universidade do vale do rio dos sinos - unisinos · 2016-06-28 · curso de especializaÇÃo em...
TRANSCRIPT

UNIVERSIDADE DO VALE DO RIO DOS SINOS - UNISINOS
CURSO DE ESPECIALIZAÇÃO EM MANUTENÇÃO INDUSTRIAL
ANTÔNIO JUAREZ CARDOSO GEWEHR
A ORGANIZAÇÃO DO SISTEMA DE MANUTENÇÃO EM UMA EMPRESA DO
RAMO METALMECÂNICO
SÃO LEOPOLDO
2014

Antônio Juarez Cardoso Gewehr
A ORGANIZAÇÃO DO SISTEMA DE MANUTENÇÃO EM UMA EMPRESA DO
RAMO METALMECÂNICO
Artigo apresentado como requisito parcial para
a obtenção do título de Especialista em
Manutenção Industrial, pelo Curso de
Especialização em Manutenção Industrial da
Universidade do Vale do Rio dos Sinos -
UNISINOS.
Orientador: Prof. Me. Sidnei Lopes Dias
São Leopoldo
2014
RESUMO
Este artigo tem por objetivo tratar do estudo de caso sobre a aplicação
estratégica dos conceitos de manutenção em uma empresa do ramo
metalomecânico, utilizando como ferramenta o método PDCA (Plan, Do, Check,
Action). O profissional de manutenção precisa cada vez mais estar atento ao
mercado em que está inserida sua empresa, buscando a melhor forma de
gerenciamento da manutenção e o menor custo possível para que a manutenção se
torne um processo produtivo na organização.
Neste estudo de caso veremos como é possível tornar a manutenção um
setor estratégico na organização, buscando a obtenção de melhores resultados de
disponibilidade dos ativos industriais, e consequentemente melhorar os resultados
da empresa. Veremos como ao longo do tempo cada estratégia definida para
implantação do sistema de manutenção vai tornando o departamento um setor mais
organizado, e trabalhando de forma mais robusta e sustentável, contribuindo para a
competitividade da empresa.
Palavras-chave: PDCA, manutenção preventiva, estratégia.
1 INTRODUÇÃO
Os departamentos de manutenção nas empresas em geral tem se tornado, ao
longo dos anos, um setor estratégico para que a organização possa ser mais
competitiva no seu ramo de atuação. O aumento da concorrência muitas vezes
como uma consequência direta da globalização, tem feito com que as empresas dos
mais diversos segmentos passem a enxergar a função manutenção como estratégia
na organização. Uma manutenção industrial bem conduzida estrategicamente pode
passar de uma função meramente de reparação para uma função de redução de
custos e agregação de valor.
A empresa estudada possui em sua planta duas unidades fabris, uma voltada
ao setor metal mecânico, composto de uma fundição de ferro fundido nodular, um
setor de usinagem para beneficiamento dos componentes e no final do processo um
setor de montagem e embalagem para posterior expedição dos produtos.
A outra unidade é voltada à produção de peças de borracha das mais
variadas formas e finalidades, o processo compõem-se desde a fabricação da

borracha na mistura de seus componentes como sílica, negro de fumo, enxofre e
outros, para posteriormente ser prensada, extrudada ou injetada, obtendo-se assim
o produto final.
As duas unidades da empresa possuem em torno de 350 equipamentos,
sendo considerados somente os maquinários, não levando em consideração os
dispositivos, moldes ou equipamentos de menor porte.
A necessidade, em função da grande competitividade, faz com que as
empresas busquem aperfeiçoar seus processos para que tenham maior
produtividade. A manutenção é um dos processos que as empresas passaram a ter
um olhar mais estratégico, buscando assim melhora-lo, a fim de buscar a maior
disponibilidade com o menor custo possível.
Com a gestão da manutenção melhor organizada pode-se atingir níveis
bastante significativos de aumento da disponibilidade e redução de custos, para que
isso seja possível é importante analisar de maneira crítica a situação da manutenção
dentro da organização, e entender o que é possível fazer e onde se pode chegar.
Diante desse contexto surge o seguinte questionamento qual a importância de
definir-se o sistema de manutenção na busca de melhores resultados para a
empresa?
Para responder a essa problemática, o presente artigo tem como objetivo
geral mostrar como é possível organizar o setor da manutenção definindo sistemas
que melhor possam se adequar as necessidades e possibilidades da empresa.
Procurando apoiar ainda na solução da situação problema, apresenta os
seguintes objetivos específicos:
Através de análise criteriosa da condição em que a manutenção está inserida
é possível definir um sistema de manutenção que possa trazer um resultado melhor
de disponibilidade dos ativos. Aplicando ferramentas como PDCA e pensamento A3
é possível analisar o estado atual e definir onde se quer chegar e de que forma se
pode atingir os resultados desejados.
A empresa estudada não possuía em 2009 uma manutenção estruturada, não
possuindo nenhum sistema de gestão da informação, os dados eram pouco
coletados e estes poucos não eram tratados de nenhuma forma. As análises foram
feitas coletando as informações dos dados disponíveis e vivência dos manutentores,
bem como das necessidades da produção, de posse das informações foram

definidas algumas estratégias de trabalho utilizando as seguintes técnicas de
manutenção:
De acordo com Xavier (2014) a manutenção corretiva planejada: é o tipo de
manutenção que pode ser definida por modos de falha que possam ser monitorados
até a correção, ou por decisão gerencial do item operar até a falha, é também
aquela utilizada para corrigir definitivamente trabalhos provisórios ou desempenho
não satisfatório de um componente e pode ser planejada em ocasião em que não
haja programação de produção para o equipamento.
Xavier (2014) define a manutenção preditiva como sendo um conjunto de
atividades de acompanhamento das variáveis ou parâmetros que indicam a
performance de desempenho dos equipamentos de modo sistemático, visando
definir a necessidade ou não de intervenção.
Conforme Viana (2013) a lubrificação é um dos tipos de manutenção mais
importantes em uma empresa, constitui-se de planos de lubrificação com rotas
predefinidas e pontos a serem lubrificados de acordo com a necessidade de cada
elemento de máquina. É uma manutenção sistemática que pode ser executada por
um profissional de manutenção ou o próprio operador da máquina, no caso de
lubrificação autônoma. A lubrificação não se resume somente a executar
corretamente o plano, mas também análises laboratoriais dos lubrificantes, trocas ou
complementos destes lubrificantes quando verificada necessidade.
Tão importante quanto as técnicas de manutenção utilizadas como estratégia
é o controle de custos, a empresa estudada não utilizava este indicador na
manutenção, foi necessário implementar este tipo de controle. O controle que ficou
definido de ser utilizado foi o custo de manutenção, peças e serviços, pelo
faturamento bruto da empresa.
A opção por uma ou outra metodologia de implantação de sistemas de
manutenção não significa necessariamente que esta é a melhor aplicação no caso
em que se está implantando, estuda-se o melhor meio de implantação buscando o
melhor resultado possível, no entanto é necessário que se esteja constantemente
verificando a eficácia do sistema utilizado através dos indicadores, para que caso
seja preciso se possa corrigir os desvios e novamente traçar a estratégia que melhor
se adeque a necessidade da organização.

2 REFERENCIAL TEÓRICO
Este capítulo aborda a história da manutenção e sua evolução ao longo do
tempo até os dias atuais e como os conceito de manutenção acompanharam esta
evolução, fazendo do departamento de manutenção um setor estratégico na
organização e busca de resultado das empresas.
2.1 HISTÓRIA DA MANUTENÇÃO
A manutenção tem evoluído ao longo dos tempos, a própria competitividade
foi fazendo com que as organizações evoluíssem, consequentemente isso “puxou” a
manutenção para esta evolução.
De acordo com Branco Filho (2008), antes da revolução industrial a
produção de bens era feita sob encomenda, quase sempre de forma artesanal,
como os equipamentos eram construídos pelos próprios usuários estes também
sabiam fazer os reparos necessários.
Na revolução industrial com o aparecimento das máquinas a vapor, segundo
Branco Filho (2008), os próprios operadores destes equipamentos devidamente
treinados é que operavam, e realizavam as lubrificações e as trocas de peças nos
equipamentos, as falhas de maior gravidade eram sanadas com a presença do
fabricante, neste período, de acordo com Viana (2013), o fabricante do maquinário
treinava os operários a manter e operar o equipamento, não havia uma equipe
específica de manutenção.
Com o passar do tempo, pessoas começaram a ser chamadas para auxiliar
em algumas tarefas de reparação das máquinas, embora não sendo esta a atividade
principal destas pessoas, pois suas funções eram de produzir, já começava a ficar
claro a necessidade de profissionais especializados em reparar os equipamentos,
aparecem então os primeiros especialistas em manutenção, agregados a produção.
De acordo com Branco Filho (2008), estas pessoas eram encarregadas de ter a mão
os recursos para efetuar reparos, deste conceito deriva então a formação da palavra
manutenção: manu = mão + tener = ter (manu-tener), no entanto, conforme Viana
(2013), nos anos 1900 com o surgimento das primeiras técnicas de planejamento de
serviços é que começa a aparecer a manutenção como necessidade absoluta de

conservar equipamentos em constante operação, esse fato passa a acontecer com o
advento da segunda guerra mundial.
Ainda conforme Branco Filho (2008), as equipes de manutenção
propriamente ditas apareceram a partir do século 20 quando com o advento da
primeira guerra mundial as fábricas precisavam se empenhar em programas de
produção mínima. Com a chegada da eletricidade, nesta mesma época, as equipes
de manutenção tiveram o incremento de eletricistas, devido a substituição da
iluminação a gás por elétrica e os propulsores a vapor por motores elétricos houve a
necessidade de profissionais especializados nesta nova tecnologia, pois os
experientes mecânicos não estavam familiarizados com esta nova técnica. Após a
primeira grande guerra a indústria já havia evoluído muito, esta evolução precisava
ser acompanhada pela manutenção a partir daí quase todas as fábricas tinham a
sua disposição uma equipe dedicada a manutenção, mas subordinada a produção.
As reparações dos equipamentos eram realizadas após a sua quebra, surgindo
então a manutenção corretiva. Até o final da década de 30 esta foi a situação mais
comum de manutenção, quebra-conserta. Com o advento da segunda grande guerra
e a necessidade de aumento da produção e o cumprimento de metas se percebeu
que alguns equipamentos não podiam parar, isso força as equipes de manutenção a
se preocuparem em buscar formas de efetuarem serviços que prevenissem as falhas
nos equipamentos de maior importância no processo produtivo, começa a aparecer
aí a manutenção preventiva.
Branco Filho (2008), diz que a manutenção preventiva como forma de
prevenir e dar maior confiabilidade aos equipamentos se intensifica com o avanço da
indústria aeronáutica, a partir daí passou-se a desenvolver métodos para garantir o
perfeito funcionamento dos aviões a fim de garantir que estes voariam um tempo
mínimo em bom estado de funcionamento. Estes métodos passam a ser utilizados
pela indústria em outros segmentos, embora com menor intensidade. A partir da
década de 50 começa a surgir a engenharia de manutenção com a finalidade de
efetuar estudos que pudessem verificar a confiabilidade dos equipamentos e o que
era preciso fazer para que esta confiabilidade fosse ainda maior. Com a necessidade
de se buscar o momento mais econômico de realizar uma intervenção a engenharia
de manutenção buscou através de estudos predeterminar este melhor momento e,
com o auxílio de acompanhamentos periódicos e medições através de instrumentos
mais sofisticados começaram a ser introduzidas na manutenção, nas décadas de 60

