universidade de sÃo paulo escola de engenharia de lorena engenharia...
TRANSCRIPT
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ENGENHARIA QUÍMICA
PADRONIZAÇÃO DAS CAIXAS DE EMBARQUE EM UMA LINHA DE
PRODUÇÃO DE ANTISSÉPTICO BUCAL
Thaís do Nascimento Almeida
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2015
THAÍS DO NASCIMENTO ALMEIDA
PADRONIZAÇÃO DAS CAIXAS DE EMBARQUE EM UMA LINHA DE
PRODUÇÃO DE ANTISSÉPTICO BUCAL
Monografia apresentada à Escola de
Engenharia de Lorena – Universidade
de São Paulo como requisito parcial
para obtenção de título de Engenheiro
Químico.
Orientador: Prof. Dr. Marco Antonio Carvalho Pereira
LORENA
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Almeida, Thais do Nascimento PADRONIZAÇÃO DAS CAIXAS DE EMBARQUE EM UMA LINHADE PRODUÇÃO DE ANTISSÉPTICO BUCAL / Thais doNascimento Almeida; orientador Marco AntonioCarvalho Pereira. - Lorena, 2015. 41 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: Marco Antonio Carvalho Pereira
1. Padronização. 2. Redução de custo. 3. Estoque.4. Lean thinking. I. Título. II. Pereira, MarcoAntonio Carvalho, orient.
AGRADECIMENTOS
Primeiramente a Deus, por ter me concedido o dom da vida e, por meio dela, a
oportunidade de finalizar uma grande etapa em minha vida.
À minha família e amigos pela presença constante no meu dia-a-dia,
oferecendo apoio e incentivo mesmo perante às dificuldades.
Ao meu orientador, Prof. Dr. Marco Antonio Carvalho Pereira pela paciência e
prontidão durante o desenvolvimento desse projeto.
E em especial, agradeço aos meus que não se encontram presente nessa
esfera, meu pai Carlos Alberto Barbosa de Almeida e meu avô Carlos Roberto de
Oliveira Almeida, mas que continuam vivos em minha mente e coração através dos
ensinamentos deixados e da marca da saudade.

RESUMO
ALMEIDA, T. N. Padronização das caixas de embarque em uma linha de produção
de antisséptico bucal. 2015. Trabalho de conclusão de curso de Engenharia Química
– Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
Nos tempos atuais as empresas estão sempre buscando alternativas de se tornarem
cada vez mais competitivas. Em geral, a redução de custo de processos e de materiais
é uma dessas alternativas buscada permanentemente, pois permite uma redução no
custo de produção e, como consequência, garante maior retorno financeiro às
companhias. Por esse motivo, o Pensamento enxuto, “Lean Thinking”, tem sido utilizado
como caminho para reduzir e eliminar as perdas de um processo produtivo e garantir a
qualidade dos produtos entregues aos consumidores. Este trabalho apresenta um
estudo de caso realizado em uma multinacional de bens de consumo localizada no
estado de São Paulo. Nessa multinacional, foi proposto um projeto, que visa à redução
de custo por meio da padronização das caixas de embarque de uma linha de produção
de antisséptico bucal. Por meio de um benchmarking em outras plantas dessa mesma
companhia, observou-se oportunidades de reduzir o número de caixas de embarque de
38 para 4, e com isso, a possibilidade de melhorar as condições de negociação com o
fornecedor, reduzir o custo das caixas e a complexidade no planejamento dos
materiais. Após a identificação das vantagens da padronização, a proposta foi
oficializada e determinou-se uma equipe de projetos envolvendo todas as áreas que
poderiam ser impactadas de modo a garantir uma execução sem falhas e que não
impacte negativamente o consumidor. Com a implementação do projeto o custo das
caixas de embarque foi reduzido em 14% em média. Além do benefício financeiro
houve também a redução da complexidade da gestão do planejamento de produção
devido à redução do número de diferentes caixas, redução do número de caixas que
eram destruídas e ainda a redução no inventário.
Palavras chaves: Lean thinking, padronização, estoque, redução de custo.
ABSTRACT
ALMEIDA, T. N. Standardization of shipping boxes in a mouthwash production
line. 2015. 48p. Final paper for Chemical Engineering – Engineering School of Lorena,
University of São Paulo, Lorena, 2015.
Currently, the companies are always looking for alternatives to become increasingly
competitive. In current times companies are always looking for alternatives to become
increasingly competitive. In general, the reduction of cost of materials and processes of
these alternatives is constantly sought because it allows a reduction in production cost
and, as a consequence, ensures higher financial return to the company. For this reason,
lean thinking, has been used as a way to reduce and eliminate wastes of a production
process and ensure the quality of products delivered to consumers. This paper presents
a case study in a multinational of consumer goods in the state of São Paulo. In this
multinational, was proposed a project, looking for a cost reduction through
standardization of shipping boxes of a mouthwash production line. Through a
benchmarking in other plants of the same company, there were opportunities to reduce
the number of shipping boxes of 38 to 4, and with it, the possibility of improving trading
conditions with the vendor, reduce the cost of the boxes and the complexity in the
design of materials. After identifying the advantages of standardization, the proposal
was made official and determined a team project involving all areas that could be
impacted in order to ensure flawless execution and do not negatively impact the
consumer. With the implementation of the project the cost of shipping boxes was
reduced by 14% on average. In addition there was also the financial benefit of reducing
the complexity of the management of production planning due to the reduced number of
different boxes, reducing the number of boxes that were destroyed and also the
reduction in inventory. In additional, there was a complexity reduction of the
management of production planning due to a reduction of the number of different
shipping boxes, reduction of the number of boxes that were destroyed and also the
reduction in inventory.
Key words: Lean thinking, Standardization, inventory, cost reduction.

SUMÁRIO
1. INTRODUÇÃO ......................................................................................................... 8
1.1 Objetivos Gerais…………………………………………………………………………8
1.2 Objetivos Específicos…………………………………………………………………….9
2. FUNDAMENTAÇÃO TEÓRICA ............................................................................ 10
2.1 LeanThinking ......................................................................................................... 10
2.2 As sete perdas ...................................................................................................... 11
2.3 Padronização ........................................................................................................ 13
2.3.1 Organização e desenvolvimento de padrões......................................................15
2.3.2 Estágio de desenvolvimento de padrões.............................................................16
3. METODOLOGIA .................................................................................................... 17
3.1 A empresa ........................................................................................................... 17
3.2 Métodos de Pesquisa ........................................................................................... 17
3.3 População e amostra ............................................................................................ 18
3.4 Instrumentos de coletas de dados ......................................................................... 18
3.5 Análises de dados ................................................................................................. 20
4. RESULTADOS E DISCUSSÕES.............................................................................21
4.1 A escolha do novo modelo.....................................................................................21
4.1.1 Benchmarking com outras plantas.....................................................................21

