universidade estadual de campinas faculdade de …livros01.livrosgratis.com.br/cp041830.pdf ·...
TRANSCRIPT

UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA CIVIL, ARQUITETURA E
URBANISMO
Produção digital de maquetes arquitetônicas:
um estudo exploratório
Érica Pinheiro Vieira
Campinas, SP
2007

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

UNIVERSIDADE ESTADUAL DE CAMPINAS
FACULDADE DE ENGENHARIA CIVIL, ARQUITETURA E
URBANISMO
Érica Pinheiro Vieira
Produção digital de maquetes arquitetônicas:
um estudo exploratório
Dissertação de Mestrado apresentada à Comissão de Pós-graduação da Faculdade de Engenharia Civil, Arquitetura e Urbanismo da Universidade Estadual de Campinas como parte dos requisitos para a obtenção do título de Mestre em Engenharia Civil, na área de concentração em Arquitetura e Construção.
Orientadora: Profa. Dra. Maria Gabriela Caffarena Celani
Campinas, SP
2007

ii
FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA DA ÁREA DE ENGENHARIA E ARQUITETURA - BAE - UNICAMP
V673p
Vieira, Érica Pinheiro Produção digital de maquetes arquitetônicas: um estudo exploratório / Érica Pinheiro Vieira.--Campinas, SP: [s.n.], 2007. Orientador: Maria Gabriela Caffarena Celani. Dissertação (Mestrado) - Universidade Estadual de Campinas, Faculdade de Engenharia Civil, Arquitetura e Urbanismo. 1. Modelos arquitetônicos. 2. Modelos geométricos. I. Celani, Maria Gabriela Caffarena. II. Universidade Estadual de Campinas. Faculdade de Engenharia Civil, Arquitetura e Urbanismo. III. Título.
Título em Inglês: Digital fabrication of architectural models: an exploratory study. Palavras-chave em Inglês: Architectural models, Geometric modelling Área de concentração: Arquitetura e Construção Titulação: Mestre em Engenharia Civil Banca examinadora: Regina Coeli Ruschel, Anja Pratschke Data da defesa: 19/12/2007 Programa de Pós-Graduação: Engenharia Civil
iii

iv
Dedicatória
Dedico esta minha conquista aos meus pais,
Edna e Vilson, que na sua simplicidade e humildade, foram meus exemplos de fé e
perseverança, e aos meus filhos adorados, João Pedro e Matheus, amor verdadeiro,
suporte de afeto e estímulo constante!

v
Agradecimentos
A Deus, por me dar a capacidade de enxergar sempre o caminho a seguir.
À minha orientadora, professora Dra. Maria Gabriela Caffarena Celani, por acreditar em
mim, por todo apoio e conhecimento recebido durante estes anos de trabalho.
À FEC – Unicamp pela oportunidade e a CAPES pelo apoio financeiro, imprescindíveis
para o desenvolvimento desta pesquisa.
Ao meu esposo Samuel, pelo apoio incondicional.
Aos meus amigos, alunos do curso de graduação e pós-graduação da FEC, pela
colaboração nos experimentos realizados no LAPAC.
Aos amigos Jorge Lopes e Marcelo Oliveira, pela colaboração nos experimentos
realizados no CenPRA.
Àqueles que, mesmo não citados aqui, sabem que de forma direta ou indireta
tiveram participação para que esta pesquisa se efetivasse.

vi
If we knew what it was we were doing, it would not be called research, would it?
Albert Einstein
vii
Resumo
VIEIRA, Erica Pinheiro. Produção digital de maquetes arquitetônicas: um est udo exploratório. Campinas, 2007. 112 f. Dissertação (Mestrado em Engenharia Civil) - Faculdade de Engenharia Civil, Universidade Estadual de Campinas.
Este trabalho consiste em um estudo exploratório sobre a produção digital de maquetes
arquitetônicas. Inicialmente, foi realizada uma revisão bibliográfica com a finalidade de
conhecer os novos métodos de produção digital de maquetes, incluindo software de
modelagem e equipamentos de prototipagem rápida. Nesse estudo inicial, além de
explorar os principais equipamentos, processos, aplicações e materiais, identificou-se
dois arquitetos renomados que fazem uso dessa tecnologia nos seus processos de
projeto: Frank Gehry e Norman Foster. Deste estudo verificou-se processos distintos de
projeto e diferentes abordagens sobre a utilização dessas ferramentas, o que motivou a
realização de experimentos para exemplificar como produzir digitalmente maquetes
arquitetônicas. O Museu Guggenheim de Bilbao, de Frank Gehry, foi escolhido como
variável fixa para realização dos experimentos de produção digital de maquetes, por ser
um modelo de grande complexidade, permitindo testar os limites dos equipamentos de
prototipagem rápida disponíveis no Laboratório de Prototipagem para Arquitetura e
Construção (LAPAC) da FEC – Unicamp e no Centro de Pesquisas Renato Archer
(CenPRA). Além disso, foram testadas diferentes técnicas e materiais, inclusive
materiais alternativos, com o objetivo de viabilização econômica. Os resultados
comprovaram que o processo de produção digital de maquetes arquitetônicas é viável
em termos de procedimentos, de custo, de materiais disponíveis no mercado, qualidade
das maquetes produzidas e rapidez na execução. A partir das conclusões obtidas nos
experimentos realizados foi elaborado um caderno de recomendações para a confecção
de maquetes que será utilizado pelos usuários do LAPAC e que servirá como
importante ferramenta de auxílio para os iniciantes na produção digital de maquetes
arquitetônicas. Espera-se que os resultados desta pesquisa possam auxiliar a
estabelecer diretrizes para a incorporação dessas técnicas e equipamentos em
disciplinas de projeto e na prática de arquitetura.
Palavras chave: produção digital, maquetes arquitetônicas, prototipagem rápida

viii
Abstract
VIEIRA, Erica Pinheiro. Produção digital de maquetes arquitetônicas: um est udo exploratório. Campinas, 2007. 112 f. Dissertação (Mestrado em Engenharia Civil) - Faculdade de Engenharia Civil, Universidade Estadual de Campinas. The present work is an exploratory study about the digital fabrication of architectural
models. It started with a literature review, with the aim of getting in contact with the new
digital methods for making models and prototypes, from modeling software to rapid
prototyping equipment, processes, materials and applications. Still in this initial study the
work of two well-known architects, Frank Gehry and Norman Foster, who use rapid
prototyping techniques in their design process, was analyzed. From this part of the
research it was possible to conclude that the different approaches that architects have to
the design process is reflected in the way they use digital techniques for making their
models. The second part of the research consisted of a series of experiments with the
objective of illustrating the digital production of architectural models. For these
experiments, Frank Gehry´s Guggenheim Museum in Bilbao was chosen as a fixed
variable for the production of models, due to its geometric complexity, which allowed to
push the use of the available rapid prototyping equipment to their limits. Only the
equipment available at FEC-UNICAMP´s (Laboratório de Prototipagem para Arquitetura
e Construção - LAPAC) and CENPRA´s (Laboratório de Prototipagem Rápida do Centro
de Pesquisas Renato Archer) laboratories were used. They consisted of a 3d printer, a
fusion deposition modeller (FDM) machine, and a laser cutter. Different techniques and
materials were tested in these machines, with the objective of evaluating the quality and
economic viability of the resulting models. The results showed that the digital production
of architectural models is viable for use in Brazilian architecture schools, in terms of
procedures, cost, availability of materials, time spent and quality of the models. Finally, a
manual with recommendations and tips was produced, with the aim of helping students
build their own models using rapid prototyping equipment. We hope that the results of
this research will help guiding the incorporation of these techniques in architecture
education and practice in Brazil.
Key-words: digital production, architectural models, rapid prototyping.
ix
Lista de figuras
Página
2.1 A gramática da forma das Casas de Pradaria de Frank Lloyd Wright (KONING; EINSENBERG, 1981) ....................................................................
8
2.2 Desenvolvimento de fractais (TERZIDIS, 2006) ...................................... 8
2.3 Fractais em duas e três dimensões (YESSIOS, 1987) ............................ 8
2.4 Processo tradicional de projeto (FISCHER; HERR, 2001) ....................... 9
2.5 Projeto generativo (FISCHER; HERR, 2001) ........................................... 9
2.6 Cardiff Opera House (LYNN, 2006) ......................................................... 10
2.7 Triple Bridge Gateway (LYNN, 2006) ....................................................... 10
2.8 Método proposto por Blanther (1892) ...................................................... 12
2.9 Método proposto por DiMatteo (1976) ..................................................... 13
2.10 Pose para uma fotoescultura em 1860 (BOGART, 1979) ...................... 13
2.11 Processo fotográfico usado na reprodução de objetos tridimensionais (BAESE, 1904) ................................................................................................
14
2.12 Processo para manufaturar um relevo (MORIOKA, 1935; 1944) ........... 14
2.13 Processo para reproduzir um objeto tridimensional (MUNZ, 1956) ....... 15
2.14 Processo de fotoescultura usando intersecção de feixes de laser (SWAENSON, 1977)........................................................................................
15
2.15 Processo com pó e feixes de laser proposto por Ciraud (1977) ............ 16
2.16 Esquema dos sistemas estudados por Kodama (1981) ......................... 16
2.17 Processo baseado em fotopolímeros de Herbert (1982) ....................... 17
2.18 Solid Photography (BOGART, 1979) ..................................................... 17
2.19 Cortadora a laser M-300 da Universal Laser Systems (UNIVERSAL LASER SYSTEMS, 2006) ...............................................................................
18
2.20 Cortadora a jato de água da OMAX Systems (OMAX SYSTEMS) ........ 18
2.21 Cortadora de vinil (SASS, 2006g) .......................................................... 18
x
2.22 Esquema para a cortadora a laser (SASS, 2006g) ................................ 19
2.23 Exemplo de objeto feito com a cortadora a laser (SASS, 2006g) .......... 19
2.24 Exemplo de objeto metálico feito com a cortadora a jato de água (KILIAN, 2003) ................................................................................................ .
19
2.25 Exemplo de objeto de policarbonato cortado com a cortadora a jato de água (KILIAN, 2003) ...................................................................................
19
2.26 Exemplo de objeto feito com a cortadora de vinil (SASS, 2006g) .......... 20
2.27 Exemplo de objeto feito com a cortadora de vinil (MIT, 2006a) ............. 20
2.28 Modela Miller (DIGITAL DESIGN FABRICATION GROUP, 2006b) ...... 20
2.29 Exemplo de utilização da Modela Miller (DIGITAL DESIGN FABRICATION GROUP, 2006c)......................................
20
2.30 Denford Miller (DIGITAL DESIGN FABRICATION GROUP, 2006d)....... 21
2.31 Exemplo da utilização da Denford Miller (DIGITAL DESIGN FABRICATION GROUP, 2006e) ......................................
21
2.32 Esquema básico do processo de estereolitografia (CIMJECT, 2006a) .. 22
2.33 Protótipo de jóia confeccionado em SL (3D SYSTEMS, 2006a) ......... 22
2.34 Sistema SL da 3D Systems (3D SYSTEMS, 2006b) ........................... 22
2.35 Sistema FDM da Stratasys (STRATASYS, 2006) .................................. 23
2.36 Esquema básico do processo FDM (CIMJECT, 2006b) ........................ 23
2.37 Exemplo de objeto feito em FDM (SASS, 2006g) .................................. 24
2.38 Esquema básico do processo 3D Printing (CIMJECT, 2006c) ............... 24
2.39 Sistema 3DP da ZCorporation (ZCORP, 2006) ..................................... 25
2.40 Exemplo de objeto feito em 3DP (DIGITAL DESIGN FABRICATION GROUP, 2006f) .......................................
25
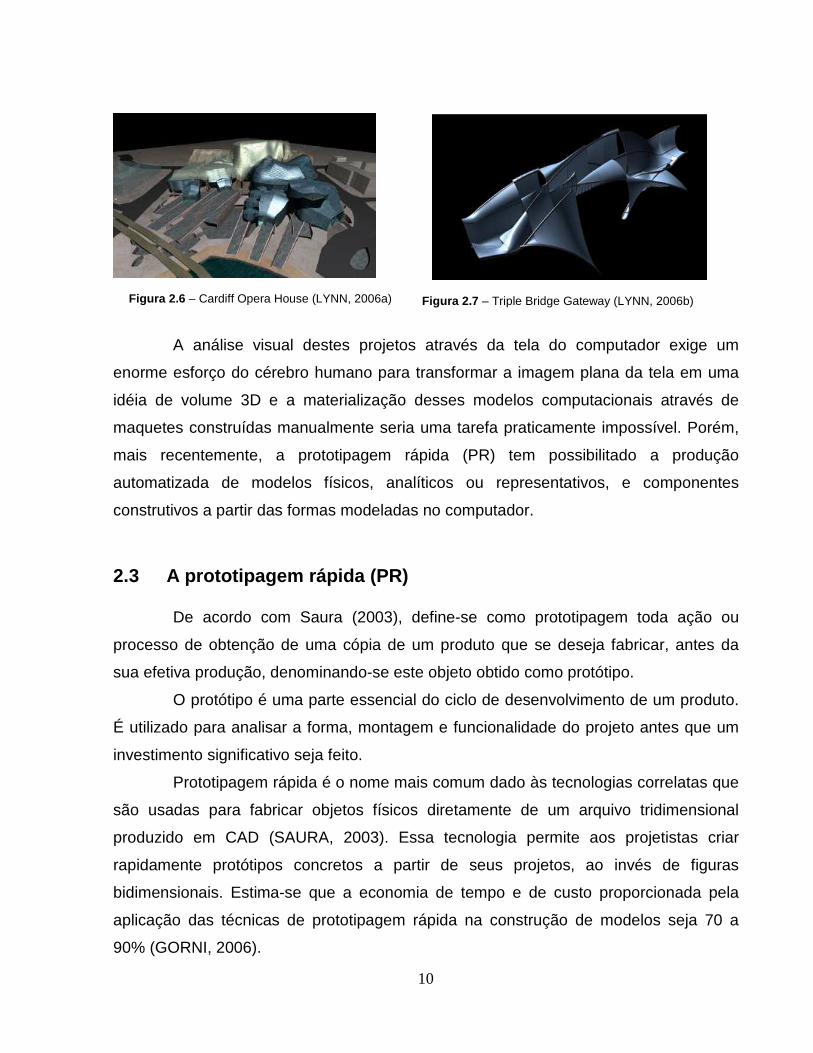
2.41 Maquete arquitetônica feita em SL (PROTOTYPE MAGAZINE, 2006)...................................................................
29
2.42 Exemplo de aplicação do processo FDM (DIGITAL DESIGN FABRICATION GROUP, 2006g) .....................................................................
29
2.43 Maquete arquitetônica feita em 3DP (DIGITAL DESIGN FABRICATION GROUP, 2006h) ......................................
29

xi
2.44 Maquete topográfica feita com fresa – Modela Miller (ARCHITECTURAL MODELS, 2006) ..............................................................
29
2.45 Exemplo de aplicação da fresa – Denford Miller (DIGITAL DESIGN FABRICATION GROUP, 2006i) .......................................
29
2.46 Maquete topográfica feita com cortadora a laser (HOWARD MODELS, 2006) ...........................................................................
29
2.47 Exemplo de aplicação da cortadora de vinil (MIT, 2006a) ..................... 29
2.48 Exemplo de aplicação da cortadora a jato de água (MIT, 2006b) .......... 29
2.49 Exemplo de objeto feito com a cortadora a laser e com FDM (MIT, 2006c).....................................................................................................
30
2.50 Digitalizador 3D da Spatium Tecnologia 3D Ltda. (SPATIUM, 2006a)...........................................................................................
30
2.51 Objetos digitalizados pelo Orcus 3D Scanner (SPATIUM, 2006b) ........ 31
2.52 Contour Crafting (KHOSHNEVIS, 2004) ................................................ 31
2.53 Formas de expressão utilizadas no processo de projeto (MITCHELL; McCULLOUGH, 1995) ...............................................................
32
2.54 Processo de projeto esquematizado por Sass (2006a) ......................... 33
2.55 Processo de projeto de Frank Gehry ..................................................... 34
2.56 Primeiro modelo arquitetônico digitalizado por Gehry – Barcelona Fish (SHELDEN, 2002) ...........................................................................................
35
2.57 Aquisição de dados através de um scanner 3D a laser (GLYMPH et al, 2004) .....................................................................................
36
2.58 Estudos de insolação (SHELDEN, 2002) ............................................... 36
2.59 Estudos no túnel de vento (SHELDEN, 2002) ....................................... 36
2.60 Modelo digital e modelo prototipado (SHELDEN, 2002) ........................ 37
2.61 Desenhos 2D extraídos do modelo 3D CATIA (SHELDEN, 2002) ........ 38
2.62 Reintegração de informações em 2D e 3D (SHELDEN, 2002) .............. 38
2.63 Processo de construção de superfície encurvada (SASS, 2006c) ......... 39
2.64 Diferentes padrões dos painéis de fachada das obras de Gehry (SHELDEN, 2002) ...........................................................................................
40

xii
2.65 Estrutura racionalizada do Guggenheim Bilbao (SASS, 2006d) ............ 41
2.66 Estrutura do Disney Concert Hall (SASS, 2006d) .................................. 41
2.67 Estrutura do Experience Music Project (SASS, 2006d) ......................... 42
2.68 Processo de projeto de Norman Foster ................................................. 43
2.69 Generative Components (SASS, 2006e) ............................................... 44
2.70 Biblioteca da Universidade Livre de Berlim (MAKOVSKY, 2006) .......... 45
2.71 Vista interna da biblioteca da Universidade Livre de Berlim (MAKOVSKY, 2006) ........................................................................................
46
2.72 Vista externa da biblioteca da Universidade Livre de Berlim (MAKOVSKY, 2006) ........................................................................................
46
2.73 The Berlim Brain – modelo confeccionado em SL (3TRPD, 2006)........ 46
2.74 Processo de Gehry – semelhante ao Playmobil (SASS, 2006f) ............ 49
2.75 Processo de Foster – semelhante ao Lego (SASS, 2006f) .................... 49
3.1 Maquete produzida pelo método top down no escritório de Frank Gehry (SASS, 2006h).................................................................................................
50
3.2 Sistema construtivo do envelope da Swiss Re (JOO; KOVIDVISITH, 2006).............................................................................
51
4.1 Museu Guggenheim de Bilbao (ITEA, 2007)............................................. 55
4.2 Modelo trabalhado no SketchUp – planta do museu (EL CROQUIS, 1995); foto da maquete (PIROUX, 2007).........................................................
57
4.3 Modelo trabalhado no SketchUp – planta do museu (EL CROQUIS, 1995); foto do museu (SASS, 2006a); foto aérea (GREAT BUILDINGS, 2007)................................................................................................................
58
4.4 Modelo trabalhado no SketchUp – foto aérea (GREAT BUILDINGS, 2007); foto do museu (WIKIPEDIA, 2007).......................................................
58
4.5 Modelo finalizado no SketchUp................................................................. 59
4.6 Erros na estrutura do modelo, detectados no software ZPrint.................. 59
4.7 Erros na estrutura do modelo, detectados no software ZPrint.................. 60
4.8 Erros na estrutura do modelo, detectados no software ZPrint.................. 60

xiii
4.9 Modelo trabalhado no AutoCAD através de superfícies contínuas........... 61
4.10 Modelo finalizado no AutoCAD............................................................... 62
4.11 Modelo finalizado em 3D Wireframe no AutoCAD.................................. 62
4.12 Inversão dos vetores normais detectados no software Zprint................. 63
4.13 Modelo corrigido e finalizado no software ZEdit...................................... 64
4.14 Redesenho das faces superiores e inferiores do volume em polylines.. 65
4.15 Utilização do comando loft para construção do volume sólido............... 66
4.16 Modelo criado com sólidos utilizando o comando loft............................. 67
4.17 Modelo visualizado em 3D Wireframe..................................................... 67
4.18 Modelo fabricado conforme as instruções do fabricante......................... 69
4.19 Modelo fabricado conforme as instruções do fabricante......................... 70
4.20 Parte do modelo testada na impressora 3D, com material recomendado pelo fabricante..........................................................................
74
4.21 Primeiros testes utilizando gesso comum...............................................
74
4.22 Uma das alternativas analisadas nos testes...........................................
74
4.23 Limpeza do modelo prototipado em gesso............................................. 74
4.24 Modelo prototipado submetido a lavagem em água corrente................. 74
4.25 Modelo final obtido com a utilização do gesso....................................... 74
4.26 Processo de fabricação na FDM hachurado (shell)................................ 75
4.27 Maquete prototipada na FDM ainda com os suportes............................ 75
4.28 Modelo finalizado na FDM...................................................................... 76
4.29 Pepakura Designer (MITANI; SUZUKI, 2004)…………………………..... 77
4.30 Desenvolvimento no programa Pepakura Designer (19.074 faces)........ 78
4.31 Resultado do desdobramento aberto no AutoCAD................................. 80
4.32 Cortadora a laser em funcionamento...................................................... 80
4.33 Peça incendiada na cortadora a laser..................................................... 80
xiv
4.34 Peças do modelo do Museu Guggenheim de Bilbao cortadas na cortadora a laser..............................................................................................
80
4.35 Checando o comando check corresponding face no Pepakura............. 80
4.36 Verificando o comando connect faces no Pepakura...............................
80
4.37 Peças montadas e fixadas com fita adesiva........................................... 81
4.38 Modelo em fase de montagem no papel cartão...................................... 81
4.39 Modelo finalizado em papel cartão.......................................................... 81
4.40 Interface do AutoSlice………………………………………………………..
82
4.41 Modelo fatiado no AutoSlice...................................................................
84
4.42 Fatias do modelo espalhadas pelo AutoSlice......................................... 84
4.43 Cortadora a laser cortando o papel cartão.............................................. 85
4.44 Colagem das camadas........................................................................... 85
4.45 Colagem das camadas........................................................................... 85
4.46 Colagem das camadas........................................................................... 85
4.47 Maquete finalizada em papel cartão....................................................... 86
4.48 Cortadora a laser cortando o acrílico...................................................... 86
4.49 Colagem das camadas em acrílico......................................................... 86
4.50 Maquete finalizada em acrílico................................................................ 93
5.1 Treliça confeccionada no processo FDM – IST Lisboa (PUPO, 2007)... 93
5.2 Treliça confeccionada no processo 3DP – LAPAC ................................ 108

xv
Lista de tabelas
Página
2.1 Níveis de elaboração de maquetes – adaptada (KNOLL; HECHINGER, 2003) .........................................................................
5
2.2 Principais características das máquinas de prototipagem rápida utilizadas em arquitetura .................................................................................
26
3.1 Materiais utilizados nos experimentos de modelagem geométrica........... 52
3.2 Equipamentos utilizados nos experimentos de produção de maquetes físicas...............................................................................................................
53
3.3 Alternativas geradas de acordo com equipamento utilizado..................... 54
4.1 Variáveis envolvidas no processo de impressão 3D................................. 72
5.1 Tabela comparativa dos experimentos de produção das maquetes físicas...............................................................................................................
89
5.2 Ordenação dos modelos resultantes em relação às variáveis..................
91

xvi
Sumário
RESUMO............. .......................................................................................................... vii
ABSTRACT ................................................................................................................... viii
LISTA DE FIGURAS ....................................................................................................... ix
LISTA DE TABELAS ...................................................................................................... xv
1. INTRODUÇÃO .......................................................................................................... 1
2. REVISÃO BIBLIOGRÁFICA ..................................................................................... 4
2.1. A maquete no processo de projeto ................................................................ 4
2.1.1. Maquetes – modelagem manual como instrumento de projeto............... 4
2.1.2. Maquetes eletrônicas – Prototipação virtual como instrumento de
projeto.................................................................................................................
6
2.2. Sistemas generativos no processo de projeto ............................................. 7
2.3. A prototipagem rápida (PR) ............................................................................ 10
2.3.1. A história da prototipagem rápida............................................................ 11
2.3.2. Principais processos atuais de prototipagem rápida............................... 18
2.3.3. A incorporação da PR no processo de projeto de arquitetura................. 32
2.4. O Método de Frank Gehry ………………......................................................... 34
2.5. O Método de Norman Foster ……………….................................................... 43
2.6. Análise comparativa dos métodos de Gehry e Fos ter ................................. 47
3. METODOLOGIA........................................................................................................ 50
3.1. Locais de experimentação .............................................................................. 52
3.2. Materiais utilizados .......................................................................................... 52
4. EXPERIMENTOS ...................................................................................................... 55
4.1 Desenvolvimento da modelagem geométrica tridim ensional ..................... 55
4.1.1. Modelagem com SketchUp..................................................................... 55

xvii
4.1.2. Modelagem no AutoCAD 2006 com superfícies..................................... 61
4.1.3. Modelagem no AutoCAD 2007 com sólidos............................................ 64
4.2 Experimentos de produção de maquetes físicas .......................................... 68
4.2.1. 1º Experimento – Impressão na ZCorp com pó zp130............................ 68
4.2.2. 2º Experimento – Impressão na ZCorp com outros materiais.................. 71
4.2.3. 3º Experimento – Impressão na FDM...................................................... 75
4.2.4. 4º Experimento – Cortadora a laser + Pepakura Designer...................... 77
4.2.5. 5º Experimento – Cortadora a laser + AutoSlice...................................... 82
5. ANÁLISE E INTERPRETAÇÃO DOS DADOS ......................................................... 88
6. CONCLUSÃO E RECOMENDAÇÕES PARA TRABALHOS FUTURO S................. 94
6.1. Aplicações da pesquisa. ................................................................................. 95
6.2. Trabalhos futuros ............................................................................................. 95
REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 96
APÊNDICES................................................................................................................... 103
Apêndice A – Testes na impressora 3D ZCorp com gesso odontológico ............ 104
Apêndice B – Caderno de recomendações .............................................................. 105
Apêndice C – Minicurso “Produção automatizada de ma quetes arquitetônicas”
– 11ª Semana da Engenharia Civil – FEC/UNICAMP ..................................................
108
ANEXOS......................................................................................................................... 109
Anexo A – Plantas arquitetônicas do Museu Guggenhei m de Bilbao ................... 110

1
1. INTRODUÇÃO
Arquitetos sempre buscaram diferentes meios para expressar seus projetos.
Tradicionalmente, desenhos e maquetes manuais, sempre foram os meios mais
utilizados no processo de exploração de soluções.
O modelo físico, por séculos, serviu como intermediário entre projetos
complexos e a prática construtiva. Sass (2006g) cita que arquitetos da Renascença
usavam modelos físicos para descrever as formas dos edifícios e suas técnicas
construtivas. A execução destes modelos através de técnicas tradicionais de
maquetaria sempre foi um exaustivo e demorado processo manual de translação do
desenho para a representação física, com materiais difíceis de serem manipulados e
com resultados nem sempre precisos.
Atualmente, inúmeras ferramentas CAD (Computer Aided Design) possibilitam
aos arquitetos criar e representar virtualmente suas formas através de maquetes
eletrônicas e sofisticadas produções fotorrealísticas. Isso se deve, entre outras coisas, à
facilidade de desenvolvimento de modelos 3D e à grande disponibilidade de recursos
de rendering. Esses recursos tridimensionais do CAD são vantajosos porque permitem
perceber conflitos que seriam difíceis de prever em desenhos bidimensionais. Porém,
se por um lado o uso da modelagem geométrica tridimensional tem aspectos positivos,
por outro, apresenta aspectos negativos, como distorções de perspectiva, o que torna a
percepção do espaço diferente da realidade.
Toda essa facilidade de visualização oferecida pelas ferramentas CAD,
contudo, tem ocasionado a redução do uso da maquete física, que é mais trabalhosa e
leva muito mais tempo para ser construída. Este é um fato preocupante porque certas
características da maquete física, como a manipulação direta de diferentes materiais e
a interação entre as pessoas envolvidas no projeto, não podem ser substituídas por
uma modelagem geométrica tridimensional.
Hoje, a tecnologia permite que se aproveite as características positivas dos
modelos geométricos tridimensionais e das maquetes físicas através de um processo
integrado: a produção automatizada de maquetes arquitetônicas.