e 70, as técnicas de manutenção preditiva com a finalidade de auxiliar na detecção
antecipada das falhas, estas técnicas foram evoluindo até chegar nos métodos
atuais.
Deste ponto em diante, de acordo com Branco Filho (2008), a manutenção
passa a ter focos muito voltados a prevenção de falhas e melhora da confiabilidade
dos equipamentos. Surgem metodologias como a terotecnologia que tem como
conceito controlar e maximizar o ciclo de vida de um equipamento e a introdução a
RCM – Reliability Centered Maintenance ou MCC – Manutenção Centrada em
Confiabilidade que foi iniciada no Brasil no final da década de 80 início dos anos 90,
sendo esta uma técnica com melhor aproveitamento no início de uma instalação ou
produto, mas pode ser utilizada também em instalações existentes, buscando maior
eficiência da manutenção e maior confiabilidade dos equipamentos.
Um dos conceitos surgidos nos anos 70, conforme Branco Filho (2008), foi o
TPM – Total Productive Maintenance, nesta década a manutenção acabou caindo
no clássico consertar quando quebra, em função disso esta técnica surge na Toyoda
Gose C. Ltd, que fornecia peças de plástico e borracha para a indústria automotiva
japonesa, a partir daí muitas empresas passaram a fazer uso desta forma de
trabalho.
A TPM exige a participação de todos os setores da organização, exige muita
disciplina, muita limpeza e muito treinamento e força com que os operadores tenham
um envolvimento muito maior nas manutenções mais simples e rotineiras dos
equipamentos.
Uma ferramenta muito utilizada para priorização de atividades é o método
G.U.T – Gravidade/Urgência/Tendência é, segundo Meirelles (2001), uma
ferramenta usada para definir prioridades das diversas alternativas de ação. Entre as
primeiras ações tomadas está a de listar as pendências para que se possa saber o
que fazer primeiro? Por onde devemos começar? Esta ferramenta pode ser usada
individualmente, mas quando avaliada por um grupo de pessoas o resultado é
melhor. Esta ferramenta de decisão, quando bem aplicada traz excelentes ganhos
para a organização da manutenção.

2.2 ESTRATÉGIA APLICADA A MANUTENÇÃO
Devido a grande competitividade presente nas empresas o gestor de
manutenção precisa conhecer os recursos a ele disponíveis para buscar sempre a
otimização dos processos aos quais está envolvido, para que possa definir a melhor
estratégia a ser aplicada em cada caso.
Conforme Branco Filho (2008), a estratégia é a arte de aplicar os meios
disponíveis com vista a consecução de objetivos específicos.
Esta definição nos mostra claramente como a estratégia de manutenção deve
ser administrada pelo gestor, fazendo uso das ferramentas e recursos que lhe são
disponibilizados, é preciso estar bem focado tendo bem claro para o gestor e para a
equipe onde se quer chegar, definido isso, o gestor deve estar muito certo do que é
possível fazer ou o que é permitido fazer para alcançar o objetivo. O objetivo da
manutenção é sempre buscar a melhor disponibilidade com o menor custo possível.
Segundo Antunes et al.(2008), o acirramento da competição entre as
empresas dá origem a uma “pressão competitiva”, que as direciona para a busca de
mais eficiência nas suas operações e em seus processos de gestão. A manutenção,
como um processo estratégico na organização também precisa ser vista como parte
dessa “pressão competitiva” contribuindo para que a organização alcance seus
objetivos.
Ainda de acordo com Antunes et al.(2008), não há um único caminho
estratégico para o sucesso da empresa na competição. Pelo contrário, o sucesso de
uma estratégia depende do seu ajustamento ao ambiente competitivo e suas
exigências.
Os conceitos de manutenção existentes, se aplicados de forma a um
sustentar o outro, podem trazer enormes benefícios para a organização, estes
devem ser aplicados de forma organizada com foco na redução de paradas e custos.
Segundo Branco Filho (2008), algumas estratégias de manutenção
devidamente combinadas trarão os resultados planejados e esperados. A seguir é
apresentado algumas destas estratégias e suas definições.
- Manutenção corretiva: todo o trabalho de manutenção realizado em máquinas
que estejam em falhas, para reparar a falha. Pode ser denominada corretiva
emergencial ou corretiva programada

