trabalho de conclusão de curso versão -...
TRANSCRIPT
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
HELDER JOSÉ PERES DE OLIVEIRA
LEANDRO AUGUSTO DINIZ ANDRADE
ANÁLISE COMPARATIVA DE PROPRIEDADES MECÂNICAS
ENTRE LIGA DE ALUMÍNIO E COMPÓSITO DE FIBRA DE
CARBONO / RESINA EPÓXI PROCESSADO POR RTM
APLICADOS NA INDÚSTRIA AERONÁUTICA
Lorena
2013

HELDER JOSÉ PERES DE OLIVEIRA
LEANDRO AUGUSTO DINIZ ANDRADE
ANÁLISE COMPARATIVA DE PROPRIEDADES MECÂNICAS
ENTRE LIGA DE ALUMÍNIO E COMPÓSITO DE FIBRA DE
CARBONO / RESINA EPÓXI PROCESSADO POR RTM
APLICADOS NA INDÚSTRIA AERONÁUTICA
Trabalho de Conclusão de Curso apresentado à
Escola de Engenharia de Lorena, Universidade de
São Paulo, como parte dos requisitos para
obtenção do diploma de Graduação em
Engenharia Química.
Área de Concentração: Engenharia de Materiais
Orientador: Prof. MSc. Sérgio Roberto Montoro
Lorena – SP
2013

Autorizamos a reprodução e divulgação total ou parcial deste trabalho, por
qualquer meio convencional ou eletrônico, para fins de estudo e pesquisa,
desde que citada a fonte.
Catalogação da Publicação
Sistema Integrado de Bibliotecas
Escola de Engenharia de Lorena da Universidade de São Paulo
Andrade, Leandro Augusto Diniz.; Oliveira, Helder José Peres de.
Análise comparativa de propriedades mecânicas entre liga de
alumínio e compósito de fibra de carbono / resina epóxi processado
por RTM aplicados na indústria aeronáutica / Leandro Augusto Diniz
Andrade; Helder José Peres de Oliveira ; orientador Sérgio Roberto
Montoro. – Lorena, 2013
73 f.
Trabalho de Conclusão de Curso em Engenharia Química –
Universidade de São Paulo, Escola de Engenharia de Lorena, 2013
1. Moldagem por transferência de resina (RTM). 2. Compósitos fibra
de carbono / resina epóxi. 3. Flexão. 4. Tração.

DEDICATÓRIA
Dedicamos com muito carinho este trabalho
aos nossos pais e à nossa família, os quais
sempre nos apoiaram e incentivaram durante
todo o período acadêmico.
AGRADECIMENTOS
À Deus pelas nossas vidas e pela proteção nos momentos de dificuldade.
À todos os professores e funcionários da Universidade de São Paulo -
Escola de Engenharia de Lorena pelo nosso desenvolvimento intelectual e
pessoal.
Ao nosso orientador Prof. MSc. Sérgio Roberto Montoro pelo apoio durante a
elaboração deste trabalho.
À Universidade Estadual Paulista Júlio de Mesquita Filho – Faculdade de
Engenharia de Guaratinguetá, por ceder os laboratórios e equipamentos
para a realização deste trabalho.
Ao técnico senhor Manoel Francisco dos Santos Filho pelo apoio na
execução dos ensaios realizados ao longo deste trabalho.

EPÍGRAFE
“É muito melhor lançar-se em busca de
conquistas grandiosas, mesmo expondo-se ao
fracasso, do que alinhar-se com os pobres de
espírito, que nem gozam muito nem sofrem
muito, porque vivem numa penumbra cinzenta,
onde não conhecem nem vitória, nem derrota.”
Theodore Roosevelt

RESUMO
ANDRADE, L. A. D.; OLIVEIRA, H. J. P. Análise comparativa de
propriedades mecânicas entre liga de alumínio e compósito de fibra de
carbono / resina epóxi processado por RTM aplicados na indústria
aeronáutica. 2013. 69 f. Trabalho de Conclusão de Curso (Graduação em
Engenharia Química) – Escola de Engenharia de Lorena, Universidade de
São Paulo, Lorena, 2013.
A indústria aeronáutica mantém constantes investimentos no
desenvolvimento de novos materiais, em busca de propriedades como baixa
densidade e baixo custo, mantendo, no entanto, propriedades mecânicas
que atendam as exigências deste ramo de mercado. Neste cenário os
materiais compósitos de alto desempenho apresentam-se como uma
alternativa atraente, e há um crescente interesse em utilizar o processo de
moldagem por transferência de resina (RTM) para produzir esses materiais.
Este processo apresenta vantagens importantes, tais como a produção de
componentes com formas diferentes e complexas, com elevada
repetibilidade e excelente acabamento (externo e interno). O objetivo deste
trabalho é realizar um estudo comparativo entre as propriedades mecânicas
de uma liga de alumínio de aplicação aeronáutica (7050 T74), e 3
compósitos de fibra de carbono / resina epóxi processados por RTM. Em um
primeiro momento os compósitos foram submetidos à análises térmicas, à
inspeção por ultrassom e digestão ácida. Posteriormente, foram realizados
ensaios de flexão e tração para a determinação de suas propriedades
mecânicas. A partir da inspeção por ultrassom verificou-se uma impregnação
satisfatória da resina na fibra de carbono para todos os compósitos. Por
meio das análises térmicas foram determinados os parâmetros de cura da
resina, e as temperaturas de degradação e transição vítrea dos compósitos,
bem como das resinas que os compõe. O ensaio de digestão ácida permitiu
a determinação da fração volumétrica de fibras, as quais atingiram um valor
superior a 50%, atendendo às exigências mínimas para a aplicação no setor

aeronáutico. Por fim os ensaios de flexão e tração demonstraram que os
compósitos processados possuem resistência à flexão e tração adequadas e
compatíveis com as apresentadas pela liga de alumínio 7050 T74, utilizada
como parâmetro de comparação ao longo desse estudo.
Palavras-chave: Moldagem por transferência de resina (RTM). Compósitos
fibra de carbono / resina epóxi. Flexão. Tração.

ABSTRACT
ANDRADE, L. A. D.; OLIVEIRA, H. J. P. Comparative analysis of
mechanical properties between the aluminum alloy and carbon fiber /
epoxy resin composite processed by RTM applied in the aerospace
industry. 2013. 69 p. Course Final Assignment (Graduation in Chemical
Engineering) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2013.
The aerospace industry remains constant investments in the development of
new materials, searching for properties such as low density and low cost,
while maintaining mechanical properties that meet the requirements of this
market sector. In this scenario, high performance composite materials appear
as an attractive alternative, and there is a growing interest in using the
process of resin transfer molding (RTM) to produce these materials. This
process has important advantages, such as the production of components
with different and complex shapes, with high repeatability and excellent
workmanship (external and internal). The objective of this work is to perform
a comparative study of the mechanical properties of an aluminum alloy for
the aeronautics (7050 T74) and 3 carbon fiber / epoxy resin composite
processed by RTM. First of all the composites were subjected to thermal
analysis, C-Scan ultrasonic test and volumetric analysis. Subsequently, tests
of flexure and tensile were performed for the determination of their
mechanical properties. The result of C-Scan ultrasonic test was a satisfactory
impregnation of the resin into the carbon fiber for all composites. Through
thermal analysis parameters such as curing for the resin, degradation
temperature and the glass transition temperature of the composites and the
resins were determined. The volumetric analysis allowed the determination of
fiber volume fraction, which reached a value higher than 50 %, meeting the
minimum requirements for the application in the aeronautical sector. Finally
the flexure and tensile tests showed that the composites have appropriate

and consistent flexure and tensile properties with those made by aluminum
alloy 7050 T74, used as a benchmark throughout this study.
Keywords: Resin transfer molding (RTM), Carbon fiber / epoxy resin
composite. Flexure. Tensile.
LISTA DE FIGURAS
Figura 1 - Estrutura molecular da poliacrilonitrila (PAN) .............................. 19
Figura 2 - Figura 2 – Tipos de tecidos de fibra de carbono .......................... 20
Figura 3 - Figura 3 – Esquema do processo de moldagem por transferência
de resina (RTM) ........................................................................................... 22
Figura 4 - Sistema RTM pronto para processamento .................................. 29
Figura 5 - Fluxograma simplificado do processo RTM ................................. 30
Figura 6 - Equipamento de análise acústica ultrassom C-Scan, MATEC,
modelo PSS-600 .......................................................................................... 32
Figura 7 - Dimensões do corpo de prova para o ensaio de flexão de acordo
com a norma ASTM D790 ............................................................................ 34
Figura 8 - Equipamento universal de ensaio de flexão, Shimadzu®, modelo
AG-X ............................................................................................................ 34
Figura 9 - Equipamento universal de ensaio de tração, Instron®, modelo
8801 ............................................................................................................. 35
Figura 10 - Gráfico da viscosidade x tempo – RL 3135-LV (Polipox®) ......... 36
Figura 11 - Gráfico da viscosidade x tempo – HexFlow® RTM 6 BI-
COMPONENT (Hexcel®) ............................................................................. 37
Figura 12 - Gráfico da viscosidade x tempo – PRISM™ EP2400 (Cytec®) .. 38
Figura 13 - Curva DSC dinâmica – RL 3135-LV (Polipox®).......................... 39
Figura 14 - Curva DSC isoterma 60ºC – RL 3135-LV (Polipox®) ................. 40
Figura 15 - Curva DSC amostra da resina curada – RL 3135-LV (Polipox®) 41
Figura 16 - Curva DSC dinâmica – PRISM™ EP2400 (Cytec®) ................... 41
Figura 17 - Curva DSC isoterma 180ºC – PRISM™ EP2400 (Cytec®) ........ 42
Figura 18 - Curva DSC amostra da resina curada – PRISM™ EP2400
(Cytec®) ........................................................................................................ 43
Figura 19 - Curva TGA – RL 3135-LV (Polipox®) ......................................... 44

Figura 20 - Curva TGA – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) ... 45
Figura 21 - Curva TGA – PRISM™ EP2400 (Cytec®) ................................. 46
Figura 22 - Curva DMA – RL 3135-LV (Polipox®) ........................................ 47
Figura 23 - Curva DMA – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) .. 48
Figura 24 - Curva DMA – PRISM™ EP2400 (Cytec®) ................................. 49
Figura 25 - Curva DSC – laminado 1 ........................................................... 50
Figura 26 - Curva DSC – laminado 3 ........................................................... 50
Figura 27 - Curva TGA – laminado 1 ........................................................... 51
Figura 28 - Curva TGA – laminado 2 ........................................................... 52
Figura 29 - Curva TGA – laminado 3 ........................................................... 53
Figura 30 - Curva DMA – laminado 1 ........................................................... 54
Figura 31 - Curva DMA – laminado 2 .......................................................... 55
Figura 32 - Curva DMA – laminado 3 .......................................................... 56
Figura 33 - Escala de cores de referência (software MUSI32 – MATEC) .... 57
Figura 34 - Análise acústica C-Scan (laminado 1) ....................................... 57
Figura 35 - Análise acústica C-Scan (laminado 2) ....................................... 58
Figura 36 - Análise acústica C-Scan (laminado 3) ....................................... 59
Figura 37 - Gráfico do ensaio de flexão (laminado 1) .................................. 62
Figura 38 - Gráfico do ensaio de flexão (laminado 2) .................................. 63
Figura 39 - Gráfico do ensaio de flexão (laminado 3) .................................. 64
Figura 40 - Gráfico do ensaio de tração (laminado 2) .................................. 66
Figura 41 - Gráfico do ensaio de tração (laminado 3) .................................. 67
LISTA DE TABELAS
Tabela 1 - Classificação das fibras quando ao módulo de elasticidade ....... 20
Tabela 2 - Composição das laminados ........................................................ 24
Tabela 3 - Propriedades das resinas ........................................................... 25
Tabela 4 - Especificação da liga 7050 T74 (MIL-A-22771D) ........................ 26
Tabela 5 - Parâmetros de injeção das resinas ............................................. 31
Tabela 6 - Parâmetros utilizados nos cálculos de digestão ácida ................ 60
Figura 7 - Resultados da digestão ácida ...................................................... 61
Figura 8 - Resultados ensaio de flexão (laminado 1) ................................... 62
Tabela 9 - Resultados ensaio de flexão (laminado 2) .................................. 63
Tabela 10 - Resultados ensaio de flexão (laminado 3) ................................ 64
Tabela 11 - Resultados ensaio de tração (laminado 2) ................................ 66
Tabela 12 - Resultados ensaio de tração (laminado 3) ................................ 67

SUMÁRIO
1. INTRODUÇÃO ......................................................................................... 15
2. REVISÃO BIBLIOGRÁFICA .................................................................... 17
2.1. Materiais Compósitos ........................................................................ 17
2.2. Resina epóxi ...................................................................................... 18
2.3. Fibra de carbono ................................................................................ 19
2.4. Processo RTM ................................................................................... 21
3. MATERIAIS E MÉTODOS ....................................................................... 24
3.1. Materiais ............................................................................................ 24
3.1.1. Resina epóxi ................................................................................ 24
3.1.2. Fibra de carbono ......................................................................... 25
3.1.3. Liga de alumínio .......................................................................... 26
3.2. Métodos ............................................................................................. 27
3.2.1. Viscosimetria da resina epóxi ...................................................... 27
3.2.2. Calorimetria exploratória diferencial (DSC) ................................. 27
3.2.3. Termogravimetria (TGA) .............................................................. 28
3.2.4. Análise dinâmico-mecânica (DMA) .............................................. 28
3.2.5. Processamento dos compósitos via RTM .................................... 28
3.2.6. Análises térmicas dos compósitos ............................................... 31
3.2.7. Análise acústica ultrassom C-Scan ............................................. 32
3.2.8. Digestão ácida ............................................................................. 32
3.2.9. Ensaio de Flexão ......................................................................... 33
3.2.10. Ensaio de Tração....................................................................... 35

4 RESULTADOS E DISCUSSÕES .............................................................. 36
4.1. Viscosimetria...................................................................................... 36
4.1.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1 ................... 36
4.1.2. Resina epóxi – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) –
laminado 2 ............................................................................................. 37
4.1.3. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3 ............ 38
4.2. Calorimetria exploratória diferencial (DSC) ........................................ 39
4.2.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1 ................... 39
4.2.2. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3 ............ 41
4.3. Termogravimetria (TGA) .................................................................... 43
4.3.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1 ................... 43
4.3.2. Resina epóxi – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) –
laminado 2 ............................................................................................. 44
4.3.3. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3 ............ 45
4.4. Análise dinâmico-mecânica (DMA) .................................................... 46
4.4.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1 ................... 46
4.4.2. Resina epóxi – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) –
laminado 2 ............................................................................................. 47
4.4.3. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3 ............ 48
4.5. Análises térmicas dos compósitos ..................................................... 49
4.5.1. Calorimetria exploratória diferencial – laminado 1 ....................... 49
4.5.2. Calorimetria exploratória diferencial – laminado 3 ....................... 50
4.5.3. Termogravimetria (TGA) – laminado 1 ........................................ 51
4.5.4. Termogravimetria (TGA) – laminado 2 ........................................ 52
4.5.5. Termogravimetria (TGA) – laminado 3 ........................................ 53
4.5.6. Análise dinâmico-mecânica (DMA) – laminado 1 ........................ 54
4.5.7. Análise dinâmico-mecânica (DMA) – laminado 2 ........................ 55
4.5.8. Análise dinâmico-mecânica (DMA) – laminado 3 ........................ 56
4.6. Análise acústica por ultrassom C-Scan ............................................. 57
4.7. Digestão ácida ................................................................................... 60
4.8. Ensaio de flexão ................................................................................ 61
4.9. Ensaio de tração ................................................................................ 65
5. CONCLUSÃO .......................................................................................... 69
6. REFERÊNCIAS BIBLIOGRÁFICAS ........................................................ 70