2
Este processo utiliza como ferramenta a tecnologia da prototipagem rápida
(PR), que permite a produção automatizada, rápida e detalhada de modelos físicos,
analíticos ou representativos, e componentes construtivos a partir modelos geométricos
tridimensionais, servindo de ponte entre a representação/produção física e
computacional do projeto.
Esta tecnologia, que se utiliza de ferramentas de software e de hardware
(CAD/CAM) para o projeto e fabricação assistidos por computador, não é totalmente
nova. Sua evolução vem ocorrendo desde a década de 50, quando os primeiros
computadores começaram a ser utilizados no projeto e fabricação de automóveis e
aeronaves. Porém, só recentemente a prototipagem rápida (PR) vem sendo introduzida
como poderosa ferramenta de representação e produção de arquitetura, e segundo
Kolarevic (2001), está modificando não só o processo de projeto, mas também a forma
do edifício e o seu processo construtivo.
De acordo com Mitchell e Mccullough (1995), a utilização da prototipagem
rápida redefine o relacionamento entre projeto e produção: além de eliminar muitas das
restrições geométricas impostas pelos métodos tradicionais de projeto e produção,
permite que o projetista experimente formas, materiais e processos antes da decisão
final.
A integração do projeto, análise e fabricação dos edifícios através da
prototipagem rápida traz a oportunidade de reintegração das disciplinas arquitetura,
engenharia e construção, num empreendimento colaborativo e interdisciplinar
(KOLAREVIC, 2001), e assim “estabelece uma ponte entre a fenda que se abre entre o
projeto e a produção quando o projetista começa a desenhar” (MITCHELL;
McCULLOUGH, 1995).
Em alguns países, em especial nos Estados Unidos, são comuns as
discussões e pesquisas no campo da tecnologia CAD/CAM (software e produção) em
escolas e centros de pesquisa em arquitetura, como a School of Architecture and
Planning do MIT e a Graduate School of Design de Harvard.
No Brasil, a utilização da prototipagem rápida pode ser considerado ainda
incipiente e restrita ao desenvolvimento de peças para a indústria mecânica. Na área
educacional a prototipagem rápida se restringe às escolas de engenharia mecânica,

3
desenho industrial e ao estudo da paleontologia. Outra aplicação da prototipagem
rápida no Brasil tem se dado na área médico-odontológica, no desenvolvimento de
próteses para cirurgias de reconstrução bucomaxilofacial (SILVA et al, 2006).
O uso restrito da PR no Brasil se deve principalmente ao seu elevado custo,
pois ainda dependemos de maquinário e material de consumo importados, o que
inviabiliza, do ponto de vista econômico, o uso dessa técnica para a produção de
modelos e maquetes que poderiam ser confeccionados por meios artesanais com a
mesma precisão porém a custos mais baixos. As aplicações nas áreas citadas acima
só se justificam porque trazem ganhos econômicos superiores aos gastos com a PR ou
porque permitem realizar procedimentos médicos capazes de salvar vidas.
Na arquitetura, no entanto, o custo de uma maquete produzida por PR só se
justifica se houver a necessidade de produção de formas muito complexas, impossíveis
de se produzir por técnicas tradicionais. Por esse motivo, ainda é praticamente
inexistente o uso da PR voltado à arquitetura no Brasil. Outro provável fator é a
inexistência de laboratórios de PR para arquitetura e a falta de experiência no
desenvolvimento de maquetes e na incorporação da técnica no processo de projeto em
arquitetura (CELANI et al, 2007).
Tendo em vista todos estes fatores, os quais justificam esta pesquisa, o
presente trabalho objetiva realizar um estudo exploratório sobre a produção digital de
maquetes, para conhecer e testar os limites de cada equipamento na execução de
formas de grande complexidade, visando o estabelecimento de diretrizes para a
viabilização (em termos de procedimentos, de custo, de materiais disponíveis no
mercado, técnicas, qualidade das maquetes produzidas, rapidez de execução, etc.)
desse tipo de equipamento em disciplinas de projeto e na prática de arquitetura.

4
2. REVISÃO BIBLIOGRÁFICA
2.1 A maquete no processo de projeto
2.1.1 Maquetes – Modelagem manual como instrumento de projeto
A idéia de que o artista dá forma a seus materiais tem suas origens na teoria
das idéias de Platão. Platão sugeria que os objetos físicos imitam, de maneira
imperfeita, as idéias abstratas e perfeitas. Na obra Metafísica, Aristóteles apresentava
uma nova versão desta doutrina, de acordo com a qual uma forma existiria
primeiramente na mente de um artista, que então a passaria para a matéria
(MITCHELL, 1996).
De acordo com Rozestraten (2006), ao longo da história da arquitetura, na
produção arquitetônica que pretendia ultrapassar estilos, modismos e modelos prévios
em prol de novas soluções espaciais e construtivas, a modelagem tridimensional
sempre esteve integrada como um recurso indispensável de projeto. Existem diversos
exemplos do uso criativo de modelos em escala, confeccionados em diferentes
materiais, desde a antiguidade, passando por Brunelleschi (séc. XV), Michelangelo
(séc. XVI), Gerrit Rietiveld e Moholy-Nagy nos anos 20 e o grupo Archigram entre os
anos 50 e 70.
A maquete constitui-se em uma linguagem diferente daquela do desenho. Por
essa razão, ela tem condições de articular e descrever de modo diferente cada idéia do
projeto arquitetônico. A maquete possui especialmente a capacidade de documentar a
idéia espacial – e por conseguinte, o cerne do projeto arquitetônico – de modo
tridimensional e com recursos espaciais/plásticos, tanto para o observador quanto para
o projetista, o que significa uma vantagem enorme em relação ao desenho (KNOLL;
HECHINGER, 2003).
Existem vários tipos de maquetes que fazem parte do processo de projeto.
Segundo Knoll e Hechinger (2003), as maquetes podem ser tematicamente
classificadas em três grupos: maquetes topográficas, maquetes de edificações e
maquetes específicas.

5
As topográficas compreendem as maquetes de terreno, de paisagem e de
jardim. O grupo das maquetes de edificações subdivide-se em maquetes urbanísticas,
de edifícios, de estrutura, de interiores e de detalhes; as maquetes específicas são as
relacionadas ao design, móveis e objetos de outra espécie.
Segundo Ryder et al. (2002) pode-se distinguir três objetivos para o uso da
maquete:
a) Projeto Conceitual: modelos simplificados, com materiais simples para
estudo da forma e massa;
b) Planejamento: modelos um pouco mais detalhados para analisar o conjunto
da volumetria e seu impacto em relação à implantação. São confeccionados
com materiais um pouco mais robustos como papel e madeira;
c) Projeto Final: modelos detalhados, normalmente utilizados para
apresentação ao público. São confeccionados com materiais e texturas bem
próximos do modelo real.
Knoll e Hechinger (2003), sugerem que estes três níveis de elaboração
correspondem aproximadamente aos três estágios do processo de projeto:
Tabela 2.1 – Níveis de elaboração de maquetes - Adaptada (KNOLL; HECHINGER, 2003)
1º Nível pré-projeto esboço de idealização maquete de idealização
2º Nível projeto projeto de construção maquete de trabalho
3º Nível execução planejamento de execução maquete de execução
As maquetes também são utilizadas para estudos específicos como:
a) testes em túnel de vento: maquetes em escala reduzida para avaliar a
estabilidade da estrutura;
b) Testes com heliodon: maquetes em escala reduzida para o estudo da
orientação dos volumes e localização das aberturas;
c) Estudos dos sistemas estruturais: maquetes em escala reduzida para
auxiliar o cálculo estrutural;
6
d) Mock-ups: maquetes em escala real para o estudo de componentes
estruturais em projetos complexos.
2.1.2 Maquetes eletrônicas – Prototipação virtual c omo instrumento
de projeto
Na década de 80, a popularização do computador pessoal, a disseminação de
programas de modelagem geométrica tridimensional (pacotes CAD), de renderings e de
animações tornaram possíveis produções fotorrealísticas sofisticadas e a chamada
“maquete eletrônica” passou a ser adotada pelos arquitetos como forma de avaliação e
representação do projeto arquitetônico.
A prototipação virtual (FEIJÓ et al., 2001), comumente chamada de “maquete
eletrônica” é o processo de construção de um artefato virtual completo, de forma que
problemas de projeto e manufatura possam ser antecipados e discutidos em um
ambiente de projeto, sustentado por uma ferramenta CAD (GOMES et al., 2006).
A evolução desse processo de construção de artefatos virtuais em ambiente
gráfico-computacional está diretamente relacionado com a evolução de equipamentos
de hardware e software nas últimas décadas.
Apesar de ser um recurso percebido apenas pela leitura visual e representada
no plano bidimensional da tela do computador, esse processo também conhecido como
modelagem geométrica tridimensional foi rapidamente adotado como ferramenta de
projeto. Essa rápida assimilação deve-se a vários fatores como, por exemplo, a
facilidade de manipular o objeto, visualizar as soluções de projeto, detectar
interferências indesejadas, criar alternativas e simular a realidade em uma
representação detalhada e quase fiel do objeto (KOWALTOWSKI et al., 2006).
KOWALTOWSKI et al. (2006) afirmam que as formas arquitetônicas nos
últimos anos estão cada vez mais complexas, podendo-se concluir que o uso da
modelagem geométrica tridimensional através da utilização de sistemas CAD no
processo de projeto contribuiu para o desenvolvimento e experimentação de formas
mais complexas e paradoxalmente também impulsionou um retorno ao uso de modelos
físicos nesse processo.

7
Hoje, segundo Rozestraten (2006), a crítica aos limites da informática abre
espaço para a pesquisa de relações complementares entre o desenho manual, as
representações eletrônicas e a modelagem. Na prática, os recursos eletrônicos 3D não
resolveram – e a princípio não resolverão sozinhos – a questão da representação
tridimensional.
2.2 Sistemas generativos no processo de projeto
A utilização de regras no processo de projeto arquitetônico não é um fato
inédito. Desde Vitrúvio, regras de composição têm sido propostas como mecanismos
generativos da forma arquitetônica.
Nos textos de Vitrúvio, Serlio, Scamozzi e Vignola, dava-se grande importância
às ordens, e seu uso funcionava como uma gramática de regras subjacentes a serem
respeitadas. As regras de proporção estabeleciam restrições e fixavam relações
precisas entre as dimensões horizontais e verticais dos elementos do projeto como as
colunas, o entablamento, a posição e proporção das aberturas, etc (IVANÓSKI, 2004).
Embora os sistemas de proporção clássicos tenham caído em completo
desuso, outros sistemas de regras aplicáveis à produção da forma arquitetônica foram
desenvolvidos, como o método projetual de Durand no século XVIII e o sistema Modulor
de LeCorbusier no início do séc. XX. Mais recentemente, têm surgido um novo tipo de
sistema de geração da forma que apresenta ênfase nas regras de composição e não no
produto final. Esses sistemas são conhecidos como "sistemas generativos" (generative
design systems) ou simplesmente GD. Um exemplo de sistema generativo é a “shape-
grammar” (gramática da forma), desenvolvida por Stiny e Gips na década de 1970, que,
além de servir como sistema de geração de novas formas, tem sido também aplicado à
análise da arquitetura (CELANI, 2004).
A Shape-grammar de Koning e Eizenber (1981), por exemplo, faz uma análise
das regras de composição da linguagem de Frank Lloyd Wright em suas “praire houses”
(figura 2.1).

8
Figura 2.1 – A gramática da forma das casas de pradaria - Frank Lloyd Wright (KONING; EINZENBERG, 1981)
Um dos fatores que levaram a esse novo interesse pelo projeto baseado em
regras é a possibilidade de implementação dessas regras em computador. A introdução
do computador no processo de projeto tornou possível o aumento da complexidade
formal dos projetos arquitetônicos. Por meio do uso do computador para a aplicação
sucessiva de regras é possível obter formas cuja complexidade vai além da capacidade
de raciocínio espacial do ser humano. Mesmo uma única regra de transformação
geométrica muito simples é capaz de dar origem a formas extremamente complexas
quando reaplicada muitas vezes, como acontece na produção de fractais (figuras 2.2 e
2.3).
Figura 2.2 – Desenvolvimento de Fractais (TERZIDIS, 2006, p.93)
Figura 2.3 – Fractais em duas e três dimensões (YESSIOS, 1987)

9
Embora sua utilização não esteja restrita a ferramentas digitais, o GD
encontrou no computador um parceiro especialmente apropriado para gerar
automaticamente uma grande quantidade de soluções em forma de representações
digitais permitindo a avaliação antes da sua modelagem (física), produção ou aplicação.
Enquanto no processo tradicional (figura 2.4) o designer atua diretamente sobre o
produto final, no projeto generativo (figura 2.5) o papel principal do designer é o de criar
as regras de composição (ou de evolução) que, quando aplicadas, podem gerar não
apenas um, mas diversos produtos com características semelhantes. Daí seu grande
potencial de aplicação no desenho do objeto e da construção industrializados
(FISCHER; HERR, 2001).
Figura 2.4 – Processo tradicional de projeto
(FISCHER; HERR, 2001)
Figura 2.5 – Projeto generativo (FISCHER; HERR, 2001)
Além da geometria de fractais e das shape grammars, outro exemplo de
sistemas generativos que vêm sendo utilizados por arquitetos são os algoritmos
genéticos e outras formas de computação evolucionária (CELANI, 2004). Através da
utilização destes sistemas, arquitetos têm conseguido sofisticação, novidade,
originalidade e exclusividade em complexas formas. De acordo com Terzidis (2006),
apesar da complexidade das formas resultantes, a manifestação formal destes
processos são em geral simples. O termo algoritmo é freqüentemente associado à
complexidade. Enquanto o objetivo ou resultado de um algoritmo pode ser complexo, a
sua estratégia é empregar significados simples para criar estruturas complexas. A
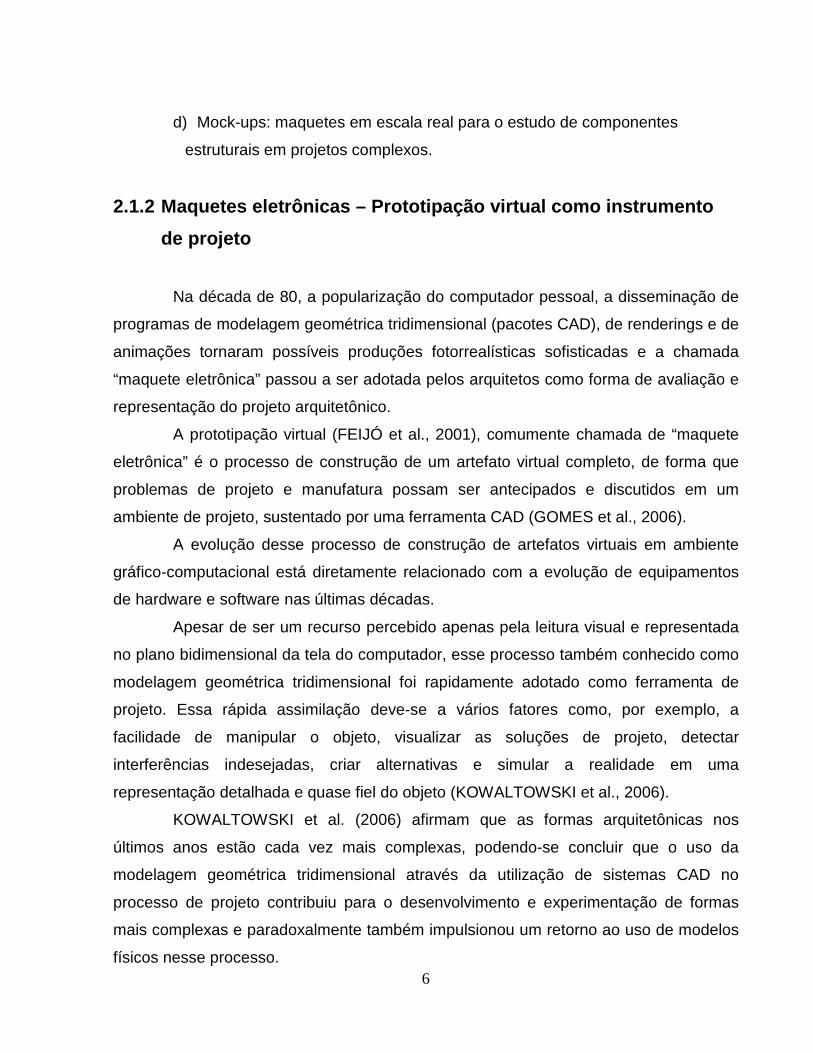
utilização de sistemas similares pode ser verificada nas obras do arquiteto Greg Lynn
(figuras 2.6 e 2.7).
10
Figura 2.6 – Cardiff Opera House (LYNN, 2006a)
Figura 2.7 – Triple Bridge Gateway (LYNN, 2006b)
A análise visual destes projetos através da tela do computador exige um
enorme esforço do cérebro humano para transformar a imagem plana da tela em uma
idéia de volume 3D e a materialização desses modelos computacionais através de
maquetes construídas manualmente seria uma tarefa praticamente impossível. Porém,
mais recentemente, a prototipagem rápida (PR) tem possibilitado a produção
automatizada de modelos físicos, analíticos ou representativos, e componentes
construtivos a partir das formas modeladas no computador.
2.3 A prototipagem rápida (PR)
De acordo com Saura (2003), define-se como prototipagem toda ação ou
processo de obtenção de uma cópia de um produto que se deseja fabricar, antes da
sua efetiva produção, denominando-se este objeto obtido como protótipo.
O protótipo é uma parte essencial do ciclo de desenvolvimento de um produto.
É utilizado para analisar a forma, montagem e funcionalidade do projeto antes que um
investimento significativo seja feito.
Prototipagem rápida é o nome mais comum dado às tecnologias correlatas que
são usadas para fabricar objetos físicos diretamente de um arquivo tridimensional
produzido em CAD (SAURA, 2003). Essa tecnologia permite aos projetistas criar
rapidamente protótipos concretos a partir de seus projetos, ao invés de figuras
bidimensionais. Estima-se que a economia de tempo e de custo proporcionada pela
aplicação das técnicas de prototipagem rápida na construção de modelos seja 70 a
90% (GORNI, 2006).

11
Ainda de acordo com Gorni (2006), as mesmas técnicas de prototipagem
rápida podem ser usadas para a fabricação de ferramentais, um processo também
conhecido como ferramental rápido, ou seja, a fabricação automática de ferramentas
para uso na produção em série. A produção de ferramentas é uma das etapas mais
lentas e cara no processo de manufatura, em função da qualidade extremamente alta
que se exige delas. Ferramentas geralmente apresentam geometrias complexas e
precisam ser dimensionalmente precisas, em centésimos de milímetros.
O termo “rápido” associado a esses processos é relativo. A construção de
alguns protótipos pode levar de 3 a 72 horas, dependendo do tamanho e complexidade
do objeto. Ainda assim esses processos são bem mais rápidos que os métodos
tradicionais, que podem requerer dias ou mesmo meses para fabricar um único
protótipo.
2.3.1 A história da prototipagem rápida
Segundo Prinz et al. (1997) a tecnologia da PR se originou de duas áreas
técnicas distintas: a topografia e a fotoescultura. No que diz respeito à topografia, em
1890, Blanther (1892 apud PRINZ et al., 1997) sugeriu um método baseado em
camadas para fazer um molde para mapas topográficos com relevo. O método consistia
na impressão de linhas topográficas do contorno em uma série de placas de cera, cortar
essas placas de cera na linha de contorno, e então empilhá-las e alisar as seções em
cera. Isto produzia superfícies positivas e negativas que correspondiam ao terreno
indicado pelas linhas de contorno. Depois de aplicado o revestimento protetor nessas
superfícies, um mapa de papel impresso é então pressionado entre as formas positivas
e negativas para criar um mapa com relevo (figura 2.8).

12
Figura 2.8 – Método proposto por Blanther (1892)
Um método similar foi proposto por Perera (1940 apud PRINZ et al., 1997),
onde os contornos eram marcados e cortados em papel cartão e então eram
empilhados e colados para formar o mapa tridimensional. Refinamentos destas técnicas
foram apresentados por Zang (1964 apud PRINZ et al., 1997) que sugeria o uso de
placas transparentes com o detalhe topográfico inscrito em cada placa, e também por
Gaskin (1973 apud PRINZ et al., 1997) que descreveu um dispositivo tridimensional
para ser aplicado no ensino de geologia. Em 1972, Matsubara da Mitsubishi Motors
(1974 apud PRINZ et al., 1997) propôs um processo topográfico que usava materiais
foto-enrijecedores. Neste processo, uma resina de foto-polímero reveste partículas
refratárias (por exemplo areia ou pó de grafite), que então são espalhadas em uma
camada e aquecidas para formar uma chapa. A luz (uma lâmpada de vapor de
mercúrio, por exemplo) seletivamente é projetada ou “escaneada” nesta camada para
endureder uma porção definida dela. A parte não aproveitada é sempre dissolvida por
um solvente. As camadas formadas são empilhadas e subseqüentemente unidas umas
as outras para formar um molde. Em 1974, DiMatteo (1976 apud PRINZ et al., 1997)
reconheceu que estas mesmas técnicas de empilhamento poderiam ser utilizadas para
produzir superfícies difíceis de serem fabricadas por operações tradicionais. As folhas
metálicas são cortadas com uma fresa de corte e agregadas com parafusos ou hastes,
processo similar ao do século 19 (figura 2.9).