4.1.2 Pesquisa do novo modelo..................................................................................23
4.1.3 Tipos de impressoras e investimentos...............................................................24
4.1.4 Modelos de caixas, impressão e etiquetas......................................................27
4.1.5 Custos e definição do modelo.........................................................................30
4.2 Implementação...................................................................................................30
4.3 Validação............................................................................................................31
4.4 Ganhos previstos com a padronização..............................................................32
4.5 Análise............................................................................................................... 35
5. CONCLUSÃO..........................................................................................................37
REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 38
LISTA DE TABELAS
Tabela 1 – Custo por mensagem para Impressora C.....................................................26
Tabela 2 - Comparação entre Custos de equipamentos e Custos por mensagens......27
Tabela 3 - Redução do número de caixas versos o dimensional...................................28
Tabela 4 - Redução de custo das caixas de embarque e economia anual (R$)...........33
LISTA DE FIGURAS
Figura 1 – Os sete tipos de perdas...............................................................................12
Figura 2 – Modelo de caixa com etiqueta......................................................................22
Figura 3 – Modelo de caixa com impressão ................................................................22
Figura 4 – Impressora FoxJet........................................................................................24
Figura 5 – Impressora VideoJet....................................................................................25
Figura 6 - Impressora Markem-image...........................................................................26
Figura 7 - Layout das caixas de embarque antes da padronização..............................28
Figura 8 - Layout das caixas de embarque sugerido após a padronização..................29
Figura 9 - Modelo de arte dos dados variáreis ser aplicado na caixa de embarque....29
8
1 INTRODUÇÃO
Atualmente, o mercado tem se tornado casa vez mais acirrado e com isso, as
empresas estão buscando alternativas para conseguirem se manter em destaque, a
frente dos seus concorrentes. Por este fato, torna-se indispensável analisar os
processos em busca de alternativas que possam proporcionar redução de
complexidade e consequentemente melhorá-los.
Geralmente, as indústrias buscam alternativas relativamente simples, com pouco
investimento financeiro e que trazem grandes resultados. Uma forma simples de reduzir
a complexidade de qualquer processo é a padronização de materiais e procedimentos,
pois esta permite que as empresas tenham resultados melhores, devido a maior
robustez. Como resultado, tem-se a qualidade dos produtos e serviços, e,
principalmente, maior satisfação de seus clientes. O presente trabalho está relacionado
com este tipo de alternativa simples, que reduz a complexidade de materiais e
processo, diminui o inventário, e, além disso, proporciona redução de custo para uma
empresa, fazendo com que ela possa se tornar cada vez mais competitiva no seu
mercado atuação.
A fim de estudar o impacto de uma padronização em uma linha de produção,
trabalho realizado acompanhou a aplicação da mesma nas caixas de embarque de
antissépticos bucal, produzidos em uma multinacional, localizada na cidade de São
José dos Campos. No inicio do trabalho, havia 38 versões de antissépticos bucal sendo
produzidas por esta empresa e cada versão possuía sua caixa de embarque específica,
porém as dimensões e estrutura da maioria das caixas eram similares.
1.1 Objetivo Geral
Estudar o processo de padronização de caixas de embarque genéricas em uma
indústria de bens de consumo.

9
1.2 Objetivos Específicos
Para que o objetivo geral fosse alcançado, os seguintes objetivos fizeram parte do
trabalho:
Analisar o processo de padronização.
Analisar o impacto desse projeto nas áreas afetadas
Mensurar o impacto financeiro das caixas padronizadas
10
2 FUNDAMENTAÇÃO TEÓRICA
Este capítulo apresenta conceitos teóricos básicos e definições cujo entendimento
é de fundamental importância para a compreensão da relevância desta pesquisa.
2.1 Lean thinking
O Sistema Toyota de Produção surgiu no Japão após a segunda guerra mundial
e apareceu como a principal alternativa ao Sistema de Produção em Massa,
popularizada por Henry Ford, que já não se encaixava com o modelo econômico da
época, pois esse não permitia elevados investimentos em maquinários ou
equipamentos. Porém, sua disseminação, com o nome de Lean Manufacturing ocorreu
após a divulgação dos resultados de um amplo estudo na indústria automobilística
mundial (International Motor Vehicle Program - IMVP) que identificou diferenças
significativas de produtividade entre as empresas japonesas e as empresas ocidentais
(WOMARCK, JONES E ROOS, 1998). Estes autores observaram que estas diferenças
não eram resultantes de uma técnica específica de gestão de operações, mas de um
sistema integrado de princípios e técnicas.
Segundo Murman (2003), a definição mais popular para Lean está centrada em
duas dimensões chaves: eliminar desperdícios e criar valores. Ambos são essências
para que o Lean possa ser incorporado. Focar exclusivamente na eliminação de
desperdícios é insuficiente, tal como focar apenas na criação de valores. Ohno (1988
apud SALGADO 2009) afirma que “desperdício se refere a todos os elementos de
produção que só aumentam os custos, sem agregar valor.”. Ainda de acordo com
OHNO (1997), o Lean Manufacturing é a eliminação de desperdícios e elementos
desnecessários a fim de reduzir custos. A ideia básica é produzir apenas o necessário,
no momento necessário e na quantidade requerida.

11
Adicionalmente, Sawhney (2006) cita que dentro de uma empresa, as melhorias
contínuas são sustentadas pela busca incessante dos desperdícios. Em muitas
organizações, desperdícios são facilmente detectados, entretanto, encontrar caminhos
para eliminá-los pode ser difícil.
O Lean Thinking, ou pensamento enxuto, acredita que entendendo o que é
considerado valor para o cliente, a empresa é capaz de identificar e eliminar os
desperdícios, e assim, alavancar a sua posição competitiva, em particular no que se
refere a fatores como a velocidade no atendimento aos clientes, a flexibilidade para se
ajustar aos seus desejos específicos, a qualidade e o preço do produto oferecido.
(COSTA e JARDIM, 2010).
2.2 As sete perdas
A cultura lean está fortemente vinculada com a redução de perdas. Define-se
como perda ou desperdício: “qualquer recurso do sistema que não seja o mínimo
necessário em equipamentos, materiais, espaços e horas de trabalho, que não sejam
absolutamente essenciais para agregar valor ao produto” (SUZAKI, 1987). Ou seja,
atividades desnecessárias que não agregam valor ao produto podem representar
perdas para a empresa (AHLSTRON e KARLSSON, 1996; AHLSTRON, 2004;
EMILIANI, 2004; WORLEY e DOOLEN, 2006).
Na visão de OHNO (1997), sete tipos de perdas estão diretamente relacionadas
com pessoas, qualidade e quantidade. Veja na figura 1 uma representação das sete
perdas:

12
Figura 1 - Os sete tipos de Perda
Fonte: Elaborada pela autora
Tendo em vista a identificação dos sete tipos de perdas, segue abaixo o
detalhamento de cada uma delas, de acordo com Shingo (1996), e (GHINATO, 1996).
Superprodução: segundo Shingo (1996), as perdas por superprodução podem ser divididas em dois tipos: a quantitativa que está relacionada à produção superior a quantidade necessária e a superprodução por antecipação que se refere à produção concluída antes do período de entrega visando o atendimento de demandas futuras. Esperas: refere-se ao tempo ocioso dos materiais, pessoas, informação e até uma atividade, resultando em um fluxo pobre e até mesmo lead times longos. Defeitos de qualidade: os defeitos de qualidade representam produtos fora de especificação exigida pelos clientes e acarretam desperdícios no âmbito de pessoas, equipamentos, matérias-primas e tempo. No Sistema Toyota de Produção, evitar este tipo de perda, a inspeção se faz necessária, sendo que esta deve ser realizada não com o objetivo de encontrar os defeitos, mas sim, de preveni-los. Inventários desnecessários: são decorrentes da existência desnecessária de níveis elevados de estoque de materiais no almoxarifado, de produtos
13
acabados e de componentes entre processos, resultando em um custo excessivo e baixo desempenho para o cliente (SHINGO, 1996). Processamento inadequado: Ocorrem quando são executadas atividades desnecessárias durante o processamento, realizadas com a finalidade de atribuir ao produto ou serviço às características de qualidade que são exigidas (SHINGO, 1996) Transporte excessivo: infere em movimento excessivo de pessoas, informação ou peças resultando em dispêndio desnecessário de capital, tempo e energia (SHINGO, 1996). Deve-se ter em mente que a eliminação ou redução do transporte deve ser encarada como uma das prioridades no empenho de redução de custos, pois, em geral, o transporte ocupa 45% do tempo total de fabricação de um item (GHINATO, 1996). Movimentações desnecessárias: está relacionada à movimentação desnecessária dos trabalhadores durante a execução de suas tarefas. É geralmente causada pela desorganização no ambiente de trabalho
2.3 Padronização
Padronização é umas das ferramentas do Lean Thinking bastante usadas para
solucionar desperdícios após sua identificação
Para Werkema (2006), a padronização é o método usado para indicar os
procedimentos das tarefas de um processo, de modo que os resultados desejados
possam ser alcançados e mantidos. Nas palavras de Campos (2006), “a definição de
Padronização não se limita ao estabelecimento do padrão, mas inclui também a sua
utilização”. Já para David e Greenstein (1990), um padrão pode ser definido como um
conjunto de informações técnicas aderida por um grupo de fornecedores, tacitamente
ou por um acordo formal.
Werkema (2006) ainda afirma que boa parte da variabilidade dos processos
produtivos pode ser evitada se as tarefas forem executadas da mesma forma, isto é, se
forem padronizadas, o que contribui para a melhoria de custos, qualidade, cumprimento
de prazos e segurança.
De acordo com Campos (1999), a qualidade de um produto ou serviço está
associada à satisfação do cliente, ou seja, é um produto que atenda as necessidades
dos clientes de forma confiável, segura, de fácil acesso e no tempo certo. A exigência
por produtos que atendam as necessidades dos consumidores impulsiona as empresas

