universidade de sÃo paulo escola de...
TRANSCRIPT
1
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA – EEL/USP
THAÍS DE ALBUQUERQUE RODRIGUES
Análise de Perigo e Pontos Críticos de Controle (APPCC) na
Indústria Cervejeira
Lorena, 2015

2
THAÍS DE ALBUQUERQUE RODRIGUES
Análise de Perigo e Pontos Críticos de Controle (APPCC) na
Indústria Cervejeira
Monografia apresentada à Escola
de Engenharia de Lorena da
Universidade de São Paulo como
requisito parcial à obtenção do grau
de Engenharia Bioquímica.
Orientador: Prof. Ismael Maciel de Mancilha
Lorena, 2015

3

4

5
AGRADECIMENTOS
Agradeço primeiramente ao meu avô Salvador Custódio, por todo amor,
carinho e preocupação. Existem pessoas que são exemplos em nossas vidas e o
senhor definitivamente é o maior deles para mim.
Agradeço aos meus pais Rosane e Marcelo, pelo amor incondicional e esforço
para que todos os meus sonhos se tornassem realidade. Mesmo de longe (ou muito
longe), nossos corações estão sempre em sintonia.
Agradeço a minha irmã Marcela, minha parceira e amiga de todas as horas. E
desejo boas-vindas ao mundo das ciências exatas.
Agradeço a minha madrinha Maria Auxiliadora por estar sempre ao meu lado,
por tantos momentos especiais, pelo carinho de mãe, conselhos e conversas.
Agradeço ao meu professor e orientador neste trabalho Ismael Maciel de
Mancilha, por compartilhar uma pequena parte do seu conhecimento, pela paciência e
atenção.
Agradeço ao meu orientador, professor e amigo Arnaldo Márcio pelas
palavras de incentivo, confiança e amizade sempre. Minha formação não teria sido a
mesma sem seu exemplo e seus ensinamentos.
Agradeço as amigas Maria Clara e Carolina, pela amizade que já dura mais de
uma década. Com vocês ao meu lado, vi que sempre há um riso mesmo nos
momentos mais difíceis.
Agradeço ao meu amigo Felipe Silva, por quem muitas vezes eu fui desafiada
a ser uma engenheira melhor. Sua amizade e compreensão são únicas e permanentes
para mim.
Agradeço a minha amiga Aline Tirelli, que reapareceu em minha vida e foi
muito especial durante todo o período da faculdade. Que nossos caminhos continuem
se cruzando sempre que possível.
Agradeço ao meu amigo Rhyan Lellis, com quem eu sempre pude contar
desde a época da escola e onde sei que posso sempre encontrar e risos e momentos
bons.
Por fim, agradeço a todos os familiares que sempre me apoiaram nessa difícil
e gratificante jornada da Engenharia e a todos os amigos e colegas que fizeram parte
desta etapa da minha vida.

6
“Voar num limite improvável
Tocar o inacessível ao chão
É a minha lei, minha questão
Virar esse mundo, cravar esse chão
Não me importa saber
Se é terrível demais
Quantas guerras terei que vencer
Por um pouco de paz (...)
E assim, seja lá como for
Vai ter fim a infinita aflição
E o mundo vai ver uma flor brotar do impossível chão”
Chico Buarque

7
Resumo
Rodrigues, T.A. Análise de Perigo e Pontos Críticos de Controle
(APPCC) na Indústria Cervejeira. Monografia (Trabalho de Conclusão de
Curso de Engenharia Bioquímica) – Escola de Engenharia de Lorena,
Universidade de São Paulo, Lorena. 2015.
O presente trabalho tem por objetivo discutir sobre a aplicação do
sistema de Análise de Perigo e Pontos Críticos de Controle (APPCC) em
uma cervejaria, visando a identificação de potenciais pontos de perigos
na indústria cervejeira. Buscou-se também sugerir medidas de controle
para os pontos críticos observados, visando à garantia de oferecimento de
um produto seguro ao consumidor. Assim, considerando as diferentes
etapas do processo cervejeiro, verificou-se que os principais pontos de
perigo estão relacionados à contaminação microbiológica durante a
fabricação da cerveja e presença de corpos estranhos na cerveja
envasada. Além disso, verificou-se que a maioria das medidas de
controle é dependente do treinamento da equipe de operação e
supervisores nos padrões operacionais e inspeção de processos, além da
participação efetiva dos colaboradores nos programas relacionados às
boas práticas de fabricação.
Palavras-chave: APPCC, Indústria Cervejeira, Cerveja

8
Abstract
Rodrigues, T.A. Hazard Analysis and Critical Control Point (HACCP)
applied to Brewing Industry. Monograph paper in Biochemical
Engeneering – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena. 2015.
The current paper has the goal of discussing about the application of
HACCP’s system in a brew industry, aiming the identification of
potencial hazard points. Another goal was suggest control tools applied
to the obseverd crictical point aiming the guarantee of offering a safe
product to the consumers. Therefore, considering the different steps of
the brew process, it was verified that the main hazard points are related to
microbiological contamination during the brew and the presence of
physical contaminants on the packaged beer. Moreover, it was noticed
that most of the control tools are dependent of training the team of
operation and the supervisors in the operational patterns, besides the
participation of everyone in the programs related to good practices of
fabrication.
Key words: HACCP, Brewing Industry, Beer
9
LISTA DE TABELAS
Tabela 1 – Tabela de íons e seus efeitos sobre o metabolismo da
levedura. Fonte: KUNZE, 1999 .......................................................,....19
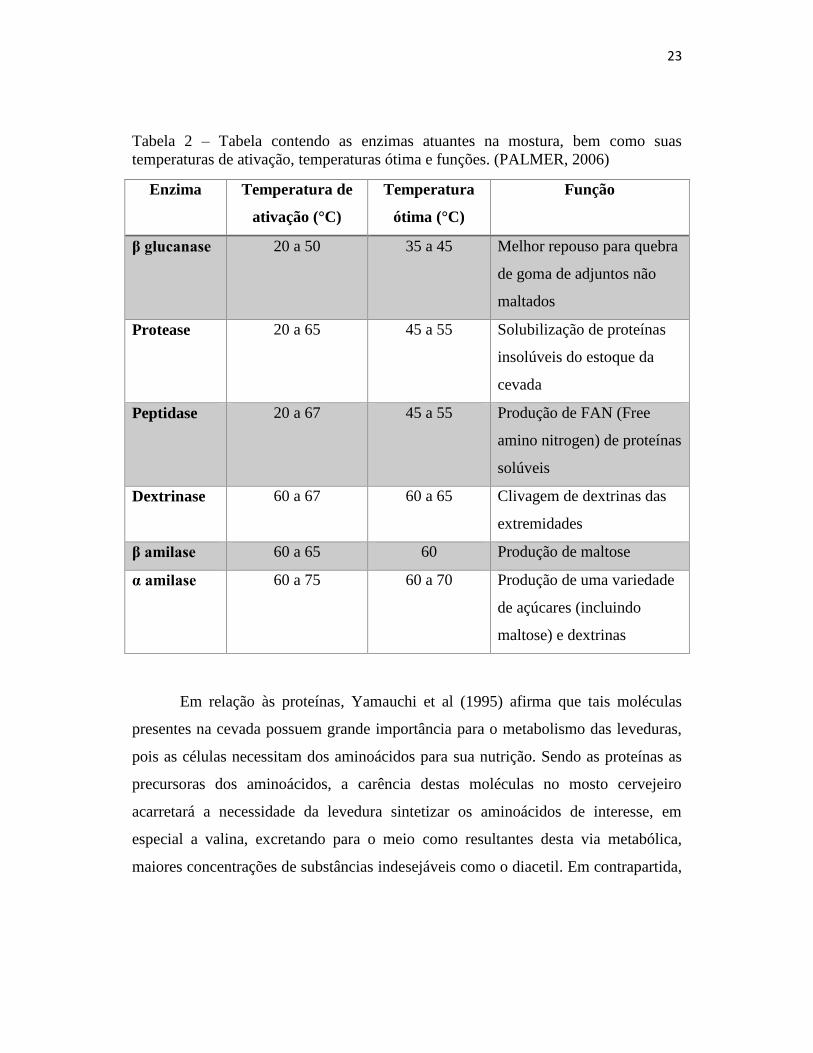
Tabela 2 – Tabela contendo as enzimas atuantes na mostura, bem como
suas temperaturas de ativação, temperaturas ótima e funções. Fonte:
PALMER, 2006 ......................................................................................23
Tabela 3 – Tabela contendo possíveis pontos de perigo e medidas de
controle sugeridas aplicadas ao processo de fabricação de cerveja......43

10
LISTA DE FIGURAS
Figura 1 – Planta de uma indústria cervejeira. Fonte: MEDEIROS, 2010
..................................................................................................................18
Figura 2– Fluxograma de uma árvore decisória para identificação de um
PCC. Fonte: WHO, 1997........................................................................ 42

11
SUMÁRIO
1. INTRODUÇÃO ...................................................................................12
2. OBJETIVOS ....................................................................................... 12
3. REVISÃO BIBLIOGRÁFICA............................................................ 12
3.1. A história da produção de cerveja ................................................12
3.2. A produção de cerveja no Brasil ................................................. .13
3.3. Tipos de Cerveja ...........................................................................15
3.4. O processo de fabricação de cerveja ............................................17
3.4.1. Matérias Primas ............................................................ 18
3.4.2. Elaboração do Mosto (Brassagem) ................................21
3.4.3. Fermentação ..................................................................25
3.4.4. Filtração ....................................................................... 29
3.4.5. Envase .......................................................................... 30
3.4.6. Pasteurização ................................................................30
3.5. O Sistema de Análise de Pontos Críticos de Controle (APPCC)
............................................................................................................. 31
3.5.1. Histórico ....................................................................... 31
3.5.2. Conceito ....................................................................... 32
3.5.3. Princípios Gerais de Higiene dos Alimentos ............... 33
3.5.4. A sequência de implantação do sistema APPCC ........ 39
4. METODOLOGIA ..............................................................................42
5. RESULTADOS ................................................................................. 43
6. CONCLUSSÕES ............................................................................... 47
7. REFERÊNCIAS BILBIOGRÁFICAS .............................................. 48
8. ANEXOS
8.1. Anexo A: Legislação Brasileira ...................................... 53
8.2. Anexo B: Fluxograma de processos de uma cervejaria ...58
12
1. INTRODUÇÃO
O sistema de Análise de Perigo e Pontos Críticos de Controle (APPCC) tem
como objetivo identificar, avaliar e controlar os perigos relacionados à segurança
alimentar, sendo assim uma ferramenta de extrema importância no controle de
qualidade da indústria alimentícia. No presente trabalho, utilizou-se os conceitos da
ferramenta de qualidade APPCC aplicado em uma indústria cervejeira, que apresenta
diversas etapas de fabricação, com diversos pontos susceptíveis às contaminações
químicas e microbiológicas. A descrição do processo cervejeiro é apresentada
inicialmente para compreensão das características do processo; em seguida,
apresenta-se o conceito do sistema de APPCC, suas características e sistemática de
aplicação. O estudo do plano de implantação do sistema APPCC permite identificar
possíveis pontos de perigo na cervejaria e propor medidas de controle para cada um
deles.
2. OBJETIVO
Estudar os conceitos do Sistema de Análise de Perigo e Pontos Críticos de
Controle (APPCC) e sua aplicação no processo de fabricação de cerveja visando
identificar os pontos de controle.
3. REVISÃO BILBIOGRÁFICA
3.1. A história da produção de cerveja
De acordo com Aquarone et al. (2001), a cerveja é uma bebida de amplo
consumo e fabricação, tendo sido encontrada desde o início da civilização em
diferentes partes do mundo, como Suméria, Babilônia e Egito, Grécia e Roma no
13
apogeu de suas civilizações. Estima-se que a produção de bebidas fermentadas se
iniciou há 30 mil anos sendo a cerveja encontrada por volta de 8000 a.C.,
paralelamente as culturas de milho, centeio e cevada.
Os sumérios e assírios foram os primeiros povos que, pelo processo de
malteação de grãos, desenvolveram a técnica da fabricação de bebida, que chegou aos
egípcios anos mais tarde e por eles foi difundida no Oriente, na bacia do
Mediterrâneo e toda Europa (SINDICERV, 2015).
Segundo Aquarone et al (2001), durante o Império Romano, os povos
bárbaros de origem germânica que ocuparam a Europa destacaram-se na prática de
produzir cerveja segundo Sindicerv (2015) foi durante a Idade Média (Século XII)
que as cervejas produzidas nos mosteiros recebiam a adição de ervas como mírica,
louro, sálvia, gengibre e lúpulo, sendo o último utilizado até hoje e responsável pelas
características básicas da cerveja.
Aquarone et al (2001) afirma que durante a Revolução Industrial, cervejarias
cada vez maiores se estabeleceram na Inglaterra, Alemanha e Império Austro-
Húngaro, locais até hoje tradicionais na produção da bebida.
3.2. A produção de cerveja no Brasil
De acordo com Santos (2004), a cerveja apenas chegou ao Brasil no século
XVII com a vinda dos colonizadores holandeses pela Companhia das Índias
Ocidentais, pois os portugueses não eram tradicionalmente conhecidos pelo consumo
da bebida. Com a saída dos holandeses do território brasileiro, em 1654, a cerveja
deixou de ser consumida no país, reaparecendo apenas no século XVIII. Porém não
se pode afirmar precisamente quando a produção de cerveja no Brasil teve início,
apenas sabe-se que no século XIX, um oficial alemão chamado Carl Seidler
encontrou no estado do Rio Grande do Sul um grupo de imigrantes alemães com

14
conhecimento e interesse em fabricar cerveja e comercializá-la visando o lucro.
Assim, no dia 27 de outubro de 1836, pela primeira vez foi anunciada, em um jornal
do Rio de Janeiro, a venda de cerveja brasileira:
“Na rua de Matacavalos, n°90 e na rua Direita n° 86, da
Cervejaria Brasileira, vende-se cerveja, bebida acolhida
favoravelmente e muito procurada. Essa saudável bebida reúne
a barateza a um sabor agradável e à propriedade de conservar-
se por muito tempo.” (SANTOS, 2004).
Segundo Santos (2004), cervejarias pequenas e artesanais foram encontradas
nos estados do Rio de Janeiro, São Paulo e Rio Grande do Sul até meados de 1870.
No Rio Grande do Sul, os imigrantes de origem alemã e italiana produziam cerveja
doméstica, assim como vinho, e comercializavam estes produtos em pequenos
comércios, como uma atividade paralela. Vale ressaltar, que o processo apresentava
precário controle de fermentação, resultando na falta de padrão e qualidade.
A partir da década de 1870 houve um grande aumento na produção de cerveja,
favorecendo a abertura das primeiras cervejarias industrializadas no Brasil
(SANTOS, 2004) e em 1888 foi fundada pelo suíço Joseph Villiger na cidade do Rio
de Janeiro, a cervejaria Brahma, com produção de 120 hectolitros/dia e 32
funcionários (HIGUTHI, 2002). De acordo com Ferrari (2008), no início dos anos 30
do século XX, a Brahma se consolidou no mercado com uma boa estrutura e,
apostando em novas tecnologias e publicidade, criou uma grande afinidade com o
público consumidor. No ano de 1934, a Brahma Chopp era a cerveja mais consumida
no país, com uma produção de 300 mil hectolitros de cerveja.
Ainda segundo Ferrari (2008), a Antarctica, fundada em 1885 para produção
de gelo e produtos alimentícios, passou a produzir cerveja também no ano de 1888 e
nos anos 1960 possuía capacidade produtiva de 3,9 milhões de hectolitros/ano
englobando cervejas e refrigerante.

15
No ano de 1999 a Companhia de Bebidas das Américas (AmBev) resultou da
fusão das históricas Companhia Antarctica Paulista e Cervejaria Brahma e atualmente
é parte da Anheuser-Busch Inbev, o maior grupo cervejeiro do mundo (AMBEV,
2015).
3.3. Tipos de Cerveja
De acordo com Brasil (2009), a cerveja é a bebida obtida pela ação de
leveduras que realizam fermentação alcoólica do mosto cervejeiro contendo malte de
cevada, água potável e lúpulo. Se aceita que parte do malte de cevada seja substituído
por adjuntos cervejeiros em quantidade menor de quarenta e cinco por cento do
extrato primitivo.
A Legislação (Anexo A) classifica a cerveja em relação a diferentes
parâmetros:
I – Quanto ao extrato primitivo
a) Cerveja leve
Cerveja cujo extrato primitivo em concentração mássica é maior ou igual que
5,0% e menor que 10,5%.
b) Cerveja ou cerveja comum
Cerveja cujo extrato primitivo em concentração mássica é maior ou igual a
10,5% e menor que 12,0%.
c) Cerveja extra
Cerveja cujo extrato primitivo em concentração mássica é maior ou igual a
12,0% e menor ou igual a 14,0%.
d) Cerveja forte
16
Cerveja cujo extrato primitivo em concentração mássica é maior que 14,0%.
II – Quanto à cor
a) Cerveja clara:
Cor correspondente a menos de 20 unidades EBC (European Brewery
Convention).
b) Cerveja escura:
Cor correspondente a 20 ou mais unidades EBC.
c) Cerveja colorida:
Aquela que, por adição de corantes naturais, apresentar coloração diferente
das definidas no padrão EBC.
III – Quanto ao teor alcoólico
a) Cerveja sem álcool:
Cerveja com conteúdo em álcool menor ou igual a 0,5% em volume.
b) Cerveja com álcool:
Cerveja com conteúdo em álcool superior a 0,5% em volume.
IV – Quanto à proporção de malte de cevada
a) Cerveja puro malte:
Aquela que possui 100% de malte de cevada, em peso, em relação ao extrato
primitivo, como fonte de açucares.
b) Cerveja:
Aquela que possui proporção de malte de cevada maior ou igual a 55% em
peso em relação ao extrato primitivo, como fonte de açucares.

17
c) “Cerveja de ...” seguida do nome do vegetal predominante:
Aquela que apresenta proporção de malte de cevada maior que 20% e menor
que 55% em peso em relação ao extrato primitivo, como fonte de açucares.
V – Quanto à fermentação
a) Baixa fermentação:
São as chamadas cervejas Lager, fermentadas a temperaturas entre 9°C e
14°C, com tempo de fermentação maior em relação as cervejas de alta fermentação
(SINDCERV, 2015).
b) Alta fermentação:
São as cervejas conhecidas como Ale, fermentadas a temperaturas entre 20°C
e 25°C, de fermentação rápida (SINDCERV,2015).
A Legislação estabelece ainda que as cervejas podem ser definidas como
Pilsen, Export, Lager, Dortmunder, Munchen, Bock, Malzbier, Ale, Stout, Porter,
Weissbier, Alt, entre outras denominações que podem ser criadas, de acordo com as
variações na composição do produto (BRASIL, 2009).
3.4.O processo de fabricação de cerveja
O processo de produção de cerveja é composto por três etapas distintas: sala
de brassagem, adega de fermentação/maturação e filtração da cerveja.
Como exemplificado por Medeiros (2010) no esquema abaixo (Figura 1),
usualmente uma cervejaria apresenta uma sala de brassagem, onde existem tinas para
mosturação do malte e cozimento do mosto; adegas contendo tanques de
fermentação, maturação e tanques de armazenamento de fermento e por fim, uma

18
área de filtração para localização dos filtros, sistemas de carbonatação e tanques de
pressão para armazenamento.
Figura 1 – Planta de uma indústria cervejeira. (MEDEIROS, 2010).
3.4.1. Matérias Primas
A elaboração do mosto é o primeiro passo da fabricação de cerveja,
utilizando-se para essa produção as matérias primas: água, malte de cevada, adjuntos
não malteados e lúpulo.
a) Água cervejeira
Segundo Medeiros (2010), a água cervejeira é utilizada não somente para
composição do mosto cervejeiro, mas também na pré-umidificação do malte antes da
moagem, diluição de matérias primas sólidas, lavagem do bagaço do malte originado
na filtração do mosto primário, na trasfega do mosto em elaboração, na rinsagem
final e na lavagem de garrafas e latas.
Para atender as necessidades especificas da cervejaria, a água deve possuir
qualidades de uma água potável e apresentar a concentração ideal de sais minerais
dissolvidos (BANFORTH, 2003). Na tabela abaixo (Figura 2), são apresentados

19
alguns íons e os efeitos causados por eles no metabolismo da levedura durante a
fermentação:
Tabela 1 - Tabela de íons e seus efeitos sobre o metabolismo da levedura. (KUNZE,
1999)
Íon Efeito
Ca2+
O cálcio estimula o metabolismo da levedura
Mg2+
O magnésio é o cofator de diversas enzimas atuantes na fermentação
K+ O potássio está relacionado à fonte de energia no crescimento da
levedura e na velocidade da fermentação
Na+ O sódio está relacionado à manutenção do transporte de potássio para o
interior da célula
Mn2+
Em concentrações abaixo de 0,2 mg/L atuam como cofatores enzimáticos
para o metabolismo da levedura, estimulando a propagação celular
Zn2+
O zinco em concentrações acima de 0,15 mg/L no mosto final
contribuem positivamente na propagação de leveduras como cofator de
enzimas de respiração, fermentação e síntese de ácidos graxos. Porém,
em excesso, pode causar intoxicação da levedura.
NO3- O nitrito em concentrações entre 50 e 100 mg/L provocam inibição da
propagação de leveduras e diminuem a taxa de atividade fermentativa,
b) Malte
De acordo com Banforth (2003), a cevada é a matéria prima principal na
fabricação de cerveja devido a características como: alto teor de amido, presença de
proteínas na proporção ideal em relação ao amido e presença de enzimas que podem
estar ativas ou ser ativadas para a quebra de moléculas de interesse. Além disso, outra
característica vantajosa é a permanência da parte externa da casca da cevada no grão
após a moagem, formando uma camada filtrante no processo de clarificação.
20
O produto utilizado na indústria cervejeira é o malte, que de acordo com a
Agência Nacional de Vigilância Sanitária (Anvisa), é o produto da germinação e
posterior dessecação do grão de cevada da espécie Hodeum sativum (BRASIL, 1978)
e o processo de malteação, segundo Aquarone et al (1983) é realizado a fim de
produzir e ativar enzimas tais como α e β – amilase e a maltase, responsáveis pela
quebra do amido em açúcares fermentescíveis. As três principais etapas da malteação
são (Figura 3):
Maceração dos grãos: De acordo com Gouvêa e Maia (2013), o início
da germinação só ocorre a partir de um teor de umidade determinado,
que é atingido pela adição de água aos grãos de cevada.
Germinação: Segundo Aquarone et al (1983) a germinação é um
processo que ocorre a temperaturas entre 14 e 18°C, umidade entre 44
e 48% e presença de oxigênio. Neste processo, as enzimas são
produzidas e ativadas para a germinação do grão de cevada, processo
que envolve a quebra do carboidrato de reserva – amido – para
fornecimento de energia para o grão.
Secagem: o malte com alto teor de umidade é susceptível a rápida
deterioração e contaminação. Além disso, é necessário que as
alterações bioquímicas no grão parem de ocorrer para fixar a
composição requerida do malte. A secagem então se torna a melhor
solução para ambos os problemas.
De acordo com Priest e Stewart (2006), posteriormente a secagem,
realiza-se a remoção de radículas já que esta parte do grão possui
sabor amargo e adstringente para a cerveja, além de ser higroscópica.
c) Adjuntos não malteados
Medeiros (2010) afirma que os adjuntos são materiais ricos em carboidratos e
possuem composição e propriedades adequadas para complementar o fornecimento
21
de açúcares ao mosto cervejeiro. Podem ser sólidos, necessitando de tratamento
térmico na sala de brassagem para degradação do amido, ou líquidos, que não
necessitam de degradação por já apresentarem açúcares fermentescíveis (com no
máximo três unidades de glicose). Adicionam-se os adjuntos na etapa de fervura do
mosto, para sua completa solubilização.
d) Lúpulo
De acordo com Briggs et al (2000), o lúpulo é uma planta do tipo trepadeira
que confere sabor característico a cerveja e é essencial para o impacto organoléptico
total, estabilidade do sabor e retenção da espuma no produto final.
Ainda segundo Briggs et al (2000), no momento de sua colheita, o lúpulo
apresenta um teor de água de 80%, sendo inviável seu armazenamento imediato.
Sendo assim, o lúpulo deve ser secado em estufa para redução do teor de umidade
(para aproximadamente 10%) e passa por um processo posterior de beneficiamento,
onde será transformado em pó ou pelletes para comercialização.
Kunze (1999) afirma que a planta possui como principais componentes óleos
essenciais, substâncias tânicas, substâncias amargas e proteínas. Tais compostos são
responsáveis pela inserção de aroma e amargor característicos, oriundos dos óleos
essenciais e substâncias amargas, e também pela estabilidade da espuma, relacionada
às proteínas.
3.4.2. Elaboração do mosto (Brassagem)
a) Cozimento de adjuntos
De acordo com Medeiros (2010), o cozimento de adjuntos é realizado para
solubilização do amido dos adjuntos sólidos. Normalmente se adiciona no máximo
cerca de 35% de adjuntos, pois uma quantidade excessiva destes cereais ocasionaria a
diminuição da concentração de aminoácidos no meio (fornecidos somente pela
22
cevada), podendo levar a dificuldade de assimilação destas moléculas pelas
leveduras.
b) Mostura
Segundo Kunze (1999), o objetivo da etapa de mostura é, através de
patamares de temperatura, possibilitar que as enzimas atuem em sua atividade
máxima para quebra do amido em açúcares fermentescíveis (glicose, maltose,
maltotriose) e não fermentescíveis (dextrina) e para degradação de proteínas em
cadeias menores, necessárias para formação de espuma, e aminoácidos, fundamentais
para o metabolismo da levedura. Nesta etapa, o meio consiste em uma mistura de
água e malte apenas, sendo a adição de adjuntos e lúpulo feita apenas na fervura.
Ainda segundo Kunze (1999), o amido é formado por moléculas de glicose
que se organizam na forma de amilose – linear, com ligações do tipo α 1,4 - e
amilopectina – ramificada, com ligações do tipo α 1,3, α 1,4, α 1,6, sendo a última
responsável pelas ramificações. Palmer (2006) afirma que as α amilases atuam
rompendo as ligações α 1,4 da amilose e amilopectina, produzindo dextrinas
enquanto as β amilases quebram a extremidade das cadeias liberando moléculas de
glicose e maltose. Dessa forma, os açúcares são disponibilizados para as leveduras
realizarem a multiplicação celular e fermentação.
Na tabela abaixo (Figura 4) estão relacionadas as enzimas envolvidas no
processo de mostura e suas respectivas temperaturas de ativação e de atividade
máxima (temperatura ótima). De acordo com estas características, se estabelecem as
temperaturas de repouso do mosto bem como o tempo que este ficará exposto a cada
temperatura. O mosto resultante terá características diferentes para cada combinação
de tempo e temperatura.
23
Tabela 2 – Tabela contendo as enzimas atuantes na mostura, bem como suas
temperaturas de ativação, temperaturas ótima e funções. (PALMER, 2006)
Enzima Temperatura de
ativação (°C)
Temperatura
ótima (°C)
Função
β glucanase 20 a 50 35 a 45 Melhor repouso para quebra
de goma de adjuntos não
maltados
Protease 20 a 65 45 a 55 Solubilização de proteínas
insolúveis do estoque da
cevada
Peptidase 20 a 67 45 a 55 Produção de FAN (Free
amino nitrogen) de proteínas
solúveis
Dextrinase 60 a 67 60 a 65 Clivagem de dextrinas das
extremidades
β amilase 60 a 65 60 Produção de maltose
α amilase 60 a 75 60 a 70 Produção de uma variedade
de açúcares (incluindo
maltose) e dextrinas
Em relação às proteínas, Yamauchi et al (1995) afirma que tais moléculas
presentes na cevada possuem grande importância para o metabolismo das leveduras,
pois as células necessitam dos aminoácidos para sua nutrição. Sendo as proteínas as
precursoras dos aminoácidos, a carência destas moléculas no mosto cervejeiro
acarretará a necessidade da levedura sintetizar os aminoácidos de interesse, em
especial a valina, excretando para o meio como resultantes desta via metabólica,
maiores concentrações de substâncias indesejáveis como o diacetil. Em contrapartida,

24
o excesso de proteínas no meio não é interessante pois grande parte não é solubilizada
durante a malteação ou mosturação.
c) Filtração
A filtração do mosto também pode ser chamada de clarificação, pois consiste
na separação de substâncias que mesmo após a mostura permaneceram insolúveis no
meio. Eliminando estes compostos, dá-se origem a um mosto mais límpido e menos
denso e concentrado.
De acordo com Medeiros (2010), o processo é dividido em duas etapas
subsequentes: Filtração do mosto primário e retirada do extrato residual do bagaço,
utilizando água de lavagem. A água utilizada para a lavagem do bagaço é incorporada
ao mosto primário para evitar a perda de parte do extrato obtido na mostura.
d) Cozimento do mosto (Fervura)
Segundo Tschope (2001), o mosto filtrado, agora adicionado de lúpulo e
adjuntos, é submetido à fervura por tempo e temperatura determinados, com o
objetivo de evaporar a água excedente, coagular proteínas, transferir componentes
amargos do lúpulo, esterilizar o mosto, inativar enzimas e eliminar substâncias
voláteis indesejáveis para o produto final.
Segundo Tostes (2015), a coagulação de proteínas visa a eliminação de
moléculas de alto peso molecular que não foram eliminadas durante a filtração por
permanecerem solúveis no meio e que irão gerar opacidade no produto final. As
proteínas e outros compostos sedimentam na parte inferior do cozinhador, recebendo
o nome de trub quente.
Em relação aos componentes do lúpulo, Tostes (2015) afirma que temos não
só a transferência destes para o meio, mas também volatilização e isomerização de α-
ácidos que irão conferir amargor e aroma ao mosto de acordo com o momento em
que são adicionados.
25
Lúpulos de amargor: Lúpulos adicionados no início da fervura são
responsáveis pelo amargor da cerveja (TOSTES, 2015).
Lúpulo de aroma: Quando adicionados mais ao final da fervura, temos
a produção de sabores e aromas característicos, gerados pelos óleos
presentes no lúpulo que são voláteis e devem permanecer pouco tempo
em contato com a fervura (TOSTES, 2015).
A fervura do mosto também possibilita a eliminação de microrganismos e a
inativação de enzimas, que é desejável pois espera-se que parte dos açucares não
fermentescíveis esteja presente no mosto, para composição do corpo da cerveja.
e) Resfriamento e Retirada de trub frio
De acordo com Brites et al (2000), o início resfriamento do mosto causa a
precipitação de compostos, principalmente abaixo de 70°C, formando o trub frio. A
composição do trub frio apresenta polifenóis, lipídios, resina de lúpulo e metais, e sua
retirada do mosto, de acordo com Medeiros (2010), somente acontece no tanque de
fermentação, após a passagem do mosto pelo trocador de calor e tempo suficiente
para decantação deste precipitado.
f) Aeração
Segundo Stwart e Russel (2005), o oxigênio é dosado no mosto logo após a
passagem deste pelo resfriador, pois a levedura precisará de O2 para sua propagação.
São necessárias concentrações entre 6 e 8 mgO2/L.
3.4.3. Fermentação
a) Leveduras
De acordo com Medeiros (2010), a levedura é um microrganismo unicelular
que possui duas maneiras de obtenção de energia: na presença de oxigênio, através da
cadeia respiratória ou na ausência de oxigênio, através da fermentação alcoólica.
26
Sendo assim, na cervejaria as leveduras são inoculadas num meio inicialmente aerado
e portanto realizam a respiração e multiplicação celular, visto que a respiração
fornece uma maior quantidade de energia para célula, possibilitando sua reprodução
(desejável no início do processo). Após o consumo de todo oxigênio disponível, as
células passam a realizar a fermentação, caracterizada pela queda intensa de açúcares,
liberação de calor, CO2 e formação de espuma.
As diferentes formas de açúcar presentes no mosto são o substrato principal
para a formação de etanol e gás carbônico (MEDEIROS, 2010), enquanto os lipídios
são fundamentais durante a multiplicação celular pois constituem a membrana celular
e os aminoácidos, também chamados de FAN – Amino Nitrogênio Livre – em
especial a valina, tem papel de destaque pois estão relacionados a formação de
subprodutos que irão caracterizar a cerveja final (BRITES ET AL, 2000).
Em relação aos sais minerais, Brites et al (2000) afirma que podemos destacar
o cálcio, que tem influência no paladar e participação fundamental no processo de
floculação do fermento, e o zinco, que está fortemente relacionado a multiplicação
celular.
Medeiros (2010) conclui que o excesso ou falta de nutrientes no mosto pode
interferir em todas as reações bioquímicas e químicas do processo, impactando no
paladar e aroma da cerveja.
b) Inoculação do fermento
De acordo com Medeiros (2010), como o mosto é um meio totalmente
propício para proliferação de bactérias e leveduras selvagens, é de extrema
importância que o momento de inoculação e a aeração do mosto sejam feitas da
maneira mais asséptica possível.
c) Início da Fermentação: Adaptação ao meio
27
Vogel e Todaro (1997) estabelecem que após a inoculação das leveduras
ocorre a fase de adaptação do fermento. Geralmente essa fase ocorre nas primeiras 12
a 18 horas e não apresenta formação de etanol, gás carbônico ou espuma, pois o meio
ainda rico em oxigênio, favorece o metabolismo aeróbio e a multiplicação celular.
Após 24 horas observa-se um leve aumento na temperatura do mosto devido a
atividade celular, sendo a atenuação do extrato de apenas 0,4 a 0,8% e o pH é
reduzido em torno de 0,25 a 0,30 unidades.
d) Primeira fase da fermentação
De acordo com Medeiros (2010), após a adaptação das células ao meio ainda
há oxigênio para ser consumido e a concentração de leveduras triplica. É após a
multiplicação celular que se inicia a fermentação propriamente dita, com grande
formação de gás carbônico, baixa formação de espuma.
Segundo Stanbury, Whitaker e Hall (1995), essa fase dura aproximadamente
dois dias e a atenuação de extrato é de aproximadamente 0,8 a 1 °P a cada 24h. A
temperatura pode aumentar na faixa de 1,5 a 2,0 °C e o pH cai cerca de 0,6 a 0,8
unidades. Além disso, levedura excreta para o meio precursores de diacetil,
resultantes do metabolismo dos aminoácidos valina e isoleucina (BOULTON ET AL,
2001) e ocorre a precipitação das resinas de lúpulo e componentes proteicos,
integrantes do trub (MEDEIROS, 2010).
Yamauchi et al (1995) afirma que a temperatura nesta fase deve ser de
aproximadamente 11°C a fim de manter a solubilidade do oxigênio no líquido, evitar
a formação excessiva de espuma no tanque fermentador e reduzir ligeiramente o
metabolismo da levedura para que a produção de diacetil e pentanodiona (conhecidos
como dicetonas) não ocorra em sua velocidade máxima.
e) Segunda fase da fermentação

28
Segundo Vesely et al (2004), a segunda fase tem início no terceiro ou quarto
dia de processo e dura aproximadamente mais três dias, de acordo com a temperatura
que se está conduzindo a fermentação. A fermentação está no auge de sua
intensidade, com atenuação de extrato de 1 a 2% a cada 24h e aumento de
temperatura de 3 a 5 °C. O pH atinge o limite mínimo de 4,0 a 4,4, o gás carbônico e
espuma estão em formação máxima.
Nesta etapa, o diacetil formado na primeira fase é reabsorvido pelas células
ativas de levedura e convertido em moléculas de acetoína e 2,3-butanodiol, que não
interferem nas propriedades organolépticas da cerveja (BOULTON ET AL, 2001).
Também ocorre nesta fase a precipitação de partículas insolúveis – formadas pela
reação entre taninos e proteínas – além de resinas de lúpulo novamente
(STANBURY, WHITAKER, HALL, 1995).
De acordo com Yamauchi et al (1995), a temperatura da segunda fase de
fermentação é mais elevada em relação à primeira etapa, com a finalidade de
estimular a formação dos precursores de diacetil e pentanodiona e sua redução e
reabsorção em seguida, formando finalmente a acetoína e o 2,3-butanodiol. Além
disso, estimula-se o consumo e consequente redução do extrato pelo consumo da
levedura.
f) Retirada de fermento
Momento em que a camada de espuma começa a diminuir, a atenuação do
extrato é reduzida para 0,2 a 0,3% a cada 24h e o pH está constante (EMEST ET AL,
1980).
Segundo Eβlinger (2009), a levedura sedimentada após a fermentação
metabolizou todos os nutrientes do mosto e fica exposta ao gás carbônico e ao etanol
formados na fermentação, assim como a pressão hidrostática e temperaturas mais
elevadas na parte cônica do tanque de fermentação. Assim, a separação destas células

29
da cerveja é necessária. As leveduras são retiradas no momento em que se atinge a
atenuação desejada, anteriormente ao resfriamento da cerveja para maturação.
g) Maturação
De acordo com Speers (1999), para iniciar a maturação a temperatura deve ser
reduzida para valores muito abaixo daqueles em que a fermentação é conduzida: ente
-2 e 0 °C. Esta etapa também é conhecida como clarificação da cerveja pois é durante
este processo que se depositam as substâncias responsáveis pela turvação da cerveja,
como células de levedura ainda suspensas, subprodutos da decomposição de
proteínas, polifenóis/taninos, trub e outros. Esta fase é essencial para que os sabores e
aromas da cerveja se equilibrem (TOSTES, 2015).
A efetividade da clarificação depende de alguns fatores como tamanho, tipo e
quantidade das substâncias causadoras da turvação, temperatura da maturação
(quanto mais baixa, melhor) e tempo de maturação (quanto maior, melhor; no mínimo
3 dias) (SPEERS, 1999).
3.4.4. Filtração
De acordo com Medeiros (2010), ao longo da maturação, são feitas retiradas
de material sedimentado por escoamento pela parte inferior do tanque, porém ainda
existem células suspensas e outros compostos que irão causar turvação da cerveja.
Sendo assim, o objetivo da filtração é garantir que o produto esteja dentro das
especificações de cor (agradável e equivalente ao padrão aceito para o tipo de cerveja
produzido), paladar (uniforme e refinado), aspecto límpido no copo, apresentação de
alto brilho e alta durabilidade.
Tostes (2015) afirma que além destes objetivos, uma das operações
empregadas no processo de filtração é a carbonatação, que confere o último ajuste da
cerveja para o produto final. A levedura além de produzir etanol, também libera gás
carbônico para o meio, o mesmo gás utilizado para carbonatar a cerveja. Sendo assim,
30
um dos principais métodos utilizados industrialmente para correção do teor de gás
carbônico na cerveja é aproveitar o gás liberado da fermentação.
Ainda segundo Tostes (2015), os tanques fermentadores possuem válvulas de
controle de pressão, que são reguladas de forma que a pressão total do tanque
corresponda a pressão de solubilização do gás carbônico no líquido. Os cálculos
envolvidos para a determinação desta pressão também consideram a temperatura e o
tempo de fermentação.
3.4.5. Envase
Segundo Medeiros (2010), o envase da cerveja é um processo que conta com
uma série de equipamentos, responsáveis pelo acondicionamento do produto em
determinada embalagem, com incorporação mínima de oxigênio e perda mínima de
gás carbônico durante o processo. Galatto (2008) afirma que este cuidado é tomado
pois o gás oxigênio causa a oxidação da cerveja, gerando alterações no paladar,
turvações, modificação na coloração e favorece o crescimento de contaminantes. O
autor conclui ainda que o gás carbônico deve ser mantido durante o processo uma vez
que garante a conservação da espuma e do paladar. Quanto menor for a temperatura
de envase, maior a facilidade do gás se manter solúvel.
3.4.6. Pasteurização
Segundo Fontana (2009), a pasteurização é utilizada em muitas indústrias
alimentícias, sendo aplicada pela primeira vez na cerveja em 1870 por Louis Pasteur.
Pouco tempo depois, as cervejarias europeias passaram a utilizar a pasteurização
como um procedimento padrão.
Gava (1998) afirma que o objetivo da pasteurização não é a eliminação
completa de micro-organismos, mas apenas os patógenos. Sendo assim, deve-se
realizar a pasteurização de maneira que o processo seja o menos prejudicial possível
para a cerveja, levando-se em consideração a população inicial de micro-organismos

31
a destruir, o pH, a velocidade de transferência de calor da parte externa até o interior
do vasilhame e a temperatura inicial do produto.
De acordo com Clerk (1958), é inevitável que ocorram variações de sabor,
aroma, cor e estabilidade coloidal na cerveja, sendo a temperatura de 60°C por 20
minutos suficiente para eliminação de patógenos e sem efeito negativo excessivo
sobre as características físico-químicas da cerveja.
3.5. O Sistema de Análise de Perigo e Pontos Críticos de Controle
(APPCC)
De acordo com Ribeiro-Furtini e Abreu (2006), a qualidade dos alimentos é
uma preocupação crescente no cenário mundial e por este motivo diferentes
ferramentas de gestão são criadas e utilizadas visando garantir o oferecimento de um
produto seguro à saúde humana e compatível as exigências de comercialização. Além
disso, outros benefícios podem ser alcançados com a implantação de ferramentas de
controle e análise, como a redução de perdas, o aumento de produtividade e a
otimização da produção. Os autores citam como ferramentas mais conhecidas as Boas
Práticas de Fabricação (BPF), os Procedimentos Padrão de Higiene Operacional
(PPHO), a Avaliação de Riscos Microbiológicos (MRA), Gerenciamento da
Qualidade (Série ISO) e o Sistema de Análise dos Perigos e Pontos Críticos de
Controle (APPCC).
3.5.1. Histórico
Segundo Bennet e Steed (1999), o termo alimento seguro foi usado pela
primeira vez nos anos 60, pela Pillsburg Company, em parceria com a NASA e o US
Army Laboratories durante a criação de um sistema de qualidade que possibilitasse o
desenvolvimento de alimentos que pudessem ser consumidos por astronautas sem
danos à saúde. Neste contexto, afirma Jouve (1999), a ferramenta APPCC (ou na
sigla em inglês HACCP – Hazard Analysis and Critical Control Points) foi
32
desenvolvida, originalmente pelo setor privado, mas rapidamente foi introduzida na
legislação de vários países.
Inicialmente, o sistema de APPCC criado pela Pillsbury Company consistia
em três princípios (JOUVE, 1998):
Análise de perigo e avaliação do risco: a avaliação de risco considera
as perguntas-chave:
o O produto contém ingredientes sensíveis?
o Há uma etapa que destrói micro-organismos patogênicos?
o Há possibilidade de recontaminação do produto após a
eliminação de patógenos?
o Há possibilidade do produto estragar durante a distribuição ou
consumo?
o Há tratamento térmico final?
Determinação dos pontos críticos de controle
Monitoramento dos pontos críticos de controle
3.5.2. Conceito
A aplicação do sistema de APPCC possibilita a identificação dos perigos, a
avaliação da probabilidade de ocorrência de perigos durante o processo e a definição
de meios de controle para garantir a segurança alimentar (ILSI, 1997).
Em 1993, a Food and Agriculture Organization of the United Nations (FAO) e
a World Health Organization (WHO) estabeleceram em assembleia a adoção do
Codex Alimentarius como uma coletânea de normas que visa a aplicação das boas
práticas de fabricação dos alimentos, incluindo o sistema APPCC. De acordo com
este documento, o sistema pode ser empregado em todas as etapas de um processo
produtivo, desde a produção primária até o consumo final, sendo sua aplicação
baseada em evidências científicas de riscos à saúde humana.

33
De acordo com Figueiredo e Neto (2001), o sistema de APPCC define o termo
perigo como um agente nocivo ou condição inaceitável para o alimento, podendo
causar algum efeito adverso à saúde.
Desta forma, ILSI (1997), afirma que os perigos são causados por:
Presença inaceitável de uma contaminação química, física ou
microbiológica na matéria prima, no produto intermediário ou final;
Potencial de crescimento/sobrevivência de microrganismos ou
produção de compostos químicos no produto intermediário ou final;
Recontaminação do produto após tratamento contra patógenos, seja
por produtos químicos, microrganismos ou corpos estranhos
3.5.3. Princípios Gerais de Higiene dos Alimentos
Segundo a FAO/WHO (1963), antes da aplicação do sistema APPCC em
qualquer setor produtivo, é necessário que programas considerados pré requisitos já
tenham sido implantados, como por exemplo as Boas Práticas de Fabricação (BPF),
que estão de acordo com os Princípios Gerais da Higiene dos Alimentos.
De acordo com Carballido et al (1994), as Boas Práticas de Fabricação (BPF)
são regras que definem a maneira ideal de se conduzir um processo fabril no que diz
respeito aos métodos de limpeza, comportamento das pessoas envolvidas e adequação
de equipamentos e edifícios. Espera-se eliminar fontes genéricas de possíveis
contaminações de produto aplicando as BPF.
Figueiredo e Neto (2001) afirmam que é necessário destacar as Boas Práticas
de Fabricação anteriormente a implementação do sistema de APPCC, pois deve haver
inicialmente uma mobilização dos envolvidos para redução da ocorrência de
contaminação do produto, visto que grande parte delas é possível de ser evitada a
partir da aplicação correta das BPF. Contudo, é possível que o sistema de APPCC
34
seja aplicado em conjunto as BPF, desde que sejam muito bem definidas as
diferenças entre os riscos que podem ser controlados pelas BPF e os perigos que
exigem modificação no processo ou um controle específico.
Os Princípios Gerais de Higiene dos Alimentos estabelecidos pela FAO/WHO
também fazem parte do Codex Alimentarius e seus principais pontos encontram-se
destacados abaixo (FAO, WHO, 1963):
a) Produção Primária
A produção primária deve ocorrer de maneira a garantir que o alimento seja
seguro e adequado para consumo. O objetivo nesta etapa é reduzir a probabilidade de
introdução de um perigo que possa afetar a segurança do alimento.
Higiene Ambiental
As possíveis fontes de contaminação do ambiente devem ser consideradas,
tais como a presença de substâncias potencialmente perigosas.
Produção higiênica de insumos alimentares
Os produtores e indústrias de alimentos devem implementar medidas para o
controle de contaminação procedente do ar, solo, água, dieta dos animais,
fertilizantes, pesticidas, entre outros.
Manipulação, armazenamento e transporte
Procedimentos devem ser estabelecidos para selecionar os alimentos e
ingredientes alimentícios com a finalidade de separar todo material que não seja apto
ao consumo humano. Em seguida, deve-se eliminar de maneira higiênica todo o
material rejeitado e proteger os alimentos e ingredientes da contaminação de pragas,
agentes químicos, físicos e/ou microbiológicos.
É importante também que se evite ao máximo a deterioração e decomposição
de insumos por meio de controle de temperatura e umidade, por exemplo.
35
b) Projetos e Instalações
Devido à natureza das operações e dos riscos associados, as áreas produtivas,
os equipamentos e as instalações devem ser localizados e projetados de modo a
garantir que a contaminação seja minimizada, que o projeto permita a manutenção,
limpeza e desinfecção adequada (minimizando a contaminação pelo ar), que
superfícies e materiais não sejam tóxicos ao uso que se destinam e sejam de fácil
manutenção e limpeza, e por fim que as instalações sejam adequadas para controle de
temperatura e umidade, dentre outros parâmetros.
Equipamentos
Os equipamentos e recipientes envolvidos na produção e que entram em
contato com o alimento devem ser projetados de modo a possibilitar a adequada
limpeza, desinfecção e manutenção quando necessário.
Os equipamentos utilizados para cozimento, aplicação de tratamento térmico,
resfriamento, armazenagem ou congelamento de alimentos deve ser projetado de
forma a alcançar rápido e manter a temperatura desejada e necessária para a
segurança do alimento. Além disso, outra característica desejável é que tais
equipamentos possuam meios de controle de umidade ou fluxo de ar. Desta forma,
temos a garantia de que microrganismos prejudiciais ou indesejáveis sejam
eliminados ou reduzidos.
Os recipientes para resíduos, subprodutos e substâncias perigosas devem ser
identificados, propriamente fabricados, e quando possível, feitos de material
impermeável. Após o uso, os recipientes devem ser lacrados para evitar contaminação
intencional ou acidental.
Instalações
Para definição de um local de instalação, deve-se observar se há
abastecimento de água potável suficiente e sistemas de drenagem e disposição de
36
resíduos de forma a evitar o risco de contaminação dos alimentos ou abastecimento
de água potável.
c) Controle de Operações
O controle de operações visa reduzir o risco de que os alimentos não sejam
seguros por meio de medidas preventivas que garantam a adequação do alimento em
etapas apropriadas da operação.
As empresas que produzem alimentos devem controlar os pontos de perigo
seguindo as seguintes diretrizes:
Identificar todas as etapas críticas do processo
Implementar procedimentos efetivos de controle nestas etapas
Monitorar os procedimentos para garantir sua eficácia
Revisar procedimentos periodicamente e sempre que houver mudança na
operação.
Controle de Tempo e Temperatura
A falta de controle de temperatura, conforme mencionado anteriormente, é
uma das causas mais frequentes de ocorrência de doenças transmitidas por alimentos
ou deterioração dos mesmos. Os controles eficazes envolvem tempo e temperatura e
devem considerar as características do alimento, tais como atividade de água, pH e
possível carga microbiana inicial do produto.
Etapas específicas do processo
Alguns processos contribuem para a conservação de alimentos e sua
consequente segurança; dentre eles estão o resfriamento, irradiação, dessecação,
conservação química e embalagem a vácuo ou atmosfera modificada.

37
Contaminação microbiológica cruzada
Os patógenos podem ser transferidos de um alimento para outro diretamente,
pelas pessoas que manipulam o produto, pela superfície de contato ou ar. Em razão
disso, pode ser necessário restringir ou controlar o acesso as áreas de processamento.
Contaminação física e química
Devem ser adotados sistemas que evitem a contaminação do produto por
corpos estranhos, como vidro, pedaços de metal de maquinário, poeira, fumaça tóxica
ou produtos químicos indesejáveis, tais como dispositivos de detecção apropriados ou
sistemas de filtração para controle deste risco.
d) Recepção de Materiais
Nenhuma matéria-prima deve ser aceita por uma indústria se contiver
parasitas, microrganismos indesejáveis, pesticidas ou outras substâncias tóxicas.
Quando for apropriado, pode-se estabelecer especificações para recebimento de
matérias-primas, além de sua inspeção e seleção antes do processamento.
e) Gestão e Supervisão
O tipo de controle e a supervisão necessária dependem do porte da indústria
em questão, da natureza de suas atividades e dos tipos de alimentos produzidos. Mas
em qualquer caso, os gerentes e supervisores devem ter conhecimento sobre as
práticas de higiene dos alimentos para avaliar possíveis riscos e adotar medidas
preventivas e corretivas apropriadas.
f) Documentação e registro
Quando necessário, devem ser mantidos registros do processamento, produção
e distribuição, que devem ser conservados por período maior do que a vida útil do
produto.
38
g) Manutenção e Higiene
Os estabelecimentos e equipamentos devem ser mantidos em estado de
conservação adequado e em condições de facilitar todo o processo de higienização.
Além disso, devem funcionar conforme previsto e prevenir a contaminação dos
alimentos com fragmentos de metal, desprendimento de peças ou produtos químicos.
Programas de limpeza
Os programas de limpeza e desinfecção devem garantir que toda área esteja
higienizada; portanto, sistemas de monitoramento são necessários para garantir a
frequência correta de limpeza e a maneira correta de realiza-la.
Sistema de Controle de Pragas
As pragas representam uma grande ameaça à segurança e adequação dos
alimentos. As infestações podem ocorrer em locais que favoreçam a infestação,
principalmente pela disponibilidade de água e alimento. Sendo assim as boas práticas
de higiene devem ser empregadas para diminuir a chance de infestação.
h) Higiene Pessoal
É necessário garantir que as pessoas que entram em contato direto com os
alimentos não os contaminem; este controle é feito mediante manutenção de um grau
apropriado de higiene pessoa e comportamento e atuação de forma adequada.
i) Capacitação
Os envolvidos com atividades relacionadas aos alimentos, que entram em
contato direto ou indireto com os mesmos devem ser capacitados quanto à higiene
dos alimentos em um nível compatível à atividade que irão realizar.
39
3.5.4. Aplicação do sistema APPCC
De acordo com FAO/WHO (1963), para que a aplicação do sistema APPCC
seja bem sucedida em uma indústria, seja ela de grande ou pequeno porte, é
necessário que a gerência e o pessoal envolvido no processo estejam envolvidos,
comprometidos e participem ativamente da implantação do sistema.
Os passos abaixo foram propostos pela World Health Organization (1997) e pela
International Life Science Institute (1997) para implementação do sistema de
APPCC:
a) Formação da equipe de APPCC
Os membros da equipe devem apresentar multidisciplinaridade; além disso devem
ter conhecimento sobre o produto e seus processos de manufatura. O líder da equipe
deve ter treinamento e habilidade suficiente em APPCC, porém todos os membros
devem ter habilidade de multiplicar os conceitos do sistema em todos os grupos
envolvidos no processo.
b) Descrição do produto
Uma descrição detalhada do produto deve ser feita, contendo a composição
química, física, tipo de embalagem, condições de armazenamento e a vida útil do
produto.
c) Identificação do uso
Deve-se identificar o público alvo do produto, especialmente se será consumido
por um segmento particular da população, tais como bebês, idosos, enfermos, entre
outros.
d) Construção do diagrama de fluxo
Deve-se esquematizar o fluxo do processo em um diagrama simplificado, que
destaque os pontos de perigo potenciais.
40
e) Confirmação no local das etapas descritas no fluxograma
Após a elaboração do diagrama do item d), deve-se inspecionar in loco, se as
operações descritas estão de acordo com o esquematizado ou ainda se existem pontos
que não foram incluídos no diagrama.
f) Listar todos os perigos, analisar riscos e considerar os controles necessários
Todos os perigos relacionados a cada etapa do processo devem ser identificados
pelos membros da equipe e nas informações de saúde pública relacionadas ao
produto. A partir desses dados, a análise de risco pode ser feita considerando os
fatores:
Probabilidade de ocorrência do perigo e sua severidade em relação aos
efeitos nocivos à saúde;
Evolução qualitativa e quantitativa do perigo;
Capacidade de crescimento de microrganismos;
Produção ou permanência de toxinas, agentes químicos ou físicos nos
alimentos.
As medidas de controle existentes ou que podem no futuro ser aplicadas
devem ser listadas e mais de uma forma de controle de um perigo pode ser
considerada.
g) Determinar os pontos críticos de controle
Um ponto crítico de controle (PCC) representa uma etapa do processo na qual um
controle pode ser aplicado para prevenir ou eliminar um perigo relativo a segurança
alimentar, reduzir o perigo ou mantê-lo em nível estável.
A identificação de um PCC pode ser facilitada por meio de uma árvore decisória
que contém uma série de perguntas para cada etapa do processo (Figura 2).

41
h) Estabelecer limites críticos para cada PCC
Os limites críticos determinam quais produtos são aceitáveis e quais não são,
podendo ser parâmetros qualitativos ou quantitativos. Cada ponto crítico deve ser seu
limite crítico, de forma a manter uma visão clara e objetiva das medidas de controle
daquele PCC.
O estabelecimento do ponto crítico pode ser baseado na legislação, literatura,
dados ou pesquisas reconhecidas, normas da empresa, entre outros.
i) Estabelecer um sistema de monitoramento para cada PCC
É necessária a implantação de um sistema de monitoramento dos limites críticos
nos PCC, para assegurar primeiramente, que as medidas sejam realizadas
corretamente e se possível, de maneira automatizada; também é necessário que o
monitoramento detecte qualquer perda de controle do processo, associando qual
procedimento deve ser tomado para retomar a normalidade do processo.
Os métodos devem ser rápidos, para tornarem a correção do problema a mais
rápida possível.
j) Estabelecer ações corretivas
Ações corretivas específicas devem ser definidas para cada PCC, para fazer com
que os produtos fora de especificação recebam o tratamento devido, para determinar a
razão do PCC estar fora de controle e trazer o PCC novamente à operação normal
desejada.
k) Estabelecer procedimento de verificação
Os métodos de verificação, auditoria, testes e amostragens aleatórias são maneiras
de se verificar se o sistema de controle está funcionando corretamente.
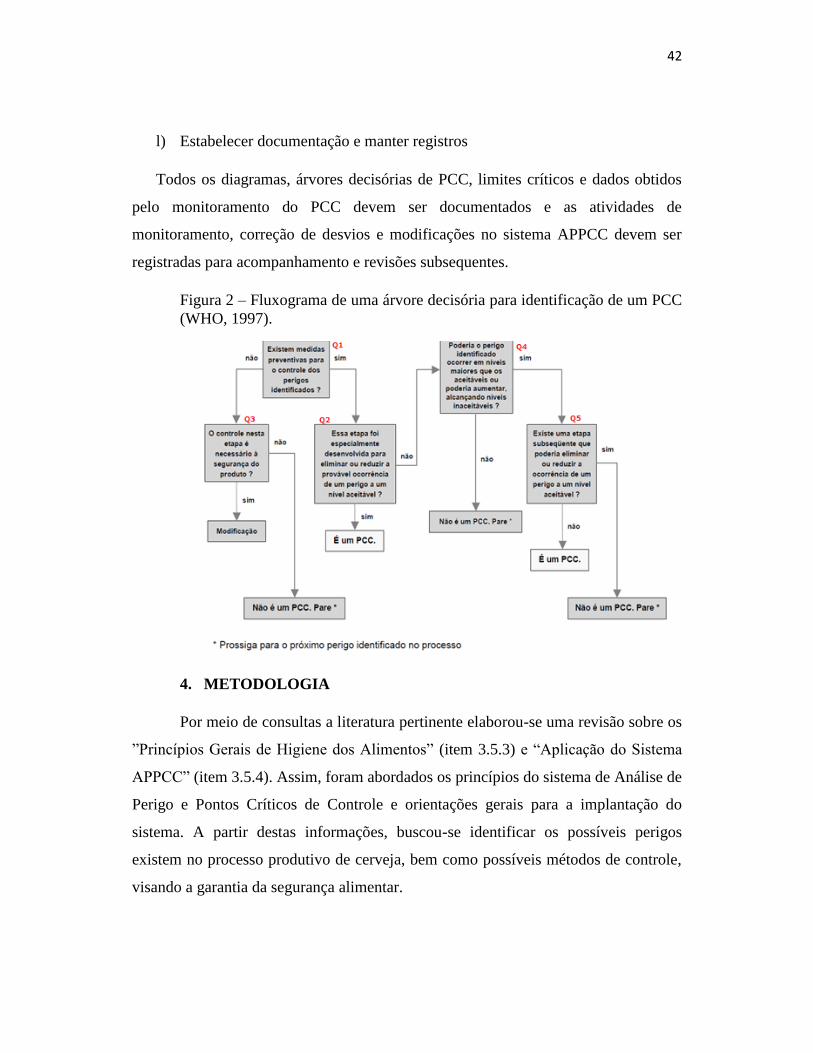
42
l) Estabelecer documentação e manter registros
Todos os diagramas, árvores decisórias de PCC, limites críticos e dados obtidos
pelo monitoramento do PCC devem ser documentados e as atividades de
monitoramento, correção de desvios e modificações no sistema APPCC devem ser
registradas para acompanhamento e revisões subsequentes.
Figura 2 – Fluxograma de uma árvore decisória para identificação de um PCC
(WHO, 1997).
4. METODOLOGIA
Por meio de consultas a literatura pertinente elaborou-se uma revisão sobre os
”Princípios Gerais de Higiene dos Alimentos” (item 3.5.3) e “Aplicação do Sistema
APPCC” (item 3.5.4). Assim, foram abordados os princípios do sistema de Análise de
Perigo e Pontos Críticos de Controle e orientações gerais para a implantação do
sistema. A partir destas informações, buscou-se identificar os possíveis perigos
existem no processo produtivo de cerveja, bem como possíveis métodos de controle,
visando a garantia da segurança alimentar.
43
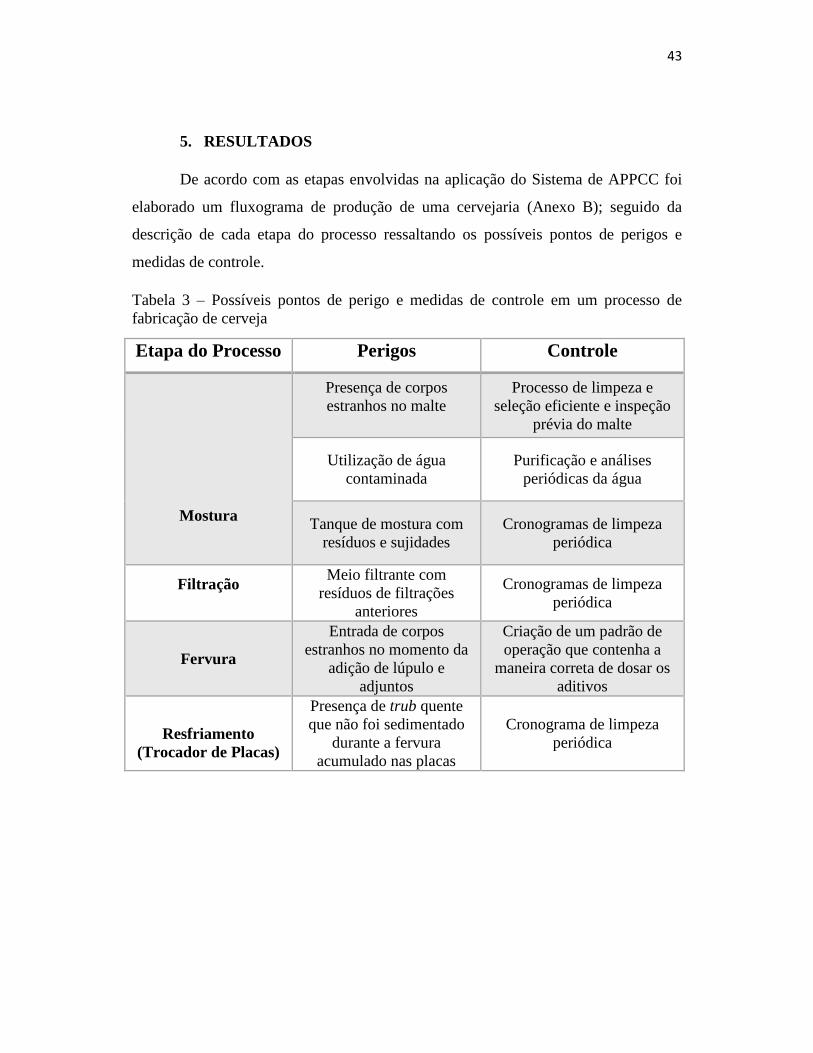
5. RESULTADOS
De acordo com as etapas envolvidas na aplicação do Sistema de APPCC foi
elaborado um fluxograma de produção de uma cervejaria (Anexo B); seguido da
descrição de cada etapa do processo ressaltando os possíveis pontos de perigos e
medidas de controle.
Tabela 3 – Possíveis pontos de perigo e medidas de controle em um processo de
fabricação de cerveja
Etapa do Processo Perigos Controle
Mostura
Presença de corpos
estranhos no malte
Processo de limpeza e
seleção eficiente e inspeção
prévia do malte
Utilização de água
contaminada
Purificação e análises
periódicas da água
Tanque de mostura com
resíduos e sujidades
Cronogramas de limpeza
periódica
Filtração
Meio filtrante com
resíduos de filtrações
anteriores
Cronogramas de limpeza
periódica
Fervura
Entrada de corpos
estranhos no momento da
adição de lúpulo e
adjuntos
Criação de um padrão de
operação que contenha a
maneira correta de dosar os
aditivos
Resfriamento
(Trocador de Placas)
Presença de trub quente
que não foi sedimentado
durante a fervura
acumulado nas placas
Cronograma de limpeza
periódica
44
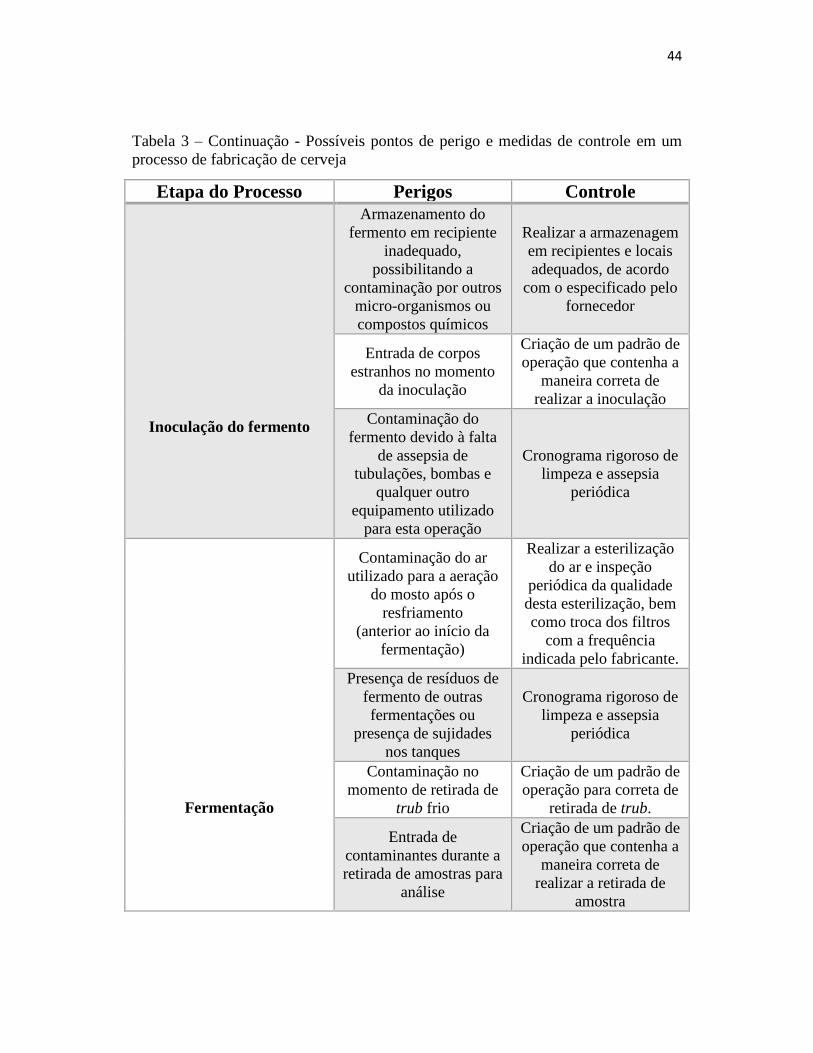
Tabela 3 – Continuação - Possíveis pontos de perigo e medidas de controle em um
processo de fabricação de cerveja
Etapa do Processo Perigos Controle
Inoculação do fermento
Armazenamento do
fermento em recipiente
inadequado,
possibilitando a
contaminação por outros
micro-organismos ou
compostos químicos
Realizar a armazenagem
em recipientes e locais
adequados, de acordo
com o especificado pelo
fornecedor
Entrada de corpos
estranhos no momento
da inoculação
Criação de um padrão de
operação que contenha a
maneira correta de
realizar a inoculação
Contaminação do
fermento devido à falta
de assepsia de
tubulações, bombas e
qualquer outro
equipamento utilizado
para esta operação
Cronograma rigoroso de
limpeza e assepsia
periódica
Fermentação
Contaminação do ar
utilizado para a aeração
do mosto após o
resfriamento
(anterior ao início da
fermentação)
Realizar a esterilização
do ar e inspeção
periódica da qualidade
desta esterilização, bem
como troca dos filtros
com a frequência
indicada pelo fabricante.
Presença de resíduos de
fermento de outras
fermentações ou
presença de sujidades
nos tanques
Cronograma rigoroso de
limpeza e assepsia
periódica
Contaminação no
momento de retirada de
trub frio
Criação de um padrão de
operação para correta de
retirada de trub.
Entrada de
contaminantes durante a
retirada de amostras para
análise
Criação de um padrão de
operação que contenha a
maneira correta de
realizar a retirada de
amostra
45
Tabela 3 – Continuação - Possíveis pontos de perigo e medidas de controle em um
processo de fabricação de cerveja
Etapa do Processo Perigos Controle
Maturação
Presença de resíduos e
sujidades nos tanques
Cronograma de limpeza
e assepsia periódica
Filtração
Presença de resíduos de
fermento e sujidades nos
filtros
Cronograma rigoroso de
limpeza e assepsia
periódica, pois está é a
etapa final de fabricação
da cerveja e se houver
algum corpo estranho este
não será retirado por
alguma operação posterior
Carbonatação
Contaminação do gás
carbônico utilizado
Realizar a esterilização do
ar e inspeção periódica da
qualidade desta
esterilização, bem como
troca dos filtros com a
frequência indicada pelo
fabricante.
Envase
Contaminação por
fragmentos de metal,
desprendimento de peças
ou produtos químicos
Durante o envase, os
equipamentos envolvidos
podem desprender
fragmentos ou peças e por
esta razão deve-se realizar
a manutenção e inspeção
periódica dos mesmos.
Os produtos químicos
utilizados para limpeza
podem não ser eliminados
de maneira eficiente,
portanto deve-se realizar a
lavagem com água após a
limpeza e o teste de
presença de resíduos pode
ser feito por condutimetria.

46
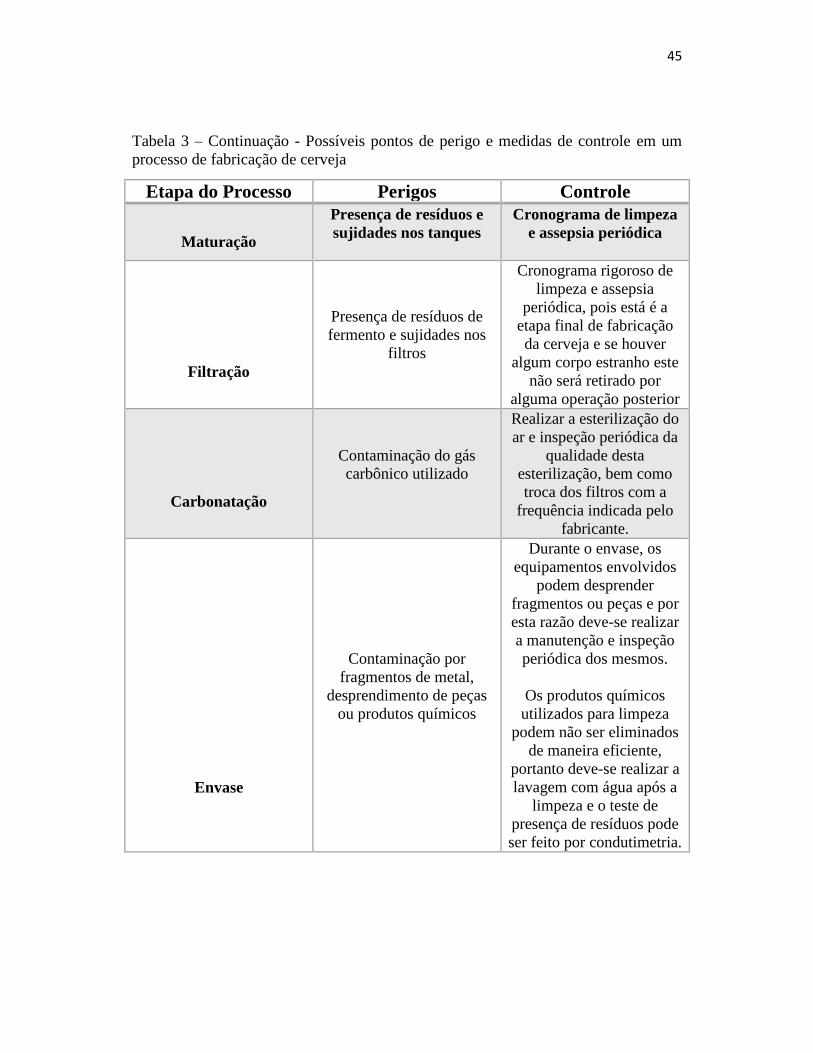
Tabela 3 – Continuação - Possíveis pontos de perigo e medidas de controle em um
processo de fabricação de cerveja
Etapa do Processo Perigos Controle
Envase
Contaminação do gás
carbônico utilizado
durante o enchimento do
vasilhame
Realizar a esterilização do
ar e inspeção periódica da
qualidade desta
esterilização, bem como
troca dos filtros com a
frequência indicada pelo
fabricante.
Contaminação do
vasilhame por corpos
estranhos (insetos,
fragmentos de materiais)
Realizar a limpeza de
vasilhames (etapa que
deve ser parte do processo
de envase) e inspeção das
latas através de inspetores
eletrônicos e check
periódico da equipe de
operação
Pasteurização
Ocorrência de
subpasteurização, ou seja,
pasteurização abaixo da
temperatura e tempo
adequados, fazendo com
que os microrganismos
patogênicos não sejam
destruídos
Manutenção do
equipamento de
pasteurização e supervisão
de operação, para garantir
que o pasteurizador esteja
operando dentro de suas
especificações
Além dos controles citados, vale ressaltar que todas as tubulações, bombas e
outros equipamentos utilizados nas operações de trasfega devem ser submetidas a
assepsia adequada e com frequência em conformidade com o estabelecido nas BPFs,
sendo assim não são consideradas como um item de controle.
47
6. CONCLUSÕES
O sistema de APPCC é uma ferramenta facilitadora e de grande valia
para a indústria cervejeira, considerando que a equipe técnica
apresenta conhecimentos e experiências compatíveis o que permita a
identificação dos pontos de perigo, bem como a orientação para a
tomada de decisão mais adequada.
As etapas de preparo do mosto e fermentação os pontos de perigo
estão focados na contaminação microbiológica devido a presença de
bactérias láticas e leveduras selvagens na maioria dos casos. A
presença destas espécies pode interferir negativamente nas
características e qualidade do produto.
No processo de envase, existe a possibilidade da presença de corpos
estranhos e produtos químicos, que podem ser evitados por meio da
manutenção adequada dos equipamentos e inspeção rigorosa da
operação e supervisão deste processo.
Considerando os pontos de perigo apontados, bem como as medidas
de controle sugeridas, pode-se concluir que a maioria destes é
fortemente dependente das equipes técnica e de supervisão, que devem
estar atentas para a observação das normas descritas no manual de
Boas Práticas de Fabricação. Neste contexto, o sistema APPCC é uma
alternativa relevante para garantir a qualidade do produto final.
48
7. REFERÊNCIAS BIBLIOGRÁFICAS
AMBEV (2015). Nossa História. Disponível em < http://www.ambev.com.br/nossa-
historia/>. Acesso em 26 set 2015.
AQUARONE, E., LIMA, U.A., BORZANI, W. (1983). Alimentos e Bebidas
Produzidos por Fermentação. Edgard Blücher, São Paulo, 227p.
AQUARONE, E.; BORZANI, W.; SCHMIDELL, W.; LIMA, A.U. (2001)
Biotecnologia Industrial. 4ª. Ed. São Paulo (SP): Edgard Blucher. P 91-143.
BANFORTH, C. (2003). Beer: Tap into de Art and Science of Brewing. 2a.
edição. Oxford University Press, V1.
BENNET, W.L.; STEED, L.L. (1999). Na integrated approach to food safety.
Quality press. V.32, n.2.
BOULTON, C.A.; BOX, W.G.; QUAIN, D.E.; MOUZAHN, S.W. (2001). Vicinal
diketone reduction as a measure of yeast vitality. MBAA Technical Quaterly, v. 38,
n.2, p. 89-93.
BRASIL (1978), Agência Nacional de Vigilância Sanitária, Resolução – CNNPA
n°12, de 1978. Brasília, DF.
BRASIL (2009). Ministério da Agricultura, Pecuária e Abastecimento. Lei n° 6871,
de 4 de junho de 2009.Dispõe sobre a padronização, classificação, registro, inspeção,
produção e fiscalização de bebidas. <<
http://www.planalto.gov.br/ccivil_03/_Ato2007-2010/2009/Decreto/D6871.htm >>
Acesso em 27/10/2015.
BRIGGS, D,E., BOULTON, C.A.; BROOKES, P.A.; STEVENS, R. (2004).
Brewing Science and practice. North America: CRC Press LLC, V1.
49
BRITES, A.A.; SANCHEZ, A.D.; DUE, J.; HAMMOND, J.J. R. M.; MARTINS,
P.A.; SMITH, I. (2000). Fermentation & Maturation. Manual of Good Practice.
European Brewry Convention.
CARBALLIDO, J.R.; VIYELLA, A.R.; MORENO, I.J. (1994). Exigencias de
calidad en las empresas alimentarias: indústria carniça. Alimentaria, Enero-
Febrebro, p.23-26.
CLERK, J.A. (1958). Textbook of Brewing. 1a. edição, vol. 1. London: Chapman &
Hall Ltda.
EMEST, C.; CHEN, H.; JAMIESON, A.M.; GHELUWE, G.V. (1980). The release
of fatty acids as a consequence of yeast autolysis. ASBC Journal. V. 38, n.1.
EβLINGER, H.M. (2009). Handbook of Brewing: Process, Technology, Markets.
Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim.
FERRARI, V. (2008). O mercado de cervejas no Brasil. Porto Alegre: PUCRS,
p.10-14.
FIGUEIREDO, V.F.; NETO, P.L.O. (2001). Implantação do HACCP na indústria de
alimentos. Gestão e produção. V.8, n.1, p100-111, abr. 2001.
FONTANA, D.H.G. (2009). Elaboração de um modelo para o controle do
processo de pasteurização em cerveja envasada (in-package). Porto Alegre,
UFRS. 109p.
Food And Agriculture Organization of the United Nations (FAO); World Health
Organization (WHO). (1963). Codex Alimentarius. Higiene Dos Alimentos – Textos
básicos. Brasília: Organização Pan-Americana de Saúde, 2006. p.64. Disponível em
<http://www.anvisa.gov.br/divulga/public/alimentos/codex_alimentarius.pdf>.
Acesso em 3 nov de 2015.

50
GALATTO, M.V. (2008). Apostila: Treinamento de Packaging. SENAI,
Vassouras/RJ.
GAVA, A.J. (1998). Princípio de Tecnologia de Alimentos. 1ª. Edição. São Paulo:
Nobel.
GOUVÊA, L.F.C; MAIA, G.D. (2013). Avaliação do poder germinativo e teor de
proteína para sementes de cevada brasileira com vistas ao processo de malteação. In:
CONGRESSO BRASILEIRO DE ENGENHARIA QUÍMICA INICIAÇÃO
CIENTÍFICA (COBEQ IC), Vassouras, RJ.
HIGUTHI, M.R. (2002). AMBEV: Antecedentes da fusão. São Paulo: ESPM, p.5-8.
ILSI (International Life Science Institute): A simple guide to understanding and
applying the hazard analysis critical control points concept. 2a. edição, 1997
International Commission on Microbiological Specifications for Foods.
Microorganisms in Foods 4: Application of the Hazard Analysis Critical Control
Point (HACCP) system to ensure microbiological safety and quality. 5ª Ed. Oxford.
Blackwell Science, 1995. ISBN 0-632-02651-0
JOUVE, J.L. (1998). Principles of food safety legislation. Food Control, v. 9, n.2-3.
KUNZE, W. (1999). Technology Brewing and malting. International. Berlin: VLB.
1ª. Edição. New Jersey, USA: Noyes Publications.
MEDEIROS, C.D. (2010). Efeito de variáveis de processo no tempo de
fermentação da cerveja e na concentração das dicetonas vicinais totais (TVDK).
Natal: UFRN, 63p.
PALMER, J. J. (2006). How to brew. Bouder, Colorado, EUA. Brewers Publications
PRIEST, F.G.; STEWART, G.G. (2006). Handbook of Brewing. Food Science and
Technology. 2a. edição, Ed. Taylor and Francis Group, LLC, USA, 860p.
51
RIBEIRO-FURTINI, L. L., ABREU, L.R. (2006). Utilização de APPCC na Indústria
de Alimentos. Ciência e Agrotecnologia, Lavras, v.30, n.2, p. 358-363, mar/abr,
2006.
SANTOS, S. P. (2004). Os primórdios da cerveja no Brasil. 2ª. Ed, Cotia (SP):
Ateliê Editorial, c2003. 56p. ISBN 85-7480-183-6
Sindicato Nacional da Indústria da Cerveja (SINDICERV): A cerveja. Disponível em
< http://www.sindicerv.com.br/acerveja.php>. Acesso em: 25 set. 2015
SPEERS, A. (1999). Apostila: Maturação. Siebel Institute: WBA Diploma course
AME Module 2.3.1.
STANBURY, P.F.; WHITAKER, A.; HALL, S.J. (1995). Principles of
fermentation Technology. 2a. Edição. Amsterdan, Butterworth-Heinemann.
STWART, G.G.; RUSSEL, I. (2005). Manual da levedura e fermentação High
Gravity. Heriot-Watt University, Ricarton, Edinburg EH 14 4 AS. Scottland.
TOSTES, L. R. M. (2015). Instrumentação e controle do processo de produção de
uma microcervejaria. Rio de Janeiro: UFRJ. 98p.
VESELY, P.; DUNCOMBE D.; LUSK, L.; BASAROVA, G.; SEABROOKS, J.;
RYDER, D. (2004). The impact of fermentation Temperature on Yeast reductase
activity. MBAA Technical Quaterly, v.41, n.3, p.282-292.
VOGEL, H.C.; TODARO, C.L. (1997). Fermentation and Biochemical
Engeneering Handbook: Principles, Process Design and Equipment. 2a. Edição.
New Jersey, USA: Noyes Publications.
World Health Organization (WHO) – Food Safety Issues. (1997) HACCP:
Introducing the Hazard Analysis Critical Control Point System.
WHO/FSF/FOS/97.2.

52
YAMAUCHI, Y.; OKAMOTO, T.; MURAYAMA, H.; KAJINO, K.; NAGARA, A.;
NOGUCHI, K. (1995). Rapid maturation of beer using immobilized yeast
bioreactor. 2. Balance of total diacetil reduction and regeneration. Journal of
Biotechnology. v. 38, p. 109-116.

53
ANEXO A: LEGISLAÇÃO BRASILEIRA
DECRETO Nº 6.871, DE 4 DE JUNHO DE
2009
Regulamenta a Lei nº 8.918, de 14 de julho
de 1994, que dispõe sobre a padronização, a
classificação, o registro, a inspeção, a
produção e a fiscalização de bebidas.
CAPÍTULO VII: DA PADRONIZAÇÃO DAS BEBIDAS
Seção III: Das Bebidas Alcoólicas Fermentadas
Art. 36. Cerveja é a bebida obtida pela fermentação alcoólica do mosto cervejeiro
oriundo do malte de cevada e água potável, por ação da levedura, com adição de
lúpulo.
§ 1º O malte de cevada usado na elaboração de cerveja e o lúpulo poderão ser
substituídos por seus respectivos extratos.
§ 2º Malte é o produto obtido pela germinação e secagem da cevada, devendo o
malte de outros cereais ter a designação acrescida do nome do cereal de sua origem.
§ 3º Extrato de malte é o resultante da desidratação do mosto de malte até o estado
sólido, ou pastoso, devendo, quando reconstituído, apresentar as propriedades do
mosto de malte.
§ 4º Parte do malte de cevada poderá ser substituído por adjuntos cervejeiros, cujo
emprego não poderá ser superior a quarenta e cinco por cento em relação ao extrato
primitivo.

54
§ 5º Consideram-se adjuntos cervejeiros a cevada cervejeira e os demais cereais
aptos para o consumo humano, malteados ou não malteados, bem como os amidos e
açúcares de origem vegetal.
§ 6º Quando se tratarem de açúcares vegetais diferentes dos provenientes de cereais,
a quantidade máxima de açúcar empregada em relação ao seu extrato primitivo será:
I - na cerveja clara, menor ou igual a dez por cento em peso;
II - na cerveja escura, menor ou igual a cinqüenta por cento em peso, podendo
conferir ao produto acabado as características de adoçante; e
III - na cerveja extra, menor ou igual a dez por cento do extrato primitivo.
§ 7º Carboidratos transformados são os derivados da parte amilácea dos cereais
obtidos por meio de transformações enzimáticas.
§ 8º Mosto cervejeiro é a solução, em água potável, de carboidratos, proteínas,
glicídios e sais minerais, resultantes da degradação enzimática dos componentes da
matéria-prima que compõem o mosto.
§ 9º Mosto lupulado é o mosto fervido com lúpulo ou seu extrato, e dele
apresentando os princípios aromáticos e amargos, ficando estabelecido que:
I - lúpulo são os cones da inflorescência do Humulus lupulus, em sua forma natural
ou industrializada, aptos para o consumo humano; e
II - extrato de lúpulo é o resultante da extração, por solvente adequado, dos
princípios aromáticos ou amargos do lúpulo, isomerizados ou não, reduzidos ou não,
devendo o produto final estar isento de solvente.
§ 10. Extrato primitivo ou original é o extrato do mosto de malte de origem da
cerveja.
Art. 37. Das características de identidade da cerveja deverá ser observado o seguinte:
I - a cor da cerveja deverá ser proveniente das substâncias corantes do malte da
cevada, sendo que:
a) para corrigir ou intensificar a cor da cerveja, é permitido o uso do corante
caramelo, e de corantes naturais previstos em legislação específica;

55
b) na cerveja escura será permitido somente o uso de corante caramelo; e
c) admite-se a utilização de corante natural, autorizados pela legislação própria, com
a finalidade de padronizar a cor das cervejas definidas nos arts. 40, 41 e 42;
II - para fermentação do mosto, será usada a levedura cervejeira;
III - a cerveja deverá ser estabilizada biologicamente por processo físico apropriado,
podendo ser denominada de Chope ou Chopp a cerveja não submetida a processo de
pasteurização para o envase;
IV - a água potável empregada na elaboração da cerveja poderá ser tratada com
substâncias químicas, por processo físico ou outro que lhe assegure as características
desejadas para boa qualidade do produto, em conjunto ou separadamente; e
V - a cerveja deverá apresentar, a vinte graus Celsius, pressão mínima de atmosfera
de gás carbônico proveniente da fermentação, sendo permitida a correção por
dióxido de carbono ou nitrogênio, industrialmente puros.
Art. 38. As cervejas são classificadas:
I - quanto ao extrato primitivo, em:
a) cerveja leve, definida como sendo a cerveja cujo extrato primitivo é maior ou
igual a cinco por cento em peso e menor que dez e meio por cento em peso, podendo
denominar-se cerveja light a cerveja leve que cumpra também, cumulativamente, os
requisitos constantes dos itens 1 e 2, seguintes:
1. redução de vinte e cinco por cento do conteúdo de nutrientes ou do valor
energético com relação a uma cerveja similar do mesmo fabricante (mesma marca
comercial), ou do valor médio do conteúdo de três cervejas similares conhecidas e
que sejam produzidas na região; e
2. valor energético da cerveja pronta para o consumo deve ser no máximo de trinta e
cinco quilocalorias por cem mililitros;
b) cerveja ou cerveja comum, definida como sendo a cerveja cujo extrato primitivo é
maior ou igual a dez e meio por cento em peso e menor que doze por cento em peso;
56
c) cerveja extra, definida como sendo a cerveja cujo extrato primitivo é maior ou
igual a doze por cento em peso e menor ou igual a quatorze por cento em peso; ou
d) cerveja forte, definida como sendo a cerveja cujo extrato primitivo é maior que
quatorze por cento em peso;
II - quanto à cor, em:
a) cerveja clara, a que tiver cor correspondente a menos de vinte unidades EBC
(European Brewery Convention);
b) cerveja escura, a que tiver cor correspondente a vinte ou mais unidades EBC
(European Brewery Convention); ou
c) cerveja colorida, a que, pela ação de corantes naturais, apresentar coloração
diferente das definidas no padrão EBC (European Brewery Convention);
III - quanto ao teor alcoólico, em:
a) cerveja sem álcool, quando seu conteúdo em álcool for menor ou igual a meio por
cento em volume, não sendo obrigatória a declaração no rótulo do conteúdo
alcoólico; ou
b) cerveja com álcool, quando seu conteúdo em álcool for superior a meio por cento
em volume, devendo obrigatoriamente constar no rótulo o percentual de álcool em
volume;
IV - quanto à proporção de malte de cevada, em:
a) cerveja de puro malte, aquela que possuir cem por cento de malte de cevada, em
peso, sobre o extrato primitivo, como fonte de açúcares;
b) cerveja, aquela que possuir proporção de malte de cevada maior ou igual a
cinqüenta e cinco por cento em peso, sobre o extrato primitivo, como fonte de
açúcares; ou
c) "cerveja de ...", seguida do nome do vegetal predominante, aquela que possuir
proporção de malte de cevada maior que vinte por cento e menor que cinqüenta e
cinco por cento, em peso, sobre o extrato primitivo, como fonte de açúcares;
V - quanto à fermentação, em:
57
a) de baixa fermentação; ou
b) de alta fermentação.
Art. 39. De acordo com o seu tipo, a cerveja poderá ser denominada: Pilsen, Export,
Lager, Dortmunder, Munchen, Bock, Malzbier, Ale, Stout, Porter, Weissbier, Alt e
outras denominações internacionalmente reconhecidas que vierem a ser criadas,
observadas as características do produto original.
Art. 40. A cerveja poderá ser adicionada de suco ou extrato de vegetal, ou ambos,
que poderão ser substituídos, total ou parcialmente, por óleo essencial, essência
natural ou destilado vegetal de sua origem.
Art. 41. A cerveja adicionada de suco de vegetal deverá ser denominada "cerveja
com ...", acrescida do nome do vegetal.
Art. 42. Quando o suco natural for substituído total ou parcialmente pelo óleo
essencial, essência natural ou destilado do vegetal de sua origem, será denominada
"cerveja sabor de ...", acrescida do nome do vegetal.
Art. 43. Ficam proibidas as seguintes práticas no processo de produção de cerveja:
I - adicionar qualquer tipo de álcool, qualquer que seja sua procedência;
II - utilizar saponinas ou outras substâncias espumíferas, não autorizadas
expressamente;
III - substituir o lúpulo ou seus derivados por outros princípios amargos;
IV - adicionar água fora das fábricas ou plantas engarrafadoras habilitadas;
V - utilizar aromatizantes, flavorizantes e corantes artificiais na elaboração da
cerveja;
VI - efetuar a estabilização ou a conservação biológica por meio de processos
químicos;
VII - utilizar edulcorantes artificiais; e
VIII - utilizar estabilizantes químicos não autorizados expressamente.
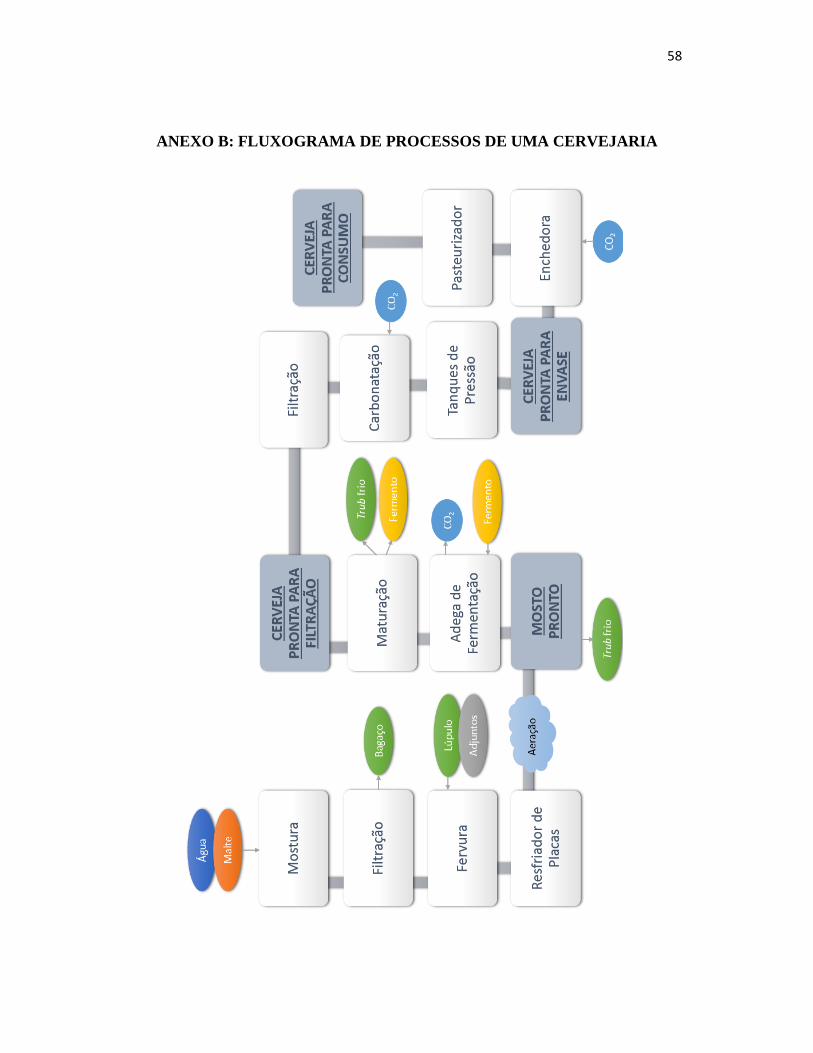
58
ANEXO B: FLUXOGRAMA DE PROCESSOS DE UMA CERVEJARIA