13
Em 1979, o professor Nakagawa da universidade de Tokyo começou a usar
técnicas da laminação para produzir ferramentas com cavidades (NAKAGAWA et al.,
1979 apud PRINZ et al., 1997), ferramentas de impressão (KUNIEDA; NAKAGAWA,
1984 apud PRINZ et al., 1997) e ferramentas do molde de injeção (NAKAGAWA et al.,
1985 apud PRINZ et al., 1997).
Já a fotoescultura surgiu no século 19, na tentativa de criar réplicas
tridimensionais exatas de objetos, inclusive de formas humanas (BOGART ,1979 apud
PRINZ et al., 1997). Uma realização razoavelmente bem sucedida desta tecnologia foi
projetada por Frenchman François Willème em 1860. No seu método, uma pessoa ou
objeto é colocado em uma sala circular e fotografado simultaneamente por 24 câmeras
distribuídas pela sua circunferência (figura 2.10). A silhueta de cada fotografia é usada
então por um artesão para esculpir 1/24 da porção cilíndrica da imagem.
Figura 2.9 – Método proposto por DiMatteo (1976) Figura 2.10 – Pose para uma fotoescultura em 1860 (BOGART, 1979)
Numa tentativa de melhorar o trabalho intensivo que é esculpir uma
fotoescultura, no método de Willème, Baese (1904 apud PRINZ et al., 1997) descreveu
uma técnica usando uma luz graduada para expor uma gelatina fotosensitiva que se

14
expande quando exposta à luz e tratada com água. Os anéis da gelatina tratada são
então fixados em um suporte para fazer uma réplica de um objeto (figura 2.11).
No Japão, Morioka (1935 apud PRINZ et al., 1997) desenvolveu um processo
híbrido combinando aspectos da fotoescultura e da topografia. Este método usava luzes
estruturadas (faixas de luz, pretas e brancas) para criar fotograficamente as linhas de
contorno de um objeto. As linhas podiam então ser desenvolvidas em folhas, cortadas e
empilhadas, ou projetadas em algum material para serem esculpidas (figura 2.12).
Figura 2.11 – Processo fotográfico usado na reprodução
de objetos tridimensionais (BAESE, 1904)
Figura 2.12 – Processo para manufaturar um relevo,
Morioka (1935).
Em 1951, Munz (1956 apud PRINZ et al., 1997) propôs um sistema com
características das atuais técnicas de estereolitografia. Ele revelou um sistema que
expunha seletivamente uma fotoemulsão transparente em forma de camadas, onde
cada camada trazia uma seção transversal de um objeto “escaneado”. Estas camadas
eram criadas abaixando um pistão em um cilindro e adicionando quantidades
apropriadas desta foto emulsão e de um agente fixador. Após a exposição e fixação, o

15
cilindro resultante, sólido e transparente, continha a imagem do objeto. Na seqüência
este objeto podia ser manualmente esculpido ou fotoquimicamente corroído para criar
um objeto tridimensional (figura 2.13).
Em 1968, Swainson (1977 apud PRINZ et al., 1997) propôs um processo para
fabricação direta em plástico pela polimerização tridimensional seletiva de um polímero
fotossensível na intersecção de dois feixes de laser.
No processo desta máquina denominada de máquina fotoquímica, o objeto era
formado por colagem “cross-linking” fotoquímica ou degradando um polímero pela
exposição simultânea de feixes de laser (figura 2.14). Embora a estrutura do laboratório
fosse construída para este processo que parecia ser comercialmente viável, seus
objetivos não foram atingidos.
Figura 2.13 – Processo para reproduzir um objeto tridimensional, Munz (1956)
Figura 2.14 – Processo de fotoescultura usando intersecção de feixes de laser, Swainson (1977)

16
Um processo (à base de pó) que tinha mais em comum com técnicas de
sinterização superficial do que com a fotoescultura foi proposto em 1971 por Ciraud
(1972 apud PRINZ et al., 1997). Esta descoberta descrevia um processo para a
manufatura de objetos com uma variedade de materiais parcialmente fundidos. De
acordo com este processo, para se produzir um objeto, partículas pequenas eram
aplicadas a um contorno-matriz por gravidade estática, magnética ou elétrica, ou
posicionadas por um bocal situado perto do contorno-matriz. As partículas eram então
aquecidas localmente por um laser, um feixe de elétrons ou um feixe de plasma. Em
conseqüência do aquecimento, as partículas aderiam-se formando uma camada
contínua representando a seção transversal do objeto (figura 2.15).
Figura 2.15 – Processo com pó e feixes de laser proposto por Ciraud (1977)
Hideo Kodama, do Instituto de Pesquisa Industrial Municipal de Nagoya foi o
primeiro a publicar uma aplicação comercial funcional de um sistema de prototipagem
rápida em fotopolímero (KODAMA, 1981 apud PRINZ et al., 1997). Em seu método, um
modelo sólido é fabricado construindo a peça por camadas, onde as áreas expostas
correspondem a secções do modelo (figura 2.16).
a) usa uma máscara que controla a exposição da fonte UV e imerge o modelo em uma cuba com foto polímero líquido a fim de criar as novas camadas;
b) usa uma máscara como em (1), mas tendo a máscara e a exposição no fundo da cuba, desenhando o modelo para cima e criando uma nova camada;
c) imergindo o modelo como em (1), mas usando um plotador x-y e uma fibra ótica para expor a nova camada.
Figura 2.16 – Esquemas dos sistemas estudados por Kodama (1981)

17
Um esforço paralelo, mas independente, foi conduzido na 3M Corporation por
Herbert (1982 apud PRINZ et al., 1997). Herbert descreve um sistema que dirige um
feixe de laser UV a uma camada do fotopolímero por meio de um sistema de espelhos
em uma plotadora x-y. Na técnica experimental de Herbert, um computador é usado
para comandar o feixe de laser por cada camada. A cuba do fotopolímero é então
abaixada (aproximadamente 1mm) e depois adicionado mais líquido do fotopolímero
para criar uma nova camada (figura 2.17).
Embora peças muito complexas produzidas por equipamentos de PR sejam
comuns hoje em dia, quando as primeiras peças foram produzidas por estes tipos de
sistemas, ninguém imaginava que se chegaria a produzir objetos com fins comerciais e
com o grau de perfeição que se tem hoje. O estúdio de fotoescultura de Willème foi
comercialmente bem sucedido de 1861 a 1868, mas saiu abruptamente dos negócios,
provavelmente devido à disponibilização ao mercado do trabalho de escultura manual
com auxílio do instrumento denominado pantógrafo (traçador). A próxima tentativa
comercial conhecida foi a de Swainson da Formagraphic Motor Company, em 1977.
Parece que este esforço foi abandonado antes que qualquer processo comercial fosse
desenvolvido. Também em 1977, DiMatteo deu início a uma companhia chamada Solid
Photography (figura 2.18) que mais tarde mudou seu nome para Robotic Vision que
operou até 1989 (LIGHTMAN, 1996 apud PRINZ et al., 1997).
Figura 2.17 – Processo baseado em fotopolímeros de Herbert (1982)
Figura 2.18 – Solid Photography, Bogart (1979)

18
2.3.2 Principais processos atuais de prototipagem r ápida
Há controvérsias sobre quais técnicas são efetivamente de PR e quais não
são. Silva et al (2006), pesquisador do Centro de Pesquisas Renato Archer (CenPRA) e
um dos maiores especialistas da área no Brasil, sugere que protótipos rápidos são
obtidos somente por deposição (FDM – Fused deposition modeling, SL -
Stereolithography, SLS – Selective Laser Sintering, Polyjet, 3DP- Impressão
tridimensional e etc). Porém, segundo Sass (2006g) e seu grupo de pesquisa no MIT, o
Digital Design Fabrication, a PR pode ser classificada em três tipos de máquinas: as
cortadoras, as subtrativas e as aditivas. O primeiro grupo, o das cortadoras, trabalha
com equipamentos tais como as cortadoras a laser (figura 2.19), cortadoras a jato de
água (figura 2.20) e cortadoras de vinil (figura 2.21) que cortam peças para serem
posteriormente montadas.
Figura 2.19 – Cortadora Laser M-300 (UNIVERSAL LASER
SYSTEMS, 2006)
Figura 2.20 – Cortadora a jato de água (OMAX SYSTEMS, 2006)
Figura 2.21 – Cortadora de vinil ( SASS, 2006g)
Segundo Sass (2006g) as cortadoras requerem descrições em 2D para
construir modelos 3D. Desenhos em CAD são planificados já prevendo possíveis
encaixes, de acordo com o material que vai ser construído e automaticamente
transportados para as cortadoras que cortam o material e através da montagem dessas
partes pode-se obter o modelo físico 3D. As cortadoras a laser cortam diversos
materiais como madeira, papelão, papel cartão, acrílico e plástico em diferentes
espessuras (figura 2.22 e 2.23).

19
Figura 2.22 – Esquema para a cortadora a laser (SASS, 2006g)
Figura 2.23 – Exemplo de objeto feito com cortadora a laser (SASS, 2006g)
As cortadoras a jato de água também cortam com rapidez e precisão uma
grande variedade de materiais como metais, policarbonato, pedras, vidro e borracha
(figuras 2.24 e 2.25).
Figura 2.24 – Exemplo de objeto metálico cortado com a
cortadora a jato de água (KILIAN, 2003)
Figura 2.25 – Exemplo de objeto de policarbonato cortado com cortadora a jato de
água (KILIAN, 2003)
A cortadora de vinil como o próprio nome já sugere corta materiais finos como
papel, vinil, acetato e papel alumínio (figuras 2.26 e 2.27), através de uma pequena
lâmina.

20
Figura 2.26 – Exemplo de objeto feito com a cortadora de
vinil (SASS, 2006g)
Figura 2.27 – Exemplo de objeto feito com a cortadora de vinil
(DIGITALDESIGNFABRICATION GROUP, 2006a)
O segundo grupo, o das máquinas que operam com processos subtrativos,
trabalham a partir de uma peça “bruta”, esculpindo e eliminando partes da peça até
deixá-la com a forma desejada. Nesse grupo podemos destacar as máquinas
“fresadoras” (milling device), (figura 2.28 e 2.29). Alguns exemplos de aplicações
dessas duas máquinas podem ser observados nas figuras 2.30 e 2.31.
Figura 2.28 – Modela Miller (DIGITAL DESIGN FABRICATION GROUP, 2006b)
Figura 2.29 – Denford Miller (DIGITAL DESIGN FABRICATION GROUP, 2006d)

21
Figura 2.30 – Exemplos da utilização da Modela (DIGITAL DESIGN FABRICATION GROUP, 2006c)
Figura 2.31 - Exemplos de utilização da Denford Miller (DIGITAL DESIGN FABRICATION GROUP, 2006e)
Finalmente, o terceiro grupo, o das máquinas aditivas, produzem o objeto
desejado através da deposição de material camada por camada. Essas máquinas
também conhecidas como impressoras 3D podem variar enormemente em termos de
tecnologia, insumos utilizados e qualidade dos protótipos produzidos. Os tipos mais
utilizados na área de arquitetura são o sistema de estereolitografia (SL), o sistema FDM
(fusion deposition modeler) e as impressoras a pó.
De acordo com Jacobs (1992) a estereolitografia (SL, Stereolithography) é um
processo pioneiro que constrói modelos tridimensionais a partir de polímeros líquidos
sensíveis à luz, que se solidificam quando expostos à radiação de um feixe de laser
ultravioleta.
O modelo é construído sobre uma plataforma situada imediatamente abaixo da
superfície de um banho líquido de resina epóxi ou acrílica. Uma fonte de raio laser
ultravioleta, com alta precisão de foco, traça a primeira camada, solidificando a seção
transversal do modelo e deixando as demais áreas líquidas. A seguir, um elevador
mergulha levemente a plataforma no banho de polímero líquido e o raio laser cria a
segunda camada de polímero sólido acima da primeira camada. O processo é repetido
sucessivas vezes até o protótipo estar completo (figura 2.32). Uma vez pronto, o
modelo sólido é removido do banho de polímero líquido e lavado. Os suportes são
retirados e o modelo é introduzido num forno de radiação ultravioleta para ser
submetido a uma cura completa.

22
Figura 2.32 – Esquema básico do processo de estereolitografia (CIMJECT, 2006a)
A estereolitografia é a tecnologia de PR atualmente mais usada, de maior
exatidão e com melhor acabamento superficial (figura 2.33). Atualmente pode-se utilizar
polímeros de diferentes cores na confecção dos protótipos, além dos materiais
cerâmicos que estão em desenvolvimento. O lado negativo é que o trabalho com
materiais líquidos pode provocar sujeira e requer freqüentemente uma operação pós-
cura em um forno para garantir a cura completa e a estabilidade da peça (SAURA,
2003). A esterolitografia foi o primeiro processo de PR a ser comercializado e foi
desenvolvido pela 3D Systems no final da década de 80 (figura 2.34).
Figura 2.33 – Protótipo de jóia confeccionado em SL
(3D SYSTEMS, 2006a)
Figura 2.34 – Sistema SL da 3D System (3D SYSTEM,
2006b)

23
O Sistema FDM ou modelagem por deposição de material fundido, tem sido
comercializado desde 1991 (figura 2.35). De acordo com Saura (2003) é o segundo
mais usado processo de PR e baseia-se num filamento plástico (ABS, policarbonato,
poliéster, etc) que ao ser desenrolado de uma bobina fornece o material para um bocal
de extrusão. Este bocal é aquecido para derreter o filamento plástico e tem um
mecanismo que permite que o fluxo de plástico derretido seja depositado camada a
camada formando o objeto. O bocal é acoplado a um mecanismo que o move nos
sentidos: horizontal (x) e vertical (y), (figura 2.36).
Figura 2.35 – Sistema FDM da Stratasys (STRATASYS, 2006)
Figura 2.36 – Esquema básico do processo FDM (CIMJECT, 2006b)
Este método é aplicável a ambientes de escritório por ser limpo e silencioso.
FDM é razoavelmente rápido para pequenas peças, ou aquelas com formas altas e
delgadas (figura 2.37), entretanto pode ser muito lento para peças com seções
transversais largas. O acabamento superficial das peças tem melhorado extremamente
nos últimos anos, contudo não é tão preciso quanto a estereolitografia (SAURA, 2003).

24
Figura 2.37 – Exemplo de objeto feito em FDM (SASS, 2006g)
O sistema de impressão tridimensional (3D Printer) possui como princípio a
aglutinação de pós pela ação de um líquido aglutinante expelido em gotículas por um
cabeçote tipo "jato-de-tinta", muito parecido com os utilizados em impressoras comuns.
O jato de aglutinante gerado pelo cabeçote é aspergido sobre uma camada de pó
depositado sobre uma plataforma que se movimenta na direção Z. Um rolo é utilizado
para depositar novas camadas de material e compactar uma camada sobre a outra. O
processo, esquematizado (figura 2.38), foi desenvolvido pelo MIT (Massachusetts
Institute of Technology) e a patente do processo foi segmentada em diferentes
atividades industriais (CIMJECT, 2006c).
Figura 2.38 – Esquema básico do processo 3D Printing (CIMJECT, 2006c)

25
De acordo com Saura (2003), a impressão tridimensional oferece vantagens da
fabricação rápida e de custo baixo dos materiais. Recentemente tornou-se também
disponível a possibilidade de aplicação de cores. Entretanto, há limitações na definição,
no acabamento superficial, na fragilidade da peça e nos materiais disponíveis (figuras
2.39 e 2.40).
Figura 2.39 – Sistema 3DP da ZCorporation (ZCORP, 2006)
Figura 2.40 – Exemplo de objeto feito em 3DP (DIGITAL DESIGN FABRICATION GROUP, 2006f)
A tabela 2.2 mostra as principais características das máquinas que
independentemente de serem ou não consideradas PR fazem parte do ferramental
utilizado para produção automatizada de maquetes de arquitetura.

26
Tab
ela
2.2
– P
rinci
pais
car
acte
ríst
icas
das
máq
uina
s de
PR
util
izad
as e
m a
rqui
tetu
ra
A
DIT
IVA
S
SU
BT
RA
TIV
AS
C
OR
TA
DO
RA
S
PR
OC
ES
SO
S
SL
F
DM
3D
P
FR
ES
A (
Mod
ela
Mill
er)
FR
ES
A
(Den
ford
Mill
er)
LA
SE
R
VIN
IL
JAT
O D
`ÁG
UA
Tip
o do
mod
elo
digi
tal
3D
3D
3D
3D
3D
2D
2D
2D
Em
pres
a 3D
Sys
tem
s S
trat
asys
Z
Cor
pora
tion
Rol
and
DG
C
orpo
ratio
n D
enfo
rd
Uni
vers
al L
aser
S
yste
ms
Inc.
R
olan
d D
G
Cor
pora
tion
OM
AX
Cus
to In
icia
l de
Aqu
isiç
ão
Alto
M
édio
B
aixo
B
aixo
M
édio
A
lto
Bai
xo
Alto
Cus
to d
o M
ater
ial
Alto
A
lto
Méd
io
Bai
xo
Bai
xo
Bai
xo
Bai
xo
Bai
xo
Cus
to d
o P
rotó
tipo
Alto
M
édio
-Alto
B
aixo
B
aixo
B
aixo
B
aixo
B
aixo
B
aixo
Pre
cisã
o A
lta
(mod
elos
mui
to
prec
isos
e
resi
sten
tes)
Méd
ia
(ao
cont
rário
da
3DP
, a F
DM
tr
abal
ha m
elho
r co
m m
odel
os
resi
sten
tes,
co
mo
cone
xões
de
det
alhe
s ar
quite
tôni
cos)
Méd
ia
(dep
ois
de s
eca,
a
supe
rfíc
ie
apre
sent
a um
bo
m r
esul
tado
, ap
esar
da
frag
ilida
de d
o m
odel
o)
Méd
ia
(com
para
da a
F
DM
e 3
DP
)
Méd
ia
(Em
bora
per
mita
o
conh
ecim
ento
da
s pr
oprie
dade
s de
div
erso
s tip
os
de m
ater
iais
, ai
nda
não
repr
esen
ta u
m
proc
esso
mui
to
prec
iso)
Alta
(c
orte
s m
uito
pr
ecis
os e
lim
pos.
Per
mite
um
bom
ac
abam
ento
dos
m
odel
os)
Alta
(co
rtes
mui
to
prec
isos
, es
peci
alm
ente
qu
ando
são
lin
has
curv
as)
Alta
(P
orém
, co
nfor
me
a es
pess
ura
do
mat
eria
l au
men
ta, a
pr
ecis
ão d
imin
ui.
Per
mite
a
prod
ução
de
peça
s em
esc
ala
real
, com
o os
m
ocku
ps)
Var
ieda
de d
e M
ater
iais
Peq
uena
(R
esin
a es
peci
al lí
quid
a ou
em
pó
que
se
solid
ifica
na
pres
ença
de
algu
m ti
po d
e lu
z ou
rai
os la
ser)
Méd
ia (
trab
alha
co
m fi
lam
ento
s pl
ástic
os c
omo
o A
BS
, o
polic
arbo
nato
e o
po
liést
er)
Méd
ia
(tra
balh
am c
om
pós
com
o o
gess
o e
o am
ido)
Peq
uena
(s
ão in
dica
dos
para
est
a m
áqui
na
mat
eria
is le
ves
com
o m
adei
ra
(mdf
) e
acrí
lico
por
caus
a da
po
tênc
ia e
ve
loci
dade
ba
ixas
)
Am
pla
(alé
m d
o al
umín
io e
sta
máq
uina
trab
alha
ou
tros
mat
eria
is
rígi
dos
com
o o
aço)
.
Am
pla
(cor
ta
dive
rsos
m
ater
iais
com
o m
adei
ra,
pape
lão,
pap
el
cart
ão, a
críli
co e
pl
ástic
o em
vá
rias
espe
ssur
as,
desd
e qu
e se
jam
in
ferio
res
a 0,
25”)
Am
pla
(des
de
que
seja
m p
laca
s fin
as c
omo
pape
l, vi
nil,
acet
ato,
pa
pel a
lum
ínio
et
c)
Am
pla
(cor
ta
dive
rsos
tipo
s de
m
ater
iais
em
di
vers
as
espe
ssur
as)

27
Tab
ela
2.2
– (
Con
tinua
ção)
AD
ITIV
AS
S
UB
TR
AT
IVA
S
CO
RT
AD
OR
AS
PR
OC
ES
SO
S
SL
F
DM
3D
P
FR
ES
A
(Mod
ela
Mill
er)
FR
ES
A
(Den
ford
M
iller
) LA
SE
R
VIN
IL
JAT
O D
`ÁG
UA
Vel
ocid
ade
da
Ope
raçã
o
Méd
ia
Bai
xa (
long
o te
mpo
im
prim
indo
, po
rém
a
inte
raçã
o do
us
uário
com
a
máq
uina
é
pequ
ena)
Alta
(A
impr
essã
o é
ráp
ida,
es
peci
alm
ente
se
o m
odel
o fo
r pr
ecis
o e
não
ho
uver
ne
cess
idad
e de
ac
abam
ento
. O
pós-
proc
essa
men
to
pode
con
sum
ir m
ais
tem
po q
ue a
im
pres
são)
Bai
xa (
Em
bora
o
mod
elo
dem
ore
algu
mas
hor
as
para
ser
co
nstr
uído
, a
máq
uina
não
ex
ige
a pr
esen
ça
cons
tant
e do
us
uário
)
Bai
xa (
por
ser
uma
máq
uina
m
uito
pot
ente
, ex
ige
mon
itora
men
to
do u
suár
io
dura
nte
toda
a
oper
ação
)
Alta
(A
cor
tado
ra a
lase
r re
quer
pou
co te
mpo
pa
ra c
orta
r as
peç
as,
espe
cial
men
te s
e ho
uver
mui
tas
peça
s ou
pe
ças
que
são
repe
titiv
as, c
urva
s,
pequ
enas
e d
elic
adas
, ou
mar
cada
s)
Alta
( E
m u
ma
plac
a de
di
men
sões
18”
x
24”
com
mui
tas
linha
s de
mar
cada
s, e
la
leva
ap
roxi
mad
amen
te
5 m
inut
os p
ara
cort
ar)
Alta
(o
sof
twar
e de
sta
máq
uina
ve
rific
a qu
al é
o
traj
eto
ótim
o pa
ra o
cor
te e
co
ntro
la a
ve
loci
dade
e
acel
eraç
ão).
Nec
essi
dade
de
Sup
orte
Sim
. Req
uer
trei
nam
ento
, po
is e
xige
m
uita
s et
apas
par
a se
guir.
Sim
. Req
uer
trei
nam
ento
E
mbo
ra n
ão
seja
mui
to
difíc
il de
se
usar
, há
mui
tas
etap
as a
re
cord
ar n
a pr
epar
ação
pa
ra im
prim
ir.
Um
usu
ário
no
vo n
eces
sita
op
erar
alg
umas
ve
zes
de e
ssa
m
áqui
na a
ntes
ut
ilizá
-la
sozi
nho
Não
. A u
tiliz
ação
“a
mig
ável
” de
sta
máq
uina
faz
com
qu
e el
a se
ja u
m
das
mai
s po
pula
res.
Em
itir
uma
cópi
a ne
ssa
máq
uina
é u
m
proc
esso
pa
reci
do c
om a
im
pres
sora
a
lase
r. H
á so
men
te a
lgum
as
etap
as p
ara
segu
ir.
Não
. Dep
ois
da
prim
eira
in
stru
ção,
bas
ta
que
o us
uário
si
ga o
pas
so a
pa
sso.
Bas
ta
prep
arar
o
mod
elo
digi
tal,
o bl
oco
de
mat
eria
l e a
“b
roca
” a
ser
utili
zada
.
Sim
. Alé
m d
o fa
to d
esta
m
áqui
na s
e m
ostr
ar
“ass
usta
dora
” pe
la p
otên
cia
e ve
loci
dade
com
qu
e op
era
ela
tam
bém
ap
rese
nta
mui
tas
variá
veis
a
sere
m
cont
rola
das
dura
nte
a op
eraç
ão c
omo
tam
anho
da
broc
a,
velo
cida
de d
o ei
xo,
lubr
ifica
ção
das
peca
s, e
tc.
Sim
. O p
roce
sso
de
emiti
r um
a “c
ópia
” à
cort
ador
a a
lase
r é
pare
cido
com
em
issã
o de
um
des
enho
do
Aut
oCA
D p
ara
a pl
otad
ora,
ond
e se
co
nfig
ura
core
s e
espe
ssur
a da
s pe
nas.
P
orém
est
a m
áqui
na
pode
torn
ar-s
e pe
rigos
a se
alg
uém
tent
ar c
orta
r um
mat
eria
l in
adeq
uado
. Alg
uns
mat
eria
is s
ão
infla
máv
eis
e ta
mbé
m
se o
fei
xe d
e la
ser
for
dirig
ido
para
fora
da
máq
uina
pod
e ca
usar
da
nos
às s
uper
fície
s ci
rcun
vizi
nhas
ou
mes
mo
ao u
suár
io.
Não
. Est
a m
áqui
na é
re
lativ
amen
te
sim
ples
de
oper
ar
e nã
o po
ssui
m
uito
s pa
ssos
pa
ra le
mbr
ar. O
us
uário
man
da
para
a im
pres
são
atra
vés
do
prog
ram
a “A
dobe
Ill
ustr
ator
”
Sim
. O
con
ceito
de
com
o us
ar e
sta
máq
uina
é
razo
avel
men
te
sim
ples
. O
usuá
rio d
eve
defin
ir os
aj
uste
s de
vem
se
r fe
itos
ante
s de
inic
iar
a op
eraç
ão.
A
máq
uina
ope
ra
em a
lta p
ress
ão,
o qu
e po
de s
e to
rnar
per
igos
o
para
o u
suár
io
desp
reve
nido
.