15
1. INTRODUÇÃO
Ao longo dos anos a indústria aeronáutica tem utilizado metais, como
ligas de alumínio, para compor a estrutura das aeronaves. Porém esse
cenário está sendo modificado gradativamente com o surgimento dos
materiais compósitos, que por sua vez apresentam-se como uma alternativa
atraente, uma vez que possuem características como menor custo, menor
massa específica mantendo, no entanto, valores de resistência mecânica
compatíveis com as necessidades desse segmento de mercado. Outra
característica atrativa dos materiais compósitos é a sua baixa reatividade
química (resistência à corrosão), o que proporciona uma ampla aplicação em
ambientes quimicamente agressivos como: exposição à umidade, vento, sol
ou oscilações térmicas (WIEBECK; HARADA, 2005).
Na indústria aeronáutica a substituição de ligas metálicas por
materiais compósitos confere ao produto vantagens, tais como: redução do
peso das aeronaves, o que proporciona um menor consumo de combustível,
reduzindo assim seu custo operacional e quantidade de manutenções, uma
vez que os materiais compósitos são mais resistentes à fadiga e corrosão do
que ligas metálicas, e redução do impacto ambiental devido ao aumento da
vida útil das aeronaves. Em contrapartida, a implementação dos materiais
compósitos na indústria aeronáutica encontra como barreiras: custos de
manufatura, qualificação, certificação e as necessidades de mudanças na
infraestrutura de produção do material existente, enquanto que as ligas de
alumínio possuem baixo custo de fabricação, baixo risco de substituição e a
não necessidade de substituição dos meios de produção (SHIINO, 2011).
Uma alternativa interessante para substituir os processos mais
tradicionais de fabricação de compósitos é o processo RTM (Resin Transfer
Moulding), já que ele opera com um sistema de injeção em molde fechado, o
que garante um ciclo curto de processamento quando comparado a outros
processos. Além disso, essa técnica produz componentes de alta qualidade

16
com grande repetibilidade e excelente acabamento final (REZENDE et al.,
2001; LEVY; PARDINI, 2006).
Este trabalho tem como objetivo propor uma alternativa para substituir
a aplicação de ligas de alumínio no setor aeronáutico, por um compósito de
fibra de carbono/resina epóxi processado via RTM, por meio da comparação
de suas propriedades mecânicas.

17
2. REVISÃO BIBLIOGRÁFICA
2.1. Materiais Compósitos
O interesse demonstrado pela indústria aeronáutica no uso dos
compósitos tem crescido ao longo dos anos, principalmente por conta das
melhores propriedades específicas desses materiais. (WIEBECK; HARADA,
2005).
Os compósitos são formados pela união de dois ou mais materiais
com o objetivo de se obter um novo material com propriedades resultantes
da sinergia das propriedades de seus componentes, produzindo um sistema
de características únicas (CALLISTER, 2006). Os materiais compósitos
poliméricos são constituídos por uma fase contínua polimérica e reforçada
por uma fase descontínua, que se agregam físico-quimicamente após um
processo de crosslinking polimérico (cura) (WIEBECK; HARADA, 2005).
Um fator importante na escolha da melhor combinação entre uma
fibra e matriz é um elevado valor de força de adesão entre matriz e fibra,
porque isto confere ao material uma boa capacidade de transmissão de
tensão da matriz à fibra (WIEBECK; HARADA, 2005). A introdução do
reforço na matriz pode causar mudanças em todas as suas propriedades. É
importante considerar as variações microestruturais com a presença do
reforço, visto que podem ser geradas tensões residuais devido à contração
térmica diferencial durante a manufatura. Adicionalmente, deve-se
considerar as combinações de propriedades dos diferentes sistemas
oferecidos como matrizes potenciais ou reforços, de acordo com um mapa
de propriedades (HULL; CLYNE, 1996).
Os materiais compósitos possuem como desvantagem a
susceptibilidade a danos, o que os deixa vulneráveis aos efeitos ambientais
como temperatura, umidade, radiação ultravioleta, aumentando assim a
degradação de suas propriedades físicas. (SHIINO, 2011). Além disso,

18
apesar do extraordinário progresso que os compósitos têm feito no setor de
infraestrutura e engenharia nos últimos anos, permanecem ainda alguns
desafios tecnológicos, como: o desenvolvimento de métodos de testes
menos onerosos, mas sofisticados; um ferramental econômico e preciso,
bem como considerações ambientais para sua aplicação e para atender às
exigências mecânicas adequadas ao uso desses materiais (WIEBECK;
HARADA, 2005).
2.2. Resina epóxi
A fase matriz do compósito possui algumas funções como: unir e
transmitir a tensão para as fibras; proteger as fibras de danos superficiais
provenientes de abrasão mecânica e reações químicas com o meio
ambiente; evitar a propagação de trincas de fibra para fibra agindo como
barreira à propagação de fissuras (WIEBECK; HARADA, 2005).
As resinas epóxi têm sido amplamente utilizadas nas indústrias
aeronáutica e espacial por manterem suas propriedades, tais como altos
módulos de elasticidade e resistência mecânica, mesmo quando submetidas
à altas temperaturas (JANG; SHIN, 1995). Por possuírem além das
características anteriormente mencionadas, excelente resistência química,
propriedades elétricas, boa compatibilidade com vários substratos no
aspecto adesão, bem como fácil processabilidade, as resinas epóxi
constituem-se como uma alternativa interessante para a aplicação como
matrizes em compósitos de alto desempenho no processo RTM (KUMAR, et
al., 2002). São obtidas por meio de reações de condensação, e tem como
característica principal a presença de anéis epóxi (grupos constituídos por
um átomo de oxigênio ligado a dois átomos de carbono), formando uma
estrutura cíclica, que ao reagir com um agente reticulante adequado, ou
agente de cura, forma uma estrutura molecular tridimensional (MILANESE,
2012).

19
Os agentes de cura mais utilizados em reações de condensação são:
aminas alifáticas, aminas aromáticas, aminas cicloalifáticas, aminas
primárias, anidridos e amidoaminas, os quais podem influenciar algumas
propriedades das resinas, tais como brilho, dureza, elasticidade, resistência
ao impacto e velocidade de reação (RESEPOX, 2013).
Ao longo dos anos, muitas companhias estão desenvolvendo
sistemas epoxídicos para serem utilizados no processo RTM, objetivando a
produção de componentes estruturais aeronáuticos (HEXCEL, 2013).
2.3. Fibra de carbono
Na estrutura dos compósitos são as fibras que determinam as
características de carregamento, tais como a resistência mecânica e a
dureza. Com o advento das fibras de carbono, foi possível alcançar o
desempenho esperado para aplicação dos materiais compósitos
principalmente na indústria aeronáutica (ENGINEERED MATERIALS
HANDBOOK, 1987). Dentre as características mais importantes desse tipo
de fibra destacam-se: sua tecnologia, que apesar de complexa é mais
simples se comparado ao método de obtenção de fibras avançadas, bem
como excelentes propriedades mecânicas e físicas para a aplicação em
componentes estruturais (HASIM; NIHAT, 2002).
O termo fibra de carbono refere-se a filamentos que possuem de 5 a
10 µm de diâmetro e cuja composição é de 90% de carbono, obtido por meio
da pirólise da poliacrilonitrila (PAN) (WIEBECK; HARADA, 2005).
Figura 1 – Estrutura molecular da poliacrilonitrila (PAN)

20
Para a produção de compósitos, as fibras são empregadas sob a
forma de tecidos ou fitas unidirecionais, os quais são geralmente utilizados
pré-impregnados (prepregs) com resina epóxi. A utilização de prepregs além
de apresentar custos elevados também apresenta limitações quanto à
complexidade geométrica do produto de interesse. Por estes motivos que no
processo de RTM se utiliza tecidos secos e não pré-impregnados (SHIINO,
2011). As fibras de carbono podem ser classificadas quanto ao seu módulo
de elasticidade, podendo variar entre Ultra-alto módulo (UHM), Alto módulo
(HM), Módulo intermediário (IM) e Baixo módulo (LM) conforme mostrado na
tabela 1 (SHIINO, 2011):
Tabela 1 – Classificação das fibras quando ao módulo de elasticidade
Classificação Módulo de elasticidade (GPa)
Ultra-alto módulo (UHM) > 500
Alto módulo (HM) 300 – 500
Módulo intermediário (IM) < 300
Baixo módulo (BM) < 100
Já os tipos de tecidos são classificados em: Plain Weave, Leno
Weave, T will Weave, Satin Weave, Mock Leno Weave e Basket Weave, e
são compostos de cabos, que por sua vez são constituídos de 200 a 24000
filamentos de fibras (NETO; PARDINI, 2006), conforme figura 2:
Figura 2 – Tipos de tecidos de fibra de carbono (Adaptado de CANDIDO, 2000)

21
2.4. Processo RTM
Acredita-se que efetivamente o processo RTM ou moldagem por
transferência de resina tenha sido desenvolvido nos anos 80 para aplicações
gerais, seguidas de pequenas aplicações aeronáuticas, embora haja
registros de sua utilização pela marinha americana na década de 40 na
produção de barcos de fibra de vidro/matriz de poliéster, moldados por meio
do método de injeção a vácuo. Nesta época essa técnica não era eficiente
na fabricação de peças para aplicações aeronáuticas por não apresentar a
qualidade necessária. No entanto, a partir da década de 50 começaram a
surgir patentes relacionadas à fabricação de peças moldadas por meio da
injeção de resina por pressão, garantindo o total preenchimento do molde
(POTTER, 1999).
O processo RTM é considerado um dos métodos mais eficientes e
atrativos para a produção de compósitos avançados de matrizes poliméricas
reforçadas com fibras (ANTONUCCI et al., 2000). Por apresentar um baixo
custo efetivo para a produção de componentes de compósito em larga
escala, e por produzir compósitos de alta qualidade com excelentes
propriedades mecânicas e um curto ciclo de tempo, quando comparado com
os demais processos, há um considerável aumento do interesse pelo
processo RTM ao longo dos anos (HILLERMEIER; SEFERIS, 2001).
O processo RTM consiste na injeção sob pressão, da resina pré-
polimerizada de baixa viscosidade no molde sob pressões moderadas, onde
o reforço seco, em forma de manta ou tecido está posicionado com formato
e orientação definidos (NETO; PARDINI, 2006). Frequentemente utilizam-se
bombas de vácuo ligadas ao respiro para garantir o aumento do fluxo de
resina (CAIRNS et al., 1999). O posicionamento e a permeabilidade do
reforço são considerados fatores críticos e podem causar desvios no fluxo
de resina no momento de sua injeção, portanto a medida de resistência ao
fluxo e o posicionamento do reforço devem ser avaliados para que a etapa
de injeção da resina no molde seja otimizada (LAWRENCE et al., 2002;

22
NETO; PARDINI, 2006). Além disso, se a pressão de injeção for muito baixa,
o tempo do ciclo de produção será muito elevado e a resina poderá curar
antes do total preenchimento do molde. E, se a viscosidade da resina for
muito baixa aliada à elevada pressão, o fluxo passará por todo o molde, mas
a resina não molhará os fios do reforço individualmente (ALVES, 2006).
O molde fechado (macho e fêmea) é então aquecido para que ocorra
a completa polimerização da resina, fase denominada ciclo de cura. Vale
mencionar que em um primeiro momento o aumento da temperatura diminui
a viscosidade da resina, porém a viscosidade aumenta a partir do início da
reação de cura (POTTER, 1999). Essa etapa é considerada o estágio mais
crítico e caro do processo, pois desvios como variações na espessura do
reforço podem causar gradientes de temperatura, que geram variações no
grau de cura, introduzindo tensões residuais na peça (HULL; CLYNE, 1996).
O processo está representado esquematicamente na figura 3:
Figura 3 – Esquema do processo de moldagem por transferência de resina (RTM)
(Adaptado de SCHMACHTENBERG et al. 2005)