- Manutenção corretiva emergencial: é aquela manutenção que não pode ser
postergada ou programada, aconteceu agora, é preciso fazer agora;
- Manutenção corretiva programada: este reparo pode ser feito após acontecer
a falha, ficando a máquina em estado de pane, até a data do reparo;
- Manutenção preventiva: todo o trabalho realizado em máquinas que estejam
em condições operacionais, ainda que com algum defeito, pode ser baseada
na condição ou sistemática;
- Manutenção preventiva baseada na condição: todo trabalho de manutenção
realizado em máquinas que estejam em condições operacionais, devido a
detecção de degradação de parâmetros do equipamento.
- Manutenção preventiva sistemática: todo trabalho de manutenção realizado
em máquinas que estejam em condições operacionais, de modo sistemático,
seja por tempo transcorrido, seja por quilômetros rodados ou qualquer outra
variável;
- Manutenção preditiva: todo o trabalho de acompanhamento e monitoração
das condições da máquina, seus parâmetros operacionais e sua eventual
degradação.
Algumas técnicas de manutenção preventiva como a lubrificação e as rotas
de inspeção ajudam a melhorar a disponibilidade dos equipamentos. Uma das
técnicas que pode-se lançar mão para obter melhores resultados na gestão
estratégica é a inspeção através de listas de pontos a serem checados com
periodicidades tais que se possa vincular estas inspeções a faixas de tempo, em
função dos vários equipamentos a serem inspecionados.
Segundo Viana (2002) esta é uma das técnicas mais básicas da manutenção,
porém, não menos importante. Na prática consiste na observação de certas
características dos equipamentos, tais como: ruído, temperatura, condições de
conservação, vibrações, etc.
Pode-se perceber que existem diversas técnicas que podem ser utilizadas na
elaboração da estratégia de manutenção, a escolha de qual delas utilizar depende
do resultado que se quer para o negócio. Para acompanhar a evolução da
manutenção mundial é importante o departamento de engenharia de manutenção
para analisar tecnicamente as falhas e propor melhorias.

2.3 ENGENHARIA DE MANUTENÇÃO
A engenharia de manutenção deve ter como finalidade a organização técnica
da manutenção promovendo a aplicação dos conhecimentos voltados a busca de
melhorias que possam aumentar a disponibilidade e confiabilidade dos
equipamentos. O time de engenharia de manutenção não precisa necessariamente
ser formado por engenheiros, mas também por técnicos e profissionais de outras
áreas que possam contribuir para melhor organização da manutenção.
De acordo com Xavier (2003), a engenharia de manutenção “é o conjunto de
atividades que permite que a confiabilidade seja aumentada e a disponibilidade
garantida”. Ou seja, é deixar de ficar consertando, convivendo com problemas
crônicos, mas melhorar padrões e sistemáticas, desenvolvendo a manutenabilidade,
dar feedback ao projeto e interferir tecnicamente nas compras. Quem só faz a
manutenção corretiva continua “apagando incêndio”, e alcançando péssimos
resultados. Dessa forma, a organização que utilizar a manutenção corretiva, mas
incorporando a preventiva e a preditiva, rapidamente estará executando a
engenharia de manutenção.
A engenharia de manutenção tem entre suas funções a missão de suportar o
grupo de manutenção, aperfeiçoando técnicas organizacionais e procedimentos de
trabalho. Entre as atividades inerentes a engenharia de manutenção é possível
citarmos:
- Preparação da manutenção – levantamento da documentação e histórico dos
equipamentos, classificação ABC e agrupamento de equipamentos similares;
- Plano de manutenção – definição, elaboração, gestão e controle dos planos
de manutenção, emissão análise e otimização das ordens de serviço;
- Documentação técnica – gestão da documentação dos equipamentos, criação
de procedimentos e documentos de manutenção, além do controle e
modificação de desenhos ou procedimentos, quando necessário;
- Peças de reposição – planejamento, proposta de otimização do estoque,
análise do consumo, da qualidade e estudos de novos produtos;
- Software de manutenção – a utilização, o apoio aos manutentores, controle
dos dados e emissão de relatórios;

- Gestão da manutenção – análise mensal dos indicadores, gestão dos
relatórios, análise de falhas e planejamento das atividades programadas.
Um departamento de engenharia de manutenção bem organizado consegue
agregar muito à estratégia da manutenção e contribuir para o desenvolvimento e
aplicação de técnicas científicas, e até mesmo empíricas, na busca incansável de
melhorias. Uma das técnicas que pode ser utilizada pela engenharia de manutenção
para manter a organização da manutenção é o PDCA.
2.4 PDCA
Utilizado amplamente em muitos processos como uma ferramenta para o
atingimento de metas e promover melhorias o PDCA traz uma sistemática de análise
estratégica de grande importância para a manutenção.
O PDCA, segundo Werkema (1995), é o método gerencial de tomada de
decisões para garantir o alcance das metas necessárias à sobrevivência de uma
organização.
O PDCA utilizado como ferramenta de melhoria tem suas fases
perfeitamente identificadas como veremos a seguir:
- Na etapa P do PDCA, existe a identificação do problema, a observação, onde
acontece o reconhecimento das características do problema, a análise, que é
a etapa onde acontece a descoberta das principais causas do problema e o
plano de ação, que é o momento onde se busca contramedidas às principais
causas detectadas.
- A etapa D do PDCA consiste na execução das melhorias, no treinamento e na
execução, das tarefas estabelecidas no plano de ação, é neste momento
também que acontece a coleta de dados que serão utilizados na etapa
seguinte do processo que será a confirmação da efetividade da ação adotada.
- A etapa C do PDCA é onde se faz a verificação e a confirmação do
atingimento da meta estabelecida, se caso o bloqueio estabelecido no plano de ação
não tenha sido efetivo é preciso retornar a etapa P na fase de observação e elaborar
um novo plano de ação a fim de buscar o atingimento da meta estabelecida.
- A etapa A do PDCA consiste em adotar como padrão as ações que “deram
certo”, cuja implantação permitiu que a meta fosse alcançada. A partir desta etapa

as ações de melhorias utilizadas para o alcance da meta estabelecida deve ser
padronizada para utilização no dia-a-dia, através de procedimento padrão.
Existem duas maneiras pelas quais, segundo Wekema (1995), as metas
podem ser atingidas por meio do ciclo PDCA:
- Melhorando-se continuamente os processos existentes - dando mais
treinamentos as pessoas, utilizando matérias-primas de maior qualidade e
otimizando-se ferramentas e equipamentos. Estas modificações geralmente
conduzem a ganhos sucessivos obtidos com pouco ou nenhum investimento;
- Projetando-se um novo processo ou fazendo-se modificações substanciais
nos processos existentes – este meio consiste em ações necessárias quando
as metas são tão desafiadoras que não podem ser atingidas pelo processo
existente. Geralmente são procedimentos que necessitam de investimentos
elevados e resultam em grandes avanços para a empresa.
3 PDCA E SUA METODOLOGIA
As organizações buscam constantemente melhorar seus processos para que
possam ser mais competitivas no mercado onde atuam, em função disso a
manutenção passa a se tornar um setor estratégico dentro da organização. Esta
posição mais estratégica fez com que a manutenção precisasse evoluir de tal forma
a mudar o antigo conceito do quebra conserta. O estudo e a aplicação de novas
metodologias de trabalho fizeram com que a manutenção passasse a ser
considerada definitivamente como parte da estratégia na organização onde atua,
contribuindo com a lucratividade e produtividade da empresa.
3.1 O PDCA COMO ESTRATÉGIA
A metodologia do PDCA como forma de definir o melhor sistema de
manutenção a ser aplicado no estudo de caso proporciona uma visão bastante
ampla de como é possível a aplicação do método para avaliação do estado atual da
organização e qual pode ser a melhor forma de definir as ações visando mudar a
condição atual para uma condição de melhoria futura.
Antunes et al.(2008), descreve o método como sendo uma sequência de
passos lógicos para partir de um ponto A e se atingir um ponto B, o método
representa o caminho para sair de uma situação atual (A) e chegar a um objetivo ou
situação futura projetada/desejada (B). O método está ligado a diversas técnicas e
ferramentas utilizadas, sendo também os princípios da organização um fator
determinante para o sucesso da aplicação do método.
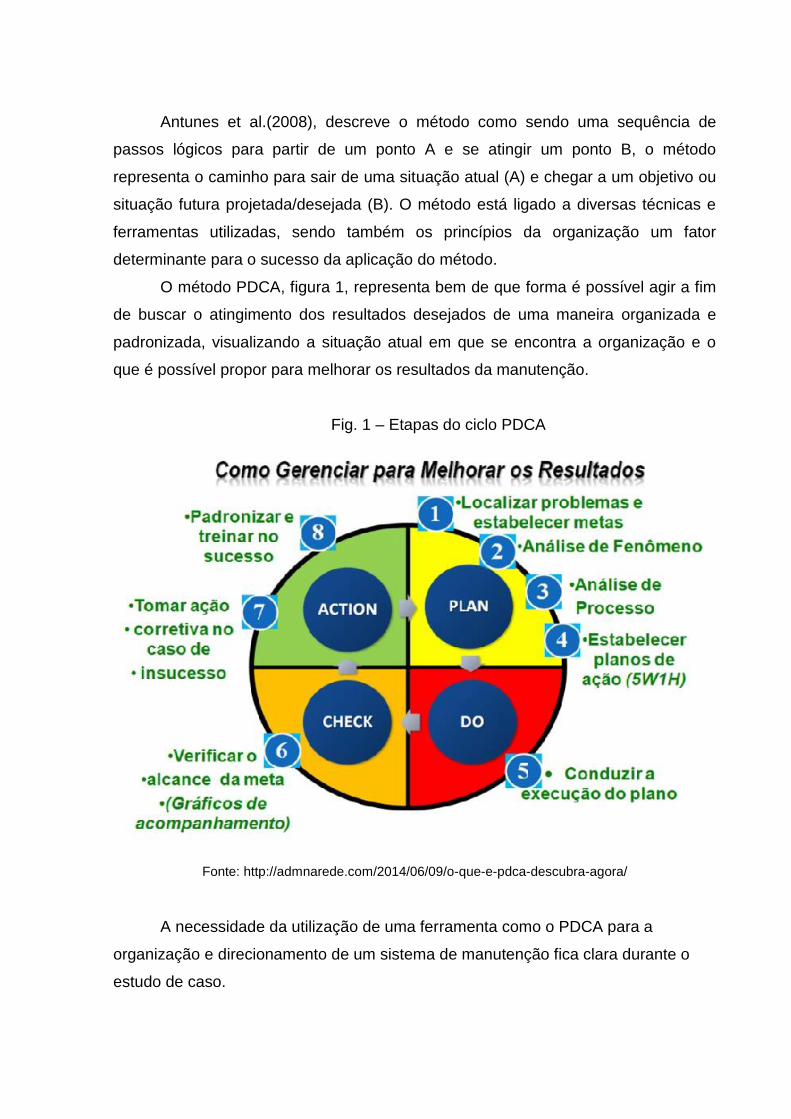
O método PDCA, figura 1, representa bem de que forma é possível agir a fim
de buscar o atingimento dos resultados desejados de uma maneira organizada e
padronizada, visualizando a situação atual em que se encontra a organização e o
que é possível propor para melhorar os resultados da manutenção.
Fig. 1 – Etapas do ciclo PDCA
Fonte: http://admnarede.com/2014/06/09/o-que-e-pdca-descubra-agora/
A necessidade da utilização de uma ferramenta como o PDCA para a
organização e direcionamento de um sistema de manutenção fica clara durante o
estudo de caso.

3.2 ESTUDO E CASO
A empresa estudada possui em seu parque fabril quase quinhentos
equipamentos, divididos em torno de quarenta e cinco por cento de máquinas CNC,
vinte e cinco por cento de injetoras e equipamentos para fabricação de borracha e o
restante divididos entre fundição, linha de montagem e utilidades, os ativos da
empresa tem idade média de dezoito anos. A empresa trabalha com modelo de
produção mista entre empurrada e puxada devido a características dos mercados
que atende, montadoras e de reposição, no mercado automotivo.
Na forma atual em que está a manutenção atualmente está se trabalhando
somente com manutenção corretiva, utilizando pouquíssimos casos de manutenção
corretiva planejada, a situação da manutenção é a seguinte:
- Organização baseada no esforço e competência individual;
- Inexistência de indicadores de manutenção;
- Processos de manutenção pouco claros e com responsabilidade difusa;
- Cobrança emocional baseada no estresse do momento;
- Inexistência de sistemática de manutenção;
- Faltam planos de manutenção preventiva;
- Não existe planejamento de manutenção;
- Inexistência de estoque controlado de peças sobressalentes;
- Inexistência de manutenção preditiva.
De acordo com Branco Filho (2008), a manutenção existe porque serviços de
reparos devem ser prestados. Estes serviços devem ser de uma forma eficiente,
eficaz, e ordenada.
Durante a análise da situação em que se encontra o processo de manutenção
na empresa foi verificado que não existia uma sistemática, funcionava mais ou
menos no “quem grita mais leva”, sem nenhum planejamento de atividades, com
muitos equipamentos em manutenção, chegando a quase vinte e cinco por cento de
máquinas paradas por manutenção corretiva emergencial em cada dia.
Além de equipamentos parados devido ao grande número de quebras, existia
também falta de mão de obra, falta de peças de reposição e também a falta de
planejamento e priorização das atividades, aumentando o backlog, que conforme
define Branco Filho (2008), é o tempo que uma equipe de manutenção deve
trabalhar para executar as pendências, supondo que não cheguem novas ordens de
serviço durante estas execuções. Este aumento do backlog acontece a cada dia,
pois quando se deixava um equipamento parado por longo período outras falhas
aconteciam neste meio tempo.
Após se analisar a situação da manutenção percebeu-se no decorrer do
tempo a necessidade de tomada de algumas ações para minimizar os problemas e
ter melhor controle do processo.
3.3 A SITUAÇÃO DESEJADA DA MANUTENÇÃO
A manutenção da forma encontrada não tem condições de auxiliar a
organização na busca da excelência e competitividade, é preciso maior maturidade
do processo, são necessárias ações que possam minimizar as quebras e
consequentemente melhorar a disponibilidade do equipamento. Quando um
equipamento falha ou não executa suas funções normalmente o custo de
manutenção deste é maior do que atuando de forma preventiva.
Algumas ações foram definidas como importantes para que fosse melhorada
a condição da manutenção, são elas:
- Implantação do software de gestão da manutenção;
- Criação do PCM – Planejamento e Controle da Manutenção;
- Readequação do organograma para melhor utilização dos recursos de
execução;
- Implantação de equipe de manutenção preventiva dedicada;
- Implantação do check list de inspeção preventiva;
- Implantação da manutenção preditiva;
- Manutenção trabalhar sob um plano estruturado;
- Implantação e análise dos indicadores de disponibilidade, MTBF, MTTR e
custos de manutenção;
- Implantação de almoxarifado de sobressalentes com estoque controlado;
- Construir objetivos comuns com a produção;

- Sinergia com outras áreas internas, como compras, engenharia de processo e
PCP.
3.4 AÇÕES REALIZADAS
- Implantação de um Software de Gestão de Manutenção
Para que se pudesse organizar e padronizar os processos de manutenção a
primeira ação tomada foi a implantação de um software de gestão da manutenção. O
CMMS (Computerized Maintenance Management System) escolhido que traria
menor custo benefício foi o SIGMA, desenvolvido pela empresa Rede Industrial, esta
ferramenta torna-se muito importante para o PCM pois possibilita a programação das
pendências de forma organizada, bem como cadastro dos equipamentos e histórico
das manutenções realizadas.
Também é possível com o sistema inserir os planos de manutenção
preventiva, check-list, plano de lubrificação e manutenção preditiva, assim como
também a lista técnica de sobressalentes por equipamento.
- Priorização das atividades através da GUT
O método G.U.T é importante ao ser utilizado como ferramenta de
planejamento na fase P do PDCA, sendo importante para o planejamento de
atividades que devem ser realizadas num determinado período. É possível definir as
prioridades a serem atendidas de acordo com a maior nota resultante da
multiplicação das notas atribuídas aos critérios de priorização, representada pela
fórmula:
Gravidade X Urgência X Tendência = prioridade
Com a utilização da planilha, além da priorização a ser atendida é possível
listar a quantidade de homem hora necessário para resolver cada pendência e
programar a manutenção de forma mais assertiva.
Fig. 2 – Planilha de priorização G.U.T

Fonte: o autor
- Plano de lubrificação
Outro passo para resolver algumas paradas de máquinas foi a criação do
plano de lubrificação e contratação de um profissional dedicado a esta atividade,
durante o período de análise verificou-se um grande número de paradas de
máquinas por alarme de falta da lubrificação e até mesmo quebras devido a pane
seca ou contaminação do lubrificante.
- Readequação da estrutura organizacional
Durante análise da situação da manutenção no ano de 2010 verificou-se a
necessidade de estruturação da equipe, o organograma foi modificado para o ajustar
o efetivo de pessoal buscando a otimização dos recursos humanos disponíveis.
Devido a necessidade de contratação de um profissional de PCM foi preciso
extinguir um cargo de assistente de manutenção, pois não era possível aumento do
efetivo, na figura 3 é possível visualizar os ajustes ocorridos ao longo do tempo.
Fig. 3 – Tabela de Locação do pessoal de Manutenção

(Fig. 3) Fonte: o autor
Em 2009 existiam na empresa dois gerentes industriais, aos quais os
supervisores de manutenção se reportavam, um supervisor de manutenção para
cada uma das duas unidades. Haviam três pessoas cuidando do pouco
planejamento de manutenção existente, agindo basicamente sob demanda das
necessidades e controlando rotinas de recursos humanos do setor, mas muito mais
focados em logística de materiais para manutenção do que no próprio planejamento.
Em 2010 a manutenção das duas unidades fabris foram agregadas numa só
supervisão, assim como a gerencia industrial, esta ação facilitou a mudança e
alocação dos recursos disponíveis, em função da manutenção passar a partir daí a
ser de responsabilidade de um único supervisor, onde foram agregadas duas
pessoas ao corpo técnico operacional, sendo uma delas um lubrificador, e mantidas
duas pessoas no planejamento da manutenção, sendo um destes profissionais um
planejador contratado com experiência e uma pessoa para as rotinas de logística de
materiais de reposição.
Em 2011 foram contratados dois estagiários para a manutenção com o
intuito de formar mão-de-obra, sendo um deles estagiário de engenharia ficando
alocado no planejamento com o objetivo de buscar implantação de melhorias na
manutenção e trabalhar análise de falhas, o outro estagiário alocado no plano
operacional. Além dos estagiários foi contratado um técnico para trabalhar dedicado
ao setor de fundição.
Em 2012 já com a situação melhor controlada e com manutenção preventiva
e inspeção com check list, além das inspeções preditivas de termografia e análise de
vibração, entra a contratação de dois técnicos para reforçar o time de manutenção
preventiva.
Em 2013 a empresa resolve encerrar as atividades da filial no interior de São
Paulo agregando ao parque fabril no Rio Grande do Sul um efetivo em torno de
oitenta pessoas a mais na produção, e em torno de cinquenta máquinas entre
injetoras, sopradoras, torres de refrigeração e compressores, com isso a
manutenção aumentou em mais uma pessoa o efetivo de manutentores.
Neste ano a equipe de manutenção estava disposta da seguinte forma:
- Um supervisor de manutenção;
- Dois planejadores de manutenção (um para cada unidade fabril);
- Um estagiário de engenharia;
- Um almoxarife para gestão de materiais;
- Seis técnicos mecânicos (preventiva);
- Um técnico eletrônico (preventiva);
- Um técnico eletrotécnico (preventiva);
- Um lubrificador (preventiva);
- Um estagiário técnico (preventiva);
- Três técnicos mecatrônicos (corretiva, divididos em dois turnos);
- Quatro técnicos mecânicos (corretiva, divididos em dois turnos);
- Dois técnicos eletrônicos (corretiva, divididos em dois turnos).
4 RESULTADOS OBTIDOS
Após ser analisada de forma bastante cuidadosa como a manutenção estava
organizada, e, baseado no plano estratégico da empresa como um todo, levando em
consideração o que a empresa queria naquele momento se conseguiu definir o
melhor sistema de trabalho da manutenção a ser utilizado. As ações de
desdobramento do sistema foram sendo implementadas e analisadas, da mesma
forma que puderam ser corrigidas de acordo com cada cenário que se ia montando
no decorrer do tempo.
Com a metodologia do PDCA sempre sendo pensada para que se buscasse a
melhoria contínua do processo de manutenção foi-se montando a estrutura
organizacional a fim de que os cada etapa pudesse ser robusta, a estratégia
utilizada foi de um passo de cada vez para que fosse sustentável cada ponto
avançado, o resultado pode ser observado na figura 4, onde se pode ver uma
inversão nos números de horas aplicadas em manutenção preventiva em relação ao

número de horas aplicadas em manutenção corretiva, que demonstram uma queda
bastante acentuada.
Fig. 4 – Gráfico comparativo de horas aplicadas na manutenção
Fonte: o autor
É visível a melhoria ocorrida no processo de manutenção do caso estudado,
conforme ilustra a figura 5, ilustrando graficamente a evolução e alguns ganhos
devido a uma estruturação planejada. Os resultados demonstram o quanto uma
ferramenta como o PDCA pode ajudar na organização e melhoria dos processos nas
organizações e leva-las a inovações importantes e crescimento competitivo, como
padronização dos trabalhos e estudos de confiabilidade.
Fig. 5 – Evolução da organização da manutenção

Fonte: o autor
A utilização de ferramentas como o PDCA para organizar processos, torna
clara a evolução no decorrer do tempo, mostrando o resultado atingido com a
implantação firme de cada etapa.
5 CONCLUSÕES
O sistema de manutenção encontrado na empresa estava bastante
desorganizado e sem um método robusto, após as análises foram tomadas várias
ações a fim de organizar o processo e torna-lo robusto, resultando em um
departamento de manutenção organizado e com resultados positivos.
O método PDCA é uma ferramenta de muita utilidade para o planejamento de
estratégia de muitos processos, entre eles a manutenção, a utilização deste
mecanismo para definição, análise e acompanhamento do estudo de caso
demonstra de forma clara como aconteceu uma grande evolução do processo de
manutenção na empresa estudada ao logo de mais de quatro anos.
Durante o período em que foi analisado o processo existente foi possível
observar a necessidade clara de mudança do estado atual para um estado futuro
que pudesse trazer melhores resultados para a organização.

A mudança começou a ser implantada com a utilização de algumas técnicas
estudadas, verificando-se que o sistema de manutenção utilizado estava sendo
assertivo, os resultados vão aparecendo e a medida em que se percebe estes
resultados também se percebe as necessidades de mudanças e ajustes do sistema.
O ciclo PDCA é um método que quando bem utilizado e implantado torna-se
uma ferramenta fantástica que possibilita um planejamento, execução, análise e
correção dos desvios observados durante o decorrer do processo. A utilização desta
ferramenta traz, com absoluta certeza, muitos benefícios para a gestão da
manutenção.
Pelos resultados obtidos nota-se que os objetivos foram alcançados, este
trabalho apresentado possibilita o estudo e aplicação deste método bastante
conhecido como uma ferramenta de organização e resultado.
REFERÊNCIAS
ANTUNES, Junico; ALVAREZ, Roberto; PELLEGRIN, Ivan de; KLIMPPEL, Marcelo;
BORTOLOTTO, Pedro. SISTEMAS DE PRODUÇÃO Conceitos e Práticas para Projeto
e Gestão da Produção Enxuta. Porto Alegre: Bookman, 2008.
ANTUNES, Junico; KLIPPEL, Altair Flamarion; SEIDEL, André; KLIMPPEL, Marcelo.
UMA REVOLUÇÃO NA PRODUTIVIDADE A Gestão Lucrativa dos Postos de
Trabalho. Porto Alegre: Bookman, 2013.
BIBLIOTECA UNISINOS. GUIA PARA ELABORAÇÃO DE TRABALHOS
ACADÊMICOS (ARTIGO DE PERIÓDICO, DISSERTAÇÃO, PROJETO,
RELATÓRIO TÉCNICO E/OU CIENTÍFICO, TRABALHO DE CONCLUSÃO DE
CURSO E TESE), 2013. Disponível em
<http://www.unisinos.br/biblioteca/images/stories/downloads/guia-biblioteca-2012-v2.pdf>
Acesso em 30/04/2013.
EIRADO, Breno. O Que é PDCA? Descubra Agora! 2014. Disponível em:
<http://admnarede.com/2014/06/09/o-que-e-pdca-descubra-agora/> Acesso em 18/06/2014.
FILHO, Gil Branco. Custos em Manutenção. Rio de Janeiro: Editora Ciência Moderna Ltda,
2010.
FILHO, Gil Branco. A Organização, o Planejamento e o Controle da Manutenção. Rio de
Janeiro: Editora Ciência Moderna Ltda, 2008.
FILHO, Gil Branco. Indicadores e Índices de Manutenção. Rio de Janeiro: Editora Ciência
Moderna Ltda, 2006.

REGNER, Paulo Nelson. Manual de Boas Práticas de Gestão. Porto Alegre: Serviço
Nacional de Aprendizagem Industrial (RS), 2010.
VIANA, Herbert Ricardo Garcia. PCM, Planejamento e Controle da Manutenção. Rio de
Janeiro: Qualitymark editora, 2013.
WERKEMA, Maria Cristina Catarino. As Ferramentas da Qualidade no Gerenciamento
de Processos, Belo Horizonte MG: Fundação Chritiano Ottoni, escola de Engenharia da
UFMG,1995.
XAVIER, Julio Nascif. Manutenção: Tipos e Tendências. 2014. Disponível em:
<http://engeman.com.br/pt-br/artigos-tecnicos/manutencao-tipos-e-tendencias/> Acesso em
10/07/2014.
XAVIER, Julio Nascif, KARDEC, Alan. Manutenção: Função Estratégica. Rio de Janeiro:
Editora Qualitymark, 2003.
ABSTRACT
THE ORGANIZATION SYSTEM MAINTENANCE IN AN ORGANIZATION OF
INDUSTRY MECHANICAL METAL
This article aims to discuss the case study on the strategic application of the
concepts of service a company of the mechanical branch, using as a tool the method
PDCA (Plan, Do, Check, Action).
The maintenance professional must increasingly be aware of the market in which
your business operates, looking for the best way of managing and maintaining the
lowest possible cost for that maintenance becomes a productive process in the
organization.
In this case study we will see how you can make maintenance a strategic sector in
the organization, seeking to obtain better results of availability of industrial assets and
consequently improve business results. We'll see how over time each defined
strategy for implementation of the maintenance system will make the department a
more organized sector, and working in a more robust and sustainable manner,
contribute to the competitiveness of the company.
Keywords: PDCA, preventive maintenance, strategy.