28
Tab
ela
2.2
– (
Con
tinua
ção)
AD
ITIV
AS
S
UB
TR
AT
IVA
S
CO
RT
AD
OR
AS
PR
OC
ES
SO
S
SL
F
DM
3D
P
FR
ES
A (
Mod
ela
Mill
er)
FR
ES
A
(Den
ford
Mill
er)
LA
SE
R
VIN
IL
JAT
O D
`ÁG
UA
Pro
tótip
os e
m
Cor
es
Sim
. Dua
s co
res
tran
slúc
idas
com
re
sina
esp
ecia
l
Sim
. M
onoc
rom
átic
os S
im. T
om p
aste
l
Sim
(d
epen
de d
a es
colh
a do
m
ater
ial)
Sim
(d
epen
de d
a es
colh
a do
m
ater
ial)
Sim
(d
epen
de d
a es
colh
a do
m
ater
ial)
Sim
(d
epen
de d
a es
colh
a do
m
ater
ial)
Sim
(d
epen
de d
a es
colh
a do
m
ater
ial)
Per
da d
e M
ater
ial
(Reu
tiliz
ação
do
Mat
eria
l não
P
roce
ssad
o)
Mat
eria
l do
supo
rte
é o
mes
mo
da p
eça
e nã
o é
re-
apro
veitá
vel
Reu
tiliz
ação
pa
rcia
l
Som
ente
há
perd
a do
m
ater
ial d
o su
port
e
Não
há
perd
a.
Reu
tiliz
ação
to
tal
Há
perd
a do
s m
ater
iais
su
btra
ídos
Há
perd
a do
s m
ater
iais
su
btra
ídos
Há
perd
a de
pe
quen
as
sobr
as d
os
cort
es (
reta
lhos
)
Há
perd
a de
pe
quen
as
sobr
as d
os
cort
es (
reta
lhos
)
Há
perd
a de
pe
quen
as
sobr
as d
os
cort
es (
reta
lhos
)
Nec
essi
dade
de
Pós
-pr
oces
sam
ento
Sim
P
ós-c
ura
em fo
rno
e re
tirad
a de
su
port
es
Sim
. Ret
irada
de
Sup
orte
Sim
Jat
eam
ento
de
ar
e In
filtr
ação
com
R
esin
a
Não
N
ão
Sim
, a
mon
tage
m d
as
part
es.
Sim
, a
mon
tage
m d
as
part
es.
Não
Apl
icaç
ões
na
conf
ecçã
o de
m
aque
tes
arqu
itetô
nica
s
É in
dica
da p
ara
qual
quer
tipo
de
maq
uete
com
alto
gr
au d
e de
finiç
ão
e du
rabi
lidad
e.
(ver
figu
ra 2
.41)
Idea
l par
a a
fabr
icaç
ão d
e co
nexõ
es
estr
utur
ais
para
m
odel
os
com
plex
os
mon
tado
s po
r pa
rtes
. (v
er fi
gura
2.4
2)
Apr
opria
da p
ara
maq
uete
s tr
idim
ensi
onai
s co
m a
lto g
rau
de
deta
lham
ento
. (v
er fi
gura
2.4
3)
Idea
l par
a es
culp
ir m
odel
os
volu
mét
ricos
em
ba
ixo
rele
vo.
Um
bom
ex
empl
o de
ap
licaç
ão e
m
maq
uete
s sã
o os
rel
evos
de
supe
rfíc
ies
topo
gráf
icas
em
pe
quen
a es
cala
. (v
er fi
gura
2.4
4)
Indi
cada
par
a es
culp
ir m
odel
os
volu
mét
ricos
em
qu
alqu
er ti
po d
e m
ater
ial
incl
usiv
e no
aço
. U
m b
om
exem
plo
de
aplic
ação
são
as
cone
xões
e
estr
utur
as d
e co
mpl
exas
fo
rmas
. (v
er fi
gura
2.4
5)
Apr
opria
da p
ara
maq
uete
s qu
e re
quer
em c
orte
s pr
ecis
os d
as
part
es q
ue s
erão
po
ster
iorm
ente
em
pilh
adas
ou
mon
tada
s.
Com
o po
r ex
empl
o as
cu
rvas
de
níve
l da
s m
aque
tes
topo
gráf
icas
. (v
er fi
gura
2.4
6)
Idea
l par
a co
rtar
m
ater
iais
fino
s em
par
tes
prec
isas
(e
spec
ialm
ente
cu
rvas
) pa
ra
sere
m
post
erio
rmen
te
mon
tada
s e
cola
das,
com
o po
r ex
empl
o m
odel
os
com
plex
os c
om
supe
rfíc
ies
não-
plan
as.
(ver
figu
ra 2
.47)
Idea
l par
a co
rtar
de
talh
es
cons
trut
ivos
em
qu
alqu
er ti
po d
e m
ater
ial e
em
ta
man
ho r
eal.
(ver
figu
ra 2
.48)
Lim
itaçõ
es n
a co
nfec
ção
de
maq
uete
s ar
quite
tôni
cas
Cus
to m
uito
el
evad
o
A r
esol
ução
da
máq
uina
pod
e im
pedi
r a
cons
truç
ão d
e al
guns
det
alhe
s.
A r
esol
ução
da
máq
uina
pod
e im
pedi
r a
cons
truç
ão d
e al
guns
det
alhe
s.
Impo
ssív
el
trab
alha
r co
m
incl
inaç
ões
nega
tivas
ou
vazi
os in
tern
os
no m
odel
o vo
lum
étric
o.
Impo
ssív
el
trab
alha
r co
m
incl
inaç
ões
nega
tivas
ou
vazi
os in
tern
os
no m
odel
o vo
lum
étric
o.
Impo
ssív
el o
bter
(a
trav
és d
o co
rte)
det
alhe
s em
alto
rel
evo.
Impo
ssív
el o
bter
(a
trav
és d
o co
rte)
det
alhe
s em
alto
rel
evo.
Impo
ssív
el o
bter
(a
trav
és d
o co
rte)
det
alhe
s em
alto
rel
evo.
29
Figura 2.41 – Maquete arquitetônica em SL (PROTOTYPE MAGAZINE, 2006)
Figura 2.42 – Exemplo de aplicação da FDM (DIGITAL DESIGN FABRICATION GROUP, 2006g)
Figura 2.43 – Maquete arquitetônica em 3DP (DIGITAL DESIGN FABRICATION GROUP, 2006h)
Figura 2.44 – Maquete topográfica feita com a Modella miller (ARCHITECTURAL MODEL, 2006)
Figura 2.45 – Exemplo de aplicação da Denford miller (DIGITAL DESIGN FABRICATION GROUP, 2006i)
Figura 2.46 – Maquete topográfica feita com Cortadora a Laser (HOWARD MODELS, 2006)
Figura 2.47 – Exemplo de aplicação da Cortadora Vinil (MIT, 2006a)
Figura 2.48 – Exemplo de aplicação da Cortadora a jato d`água (MIT, 2006b)

30
Sabendo das restrições e benefícios que cada máquina de PR pode
apresentar, pesquisadores do Digital Design Fabrication Group (MIT) têm
experimentado também a utilização conjunta das técnicas de PR para a construção de
modelos arquitetônicos, aproveitando o que há de melhor em cada técnica numa
mesma peça (figura 2.49).
Figura 2.49 – Exemplo de objeto feito com a cortadora a laser e com FDM (MIT, 2006c)
Um outro equipamento denominado “digitalizador 3D” também têm sido
utilizado por alguns escritórios de arquitetura em conjunto com as máquinas de PR aqui
apresentadas. Esse digitalizador (figura 2.50) permite digitalizar desde superfícies
básicas até modelos complexos (figura 2.51) através da projeção de uma luz branca
estruturada para adquirir a superfície do modelo a ser digitalizado. Com este
equipamento modelos feitos manualmente podem ser digitalizados e aperfeiçoados
através das máquinas de PR.
Figura 2.50 – Digitalizador 3D da Spatium Tecnologia 3D Ltda (SPATIUM, 2006a)

31
Figura 2.51 – Objetos digitalizados pelo Orcus 3D Scanner (SPATIUM, 2006b)
Com uma proposta ainda mais ousada, o professor de engenharia industrial da
Universidade do Sudeste da Califórnia, Dr. Behrokh Khoshnevis, promete a construção
automatizada de todo o edifício (sem utilização de mão-de-obra humana) através de um
processo chamado "Contour Crafting".
Contour Crafting (CC) é uma recente tecnologia de fabricação por camadas
que tem um grande potencial na construção automatizada de toda a estrutura e
subcomponentes (figura 2.52). Usando este processo, uma simples casa, ou uma
colônia de casas com possibilidade de diferentes desenhos, podem ser
automaticamente construídas com instalações elétricas, hidráulicas e ar condicionado.
O processo permite que arquitetos projetem estruturas com geometrias exóticas,
difíceis de executar utilizando a prática construtiva manual. (KHOSHNEVIS, 2004).
Figura 2.52 – Contour Crafting (KHOSHNEVIS, 2004)
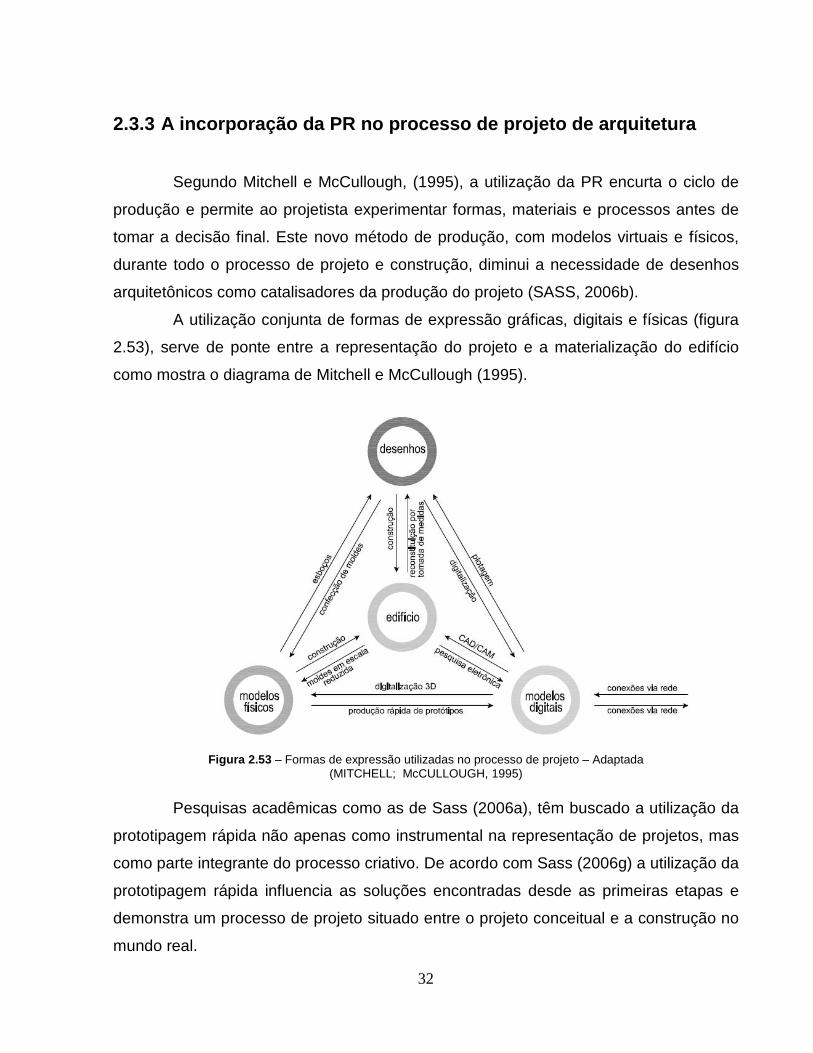
32
2.3.3 A incorporação da PR no processo de projeto d e arquitetura
Segundo Mitchell e McCullough, (1995), a utilização da PR encurta o ciclo de
produção e permite ao projetista experimentar formas, materiais e processos antes de
tomar a decisão final. Este novo método de produção, com modelos virtuais e físicos,
durante todo o processo de projeto e construção, diminui a necessidade de desenhos
arquitetônicos como catalisadores da produção do projeto (SASS, 2006b).
A utilização conjunta de formas de expressão gráficas, digitais e físicas (figura
2.53), serve de ponte entre a representação do projeto e a materialização do edifício
como mostra o diagrama de Mitchell e McCullough (1995).
Figura 2.53 – Formas de expressão utilizadas no processo de projeto – Adaptada
(MITCHELL; McCULLOUGH, 1995)
Pesquisas acadêmicas como as de Sass (2006a), têm buscado a utilização da
prototipagem rápida não apenas como instrumental na representação de projetos, mas
como parte integrante do processo criativo. De acordo com Sass (2006g) a utilização da
prototipagem rápida influencia as soluções encontradas desde as primeiras etapas e
demonstra um processo de projeto situado entre o projeto conceitual e a construção no
mundo real.

33
Ainda segundo Sass (2006a) um projeto requer que muitas representações de
uma idéia sejam construídas como um processo. Uma importante questão é como
facilitar a produção dessas representações para que os arquitetos possam fabricar
rapidamente muitas idéias em forma física (figura 2.54).
Figura 2.54 – Processo de projeto esquematizado por Sass (SASS, 2006a)
Na prática, ainda são poucos os escritórios de arquitetura que adotam a
prototipagem rápida como ferramenta auxiliar nas fases conceituais do processo de
projeto. As aplicações mais notáveis destes equipamentos podem ser verificadas no
trabalho de Frank Gehry, em Los Angeles, EUA e de Norman Foster, em Londres,
Inglaterra.

34
2.4 O Método de Frank Gehry
Figura 2.55 – Processo de projeto de Frank Gehry
De acordo com Shelden (2002) o processo de projeto de Gehry (figura 2.55)
enfatiza o modelo físico como veículo para a exploração do projeto. Na fase de
concepção do projeto, Gehry trabalha com múltiplas representações físicas, tais como
fotos, desenhos e modelos físicos manuais as quais oferecem subsídios para a
compreensão das intenções projetuais. Esses modelos físicos manuais representam
não só a geometria do projeto, mas também comprovam a “construtibilidade” do modelo
através da modelagem e manipulação de diferentes materiais. Na seqüência o modelo
manual é então digitalizado (figura 2.56) através de um scanner 3D a laser (figura 2.57)
produzindo um modelo CAD 3D, chamado de 3D Master Model. Embora seja uma
tecnologia altamente precisa, as representações geradas pelo digitalizador ainda
P R O C E S S O D E P R O J E T O
Interação Físico x Digital
Com
pute
r as
sist
ed b
uild
del
iver
y (p
lata
form
a do
CA
TIA
)
MÉ
TO
DO
| F
RA
NK
GE
HR
Y
CONCEPÇÃO DO PROJETO
(ÊNFASE NO MODELO FÍSICO)
DOCUMENTAÇÃO TRADICIONAL
(INTEGRAÇÃO 2D-3D)
EXECUÇÃO DA
OBRA
Desenhos
Digitalização: Scanner 3D a laser (FARO Digitalizing)
3D Master Model: traduz as
intenções projetuais do modelo físico
Prototipagem rápida: cortadora a Laser e
ocasionalmente esterolitografia /
Montagem e aprovação do
protótipo ou nova digitalização
Plantas, cortes,
elevações e detalhes construtivos
Prototipagem rápida: partes do edifício são
fabricadas no local Maquetes Manuais

35
precisam ser “limpas” para remover imperfeições do modelo físico manual e simplificar
a geometria para uma forma que possa ser manipulada. Estas operações introduzem
representações geométricas baseadas no sistema CAD, que são construções
representativas cujas características podem ser radicalmente diferentes daquelas
modeladas em materiais. Distinções entre características de objetos físicos que são
desejáveis e aquelas que são imperfeições do modelo são então filtradas através da
representação geométrica do sistema CAD, que funciona como um filtro. A partir do 3D
Master Model é feita não só a racionalização da geometria mas também a análise da
performance do modelo como estudos de insolação (figura 2.58) e túnel de vento (figura
2.59).
Figura 2.56 – Primeiro modelo arquitetônico digitalizado por Gehry – Barcelona fish (SHELDEN, 2002)

36
Figura 2.57 – Aquisição de dados através de um scanner 3D a laser (GLYMPH et al, 2004)
Figura 2.58 – Estudo da insolação (SHELDEN, 2002)
Figura 2.59 – Estudos túnel de vento
(SHELDEN, 2002)

37
Definidas as correções no 3D Master Model, ocorre então a prototipagem
rápida do modelo digital através de cortadoras a laser e ocasionalmente
estereolitografia ou processo FDM. A PR aqui é utilizada para a geração de modelos de
confirmação. O modelo prototipado é então manualmente montado e analisado, muitas
vezes em escala real como os mockups (figura 2.60).
Figura 2.60 – Modelo digital e modelo prototipado (SHELDEN, 2002)
O modelo físico resultante pode também ser manualmente modificado através
da adição de novos materiais ou da montagem das partes em uma nova disposição.
Nesse caso o modelo é novamente digitalizado e novamente prototipado.
Dessa forma, no processo de projeto de Gehry haverá sempre um modelo
mestre físico e um correspondente modelo mestre digital que, segundo Shelden (2002),
representam o “coração” do processo e carregam as intenções construtivas do projeto.
Confirmados os modelos mestres, o modelo digital é então encaminhado para o projeto
executivo através de um programa denominado “Digitally assited building delivery
process” desenvolvido em uma tecnologia específica da plataforma CATIA. Este
programa funciona como um repositório baseado nos aspectos construtivos do projeto e
como um guia para o desenvolvimento do projeto executivo, permitindo a extração 3D –
2D (figura 2.61) e a reintegração da tradicional documentação arquitetônica 2D para 3D
(figura 2.62).

38
Figura 2.61 – Desenhos 2D extraídos do modelo 3D CATIA (SHELDEN, 2002)
Figura 2.62 – Reintegração de informações em 2D para 3D (SHELDEN, 2002)
A fase de concepção do projeto, como o coração do processo, mostra o
importante relacionamento entre a representação da geometria do projeto e a
introdução de operações de fabricação e construção.
O conceito de racionalização através do estudo da “construtibilidade” do
modelo físico é então interpretado em restrições geométricas na forma de projeto e
reaplicado na construção do edifício. Equipamentos de PR são utilizados na fabricação
direta de componentes do edifício, formas de concreto, encurvamento de painéis da
fachada pré-estabelecidos nos modelos mestres.
Gehry and Partners desenvolveram um jeito específico de trabalhar com
encurvamento de painéis em diversos materiais, inclusive no vidro. Sass (2006c)
esquematiza o processo de construção de uma superfície encurvada utilizado nas obras
de Gehry, através da obtenção e subdivisão da superfície em CAD (CATIA), corte das
partes obtidas através de uma cortadora e montagem de partes para formar a superfície
contínua (figura 2.63). Essas superfícies muitas vezes são geradas através de sistemas
generativos, produzindo uma enorme variedade de subdivisões de painéis como pode
ser verificada no Disney Concert Hall, Experience Music Project, Weatherhead e
Guggenheim Bilbao (figura 2.64).

39
Figura 2.63 – Processo de construção de uma superfíce encurvada (SASS, 2006c)

40
Figura 2.64 – Diferentes padrões dos painéis de fachada das obras de Gehry (SHELDEN, 2002)
A forma como os painéis são produzidos nessas obras seguem basicamente o
mesmo padrão, o que muda é a forma como os painéis são fixados na estrutura. No
Museu Guggenheim de Bilbao a estrutura foi racionalizada e subdivida e não
necessariamente acompanha o encurvamento dos painéis (figura 2.65). Já no Disney
Concert Hall (figura 2.66) e no Experience Music Project (figura 2.67) a estrutura
acompanha o encurvamento dos painéis e ambos foram fabricados com equipamentos
de prototipagem rápida.

41
Figura 2.65 – Estrutura racionalizada do Guggenheim Bilbao (SASS, 2006d)
Figura 2.66 – Estrutura do Disney Concert Hall (SASS, 2006d)
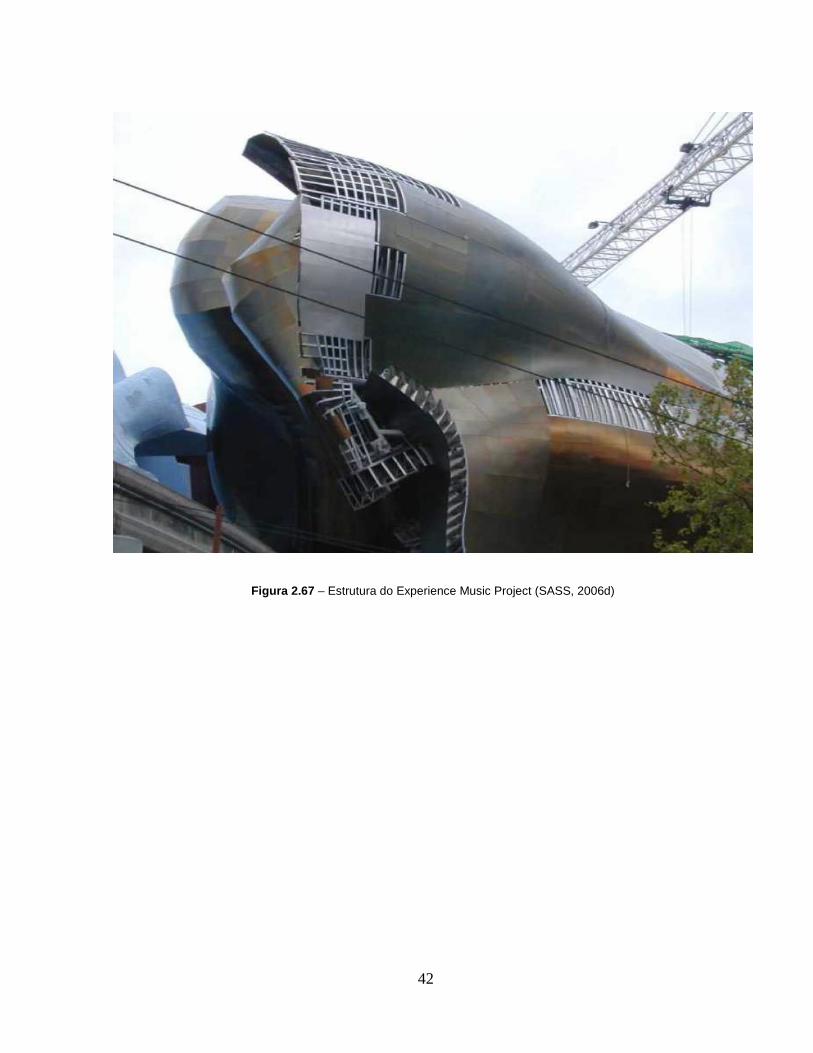
42
Figura 2.67 – Estrutura do Experience Music Project (SASS, 2006d)

43
2.5 O Método de Norman Foster
Figura 2.68 – Processo de projeto de Norman Foster
O processo de projeto de Norman Foster (figura 2.68), assim como o de Gehry,
também inclui desenhos, modelos digitais e físicos, porém através de diferentes
estratégias.
Na fase de concepção do projeto, a ênfase está no desenvolvimento de
modelos digitais e componentes do edifício através de programas paramétricos em um
ambiente colaborativo e na análise e simulação destes modelos através de
equipamentos de PR. Foster and Partners é um escritório internacional de arquitetura,
planejamento e design que possui associados em mais de 50 países e que falam 40
diferentes idiomas. Foster foi o pioneiro na utilização de “extranets” (Internet restrita à
rede da empresa) para permitir a colaboração de arquitetos associados de distantes
escritórios (SEEBOHM, 2006).
PR
OC
ES
SO
DE
PR
OJE
TO
AMBIENTE COLABORATIVO
Projeto conceitual
Desenvolvimento de componentes do edifício
PR: experimentação da forma
PR: simulação do modelo/ teste de construtibilidade
PR: fabricação direta de partes do edifício
Desenhos
Software paramétrico
Documentação arquitetônica
Execução da obra
MÉTODO | FOSTERFOSTERFOSTERFOSTER + PARTNERS+ PARTNERS+ PARTNERS+ PARTNERS

