universidade de passo fundo - usuarios.upf.brusuarios.upf.br/~engeamb/tccs/2012-2/leonardo hammes...
TRANSCRIPT

UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Leonardo Hammes Maldaner
Uso de ciclones para coleta de material particulado gerado no
beneficiamento de madeira
Passo Fundo, 2012.

1
Leonardo Hammes Maldaner
Uso de ciclones para coleta de material particulado gerado
no beneficiamento de madeira
Trabalho de conclusão de curso apresentado ao
curso de Engenharia Ambiental, como parte
dos requisitos exigidos para obtenção do título
de Engenheiro Ambiental.
Orientador: Prof. Vandré Barbosa Brião,
Doutor.
Passo Fundo , 2012.

2
TERMO DE APROVAÇÃO
Uso de Ciclones para coleta de material particulado gerado no
beneficiamento de madeira
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de
Engenheiro Ambiental – Curso de Engenharia Ambiental da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:
Orientador:_________________________
Vandré Barbosa Brião, Doutor
Faculdade de Engenharia e Arquitetura, UPF.
___________________________________
Marcelo Hemkemeier, Doutor.
Faculdade de Engenharia e Arquitetura, UPF.
___________________________________
Luciane Maria Colla, Doutor.
Faculdade de Engenharia e Arquitetura, UPF.
Passo Fundo, 30 de novembro de 2012.
3
A T E S T A D O
Atesto para os devidos fins que o(a) aluno(a) Leonardo Hammes Maldaner, autor
do Trabalho de Conclusão intitulado “Uso de Ciclones para coleta de material particulado
gerado no beneficiamento de madeira” realizou as alterações sugeridas pela banca
examinadora no relatório final.
Passo Fundo, 30 de novembro de 2012.
_____________________________________________
Prof. Dr. Vandré Barbosa Brião

4
Dedico este trabalho:
A DEUS pela vida e pelas pessoas maravilhosas
que me cercam.
Aos meus pais, Paulo e Neiva que sempre me
apoiaram e me deram força pra alcançar meus
ideais, incomparavelmente compreenderam meus
anseios e sempre me incentivaram para que eu
atingisse os meus objetivos; a minha irmã e a
toda a minha família que sempre está presente,
dedico essa minha conquista com a mais
profunda admiração e respeito.

5
“Cada sonho que você deixa pra trás, é um
pedaço do seu futuro que deixa de existir.”
Steve Jobs

6
AGRADECIMENTOS
Ao Professor orientador Vandré Barbosa Brião, pela amizade adquirida ao longo de todo o
curso, e pelos conhecimentos obtidos na realização dessa atividade.
Aos Professores Marcelo Hemkemeier e Luciane Maria Colla, por aceitarem participar da
banca.
A UPF, pela disponibilidade de laboratórios.
Aos Professores, funcionários e secretários da UPF.
Aos meus pais pela grande ajuda e incentivo, ao longo de toda a graduação.
A minha irmã pelo apoio nesta caminhada.
Aos meus familiares que de uma forma ou de outra contribuíram com esta conquista.
E enfim a todos meus amigos e colegas de curso, que de alguma forma ou outra contribuíram
para a realização desse trabalho.

7
RESUMO
O desenvolvimento industrial e urbano tem originado em todo o mundo um aumento
crescente da emissão de poluentes atmosféricos. O acréscimo das concentrações atmosféricas
destas substâncias, a sua deposição no solo, nos vegetais e nos materiais é responsável por
danos na saúde, incomodo a vizinhança, de uma forma geral origina desequilíbrios nos
ecossistemas. É o caso das serrarias/madeireiras onde no processo de corte e beneficiamento,
é gerado uma grande concentração de material particulado no ar. O principal problema da
empresa estudada é sua localização que encontra-se no centro da cidade rodeada de casas e
causando grande quantidade de material particulado ( poeira ) incomodo a vizinhança e
frequentes queixas a promotoria publica. A indústria moveleira é uma grande geradora de
resíduos. Sendo de fundamental importância o seu gerenciamento, para se estabelecer o
controle da quantidade dos produtos e a destinação final adequada para cada tipo de resíduo.
Essas industrias em sua maioria são empresas de pequeno porte, o que dificulta o
investimento em sistemas de controle de emissão de material particulado.Com o avanço
tecnológico atualmente é possível encontrar no mercado diversos equipamentos para a
remoção de materiais particulados do ar. Os ciclones são um exemplo desses tipos de
tecnologias Os ciclones são equipamentos de construção simples e barata, fácil de opera e
com pouca manutenção, sendo uma boa solução para remover partículas. O objetivo era fazer
a caracterização do material particulado gerado nos diferentes setores da indústria.
Identificação das etapas do processo produtivo, identificação das fontes geradoras de material
particulado, seus aspectos e localização no processo produtivo, a viabilidade da instalação de
ciclones neste tipo de empresa. Buscava-se também avaliar a influencia da velocidade e vazão
ao longo do processo. O trabalho foi realizado através do ciclone Lapple construído em escala
de laboratório na Universidade de Passo Fundo. A Indústria estudada está localizada na rua
Coronel Selbach 1033, a empresa tem como ênfase a produção de móveis compensados,
produzindo desde cozinhas, quartos, racks e estantes. Foi conhecido o processo produtivo da
empresa e os pontos de geração de material particulado, para caracterizar o material
particulado foi feito o peneiramento. Os pontos de geração do M.P nos diferentes setores da
indústria ocorreram em três diferentes setores citados como Corte 1, Corte 2 e Corte 3. O
peneiramento do M.P Corte 1 mostrou uma predominância maior nas peneiras de abertura 850
e 355 mm/μm ; M.P Corte 2 indicou um concentração maior nas três primeiras peneiras de
850, 355 e 250 mm/μm ; Corte 3 a concentração das partículas esta maior entre as aberturas
8
de peneiras 150 e 850 mm/μm. Como grande parte desse material ficou em um tamanho
superior a 20 microns, e sabendo que como o ciclone tem uma boa eficiência para partículas
maiores que 20 microns, om isso fica evidente a instalação deste equipamento de controle de
emissões.
Palavras-chaves: Indústria Moveleira, Poluição atmosférica, Material Particulado, Ciclone.

9
ABSTRACT
The industrial and urban development has caused worldwide an increasing emission of
air pollutants. The increase in atmospheric concentrations of these substances, their deposition
in soil, on plants and materials is responsible for damage to health, nuisance to neighbors, in
general causes imbalances in ecosystems. This is the case of sawmills / timber where the
process of cutting and processing, it generates a high concentration of particulate matter in the
air. The main problem of the company studied is its location which is in the center of town
surrounded by houses and causing large amounts of particulate matter (dust) neighborhood
nuisance complaints and frequent public prosecutors. The furniture industry is a major
generator of waste. Which is paramount in their management, to establish control of the
quantity of goods and proper disposal for each waste type. These industries are mostly small
businesses, which hinders investment in emission control systems of material
particulado.Com technological advancement currently on the market you can find various
equipment for removing particulates from the air. Cyclones are examples of these types of
technologies cyclones are equipment of simple construction and inexpensive, and easy to
operate with little maintenance and is a good solution to remove particulates. The goal was to
characterize the particulate matter generated in the different industry sectors. Identification of
the stages of the production process, identification of sources of particulate matter, and
location aspects in the production process, the feasibility of installing cyclones in this type of
company. It is also sought to evaluate the influence of the speed and flow throughout the
process. The work was performed by the cyclone Läpple built in laboratory scale at the
University of Passo Fundo. The industry studied is located on the street Colonel Selbach
1033, the company's emphasis on producing furniture plywood, producing from kitchens,
racks and shelving. He was known production process of the company and the points of
generation of particulate matter, to characterize the particulate material was done by sieving.
Points of generation of MP in different industry sectors occurred in three different sectors
cited as Court 1, Court 2 and Court 3. The screening of MP Cut 1 showed a higher prevalence
in sieve opening 850 and 355 mm / m; MP Cut 2 indicated a higher concentration in the first
three sieves of 850, 355 and 250 mm / m; Cut 3 to this higher concentration of particles
between the sieve openings 150 and 850 mm / micrometers. How much of this material was in
a size larger than 20 microns, and knowing that as the cyclone has a good efficiency for

10
particles larger than 20 microns, it is evident om the installation of this equipment to control
emissions.
Keywords: Industrial Furniture, Smog, Particulate Matter, Cyclone.

11
LISTA DE ILUSTRAÇÕES
Figura 1: Tempo de deposição de partículas no solo partindo de uma altura de 1,65 m.......... 23 Figura 2: Eficiência fracionada de coletores de material particulado em função da distribuição
de tamanho das partículas (em porcentagens). .................................................................. 26 Figura 3: Geometria de um ciclone. ......................................................................................... 29 Figura 4: Diferentes entradas de um ciclone. Ciclone entradas: (A) tangencial; (B) cata
redemoinho; (C) metade de rolagem; (D) rolagem integral............................................... 30
Figura 5: Dimensões de um Ciclone. ....................................................................................... 31 Figura 6: Esquema típico de um separador de partículas. ........................................................ 32
Figura 7: Classificação dos ciclones. ........................................................................................ 33 Figura 8: Gráfico de Relação da eficiência de coleta versus o tamanho da partícula para um
ciclone ................................................................................................................................ 34 Figura 9: Fluxograma da metodologia de trabalho. .................................................................. 36 Figura 10: Peneira e agitador utilizados para o ensaio de granulometria ................................. 38
Figura 11: Ciclone Lapple utilizado na pesquisa...................................................................... 39
Figura 12: Dimensões ciclone piloto (UPF) ............................................................................. 40 Figura 13: Layout equipamento utilizado. ................................................................................ 41
Figura 14: Fluxograma do processo de usinagem da madeira na produção de móveis............ 42
Figura 15: Histograma de distribuição do M.P. Corte 1 (1ª etapa). ......................................... 46
Figura 16: Histograma de distribuição com a porcentagem retida em cada malha de peneira. 47 Figura 17: Histograma de distribuição com a porcentagem retida em cada malha da peneira. 49
Figura 18: Histograma de distribuição de frequência das três amostras. ................................. 50 Figura 19: Avaliação das eficiências de coleta para ambas as velocidades avaliadas em relação
aos diâmetros das partículas. ............................................................................................. 52
Figura 20: Avaliação das eficiências de coleta para ambas as velocidades avaliadas em relação
aos diâmetros das partículas. ............................................................................................. 54
Figura 21: Avaliação das eficiências de coleta para ambas as velocidades avaliadas em relação
aos diâmetros das partículas. ............................................................................................. 56 Figura 22: Comportamento da velocidade................................................................................ 57

12
LISTA DE TABELAS
Tabela 1: Principais forças de separação. ................................................................................. 27 Tabela 2: Tipos de equipamentos utilizados relacionando com diferentes parâmetros. .......... 28 Tabela 3: Peneiras utilizadas no ensaio de análise granulométrica .......................................... 38 Tabela 4: Vazão e velocidade utilizadas no ensaio. ................................................................. 41 Tabela 5: Tamanho médio das partículas, corte 1. ................................................................... 45
Tabela 6: Tamanho médio das partículas, corte 2. ................................................................... 47
Tabela 7: Tamanho médio das partículas, corte 3. ................................................................... 48 Tabela 8: Resultados do experimento de avaliação da eficiência do ciclone piloto para o M.P
CORTE 1 ........................................................................................................................... 51 Tabela 9: Resultados do experimento de avaliação da eficiência do ciclone piloto para o M.P
CORTE 2 ........................................................................................................................... 53 Tabela 10: Resultados do experimento de avaliação da eficiência do ciclone piloto para o M.P
CORTE 3 ........................................................................................................................... 55

13
LISTA DE QUADROS
Quadro 1: Concentração Mundial de Produção de Móveis. ..................................................... 19 Quadro 2: Número de Indústrias Moveleiras no Brasil. ........................................................... 19 Quadro 3: Participação Percentual Principais Estados nas Exportações Brasileiras de Móveis –
2011 ................................................................................................................................... 20 Quadro 4: Principais Exportadores Mundiais de Móveis ......................................................... 20
Quadro 5: Relação entre separadores de partículas e suas respectivas dimensões. .................. 26
Quadro 6: Ferramentas utilizadas nos processos de corte. ....................................................... 43 Quadro 7: Ferramentas utilizadas nos processos de furação. ................................................... 44
Quadro 8: Comparação entre velocidade e eficiência. ............................................................. 57

14
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................. 15 2 DESENVOLVIMENTO .................................................................................................... 18
2.1 Setor Moveleiro ......................................................................................................... 18 2.2 Poluição atmosférica .................................................................................................. 21
2.2.1 Materiais Particulados ........................................................................................ 21
2.2.2 Poeiras ................................................................................................................ 22
2.2.3 Tamanho das partículas ...................................................................................... 22 2.2.4 Mecanismos de deposição das partículas ........................................................... 23
2.3 Equipamentos de controle de particulados ................................................................ 24 2.3.1 Seleção do Equipamento .................................................................................... 25 2.3.2 Ciclone ................................................................................................................ 28
3 MATERIAL E MÉTODOS ............................................................................................... 36 3.1 Conhecimento do ambiente de trabalho e processo produtivo da empresa ............... 37
3.2 Fontes geradoras de material particulado .................................................................. 37
3.3 Coleta do material particulado ( amostras) ................................................................ 37 3.4 Caracterização do material particulado ...................................................................... 37
3.4.1 Peneiramento ...................................................................................................... 37
3.5 Avaliação da eficiência do ciclone piloto para o material particulado ...................... 39
3.5.1 Descrição do equipamento utilizado................................................................... 40 4 RESULTADOS E DISCUSSÕES ..................................................................................... 42
4.1 Descrição do ambiente de trabalho e o processo produtivo da empresa .................... 42 4.1.1 Corte ................................................................................................................... 43 4.1.2 Furação ............................................................................................................... 43
4.1.3 Lixamento ........................................................................................................... 44 4.1.4 Bordeamento ....................................................................................................... 44
4.1.5 Acabamento/Montagem...................................................................................... 44 4.2 Fontes geradoras de material particulado .................................................................. 45 4.3 Caracterização do material particulado ...................................................................... 45
4.3.1 Peneiramento ...................................................................................................... 45 4.4 Avaliação da eficiência do ciclone piloto .................................................................. 50
5 CONCLUSÃO ................................................................................................................... 59
REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................... 60 APÊNDICE .............................................................................................................................. 63
15
1 INTRODUÇÃO
Antes da chegada dos colonizadores portugueses as terras Brasileiras estavam
totalmente cobertas por florestas e matas (praticamente virgens). Com a chegada dos
Portugueses a extração da madeira se tornou uma atividade econômica altamente rentável (já
que no início a colônia não descobriu as riquezas minerais do Brasil) - a madeira se tornou o
principal produto de exportação.
Estima-se que o Setor Florestal é responsável por 3,5% do Produto Interno Bruto (PIB
de 2007) do Brasil, equivalente a US$ 37,3 bilhões, e por 7,3% das exportações totais do país,
equivalente a US$ 10,3 bilhões, sendo o setor de celulose responsável por US$ 4 bilhões, o de
madeira serrada, compensados e produtos de maior valor agregado por US$ 2,9 bilhões, o de
móveis por US$ 1,05 bilhão e o de ferro gusa a carvão vegetal por US$ 1,65 bilhão. O setor é
ainda responsável por gerar cerca de 7 milhões de empregos. (FLORESTAL, disponível em
www.floresta.gov.br . Acesso: 19 de outubro de 2012)
Segundo o BRDE, na região sul o cenário do setor de base florestal acompanha o
nacional. Com uma extensão territorial que corresponde a 6,77% do território brasileiro,
possui cobertura florestal remanescente de 19,32%, grande parte dela inserida no Bioma da
Mata Atlântica, considerada a floresta mais rica do mundo em arvores por unidade de área.
Apesar de possuir a segunda maior concentração de florestas plantadas do Pais, equivalente a
27% da área cultivada com Pinus e Eucalyptus, a região registra um déficit de madeira
próximo a 80 mil ha/ano, conforme informações de entidades representativas do setor, fruto
do descompasso entre o uso e a reposição dos seus recursos florestais.
A indústria moveleira é uma grande geradora de resíduos. Sendo de fundamental
importância o seu gerenciamento, para se estabelecer o controle da quantidade dos produtos e
a destinação final adequada para cada tipo de resíduo, evitando-se o desperdício e a
degradação ambiental. Segundo Nahuz (2001), estima-se que menos de 5% das empresas do
setor moveleiro tem programas de conservação do meio ambiente e não existe plano de gestão
integrada de resíduos no setor. Além de a madeira ser a principal fonte de matéria-prima, a
indústria de móveis também utiliza materiais como: plásticos, papelão, aço, vidro, ferro,
materiais têxteis, tinta, cola, verniz, etc. A variedade e a origem distinta dos materiais
utilizados no processo industrial geram resíduos sólidos, emissões atmosféricas e efluentes
líquidos.
16
Está concentrado na região sul, os principais polos moveleiros do Brasil. A região é
líder na exportação de moveis . O Estado de Santa Catarina é um dos maiores exportadores
brasileiro, seguido pelo Rio Grande do Sul e Paraná ( BRDE- 2009 ).
O desenvolvimento industrial e urbano tem originado em todo o mundo um aumento
crescente da emissão de poluentes atmosféricos. O acréscimo das concentrações atmosféricas
destas substâncias, a sua deposição no solo, nos vegetais e nos materiais é responsável por
danos na saúde, incomodo a vizinhança ( como por exemplo o local de estudo ) de uma forma
geral origina desequilíbrios nos ecossistemas. É o caso das serrarias/madeireiras onde no
processo de corte e beneficiamento, é gerado uma grande concentração de material
particulado no ar, as partículas possuem tamanho bastante variado podendo chegar a
diâmetros mínimos, menores que 8 microns e maiores que 100 microns, podendo afetar a
saúde humana através de problemas respiratório tais como a asma, bronquite crônica,
infecções nos pulmões, enfisema pulmonar e cancro do pulmão.
O material particulado é um dos problemas da poluição atmosférica, pois não apenas
pode causar desiquilíbrio como também pode vir a causar problemas de saúde, principalmente
a pessoas que trabalham diretamente na madeireira e o principal problema da empresa
estudada é sua localização que se encontra no centro da cidade rodeada de casas e causando
grande quantidade de material particulado ( poeira ) incomodo a vizinhança e frequentes
queixas a promotoria publica.
As indústrias de madeiras em sua maioria são empresas de pequeno porte, o que
dificulta o investimento em sistemas de controle de emissão de material particulado. São deste
modo, exigidas ações para prevenir ou reduzir os efeitos da degradação da qualidade do ar o
que já foi demonstrado ser compatível com o desenvolvimento industrial e social.
Com o avanço tecnológico atualmente é possível encontrar no mercado diversos
equipamentos para a remoção de materiais particulados do ar. Os ciclones são um exemplo
desses tipos de tecnologias. Outros equipamentos que também podem ser utilizados são os
filtros de manga, multiciclones, lavadores, precipitadores eletrostáticos, entre outros. Porem
cada um possui uma maneira diferente de trabalha e utilização.
Os ciclones são equipamentos de construção simples e barata, fácil de opera e com
pouca manutenção, sendo uma boa solução para remover partículas. Um ciclone remove
partículas por causar uma corrente de fluxo em espiral dentro do tubo. Devido à força
centrifuga, a maioria das partículas colidem com as paredes do tubo. As partículas deslizam
pelas paredes e caem para o fundo do ciclone, onde são removidas. O fluxo de gás limpo se da
pela parte superior do ciclone.
17
Este trabalho tem como objetivo geral fazer a caracterização do material particulado
gerado nos diferentes setores da indústria e a viabilidade da instalação de ciclones neste tipo
de empresa. Os objetivos específicos, identificação das etapas do processo produtivo,
identificação das fontes geradoras de material particulado, seus aspectos e localização no
processo produtivo. Busca-se também avaliar a influencia da velocidade e vazão ao longo do
processo.
O trabalho será realizado através do ciclone Lapple construído em escala de
laboratório na Universidade de Passo Fundo. A Indústria estudada está localizada na Rua
Coronel Selbach nº 1033, a empresa tem como ênfase a produção de móveis compensados,
produzindo desde cozinhas, quartos, racks e estantes.

18
2 DESENVOLVIMENTO
2.1 Setor Moveleiro
A indústria nacional de móveis é formada por mais de 16.000 micros, pequenas,
médias e grandes empresas que geram em torno de 206.000 empregos (ASSOCIAÇÃO
BRASILEIRA DAS INDÚSTRIAS DO MOBILIÁRIO, 2006). Destas, cerca de 10.000 são
microempresas (até 15 funcionários), 3000 são pequenas empresas (de 15 até 150
funcionários) e apenas 500 empresas são classificadas como de porte médio (acima de 150
funcionários). Na sua quase totalidade, são empresas familiares, de capital inteiramente
nacional, caracterizada por forte fragmentação, diversidade tecnológica e verticalização, em
consequência da ausência de fornecedores de partes e componentes (LIMA, 1998 apud
BONAMIGO 2010).
Muito da evolução do setor aconteceu no final da década de 80 e início dos anos 90. O
país passou por um período de abertura de mercado, que deu ao setor moveleiro uma visão
mundial. Além disso, o setor pode usufruir de conceitos e tecnologias internacionais, que
colaboraram com a modernização dos parques fabris do país, e que também incentivaram a
evolução dos próprios fornecedores brasileiros (MOBILI FORNECEDORES, 2008).
A união das indústrias do setor moveleiro foi acentuada nas últimas duas décadas. Em
meados dos anos 80, já havia polos do ramo, mas a grande concentração fabril acontecia
mesmo em São Paulo. Hoje, já são diversos municípios que abrigam grandes fábricas e
acabam tornando-se polos de indústrias das regiões próximas (MOBILI FORNECEDORES,
2008).
A pequena participação do Brasil no comércio mundial de móveis está relacionada a
alguns fatores básicos como ausência de design próprio e mais atraente, organização industrial
pouco desenvolvida, cultura industrial atrasada, ausência de certificação da madeira, de
estratégias comerciais competitivas, tecnologia de fabricação ineficiente, gerando maiores
custos de produção e altos índices de perdas na produção, além do baixo nível da qualidade
final dos produtos (BOENS, 2007 apud BONAMIGO 2010).

19
Quadro 1:Concentração Mundial de Produção de Móveis.
%
Ásia e Pacífico 44
Europa Ocidental 31
América do Norte 16
América do Sul 5
África e Oriente Médio 2
Europa Oriental e Rússia 2
Total 100
Fonte: EIMI/2010
Quadro 2:Número de Indústrias Moveleiras no Brasil.
Indústrias 15,5 mil
Empregos 293,3 mil
Produção 443,8 milhões de peças/ano
Vendas R$ 31,46 bilhões
Exportações US$ 770 milhões
Investimentos R$ 737 milhões
Fonte: EIMI
As indústrias exportadoras de móveis brasileiros estão concentradas nas regiões sul e
sudeste do Brasil onde se localizam os principais polos moveleiros do país. Santa Catarina,
Rio Grande do Sul, São Paulo e o estado do Paraná, foram os maiores exportadores de móveis
em 2007 e 2008 (REVISTA DA MADEIRA, 2008 ).
O Quadro 3, mostra os principais estados exportadores de móveis.

20
Quadro 3:Participação Percentual Principais Estados nas Exportações Brasileiras de Móveis – 2011
Estado %
Rio Grande do Sul 26,90
Santa Catarina 26,41
São Paulo 18,00
Paraná 16,46
Minas Gerais 8,61
Bahia 1,99
Outros 1,63
Total 100
Fonte: MDIC/Decex – Elaboração Remade.
O Quadro 4, mostra os principais países exportadores de móveis.
Quadro 4:Principais Exportadores Mundiais de Móveis
Países %
China 13,5
Itália 5,7
Canadá 4,4
Alemanha 3,5
Estados Unidos 2,9
Polônia 2,6
Dinamarca 1,4
França 1,4
México 1,3
Áustria 1,1
Fonte: EIMI/2006
A competitividade da indústria de madeira brasileira vem se ampliando nos últimos
anos. Os custos de produção no Brasil dada elevada produtividade das florestas plantadas,
situam-se abaixo dos concorrentes internacionais dos países desenvolvidos. O Relatório

21
Setorial da Indústria de Móveis no Brasil indica crescimento em 2008 na produção de móveis
em volume quanto nas receitas (REVISTA DA MADEIRA, 2008 b).
A China é o maior concorrente do Brasil em relação à importação de móveis para os
Estados Unidos, ao responder por 49% das importações norte-americanas. Em seguida,
aparece Canadá, que responde por 15%, e México, com 3,6% (GAZETA MERCANTIL,
2008).
O Brasil possui como grande vantagem competitiva no setor moveleiro a grande
produtividade das florestas plantadas, obtendo matéria-prima de baixo custo em relação aos
concorrentes. Mas, somente a vantagem oriunda do baixo custo da matéria-prima não é
suficiente para colocar o país numa posição mais competitiva no cenário internacional. Para
isso, é necessário desenvolver outros aspectos como o design e melhorar o desempenho, a
eficiência e a eficácia dos sistemas produtivos em toda a cadeia produtiva (COUTINHO, 1999
apud BONAMIGO 2010).
2.2 Poluição atmosférica
Poluição atmosférica significa uma introdução antropogênica, direta ou indiretamente,
de substancias ou energia para o ar, resultando em efeitos prejudiciais de modo a pôr em
perigo a saúde humana, danos nos recursos vivos e nos ecossistemas assim como nos bens
materiais, pôr em risco ou prejudicar os valores estéticos e as outras legítimas utilizações do
ambiente. A influência dos contaminantes, ou substâncias poluentes, no grau de poluição
depende da sua composição química, concentração na massa de ar ou mesmo dependendo das
condições climáticas, que podem influenciar a sua dissipação, ou os mecanismos reacionais
que podem dar origem a novos poluentes.
2.2.1 Materiais Particulados
Também conhecidos como aerodispersoides ou aerossóis são, por definição, partículas
sólidas ou líquidas de tamanho bastante reduzido (entre 0.01 μm a 100 μm), que se encontram
suspensas no ar ou em um gás por um tempo suficiente para serem observadas ou medidas.
Aerodispersoides sólidos é a partícula formada a partir da ruptura mecânica de um
material solido seco, seja por corte, quebra, usinagem, fricção ou fundição e ainda por
processos físicos- químicos de condensação, vaporização, combustão, dando origem por
exemplo, as poeiras, as nevoas, neblinas e fumaças (FUNDACENTRO).

22
2.2.2 Poeiras
As poeiras consideradas como contaminantes do ar de ambientes de trabalho, estão
associadas a diversos tipos de doenças do sistema respiratório. Dependendo do tamanho,
forma, propriedades químicas e densidade das partículas, concentração de poeira no ar, de
uma simples irritação a uma doença fatal (SANTOS, 2005).
Uma das maneiras de se classificar as poeiras é através de suas características básicas,
que incluem forma, origem e tamanho. A forma da partícula é um importante fator que
influencia os processos de impactaçao e deposição inercial no sistema respiratório e os
projetos de instrumentos adequados para amostragem e analises de partícula (GABAS 2008).
A origem da partícula pode ser classificada conforme sua origem em minerais (areia,
argila, carvão) animais (peles, couros , pelos) e vegetais (madeira, grãos, cereais). Já o
tamanho das partículas é de fundamental importância para determinar o seu comportamento.
2.2.3 Tamanho das partículas
O comportamento das partículas está diretamente associado ao tamanho das mesmas,
tendo influência sobre os mecanismos de deposição, espalhamento da luz e os efeitos
ocasionados à saúde dos expostos. Além disso, o tamanho influencia na determinação dos
equipamentos para controle e redução das concentrações de partículas no ar (SANTOS,
2005).
O tamanho de uma partícula por ser definido tanto em termos lineares quanto em
termos bidimensionais e tridimensionais. Estudos de deposição no trato respiratório
relacionam-se o mais próximo possível com o diâmetro aerodinâmico da partícula, já em
experimentos onde são apresentados processos de transferência de calor, o diâmetro de área
superficial pode ser o mais adequado (GABAS, 2008).
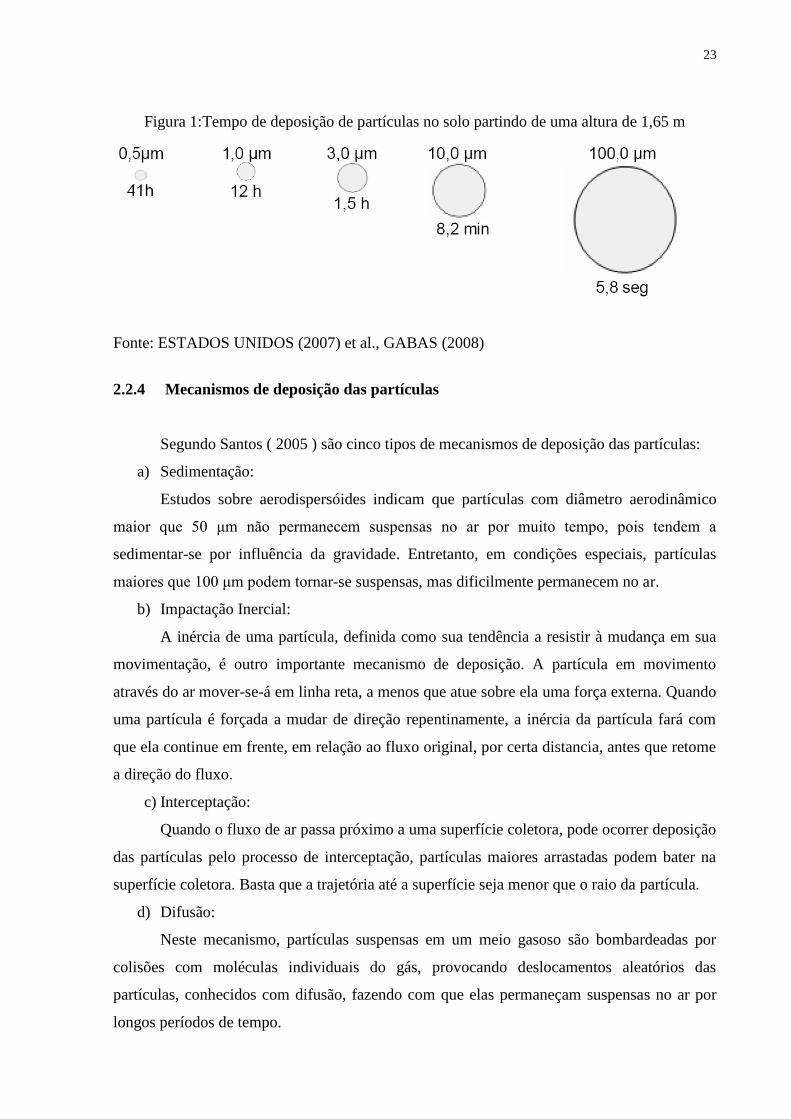
Para Gabas (2008), o tempo de suspensão depende diretamente do tamanho da
partícula, de seu peso especifico e da velocidade de movimentação do ar no ambiente
analisado. O comportamento das partículas no ambiente com fluxo contínuo no ar pode ser
visto na figura abaixo, onde nota- se que as partículas menores permanecem por mais tempo
suspensas no ar e , portanto, apresentam maior chance de serem medidas ou inaladas pelo
trabalhador.
23
Figura 1:Tempo de deposição de partículas no solo partindo de uma altura de 1,65 m
Fonte: ESTADOS UNIDOS (2007) et al., GABAS (2008)
2.2.4 Mecanismos de deposição das partículas
Segundo Santos ( 2005 ) são cinco tipos de mecanismos de deposição das partículas:
a) Sedimentação:
Estudos sobre aerodispersóides indicam que partículas com diâmetro aerodinâmico
maior que 50 μm não permanecem suspensas no ar por muito tempo, pois tendem a
sedimentar-se por influência da gravidade. Entretanto, em condições especiais, partículas
maiores que 100 μm podem tornar-se suspensas, mas dificilmente permanecem no ar.
b) Impactação Inercial:
A inércia de uma partícula, definida como sua tendência a resistir à mudança em sua
movimentação, é outro importante mecanismo de deposição. A partícula em movimento
através do ar mover-se-á em linha reta, a menos que atue sobre ela uma força externa. Quando
uma partícula é forçada a mudar de direção repentinamente, a inércia da partícula fará com
que ela continue em frente, em relação ao fluxo original, por certa distancia, antes que retome
a direção do fluxo.
c) Interceptação:
Quando o fluxo de ar passa próximo a uma superfície coletora, pode ocorrer deposição
das partículas pelo processo de interceptação, partículas maiores arrastadas podem bater na
superfície coletora. Basta que a trajetória até a superfície seja menor que o raio da partícula.
d) Difusão:
Neste mecanismo, partículas suspensas em um meio gasoso são bombardeadas por
colisões com moléculas individuais do gás, provocando deslocamentos aleatórios das
partículas, conhecidos com difusão, fazendo com que elas permaneçam suspensas no ar por
longos períodos de tempo.

24
e) Deposição eletrostática:
Este mecanismo de captura é relevante quando o meio filtrante apresenta cargas
eletrostáticas, podendo ocorrer á captura das mesmas por meio da ação eletrostática direta ou
por meio de indução elétrica preliminar e posterior atração.
2.3 Equipamentos de controle de particulados
Existem muitas diferentes classes de equipamentos de controle de particulados,
incluindo separadores mecânicos (como ciclones), filtros de manga, precipitadores
eletrostáticos, e depurador úmido. A seguir, uma breve introdução de cada tipo de
equipamento.
Um filtro de manga opera no mesmo principio de um limpador a vácuo. O ar
carregado de partículas de poeira é forçado a passar pela bolsa de tecido. Como o ar passa
através do tecido, a poeira se acumula no tecido, providenciando uma limpeza de ar corrente.
A poeira é periodicamente removida dos panos por agitação ou por fluxo de ar reverso.
Um precipitador eletrostático aplica forças elétricas para separar partículas do fluxo de
gás. Uma grande tensão é estabilizada entre eletrodos, e partículas passam através do
resultante campo elétrico adquirindo uma carga. As partículas com carga são atraídas e
coletadas pela chapa com carga aposta, e o gás limpo flui através do dispositivo.
Periodicamente, as chapas são limpas para retirar a camada de poeira acumulada. A poeira é
coletada em funis no fundo do equipamento.
Um ciclone remove partículas por causar uma corrente de fluxo em espiral dentro do
tubo. Devido à força centrifuga, a maioria das partículas colidem com as paredes do tubo. As
partículas deslizam pelas paredes e caem para o fundo do ciclone, onde elas são removidas. O
fluxo de gás limpo se da pela parte superior do ciclone.
Um depurador úmido implica os princípios do impacto e intercepção de partículas de
poeira por gotas de água. As maiores e mais pesadas partículas de água são facilmente
separadas do gás por gravidade. A partícula sólida pode ser independentemente separada da
água, ou, caso contrario, a água pode ser tratada antes de ser reusada ou descartada.
A eficiência global de coleta do sistema composta de dois ou mais dispositivos em
série não é simplesmente a soma tão pouco o produto da soma da eficiência de cada
equipamento. Cada eficiência do equipamento na massa carregada de partículas que entra
nesse aparelho, mas sim no total de massa coletada como uma fração do total de massa que
entra no equipamento.

25
David e Alley (2003), afirmam que não existe um jeito de decidir uma prioridade, de
qual será o melhor sistema. Cada equipamento de controle de poluição é único e demanda de
soluções de engenharia. Portanto, existe uma ampla oportunidade para engenheiros
exercitarem sua criatividade, mesmo quando se trata de pequenos problemas e/ou
equipamentos “foras de época”.
1- Equipamentos de controle de material particulado :
Coletores secos: Coletores mecânicos inerciais e gravitacionais, filtros de mangas,
coletores centrífugos, precipitadores eletrostáticos secos, precipitadores dinâmicos secos.
Coletores úmidos: Lavadores com pré-atomizção ( spray ), lavadores com atomização
pelo gás, lavador do leite móvel, precipita dores eletrostático úmidos, precipitadores
dinâmicos úmidos.
2- Equipamentos de controle de gases e vapores:
Condensadores, absorvedores, incineradores catalíticos, processos especiais.
2.3.1 Seleção do Equipamento
Na indústria e outras atividades humanas, apresentam-se emissões de particulados de
diferentes características (dimensões e densidade das partículas, concentração, etc.). A
granulometria das partículas constitui o parâmetro mais importante para definir o tipo de
separador que é possível utilizar com alta eficiência.
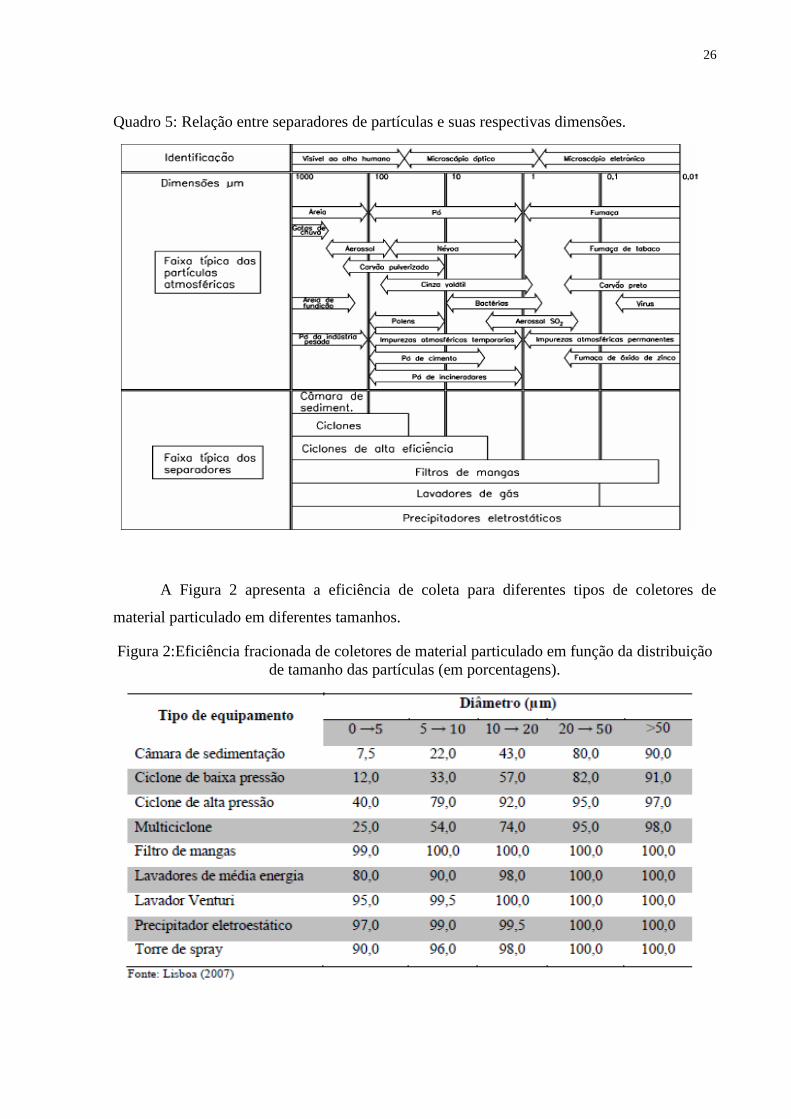
A quadro 5, apresenta a relação entre separadores de partículas e as dimensões das
mesmas.
26
Quadro 5: Relação entre separadores de partículas e suas respectivas dimensões.
A Figura 2 apresenta a eficiência de coleta para diferentes tipos de coletores de
material particulado em diferentes tamanhos.
Figura 2:Eficiência fracionada de coletores de material particulado em função da distribuição
de tamanho das partículas (em porcentagens).
27
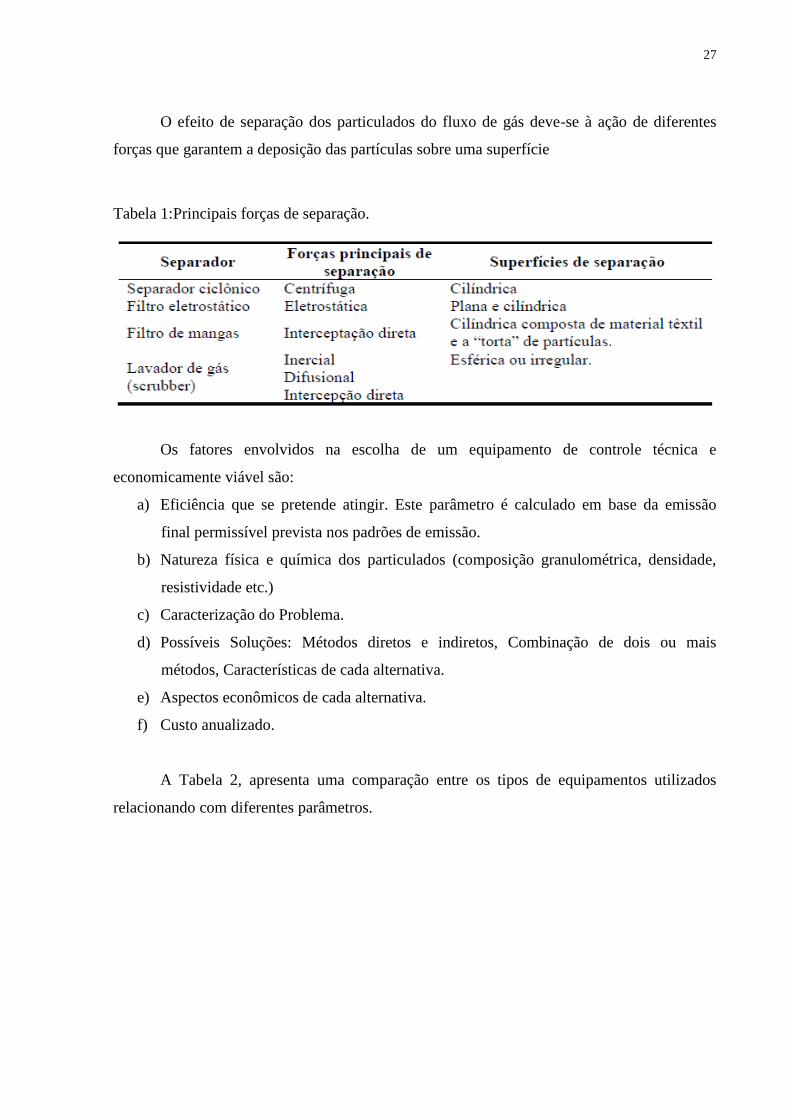
O efeito de separação dos particulados do fluxo de gás deve-se à ação de diferentes
forças que garantem a deposição das partículas sobre uma superfície
Tabela 1:Principais forças de separação.
Os fatores envolvidos na escolha de um equipamento de controle técnica e
economicamente viável são:
a) Eficiência que se pretende atingir. Este parâmetro é calculado em base da emissão
final permissível prevista nos padrões de emissão.
b) Natureza física e química dos particulados (composição granulométrica, densidade,
resistividade etc.)
c) Caracterização do Problema.
d) Possíveis Soluções: Métodos diretos e indiretos, Combinação de dois ou mais
métodos, Características de cada alternativa.
e) Aspectos econômicos de cada alternativa.
f) Custo anualizado.
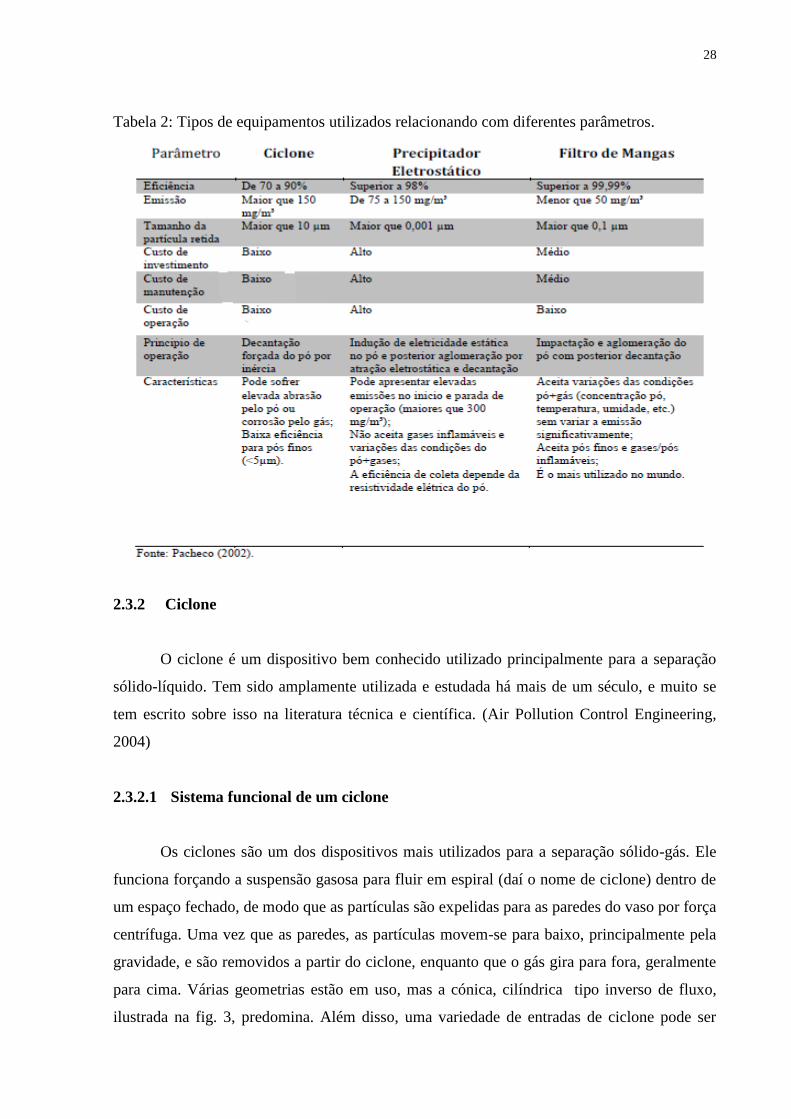
A Tabela 2, apresenta uma comparação entre os tipos de equipamentos utilizados
relacionando com diferentes parâmetros.
28
Tabela 2: Tipos de equipamentos utilizados relacionando com diferentes parâmetros.
2.3.2 Ciclone
O ciclone é um dispositivo bem conhecido utilizado principalmente para a separação
sólido-líquido. Tem sido amplamente utilizada e estudada há mais de um século, e muito se
tem escrito sobre isso na literatura técnica e científica. (Air Pollution Control Engineering,
2004)
2.3.2.1 Sistema funcional de um ciclone
Os ciclones são um dos dispositivos mais utilizados para a separação sólido-gás. Ele
funciona forçando a suspensão gasosa para fluir em espiral (daí o nome de ciclone) dentro de
um espaço fechado, de modo que as partículas são expelidas para as paredes do vaso por força
centrífuga. Uma vez que as paredes, as partículas movem-se para baixo, principalmente pela
gravidade, e são removidos a partir do ciclone, enquanto que o gás gira para fora, geralmente
para cima. Várias geometrias estão em uso, mas a cónica, cilíndrica tipo inverso de fluxo,
ilustrada na fig. 3, predomina. Além disso, uma variedade de entradas de ciclone pode ser

29
utilizada, tal como os mostrado na Figura 4 dependendo da aplicação. (Air Pollution Control
Engineering, 2004)
Figura 3: Geometria de um ciclone.
Fonte: Schirmer, LISBOA 2007.
30
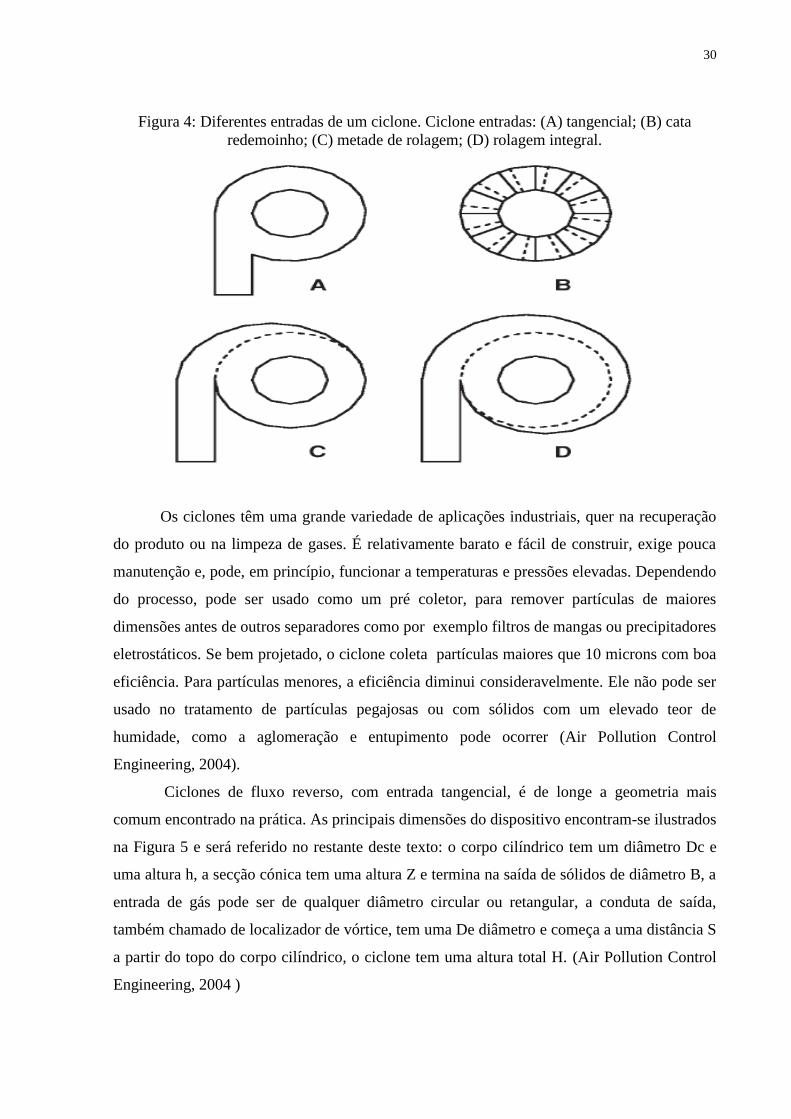
Figura 4: Diferentes entradas de um ciclone. Ciclone entradas: (A) tangencial; (B) cata
redemoinho; (C) metade de rolagem; (D) rolagem integral.
Os ciclones têm uma grande variedade de aplicações industriais, quer na recuperação
do produto ou na limpeza de gases. É relativamente barato e fácil de construir, exige pouca
manutenção e, pode, em princípio, funcionar a temperaturas e pressões elevadas. Dependendo
do processo, pode ser usado como um pré coletor, para remover partículas de maiores
dimensões antes de outros separadores como por exemplo filtros de mangas ou precipitadores
eletrostáticos. Se bem projetado, o ciclone coleta partículas maiores que 10 microns com boa
eficiência. Para partículas menores, a eficiência diminui consideravelmente. Ele não pode ser
usado no tratamento de partículas pegajosas ou com sólidos com um elevado teor de
humidade, como a aglomeração e entupimento pode ocorrer (Air Pollution Control
Engineering, 2004).
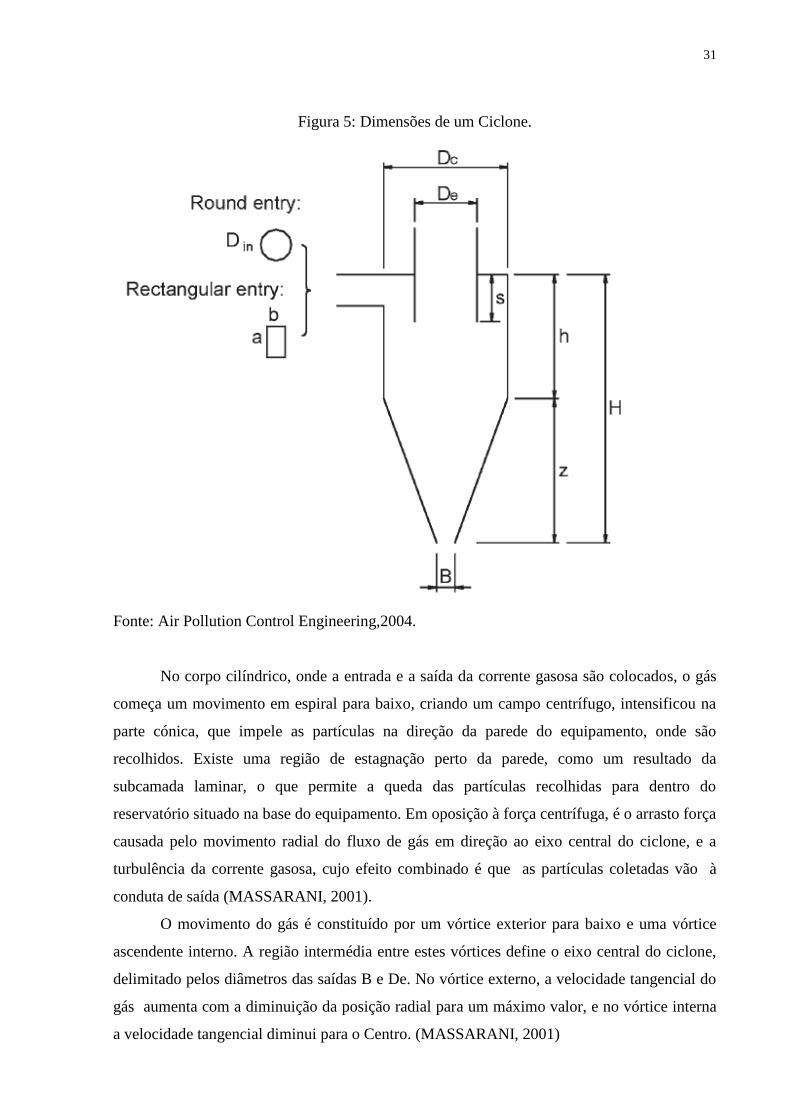
Ciclones de fluxo reverso, com entrada tangencial, é de longe a geometria mais
comum encontrado na prática. As principais dimensões do dispositivo encontram-se ilustrados
na Figura 5 e será referido no restante deste texto: o corpo cilíndrico tem um diâmetro Dc e
uma altura h, a secção cónica tem uma altura Z e termina na saída de sólidos de diâmetro B, a
entrada de gás pode ser de qualquer diâmetro circular ou retangular, a conduta de saída,
também chamado de localizador de vórtice, tem uma De diâmetro e começa a uma distância S
a partir do topo do corpo cilíndrico, o ciclone tem uma altura total H. (Air Pollution Control
Engineering, 2004 )
31
Figura 5: Dimensões de um Ciclone.
Fonte: Air Pollution Control Engineering,2004.
No corpo cilíndrico, onde a entrada e a saída da corrente gasosa são colocados, o gás
começa um movimento em espiral para baixo, criando um campo centrífugo, intensificou na
parte cónica, que impele as partículas na direção da parede do equipamento, onde são
recolhidos. Existe uma região de estagnação perto da parede, como um resultado da
subcamada laminar, o que permite a queda das partículas recolhidas para dentro do
reservatório situado na base do equipamento. Em oposição à força centrífuga, é o arrasto força
causada pelo movimento radial do fluxo de gás em direção ao eixo central do ciclone, e a
turbulência da corrente gasosa, cujo efeito combinado é que as partículas coletadas vão à
conduta de saída (MASSARANI, 2001).
O movimento do gás é constituído por um vórtice exterior para baixo e uma vórtice
ascendente interno. A região intermédia entre estes vórtices define o eixo central do ciclone,
delimitado pelos diâmetros das saídas B e De. No vórtice externo, a velocidade tangencial do
gás aumenta com a diminuição da posição radial para um máximo valor, e no vórtice interna
a velocidade tangencial diminui para o Centro. (MASSARANI, 2001)

32
Várias teorias foram propostas para prever o desempenho de ciclones, em termos de
eficiência da recolha e da queda de pressão associada à operação. Estes parâmetros estão
relacionados com as dimensões do ciclone, com as propriedades físicas das condições de
sólidos e do gás, e a operação, tais como a velocidade do gás na entrada, da temperatura e
pressão. Os conceitos adotados baseiam-se em distintas abordagens, tais como as seguintes: a
trajetória da partícula derivada da balança de forças que atuam sobre o mesmo ; o tempo de
residência das partículas no interior do dispositivo, ou a derivação de números adimensionais
que correlacionam a recolha eficiência com as condições operacionais.(MASSARANI, 2001).
2.3.2.2 Classificação dos ciclones
Figura 6:Esquema típico de um separador de partículas.
Os separadores ciclônicos têm como princípio de operação, a ação da força centrífuga
sobre as partículas sólidas em movimento num fluxo rotativo Os separadores ciclônicos
podem ser classificados como:
a) Ciclone com entrada tangencial e fluxo em retorno figura a)
b) Ciclone de fluxo axial figura b)
c) Ciclone com entrada axial e fluxo em retorno figura c)
A eficiência do ciclone tangencial é maior que do ciclone axial pois a força centrífuga,
que causa a separação dos particulados, é maior quando é criada pela entrada tangencial do

33
gás e a rotação do mesmo dentro do ciclone, do que quando é criada por meio de pás
direcionadoras, como no caso dos ciclones do tipo axial. A disposição de vários ciclones em
paralelo, chamados de multiciclones, permite empregar células de alta eficiência com menor
diâmetro e maior velocidade de entrada do gás.
Figura 7:Classificação dos ciclones.
O separador ciclônico a) o gás carregado de poeira entra tangencialmente numa
câmara cilíndrica ou cônica, por um ou mais de um ponto, através de uma abertura central. As
partículas de poeira em virtude da inércia tendem a se movimentar para a parede externa do
separador de onde são conduzidas a um receptor, o ciclone, é em essência, uma câmara de
sedimentação em que a aceleração gravitacional é substituída pela aceleração centrifuga. Nas
condições de separação comumente empregadas, a força centrifuga de separação pode ser de
cinco vezes – nos ciclone de diâmetro grande e pequena resistência – a 2500 vezes a
gravitacional (GUANABARA DOIS, 1986).
Os ciclones são usualmente projetados para operar com uma determinada queda de
pressão. A queda de pressão em ciclones pode variar de uma até vinte vezes a pressão cinética
inicial (GUANABARA DOIS, 1982).
Esses coletores oferecem um dos meios menos caros de coleta de poeira de ponto de
vista de operação e investimentos. Empregam-se os ciclones pra remover sólidos de líquidos e
gases, e líquidos dispersos em gases, operando em temperaturas que vão a 1000º C e pressões
tão altas quanto 500 atm. Os ciclones para remover os sólidos de gases são usualmente
adotáveis quando estão presentes partículas de diâmetro maiores que cinco mícrons, apesar de
34
existirem unidades a tubos múltiplos em paralelo que geram uma eficiência de 80 a 85 % com
partículas de diâmetro igual a 3 microns. Os ciclones podem ser usados para coletar partículas
com mais de 200 microns de diâmetro, embora as câmaras de sedimentação, neste caso, sejam
satisfatórias e menos sujeitas à abrasão. Em circunstâncias especiais, quando a poeira tem
elevado grau de aglomeração, e quando a concentração da poeira é grande (acima de
100g/ft³), os ciclones removerão partículas de diâmetro muito menores, em alguns casos,
consegue-se uma eficiência de 98% em que o menor tamanho da partícula está na faixa de 0,1
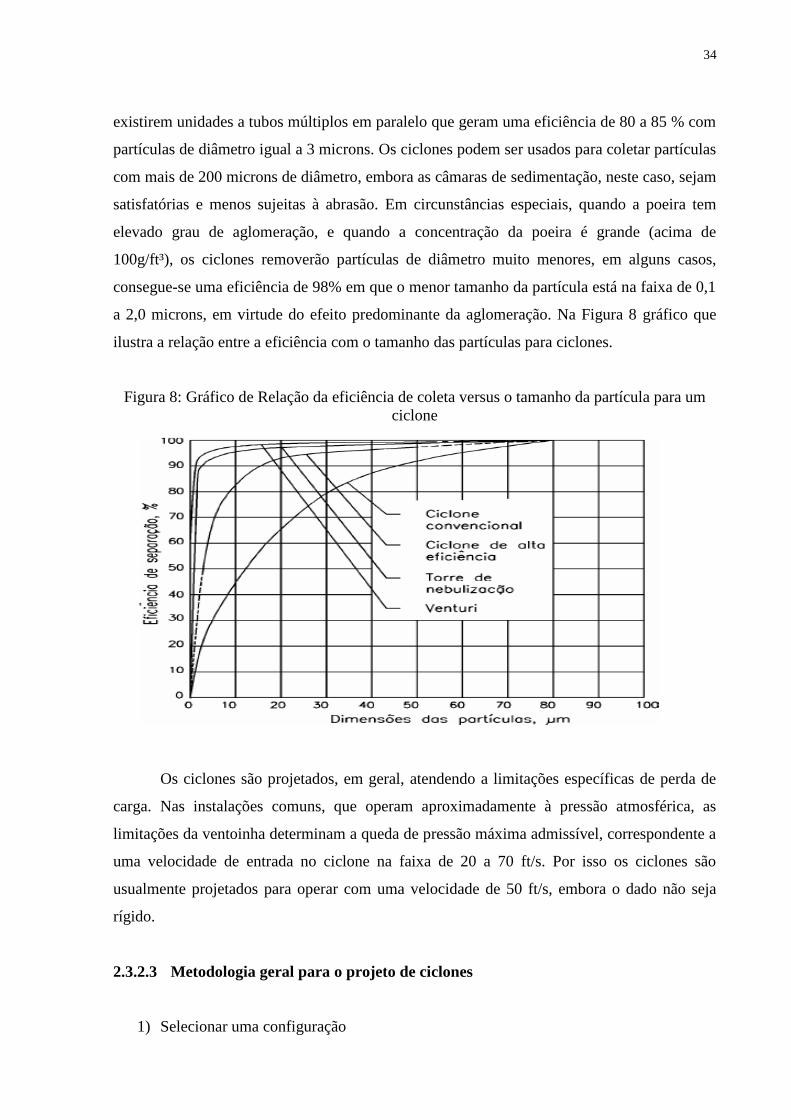
a 2,0 microns, em virtude do efeito predominante da aglomeração. Na Figura 8 gráfico que
ilustra a relação entre a eficiência com o tamanho das partículas para ciclones.
Figura 8: Gráfico de Relação da eficiência de coleta versus o tamanho da partícula para um
ciclone
Os ciclones são projetados, em geral, atendendo a limitações específicas de perda de
carga. Nas instalações comuns, que operam aproximadamente à pressão atmosférica, as
limitações da ventoinha determinam a queda de pressão máxima admissível, correspondente a
uma velocidade de entrada no ciclone na faixa de 20 a 70 ft/s. Por isso os ciclones são
usualmente projetados para operar com uma velocidade de 50 ft/s, embora o dado não seja
rígido.
2.3.2.3 Metodologia geral para o projeto de ciclones
1) Selecionar uma configuração
35
2) Selecionar uma velocidade de entrada
3) Calcular o diâmetro da seção cilíndrica do ciclone D;
4) Calcular as outras dimensões do ciclone com base nos coeficientes para a configuração
selecionada;
5) Calcular a queda de pressão Δp;
6) Analisar, se D e Δp são excessivamente grandes.
7) Calcular as eficiências por frações e a total;
8) Compare a eficiência calculada com a desejada. Se não alcançar o valor desejado,
utilize um valor maior;
9) Estime o custo do ciclone. (LICHT, 1980)
36
3 MATERIAL E MÉTODOS
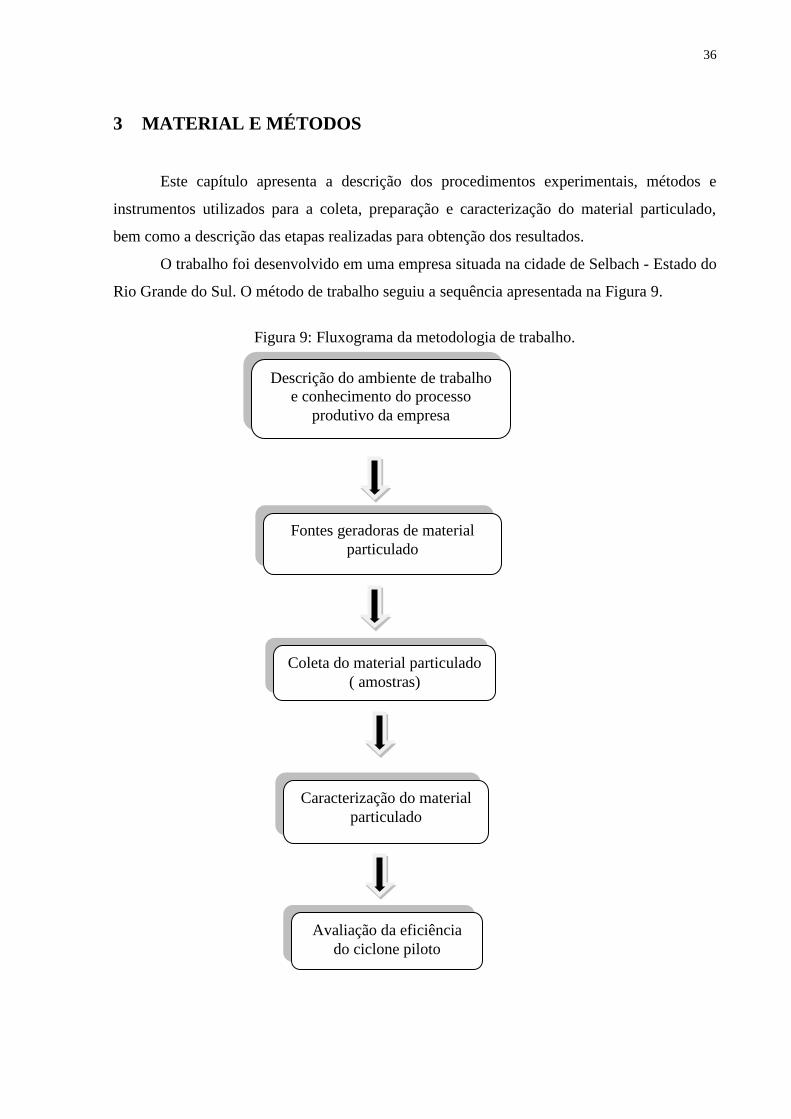
Este capítulo apresenta a descrição dos procedimentos experimentais, métodos e
instrumentos utilizados para a coleta, preparação e caracterização do material particulado,
bem como a descrição das etapas realizadas para obtenção dos resultados.
O trabalho foi desenvolvido em uma empresa situada na cidade de Selbach - Estado do
Rio Grande do Sul. O método de trabalho seguiu a sequência apresentada na Figura 9.
Figura 9: Fluxograma da metodologia de trabalho.
Descrição do ambiente de trabalho
e conhecimento do processo
produtivo da empresa
Fontes geradoras de material
particulado
Coleta do material particulado
( amostras)
Caracterização do material
particulado
Avaliação da eficiência
do ciclone piloto

37
3.1 Conhecimento do ambiente de trabalho e processo produtivo da empresa
A madeireira foi visitada para o conhecimento do processo produtivo, métodos,
técnicas e organização de trabalho. As visitas foram feitas entre o período de agosto a outubro
de 2012.
3.2 Fontes geradoras de material particulado
Com o conhecimento do processo e funcionamento de toda a empresa, identificou os
pontos de maior geração do material particulado. Para isso foram identificados os pontos nos
setores da empresa.
3.3 Coleta do material particulado ( amostras)
Para a posterior análise do material particulado, coletaram-se as amostras nos
principais pontos de geração. O recolhimento do material aconteceu no pó de varrição.
Utilizou sacos plásticos, com o auxílio de um recipiente para o recolhimento.
O material coletado ficou dividido em:
a) M.P Corte 1 (1ª etapa), pó de varrição da serra e navalha, material mais grosseiro.
b) M.P Corte 2 (2ª etapa), pó de varrição da serra e navalha.
c) M.P Corte 3 (lixamento/Furação), pó de varrição da máquina de lixar e furar.
3.4 Caracterização do material particulado
A caracterização desse material coletado foi feita por peneiramento com o pó de
varrição.
3.4.1 Peneiramento
Foi realizado o peneiramento do pó de varrição para a caracterização do material
particulado. Os experimentos foram realizados no Laboratório de Operações Unitárias, da
UPF.
Foram utilizadas 6 peneiras com diferentes aberturas, descritas na Tabela 3.

38
Tabela 3:Peneiras utilizadas no ensaio de análise granulométrica
Abertura em μm Mesch ABNT/ASTM
850 20
355 42
250 60
150 100
125 115
75 200
A Figura 10 apresenta as peneiras utilizadas para o ensaio de granulometria e o
agitador.
Figura 10:Peneira e agitador utilizados para o ensaio de granulometria
Foram pesadas as diferentes peneiras e colocado cerca de 100 gramas de M.P na
primeira peneira, iniciando-se assim o peneiramento da amostra, o material retido nas
peneiras era pesado. Após foi calculado a porcentagem retida em cada peneira, e o tamanho
médio da partícula, assim aconteceu com as três amostras. O tamanho médio da partícula é
calculado através da Equação (1).

39
(1)
Onde:
DS = é o tamanho das partículas (micrômetro)
dx = Fração mássica retida
dy = Abertura da peneira (micrômetro)
3.5 Avaliação da eficiência do ciclone piloto para o material particulado
Para avaliar o comportamento do sistema de um ciclone, para o material em estudo foi
utilizado o equipamento disponível no Laboratório de Operações Unitárias da Engenharia de
Alimentos.
Figura 11: Ciclone Lapple utilizado na pesquisa.
Fonte: Próprio Autor.

40
3.5.1 Descrição do equipamento utilizado
Figura 12: Dimensões ciclone piloto (UPF)
Fonte: Brião, V.
Os ensaios foram realizados em batelada com a inserção de 36 amostras de material
particulado dos três pontos de coleta, para cada ponto foram feito 12 testes, 6 com velocidade
baixa e 6 com velocidade alta, para que fosse possível avaliar a influencia da velocidade e a
fração mássica retida pelo ciclone

41
Figura 13: Layout equipamento utilizado.
Legenda: A- Entrada de ar com material particulado alimentado no sistema
B- Saída, coleta material particulado
Como passo inicial dos testes foi introduzido um manômetro ligado no sistema em um
ponto antes da válvula e um depois para calcular a vazão de escoamento e consequentemente
a velocidade, após foi ajustado à válvula com uma leve abertura para os 18 ensaios com uma
velocidade baixa. Como pode ser visto no leiaute, as amostras contendo 5 g foram
alimentadas no sistema no ponto A, e a coleta do material particulado foi feita pelo ponto B.
Terminado os 18 ensaios com a velocidade baixa, foi ajustado à válvula com uma abertura
maior para aumentar a vazão e velocidade e feito os últimos 18 ensaios totalizando os 36
proposto.
O equipamento é composto por um ventilador WEG RPM 3350 min-¹ , 1.5 HP Hz 60
e um manômetro de tubo em “U” .
Tabela 4:Vazão e velocidade utilizadas no ensaio.
Vazão ( m³/s ) Velocidade ( m/s )
Q1= 0,0555m³/s V1= 7,5m/s
Q2= 0,0375m³/s V2= 11,10m/s
42
4 RESULTADOS E DISCUSSÕES
4.1 Descrição do ambiente de trabalho e o processo produtivo da empresa
A madeireira selecionada para realização deste trabalho apresenta construção mista (
em alvenaria e madeira ), nas duas laterais tem duas grandes portas de entrada e saída, e
diversas janelas de madeira, há diferentes locais para o beneficiamento da madeira em uma
grande sala divididos em duas, as quais, serão citados no fluxograma abaixo. Na empresa
trabalham cerca de 20 funcionários incluindo a parte administrativa.
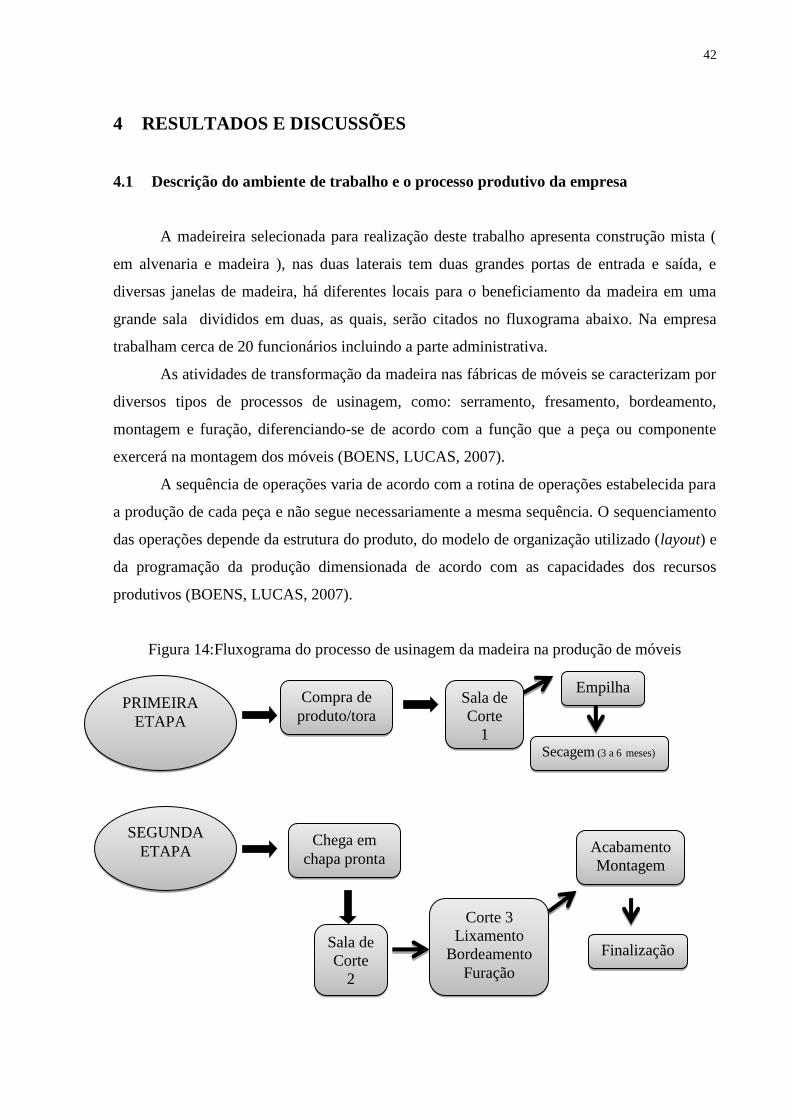
As atividades de transformação da madeira nas fábricas de móveis se caracterizam por
diversos tipos de processos de usinagem, como: serramento, fresamento, bordeamento,
montagem e furação, diferenciando-se de acordo com a função que a peça ou componente
exercerá na montagem dos móveis (BOENS, LUCAS, 2007).
A sequência de operações varia de acordo com a rotina de operações estabelecida para
a produção de cada peça e não segue necessariamente a mesma sequência. O sequenciamento
das operações depende da estrutura do produto, do modelo de organização utilizado (layout) e
da programação da produção dimensionada de acordo com as capacidades dos recursos
produtivos (BOENS, LUCAS, 2007).
Figura 14:Fluxograma do processo de usinagem da madeira na produção de móveis
Compra de
produto/tora
Secagem (3 a 6 meses)
SEGUNDA
ETAPA Chega em
chapa pronta
Sala de
Corte
2
Corte 3
Lixamento
Bordeamento
Furação
Acabamento
Montagem
Finalização
PRIMEIRA
ETAPA
Sala de
Corte
1
Empilha

43
4.1.1 Corte
As operações de corte longitudinal e transversal são realizadas para dimensionar as
peças em termos de largura e comprimento para, a partir daí, serem realizadas as operações de
furação, lixamento, bordeamento e montagem. Nestas operações são utilizadas serras
circulares perfiladeiras e esquadrejadeiras. Os tipos de serras variam de acordo com a
madeira e as condições de corte empregadas.
O Quadro 6 mostra as ferramentas utilizadas nos processos de corte.
Quadro 6:Ferramentas utilizadas nos processos de corte.
Fonte: Lucas Filho 2004.
4.1.2 Furação
Os processos de furação observados na rotina de fabricação são, basicamente,
furação transversal e paralela às fibras executadas em furadeiras horizontais ou verticais,
múltiplas ou axiais de acionamento manual e que utilizam como ferramentas de corte brocas
helicoidais e, muito raramente, brocas chatas.

44
Quadro 7: Ferramentas utilizadas nos processos de furação.
Fonte: Lucas Filho 2004.
4.1.3 Lixamento
O objetivo do lixamento é eliminar os danos causados na madeira durante o seu
beneficiamento, e com isso permitindo nivelar e alisar a superfície, proporcionando uma
condição ideal para a aplicação de produtos químicos como seladores e vernizes. O lixamento
na empresa acontece manualmente com lixadeira de cinta estreita Está técnica é umas fonte
causadora de materiais particulados.
4.1.4 Bordeamento
Nesta etapa é feito a colagem nas bordas das peças, utilizando cola quente.
4.1.5 Acabamento/Montagem
Ultima etapa antes da finalização, é feita uma revisão nas peças e após passa pela
montagem, onde se juntam as peças.

45
4.2 Fontes geradoras de material particulado
Os pontos de geração do material particulado estão descritos no fluxograma acima,
apresentado anteriormente no item 4.1. As maiores concentrações desse material é
primeiramente nas serras e navalhas da sala de corte 1 e 2. Esses dois setores geram grande
quantidade, no qual podemos classificar um pó de varrição, tendo características mais
grosseiras. Outra importante fonte geradora de material particulado é o setor de lixamento e
furação, aonde principalmente as lixadeiras manuais com seu movimento vai-e-vem
característico do acabamento das bordas e superfícies da madeira, propicia o espalhamento do
material particulado, apresentando um diferente material um pó mais fino.
4.3 Caracterização do material particulado
4.3.1 Peneiramento
4.3.1.1 M.P Corte 1 ( 1ª etapa )
A Tabela 5 apresenta os resultados obtidos após o peneiramento e a abertura em mm
das peneiras utilizadas no ensaio.
Tabela 5:Tamanho médio das partículas, corte 1.
Abertura em mm Fração mássica retida % Retida
0,850 (20) 0,524 52,35
0,355 (42) 0,256 25,60
0,250 (60) 0,126 12,60
0,150 ( 100) 0,044 4,40
0,125 (115) 0,027 2,65
0,075 (200) 0,016 1,60
0,063 (230) 0,008 0,80
SOMA 100
A Figura 15.apresenta o histograma de distribuição com a porcentagem retida em cada
malha de peneira.

46
Figura 15: Histograma de distribuição do M.P. Corte 1 (1ª etapa).
Nesta amostragem a predominância maior ficou em relação às peneiras de abertura
850 e 355 mm/μm, com mais de 75% de retenção, mostrando que o material particulado
apresenta uma elevada predominância de material grosseiro e uma baixa porcentagem nas
peneiras seguintes. Isto porque a amostra é gerada na primeira sala de corte, aonde a madeira
chega em toras e nesta etapa do beneficiamento recebe apenas os primeiros cortes.
4.3.1.2 M.P Corte 2 ( 2ª etapa )
A Tabela 6, apresenta os resultados obtidos após o peneiramento e a abertura em mm
das peneiras utilizadas no ensaio.

47
Tabela 6:Tamanho médio das partículas, corte 2.
Abertura em mm Fração mássica retida % Retida
0,850 (20) 0,3633 36,33%
0,355 (42) 0,2305 23,05%
0,250 (60) 0,19 19,00%
0,150 (100) 0,1142 11,42%
0,125 (115) 0,067 6,70%
0,075 (200) 0,026 2,60%
0,063 (230) 0,009 0,90%
Na Figura 16 é apresentado o histograma de distribuição com a porcentagem retida em
cada malha de peneira.
Figura 16:Histograma de distribuição com a porcentagem retida em cada malha de peneira.
A concentração dos tamanhos das partículas deu-se maior na peneiras 850, 355 e 250,
atingindo as três juntas a margem de mais de 75%. Nesta sala de corte já houve uma

48
diminuição na concentração retida na primeira peneira e uma maior distribuição entre as
demais peneiras.
4.3.1.3 M.P Corte 3 ( lixamento/Furação )
A Tabela 7, apresenta os resultados obtidos após o peneiramento e a abertura em mm
das peneiras utilizadas no ensaio.
Tabela 7:Tamanho médio das partículas, corte 3.
Abertura em mm Fração mássica retida % Retida
0,850 (20) 0,26 26%
0,355 (42) 0,214 21,4%
0,250 (60) 0,192 19,2%
0,150 (100) 0,179 17,9%
0,125 (115) 0,092 9,2%
0,075 (200) 0,05 5%
0,063 (230) 0,013 1,3%
Na Figura 17, é apresentado o histograma de distribuição com a porcentagem retida
em cada malha de peneira.

49
Figura 17: Histograma de distribuição com a porcentagem retida em cada malha da peneira.
A concentração das partículas esta maior entre as aberturas de peneiras 150 e 850,
atingindo mais de 80%. Mostra que o material particulado apresentou características mais
finas em relação às outras duas amostras.
4.3.1.4 Comparação entre as amostragens
A Figura 18 mostra o histograma de distribuição de frequência das três amostras.

50
Figura 18: Histograma de distribuição de frequência das três amostras.
A predominância do M.P CORTE 3 foi maior nas quatro ultimas peneiras, justamente
as de menor abertura, ocasionando um menor tamanho de partícula. Este corte 3 como pode
ser visto no histograma apresenta uma considerável concentração nas três primeiras peneiras,
isto pelo fato da empresa ser uma grande sala, não havendo divisórias para os diferentes
setores, portanto o material particulado se espalha facilmente, isso explica a grande
quantidade de material grosseiro junto com um material mais fino que é gerado na sala de
corte 3.
Para as duas amostras que foram classificadas como M.P CORTE 1 e M.P CORTE 2,
tanto a amostra 1 quando a 2 são bastante parecidas tanto que as suas maiores concentrações
acontece nas três primeiras peneiras, mas com uma fração de aproximadamente 10% para o
corte 1 e 20% para o corte 2 de partículas menores que 150 μm.
4.4 Avaliação da eficiência do ciclone piloto
Os resultados obtidos nos experimentos realizados em laboratório para avaliação da
eficiência do ciclone pode ser visto nas tabelas a seguir.
51
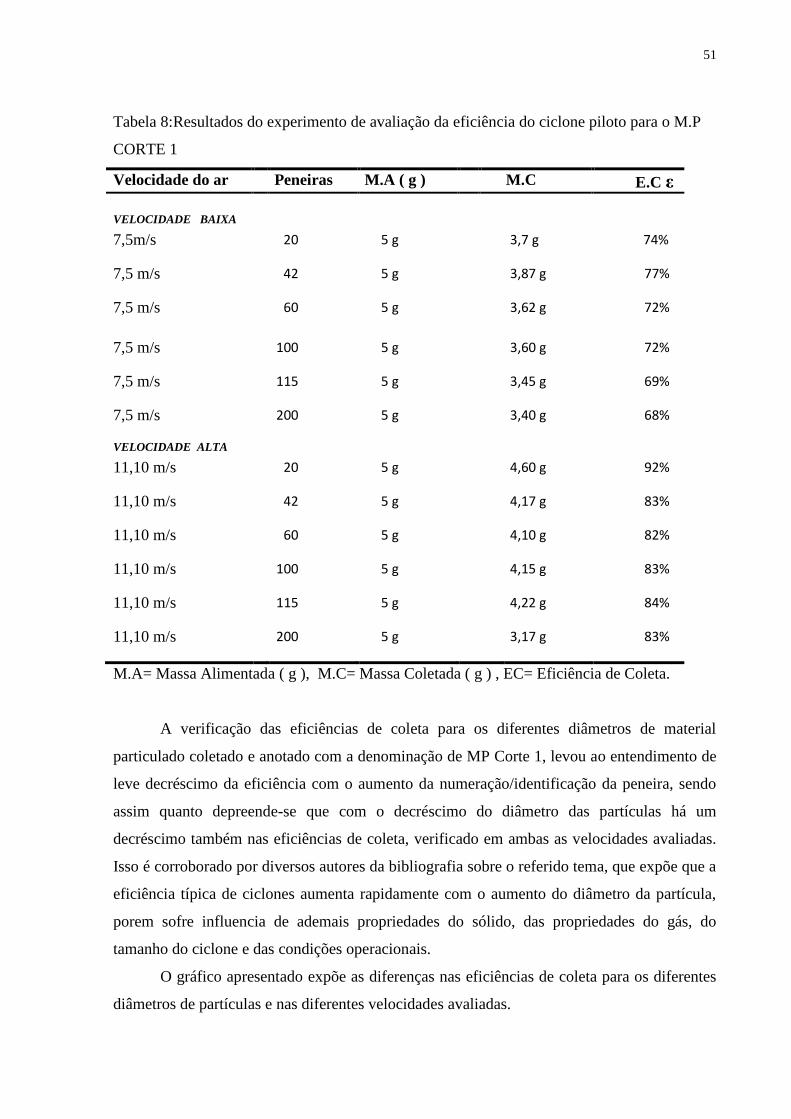
Tabela 8:Resultados do experimento de avaliação da eficiência do ciclone piloto para o M.P
CORTE 1
Velocidade do ar Peneiras M.A ( g ) M.C E.C ε
VELOCIDADE BAIXA
7,5m/s 20 5 g 3,7 g 74%
7,5 m/s 42 5 g 3,87 g 77%
7,5 m/s 60 5 g 3,62 g 72%
7,5 m/s 100 5 g 3,60 g 72%
7,5 m/s 115 5 g 3,45 g 69%
7,5 m/s 200 5 g 3,40 g 68%
VELOCIDADE ALTA
11,10 m/s 20 5 g 4,60 g 92%
11,10 m/s 42 5 g 4,17 g 83%
11,10 m/s 60 5 g 4,10 g 82%
11,10 m/s 100 5 g 4,15 g 83%
11,10 m/s 115 5 g 4,22 g 84%
11,10 m/s 200 5 g 3,17 g 83%
M.A= Massa Alimentada ( g ), M.C= Massa Coletada ( g ) , EC= Eficiência de Coleta.
A verificação das eficiências de coleta para os diferentes diâmetros de material
particulado coletado e anotado com a denominação de MP Corte 1, levou ao entendimento de
leve decréscimo da eficiência com o aumento da numeração/identificação da peneira, sendo
assim quanto depreende-se que com o decréscimo do diâmetro das partículas há um
decréscimo também nas eficiências de coleta, verificado em ambas as velocidades avaliadas.
Isso é corroborado por diversos autores da bibliografia sobre o referido tema, que expõe que a
eficiência típica de ciclones aumenta rapidamente com o aumento do diâmetro da partícula,
porem sofre influencia de ademais propriedades do sólido, das propriedades do gás, do
tamanho do ciclone e das condições operacionais.
O gráfico apresentado expõe as diferenças nas eficiências de coleta para os diferentes
diâmetros de partículas e nas diferentes velocidades avaliadas.
52
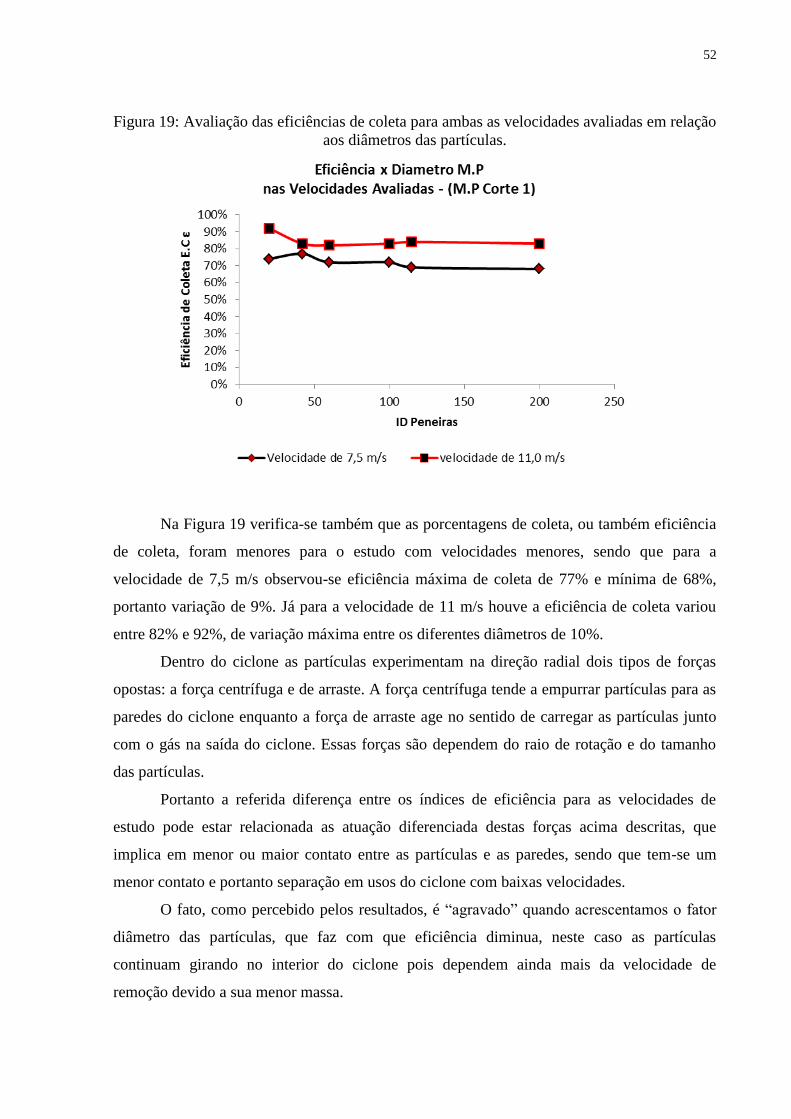
Figura 19: Avaliação das eficiências de coleta para ambas as velocidades avaliadas em relação
aos diâmetros das partículas.
Na Figura 19 verifica-se também que as porcentagens de coleta, ou também eficiência
de coleta, foram menores para o estudo com velocidades menores, sendo que para a
velocidade de 7,5 m/s observou-se eficiência máxima de coleta de 77% e mínima de 68%,
portanto variação de 9%. Já para a velocidade de 11 m/s houve a eficiência de coleta variou
entre 82% e 92%, de variação máxima entre os diferentes diâmetros de 10%.
Dentro do ciclone as partículas experimentam na direção radial dois tipos de forças
opostas: a força centrífuga e de arraste. A força centrífuga tende a empurrar partículas para as
paredes do ciclone enquanto a força de arraste age no sentido de carregar as partículas junto
com o gás na saída do ciclone. Essas forças são dependem do raio de rotação e do tamanho
das partículas.
Portanto a referida diferença entre os índices de eficiência para as velocidades de
estudo pode estar relacionada as atuação diferenciada destas forças acima descritas, que
implica em menor ou maior contato entre as partículas e as paredes, sendo que tem-se um
menor contato e portanto separação em usos do ciclone com baixas velocidades.
O fato, como percebido pelos resultados, é “agravado” quando acrescentamos o fator
diâmetro das partículas, que faz com que eficiência diminua, neste caso as partículas
continuam girando no interior do ciclone pois dependem ainda mais da velocidade de
remoção devido a sua menor massa.
53
Sendo assim foi avaliada para o material particulado denominado de MP do Corte 1
uma eficiência máxima de coleta de 92%, sendo alcançada com características de velocidade
igual a 11 m/s e partículas retidas pela peneira de numero 20, ou seja de diâmetro igual ou
superior a 0,850 mm.
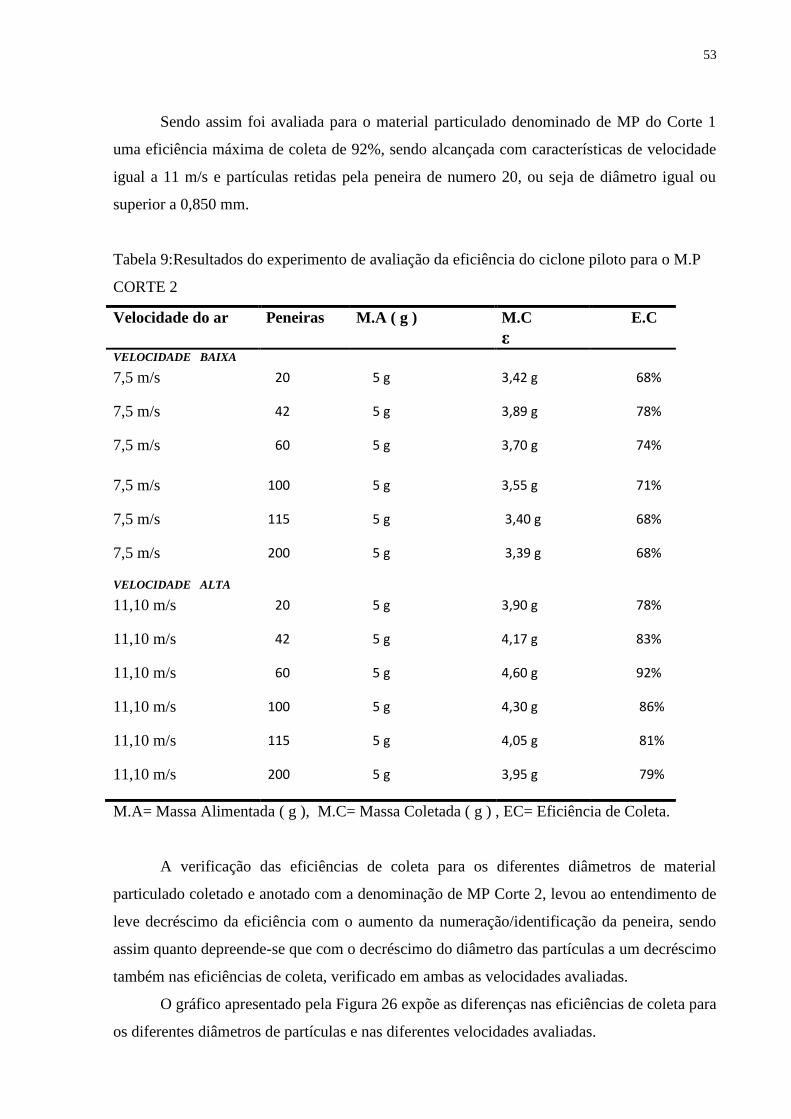
Tabela 9:Resultados do experimento de avaliação da eficiência do ciclone piloto para o M.P
CORTE 2
Velocidade do ar Peneiras M.A ( g ) M.C
ε
E.C
VELOCIDADE BAIXA
7,5 m/s 20 5 g 3,42 g 68%
7,5 m/s 42 5 g 3,89 g 78%
7,5 m/s 60 5 g 3,70 g 74%
7,5 m/s 100 5 g 3,55 g 71%
7,5 m/s 115 5 g 3,40 g 68%
7,5 m/s 200 5 g 3,39 g 68%
VELOCIDADE ALTA
11,10 m/s 20 5 g 3,90 g 78%
11,10 m/s 42 5 g 4,17 g 83%
11,10 m/s 60 5 g 4,60 g 92%
11,10 m/s 100 5 g 4,30 g 86%
11,10 m/s 115 5 g 4,05 g 81%
11,10 m/s 200 5 g 3,95 g 79%
M.A= Massa Alimentada ( g ), M.C= Massa Coletada ( g ) , EC= Eficiência de Coleta.
A verificação das eficiências de coleta para os diferentes diâmetros de material
particulado coletado e anotado com a denominação de MP Corte 2, levou ao entendimento de
leve decréscimo da eficiência com o aumento da numeração/identificação da peneira, sendo
assim quanto depreende-se que com o decréscimo do diâmetro das partículas a um decréscimo
também nas eficiências de coleta, verificado em ambas as velocidades avaliadas.
O gráfico apresentado pela Figura 26 expõe as diferenças nas eficiências de coleta para
os diferentes diâmetros de partículas e nas diferentes velocidades avaliadas.

54
Figura 20:Avaliação das eficiências de coleta para ambas as velocidades avaliadas em relação
aos diâmetros das partículas.
Na Figura 20 verifica-se também que as porcentagens de coleta, ou também eficiência
de coleta, foram menores para o estudo com velocidades menores, sendo que para a
velocidade de 7,5 m/s observou-se eficiência máxima de coleta de 78% e mínima de 68%,
portanto variação de 10%. Já para a velocidade de 11 m/s houve a eficiência de coleta variou
entre 78% e 92%, de variação máxima entre os diferentes diâmetros de 14 %. .
Sendo assim foi avaliada para o material particulado denominado de MP do Corte 2
uma eficiência máxima de coleta de 92%, sendo alcançada com características de velocidade
igual a 11 m/s e partículas retidas pela peneira de numero 60, ou seja de diâmetro igual ou
superior a 0,250 .

55
Tabela 10:Resultados do experimento de avaliação da eficiência do ciclone piloto para o M.P
CORTE 3
Velocidade do ar Peneiras M.A ( g ) M.C E.C ε VELOCIDADE BAIXA
7,5m/s 20 5 g 3,50 g 70%
7,5 m/s 42 5 g 3,80 g 76%
7,5 m/s 60 5 g 3,75 g 75%
7,5 m/s 100 5 g 3,70 g 74%
7,5 m/s 115 5 g 3,45 g 69%
7,5 m/s 200 5 g 3,40 g 68%
VELOCIDADE ALTA
11,10 m/s 20 5 g 4,05 g 81%
11,10 m/s 42 5 g 4,15 g 83%
11,10 m/s 60 5 g 4,25 g 85%
11,10 m/s 100 5 g 4,30 g 86%
11,10 m/s 115 5 g 4,00 g 80%
11,10 m/s 200 5 g 3,98 g 80%
A verificação das eficiências de coleta para MP Corte 3, mostrou uma menor variação
entre as eficiências de coleta, nas duas velocidades e para as diferentes peneiras. O gráfico
apresentado pela Figura 27 expõe as diferenças nas eficiências de coleta para os diferentes
diâmetros de partículas e nas diferentes velocidades avaliadas.
56
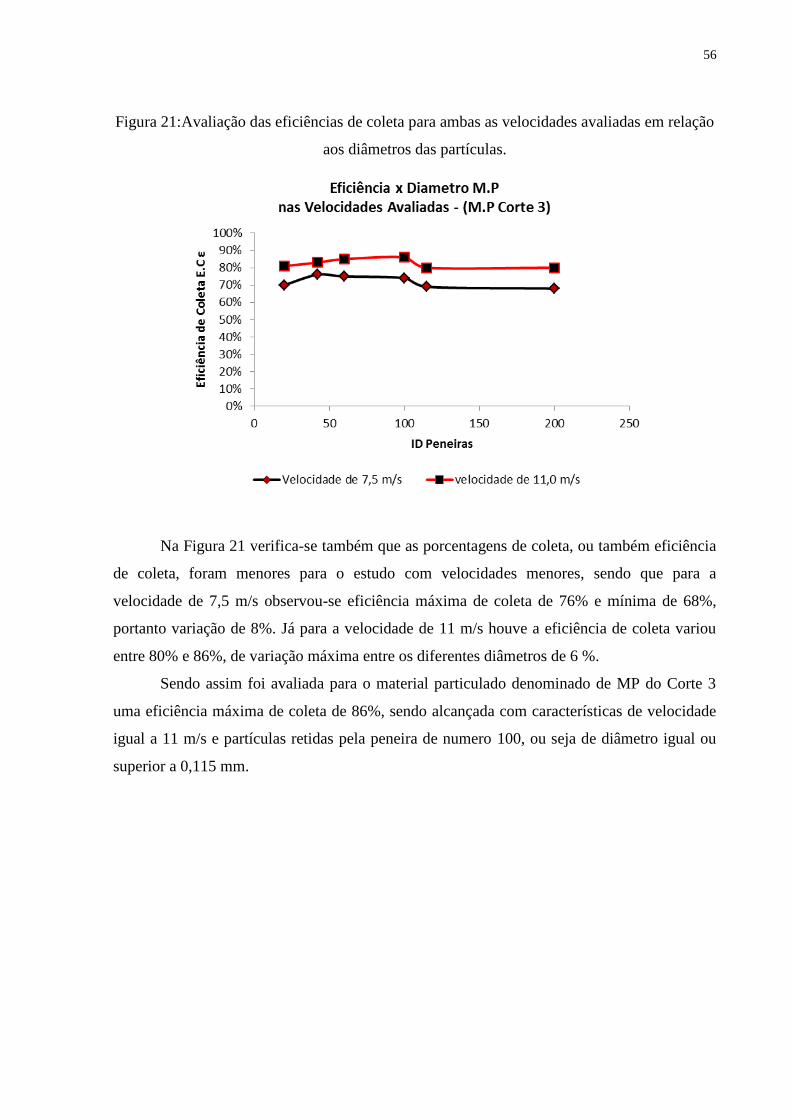
Figura 21:Avaliação das eficiências de coleta para ambas as velocidades avaliadas em relação
aos diâmetros das partículas.
Na Figura 21 verifica-se também que as porcentagens de coleta, ou também eficiência
de coleta, foram menores para o estudo com velocidades menores, sendo que para a
velocidade de 7,5 m/s observou-se eficiência máxima de coleta de 76% e mínima de 68%,
portanto variação de 8%. Já para a velocidade de 11 m/s houve a eficiência de coleta variou
entre 80% e 86%, de variação máxima entre os diferentes diâmetros de 6 %.
Sendo assim foi avaliada para o material particulado denominado de MP do Corte 3
uma eficiência máxima de coleta de 86%, sendo alcançada com características de velocidade
igual a 11 m/s e partículas retidas pela peneira de numero 100, ou seja de diâmetro igual ou
superior a 0,115 mm.

57
Figura 22:Comportamento da velocidade.
Quadro 8: Comparação entre velocidade e eficiência.
O quadro 8 mostra claramente a influencia da velocidade na eficiência de coleta para
cada corte, quando aumentou à velocidade a eficiência aumentou mais de 10 % em cada caso,
isto porque como já foram citadas com a velocidade baixa as partículas não tem inercia

58
suficiente, a velocidade não tem força para este tamanho de partícula e não se chocam com a
parede do ciclone. Percebe-se também que ao diminuir o tamanho das partículas a eficiência
do ciclone baixa.
59
5 CONCLUSÃO
Os pontos de geração do material particulado nos diferentes setores da indústria estão
localizados em três pontos, as maiores concentrações desse material é primeiramente nas
serras e navalhas da sala de corte 1 e 2, esses dois setores geram grande quantidade, no qual
podemos classificar um pó de varrição, tendo características mais grosseiras. Outra importante
fonte geradora de material particulado é o setor de lixamento e furação, aonde principalmente
as lixadeiras manuais com seu movimento vai-e-vem característico do acabamento das bordas
e superfícies da madeira, propicia o espalhamento do material particulado, apresentando um
diferente material um pó mais fino.
O peneiramento do M.P Corte 1 mostrou uma predominância maior nas peneiras de
abertura 850 e 355 mm/μm ; M.P Corte 2 indicou um concentração maior nas três primeiras
peneiras de 850, 355 e 250 mm/μm ; Corte 3 a concentração das partículas esta maior entre as
aberturas de peneiras 150 e 850 μm. Para as duas amostras que foram classificadas como
Corte 1 e Corte 2, tanto a amostra 1 quando a 2 são bastante parecidas tanto que as suas
maiores concentrações acontece nas três primeiras peneiras, mas com uma fração de
aproximadamente 10% para o corte 1 e 20% para o corte 2 de partículas menores que 150 μm.
A predominância do Corte 3 foi maior nas quatro ultimas peneiras, justamente as de menor
abertura, ocasionando um menor tamanho de partícula.
Com o presente trabalho foi possível alcançar os objetivos, concluindo-se que o
ciclone apresentou uma boa eficiência para este tipo de material particulado, tendo em vista os
objetivos da empresa de buscar um equipamento barato e fácil de operar o ciclone alcançou
uma eficiência de até 92% e sua instalação se torna viável para a empresa estudada.

60
REFERÊNCIAS BIBLIOGRÁFICAS
ABIMÓVEL-Associação Brasileira das Indústrias do Mobiliário. Panorama do setor
moveleiro no Brasil. Informações Gerais, Disponível em: <www.abimovel.com.br> Acesso
em 10 out. de 2012.
CIPOLATO.A.C Dimensionamento, construção e análise de desempenho de ciclone para
otimização da separação granulométrica de partículas em fábrica de tintas em pó. Dissertação
submetida ao Programa de Pós-Graduação em Tecnologia Ambiental da Universidade de
Ribeirão Preto – UNAERP. 2011.
Christie J. Geankoplis. Processos de transporte e operações unitárias. (3ª edição) 2008, p. 915-
985.
EQA 5313 – Turma 645 – Op. Unit. de Quantidade de Movimento .UFSC – Universidade
Federal de Santa Catarina. Depto De Eng. Química e de Eng. De Alimentos
FAZFÁCIL. Madeiras Utilizadas Para Fabricação de Móveis. Disponível em:
<http://www.fazfacil.com.br/manutencao/moveis_madeiras.html> Acesso em: 18 outubro de
2012.
FLORESTAL, disponível em www.floresta.gov.br . Acesso: 19 de outubro de 2012.
Fundacentro. Disponivel em : http://www.fundacentro.gov.br/. Acesso: 4 outubro de 2012.
GAZETA MERCANTIL. Importação de móveis cresce 45% e soma US$ 294,5 milhões.
Disponível em: <http://blog.newscomex.com/2008/01/importao-de-mveis-cresce-45-e-
somaus. html> A cesso em: 27 de out. de 2012.
Giulio Massarani. Fluidodinâmica em sistemas particulados. ( 2ª edição) 2001, Programa de
Engenharia Química,COPPE/Universidade Federal do Rio de Janeiro.
LISBOA, H.M. Metodologia de controle da poluição atmosférica. (Unidade VII).

61
Universidade Federal de Santa Catarina, 2007.
Massarani. G Desempenho de ciclones e hidrociclones, 1992.
Ministério da Fazendo. Disponível em http://www.esaf.fazenda.gov.br/index.html. Acesso:
19,setembro de 2012.
Ministério do Meio Ambiente. Disponível em http://www.mma.gov.br/. Acesso: 24 outubro
de 2012.
Ministério do Trabalho e Emprego. Disponivel em : http://portal.mte.gov.br/portal-mte/.
Acesso: 4 Outubro de 2012.
M.V.Rodrigues, F.O.Arouca, M.A.S.Barrozo and J.J.R.Damasceno. Analysis of the efficiency
of cloth cyclone: the effect of the permeability of the filtering medium. October - December
2003.
PORTAL REMADE. Portal nacional da madeira. Banco de dados – móveis. Paraná.
Disponívelem:<http://www.remade.com.br/br/bd_moveis.php?num=5&title=Concentração%2
0Mundial%20 Produção%20de%20Móveis> Acesso em: setembro, 2012.
REVISTA DA MADEIRA Mérito exportação. Exportações do setor superam US$ 9 bilhões.
Paraná: Lettech Ltda, n. 113 p. 20-22, maio. 2008 a. Disponível em: <
http://www.remade.com.br/br/revistadamadeira.php> Acesso em 16 de out. de 2012.
SANTINI, M.A. Contribuição aos estudos sobre as origens da produção seriada do mobiliário
no Brasil: A Experiência Móveis Cimo S/A. Dissertação de Mestrado - Faculdade de
Arquitetura e Urbanismo, Universidade de São Paulo, São Paulo, 2000.
S.M. Ahuja, Wetted wall cyclone, A novel concept. Powder Technology 204 (2010) 48–53.
Valarini.S, Caracterização do material particulado. Dissertação de mestrado-Instituto de
Astronomia, Geofísica e Ciências Atmosféricas da Universidade de São Paulo. 2011.

62
W. P. Martignoni, S. Bernardo and C. L.Quintani, Evaluation cyclone geometry and its
influence on performance parameters by computational fluid. Dynamics (cfd)
2006.

63
APÊNDICE
Cálculos
Q = (curva de calibração do tubo de Venturi) y = 0,009 x + 0,024
V entrada = Q/ A A = 5 cm x 10 cm
N eficiência = Massa coletada / Massa alimentada.
CORTE 3

64
CORTE 2

65
CORTE 1