14
a buscarem resultados mais competitivos através de mudanças nos seus sistemas
produtivos. Esta competição passa pela garantia de que tudo que está sendo executado
de acordo com o padrão estabelecido.
A padronização é um processo que deve ser praticado continuamente, não
apenas utilizada para demonstrar organização e conformidade em época de auditoria
nas empresas. Padronizar é “planejar o padrão, executar conforme o padrão, verificar a
eficácia e eficiência do padrão, treinamento e melhorar os passos anteriores sempre
que possível” (ARANTES, 1998, p.17).
Além dos processos, os materiais também podem e devem ser padronizados.
Padronizar um material significa estabelecer idênticos padrões de peso, medidas e
formatos para os materiais, de modo que não existam muitas variações entre eles.
Padronização de materiais (isto é, substituição de vários materiais que possuem
a mesma funcionalidade) é uma importante decisão departamento de compras.
Profissionais da área acreditam que esta pode ser uma excelente decisão estratégica
de uma empresa (ELLRAM e PEARSON, 1993).
De acordo com a pesquisa realizada pela por um grupo americano,
(PURCHASING, 2002), a padronização de materiais foi a terceira estratégia de redução
de custo mais implementado em empresas norte-americanas no ano de 2002, sendo
que a segunda estratégia mais utilizada foi a padronização de procedimentos.
As vantagens da Padronização de um material são:
1. Possibilitar a simplificação de materiais; 2. Facilitar o processo de normalização dos materiais; 3. Aumentar o poder de negociação; 4. Reduzir custos de aquisição e controle; 5. Reduzir a possibilidade de erros; 6. Facilitar a manutenção; 7. Possibilitar melhor programação de compras; 8. Permitir reutilização e permutabilidade; 9. Aumentar a produtividade; 10. Reduzir o desperdício;
15
A padronização é uma técnica que visa reduzir a variabilidade dos processos de
trabalho sem prejudicar sua flexibilidade. Destina-se a definir os produtos (com base
nas necessidades dos clientes), os métodos para produzir estes produtos, as maneiras
de atestar a conformidade de tais produtos e que os mesmos atendem às necessidades
dos clientes, de maneira mais simples, ao menor custo e com menor variação possível.
Numa economia onde a competitividade é acirrada e onde as exigências são
cada vez mais crescentes, as empresas dependem de sua capacidade de incorporação
de novas tecnologias de produtos, processos e serviços. A competição internacional
entre as empresas eliminou as tradicionais vantagens baseadas no uso de fatores
abundantes e de baixo custo. A padronização é utilizada cada vez mais como um meio
para se alcançar a redução de custo da produção e do produto final, mantendo ou
melhorando sua qualidade.
Muitos estudos mostram que a não utilização de materiais e processos
padronizados podem representar grande fonte de problemas, como excesso de
estoque, dificuldade no planejamento e programação de produção, excesso de setup,
que significa a troca de uma ferramenta, programa ou equipamento de um processo em
execução até a inicialização do próximo processo, e excesso de pedidos de compras
(NAGARUR e AZEEM, 1999).
Jayaram e Vickery (1998) afirmaram que o lead time também pode ser reduzido
com a utilização de materiais e procedimentos padrão.
2.3.1 Organização e desenvolvimento de padrões
Segundo Egyedi (2001), a padronização formal é um processo de especificações
de padrões que ocorrem por meio de consenso sob a gestão de comitês técnicos, com
base nas organizações reguladoras, sejam elas nacionais, regionais ou internacionais,
como por exemplo a International Standardization Organization (ISO).

16
2.3.2 Estágio de desenvolvimento de padrões
Segundo Williams (2004) a padronização é constituída por dois diferentes estágios:
o desenvolvimento e a implementação. Ambos os estágios estão intimamente ligados
entre sim.
O nível de formalidade e desenvolvimento dos padrões depende da cultura
organizacional onde o padrão está sendo desenvolvido. Porém, o sucesso ou não da
implementação não dependem apenas dos fatores pertinentes ao contexto, mas ainda,
das características do cenário não qual o padrão está sendo aplicado.
Graham (1995) afirma que o processo de desenvolvimento de um novo padrão
inclui o alinhamento de interesses, práticas de negócios e interesse do grupo de
pessoas que desejam aplicar a padronização. Por esse fato, a padronização não é
apenas a aplicação de uma solução, mas principalmente está relacionada à articulação
das expectativas e interesses (Williams, 1997).
17
3 METODOLOGIA
3.1 A empresa
A empresa onde este estudo foi realizado é uma multinacional americana que
está presente no mundo inteiro. Foi fundada em 1886, em Nova Jersey, Estados Unidos
com o objetivo de atender o mercado hospitalar. Devido à necessidade do mercado, a
empresa se divide em três segmentos: bens de consumo, hospitalar e farmacêutico, de
modo que hoje se totalizam 250 instalações localizadas em 60 países.
No Brasil, iniciou suas atividades em 1933, em São Paulo. Nesta época, a
companhia tinha como principal objetivo suprir o mercado brasileiro com produtos de
uso hospitalar e doméstico. Com o passar dos anos, foi ganhando um DNA
especialmente brasileiro que refletiu em descobrir as necessidades deste mercado,
trazendo inovação, investindo em infraestrutura e apostando nas particularidades do
país. Como consequência dessa trajetória, hoje a planta do Brasil conta com cinco mil
colaboradores; quatro escritórios regionais de vendas; três centros de distribuição;
910.000 m2 de parque industrial, sendo 700.000 m2 de área verde e 11 fábricas
localizadas em São José dos Campos (SP), o maior complexo industrial desta
multinacional no mundo.
3.2 Método de pesquisa
O objetivo desta seção é conceituar a metodologia de pesquisa utilizada neste
trabalho, o estudo de caso, e descrever o processo de coleta e tratamento de dados.
Segundo Yin (2001), a escolha de uma estratégia de pesquisa depende de três
condições: 1) o tipo de questão da pesquisa proposto; 2) a extensão de controle que o
pesquisador tem sobre os eventos comportamentais efetivos; 3) o grau de enfoque em
acontecimentos históricos em oposição a acontecimento contemporâneos.

18
O estudo de caso é uma pesquisa qualitativa, de caráter empírico, que investiga
um determinado fenômeno, através de análises detalhadas. É, na verdade, uma
espécie de histórico do fenômeno, extraído de múltiplas fontes de evidência
(LEONARD-BARTON, 1990). Para Martins e Lintz (2010), este método é um dos meios
mais importantes de pesquisa em gestão de operações, especialmente no
desenvolvimento de novas teorias.
Muitos conceitos inovadores e teorias em gestão de operações, da produção
enxuta à estratégia de manufatura foram desenvolvidos com base em estudos de casos
(VOSS et al., 2002).
Esta monografia apresentará a descrição de um processo, onde se espera
analisar os impactos da implementação das caixas de embarque padronizadas em uma
linha de produção de antissépticos bucal. Nesta pesquisa, será realizada uma coleta de
dados e posterior análise para que os benefícios e malefícios do fenômeno analisado
possam ser visualizados, proporcionando um melhor entendimento do processo, de
modo que este possa ser replicado para demais linhas de produção.
3.3 População e amostra
O universo analisado foi uma linha de produção de antissépticos bucal, que se
localiza na Fábrica de Líquidos de uma multinacional de bens de consumo, em São
José dos Campos.
3.4 Coleta de dados
Em um estudo de caso, a coleta de dados deve ser por meio de instrumentos e
métodos definidos para garantir a qualidade dos resultados.
Tais resultados devem ser obtidos por meio da comparação e análise das
evidências provenientes dos diferentes métodos de coletas de dados. Assim, evita-se
que o estudo seja interferido pela opinião exclusiva do pesquisador. Para Yin (2001), o
19
uso de múltiplas fontes de evidência permite o desenvolvimento da investigação em
várias frentes – investigar vários aspectos em relação ao mesmo fenômeno. As
conclusões e descobertas ficam mais convincentes e apuradas já que advém de um
conjunto de corroborações. Além disso, os potenciais problemas de validade de
constructo são atendidos, pois os achados, nestas condições, são validados através
várias fontes de evidência.
Neste trabalho, os dados foram coletados através do acompanhamento de
reuniões, da observação in loco do processo e análise de documentos. Segundo Gil
(2011), as fontes escritas, na maioria das vezes, são muito ricas e ajudam o
pesquisador a não usar muito tempo na hora da busca de material em campo, sabendo
que em algumas circunstâncias só são possíveis a investigação social através de
documentos.
O passo principal da coleta de dados foi o acompanhamento de reuniões.
Inicialmente foram realizadas reuniões entre a equipe envolvida na fabrica de São José
dos Campos e representantes de outras plantas da multinacional no Brasil, Colômbia e
Estados Unidos. Estas reuniões ocorreram com o propósito de se fazer um
benchmarking na busca da padronização das caixas de antissépticos bucal, pois nas
outras plantas, segundo informações disponíveis, já existiam caixas genéricas (padrão)
para todos os produtos. Em seguida, terminada a fase de benchmarking, foram
realizadas reuniões no site de São José dos Campos, a fim de se fazer a comparação
entre as situações encontradas, até que fosse definido um novo modelo para a fábrica
de São José dos Campos. Após Isso ter ocorrido, passaram a ocorrer reuniões de
acompanhamento de projeto até a implementação das caixas padronizadas. Após esta
implementação, foi possível avaliar os impactos da mudança.
Como forma de coleta de dados adicionais, foi realizada uma observação in loco
no depósito de armazenamento de materiais de embalagem, no início do projeto, o que
permitiu a avaliação visual do número de diferentes caixas de embarque armazenadas
para que fosse possível atender a produção planejada por semana. Ao final do projeto,
durante a etapa de validação das caixas de embarque foi feita uma segunda
20
observação in loco, porém, dessa vez, ela ocorreu na linha de produção para que fosse
possível avaliar o comportamento das caixas genéricas durante o processo produtivo.
Os documentos avaliados foram as propostas de custos de equipamentos e
materiais enviadas pelos respectivos fornecedores, tal como as especificações técnicas
das embalagens utilizadas. As análises técnicas foram feitas pelos representantes de
Desenvolvimento de embalagem e Engenharia de desenvolvimento.
3.5 Análise de dados
Nesta etapa, foi realizada a análise dos dados obtidos durante a implementação
deste projeto. Os dados foram organizados de modo que se pudessem ter as
conclusões iniciais. Os documentos e dados do projeto foram apresentados em
formatos de fácil visualização, tais como tabelas, gráficos e textos. Todos os dados
foram identificados de acordo com as características de sua coleta, como data, hora,
responsável pelo dado e local. As observações in loco, também foram incluídas no
trabalho, de modo que os pontos de melhorias identificados fossem discutidos nas
reuniões, a fim de que fosse possível encontrar a melhor solução.
As reuniões de projeto foram resumidas em minutas e enviadas ao
semanalmente ao time do projeto para que as decisões tomadas durante as reuniões e
as atividades pendentes ficassem registradas para a ciência de todos os membros do
time. Já os documentos analisados serviram como apoio para a definição do modelo de
padronização escolhido.
Com a implementação do projeto os dados foram identificados e organizados de
modo que fosse possível avaliar as mudanças ocorridas com a implementação do
projeto estudado e que permitisse também constatar os verdadeiros benefícios das
caixas padronizadas no processo de produção.

21
4 RESULTADOS E DISCUSSÕES
4.1 A escolha do novo modelo
4.1.1 Benchmarking com outras plantas
A primeira etapa, desse projeto foi a realização do benchmarking com outras
unidades da empresa para avaliação dos tipos de caixas de embarque existentes em
cada uma delas. O responsável pela área de compras entrou em contato com seus
pares das plantas de Cali, na Colômbia, Lititz, nos Estados Unidos, e também com um
representante da unidade farmacêutica localizada em São José dos Campos, Brasil.
Com esse benchmarking foi possível perceber que a linha de produção de
antisséptico bucal da planta do Brasil possuía um número muito maior de caixas
diferentes do que as outras unidades analisadas, pois estas utilizavam caixas
padronizadas de acordo com o dimensional.
Na Colômbia, observou-se que as caixas de mesmo dimensional que eram
utilizadas em produtos diferentes, recebiam a aplicação de uma etiqueta. Nessa
etiqueta havia as informações que diferenciavam um produto do outro, como pode ser
visto na figura 2:

22
Figura 2: Modelo de caixa com etiqueta
Fonte: Banco de dados do projeto
Por outro lado, a unidade norte americana e a unidade farmacêutica localizada
no Brasil, não utilizavam etiquetas. As informações variáveis de cada produto eram
impressas nas caixas no final da linha de produção, como mostra a figura 3:
Figura 3: Modelo de caixa com impressão
Fonte: Banco de dados do projeto

23
Portanto, identificou-se que havia uma possibilidade de melhoria no processo e
de redução de custo de material, por meio da diminuição do número das diferentes
caixas de embarque, adotando-se uma caixa padronizada para cada dimensional e
aplicando os dados variáveis por meio de etiquetagem ou impressão.
4.1.2 Pesquisa do novo modelo
Após a realização do Benchmarking, foi necessária a criação de um time de
projeto para a definição do modelo a ser desenvolvido para a linha de produção de
enxaguantes bucal. Para esse time, escolheu-se um representante de cada área que
seria impactada com a mudança: Planejamento, Compras, Garantia de qualidade,
Desenvolvimento de embalagem, Engenharia de processo, Engenharia de
desenvolvimento, Supervisão da fábrica e Instrumentação. A partir da definição do time,
foi realizada a reunião de apresentação do projeto para o apontamento das atividades
iniciais de cada membro, de modo que ao final das mesmas, fosse possível definir o
novo modelo a ser desenvolvido. Em paralelo foram agendadas reuniões semanais
periódicas de acompanhamento das atividades de cada um até a implementação das
caixas genéricas. Fruto da reunião inicial de apresentação, as seguintes ações foram
realizadas:
O representante de Engenharia de desenvolvimento ficou responsável pela
análise dos modelos de impressoras disponíveis no mercado que poderiam ser
utilizados para aplicação dos dados variáveis de cada produto e os investimentos
necessários para cada uma destas alternativas.
O responsável por Desenvolvimento de embalagens ficou responsável pela
criação de um modelo padrão considerando a arte da caixa, e pelo desenvolvimento de
uma alternativa de etiqueta e arte para impressão dos dados.
O responsável pela área de Compras ficou responsável pela renegociação do
preço das caixas, levando em consideração o aumento do número de caixas de um
único modelo e, consequentemente, a redução da complexidade no processo de

24
fabricação do fornecedor. Com base nas etiquetas e modelos de impressão propostos
pela área de Desenvolvimento de embalagens, o responsável pela área de Compras
entrou em contato com o fornecedor de etiquetas e com o fornecedor de tintas e ceras
que poderiam ser utilizada na impressão para buscar o preço mais competitivo para
estas alternativas.
As demais áreas ficaram responsáveis por mapear os impactos da padronização,
sendo eles positivos ou negativos, de modo que o projeto não alterasse a qualidade das
caixas dos produtos que iriam ser enviadas para os consumidores.
4.1.3 Tipos de impressoras e investimentos
Considerando a alternativa de impressão dos dados variáveis, foram
considerados 3 tipos de impressoras disponíveis no mercado, aqui denominadas de tipo
A, tipo B e tipo C.
A impressora do tipo A (FoxJet – modelo ProSeries 768) custava R$ 37.800,00.
O custo médio por mensagem a ser impressa era de R$ 0,026. A figura 4 apresenta
uma foto ilustrativa desse modelo de impressora:
Figura 4 - Impressora FoxJet
Fonte: Imagem ilustrativa – adaptada de www.superiorcasecoding.com/foxjet.shtml

25
A impressora do tipo B (VideoJet – Modelo VJ 2360) apresentou um custo de R$
37.900,00, e cada mensagem custaria em média R$ 0,014. A figura 5 apresenta a
ilustração desta impressora.
Figura 5 – Impressora VideoJet
Fonte: Imagem ilustrativa – adaptada de www.logismarket.ind.br/videojet/lancamento-serie-230/1846758609-1179619188-nd.html
Ambos os equipamentos (tipos a e B), teriam custos de instalação, treinamento e
manutenção, além do custo de aquisição.
Uma terceira impressora, tipo C (Markem-image – modelo 5800) foi orçada em
R$ 34.250,00, sendo que esse valor já embutia os custos de instalação e treinamento,
mas deveria ser considerado um valor adicional para manutenção. A figura 6 apresenta
uma ilustração desta impressora.