44
De acordo com Kilian (2006)1, o conceito de projeto paramétrico associado a
técnicas de PR também é aplicado em todas as fases do processo de projeto de Foster,
desde a exploração do projeto conceitual através de formas intuitivas de manipulação
tridimensional da forma ou através de formas lógicas com a utilização de regras de
projeto até a extração de desenhos bidimensionais para a documentação arquitetônica
tradicional. O responsável pelos projetos paramétricos é o “Specialist Modelling Group”
(SMG), cuja função vai muito além da modelagem 3D. Este grupo trabalha com a
tradução das intenções do projetista em linguagem computacional ou scriptings e
através desses códigos possibilita a criação de centenas de diferentes variações de um
projeto (LOUKISSAS, 2003). Um dos programas de desenho paramétrico utilizados pelo
SMG é o Generative Components, uma plataforma do programa MicroStation da
Bentley Systems (figura 2.69) que combina métodos de projetos baseados na
manipulação direta interativa e técnicas de programação tradicional.
Figura 2.69 – Generative components (SASS, 2006e)
1 KILIAN, A. Foster´s design process. [mensagem pessoal]. Mensagem recebida por Erica Pinheiro <[email protected]> de Axel Kilian <[email protected]> em 12 nov. 2006
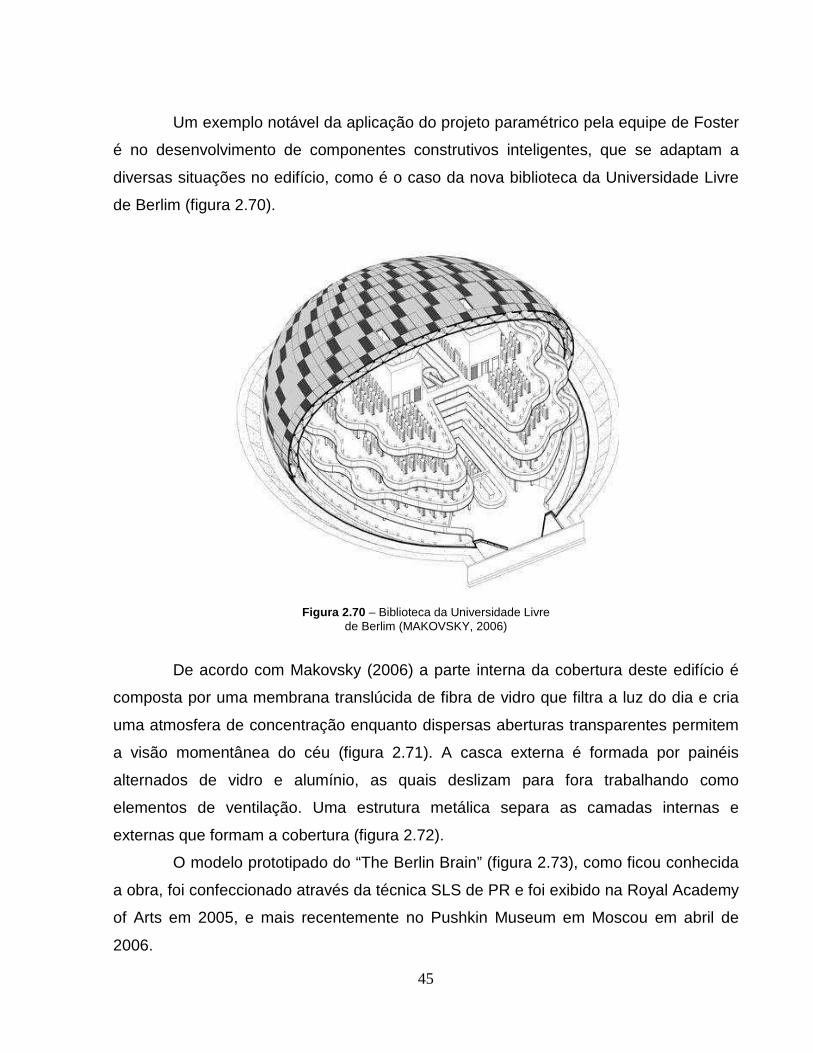
45
Um exemplo notável da aplicação do projeto paramétrico pela equipe de Foster
é no desenvolvimento de componentes construtivos inteligentes, que se adaptam a
diversas situações no edifício, como é o caso da nova biblioteca da Universidade Livre
de Berlim (figura 2.70).
Figura 2.70 – Biblioteca da Universidade Livre
de Berlim (MAKOVSKY, 2006)
De acordo com Makovsky (2006) a parte interna da cobertura deste edifício é
composta por uma membrana translúcida de fibra de vidro que filtra a luz do dia e cria
uma atmosfera de concentração enquanto dispersas aberturas transparentes permitem
a visão momentânea do céu (figura 2.71). A casca externa é formada por painéis
alternados de vidro e alumínio, as quais deslizam para fora trabalhando como
elementos de ventilação. Uma estrutura metálica separa as camadas internas e
externas que formam a cobertura (figura 2.72).
O modelo prototipado do “The Berlin Brain” (figura 2.73), como ficou conhecida
a obra, foi confeccionado através da técnica SLS de PR e foi exibido na Royal Academy
of Arts em 2005, e mais recentemente no Pushkin Museum em Moscou em abril de
2006.

46
Figura 2.71 – Vista interna da Biblioteca da Universidade Livre de Berlim (MAKOVSKY, 2006)
Figura 2.72 – Vista externa da Biblioteca da Universidade Livre de Berlim (MAKOVSKY, 2006)
Figura 2.73 – The Berlin Brain – modelo confeccionado em SL (3TRPD, 2006)
Em sua oficina de maquetes, anexa ao escritório principal, Foster utiliza
equipamentos de prototipagem rápida como a 3DP, a cortadora a laser e
ocasionalmente a SL, em escritórios especializados. A PR é empregada em todas as
fases do projeto desde o projeto conceitual, na experimentação da forma, na simulação
e análise de modelos para testar componentes de sistemas construtivos em escala 1:1
(mockups), para apresentação dos modelos em escala aos clientes e na construção
direta do edifício (HANNA, 2006)2.
2 HANNA, S. Foster´s design process. [mensagem pessoal]. Mensagem recebida por Erica Pinheiro <[email protected]> de Sean Hanna <[email protected]> em 29 nov. 2006.
47
2.6 Análise comparativa entre os métodos de Gehry e Fos ter
Após analisar os processos de projeto de Frank Gehry e de Norman Foster,
percebe-se que estes dois arquitetos se utilizam de processos semelhantes àqueles
esquematizados por Mitchell e McCullough (figura 2.53) e por Sass (figura 2.54) no
início da seção 2.3.3.
Além disso, Larry Sass ainda classifica os processo projetuais de Gehry e
Foster respectivamente de pós e pré racional. No primeiro, o processo começa com a
criação de formas esculturais irracionais, ou seja, sem nenhum tipo de preocupação
com sua construtibilidade. Em seguida, sua equipe tenta racionalizar essas formas,
utilizando para isso sofisticados programas de computador que as transformam em
componentes industrializáveis. No caso de Norman Foster, o processo de projeto tem
início com o desenvolvimento do sistema construtivo com um nível de detalhamento
bastante aprofundado. Em seguida, o arquiteto "monta" suas formas utilizando as peças
pré-definidas da maneira como ele já sabe que elas poderão ser encaixadas. Sass
compara os dois processos a brinquedos de montar infantis - o processo de Gehry se
assemelharia ao Playmobil (figura 2.74), onde há um grande número de peças
específicas, mas um pequeno número de possibilidades de projeto, enquanto o
processo de Foster se assemelharia ao Lego (figura 2.75), em que há um número
limitado de peças, mas elas podem formar um número muito grande de diferentes
projetos.
A PR no método "Playmobil" (de Gehry) é importante para saber se o projeto,
como um todo, vai dar certo ou não. Através da utilização dessa tecnologia, a equipe de
Gehry consegue prototipar rapidamente alternativas precisas da forma inicialmente
esboçadas ou modeladas pelo arquiteto em material menos preciso, como papel e
arame. Já no método "Lego" (de Foster), por outro lado, a PR é importante para
assegurar que cada peça vai encaixar na outra perfeitamente. Nesse processo, o que
conta não é apenas a rapidez de produção de várias alternativas e a possibilidade de
comparação entre elas, mas o desenvolvimento de sistemas de encaixe e montagem.
Os diferentes processos de projeto observados nos arquitetos estudados
podem ser relacionados aos métodos de projeto chamados de "top-down" e "bottom-up"

48
por Mitchell em sua obra “The Logic of Architecture : Design, Computation, and
Cognition”. De acordo com a classificação de Mitchell (1996), no processo de projeto de
Foster (método bottom-up ou composição de baixo para cima) o arquiteto começa com
elementos de forma e função conhecidas, ou seja, utiliza seu conhecimento das
características formais e funcionais de elementos específicos de um vocabulário
arquitetônico e trabalha essas formas através operações e regras gramaticais de modo
a estabelecer uma conexão funcional. A maior dificuldade em construir tal sistema está
em encontrar a maneira correta de obter funções de nível mais alto a partir daquelas de
nível mais baixo. É como, por exemplo, distribuir espaços com dimensões dadas em
uma planta ou equipamentos em uma cozinha. No caso do arquiteto Norman Foster é
nesse momento que o software paramétrico entra como principal aliado.
No processo de projeto de Gehry (método top down ou composição de cima
para baixo) o arquiteto parte da concepção da forma e função do sistema como um
todo, passando então a trabalhar nos detalhes. Neste sistema, ao contrário do processo
de Foster, o arquiteto utiliza seu conhecimento de características formais e funcionais
para sugerir escolhas e adaptações apropriadas de elementos de modo a atender a
determinadas funções em um dado contexto. Nesse método, a tarefa consiste em
refinar o projeto até o ponto em que as formas dos elementos de mais baixo de nível
estejam especificadas e sua adequação funcional possa ser demonstrada. A maior
dificuldade aqui está em encontrar desenhos exeqüíveis para elementos de baixo nível
funcionalmente adequados, ou em descobrir uma maneira de detalhar um projeto
esquemático com o uso dos elementos de baixo nível disponíveis. Por exemplo, um
arquiteto pode partir do contorno de um edifício, passando em seguida a detalhar suas
subdivisões internas. Gehry and Partners conseguiu se destacar através do
desenvolvimento de uma tecnologia de projeto específica da plataforma CATIA que
consegue vencer algumas das dificuldades impostas pelo processo caracterizado por
Mitchell.

49
Figura 2.74 – Processo de Gehry – semelhante ao Playmobil (SASS, 2006f)
Figura 2.75 – Processo de Foster – semelhante ao Lego (SASS, 2006f)
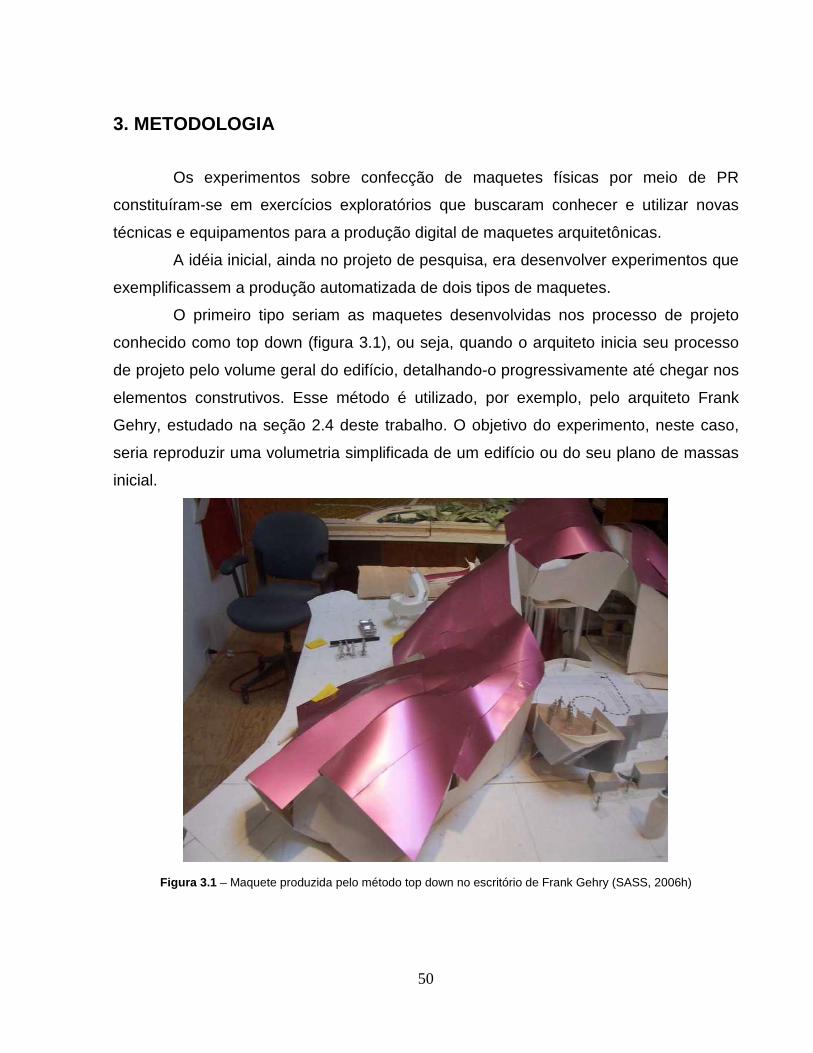
50
3. METODOLOGIA
Os experimentos sobre confecção de maquetes físicas por meio de PR
constituíram-se em exercícios exploratórios que buscaram conhecer e utilizar novas
técnicas e equipamentos para a produção digital de maquetes arquitetônicas.
A idéia inicial, ainda no projeto de pesquisa, era desenvolver experimentos que
exemplificassem a produção automatizada de dois tipos de maquetes.
O primeiro tipo seriam as maquetes desenvolvidas nos processo de projeto
conhecido como top down (figura 3.1), ou seja, quando o arquiteto inicia seu processo
de projeto pelo volume geral do edifício, detalhando-o progressivamente até chegar nos
elementos construtivos. Esse método é utilizado, por exemplo, pelo arquiteto Frank
Gehry, estudado na seção 2.4 deste trabalho. O objetivo do experimento, neste caso,
seria reproduzir uma volumetria simplificada de um edifício ou do seu plano de massas
inicial.
Figura 3.1 – Maquete produzida pelo método top down no escritório de Frank Gehry (SASS, 2006h)

51
O segundo tipo de maquete corresponderia às maquetes produzidas em um
processo de projeto conhecido como bottom up, no qual o arquiteto inicia seu processo
projetual definindo os elementos básicos da construção. Esses elementos são então
encaixados, montados de diferentes maneiras, até formar o edifício completo. Esse é o
método utilizado, por exemplo, pelo arquiteto Norman Foster, e estudado na seção 2.5
desta pesquisa. Neste segundo caso pretendia-se fazer um estudo das possibilidades
de se reproduzir um sistema construtivo de um edifício, assim como fizeram
recentemente no MIT, Joo e Kovidvisith (2006) utilizando os equipamentos Z-Corp,
Waterjet e Laser Cutter.(figura 3.2).
Figura 3.2 – Sistema construtivo do envelope da Swiss Re (JOO; KOVIDVISITH, 2006)
Contudo, durante o desenvolvimento dos exercícios concluiu-se que,
experimentos para exemplificar esses dois métodos demandariam muito tempo e
seriam muito extensos para um trabalho de mestrado.

52
Optou-se, então, por desenvolver, na etapa final desta pesquisa, uma maquete
de um projeto desenvolvido por meio do método top down (de cima para
baixo), uma vez que esse costuma ser o método mais utilizado nas
etapas iniciais dos exercícios projetuais desenvolvidos na maioria dos
cursos de arquitetura. Determinou-se, então, que o projeto a ser
utilizado como exemplo nos exercícios de modelagem e produção de
maquetes seria o Museu Guggenheim de Bilbao , de Frank Gehry, por se tratar de
uma forma difícil de ser produzida pelos métodos tradicionais de
maquetaria.
3.1 Locais de experimentação
Os experimentos foram conduzidos no Laboratório de Prototipagem para
Arquitetura e Construção (LAPAC) da FEC – Unicamp e no Centro de Pesquisas
Renato Archer (CenPRA) e dividido em várias etapas, as quais permeavam entre a
modelagem geométrica tridimensional (protótipo virtual) e a produção de maquetes
físicas.
3.2 Materiais utilizados
Nas etapas experimentais da pesquisa, foram utilizados os materiais e
equipamentos conforme mostram as tabelas 3.1 e 3.2:
Tabela 3.1 – Materiais utilizados na modelagem geométrica
MODELAGEM GEOMÉTRICA TRIDIMENSIONAL
Software de preparo dos modelos a serem prototipados
Material iconográfico do Museu
Guggenheim de Bilbao
Software de modelagem
geométrica tridimensional Impressora 3d
zcorp-310
cortadora a laser universal laser
system x-660-60
stratasys fdm vantage
i
Plantas do edifício
SketchUp Zedit Pepakura designer
Fotos do edifício
AutoCAD Zprint
AutoSlice (desenvolvido no próprio LAPAC)
Insight

53
Tabela 3.2 – Equipamentos utilizados nos experimentos de produção de maquetes físicas
EXPERIMENTO DE PRODUÇÃO DE MAQUETES FÍSICAS
LAPAC
CENPRA
EQUIPAMENTOS
IMPRESSORA 3D
CORTADORA A
LASER
FDM
Modelo
ZCorp-310 X-660-60 Vantage i
Fabricante
ZCorporation Universal Laser
Systems Inc. Stratasys
Tipo do Modelo digital
3D 2D 3D
Zprint Pepakura
Software de preparo dos modelos a serem
prototipados
Zedit AutoSlice
Insight
Pó zp130
Papel cartão Abs
Materiais utilizados
Gesso odontológico
Acrílico Abs solúvel
Pós-processamento
Jato de ar / resina
Montagem / fita adesiva
Retirada dos suportes / lavadora ultra-som
O experimento de produção de maquetes físicas teve como variável
independente, o modelo geométrico tridimensional do Museu Guggenheim de Bilbao, de
Frank Gehry. Para gerar este modelo foram analisados 3 métodos na busca da
combinação entre facilidade de uso do software de modelagem e precisão do modelo.
Foram utilizados os programas de modelagem geométrica SketchUp e AutoCAD para
gerar os modelos e o programa Zprint para a análise dos mesmos.
Este experimento teve como variáveis dependentes as seguintes
características:
• Tempo gasto na confecção;
• custo;
• qualidade das maquetes físicas obtidas.

54
Estas características variaram de acordo com o equipamento utilizado,
materiais e/ou técnica utilizada na confecção da maquete.
Neste experimento foram utilizados 3 tipos de equipamentos, variando os
materiais e técnicas de montagem da maquete, gerando assim 5 alternativas (5
experimentos) como mostra a tabela 3.3:
Tabela 3.3 – Alternativas geradas de acordo com o equipamento utilizado
Material 1
Experimento 1
IMPRESSORA 3D (ZCORP)
Material 2
Experimento 2
FDM
Experimento 3
Montagem A
Experimento 4
CORTADORA A LASER
Montagem B
Experimento 5

55
4. EXPERIMENTOS
4.1 Desenvolvimento do Modelo geométrico tridimensi onal
4.1.1 Modelagem com SketchUp
O programa utilizado para a produção do modelo geométrico 3D do Museu
Guggenheim de Bilbao (figura 4.1) foi definido em função da complexidade das formas
e das informações que se tinha para a construção deste modelo. Sendo assim, o
primeiro software a ser experimentado foi o SketchUp, que é um programa de
modelagem tridimensional por superfícies, desenvolvido pela empresa @Last Software
recém adquirida pelo Google. O slogan do software é “3D para todos”, isto se deve ao
fato de se tratar de um programa bastante intuitivo, desenvolvido para estágios
conceituais de projeto.
Figura 4.1 – Museu Guggenheim de Bilbao (ITEA, 2007)

56
A criação do modelo volumétrico do Museu Guggenheim de Bilbao no
SketchUp foi favorecida porque suas ferramentas permitem alterar formas e volumes de
maneira muito fácil, como se fosse uma escultura manual. Além disso, o software é uma
excelente ferramenta para apresentação de modelos e também permite exportar para
outros formatos como DWG, DXF, 3DS, OBJ, XSI OU VRML.
A modelagem geométrica teve início com a importação das plantas baixas3 e
de fotos do Museu Guggenheim de Bilbao para o software (figura 4.2, 4.3 e 4.4). Esses
materiais auxiliaram a modelagem volumétrica simplificada (top down) de forma
“escultórica”, uma vez que não se dispunha de todos os parâmetros necessários para a
modelagem completa do edifício, como medidas e ângulos precisos.
Contudo, se por um lado o programa proporciona facilidade de modelagem, por
outro demonstra muitos problemas quando exportado para os programas das máquinas
de PR.
Neste experimento, o modelo finalizado no SketchUp (figura 4.5), foi exportado
em formato 3DS, e importado no software ZPrint, próprio da impressora 3D ZCorp-310,
demonstrando muitos erros. Esses erros são verificados nas figuras onde as áreas
escuras representam falhas na sua estrutura (figuras 4.6, 4.7 e 4.8).
De acordo com Volpato (2007), as máquinas de prototipagem rápida exigem
um cuidado especial quanto à precisão do modelo volumétrico, os quais devem ser
interpretados como um objeto único e consistente. Para garantir essa consistência os
modelos devem ser sólidos ou se modelados através de superfícies, essas devem
conter intersecções bem definidas, evitando falhas e superposições de superfícies. Em
resumo, o modelo deve ser totalmente fechado, formando o volume exato de material
que será reproduzido na máquina de PR.
Neste primeiro experimento, pode-se então concluir que o software SketchUp é
uma excelente ferramenta para criação e representação visual de modelos. Segundo
Mills (2007), é um programa bastante intuitivo, pois prevê os traços ao se desenhar, ou
seja, quando se move o mouse para uma direção específica, os volumes ganham altura
ou largura de forma equivalente. Porém, não é uma ferramenta adequada quanto à
3 Anexo A.

57
precisão e tolerância, pois o modelo geométrico resultante apresenta muitas falhas na
malha de triângulos que compõem a sua superfície.
Figura 4.2 – Modelo trabalhado no SketchUp – planta do museu (EL CROQUIS, 1995); foto da maquete (PIROUX, 2007)
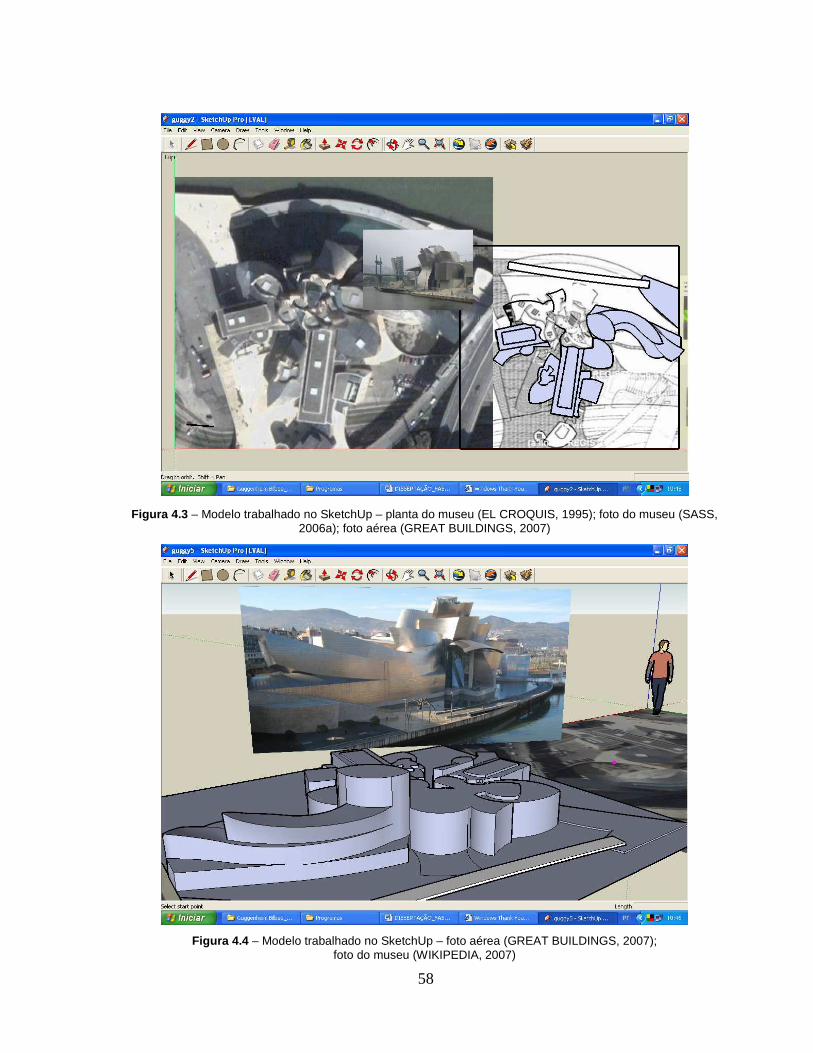
58
Figura 4.3 – Modelo trabalhado no SketchUp – planta do museu (EL CROQUIS, 1995); foto do museu (SASS, 2006a); foto aérea (GREAT BUILDINGS, 2007)
Figura 4.4 – Modelo trabalhado no SketchUp – foto aérea (GREAT BUILDINGS, 2007); foto do museu (WIKIPEDIA, 2007)

59
Figura 4.5 – Modelo finalizado no SketchUp
Figura 4.6 – Erros na estrutura do modelo, detectados no software ZPrint

60
Figura 4.7 – Erros na estrutura do modelo, detectados no software ZPrint
Figura 4.8 – Erros na estrutura do modelo, detectados no software ZPrint

61
4.1.2 Modelagem no AutoCAD 2006 com superfícies
Neste segundo experimento o modelo criado anteriormente no SketchUp foi
exportado em formato DXF e importado para o AutoCAD. Nele, o modelo foi totalmente
redesenhado sobre o anterior, por meio de superfícies, com a utilização dos comandos
edgesurf, 3dpoly e region. Através desses comandos, foi possível trabalhar o modelo
como uma superfície contínua, evitando arestas irregulares, coincidindo vértices e
evitando superfícies sobrepostas (figura 4.9).
Figura 4.9 – Modelo trabalhado no AutoCAD através de superfícies contínuas
O modelo assim obtido demonstrou ser mais preciso que o anterior,
gerado no programa SketchUp (figuras 4.10 e 4.11).
Depois de finalizado no AutoCAD, o modelo foi então exportado através do
comando 3dsout, no formado 3DS e novamente aberto no programa Zprint.

