelho Remazol RR resultou após o tingimento em uma coloração rosada.

115
Tabela 32 – Análise espectrofotométrica das amostras tingidas com permeado do efluente industrial.
Amostra L* a* b* ∆E Resultado
Azul Turquesa Remazol G – Padrão
70,17 -28,60 -18,27 ----- -------
Formulação 1 66,27 -31,12 -20,79 2,28 Reprovado Formulação 2 70,85 -28,88 -18,53 0,41 Aprovado Formulação 3 68,07 -29,87 -6,44 1,1 Aprovado Formulação 4 71,42 -9,26 -17,41 0,72 Aprovado
Vermelho Remazol RR – Padrão
63,32 33,36 -6,91 ---- ---------
Formulação 1 64,03 34,83 -5,87 1,15 Aprovado Formulação 2 64,23 35,2 -6,22 1,1 Aprovado Formulação 3 63,73 35,34 -6,13 1,04 Aprovado Formulação 4 66,49 33,78 -5,65 1,58 Reprovado
Laranja Remazol 3R – Padrão
74,55 21,76 12,32 ---- ---------
Formulação 1 68,13 26,87 14,00 3,95 Reprovado Formulação 2 74,70 22,36 11,83 0,99 Aprovado Formulação 3 71,04 28,19 14,84 4,06 Reprovado Formulação 4 72,42 24,47 12,69 1,95 Reprovado
Tricomia – Padrão 64,43 -4,91 -15,12 ---- -------
Formulação 1 60,81 -4,62 -14,73 1,57 Reprovado Formulação 2 61,68 -3,19 -16,41 2,41 Reprovado Formulação 3 60,14 -2,45 -13,02 3,14 Reprovado
Com os experimentos realizados pode-se estabelecer um comparativo relacionando as diferentes membranas e os diferentes corantes utilizados.
No tratamento de efluente do tingimento têxtil a membrana de ultrafiltração foi considerada como um método promissor de pré-tratamento da nanofiltração. A possível contaminação da superfície da membrana de nanofiltração com óleos ocasionaria uma lesão na mesma, afetando o seu desempenho irreversivelmente.
O fluxo permeado aumentou com o aumento da pressão para todas as concentrações de sal e corante; porém, houve uma diminuição

116
do fluxo com o aumento da concentração de sal. Isto também contribuiu para a redução de cor e redução de DQO.
Observou-se no decorrer dos experimentos que a configuração da Unidade piloto influencia nos resultados experimentais, facilitando ou não a passagem do efluente pela membrana, bem como altas concentrações de sais diminuem drasticamente o seu desempenho. Para muitos casos, onde havia pouco material sólido disperso no efluente, não se utilizou a ultrafiltração como pré-tratamento.
Muito embora o reúso de água no processo de tingimento tenha mostrado resultados positivos em relações às receitas utilizadas, há a necessidade de correção de receita para a reprodução exata da cor padrão. Este efeito pode ser explicado pela presença de sal monovalente na água do permeado.
5. CONCLUSÃO E SUGESTÕES
Foram escolhidos os seguintes parâmetros para monitoramento da regeneração de água dos efluentes da indústria têxtil por sistemas de membranas: temperatura, pH, DQO, sólidos suspensos totais, sólidos solúveis, sólidos fixos, sólidos voláteis, concentração de sal, dispersante e umectantes, fluxo permeado, fluxo de concentrado. Estes parâmetros são importantes, pois afetam a eficiência e desempenho das membranas.
A temperatura se mostrou um parâmetro importante quando se está trabalhando com membranas, pois as mesmas se mostram mais efetivas em temperatura mais elevada quando comparadas com temperaturas ambientes. Para a temperatura de 45ºC foi possível remover 99% da cor presente no efluente modelo. É importante verificar que é possível trabalhar com temperatura mais elevada, pois há efluentes que saem do processo de tingimento com temperatura entre 60 - 120°C.
O comportamento das membranas em relação ao pH se mostrou importante, pois em pH ácidos ou neutros se apresentaram mais efetivas na remoção de cor, aproximadamente 99% na remoção de cor, além de apresentarem fluxo permeado mais elevado quando relacionado com pH básico.
A concentração de sais como cloreto de sódio, silicato de sódio e sulfato de sódio afetou de modo adverso o fluxo permeado: quanto maior a concentração de corante e menor a concentração de sal, maior o fluxo permeado. Estes efeitos podem ser atribuídos à pressão osmótica que aumenta com o aumento da concentração de sal e diminui o fluxo do permeado. Foi observado que houve uma diminuição no fluxo permeado com aumento da concentração de sal. A avaliação do comportamento do sal no sistema é importante para a indústria, pois este é muito utilizado no processo de tingimento.
A presença de umectante influenciou negativamente o fluxo permeado. A utilização de umectante auxilia a diminuição da tensão superficial da fibra com a água ocasionando desta forma um aumento da viscosidade da solução.
O uso de dispersantes na indústria têxtil é comum, pois estes auxiliam na manutenção da suspensão das substâncias insolúveis presentes no processo. A presença destes influencia positivamente no fluxo, ou seja, quando maior for a concentração de dispersante no meio, maior será o fluxo permeado obtido. O agente dispersante

118
provavelmente diminui a viscosidade da solução, aumentando assim o fluxo permeado.
Durante a realização dos ensaios experimentais, observou-se que há uma alta concentração de substâncias orgânicas e suspensas na solução; esta característica é observada nos efluentes reais da indústria têxtil. O uso direto da membrana de nanofiltração não apresenta um alto desempenho, ocasionando muitas paradas para limpeza da mesma. No sistema investigado, foi inserido um sistema de ultrafiltração como pré-tratamento.
No sistema de ultrafiltração foi possível observar a retenção de parte da cor, sendo avaliada a concentração de sal em relação à concentração de corante para este sistema. Verificou-se que a presença de sal dificulta a passagem do corante pela membrana, não sendo este efeito relatado na literatura. Observou-se ainda, nos casos estudados, que o aumento da concentração de sal e o aumento da concentração de corante podem reduzir significativamente a redução de cor e a DQO.
Não houve uma mudança significativa do fluxo permeado para a membrana de ultrafiltração no estudo da influência da concentração de sal e corante.
No estudo realizado pôde-se concluir que o processo de separação por membranas de ultrafiltração e nanofiltração é eficiente para a remoção de cor dos efluentes têxteis e para a regeneração de água para o reúso.
A configuração das unidades pilotos de ultrafiltração e nanofiltração também se mostra importante, pois a melhor configuração estava baseada no desempenho da membrana, como na remoção de DQO e cor.
Testes realizados com o reúso de água em diferentes etapas do processamento têxtil mostram ser este processo de regeneração de água muito promissor, porém necessitando ajustes de formulação no processo de tingimento.
Sugestões de trabalhos futuros
o Verificar a possibilidade de reutilizar o concentrado no processo de tingimento;
o Verificar a utilização do efluente têxtil do tanque de equalização;
o Verificar a melhor configuração do sistema de membranas em série para uma maior recuperação do permeado;

119
o Estabelecer um modelo para adequação das formulações visando o reúso de água;
o Como os banhos de tingimentos apresentam alta concentração de material suspenso, verificar se o processo não é mais efetivo utilizando o efluente oriundo do tanque de equalização.


REFERÊNCIAS
AKBARI, A., REMIGY, J. C., APTEL, P. Treatment of textile dye effluent using a polyamide-based nanofiltration membrane. Chemical Engineering Processing, v. 41, p. 601-609, 2002.
AL-AHMAD, M; ALEEM, A. F. A; MUTIRI, A; UBAISY, A. Biofouling in RO membrane systems. Part 1: Fundamentals and control. Desalination, v. 132, p. 173-179, 2000.
ALLÈGRE, C.; MOULIN, P.; MAISSEU, M.; CHARBIT, F. Treatment and reuse of reactive dyeing effluents. Journal of Membrane Science, n.269, p.15-34, 2006.
APHA – Standard Methods for the examination of water and wastewater, 19th Edition, 5220, 1995.
AVLONITIS, S. A.; POULIOS, I.; SOTIRIOU, D.; PAPPAS, M.; MOUTESIDIS, K. Simulated cotton dye effluents treatment and reuse by nanofiltration. Desalination, n.221, p.259-267, 2008.
BAKER, J. S., DUDLEY, L. Y. Biofouling in membrane systems – a review. Desalination, v.118, p. 81-90, 1998.
BARREDO-DAMAS, S., ALCAINA-MIRANDA, M. I., OBORRA-CLAR, M. I., BES-PIA, A., MENDOZA-ROCA, J. A., IBORRA-CLAR, M. I. Study of the UF process as pretreatment of NF membranes for textile wastewater reuse. Desalination, v. 200, p. 745-747, 2006.
BES-PIÁ, A; IBORRA-CLAR, M. I; IBORRA-CLAR, A; MENDOZA-ROCA, J. A; CUARTAS-URIBE, B; ALCAINA-MIRANDA, M. I. Nanofiltration of textile industry wastewater using a physicochemical process as a pre-treatment. Desalination, v. 178, p. 343-349, 2005.
BITTER, J. G. A. Transport Mechanisms in Membrane Separation Processes. Plenum Press, New York, 1991.

122
BORGES, C.P., NOBREGA, R., HABERT, A. C. Escola Piloto em Engenharia Química, Processos de Separação com Membranas, Universidade Federal do Rio de Janeiro – UFRJ, 1997.
BYRNE, W. Reverse Osmosis – A practical guide for industrial users. Tall Oaks Publishing, Inc., 2nd Edition, USA, 2002.
CAMMAROTA, M.C. Produção de Exopolissacarídeos e Adesão Microbiana. Tese (Doutorado), Departamento de Bioquímica, Universidade Federal do Rio de Janeiro - UFRJ, 1998.
CHAKRABORTY, S., PURKAIT, M. K., DASGUPTA, S., DE, S., BASU, J. K. Nanofiltration of textile plant effluent for color removal and reduction in COD. Separation and Purification Technology, v. 31, p. 141-151, 2003.
CHEN, G., CHAI, X., YUE, P. L., MI, Y. Treatment of textile desizing wastewater by pilot scale nanofiltration membrane separation. Journal Membrane Science, v. 127, p. 93-99, 1997.
CHERYAN, M. Ultrafiltration. Handbook, Technomic Publishing Company, Pennsylvania, 1986.
CHOO, K.-H., CHOIA, S.-J., HWANG, E.-D. Effect of coagulant types on textile wastewater reclamation in a combined coagulation/ultrafiltration system. Desalination, v. 202, p. 262-270, 2007.
COOPER, P. Removing color from dyehouse waste waters – a critical review of technology available. Journal of the Society of Dyers and Colourists, n. 119, p. 97-100, 1993.
COSTA, A. C. M. Desenvolvimento de membranas resistentes à deposição de matéria orgânica e microrganismos, Exame de qualificação ao doutorado, PEQ-COPPE, Universidade Federal do Rio de Janeiro - UFRJ, 2006.
CROSSLEY, C. Membrane filtration technology in the dye industry. Journal of the Society of Dyes and Colourists, n. 114, p. 194-196, 1998.
123
FABRIS, R.; LEE, E. K.; CHOW, C. W. K.; CHEN, V.; DRIKAS, M. Pre-treatments to reduce fouling of low pressure microfiltration (MF) membranes. Journal of Membrane Science, n.289, p.231-240, 2007.
FERSI, C.; DHAHHI, M. Treatment of textile plant effluent by ultrafiltration and/or nanofiltration for water reuse. Desalination, n.222, p.263-271, 2008.
FERSI, C; GZARA, L; DHABI, M. Treatment of textile effluents by membrane technologies. Desalination, v. 185, p. 399-409, 2005.
GATEWOOD, B. M., HALL, J., Evaluation of after treatments for reusing reactive dyes. Textile Chemist Colorist, v. 28, pp 38-42, 1996.
GOZÁLVEZ-ZAFRILLA, J. M.; SANZ-ESCRIBANO, D.; LORA-GARCIA, J.; HIDALGO, M. C. L. Nanofiltration of secondary effluent for wastewater reuse in the textile industry. Desalination, n.222, p.272-279, 2008.
GUELLI U. SOUZA, S.M.A., BONILLA, K.A.S., ULSON DE SOUZA, A.A., Removal of cod and color from hydrolyzed textile azo dye by combined ozonation and biological treatment, Journal of Hazardous Materials 179 p.35–42, 2010.
HABERT, A. C.; BORGES, C. P.; NÓBREGA, R. Processos de Separação com Membranas. Apostila, Rio de Janeiro: COPPE/UFRJ, 1997.
HABERT, A.C., BORGES, C. P., NÓBREGA R., OLIVEIRA, D. R., et
al. Fundamentos e Operação dos Processos de Nanofiltração e Osmose Inversa, 2005.
JIN, X., JAWOR, A., KIM, S., HOEK, E. M. V. Effects of feed water temperature on separation performance and organic fouling of brackish water RO membranes. Desalination, n. 239, p. 346-359, 2009.