26
Figura 6: Impressora Markem-image
Fonte: Imagem ilustrativa – Adaptada de www.markem-imaje.com.br/produtos/codificacao-de-caixas/alta-resolucao-piezo-para-grandes-caracteres/5800
O custo médio por mensagem, da impressora tipo C, é função da densidade de
impressão, como pode ser visto na tabela 1:
Tabela 5: Custo por mensagem para Impressora C
Densidade da impressão Custo por mensagem
Densidade 1 – baixa R$ 0,0097
Densidade 2 – média R$ 0,0145
Densidade 3 – alta R$ 0,0193
Fonte: Elaborada pela autora
Ao considerar a aplicação dos dados variáveis por etiquetas, acionou-se o
fornecedor que fornecia as demais etiquetas que eram utilizadas nesta companhia e ele
propôs a utilização de uma etiquetadora por comodato, onde os custos de manutenção
e treinamento já estariam inclusos no custo das etiquetas. Neste caso, o único custo
seria a etiqueta, no valor de R$ 0,062 cada uma.
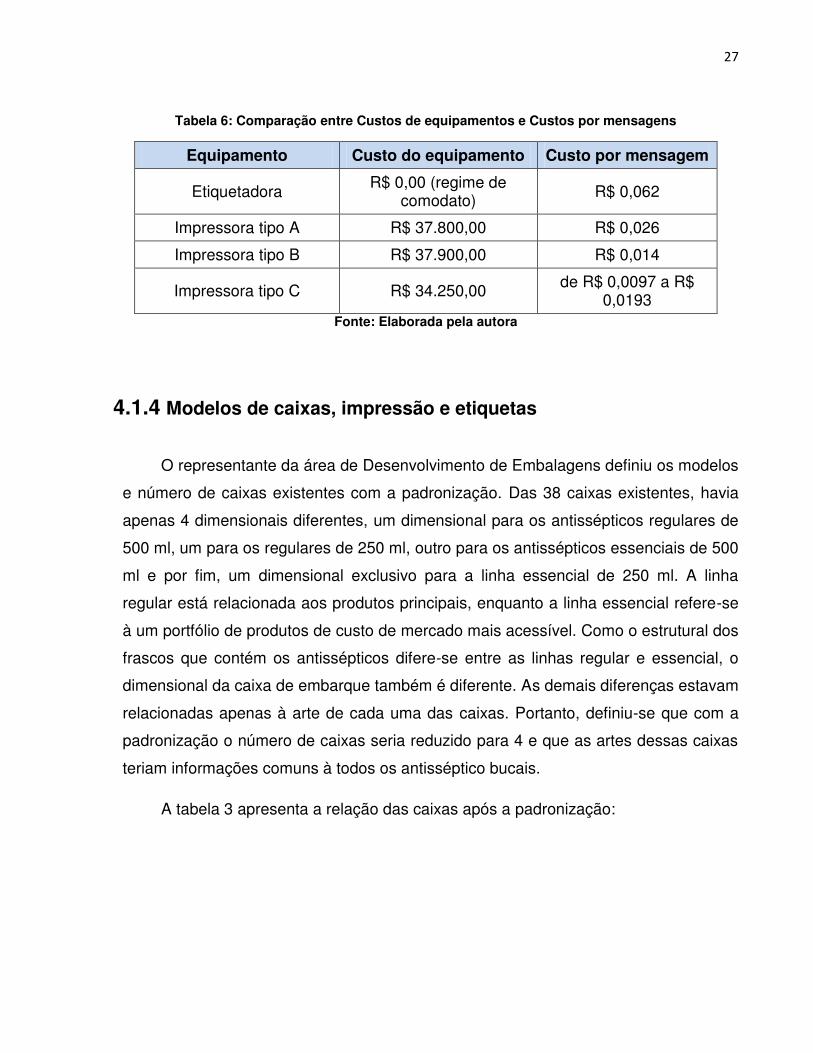
A tabela 2 apresenta um comparativo entre os custos dos modelos analisados.
27
Tabela 6: Comparação entre Custos de equipamentos e Custos por mensagens
Equipamento Custo do equipamento Custo por mensagem
Etiquetadora R$ 0,00 (regime de
comodato) R$ 0,062
Impressora tipo A R$ 37.800,00 R$ 0,026
Impressora tipo B R$ 37.900,00 R$ 0,014
Impressora tipo C R$ 34.250,00 de R$ 0,0097 a R$ 0,0193
Fonte: Elaborada pela autora
4.1.4 Modelos de caixas, impressão e etiquetas
O representante da área de Desenvolvimento de Embalagens definiu os modelos
e número de caixas existentes com a padronização. Das 38 caixas existentes, havia
apenas 4 dimensionais diferentes, um dimensional para os antissépticos regulares de
500 ml, um para os regulares de 250 ml, outro para os antissépticos essenciais de 500
ml e por fim, um dimensional exclusivo para a linha essencial de 250 ml. A linha
regular está relacionada aos produtos principais, enquanto a linha essencial refere-se
à um portfólio de produtos de custo de mercado mais acessível. Como o estrutural dos
frascos que contém os antissépticos difere-se entre as linhas regular e essencial, o
dimensional da caixa de embarque também é diferente. As demais diferenças estavam
relacionadas apenas à arte de cada uma das caixas. Portanto, definiu-se que com a
padronização o número de caixas seria reduzido para 4 e que as artes dessas caixas
teriam informações comuns à todos os antisséptico bucais.
A tabela 3 apresenta a relação das caixas após a padronização:
28
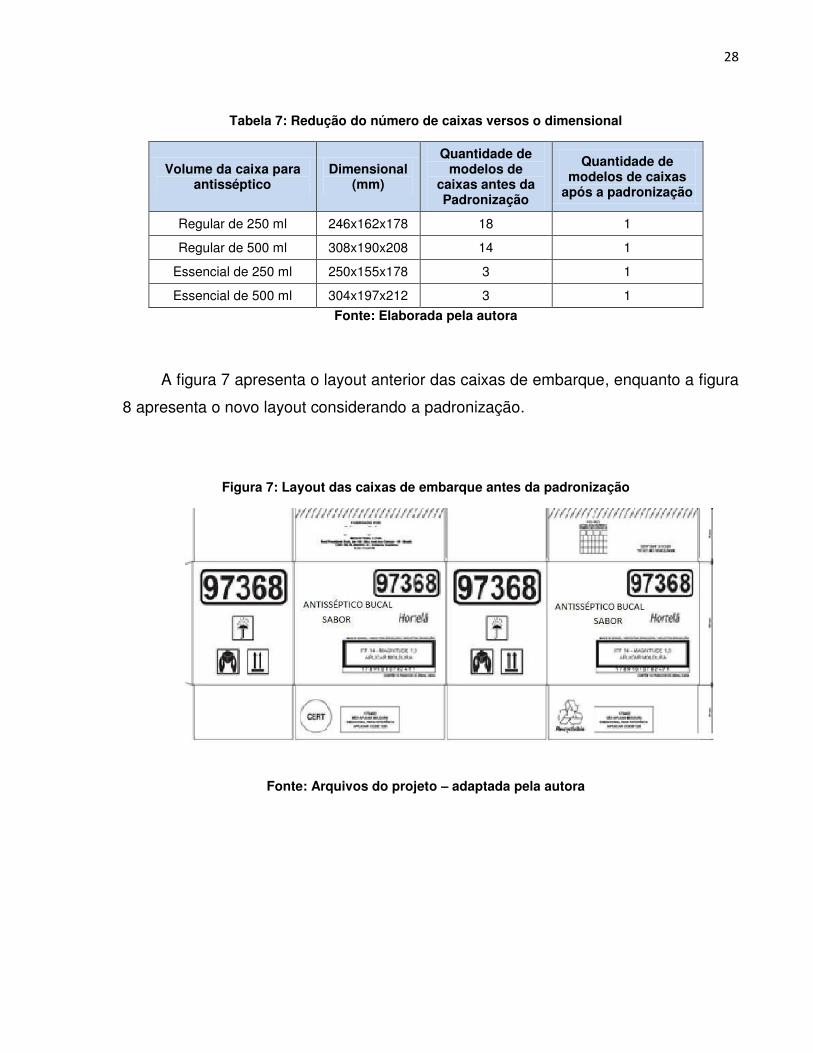
Tabela 7: Redução do número de caixas versos o dimensional
Volume da caixa para antisséptico
Dimensional (mm)
Quantidade de modelos de
caixas antes da Padronização
Quantidade de modelos de caixas
após a padronização
Regular de 250 ml 246x162x178 18 1
Regular de 500 ml 308x190x208 14 1
Essencial de 250 ml 250x155x178 3 1
Essencial de 500 ml 304x197x212 3 1
Fonte: Elaborada pela autora
A figura 7 apresenta o layout anterior das caixas de embarque, enquanto a figura
8 apresenta o novo layout considerando a padronização.
Figura 7: Layout das caixas de embarque antes da padronização
Fonte: Arquivos do projeto – adaptada pela autora

29
Figura 8: Layout das caixas de embarque sugerido após a padronização
Fonte: Arquivos do projeto – adaptada pela autora
Com a definição do novo layout das caixas de embarque, o engenheiro
responsável por desenvolvimento de embalagens também definiu os modelos de arte
para a impressão dos dados variáveis ou etiqueta, como pode ser visto na figura 9:
Figura 9: Modelo de arte dos dados variáreis ser aplicado na caixa de embarque
Fonte: Arquivos do projeto – adaptada pela autora

30
4.1.5 Custos e definição do modelo
A equipe de Engenharia de Desenvolvimento analisou tecnicamente os
equipamentos, custos e condições de fornecimento de cada modelo proposto. A
escolha final foi pela Impressora tipo C. Para isso, foram considerados os seguintes
custos: por mensagem a ser impressa, do equipamento, da instalação, treinamento e
manutenção, da tecnologia utilizada e também da familiaridade com o equipamento,
uma vez que esse modelo já era utilizado na planta farmacêutica localizada em São
José dos Campos.
Já a densidade de impressão foi definida juntamente com os times de Marketing e
Qualidade, a fim de garantir que o consumidor não fosse prejudicado por essa
alteração. Escolheu-se a densidade 2 – média.
4.2 Implementação
Após a definição do modelo, iniciaram-se as reuniões semanais com o time do
projeto para acompanhamento das atividades necessárias até a implementação. Estas
reuniões aconteceram no escritório do Gerente de Planejamento e duravam cerca de
uma hora, durante aproximadamente um ano. O objetivo dessas reuniões era avaliar o
andamento das atividades de cada área e discutir possíveis problemas ou dificuldades
encontradas durante o desenvolvimento.
O representante da área de Desenvolvimento de embalagens ficou responsável
por criar oficialmente as novas artes e buscar aprovação das áreas necessárias, criar
os códigos de rastreamento das caixas genéricas e realizar os testes de impressão.
O representante da área de Engenharia de desenvolvimento responsabilizou-se
pela compra da impressora, tal como acompanhamento da instalação e treinamento
dos funcionários que iriam manusear o novo equipamento.

31
O representante da área de Garantia da qualidade ficou responsável por avaliar
os testes necessários para validação das novas caixas e impressora e executá-los,
assim como foi responsável por definir o procedimento de alimentação dos dados
variáveis no novo equipamento. Nesse procedimento, ficou definido que o
abastecimento dos dados na impressora deveria ser feito pelo Instrumentista. Isso
significa que a cada mudança de tipo de antisséptico bucal produzido, seria necessária
a alteração dos dados variáveis no novo equipamento de impressão, como por
exemplo: sabor, número de lote, data de fabricação, data de validade e código de barra.
O responsável por planejamento de materiais ficou responsável em avaliar como
seria a nova dinâmica de estoque, uma vez que com a implementação das caixas
padronizadas uma única caixa passaria a ser utilizada para mais de um antisséptico.
Além disso, ele também ficou responsável por planejar como deveria ocorrer a
substituição das caixas atuais pelas genéricas de modo que não houvesse necessidade
de destruição de embalagem.
O representante da área de compras ficou responsável por validar os custos das
caixas e da cera utilizada na impressão com seus respectivos fornecedores. Esta etapa
foi realizada, apenas, após o responsável por desenvolvimento de embalagens concluir
e aprovar as especificações desses materiais, pois foi necessário garantir que os
fornecedores teriam total clareza dos materiais que passariam a ser fornecidos. Após a
confirmação dos custos, essa informação foi registrada no sistema interno da
companhia (SAP).
4.3 Validação
Com todas as atividades concluídas, foi agendado na fábrica um teste para
validação da mudança para que as novas caixas padronizadas pudessem começar a
ser utilizadas na produção de antisséptico bucal. Nesse teste, foram escolhidos dois
sabores e dois dimensionais de caixas diferentes e simulou-se uma produção de três
lotes consecutivos de cada um, de modo que o Instrumentista fosse forçado a inserir os
dados variáveis na impressora em momentos diferentes da produção. Porém, durante o
teste observou-se a possibilidade de que a impressora apresentasse falhas na
32
impressão, o que faria com que caixas pudessem chegar aos consumidores sem
informações cruciais, como por exemplo: sabor, número de lote e data de validade. Por
esse motivo, o teste não foi aprovado e uma reunião emergencial foi necessária para
que o time de projetos chegasse a uma solução para esse problema. Durante essa
reunião, o time chegou a conclusão de que seria necessário a compra de um leitor de
código de barras.
O representante de Engenharia de Desenvolvimento entrou em contato com
alguns fornecedores já conhecidos desta Companhia. Foi escolhido um leitor de código
de barras com alarme audiovisual. Isso significa que caso o leitor não conseguisse
identificar três códigos de barras consecutivos, uma lâmpada de alerta acenderia e um
sinal sonoro seria emitido. Esse equipamento foi adquirido por R$ 7.300,00 e instalado
ao final da linha de produção de antisséptico bucal. Contudo, para garantir que
nenhuma caixa fosse produzida sem a devida impressão, o Supervisor da linha de
produção solicitou que o operador responsável pela paletização fizesse uma verificação
visual caixa por caixa no momento da montagem do pallet. Após todas as correções
necessárias foi agendado um novo teste que ocorreu com a mesma dinâmica do teste
inicial, porém, desta vez, com resultado positivo.
Com esse resultado, foi realizada uma nova reunião com o time de projeto, os
operadores da linha e a Gerência da planta para comunicar oficialmente que a partir
daquela data, a linha de produção de antisséptico bucal passaria a utilizar caixas
padronizadas, com a única ressalva de que as caixas não genéricas ainda
armazenadas em estoque deveriam ser escoadas a fim de evitar a destruição de
embalagens.
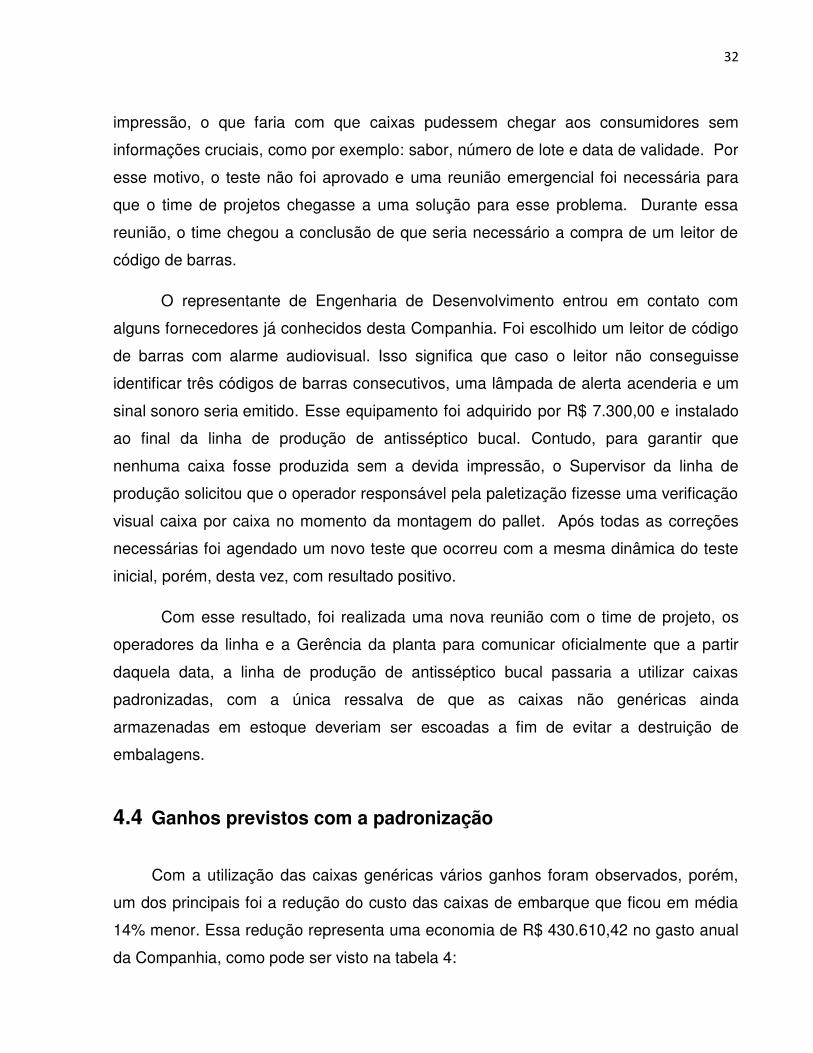
4.4 Ganhos previstos com a padronização
Com a utilização das caixas genéricas vários ganhos foram observados, porém,
um dos principais foi a redução do custo das caixas de embarque que ficou em média
14% menor. Essa redução representa uma economia de R$ 430.610,42 no gasto anual
da Companhia, como pode ser visto na tabela 4:

33
Tabela 8: Redução de custo das caixas de embarque e economia anual (R$)
Descrição
Preço das caixas de embarque antes da
padronização (R$)
Preço caixas de embarque
após a padronização
(R$)
% de redução
Volume anual de caixas de embarque
(2014)
Gasto anual antes da
padronização (R$)
Gasto anual após a
padronização (R$)
Economia anual (R$)
CX 12X250ML ESSENCIAL – SABOR "A" 0,73 0,63 -13% 36.327 26.518,35 22.991,95 3.526,39
CX 12X500ML REGULAR - SABOR "D" 1,19 1,00 -16% 10.780 12.828,20 10.744,16 2.084,04
CX 12X250ML REGULAR SABOR "D" 0,78 0,63 -19% 57.673 44.984,94 36.502,68 8.482,26
CX 12X500ML REGULAR - SABOR "E" 1,19 1,00 -16% 35.035 41.691,65 34.918,51 6.773,14
CX 12X250ML REGULAR SABOR "E" 0,78 0,63 -19% 36.701 28.626,78 23.228,98 5.397,80
CX 12X250ML ESSENCIAL - SABOR "B" 0,73 0,63 -13% 41.516 30.306,68 26.276,51 4.030,17
CX 12X250ML ESSENCIAL - SABOR "C" 0,73 0,63 -13% 72.653 53.036,69 45.983,90 7.052,79
CX 12X250ML REGULAR SABOR "F" 0,75 0,63 -16% 383.961 287.970,61 243.018,40 44.952,21
CX 12X500ML REGULAR - SABOR "F" 1,23 1,00 -19% 348.911 429.160,61 347.750,94 81.409,67
CX 12X500ML REGULAR - SABOR "G" 1,15 1,00 -14% 375.904 432.289,72 374.654,22 57.635,50
CX 12X250ML REGULAR - SABOR "G" 0,75 0,63 -16% 64.019 48.013,88 40.518,91 7.494,97
CX 12X500ML REGULAR - SABOR "H" 1,23 1,00 -19% 46.783 57.542,78 46.627,20 10.915,59
CX 12X250ML REGULAR - SABOR "H" 0,75 0,63 -16% 164.217 123.162,75 103.937,05 19.225,71
CX 12X500ML REGULAR - SABOR "I" 1,23 1,00 -19% 117.616 144.667,95 117.225,14 27.442,80
CX 12X250ML REGULAR - SABOR "I" 0,75 0,63 -16% 53.662 40.246,38 33.963,92 6.282,46
CX 12X500ML ESSENCIAL - SABOR "B" 1,06 1,00 -6% 24.750 26.235,00 24.667,71 1.567,29
CX 12X250ML REGULAR - SABOR "K" 0,75 0,63 -16% 15.729 11.796,75 9.955,28 1.841,47
CX 12X500ML REGULAR - SABOR "J" 1,23 1,00 -19% 59.290 72.926,70 59.092,86 13.833,84
CX 12X250ML REGULAR - SABOR "L" 0,75 0,63 -16% 41.944 31.458,00 26.547,41 4.910,59
CX 12X500ML REGULAR - SABOR "K" 1,23 1,00 -19% 43.120 53.037,60 42.976,63 10.060,97
CX 12X250ML REGULAR - SABOR "M" 0,75 0,63 -16% 5.243 3.932,25 3.318,43 613,82
CX 12X500ML REGULAR - SABOR "L" 1,23 1,00 -19% 5.390 6.629,70 5.372,08 1.257,62
CX 12X250ML REGULAR - SABOR "N" 0,75 0,63 -16% 20.972 15.729,00 13.273,70 2.455,30
CX 12X500ML REGULAR - SABOR "M" 1,23 1,00 -19% 21.560 26.518,80 21.488,31 5.030,49
CX 12X250ML REGULAR - SABOR "O" 0,75 0,63 -16% 31.458 23.593,50 19.910,55 3.682,95
CX 12X500ML REGULAR - SABOR "N" 1,23 1,00 -19% 29.645 36.463,35 29.546,43 6.916,92
CX 12X250ML REGULAR - SABOR "P" 0,69 0,63 -8% 64.200 44.298,00 40.633,79 3.664,22
CX 12X500ML REGULAR - SABOR "O" 1,23 1,00 -19% 22.160 27.257,11 22.086,57 5.170,54
CX 12X250ML REGULAR - SABOR "Q" 0,75 0,63 -16% 37.450 28.087,50 23.703,04 4.384,46
CX 12X500ML REGULAR - SABOR "P" 0,75 1,00 -19% 24.750 18.562,50 24.667,71 -6.105,21
CX 12X250ML REGULAR - SABOR "R" 0,75 0,63 -16% 5.350 4.012,50 3.386,15 626,35
CX 12X500ML REGULAR - SABOR "Q" 1,23 1,00 -19% 22.000 27.060,00 21.926,85 5.133,15
CX 12X250ML REGULAR - SABOR "S" 0,48 0,63 32% 10.486 5.033,28 6.636,85 -1.603,57
CX 12X500ML ESSENCIAL - SABOR "A" 0,68 1,00 46% 5.390 3.665,20 5.372,08 -1.706,88
CX 12X250ML REGULAR - SABOR "T" 0,75 0,63 -16% 178.262 133.696,50 112.826,48 20.870,02
CX 12X500ML ESSENCIAL - SABOR "C" 1,15 1,00 -14% 13.750 15.812,50 13.704,28 2.108,22
CX 12X250ML REGULAR - SABOR "U" 0,75 0,63 -16% 433.811 325.358,38 274.569,93 50.788,44
CX 12X250ML REGULAR - SABOR "V" 1,07 0,63 -19% 5.500 5.885,00 3.481,09 2.403,91
Total de redução
anual (R$) 430.610,42
Fonte: Elaborado pela autora

34
Para a área de Planejamento, essa simples mudança trouxe como benefício o
aumento da flexibilidade de produção, uma vez que uma única caixa pode ser utilizada
por mais de um tipo de produto, o que reduz a complexidade no planejamento de
compra desse tipo de embalagem e, por consequência, evita parada de produção por
falta de caixas de embarque.
Para o depósito de recebimento de materiais, a utilização de caixas de embarque
permitiu a redução no tempo de recebimento de materiais, uma vez que o número de
diferentes notas fiscais foi reduzido, reduziu o número de caixas em inventário,
proporcionou a diminuição de retorno de caixas ao depósito, devido à mudança de
programação de produção e também reduziu o número de caixas que eram destruídas
por mudança na arte das caixas de embarque ou por estar com vida útil vencida ou por
vencer. Para a linha de produção de antisséptico bucal, o gasto médio anual com
destruição de caixas de embarque era de R$ 17.187,00, aproximadamente 22.400
caixas.
Desse modo, o investimento necessário para esse projeto foi o seguinte:
Impressora: R$ 34.250,00
Cera para impressão (consumo anual previsto): R$ 43.035,52
Leitor de código de barras: R$ 7.300,00
Portanto, o valor total do investimento foi de R$ 84.585,52.
Já os benefícios financeiros anuais que serão obtidos com o projeto são:
Economia com a redução do preço das caixas: R$ 430.610,42
Fim da destruição das caixas de embarque: R$ 17.187,00
O que totaliza um valor de R$ 447.797,42.
Deste modo, a economia líquida, no primeiro ano do projeto, considerando
apenas os materiais e equipamentos utilizados foi de R$ 363.211,90. E partir do

35
segundo ano, este valor aumenta, pois o custo da nova impressora será integralmente
amortizado no primeiro ano.
4.5 Análise
Após a implementação das caixas de embarque padronizadas na linha de
produção de antissépticos bucal, pode-se analisar que o engajamento dos membros do
time de projeto para a execução de cada atividade foi de fundamental importância para
o sucesso do mesmo, uma vez que não seria possível concluí-lo sem que todas as
atividades necessárias tivessem sido finalizadas. Além disso, o comparecimento às
reuniões semanais também foram essenciais para que decisões importantes e soluções
de problemas e dificuldades fossem tomadas rapidamente, evitando assim grandes
impactos no cronograma de implementação.
Entretanto, é importante ressaltar que durante o desenvolvimento do Projeto, o
representante da área de desenvolvimento de embalagens foi substituído por outra
pessoa, o que fez com que as atividades que eram de responsabilidade dessa área
levassem mais tempo do que havia sido considerado no início.
Outro ponto de dificuldade encontrado foi a aceitabilidade desse projeto por parte
do time de Marketing, pois havia o receio de que esta mudança trouxesse impacto aos
pontos de distribuição e venda. Porém, ao verificar que não haveria nenhuma alteração
nas informações das caixas de embarque, ou seja, todas as informações continuariam
presentes, porém com um novo layout e nova arte, a área de Marketing aprovou o
projeto com a única ressalva de que deveria ser utilizada a impressão com a densidade
intermediária e nunca com a densidade baixa.
Com todos esses pontos considerados, o projeto foi implementado e o retorno
financeiro foi atingido conforme a expectativa. Para que seja possível considera-lo
como referencia para outras linhas, os pontos acima devem ser avaliados para que as
dificuldades não se repitam, permitindo uma maior agilidade na implementação.

36
37
5 CONCLUSÃO
Este trabalho apresentou o estudo da implementação das caixas de embarque
genérica em uma indústria de bens de consumo. Por meio da uma fundamentação
teórica obtida a partir de uma revisão bibliográficas de conceitos Lean, de
padronização e dos setes desperdícios, foi possível obter conceitos que alicerçassem
os aspectos práticos deste estudo de caso.
Como resultado desse projeto houve a redução do número de caixas de embarque
diferentes de 38 para 4, o que permitiu um melhor poder de negociação com o
fornecedor desse tipo de material, que reduziu o custo da caixa de embarque em 14%,
em média. Considerando esta redução de custo, e os investimentos necessários, o
ganho financeiro líquido do projeto foi de R$ 363.211,90, no primeiro ano de
implementação.
A comparação do estado inicial, antes da padronização e o estado final, após a
padronização evidencia redução da complexidade na gestão do planejamento das
caixas de embarque, assim como o fim da destruição das caixas de embarque por
motivos de prazo de validade e produtor descontinuados.
Por ser considerado um projeto de baixa complexidade, este está sendo
considerado um projeto de referência para as demais plantas e linhas de produção,
afim de que esta empresa continue obtendo os benefícios da redução de custo e por
consequência, permaneça em destaque no mercado de bens de consumo.
38
REFERÊNCIAS BIBLOGRÁFICAS
ARANTES, A, S. Padronização participativa nas empresas de qualidade. 1ª ed, Editora Nobel, 1998.
AHLSTRON, P.; KARLSSON, C. Change process towards lean production: role of the management accounting system. International Journal of Operation & Production Management, 1996.
AHLSTRON, P. Lean service operation: translating lean production principles to service operation. International Journal of Service Technology and Management, 2004.
CARDOZA, E.; CARPINETTI, L. C. R. Indicadores de desempenho para o sistema de produção enxuto. Universidade Federal de Santa Catarina. ISSN 1676-1901/Vol. 5/ Num. 2/ 2005.
CAMPOS, V, F. TQC – Controle da Qualidade Total (no estilo japonês). 8ª ed. Belo Horizonte: Editora de Desenvolvimento Gerencial, 1999.
COSTA R.S. e JARDIM E.G.M. - OS CINCO PASSOS DO PENSAMENTO ENXUTO NET, Rio de Janeiro, 2010. Disponível em: <http://www.trilhaprojetos.com.br> Acesso em 01 mai. 2014.
ELLRAM, L.M.; PEARSON, J.N.“The role of the purchasing function: toward team participation”, International Journal of Purchasing and Materials Management, 1993.
EMILIANI, M. L. Improving business school course by applying lean principles and practices.Quality Assurance Education, 2004.
GHINATO, P. Sistema Toyota de Produção: mais do que simplesmente Just-intime. Caxias do Sul: Editora da UCS, 1996.
GIL, A. C. Como elaborar projetos de pesquisa. 1. ed. São Paulo: Atlas, 2011.
JAYARAM, J.; VICKERY, S.K. Supply-based strategies, human resource initiatives, procurement lead time, and firm performance. International Journal of Purchasing and Materials Management, 1998.
MARTINS, G. A. & LINTZ, A. (2010).Guia para elaboração de monografias e trabalhos de conclusão de curso. 2.ed. São Paulo: Atlas, 2010.
NAGARUR, N.; AZEEN, A. Impact of commonality and flexibility on manufacturing performance: a simulation study. International Journal of Production Economics, 1999.
PURCHASING, Purchasing survey. Buyer’s cost reduction goals average 12 percent in ’02, October, 2002.
39
SAWHNEY, RUPY. A management model for planning change based on the integration of lean six sigma – University of Tennessee, 2006
SALGADO, E.G. et al. Análise da aplicação do mapeamento de fluxo de valor na identificação de desperdícios do processo de desenvolvimento de produtos .Gestão e Produção. São Carlos, v.16, n. 3, pag. 344-356, jul-set 2009.
SALGADO, E.G. et al, Msc. F. Identificação das ferramentas da filosofia Lean para aplicação no processo de desenvolvimento de produtos. XIII SIMPEP- Bauru –SP, Brasil. 6 a 8 de Novembro de 2006.
SHINGO, Shigeo. O sistema Toyota de Produção: do ponto de vista da Engenharia de Produção. Porto Alegre, Bookman, 1996a
SUZAKI, S. The new manufacturing challenge: techniques for continuous improvements. New York: Free Press, 1987.
VOSS, C et al. (2002). Case research in operations management. International Journal of Operations & Production Management. v. 22, n. 2, 2002.
WOMACK, J.; JONES D.; A mentalidade enxuta nas empresas. Rio de Janeiro. Ed. Campus, 1998.
WORLEY, J. M.; DOOLEN, T. L.The role of communication and management support in lean manufacturing implementation. Management Decision, 2006
YIN, R. K. Estudo de Caso – Planejamento e Método. 2. ed. Porto Alegre: Bookman, 2001.