62
Figura 4.10 – Modelo finalizado no AutoCAD
Figura 4.11 – Modelo finalizado em 3D Wireframe no AutoCAD
Mesmo com toda a precisão aplicada na referida modelagem, esta ainda
apresentou alguns erros, como mostra a figura (4.12). De acordo com Volpato (2007),
as partes escuras representam a inversão dos vetores normais, ou normais
inconsistentes, que acontece quando a regra da mão-direita4 para orientação da normal
em relação ao triângulo não é respeitada e há uma inconsistência na representação.
4 A regra da mão-direita determina a direção positiva do eixo Z quando as direções X e Y são conhecidas em um sistema de coordenadas 3D.

63
Mesmo quando os vetores normais são consistentes com a regra da mão-direita, pode
haver uma inversão de triângulos, indicando direção contrária do modelo.
A inversão dos vetores normais, porém, é um erro que pode ser corrigido. No
próprio software Zprint o modelo pode ser direcionado para um outro software que
acompanha a impressora 3D Zcorp, o ZEdit. Esse software permite que se indique as
normais que devem ser invertidas para corrigir o modelo. O modelo corrigido pode
então ser reenviado ao Zprint para ser impresso em 3D (figura 4.13). O software ZPrint
também permite que o modelo seja exportado no formato STL, que segundo Volpato
(2007) é hoje considerado um padrão para equipamentos de PR e implementado na
maioria dos sistema CAD.
Figura 4.12 – Inversão dos vetores normais detectados no software Zprint

64
Figura 4.13 – Modelo corrigido e finalizado no software ZEdit
4.1.3 Modelagem no AutoCAD 2007 com sólidos
Apesar do segundo experimento de modelagem ter sido mais bem sucedido
que o primeiro, ele ainda apresentou alguns erros na orientação das
superfícies.
Neste último experimento de modelagem geométrica procurou-se construir o
edifício escolhido com a utilização apenas de sólidos, e não de faces, com o objetivo de
melhorar a qualidade do arquivo STL exportado.
O AutoCAD 2007 possui o comando Loft, que permite a criação de sólidos de
grande complexidade. Até essa versão era possível criar sólidos apenas por dois
métodos:

65
- a partir de primitivas (cubos, cilindros, toróides e esferas);
- a partir da extrusão ortogonal de polylines complexas;
- a partir da conversão de uma polyline em um sólido girado, através do
comando “revolve”.
Além disso, era possível também editar os sólidos criados pelos métodos
acima, por meio de operações boleanas (união, subtração e intersecção) e por meio do
comando slice, que permite seu fatiamento a partir da definição de planos.
Neste experimento, o modelo criado anteriormente com superfícies foi
totalmente modelado em sólidos através do comando loft. Utilizando o modelo de
superfícies como referência, foi possível redesenhar a parte superior de inferior de cada
volume do modelo através de polylines e utilizar o comando loft para construir o volume
sólido unindo a base ao topo em cada bloco (figuras 4.14 e 4.15).
Figura 4.14 – Redesenho da faces superiores e inferiores do volume em polylines

66
Figura 4.15 – Utilização do comando loft para construção do volume sólido
Esse mesmo procedimento foi repetido em todos os demais volumes do
Museu Guggenheim de Bilbao, até formar o modelo volumétrico completo (figura 4.16 e
4.17). O modelo finalizado no AutoCAD 2007 pôde então ser exportado a partir do
próprio AutoCAD, em formato STL, através do comando stlout. O AutoCAD 2007 não
permite a exportação para 3DS, sendo necessária uma outra versão para realizar essa
operação.
É importante ressaltar que, na modelagem através de sólidos, a consistência
do modelo normalmente é garantida, e o modelo não apresenta problemas em sua
estrutura quando enviado para as máquinas de PR.

67
Figura 4.16 – Modelo criado com sólidos utilizando o comando loft
Figura 4.17 – Modelo visualizado em 3D Wireframe

68
4.2 Produção de maquetes físicas
4.2.1 1º Experimento – Impressão na ZCorp com pó zp130
O modelo geométrico tridimensional do Museu Guggenheim de Bilbao (figuras
4.16 e 4.17), modelado em sólidos no AutoCAD 2007 foi utilizado neste experimento
para a impressão na ZCorp utilizando o pó zp130 e também para os demais
experimentos.
Neste experimento, foram seguidas as instruções e materiais indicados pelo
fabricante (figura 4.18):
- Abaixa-se a câmara do lado esquerdo da máquina e coloca-se o pó zp130 até
preenchê-la. A quantidade de pó colocada pode ser consultada antes do funcionamento
da máquina usando o comando check powder level.
- Aciona-se o comando fill bed, para que um rolo espalhe o pó, levando-o da
câmara esquerda para a câmara direita e nivelando-o nesta câmara (onde a maquete
vai ser construída).
- Depois de preparadas as duas câmaras, aciona-se o comando 3D Print.
Dessa forma a máquina se aquece até a temperatura necessária e começa a enviar o
modelo 3D para a impressão, camada por camada. Um cabeçote vai espalhando um
líquido chamado binder pelas seções da “fatia” do modelo enviada pela máquina e em
seguida o rolo espalha o pó. Esse líquido endurece em contato com o pó formando
cada camada da maquete. Esse movimento é repetido várias vezes até formar a
maquete completa. Quando a maquete fica pronta está totalmente encoberta pelo pó,
no lado direito da câmara. O pó não utilizado deve ser então retirado com cuidado,
levantando a câmara direita lentamente e jogando-o para a câmara esquerda para ser
novamente utilizado (figura 4.18 A e B).
- Quando a maquete já aparece na superfície da câmara, deve-se utilizar
pincéis e retirar o excesso cuidadosamente para não estragar a peça (figura 4.18 C).
- Retirada da câmara, a maquete é transportada para uma outra máquina para
que o excesso de pó seja retirado com jato de ar (figura 4.18 D, E e F).
- Finaliza-se a peça aplicando uma resina para fixação superficial (figura 4.19).

69
A
B
C D
E F
Figura 4.18 – Registro fotográfico do Experimento 1

70
Figura 4.19 – Modelo resultante do Experimento 1 (200 x 200 x 85mm)

71
4.2.2 2º Experimento – Impressão na ZCorp com outros materiais
Neste experimento, repetiu-se a confecção do protótipo com a máquina
ZCorp, entretanto modificou-se o material utilizado. Experimentou-se materiais
comumente utilizados na confecção de maquetes arquitetônicas, como o gesso comum
e o gesso odontológico.
Inicialmente, parte do modelo definido foi produzido segundo as instruções e
material recomendado pelo fabricante (figura 4.20) para servir como objeto de controle.
Em seguida, foram determinadas as variáveis envolvidas no processo que poderiam
afetar a dificuldade de pós-processamento, a resistência, a qualidade e a resolução do
modelo:
- Tipo de pó utilizado na impressão;
- o aglutinante;
- o índice de saturação;
- a espessura da camada;
- o acabamento superficial.
Foram então realizados diversos testes (figura 4.21), sendo que, em cada um
deles, apenas uma variável era alterada, enquanto as demais eram mantidas fixas.
As variáveis identificadas no processo e as alternativas consideradas para
cada variável são apresentadas na Tabela 4.1.
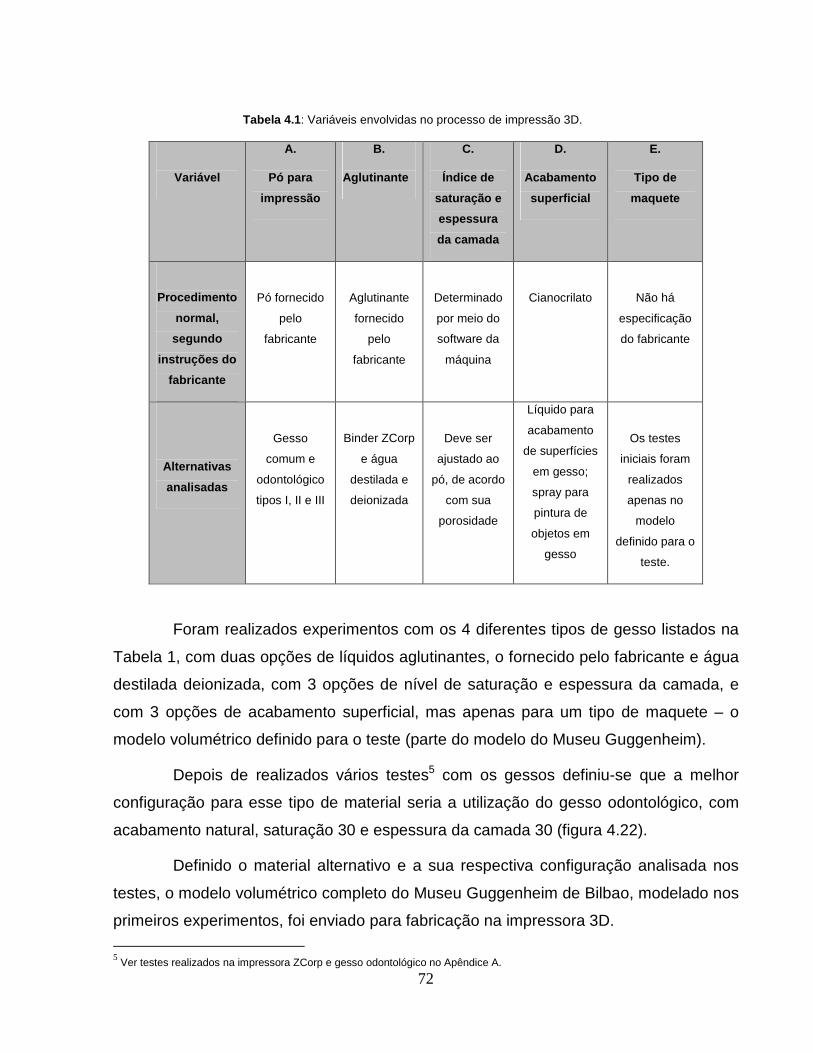
72
Tabela 4.1 : Variáveis envolvidas no processo de impressão 3D.
Variável
A.
Pó para
impressão
B.
Aglutinante
C.
Índice de
saturação e
espessura
da camada
D.
Acabamento
superficial
E.
Tipo de
maquete
Procedimento
normal,
segundo
instruções do
fabricante
Pó fornecido
pelo
fabricante
Aglutinante
fornecido
pelo
fabricante
Determinado
por meio do
software da
máquina
Cianocrilato
Não há
especificação
do fabricante
Alternativas
analisadas
Gesso
comum e
odontológico
tipos I, II e III
Binder ZCorp
e água
destilada e
deionizada
Deve ser
ajustado ao
pó, de acordo
com sua
porosidade
Líquido para
acabamento
de superfícies
em gesso;
spray para
pintura de
objetos em
gesso
Os testes
iniciais foram
realizados
apenas no
modelo
definido para o
teste.
Foram realizados experimentos com os 4 diferentes tipos de gesso listados na
Tabela 1, com duas opções de líquidos aglutinantes, o fornecido pelo fabricante e água
destilada deionizada, com 3 opções de nível de saturação e espessura da camada, e
com 3 opções de acabamento superficial, mas apenas para um tipo de maquete – o
modelo volumétrico definido para o teste (parte do modelo do Museu Guggenheim).
Depois de realizados vários testes5 com os gessos definiu-se que a melhor
configuração para esse tipo de material seria a utilização do gesso odontológico, com
acabamento natural, saturação 30 e espessura da camada 30 (figura 4.22).
Definido o material alternativo e a sua respectiva configuração analisada nos
testes, o modelo volumétrico completo do Museu Guggenheim de Bilbao, modelado nos
primeiros experimentos, foi enviado para fabricação na impressora 3D.
5 Ver testes realizados na impressora ZCorp e gesso odontológico no Apêndice A.

73
Na etapa final da fabricação deste modelo, ou seja, na limpeza da peça (figura
4.23), grande parte do material residual (gesso) ficou aderida à base e ao próprio
modelo, não sendo possível de ser retirado com o jato de ar, dificuldade essa que foi
superada quando a peça foi submetida à lavagem em água corrente (figura 4.24).
Por meio deste experimento pode-se perceber que é possível produzir
maquetes arquitetônicas na impressora 3D utilizando o gesso odontológico (figura
4.25), que é um material de baixo custo. O uso desse material acarreta, sem dúvida,
uma redução na qualidade do modelo obtido, tanto do ponto de vista de sua resistência,
como de sua resolução, mas o modelo obtido é suficientemente bom para o uso nas
etapas iniciais e intermediárias do processo de projeto em arquitetura, em que não se
exige tanta precisão e em que são utilizados predominantemente estudos volumétricos.
Um efeito indesejável do uso da água destilada deionizada no lugar do binder produzido
pelo fabricante é que ela provoca a queima precoce do cabeçote de impressão, como já
havia sido notado por Aguiar et al (2005). Isto faz com que a economia conseguida não
seja tão significativa como imaginado originalmente.

74
Figura 4.20 – Parte do modelo testado na impressora
3D, com material recomendado pelo fabricante Figura 4.21 – Primeiros testes utilizando
gesso comum
Figura 4.22 – Uma das alternativas analisadas nos
testes
Figura 4.23 – Limpeza do modelo prototipado em gesso (Experimento 2)
Figura 4.24 – Modelo prototipado submetido a lavagem em água corrente (Experimento 2)
Figura 4.25 – Modelo final obtido com a utilização do gesso (Experimento 2)

75
4.2.3 3º Experimento – Impressão na FDM
O presente experimento foi conduzido no CenPRA utilizando o equipamento
Stratasys FDMTM System, modelo Vantage i (ABS). Este equipamento possui um
software chamado Insight que prepara o modelo geométrico tridimensional a ser
prototipado. O modelo é importado em formato STL e através de um comando chamado
slice, o software envia as camadas do modelo geométrico para a máquina FDM. Esse
modelo pode ser construído de duas maneiras: hachurado (shell), que fica vazado
internamente (figura 4.26) ou totalmente sólido.
Figura 4.26 – Registro fotográfico do processo de PR do Experimento 3
Durante o processo de produção, a máquina constrói o modelo com um tipo
especial de plástico ABS com baixo ponto de fusão, que pode ser branco ou em cores,
e cria suportes para os detalhes em um tipo de ABS solúvel, na cor marrom escuro
(figura 4.27).
Figura 4.27 – Maquete prototipada na FDM ainda com os suportes (Experimento 3)

76
Depois de finalizado na FDM (figura 4.28), o modelo é transportado para uma
lavadora ultra-som, mergulhado numa solução de 95% água e 5% de soda cáustica
aquecida, onde o ABS resistente permanece e os suportes são dissolvidos, sem a
intervenção do usuário, sistema também chamado de Waterworks.
Figura 4.28 – Modelo finalizado na FDM -Experimento 3 (200 x 200 x85mm)

77
4.2.4 4º Experimento – Cortadora a laser + Pepaku ra Designer
Neste experimento, o objetivo foi fabricar a maquete física do Museu
Guggenheim de Bilbao utilizando a cortadora a laser Universal Laser Systems X-660-
60, existente no LAPAC. Este experimento testou a construção 3D a partir de um
modelo sólido planificado. Utilizou-se o software chamado Pepakura Designer
desenvolvido por Mitani e Suzuki na Universidade de Tóquio (figura 4.29). O Pepakura
consiste num método desenvolvido para transformar brinquedos modelados no
computador em modelos para serem montados em papel. O Pepakura racionaliza o
modelo 3D, une as superfícies adjacentes, planifica e subdivide o modelo 3D,
desdobrando-o em partes correspondentes ao modelo original. O programa também
especifica as linhas de corte, de vinco e as abas de colagem em cada uma das peças
para que sejam posteriormente montadas. (MITANI; SUZUKI, 2004).
Figura 4.29 –Pepakura Designer (MITANI; SUZUKI, 2004)
O programa Pepakura Designer permite a importação do modelo geométrico
em diferentes extensões: OBJ, DXF, 3DS, MQO, KMZ e STL. Nesse experimento,
foram testados as extensões DXF, 3DS e STL, sendo que a melhor resposta foi obtida
utilizando este último formato, que resultou em um número menor de partes
desdobradas e em formatos mais simples (figura 4.30).

78
Figura 4.30 – Desenvolvimento no programa Pepakura Designer (19.074 faces)
Depois de decompostas, as partes resultantes podem ser salvas ou exportadas
em DXF e abertas no AutoCAD. Dentro do AutoCAD (figura 4.31), o arquivo pode ser
enviado para a cortadora a laser (figura 4.32), seguindo uma configuração parecida com
a emissão de um arquivo para a plotagem. Porém, onde se configura cores e espessura
das penas, no driver da cortadora a laser são especificados o tamanho do papel, a
potência do laser e o tipo de corte (vinco ou corte) dependendo do material que será
usado. Neste experimento, foi determinado que as peças seriam cortadas no papel
cartão, que possui uma espessura de papel que permite que as peças seja facilmente
dobradas, encurvadas e coladas, possuindo ao mesmo tempo a rigidez e estabilidade
necessárias para a montagem do modelo volumétrico.
Na cortadora a laser a potência do raio e a velocidade de movimentação do
cabeçote são definidas em função das seguintes variáveis:

79
- Tipo de material;
- espessura do material;
- geometria a ser cortada.
O uso de potências muito altas, em especial quando combinadas a velocidades
muito baixas, ou ainda o envio de geometrias com linhas sobrepostas ou
demasiadamente próximas podem resultar no excessivo aquecimento e no surgimento
de fumaça em excesso ou até mesmo de chamas. Além de danificar o material que está
sendo cortado, a fumaça em excesso e as chamas podem prejudicar o equipamento.
Por esse motivo foi necessário realizar testes preliminares para a identificação da
velocidade e potência mais adequadas ao corte do papel cartão utilizado. Além disso,
foi feita uma “limpeza” do desenho, de maneira a evitar linhas sobrepostas ou
demasiadamente próximas (figura 4.33).
O programa Pepakura subdividiu o modelo em aproximadamente 100 partes,
que foram cortadas separadamente em papel cartão. Para facilitar a montagem das
peças cortadas em papel cartão pela cortadora a laser (figura 4.34), o software
Pepakura possibilita a identificação das peças à sua parte correspondente no modelo
volumétrico através do comando (Ctrl+K) check corresponding face (figura 4.35) e do
(Ctrl+N) connect faces (figura 4.36).
Utilizando o programa Pepakura e os comandos check corresponding face e
connect faces como auxiliares, as peças foram sendo identificadas e coladas uma a
uma com cola branca. Posteriormente verificou-se que o papel cartão dispensava o uso
das abas de colagem, sendo mais indicado fixar as peças com fitas adesivas em locais
estratégicos (figuras 4.37, 4.38 e 4.39).

80
Figura 4.31 – Resultado do desdobramento
aberto no AutoCAD
Figura 4.32 – Cortadora a laser em funcionamento
Figura 4.33 – Peça incendiada na cortadora a laser
Figura 4.34 – Peças do modelo do Museu Guggenheim
de Bilbao cortadas na cortadora a laser
Figura 4.35 – Checando o comando check corresponding face no Pepakura
Figura 4.36 – Verificando o comando connect faces no Pepakura

81
Figura 4.37 – Peças montadas e fixadas com fita adesiva no Experimento 4
Figura 4.38 – Modelo em fase de montagem no papel cartão no Experimento 4
Figura 4.39 – Modelo finalizado em papel cartão no Experimento 4 (200 x 200 x 85mm)

82
4.2.5 5º Experimento – Cortadora a laser + AutoSlice
Neste experimento com a cortadora a laser Universal Laser Systems X-660-60
existente no LAPAC, usada no experimento anterior, variou-se o processo de
transformação 3D em 2D. Neste caso utilizou-se um processo parecido com o método
chamado LOM (laminated object manufacturing). Como o próprio nome já sugere, o
LOM é um processo de fabricação de objetos em lâminas. Esse processo é
comercializado pela Cubic Technology e se baseia na deposição sucessiva de folhas de
materiais contendo adesivos em um dos lados para construir a peça camada por
camada (VOLPATO, 2007).
Para desenvolver este experimento baseado no processo LOM, utilizou-se o
modelo geométrico tridimensional modelado em sólidos no Autocad 2007 e um software
desenvolvido no LAPAC pela profa. Gabriela Celani, o AutoSlice, que é um programa
desenvolvido em linguagem VBA (Visual Basic for Application) e que fatia objetos
sólidos na espessura definida pelo usuário (figura 4.40).
Figura 4.40 – Interface do AutoSlice
O usuário escolhe os pontos conforme a indicação da interface e determina a
espessura da camada a ser fatiada. Depois disso, aciona-se o botão “fatiar último objeto

83
criado”, que precisa ser necessariamente um sólido. O programa então fatia o objeto de
acordo com as informações oferecidas na interface (figura 4.41).
Depois disso o programa espalha (desempilha) as fatias na área de trabalho
do AutoCAD (figura 4.42), de onde podem ser enviadas para a cortadora a laser.
Neste experimento, foram construídas duas maquetes. Na primeira utilizou-se
papel cartão na espessura de 1mm para formar as camadas do Museu Guggenheim de
Bilbao e na segunda o material escolhido foi o acrílico incolor nas espessuras de 1 e
2mm.
Para controlar a montagem e execução da maquete camada por camada, as
fatias criadas com o AutoSlice no AutoCAD, foram enviadas num grupo de 3 fatias por
vez para a cortadora a laser, configurando as cores das linhas, a velocidade e potência
do laser primeiro para o corte do papel cartão (figura 4.43) e depois para o corte do
acrílico (figura 4.48 ). Assim que eram cortadas, as fatias já eram empilhadas e coladas
para que não houvesse erro na seqüência das camadas.
Para colar a maquete construída em papel cartão (figuras 4.44, 4.45 e 4.46)
utilizou-se cola branca. O modelo finalizado em camadas com o papel cartão (figura
4.47) ficou um pouco ‘achatado’ em relação ao modelo original, talvez pelo fato da
espessura do papel escolhido não ser totalmente compatível com a espessura da
camada utilizada para fatiar o modelo no AutoSlice.
Para colar a maquete construída em acrílico (figura 4.49) utilizou-se cola para
acrílico (uma mistura de água com clorofórmio). Essa substância reage em contato com
o acrílico, colando as placas sem deixar nenhum resíduo aparente (figura 4.50).

