universidade de sÃo paulo escola de engenharia de...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ROBERTO DE ALMEIDA RODRIGUES
Potencial utilização de resíduos do processamento do café como combustíveis
visando seu emprego em fornos rotativos de calcinação
Lorena, 2015

ROBERTO DE ALMEIDA RODRIGUES
Potencial utilização de resíduos do processamento do café como combustíveis
visando seu emprego em fornos rotativos de calcinação
Monografia apresentada à Escola de
Engenharia de Lorena - Universidade de
São Paulo como requisito legal para a
conclusão de graduação no curso de
Engenharia Industrial Química.
Orientador: Professor Dr. Luís Fernando Figueiredo Faria
Lorena, 2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Rodrigues, Roberto de Almeida Potencial utilização de resíduos do processamentodo café como combustíveis visando seu emprego emfornos rotativos de calcinação / Roberto de AlmeidaRodrigues; orientador Luís Fernando Figueiredo Faria.- Lorena, 2015. 84 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaIndustrial Química - Escola de Engenharia de Lorenada Universidade de São Paulo. 2015Orientador: Luís Fernando Figueiredo Faria
1. Cal. 2. Combustão. 3. Casca de café. 4.Biomassa. I. Título. II. Faria, Luís FernandoFigueiredo, orient.

Dedico este trabalho aos meus pais
Hélio e Elen que sempre me
apoiaram e me impulsionaram na
realização dos meus sonhos.
AGRADECIMENTOS
Agradeço primeiramente a Deus, principal responsável pela realização deste
trabalho. Foi Ele que me concedeu o dom da vida e quem me guiou nessa
jornada, passando a frente de todas as minhas decisões.
Aos meus pais Hélio Veloso Rodrigues e Elen Maria de Almeida Rodrigues pelo
amor incondicional. Vocês foram meus primeiros e principais educadores, me
ensinaram a sonhar e nas adversidades da vida, me ensinaram a ter fé e
coragem.
Aos meus irmãos Luíza Almeida Rodrigues e Samuel Almeida Rodrigues pela
amizade, compreensão, convívio e toda ajuda recebida.
Ao meu orientador Prof. Dr. Luís Fernando Figueiredo Faria por acreditar no meu
potencial, pelo conhecimento transmitido, pela atenção, confiança e
disponibilidade. Obrigado por toda ajuda.
À Cláudia Santos Salim por toda ajuda, paciência e disponibilidade. Obrigado
pelas dicas, conselhos e por todo auxílio em minhas análises.
Ao Gustavo Ferroni Pereira que não mediu esforços para realização de algumas
análises essenciais para o trabalho.
À Indústria de Cal Cruzeiro LTDA pelo fornecimento de materiais e colaboração
com todas as informações necessárias.
Agradeço à Escola de Engenharia de Lorena – USP com todo seu corpo docente
e funcionários por me formarem Engenheiro Industrial Químico.
Enfim, deixo meu agradecimento especial a todos que contribuíram de alguma
maneira para conclusão deste trabalho.

RESUMO
RODRIGUES, R. A. Potencial utilização de resíduos do processamento do
café como combustíveis visando seu emprego em fornos rotativos de
calcinação. 2015. 84 f. Monografia (Trabalho de Graduação) – Escola de
Engenharia de Lorena - Universidade de São Paulo, Lorena, 2015.
A cal é um dos produtos mais antigos e mais importantes para a sociedade.
Suas características a tornam um produto altamente versátil com inúmeras
aplicações. Nesse contexto os produtores de cal precisam cada vez mais
melhorar seus processos para se manterem nesse mercado tão competitivo. Os
maiores custos nas empresas que possuem fornos rotativos de calcinação são os
combustíveis, responsáveis pela eficiência do processo. Atualmente, a maioria
das empresas brasileiras que possuem esse tipo de forno utiliza coque de
petróleo e moinha de carvão vegetal (finos de carvão vegetal oriundos das usinas
siderúrgicas) como fonte de calor. No apogeu do desenvolvimento sustentável, a
utilização de resíduos obtidos no processamento do café como combustíveis
poderia diversificar essa matriz energética, reduzir impactos ambientais, reduzir
custos e eventualmente melhorar o processo. O objetivo principal deste trabalho
foi analisar as propriedades físicas e químicas da casca de café, dos finos
residuais do beneficiamento do café e, como comparação, da moinha de carvão
vegetal, visando avaliar o potencial de aplicação dessas biomassas cafeeiras
como combustíveis em fornos rotativos de calcinação. Para isso foram realizadas
análises granulométrica, imediata, elementar, composição das cinzas,
termogravimétrica (TG/DTG) e econômica desses três combustíveis. Para
realização da análise econômica foram criados 22 cenários com misturas
combustíveis diferentes. Cinco cenários se mostraram vantajosos na utilização
dos resíduos do processamento do café nesse tipo de forno. Esses cenários
apresentaram vantagens como: aumento do poder de ignição do combustível,
maior sustentabilidade, redução do custo mensal de produção e, em alguns
casos, aumento da flexibilidade do processo.
ABSTRACT
RODRIGUES, R. A. Potential use of residues from coffee processing as fuels,
with the purpose of using it in rotary lime kilns. 2015. 84 p. Monograph –
Escola de Engenharia de Lorena - Universidade de São Paulo, Lorena, 2015.
Lime is one of the oldest and most important products for society. Its features
make it highly versatile and widely used. In this context, lime producers
increasingly need to improve their process allowing the company to survive in this
competitive business. In companies that have a rotary lime kiln, the higher costs
come from the fuels, which are responsible for the process efficiency. Nowadays,
most of Brazilian companies which have this kind of kiln use petcoke and charcoal
fines (fines of charcoal obtained from steel mill) as fuel. At the peak of sustainable
development, the use of residues from coffee processing as fuels can diversify the
energy matrix, reduce environmental impacts, reduce costs and possibly improve
the process. The main objective of this work was analyze the physical and
chemical properties of the coffee husks, “residual fines” from coffee processing
and, as comparison, charcoal fines in order to evaluate the application potential of
coffee biomass in rotary lime kilns. This work presented an experimental study,
which includes: particle size distribution, ultimate and proximate, ash composition,
thermogravimetric and economic analysis of these fuels. In this regard, 22
scenarios with different fuels composition were created. Five scenarios were
considered convenient for the use of residues from coffee processing in rotary lime
kilns. These scenarios presented advantages such as: higher ignition power, lower
ash contents, greater sustainability, reduction of monthly costs and, in some
cases, increased the flexibility of the process.

LISTA DE FIGURAS
Figura 1 – Segmentação do mercado brasileiro consumidor de cal em 2008. ...... 13 Figura 2 - Mapa da distribuição das lavouras em minas gerais (2014) ................. 15 Figura 3 – Forno rotativo tubular ........................................................................... 20 Figura 4 – Mecanismos de transferência de calor em forno rotativo . ................... 21 Figura 5 – Fluxos de carga e gases no interior do forno rotativo. ......................... 22 Figura 6– Unidade industrial de calcinação do calcário ........................................ 23 Figura 7 – Vista frontal de um combustor industrial .............................................. 27 Figura 8 - Desenho esquemático da posição da chama curta .............................. 27 Figura 9 - Desenho esquemático da posição da chama longa ............................. 28 Figura 10– Processos de conversão energética da biomassa .............................. 35 Figura 11 - Mapa de zoneamento da biomassa brasileira .................................... 37 Figura 12 - Fluxograma do processamento e beneficiamento do café .................. 41 Figura 13 - Casca de café moída (20 mesh) ......................................................... 44 Figura 14 – Finos residuais do beneficiamento do café ........................................ 45 Figura 15 - Moinha de carvão vegetal ................................................................... 45 Figura 16 - Analisador de umidade mettler toledo h843-s ..................................... 46 Figura 17 - Peneiras utilizadas na análise granulométrica .................................... 47 Figura 18 - Espectrômetro de fluorescência de raios x - Panalytical ..................... 49 Figura 19 - Analisador elementar perkin elmer 2400 ............................................ 50

LISTA DE TABELAS
Tabela 1 - Tipos de cal virgem de acordo com teor de CaO e MgO ..................... 12 Tabela 2 - lME para poluentes atmosféricos (base seca, 8% de O2) .................... 24 Tabela 3 - Principais países produtores de café (volume em mil sacas de 60 kg) 38 Tabela 4 - Café beneficiado (safra 2013) – produção e produtividade .................. 39 Tabela 5 - Análise de umidade.............................................................................. 53 Tabela 6 - Análise granulométrica da casca de café ............................................. 54 Tabela 7 - Análise granulométrica dos finos residuais do beneficiamento ............ 55 Tabela 8 - Análise granulométrica da moinha de carvão vegetal .......................... 56 Tabela 9 - Resultados de análise imediata de cada material ................................ 56 Tabela 10 - Análise química das cinzas (resultados expressos em porcentual em
massa de compostos, normalizados a 100%) ................................................ 58 Tabela 11 - Resultados obtidos a partir da relação de Pronobis ........................... 60 Tabela 12 - Dados obtidos da análise elementar .................................................. 60 Tabela 13 - Poder calorífico superior (PCS) e poder calorífico inferior (PCI) ........ 62 Tabela 14 - Temperaturas de ignição e temperaturas de pico dos combustíveis . 68 Tabela 15 - Preço líquido por tonelada de cada combustível ............................... 69 Tabela 16 - Cenários de composição de combustíveis ......................................... 70 Tabela 17 - Análise econômica ............................................................................. 71 Tabela 18 - Cenários que se mostraram viáveis ................................................... 73

LISTA DE GRÁFICOS
Gráfico 1 - Curva de perda de massa da amostra de casca de café .................... 64 Gráfico 2 - Curva de perda de massa ds finos residuais do beneficiamento ........ 66 Gráfico 3 - Curva de perda de massa da moinha de carvão vegetal .................... 67

SUMÁRIO
1. INTRODUÇÃO ............................................................................................... 12
1.1. Objetivo geral .............................................................................................. 15
1.2. Objetivos específicos .................................................................................. 16
2. REVISÃO BIBLIOGRÁFICA .......................................................................... 17
2.1. História ........................................................................................................ 17
2.2. Processo produtivo da cal ........................................................................... 17
2.3. Fornos de cal............................................................................................... 18
2.3.1. Impactos ambientais das indústrias de cal ........................................ 24
2.4. Combustão em fornos rotativos de calcinação ............................................ 26
2.4.1. Combustíveis utilizados na produção de cal ..................................... 29
2.4.2. Combustíveis utilizados em fornos rotativos ..................................... 31
2.5. Biomassa .................................................................................................... 34
2.5.1. Casca de Café ................................................................................... 38
2.5.2. Finos residuais do beneficiamento do café ....................................... 42
3. MATERIAIS E MÉTODOS ............................................................................. 44
3.1. Materiais ...................................................................................................... 44
3.2. Procedimento .............................................................................................. 46
3.2.1. Caracterização das amostras ............................................................ 46
3.2.2. Análise Granulométrica ..................................................................... 47
3.2.3. Análise Imediata ................................................................................ 47
3.2.4. Análise Química das Cinzas .............................................................. 48
3.2.5. Análise Elementar ............................................................................. 49
3.2.6. Análise Termogravimétrica (TG/DTG) ............................................... 50
3.2.7. Poder calorífico.................................................................................. 51
4. RESULTADOS E DISCUSSÕES ................................................................... 53

4.1. Caracterização da amostra ......................................................................... 53
4.2. Análise granulométrica ................................................................................ 54
4.3. Análise Imediata .......................................................................................... 56
4.4. Análise Química das Cinzas........................................................................ 58
4.5. Análise Elementar ....................................................................................... 60
4.6. Determinação do Poder Calorífico .............................................................. 62
4.7. Análise Termogravimétrica .......................................................................... 63
4.8. Análise Econômica ...................................................................................... 68
5. CONCLUSÃO ................................................................................................ 75
6. SUGESTÃO PARA PRÓXIMOS TRABALHOS ............................................. 76
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................... 77
12
1. INTRODUÇÃO
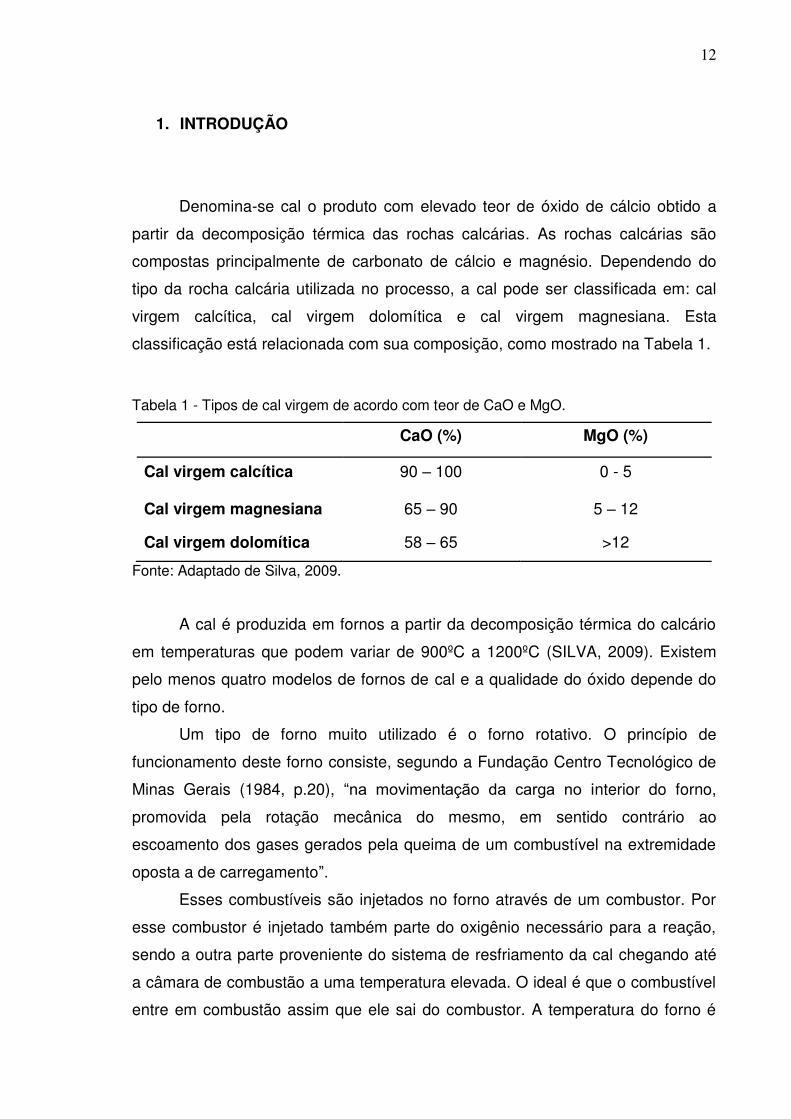
Denomina-se cal o produto com elevado teor de óxido de cálcio obtido a
partir da decomposição térmica das rochas calcárias. As rochas calcárias são
compostas principalmente de carbonato de cálcio e magnésio. Dependendo do
tipo da rocha calcária utilizada no processo, a cal pode ser classificada em: cal
virgem calcítica, cal virgem dolomítica e cal virgem magnesiana. Esta
classificação está relacionada com sua composição, como mostrado na Tabela 1.
Tabela 1 - Tipos de cal virgem de acordo com teor de CaO e MgO.
CaO (%) MgO (%)
Cal virgem calcítica 90 – 100 0 - 5
Cal virgem magnesiana 65 – 90 5 – 12
Cal virgem dolomítica 58 – 65 >12
Fonte: Adaptado de Silva, 2009.
A cal é produzida em fornos a partir da decomposição térmica do calcário
em temperaturas que podem variar de 900ºC a 1200ºC (SILVA, 2009). Existem
pelo menos quatro modelos de fornos de cal e a qualidade do óxido depende do
tipo de forno.
Um tipo de forno muito utilizado é o forno rotativo. O princípio de
funcionamento deste forno consiste, segundo a Fundação Centro Tecnológico de
Minas Gerais (1984, p.20), “na movimentação da carga no interior do forno,
promovida pela rotação mecânica do mesmo, em sentido contrário ao
escoamento dos gases gerados pela queima de um combustível na extremidade
oposta a de carregamento”.
Esses combustíveis são injetados no forno através de um combustor. Por
esse combustor é injetado também parte do oxigênio necessário para a reação,
sendo a outra parte proveniente do sistema de resfriamento da cal chegando até
a câmara de combustão a uma temperatura elevada. O ideal é que o combustível
entre em combustão assim que ele sai do combustor. A temperatura do forno é

13
maior na região de queima e diminui ao longo do equipamento, sendo o fluxo de
calor contra corrente ao material. Os gases oriundos da decomposição da rocha
calcária e da queima do combustível juntamente com material particulado são
aspirados por um sistema de exaustão passando por filtros e sendo então
eliminados para atmosfera.
A estrutura da cal é formada por um arranjo submicroscópico de
elementos. Esse arranjo confere algumas propriedades químicas e físicas que
fazem da cal um dos produtos mais consumidos no mundo devido a sua
versatilidade e vasta aplicação. A segmentação do mercado brasileiro consumidor
de cal no ano de 2008 pode ser vista na Figura 1.
Figura 1 – Segmentação do mercado brasileiro consumidor de cal em 2008.
Fonte: Associação Brasileira dos Produtores de Cal, 2008.
Dentre as principais aplicações da cal, segundo a Associação Brasileira
dos Produtores de Cal (2008), podemos destacar:
Siderurgia: Aglomerante na pelotização do minério; escoriante na
sinterização e dessulfuração do gusa, protetor de revestimentos refratários
nos fornos de aciaria e lubrificante na trefilaria.
Metalurgia do alumínio: caustificação e recuperação da soda cáustica
utilizada no processamento da bauxita.
Processos químicos: Matéria prima básica na produção de carbonato de
cálcio precipitado (PCC), óxido de propileno, cloreto de cálcio, carbureto de
cálcio, hipoclorito de cálcio, dentre outros.

14
Tratamento de água: usada como alcalinizante.
Indústria alimentícia: Redução de acidez e clarificação do caldo de cana no
setor sucroalcooleiro; Redução de acidez e auxiliar para secagem do
bagaço de cítricos; fonte de cálcio em rações preparadas a partir do farelo
deste bagaço; redução de acidez na indústria de laticínios e utilizada na
produção do fosfato bicálcico.
Papel e celulose: Regeneração da soda cáustica e agente redutor de
acidez na produção de papéis alcalinos.
Construção civil: é utilizada na forma hidratada como componente no
preparo de argamassas e preparo de tintas de alta alvura.
Agricultura: Utilizada na recuperação de solos ácidos.
É possível perceber que a cal é um produto de grande importância para
outras indústrias de maneira geral. Dessa forma as empresas produtoras de cal
precisam cada vez mais garantir a qualidade do produto, melhorar os processos
de produção, promover a sustentabilidade e reduzir os custos de operação para
que se mantenham nesse mercado tão competitivo. Neste contexto, os
combustíveis representam nos dias de hoje um dos maiores custos nas empresas
de cal que possuem fornos rotativos.
Vale ressaltar que as condições operacionais da Indústria de Cal Cruzeiro,
localizada na região centro-oeste de Minas Gerais, foram adotadas nesse
trabalho. Os combustíveis utilizados nos fornos dessa empresa são coque verde
de petróleo e moinha de carvão vegetal. Uma diversificação dessa matriz
energética poderia ocasionar redução de custo, melhoria de processo além de
benefícios ao meio ambiente. Acredita-se que a utilização de biomassa cafeeira
nos fornos pode trazer algumas vantagens.
O que motivou a escolha dos resíduos do café é o fato de serem materiais
amplamente disponibilizados no Brasil, principalmente a casca de café. O estado
de Minas Gerais, onde está localizada a empresa, produz mais de 50% de toda a
safra brasileira de café (EMBRAPA, 2014). As regiões desse estado com maior
número de lavouras estão mostradas na Figura 2. Este material também possui
um grande potencial de utilização para fins energéticos já que devido ao seu

15
processamento é comercializado com um baixo teor de umidade se comparado a
outras biomassas.
Figura 2 - Mapa da distribuição das lavouras em Minas Gerais (2014).
Fonte: Companhia nacional de abastecimento – CONAB, 2014.
1.1. Objetivo geral
O objetivo principal deste trabalho foi analisar as propriedades físicas e
químicas da casca de café, dos finos residuais do beneficiamento do café e da
moinha de carvão vegetal como comparação, visando avaliar o potencial de
aplicação dessas biomassas cafeeiras como combustíveis em fornos rotativos de
calcinação.

16
1.2. Objetivos específicos
O objetivo geral foi obtido através dos seguintes objetivos específicos:
Preparar as amostras de casca de café, finos residuais do beneficiamento
do café e moinha de carvão vegetal e realizar análise de teor de umidade,
granulométrica, imediata, elementar, termogravimétrica e química das
cinzas.
Elaborar estudo comparativo visando à determinação empírica do poder
calorífico de cada combustível a partir de sua composição elementar.
Realizar análise econômica a partir de diferentes cenários propostos por
meio de variações nas misturas combustíveis.

17
2. REVISÃO BIBLIOGRÁFICA
2.1. História
O óxido de cálcio comercialmente conhecido como cal pode ser
considerado o produto manufaturado mais antigo da humanidade. Há registros
que em alguns trechos da muralha da China pode-se encontrar uma mistura bem
compactada de terra argilosa e cal. Muitos registros da utilização desse produto
datam de antes de Cristo (ASSOCIAÇÃO BRASILEIRA DOS PRODUTORES DE
CAL, s.d).
Atualmente, a cal virgem e cal hidratada são produtos de grande
versatilidade estando entre os dez produtos de origem mineral, mais consumidos
no mundo. Estes produtos estão presentes, de forma direta ou indireta, em uma
infinidade de produtos e processos industriais (BAJAY; SANT’ANA, 2010).
Consequentemente, as indústrias de cal tem se tornado cada vez mais
dinâmicas, com novos métodos de produção, novos produtos e novas aplicações
sendo constantemente desenvolvidas a fim de abastecer com qualidade todo o
mercado consumidor (OATES, 1998, tradução nossa).
2.2. Processo produtivo da cal
O processo de produção de cal começa na exploração da rocha calcária.
Esse tipo de rocha é amplamente encontrado pelo mundo em depósitos que
variam no tamanho e na composição. Primeiramente são feitos estudos
geoquímicos e petrográficos do solo para identificação de rochas calcárias de
elevada pureza. A partir desses estudos, a mina é mapeada de acordo com sua
extensão, composição e impacto ambiental. Após o mapeamento, o proprietário
apresenta um projeto de exploração aos órgãos federais a fim de legalizar a
extração mineral. Assim que tudo estiver legalizado e dentro da legislação
ambiental, o terreno pode começar a ser explorado (SOARES, 2007).

18
Segundo a Associação Brasileira dos Produtores de Cal (s.d) as empresas
de cal podem ser divididas em quatro categorias:
Produtor integrado: Produz cal virgem e/ou cal hidratada através de
instalações industriais próprias, sejam fornos de calcinação, pulverizadores
e hidratadores, tendo como matéria prima a rocha calcária
necessariamente extraída de mina própria.
Produtor não integrado: Produz cal Virgem e/ou cal Hidratada por meio de
instalações industriais próprias, sejam fornos de calcinação, pulverizadores
e hidratadores, tendo como matéria prima a rocha calcária adquirida de
terceiros.
Transformador: Realiza a moagem de cal virgem e/ou produz cal Hidratada
a partir de cal virgem adquirida de terceiros, e utiliza pulverizadores e/ou
hidratadores próprios. Também é classificado como transformador o que
produz cal hidratada recuperada a partir do reprocessamento de
subprodutos industriais.
Produtor Cativo: Produz e emprega a cal para uso próprio. Normalmente
são as grandes indústrias siderúrgicas.
2.3. Fornos de cal
As reações químicas de decomposição térmica do carbonato de cálcio para
o calcário calcítico e dolomítico são:
→ + . → + +
O mecanismo de calcinação é complexo e envolve vários estágios. O calor
é absorvido pela reação química que ocorre na interface cal-calcário. O gás
carbônico gerado migra para superfície da partícula sendo então liberado
juntamente com os outros gases de combustão.

19
Em fornos de cal, variações na distribuição do calor, temperatura e tempo
de residência do material tornam o processo complicado (ULLMANN’S [...], 2011,
p.49, tradução nossa).
No início do processo, a rocha calcária é britada, classificada e então
encaminhada para o forno. Dos modelos de fornos que são utilizados nas
empresas atualmente, o mais antigo é denominado “Forno de Barranco”. Estes
fornos recebem este nome por estarem apoiados em uma encosta, possuem
aproximadamente quatro a cinco metros de altura e formato tronco cônico. O
combustível pode ser adicionado diretamente à carga ou queimado em fornalhas
laterais. Geralmente o consumo de combustível nesses fornos é muito alto
(GUIMARÃES, 1998).
Outro tipo de forno muito utilizado é denominado “Forno Vertical”. Forno
metálico, contínuo, cilíndrico, geralmente do modelo AZBE. Possui tiragem
forçada, controle termodinâmico, é revestido de refratário e isolante. As cargas e
descargas são automáticas, com recuperação parcial do calor perdido nos gases
e na cal virgem (GUIMARÃES, 1990).
Neste tipo de forno, o calcário é alimentado pela parte superior. Um tipo de
combustível muito usado é o gás gerado a partir da queima de lenha de eucalipto
em um gasogênio. A reação de calcinação vai ocorrendo na medida em que o
calcário desce pelo forno. Alguns desses fornos chegam a produzir até 350 t/dia
de cal.
A busca de economia de calor e de melhor reatividade para a cal virgem
conduziu ao aparecimento dos fornos de calcinação verticais de cubas múltiplas e
fluxos paralelos alimentados a óleo combustível. São fornos metálicos, contínuos,
com tiragem forçada e controle termodinâmico. Possuem seção circular ou
retangular, com revestimento interno refratário e isolante. As cargas e descargas
são automáticas, os fluxos dos gases e do ar de combustão são invertidos
alternadamente nas cubas e uma delas passa a funcionar como recuperadora de
calor (GUIMARÃES, 1990).
Desse tipo de forno, segundo Soares (2007, p.209), “o modelo mais
presente no parque industrial da cal são os da Maerz Ofenbau A. G., de Zurich,
Suiça e o de sua licenciada Kennedy Van Saun Corporation com capacidade
raramente excedendo 600 ton/dia”.

20
Em países como Estados Unidos, França e Alemanha os fornos Maerz são
os mais utilizados e geralmente possuem todo um sistema para reduzir os
impactos ambientais. Nesses países não é comum uso de fornos de barranco
devido ao impacto ambiental que eles geram (SILVA, 2009).
Outro importante modelo de forno que, segundo o Centro de Pesquisa e
Desenvolvimento (2007) , produz óxido de cálcio de maior qualidade é o forno
rotativo tubular. Neste tipo de forno a transferência de calor é maior e
consequentemente o custo com combustíveis que podem ser sólidos, líquidos ou
gasosos se torna maior também. Em compensação é capaz de produzir uma cal
de melhor qualidade com baixos teores de carbonato de cálcio (CaCO3) e enxofre
além de maior reatividade. A Figura 3 mostra um forno rotativo tubular.
Figura 3 – Forno Rotativo Tubular.
Fonte: Oates, 1998.
Esses fornos funcionam basicamente da seguinte forma: O calcário com
uma granulometria de 12,5 a 44,5 mm é alimentado no topo de um equipamento
denominado pré aquecedor. Na alimentação do forno ocorre o preaquecimento do
calcário e início da calcinação sendo o calcário aquecido por radiação proveniente
da queima do combustível e condução ao entrar em contato com o revestimento
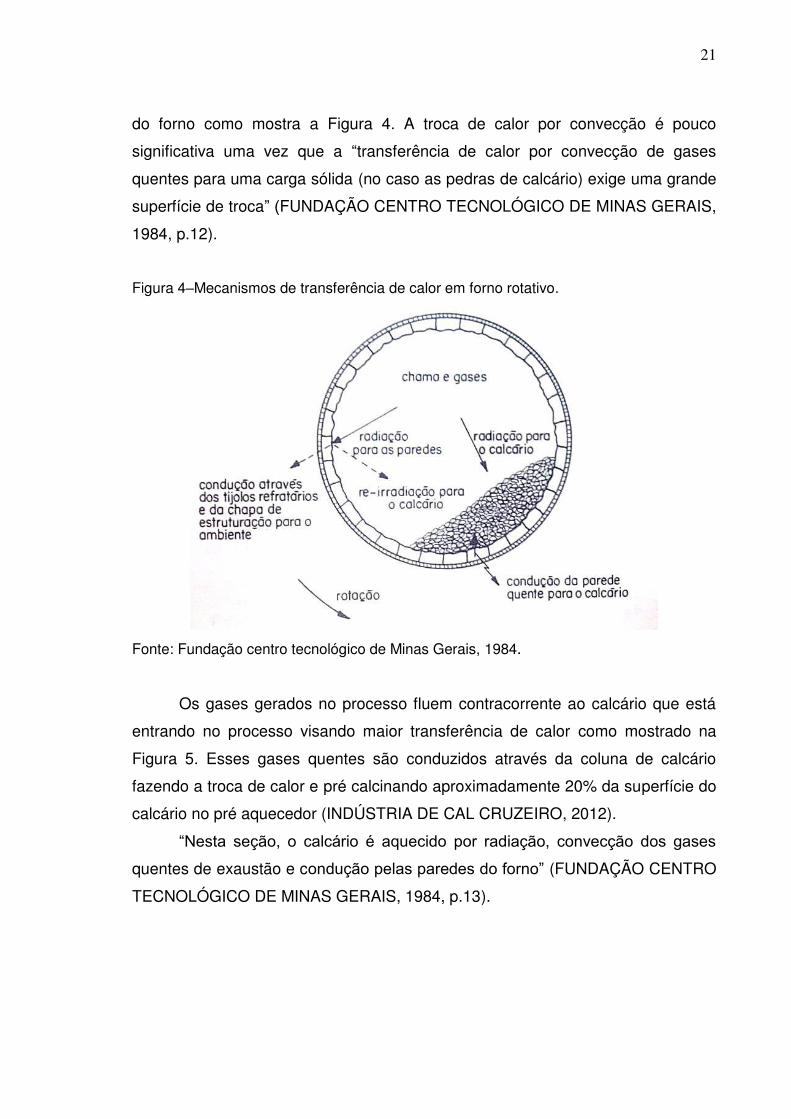
21
do forno como mostra a Figura 4. A troca de calor por convecção é pouco
significativa uma vez que a “transferência de calor por convecção de gases
quentes para uma carga sólida (no caso as pedras de calcário) exige uma grande
superfície de troca” (FUNDAÇÃO CENTRO TECNOLÓGICO DE MINAS GERAIS,
1984, p.12).
Figura 4–Mecanismos de transferência de calor em forno rotativo.
Fonte: Fundação centro tecnológico de Minas Gerais, 1984.
Os gases gerados no processo fluem contracorrente ao calcário que está
entrando no processo visando maior transferência de calor como mostrado na
Figura 5. Esses gases quentes são conduzidos através da coluna de calcário
fazendo a troca de calor e pré calcinando aproximadamente 20% da superfície do
calcário no pré aquecedor (INDÚSTRIA DE CAL CRUZEIRO, 2012).
“Nesta seção, o calcário é aquecido por radiação, convecção dos gases
quentes de exaustão e condução pelas paredes do forno” (FUNDAÇÃO CENTRO
TECNOLÓGICO DE MINAS GERAIS, 1984, p.13).

22
Figura 5– Fluxos de carga e gases no interior do forno rotativo.
Fonte: Fundação Centro Tecnológico de Minas Gerais, 1984.
Após passar pelo pré aquecedor, o calcário é introduzido no forno. À
medida que o forno rotaciona, o calcário se move e a calcinação vai ocorrendo. O
produto que chega ao final do forno, na zona de queima, já é denominado cal.
A última etapa do processo consiste no resfriamento da cal que ocorre no
resfriador. O resfriador tem como objetivo resfriar a cal e recuperar o calor
proveniente do resfriamento. O sistema de resfriadores mais utilizado atualmente
é do tipo denominado (vertical), neste tipo de equipamento a cal quente é
descarregada por gravidade diretamente no resfriador. O ar ambiente é soprado
na base do resfriador entrando num sistema de distribuição de ar conhecido como
“chapéu chinês”, realizando o resfriamento por contato direto com a cal. Após
passar através do resfriador o ar quente é usado no forno para combustão
(INDÚSTRIA DE CAL CRUZEIRO, 2012).
Após resfriada, a cal virgem é armazenada e comercializada, podendo
passar também por um sistema de hidratação originando a cal hidratada, muito
utilizada na construção civil. O diagrama esquemático de um forno rotativo de cal
está representado na Figura 6.
Segundo Ullmann’s [...] (2011, p.54, tradução nossa), a eficiência térmica
do forno rotativo está relacionada principalmente:
Ao sistema de resfriamento que pré aquece o ar de combustão;
A disposição dos tijolos refratários que aumenta o tempo de permanência
do material na zona de queima, gerando maior transferência de calor;

23
Ao sistema de pré aquecimento que reaproveita o calor dos gases de
combustão para pré calcinar o calcário.
Figura 6– Unidade industrial de calcinação do calcário.
Fonte: Soares, 2007.
Uma complicação que pode ocorrer em fornos rotativos de calcinação é a
formação de incrustação nos tijolos refratários do forno (ULLMANN’S, 2011, p.54,
tradução nossa). Essa incrustação é chamada industrialmente de “colagem” e em
menor grau pode ser benéfica, uma vez que protege e aumenta a durabilidade do
tijolo refratário. Porém se não for feito um controle operacional correto, essa
colagem aumenta e diminui o volume útil do forno resultando em menor produção.
Outro problema relacionado à colagem é que ela acaba retendo o material por
mais tempo dentro do forno (supercalcinação), o que pode causar a sinterização
do material. A sinterização é a redução da área específica pela submissão a
elevadas temperaturas e maior tempo de calcinação. Esse fenômeno leva a
formação de cales duras que possuem elevada pureza, mas apresentam
dificuldade de hidratação (SOARES, 2007).
Essa incrustação é causada pela combinação de pó de cal, argila, cinzas
do combustível e sais de sódio e potássio. Isso pode ser um problema em fornos
com pré aquecedores e que utilizam carvão como combustível. Neste caso uma

24
menor granulometria de carvão bem selecionado pode minimizar essa formação
(ULLMANN’S, 2011, p.54, tradução nossa).
Outro problema que pode ocorrer em fornos com sistema de pré
aquecimento é que o contato entre os gases de combustão e o material
parcialmente calcinado, aumenta a absorção de dióxido de enxofre. Essa
absorção leva a formação de sulfato de cálcio que pode se incrustar no pré
aquecedor.
2.3.1. Impactos ambientais das indústrias de cal
O principal impacto ambiental causado pelo processamento do calcário é a
poluição atmosférica. Com leis ambientais cada vez mais rígidas e a necessidade
de preservar o meio ambiente, as empresas de cal precisam controlar seus
processos, tornando os cada vez mais sustentáveis. Segundo a deliberação
normativa 187 do COPAM (Conselho estadual de política ambiental) do estado de
Minas Gerais, os limites máximos de emissão permitidos em uma indústria de cal
são:
Tabela 2 - LME para poluentes atmosféricos (Base seca, 8% de O2).
Material Particulado
(mg/Nm³)
SOx
(mg/Nm³)
NOx
(mg/Nm³)
100 470 470
Fonte: Minas Gerais, 2013.
Para atender a legislação, as empresas que possuem fornos rotativos
precisam instalar filtros ao final do processo para reter este material particulado
que é composto principalmente de pó calcário, pó de cal e cinzas de combustível.
Os filtros mais utilizados são multiciclones, precipitadores eletrostáticos e filtro de
mangas (ULLMANN’S [...], 2011, p.62, tradução nossa).
A emissão de gases também é algo que precisa ser bem controlado. Na
legislação de cada país é especificado o limite máximo de emissão de dióxido de

25
enxofre, por exemplo. A cal consegue capturar e reter alta quantidade de enxofre
proveniente do calcário e do combustível. Porém na maioria dos fornos maior
parte do enxofre acaba saindo juntamente com os gases de exaustão
(ULLMANN’S, 2011, p.63, tradução nossa). As emissões de SOx variam de
0 a 10 kg/tcal dependendo do tipo de forno (JOHN; PUNHAGUI; CINCOTTO,
2014).
O gás carbônico (CO2) eliminado é proveniente da combustão e da
decomposição do calcário. Tem-se que o total de gás carbônico gerado, segundo
Silva (2009, p.16) é: “1131 kg CO2 por tonelada de cal virgem, dos quais 32%
originam-se da queima dos combustíveis”. No contexto de aquecimento global, a
quantidade de gás carbônico gerado no processo de produção de cal merece uma
atenção especial. Em indústrias cuja energia elétrica é proveniente da queima de
combustíveis fósseis, a quantidade de gás carbônico emitido se torna ainda
maior. É importante considerar que uma quantia razoável do dióxido de carbono
emitido é absorvida novamente na produção de carbonato de cálcio e nas
plantações de lenha e outras biomassas caso o forno utilize esses combustíveis
(OATES, 1998, p.392, tradução nossa).
A emissão de monóxido de carbono é um indicativo de combustão
ineficiente. Alguns modelos de forno operam com concentrações acima de 1%.
Até essa quantidade o monóxido de carbono não apresenta perigo ambiental,
porém qualquer vazamento na planta pode representar um perigo (OATES, 1998,
p.391, tradução nossa).
A concentração de óxidos de nitrogênio (NOx) nos gases de exaustão
reflete a temperatura na chama e/ou no forno. Esta emissão também precisa ser
controlada visando o atendimento as exigências da legislação do país e,
sobretudo a preservação do meio ambiente (OATES, 1998, p.390, tradução
nossa).
Outras substâncias como compostos orgânicos voláteis, dioxinas e furanos
ocorrem apenas em algumas circunstancias anormais e não há evidência de
emissões significativas de metais pesados (ULLMANN’S, 2011, p.63, tradução
nossa).
As unidades de produção, independentemente do tipo da cal produzida, do
processo de produção empregado e do combustível utilizado, deverão dispor de
plano de monitoramento de emissões atmosféricas. Os planos de monitoramento

26
devem contemplar o controle de produção do produto, com base em parâmetros
fixados em regulamento, referentes, no mínimo, a dioxinas, furanos e poluentes
gasosos à base de enxofre e nitrogênio.
A constante modernização do parque produtor de cal brasileiro e da
indústria no geral faz com que essas tecnologias passem por constantes
transformações em diversos sentidos, seja para melhorar a qualidade do produto
final, para aumentar a eficiência energética do processo, para diminuir os custos
de produção e/ou preservar o meio ambiente.
2.4. Combustão em fornos rotativos de calcinação
Um aspecto muito importante que precisa ser abordado separadamente é a
combustão nos fornos rotativos.
Segundo Abreu (s.d.) a combustão, industrialmente conceituada, é a parte
da tecnologia que estuda a queima de combustíveis. Este conceito deixa implícito
o aproveitamento econômico da energia calorífica produzida pelas reações de
oxidação das substâncias e/ou elementos formadores dos combustíveis.
O controle de combustão é extremamente importante, pois serve para
evitar a perda de calor e consequentemente de combustível, mantendo a
eficiência da queima. Porém é um assunto bastante complexo da tecnologia de
combustão. Inúmeras reações químicas em diferentes graus de intensidade, tanto
em fase gasosa como líquida e sólida, altas temperaturas, radiação térmica,
elevadas taxas de troca de calor e de massa e escoamento multifásico tornam
extremamente difíceis o controle desse processo.
O principal equipamento de combustão do forno é chamado de combustor.
É através desse equipamento que os combustíveis são injetados do forno
juntamente com parte do oxigênio (proveniente do ar) necessário para reação de
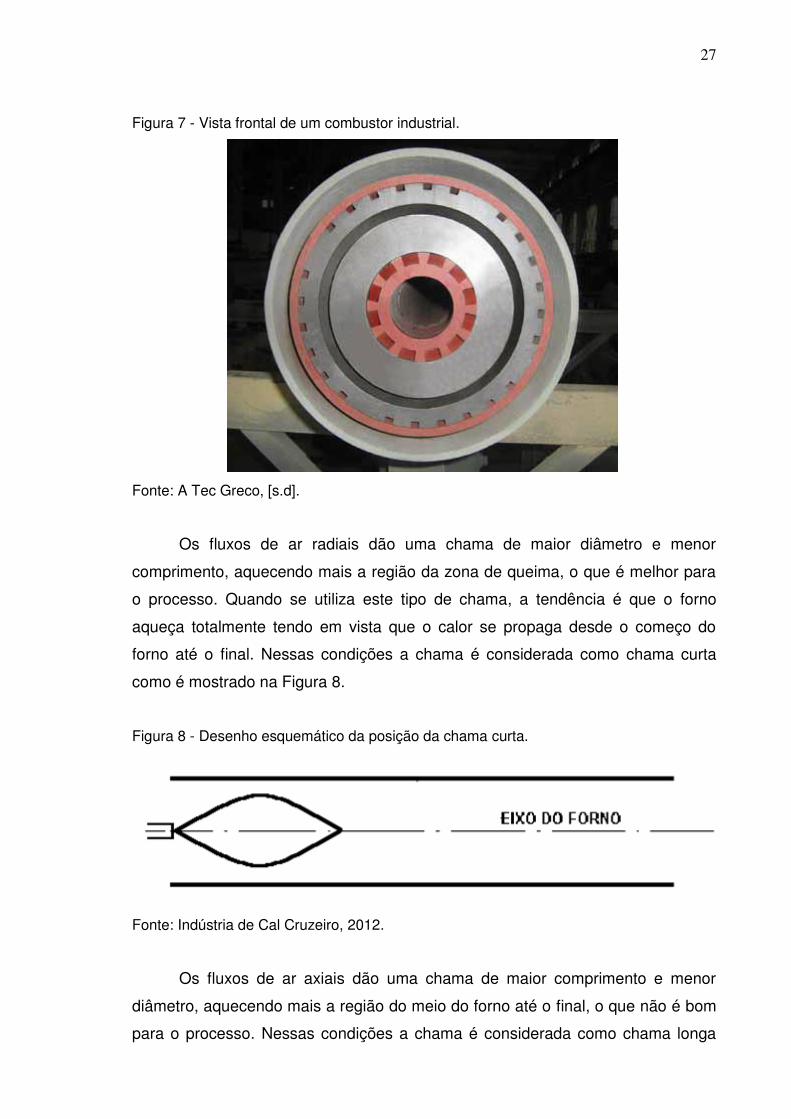
combustão. Na Figura 7 temos a vista frontal de um combustor utilizado
industrialmente na qual podemos ver os orifícios de saída de ar e combustível.
No processo de calcinação a posição da chama é muito importante, ela
deverá ser regulada de modo que a chama toque levemente o material sem tocar
no refratário, essa regulagem é feita através do controle do ar axial e radial.
27
Figura 7 - Vista frontal de um combustor industrial.
Fonte: A Tec Greco, [s.d].
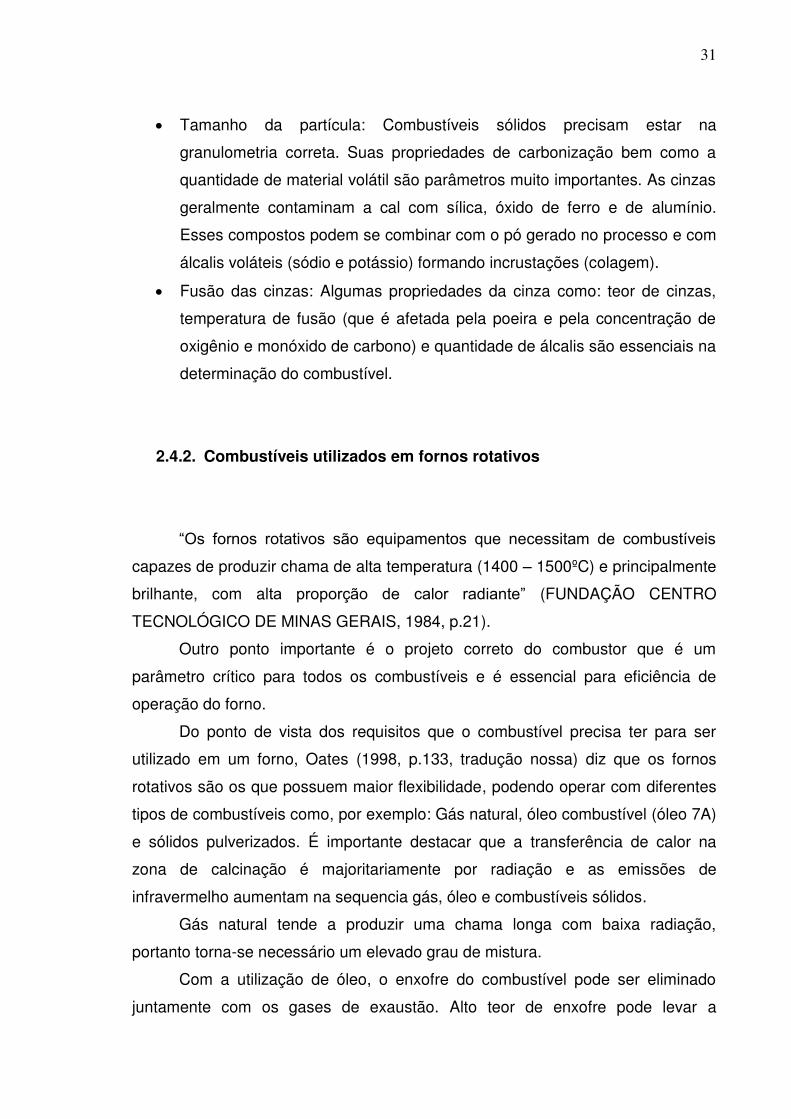
Os fluxos de ar radiais dão uma chama de maior diâmetro e menor
comprimento, aquecendo mais a região da zona de queima, o que é melhor para
o processo. Quando se utiliza este tipo de chama, a tendência é que o forno
aqueça totalmente tendo em vista que o calor se propaga desde o começo do
forno até o final. Nessas condições a chama é considerada como chama curta
como é mostrado na Figura 8.
Figura 8 - Desenho esquemático da posição da chama curta.
Fonte: Indústria de Cal Cruzeiro, 2012.
Os fluxos de ar axiais dão uma chama de maior comprimento e menor
diâmetro, aquecendo mais a região do meio do forno até o final, o que não é bom
para o processo. Nessas condições a chama é considerada como chama longa

28
que é desfavorável ao princípio ideal da calcinação, pois ela se distancia da zona
de queima do forno como mostrado na Figura 9.
Figura 9 - Desenho esquemático da posição da chama longa.
Fonte: Indústria de Cal Cruzeiro, 2012.
A eficiência térmica de um calcinador industrial é definida como a energia
teórica requerida para a promoção da reação de calcinação dividida pela energia
real fornecida ao calcinador. As eficiências variam de 35% para um forno rotativo
tradicional até 47% para um forno rotativo com pré aquecedor e integração
energética de calor (MEIER, 2004).
Tais eficiências são baixas devido ao fato de que a perda de energia por
radiação é significativa em sistemas de fornos rotativos, uma vez que o sistema
isolante é de difícil execução e controle. Para Soares (2007, p.39):
[...] a perda térmica nos fornos de calcinação se dá com a
irradiação de calor pela carcaça do equipamento e através de
outras maneiras, como pelos produtos de combustão expelidos
pela chaminé; com o CO2 produzido pela decomposição dos
carbonatos; com poeiras e minerais incombustíveis que
acompanham os gases; nos produtos (cal e outros)
descarregados com temperatura acima do ambiente; ou para
retirar a umidade dos combustíveis.

29
2.4.1. Combustíveis utilizados na produção de cal
Para Soares (2007) há uma divergência muito grande entre os custos na
indústria de cal devido a vários fatores dentre os quais podemos destacar: as
diversas técnicas empregadas, a ociosidade dos fornos em função do mercado e
o nível de administração.
Um dos maiores custos na maioria das empresas produtoras de cal,
principalmente as que produzem cal através de fornos rotativos, são os
combustíveis. Segundo Ullmann’s [...] (2011, p.47, tradução nossa) “A seleção do
combustível correto é muito importante para o produtor de cal, pois representa
50% do custo total de produção de uma tonelada de cal virgem”.
Para Oates (1998, p.130, tradução nossa), além do custo que o
combustível representa para empresa, uma escolha inapropriada pode gerar
problemas de operação, impactos ambientais e perda de qualidade da cal. Nos
fornos de cal o combustível é mais que uma fonte de calor, pois ele interage com
o processo uma vez que os produtos de combustão reagem com a cal.
Os combustíveis utilizados na calcinação da rocha calcária para a
produção da cal virgem podem ser sólidos, líquidos, gasosos, naturais, fabricados
ou reciclados como, por exemplo: óleos combustíveis; carvão mineral; carvão
vegetal, granulado ou em pó; coque de petróleo; gás natural; lenha e seus
derivados, na forma de toras, cavacos ou serragem. A lenha precisa estar
devidamente legalizada e esta deve ser oriunda de áreas de reflorestamento ou
obtida a partir de planos de manejo florestal, conforme a legislação ambiental
pertinente. Alguns combustíveis não convencionais, para uso em
coprocessamento também podem ser usados desde que sua utilização seja
submetida à aprovação prévia e ao controle do órgão ambiental competente
(SILVA, 2009).
“O consumo de combustível varia de acordo com o tipo de forno utilizado.
O combustível mais utilizado é o coque de petróleo (30%), gás natural (20%),
lenha (20%), óleo combustível (20%) e carvão (10%)” (SILVA, 2009, p.15).
Qualquer combustível utilizado deverá ter certificação quanto à origem, à
qualidade e permitir emissões atmosféricas dentro dos limites estabelecidos pela
legislação ambiental vigente. A utilização de combustíveis que contenham

30
compostos clorados ou precursores da formação de dioxinas ou furanos
dependerá de prévia autorização do órgão ambiental competente (SILVA, 2009).
Alguns combustíveis não podem ser utilizados em certos fornos. Outros
combustíveis podem afetar consideravelmente o calor, a produção e qualidade da
cal. A seleção de um novo combustível nas fábricas geralmente é conduzida por
tentativa e erro e deve ser feita com bastante cuidado. A maioria dos fornos pode
operar com mais de um tipo de combustível fazendo com que o operador possa
selecionar o combustível ou mistura de combustíveis que proporcionará melhor
desempenho operacional e econômico (ULLMANN’S [...], 2011, p.47, tradução
nossa).
Segundo Ullmann’s [...] (2011, p.47, tradução nossa), para seleção de
novos combustíveis os seguintes fatores precisam ser analisados:
Poder Calorífico: o poder calorífico, o custo unitário do combustível e a
necessidade energética do processo permite o cálculo do custo de
combustível por unidade de produto.
Enxofre: Alguns importantes mercados de cal, principalmente a siderurgia,
requerem baixos níveis de enxofre. O enxofre proveniente do combustível
é absorvido pela cal na parte mais fria da zona de calcinação na forma de
sulfato de cálcio. Em fornos verticais eficientes, maior parte desse enxofre
fica retido na cal. Já em alguns fornos rotativos maior parte do enxofre do
combustível é eliminado juntamente com os gases do forno por operarem
com altas temperaturas e pouco excesso de ar na zona de calcinação e
devido ao contato limitado entre os gases do forno e a cal nessa mesma
zona.
Características da combustão: As características de combustão variam de
um combustível para outro. Carvão pulverizado tende a queimar
produzindo uma chama curta, quente e radiante. Por outro lado gás natural
e lenha queimam produzindo chama longa, fria e com baixa radiação.
Essas diferenças podem afetar o aproveitamento do calor e a qualidade do
produto final. Em particular a relação entre carbonato de cálcio residual e a
reatividade com água pode ser influenciada pelo combustível.
31
Tamanho da partícula: Combustíveis sólidos precisam estar na
granulometria correta. Suas propriedades de carbonização bem como a
quantidade de material volátil são parâmetros muito importantes. As cinzas
geralmente contaminam a cal com sílica, óxido de ferro e de alumínio.
Esses compostos podem se combinar com o pó gerado no processo e com
álcalis voláteis (sódio e potássio) formando incrustações (colagem).
Fusão das cinzas: Algumas propriedades da cinza como: teor de cinzas,
temperatura de fusão (que é afetada pela poeira e pela concentração de
oxigênio e monóxido de carbono) e quantidade de álcalis são essenciais na
determinação do combustível.
2.4.2. Combustíveis utilizados em fornos rotativos
“Os fornos rotativos são equipamentos que necessitam de combustíveis
capazes de produzir chama de alta temperatura (1400 – 1500ºC) e principalmente
brilhante, com alta proporção de calor radiante” (FUNDAÇÃO CENTRO
TECNOLÓGICO DE MINAS GERAIS, 1984, p.21).
Outro ponto importante é o projeto correto do combustor que é um
parâmetro crítico para todos os combustíveis e é essencial para eficiência de
operação do forno.
Do ponto de vista dos requisitos que o combustível precisa ter para ser
utilizado em um forno, Oates (1998, p.133, tradução nossa) diz que os fornos
rotativos são os que possuem maior flexibilidade, podendo operar com diferentes
tipos de combustíveis como, por exemplo: Gás natural, óleo combustível (óleo 7A)
e sólidos pulverizados. É importante destacar que a transferência de calor na
zona de calcinação é majoritariamente por radiação e as emissões de
infravermelho aumentam na sequencia gás, óleo e combustíveis sólidos.
Gás natural tende a produzir uma chama longa com baixa radiação,
portanto torna-se necessário um elevado grau de mistura.
Com a utilização de óleo, o enxofre do combustível pode ser eliminado
juntamente com os gases de exaustão. Alto teor de enxofre pode levar a
32
formação de anéis de sulfato de cálcio no final do forno ou depósitos de sulfato de
cálcio no pré aquecedor.
Na queima de combustíveis sólidos, as cinzas e o enxofre do combustível
podem formar colagem. A deposição das cinzas pode ser controlada utilizando
combustível com baixos teores de cinzas (de preferência menor que 7%), alta
temperatura de fusão dessas cinzas e moendo o combustível. Altos níveis de
cinzas requerem material com uma granulometria muito baixa, ou seja, bem
moídos.
O teor de materiais voláteis no carvão precisa ser pelo menos 18 a 20 %.
Baixos níveis de materiais voláteis também exigem maior moagem do
combustível para que ele obtenha os requisitos para combustão (OATES, 1998,
p.135, tradução nossa).
Os combustíveis sólidos mais utilizados no Brasil hoje em fornos rotativos
são coque de petróleo e o carvão vegetal. O coque verde de petróleo é um
produto sólido, obtido a partir do craqueamento de óleos residuais pesados em
unidades de conversão de resíduos denominadas unidades de coqueamento
retardado (UCR). Nesses locais é feita a destruição de resíduos da destilação de
petróleo, principalmente resíduo de vácuo, com objetivo de obtenção de derivados
claros. Como coproduto deste processo é obtido o coque verde de petróleo
(PETROBRAS, s.d).
Já o carvão vegetal é o produto sólido obtido por meio da carbonização da
madeira e suas características dependem do processo de obtenção e do uso para
a qual se destina. Em muitas empresas o combustível utilizado é a moinha de
carvão vegetal que consiste nos finos de carvão que não são aproveitados na
indústria siderúrgica.
Do ponto de vista ambiental surgiram três preocupações principais em
consequência da fabricação de carvão vegetal em larga escala no Brasil. A
primeira está relacionada à possível diminuição da vegetação natural pelo
desmatamento em larga escala que ainda ocorre criminosamente em muitos
lugares do país. A segunda são os impactos ambientais decorrentes das grandes
plantações de eucalipto. Entretanto, muitas plantações de eucalipto são
realizadas em solos pobres que foram degradados e são inapropriados para
agricultura. A terceira grande preocupação está relacionada às atividades de
produção do carvão vegetal. A produção de carvão vegetal indubitavelmente
33
resulta em impactos negativos sobre o meio ambiente devido à natureza do
produto. Muitos compostos derivados dos processos de fabricação do carvão
vegetal são lançados na atmosfera (CALLE; BAJAY; ROTHMAN, 2005).
As vantagens da utilização do carvão vegetal são a baixa emissão de
enxofre e NOx e o próprio balanço da emissão de gás carbônico uma vez que
além de eliminado no processo de queima do carvão, é absorvido pelas
plantações (CALLE; BAJAY; ROTHMAN, 2005).
Para serem utilizados nos fornos de calcinação, o carvão vegetal e/ou
coque precisam ser moídos até serem reduzidos a um pó bem fino. Após o
processo de moagem eles são injetados no forno pelos combustores juntamente
com o ar de combustão.
Estes dois combustíveis apresentam um alto poder energético, fator de
extrema importância para fornos calcinadores que operam a altas temperaturas.
Porém Alves, Partata e Henrique (2007, p.1) constataram que:
[...] com aumento dos custos de insumos e de energia, o coque e
o carvão acarretam em altas despesas para as empresas,
chegando a uma porcentagem de aproximadamente 50% dos
custos totais. A necessidade de ofertar produtos de melhor
qualidade, que não afetem o ecossistema, e que ao mesmo tempo
reduza custos de produção, encoraja a busca e pesquisa por
alternativas energéticas que possam substituir esta matriz
energética utilizada nas indústrias processadoras de cal.
Outra maneira de se utilizar combustíveis sólidos em fornos de calcinação
é através da gaseificação. Esse processo foi definido da seguinte maneira por
Lora et al. (s.d):
[...] a gaseificação é o processo de conversão termoquímica de
um material sólido ou liquido (que contenha carbono na sua
composição) em um combustível gasoso, através da oxidação
parcial a temperaturas elevadas (reações termoquímicas numa
faixa de temperaturas de 800 a 1100ºC) e em pressões
atmosféricas ou maiores, até 33 bar. Os agentes de gaseificação
usados são ar, vapor d’água, oxigênio ou uma mistura desses, em

34
quantidades inferiores à estequiométrica (mínimo teórico para
combustão).
2.5. Biomassa
“Pode ser considerado biomassa todo recurso renovável que provém de
matéria orgânica, de origem vegetal ou animal tendo por objetivo principal a
produção de energia” (BRASIL, MMA, s.d).
“A biomassa tem origem em resíduos sólidos urbanos – animais, vegetais,
industriais e florestais – e, voltada para fins energéticos, abrange a utilização
desses vários resíduos para a geração de fontes alternativas de energia”
(CORTEZ et al., 2008, p.15).
Na verdade, “a biomassa acaba sendo uma fonte indireta de
aproveitamento da luz solar, pois ocorre a conversão da radiação solar em
energia química por meio da fotossíntese” (BRASIL, MMA, s.d).
É possível extrair energia de diversos resíduos como madeira, casca de
arroz, casca de coco, casca de café, bagaço de cana. Como o próprio nome já
diz, na maioria das vezes esses resíduos são gerados nos processos, porém não
são aproveitados. Em alguns casos são reaproveitados apenas para receberem
uma destinação, sem gerar lucros para empresa. Com o advento da
sustentabilidade, inúmeros centros de pesquisa têm estudado maneiras de
reaproveitar esses materiais, principalmente no Brasil. Muitas pesquisas já
renderam resultados concretos e muitas biomassas já possuem diversas
aplicações principalmente na geração de energia e obtenção de novos produtos.
A Figura 10 mostra um diagrama dos processos de conversão da biomassa.

35
Figura 10 - Processos de conversão energética da biomassa.
Fonte: Balanço energético nacional, 1982 1 apud Biomassa, s.d.
Segundo Brasil MMA [s.d]:
[...] O Brasil, por possuir condições naturais e geográficas
favoráveis à produção de biomassa, pode assumir posição de
destaque no cenário mundial na produção e no uso como recurso
energético. Por sua situação geográfica, o país recebe intensa
radiação solar ao longo do ano - o que é a fonte de energia
fundamental para a produção de biomassa, quer seja para
alimentação ou para fins agroindustriais. Outro aspecto importante
é que o país possui grande quantidade de terra agricultável, com
boas características de solo e condições climáticas favoráveis. No
entanto, é necessária a conjugação de esforços no sentido de que
esta produção ou o seu incremento seja feito de maneira
sustentável, tanto do ponto de vista ambiental quanto social.
1 Balanço Energético Nacional - BEN. Brasília: MME, 1982.

36
Para Leite (2008, p.11):
[...] começa a se fortalecer o conceito de que o uso do
combustível fóssil é uma pratica meramente extrativista, de
exploração primitiva da natureza Hoje, o aproveitamento da
biomassa é associado a estágios mais elevados de produção,
envolvendo sofisticadas técnicas agrícolas e o processamento
físico e químico dos insumos. [...] Cresce a conscientização de
que o uso de combustíveis fósseis, e o consequente aumento da
temperatura média do globo devido ao efeito estufa, provocará a
médio, se não em curto prazo, perturbações climáticas
catastróficas.
Nesse contexto, o uso de fontes de energia alternativas aos combustíveis
fósseis vem ganhando importância no Brasil e no mundo em virtude da
preservação do meio ambiente e do desenvolvimento sustentável.
A necessidade de redução do uso de derivados do petróleo é a principal
motivação para essa mudança de postura. Isso faz com que os países não
dependam energeticamente de países exportadores de petróleo, e também
diminuam as emissões de gases promotores do efeito estufa
(CORTEZ et al., 2008).
“Uma das principais barreiras à produção e utilização de energia renovável
é o fato de no uso dos combustíveis convencionais não serem considerados os
custos externos da energia como, por exemplo, os custos ambientais.”
(CALLE et al., 2005).
Os resíduos vegetais resultam das atividades de colheita dos produtos
orgânicos. A produção agrícola brasileira vem crescendo a cada dia e essa
produção gera uma grande quantidade de resíduos que podem ser aproveitados
energeticamente em virtude das tecnologias existentes (CORTEZ, 2008). O mapa
a seguir mostra o zoneamento da biomassa brasileira. Porém grande parte
desses resíduos ainda não é reaproveitada e acabam gerando problemas para os
produtores agrícolas que para conferir destinação a esses produtos, utilizam
esses materiais como adubo ou componente de ração animal.
37
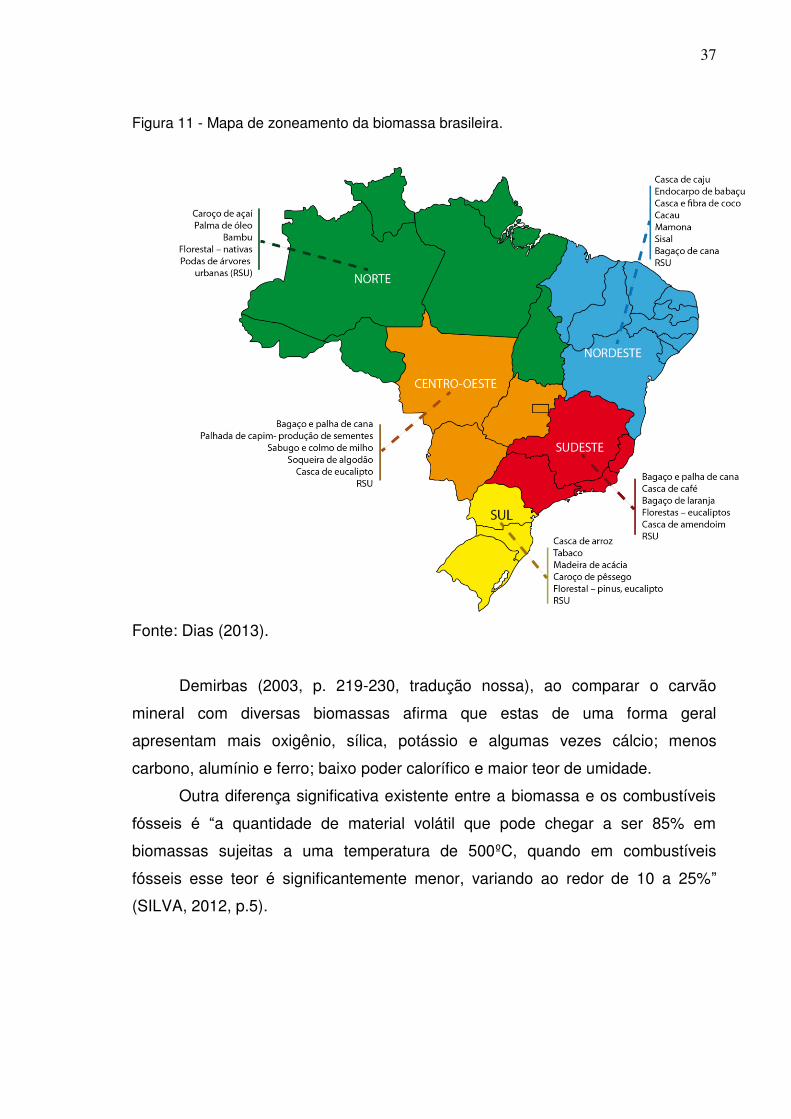
Figura 11 - Mapa de zoneamento da biomassa brasileira.
Fonte: Dias (2013).
Demirbas (2003, p. 219-230, tradução nossa), ao comparar o carvão
mineral com diversas biomassas afirma que estas de uma forma geral
apresentam mais oxigênio, sílica, potássio e algumas vezes cálcio; menos
carbono, alumínio e ferro; baixo poder calorífico e maior teor de umidade.
Outra diferença significativa existente entre a biomassa e os combustíveis
fósseis é “a quantidade de material volátil que pode chegar a ser 85% em
biomassas sujeitas a uma temperatura de 500ºC, quando em combustíveis
fósseis esse teor é significantemente menor, variando ao redor de 10 a 25%”
(SILVA, 2012, p.5).

38
2.5.1. Casca de Café
As primeiras mudas de café que chegaram ao Brasil eram provenientes da
Guiana Francesa, em meados do século XVIII. Devido a sua rápida adaptação ao
solo e clima o produto adquiriu importância no mercado e se transformou num dos
principais itens de exportação desde o Império até os dias atuais. A produção de
café então se expandiu e hoje conta com 15 estados produtores com destaque
para Minas Gerais, Espirito Santo, São Paulo, Bahia, Paraná e Rondônia.
(BRASIL, Ministério da Agricultura, s.d).
O café é um produto muito apreciado não só no Brasil, mas no mundo
inteiro e seu consumo vem aumentando cada vez mais. O Brasil é hoje o maior
produtor de café mundial segundo dados da Associação Brasileira da Indústria do
Café (ABIC) como pode ser observado na Tabela 3.
Tabela 3 – Principais países produtores de café (Volume em mil sacas de 60 kg).
Fonte: Associação Brasileira da Indústria de Café, 2014.
A Tabela 4 apresenta dados da safra de 2014 que mostra Minas Gerais
como maior produtor de café do país. Por ser uma cultura bienal o café intercala
ciclos de baixa e alta produtividade.

39
Tabela 4 – Café Beneficiado (Safra 2013) – Produção e produtividade
Fonte: Associação Brasileira da indústria de café, 2014
O café pode ser beneficiado por três vias: seca, semiúmida e úmida. A via
seca é a mais utilizada, cerca de 75% do café colhido é beneficiado por essa via
que consiste na secagem do café com a casca. Neste processo, o café colhido
pode ou não ser lavado para retirada de impurezas ainda presentes. Depois
dessa etapa o café passa por um processo de secagem que geralmente são

40
realizadas em terreiros para secagem natural preliminar. Na secagem realizada
em terreiro, o café deve ser esparramado em finas camadas para que ocorra a
correta secagem dos grãos e deve também ser protegido da chuva para evitar a
fermentação no interior da massa garantindo a eficiência da secagem
(DEGASPARE, 2013). A secagem final ocorre em um secador rotativo e segundo
o teor de umidade mínimo para esta etapa é próximo de 12%. Depois de seco o
café é levado para o beneficiamento onde serão separados grãos e casca,
passando posteriormente por um processo de torrefação e moagem até chegar ao
consumidor final (SILVA, 2012).
No preparo via úmida após a lavagem, ocorre à separação dos frutos com
diferentes pontos de maturação e em seguida esse material segue para o
despolpador sendo descascado e despolpado (DEGASPARE, 2013).
Na via semiúmida os frutos são limpos e separados por densidade na qual
o café menos denso (boia) vai direto para a secagem e o café verde e cereja
seguem para o descascador. No descascador o café verde será separado do
cereja por pressão, sendo levado para o terreiro de secagem. Já os frutos cereja
são descascados mecanicamente, passam por um processo para retirada da
mucilagem e seguem para secagem (DEGASPARE, 2013). A figura a seguir
mostra o fluxograma do processamento e beneficiamento do café.

41
Figura 12 - Fluxograma do processamento e beneficiamento do café.
Fonte: Espíndola et al. (2011).
A casca de café produzida é utilizada pelos próprios produtores como
adubo nas próprias plantações, como alimento para animais e como combustível
para próprio processo de secagem do café. Uma tonelada de grãos de café
produz em média 50% de grão limpo e 50% de casca e polpa (VALE et al., 2007).
Segundo Vale et al. (2007, p.416), “dois milhões de toneladas de casca de café
são produzidas anualmente no Brasil tornando um resíduo interessante, do ponto
de vista da produção de energia”. Para café coco, com 10 a 12% de umidade,
50% é grão (endosperma) e 50% é casca mais pergaminho constituído por
exocarpo e endocarpo (VALE et al., 2007).
Os resíduos mais importantes do tratamento das cerejas de café são a
polpa na via úmida e a casca na via seca. Como 75 % do café produzido no Brasil
é proveniente do método de via seca, estima-se que nosso país produza todos os

42
anos aproximadamente 30 milhões de sacas de casca, muito próximo da
produção do grão de café.
Além da grande quantidade de casca de café gerada no processamento
alguns estudos já apontaram algumas características desejáveis para possível
aplicação energética desse produto.
Segundo Saenger et al. (2001, p.105, tradução nossa), uma das razões do
baixo uso de casca de café como combustível para combustão direta é a falta de
informação a respeito da combustão e emissões características desse resíduo.
Pode-se dizer que os estudos nessa área estão avançando, mas grande parte
desse resíduo continua sendo utilizado em aplicações não tão nobres como na
adubagem das plantações.
Saenger et al. (2001, p.107, tradução nossa) levantou as principais
características da casca de café proveniente da Quênia para processo de
combustão chegando aos seguintes resultados: análise imediata indicando teores
de umidade (11,4%), voláteis (64,6%), cinzas (4%) e carbono fixo (20%). Os
baixos teores de cinzas e de umidade, segundo os autores, são pontos favoráveis
para a utilização desse resíduo agrícola em combustores.
Outro trabalho desenvolvido por Kumar et al2. (2002 apud SILVA, 2012,
p.12) analisou o ponto de fusão das cinzas da casca de café e detectaram que
essas cinzas se fundem a 1020ºC, valor suficientemente elevado para um
processo de combustão.
2.5.2. Finos residuais do beneficiamento do café
Durante o processo físico de beneficiamento do café, muito material
particulado é gerado oriundo da movimentação dos grãos no interior das
máquinas. Alguns produtores, visando evitar a poluição atmosférica, garantir a
salubridade do ambiente e prevenir o aparecimento de doenças respiratórias nos
trabalhadores submete esse material a um sistema de filtração. Dessa forma o ar
2 KUMAR, A.; PUROLITY, P.; RANA, S.; KANDPAL, T., C. An approach to the
estimation of the value of agricultural residues used as biofuels. Biomass and
Bioenergy, v.22, n.3, p. 195 -203; 2002.

43
atmosférico é liberado e o material particulado fica retido nos filtros
(NANTES; ROHM, 1997).
Segundo Nantes e Rohm (1997) esse resíduo aparece do atrito dos grãos
entre si e contra as paredes das máquinas. Os autores também disseram que por
se tratar de um resíduo orgânico, algumas empresas agroindustriais utilizam esse
resíduo na própria lavoura como adubo apenas como forma de dar uma
destinação ao produto. A literatura sobre esse assunto praticamente inexiste e
pouquíssimos estudos foram feitos a respeito da utilização desse material.
Nantes e Rohm (1997) estudaram possíveis aplicações para esse resíduo
e a partir dos resultados, detectaram que depois de compactado, o material
apresentou excelente poder de combustão e baixo teor de cinzas. Essas
características juntamente com os resultados obtidos por análise
termogravimétrica levaram os autores a classificar o resíduo como potencialmente
aproveitável como combustível, sem provocar impactos ambientais.

44
3. MATERIAIS E MÉTODOS
Quando se deseja determinar a potencialidade de um combustível e,
portanto, poder avaliar se este está sendo utilizado dentro de sua plena
capacidade, deve-se primeiro conhecer suas características químicas e térmicas
fundamentais. Essas características fundamentais são composição química e
potencial calórico (CORTEZ; LORA; GÓMEZ, 2008).
Para tal estudo, serão consideradas as condições reacionais dos fornos
rotativos da Indústria de Cal Cruzeiro.
3.1. Materiais
Os materiais analisados neste trabalho foram: casca de café, finos
residuais do beneficiamento do café e moinha de carvão vegetal.
Figura 13 - Casca de café moída.
Fonte: Arquivo pessoal.

45
Figura 14 - Finos residuais do beneficiamento do café.
Fonte: Arquivo pessoal.
Figura 15 - Moinha de carvão vegetal.
Fonte: Arquivo pessoal.
A casca de café foi coletada no pátio de matérias primas de uma indústria
de cal de pequeno porte localizada no centro oeste mineiro. Essa empresa possui
um forno de barranco e utiliza a casca de café como combustível.
Os finos residuais do beneficiamento do café foram coletados no pátio de
matérias primas da Indústria de Cal Cruzeiro. Esse resíduo foi fornecido por
empresas beneficiadoras de café localizadas no sul de Minas Gerais.
A moinha de carvão vegetal foi coletada no silo de armazenamento de
combustíveis da Indústria de Cal Cruzeiro. Esse combustível é proveniente de
usinas siderúrgicas.

46
3.2. Procedimento
3.2.1. Caracterização das amostras
Após a amostragem, os materiais foram conduzidos para Escola de
Engenharia de Lorena para serem caracterizados. A primeira foi a análise de
umidade dos materiais, realizada no Laboratório de Processos de Separação. O
equipamento utilizado em tal análise foi um analisador de umidade H843-S da
Mettler Toledo mostrado na Figura 16. A segunda etapa consistiu em moer a
casca de café em um moinho de facas de laboratório. A moagem foi realizada no
Departamento de Biotecnologia Industrial da Escola de Engenharia de Lorena. O
material foi moído a 20 mesh. Tanto a moinha de carvão quanto os finos residuais
do beneficiamento do café já se encontravam na granulometria adequada para
realização das outras análises e, portanto não tiveram que passar por este
processo.
Figura 16 - Analisador de umidade Mettler Toledo H843-S.
Fonte: Arquivo Pessoal.

47
3.2.2. Análise Granulométrica
O próximo passo foi realizar a análise granulométrica dos materiais. Essa
análise foi realizada no laboratório da Indústria de Cal Cruzeiro. Foram utilizadas
cinco peneiras com as seguintes malhas: 9 mesh, 18 mesh, 35 mesh, 48 mesh e
100 mesh. As peneiras utilizadas estão mostradas na Figura 17.
Figura 17 - Peneiras utilizadas na análise granulométrica.
Fonte: Arquivo pessoal.
3.2.3. Análise Imediata
Através da análise imediata foi possível determinar o conteúdo, em
percentagem de massa, de materiais voláteis, cinzas e carbono fixo. Esta análise
foi realizada no laboratório da Indústria de Cal Cruzeiro com base na norma
ABNT NBR 8112 (1986) para carvão vegetal. Esta norma foi utilizada tanto para
análise de carvão vegetal quanto dos resíduos do café, pois até o momento não
se tem conhecimento de padronização ou normatização brasileira para análise
imediata de biomassa. A análise foi realizada enquanto esta norma ainda estava
em vigência. A partir de uma mesma amostra foram feitas análises em triplicata

48
para os resíduos do café, enquanto que para a moinha de carvão vegetal foram
utilizadas três amostras de empresas diferentes.
Para determinação do teor de materiais voláteis, foi cumprido o seguinte
procedimento: Aproximadamente 1g de material foi pesado e colocado em um
cadinho com tampa. Em seguida, o cadinho foi colocado sobre a porta de um
forno mufla previamente aquecido a 860ºC, por 3 minutos. Após esse tempo o
cadinho foi introduzido no forno, onde permaneceu por mais 7 minutos com a
porta fechada. Por fim, o cadinho foi retirado do forno, esfriado e pesado. O teor
de materiais voláteis foi calculado de acordo com a seguinte equação:
é � � á � = − � ∗
Para determinação do teor de cinzas foi utilizado praticamente o mesmo
procedimento, porém nessa análise o cadinho permaneceu destampado no forno
mufla até que todo material fosse queimado. Após esse tempo o cadinho foi
retirado do forno, esfriado e pesado. O teor de cinzas foi calculado de acordo com
a seguinte equação:
� � = � − � ℎ ∗
O teor de carbono fixo é uma medida indireta e pode ser calculado de
acordo com a seguinte equação:
�� = − � � + é � á �
3.2.4. Análise Química das Cinzas
A análise de fluorescência de raios x foi realizada visando à determinação
dos elementos presentes nas cinzas da casca de café, finos residuais do
beneficiamento do café e carvão vegetal. As análises foram realizadas no
49
laboratório de Engenharia de Materiais da Escola de Engenharia de
Lorena - USP, por um espectrômetro de fluorescência de raios x por comprimento
de onda dispersivo, modelo Axios Max, da Panalytical. Foi realizada uma análise
semiquantitativa sem padrões, com determinação de elementos químicos de flúor
a urânio, sendo a amostra preparada em cama de ácido bórico.
Figura 18 - Espectrômetro de Fluorescência de raios x – Panalytical.
:
Fonte: Escola de Engenharia de Lorena - USP, [s.d].
Pronobis (2005), propôs uma correlação baseada na composição química
das cinzas para verificar a possível fusão das mesmas. Essa correlação foi
utilizada neste trabalho e está representada a seguir:
+� = � + + + + + 5� + + �
3.2.5. Análise Elementar
A análise elementar é uma técnica que permite determinar as porcentagens
de carbono, hidrogênio e nitrogênio da amostra. Seu funcionamento é baseado no
método de Pregl-Dumas que consiste na combustão da amostra em uma

50
atmosfera de oxigênio puro, sendo os gases resultantes da combustão,
quantificados em um detector TCD (detector de condutividade térmica).
Esta análise foi realizada com 1 g de amostra na Central Analítica do
Instituto de Química da USP. A foto abaixo mostra o analisador elementar –
Perkin Elmer 2400 series ii, utilizado neste trabalho.
Figura 19 - Analisador Elementar Perkin Elmer 2400.
Fonte: Universidade de São Paulo, 2014.
3.2.6. Análise Termogravimétrica (TG/DTG)
As análises de termogravimetria (TG) e termogravimetria derivada (DTG)
da casca de café foram realizadas em um equipamento de TGA-DTG da marca
Netzsch, modelo STA 449 F3, do Laboratório de Combustão e Propulsão
(LCP) - INPE. Já as análises de TG/DTG do resíduo do beneficiamento do café e
da moinha de carvão vegetal foram realizadas na Central Analítica do Instituto de
Química da USP em um equipamento de TGA-DTG modelo STA i 1500 - ISI
(Instrument specialists incorporated).
Para a análise da casca de café foi utilizada atmosfera dinâmica de ar com
vazão de 20 ml/min, intervalo de temperatura de 30 - 1000ºC, com razão de
aquecimento de 5ºC/min e massa da amostra de 55,2 mg. A taxa de aquecimento
51
utilizada foi definida com base em outros estudos com biomassa. Para as demais
foi utilizada atmosfera dinâmica de ar sintético com vazão de 60 ml/min, intervalo
de temperatura de 40 - 950ºC, com razão de aquecimento de 10ºC/min e massa
da amostra de 4,512 mg (finos residuais do beneficiamento do café) e 5,749 mg
(moinha de carvão vegetal).
3.2.7. Poder calorífico
O poder calorífico representa a quantidade de energia liberada por unidade
de massa e está entre os dados térmicos mais importantes na caracterização de
uma biomassa energética. O poder calorifico é classificado como poder calorífico
superior (PCS) ou poder calorífico inferior (PCI). Conceitualmente o PCS é a
soma da energia liberada na forma de calor mais a energia gasta na vaporização
da agua, que se forma numa reação de oxidação (FARIAS, 2012).
Existem inúmeras correlações na literatura para determinação do poder
calorífico a partir da análise imediata, elementar ou química dos combustíveis.
Para Sheng e Azevedo (2005) as equações baseadas na análise elementar são
mais exatas dos que as baseadas na análise imediata uma vez que esta última
fornece somente uma composição empírica do combustível. Os autores ainda
mencionam que as equações baseadas na análise química dos combustíveis não
são viáveis devido à variação das propriedades dos componentes.
Neste trabalho, o poder calorífico superior dos combustíveis será calculado
segundo correlação proposta pelos próprios Sheng e Azevedo (2005), que é
bastante aceita para biomassas.
= − , + , . + , . + , . ∗
Onde PCS é o poder calorífico superior (MJ/kg), C é o teor de carbono (%), H é o
teor de hidrogênio (%) e O* o teor de oxigênio e outros elementos que pode ser
obtido pela fórmula:
∗ = − − − � �

52
Considerando que a temperatura de saída dos gases de combustão em um
forno rotativo de calcinação é maior do que a temperatura de condensação da
água deve-se considerar o poder calorífico inferior na análise de combustíveis
para este tipo de processo.
De acordo com Hilsdorf et al. (2004), o poder calorífico inferior pode ser
obtido pela seguinte expressão:
= PCS − �20 .
Onde L é o calor latente de evaporação da água a 18ºC
Pode se considerar que toda água dos fumos seja proveniente do
hidrogênio total do combustível e por isso a quantidade molar de água formada
durante a combustão será igual à quantidade molar de hidrogênio
(HILSDORF et al., 2004).
53
4. RESULTADOS E DISCUSSÕES
4.1. Caracterização da amostra
Para avaliar o potencial de um material se tornar um combustível, uma das
principais análises é a umidade. Os valores de umidade obtidos para casca de
café, finos residuais do beneficiamento do café e carvão vegetal estão mostrados
no quadro a seguir:
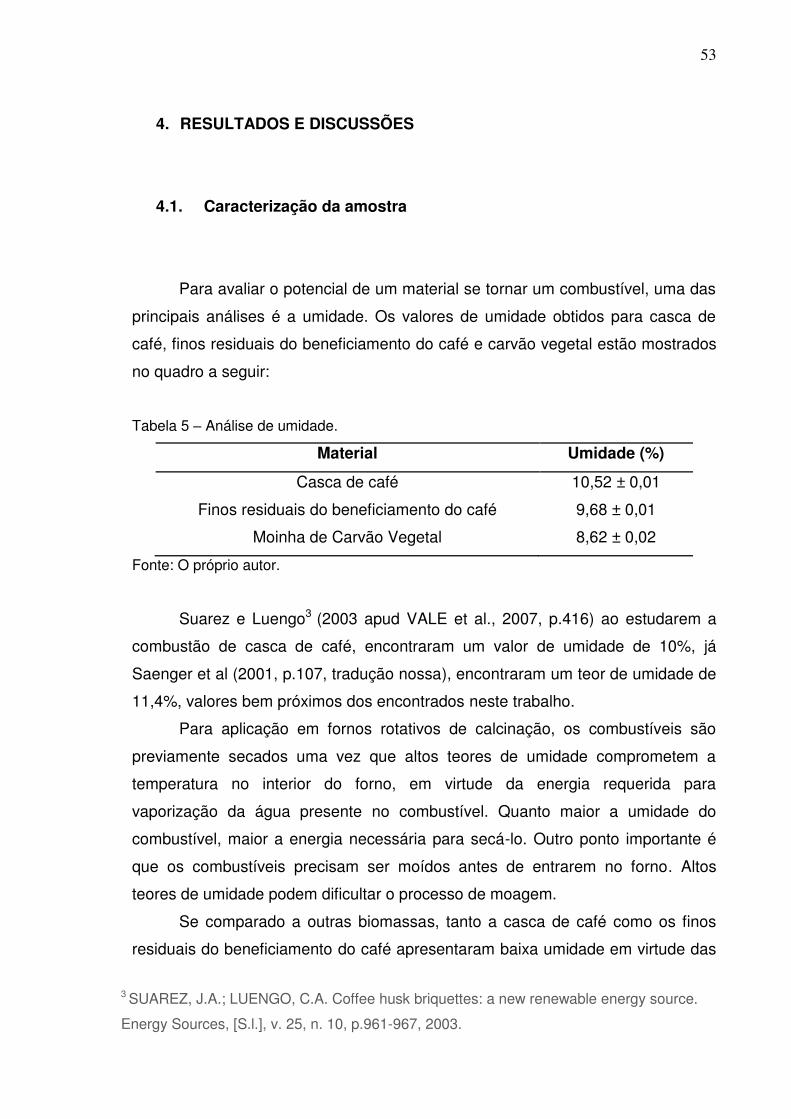
Tabela 5 – Análise de umidade.
Material Umidade (%)
Casca de café 10,52 ± 0,01
Finos residuais do beneficiamento do café 9,68 ± 0,01
Moinha de Carvão Vegetal 8,62 ± 0,02
Fonte: O próprio autor.
Suarez e Luengo3 (2003 apud VALE et al., 2007, p.416) ao estudarem a
combustão de casca de café, encontraram um valor de umidade de 10%, já
Saenger et al (2001, p.107, tradução nossa), encontraram um teor de umidade de
11,4%, valores bem próximos dos encontrados neste trabalho.
Para aplicação em fornos rotativos de calcinação, os combustíveis são
previamente secados uma vez que altos teores de umidade comprometem a
temperatura no interior do forno, em virtude da energia requerida para
vaporização da água presente no combustível. Quanto maior a umidade do
combustível, maior a energia necessária para secá-lo. Outro ponto importante é
que os combustíveis precisam ser moídos antes de entrarem no forno. Altos
teores de umidade podem dificultar o processo de moagem.
Se comparado a outras biomassas, tanto a casca de café como os finos
residuais do beneficiamento do café apresentaram baixa umidade em virtude das
3 SUAREZ, J.A.; LUENGO, C.A. Coffee husk briquettes: a new renewable energy source.
Energy Sources, [S.l.], v. 25, n. 10, p.961-967, 2003.

54
características do beneficiamento, na qual o café é secado antes de ocorrer à
separação da casca e do grão. Porém, se comparado à moinha de carvão vegetal
(8,62%), os resíduos do café apresentaram uma umidade maior.
4.2. Análise granulométrica
Em um forno rotativo de calcinação a granulometria dos materiais é de
grande importância para o processo uma vez que afetam diretamente a
combustão. Quanto menor a granulometria do material, maior a superfície de
contato entre o combustível e o comburente no interior do forno, ocasionando
uma combustão mais completa e liberando mais energia na forma de calor. Na
prática, a granulometria de um combustível para sua utilização em fornos rotativos
deve ser de 90% de material passante em malha de 200 mesh.
A análise granulométrica da casca de café mostrada na Tabela 6 foi
realizada após moagem em moinho de facas. Percebe-se que mais de 50% do
material ficou retido na malha de 35 mesh, granulometria relativamente alta para
este tipo aplicação. Para ser utilizado industrialmente seria necessária uma maior
redução do tamanho das partículas, que não seria tão fácil uma vez que a casca
de café é um material fibroso.
Tabela 6 - Análise granulométrica da casca de café.
Peneira
(mesh) Massa (g) Massa Acumulada (g) Material Retido (%)
9 0,5406 0,5406 1,712
18 4,3160 4,8566 13,667
35 18,6258 23,4824 58,982
48 3,6855 27,1679 11,671
100 3,4492 30,6171 10,922
Fundo 0,9617 31,5788 3,045
Fonte: O próprio autor.

55
Já os finos residuais do beneficiamento do café, que não passaram por
processo de moagem, apresentaram uma granulometria menor, 56,5% do
material é passante em 48 mesh, como mostrado na Tabela 7. A baixa
granulometria se deve ao fato de ser um material particulado que se desprende
durante o beneficiamento do café sendo coletado por meio de filtração do ar.
Mesmo com essa granulometria, este material também precisaria passar por um
processo de moagem antes de ser utilizado no processo. Porém, a vantagem é
que não seria difícil obter a granulometria ideal para aplicação no forno.
Tabela 7 - Análise granulométrica dos finos residuais do beneficiamento.
Peneira
(mesh) Massa (g) Massa Acumulada (g) Material Retido (%)
9 0,2795 0,2795 0,908
18 2,3906 2,6701 7,765
35 4,6005 7,2706 14,943
48 6,1109 13,3815 19,849
100 14,2550 27,6365 46,304
Fundo 3,1490 30,7855 10,229
Fonte: O próprio autor.
A moinha de carvão vegetal apresentou uma granulometria considerada
alta para este tipo de aplicação como visto na Tabela 8 e por isso precisa passar
por processo de moagem antes de ser injetada no combustor do forno. Vale
ressaltar que por ser um material bastante abrasivo, constantemente a planta de
moagem de moinha de carvão precisa passar por manutenção e troca de
equipamentos. Esta é uma das desvantagens da utilização deste combustível nas
indústrias de cal.

56
Tabela 8- Análise granulométrica da moinha de carvão vegetal.
Peneira
(mesh) Massa (g) Massa Acumulada (g) Material Retido (%)
9 3,2377 3,2377 10,902
18 3,9813 7,219 13,406
35 13,5546 20,7736 45,642
48 1,0480 21,8216 3,529
100 7,1547 28,9763 24,092
Fundo 0,7215 29,6978 2,423
Fonte: O próprio autor.
4.3. Análise Imediata
A análise imediata forneceu dados sobre teor de materiais voláteis,
carbono fixo e cinzas. Estes parâmetros estão diretamente relacionados com a
potencial utilização do combustível.
A Tabela 9 mostra os resultados da análise imediata para cada material.
Tabela 9 - Resultados de análise imediata de cada material.
Teor de
Material Volátil
(%)
Teor de
Cinzas (%)
Teor de
Carbono fixo
(%)
Casca de café 73,89 ± 0,01 6,42 ± 0,01 19,69 ± 0,01
Finos residuais do
beneficiamento do café 76,43 ± 0,02 7,12 ± 0,01 18,11 ± 0,02
Moinha de carvão
vegetal 24,56 ± 0,03 15,95 ± 0,03 59,48 ± 0,02
Fonte: O próprio autor

57
Segundo Bizzo (2003), os materiais voláteis são a parte do combustível
que se separam em forma gasosa durante o aquecimento. Por se tratarem de
biomassas, os resíduos do café apresentaram teores de materiais voláteis
aproximadamente 50% maiores que o carvão vegetal. Os voláteis apresentam
importante papel da ignição e nas etapas iniciais da combustão. Quanto maior o
teor de materiais voláteis, mais fácil e rápido o combustível é consumido durante
a combustão e maior seu poder de ignição. Em fornos rotativos de cal, onde os
combustíveis são injetados no forno a temperaturas superiores a 1000ºC, altos
teores de materiais voláteis fazem com que os combustíveis sejam queimados
logo na saída do combustor. Quanto maior o poder de ignição, mais curta é a
chama e maior a temperatura na zona de queima, o que é desejável para o
processo.
Já o carbono fixo é o resíduo combustível deixado após a liberação do
material volátil e está diretamente relacionado com o poder calorífico do
combustível. O fato da moinha de carvão vegetal apresentar um teor de carbono
fixo muito maior que as biomassas, indica que seu poder calorífico também é bem
maior.
A casca de café foi a que apresentou um menor valor de cinzas, cerca de
metade do valor do carvão vegetal. Esse parâmetro é de grande importância no
estudo da viabilidade de utilização de combustíveis em fornos rotativos de
calcinação. Isto porque o teor de cinzas engloba todos os minerais incombustíveis
que não são queimados e consequentemente se depositam sobre o produto ou
sobre o tijolo refratário que reveste o forno. No caso de depositarem sobre o
produto, alguns componentes presentes na cinza podem acabar contaminando a
cal e comprometendo sua qualidade. Porém o maior problema ocorre quando as
cinzas dos combustíveis reagem com o calcário, a cal e o tijolo refratário do forno,
formando colagem. A colagem quando se forma além de diminuir a produção do
forno ocasiona problemas no processo e dependendo do tamanho pode levar até
uma parada não programada, trazendo enorme prejuízo. Nesse contexto, tanto a
casca de café quanto os finos residuais do beneficiamento do café apresentaram
baixos teores de cinzas. O alto teor de cinzas da moinha de carvão vegetal é
prejudicial ao processo e pode ser explicado por sua procedência, uma vez que é
um resíduo das usinas siderúrgicas.

58
Ao estudar a combustão de briquetes de casca de grãos de café, Suarez
Luengo4 (2003 apud VALE et al., 2007, p.416) encontraram teores de 78,5% de
materiais voláteis, 2,4% de cinzas e 19,1% de carbono fixo. Já Orsini (2012), ao
estudar os resíduos da lavoura cafeeira encontrou os seguintes teores: 78,4% de
materiais voláteis, 6,6% de cinzas e 15% de carbono fixo. Embora haja pequena
diferença nos resultados obtidos em cada trabalho, em se tratando de lavouras
diferentes, esta variação pode ser considerada normal.
4.4. Análise Química das Cinzas
A Tabela 10 mostra o resultado da análise química das cinzas dos
combustíveis estudados, na qual PF representa a perda ao fogo. Vale ressaltar
que a grandeza perda ao fogo significa a perda de massa do material após ser
submetido a altas temperaturas (1000ºC) por certo período de tempo.
Tabela 10 - Análise química das cinzas (Resultados expressos em porcentual em massa
de compostos, normalizados a 100%).
Fonte: O próprio autor
4 SUAREZ, J.A.; LUENGO, C.A. Coffee husk briquettes: a new renewable energy source.
Energy Sources, [S.l.], v. 25, n. 10, p.961-967, 2003

59
O teor de cinzas da análise imediata está relacionado à presença de
quantidades e qualidades diferentes de minerais presentes na biomassa. No caso
da casca de café os principais são: Óxidos de potássio, cálcio, fósforo e silício em
quantidades muito pequenas uma vez que a casca de café apresentou um
elevado valor de perda ao fogo (97,90%). Isto significa que quase todos os
compostos presentes neste material são consumidos durante a combustão.
Os finos residuais do beneficiamento do café apresentaram um menor valor
de perda ao fogo (93,20%) se comparados à casca de café.
Nantes e Rohn (1997), em seus estudos sobre alternativas de utilização do
resíduo gerado no beneficiamento do café, encontraram 93,68% de perda do
fogo, valor bem próximo do obtido neste trabalho. Os principais compostos
encontrados nas cinzas do resíduo do beneficiamento do café foram: óxidos de
silício, potássio, cálcio, magnésio e ferro.
Os teores de potássio e fósforo encontrados nas cinzas dos resíduos do
café são provenientes da adubação e o cálcio proveniente dos corretivos de solo
utilizados na lavoura cafeeira.
Já a moinha de carvão vegetal apresentou baixo valor de perda ao fogo
(83,17%). Isto significa que o material possui maior quantidade de impurezas
como Óxidos de cálcio, silício, alumínio, magnésio e ferro. Estes compostos não
são consumidos na combustão e ficam depositados no forno.
Quanto maior o teor de cinzas, maior a quantidade de impurezas no
combustível. Parte dessas impurezas é arrastada juntamente com os gases de
exaustão, sendo coletada em filtro de mangas e o restante se mistura aos finos da
cal. A presença de altos teores de sílica no combustível é prejudicial ao processo
uma vez que é um dos compostos que leva à formação de colagem. A moinha de
carvão vegetal foi a que apresentou maior teor de sílica.
A partir da correlação de Pronobis (2005) foi possível estabelecer uma
relação entre a temperatura de fusão das cinzas de cada combustível. Quanto
maior a relação B/A (+P), maior a tendência de fusão, ou menor a temperatura de
fusão. Os resultados obtidos estão mostrados na Tabela 11.

60
Tabela 11 – Resultados obtidos a partir da relação de Pronobis.
Material B/A (+P)
Casca de café 6,518
Finos residuais do beneficiamento
do café 1,852
Moinha de carvão vegetal 1,162
Fonte: O próprio autor.
A moinha de carvão vegetal e os finos residuais do beneficiamento do café
apresentam menor possibilidade de fusão das cinzas em processos de
combustão enquanto a casca de café apresentou maior possibilidade. A
temperatura de fusão é de grande importância para o processo uma vez que a
fusão das cinzas dentro do forno pode levar a formação de colagem.
4.5. Análise Elementar
A Tabela 12 mostra os valores encontrados de carbono (C), hidrogênio (H)
e nitrogênio (N) das amostras de casca de café, finos residuais do beneficiamento
do café e moinha de carvão vegetal.
Tabela 12 - Dados obtidos da análise elementar.
%Carbono %Hidrogênio %Nitrogênio
Casca de café 37,84 5,96 1,49
Finos residuais do
beneficiamento do café 40,20 6,71 1,90
Moinha de carvão
vegetal 64,47 2,64 0,79
Fonte: O próprio autor.

61
De acordo com Guerrero [s.d], os principais elementos químicos presentes
na composição da maioria dos combustíveis comerciais são carbono, hidrogênio,
oxigênio, nitrogênio e enxofre. Destes elementos químicos, apenas carbono,
hidrogênio e enxofre se oxidam na presença de oxigênio e, portanto são
responsáveis diretos pela qualidade do combustível. O carbono possui um poder
calorífico alto (8140 kcal/kg) e apresenta uma fração porcentual da ordem de
50 a 75% na composição de combustíveis sólidos. O hidrogênio é o elemento que
apresenta o maior poder calorífico (28700 kcal/kg), mas sua fração porcentual na
composição de combustíveis sólidos é muito pequena, na ordem de 2 a 4%. Já o
enxofre tem um poder calorífico baixo (2220 kcal/kg) e seu teor nos materiais
estudados neste trabalho é menor que 1% o que o torna insignificante como
elemento combustível. Em contrapartida a presença de enxofre leva à formação
de substâncias tóxicas e corrosivas e a presença de nitrogênio leva a formação
dos óxidos de nitrogênio (NOx) que são altamente poluentes. Além disso, a
presença de oxigênio e nitrogênio diminui a quantidade de calor liberada durante
a combustão.
Estudando o aproveitamento do resíduo da lavoura cafeeira como fonte de
biomassa na produção de hidrogênio, Orsini (2012) encontrou os seguintes
valores de análise elementar da palha do café: 35,5% de carbono, 5,5% de
hidrogênio e 1,25% de nitrogênio.
Velez et al. (2008), ao caracterizarem a casca de café colombiano visando
sua aplicação na gaseificação, encontrou 46,51% de carbono, 6,77% de
hidrogênio e 0,43% de nitrogênio. A diferença entre esses resultados e os
encontrados neste trabalho se deve ao fato da casca de café ter sido obtida de
regiões completamente diferentes.
Se comparado ao carvão vegetal, os resíduos de café apresentaram maior
teor de hidrogênio, que é um elemento combustível altamente desejado, pois
além de apresentar alto poder calorífico, sua queima não emite substâncias
tóxicas ao meio ambiente. Porém, também apresentaram maior valor de
nitrogênio, elemento indesejado devido à formação dos óxidos de nitrogênio. O
teor de carbono está diretamente relacionado ao poder calorífico dos materiais.
Dessa forma por apresentar um alto teor de carbono se comparado aos resíduos
do café, a moinha de carvão vegetal também irá apresentar maior poder
calorífico.

62
4.6. Determinação do Poder Calorífico
O poder calorífico obtido a partir da correlação de Sheng e Azevedo (2005)
está apresentado na Tabela 13.
Tabela 13 - Poder calorífico superior (PCS) e poder calorífico inferior (PCI).
PCS (kcal/kg) PCI (kcal/kg)
Casca de café 3884,42 3570,09
Finos residuais do
beneficiamento do café 4157,86 3803,97
Moinha de carvão
vegetal 5074,47 4935,24
Fonte: Arquivo pessoal.
Ao estudar o aproveitamento dos resíduos da lavoura cafeeira como fonte
de biomassa na produção de hidrogênio, Orsini (2012), percebeu que se
comparada a outros resíduos, como por exemplo, bagaço de cana de açúcar, a
casca de café tem maior poder calorífico podendo, portanto, ser considerada um
bom combustível. Vale et al. (2007), ao caracterizar energeticamente o
rendimento da carbonização de resíduos de grãos de café obteve um poder
calorífico superior de 3.933 kcal/kg. Suarez Luengo5 (2003 apud VALE et al.,
2007, p. 416), em seus estudos sobre casca de café encontraram um poder
calorífico superior de 4393 kcal/kg. Em seu trabalho sobre casca de café
proveniente do Quênia, Saenger et al. (2001, p.107, tradução nossa),
encontraram poder calorífico superior de 3845,42 kcal/kg.
Os valores de poder calorífico superior da casca de café encontrados na
literatura estão bem próximos do valor encontrado neste trabalho. Isto mostra que
a correlação de Sheng e Azevedo (2005), é confiável para predizer o poder
calorífico superior de biomassas.
Não foi encontrado na literatura informações sobre poder calorífico superior
dos finos residuais do beneficiamento do café uma vez que estudos relativos à
5 SUAREZ, J.A.; LUENGO, C.A. Coffee husk briquettes: a new renewable energy source.
Energy Sources, [S.l.], v. 25, n. 10, p.961-967, 2003
63
utilização desse resíduo em qualquer área praticamente inexiste. Por ser oriundo
do próprio café, era de se esperar que seu valor fosse próximo ao valor
encontrado para casca de café.
A moinha de carvão vegetal apresentou maior poder calorífico se
comparado aos resíduos do café, o que era esperado. Porém apresentou um
valor baixo em relação ao poder calorífico do carvão vegetal quede acordo com a
literatura geralmente se encontra entre 6000 kcal/kg e 8000 kcal/kg. Esta
diferença se dá pelo fato da moinha de carvão vegetal ser um resíduo da indústria
siderúrgica, que é comercializado com elevado teor de impurezas. Lopes (2009),
analisou o poder calorífico superior de duas amostras de moinha de carvão
vegetal e encontrou os seguintes resultados: 5732 kcal/kg e 5278 kcal/kg, valores
um pouco maiores do que o encontrado pela correlação de Sheng e Azevedo. No
mesmo trabalho, Lopes (2009), encontrou os seguintes valores para poder
calorífico inferior da moinha de carvão vegetal: 5589 kcal/kg e 5135 Kcal/Kg. Já
Silva (2012), estudando a casca de café encontrou um poder calorífico inferior de
3120 Kcal/Kg. Segundo representantes da empresa, os valores do poder
calorífico dos materiais estão coerentes.
4.7. Análise Termogravimétrica
A análise termogravimétrica (TGA) mede a mudança de massa de uma
substância em função de uma variação controlada de temperatura. Foram
realizadas análises de termogravimetria (TG) e termogravimetria derivada (DTG).
Regiões com perda de massa foram observadas, representando as etapas de
secagem, devolatização e oxidação. A região de secagem está relacionada à
liberação de umidade do combustível (Temperaturas em torno de 100ºC).
O segundo pico representa a liberação do material volátil e está associado à
temperatura de ignição do combustível. Esta é uma região de queima rápida e a
perda de massa pode atingir seu maior valor (LIRA; SILVA; ANDERSEN, 2014).
No Gráfico 1 de TG e DTG da casca de café é possível notar a existência
de 4 regiões distintas. A primeira delas ocorre em temperaturas inferiores a 130ºC
na qual a amostra perde 6,77% de massa. Nesta região ocorre a desidratação do

64
material. Na segunda região compreendida entre 130ºC e 350ºC ocorre maior
perda de massa, 48,24%. Nesta região há a decomposição térmica da celulose e
hemicelulose. Na terceira região compreendida entre 350ºC e 500ºC o material
perde 27,68% em massa. Nesta região ocorre a decomposição térmica da lignina.
Por fim, na última região compreendida em temperaturas superiores a 500ºC, a
perda de massa é praticamente desprezível (6,18%) e a amostra sofre apenas
pequenas alterações.
Gráfico 1 - Curva de perda de massa da amostra de casca de café.
Fonte: O próprio autor.
Na curva de DTG, na qual foi tirada a variação de massa em relação ao
tempo (%/min), estas regiões ficam melhor identificadas, notando se um pico em
75ºC, referente à perda de umidade da amostra. A região entre 130ºC e 350ºC
onde ocorre maior perda de massa é identificada por um ombro na curva DTG em
190ºC e um pico em 280ºC. Esta região apresentou também maior taxa de
degradação em torno de 2,15%/min. A etapa de decomposição da lignina também
apresentou taxa de degradação de 1,44%, também considerada alta.
Acima de 650ºC praticamente não há mais perda de massa. O resíduo que
permanece ao final indica o teor de cinzas presente na amostra. Pelo gráfico, o
teor de cinzas na temperatura de 900ºC é 10%. Verifica-se que esse valor é cerca

65
de 55% maior ao fornecido pela análise imediata. Esta variação é devida às
temperaturas utilizadas na análise imediata e na análise termogravimétrica.
Dependendo da temperatura, alguns carbonatos presentes na amostra podem ou
não se fundirem. Outra explicação para essa diferença seria a heterogeneidade
da biomassa.
A partir da curva de DTG da casca de café é possível estimar duas
temperaturas importantes. A temperatura aproximada de ignição do combustível
de 210ºC e uma temperatura de pico de 280ºC.
No Gráfico 2 de TG e DTG dos finos residuais do beneficiamento do café
também foi possível notar a existência de 4 regiões distintas. A primeira delas
ocorre em temperaturas inferiores a 120ºC na qual a amostra perde 3,886% de
massa. Nesta região ocorre a desidratação do material. Na segunda região
compreendida entre 120ºC e 380ºC ocorre maior perda de massa, 55,26%. Esta é
uma região na qual há a decomposição térmica da celulose e hemicelulose. Na
terceira região compreendida entre 380ºC e 475ºC o material perde 28,50% em
massa. Nesta região ocorre a decomposição térmica da lignina. Por fim, na última
região compreendida em temperaturas superiores a 475ºC, a perda de massa é
praticamente desprezível e a amostra sofre apenas pequenas alterações.

66
Gráfico 2 - Curva de perda de massa do resíduo do beneficiamento.
Fonte: O próprio autor.
Essas regiões ficaram melhor identificadas na curva de DTG, na qual,
neste caso, representa a variação de massa em relação à temperatura (%/ºC).
Nota-se um pequeno pico em 50ºC, referente à perda de umidade da amostra. A
região entre 120ºC e 380ºC onde ocorre maior perda de massa é representada
por um pico em 283ºC e taxa de degradação de 0,513 %/ºC. Por fim a etapa de
decomposição da lignina apresentou maior taxa de degradação (1,08 %/ºC).
Acima de 500ºC praticamente não há mais perda de massa. O resíduo que
permanece ao final indica o teor de cinzas presente na amostra. Pelo gráfico, o
teor de cinzas é de 5,46%, valor próximo do encontrado na análise imediata.
A partir da curva de DTG dos finos residuais do beneficiamento do café é
possível estimar duas temperaturas importantes. A temperatura aproximada de
ignição do combustível de 205ºC e uma temperatura de pico de 446,55ºC.
Já a curva de TG e DTG da moinha de carvão vegetal, mostrada no Gráfico
3, apresentou uma configuração diferente das demais. Neste caso foi possível
notar a existência apenas de três regiões distintas. A primeira delas ocorre em
temperatura inferior a 300ºC, referente à desidratação do material. Na segunda

67
região compreendida entre 300ºC e 550ºC ocorre praticamente toda perda de
massa de massa do material, em torno de 75%. Na terceira região em
temperaturas superiores a 550ºC, a perda de massa é praticamente desprezível e
a amostra sofre apenas pequenas alterações. Através da curva de DTG foi
possível determinar as variações de massa em reações que estavam sobrepostas
na curva de TG.
Gráfico 3 - Curva de perda de massa da moinha de carvão vegetal.
Fonte: O próprio autor
Essas regiões ficaram melhor identificadas na curva de DTG, na qual,
neste caso, representa a variação de massa em relação a temperatura (%/ºC).
Nota-se um pequeno pico em 50ºC, referente à perda de umidade da amostra. A
região entre 300ºC e 550ºC onde ocorre maior perda de massa é representada
por alguns picos, sendo o maior deles em uma temperatura de 439,60ºC,
apresentando taxa de degradação de 0,8 %/ºC.
Acima de 550ºC praticamente não há mais perda de massa. O resíduo que
permanece ao final indica o teor de cinzas presente na amostra. Pelo Gráfico 3, o
teor de cinzas é de 14,93%, valor próximo do encontrado na análise imediata.

68
A partir da curva de DTG da moinha de carvão vegetal foi encontrada a
temperatura aproximada de ignição do combustível de 350ºC e uma temperatura
de pico de 439,60ºC.
A partir dos gráficos foi possível obter parâmetros importantes em relação à
reatividade dos materiais como as temperaturas de ignição (Tig) e temperaturas
de pico (Tp).
Tabela 14 - Temperaturas de ignição e temperaturas de pico dos combustíveis.
Material e condições operacionais da análise Tig (ºC) Tp (ºC)
Casca de café em atmosfera oxidante e taxa de
aquecimento 5ºC/min 210 280
Finos residuais do beneficiamento do café em
atmosfera oxidante e taxa de aquecimento 10ºC/min 205 446,55
Moinha de carvão vegetal em atmosfera oxidante e
taxa de aquecimento 10ºC/min 350 439,60
Fonte: O próprio autor.
Os resíduos do café apresentaram uma temperatura de ignição muito
inferior a da moinha de carvão vegetal. Esse resultado era esperado, uma vez
que esses resíduos apresentaram um teor de materiais voláteis superior ao da
moinha. A reatividade do combustível pode ser medida com maior taxa de perda
de massa em menor temperatura, nesse contexto verifica-se que a casca de café
é o combustível mais reativo com taxa máxima de perda de massa superior a
2,15%/min na temperatura de 210ºC.
4.8. Análise Econômica
Segundo Manfred6 (1976 apud SOARES, 2007, p. 205), o consumo de
6 MANFRED, D. R.; GRINFEDER, C.A. Fornos rotativos, Forno Lepol para fabricação de cal
virgem – 1º Seminário sobre operações de fornos. Associação Brasileira dos Produtores de
Cal, São Paulo, 1976.

69
combustível em um forno rotativo de calcinação de 500 t/dia é o seguinte:
1600 kcal/kg a 1700 kcal/kg em fornos longos e 1180 kcal/kg a 1210 kcal/kg em
fornos curtos com pré aquecedor.
Foram levantados os preços líquidos de cada combustível na região onde
está localizada a Indústria de Cal Cruzeiro e os valores encontrados estão
mostrados na Tabela a seguir:
Tabela 15 - Preço líquido por tonelada de cada combustível.
Combustível Preço (R$/t)
Coque Verde de Petróleo 440,00
Moinha de Carvão Vegetal 250,00
Casca de Café 160,00
Finos residuais do beneficiamento do café 140,00
Fonte: Arquivo pessoal.
Foram levantadas também informações referentes ao coque verde de
petróleo, que é um combustível utilizado em grande quantidade nos fornos
rotativos de calcinação, principalmente no Brasil.
Diversos cenários de consumo de combustíveis foram criados e analisados
juntamente com membros da Indústria de Cal Cruzeiro no intuito de se encontrar
composições que pudessem gerar benefícios não apenas econômico, mas para o
processo e o meio ambiente. Os cenários estão mostrados na Tabela 16.

70
Tabela 16- Cenários de composição de combustíveis.
Cenário Coque Verde
de Petróleo
Moinha de carvão
vegetal
Casca
de café
Finos residuais do
processamento do café
A 100% 0 0 0
B 0 100% 0 0
C 0 0 100% 0
D 0 0 0 100%
E 50% 50% 0 0
F 50% 0 50% 0
G 50% 0 0 50%
H 0 50% 50% 0
I 0 50% 0 50%
J 0 0 50% 50%
K 50% 25% 25% 0
L 50% 25% 0 25%
M 50% 0 25% 25%
N 0 50% 25% 25%
O 25% 50% 25% 0
P 25% 50% 0 25%
Q 0 25% 50% 25%
R 25% 25% 50% 0
S 25% 0 50% 25%
T 0 25% 25% 50%
U 25% 0 25% 50%
V 25% 25% 0 50%
Fonte: O próprio autor.
Os cálculos da quantidade de combustível foram baseados em um
consumo de 1210 kcal/kg de energia no processo, considerando um forno rotativo
curto com pré aquecedor e com capacidade de produção de 500 t/dia de cal
virgem. O poder calorífico inferior do coque verde de petróleo segundo Lopes
(2009), varia de 8200 kcal/kg a 8600 kcal/Kg e sua densidade a granel varia de
700 kg/m³ a 900 kg/m³. Neste trabalho considerou-se para o coque de petróleo

71
PCI de 8200 kcal/kg e densidade a granel de 900 kg/m³. Os valores de densidade
da moinha de carvão vegetal e da casca de café também foram obtidos da
literatura. Lopes (2009), encontrou uma densidade a granel de 300 kg/m³ de
moinha de carvão vegetal e Vale et al. (2007), 166,95 kg/m³ de casca de café.
Não foi encontrado na literatura, valor da densidade a granel do resíduo do
beneficiamento do café. Este valor foi estimado através de procedimento simples
em laboratório na qual foi pesada uma amostra que ocupava um recipiente de
volume conhecido. O valor obtido a partir desta análise foi: 130 kg/m³.
O poder calorífico inferior médio de cada mistura, a quantidade em massa,
o volume de combustível e o custo obtido em cada cenário estão representados
na Tabela 17.
Tabela 17 - Análise Econômica.
Fonte: O próprio autor.
CENÁRIO PCI DA
MISTURA (kcal/Kg)
CONSUMO (t/dia)
VOLUME (m³/dia) R$/dia R$/mês
A 8200 73,8 82 32.463,41 973.902,44 B 4935,2 122,6 408,6 30.646,94 919.408,17 C 3570,1 169,5 1015,1 27.114,16 813.424,87 D 3804 159 1223,4 22.266,21 667.986,34 E 6567,6 92,1 153,5 31.780,92 953.427,57 F 5885 102,8 192,7 30.840,89 925.226,57 G 6002 100,8 195,7 29.232,00 876.959,87 H 4252,7 142,3 609,3 29.164,07 874.921,96 I 4369,6 138,5 644 26.999,01 809.970,24 J 3687 164,1 1105,2 24.613,31 738.399,20 K 6226,3 97,2 171,5 31.336,67 940.099,97 L 6284,8 96,3 172,7 30.563,81 916.914,25 M 5943,5 101,8 194,2 30.028,53 900.855,81 N 4311,1 140,3 625,8 28.066,85 842.005,64 O 5410,1 111,8 268,3 30.752,42 922.572,74 P 5468,6 110,6 271,5 29.870,47 896.113,96 Q 3969,8 152,4 798 27.050,79 811.523,62 R 5068,9 119,4 311,3 30.137,48 904.124,30 S 4786 126,4 370,7 28.442,11 853.263,27 T 4028,3 150,2 826,4 25.907,22 777.216,54 U 4844,5 124,9 376,5 27.474,41 824.232,39 V 5185,8 116,7 319,6 28.291,23 848.736,79

72
É importante ressaltar que diversos parâmetros devem ser observados
para escolha do melhor combustível em um forno rotativo de calcinação e não
apenas o custo.
Para maior eficiência energética do processo e melhor custo benefício é
importante utilizar uma mistura de combustíveis diferentes nos fornos rotativos. A
empresa em questão utiliza em seu processo uma mistura de coque verde de
petróleo e moinha de carvão vegetal em uma proporção aproximada de 50% de
cada combustível (Cenário E). O carvão vegetal por apresentar maior ignição, se
comparado ao coque de petróleo, entra em combustão na saída do combustor,
elevando a temperatura para que ocorra a combustão do coque de petróleo. O
coque por sua vez, por apresentar um poder calorífico muito superior, fornece
maior quantidade de energia, necessária para que o processo ocorra.
O cenário que apresentou maior custo (Cenário A) além de inviável
economicamente, também é inviável para o processo uma vez que o coque
possui baixo teor de materiais voláteis e consequentemente baixo poder de
ignição. Isso faria com que o combustível fosse queimado a certa distância do
combustor, originando “chama longa” que não é recomendada.
Um parâmetro determinante na escolha de um combustível para ser
utilizado em um forno rotativo de calcinação é o volume de mistura que deve ser
injetado através do combustor para suprir a necessidade energética do processo
de decomposição do calcário. Dessa forma, misturas com baixo poder calorífico
exigem alto consumo volumétrico de combustíveis. A câmara de combustão do
forno não possui espaço suficiente para que todo esse combustível entre em
combustão. Uma possível saída seria aumentar as dimensões do combustor, da
câmara de combustão e do forno, porém se isso fosse feito, considerando a
mesma quantidade de calcário entrando no processo, a transferência de calor por
radiação da chama para o calcário seria diminuída e não seria atingida a
temperatura de reação. Por outro lado, aumentando a quantidade de calcário que
entra no processo, maior energia seria requerida resultando numa maior
quantidade de combustíveis. Neste trabalho foi adotado um valor máximo de
vazão volumétrica de 200 m3/dia. Este valor foi obtido após discussão com
representantes da empresa com base na vazão volumétrica utilizada atualmente
no processo. Nesse contexto os cenários B, C, D, H, I, J, N, O, P, Q, R, S, T, U, V
não são viáveis para o processo.

73
Os cenários restantes, que se mostraram viáveis em um primeiro momento
estão representados na Tabela 18.
Tabela 18 - Cenários que se mostraram viáveis.
CENÁRIO R$/MÊS REDUÇÃO
DE CUSTO
COMPOSIÇÃO DA MISTURA
COQUE MOINHA CASCA FINOS
F 925.226,57 2,95% 50%
50%
G 876.959,87 8,02% 50%
50%
K 940.099,97 1,39% 50% 25% 25%
L 916.914,25 3,82% 50% 25%
25%
M 900.855,81 5,51% 50%
25% 25%
Fonte: O próprio autor.
A utilização de 50% de coque e 50% de casca de café (Cenário F)
apresenta algumas vantagens como: 2,95% de redução no custo mensal de
combustível, substituição total da moinha de carvão vegetal, aumento da
sustentabilidade do processo, aumento na ignição do combustível, redução do
teor de cinzas (impurezas). Porém para ser utilizada como combustível no forno, a
casca de café precisaria passar por um processo de moagem e como visto
anteriormente, não é um material tão fácil de ser moído.
A utilização de 50% de coque e 50% de resíduo do beneficiamento do café
(Cenário G) apresenta vantagens como: 8,02% de redução no custo mensal de
combustível, substituição total da moinha de carvão vegetal, aumento da
sustentabilidade do processo, aumento na ignição do combustível, redução do
teor de cinzas (impurezas). Porém, a oferta de finos residuais do beneficiamento
do café é menor do que a de moinha de carvão e casca de café.
A utilização de 50% coque, 25% de moinha de carvão vegetal e 25% de
casca de café (Cenário k) apresenta vantagens como: 1,39% de redução no custo
mensal de combustível, aumento da sustentabilidade e aumento da flexibilidade
do processo uma vez que se esse cenário for adotado, a empresa passaria a ter

74
três sub unidades de armazenamento e preparação de combustíveis. Porém, a
casca de café precisaria ser moída como já foi dito anteriormente.
A utilização de 50% de coque, 25% de moinha de carvão vegetal e 25% de
finos residuais do beneficiamento de café (Cenário L) apresenta vantagens como:
3,82% de redução no custo mensal de combustível, aumento da sustentabilidade
do processo e aumento da flexibilidade do processo. Porém, como já foi dito, a
oferta de finos residuais do beneficiamento do café é menor do que a de moinha
de carvão vegetal e de casca de café.
Por fim, A utilização de 50% de coque, 25% de finos residuais do
beneficiamento do café e 25% de casca de café (Cenário M) apresenta vantagens
como: 5,51% de redução no custo mensal de combustível, substituição total da
moinha de carvão vegetal, aumento da sustentabilidade do processo, aumento na
ignição do combustível e redução do teor de cinzas (impurezas). Porém, seria
preciso moer a casca de café e fazer uma análise de mercado para os finos
residuais do beneficiamento do café.

75
5. CONCLUSÃO
O presente trabalho visou analisar as características físicas e químicas da
casca de café e dos finos residuais do beneficiamento do café para avaliar
a possibilidade de se tornarem combustíveis em fornos rotativos de
calcinação. Foram analisadas também as características da moinha de
carvão vegetal, um dos combustíveis utilizados atualmente nestes tipos de
fornos, para servir de comparação.
Através das análises realizadas foi possível fazer uma primeira avaliação
da incorporação desses resíduos neste processo.
Os resultados mostraram que as biomassas cafeeiras possuem maior
umidade, maior poder de ignição, menor teor de cinzas (impurezas) e um
menor poder calorífico quando comparadas à moinha de carvão vegetal.
Após análise econômica, cinco cenários com diferentes misturas
combustíveis se mostraram viáveis.
Os resultados foram satisfatórios e em um primeiro momento seria
interessante essa incorporação.

76
6. SUGESTÃO PARA PRÓXIMOS TRABALHOS
Uma sugestão para trabalho posterior seria a aplicação destas cinco
misturas combustíveis, contendo os resíduos da lavoura cafeeira no processo,
seguida de uma criteriosa avaliação do comportamento do forno com esses novos
materiais. Após estes testes, seria possível obter informações suficientes para
determinação da viabilidade do uso desses combustíveis nesse tipo de forno.

77
REFERÊNCIAS BIBLIOGRÁFICAS
ABREU, José Carlos. Metalurgia 1: Combustíveis, Combustão, Refratários e
Balanço. Rio de Janeiro: PUC, [s.d].
ALVES, PARTATA, HENRIQUE. Medição do poder calorífico de combustíveis
usados em fornos calcinadores de cal. In: Congresso Brasileiro de Engenharia
Química em Iniciação Científica. 2007, São Carlos. Resumos eletrônicos.
Uberlândia: Universidade Federal de Uberlândia, 2007. Disponível em:
<http://www.ufscar.br/cobeqic07/pdf/poster_iii/piii93.pdf>. Acesso em:
16 out.2014.
ASSOCIAÇÃO BRASILEIRA DA INDÚSTRIA DE CAFÉ. Produção mundial de
café: Principais países produtores, 2014. Disponível em:
<http://www.abic.com.br/publique/cgi/cgilua.exe/sys/start.htm?sid=48#3651>.
Acesso em: 17 out.2014
ASSOCIAÇÃO BRASILEIRA DOS PRODUTORES DE CAL. A cal e suas
aplicações, 2008. Disponível em: <http://www.abpc.org.br/frame.htm>. Acesso
em: 16 Out.2014.
ASSOCIAÇÃO BRASILEIRA DOS PRODUTORES DE CAL. O setor da cal no
Brasil: Distribuição e classificação da produção nacional, [s.d]. Disponível
em: <http://www.abpc.org.br/frame.htm>. Acesso em: 16 out.2014.
A TEC GRECO. Produtos e serviços: Flexical. [s.d]. Disponível em:
<http://www.greco-ltd.com/fileadmin/user_upload/Dokumente/Flexical_-_V1_-
_English.pdf>. Acesso em: 16 out.2014.
BAJAY, S. V.; SANT’ANA, P. H. de M. Oportunidades de eficiência energética
para a indústria: relatório setorial cal e gesso. Brasília: CNI, 2010.

78
BIOMASSA. Cap.5, p. 87. Disponível em:
<http://www.aneel.gov.br/aplicacoes/atlas/pdf/05-Biomassa(2).pdf>. Acesso em
16 out.2014.
BIZZO, W.A. Geração, distribuição e utilização de vapor. Campinas:
UNICAMP, 2003. 146 p.
BRASIL. Ministério da agricultura. Vegetal: Café. Brasília, DF, [s.d]. Disponível
em: <http://www.agricultura.gov.br/vegetal/culturas/cafe/saiba-mais>. Acesso em:
16 out.2014.
BRASIL. Ministério do meio ambiente. Energias renováveis: Biomassa. Brasília,
DF, [s.d]. Disponível em: <http://www.mma.gov.br/clima/energia/energias-
renovaveis/biomassa>. Acesso em: 16 out.2014.
CALLE, Frank Rosillo; BAJAY, Sergio V.; ROTHMAN, Harry. Uso da biomassa
para produção de energia na indústria brasileira. 2005.
CENTRO DE PESQUISA E DESENVOLVIMENTO – CEPED. Manual
Econômico da Engenharia Química: Produtos Inorgânicos. Camaçari, 2007.
COMPANHIA NACIONAL DE ABASTECIMENTO – CONAB. Acompanhamento
da safra brasileira de café, 2014. Disponível em:
<http://pt.slideshare.net/luizvaleriano/conab-3-estimativa-safra-caf-2014-
16092014>. Acesso em: 26 nov.2015.
CORTEZ, Luis Augusto Barbosa; LORA, Electo Eduardo Silva; GÓMEZ, Edgardo
Olivares. Biomassa para energia. Campinas, SP: Editora da Unicamp, 2008.
DEGASPARE, Larissa Miori. Processamento e beneficiamento de café.
Piracicaba: Casa do Produtor Rural, - ESALQ/USP, 2013. Disponível em:
<http://www.esalq.usp.br/cprural/boaspraticas.php?boa_id=88>. Acesso em:
16 out.2014.

79
DEMIRBAS, A. Combustion characteristics of different biomass fuels. In: .
Progress in energy and Combustion Science, v.30, n.2, p.219-230, 2003.
DIAS, J.M.C.S. et al. Resíduos agroflorestais e agroindustriais para produção de
briquetes e péletes. Jornal Brasileiro das Indústrias de Biomassa, 26
Jun.2013. Disponível em:
<http://www.biomassabr.com/bio/resultadonoticias.asp?id=2400>. Acesso em: 29
Nov.2015.
EMBRAPA. Minas Gerais responde por 50% da produção brasileira de café,
2014. Disponível em:
<https://www.embrapa.br/busca-de-noticias/-/noticia/2336226/minas-gerais-
responde-por-50-da-producao-brasileira-de-cafe>. Acesso em: 13 dez.2015.
ESCOLA DE ENGENHARIA DE LORENA –USP. FRX (Espectrômetro de
fluorescência de raios x). Disponível em: <http://demar.eel.usp.br/frx/>. Acesso
em: 29 nov.2015.
ESPÍNDOLA, J.Z. et al. Aplicação da metodologia produção mais limpa como
sugestão de redução de resíduos sólidos em agroindústrias de café.
Congresso Nacional de Excelência em Gestão, 2011. Disponível em:
<http://www.excelenciaemgestao.org/portals/2/documents/cneg7/anais/t11_0354_
1857.pdf>. Acesso em: 20 nov.2015.
FARIAS, F.O.M. Caracterização de biomassas brasileiras para fins de
aproveitamento energético. 2012. 93 f. Dissertação de mestrado – Universidade
Estadual de Campinas, Campinas, 2012.
FUNDAÇÃO CENTRO TECNOLÓGICO DE MINAS GERAIS. Conservação de
energia no processo de fabricação de cal em fornos rotativos. Belo
Horizonte, 1984.

80
GUERRERO, J.R.H. Combustíveis, [s.d]. Disponível em:
<http://www.ebah.com.br/content/ABAAAAHD8AE/combustiveis>. Acesso em: 12
out.2015.
GUIMARÃES, J. E. P. A indústria da cal no Brasil: Panorama do setor no
início da década de 80. 2ª ed. São Paulo: Associação Brasileira dos Produtores
de Cal, 1990.
GUIMARÃES, J.E.P. A cal: Fundamentos e Aplicações na Engenharia Civil. 1ª
ed. São Paulo: Associação Brasileira dos Produtores de Cal, 1998.
HILSDORF, J.W. et al. Química Tecnológica. São Paulo: Pioneira Thomsom,
2004.
INDÚSTRIA DE CAL CRUZEIRO. Instrução de trabalho do forno rotativo.
Córrego Fundo, MG, 2012.
JOHN, V.M.; PUNHAGUI, K.R.G.; CINCOTTO, M.A. Economia de baixo
carbono: Avaliação de impactos de restrições e perspectivas tecnológicas.
Produção de cal. Ribeirão Preto: EBC, 2014. Disponível em:
<http://www.desenvolvimento.gov.br/portalmdic/arquivos/dwnl_1423738707.pdf>.
Acesso em: 13 dez.2015
LEITE, Rogerio Cerqueira. Prefácio. In CORTEZ, Luis Augusto Barbosa; LORA,
Electo Eduardo Silva; GÓMEZ, Edgardo Olivares. Biomassa para energia.
Campinas, SP: Editora da Unicamp, 2008.
LIRA, J.O.B.; SILVA, K.C.G.; ANDERSEN, S.L.F. Estudo das características de
combustão de resíduos sólidos da região nordeste utilizando análise
termogravimétrica. In: CONGRESSO BRASILEIRO DE ENGENHARIA
QUÍMICA, 20. 2014, Florianópolis. Anais eletrônicos... Disponível em:
<http://pdf.blucher.com.br/chemicalengineeringproceedings/cobeq2014/1394-
19499-179744.pdf>. Acesso em: 28 nov.2015.

81
LOPES, R. Análise da formação de colagem no forno de clínquer: Um estudo
de caso na fabricação de cimento. 2009. 127f. Trabalho de conclusão de curso
UNIFOR - MG, Formiga, 2009.
LORA, Electo Eduardo Silva et al. Gaseificação e pirólise para a conversão da
biomassa em eletricidade e biocombustíveis. In: Biocombustíveis. Cap.6.
Disponível em:
<http://www.nest.unifei.edu.br/english/pags/downloads/files/Biocombustiveis-
Cap06.pdf.>. Acesso em: 16 out.2014.
MEIER, A. et al (2004), Towards the industrial solar production of lime, PSI
Scientific Report 2003 / Volume V, p. 31-32.Disponível em:
<http://www.pre.ethz.ch/publications/0_pdf/sci_rep/lime_Annex2001.pdf>. Acesso
em: 16 out.2014.
MINAS GERAIS. Conselho estadual de política ambiental. Deliberação Normativa
nº 187, de 19 de setembro de 2013. Estabelece condições e limites máximos de
emissão de poluentes atmosféricos para fontes fixas e dá outras providências.
Diário Executivo de Minas Gerais, Poder executivo, Belo Horizonte, MG, 20
set.2013.
NANTES, Jose Flavio Diniz, ROHM, José Alfeo. Alternativas de utilização do
resíduo gerado no beneficiamento do café. In: Encontro Nacional de
Engenharia de Produção. 1997, Gramado. Anal eletrônico. São Carlos:
Universidade Federal de São Carlos, [s.d]. Disponível em:
<http://www.abepro.org.br/biblioteca/ENEGEP1997_T3515.PDF>. Acesso em:
16 out.2014.
OATES, J.A.H. Lime and Limestone: Chemistry and Technology, Production
and Uses. Weinheim: WILEY-VCH, 1998.

82
ORSINI, R.R. Estudo do aproveitamento do resíduo da lavoura cafeeira como
fonte de biomassa na produção de hidrogênio. São Paulo, 2012. Disponível
em: <www.teses.usp.br/teses/disponiveis/85/85134/tde.../2012OrsiniEstudo.pdf>.
Acesso em: 27 nov.2015
PETROBRAS. Coque Verde de Petróleo, [s.d]. Disponível em:
<http://www.br.com.br/wps/portal/portalconteudo/produtos/paraindustriasetermelet
ricas/coqueverededepetroleo/>. Acesso em: 16 out.2014.
PRONOBIS, M. Evaluation of the influence of biomass co-combustion on
boiler furnace slagging by means of fusibility correlations. Biomass and
Bioenergy, 28, p. 375–383, 2005.
SAENGER, M. et al. Combustion of Coffee Husks. Renewable Energy, v.23, p.
103 – 121, 2001.
SHENG, C.; AZEVEDO, J.L.T.Biomass and bioenergy. Estimating the higher
heating value of biomass fuels from basic analysis data, Lisboa, v.28, p. 499-
507, 2005. Disponível em:
<http://www.sciencedirect.com/science/article/pii/S0016236108004122>. Acesso em: 15 set.2015.
SILVA, João Paulo. Caracterização da casca de café (coffea arábica, L) in
natura, e de seus produtos obtidos pelo processo de pirólise em reator
mecanicamente agitado. 2012. 119 f. Dissertação de mestrado – Universidade
Estadual de Campinas, Campinas, 2012.
SILVA, José Otávio da. Perfil da cal. J.Mendo Consultoria, 2009. Projeto de
assistência técnica ao setor de energia do Ministério de Minas e Energia.
Disponível em:
<http://www.mme.gov.br/sgm/galerias/arquivos/plano_duo_decenal/a_transformac
ao_mineral_no_brasil/P46_RT72_Perfil_do_Cal.pdf>. Acesso em: 16 out.2014.
83
SOARES, Bruno Daniel. Estudo da produção de óxido de cálcio por
calcinação do calcário: caracterização dos sólidos, decomposição térmica e
otimização paramétrica. 2007. 383p. Dissertação mestrado - Universidade
Federal de Uberlândia, Uberlândia, 2007.
ULLMANN’S encyclopedia of industrial chemistry. 7th.ed. Weinheim: WileyVCH,
2011. v.21.
UNIVERSIDADE DE SÃO PAULO. Central Analítica do Instituto de Química:
Análise elementar – CHN. São Paulo, 2014. Disponível em:
<http://ca.iq.usp.br/novo/paginas_view.php?idPagina=7>. Acesso em:
13 nov.2015.
VALE, Ailton Teixeira do; GENTIL, Luiz Vicente; GONÇALES, Joaquim Carlos;
COSTA, Alexandre Florian. Caracterização energética e rendimento da
carbonização de resíduos de grãos de café (Coffea arábica, L) e de madeira
(Cedrelinga catenaeformis). Lavras: Universidade Federal de Lavras, 2007.
VELEZ, J.F. et al. Cogasification of colombian coal and biomass in fluidized
bed: an experimental study. Fuel, v.88, n.3, p. 424-430, 2009.