23
Essa técnica tem como principais vantagens a produção de
componentes com formas diferentes e complexas, com elevada
repetibilidade (produção em larga escala), excelente acabamento interno e
externo e principalmente a baixa emissão de voláteis, uma vez que durante
todo o processo de cura o molde encontra-se fechado e à vácuo (NETO;
PARDINI, 2006).
Como desvantagens do processo RTM pode-se citar a dificuldade
para projetar moldes com entradas e saídas adequadamente posicionadas
para prevenir falhas de preenchimento, além da possibilidade de
deslocamento do reforço durante a injeção da resina (MILANESE, 2012).
Outro ponto de atenção em relação a essa técnica é a formação de vazios
nos laminados, fato que pode ser associado à impregnação incompleta da
fibra pela matriz, resultando em retenção de ar no interior dos filamentos e
liberação de substâncias voláteis presentes nos componentes da formulação
da matriz, que ocorre na etapa de polimerização, o que diminui a resistência
estática e a vida em fadiga dos laminados (GIOVEDI et al., 2004;
COSTA et al., 2001).
24
3. MATERIAIS E MÉTODOS
3.1. Materiais
Para o desenvolvimento desse trabalho foram processadas por meio
do método RTM, 3 laminados de material compósito utilizando 3 resinas
epóxi diferentes como matriz, e 3 tecidos de fibra de carbono diferentes
como reforço, conforme as combinações mostradas na tabela 2:
Tabela 2 – Composição dos laminados
Laminado Fibra de Carbono Resina Epóxi
1 HexForce™ AGP198-P (Hexcel®) RL 3135-LV (Polipox®)
2 G0926 D 1304 INJ E01 2F (Hexcel®) HexFlow® RTM 6 BI-COMPONENT (Hexcel®)
3 Saertex® + Hexcel® IM7 GP
(Hexcel®) PRISM™ EP2400 (Cytec®)
3.1.1. Resina epóxi
Para a laminado 1 foi utilizada uma resina epóxi bicomponente de
baixa viscosidade produzida em território nacional (Polipox® Indústria e
Comércio LTDA). Trata-se de um sistema composto por resina epóxi
modificada livre de solventes e endurecedor com adulto de amina ciclo
alifática na proporção 70-30%. A mistura apresenta cura a frio resultando em
um polímero termorrígido.
Para a laminado 2 foi utilizada a resina epóxi bicomponente
HexFlow® RTM 6 BI-COMPONENT produzida pela Hexcel®. De acordo com
o boletim técnico, a resina apresenta uma temperatura de transição vítrea
(Tg) (a partir do módulo de armazenamento) em torno de 183ºC livre de
25
umidade e de 167ºC no estado úmido. O processo de cura deve ser
realizado, segundo o fabricante, a uma temperatura de 165ºC por um
período de aproximadamente 1,5 horas (90 minutos).
Para a laminado 3 foi utilizada a resina epóxi monocomponente
PRISM™ EP2400 produzida pela Cytec® Engineered Materials. Trata-se de
uma resina líquida tenacificada que permite um processo simples e flexível
com tolerância ao dano, requisito exigido para compósitos aplicados em
estruturas primárias. De acordo com o boletim técnico, a resina apresenta
uma temperatura de transição vítrea (Tg) (a partir do módulo de
armazenamento) em torno de 179ºC livre de umidade e de 163ºC no estado
úmido. O processo de cura deve ser realizado, segundo o fabricante, a
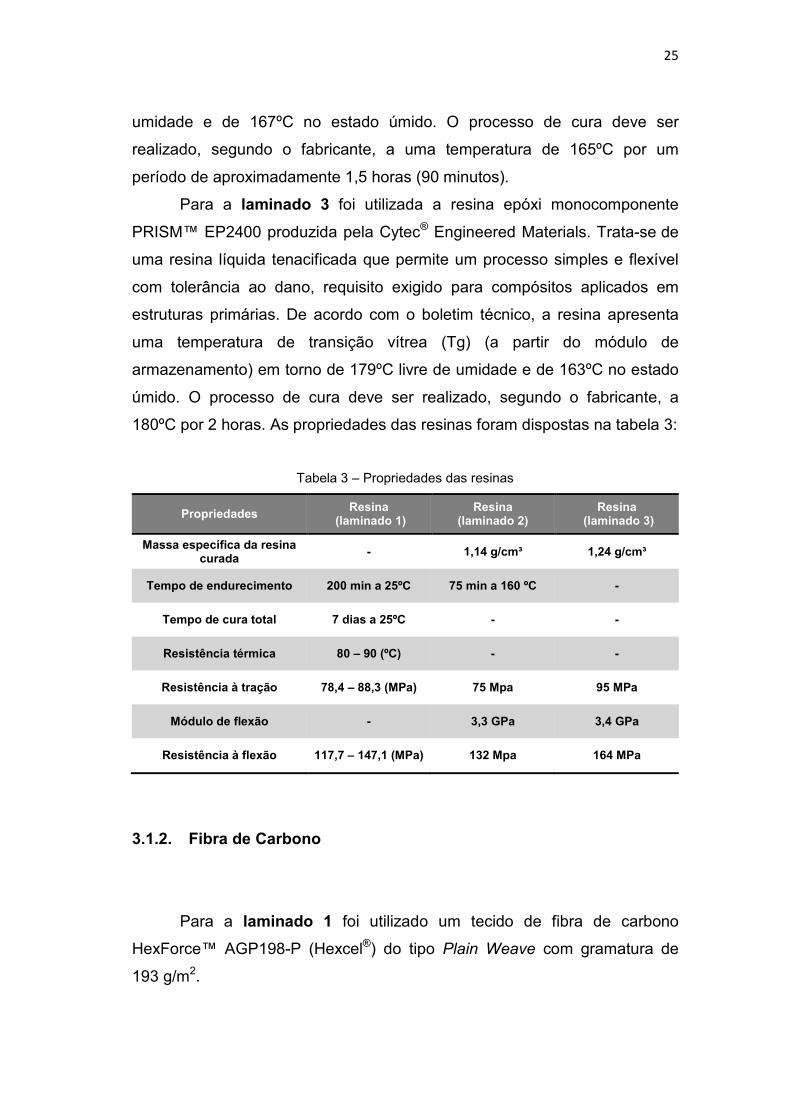
180ºC por 2 horas. As propriedades das resinas foram dispostas na tabela 3:
Tabela 3 – Propriedades das resinas
Propriedades Resina
(laminado 1) Resina
(laminado 2) Resina
(laminado 3)
Massa específica da resina curada
- 1,14 g/cm³ 1,24 g/cm³
Tempo de endurecimento 200 min a 25ºC 75 min a 160 ºC -
Tempo de cura total 7 dias a 25ºC - -
Resistência térmica 80 – 90 (ºC) - -
Resistência à tração 78,4 – 88,3 (MPa) 75 Mpa 95 MPa
Módulo de flexão - 3,3 GPa 3,4 GPa
Resistência à flexão 117,7 – 147,1 (MPa) 132 Mpa 164 MPa
3.1.2. Fibra de Carbono
Para a laminado 1 foi utilizado um tecido de fibra de carbono
HexForce™ AGP198-P (Hexcel®) do tipo Plain Weave com gramatura de
193 g/m2.

26
Para a laminado 2 foi utilizado um tecido de fibra de carbono G0926
D 1304 INJ E01 2F (HexCel®) do tipo Satin Weave com gramatura de
391 g/m2.
Para a laminado 3 foi utilizado um tecido biaxial da empresa Saertex®
com fibra de carbono Hexcel® IM7 GP (Hexcel®) do tipo quadriaxial com
gramatura de 410 g/m2.
3.1.3. Liga de alumínio
Para a realização deste trabalho, levou-se em consideração o
comportamento mecânico da liga de alumínio 7050 T74 como parâmetro a
ser comparado aos resultados obtidos nos ensaios mecânicos dos
laminados processados.
Esta liga é utilizada em estruturas primárias de aeronaves, pois
possui alta resistência mecânica e alta resistência à corrosão sob tensão.
Vale ressaltar que estruturas primárias são aquelas que garantem a rigidez
de sua forma, bem como a integridade de sua estrutura quando submetida a
esforços e que, se falharem, colocam em risco a operação da aeronave.
As especificações desta liga seguem a norma
MIL-A-22771D (MIL-A-22771D, 1984), as quais estão representadas na
tabela 4:
Tabela 4 – Especificação da liga 7050 T74 (MIL-A-22771D)
Liga Espessura (mm) Resistência à tração ( MPa)
Deformação (%)
7050 T74 Até 50,4 496,42 7

27
3.2. Métodos
Os métodos utilizados para a caracterização das matérias primas e
dos laminados processados no decorrer deste trabalho foram descritos neste
capítulo.
3.2.1. Viscosimetria da resina epóxi
As viscosidades das resinas epóxi utilizadas neste trabalho foram
determinadas por meio de um viscosímetro Brookfield, modelo DV-II + PRO
– RV, utilizando um fuso tipo SC4-27 e volume de amostragem de 10 mL.
Esse equipamento possui cilindros coaxiais e mede a viscosidade por
meio do torque gerado pela resistência do fluido no qual o fuso está imerso.
3.2.2. Calorimetria exploratória diferencial (DSC)
A determinação da temperatura de transição vítrea das resinas
empregadas nesse trabalho foi realizada utilizando-se um equipamento
Seiko, Modelo 6220 SII Nanotechnology em célula de alumínio e atmosfera
inerte de nitrogênio.
O fluxo de gás utilizado foi de 20 mL/min com razão de aquecimento de
20ºC/min em amostras de aproximadamente 10 mg, conforme estabelece a
norma ASTM D3418.

28
3.2.3. Termogravimetria (TGA)
A fim de estabelecer a temperatura de degradação térmica das
resinas empregadas nesse trabalho, bem como seus estágios de
degradação foi realizada uma análise termogravimétrica utilizando-se um
equipamento modelo TG/DTA 6200 SII da Nano Technology Inc., com fluxo
de nitrogênio de 100 mL/min, razão de aquecimento de 10ºC/min, e
temperatura na faixa de 24-900ºC, conforme estabelece a norma
ASTM E2550.
3.2.4. Análise dinâmico-mecânica (DMA)
As resinas empregadas neste trabalho foram submetidas a uma
análise dinâmico-mecânica, que por sua vez foi realizada em um
equipamento modelo DMA 6100 SII da Nano Technology Inc., com fluxo de
nitrogênio de 100 mL/min, razão de aquecimento de 5ºC/min e temperatura
na faixa de 25-140ºC.
As análises foram realizadas na frequência de 1 Hz. Todos os
parâmetros foram determinados de acordo com a norma ASTM D4065.
3.2.5. Processamento dos compósitos via RTM
Os laminados foram processados de forma semelhante em um
equipamento Radius 2100cc RTM Injector instalado no Laboratório de
Processamento de Compósitos do Departamento de Materiais e Tecnologia
da UNESP Guaratinguetá (Faculdade de Engenharia de Guaratinguetá).
Este equipamento possui um sistema de injeção e pressão controlados.
A resina é colocada em um cilindro que poss
acionamento pneumático e é transferida ao molde
carbono encontra-se previamente fixada)
(seringa) conectada a um sistema de
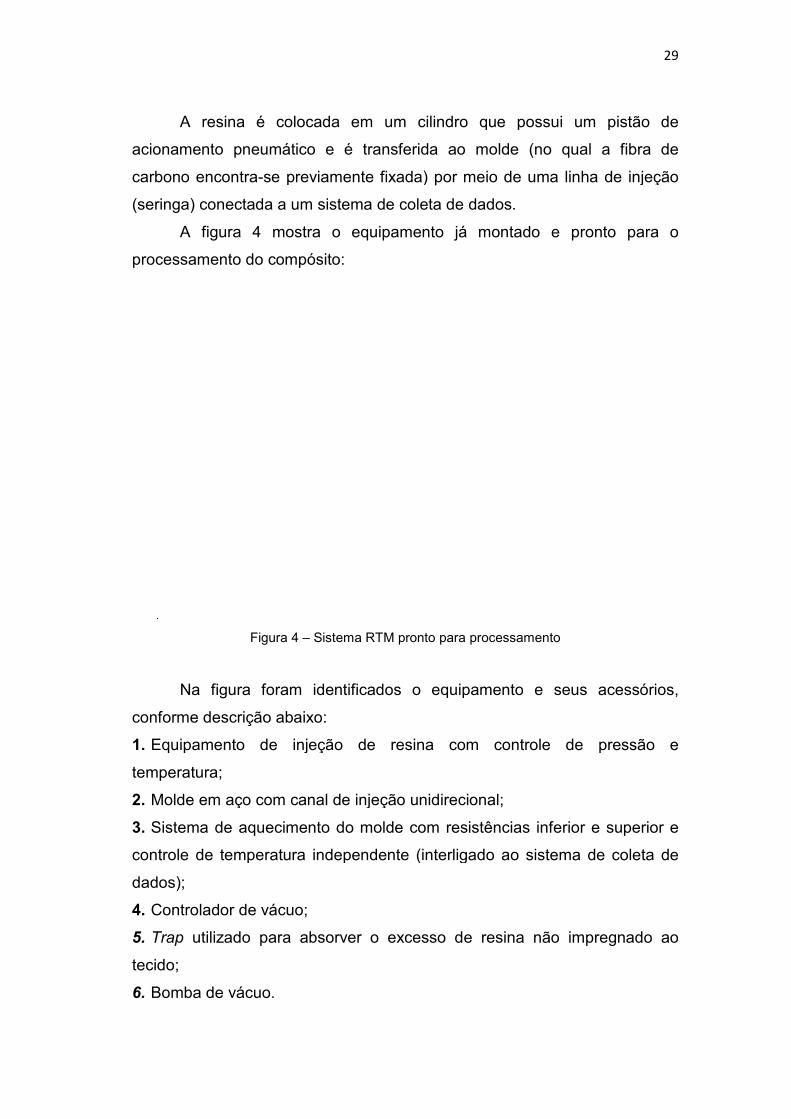
A figura 4 mostra
processamento do compósito:
Figura
Na figura foram identificados o equipamento e seus acessórios,
conforme descrição abaixo:
1. Equipamento de injeção de resina com controle de pressão e
temperatura;
2. Molde em aço com canal de injeção unidirecional;
3. Sistema de aquecimento do molde com resistências inferior e superior e
controle de temperatura independente (interligado ao sistema de coleta de
dados);
4. Controlador de vácuo;
5. Trap utilizado para absorver o e
tecido;
6. Bomba de vácuo.
A resina é colocada em um cilindro que possui um pistão de
acionamento pneumático e é transferida ao molde (no qual a fibra de
se previamente fixada) por meio de uma linha de injeção
(seringa) conectada a um sistema de coleta de dados.
mostra o equipamento já montado e pronto para o
processamento do compósito:
Figura 4 – Sistema RTM pronto para processamento
foram identificados o equipamento e seus acessórios,
conforme descrição abaixo:
Equipamento de injeção de resina com controle de pressão e
Molde em aço com canal de injeção unidirecional;
Sistema de aquecimento do molde com resistências inferior e superior e
controle de temperatura independente (interligado ao sistema de coleta de
Controlador de vácuo;
utilizado para absorver o excesso de resina não impregnado ao
29
ui um pistão de
(no qual a fibra de
de uma linha de injeção
pronto para o
foram identificados o equipamento e seus acessórios,
Equipamento de injeção de resina com controle de pressão e
Sistema de aquecimento do molde com resistências inferior e superior e
controle de temperatura independente (interligado ao sistema de coleta de
não impregnado ao
30
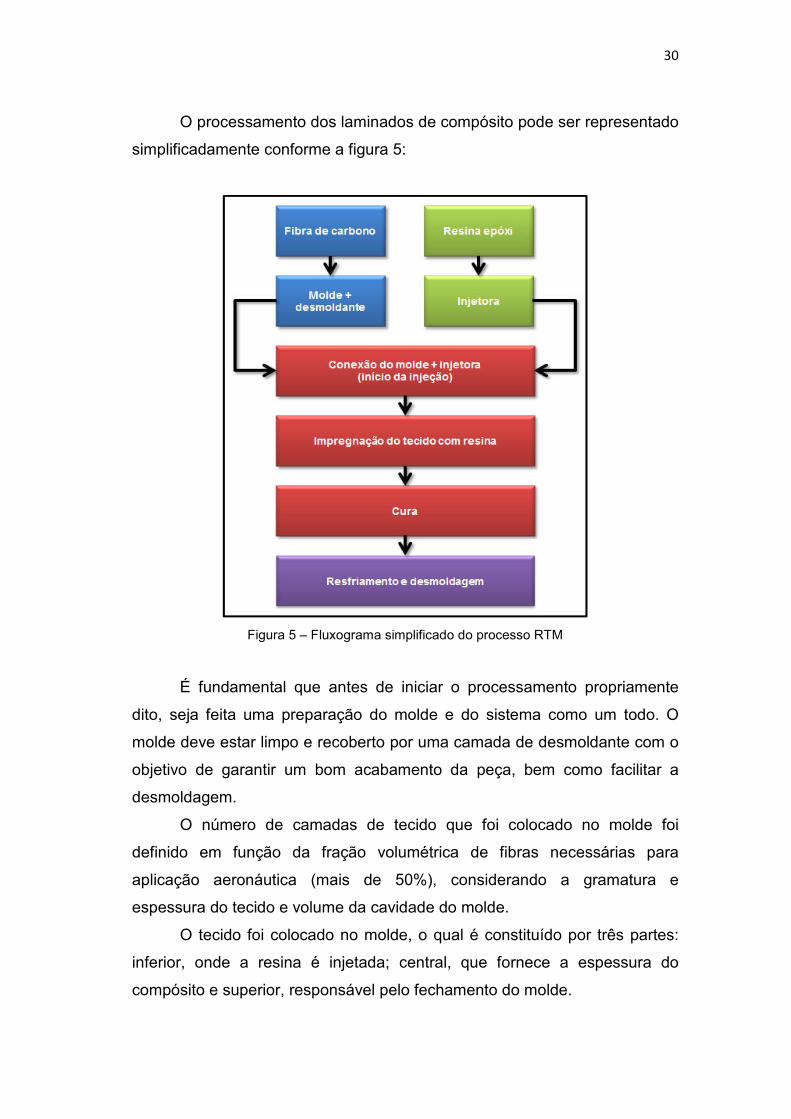
O processamento dos laminados de compósito pode ser representado
simplificadamente conforme a figura 5:
Figura 5 – Fluxograma simplificado do processo RTM
É fundamental que antes de iniciar o processamento propriamente
dito, seja feita uma preparação do molde e do sistema como um todo. O
molde deve estar limpo e recoberto por uma camada de desmoldante com o
objetivo de garantir um bom acabamento da peça, bem como facilitar a
desmoldagem.
O número de camadas de tecido que foi colocado no molde foi
definido em função da fração volumétrica de fibras necessárias para
aplicação aeronáutica (mais de 50%), considerando a gramatura e
espessura do tecido e volume da cavidade do molde.
O tecido foi colocado no molde, o qual é constituído por três partes:
inferior, onde a resina é injetada; central, que fornece a espessura do
compósito e superior, responsável pelo fechamento do molde.