84
Figura 4.41 – Modelo fatiado no AutoSlice
Figura 4.42 – Fatias do modelo espalhadas pelo AutoSlice

85
Figura 4.43 – Cortadora a laser cortando o papel cartão
para o Experimento 5 Figura 4.44 – Colagem das camadas no Experimento 5
Figura 4.45 – Colagem das camadas no Experimento 5 Figura 4.46 – Colagem das camadas no Experimento 5

86
Figura 4.47 – Maquete finalizada em papel cartão no Experimento 5 (400 x 400 x 100mm)
Figura 4.48 – Cortadora a laser cortando o acrílico para
o Experimento 5 Figura 4.49 – Colagem das camadas em acrílico no
Experimento 5

87
Figura 4.50 – Maquete finalizada em acrílico no Experimento 5 (200 x 200 x 85mm)

88
5. ANÁLISE E INTERPRETAÇÃO DOS DADOS
Este capítulo tem por objetivo traçar uma análise comparativa entre os
experimentos de produção das maquetes físicas. Aqui não serão avaliados os
diferentes métodos de modelagem geométrica tridimensional utilizados, visto que o
mesmo modelo 3D virtual do Museu Guggenheim de Bilbao serviu de base para a
confecção de todas as maquetes físicas (aquele modelado com sólidos). Serão
consideradas nesta análise, somente o tempo de preparo do modelo digital visando sua
produção em cada máquina de PR e suas etapas de produção no LAPAC e no
CenPRA.
A tabela 5.1 permite comparar todas as variáveis presentes nos 5
experimentos realizados: tempo de preparo do modelo digital em cada equipamento de
PR, materiais utilizados, custo dos materiais, tempo gasto por cada equipamento de
PR, tempo gasto no pós-processamento, vantagens e limitações na execução de cada
uma das maquetes produzidas nos 5 experimentos realizados no LAPAC e no CenPRA.
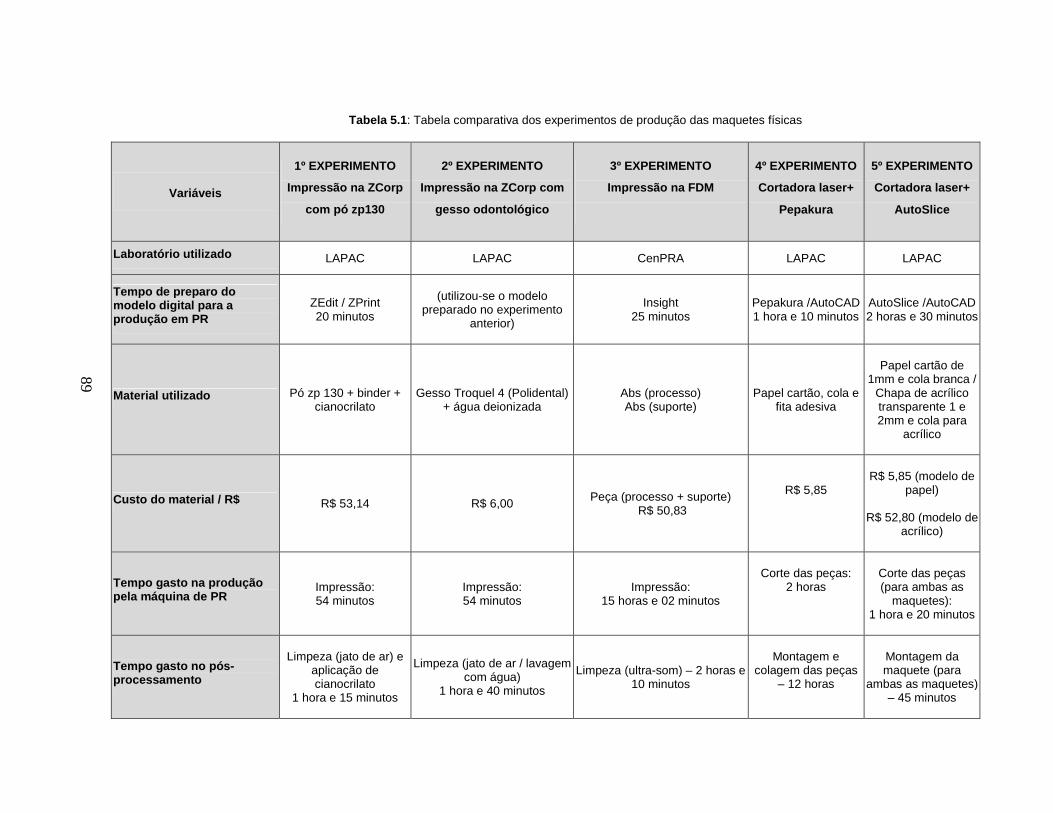
89
Tabela 5.1 : Tabela comparativa dos experimentos de produção das maquetes físicas
Variáveis
1º EXPERIMENTO
Impressão na ZCorp
com pó zp130
2º EXPERIMENTO
Impressão na ZCorp com
gesso odontológico
3º EXPERIMENTO
Impressão na FDM
4º EXPERIMENTO
Cortadora laser+
Pepakura
5º EXPERIMENTO
Cortadora laser+
AutoSlice
Laboratório utilizado LAPAC LAPAC CenPRA LAPAC LAPAC
Tempo de preparo do modelo digital para a produção em PR
ZEdit / ZPrint 20 minutos
(utilizou-se o modelo
preparado no experimento anterior)
Insight 25 minutos
Pepakura /AutoCAD 1 hora e 10 minutos
AutoSlice /AutoCAD 2 horas e 30 minutos
Material utilizado Pó zp 130 + binder + cianocrilato
Gesso Troquel 4 (Polidental) + água deionizada
Abs (processo) Abs (suporte)
Papel cartão, cola e fita adesiva
Papel cartão de
1mm e cola branca / Chapa de acrílico transparente 1 e 2mm e cola para
acrílico
Custo do material / R$
R$ 53,14
R$ 6,00
Peça (processo + suporte)
R$ 50,83
R$ 5,85
R$ 5,85 (modelo de
papel)
R$ 52,80 (modelo de acrílico)
Tempo gasto na produção pela máquina de PR
Impressão: 54 minutos
Impressão: 54 minutos
Impressão: 15 horas e 02 minutos
Corte das peças:
2 horas
Corte das peças (para ambas as
maquetes): 1 hora e 20 minutos
Tempo gasto no pós-processamento
Limpeza (jato de ar) e
aplicação de cianocrilato
1 hora e 15 minutos
Limpeza (jato de ar / lavagem com água)
1 hora e 40 minutos
Limpeza (ultra-som) – 2 horas e 10 minutos
Montagem e
colagem das peças – 12 horas
Montagem da maquete (para
ambas as maquetes) – 45 minutos

90
Tabela 5.1 : (Continuação)
Variáveis
1º EXPERIMENTO
Impressão na ZCorp
com pó zp130
2º EXPERIMENTO
Impressão na ZCorp com
gesso odontológico
3º EXPERIMENTO
Impressão na FDM
4º EXPERIMENTO
Cortadora laser+
Pepakura
5º EXPERIMENTO
Cortadora laser+
AutoSlice
Vantagens na execução
A maquete do Museu
Guggenheim de Bilbao apresentou boa
precisão nos detalhes, média
resistência mecânica e bom acabamento
superficial. O processo favorece a execução de maquetes
detalhadas e de apresentação.
Rapidez no processo.
Baixo custo do material; O processo favorece a
execução de maquetes de estudo volumétrico, nos
estágios iniciais e intermediários do processo
de projeto.
A maquete do Museu Guggenheim de Bilbao
apresentou ótima , precisão nos detalhes, ótima
resistência mecânica e ótimo acabamento superficial; O processo favorece a execução de maquetes
detalhadas e de apresentação; Ambiente limpo.
A maquete do
Museu Guggenheim de Bilbao
apresentou média precisão,
médio acabamento superficial e boa
resistência mecânica.
O processo favorece a execução de
modelos complexos em papel e
maquetes de estudo volumétrico.
A maquete do
Museu Guggenheim de Bilbao
apresentou média precisão,
médio acabamento superficial e boa
resistência mecânica.
O processo favorece a execução de
modelos volumétricos
complexos com facilidade e rapidez.
Limitações na execução
Alto custo do material; Gera pó no ambiente; Jateador e aspirador
produzem ruídos altos.
A maquete do Museu Guggenheim de Bilbao
apresentou baixa precisão nos detalhes,
baixa resistência mecânica e baixo acabamento superficial.
Jateador e aspirador produzem ruídos altos.
Alto custo do material; Processo lento.
Gera grande
quantidade de peças em modelos
complexos e relativa demora na
montagem da maquete;
Cortadora a laser produz altos ruídos.
Detalhes muito pequenos podem
ser eliminados dependendo da
espessura e escala da maquete produzida;
A cortadora laser produz altos ruídos.

91
Analisando os modelos resultantes e a ordenação das variáveis observadas
nos 5 experimentos pode-se fazer a seguinte relação:
Tabela 5.2 : Ordenação dos modelos resultantes em relação às variáveis
Variáveis
1º
EXPERIMENTO Impressão na
ZCorp com pó zp130
2º EXPERIMENTO Impressão na
ZCorp com gesso
odontológico
3º
EXPERIMENTO Impressão na
FDM
4º EXPERIMENTO
Cortadora laser+ Pepakura
5º EXPERIMENTO
Cortadora laser+ AutoSlice
Menor Custo x R$ 6,00
x R$ 5,85
x R$ 5, 85 / papel
Menor Tempo
(produção + pós processamento)
x 2 horas e 8
minutos
x 2 horas e 8
minutos
x
R$ 2 horas e 5 minutos
Maior Qualidade x
(boa precisão e média resistência
mecânica)
x (ótima precisão e
resistência mecânica)
x (média precisão e
boa resistência mecânica)
x (média precisão e ótima resistência
mecânica)
O modelo resultante do 1º experimento, utilizando a impressora ZCorp e pó
zp130, apresentou menor tempo na sua execução, além de uma boa precisão e
qualidade, porém com um custo relativamente alto. Pode-se concluir aqui que, se por
um lado esse experimento contribui para a rapidez na execução e um bom resultado no
modelo, por outro, o alto custo do material utilizado nesse equipamento de PR
inviabiliza a confecção de maquetes de estudo volumétrico, nas fases conceituais do
projeto.
A maquete produzida no 2º experimento, usando a mesma máquina e gesso
odontológico, assim como no experimento anterior, apresentou menor tempo em sua
execução, baixo custo do material utilizado, porém com uma redução na qualidade do
modelo obtido, tanto do ponto de vista de sua resistência, como de sua resolução. Tal
modelo, contudo, é suficientemente bom para o uso nas etapas iniciais e intermediárias
do processo de projeto em arquitetura, em que não se exige tanta precisão e em que
são utilizados predominantemente estudos volumétricos.
No 3º experimento, a maquete produzida com o processo FDM resultou em um
modelo bastante preciso, com ótimo acabamento superficial e bastante resistente.

92
Contudo, é um dos procedimentos mais demorados, além de apresentar um custo alto,
o valor do ABS, material utilizado na confecção da peça e nos suportes, é bastante
elevado, o que inviabiliza do ponto de vista econômico, o uso dessa técnica para a
produção de modelos e maquetes de estudo volumétrico.
O 4º experimento, no qual se utilizou a cortadora a laser junto com o software
Pepakura, resultou em soluções surpreendentes e com uma boa qualidade. A princípio
a quantidade de peças é assustadora, levantando dúvidas sobre o sucesso do resultado
final. Porém, com o auxílio do software Pepakura, o modelo foi construído sem grandes
problemas, ainda que o processo de montagem e colagem das peças fosse um pouco
demorado. O custo para execução do modelo é baixo, favorecendo a execução de
vários modelos para teste. Além disso, há de se levar em conta que o modelo
desenvolvido no experimento representa um caso extremo de complexidade, e que a
execução de modelos mais simples pode ser feita com maior facilidade e rapidez pelo
mesmo método.
O 5º experimento, no qual também se utilizou a cortadora a laser, porém em
parceria com o software AutoSlice, resultou em uma maquete de rápida execução e
montagem, com um bom resultado volumétrico, apesar de não fornecer alto grau de
precisão nos detalhes menores. Utilizando-se esta técnica, o valor do modelo varia de
acordo com o material empregado. O referido experimento utilizou dois tipos de
materiais: o papel cartão que é um material de baixo custo e o acrílico, que é um
material relativamente caro. É possível também utilizar outros materiais, como laminas
de madeira e cortiça. Por ser rápido e de baixo custo, este procedimento é adequado
para a execução de maquetes conceituais e até mesmo de apresentação, pela beleza e
plasticidade dos modelos resultantes.
A partir da análise dos dados obtidos nos experimentos, pode-se concluir que
existem procedimentos e máquinas adequados para cada tipo e finalidade de maquete.
Utilizou-se aqui um modelo de alta complexidade (Guggenheim de Bilbao) com a
finalidade de testar os limites de cada equipamento e sugerir técnicas alternativas de
construção desse modelo.
Quando se trata de um modelo de geometria simples é interessante utilizar a
cortadora a laser junto com o software Pepakura, que viabiliza a produção de modelos
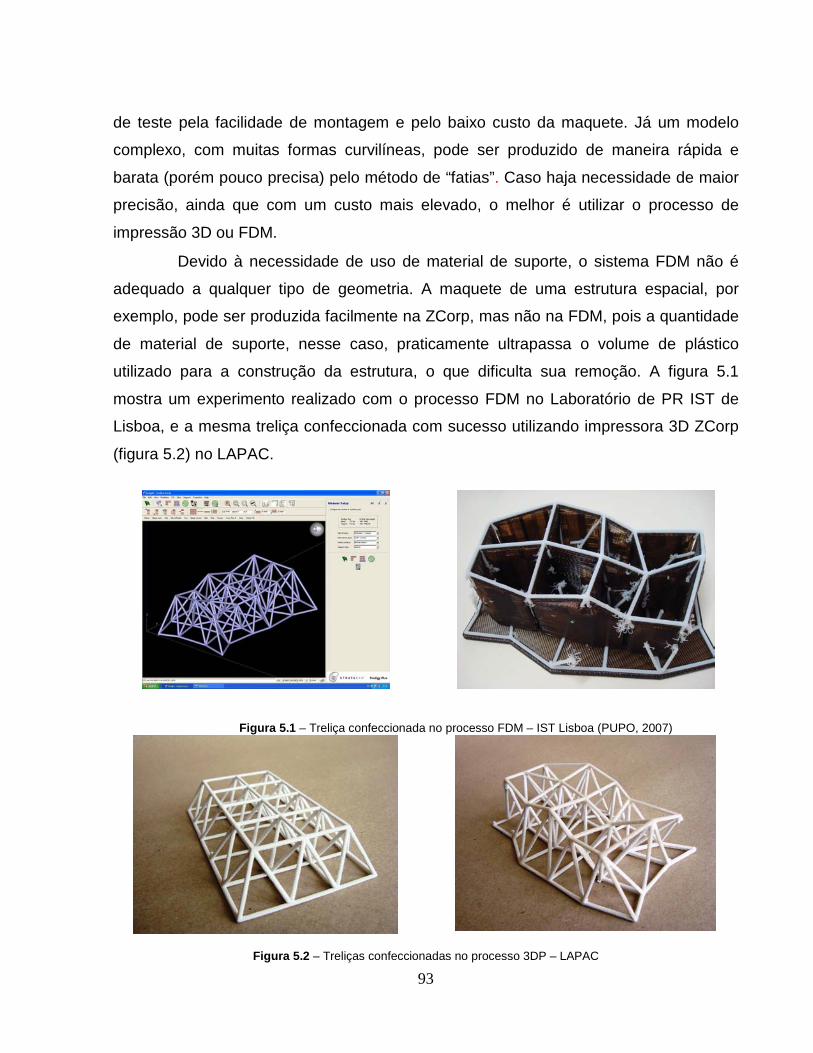
93
de teste pela facilidade de montagem e pelo baixo custo da maquete. Já um modelo
complexo, com muitas formas curvilíneas, pode ser produzido de maneira rápida e
barata (porém pouco precisa) pelo método de “fatias”. Caso haja necessidade de maior
precisão, ainda que com um custo mais elevado, o melhor é utilizar o processo de
impressão 3D ou FDM.
Devido à necessidade de uso de material de suporte, o sistema FDM não é
adequado a qualquer tipo de geometria. A maquete de uma estrutura espacial, por
exemplo, pode ser produzida facilmente na ZCorp, mas não na FDM, pois a quantidade
de material de suporte, nesse caso, praticamente ultrapassa o volume de plástico
utilizado para a construção da estrutura, o que dificulta sua remoção. A figura 5.1
mostra um experimento realizado com o processo FDM no Laboratório de PR IST de
Lisboa, e a mesma treliça confeccionada com sucesso utilizando impressora 3D ZCorp
(figura 5.2) no LAPAC.
Figura 5.1 – Treliça confeccionada no processo FDM – IST Lisboa (PUPO, 2007)
Figura 5.2 – Treliças confeccionadas no processo 3DP – LAPAC

94
6. CONCLUSÃO E RECOMENDAÇÃO PARA TRABALHOS FUTUROS
Nas últimas décadas, com a popularização das técnicas de modelagem
geométrica tridimensional e com os avanços da computação gráfica, pode-se dizer que
as maquetes físicas, mais trabalhosas e demoradas, têm desaparecido dos ateliês de
arquitetura. É inegável a modelagem geométrica tridimensional é vantajosa porque
permite avaliar e detectar conflitos de projeto que seriam difíceis de prever em
desenhos bidimensionais. Por outro lado, as maquetes virtuais sempre apresentam
distorções de perspectiva, o que torna a percepção do espaço diferente da realidade.
Também é fato que, certas características da maquete física, como a manipulação
direta de diferentes materiais e texturas e a interação entre as pessoas envolvidas no
projeto, não podem ser substituídas pela modelagem geométrica tridimensional.
A produção digital de maquetes arquitetônicas, explorada nesta pesquisa,
mostra que é possível utilizar a modelagem geométrica tridimensional e a maquete
física num processo integrado.
Esta pesquisa buscou explorar e desvendar este processo através da
pesquisa bibliográfica e dos experimentos realizados no recém instalado LAPAC e no
CenPRA. Estes experimentos permitiram conhecer melhor os softwares de modelagem
geométrica tridimensional e os equipamentos de prototipagem rápida utilizados no
processo de produção digital de maquetes arquitetônicas. As maquetes do Museu
Guggenheim de Bilbao, de Frank Gehry, produzidas em diferentes técnicas e materiais,
inclusive materiais alternativos, comprovaram que a produção digital de maquetes
arquitetônicas é viável em termos de procedimentos, de custo, de materiais disponíveis
no mercado, qualidade das maquetes produzidas e rapidez na execução.

95
6.1 Aplicações da pesquisa
A partir das conclusões obtidas nos experimentos realizados foi elaborado um
caderno de recomendações6 para a confecção de maquetes que será utilizado pelos
usuários do LAPAC e que servirá como importante ferramenta de auxílio para os
iniciantes na produção digital de maquetes arquitetônicas.
Algumas das informações obtidas nesta pesquisa e contidas no caderno de
recomendações foram apresentadas e aplicadas em exercícios práticos em um
minicurso7 que aconteceu na 11ª semana da Engenharia Civil da FEC-UNICAMP, cujo
tema era “Produção automatizada de maquetes”. A partir desta experiência, espera-se
que esta pesquisa possa auxiliar a estabelecer diretrizes para a incorporação destas
técnicas e equipamentos em disciplinas de projeto e na prática de arquitetura.
6.2 Trabalhos futuros
As maquetes obtidas durante os experimentos realizados farão parte de uma
exposição itinerante sobre a confecção automatizada de maquetes. A exposição incluirá
painéis explicando as técnicas, equipamentos e materiais utilizados na confecção de
cada uma delas.
Devido à grande complexidade do modelo selecionado para execução das
maquetes, optou-se neste estudo por realizar apenas experimentos com um projeto
desenvolvido pelo método top down. Contudo, espera-se em trabalhos futuros
desenvolver maquetes para projetos que apresentem uma abordagem bottom up. Em
outras palavras, isto significa que nesse caso será necessário desenvolver maquetes
em escalas mais ampliadas, com um maior grau de detalhamento, permitindo testar
encaixes de componentes de sistemas construtivos utilizando diferentes técnicas e
materiais, assim como mostraram os experimentos realizados nesta pesquisa.
6 Ver caderno de recomendações no Apêndice B 7 Ver fotos do minicurso no Apêndice C
96
REFERÊNCIAS
3D SYSTEMS. Protótipo de jóia confeccionado em SL. Disponível em: <http://www.3dsystems.com/products/solidimaging/accura/index.asp> Acesso em: 21 set. 2006a. 3D SYSTEM. Sistema SL da 3D System. Disponível em: <http://www.3dsystems.com/products/sla/viper/index.asp> Acesso em: 21 set. 2006b. 3TRPD. The Berlin Brain - SL Model Disponível em: <http://www.3trpd.co.uk/architecture/case-studies-foster-partners.htm> Acesso em: 28 nov. 2006. AGUIAR, F. F.; MAIA, I. A.; OLIVEIRA, M. F.; E SILVA, J. V. L. A homemade binder of 3D printer In: 2ND INTERNATIONAL CONFERENCE ON ADVANCED RESEARCH IN VIRTUAL AND RAPID PROTOTYPING, 2005, Leiria, Portugal. Proceedings of VRAP 2005. Leiria: Bartolo, 2005. ARCHITECTURAL MODEL. Maquete topográfica feita com fresa - Modella Mill er. Disponível em: <http://www.architectural-model.com/model%20photos/Model%20Detail%20%20B.jpg> Acesso em: 23 set. 2006. BAESE, G. Photographic process for the reproduction of plasti c objects. US Patente n. 774,540. 1904. BEER, D. J.; BARNARD, L. J.; BOOYSEN, G. J. Three-dimensional plotting as a visualization aid for architectural use. Rapid Prototyping Journal, Apr. 2004. v.10, n.1, p. 146-151. BENTLEY, P. Evolutionary design by computers. San Francisco: Morgan-Kaufmann, 1999. 446 p. BLANTHER, J. E. Manufacture of contour relief maps. US Patente n. 473, 901. 1892. BOGART, M. In art the ends don´t always justify means. Smithsonian, 1979. p. 104-110. BUI, T. Translating autoCAD architectural drawings into rap id prototyping compatible drawing. Disponível em: <http://www.msoe.edu/reu/AE_abstracts.shtml> Acesso em: 28 ago. 2004. CELANI, G. CAD criativo. São Paulo: Campus, 2003. CELANI, M. G. C. ; PINHEIRO, E.; VAZ, C. E. V. ; CYPRIANO, D. ; STOYANOV, M. R. Imprimindo idéias: viabilização do uso de impressoras 3d para maquetes arquitetônicas. In: GRAPHICA, 18., 2007, Curitiba. Anais do XVIII Simpósio Nacional de Geometria Descr itiva e Desenho Técnico. Curitiba, 2007. CELANI, G. Uma introdução ao computational design e às shape grammars na arquitetura e no desenho industrial. Interpretar arquitetura , Belo Horizonte, v.7, 2004. CIMJECT. Esquema básico do processo de estereolitografia. Disponível em: <http://www.cimject.ufsc.br/knowledge/03_knowledge_RP_estereo.htm> Acesso em: 21 set. 2006a. CIMJECT. Esquema básico do processo FDM. Disponível em: <http://www.cimject.ufsc.br/knowledge/06_knowledge_FDM.htm> Acesso em: 21 set. 2006b. CIMJECT. Esquema básico do processo 3DP. Disponível em: <http://www.cimject.ufsc.br/knowledge/09_knowledge_3DP.htm> Acesso em: 21 set. 2006c. CIRAUD, P.A. Método de manufatura de objetos utilizando pó e fei xes de laser. FRG Disclosure Publication 2263777. 1972.