124
JIRARATANANON, R., SUNGPET, A., LUANGSOWAN, P. Performance evaluation of nanofiltration membranes for treatment of effluents containing reactive dye and salt. Desalination, v. 130, p. 177-183, 2000.
JULIANO, L. N. Preparação, caracterização e utilização de membranas poliméricas no reúso de água da indústria têxtil. Tese (Doutorado em Engenharia Química). Departamento de Engenharia Química e Engenharia de Alimentos. Universidade Federal de Santa Catarina – UFSC, Florianópolis, Santa Catarina, 2004.
KOYUNCU, I. Reactive dye removal in dye/salt mixtures by nanofiltration membranes containing vinysulphone dyes: effects of feed concentration and cross flow velocity. Desalination, n.143, p.243-253, 2002.
KOYUNCU, I.; TOPACIK, D.; WIESNER, M.R. Factors influencing flux decline during nanofiltration of solutions containing dyes and salts. Water Research, v. 38, p. 432-440, 2004.
KUNZ, A.; PERALTA-ZAMORA, P.; MORAES, S. G.; DURÁN, N. - Novas Tendências no Tratamento de Efluentes Têxteis. Química Nova. v.5, n.1, p.78-82, 2002.
KWOK, Y. K.; WONG. H. Y.; LAU, K. W. Pricing algorithms of multivariate path dependent options. Journal Complexity, n.17, p. 773-794, 2001.
LAU, W.J., ISMAIL, A. F. Polymeric nanofiltration membranes for textile dye wastewater treatment: Preparation, performance evaluation, transport modelling, and fouling control — a review. Desalination, n. 245, p. 321-348, 2009.
LIBRA, J. A., SOSATH, F. Combination of biological and chemical processes for the treatment of textile wastewater containing reactive dyes. Journal Chemical Technology Biotechnology, v. 78, p. 1149-1156, 2003.
LIN, S. H., PENG C. F. Treatment of textile wastewater by chemical methods for reuse. Water Research, v. 31, p. 868-876, 1997.
125
LOPES, C. N.; PETRUS, J. C. C.; RIELLA, H. G. Color and COD retention by nanofiltration membranes. Desalination, n.172, p.77-83, 2005.
LOPEZ, A., RICCO, G., CINNARELLA, R. PINTO, A. C. D., PASSINO, R. Textile wastewater reuse: ozonation of membrane concentrated secondary effluent. Water Science Technology, v. 40, p. 99-105, 1999.
MADAENI, S. S; MANSOURPANAH, Y. Chemical cleaning of reverse osmosis membranes fouled by whey. Desalination, v. 161, p. 13-24, 2004.
MAJEWSKA-NOWAK, K.; KABSCH-KORBUTOWICZ, M.; WINNICKI, T. Salt effect on the dye separation by hydrophilic membranes. Desalination, v. 108, p. 221-229, 1996.
MARCUCCI, M., CIABATTI, I., MATTEUCCI, A., VERNAGLIONE, G. Membrane technologies applied to textile wastewater treatment. Annals of the New York Academy of Sciences, v. 984, p. 53-64, 2003.
MARCUCCI, M., CIARDELLI, G., MATTEUCCI, A., RANIERI, L., RUSSO, M. Experimental campaigns on textile wastewater for reuse by means of different membrane process. Desalination, v. 149, p. 137-143, 2002.
MARMAGNE, O., COSTE, C. Color removal from textile plant effluents. American Dyestuff Reporter, April 1996.
MATTILA-SANDHOLM, T., WIRTANEN, G. Biofilm formation in the industry: a review. Food Reviews International, v.8 (4), p.573-603, 1992.
MEYER, B. Approaches to prevention, removal and killing of biofilms. International Biodeterioration & Biodegradation, v. 51, p. 249-253, 2003.
MO, J. H., LEE, Y. H., KIM, J., JEONG, J. y., JEGAL, J. Treatment of dye aqueous solutions using nanofiltration polyamide composite membranes for the dye wastewater reuse. Dyes Pigments, v. 76, p. 429-434, 2008.
126
MOHAMMAD, A. W., HILAL, N., AL-ZOUBI, H., DARWISH, N. N., Prediction of permeate fluxes and rejections of highly concentrated salts in nanofiltration membranes. Journal of Membrane Science, n. 289, p. 40-50, 2007.
MULDER, M. Basic principles of Membrane Technology. The Netherlands, Kluwer Academic Publishers, 1987.
NIVENS, D. E.; PALMER, R. Jr.; WHITE, D. C. Continuous nondestructive monitoring of microbial biofilms: A review of analytical techniques. Journal of Industrial Microbiology, v. 15, p. 263-276, 1995.
NYSTRÖM, M.; KAIPIA, L.; LUQUES, S. Fouling and retention of nanofiltration membranes. Journal of Membrane Science, n. 98, p.249-262, 1995.
PERES, C. S.; ABRAHÃO, A. J. Características e sistemas de tratamento de águas residuais das indústrias têxteis – uma primeira abordagem. Química têxtil, São Paulo:ABQCT, n. 52, p. 22-39, 1998.
PETRUS, J. C. C. Preparação, modificação e caracterização de membranas assimétricas para clarificação de suco de frutas. Tese (Doutorado em Engenharia de Alimentos). Faculdade de Engenharia de Alimentos. Universidade Estadual de Campinas – UNICAMP, Campinas, São Paulo, 1997.
POULSEN, L. V. Microbial Biofilm in Food Processing. Lebensmittel-Wissenschaft und-Technologie, v. 32, p. 321-326, 1999.
QIN, J.-J., OO, M. H., KEKRE, K. A. Nanofiltration for recovering wastewater from a specific dyeing facility. Separation and Purification Technology, v. 56, p. 199-203, 2007.
RAUTENBACH, R; ALBRECHT, R. Membrane Processes. New York, John Willy Wiley e Sons, 1989.
SANIN, L. B. B. A indústria têxtil e o meio ambiente. Química Têxtil, São Paulo: ABQCT, n. 46, p. 13-34, 1997.

127
SEIDEL, A., ELIMELECH, M. Coupling between chemical and physical interactions in natural organic matter (NOM) fouling of nanofiltration membranes: implications for fouling control. Journal of Membrane Science, v. 203, p. 245-255, 2002.
SELCUK, H. Decolorization and detoxification of textile wastewater by ozonation and coagulation processes. Dyes Pigments, v. 64, p. 217-222, 2005.
SENTHIKUMAR, M., MUTHUKUMAR, M. Studies on the possibility of recycling reactive dye bath effluent after decolouration using ozone. Dye Pigments, v. 72, p. 251-255, 2007.
SHU, L., WAITE, T. D., BLISS, P.J., FANE, A., JEGATHEESAN, V. Nanofiltration for the possible reuse of water and recovery of sodium chloride salt from textile effluent. Desalination, v. 172, p. 235-243, 2005.
STEINHART, M. R. V. Auxiliares têxteis do ponto de vista dos tensoativos. Química Têxtil, p.76-80, 2000.
SUKSAROJ, C., HERAN, M., ALLEGRE, C., PERSIN, F. Treatment of textile plant effluent by nanofiltration and/or reverse osmosis for water reuse. Desalination, v. 178, p. 333-341, 2005.
SUNGPET. A; JIRARATANANON, R; LUANGSOWAN. Treatment of effluents from textile-rinsing operations by thermally stable nanofiltration membranes. Desalination, v. 160, p. 75-81, 2004.
TANG, C., CHEN, V. Nanofiltration of textile wastewater for water reuse. Desalination, v. 143, p. 11-20, 2002.
TANNINEN, J., MÄNTTÄRI, M., NYSTRÖM, M. Effect of salt mixture concentration with NF membranes. Journal of Membrane Science, n. 283, p. 57-64, 2006.
TZITZI, M., VAYENAS, D. V., LYBERATOS, G. Pretreatment of textile wastewater with ozone. Water Science Technology, v. 29, p. 151-160, 1994.
128
UZAL, N; YILMAZ, L; YETIL, U. Microfiltration: a pretreatment alternative for indigo dyeing textile wastewater. Desalination, v. 199, p. 515-517, 2006.
VAN DER BRUGGEN, B., CORNELIS, G., VANDECASTEELE, C., DEVREESE, I. Fouling of nanofiltration and ultrafiltration membranes applied for wastewater regeneration in textile industry. Desalination, v. 175, p. 111-119, 2005.
VAN DER BRUGGEN, B., DAEMS, B., WILMS, D., VANDECASTEELE. Mechanisms of retention and flux decline for the nanofiltration of the dye baths from the textile industry. Separation and Purification Technology, v. 22-23, p. 519-528, 2001.
VANDERIVERE, P. C., BIANCHI, R., VERSTRAETE, W. Treatment and reuse of wastewater from the textile wet-processing industry: review of emerging technologies. Journal Chemical Technology and Biotechnology, v. 73, p. 289- 302, 1998.
VARGAS, G. M. R. Fibras ocas compostas com acamada seletiva hidrofílica para osmose inversa e nanofiltração. Exame de qualificação ao doutorado, PEQ-COPPE, Universidade Federal do Rio de Janeiro - UFRJ, 2006.
VROUWENVELDER, J. S., KAPPELHOF, J. W. N. M, HEIJMAN, S. G. J. et al. Tools for fouling diagnostics of NF and RO membranes and assessment of the fouling potential of feed water. Desalination, v. 157, p. 361-365, 2003.
WEND, C. F; STEWART, P. S; JONES, W; CAMPER, A. K. Pretreatment for membrane water treatment systems: a laboratory study. Water Research, v. 37, p. 3367-3378, 2003.
WILBERT, M. C; LEITZ, F; ALBART, E. The desalting and water treatment membrane manual: a guide to membrane for municipal water treatment. Water Treatment Technology Program, n. 29, 1998.

129
ZHANG, F., YEDILER, A., LIANG, X., KETRUP, A. Effects of dye additives on ozonation process and oxidation by-products: a comparative study using hydrolyzed C.I. Reactive Red. Dyes Pigments, v. 60, p. 1-7, 2004.
ZOLLINGER, H. Color Chemistry: Syntheses, properties and applications of organic dyes and pigments. Ed. 2ª, Editora VCH, p. 496, 1991.


ANEXO A
Foi realizado um planejamento experimental fatorial 22 com pontos centrais (Planejamento Composto Central). Este planejamento permite verificar a curvatura de um plano, ou seja, verificar a existência de termos quadráticos no modelo de regressão. Para o planejamento composto central, quatro diferentes modelos podem ser testados, sendo que no presente trabalho foram avaliados os termos lineares e quadráticos dos efeitos principais e interações, conforme pode ser visualizado nas Tabelas A1 a A10, para o corante Preto Remazol B.
O programa Statistica, versão 7.0, foi utilizado para a análise dos resultados obtidos, com a finalidade de verificar a influência de diferentes concentrações de sal e de corante na ultrafiltração. Para estas análises, foram usados os parâmetros: redução de cor e redução de DQO. Não houve modificação do pH em nenhum dos experimentos e a condutividade teve variação desprezível. Nas Tabelas A1 a A10 e nas Figuras A1 a A4 são apresentados os resultados obtidos. Tabela A1 – Resultado experimental para a remoção relativa de DQO, para diferentes concentrações de corante e de NaCl, para uma pressão de 10kgf.cm-2.
Corante (g.L-1) NaCl (g.L-1) Redução de DQO relativa
0,5 5,0 0,051 27,5 0,117 50,0 0,041
2,75 5,0 0,660 27,5 0,295 50,0 0,038
5,0 5,0 0,893 27,5 0,771 50,0 0,419
Posteriormente efetuou-se o cálculo dos efeitos independentes sobre a resposta, que podem ser visualizados na Tabela A2.

132
Tabela A2 – Principais efeitos na redução relativa de DQO.
Efeito DP* t(12) p
Lim. Conf.
(-95%)
Lim. Conf. (+95)
Média 0,360 0,052 6,932 0,000 0,247 0,473 (1)C (L) 0,624 0,056 10,966 0,000 0,500 0,748 C (Q) 0,102 0,098 1,035 0,320 -0,112 0,317 (2)S (L) -0,368 0,056 -6,463 0,000 -0,492 -0,244 S(Q) -0,088 0,098 -0,894 0,388 -0,303 0,126 1L x 2L -0,232 0,069 -3,325 0,006 -0,383 -0,080
C – corante, S – sal, *DP – desvio padrão.
Considerando os valores de “p” da Tabela A2, observa-se que alguns parâmetros não são significativos, valores que estão na cor preta, para um limite de confiança de 95%. Este comportamento é melhor observado pela Figura A1.
Figura A1 – Gráfico de Pareto para redução relativa de DQO.
Pode-se observar na Figura A1 que os termos lineares foram os
únicos que têm fator significativo na redução da DQO, ou seja, a concentração de corante, sal e a interação corante/sal. Como alguns dos efeitos não são significativos, deve-se ignorá-los antes de partir para a análise dos coeficientes de regressão para a obtenção do modelo, conforme mostrado na Tabela A3.

133
Tabela A3 – Coeficientes de Regressão, para redução relativa de DQO.
Coef. Regressão Desvio Padrão t(4) p Media 0,365 0,023143 15,77504 0,000000 (1)C (L) 0,312 0,028345 11,01649 0,000000 (2)S (L) -0,184 0,028345 -6,49337 0,000014 1L x 2L -0,116 0,034715 -3,34102 0,004850
C – corante; S – sal; Nível de confiança de 95%.
Os coeficientes de regressão são considerados como parâmetros do modelo. É através deles que se obtém o modelo experimental codificado.
DQO = 0,365 + 0,312Corante - 0,184Sal - 0,116 Corante x Sal
Após a obtenção do modelo, foi realizada a análise de variância
para avaliar a significância estatística do modelo estimado para a redução máxima de DQO, conforme mostrado na Tabela A4. Tabela A4 - Análises de variância (ANOVA), para redução relativa de DQO.
SS GL MS F p (1)Corante (L) 1,1701 1 1,1701 121,3631 0,000000 (2)Sal (L) 0,4065 1 0,4065 42,1639 0,000014 1L x 2L 0,1076 1 0,1076 11,1624 0,004850 Erro Puro 0,1350 14 0,0096 Total 1,8192 17
Nível de confiança de 95%.
Baseado na Tabela A4 foi obtida a Tabela A5 para validar o modelo, através da comparação do Fcalculado com o Ftabelado. Tabela A5 – Análise de variância para o desenvolvimento experimental (Rearranjo ANOVA), para redução relativa de DQO.
SS GL MS Fcalculado Ftabelado Regressão 1,6842 3 0,561396 58,2298 3,343889 Resíduos 0,1350 14 0,009641 Total 1,8192 17
Coeficiente de correlação (R2) = 0,99705; R = 0,99582 F (95%; 3, 14) = 3,343889
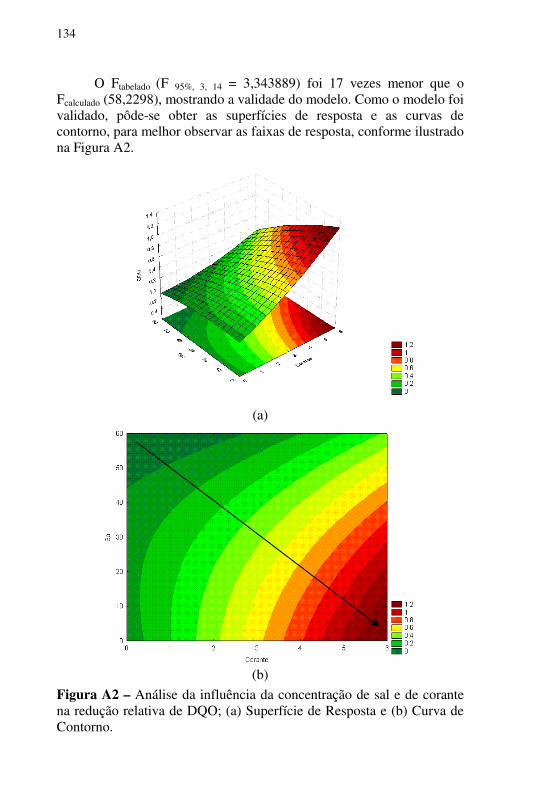
134
O Ftabelado (F 95%, 3, 14 = 3,343889) foi 17 vezes menor que o Fcalculado (58,2298), mostrando a validade do modelo. Como o modelo foi validado, pôde-se obter as superfícies de resposta e as curvas de contorno, para melhor observar as faixas de resposta, conforme ilustrado na Figura A2.
(a)
(b)
Figura A2 – Análise da influência da concentração de sal e de corante na redução relativa de DQO; (a) Superfície de Resposta e (b) Curva de Contorno.

135
Para a Curva de Contorno ilustrada na Figura A2(b), observa-se que quanto maior for a concentração de corante e menor for a concentração de sal, maior será a redução de DQO. A reta tracejada no gráfico da Curva de Contorno apresenta a trajetória desejada de operação do sistema, ou seja, à medida que a concentração de corante aumenta na célula e a concentração de sal diminui, a eficiência de remoção de DQO seria máxima. Na prática existe uma tendência de retenção de sal bivalente, o que levaria a uma menor eficiência do processo.
Na Tabela A6 são apresentados os valores experimentais para a redução de cor obtida durante os testes de diferentes concentrações de corante e Cloreto de Sódio.
Tabela A6 – Resultado experimental para a redução relativa de cor, para diferentes concentrações de corante e de NaCl, para uma pressão de 10 kgf.cm-2.
Corante (g.L-1) NaCl (g.L-1) Redução de cor relativa 0,5 5,0 0,967 27,5 0,902 50,0 0,857
2,75 5,0 0,975 27,5 0,924 50,0 0,895
5,0 5,0 0,997 27,5 0,962 50,0 0,963
Os efeitos independentes sobre a resposta podem ser visualizados
na Tabela A7.
Tabela A7 – Principais efeitos na redução relativa de cor.
Efeito DP t(12) p
Lim. Conf.
(-95%)
Lim. Conf. (+95)
Média 0,9226 0,001 606,343 0,0000 0,9193 0,9259 (1)C (L) 0,0655 0,001 39,284 0,0000 0,0618 0,0691 C(Q) 0,0196 0,002 6,799 0,0000 0,0133 0,0259 (2)S (L) -0,0752 0,001 -45,110 0,0000 -0,0788 -0,0716 S (Q) 0,0262 0,002 9,084 0,0000 0,0199 0,0325 1L x 2L 0,0381 0,002 18,658 0,0000 0,0336 0,0425
C – corante; S – sal, DP – desvio padrão.

136
Considerando os valores de “p” da Tabela A7, observa-se que todos os parâmetros são significativos para um limite de confiança de 95%. Este comportamento é melhor observado pela Figura A3.
Figura A3 – Gráfico de Pareto para redução relativa de cor.
Pode-se observar no Gráfico de Pareto, Figura A3, que os termos lineares, quadráticos e interação corante/sal são fatores significativos para a redução de cor. Todos os efeitos são significativos; a partir destes, pôde-se encontrar os coeficientes de regressão para a obtenção do modelo, conforme ilustrado na Tabela A8. Tabela A8 – Coeficientes de Regressão.
Coef.
Regressão Desvio Padrão
t(4) P
Média 0,923 0,001522 606,3436 0,000000 (1)C (L) 0,033 0,000833 39,2844 0,000000 C (Q) 0,010 0,001443 6,7996 0,000019 (2)S (L) -0,038 0,000833 -45,1104 0,000000 S (Q) 0,013 0,001443 9,0849 0,000001 1L x 2L 0,019 0,001021 18,6587 0,000000
C – corante; S – sal; Nível de confiança de 95%.

137
Os coeficientes de regressão são considerados como os parâmetros do modelo. É através deles que se obtém o modelo experimental codificado.
Cor = 0,923 + 0,033Corante + 0,010Corante2 - 0,038Sal + 0,013Sal2 + 0,019Corante x Sal
A análise da variância para avaliar a significância estatística do modelo estimado, para a redução máxima de cor, é mostrada na Tabela A9. Tabela A9 – Análises de variância (ANOVA), para redução relativa de cor.
SS GL MS F P (1)C (L) 0,0129 1 0,0129 1543,264 0,000000 C (Q) 0,0004 1 0,0004 46,234 0,000019 (2)S (L) 0,0170 1 0,0170 2034,946 0,000000 S (Q) 0,0007 1 0,0007 82,535 0,000001 1L x 2L 0,0029 1 0,0029 348,149 0,000000 Erro Puro 0,0001 12 0,0000 Total 0,0339 17
C – corante; S –sal; Nível de confiança de 95%.
Baseado na Tabela A9, elaborou-se a Tabela A10, para validar o modelo através da comparação do Fcalculado com o Ftabelado. Tabela A10 – Análise de variância para desenvolvimento experimental (Rearranjo ANOVA), para redução relativa de cor.
SS GL MS Fcalculado Ftabelado Regressão 0,0338 5 0,006759 811,0257 3,105875 Resíduos 0,0001 12 8,33E-06 Total 0,0339 17
Coeficiente de correlação (R2) = 0,99705; R = 0,99582 F (95%; 5, 12) = 3,105875
O Ftabelado (F 95%, 5, 12 = 3,105875) foi 261 vezes menor que o Fcalculado (811,0257), mostrando a validade do modelo. Como o modelo
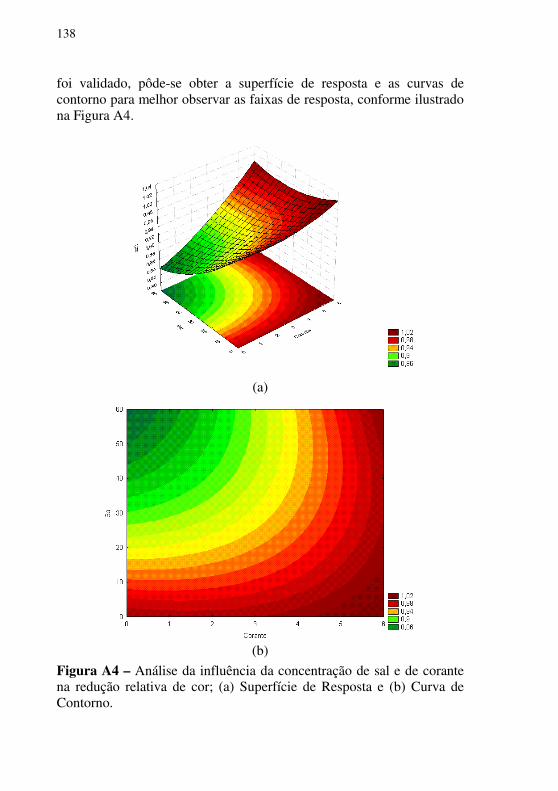
138
foi validado, pôde-se obter a superfície de resposta e as curvas de contorno para melhor observar as faixas de resposta, conforme ilustrado na Figura A4.
(a)
(b)
Figura A4 – Análise da influência da concentração de sal e de corante na redução relativa de cor; (a) Superfície de Resposta e (b) Curva de Contorno.

139
Pode-se observar na Figura A4 que a redução de cor pode variar com a concentração de sal e corante. Majewska-Novak et al. (1996) observaram que quanto maior for a concentração de sal, menor será a permeação de água e menor será a taxa de rejeição de corante, ou seja, menor será a remoção de cor.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo