uma soluÇÃo para produtividade: troca rÁpida de...
TRANSCRIPT

UMA SOLUÇÃO PARA
PRODUTIVIDADE: TROCA RÁPIDA DE
FERRAMENTAS
MARCELLE ZACARIAS E SILVA (PUCPR)
Leonimer Flavio de Melo (UEL)
O trabalho aborda a aplicação da TRF na melhoria de setup no setor
de impressão e acabamento de uma indústria de embalagens flexíveis.
Primeiramente foi realizada filmagem do setup de cada setor, e através
do vídeo separado as atividades innternas, externas e movimentação
com seus respectivos tempos de operação. Nessa primeira análise
foram encontradas somente atividades internas e movimentação em
ambos os setups. Os valores encontrados foram alimentados em uma
planilha no qual foi feito o cálculo do tempo gasto com setup interno e
o tempo gasto com movimentação. A segunda análise realizada foi a
trasformação de setups internos em externos e eliminação das
movimentações desnecessárias, ou até transformação das mesmas em
atividades externas. Uma nova planilha foi alimentada e calculado os
valores de cada tipo de atividade, interna, externa e movimentação,
demonstrando a melhoria que pode ser alcançada, com a diminuição
do tempo de setup.
Palavras-chaves: Troca rápida de ferramentas, Redução de setup,
Ferramentas Lean.
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
1. Introdução
Segundo Shingo (1996), melhorias no sistema de produção são construídas a partir de novas
idéias e do repensar das noções básicas. Para isso, o passo inicial é entender os conceitos
fundamentais dos sistemas de produção japoneses. O conceito fundamental abordado neste
estudo é o de melhorias nas operações de setup, utilizando o TRF - Troca rápida de
ferramentas.
A TRF foi desenvolvida por Shingo na década de 70 após vários anos de experiências em
empresas japonesas, especialmente na Toyota Motors, onde conseguiu transformar setups de
prensas que consumiam duas horas em três minutos (TUBINO, 1999).
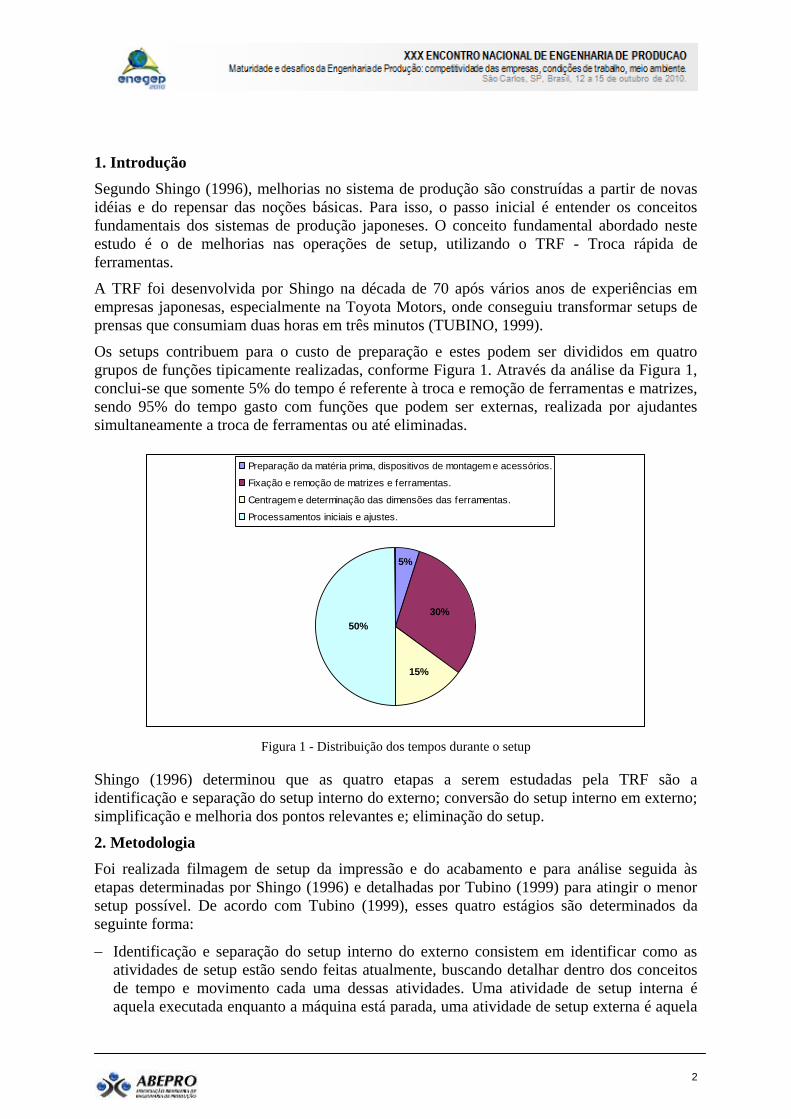
Os setups contribuem para o custo de preparação e estes podem ser divididos em quatro
grupos de funções tipicamente realizadas, conforme Figura 1. Através da análise da Figura 1,
conclui-se que somente 5% do tempo é referente à troca e remoção de ferramentas e matrizes,
sendo 95% do tempo gasto com funções que podem ser externas, realizada por ajudantes
simultaneamente a troca de ferramentas ou até eliminadas.
15%
30%
5%
50%
Preparação da matéria prima, dispositivos de montagem e acessórios.
Fixação e remoção de matrizes e ferramentas.
Centragem e determinação das dimensões das ferramentas.
Processamentos iniciais e ajustes.
Figura 1 - Distribuição dos tempos durante o setup
Shingo (1996) determinou que as quatro etapas a serem estudadas pela TRF são a
identificação e separação do setup interno do externo; conversão do setup interno em externo;
simplificação e melhoria dos pontos relevantes e; eliminação do setup.
2. Metodologia
Foi realizada filmagem de setup da impressão e do acabamento e para análise seguida às
etapas determinadas por Shingo (1996) e detalhadas por Tubino (1999) para atingir o menor
setup possível. De acordo com Tubino (1999), esses quatro estágios são determinados da
seguinte forma:
Identificação e separação do setup interno do externo consistem em identificar como as
atividades de setup estão sendo feitas atualmente, buscando detalhar dentro dos conceitos
de tempo e movimento cada uma dessas atividades. Uma atividade de setup interna é
aquela executada enquanto a máquina está parada, uma atividade de setup externa é aquela

3
executada enquanto a máquina está operando e uma atividade desnecessária é a que não faz
parte das atividades necessárias para a realização do setup da máquina e que erroneamente
está sendo realizada. As perdas por movimentação relacionam-se aos movimentos
desnecessários realizados pelos operadores na execução de uma operação (GHINATO,
1996). A análise da movimentação deve ser bastante elaborada, pois pode definir
mudanças de layout, melhoria nos treinamentos ou troca de responsabilidades;
Converter o setup interno em externo, eliminadas as desnecessárias, analisa-se as internas
para comprovar se realmente tem de ser feitas com a máquina parada, ou se não existe
alternativa que permite transferi-la, total ou parcialmente, para atividade externa;
Simplificar e melhorar os pontos relevantes consiste em analisar detalhadamente cada uma
das atividades buscando facilitar e acelerar essas atividades. Alguns métodos são propostos
por Shingo (1996): usar operações paralelas; usar sistemas de colocações finitas, empregar
fixadores rápidos e eliminar a tentativa e erro;
Eliminar o setup é o objetivo final do TRF, deve-se responder a pergunta “como produzir
itens diferentes sem promover setups?”. A resposta para essa pergunta pode ser a
modificação no projeto do produto, a produção focalizada em células ou a produção de
peças em grupos.
3. Estudo e resultados
3.1 Análise do cenário atual e definição de melhorias
Para o setor de impressão, os seguintes dados foram obtidos através da análise da filmagem
do setup:
Neste 1º estágio concluiu-se que somente existe setup interno e movimentação,
comprovando a necessidade do estudo de melhoria, devido às atividades que podem ser
externas e estão sendo feitas com a máquina parada. O tempo total de setup foi de 1 hora,
26 minutos e 26 segundos, sendo o tempo de realização das atividades internas 1 hora, 13
minutos e 52 segundos e movimentação de 12 minutos e 34 segundos. Considerando a
média mensal de 124 setups, o resultado é de 178 horas, 37 minutos e 44 segundos de
setup por mês, ou seja, 35,48 % do total de horas trabalhadas e 25 horas, 58 minutos e 16
segundos de movimentação, ou seja, 5,16% do tempo total de horas trabalhadas e
considerando a velocidade média do ser humano, 2,22 m/s, a distância percorrida em um
mês é de 207,56 km;
A transformação de setup interno e movimentação em setup externo mostram que o tempo
pode ser reduzido para 1 hora, 11 minutos e 23 segundos, consistindo em uma melhoria de
17,41%. Sendo 1 hora, 7 minutos e 8 segundos setup interno e 4 minutos e 15 segundos de
movimentação. O tempo restante, 15 minutos e 3 segundos foram transformados em setup
externo;
Após a realização do estudo da filmagem, foi feita reunião com os líderes de produção e
todos os operadores do setor para discutir melhorias do setup interno e da organização do
setor, a fim de facilitar e reduzir o tempo de start e ajustes durante a produção. Na reunião
foram levantadas as seguintes necessidades:
a) Organização do setor e das ferramentas utilizadas;
b) Melhoria no manípulo de aperto da faca Doctor Blade que é utilizada para raspar o
excesso de tinta no cilindro cerâmico;
c) Ajuste da medida do manípulo de aproximação do carro de impressão e melhoria no cabo
do manípulo;

4
d) Compra de rolamentos, travas e alinhadores utilizados nos eixos dos cilindros porta-clichê
para que cada cilindro tenha dois conjuntos, evitando a necessidade de fazer a troca
diariamente e danificar os rolamentos;
e) Compra de rodas novas em Nylon para o carro porta cilindros;
f) Verificar a possibilidade de transformar a conexão do eixo do cilindro cerâmico, em
engate rápido;
g) Compra de um cilindro cerâmico 120 linhas;
h) Regravação dos cilindros cerâmicos danificados ou desgastados;
i) Identificação dos cilindros cerâmicos que estão em uso na máquina;
j) Identificação das capas dos cilindros porta-clichê e cerâmico;
k) Determinação de local para armazenagem de cada cilindro, facilitando a busca para o
setup;
l) Alinhamento da 2º coluna de impressão da impressora II;
m) Ajuste dos clichês em relação ao perímetro do cilindro porta-clichê, para evitar a
dificuldade do ajuste do registro durante o setup;
n) Aumento do curso da talha da impressora II, para facilitar a troca dos cilindros cerâmico e
porta-clichê;
o) Elaboração de modelo e posterior aquisição de suporte do stretch, sendo disponibilizado
uma bobina para cada máquina;
p) Elaboração de modelo e aquisição de carro que contenha a quantidade de peças
necessárias para o próximo setup, entre elas, bandeja, Doctor Blade e bomba elétrica.
No último estágio em que é focada a eliminação do setup, conclui-se que a eliminação
100%, neste caso, é inviável. Portanto a melhoria pode aumentar com a análise constante
de novas tecnologias que possam ser implementadas, melhor capacitação e treinamento dos
operadores, modificações no processo e melhor definição dos parâmetros a serem
utilizados de acordo com cada produto, sendo o próximo passo deste trabalho.
Para o setor de acabamento, os seguintes dados foram obtidos através da análise da filmagem
do setup:
Neste 1º estágio concluiu-se que somente existe setup interno e movimentação,
comprovando a necessidade do estudo de melhoria, devido às atividades que podem ser
externas e estão sendo feitas com a máquina parada. O tempo total de setup foi de 2 horas,
37 minutos e 46 segundos, sendo o tempo de realização das atividades internas 2 horas e
28 minutos e movimentação de 09 minutos e 46 segundos. Considerando a média mensal
de 58 setups, o resultado é de 152 horas, 30 minutos e 28 segundos de setup por mês, ou
seja, 30,29 % do total de horas trabalhadas e 9 horas, 26 minutos e 28 segundos de
movimentação, ou seja, 1,87% do tempo total de horas trabalhadas e considerando a
velocidade média do ser humano, 2,22 m/s, à distância percorrida em um mês é de 75,45
km;
A transformação de setup interno e movimentação em setup externo mostram que o tempo
de setup pode ser reduzido para 1 hora, 59 minutos e 34 segundos, consistindo em uma
melhoria de 24,21%. Sendo 1 hora, 58 minutos e 49 segundos setup interno e 45 segundos
movimentação. O tempo restante, 38 minutos e 12 segundos foram transformados em setup
externo;
Após a realização do estudo da filmagem, foi feito uma reunião com os líderes de produção
do setor para discutir melhorias do setup interno e da organização do setor, a fim de
facilitar e reduzir o tempo de start e ajustes durante a produção. Na reunião foram
5
levantadas as seguintes necessidades:
q) Retífica das roscas do suporte de matriz, determinação da comunicação dos responsáveis
da necessidade do conserto e inclusão do suporte de matriz como item de verificação na
preventiva;
r) Elaboração e aquisição de carro para transporte da matriz da sala de montagem até a
máquina e vice-versa de forma que dê para elevar a matriz horizontalmente para
colocação na mesa de montagem ou no cabeçote da máquina. Com esse equipamento
atendem-se as exigências ergonômicas e evita a possível ocorrência da queda da matriz
enquanto está sendo colocada ou tirada da mesa ou máquina;
s) Realização de acordo entre multifuncionais e líderes para que seja feita a organização das
bobinas nos pallets de acordo com a ordem de produção, evitando que bobinas que serão
usadas posteriormente dificultem o acesso as que serão utilizadas no momento;
t) Elaboração de modelo e posterior aquisição de suporte do stretch, sendo disponibilizada
uma bobina a cada duas máquinas;
u) Elaboração de modelo e aquisição de suporte, um para cada máquina, da bisnaga de azul
de metileno utilizado no teste de selagem evitando que a bisnaga tombe e derrame o
líquido;
v) Elaboração de modelo e aquisição de suportes, um para cada máquina, das castanhas
utilizadas para evitar a deformação do tubo da bobina no desbobinador;
w) Aquisição de suporte de dupla face utilizada para colagem dos clichês numéricos no
carimbador;
x) Troca da fita dupla face por uma mais resistente, pois ocorre da emenda da troca de
bobina soltar e prejudicar o setup devido à dificuldade de passar o material pelos rolos da
máquina;
y) Identificação dos lados da faca, disponibilização de planilha de controle em cada máquina
e orientação dos líderes quanto ao momento de giro ou troca da faca e conseqüentemente
registro na planilha;
z) Revisão dos procedimentos de treinamento dos operadores para definir melhor seqüência
de setup e monitoramento do aprendizado.
No último estágio em que é focada a eliminação do setup, conclui-se que a eliminação
100%, neste caso, é inviável. Portanto a melhoria pode aumentar com a análise constante
de novas tecnologias que possam ser implementadas, melhor capacitação e treinamento dos
operadores, modificações no processo e melhor definição dos parâmetros a serem
utilizados de acordo com cada produto, sendo o próximo passo deste trabalho.
3.1.1 Resultados obtidos
Para os itens determinados na reunião do setor de impressão, foram obtidos os seguintes
resultados, respectivos a cada melhoria citada anteriormente:
a) Organização do setor e das ferramentas utilizadas: aquisição de prateleira para
armazenagem de barrica d’água, caneca, baldes de tinta em uso, baldes de tinta para o
próximo setup, viscosímetro e container de solvente (Figura 2) e carro porta ferramentas,
contendo todas as ferramentas utilizadas no setup e durante a produção, além das
vedações e braçadeiras necessárias (Figura 3);

Figura 2 – Prateleira
Figura 3 – Carro porta ferramentas

b) Melhoria no manípulo de aperto da faca Doctor Blade que é utilizada para raspar o
excesso de tinta no cilindro cerâmico: foram realizados testes com terceiro que trabalha na
manutenção dessa peça e também contato com fornecedor, mas não foi possível realização
de modificação que atenda ao esperado. A única opção é a aquisição de novas Doctor
Blades, como o investimento é alto, foi encaminhado para a diretoria executiva analisar e
autorizar ou não a compra;
c) Ajuste da medida do manípulo de aproximação do carro de impressão e melhoria no cabo
do manípulo: Foi realizado ajuste e troca do cabo do manípulo (Figura 4 e Figura 5). A
melhoria foi aprovada pelos operadores;

Figura 4 – Cabo do manípulo
Figura 5 – Ajuste do local de encaixe no carro de
impressão

d) Compra de rolamentos, travas e alinhadores utilizados nos eixos dos cilindros porta-clichê
para que cada cilindro tenha dois conjuntos, evitando a necessidade de fazer a troca
diariamente e danificar os rolamentos: devido ao alto custo das peças, foi elaborado plano
de compra, limitado a R$ 2.000,00 por mês e com necessidade de 10 meses para aquisição
total das peças (Figura 6);
e) Compra de rodízios novos, em Nylon, para o carro porta cilindros;
f) Verificar a possibilidade de transformar a conexão do eixo do cilindro cerâmico, em
engate rápido: realizou-se pesquisa de possíveis engates rápidos não tendo sucesso devido
a este tipo de equipamento não ser divulgado em detalhes e somente comercializado em
novos modelos de impressoras (Figura 7);

Figura 6 – Alinhador, travas e rolamento do eixo do
cilindro porta-clichê
Figura 7 – Exemplo de engate rápido existente em
modelos novos de impressora
g) Compra de um cilindro cerâmico 120 linhas: liberada a gravação para transformação de
cilindro obsoleto em cilindro 120 linhas;
h) Regravação dos cilindros cerâmicos danificados ou desgastados: todos os cilindros
desgastados ou danificados estão sendo recuperados periodicamente;
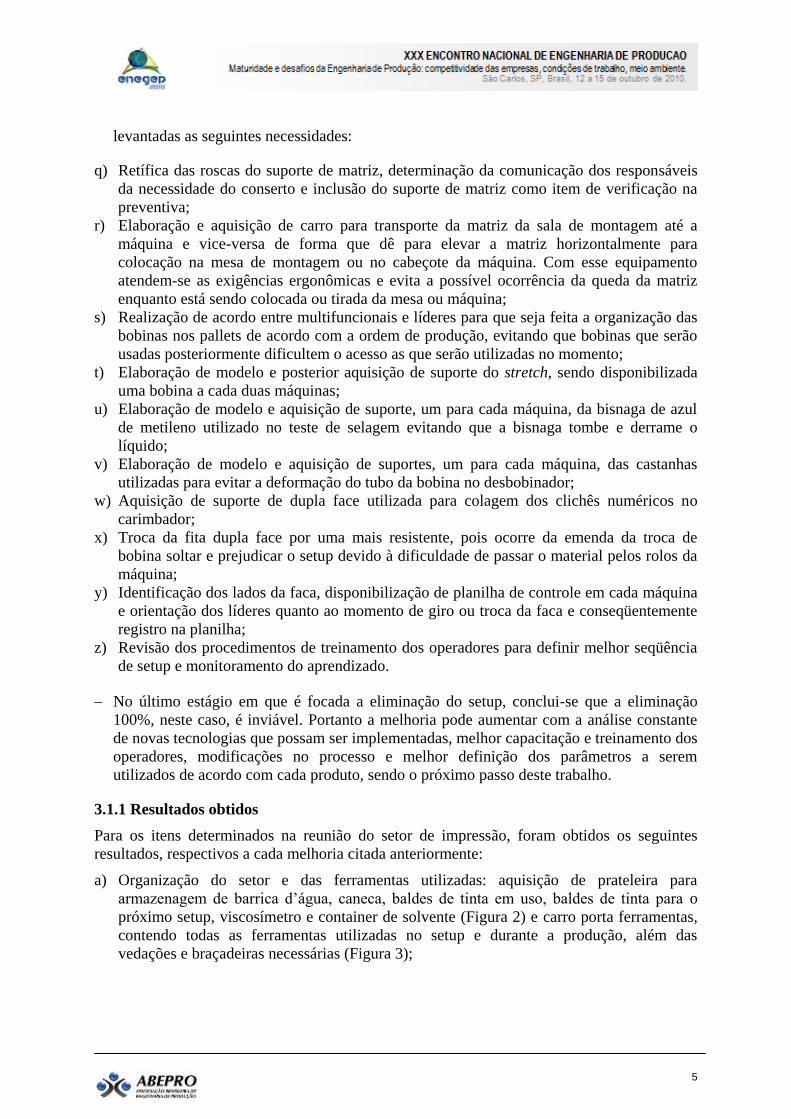
i) Identificação dos cilindros cerâmicos que estão em uso na máquina: conforme Figura 8
observa-se que a identificação foi feita através de portas-folha magnético colocado em
cada máquina e delimitada cada coluna;
Figura 8 –Etiquetas dos cilindros cerâmicos em uso na máquina
j) Identificação das capas dos cilindros porta-clichê e cerâmico: de acordo com a Figura 9 e
Figura 10, as capas foram identificadas com o perímetro do porta-clichê e com a linhagem
do cerâmico;

Figura 9 – Identificação capa cilindro porta-clichê
Figura 10 – Identificação capa cilindro cerâmico
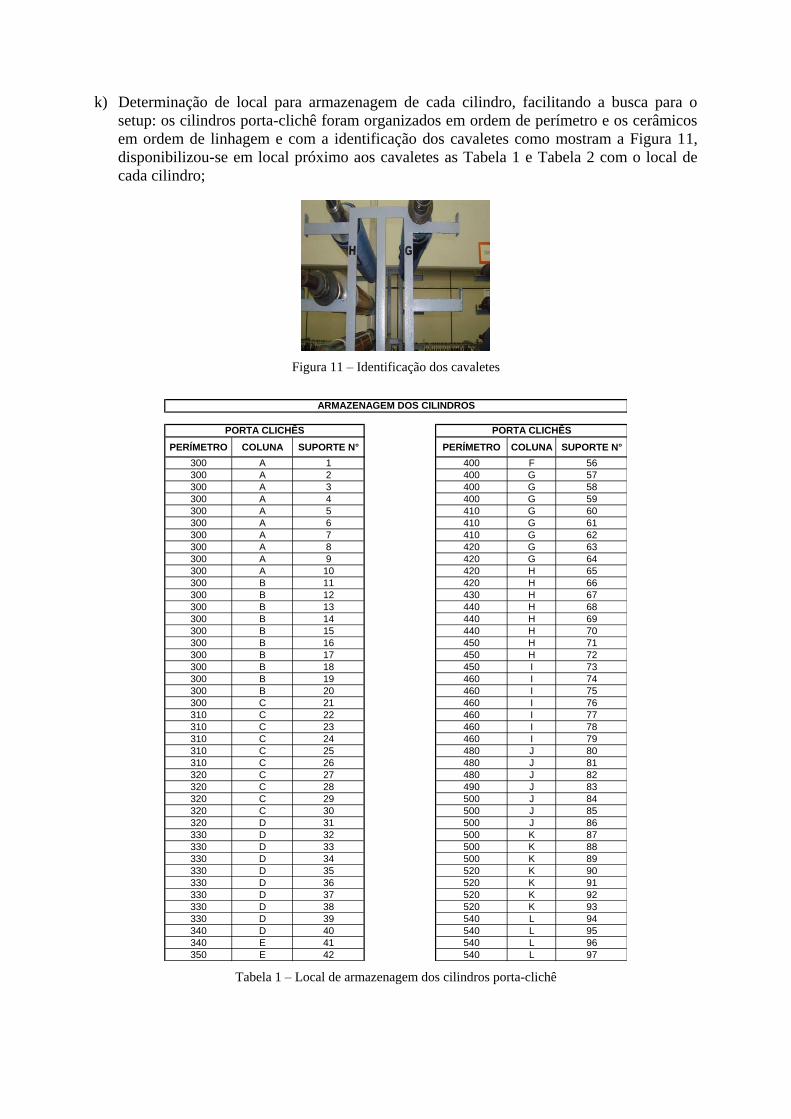
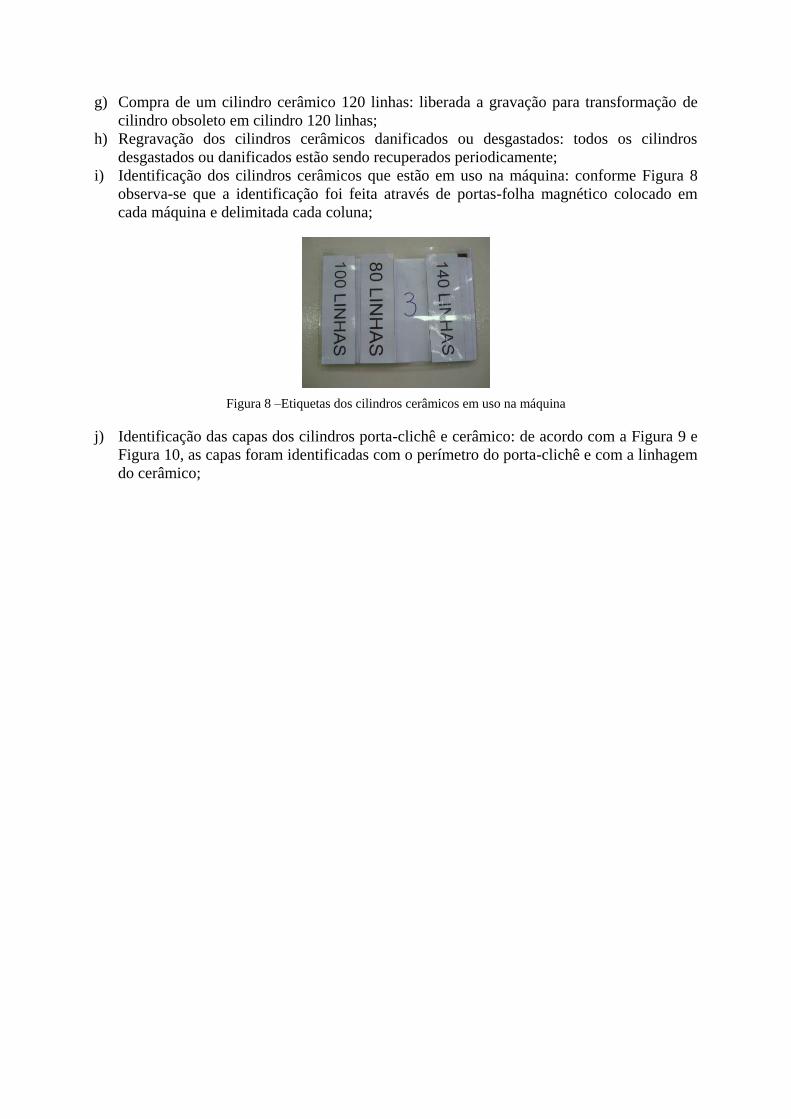
k) Determinação de local para armazenagem de cada cilindro, facilitando a busca para o
setup: os cilindros porta-clichê foram organizados em ordem de perímetro e os cerâmicos
em ordem de linhagem e com a identificação dos cavaletes como mostram a Figura 11,
disponibilizou-se em local próximo aos cavaletes as Tabela 1 e Tabela 2 com o local de
cada cilindro;
Figura 11 – Identificação dos cavaletes
PERÍMETRO COLUNA SUPORTE N° PERÍMETRO COLUNA SUPORTE N°
300 A 1 400 F 56
300 A 2 400 G 57
300 A 3 400 G 58
300 A 4 400 G 59
300 A 5 410 G 60
300 A 6 410 G 61
300 A 7 410 G 62
300 A 8 420 G 63
300 A 9 420 G 64
300 A 10 420 H 65
300 B 11 420 H 66
300 B 12 430 H 67
300 B 13 440 H 68
300 B 14 440 H 69
300 B 15 440 H 70
300 B 16 450 H 71
300 B 17 450 H 72
300 B 18 450 I 73
300 B 19 460 I 74
300 B 20 460 I 75
300 C 21 460 I 76
310 C 22 460 I 77
310 C 23 460 I 78
310 C 24 460 I 79
310 C 25 480 J 80
310 C 26 480 J 81
320 C 27 480 J 82
320 C 28 490 J 83
320 C 29 500 J 84
320 C 30 500 J 85
320 D 31 500 J 86
330 D 32 500 K 87
330 D 33 500 K 88
330 D 34 500 K 89
330 D 35 520 K 90
330 D 36 520 K 91
330 D 37 520 K 92
330 D 38 520 K 93
330 D 39 540 L 94
340 D 40 540 L 95
340 E 41 540 L 96
350 E 42 540 L 97
ARMAZENAGEM DOS CILINDROS
PORTA CLICHÊS PORTA CLICHÊS
Tabela 1 – Local de armazenagem dos cilindros porta-clichê
14
LINHAGEM COLUNA SUPORTE N°
60 O 122
60 O 123
80 O 124
90 P 125
90 P 126
100 P 127
140 P 128
140 P 129
140 P 130
200 P 131
240 P 132
ANILOX
Tabela 2 – Local de armazenagem dos cilindros cerâmico
l) Alinhamento da 2º coluna de impressão da impressora II: esta ação não foi possível
devido a não existência deste tipo de manutenção. Informação cedida pelo fabricante da
máquina, portanto evita-se ao máximo a necessidade de utilização desta coluna;
m) Ajuste dos clichês em relação ao perímetro do cilindro porta-clichê, para evitar a
dificuldade do ajuste do registro durante o setup: conforme se faz necessário a gravação
de novos clichês por causa de desgaste ou mudança de arte, os mesmos são adaptados ao
perímetro do cilindro;
n) Aumento do curso da talha da impressora II, para facilitar a troca dos cilindros cerâmicos
e porta-clichê: foi realizada a extensão da talha de acordo com o tamanho determinado
pelos operados como sendo o suficiente (Figura 12);
Figura 12 – Extensão da barra de percurso da talha
o) Elaboração de modelo e posterior aquisição de suporte do stretch, sendo disponibilizada
uma bobina para cada máquina: foram encomendados 2 suportes de stretch;
p) Elaboração de modelo e aquisição de carro que contenha a quantidade de peças
necessárias para o próximo setup, entre elas, bandeja, Doctor Blade e bomba elétrica: o
modelo e suas medidas já foram elaborados e encaminhados os desenhos técnicos para
orçamento.
Para os itens determinados na reunião com os líderes do setor de acabamento, foram obtidos
os seguintes resultados, respectivos a cada melhoria citada anteriormente:
q) Retífica das roscas do suporte de matriz, determinação da comunicação dos responsáveis
da necessidade do conserto e inclusão do suporte de matriz como item de verificação na
preventiva: a retífica das roscas está sendo feita de dois em dois suportes, a comunicação
já faz parte da rotina e o suporte já está na lista de itens a serem verificados na preventiva;

15
r) Elaboração e aquisição de carro para transporte da matriz da sala de montagem até a
máquina e vice-versa de forma que dê para elevar a matriz horizontalmente para
colocação na mesa de montagem ou no cabeçote da máquina. Com esse equipamento
atendem-se as exigências ergonômicas e evita a possível ocorrência da queda da matriz
enquanto está sendo colocada ou tirada da mesa ou máquina: o modelo já foi definido,
bem como suas medidas para que o operador tenha capacidade de levantar 35 kg, máximo
de peso das matrizes, através de uma alavanca e encaminhado desenho técnico para
orçamento;
s) Realização de acordo entre multifuncionais e líderes para que seja feita a organização das
bobinas nos pallets conforme a ordem de produção, evitando que bobinas que serão
usadas posteriormente dificultem o acesso as que serão utilizadas no momento: foi
realizada reunião entre multifuncionais e líderes e sempre que possível, no início de cada
turno, eles realizam a organização das bobinas de forma a facilitar o acesso;
t) Elaboração de modelo e posterior aquisição de suporte do stretch, sendo disponibilizada
uma bobina a cada duas máquinas: foram encomendados 4 suportes de stretch e colocados
ergonomicamente nas vigas das talhas que ficam próximas dos desbobinadores das
máquinas, como mostra a Figura 13;
u) Elaboração de modelo e aquisição de suporte, um para cada máquina, da bisnaga de azul
de metileno utilizado no teste de selagem evitando que a bisnaga tombe e derrame o
líquido: estes suportes já foram adquiridos e instalados, atendendo a necessidade do setor
(Figura 14);

Figura 13 – Suporte de stretch
Figura 14 – Suporte da bisnaga de azul de metileno

v) Elaboração de modelo e aquisição de suportes, um para cada máquina, das castanhas
utilizadas para evitar a deformação do tubo da bobina no desbobinador: os suportes das
castanhas foram encomendados, bem como mais castanhas para ter o suficiente de um par
para cada máquina;
w) Aquisição de suporte de dupla face utilizada para colagem dos clichês no carimbador: esta
peça foi encomendada e seu objetivo é facilitar o acesso a esta fita que anteriormente
ficava na clicheria, local um pouco distante do setor;
x) Troca da fita dupla face por uma mais resistente, pois ocorre da emenda da troca de
bobina soltar e prejudicar o setup devido à dificuldade de passar o material pelos rolos da
máquina: foi feito contato, através do responsável pelo setor de compras, com o
fornecedor da fita, mas o mesmo diz não ter outra fita mais resistente a não ser a utilizada
para colagem dos clichês. Como o custo desta fita é muito elevado, não justifica seu uso
para emendas;
y) Identificação dos lados da faca, disponibilização de planilha de controle em cada máquina
e orientação dos líderes quanto ao momento de giro ou troca da faca e conseqüentemente
registro na planilha (Tabela 3): as facas foram todas identificadas com o uso do lápis
elétrico, a planilha já foi colocada em todas as máquinas e o preenchimento e giro ou troca
das facas está sendo feito conforme orientado;
CÓDIGO DATA ASSINATURA CÓDIGO 1 CÓDIGO 2 CÓDIGO 3 CÓDIGO 4 CÓDIGO 5 DATA ASSINATURA
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
___/___/___ ___/___/___
FACA
CONTROLE FACAS E NOTCH P 750 IX
NOTCH
Tabela 3 – Controle de giro e troca das facas
z) Revisão dos procedimentos de treinamento dos operadores para definir melhor seqüência
de setup e monitoramento do aprendizado: a revisão dos procedimentos de treinamento foi
realizada em ação conjunto dos líderes e coordenadores da produção com o setor de
recursos humanos e a eficácia será avaliada assim que for contratado novo operador e
utilizado a nova metodologia e monitoramento.
4. Conclusão
Com o estudo realizado seguindo as etapas de Shingo (1996) pode-se detalhar cada atividade
do setup e assim aperfeiçoá-las individualmente, buscando o melhor resultado possível no
18
final do processo, para que haja redução do setup. Muitas necessidades foram identificadas,
mas no momento de tratar cada uma das ações, verificou-se a dificuldade existente devido à
falta de informações, investimento alto, resistência dos operadores quanto à mudança de
procedimentos e manutenção da organização do local, bem como a realização dos registros
necessários. Fez-se importante detalhar o que pode beneficiar os operadores com cada uma
das ações, para que colaborassem o máximo possível. Não obstante os obstáculos
encontrados, os resultados obtidos foram satisfatórios, comprovando assim a eficácia do
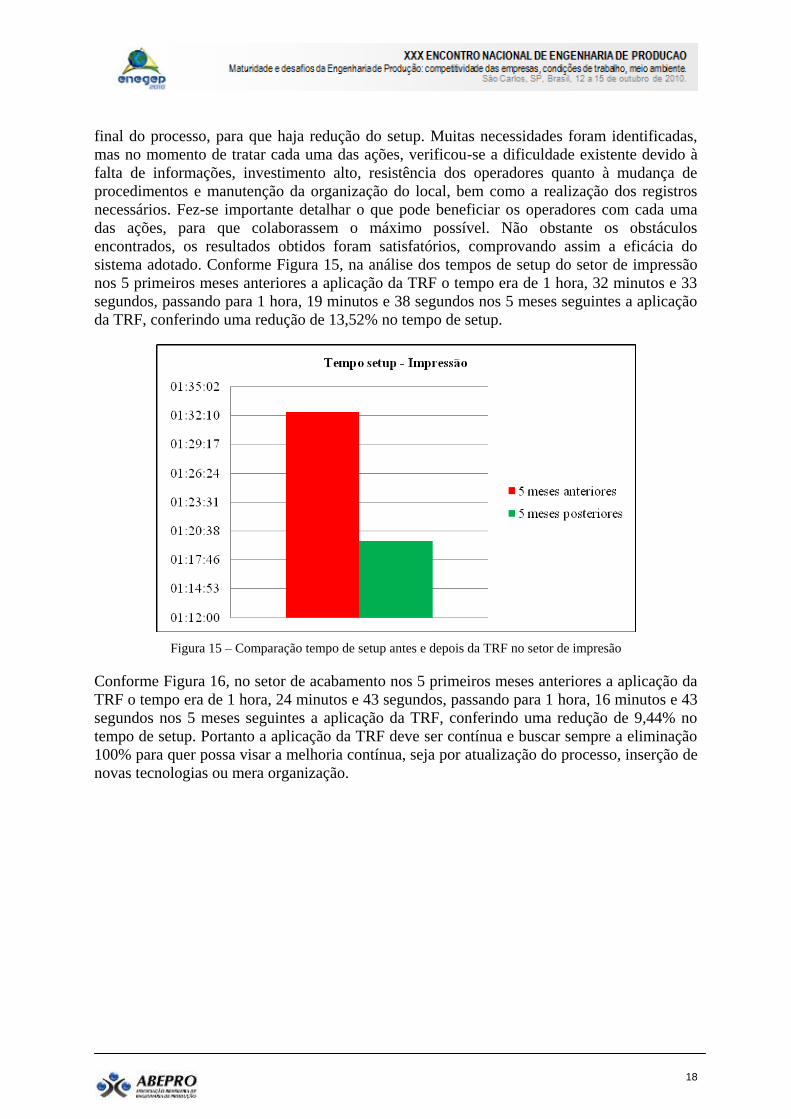
sistema adotado. Conforme Figura 15, na análise dos tempos de setup do setor de impressão
nos 5 primeiros meses anteriores a aplicação da TRF o tempo era de 1 hora, 32 minutos e 33
segundos, passando para 1 hora, 19 minutos e 38 segundos nos 5 meses seguintes a aplicação
da TRF, conferindo uma redução de 13,52% no tempo de setup.
Figura 15 – Comparação tempo de setup antes e depois da TRF no setor de impresão
Conforme Figura 16, no setor de acabamento nos 5 primeiros meses anteriores a aplicação da
TRF o tempo era de 1 hora, 24 minutos e 43 segundos, passando para 1 hora, 16 minutos e 43
segundos nos 5 meses seguintes a aplicação da TRF, conferindo uma redução de 9,44% no
tempo de setup. Portanto a aplicação da TRF deve ser contínua e buscar sempre a eliminação
100% para quer possa visar a melhoria contínua, seja por atualização do processo, inserção de
novas tecnologias ou mera organização.

19
Figura 16 – Comparação tempo de setup antes e depois da TRF no setor de acabamento
Referências
GHINATO, PAULO. Sistema Toyota de produção: mais do que simplesmente just-in-time. Rio de Janeiro:
EDUCS, 1996.
SHINGO, SHIGEO. Sistemas de produção com estoque zero: o Sistema Shingo para melhorias contínuas.
Porto Alegre: Bookman, 1996.
TUBINO, DALVIO FERRARI. Sistemas de produção: a produtividade no chão de fábrica. Porto Alegre:
Bookman, 1999.