97
DIGITAL DESIGN FABRICATION GROUP. Vinyl cutter examples. Disponível em: <http://ddf.mit.edu/devices/vinyl_cutter_examples.html> Acesso em: 20 set. 2006a. DIGITAL DESIGN FABRICATION GROUP. Devices - Modella Miller Disponível em: <http://ddf.mit.edu/devices/modela_miller.html> Acesso em: 20 set. 2006b. DIGITAL DESIGN FABRICATION GROUP. Modela Miller examples. Disponível em: <http://ddf.mit.edu/devices/modela_miller_examples.html> Acesso em: 20 set. 2006c. DIGITAL DESIGN FABRICATION GROUP. Devices - Denford Miller Disponível em: <http://ddf.mit.edu/devices/denford_miller.html> Acesso em: 20 set. 2006d. DIGITAL DESIGN FABRICATION GROUP. Denford Miller examples Disponível em: <http://ddf.mit.edu/devices/denford_miller_examples.html> Acesso em: 20 set. 2006e. DIGITAL DESIGN FABRICATION GROUP. Devices - ZCorp 3D Printer. Disponível em: <http://ddf.mit.edu/devices/zcorp_3d_printer_examples.html> Acesso em: 22 set. 2006f. DIGITAL DESIGN FABRICATION GROUP. FDM Printer examples. Disponível em: <http://ddf.mit.edu/devices/fdm_printer_examples.html> Acesso em: 22 set. 2006g. DIGITAL DESIGN FABRICATION GROUP. Projects: Palladio´s Villas Disponível em: <http://ddf.mit.edu/projects/PALLADIO/p_villas_home.html> Acesso em: 23 set. 2006h. DIGITAL DESIGN FABRICATION GROUP. Denford Miller examples. Disponível em: <http://ddf.mit.edu/devices/denford_miller_examples.html> Acesso em: 23 set. 2006i. DiMATTEO, P.L. Método tridimensional utilizando fresa e empilhamen to. US Patente n. 3,932,923. 1976. EL CROQUIS: irregular. Madrid: El Croquis Editorial, ano 1995, n. 74/75. FEIJÓ, B.; GOMES, P. C. R.; SCHEER, S.; BENTO, J. Online algorithms supporting emergence in distributed CAD systems. Advances in Engineering Software , Edinburgh, UK, v. 32, n. 10-11, p. 779-787, 2001. FISCHER, T.; HERR, C.M. Teaching Generative Design In: INTERNACIONAL CONFERENCE ON GENERATIVE ART, 4., 2001, Milan, Italy. GA2001. Disponível em: <http://www.generativeart.com>. Acesso em: 17 apr. 2005. FLANAGAN, R.H. Generative logic in digital design. Automation in constrution, 2005. v.14, n.2, p. 241-245. FORTI, F.S. Apostila do curso Modelagem & Rendering com Rhino. Disponível em: < http://www.personalrender.com/Tutorias/Apostilas/apostila%20rhinoceros%203_sr5.pdf> Acesso em: 15 set. 2006. FRASER, I.; HENMI, R. Envisioning architecture: an analysis of drawing. New York: John Wiley and Sons, 1993. 208 p. GASKIN, T. A. Dispositivo tridimensional aplicado ao ensino de ge ologia. US Patente n. 3,751,827. 1973.

98
GIBSON, I.; KVAN, T.; MING, L.W. Rapid Prototyping for architectural models. Rapid Prototyping Journal, feb. 2002. v.8, n.2, p. 91-99. GLYMPH, J.; SHELDEN D.; CECCATO, C.; MUSSEL, J.; SCHOBER, H. A parametric strategy for free-form glass structures using quadrilateral planar facets. Automation in constrution, 2004. v.13, n.2, p.187-202. GOMES, P. C. R. ; MARTINS, J. ; TRIERWEILER, J. ; TRALLAMAZZA, D. M. Uma Arquitetura Java para a Resolução de Grafos Estendidos de restrições em Prototipação Virtual Distribuída. In: XII SEMINCO - Seminário de Computação, 2003, Blumenau. Anais do XII Seminco - Seminário de Computação . Blumenau : FURB, 2003. GORNI, A.A. Introdução à prototipagem rápida e seus processos. Disponível em: <http://www.gorni.hpg.ig.com.br/protrap.htm> Acesso em: 30 jul. 2006. GREAT BUILDINGS. Aerial view of Guggenheim Museum Bilbao. Disponível em: <http://www.greatbuildings.com/cgi-bin/gbg.cgi/Guggenheim_Bilbao.html/43.268738/-2.934197/18> Acesso em: 20 Ago. 2007. HANNA, S. Foster´s design process. [mensagem pessoal]. Mensagem recebida por Erica Pinheiro <[email protected]> de Sean Hanna <[email protected]> em 29 nov. 2006. HERBERT, A.J. Solid object generation. J. Appl. Photo. Eng., aug. 1982. v.8, n.4, p. 185-188. HOWARD MODELS. Maquete topográfica feita com a cortadora a laser. Disponível em: <http://www.howardmodels.com/Topography/> Acesso em: 23 set. 2003. ITEA. Instituto Técnico de la Estructura en Acero. Disponível em:<http://www.itea.arcelor.com/imagenes/edificios/estado/223-126-Guggenheim%20(Large).jpg> Acesso em: 20 Ago. 2007. IVANÓSKI, C.G. Um modelo de processo de projeto e produção de edif ícios verticais, com uma visão pavimentar e de interface horizontal, visando integração entre layout de fachada e conforto. Florianópolis, 2004. 252 f. Tese (Doutorado) – Faculdade de Engenharia de Produção, Universidade Federal de Santa Catarina. Disponível em: <http://teses.eps.ufsc.br/defesa/pdf/4195.pdf> Acesso em: 18 ago. 2006. JACOBS, P.F. Rapid prototyping & manufacturing: fundamentals of stereolithography : Society of Manufacturing Engineers, Dearborn - MI, 1992. 434p. JOO, J.; KOVIDVISITH, K. Soft Skin Skyscraper: digital design and fabricatio n for tall building façade. Disponível em: <http://ocw.mit.edu/NR/rdonlyres/86C6AFB2-3627-42E5-BD7B-599DD11F5D80/0/paper_joo_kov.pdf> Acesso em: 19 dez. 2006. KADAZZ. CAD Software – History of CAD CAM. Disponível em: <http://www.cadazz.com/cad-software-history.htm> Acesso em: 08 set. 2006. KHOSHNEVIS, B. Automated construction by contour crafting - related robotics and information technologies. Automation in constrution, 2004. v.13, n.2, p. 05-19. KILIAN, A. Fabrication of partially double-curved surfaces out of flat sheet materials through a 3d puzzle approach. In: Association for Computer Aided Design in Architecture - ACADIA`03, 2003. Indianápolis, p. 73-83. Disponível em: <http://itc.scix.net/data/works/att/aa33.content.05608.pdf> Acesso em: 20 set. 2006.

99
KILIAN, A. Foster´s design process. [mensagem pessoal]. Mensagem recebida por Erica Pinheiro <[email protected]> de Axel Kilian <[email protected]> em 12 nov. 2006 KNOLL, W.; HECHINGER M. Maquetes arquitetônicas .São Paulo: Martins Fontes, 2003. 141 p. KODAMA, H. Automatic method for fabricating a three-dimensional plastic model with photo-hardening polymer. Rev. Sci. Instrum., 1981. p. 1770-1773. KOLAREVIC, B. Designing and manufacturing architecture in the digital age. In: ECAADE, 19., 2001, Helsinki, Finland, p. 117-123. Disponível em: <http://www.tkk.fi/events/ecaade/E2001presentations/05_03_kolarevic.pdf> Acesso em 19 apr. 2005. KONING, H.; EINSENBERG, J. The language of the prairie: Frank Lloyd Wright´s prairie houses. Enviroment and Planning B, 1981. v.8, p. 295-323. KOWALTOWSKI, D.C.C.K.; CELANI, M.G.C.; MOREIRA, D.C.; PINA, S.A.M.G.; RUSCHEL, R.C.; SILVA, V.G.; LABAKI, L.C.; PETRECHE, J.R.D. Reflexão sobre metodologias de projeto arquitetônico. Ambiente Construído, Porto Alegre, jun. 2006. v.6, n.2, p. 07-19. KUNIEDA, M.; NAKAGAWA, T. Development of laminated drawing dies by laser cutting. In: PROCEEDINGS OF JSPE, , 1984. p. 353-354. LIGHTMAN, A. Personal Communication. 1996. LOUKISSAS, Y. Rulebuilding, exploring design worlds through end-u ser programming. Cambridge, MA, 2003. 71 f. SMArchS thesis - Department of Architecture, Massachusetts Institute of Technology. LYNN, G. Cardiff Opera House Disponível em: <http://www.glform.CARDIFF.pdf> Acesso em: 18 ago. 2006a. LYNN, G. Triple Bridge Gateway Disponível em: <http://www.glform.com> Acesso em: 18 ago. 2006b. MAKOVSKY, P. Thought Bubble : Metropolis Magazine. Disponível em: <http://www.metropolismag.com/cda/story.php?artid=1745> Acesso em: 28 nov. 2006. MATSUBARA, K. Processo topográfico tridimensional através de foto -polímeros. Japanese Kokai Patent Application, Sho 51 [1976]-10813. 1974. MILLS, C.B. Projetando com maquetes. Porto Alegre: Bookman, 2007. 264p. MIT. Exemplo de aplicação da cortadora de vinil : Open Course Ware Architecture 4-510 Fall 2005. Disponível em: <http://ocw.mit.edu/OcwWeb/Architecture/4-510Fall-2005/Assignments/index.htm> Acesso em: 03 set. 2006a. MIT. Exemplo de aplicação da cortadora a jato de água : MIT Open Course Ware Architecture 4-510 - Fall 2005. Disponível em: <http://ddf.mit.edu/courses/examples/4.510_example_b.pdf> Acesso em: 03 set. 2006b. MIT. Exemplo de objeto feito com a cortadora a laser e c om FDM : MIT Open Course Ware Architecture 4-510 Fall 2005. Disponível em: <http://ocw.mit.edu/OcwWeb/Architecture/4-510Fall2005/Assignments/index.htm> Acesso em: 03 set. 2006c. MITANI, S.; SUZUKI, H. Making papercraft toys from meshes using strip-based approximate unfolding. In: INTERNATIONAL CONFERENCE ON COMPUTER GRAPHICS AND INTERACTIVE TECHNIQUES , ACM SIGGRAPH'04., 2004, Los Angeles, Califórnia. Graphics is fun. Los Angeles, 2004. p. 259 - 263.

100
MITCHELL, W. J. The logic of architecture: design, computation and cognition. Cambridge, MA: The MIT Press, 1996. 304p. MITCHELL, W. J. The theoretical foundation of computer-aided architectural design. Enviroment and Planning B, 1975. v.2, p. 127-150. MITCHELL, W. J.; MCCULLOUGH, M. Digital design media. 2 ed. New York, 1995. 280 p. <http://www.zturk.com/pouk/racunalnistvo/mitchell.pdf>. Acesso em: 20 ago. 2004. MODEEN, T. CADCAMing: the use of rapid prototyping for the conceptualization and fabrication of architecture. Automation in constrution, 2005. v.14, n.2, p. 215-224. MORIOKA, I. Processo para manufaturar um relevo através de luze s estruturadas. US Patente n. 2,015,457. 1935. MUNRO, D. Swiss Re´s builiding, London. Disponível em: <http://www.sbi.se/uploaded/dokument/files/Art_Swiss%20Re%C2%B4s%20Building,%20London.pdf> Acesso em: 21 dez. 2006. MUNZ, O.J. Photo-glyph recording. US Patent n. 2,775,758. 1956. NAKAGAWA et al. Blanking tool by stacked bainite steel plates. Press Technique 93-101. 1979. NAKAGAWA, T.; KUNIEDA, M.; LIU, S. Laser cut sheet laminated forming dies by diffusion bonding. In: PROCEEDINGS MTDR CONFERENCE, 25., 1985, p. 505-510. OMAX SYSTEMS. OMAX Waterjet cutter Disponível em: <http://www.omax.com/pdfs/2652_specsv2.pdf> Acesso em: 18 set. 2006. PERERA, B. V. Método para criar mapas tridimensionais. US Patente n. 2,189,592. 1940. PIROUX, J.L. Maquette carton. Disponível em < http://graph3d.chez-alice.fr/NewFiles/eBilbao.html> Acesso em 20 mai. 2007. PRINZ et al. Rapid prototyping in Europe and Japan. Disponível em: <http://www.wtec.org/loyola/rp/03_01.htm> Acesso em: 25 ago. 2006. PROTOTYPE MAGAZINE. Maquete arquitetônica em SL. Disponível em: <http://www.prototypemagazine.com/index.php?option=com_content&task=view&id=79&Itemid=5> Acesso em: 22 set. 2006. PUPO, R. Treliças em FDM [mensagem pessoal]. Mensagem recebida por <[email protected]> em 25 out. 2007 ROZESTRATEN, A. Modelagem manual como instrumento de projeto . Disponível em: <http://www.vitruvius.com.br/arquitextos/arq000/esp236.asp> Acesso em: 24 set. 2006. RYDER, G.; ION, B.; GREEN, G.; HARRISON, D.; WOOD, B. Rapid design and manufacture tools in architecture. Automation in constrution, Amsterdam: Elsevier, 2002. v.11, n.2, p. 279-290. SASS, L. MIT Open Course Ware : 4-510 Fall 2005. Disponível em: <http://ocw.mit.edu/OcwWeb/Architecture/4-510Fall-2005/DownloadthisCourse/index.htm> Acesso em: 03 set. 2006a.

101
SASS, L. Synthesis of design production with integrated digital fabrication. Automation in constrution, 2006b, v.16, n.3, p. 298-310. SASS, L. Design Fabrication : design, computation and computer controlled devices - lecture #3 Disponível em: < http://ocw.mit.edu/NR/rdonlyres/Architecture/4-212Spring2003/2EFD5D48-1C13-42CF-9C5D-7E6E0C81E837/0/4212_LECT_03ipfreeoutput.pdf> Acesso em: 27 set. 2006c. SASS, L. Design Fabrication : design, computation and computer controlled devices - lecture #8. Disponível em: < http://ocw.mit.edu/NR/rdonlyres/Architecture/4-212Spring2003/A7A61961-88F8-4F95-9070-038AE244AB48/0/4212_LECT_09Aipfreeoutput.pdf> Acesso em: 27 set, 2006d. SASS, L. Digital Mockups - workshop : tall building design and construction - spring 2005. Disponível em: < http://ddf.mit.edu/courses/examples/4.511_final_presentation_2005.pdf> Acesso em: 11 out. 2006e. SASS, L. Design Fabrication - workshop: systems of design, computation & fabrication. Disponível em: <http://ocw.mit.edu/NR/rdonlyres/Architecture/4-173Spring2004/8A086E6E-4ABA-42FD-84C3-6FEED8DD9E75/0/lec6.pdf> Acesso em: 09 nov. 2006f. SASS, L. Materializing design: the implications of rapid prototyping in digital design. Design Studies, 2006g. v.27, n.3, p.325-355. SASS, L. [ Gehry Partners ] +[ Fab Shop] – spring 2004 – lecture # 7. Disponível em: < http://ocw.mit.edu/NR/rdonlyres/Architecture/4-206Spring2004/B70C3821-BD29-4360-B252-B442373C8BD3/0/4206_LECT_07_bAipfreeoutput.pdf> Acesso em: 09 nov. 2006h. SAURA, C.E. Aplicação da prototipagem rápida na melhoria do pro cesso de desenvolvimento de produtos em pequenas e médias empresas. Campinas, 2003. 105 f. Dissertação (Mestrado) - Faculdade de Engenharia Mecânica, Universidade Estadual de Campinas. SEEBOHM, T. Digital Pedagogy - Connected Courses: Methods of Network Communications. Disponível em < http://www.naab.org/usr_doc/Digital_Technology_Arch.doc> Acesso em: 28 set. 2006. SEELY, J. Digital fabrication in the architectural design pro cess. Cambridge, MA, 2004. 77 f. Dissertação (Mestrado) - Department of Architecture, Massachusetts Institute of Technology. SHELDEN, D.R. Digital surface representation and the constructibi lity of Gehry´s archictecture. Cambridge, MA, 2002. 340 f. Thesis (PhD) - Dept. of Architecture, Massachusetts Institute of Technology. SILVA, J.V.L. et al. Rapid Prototyping: concepts, applications and potencial utilization in Brazil. In: INTERNATIONAL CONFERENCE ON CAD/CAM, ROBOTICS AND FACTORIES OF THE FUTURE, 15., 1999, Águas de Lindóia. , 1999. SIMONDETTI, A. Computer-generated physical modeling in the early stages of the design process. Automation in constrution, 2002. v.11, n.2, p. 303-311. SPATIUM TECNOLOGIA 3D LTDA. Orcus Digitalizador 3D. Disponível em: <http://www.spatium3d.com/orcus3d.php> Acesso em: 26 set. 2006a. SPATIUM TECNOLOGIA 3D LTDA. Objetos digitalizados pelo Orcus 3D Scanner. Disponível em: <http://www.spatium3d.com/orcus3d.php> Acesso em: 26 set. 2006b. STRATASYS. Sistema FDM da Stratasys. Disponível em: <http://intl.stratasys.com/sys_gallery.html> Acesso em: 21 set. 2006.

102
SWAINSON, W. K. Processo de fotoescultura utilizando feixes de lase r. US Patent n. 4,041,476. 1977. TERZIDIS, K. Algorithmic Architecture . Architectural Press, 2006. 159p. UNIVERSAL LASER SYSTEMS. M-300 Laser Platform Disponível em: <http://www.ulsinc.com/english/laser_systems/laser_systems.html> Acesso em: 18 set. 2006. WANG, Y.; DUARTE, J.P. Automatic generation and fabrication of design. Automation in constrution, 2002. v.11, n.2, p. 291-302. YESSIOS, C. A Fractal Studio In: ACADIA, 1987, University of North Carolina. Proceedings of the Annual Conference of the Association for Computer A ided Design in Architecture. , 1987. p. 169-181. ZANG, E.E. Método para confecção de mapas topográficos tridime nsionais usando placas transparentes. US Patente n. 3,137,080. 1940. ZCORP. Sistema 3DP da ZCorporation. Disponível em: <http://zcorp.com/products/printersdetail.asp?ID=1> Acesso em: 22 set. 2006. WIKIPEDIA. Guggenheim Museum Bilbao. Disponível em: <http://en.wikipedia.org/wiki/Image:Guggenheim-bilbao-jan05.jpg> Acesso em: 18 de set. 2006.

103
APÊNDICES

104
Apêndice A: Testes feitos na impressora 3D ZCorp com gesso odontológico

105
Apêndice B: Caderno de Recomendações
Estas recomendações têm como objetivo oferecer, de forma prática e
genérica, algumas informações necessárias para os iniciantes na produção digital de
maquetes arquitetônicas. As informações aqui oferecidas servem como subsídio para o
planejamento e produção de maquetes arquitetônicas utilizando máquinas de PR como
a impressora 3D e a cortadora a laser.
1. Na modelagem geométrica tridimensional:
• É preferível a utilização de modeladores sólidos, em programas tecnicamente
precisos, como o AutoCAD, pois estes garantem a consistência do modelo e a
integridade da sua estrutura;
• O AutoCAD 2007 possui o comando Loft, que facilita a modelagem de sólidos
complexos, porém esta versão não exporta em formato 3DS;
• Se for necessário modelar em superfícies, é necessário um cuidado especial. As
superfícies que darão forma ao modelo precisam ser totalmente fechadas,
evitando falhas nas conexões e superposições;
• Pode-se utilizar modeladores mais práticos, como por exemplo, o SketchUp, para
auxiliar a construção de modelos complexos. O modelo resultante,
posteriormente, pode ser exportado para um modelador mais preciso e ser
“redesenhado” em sólidos ou superfícies;
• É altamente recomendável um cuidado especial na obtenção de geometrias
alongadas, como pilares e paredes finas. Deve-se utilizar o bom senso, para que

106
ao trabalhar este tipo de geometria ou alterar a sua escala, estes pequenos
detalhes não se tornem “insignificantes” ou comprometam a sua resistência;
• Depois de finalizado, é interessante exportar o modelo em formato STL ou 3DS.
Estes são os formatos aceitos pela maioria das máquinas de PR.
2. Nos programas de preparo para a produção nas máq uinas de PR:
- Cortadora a Laser + Pepakura:
• O software Pepakura Designer trabalha os formatos SLT, DXF, 3DS, OBJ, KMZ,
porém, quando utilizado o formato STL, ele produz um número menor de peças,
racionalizando o modelo. O desenvolvimento, ou seja, as peças desdobradas
podem depois ser exportadas em DXF, abertas no AutoCAD e enviadas para o
corte.
- Cortadora a Laser + AutoSlice:
• O AutoSlice é um programa desenvolvido em VBA que trabalha dentro do
AutoCAD. Se o modelo a ser fatiado for um modelo complexo, certamente
resultará em um arquivo muito pesado. Nesse caso, é melhor separar as fatias
em grupos menores (blocos) para serem enviadas para a cortadora. Como já
está no ambiente do AutoCAD não é necessário salvar em outro formato para
enviar para a cortadora a laser.
- Impressora 3D ZCorp:
• Esta máquina possui os programas ZPrint e Zedit que preparam os modelos para
a produção. São as chamadas ferramentas de pré-processamento que corrigem
problemas no modelo, como por exemplo, os problemas de normais invertidas.

107
Nesses programas também se pode modificar a escala dos objetos a serem
produzidos.
- Impressora FDM Stratays Vantage i (ABS):
• O software Insight, também trabalha como uma ferramenta de pré-
processamento, assim como na 3DP.
3. Na produção das maquetes físicas nas máquinas de PR:
- Modelos de estudos volumétrico:
• Utilize a impressora 3DP e pó zp130 com cautela, pois se trata de um material
caro;
• Utilize a cortadora a laser, junto com o Pepakura ou AutoSlice. Estes processos
facilitam a rápida produção de vários modelos de baixo custo;
• Se for necessário utilizar a 3DP ou FDM, experimente a criação de maquetes
híbridas com várias técnicas, como por exemplo, uma parte feita em 3DP e outra
com a cortadora a laser.
- Modelos de apresentação:
• Nesse tipo de modelo, que requer melhor qualidade e precisão, são indicadas as
impressoras 3DP e a FDM para modelos extremamente detalhados;
• A cortadora a laser também pode ser utilizada, tanto com o Pepakura quanto
com o AutoSlice. Dependo da escolha do material a ser utilizado e da precisão
da montagem das peças, o resultado final pode ser excelente.

108
Apêndice C: Minicurso: “Produção automatizada de ma quetes”
109
ANEXOS

110
Anexo A: Plantas arquitetônicas do Museu Guggenheim de Bilbao
Anexo A: Plantas do Museu Guggenheim de Bilbao (EL CROQUIS, 1995)
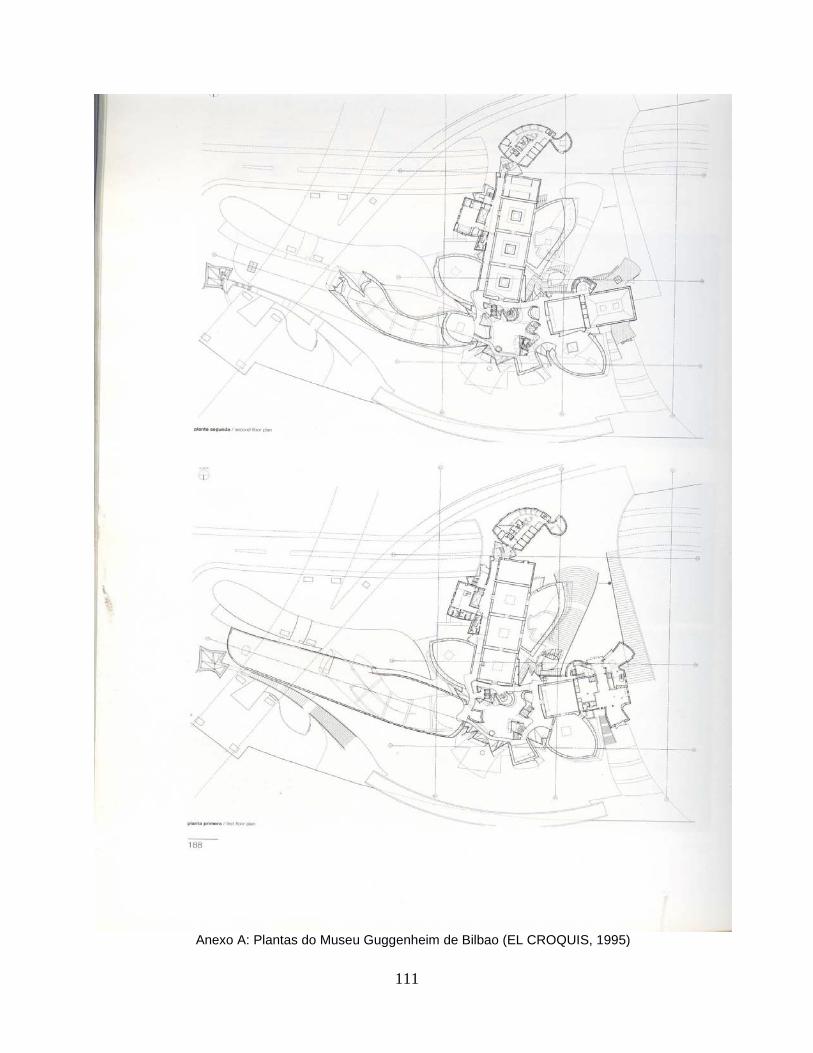
111
Anexo A: Plantas do Museu Guggenheim de Bilbao (EL CROQUIS, 1995)

112
Anexo A: Plantas do Museu Guggenheim de Bilbao (EL CROQUIS, 1995)

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo