universidade federal de alagoas centro de...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE ALAGOAS
CENTRO DE TECNOLOGIA
UNIVERSIDADE FEDERAL DE ALAGOAS
CENTRO DE TECNOLOGIA
TRATAMENTO DE ÁGUA DE PRODUÇÃO DO PETRÓLEO VIA
FLOTAÇÃO
Aluno: Marcos Antônio Rodrigues Tenorio
Orientadore: João Inácio Soletti

Dedico este trabalho a Deus pela vida e
existência de tudo aquilo que torna a
ciência tão interessante de ser estudada.
Aos meus familiares que sempre
acreditaram na minha capacidade.

AGRADECIMENTOS
A priori agradeço ao professor João Inácio Soletti e a professora Sandra Helena
Vieira pelo apoio e aprendizado que me foram passados, e principalmente, pela confiança
depositada em mim.
Ao Victor Pugliese também pelo o apoio e por toda experiência que me passou,
aliado a conhecimentos específicos (diante da unidade de flotação trabalhada) que foram
fundamentais para realização desse trabalho.
Ao professor Wagner Pimentel pelo conhecimento repassado que foi totalmente
relevante para execução do trabalho.
A Débora Lima, minha namorada, que foi uma pessoa essencial para que esse
trabalho fosse concluído, por meio de sua disposição e paciência.
A minha família, em especial, meus pais por todo sacrifício que fizeram para que eu
pudesse concretizar esse sonho. Agradeço também aos outros familiares que mesmo sem
participar diretamente com esse trabalho, estiveram sempre presentes e são fundamentais
na minha vida.
RESUMO
Os problemas ambientais têm as suas causas relacionadas com a toxidade de
seus efluentes, é notória a crescente preocupação com questões voltadas ao meio
ambiente e como consequência disso, o aparecimento de novas leis e resolução
ambientais mais restritivas, a atividade de extração de petróleo acaba procurando o
enquadramento nessas novas exigências. A água de produção que é gerada nessa
atividade deve-se ser destacada uma vez que seu volume vem aumentado de
maneira gradativa a partir do envelhecimento dos poços e perfuração de novos. O
lançamento de efluentes de água de produção deve ser tratado de acordo com a
legislação ambiental, por conta de problemas como o elevado volume descartado, já
que em média, para cada m³/dia de petróleo produzido são gerados 3 a 4 m³/dia de
água. A água de produção corresponde a 98% de todos os efluentes gerados, e é
constituída por sais, óleos e outros elementos tóxicos, em virtude disso é que as
empresas vêm investindo cada vez mais nos processos de tratamento desses
efluentes e um dos métodos mais utilizados pelas indústrias de petróleo é a flotação
por ar dissolvido (FAD) por ser um método que apresenta elevados rendimentos e
custos baixos tanto de instalação quanto de operação. Com base em todos estes
fatos é que foi desenvolvido este trabalho, que estuda o processo da flotação em si
e as condições operacionais que conduzem aos melhores rendimentos avaliando-a
sobre a influência de três variáveis de processo: concentração do efluente, vazão de
alimentação do efluente e vazão de diluição que se refere a corrente de alimentação
ar-água. Sendo assim, este estudo tomou como método de análise a redução do
teor de óleo e graxas (TOG) dos efluentes, com o intuito de conseguir enquadrá-los
dentro das especificações vigentes nas legislações ambientais e como resultado,
observou o quanto que as variáveis influenciam no processo e o significado físico
dessas influências, pôde-se perceber também as relações que as variáveis possuem
entre si e sobretudo, conseguiu condições operacionais em que foram atingidos 90%
de rendimento no processo, obtendo uma água apropriada tanto para o descarte
como para a re-injeção em poços de produção, confirmando assim a eficiência deste
método no tratamento de efluentes oleosos.
Palavras-chave: Petróleo, Água de Produção, Tratamento de Efluentes, Flotação
por ar dissolvido.

ABSTRACT
Environmental problems have their causes related to the toxicity of their effluents,
one notes the growing concern with issues related to the environment and as a
result, the emergence of new and more stringent environmental laws resolution, the
activity of extraction of oil ends up looking framing these new requirements. The
water production that is generated in this activity should be highlighted since its
volume is increased gradually applied from aging wells and drilling new. The effluent
discharge of produced water must be treated in accordance with environmental
legislation, due to problems such as high volume discarded, since on average, for
each m³ / day of oil produced are generated 3-4 m³ / day water. The water production
represents 98% of all waste generated, and consists of salts, oils and other toxic
elements, by virtue of this is that companies are increasingly investing in these
wastewater treatment processes and one of the most widely used methods the oil
industry is the dissolved air flotation (DAF) to be a method that has high yields and
low costs of both installation and operation. Based on all these facts is that this work,
which studies the flotation process itself and the operating conditions that lead to
improved yields on evaluating the influence of three process variables was
developed: the effluent concentration, feed flow rate of effluent flow rate and dilution
that refers to air feed stream water. Thus, this study focused analysis method to
reduce the oil content and grease (TOG) of effluents, in order to get fit them within
the existing specifications in environmental laws and as a result, noted how the
variables influence the process and the physical meaning of these influences, it could
also perceive the relations that variables have each other and especially where
operating conditions could have been achieved in 90% yield process, obtaining
appropriate water for both disposal and for the re-injection wells in production, thus
confirming the efficiency of this method in the treatment of oily wastewater.
Keywords: Oil, Water Production, Wastewater Treatment, dissolved air flotation

LISTA DE ILUSTRAÇÕES
Figura 1 – Fluxograma da unidade piloto utilizada na etapa experimental................24
Figura 2 – Superfície de resposta, tomando o valor da concentração do efluente
constante....................................................................................................................31
Figura 3 – Unidade piloto de flotação por ar dissolvido.............................................34
Figura 4 – Amostras coletadas durante o processo...................................................35

LISTA DE TABELAS
Tabela 1 – Identificação das varáveis do processo....................................................25
Tabela 2 – Resultados da remoção de óleo para uma concentração do efluente de
150 ppm......................................................................................................................26
Tabela 3 – Resultados da remoção de óleo para uma concentração do efluente de
50 ppm........................................................................................................................26
Tabela 4 – Planejamento experimental, resultados das corridas experimentais.......28
Tabela 5 – Planejamento Fatorial completo, resultado da iteração dos fatores........29
LISTA DE ABREVIATURAS E SIGLAS
FAD – Flotação por Ar Dissolvido
TOG – Teor de Óleo e Graxa
DAF – Dissolved Air Flotation
CONAMA – Conselho Nacional do Meio Ambiente
FAI – Flotação por Ar Induzido
DQO – Demanda Química de Oxigênio
ETE – Estação de Tratamento de Efluente
SAO – Separados Água-Óleo
LASSOP – Laboratório de Sistemas de Separação e Otimização de Processos

SUMÁRIO
1. INTRODUÇÃO ...................................................................................................... 10
2. OBJETIVOS .......................................................................................................... 12
2.1. Geral ............................................................................................................... 12
2.2. Específico ....................................................................................................... 12
3. REVISÃO BIBLIOGRÁFICA .................................................................................. 13
3.1. Petróleo ........................................................................................................... 13
3.2. Efluentes da Indústria do Petróleo .................................................................. 15
3.3. Impactos Ambientais ....................................................................................... 16
3.4. Emulsões ........................................................................................................ 18
3.5. Tratamento de Efluentes ................................................................................. 20
3.6. Flotação por ar dissolvido ............................................................................... 22
4. METODOLOGIA .................................................................................................... 24
5. RESULTADOS E DISCUSSŌES .......................................................................... 26
6. CONCLUSÃO ........................................................................................................ 36
REFERÊNCIAS ......................................................................................................... 37
10
1. Introdução
Quando se tem ambientes com baixo teor de oxigênio e presença de bactérias
capazes de decompor a matéria orgânica, principalmente plâncton (plantas e
animais microscópicos), pode-se obter uma substância oleosa denominada petróleo.
O petróleo é uma mistura de hidrocarbonetos gerada a milhões de anos a partir da
decomposição dessa matéria orgânica, juntamente com o auxílio da pressão. O
petróleo é formado por bacias sedimentares específicas, formadas por camadas ou
lençóis porosos de areia, arenito ou calcários (KELMAN, 2005).
Segundo Kelman (2005) além de ter grande atuação no setor de transportes, o
petróleo também se destaca por ser a principal fonte de energia elétrica em muitos
países do mundo. Mariano (2001) também destaca que o petróleo não deve ser
limitado como uma das principais fontes de energia e comenta sobre seus derivados
que serve como matéria-prima para manufatura de inúmeros bens de consumo.
Mariano (2001) ainda afirma que haveria uma mudança relevante, talvez,
totalitária, tanto de mentalidade quanto de hábitos na população caso não houvesse
mais todas essas comodidades e benefícios consequentes do petróleo, ou seja, é
plausível afirmar que haveria uma reformulação relevante na maneira a qual a
sociedade atual funciona, comporta-se.
Entretanto a indústria de petróleo, em todos os seus estágios de produção,
consome grandes quantidades de energia e acaba produzindo quantidades
relevantes de despejos líquidos, além de liberar diversos gases nocivos para a
atmosfera e produzir resíduos sólidos de tratamento difícil. Consequente a isso, a
indústria de petróleo acaba, em maioria, sendo uma degradadora do meio ambiente,
e é responsável por afetar o ar, água, solo e, por conseguinte, a todos os seres vivos
(Mariano, 2001).
A água produzida ou água de produção, em relação a sua composição e volume,
elas variam com o local de extração. Como afirma Andrade (2009), a proporção
água produzida/óleo pode chegar a 90% de água produzida em poços mais antigos.
Em geral, a água produzida contém alto teor de sal, partículas de óleo
emulsionadas, produtos químicos adicionados nos diferentes processos de

11
produção, sólidos suspensos, sólidos dissolvidos (componentes inorgânicos), entre
outros.
No Brasil, foi criado o Conselho Nacional de Meio Ambiente (CONAMA), que
dentre as suas competências, estabelece limites para o descarte destas águas
quanto ao teor de óleo e graxa (TOG), de acordo com a resolução nº 20/86, o
lançamento de efluentes oleosos não deverá exceder a 20 mg.L-1 de teor de óleo e
graxa. A presença de óleo resulta em prejuízos na aeração e iluminação naturais de
cursos d’água, devido à formação de um filme insolúvel na superfície, produzindo
efeitos nocivos sobre a fauna e a flora (ANDRADE, 2009).
Segundo Andrade (2009), pode-se classificar a presença de óleo em solução
aquosa sob quatro formas distintas: livre, disperso, emulsificado e solubilizado.
Geralmente, o tratamento de óleo emulsificado exige a utilização de processos mais
sofisticados como a centrifugação ou a flotação.
A flotação por ar induzido (FAI) e a flotação por ar dissolvido (FAD) são os tipos
de flotação mais utilizados por apresentarem maiores rendimentos. Onde a segunda,
tem como base a separação de partículas sólidas e/ou líquidas em uma fase líquida
por meio da utilização de microbolhas de gás, normalmente o ar, que aderindo à
superfície das partículas, aumenta o seu empuxo, provocando assim a ascensão
das mesmas em direção à superfície, onde são devidamente coletadas após
atingirem uma determinada concentração (REALI, 1996).

12
2. Objetivos
2.1. Geral
Este trabalho tem o propósito de avaliar a flotação como operação unitária
para o tratamento de água de produção de petróleo, utilizando um efluente
sintético.
Compreender a influência que cada variável tem sobre o processo de
flotação, de que forma estas variáveis se relacionam e desenvolver
metodologias que facilitem o trabalho operacional.
2.2. Específico
- Preparar a unidade piloto de flotação para o experimento: Construir uma
coluna com 1,5m de altura, consequentemente, adaptar todo o sistema de
tubulação e válvula para esta nova coluna;
- Corridas experimentais: Realizar o trabalho operacional em princípio
utilizando-se somente água para fase de testes da nova coluna, em seguida,
iniciar o tratamento de efluente;
- Análise dos resultados: Estudar o funcionamento e aprender a manusear
todos os equipamentos laboratoriais utilizados na etapa de análise e verificar
por meio destes o desempenho da flotação coletando amostras das diferentes
correntes durante o processo operacional, fazer a análise destas amostras com
base no teor de óleo e graxa.

13
3. Revisão bibliográfica
3.1. Petróleo
A principal fonte de energia do mundo é o petróleo, mais de 80% de todo o
petróleo produzido é usado como fonte de energia para manter o mundo em
movimento e desde então foi tornando-se primordial quanto ao uso como
combustível e iluminação. É composto de carbono e hidrogênio em sua maioria, e
segundo Jesus (2011) tem classificações variadas de densidade, cor, o que acarreta
determinações relacionadas a menor ou maior valorização.
A indústria do petróleo é definida, segundo a legislação brasileira, como o
conjunto de atividades econômicas relacionadas com a exploração,
desenvolvimento, produção, refino, processamento, transporte, importação e
exportação de petróleo, gás natural e outros hidrocarbonetos fluidos e seus
derivados (COSTA, 2000).
O petróleo tem origem nas bacias sedimentares, geralmente lagos onde
existiam grandes quantidades de matéria orgânica e com o passar dos anos foram
sofrendo deposições de diversas formas, como, camadas de terra, quantidades de
sal e até mesmo águas oceânicas que começaram a invadir essa região, tornando
um ambiente favorável para a proliferação de microrganismos como, por exemplo,
as cianobactérias (CHRISTANTE, 2009).
Segundo Christante (2009) para que possa haver o acúmulo de grandes
jazidas de petróleo, é imprescindível a existência de três tipos de rocha, a rocha
geradora que nada mais é do que a matéria orgânica do antigo lago, que juntamente
com a argila transformou-se em rocha e num ambiente com condições favoráveis de
temperatura e pressão favoreceram as reações químicas que deram origem ao
petróleo. A rocha reservatório ou rocha carbonática microbiana para onde o petróleo
migra em busca de regiões com menor pressão após ser formado na rocha
geradora, são rochas altamente porosas formadas a partir de carbonato de cálcio e
magnésio excretados por cianobactérias. E por fim uma rocha selante ou capeadora
com baixa permeabilidade, que faz com que o óleo e o gás fiquem aprisionados na
rocha reservatório.

14
Quando se descobre uma nova jazida de petróleo, Jesus (2011) ressalta que
os geólogos e os geofísicos primeiramente, precisam fazer uma análise detalhada
do local descoberto, enfatiza que esse trabalho além de demorado, também acarreta
altos custos. A priori esta análise detalhada irá identificar quais as localizações com
características prováveis para a ocorrência do petróleo, isso diante das formações
geológicas. Tais estudos têm como base, dados fornecidos por métodos geológicos
e geofísicos, onde suas análises resultarão na identificação de quais são as
condições mais favoráveis para a presença de petróleo no subsolo, entretanto, isso
não necessariamente certifica uma acumulação do mesmo.
Os fluidos contidos num reservatório de petróleo possuem uma energia natural
ou primária que é resultado de todas as circunstâncias geológicas sofridas pela
jazida ao longo dos anos até a sua completa formação e essa energia faz com que
os fluidos retidos no reservatório migrem para a superfície. Porém, quando ocorre o
esgotamento dessa energia na etapa de produção, uma grande quantidade de
hidrocarbonetos ainda fica retida no reservatório e é então necessário utilizar outros
métodos para a recuperação desse petróleo. A injeção de água é um dos principais
métodos de recuperação secundária utilizado no Brasil (QUEIROZ, 2012).
Contudo a exploração de petróleo não é uma tarefa nada fácil tendo em vista
todos os aspectos técnicos, econômicos e ambientais. Entretanto, no Brasil, as
maiores dificuldades são de ordem técnico-econômica principalmente no que se
refere a exploração em alto mar, pois são operações que se dão em condições
ambientais adversas, estando sujeito aos mais variados fenômenos da natureza
(onda, correnteza e vento) além da exploração se dar em águas cada vez mais
profundas, aumentando dessa forma os desafios dos projetos de pesquisa e
desenvolvimento (MALTA, 2010).
O petróleo na forma em que é extraído em seu estado bruto tem mínimas
aplicações. Quanto ao refino do petróleo, Mariano (2001) diz que consiste na série
de etapas na qual o óleo bruto é submetido para que se obtenham seus derivados,
os quais carregam consigo grande interesse comercial. Esse processamento
engloba etapas físicas e químicas de separação e conversão que dão origem as
diversas frações do petróleo. Portanto, refinar petróleo é basicamente separar as
15
frações desejadas, processá-las, além de dar-lhes acabamento para que assim haja
obtenção de produtos propícios à venda.
3.2. Efluentes da Indústria do Petróleo
A utilização da água pela indústria pode ocorrer de diversas formas segundo
Giordano (2004). Dentre elas está a incorporação ao produto, lavagens de
máquinas, tubulações e pisos; águas de sistemas de resfriamento e geradores de
vapor; águas utilizadas diretamente nas etapas do processo industrial ou
incorporadas aos produtos; esgotos sanitários dos funcionários. Há exceção quanto
aos volumes de água incorporadas aos produtos e pelas perdas por evaporação, em
relação a primeira, elas tornam-se contaminadas por resíduos do processo industrial
ou pelas perdas de energia térmica, originando assim os efluentes líquidos.
Carvalho (2006) afirma que os efluentes de refinarias de petróleo têm como
principal característica, grande parcela de contaminantes orgânicos, esses,
contribuem para valores elevados de DQO (demanda química de oxigênio).
Consequente a isso a grande preocupação ao se projetar as ETE’s (estações de
tratamentos de efluentes) nessas refinarias é a remoção destes compostos, para
posteriormente haver adequação principalmente dos teores de óleos e graxas na
legislação ambiental vigente. Entretanto, dependendo dos tipos de processos
utilizados pela refinaria, alguns compostos (fenóis, nitrogênio amoniacal, benzeno e
sulfetos) devem individualmente, merecer especial atenção.
A água de produção é o principal efluente na etapa de extração, que pode ter
duas finalidades. A primeira a re-injeção que auxilia na produção do petróleo ou no
descarte no meio ambiente, onde ambos não podem ser efetuados de maneira
desordenada. Para a injeção desta água no poço é necessário que a água contenha
concentrações abaixo de 5 ppm de óleo para que não ocorra o bloqueio dos poros
do reservatório, afetando assim a eficiência de produção. Para descarte desta água,
é necessário também o seu tratamento, pois contendo óleo, substâncias orgânicas,
inorgânicas e até mesmo tóxicas podem trazer sérios danos ao ambiente no qual se
está sendo feito o descarte desta água.
A água é produzida em quantidade significativa juntamente com o óleo e o gás,
sendo considerado o rejeito de maior volume durante as etapas de exploração e

16
produção do petróleo, podendo chegar a exceder dez vezes o volume de produção
de óleo. Um campo de petróleo no início de sua exploração produz uma quantidade
pequena de água, em torno de 5 a 15% da corrente produzida, porém, à medida que
esse campo vai amadurecendo, estes valores podem chegar a torno de 75 a 90%.
Por isso, há uma preocupação com o destino final dessa água (VIEIRA, 2009).
Alguns compostos são conhecidos por geralmente estarem presentes nessas
águas de produção como: óleos dispersos e dissolvidos, sais minerais dissolvidos,
sólidos decorrentes da corrosão, graxas e asfaltenos, produtos químicos utilizados
para prevenir e/ou tratar problemas operacionais, onde tais produtos afetam as
características físico-químicas dos efluentes, alguns destes produtos que podem ser
citados são os biocidas, anti-incrustantes, anti-espumantes, inibidores de corrosão e
gases dissolvidos como o CO2 e o H2S. Vale ressaltar que muitos destes produtos e
compostos encontrados nas águas de produção são de difícil tratamento (SILVA,
2009).
Os componentes inorgânicos dessa água são semelhantes aos encontrados na
água do mar, porém, a salinidade pode variar (pode chegar a quatro vezes da sua
concentração). Plataformas de gás tendem a gerar menor volume de água
produzida, entretanto, com concentrações altas de contaminantes orgânicos. Como
inferiu Cerqueira et al. (2006), diferentemente, as plataformas de óleo, geralmente
são responsáveis por altos volumes de água de produção. A literatura indica que
cerca de 7 milhões de metros cúbicos de água produzida são descartados
diariamente em área oceânica, resultando em um volume de aproximadamente de
2,5 trilhões de m3 por ano.
3.3. Impactos Ambientais
As indústrias químicas e petroquímicas sempre foram vistas pela sociedade
com as principais responsáveis de diversos problemas ambientais, devido as
condições nas quais as águas residuais são geradas em seus processos. E a
indústria de petróleo em sua fase exploratória sempre gerou grandes quantidades de
efluentes que necessitam de investimentos elevados para o seu tratamento
(MACEDO, 2009).

17
Durante muito tempo, os problemas e impactos ambientais que diversos
setores geravam eram defendidos por muitos economistas com a desculpa de serem
um “mal necessário”, justificados pelos benefícios proporcionados pelo progresso
(BARBOSA, 2012).
Devido a sua amplitude o ambiente marinho sempre absorveu a contaminação
por petróleo causada por fontes naturais, entretanto, não apresentava danos
significativos aos organismos marinhos. Porém, o aumento desenfreado do consumo
de petróleo pelas economias desenvolvidas, alterou significativamente esse quadro.
Em termos mundiais, a produção anual de petróleo é superior a 3,5 bilhões de
toneladas e 0,2% deste volume é descartado juntamente com as águas de
produção. Mesmo pequena em relação ao volume total produzido, essa quantia
representa mais de 6 milhões de toneladas de óleo, causando a morte de animais e
plantas, além de comprometer diversos ecossistemas pelas próximas décadas;
(CERQUEIRA et al., 2006)
As atividades mineradoras podem causar a destruição ou uma grande
transformação dos habitats naturais. Segundo Stuart Pimm da Universidade de
Columbia, nos Estados Unidos, a destruição de habitats é um dos principais fatores
que causam a diminuição do número de espécies, e essa destruição pode levar a
uma diminuição de 50% das espécies do planeta nos próximos 50 anos. As
atividades de mineração além de gerar impactos ambientais aos ecossistemas
causando danos expressivos diretamente a fauna e a flora, também podem trazer
prejuízos as atividades pesqueiras, atividades recreativas, afetar o turismo e causar
problemas de saúde pública (GOMES, 2000).
As empresas operadoras de plataformas de petróleo e gás natural devem
apresentar ao órgão ambiental competente o resultado do monitoramento semestral
com as análises de parâmetros orgânicos, inorgânicos e toxicidade crônica através
de método ecotoxicológico padronizado com organismos marinhos. A água
produzida segundo Bretas (2011) pode conter uma complexa mistura de compostos
químicos (metais, hidrocarbonetos e amônia). Como uma das principais dificuldades
na avaliação e monitoramento deste tipo de efluente é a identificação precisa de
quais componentes, ou classe de compostos, são responsáveis pela sua toxidade.

18
Esses efluentes gerados na indústria do petróleo contêm poluentes de diversos
tipos, óleos, sólidos suspensos, metais pesados, e outros materiais tóxicos. E é
justamente essa grande variedade de compostos que dificulta a sua caracterização
e, consequentemente, o seu tratamento. Entretanto, é a caracterização dos
efluentes feito de modo correto que irá servir como base para que tipo de sistema de
tratamento deverá ser utilizado e também para que possa ser obtido o seu controle e
o seu enquadramento nas normas de descarga (RODRIGUES, 2008).
O petróleo é de longe o mineral marinho mais explorado atualmente no Brasil,
onde a maior parte das reservas de petróleo de origem marinha encontra-se na
bacia de Campos, localizada na margem continental dos estados do Rio de Janeiro
e Espírito Santo (GOMES, 2000).
Atualmente, com a bacia de campos produzindo mais de 80% de todo o
petróleo brasileiro, é possível estimar o impacto ambiental deste setor produtivo.
Assim faz-se necessário o desenvolvimento de um processo que seja técnico e
economicamente viável para a remoção de óleos e graxas de águas produzidas da
indústria do petróleo (BRETAS, 2011).
3.4. Emulsões
Rosa (2002) define uma emulsão como uma mistura de dois líquidos imiscíveis
ou parcialmente miscíveis. Sendo que uma das fases, em forma de gotas
microscópicas ou coloidal, está dispersa na outra. A classificação dessas emulsões
acontece por meio de fase dispersa em óleo em água (O/A) e água em óleo (A/O).
Na segunda (A/O), a água é a fase dispersa e o óleo é a fase contínua, entretanto,
na primeira emulsão (O/A), o óleo (geralmente representando um fluido pouco
solúvel em água) é a fase dispersa e a água é a fase contínua.
Emulsões estáveis podem ser formadas em praticamente todas as etapas de
produção e processamento, tal como nos reservatórios, nos equipamentos de
exploração, nas instalações de tratamento, nas tubulações e refinarias. Essas
emulsões devem ser tratadas para a obtenção de óleo com especificações
adequadas para transporte, armazenamento e exportação e se não forem tratadas
podem trazer diversos problemas, como corrosão e contaminação de catalisadores
nas plantas de processamento (HONSE, 2012).

19
A emulsificação do óleo diante do processo de produção do petróleo para Rosa
(2002) pode acontecer por meio do cisalhamento por bombas, constrições
hidráulicas, válvulas e outros equipamentos do processo. O que pode causar o
aumento da proporção e da estabilidade do óleo emulsificado nas águas oleosas
são as partículas sólidas finamente divididas, além dos produtos químicos que são
utilizados para auxiliar a produção de petróleo e moléculas surfactantes naturais do
petróleo.
Os surfactantes tendem a estabilizarem as emulsões pois estas moléculas, por
conta de sua estrutura molecular, migram e se concentram na interface óleo/água,
fazendo com que as tensões interfaciais existentes sejam estabilizadas. Alguns
emulsificantes naturais são encontrados no óleo bruto tal como os asfaltenos,
resinas, ácidos e bases orgânicas (HONSE, 2012).
Os tipos de emulsões também são afetados de acordo com a pressão,
temperatura e grau de agitação, o que irá afetar também a reologia do fluido. Por
conta disso é que as emulsões geram grandes impactos na produção de óleo cru,
principalmente em ambiente offshore no qual o fluido passa por mudanças
significativas de pressão e temperatura quando transportado do reservatório até o
armazenamento nos tanques da plataforma. Em geral, óleos pesados que têm como
base compostos asfaltênicos tendem a formar emulsões mais estáveis que óleos
leves que possuem em sua composição um maior número de compostos parafínicos
(ANDRADE, 2009).
No passado, a maior parte do petróleo produzido eram relativamente leves e
procedimentos gravitacionais eram suficientes para separar as emulsões, entretanto,
com o passar do tempo, a produção de óleos mais pesados e biodegradados, com
um menor pH e maiores concentrações de compostos polares têm aumentado. Para
realizar a separação destas emulsões, muitos laboratórios fazem uso de
desemulsificantes, porém a aplicação destes produtos possui um custo elevado,
causam danos ao meio ambiente além da dificuldade de haver a necessidade de
aplicar um tipo de desemulsificante para cada tipo de petróleo (SANTOS, 2009).
A busca de mecanismos que podem reduzir a estabilidade de sistemas
dispersos é sempre procurada quanto ao tratamento de efluentes. A redução da
estabilidade é primordial para obtenção da separação das duas fases líquidas, no

20
caso das águas oleosas. Quanto ao processo de desestabilização de uma emulsão,
Rosa (2002) diz que é ocasionada por quatro fenômenos diferentes, a coagulação,
sedimentação, floculação e coalescência.
3.5. Tratamento de Efluentes
O método a ser utilizado para o tratamento e destino da água de produção
depende de vários fatores, tais como: Local onde está sendo efetuada a produção,
legislação, viabilidade técnica, custos e disponibilidade de equipamentos e de
infraestrutura (MOTTA, 2013).
Quando a exploração de petróleo se der em áreas onshore, que atualmente
representa 23% da produção nacional, as águas produzidas recebem um pré-
tratamento em separadores água-óleo (SAO) e são posteriormente reinjetadas nos
poços para auxiliar na produção ou descartadas no meio ambiente. Quando se
refere a produção offshore, essas águas produzidas são descartadas nos oceanos,
após passarem pelo separador água-óleo, porém quando se trata em exploração
offshore, os equipamentos utilizados no tratamento dessas águas devem ter
tamanhos reduzidos, devido as restrições de espaço e peso exigidas nas
plataformas de petróleo (SILVA, 2009).
A filosofia end of pipe (fim de tubo), foi muito utilizada na década de 70 para o
tratamento de efluentes e baseava-se na coleta dos diversos despejos gerados em
todos os pontos na planta industrial para, posteriormente, quando misturados, serem
enviados por meio de apenas uma corrente para uma estação de tratamento final e
posterior descarte para o corpo receptor. No fim dos anos 80, essa filosofia de
controle foi substituída pelos controles in plant control e zero discharge, já que o
tratamento de efluente final, atrelado ao crescente aumento das restrições dos
critérios de lançamento de efluentes líquidos, era de alto custo. Já os programas in
plant control e zero discharge, tinha como base a redução do efluente na fonte, por
alterações no processo e intuito de reduzir a vazão de efluente a ser tratado,
reduzindo assim os custos operacionais, além de investimentos na ETE’s (Estações
de Tratamento de Efluentes) de menor capacidade. (CARVALHO, 2006).

21
Carvalho (2006) cita Giordano (1999) quanto à classificação típica dos
processos de tratamento de efluentes onde os agrupa em três categorias principais:
primário, secundário e terciário.
Tratamento primário – está relacionado à remoção de sólidos por filtração,
sedimentação ou flotação (utilização de sedimentadores ou flotadores), ou pela
associação de coagulação e floculação química (clarificação físico-química para a
remoção de matéria orgânica coloidal ou óleos e gorduras emulsionados). São
removidos normalmente componentes tóxicos (excesso de detergentes, corantes
amidas), hidrocarbonetos, matéria orgânica e gorduras.
Tratamento secundário – é a remoção de matéria orgânica biodegradável
dissolvida ou coloidal. Podem também ser removidos os nutrientes: nitrogênio e/ou
fósforo.
Tratamento terciário – relaciona-se a melhoria da qualidade dos efluentes
tratados pelas remoções de cor residual, turbidez (remoção de coloides, metais
pesados, nitrogênio, fósforo, compostos orgânicos refratários aos níveis de
tratamento anteriores) e desinfecção do efluente tratado.
A Petrobrás, a maior empresa nacional no setor de petróleo e gás está
destinando R$ 578 milhões para o desenvolvimento da qualidade dos processos de
tratamento de efluentes líquidos em suas unidades. Todas as refinarias da empresa
já utilizavam os métodos de tratamento primário (equipamentos que retiram óleo da
água) e secundário (lagoas de tratamento) e atualmente estão sendo empregados
sistemas de tratamento que asseguram a degradação dos poluentes a níveis em
que os tornam virtualmente inócuos (AMARAL, 2003).
Segundo (COSTA, 2006), os óleos e as graxas podem se apresentar de
diferentes formas na água produzida, tais como, materiais leves ou pesados em
suspensão ou ainda em forma de emulsões. Quanto ao tamanho, esse óleo não
dissolvido podem se apresentar basicamente de três formas:
Diâmetro inferior a 150 µm – Podem ser separadas por métodos
gravitacionais;
Diâmetro de 15 a 150 µm – São classificadas como gotículas livres;

22
Diâmetro de 3 a 20 µm – São classificadas como uma emulsão estável do óleo
em água.
Esses óleos em sua maioria são removidos da água pela utilização de métodos
físicos e químicos como: separadores gravitacionais, separadores de grade,
filtração, flotação e adsorção (COSTA, 2006).
3.6. Flotação por ar dissolvido (FAD)
A flotação é um método de separação de mistura que parte do princípio da
diferença de propriedades de superfície dos componentes presentes nessa mistura.
Na flotação, são injetadas bolhas de ar na mistura com o intuito de fazer com que
partículas específicas sejam separadas do seio da mistura, essas partículas se
aderem as bolhas de ar e tomam um rumo ascendente. A flotação é empregada de
forma eficiente no tratamento de águas oleosas, pois o óleo é uma substância
hidrofóbica e uma vez que a partícula do óleo se adere à superfície da bolha de gás,
o conjunto óleo-gás resulta numa mistura de menor densidade que a água e tende a
flotar, obtendo dessa forma uma água isenta de partículas de óleo (MENDONÇA,
2013).
Schoenhals (2006) afirma que a flotação apresenta eficiência na sua
operação, flexibilidade, simplicidade, gera um pequeno e concentrado volume de
lama, requer pouco espaço físico e pode ser utilizada em pequena, média e larga
escala.
Segundo Silva (2008), o processo de flotação tem a vantagem de ser um
método bastante eficiente e com um baixo custo em relação aos outros métodos de
tratamento de efluentes, tanto que teve sua aplicação estendida para diversas áreas
além da indústria do petróleo e gás. A flotação apresenta diversas características e
fenômenos importantes que devem ser compreendidos para um melhor
entendimento deste processo, são eles:
Aeração do processo – A recuperação do material flotado cresce à medida
que se aumenta a vazão de ar até atingir um valor ótimo. O aumento da aeração
provoca um aumento do número e da superfície total das bolhas introduzidas na
coluna, porém a adição de ar além desse valor ótimo provoca uma turbulência ou a
formação de espuma na zona de recuperação prejudicando assim o processo.

23
Diâmetro das bolhas – Quanto menor for o tamanho das bolhas, maior será
a área superficial, o que permite obter maiores eficiências na flotação, entretanto, as
bolhas com tamanho reduzido apresentam uma menor velocidade de ascensão
podendo ser arrastadas por correntes de fluxo descendente da polpa, acarretando
na contaminação do material tratado por partículas hidrofóbicas.
Contato bolha-gota – A eficiência do processo de flotação também é
influenciada pelo contato entre bolha e gota de óleo, o ideal é que esse contato
permaneça até que atinja o topo da coluna. É essencial para que isso ocorra, deverá
haver o espalhamento do óleo sobre a bolha de ar, caso contrário não haverá uma
interação suficientemente forte para suportar a subida até a superfície da coluna.
Há uma relação entre os tamanhos das bolhas de gás e das partículas em
suspensão e o grau de turbulência no meio. O tamanho das bolhas de gás deve ser
tal que apenas a adesão de algumas poucas bolhas seja suficiente para tornar a
densidade do floco inferior à densidade do meio. Quando as bolhas são muito
grandes causam turbulência no meio, impedindo o seu contato com as partículas. O
ideal segundo Carvalho (2006) é existir bolhas de gás com tamanhos semelhantes
aos das partículas (entre 10 e 200 μm), já que quando o tamanho é inferior a 10 μm,
a flotação é muito lenta, devido à hidrodinâmica do líquido, dificultando o contato
entre bolhas e partículas. Quando é acima de 200 μm, as bolhas se tornam muito
grandes, e causam turbulência no meio.
E dentre os métodos de flotação, o que tem maior aplicação no tratamento de
águas e efluentes é a flotação por ar dissolvido (FAD) que utiliza bolhas com
diâmetro na ordem de micrômetros (30 – 100 µm), o que dar a possibilidade de
remover partículas coloidais e ultrafinas (MAGAGNIN, 2012).
O princípio que a solubilidade de um gás em um líquido é maior quanto maior
for a pressão estática no meio é o que dá base a flotação por ar dissolvido. Quando
já foi pressurizada, a fração líquida acaba recebendo ar que é dissolvido na própria
fração por meio do íntimo contato que se é formado e também pela alta pressão do
meio. Por conseguinte, na próxima etapa, com a pressão reduzida, a solubilidade do
ar no líquido cai consideravelmente, consequentemente, o líquido fica supersaturado
com ar, fazendo com que ocorra o surgimento das microbolhas (CARVALHO, 2006).
24
4. Metodologia
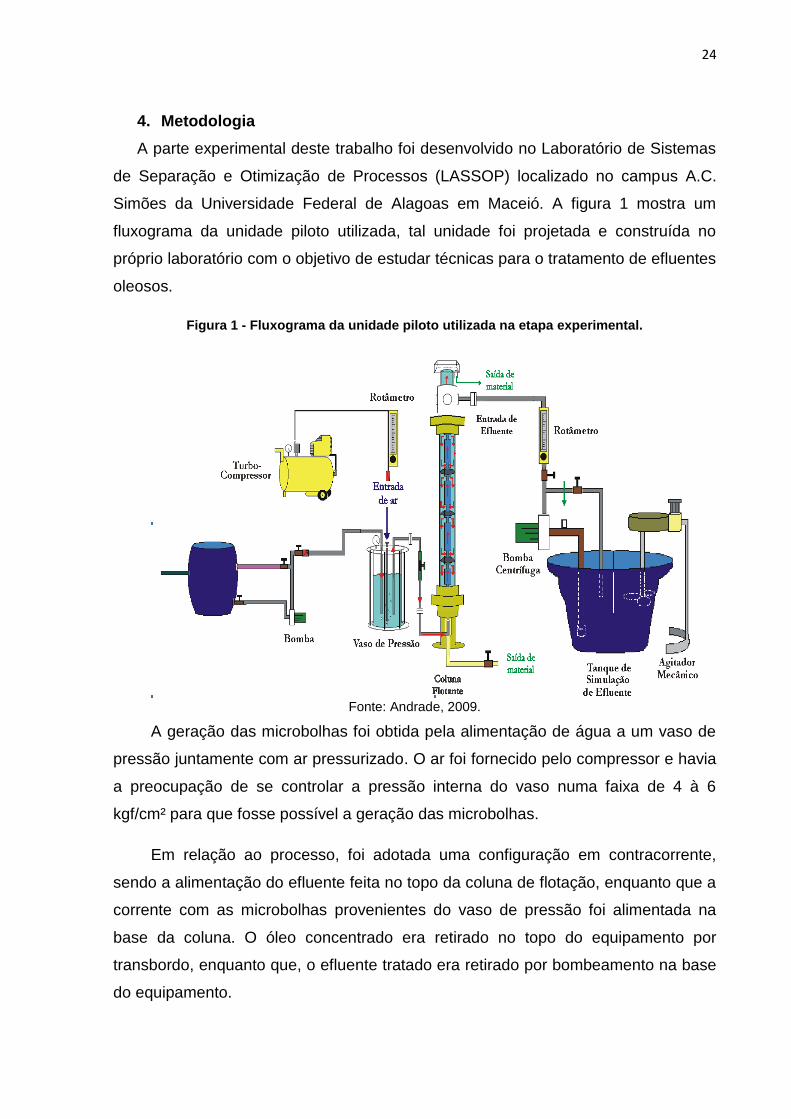
A parte experimental deste trabalho foi desenvolvido no Laboratório de Sistemas
de Separação e Otimização de Processos (LASSOP) localizado no campus A.C.
Simões da Universidade Federal de Alagoas em Maceió. A figura 1 mostra um
fluxograma da unidade piloto utilizada, tal unidade foi projetada e construída no
próprio laboratório com o objetivo de estudar técnicas para o tratamento de efluentes
oleosos.
Figura 1 - Fluxograma da unidade piloto utilizada na etapa experimental.
Fonte: Andrade, 2009.
A geração das microbolhas foi obtida pela alimentação de água a um vaso de
pressão juntamente com ar pressurizado. O ar foi fornecido pelo compressor e havia
a preocupação de se controlar a pressão interna do vaso numa faixa de 4 à 6
kgf/cm² para que fosse possível a geração das microbolhas.
Em relação ao processo, foi adotada uma configuração em contracorrente,
sendo a alimentação do efluente feita no topo da coluna de flotação, enquanto que a
corrente com as microbolhas provenientes do vaso de pressão foi alimentada na
base da coluna. O óleo concentrado era retirado no topo do equipamento por
transbordo, enquanto que, o efluente tratado era retirado por bombeamento na base
do equipamento.

25
Para a geração de emulsões foi utilizada uma bomba centrífuga, uma bomba
dosadora, um medidor de vazão e um tanque de 310 litros. A água armazenada no
tanque circula através da bomba centrífuga, sendo o petróleo dosado em linha a
uma vasão média de 10,4 mL/min. O turbilhonamento cisalhado do óleo,
dispersando-o em gotas pequenas, produz a emulsão. A partir deste procedimento
foram coletadas amostras ao longo do tempo para a determinação do teor de óleo e
graxas (TOG).
Quanto à execução do objeto de estudo das variáveis foi desenvolvido um
planejamento fatorial completo 2³. Um experimento fatorial com 3 fatores, cada um
deles com dois níveis, como mostra a tabela 1. O processo experimental desta
técnica consiste em realizar testes com cada uma das combinações da matriz
experimental, para em seguida, determinar e interpretar os efeitos principais e de
interação dos fatores investigados e assim poder identificar as melhores condições
experimentais do processo.
Tabela 1 - Identificação das variáveis do processo.
Fatores (-) (+)
1. Concentração (ppm) 50 150
2. Topo (L/h) 100 150
3. Base (L/h) 50 100
Fonte: Própria Autoria
Da tabela 1 observa-se que neste experimento foram consideradas 3 variáveis
quantitativas: concentração do efluente, vazão de diluição da água ou vazão de base
e vazão de entrada do efluente ou vazão de topo. O sinal negativo e positivo na
tabela representa o nível inferior e superior, respectivamente, nas quais as variáveis
foram estudadas. A variável dependente ou resposta foi a quantidade de remoção
de óleo. Tal abordagem resulta em 2³ = 8 experimentos, sendo realizados ensaios
em duplicata.
Os níveis das variáveis foram escolhidos através de estudos preliminares, onde
para a concentração do efluente alimentado foi analisada a concentração baixa de
50 ppm e concentração alta de 150 ppm, para a vazão da água de diluição foram
analisadas as vazões de 50 e 100 L/h enquanto que para a alimentação do efluente
foram analisadas as vazões de 100 e 150 L/h.

26
5. Resultados e Discussões
Depois de realizada todas as corridas experimentais e as respectivas medições
do teor de óleo e graxa das amostras coletadas, foram obtidos os seguintes
resultados que estão expressos nas tabelas 1 e 2, para os experimentos realizados
com a concentração do efluente de 150 e 50 ppm, respectivamente.
Tabela 2 - Resultados da remoção de óleo para uma concentração do efluente de 150 ppm.
100 L/h Alimentação e 100 L/h Base
150 L/h Alimentação e 100 L/h Base
100 L/h Alimentação e
50 L/h Base
150 L/h Alimentação e
50 L/h Base
1 2 1 2 1 2 1 2
TOG A (ppm)
156 187 78,8 89,9 180 125 130 126
TOG B (ppm)
29 19,6 51,2 21,9 55,1 117 109 109
Redução (%)
75,9 76,2 39,8 43 52,4 49,2 13,2 10,5
Fonte: Própria Autoria
Tabela 3 - Resultados da remoção de óleo para uma concentração do efluente de 50 ppm.
100 L/h Alimentação e 100 L/h Base
150 L/h Alimentação e 100 L/h Base
100 L/h Alimentação e
50 L/h Base
150 L/h Alimentação e
50 L/h Base
1 2 1 2 1 2 1 2
TOG A (ppm)
65 57 75,6 67,5 70 65,4 71,2 68,1
TOG B (ppm)
7,2 5,4 19,0 18,1 24,6 22,6 42 40,2
Redução (%)
88,9 90,5 74,8 73,2 64,9 65,4 41 40,9
Fonte: Própria Autoria
As tabelas 1 e 2 mostram os resultados da remoção de óleo para um valor fixo
da concentração do efluente, na tabela 1 estão representados os resultados das
corridas utilizando o efluente na concentração de 150 ppm, enquanto que na tabela
2 estão representados os resultados das corridas utilizando o efluente na
concentração de 50 ppm. “TOG A” refere-se aos valores do teor de óleo e graxa
medidos a partir das amostras da corrente de alimentação do efluente, “TOG B” são
os valores obtidos da medição do teor de óleo e graxa da corrente do efluente
tratado e a “redução” cujos valores estão expressos em porcentagem, indica quanto
de óleo se conseguiu remover para o estado de operação trabalhado, já os números

27
1 e 2 expressos na segunda linha das tabelas indicam a quais corridas
experimentais correspondem os resultados, onde o valor 2 refere-se a duplicata dos
experimentos realizados em 1.
Fazendo uma análise do desempenho da flotação, pôde-se observar das
tabelas que em relação a concentração do efluente, foram obtidos melhores
rendimentos quando trabalhado com a concentração do efluente no valor de 50 ppm,
isso pode ser explicado pelo motivo que quanto maior for a concentração de óleo no
efluente, estaremos adicionando uma maior quantidade de óleo na coluna, e se
forem mantidas as condições operacionais, isso irá resultar numa diminuição do
rendimento do processo, como foi mostrado.
A análise da vazão de alimentação do efluente se processa da mesma forma,
uma vez que quanto maior for esta vazão, estaremos adicionando uma maior
quantidade de óleo na coluna, entretanto, o distúrbio dessa variável, afeta
diretamente outras variáveis do processo, que também têm influência sobre o
rendimento da flotação, como por exemplo, o nível da coluna. Contudo, foi
observado que o aumento dessa vazão de alimentação diminui o rendimento do
processo de flotação.
A vazão de diluição ou vazão de base em contrapartida apresentou melhores
eficiências quando se trabalhou com maiores vazões, no caso em estudo, com
vazão de 100 L/h. A vazão de diluição é uma das variáveis que mais tem influência
no processo, pois afeta diretamente no tamanho e na quantidade das bolhas, sendo
assim, foi observado que além de uma maior vazão adicionar uma maior quantidade
de bolhas, também faz com que as bolhas formadas sejam de diâmetros menores,
requisitos que aumentam as probabilidades de haver um contato bolha-partícula,
fundamental para que ocorra o processo de separação. Sendo assim, os resultados
apresentaram comportamentos compatíveis ao que afirma Silva (2008).
Contudo, tais resultados podem ser melhores interpretados por meio de uma
tabela com base num planejamento experimental. Seguindo esta ideia, foram
elaboradas as seguintes tabelas.

28
A seguir, está representada a tabela 4 que é uma tradução dos resultados
fornecidos das tabelas 2 e 3 para uma linguagem estatística. É uma tabela que
mostra como é feita a análise de um planejamento fatorial.
Tabela 4 - Planejamento experimental, resultados das corridas experimentais.
1
(Concentração)
2
(Topo)
3
(Base)
Eficiência de remoção
(%)
Média
- - - 64,9 65,4 65,2
+ - - 49,2 52,4 50,8
- + - 41,1 40,9 41,0
+ + - 10,5 13,2 11,9
- - + 88,9 90,6 89,8
+ - + 76,0 75,9 76,0
- + + 74,8 73,2 74,0
+ + + 43 39,8 41,4
Fonte: Própria Autoria
Na tabela 4 observa-se o resultado da remoção de óleo de acordo com as
condições das variáveis operacionais estudadas. Desta tabela pode-se verificar
quanto que a vazão de base tem influência sobre o processo, onde a eficiência de
remoção apresenta um aumento significativo quando esta variável é alterada do seu
nível inferior (50 L/h) para o seu nível superior (100 L/h). Verifica-se também que a
maior eficiência de remoção se deu na condição operacional já discutida
anteriormente, onde a concentração possui valor de 50 ppm, a vazão de topo fixada
em 100 L/h e a vazão de base também com valor de 100 L/h, enquanto que o pior
resultado se deu exatamente em condições operacionais opostas a estas, em que
essas variáveis possuíam os seguintes valores: concentração de 150 ppm, vazão de
topo com 150 L/h e vazão de base com 50 L/h.

29
Tabela 5 - Planejamento Fatorial completo, resultado da iteração dos fatores.
Média 56,246 ± 0,30
Efeitos Principais
1 (concentração) -22,476 ± 0,61
2 (vazão de topo) -28,361 ± 0,61
3 (vazão de base) 28,076 ± 0,61
Interação de dois fatores
12 -8,404 ± 0,61
13 -0,731 ± 0,61
23 3,19 ± 0,61
Interação de três fatores
123 -0,989 ± 0,61
Fonte: Própria Autoria
A tabela 5 foi feita com base num planejamento fatorial completo em que nela
se analisa o efeito individual ou combinado das variáveis sobre o rendimento do
processo. Nesta tabela identificam-se quais variáveis têm maior ou menor influência
no processo e quais alterações causam efeitos significativos sobre o mesmo.
Observa-se, por exemplo, na segunda coluna que dos efeitos principais, a
variável que causa uma menor influência sobre o processo é a variável 1
(Concentração do efluente) e como o seu valor está negativo, significa dizer que
quanto menor for a concentração de óleo no efluente a ser tratado, maior será o
rendimento do processo. Uma observação análoga pode ser feita para as variáveis 2
e 3, que têm uma maior influência sobre o processo, no entanto, a variável 2 (vazão
de alimentação do efluente) também esta negativa, o que representa que quanto
menor for esta vazão maior será o rendimento. Já a variável 3 (vazão da água de
diluição) esta positiva, afirmando que quanto maior for esta vazão, maior será o
rendimento do processo.
Como já foi dito, na tabela 5 está representado também o efeito da interação
entre os fatores, por exemplo, a interação de fatores “12” que representa a análise
do processo ao ser alterada a concentração do efluente e a vazão de topo,
mantendo a vazão de base constante, deu como resultado um número negativo, o
que nos diz que mantendo a variável 3 constante, o processo terá um melhor

30
rendimento a medida de diminuímos as variáveis 1 e 2 em conjunto, e este
rendimento é elevado numa ordem de aproximadamente 8,4. Tal análise pode ser
feita de forma análoga para as demais iterações da seguinte forma: Para a interação
dos fatores “13” que representa o comportamento do processo alterando a
concentração do efluente e a vazão de base, mantendo a vazão de topo constante,
verifica-se que o rendimento do processo melhora à medida que diminuímos as
variáveis 1 e 3 em conjunto, pois obteve-se como resultado novamente um valor
negativo, e este rendimento sofre um incremento da ordem de 0,731, já a interação
dos fatores “23”, foi a única que forneceu um resultado positivo, afirmando que ao
aumentar os valores da vazão de topo e vazão de base, mantendo a concentração
do efluente constante iremos obter uma melhora no rendimento do processo da
ordem de 3,19, já a interação de três fatores forneceu também um resultado
negativo, explicitando que se alterarmos as três variáveis simultaneamente, o
rendimento do processo terá um aumento na ordem de 0,989 à medida que
diminuirmos os valores dessas variáveis.
Contudo, observa-se que a interação de dois fatores “13” e a interação de três
fatores, apresentaram valores próximos à zero, o que significa dizer que tais
interações têm efeitos não significativos sobre o processo, ou seja, não serão
obtidos resultados expressivos se trabalharmos nessas condições operacionais de
interação, pelo menos para o intervalo em estudo das variáveis. Além de que a
interação de três fatores não possui significados físicos, tendo em vista que numa
análise experimental, não é interessante alterar-se todas as variáveis em estudo,
deseja-se manter pelo menos uma constante, para que se possa avaliar o seu efeito
sobre o processo. A partir dos dados obtidos e para uma melhor interpretação dos
resultados construiu-se uma superfície de resposta, que está representada na figura
2.

31
Figura 2 - Superfície de resposta, tomando o valor da concentração do efluente constante.
Fonte: Própria Autoria
Como foram estudadas três variáveis independentes, então o domínio tem três
dimensões, com mais uma dimensão da variável dependente (resposta), um gráfico
para representar todas essas variáveis deveria ter quatro dimensões, no entanto,
pela impossibilidade de tal recurso, há necessidade de fixar uma variável no seu
ponto ótimo. No gráfico da figura 2 verifica-se que a variável que foi fixada foi a
variável 1 (concentração do efluente). No entanto, os demais gráficos que podem ser
gerados pela fixação das demais variáveis irão gerar superfícies de resposta
idênticas, dessa forma, só há necessidade de expressarmos uma superfície de
resposta para que sejam analisados os resultados obtidos.
Das tabelas 2, 3 e 4 e do gráfico da figura 2, pode-se observar que para o
intervalo estudado das variáveis em análise, o ponto ótimo de operação se dar
quando a concentração do efluente for de 50 ppm, a vazão de alimentação do
efluente for de 100 L/h e a vazão da água de diluição for também de 100 L/h, onde
estas condições de operação irão fornecer taxas de remoção de óleo na ordem de

32
90%, que são consideradas ótimas e condizentes com outros processos de flotação
encontrados na literatura.
No entanto, sabe-se que estes são resultados estatísticos e que na prática a
situação é bem diferente, onde controlar estas variáveis nesses níveis é uma tarefa
bem mais difícil do que se apresenta, tendo em vista que o processo de flotação não
se resume somente a estas três variáveis e que elas não afetam somente o TOG da
água tratada, mas também outras variáveis que devem ser mantidas dentro de uma
faixa de segurança, como por exemplo, o nível de água dentro da coluna de flotação
e a pressão e o nível de água no interior do vaso de pressão. No entanto, se
conseguir controlar as variáveis o máximo de tempo possível nos valores indicados
na superfície de resposta, isso irá garantir uma maior eficiência no processo.
Existem também alguns fenômenos que ocorrem no processo da flotação e
que têm suas consequências implícitas nos resultados obtidos, tais fenômenos são
difíceis de ser parametrizados e consequentemente, de serem controlados, porém
exercem grande influência no rendimento da flotação. Alguns destes fenômenos são
os diâmetros das microbolhas de ar geradas e o arraste de microbolhas
contaminadas com partículas de óleo junto com a corrente de água tratada na base
da coluna.
Desenvolver um método que consiga uniformizar o diâmetro das microbolhas
geradas já vem sendo objetivo de estudo de muitos pesquisadores, porém não foi o
foco deste trabalho. No entanto, foi observado que o surgimento de bolhas de
maiores diâmetros afetava o rendimento do processo, pois tais bolhas além de
provocar uma maior turbulência no interior da coluna, elas possuem uma menor
superfície de contato, o que diminuem a chances de uma partícula de óleo aderir-se
a elas.
Na unidade piloto utilizada, observou-se que estas bolhas eram formadas no
interior da tubulação após a saída do vaso de pressão e antes da entrada na coluna
de flotação, tal fenômeno pode ser interpretado como um fenômeno de
coalescência, onde o intenso choque entre as microbolhas de ar fazem com que
elas se unam, gerando uma bolha com diâmetro maior. Foi observado também que
numa vazão maior, a frequência com que essas bolhas são formadas diminui e isso
pode ser facilmente explicado pelo simples motivo que à medida que se diminui a

33
vazão desta corrente, aumenta-se o tempo de residência na tubulação,
consequentemente, aumentando o tempo de exposição das microbolhas num perfil
altamente turbulento favorecendo assim a sua coalescência.
Uma solução para este problema seria aumentar o diâmetro da tubulação de
alimentação da água de diluição, pois desta forma iria diminuir os choques
existentes entre as microbolhas, que é o fator principal da coalescência e já que a
diminuição da vazão não é viável, pois além de afetar o rendimento do processo,
também irá afetar algumas outras variáveis.
Outro problema enfrentado na unidade de flotação por ar dissolvido e não
menos importante que o citado anteriormente é o arraste de bolhas contaminadas
com partículas de óleo pela base da coluna. A base da coluna como já citado
anteriormente é por onde é coletada a água tratada e se alguma bolha for arrastada
para a base, irá contaminar toda a corrente.
Este é outro problema que ocorria com grande frequência por alguns motivos, o
primeiro deles se dar pela existência de algumas regiões turbulentas que se formam
no interior da coluna e que impedem que as microbolhas já contaminadas com óleo
ascendam à superfície, este fenômeno é agravado quando o nível de água no
interior da coluna está muito baixo e o impacto da corrente de alimentação do
efluente (feita pela parte superior da coluna) na superfície do líquido no interior da
coluna gerem essas regiões turbulentas. Isto pode ser evitado de duas formas, a
primeira delas é aumentando o nível de água no interior da coluna e uma outra
solução, já envolvendo uma variável de projeto, é fazer com que essa alimentação
não seja feita de modo tão brusco e sim por aspersão.
O outro motivo que causa esse arraste de bolhas contaminadas pela base da
coluna é o próprio perfil hidrodinâmico da coluna de flotação, de onde já parte para
um problema mais complexo de ser solucionado. Uma boa ideia, porém que também
já parte para uma questão de projeto, seria a implementação de chicanas no interior
da coluna, essa seria uma solução que iria reduzir bastante o arraste destas bolhas
contaminadas. A figura 3 a seguir, exibe a unidade piloto de flotação em operação.

34
Figura 3 - Unidade piloto de flotação por ar dissolvido.
Fonte: Própria Autoria
Na figura 3 é interessante observar o gradiente de concentração que é formado
no interior da coluna, onde o óleo acumula-se na parte superior da coluna enquanto
que a água tratada sai pela base da coluna, este gradiente é o efeito desejável
quando se trabalha com a flotação, a transparência observada na base da coluna
assegura que o arraste de bolhas junto à corrente de água tratada está sendo
pequeno nesse caso.

35
Fonte: Própria Autoria
A figura 4 mostra o quão eficiente é o processo de flotação por ar dissolvido, a
redução de concentração de óleo na água entre as amostras (B) e (C) é evidente e
só confirmam o que foi verificado no gráfico da figura 2.
A flotação por ar dissolvido se mostrou, portanto uma eficiente operação
unitária no tratamento de água emulsificado com óleo, resultando em elevadas taxas
de remoção e, sobretudo atingindo níveis de concentração aceitáveis tanto para o
descarte quanto para a re-injeção e com um custo de operação baixo, em virtude
que não foram utilizados nenhum tipo de agente coagulante, que são utilidades que
em geral, encarecem o processo de tratamento por flotação.
Figura 4 - Amostras coletadas durante o processo: (A) corrente da
torta ou óleo concentrado; (B) corrente de alimentação do efluente;
(C) corrente de água tratada.
A B C

36
6. Conclusão
O grande desafio desta unidade de flotação foi o domínio do processo, uma vez
que as variáveis, em sua totalidade, são dependentes uma das outras, onde o
distúrbio em uma variável afeta a outra, o que faz por muitas vezes o operador sem
alternativa, recorrer aos elementos de segurança instalados na unidade, então,
manter as variáveis em alguns níveis de interesse se torna uma tarefa desafiadora
nesta unidade que não é automatizada.
Entretanto a técnica de flotação por ar dissolvido apresentou resultados bastante
satisfatórios, com rendimentos elevados, conseguindo atingir uma média de
remoção de óleo de 90% com um processo totalmente físico, sem a adição de
nenhum agente coagulante que ajudasse na coagulação e na floculação das
partículas de óleo.
Enfim, no presente trabalho, puderam-se adquirir conhecimentos práticos de
assuntos aprendidos durante o curso de engenharia química, principalmente
conceitos termodinâmicos, da mecânica dos fluidos e a capacidade de solucionar
problemas imediatos. Os equipamentos de análise de TOG fizeram por muitas vezes
que fossem perdidas amostras completas de corridas experimentais e a não
automação da coluna dificultou em parte o rendimento e a padronização do
processo, porém, foram essenciais para que fosse adquirido um maior entendimento
tanto de análise laboratorial como da flotação e aprender de que forma cada válvula
e cada variável influencia no processo.

37
REFERÊNCIAS
AMARAL, S. P. Estabelecimento de indicadores e modelo de relatório de
sustentabilidade ambiental, social e econômica: uma proposta para a indústria
de petróleo brasileira. 2003. 185 f. Tese (Doutorado em Ciências Planejamento
Energético) - Universidade Federal do Rio de Janeiro. Rio de Janeiro. 2003.
ANDRADE, A. G. Tratamento de resíduos oleosos da indústria de petróleo. In:
VIII CONGRESSO BRASILEIRO DE ENGENHARIA QUÍMICA EM INICIAÇÃO
CIENTÍFICA. 5., 2009, Uberlândia. Resumos...Uberlândia: Faculdade de Engenharia
Química da Universidade Federal de Uberlândia, 2009.
ANDRADE, G. P. M. Análise termo-fluido-dinâmica de escoamento bifásico oleo-
água em tubulações compostas de multicamadas com aquecimento elétrico ativo.
2009. 117 p. Dissertação (Mestrado em Ciências em Engenharia Oceânica) –
Universidade Federal do Rio de Janeiro. Rio de Janeiro. 2009.
BARBOSA, Eduardo Macedo; BARATA, Matha Macedo de Lima; HACON, Sandra
de Souza. A saúde no licenciamento ambiental: uma proposta metodológica para a
avaliação dos impactos da indústria de petróleo e gás. Ciênc. saúde coletiva, Rio
de Janeiro, v. 17, n. 2, Feb. 2012.
BRETAS, E. Avaliação toxicológica da água produzida de uma plataforma off shore
de gás natural. Revista Ceciliana, v. 3, n. 1, p. 50-53, 2011.
CARVALHO, J. H. S. Conservação de Água, Tratamento, Reuso e Reciclo de
Efluentes em Refinaria de Petróleo. 2006. 103 f. Dissertação (Mestrado em
Ciências) - Universidade do Estado do Rio de Janeiro, Rio de Janeiro. 2006.
CERQUEIRA, A. A. et al. Gestão das águas de produção: histórico, políticas
ambientais e alternativa tecnológica. Revista Uniara, v. 12, n. 2, p. 21-36, 2009.
Christante L.; Pré-Sal: Desafios Científicos e Ambientais, 2009. 26-31 p. Journal of
Unespciência: São Paulo, 2009. Disponível em: <
http://www.aneel.gov.br/aplicacoes/atlas/pdf/07-Petroleo(2).pdf >.
COSTA, A. B. Desenvolvimento sustentável e regulação ambiental no setor
petróleo: aspectos da legislação ambiental no Brasil. 2000. 20 p. Universidade

38
Federal do Rio de Janeiro – Instituto de Pesquisa e Planejamento Urbano e
Regional. Rio de Janeiro. 2000.
COSTA, S. A. Estudo de processos de tratamento de água de produção. 2006.
32 f. Programa de formação em recursos humanos da ANP. Recife. 2006.
GIORDANO, G. Tratamento e controle de efluentes industriais. Apostila de
Curso. Departamento de Engenharia Sanitária e do Meio Ambiente – Universidade
Estadual do Rio de Janeiro, Rio de Janeiro, 81 f, 2004.
GOMES, Abílio S.; PALMA, Jorge J. C.; SILVA, Cleverson G.. Causas e
conseqüências do impacto ambiental da exploração dos recursos minerais
marinhos. Rev. Bras. Geof., São Paulo , v. 18, n. 3, 2000.
HONSE, S. O.; MANSUR, C. R. E.; LUCAS, E. F.. The influence of asphaltenes
subfractions on the stability of crude oil model emulsions. J. Braz. Chem. Soc., São
Paulo , v. 23, n. 12, dez. 2012 .
JESUS, A. R.; ALVES, A. C.; BERNADO, H. F. O sistema logístico do transporte
de petróleo no brasil. 2011. 74 f. Trabalho de Conclusão de Curso (Graduação em
Tecnologia de Petróleo e Gás) – Faculdade Capixaba de Nova Venécia, Nova
Venécia. 2011.
KELMAN, J. Petróleo. 2005. 111-118 p. Atlas de energia elétrica do brasil , 2º
Edição. 2005.
MACEDO, V. A. P. Tratamento de água de produção de petróleo através de
membranas e processos oxidativos avançados. 2009. 98 p. Dissertação
(Mestrado em Engenharia Química) – Universidade de São Paulo. Lorena. 2009.
MAGAGNIN, D. B. Avaliação da eficiência da aplicação de flotação por ar
dissolvido no tratamento primário de efluentes em abatedouro de aves. 2012.
74 p. Trabalho de Conclusão de Curso (Graduação em Engenharia Ambiental) –
Universidade do Extremo Sul Catarinense. Criciúma. 2012.
MALTA, E. B. Métodos e processos para a análise experimental de sistemas
oceânicos de produção de petróleo e gás. 2010. 188 f. Dissertação (Mestrado em
Engenharia Naval) – Universidade de São Paulo. São Paulo. 2010.
39
MARIANO, J.B. Impactos ambientais do refino de petróleo. 2001. 275 f.
Dissertação (Mestrado em Ciências em Planejamento Energético) – COPPE,
Universidade Federal do Rio de Janeiro, Rio de Janeiro. 2001.
MENDONÇA, Érica Tatiane Rodrigues; FERREIRA, Joelma Morais; DA MOTTA
SOBRINHO, Maurício Alves. Tratamento da água de produção de petróleo através
de processos combinados. Revista AIDIS, v. 6, n. 1, p. 89-99. Aracaju. 2013.
MOTTA, A. R. P. da et al . Tratamento de água produzida de petróleo para
remoção de óleo por processos de separação por membranas: revisão. Eng.
Sanit. Ambient., Rio de Janeiro , v. 18, n. 1, mar. 2013.
QUEIROZ, F. V. Simulação numérica de hidrociclones para a separação de
misturas de alto teor de água em óleo como fase contínua. 2012. 105 p.
Dissertação (Mestrado em Ciências) – Universidade Federal do Rio de Janeiro. Rio
de Janeiro. 2012.
REALI, M. A. P.; MARCHETTO, M. Unidade de flotação por ar dissolvido com
escoamento horizontal entre placas aplicada ao tratamento de água. In:
CONGRESO INTERAMERICANO DE INGENIERIA SANITARIA Y AMBIENTAL,
México, 25, p. 1-8, 1996.
RODRIGUES, J. B. S. B. M. Contributo para o estudo das principais tecnologias
de tratamento utilizadas no tratamento de efluentes provenientes da indústria
petrolífera. 2008. 97 f. Dissertação (Mestrado em Engenharia do Ambiente) -
Universidade Nova de Lisboa. Monte da Caparica. 2008.
ROSA, J. J. Tratamento de efluentes oleosos por floculação pneumática em
linha e separação por flotação – processo ff. 2002. 145 f. Tese (Doutorado em
Engenharia em Metalúrgica Extrativa e Tecnologia Mineral) – Universidade Federal
do Rio Grande do Sul. Porto Alegre. 2002.
SANTOS, M. F. P. Desenvolvimento de um processo de separação de emulsão com
o uso de radiação microondas para a caracterização de petróleo extrapesado. 2009.
130 p. Tese (Doutorado em Química) - Universidade Federal de Santa Maria. Santa
Maria. 2009.

40
SCHOENHALS, M. Avaliação da eficiência do processo de flotação aplicado ao
tratamento primário de efluentes de abatedouro avícola. 2006. 87 p. Dissertação
(Mestrado em Engenharia Química) – Universidade Federal de Santa Catarina.
Florianópolis. 2006.
SILVA, J. B. Biodegradabilidade anaeróbia de água de produção de petróleo. 2009.
82 p. Dissertação (Mestrado em Engenharia Civil) – Universidade Federal de
Pernambuco. Recife. 2009.
SILVA, P. K. L. Remoção de óleo da água de produção por flotação em coluna
utilizando tensoativos de origem vegetal. 2008. 104 p. Dissetação (Mestrado em
Engenharia Química) – Universidade Federal do Rio Grande do Sul. Natal. 2008.
VIEIRA, D. S.; CAMMAROTA, M. C.; CAMPORESE, E. F. S. Redução de
contaminantes presentes na água de produção de petróleo. In: 2º CONGRESSO
BRASILEIRO DEP&D EM PETRÓLEO & GÁS, REVISTA UNIARA, v. 12, n.2, dez.
2009.