31
A resina foi preparada e inserida dentro do cilindro. A etapa de injeção
de resina dentro do molde seguiu os parâmetros apresentados na tabela 5:
Tabela 5 – Parâmetros de injeção das resinas
Parâmetros de injeção Resina
(laminado 1) Resina
(laminado 2) Resina
(laminado 3)
Temperatura de injeção 30ºC 80-90 (ºC) 100-120 (ºC)
Pressão de injeção 2,5-7,5 (bar) 1,0-3,0 (bar) 2,5-7,5 (bar)
Tempo de injeção ≈ 60 min ≈ 60 min ≈ 60 min
Após o término da injeção o molde foi submetido ao processo de cura
(laminado 1 – temperatura ambiente de aproximadamente 25ºC; laminado 2
– 180ºC e laminado 3 – 150-210ºC), desmoldagem e pós-cura. A espessura
dos laminados obtidos foi de aproximadamente 3,1 mm.
3.2.6. Análises térmicas dos compósitos
Para a caracterização dos laminados foram realizadas as seguintes
análises: dinâmico-mecânica (DMA), calorimetria exploratória diferencial
(DSC) e termogravimetria (TGA), aplicando os mesmos parâmetros já
utilizados para as análises térmicas das resinas epóxi.

32
3.2.7. Análise acústica ultrassom C-Scan
Visando identificar a presença de vazios nos laminados, que por sua
vez podem atuar como concentradores de tensões, foi realizada a inspeção
acústica utilizando o equipamento da MATEC, modelo PSS-600 (figura 6),
por imersão em água, com imagens obtidas pelo software MUSI32
desenvolvido pelo fabricante do equipamento, que por sua vez está instalado
no Laboratório de Processamento de Compósitos do Departamento de
Materiais e Tecnologia da UNESP Guaratinguetá (Faculdade de Engenharia
de Guaratinguetá).
Esse software permite visualizar as atenuações encontradas por meio
de uma escala de cores. Para os dados coletados foram utilizados
transdutores côncavos de frequência 2,5 Hz.
Figura 6 – Equipamento de análise acústica ultrassom C-Scan, MATEC, modelo PSS-600
3.2.8. Digestão ácida
No intuito de determinar as frações volumétricas de fibra e matriz dos
laminados foi realizada a análise de digestão ácida conforme estabelece a

33
norma ASTM D3171-76. A digestão foi realizada em um digestor marca
Marconi, por meio da imersão das amostras previamente pesadas dos três
laminados em ácido sulfúrico concentrado (H2SO4).
O sistema foi aquecido até a temperatura de 250ºC e mantido por um
período de aproximadamente 3 horas. Decorrido esse tempo, o aparelho foi
desligado e fez-se a adição de uma solução de peróxido de hidrogênio
(H2O2) 50% (v/v), promovendo a flutuação das fibras sobre a solução. As
soluções obtidas foram filtradas por meio de um funil de Büchner (sob
vácuo). O resíduo (fibra de carbono) foi lavado três vezes com água
destilada e uma vez com acetona. As fibras foram secas em estufa a 100ºC
por 1 hora e, após esfriar em dessecador por mais 1 hora, foram pesadas
em balança analítica.
3.2.9. Ensaio de flexão
O ensaio de flexão seguiu as recomendações da norma ASTM D790.
Os laminados tinham espessura aproximada de 3,1 mm. Dessa forma a
distância entre os apoios deveria ser calculada multiplicando a espessura
por 16, o que resultou em 49,6 mm. Além disso, para um posicionamento do
corpo de prova na máquina de ensaios, seu comprimento total deveria ser
obtido adicionando 10% da distância dos apoios de cada lado do corpo de
prova, totalizando um comprimento de aproximadamente 59,5 mm. Também
é estabelecido na norma que a largura do corpo de prova deve ser 12,7 mm.
As dimensões do corpo de prova estão representadas na figura 7:

34
Figura 7 – Dimensões do corpo de prova para o ensaio de flexão de acordo com a norma
ASTM D790
Os ensaios foram realizados no equipamento Shimadzu®,
modelo AG-X, instalado no Laboratório de Processamento de Compósitos do
Departamento de Materiais e Tecnologia da UNESP Guaratinguetá
(Faculdade de Engenharia de Guaratinguetá) (figura 8), com uma célula de
carga de 5 kN, velocidade do atuador de 5,0 mm/min e temperatura
ambiente de aproximadamente 25ºC.
Figura 8 – Equipamento universal de ensaio de flexão, Shimadzu®, modelo AG-X

35
3.2.10. Ensaio de tração
Os ensaios foram realizados no equipamento Instron®, modelo 8801,
instalado no Laboratório de Processamento de Compósitos do
Departamento de Materiais e Tecnologia da UNESP Guaratinguetá
(Faculdade de Engenharia de Guaratinguetá), (figura 9), com uma célula de
carga de 100 kN, velocidade do atuador de 5,0 mm/min e temperatura
ambiente de aproximadamente 25ºC.
Foram utilizados cinco corpos de prova para cada laminado e suas
dimensões seguiram as recomendações da norma ASTM D3039.
Figura 9 – Equipamento universal de ensaio de tração, Instron®, modelo 8801

36
4. RESULTADOS E DISCUSSÕES
Este capítulo apresenta os resultados obtidos, bem com as
discussões referentes aos ensaios realizados tanto nas matérias primas
quanto nos laminados processados.
4.1. Viscosimetria
4.1.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1
Foram determinadas as isotermas de viscosidade nas temperaturas
de 26 e 30ºC respectivamente. A escolha dessas isotermas baseou-se nas
recomendações do fabricante, bem como no parâmetro de injeção da resina
utilizado no processamento do laminado. O resultado dessa análise pode ser
verificado na figura 10:
Figura 10 – Gráfico da viscosidade x tempo – RL 3135-LV (Polipox®)

37
Pode-se constatar que o aumento da temperatura diminuiu
consideravelmente a viscosidade da resina, quando comparamos as curvas
das duas isotermas analisadas.
Analisando isoladamente cada isoterma, pode-se verificar que o valor
da viscosidade aumentou gradativamente.
Vale ressaltar que durante o processamento a resina é colocada no
interior do cilindro por 30 minutos, onde é aquecida até a temperatura de
injeção, que nesse caso foi de 30ºC. Sendo assim, pode-se concluir que a
viscosidade da resina durante a etapa de injeção era de aproximadamente
110 mPa.s.
4.1.2. Resina epóxi – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) –
laminado 2
Foram determinadas as isotermas de viscosidade nas temperaturas
de 80 e 90ºC respectivamente. A escolha dessas isotermas baseou-se nas
recomendações do fabricante, bem como no parâmetro de injeção da resina
utilizado no processamento do laminado. O resultado dessa análise pode ser
verificado na figura 11:
Figura 11 – Gráfico da viscosidade x tempo – HexFlow® RTM 6 BI-COMPONENT (Hexcel®)
38
Pode-se constatar que o aumento da temperatura diminuiu
consideravelmente a viscosidade da resina, quando comparamos as curvas
das 2 isotermas analisadas.
Analisando isoladamente cada isoterma, pode-se verificar que a
viscosidade caiu em um primeiro momento, e posteriormente seu valor
permaneceu praticamente constante.
Vale ressaltar que durante o processamento a resina é colocada no
interior do cilindro por 30 minutos, onde é aquecida até a temperatura de
injeção, que nesse caso foi de 80 – 90ºC. Sendo assim, pode-se concluir
que a viscosidade da resina durante a etapa de injeção era de
aproximadamente 80 mPa.s (90ºC) – 130 mPa.s (80ºC).
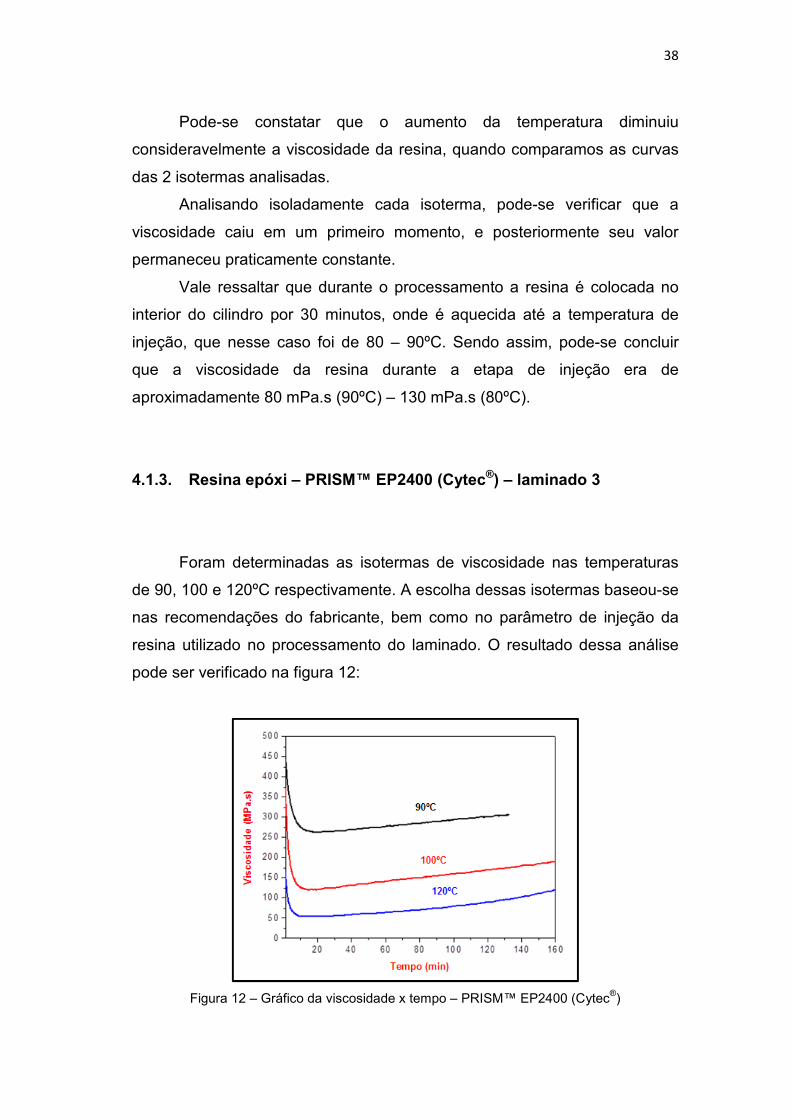
4.1.3. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3
Foram determinadas as isotermas de viscosidade nas temperaturas
de 90, 100 e 120ºC respectivamente. A escolha dessas isotermas baseou-se
nas recomendações do fabricante, bem como no parâmetro de injeção da
resina utilizado no processamento do laminado. O resultado dessa análise
pode ser verificado na figura 12:
Figura 12 – Gráfico da viscosidade x tempo – PRISM™ EP2400 (Cytec®)
39
Pode-se constatar que o aumento da temperatura diminuiu
consideravelmente a viscosidade da resina, quando comparamos as curvas
das 3 isotermas analisadas.
Analisando isoladamente cada isoterma, pode-se verificar que a
viscosidade caiu em um primeiro momento, e posteriormente seu valor
aumentou gradativamente.
Vale ressaltar que durante o processamento a resina é colocada no
interior do cilindro por 30 minutos, onde é aquecida até a temperatura de
injeção, que nesse caso foi de 100 – 120ºC. Sendo assim, pode-se concluir
que a viscosidade da resina durante a etapa de injeção era de
aproximadamente 55 mPa.s (120ºC) – 130 mPa.s (100ºC).
4.2. Calorimetria exploratória diferencial (DSC)
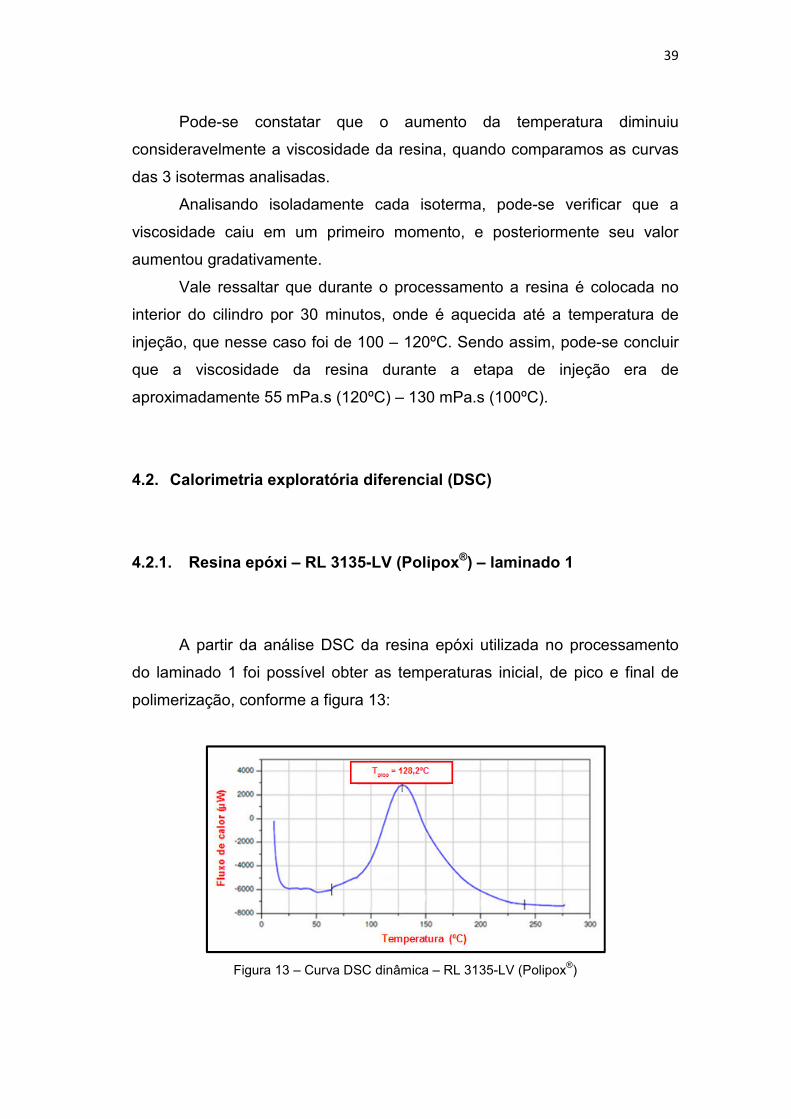
4.2.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1
A partir da análise DSC da resina epóxi utilizada no processamento
do laminado 1 foi possível obter as temperaturas inicial, de pico e final de
polimerização, conforme a figura 13:
Figura 13 – Curva DSC dinâmica – RL 3135-LV (Polipox®)

40
Observa-se que a temperatura inicial de polimerização foi de
aproximadamente 60ºC, a de pico foi de 128,2ºC e a final foi de
aproximadamente 240ºC.
Dentre as temperaturas encontradas, optou-se pela escolha da
temperatura inicial de polimerização (60ºC) como temperatura de cura, pois
utilizando essa temperatura possivelmente o tempo de cura seria maior e,
consequentemente haveria maior eliminação de compostos voláteis.
Com o objetivo de estimar o tempo de cura para a temperatura de
60ºC escolhida foi realizado o estudo isotérmico conforme a figura 14:
Figura 14 – Curva DSC isoterma 60ºC – RL 3135-LV (Polipox®)
A partir do estudo concluiu-se que o tempo de cura para uma
isoterma de 60ºC é de aproximadamente 4 horas.
Sendo assim, uma amostra da resina foi curada em estufa a 60ºC
por 4 horas, e em seguida ela foi submetida a uma nova varredura dinâmica
para a determinação da temperatura de transição vítrea (Tg), conforme a
figura 15:

41
Figura 15 – Curva DSC amostra da resina curada – RL 3135-LV (Polipox®)
A partir da varredura realizada na amostra da resina curada, obteve-
se uma Tg de aproximadamente 50,3ºC.
4.2.2. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3
A partir da análise DSC da resina epóxi utilizada no processamento
do laminado 3 foi possível obter as temperaturas inicial, de pico e final de
polimerização, conforme a figura 16:
Figura 16 – Curva DSC dinâmica – PRISM™ EP2400 (Cytec®)

42
Observa-se que a temperatura inicial de polimerização foi de
aproximadamente 110ºC, a de pico foi de 214,5ºC e a final foi de
aproximadamente 250ºC.
Dentre a faixa de temperatura encontrada, optou-se pela escolha da
temperatura de 180ºC como temperatura de cura, conforme a
recomendação do fabricante.
Com o objetivo de estimar o tempo de cura para a temperatura de
180ºC escolhida foi realizado o estudo isotérmico conforme a figura 17:
Figura 17 – Curva DSC isoterma 180ºC – PRISM™ EP2400 (Cytec®)
A partir do estudo concluiu-se que o tempo de cura para uma isoterma
de 180ºC é de aproximadamente 1,7 horas (100 minutos).
Sendo assim, uma amostra da resina foi curada em estufa a 180ºC
por 1,7 horas (100 minutos), e em seguida ela foi submetida a uma nova
varredura dinâmica para a determinação da temperatura de transição vítrea
(Tg), conforme a figura 18:

43
Figura 18 – Curva DSC amostra da resina curada – PRISM™ EP2400 (Cytec®)
A partir da varredura realizada na amostra da resina curada, obteve-
se uma Tg de aproximadamente 158,6ºC.
4.3. Termogravimetria (TGA)
4.3.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1
A resina foi curada e submetida à análise TGA, de modo a
estabelecer a temperatura de degradação térmica e seus estágios de
degradação. Conforme pode ser visto na figura 19, a temperatura de
degradação é de aproximadamente 135,0ºC. A partir dessa temperatura, as
ligações primárias das cadeias moleculares do polímero começam a
quebrar, causando uma perda de integridade estrutural, tornando-o mais
suscetível a fraturas. A perda de massa ocorre até a temperatura de 600ºC,
quando pode-se verificar uma massa restante de aproximadamente 8% da
massa inicial.

44
Figura 19 – Curva TGA – RL 3135-LV (Polipox®)
4.3.2. Resina epóxi – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) –
laminado 2
A resina foi curada e submetida à análise TGA, de modo a
estabelecer a temperatura de degradação térmica e seus estágios de
degradação. Conforme pode ser visto na figura 20, a temperatura de
degradação é de aproximadamente 353,7ºC. A perda de massa ocorre até a
temperatura de 600ºC, quando pode-se verificar uma massa restante de
aproximadamente 17% da massa inicial.

45
Figura 20 – Curva TGA – HexFlow® RTM 6 BI-COMPONENT (Hexcel®)
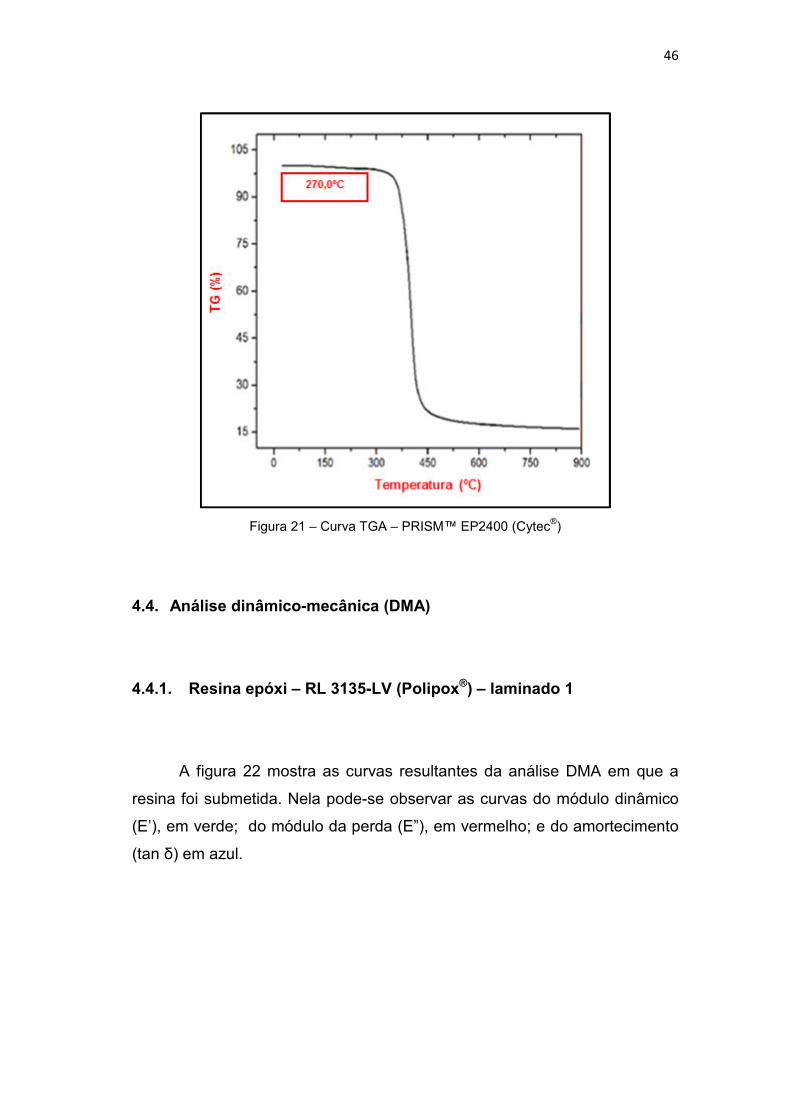
4.3.3. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3
A resina foi curada e submetida à análise TGA, de modo a
estabelecer a temperatura de degradação térmica e seus estágios de
degradação. Conforme pode ser visto na figura 21, a temperatura de
degradação é de aproximadamente 270,0ºC. A perda de massa ocorre até a
temperatura de 600ºC, quando pode-se verificar uma massa restante de
aproximadamente 18% da massa inicial.
46
Figura 21 – Curva TGA – PRISM™ EP2400 (Cytec®)
4.4. Análise dinâmico-mecânica (DMA)
4.4.1. Resina epóxi – RL 3135-LV (Polipox®) – laminado 1
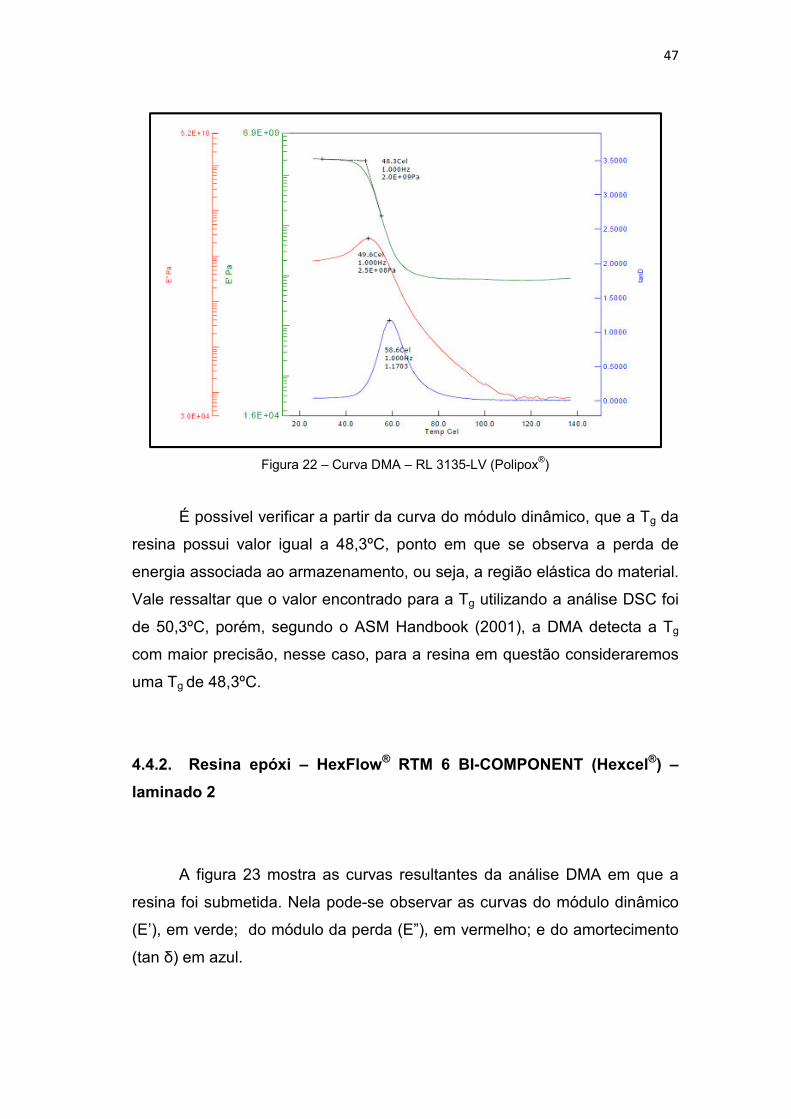
A figura 22 mostra as curvas resultantes da análise DMA em que a
resina foi submetida. Nela pode-se observar as curvas do módulo dinâmico
(E’), em verde; do módulo da perda (E”), em vermelho; e do amortecimento
(tan δ) em azul.
47
Figura 22 – Curva DMA – RL 3135-LV (Polipox®)
É possível verificar a partir da curva do módulo dinâmico, que a Tg da
resina possui valor igual a 48,3ºC, ponto em que se observa a perda de
energia associada ao armazenamento, ou seja, a região elástica do material.
Vale ressaltar que o valor encontrado para a Tg utilizando a análise DSC foi
de 50,3ºC, porém, segundo o ASM Handbook (2001), a DMA detecta a Tg
com maior precisão, nesse caso, para a resina em questão consideraremos
uma Tg de 48,3ºC.
4.4.2. Resina epóxi – HexFlow® RTM 6 BI-COMPONENT (Hexcel®) –
laminado 2
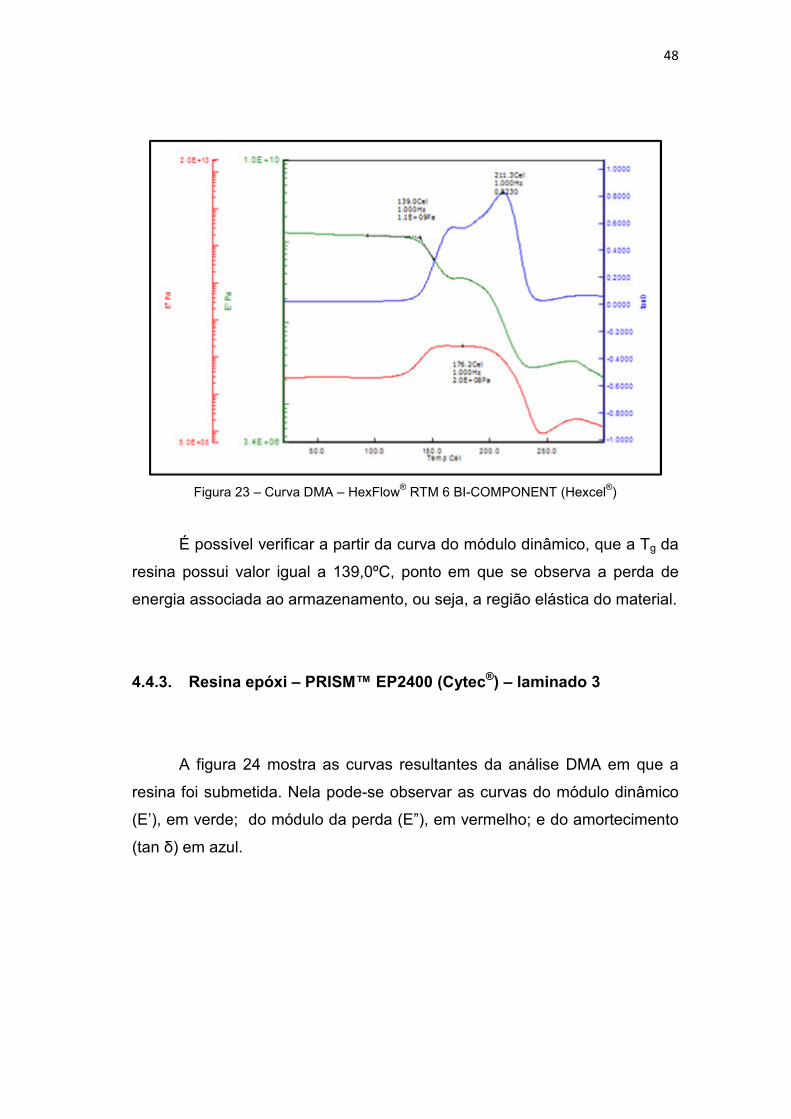
A figura 23 mostra as curvas resultantes da análise DMA em que a
resina foi submetida. Nela pode-se observar as curvas do módulo dinâmico
(E’), em verde; do módulo da perda (E”), em vermelho; e do amortecimento
(tan δ) em azul.
48
Figura 23 – Curva DMA – HexFlow® RTM 6 BI-COMPONENT (Hexcel®)
É possível verificar a partir da curva do módulo dinâmico, que a Tg da
resina possui valor igual a 139,0ºC, ponto em que se observa a perda de
energia associada ao armazenamento, ou seja, a região elástica do material.
4.4.3. Resina epóxi – PRISM™ EP2400 (Cytec®) – laminado 3
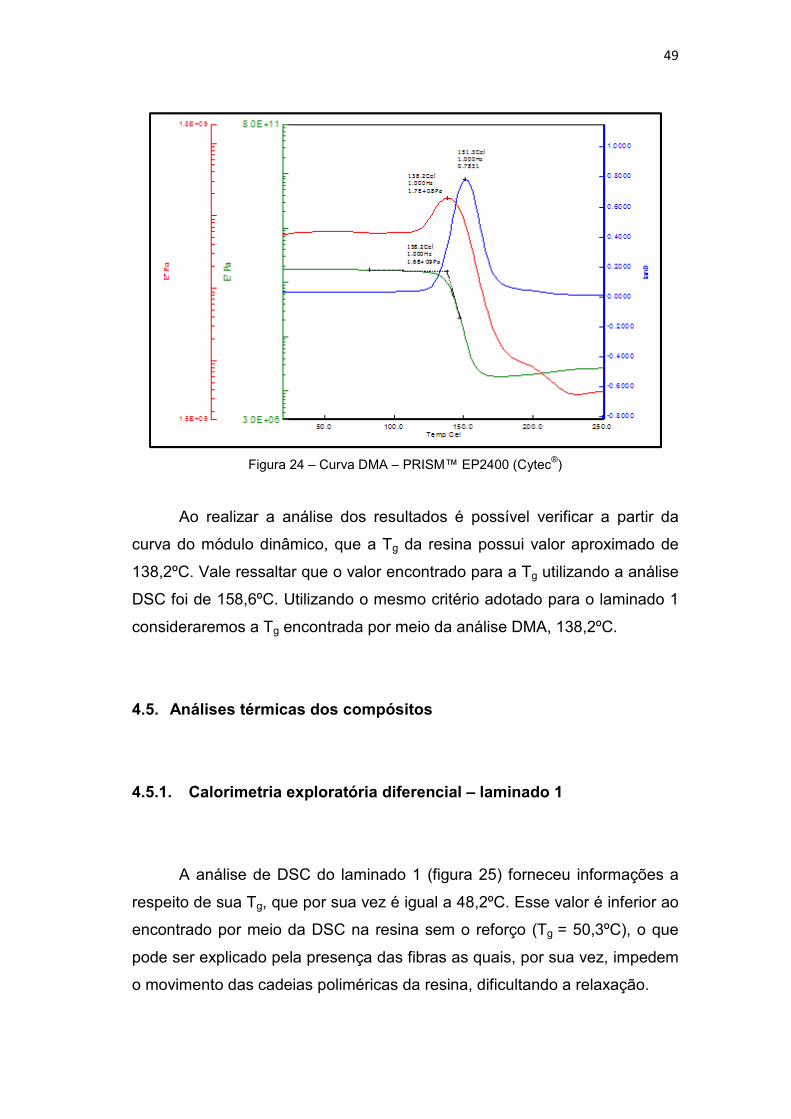
A figura 24 mostra as curvas resultantes da análise DMA em que a
resina foi submetida. Nela pode-se observar as curvas do módulo dinâmico
(E’), em verde; do módulo da perda (E”), em vermelho; e do amortecimento
(tan δ) em azul.
49
Figura 24 – Curva DMA – PRISM™ EP2400 (Cytec®)
Ao realizar a análise dos resultados é possível verificar a partir da
curva do módulo dinâmico, que a Tg da resina possui valor aproximado de
138,2ºC. Vale ressaltar que o valor encontrado para a Tg utilizando a análise
DSC foi de 158,6ºC. Utilizando o mesmo critério adotado para o laminado 1
consideraremos a Tg encontrada por meio da análise DMA, 138,2ºC.
4.5. Análises térmicas dos compósitos
4.5.1. Calorimetria exploratória diferencial – laminado 1
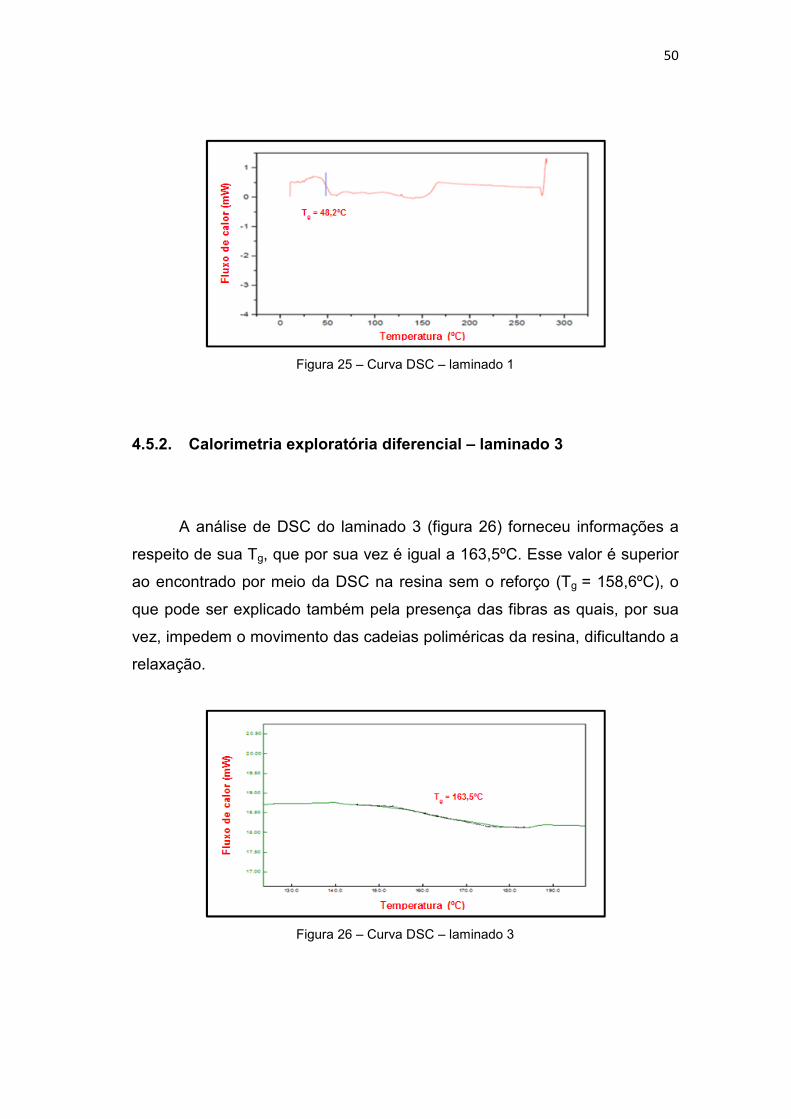
A análise de DSC do laminado 1 (figura 25) forneceu informações a
respeito de sua Tg, que por sua vez é igual a 48,2ºC. Esse valor é inferior ao
encontrado por meio da DSC na resina sem o reforço (Tg = 50,3ºC), o que
pode ser explicado pela presença das fibras as quais, por sua vez, impedem
o movimento das cadeias poliméricas da resina, dificultando a relaxação.
50
Figura 25 – Curva DSC – laminado 1
4.5.2. Calorimetria exploratória diferencial – laminado 3
A análise de DSC do laminado 3 (figura 26) forneceu informações a
respeito de sua Tg, que por sua vez é igual a 163,5ºC. Esse valor é superior
ao encontrado por meio da DSC na resina sem o reforço (Tg = 158,6ºC), o
que pode ser explicado também pela presença das fibras as quais, por sua
vez, impedem o movimento das cadeias poliméricas da resina, dificultando a
relaxação.
Figura 26 – Curva DSC – laminado 3

51
4.5.3. Termogravimetria (TGA) – laminado 1
O laminado 1 foi submetido à análise TGA, de modo a estabelecer a
temperatura de degradação térmica e seus estágios de degradação.
Posteriormente foi comparada a temperatura de degradação obtida pela
análise TGA da resina utilizada no processamento do laminado, com a
temperatura obtida a partir do TGA do laminado. Conforme pode ser visto na
figura 27, a temperatura de degradação é de aproximadamente 191,0ºC.
Essa temperatura, por sua vez é maior do que a observada para a resina
sem reforço (T = 135,0ºC), já que a interação existente entre o tecido e a
matriz favorece a estabilidade térmica da amostra.
Figura 27 – Curva TGA – laminado 1

52
4.5.4. Termogravimetria (TGA) – laminado 2
O laminado 2 foi submetido à análise TGA, de modo a estabelecer a
temperatura de degradação térmica e seus estágios de degradação.
Posteriormente foi comparada a temperatura de degradação obtida pela
análise TGA da resina utilizada no processamento do laminado, com a
temperatura obtida a partir do TGA do laminado. Conforme pode ser visto na
figura 28, a temperatura de degradação é de aproximadamente 368,7ºC.
Essa temperatura, por sua vez é maior do que a observada para a resina
sem reforço (T = 353,7ºC), já que a interação existente entre o tecido e a
matriz favorece a estabilidade térmica da amostra.
Figura 28 – Curva TGA – laminado 2
53
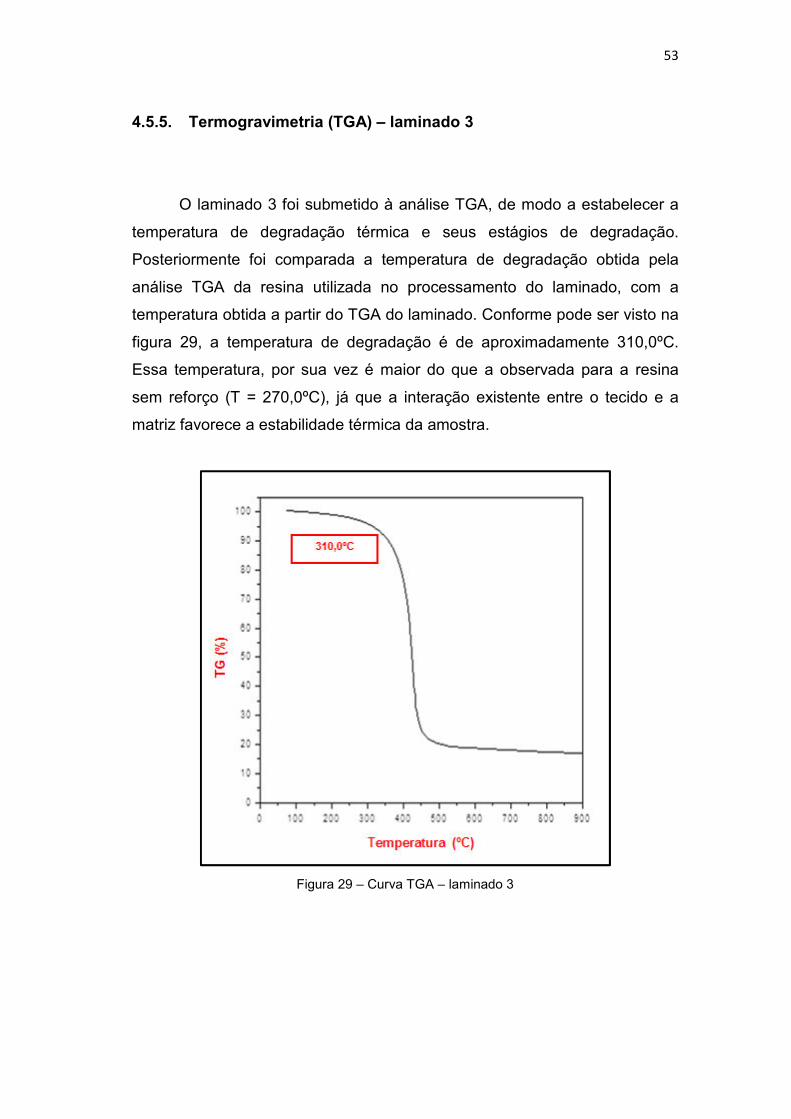
4.5.5. Termogravimetria (TGA) – laminado 3
O laminado 3 foi submetido à análise TGA, de modo a estabelecer a
temperatura de degradação térmica e seus estágios de degradação.
Posteriormente foi comparada a temperatura de degradação obtida pela
análise TGA da resina utilizada no processamento do laminado, com a
temperatura obtida a partir do TGA do laminado. Conforme pode ser visto na
figura 29, a temperatura de degradação é de aproximadamente 310,0ºC.
Essa temperatura, por sua vez é maior do que a observada para a resina
sem reforço (T = 270,0ºC), já que a interação existente entre o tecido e a
matriz favorece a estabilidade térmica da amostra.
Figura 29 – Curva TGA – laminado 3

54
4.5.6. Análise dinâmico-mecânica (DMA) – laminado 1
A figura 30 mostra as curvas resultantes da análise DMA em que o
laminado 1 foi submetido. Nela observa-se as curvas do módulo dinâmico
(E’), em verde; do módulo da perda (E”), em vermelho; e do amortecimento
(tan δ) em azul.
Figura 30 – Curva DMA – laminado 1
É possível verificar a partir da curva do módulo dinâmico, que a Tg do
laminado possui valor igual a 45,2ºC. Esse valor, por sua vez, é menor do
que o obtido na análise DMA da resina utilizada no processamento do
laminado 1 (Tg = 48,3ºC). Esse cenário já era esperado, uma vez que a Tg
obtida por meio da análise DSC foi igualmente menor no compósito em
comparação com a resina. Isso pode ter ocorrido, pois a presença de fibras
de carbono possivelmente diminuiu a densidade de ligações cruzadas,
aumentando a mobilidade das cadeias poliméricas, o que resultou em um
valor menor de Tg.
Temp Cel140.0120.0100.080.060.040.020.0
E' P
a
4 .6E+06
8.7E+09
tanD
1.2000
1.0000
0.8000
0.6000
0.4000
0.2000
0.0000
E"
Pa
3 .6E+06
6.2E+09
49.2Cel
1.000Hz
8.7E+08Pa
54.1Cel
1.000Hz
0.4836
45.2Cel
1.000Hz
5.1E+09Pa
55
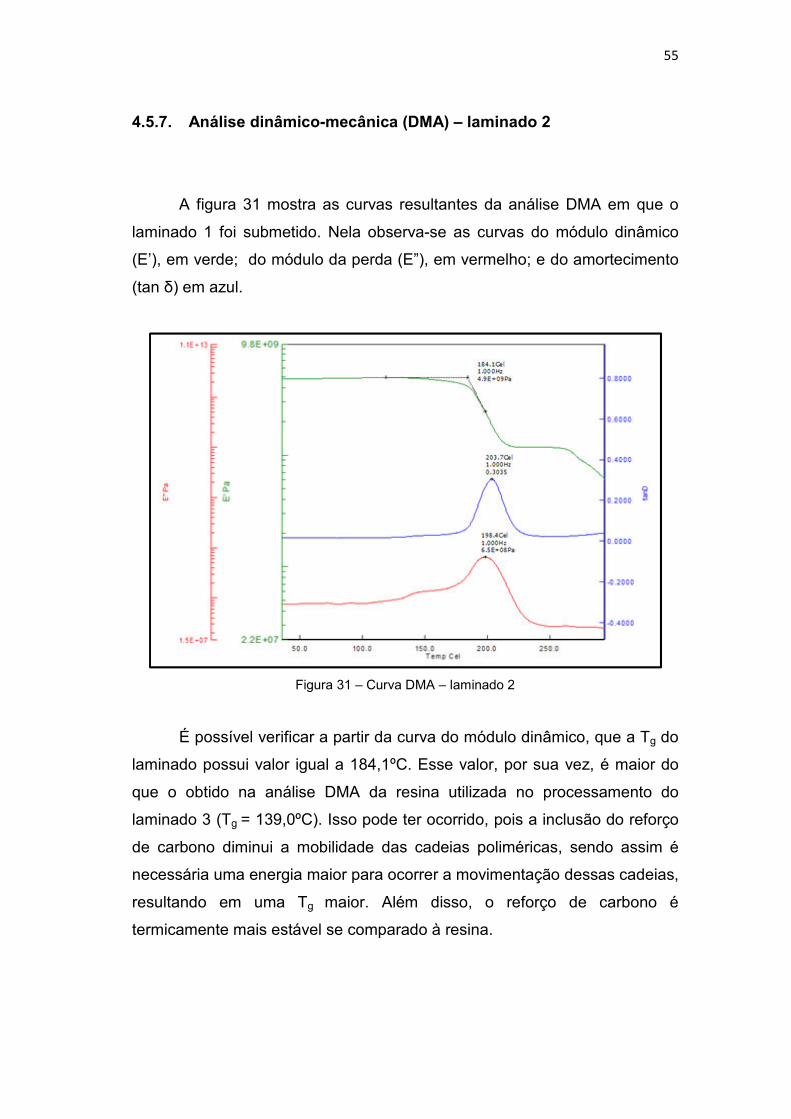
4.5.7. Análise dinâmico-mecânica (DMA) – laminado 2
A figura 31 mostra as curvas resultantes da análise DMA em que o
laminado 1 foi submetido. Nela observa-se as curvas do módulo dinâmico
(E’), em verde; do módulo da perda (E”), em vermelho; e do amortecimento
(tan δ) em azul.
Figura 31 – Curva DMA – laminado 2
É possível verificar a partir da curva do módulo dinâmico, que a Tg do
laminado possui valor igual a 184,1ºC. Esse valor, por sua vez, é maior do
que o obtido na análise DMA da resina utilizada no processamento do
laminado 3 (Tg = 139,0ºC). Isso pode ter ocorrido, pois a inclusão do reforço
de carbono diminui a mobilidade das cadeias poliméricas, sendo assim é
necessária uma energia maior para ocorrer a movimentação dessas cadeias,
resultando em uma Tg maior. Além disso, o reforço de carbono é
termicamente mais estável se comparado à resina.

56
4.5.8. Análise dinâmico-mecânica (DMA) – laminado 3
A figura 32 mostra as curvas resultantes da análise DMA em que o
laminado 3 foi submetido. Nela observa-se as curvas do módulo dinâmico
(E’), em verde; do módulo da perda (E”), em vermelho; e do amortecimento
(tan δ) em azul.
Figura 32 – Curva DMA – laminado 3
É possível verificar a partir da curva do módulo dinâmico, que a Tg do
laminado possui valor igual a 153,5ºC. Esse valor, por sua vez, é maior do
que o obtido na análise DMA da resina utilizada no processamento do
laminado 3 (Tg = 138,2ºC). Esse cenário era esperado, uma vez que a Tg
obtida por meio da análise DSC foi igualmente maior no compósito em
comparação com a resina. Isso pode ter ocorrido, pois a inclusão do reforço
de carbono diminui a mobilidade das cadeias poliméricas, sendo assim é
necessária uma energia maior para ocorrer a movimentação dessas cadeias,
resultando em uma Tg maior. Além disso, o reforço de carbono é
termicamente mais estável se comparado à resina.
57
4.6. Análise acústica por ultrassom C-Scan
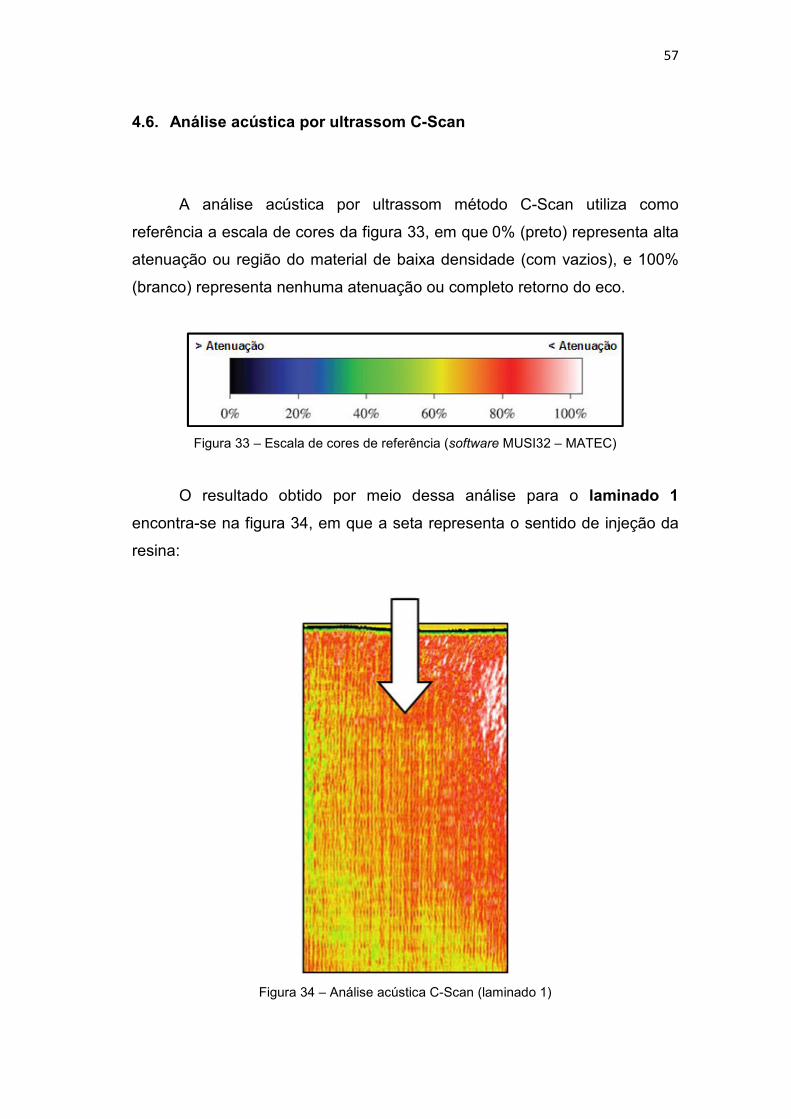
A análise acústica por ultrassom método C-Scan utiliza como
referência a escala de cores da figura 33, em que 0% (preto) representa alta
atenuação ou região do material de baixa densidade (com vazios), e 100%
(branco) representa nenhuma atenuação ou completo retorno do eco.
Figura 33 – Escala de cores de referência (software MUSI32 – MATEC)
O resultado obtido por meio dessa análise para o laminado 1
encontra-se na figura 34, em que a seta representa o sentido de injeção da
resina:
Figura 34 – Análise acústica C-Scan (laminado 1)

58
É possível observar que a lateral esquerda do laminado 1 apresentou
retorno do sinal na faixa de 40-50%, fato que pode ter sido causado pelo
excesso de silicone aplicado nas bordas internas do molde para a fixação da
fibra de carbono; o silicone impediu a impregnação da resina nas fibras.
É possível observar também na região de saída do molde verifica-se
um retorno de sinal em torno de 50-60% que pode ter sido causado pelo
excesso de resina.
No geral verifica-se uma impregnação satisfatória ao longo do
laminado, com retorno de sinal na faixa de 80% (regiões em vermelho).
O resultado obtido por meio da análise acústica por ultrassom para o
laminado 2 encontra-se na figura 35, em que a seta representa o sentido de
injeção da resina:
Figura 35 – Análise acústica C-Scan (laminado 2)
É possível observar que a lateral direita do laminado 2 apresentou
pequenos pontos com alta atenuação, ou seja, baixo valor de retorno do

59
sinal de ultrassom (regiões em preto). Esses pontos podem ter sido
ocasionados por excesso de resina ou desarranjo do tecido.
No geral verifica-se uma impregnação satisfatória ao longo do
laminado, com retornos de sinal na faixa de 60-80%.
O resultado obtido por meio da análise acústica por ultrassom para o
laminado 3 encontra-se na figura 36, em que a seta representa o sentido de
injeção da resina:
Figura 36 – Análise acústica C-Scan (laminado 3)
É possível observar que a lateral direita do laminado 3 apresentou
alta atenuação, ou seja, baixo valor de retorno do sinal de ultrassom (regiões
em preto). A explicação para esse fato deve-se ao excesso de silicone
aplicado nas bordas internas do molde para a fixação da fibra de carbono; o
silicone impediu a impregnação da resina nas fibras.
É possível observar também que uma pequena porção do laminado
apresentou retorno do sinal na faixa de 50-60%, fato que pode ter sido
causado por uma maior concentração de resina nessa região.

60
Na região de saída do molde verifica-se um retorno de sinal em torno
de 10-20% que pode ter sido causado pelo excesso de resina e também por
um possível caminho preferencial de impregnação provocado pelo
desarranjo do tecido.
No geral verifica-se uma impregnação satisfatória ao longo do
laminado, com retorno de sinal na faixa de 85% (regiões em vermelho).
Para os 3 laminados, a modificação de alguns parâmetros de
processamento, tais como pressão ou temperatura de injeção poderiam ter
resultado em uma impregnação ainda mais eficiente, com retornos de sinal
na faixa de 90-95%. No entanto é importante ressaltar que a modificação
dos parâmetros de processamento requer a utilização de ferramentas de
planejamento de experimentos, que por sua vez não foram aplicadas ao
longo desse trabalho, sendo os parâmetros baseados apenas nas
recomendações indicadas pelos fabricantes das matérias primas utilizadas.
4.7. Digestão ácida
Para a realização dos cálculos de digestão foram considerados os
seguintes parâmetros (tabela 6):
Tabela 6 – Parâmetros utilizados nos cálculos de digestão ácida
Massa específica Laminado 1 Laminado 2 Laminado 3
ρr (g/cm3) 1,7800 1,7800 1,7800
ρm (g/cm3) 1,1400 1,2182 1,3253
ρc (g/cm3) 1,5240 1,5260 1,9056
Os resultados encontrados para os 3 laminados estão dispostos na
tabela 7:
61
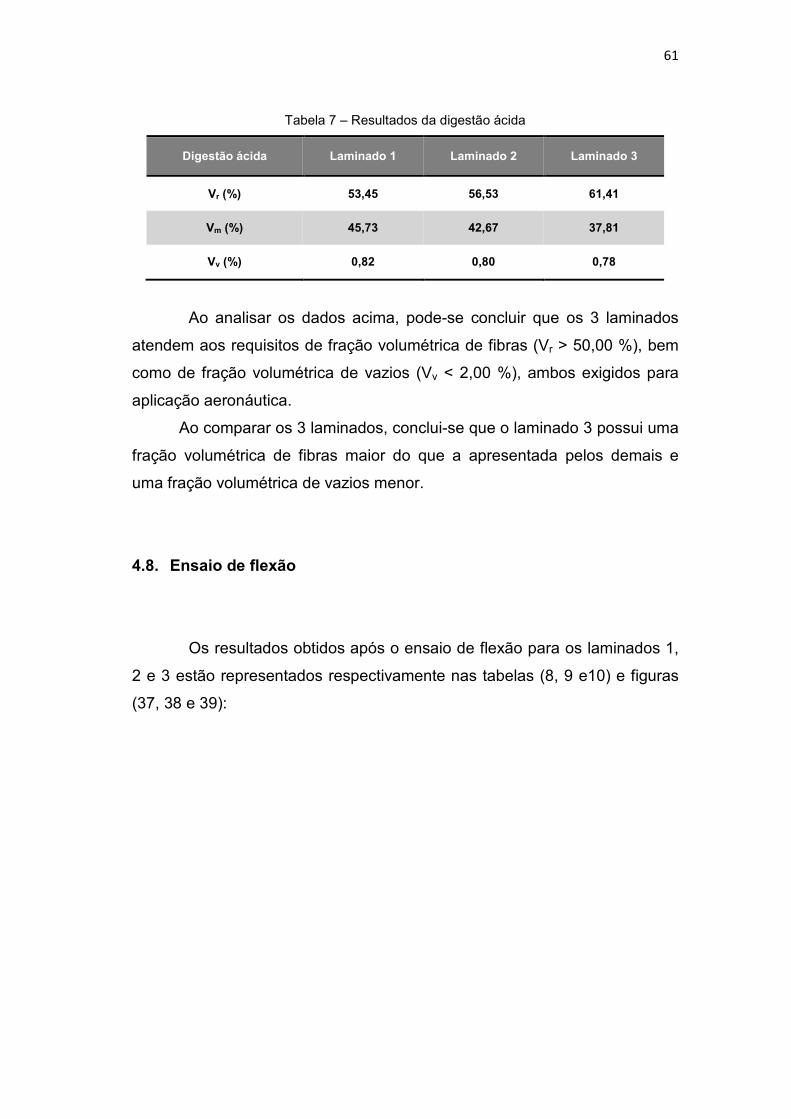
Tabela 7 – Resultados da digestão ácida
Digestão ácida Laminado 1 Laminado 2 Laminado 3
Vr (%) 53,45 56,53 61,41
Vm (%) 45,73 42,67 37,81
Vv (%) 0,82 0,80 0,78
Ao analisar os dados acima, pode-se concluir que os 3 laminados
atendem aos requisitos de fração volumétrica de fibras (Vr > 50,00 %), bem
como de fração volumétrica de vazios (Vv < 2,00 %), ambos exigidos para
aplicação aeronáutica.
Ao comparar os 3 laminados, conclui-se que o laminado 3 possui uma
fração volumétrica de fibras maior do que a apresentada pelos demais e
uma fração volumétrica de vazios menor.
4.8. Ensaio de flexão
Os resultados obtidos após o ensaio de flexão para os laminados 1,
2 e 3 estão representados respectivamente nas tabelas (8, 9 e10) e figuras
(37, 38 e 39):

62
Tabela 8 – Resultados ensaio de flexão (laminado 1)
Laminado 1 Tensão máxima
(MPa) Deformação
tensão máxima (%)
CDP 1 678,90 2,48
CDP 2 656,20 2,58
CDP 3 645,70 2,35
CDP 4 677,10 2,50
CDP 5 700,20 2,53
Média 671,62 2,49
Desvio Padrão 21,27 0,09
Figura 37 – Gráfico do ensaio de flexão (laminado 1)

63
Tabela 9 – Resultados ensaio de flexão (laminado 2)
Laminado 2 Tensão máxima
(MPa) Deformação
tensão máxima (%)
CDP 1 999,79 2,75
CDP 2 962,42 2,82
CDP 3 1023,22 3,33
CDP 4 1076,65 3,37
CDP 5 973,59 3,19
Média 1007,14 3,09
Desvio Padrão 45,47 0,29
Figura 38 – Gráfico do ensaio de flexão (laminado 2)

64
Tabela 10 – Resultados ensaio de flexão (laminado 3)
Laminado 3 Tensão máxima
(MPa) Deformação
tensão máxima (%)
CDP 1 764,02 2,83
CDP 2 756,28 2,93
CDP 3 768,06 3,13
CDP 4 791,23 2,26
CDP 5 781,24 2,06
Média 772,16 2,64
Desvio Padrão 13,98 0,46
Figura 39 – Gráfico do ensaio de flexão (laminado 3)
Durante o ensaio foi observado que o corpo de prova começa a
fraturar nas camadas mais externas do tecido (parte inferior onde há um

65
rompimento por tração das fibras, e na parte superior onde há um
rompimento por compressão).
Ao comparar os resultados de resistência à flexão, concluímos que o
laminado 2 apresenta o maior valor de tensão máxima média, bem como o
maior valor de porcentagem de deformação média na tensão máxima.
O laminado 1, por sua vez, apresentou o menor valor de tensão
máxima média e o menor valor de porcentagem de deformação média na
tensão máxima.
4.9. Ensaio de tração
Ao analisar os resultados das análises térmicas do laminado 1 foi
possível verificar que pelo seu baixo valor de Tg (45,2ºC), este compósito
não teria aplicação em estruturas primárias de uma aeronave (o critério mais
conservativo recomenda que a temperatura de trabalho do compósito deve
ser 20ºC inferior ao seu valor de Tg). Dessa forma, optou-se por não realizar
os ensaios de tração.
Os resultados obtidos após o ensaio de tração para os laminados 2
e 3 estão representados respectivamente nas tabelas (11 e 12) e figuras (40
e 41):
Tabela
Laminado 2
CDP 1
CDP 2
CDP 3
CDP 4
CDP 5
Média
Desvio Padrão
Figura
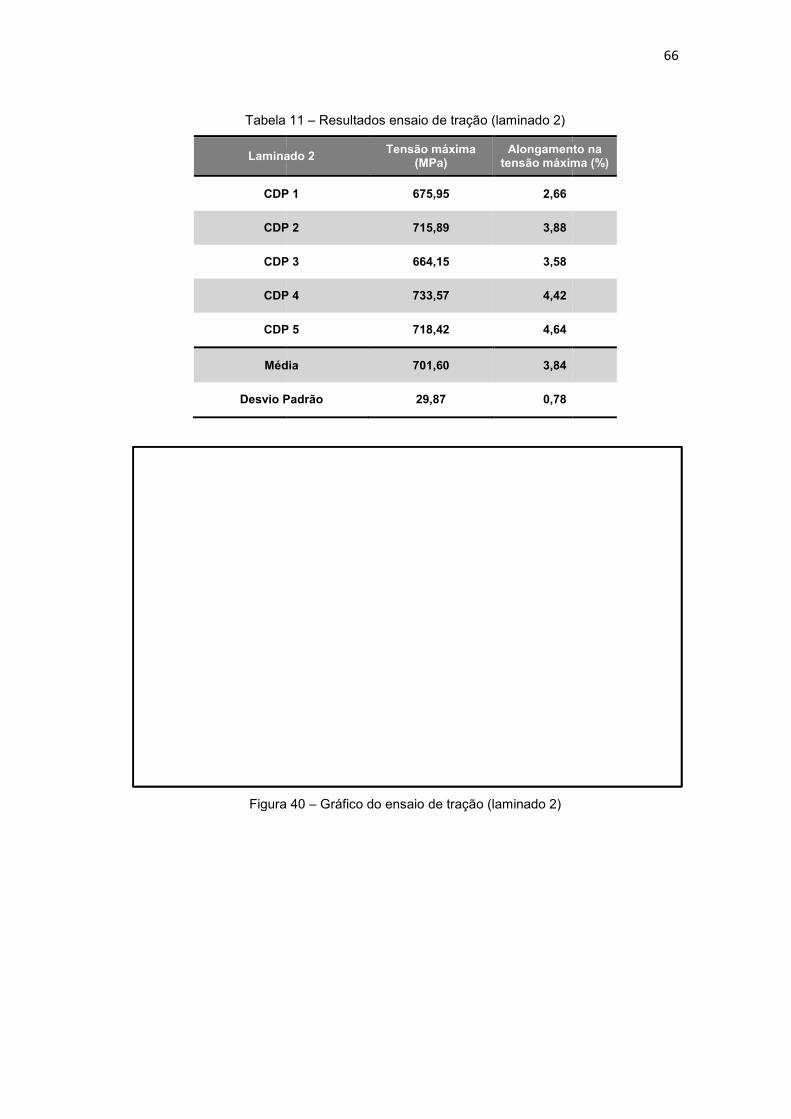
Tabela 11 – Resultados ensaio de tração (laminado 2)
Laminado 2 Tensão máxima
(MPa) Alongamento na
tensão máxima (%)
CDP 1 675,95 2,66
CDP 2 715,89 3,88
CDP 3 664,15 3,58
CDP 4 733,57 4,42
CDP 5 718,42 4,64
Média 701,60 3,84
Desvio Padrão 29,87 0,78
Figura 40 – Gráfico do ensaio de tração (laminado 2)
66
Alongamento na tensão máxima (%)
Tabela
Laminado 3
CDP 1
CDP 2
CDP 3
CDP 4
CDP 5
Média
Desvio Padrão
Figura
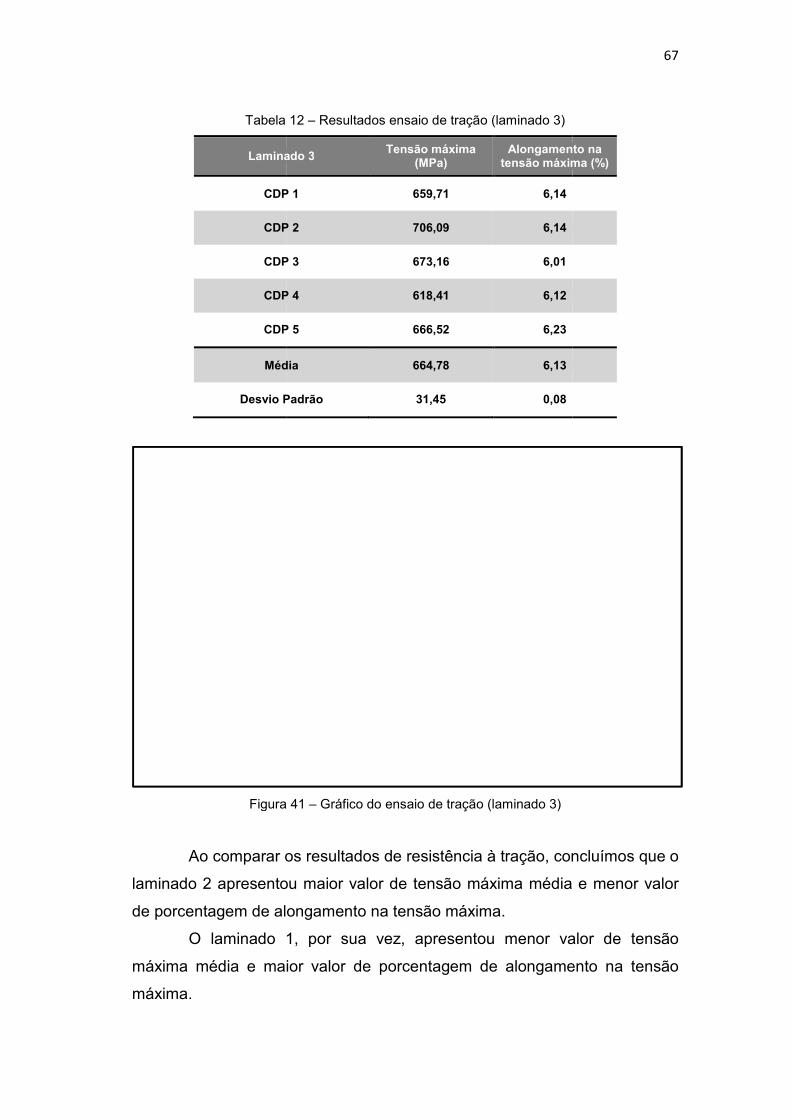
Ao comparar os resultados de resistência à tração, concluímos que o
laminado 2 apresentou maior valor de tensão máxima média e menor valor
de porcentagem de alongam
O laminado 1, por sua vez, apresentou menor valor de tensão
máxima média e maior valor de porcentagem de alongamento na tensão
máxima.
Tabela 12 – Resultados ensaio de tração (laminado 3)
Laminado 3 Tensão máxima
(MPa) Alongamento na
tensão máxima (%)
CDP 1 659,71 6,14
CDP 2 706,09 6,14
CDP 3 673,16 6,01
CDP 4 618,41 6,12
CDP 5 666,52 6,23
Média 664,78 6,13
Desvio Padrão 31,45 0,08
Figura 41 – Gráfico do ensaio de tração (laminado 3)
Ao comparar os resultados de resistência à tração, concluímos que o
laminado 2 apresentou maior valor de tensão máxima média e menor valor
de porcentagem de alongamento na tensão máxima.
O laminado 1, por sua vez, apresentou menor valor de tensão
máxima média e maior valor de porcentagem de alongamento na tensão
67
Alongamento na tensão máxima (%)
Ao comparar os resultados de resistência à tração, concluímos que o
laminado 2 apresentou maior valor de tensão máxima média e menor valor
O laminado 1, por sua vez, apresentou menor valor de tensão
máxima média e maior valor de porcentagem de alongamento na tensão

68
Observa-se ainda que para o laminado 2 o desvio padrão foi maior
do que o obtido para o laminado 3. Esse fato pode ter ocorrido pela
diferença de localização dos corpos de prova na placa do compósito.

69
5. CONCLUSÃO
A partir das análises viscosimétricas das 3 resinas utilizadas no
processamento dos compósitos, verificou-se que todas são adequadas para
o uso do método RTM, uma vez que seus valores de viscosidade na
temperatura de injeção encontram-se dentro da faixa aceitável para a
utilização deste método (até 150 MPa.s).
Os resultados permitem concluir que a resina e o laminado 1
apresentaram um valor de Tg muito baixo, o que inviabilizaria sua aplicação
em estruturas primárias de uma aeronave, porém não o excluiria de uma
possível aplicação em componentes não estruturais. Já os resultados
obtidos para os laminados 2 e 3 permitem concluir que, em um primeira
análise, a aplicação em estruturas primárias seria possível, uma vez que
atende aos requisitos do setor aeronáutico no tocante à Tg.
Em relação aos resultados da inspeção acústica por ultrassom C-
Scan, pode-se dizer que todos os laminados processados ao longo deste
trabalho, apresentaram um grau de impregnação de resina no tecido de
carbono satisfatório e adequado para a realização dos ensaios mecânicos.
Por meio dos resultados obtidos no ensaio de digestão ácida
verificou-se que todos os compósitos processados neste trabalho
apresentaram fração volumétrica de fibras e vazios compatíveis com as
exigências do setor aeronáutico.
Tanto os resultados obtidos através do ensaio de flexão, quanto os
obtidos nos ensaios de tração, nos permitem concluir que os compósitos 2 e
3 poderiam ser utilizados como substituintes da liga de alumínio em
estruturas primárias de aeronaves.
Em linhas gerais, pode-se concluir que de acordo com todos os
resultados obtidos no decorrer deste trabalho, os compósitos de fibra de
carbono / resina epóxi processados por RTM podem substituir a liga de
alumínio 7050 T74 em componentes aeronáuticos, de forma a atender os
requisitos mínimos deste setor de mercado.
70
6. REFERÊNCIAS BIBLIOGRÁFICAS
ALVES, A. L. S. Processamento de placas compósitas pela técnica de
moldagem por infusão de resina de seemann (SCRIMP). 2006. 91p.
Dissertação (Mestrado em Engenharia Metalúrgica e de Materiais) –
COPPE, Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2006.
ANTONUCCI, V. et al. A simulation of the non-isothermal resin transfer
molding process. Polymer Engineering and Science. 40 (12), p.2471-2481,
2000.
CAIRNS, D. et al. Modeling of resin transfer molding of composites
materials with oriented unidirectional plies. Composites: part A., 30,
p.375-383, 1999.
CALLISTER JR., W. D. Ciência e Engenharia de Materiais: Uma
Introdução. 5 ed. Rio de Janeiro: LTC - Livros Técnicos e Científicos Editora
S.A., 2002.
CALLISTER JR., W. D. Fundamentos da Ciência e Engenharia de
Materiais. 2 ed. Rio de Janeiro: LTC - Livros Técnicos e Científicos Editora
LTDA., 2006.
CANDIDO, G. M. Influência do condicionamento ambiental na
resistência a delaminação de borda livre em compósitos avançados.
2001. 84p. Dissertação (Doutorado em Engenharia Aeronáutica) – Instituto
Tecnológico de Aeronáutica (ITA), São José dos Campos, 2001.
COSTA, M.L. et al. Resistência ao cisalhamento interlaminar de
compósitos em resina epóxi com diferentes arranjos das fibras na

71
presença de vazios. Polímeros: Ciência e Tecnologia, 11(4), p.182-189,
2001.
DILANDRO, L.; DIBENEDETTO, A. T.; GROEGER, J. The effect of fiber-
matrix stress transfer on the strength of fiber-reinforced composite
materials. Polymer composites, 9/3, p.209-221, 1988.
ENGINEERED MATERIALS HANDBOOK. Composites. An introduction to
composites. ASM International. v.1, p.27-34, 1987.
GIOVEDI, C. et al. Determinação das frações volumétricas de compósito
de fibra de carbono e matriz epóxi por diferentes metodologias. XVI
Congresso Brasileiro de Engenharia e Ciência dos Materiais, Porto Alegre,
2004.
HARADA, J.; WIEBECK, H. Plásticos de Engenharia: Tecnologia e
Aplicações. 1 ed. São Paulo: Artliber Editora LTDA., 2005.
HEXCEL COMPOSITES. Disponível em : <http://www.hexcel.com>. Acesso
em: 02 de Setembro de 2013.
HILLERMEIER, R. W.; SEFERIS, J.C. Interlayer toughening of resin
transfer molding composites. Composites: part A., 32, p.721- 729, 2001.
HULL, D.; CLYNE, T. W. An Introduction to Composite Materials. 2 ed.
New York: Cambridge Solid State Science Series, 1996.
JANG, J.; SHIN, S. Toughness improvement of tetrafunctional epoxy
resin by using hydrolysed polyether imide. Polymer, v.36, n.6, p.1199-
1207, 1995.
72
KUMAR, A. A. et al. Synthesis and characterization of siliconized epoxy-
1,3-bis(maleimido)benzene intercrosslinked matrix materials. Polymer,
43, p.693-702, 2002.
LAWRENCE, J. M. et al. An approch to couple mold design and on line
control to manufacture complex composites parts by resin transfer
molding. Composites: part A., 33, p.981-990, 2002.
MILANESE, A. C. Processamento e caracterização de compósito fibra
de sisal/resina epóxi via RTM. 2012. 123f. Tese (Doutorado em
Engenharia Mecânica) – Faculdade de Engenharia do Campus de
Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2012.
NETO, F. L.; PARDINI, L. C. Compósitos Estruturais: Ciência e
Tecnologia. 1 ed. São Paulo: Editora Edgar Blücher LTDA., 2006.
POTTER, K.D. The early history of the resin transfer moulding process
for aerospace applications. Composites: part A., 30, p.619-621, 1999.
RESEPOX, 2012. Adesivos e Revestimentos. Disponível em:
<http://www.resepox.com.br >. Acesso: em 20 de Agosto de 2013.
REZENDE, M. C. et al. Influence of Porosity on the interlaminar shear
strenght of carbon/epoxy and carbon/bismaleimide fabric laminates.
Composite Science and Technology, 61, p.2101-2108, 2001.
SCHMACHTENBERG, E. et al. Application of ultrasonics for the process
control of resin transfer moulding (RTM). Polymer Testing, v. 24, p 330–
338, 2005.
SHIINO, M. Y. Desenvolvimento e caracterização de compósitos
processados por RTM para aplicação aeroespacial, 2011. 115f.

73
Dissertação (Mestrado em Engenharia Mecânica) - Faculdade de
Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista,
Guaratinguetá, 2011.