tec_mecanica1_usinagem
TRANSCRIPT

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 1/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
1
ETE “ Cel. Fernando Febel iano da Cost a”
TECNOLOGIA
MECÂNICA - I
1o Ciclo deTécnico Mecânica
Apostila baseada nas anotações de Professorese do TC – 2000 Técnico – Distribuição gratuita aos Alunos

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 2/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
2
PRODUTOS SIDERÚRGICOS
A carga num alto-forno é feita na parte superior e constado seguinte: minério de ferro a reduzir (hematita), coque ou carvão de lenha (para fornecer o calor e o CO necessários à redução), e fundente (calcário) para fluidificar as impurezas e formar uma escória mais fusível.
Na parte inferior, logo acima do cadinho é injetado ar quente para alimentar a combustão do carvão. Das reações que
se dão resultam os seguintes produtos:
1. gusa que goteja dentro do cadinho 2. a escória que flutua sobre a gusa 3. gases
A gusa é recolhida para ulteriores transformações (ob- tenção de ferro fundido e aço).
A escória é aproveitada para o fabrico de tijolos refratá- rios, cimento, lã mineral e lastro de pavimentação.
Os gases saem pela parte superior e são recolhidos para sua utilização como combustível.
FERRO FUNDIDO
A gusa retirada do alto-forno pode ser solidificada em blocos.Refundido num forno cubilô, junto com sucatas de ferro fundido e aço dá origem ao ferro fundido. É um ferro de segunda fusão. É utilizado para a fabri- cação de peças fun- didas. A temperatu- ra de fusão é em torno de 1200 ° C.
FORNO CUBILÔ ⇒
AÇO
O aço é um produto resultante:
1.) Do refino da gusa bruta no conversor Bessemer ou Thomas (figura abaixo) a ar ou a oxigênio;
No conversor o oxigênio ou o ar é insuflado entre a massa líquida deixando-a gorgulhar.
Esses conversores são usados para refino da gusa rica em silício (Si) e pobre em fósforo (P), também serve para o refino do Chumbo (Pb), Cobre (Cu) e Níquel (Ni).

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 3/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
3
2.) Do refino da gusa bruta com sucatas de aço ou de ferro fundido em fornos como o Siemens-Martin e elétrico;
FORNO SIEMENS MARTIN
FORNO ELÉTRICO
3.) Da refusão de sucata de aço em qualquer forno, menos do tipo conversor. A temperatura de fusão do aço é em torno de 1350 à 1400 ° C.
FERRO FUNDIDO
É uma liga de ferro-carbono que contém 2 a 6,7 % de carbono (industrialmente de 2,5 a 5 % C).
As impurezas do minério de ferro e do carvão, deixam no ferro fundido, pequenas porcentagens de silício, manganês, enxofre e fósforo. Os dois primeiros melhoram as qualidades do ferro fundi- do, o mesmo não acontecendo com os outros dois.
O silício favorece a formação do ferro fundido cinzento e o manga- nês, o ferro fundido branco.
Características do ferro fundido cinzento:
1. o carbono se apresenta quase todo em estado livre, sob a forma de palhetas pretas de grafita;
2. quando quebrado, a parte fraturada é escura devido à grafita; 3. apresenta elevadas porcentagens de carbono, 3,5 a 5 % e
silício 2,5 %; 4. muito resistente à compressão. Não resiste bem à tração; 5. fácil de ser trabalhado pelas ferramentas manuais e de ser
usinado nas máquinas; 6. funde-se a 1200 ° C, apresentando-se muito líquido, condição
que é a melhor para a boa modelagem de peças.
Características do ferro fundido branco:
1. quando quebrado, a parte fraturada é brilhante e branca; 2. tem baixo teor de carbono, 2,5 a 3 % e silício 1 %; 3. muito duro, quebradiço e difícil de ser usinado; 4. funde-se a 1160 ° C mas são é bom para a modelagem porque
permanece pouco tempo em estado líquido
AÇO AO CARBONO
É uma liga de ferro-carbono que contém 0 a 2 % de carbono (in- dustrialmente de 0,05 a 1,7 %).
Apresenta também pequenas porcentagens de manganês, silício,fósforo e enxofre.
Depois do ferro o carbono é o elemento mais importante. É o elemento determinativo do aço: a quantidade de carbono define o tipo de aço em doce ou duro. O aumento do carbono resulta no aumento da dureza e da resistência à tração e diminuição da resis- tência e da maleabilidade.
No aço doce, o manganês, em pequena porcentagem torna-o dútil e maleável. No aço rico em carbono, entretanto, o manganês endurece o aço e aumenta-lhe a resistência.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 4/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
4
O silício torna o aço mais duro e tenaz, evita a porosidade, remove os gases, os óxidos, as falhas e vazios na massa do aço. É um elemento purificador.
O fósforo quando em teor elevado torna o aço frágil e quebradiço,motivo pelo qual se deve reduzi-lo ao mínimo possível, já que não se pode eliminá-lo integralmente.
O enxofre é também um elemento prejudicial ao aço, tornando-o granuloso e áspero, devido aos gases que produz na massa metá- lica. O enxofre enfraquece a resistência do aço.
Característica do aço:
1. cor acinzentada; 2. peso específico: 7,8g/cm 3 ; 3. temperatura de fusão: 1350 a 1400º C; 4. maleável (lamina-se bem); 5. dúctil (estira-se bem em fios)6. tenaz (resiste bem à tração, à compressão e a outros esforços
de deformação lenta); 7. deixa-se soldar, isto é, uma barra de aço liga-se a outra pela
ação do calor (solda autágena) ou pela ação combinada do ca- lor com os choques, na bigorna ou no martelete (caldeamento);
8. deixa-se trabalhar bem pelas ferramentas de corte; 9. apresenta boa resiliência, isto é, resiste bem aos choques; 10. com determinadas porcentagens de carbono, apresenta condi-
ções especiais de dureza (adquire t êmpera); 11. com determinadas porcentagens de carbono, é mais elástico; 12. oferece grande resistência à ruptura.
Pelo teor de C costuma-se classificar os aços em: • aços extra-doces < 0,15 % C • aços doce 0,15 - 0,30 % C • aços meio-doces 0,30 - 0,40 % C • aços meio-duros 0,40 - 0,60 % C • aços duros 0,60 - 0,70 % C • aços extra-duros 0,70 - 1,20 % C
AÇOS LIGA OU AÇOS ESPECIAIS
Além do ferro-carbono contém outros elementos, chamados ele- mentos de adição: níquel, cromo, manganês, tungstênio, molibdê- nio, vanádio, cobalto, silício e alumínio.
Estes elementos são adicionados em quantidades que proporcio- nam determinadas características ao aço, tais como: resistência à tração e à corrosão, elasticidade, dureza, etc., bem melhores do que as dos aços-carbono comuns.
Dependendo da porcentagem dos elementos obtém-se: aços de usinagem, aços para cementação, aços para beneficiamento, aços para molas, aços para ferramentas, aços resistentes à corrosão e ao calor (inoxidáveis), aços com propriedades físicas especiais,aços para válvulas de motores de explosão, etc...
Aço prata é uma denominação comercial dos aços ferramentas (ao carbono ou especial) de bitola pequena, temperáveis em água ou em óleo. Apresenta aparência brilhante, prateada.
FORMAS COMERCIAIS DOS AÇOS
Os aços de baixo teor de carbono (< 0,30 %) são vendidos na forma de vergalhões, perfilados (L, T, duplo T, H, U, etc.) chapas,fios e tubos.
Os aços com médio e alto teor de carbono (> 0,30 %) são encon- trados no comércio na forma de vergalhões (chatos, quadrados,redondos, sextavados) chapas e fios.
As chapas são em geral:
• chapas pretas: tais como saem dos laminadores; • chapas galvanizadas: revestidas de zinco; • chapas estanhadas (folhas de f landres).
Os tubos podem ser:
• com costura: resultam da curvatura de chapas estreitas, cujas bordas são encostadas e soldadas por processo automático.
• sem costura: produzidos por meio de perfuração, a quente, em máquinas chamadas prensas de extrusão.
CLASSIFICAÇÃO DOS AÇOS
1 - Classificação da DIN (alemã)a) Aços ao carbono:
Usa-se o símbolo St (stahl = aço), seguido da resistência mínima à tração.
Ex.: St 42 ( σtr = 42 Kg/mm 2 )
No caso de aços de qualidade emprega-se a letra C seguido do teor de carbono multiplicado por 100.
Ex.: C 35 (teor médio de C = 0,35 %)
Quando o aço é fino (c/baixo teor de P e S), usa-se o símbolo CK seguido do teor médio de C multiplicado por 100.
Ex.: CK 15 (aço fino com teor médio de C = 0,15 %)
b) Aços liga
No caso de baixa liga, os aços são representados de acordo com o seguinte exemplo.
25 Cr Mo 4
Elementos liga Multiplicador
Cr, Co, Mn, Ni, Si, W 04
Al, Cu, Mo, Ti, V 10
P, S, N, C 100
Ex.: 10 Cr Mo 9 10 C = 0,10 % Cr x 4 = 9 Cr = 2,25 % Mo x 10 = 10 Mo = 1 %
No caso de aços de alta liga (> 5%) a designação é feita antepon-
do-se a letra X, e dispensando os multiplicadores com exceção do multiplicador do C.
Ex.: X 10 Cr Ni Ti 1892 0,1 % C 18 % Cr 9 % Ni 2 % Ti
Aços e ferros fundidos:
GG (grauguss) fe fo cinzento GH (hartguss) fe fo em coquilha GT (temperguss) fe fo nodular GS (stahlguss) aço fundido
Ex.: GG 18 - fe fo cinzento com σtr = 18Kg/mm 2
GS 22 Mo 4 - aço fundido com 0,22 C e 0,4 % Mo
Teor C multiplicado por 100
% final, obtida através do liga, no caso, o do cromo
símbolos dos elementos liga

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 5/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
5
Símbolos complementares:
M aço Siemens-Martin Y aço L.D.T aço Thomas E aço de forno elétrico W aço Bessemer
Ex.: MSt 60 aço Siemens-Martin com σtr = 60Kg/mm 2
B .por usinagem (Bearbeiten)V beneficiado (verguten)E cementado (Einsatzhaerten )
N normalizado (Normalgluehen)G recozido (Gluehen)K deformado a frio
Ex.: M 16 Mn Cr 5 G aço Siemens-Martin recozido mole E 36 Cr Ni Mo 4 V aço de forno elétrico, beneficiado
2 - Classificação da ABNT
É a adotada pela SAE. Os dois primeiros algarismo definem o tipo de aço e os dois últimos (XX) o teor de C divido por 100.
Ex.: SAE 3150 (1,25 Ni, 0,65 Cr, 0,50 % C)
Os aços fundidos são designados por 4 algarismos seguidos por
AF. Os dois primeiros indicam a tensão de ruptura em Kg/mm
2
e os dois últimos a elongação em %.Ex.: 4524 AF
C = carbono Ni = níquel Mo = molibdênio V = vanádio Mn = manganês
Denominação Tipos
ABNT Villares
Características e composi- ção em %
Aços C
10XX 11XX 13XX
T-13XX
VT-XX - - -
Comuns Usinagem fácil ou Resulf.Ao manganês - 1,75 Mn Com elevado teor de Mn
Aços Ni
20XX 21XX 23XX 25XX
- - - -
0,5 Ni 1,5 Ni 3,5 Ni 5,0 Ni
Aços Ni - Cr
30XX 31XX 32XX 33XX 34XX
- - - - -
inox e resist. À altas temperaturas 1,25 Ni - 0,65 Cr 1,75 Ni - 1,0Cr 3,5 Ni - 1,5 Cr 3,0 Ni - 0,8 Cr
Aços Mo
40XX 41XX 43XX 46XX 48XX
- VL-XX VM-XX
- -
0,25 Mo 0,90 Cr - 0,20 Mo 1,75 Ni - 0,80 Cr - 0,25 Mo 1,75 Ni - 0,25 Mo 3,5 Ni - 0,25 Mo
Aços Cromo
50XX 50XXX 501XX 51XX
51XXX 511XX
514XX 515XX 52XX
52XXX 521XX
- - -
VR-XX - -
- - - - -
0,3 - 0,6 Cr 0,5 Cr - 1,0 C 0,5 Cr (para rolamentos)0,8 - 1,05 Cr 1,0 Cr - 1,0 C 1,0 Cr
Resistente ao calor Resistente ao calor 1,20 Cr 1,45 Cr - 1,0 C 1,45 Cr
Aços Ni - Cr Mo
86XX 87XX 93XX 97XX 98XX
VB-XX -
VA-XX - -
0,55 Ni - 0,5 Cr - 0,20 Mo 0,55 Ni - 0,5 CR - 0,25 Mo 3,25 Ni - 1,2 Cr - 1,12 MO 0,55 Ni - 0,17 Cr - 0,20 Mo 1,0 Ni - 0,8 Cr - 0,25 Mo
Vários
61XX 70XX 92XX 94XX
VN-XX -
VS-XX -
0,9 Cr - 0,15 V Aço tungstênio 2,0 Si - 0,55 Mn 1,0 Mn - 0,45 Ni - 0,4 Cr 0,12 Mo
INFLUÊNCIA DOS ELEMENTOS NOS AÇOS LIGA
ALUMINIO (Al ) - Tem efeito semelhante ao do silício. É conside- rado um importante desoxidante na f abricação do aço.Apresenta também uma grande afinidade pelo nitrogênio e, por esta razão, é um elemento de liga muito importante para os aços que serão submetidos à nitretação, pois facilita a penetração do nitrogênio.
BORO (B) - Quando adicionado em quantidade variável de 0,001 a 0,003 % melhora a temperabilidade, a penetração de tempera, a endurecibilidade, a resistência à fadiga, as características de lami- nação, forjamento e usinagem.
CHUMBO (Pb) - Ele não se liga ao ferro, quando adicionado a este, espalha-se uniformemente na sua massa em partículas finís- simas.Uma adição de 0,2 a 0,25 % Pb melhora grandemente a usinabili- dade dos aços sem prejudicar qualquer sua propriedade mecânica.
COBALTO (Co) - Sozinho não melhora os aços. É sempre utilizado em liga com outros metais, como o Cr, Mo, W, V.O Co confere aos aços uma granulação finíssima, com grande capacidade de corte, e resistência ao calor, como nos aços rápi- dos, influi nas propriedades magnéticas.Os aços com Co são empregados em ferramentas com altas velo- cidades de corte.
COBRE (Cu ) - Aumenta o limite de escoamento e a resistência do aço, mas diminui o alongamento.O principal efeito é o aumento da resistência `a corrosão atmosféri- ca. A presença de 0,25 % Cu no aço é suficiente para dobrar esta resistência em relação aos aços carbono comuns.
CROMO (Cr) - Aumenta a resistência ao desgaste, a dureza e moderadamente a capacidade de corte.Aumenta a penetração de tempera.
ENXOFRE (S) - Prejudicial ao aço, pois torna-o frágil e quebradi- ço.Para fabricação em série de peças pequenas usam-se aços resul- furados. A adição de S proporciona aços de fácil usinagem, pois os cavacos se destacam em pequenos pedaços.
FÓSFORO (P) - É uma impureza normal existente nos aços. É prejudicial. Sua única ação benéfica é a de aumentar a usinabili-
dade dos aços de corte fácil .
MANGANES (Mn) - Depois do carbono, é talvez o elemento mais importante no aço. Baixa a temperatura de tempera e diminui as deformações por ela produzidas.O Mn dá bons aços de tempera em óleo, mas dificulta a usinagem por ferramentas cortantes. Os aços apresentam boa solda e fácil forjamento. Aços com 1,5 a 5 % Mn são frágeis mas duros. Com 0,8 a 1,5 % C e 11 a 14 % Mn são dúcteis, resistentes ao desgaste e aos choques.Os aços Mn são empregados em ferramentas, machos, cosinetes,pentes de roscas, etc.
MOLIBDÊNIO (Mo) - Os aços Mo apenas, são poucos tenazes,por isso o Mo nunca é utilizado sozinho, mais com outros elemen- tos de liga como Cr, W, etc.Proporciona aços de granulação fina.Juntamente com o Cr dá aços Cr-Mo, de grande resistência, princi- palmente aos esforços repetidos.
Proporciona aços rápidos, empregados na construção de estam- pos, matrizes, laminas de corte submetidas a grandes cargas, etc.
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 6/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
6
NÍQUEL (Ni) - É o mais importante dos elementos liga que au- mentam a tenacidade, a carga de ruptura e o limite de elasticidade dos aços.Dá boa ductilidade e boa resistência `a corrosão.Teores elevados de Ni produzem aços inoxidáveis.O Ni permite grande penetração de tempera. Os aços Ni apresen- tam grande tenacidade e alta resistência mecânica também a altas temperaturas.Aços com 1 a 3 % Ni são empregados em ferramentas.
SILÍCIO (Si) - É praticamente pouco usado sozinho. Torna os
aços de forjamento difícil e praticamente não soldáveis. É usado em geral em ligas com o Mn, Mo, Cr.O Si é o único metaloide que pode ser utilizado nos aços sem prejudicá-los.Aumenta a temperatura e a penetração de tempera, assim como a elasticidade e a resistência. Suprime o magnetismo. Acalma os aços e melhora a resistência à corrosão atmosférica.
TUNGSTÊNIO (W) - Elemento importante na formação de aços rápidos. Dá aos aços maior capacidade de corte e maior dureza.Os aços rápidos com liga de W conservam o fio de corte mesmo quando, pelas condições de trabalho, aquecem ao rubro.Os aços com 13 a 18 % W apresentam grande resistência mesmo em elevadas temperaturas. São empregados em ferramentas de corte de todas as espécies.
VANADIO (V) - O V é excelente desoxidante. Os aços que con- tem V são isentos de bolhas de gás e portanto altamente homogê- neos, dando a eles maior capacidade de forjagem , estampagem e usinagem. Em virtude de sua alta resistência, as ferramentas de aço V podem ter secções bastante reduzidas. O V entra em quase todas as ligas que compõem os aços rápidos.Geralmente os aços Cr-V contem 0,13 a 1,1 % C, 0,5 a 1,5 % Cr,0,15 a 0,3 % V. São empregados na fabricação de talhadeiras para máquinas rebarbadoras e ferramentas para grandes esforços: chaxes, alicates, alavancas, etc.
DIAGRAMA DE EQUILÍBRIO DO
FERRO-CARBONO (Fe-C)
As ligas de ferro – carbono são as mais utilizadas dentre
todas as ligas metálicas. O ferro é um metal abundante na crostaterrestre e caracteriza-se por ligar-se com outros elementos, metá-licos ou não metálicos, dos quais o principal é o carbono. O dia-grama ferro - carbono é fundamental para facilitar a compreensãosobre o que ocorre com as ligas ferrosas quando submetidas aoperações de tratamento térmico, que modificam suas proprieda-des mecânicas para aplicações sob as mais variadas condições deserviço.
Inicialmente, observaremos as transformações do ele-mento ferro quando submetido ao aquecimento ou resfriamentolentos.
O ferro, como todos os metais tem uma estrutura cristali-na. A disposição própria e regular dos átomos de cada metal, emforma de cristais, se chama rede cristalina ou reticulado cristalino.
ALOTROPIA DO FERRO PURO
*ALOTROPIA: é um fenômeno químico que consiste em poder umelemento químico cristalizar-se em mais de um sistema cristalino eter por isso diferentes propriedades físicas.
*FENÔMENO DE CRISTALIZAÇÃO: é o fenômeno em que as“células unitárias” se reúnem e forma uma rede cristalina ou retícu-lo cristalino.
*CÉLULA UNITÁRIA: é o agrupamento dos átomos metálicos queprocuram ocupar posições definidas e ordenadas que se repetemem três dimensões formando uma figura geométrica regular.
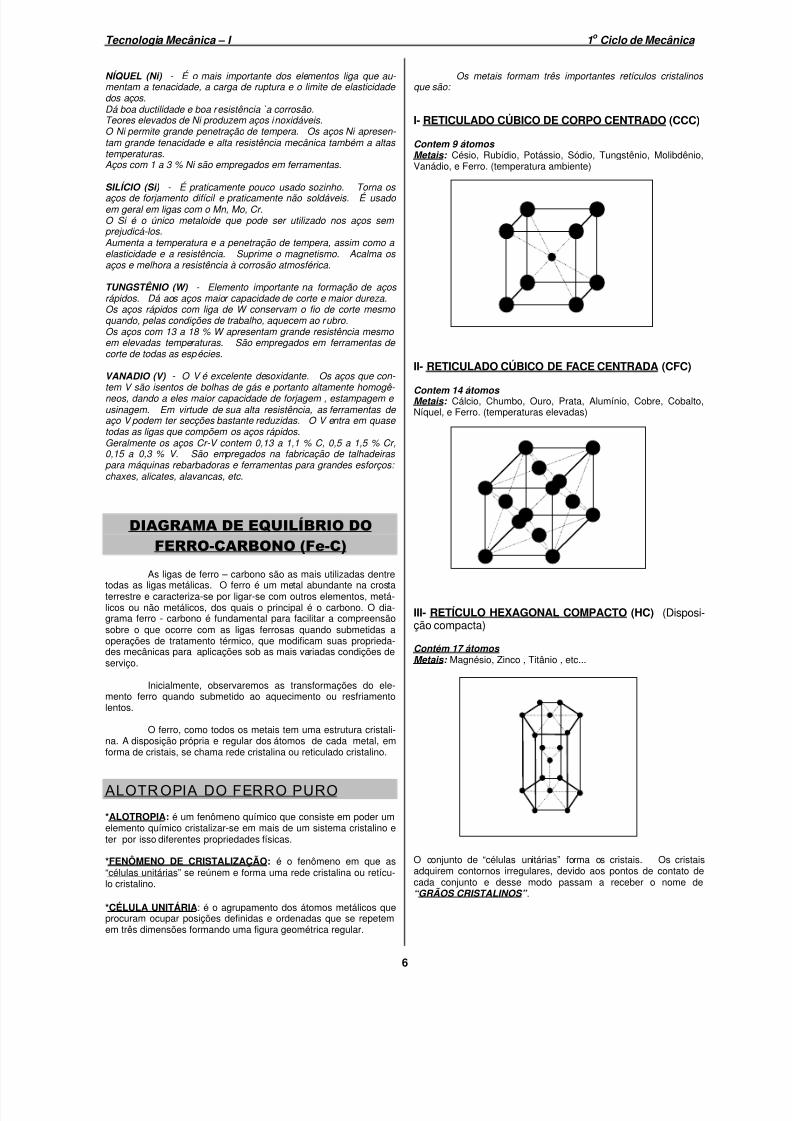
Os metais formam três importantes retículos cristalinos que são:
I- RETICULADO CÚBICO DE CORPO CENTRADO (CCC)
Contem 9 átomos Metais: Césio, Rubídio, Potássio, Sódio, Tungstênio, Molibdênio,Vanádio, e Ferro. (temperatura ambiente)
II- RETICULADO CÚBICO DE FACE CENTRADA (CFC)
Contem 14 átomos Metais: Cálcio, Chumbo, Ouro, Prata, Alumínio, Cobre, Cobalto,Níquel, e Ferro. (temperaturas elevadas)
III- RETÍCULO HEXAGONAL COMPACTO (HC) (Disposi-ção compacta)
Contém 17 átomos Metais: Magnésio, Zinco , Titânio , etc...
O conjunto de “células unitárias” forma os cristais. Os cristaisadquirem contornos irregulares, devido aos pontos de contato decada conjunto e desse modo passam a receber o nome de“GRÃOS CRISTALINOS” .
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 7/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
7
O “Graõ Cristalino” é constituídos por milhares de célulasunitárias.
Os grãos podem ser observados melhor com auxílio de um micros-cópio metalográfico. A figura, abaixo, ilustra uma peça de aço debaixo teor de carbono, com a superfície polida e atacada quimica-mente ampliada muitas vezes.
As regiões claras e escuras, todas com contornos bemdefinidos como se fossem uma colmeia, são os grãos.
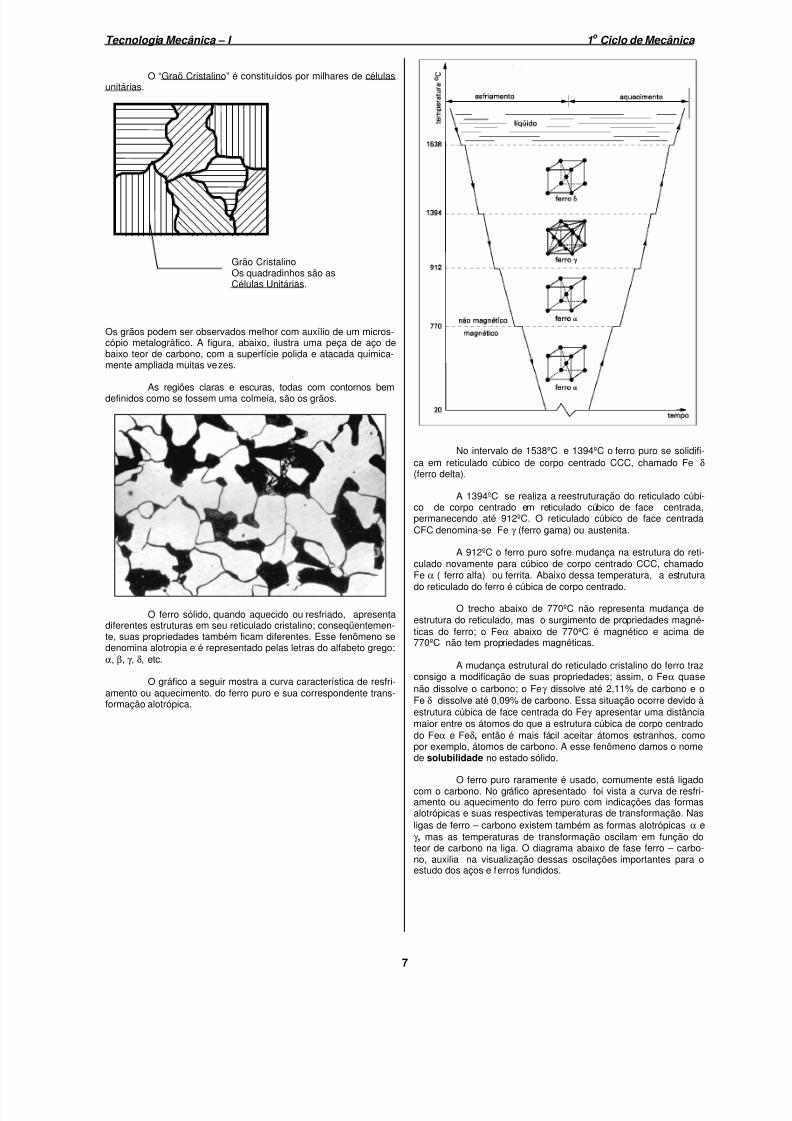
O ferro sólido, quando aquecido ou resfriado, apresentadiferentes estruturas em seu reticulado cristalino; conseqüentemen-te, suas propriedades também ficam diferentes. Esse fenômeno sedenomina alotropia e é representado pelas letras do alfabeto grego:α, β, γ , δ, etc.
O gráfico a seguir mostra a curva característica de resfri-amento ou aquecimento. do ferro puro e sua correspondente trans-formação alotrópica.
No intervalo de 1538ºC e 1394ºC o ferro puro se solidifi-ca em reticulado cúbico de corpo centrado CCC, chamado Fe δ(ferro delta).
A 1394ºC se realiza a reestruturação do reticulado cúbi-co de corpo centrado em reticulado cúbico de face centrada,permanecendo até 912ºC. O reticulado cúbico de face centradaCFC denomina-se Fe γ (ferro gama) ou austenita.
A 912ºC o ferro puro sofre mudança na estrutura do reti-culado novamente para cúbico de corpo centrado CCC, chamadoFe α ( ferro alfa) ou ferrita. Abaixo dessa temperatura, a estrutura
do reticulado do ferro é cúbica de corpo centrado.O trecho abaixo de 770ºC não representa mudança de
estrutura do reticulado, mas o surgimento de propriedades magné-ticas do ferro; o Feα abaixo de 770ºC é magnético e acima de770ºC não tem propriedades magnéticas.
A mudança estrutural do reticulado cristalino do ferro trazconsigo a modificação de suas propriedades; assim, o Feα quasenão dissolve o carbono; o Feγ dissolve até 2,11% de carbono e oFe δ dissolve até 0,09% de carbono. Essa situação ocorre devido àestrutura cúbica de face centrada do Feγ apresentar uma distânciamaior entre os átomos do que a estrutura cúbica de corpo centradodo Feα e Feδ, então é mais fácil aceitar átomos estranhos, comopor exemplo, átomos de carbono. A esse fenômeno damos o nomede solubilidade no estado sólido.
O ferro puro raramente é usado, comumente está ligadocom o carbono. No gráfico apresentado foi vista a curva de resfri-amento ou aquecimento do ferro puro com indicações das formasalotrópicas e suas respectivas temperaturas de transformação. Nasligas de ferro – carbono existem também as formas alotrópicas α eγ , mas as temperaturas de transformação oscilam em função doteor de carbono na liga. O diagrama abaixo de fase ferro – carbo-no, auxilia na visualização dessas oscilações importantes para oestudo dos aços e ferros fundidos.
Grão CristalinoOs quadradinhos são asCélulas Unitárias.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 8/51
Tecnologia Mecânica – I 1o Ciclo de Mecânica
8
O diagrama de fase ferro carbono pode ser dividido em três partes: • de 0 a 0,008%C - ferro puro• de 0,008 a 2,11%C - aço
• de 2,11 a 6,69%C - ferro fundido

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 9/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
9
Fases relevantes do diagrama
ferro - carbono
• Ferrita (α) - solução sólida de carbono em ferro CCC , existenteaté a temperatura de 912ºC, caracteriza-se pela baixa solubilidadede carbono no ferro, chegando ao máximo de 0,0218% a 727ºC.
• Austenita (γ ) - solução sólida de carbono em ferro CFC, existindoentre as temperaturas de 912ºC e 1495ºC, e com solubilidade máxi-ma de carbono no ferro de 2,11% a 1148ºC.• Ferrita (δ) – solução sólida de carbono em ferro CCC, sendoestável até 1538ºC, quando o ferro se liqüefaz. A solubilidade docarbono é baixa, atingindo um máximo de 0,09% a 1495ºC. Quandonão houver referência contrária, o termo ferrita, subentenderá aferrita α .• Cementita (Fe3C) - é um carboneto de ferro de alta dureza comteor de carbono de 6,69% de carbono.
Linhas relevantes do diagrama ferro-
carbono
Linha A1 – indica a ocorrência de uma parada (Arrêt) durante a trans-formação. Assim ao resfriar um aço com 0,77% C, observa-se uma
“parada” na temperatura de 727ºC, ou seja, enquanto a transforma-ção γ →α+ Fe3C não se completar a temperatura permaneceráconstante.
Linha A2 – indica a temperatura de transformação magnética do ferroCCC a 770ºC.
Linha A3 – indica a temperatura de transformação γ →α. À medidaque o teor de carbono vai aumentando, a temperatura A3 vai diminu-indo, até o limite de 727ºC, onde se encontra com A1.
Linha Acm – indica a temperatura de transformação γ → Fe3C. Inicia-se a 727ºC com 0,77% C e vai aumentando com a elevação do teorde carbono, até atingir 1148ºC a 2,11% C.
Linha Solidus – indica que abaixo desta linha todo material estará noestado sólido.
Linha Liquidus – indica que acima desta linha todo material estará naforma líquida.
Pontos relevantes do diagrama ferro-carbono
Ponto eutético - indica a presença de uma liga eutética, com 4,3% Ca 1148ºC Ponto eutetóide indica a presença de uma liga eutetói-de, com 0,77%C a 727ºC.
Componentes da estrutura dos aços
No ponto eutetóide se verifica uma transformação importante noestudo dos aços, ou seja um aço com 0,77%C acima de 727ºCencontra-se no estado de austenita. No ponto eutetóide a austenitase transforma em uma mistura de duas fases – ferrita e cementita -que se denomina perlita.
A perlita tem uma estrutura finamente raiada que, semelhante amadrepérola, está formada de lâminas finíssimas superpostas, alter-nando-se uma camada de ferrita e outra de cementita, conforme afigura a seguir.
Assim os aços com 0,77% C são chamados de eutetóides. Açoscom menos de 0,77%C são chamados hipoeutetóides e com mais de0,77%C são chamados hipereutetóides.
Embora a perlita não seja uma fase, e sim um constituinte, é possí-vel prever quais são as microestruturas presentes nos aços após oresfriamento lento.
Os aços hipoeutetóides (até 0,77%C) apresentam em sua microes-trutura ferrita e perlita conforme mostra a figura esquemática abaixo.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 10/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
10
A figura a seguir mostra o aspecto micrográfico de um aço hipo-eutetóide com aproximadamente 0,3%C, submetido ao ataque
reativo de nital, ampliado 200 vezes. Os grãos escuros são deperlita e os grãos brancos são de ferrita.
Os aços eutetóides (0,77%C) apresentam em sua microestruturasomente perlita, conforme mostra a figura esquemática abaixo.
A figura a seguir mostra o aspecto micrográfico de um aço eutetóide
com 0,77%C, submetido ao ataque reativo de nital, ampliado 1000vezes.
Nota-se a estrutura lamelar; as linhas escuras representando a ce- mentita e as linhas brancas a ferrita
Os aços hipereutetóides (0,77% a 2,11%C) apresentam em suamicroestrutura perlita e cementita, conforme mostra a figura esque-mática a seguir.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 11/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
11
A figura a seguir mostra o aspecto micrográfico de um aço hipereute-tóide com aproximadamente 1%C, submetido ao ataque reativo depicral, ampliado 200 vezes.
Nota-se que a cementita está disposta em torno dos grãos de perlita,formando uma rede.
Os aços hipoeutetóides apresentarão tanto maior quantidade deferrita quanto menos carbono contiverem, e os aços hipereutetóidestanto maior quantidade de cementita quanto mais se aproximarem doteor de 2,11% de carbono. A figura a seguir mostra de modo esque-mático o teor de carbono e sua microestrutura correspondente.
Interpretação final dos diagrama
Os aços hipoeutetóides (0,4%C por exemplo) têm pouco carbono,portanto há pouca perlita e quase nenhuma cementita livre. A maiorparte de massa constitui-se de ferrita que é Feα , caracterizando-sepela baixa dureza, porém com alta ductilidade. O diagrama de faseapresentado a seguir, indica as fases presentes nos pontos determi-nados e o respectivo estado físico do aço hipoeutetóide com 0,4% C,quando submetido ao resfriamento lento.
PontoTemperaturaaproximada
Estadofísico
Fasespresentes
Comentários
A 1600ºC líqüido líqüidaToda a matérialíqüida. Todo o
carbono dissolvido
B 1480ºC líqüido líqüida
Início da solidifica-ção. Forma-se oprimeiro cristal
sólido
C 1450ºC misturalíqüida
+sólida
Campo bifásico.O líqüido vai trans-formando-se conti-
nuamente emaustenita
D 1350ºC sólido austenita
Todo materialsolidificado.
O ultimo líqüidosolidificou-se
E 1000ºC sólido austenita
Apenas sólidopresente – austeni-ta - é Fe CFC comtodo carbono dis-
solvido
F 780ºC sólido austenita
Início da transfor-mação da austenitaem ferrita. O car-bono começa a
liberta-se
G 750ºC sólidoaustenita
+ferrita
CFC transforma-secontinuamente em
CCC, libertandocarbono para for-
mar a perlita
H 727ºC sólidoperlita
+ferrita
Completada atransformação
I <727ºC sólidoperlita
+ferrita
Material prontopara ser utilizado

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 12/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
12
Nos aços hipereutetóides ( 0,9%C por exemplo), devido ao alto teorde carbono, teremos a formação de cementita mais a perlita. Odiagrama de fase apresentado a seguir mostra as fases presentes eo respectivo estado físico do aço hipereutetóide com 0,9% C ,quandosubmetido ao resfriamento lento.
PontoTemperaturaaproximada
Estadofísico
Fasespresentes Comentários
A > 1500ºC líqüido líqüidaToda a matérialíqüida. Todo o
carbono dissolvido.
B 1500ºC líqüido líqüida
Início da solidifica-ção. Forma-se o
primeiro cristalsólido.
C 1450ºC misturalíqüida
+sólida
Campo bifásico.O líqüido vai trans-formando-se conti-
nuamente emaustenita.
D 1430ºC sólido austenita
Todo materialsolidificado.
O último líqüidosolidificou-se.
E 1000ºC sólido austenita
Apenas sólidopresente - austenita
- é Fe CFC comtodo carbono dis-
solvido.
F 800ºC sólido austenita
Início da transfor-
mação da austenitaem cementita. Ocarbono começa a
libertar-se.
G 760ºC sólidoaustenita
+cementita
CFC transforma-secontinuamente emCCC, libertando
carbono para for-mar a cementita.
H 727ºC sólidoperlita
+cementita
Completada atransformação.
I < 727ºC sólidoperlita
+cementita
Material pronto paraser utilizado.
Efeito da velocidade de resfriamento nos
aços
Um aço resfriado muito lentamente a partir do campo aus-tenítico apresentará, em temperatura ambiente, uma ou mais dasfases ferrita, perlita e cementita, dependendo de seu teor de carbono.
Porém, se o resfriamento do aço a partir da região austenítica formuito rápido impede-se a formação da perlita. Certamente produz-seum rearranjo cúbico de face centrada (CFC) para cúbico de corpocentrado (CCC), porém os átomos de carbono permanecem retidosem seu núcleo. Como o resfriamento é rápido e a dimensão doreticulado cristalino α é menor que a dimensão do reticulado crista-lino γ , o carbono é forçado a permanecer no reticulado cristalino α,causando deformação e tensão, a conseqüência disso é uma estru-tura dura, quebradiça, acicular denominada martensita, que não éprevista no diagrama ferro carbono.
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 13/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
13
Metais Não Ferrosos
Introdução
Metais não ferrosos são todos os metais puros ou ligados, com exce-ção do ferro e suas ligas.
Os metais não ferrosos podem ser classificados em função de densi-dade em metais leves e metais pesados.
A maioria dos metais puros é mole e tem baixa resistência à tração.Quanto maior for a pureza, mais alto será o ponto de fusão, maior acondutibilidade elétrica e a resistência à corrosão.
Na indicação dos metais não ferrosos puros, deve-se usar a designa-ção química do elemento mais o grau de pureza.
Metais não ferrosos
3dm
5kg
pesadosMetais
≥ρ
Metais leves
3dm
5kg≤ρ
CobreChumbo
ZincoNíquel
EstanhoTungstênioMolibdênio
Cromo
CuPbZnNiSnWMoCr
Manganês
VanádioCobaltoCádmioAlumínioMagnésio
Titânio
Mn
VCoCdAlMgTi
Designação dos metais puros
Ex.:
Zn 99 , 99
Pureza = 99,99%Elemento químico
Obtenção dos metais
Os minérios de onde são retirados os metais, além do próprio metal,contêm também impurezas, tais como: oxigênio, hidrogênio e enxo-fre. A quantidade (porcentagem) de metal varia em função do tipo deminério.
O esquema abaixo mostra o processo de obtenção da maioria dosmetais.
Para se obter um metal quase que totalmente puro (99,99%) usam-se normalmente outros processos além do processo normal de alte-ração do metal siderúrgico, os quais dependem do tipo de metal.
Minério
Metal puro
Metal siderúrgico
Afinagem(eliminação das impurezas)
Metal bruto
Redução
Calcinação
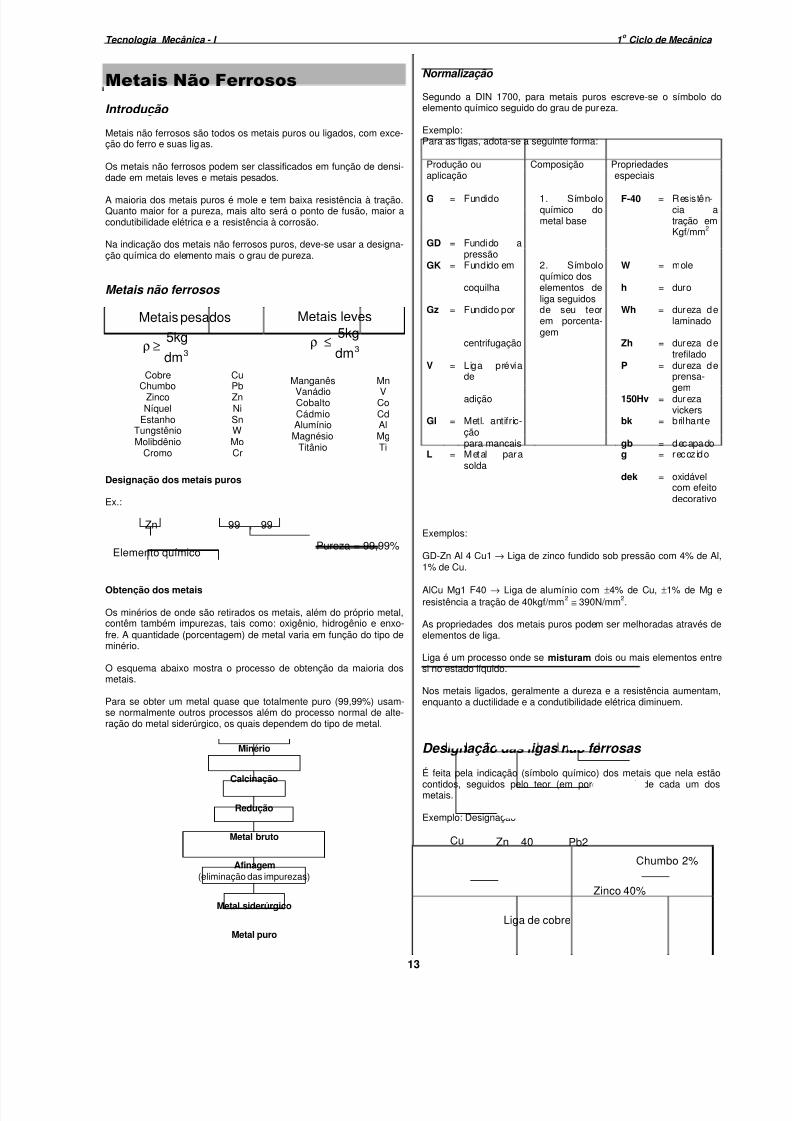
Normalização
Segundo a DIN 1700, para metais puros escreve-se o símbolo doelemento químico seguido do grau de pureza.
Exemplo:Para as ligas, adota-se a seguinte forma:
Produção ouaplicação
Composição Propriedadesespeciais
G = Fundido 1. Símboloquímico dometal base
F-40 = Resistên-cia atração emKgf/mm2
GD = Fundido apressão
GK = Fundido em 2. Símboloquímico dos
W = mole
coquilha elementos deliga seguidos
h = duro
Gz = Fundido por de seu teorem porcenta-gem
Wh = dureza delaminado
centrifugação Zh = dureza detrefilado
V = Liga préviade
P = dureza deprensa-
gemadição 150Hv = durezavickers
Gl = Metl. antifric-ção
bk = brilhante
para mancais gb = decapadoL = Metal para
soldag = recoz ido
dek = oxidávelcom efeitodecorativo
Exemplos:
GD-Zn Al 4 Cu1 → Liga de zinco fundido sob pressão com 4% de Al,1% de Cu.
AlCu Mg1 F40 → Liga de alumínio com ±4% de Cu, ±1% de Mg eresistência a tração de 40kgf/mm2
≅ 390N/mm2.
As propriedades dos metais puros podem ser melhoradas através deelementos de liga.
Liga é um processo onde se misturam dois ou mais elementos entresi no estado líquido.
Nos metais ligados, geralmente a dureza e a resistência aumentam,enquanto a ductilidade e a condutibilidade elétrica diminuem.
Designação das ligas não ferrosas
É feita pela indicação (símbolo químico) dos metais que nela estão
contidos, seguidos pelo teor (em porcentagem) de cada um dosmetais.
Exemplo: Designação
Cu Zn 40 Pb2
Chumbo 2%
Zinco 40%
Liga de cobre

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 14/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
14
Metais não ferrosos pesados
Cobre (Cu)
É um metal de cor avermelhada, bastante resistente à intempérie e àcorrosão. É também um excelente condutor elétrico e de calor (seisvezes mais que o ferro).
Propriedades do cobre
Densidade (ρ) 8,93kg/dm3
Temperatura da liquefação 1083ºResistência à tração 200 ... 360 N
mm2
Transformação fria até 600N/mm2
Alongamento 50 ... 35%Transformação fria 2%
Normalização
Exemplo: E-Cu 99,99Cobre especialmente puroObtenção pela eletrólise (E)
É fácil de fundir, dobrar, forjar, repuxar, tanto a quente como a frio. A
deformação a frio deixa o cobre duro e difícil de dobrar. Com o cobrerecozido a uma temperatura de aproximadamente 600ºC, e sem oresfriamento rápido, elimina-se a dureza proveniente da deformaçãoa frio. Nos processos de usinagem com cavacos, devem-se usarferramentas com grande ângulo de saída e, como fluido de corte, oóleo solúvel.
AplicaçãoÉ normalmente empregado para confecção de fios e cabos conduto-res elétricos, sistemas de aquecimento e resfriamento, tubos, cha-pas, peças fundidas e peças de artesanato.
Chumbo (Pb)
É um metal com aspecto exterior característico, pois apresenta umacor cinza azulada. Sua superfície de ruptura (recente) é de uma cor
branca prateada muito brilhante. É fácil de reconhecê-lo pelo peso: éum material muito denso e macio.
O chumbo é muito dúctil, fácil de dobrar, laminar, martelar (a frio). Ostubos são curvados com auxílio de uma mola ou enchendo-os deareia fina e seca, ou com ajuda de um aparelho de curvar.
Propriedades do chumbo
Densidade (ρ) 11,3 kg
dm3
Ponto de fusão ºC 327ºC
Resistência à tração 15...20 N
mm2
Alongamento 50...30%
Liga-se com dificuldade a outros metais, exceto o estanho, com oqual se produz a solda de estanho. É bem resistente à corrosão,pois, quando exposto ao ar, recobre-se de uma camada protetora deóxido.
Designação do chumbo
Norma DIN 1719 : 1963
Denominação Norma ImpurezaChumbo fino Pb 99,99 0,01%
Chumbo siderúrgico Pb 99,94 0,06%Chumbo refundido Pb 99,9 0,01%
Precaução
Partículas de chumbo que aderem às mãos podem penetrar no orga-nismo e provocar uma intoxicação por isso é indispensável lavar bemas mãos após, seu manuseio.
AplicaçãoÉ aplicado, de forma geral, no revestimento de cabos elétricos sub-terrâneos e de recipientes para ácidos, usados na indústria química.Como liga chumbo-estanho, é uti lizado na solda.
O chumbo fino, especificamente, aplica-se em placas de acumulado-res, cristais óticos e proteção contra raios X.
Zinco (Zn)
É um metal branco azulado. Sua superfície de ruptura é formada decristais que se distinguem facilmente. Entre os metais, é o que tem omaior coeficiente de dilatação térmica (0,000029/ºC). Exposto àumidade do ar, combina-se com o dióxido de carbono (CO2) forman-do uma capa cinzenta de carbonato de zinco (Zn + CO 2), que protegeo metal.
É muito sensível aos ácidos, que o atacam e destroem, sendo por-tanto impossível conservar ácidos em recipientes de zinco.
As propriedades do zinco podem ser sensivelmente melhoradas pelaadições de outros metais.
Propriedades do zinco
Densidade (ρ) 7,1 kg
dm3
Ponto de fusão ºC 419ºCResistência à tração 20...36 N
mm2
Alongamento 1%
Com liga, o zinco de alumínio se torna mais resistente; com liga decobre, mais duro. O magnésio compensa as impurezas existentes eigualmente o torna mais duro. Também o bismuto, o chumbo e o tálio
melhoram consideravelmente as propriedades do zinco para suausinagem.
Designação do zinco
Norma DIN 1706
Denominação Norma ImpurezaZinco fino Zn 99,995 0,005%Zinco siderúrgico Zn 99,95 0,05%Zinco fundido G-Zn.Al6.Cu 1%
AplicaçãoPeças de aço que estejam sujeitas à oxidação do tempo, devemreceber uma zincagem (banho de zinco) para sua proteção.
O zinco é um material muito utilizado na fundição de peças.
Peças complicadas são obtidas através de fundição por injeção, aqual facilita a fabricação em série e aumenta a precisão das peças.
Estanho (Sn)
É um metal branco azulado e macio que se funde facilmente e éresistente à corrosão.
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 15/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
15
Propriedades do estanho
Densidade 7,3 kg
dm3
Temperatura de liquefação 232ºCResistência à tração 40...50 N
mm2
Ductibilidade 50%
Dobrando uma barra de estanho, ouve-se um ruído como se o metalestivesse trincado. Esse ruído é produzido em conseqüência dodeslizamento dos cristais, atritando-se entre si (grito do estanho).
Não se altera quando em contato com ácidos orgânicos ou quandoexposto às intempéries. Em temperaturas inferiores a -15ºC, o esta-nho se decompõe formando um pó de cor cinzenta.
Designação do estanho
Denominação NormaEstanho Sn 99,9
Liga fundida Cu Sn 6
Aplicação O estanho puro não é empregado em construções de peças devido asua pequena resistência à tração.
Graças a sua ductilidade, podem-se laminar folhas delgadas de até0,008mm de espessura.
É muito utilizado no equipamento e maquinaria da indústria alimentí-cia, por ser não tóxico.
Liga-se perfeitamente a outros metais: cobre, chumbo e antimônio.
A solda de estanho é possível sobre latão, aço e aço fundido.
Ligas dos metais pesados não ferrosos
Para melhorar as propriedades dos metais com base o cobre, sãoadicionadas ligas de outros metais, como o zinco e o estanho. As
ligas de cobre possuem cores diferentes, conforme o metal queentra na constituição da liga e na proporção em que é adicionado. Asligas de cobre mais importantes são: latão, bronze e latão vermelho.
Latão
É uma liga de cobre e de zinco com um teor mínimo de 50% decobre.
Produção do latão
Cobre Zn
Latão
Tomback, Latão especial
FundiçãoFundição em
areia
Fundição emcoquilha
LaminadosChapas
TirasBarras maciças
TubosArames
Peças de pressãoBarras perfiladas
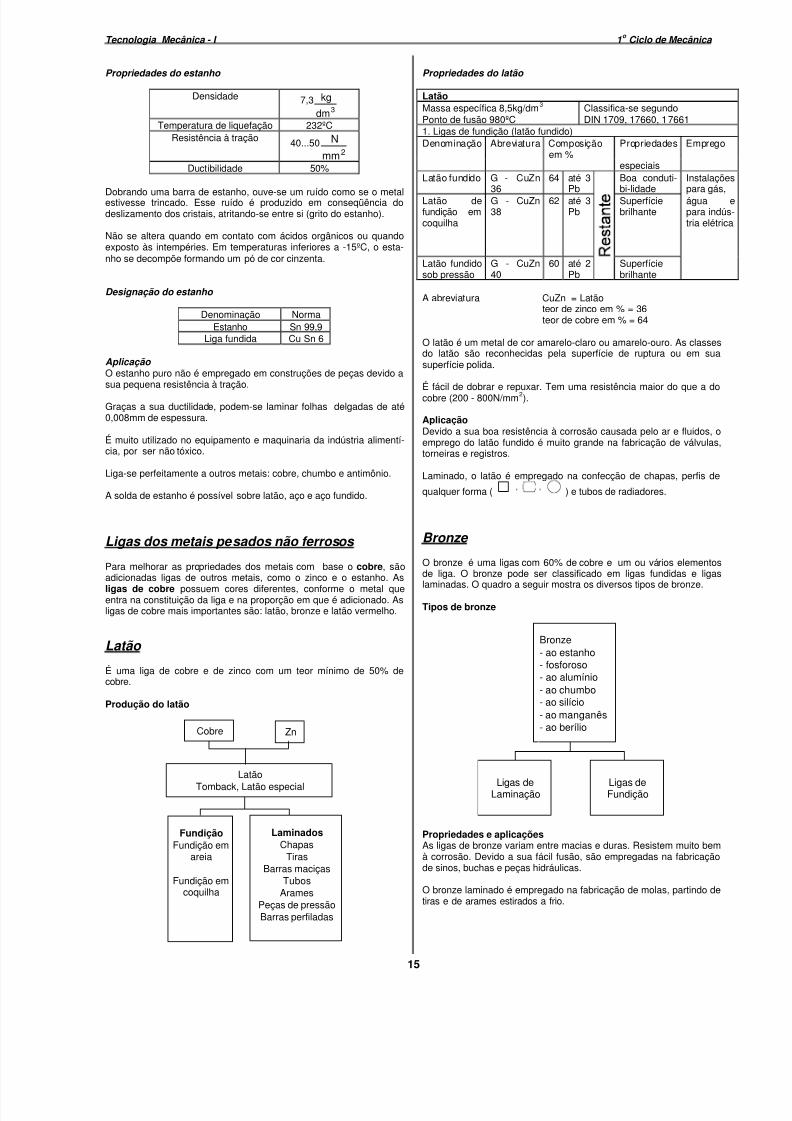
Propriedades do latão
LatãoMassa específica 8,5kg/dm3
Ponto de fusão 980ºCClassifica-se segundoDIN 1709, 17660, 17661
1. Ligas de fundição (latão fundido)Denominação Abreviatura Composição
em %Propriedades Emprego
especiaisLatão fundido G - CuZn
3664 até 3
PbBoa conduti-bi-lidade
Instalaçõespara gás,
Latão defundição emcoquilha
G - CuZn38
62 até 3Pb
Superfíciebrilhante
água epara indús-tria elétrica
Latão fundidosob pressão
G - CuZn40
60 até 2Pb
Superfíciebrilhante
A abreviatura CuZn = Latãoteor de zinco em % = 36teor de cobre em % = 64
O latão é um metal de cor amarelo-claro ou amarelo-ouro. As classesdo latão são reconhecidas pela superfície de ruptura ou em suasuperfície polida.
É fácil de dobrar e repuxar. Tem uma resistência maior do que a docobre (200 - 800N/mm2).
AplicaçãoDevido a sua boa resistência à corrosão causada pelo ar e fluidos, oemprego do latão fundido é muito grande na fabricação de válvulas,torneiras e registros.
Laminado, o latão é empregado na confecção de chapas, perfis de
qualquer forma ( , , ) e tubos de radiadores.
Bronze
O bronze é uma ligas com 60% de cobre e um ou vários elementosde liga. O bronze pode ser classificado em ligas fundidas e ligas
laminadas. O quadro a seguir mostra os diversos tipos de bronze.Tipos de bronze
Bronze- ao estanho- fosforoso- ao alumínio- ao chumbo- ao silício- ao manganês- ao berílio
Ligas deLaminação Ligas deFundição
Propriedades e aplicaçõesAs ligas de bronze variam entre macias e duras. Resistem muito bemà corrosão. Devido a sua fácil fusão, são empregadas na fabricaçãode sinos, buchas e peças hidráulicas.
O bronze laminado é empregado na fabricação de molas, partindo detiras e de arames estirados a frio.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 16/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
16
Propriedades do bronze
Densidade (ρ) 7,6 - 8,8 kg
dm3
Ponto de fusão 900 - 1000ºCResistência à tração 350 - 770 N
mm2
Bronze ao estanho
Esta liga tem de 4 a 20% de estanho. É dúctil e elástica, dura e resis-tente à corrosão.
Exemplo de normalização DIN
Cu Sn 6
6% de estanho94% de cobre
Bronze ao chumbo
Até 25% de chumbo. Boa característica de deslizamento, autolubrifi-cante. Empregada na construção de buchas.
Exemplo de normalização DIN
G - Cu Pb 15 Sn
75% de cobre15% de chumbo8% de estanho
2% de zinco
Bronze ao alumínio
Esta liga tem de 4 a 9% de alumínio. Resistente à corrosão e aodesgaste. Utilizada na construção de buchas, parafusos sem-fim erodas-dentadas.
Exemplo de normalização DIN
Cu Al8 Fe F45
89% de cobre8% de alumínio
≅ 1% de ferroF45 - resistência à tração = 450N/mm2
Latão vermelho (bronze ao zinco)
O latão vermelho é uma liga de cobre, estanho (bronze) e zinco, cujocomponente predominante é o cobre.
É resistente à corrosão e ao desgaste. Além disso, resiste bem àpressão.
É empregada na fundição de buchas e na fabricação de peças hi-dráulicas, tubos e engrenagens helicoidais.
Propriedades do latão vermelho
Densidade 8,6 kg
dm3
Ponto de fusão 900 - 1000ºCResistência à tração 240 - 650 N
mm2
Normalização conforme DIN
G - Cu Sn 10 ZnG = Fundido
10% de estanho≅ 3% de zinco87% de cobre
Torno Mecânico
Torno mecânico é uma máquina-ferramenta utilizada para executar operações de usinagem cilíndrica externa ou interna e outras operações que normalmente são feitas por furadeiras, fresadoras e retificadoras,com adaptações relativamente simples.
A principal característica do torno é o movimento rotativo contínuo realizado pelo eixo-árvore, conjugado com o movimento de avanço da ferramenta de corte. As outras características importantes são o diâmetro do furo do eixo principal, a distância entre pontas e a altura da ponta, que compreende a distância ao fundo da cava, ao barra- mento e ao carro principal.
O torno básico é o torno universal; estudando seu funcionamento, é possível entender todos os outros tipos de torno, por mais sofistica- dos que sejam.Partes principais do torno
As partes principais do torno universal são: placa, cabeçote fixo,recâmbio, caixa de engrenagem, barramento, carro principal e cabe- çote móvel.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 17/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
17
Cabeçote fixo Cabeçote fixo é um conjunto constituído de carcaça, engrenagens e eixo- árvore. O elemento principal do cabeçote é o eixo-árvore, também chama- do árvore ou eixo principal, onde está montada a placa, responsável pelo movimento de rotação da peça; o eixo-árvore é vazado de ponta a ponta,de modo a permitir a passagem de barras.
Caixa Norton Também conhecida por caixa de engrenagem, é formada por carcaça,eixos e engrenagens; serve para transmitir o movimento de avanço do recâmbio para a ferramenta.
Recâmbio O recâmbio é a parte responsável pela transmissão do movimento de
rotação do cabeçote fixo para a caixa Norton. É montado em uma grade e protegido por uma tampa a fim de evitar acidentes. As en- grenagens do recâmbio permitem selecionar o avanço para a ferra- menta.
Barramento Barramento é a parte do torno que sustenta os elementos fixos e móveis do torno. Na parte superior do barramento estão as guias prismáticas, que devem ter um paralelismo perfeito em relação ao eixo-árvore, a fim de garantir o alinhamento da máquina.
Carro principal O carro principal é um conjunto formado por avental, mesa, carro transversal, carro superior e porta-ferramenta.
O avanço do carro principal pode ser manual ou automático. No avanço manual, o giro do volante movimenta uma roda dentada, que engrenada a uma cremalheira fixada no barramento, desloca o carro na direção longitudinal.
No avanço automático, a vara com uma rosca sem-fim movimenta um conjunto de engrenagens ligadas à cremalheira do barramento que, por sua vez, desloca o carro.
O avental transforma os movimentos giratórios do fuso ou da vara em movimento retilíneo longitudinal ou transversal em relação ao eixo- árvore, permitindo o avanço da ferramenta sobre a peça.
A mesa, que desliza sobre as guias prismáticas do barramento,suporta o carro transversal. Nela também estão montados o fuso e o volante com anel graduado, que determinam o movimento do carro transversal.
O carro transversal é responsável pelo movimento transversal da ferramenta e desliza sobre a mesa por meio de movimento manual ou automático.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 18/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
18
No movimento automático, o giro da vara movimenta a rosca sem-fim existente no avental; o movimento é transmitido até a engrenagem do parafuso de deslocamento transversal por meio de um conjunto de engrenagens; esse conjunto de engrenagens faz girar o parafuso,deslocando a porca fixada no carro.
O movimento manual é realizado por meio do manípulo existente no
volante montado na extremidade do parafuso de deslocamento transversal. O movimento é controlado por meio de um anel gradua- do, montado no volante.
O carro superior possui uma base giratória graduada que permite o torneamento em ângulo. Nele também estão montados o fuso, o volante com anel graduado e o porta-ferramentas ou torre.
O porta-ferramentas ou torre é o local onde são fixados os suportes de ferramentas, presos por meio de parafuso de aperto.
Cabeçote móvel O cabeçote móvel é a parte do torno que se desloca sobre o barra- mento, oposta ao cabeçote fixo; a contraponta e o eixo principal estão situados na mesma altura e determinam o eixo de rotação da superfície torneada.
O cabeçote pode ser fixado ao longo do barramento por meio de parafusos, porcas, placas e alavanca com excêntrico.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 19/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
19
O cabeçote móvel tem as seguintes funções: • servir de suporte à contraponta, destinada a apoiar um dos ex- tremos da peça a tornear;
• servir para fixar o mandril de haste cônica para furar com broca no torno;
• servir de suporte direto para ferramentas de corte de haste côni- ca como brocas, alargadores e machos;
• deslocar a contraponta lateralmente para tornear peças de pe- quena conicidade.
As partes principais do cabeçote móvel são: base, corpo, mangote,trava do mangote e volante.
Base - desliza sobre o barramento e serve de apoio ao corpo.
Corpo - é onde se encontra todo o mecanismo do cabeçote móvel e pode ser deslocado lateralmente, a fim de permitir o alinhamento ou desalinhamento da contraponta.
Mangote - é uma luva cilíndrica com um cone morse num lado e uma porca no outro; a ponta com o cone morse serve para prender a contraponta, a broca e o mandril; o outro lado é conjugado a um parafuso, que ao ser girado pelo volante, realiza o movimento de avanço e recúo.
Trava do mangote - serve para fixá-lo, impedindo que se movimente durante o trabalho.
Volante - serve para fazer avançar ou recuar o mangote.
Acessórios do torno
O torno tem vários tipos de acessórios que servem para auxiliar na execução de muitas operações de torneamento.
Denominação Figura Função
Placa de 3 casta- nhas fixar peças cilíndricas
Placa de 4 casta- nhas independen-
tes
fixar peças cilíndricas para tornear excêntricos e fixar peças quadradas
Placa lisa fixar peças de formas irregulares

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 20/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
20
Denominação Figura Função
Placa arrasta- dora
fornecer movimen- to giratório à peça fixada entre pontas
Ponta suportar a peça por meio dos furos
de centro
Luneta fixa e móvel
servir de mancal na usinagem de
eixos longos e de pequeno diâmetro
Bucha cônica
adequar o cone da haste cônica das
brocas ou mandris com encaixe côni- co do mangote e
eixo-árvore
Operações do torno
O torneamento é um processo de usinagem que se baseia no movi- mento da peça ao redor de seu próprio eixo, com a retirada progres- siva de cavaco. O cavaco é cortado por uma ferramenta de um só gume cortante, com dureza superior à do material a ser cortado.
O torneamento exige três movimentos relativos entre a peça e a ferramenta: corte, avanço e penetração. Variando os movimentos, a posição e o formato da ferramenta, é possível realizar grande varie- dade de operações, tais como: faceamento, torneamento cilíndrico,furação, torneamento cônico, interno, externo, sangramento, corte e recartilhamento.
Torneamento cilíndrico externo O torneamento cilíndrico consiste em dar um formato cilíndrico a um material em rotação submetido à ação de uma ferramenta de corte.Essa operação é uma das mais executadas no torno e tem a finalida- de de produzir eixos e buchas ou preparar material para outras ope- rações.
Faceamento Faceamento é a operação que permite fazer no material uma super- fície plana perpendicular ao eixo do torno, de modo a obter uma face de referência para as medidas que derivam dessa face. A operação de facear é realizada do centro para a periferia da peça. Também é possível facear partindo da periferia para o centro da peça, desde que se use uma ferramenta adequada.
Furação A furação permite abrir furos de centro em materiais que precisam
ser trabalhados entre duas pontas ou entre placa e ponta. Também é um passo prévio para fazer furo com broca comum.
Usa-se a furação no torno para fazer furo cilíndrico por deslocamento de uma broca montada no cabeçote. É um furo de preparação do material para operações posteriores de alargamento, torneamento e roscamento internos.
A furação no torno também serve para fazer uma superfície cilíndrica interna, passante ou não, pela ação da ferramenta deslocada parale- lamente ao torno. Essa operação também é conhecida por broquea- mento e permite obter furos cilíndricos com diâmetro exato em bu- chas, polias, engrenagens e outras peças.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 21/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
21
Torneamento cônico externo Operação muito comum, o torneamento cônico externo admite duas técnicas: com inclinação do carro superior e com desalinhamento da contraponta.
O torneamento com inclinação do carro superior é usado para tornear peças cônicas de pequeno comprimento. O torneamento cônico com deslocamento do carro superior consiste em inclinar o carro superior de modo a fazer ferramenta avançar manualmente ao longo da linha que produz o corte no ângulo de inclinação desejado.
O torneamento com desalinhamento da contraponta é usado para peças de grande comprimento com conicidade de até 10 º , aproxima- damente. Consiste em delocar transversalmente o cabeçote móvel por meio de parafuso de regulagem, de modo que a peça forme um ângulo em relação às guias do barramento. Ao avançar paralela- mente às guias, a ferramenta corta um cone com o ângulo escolhido
Torneamento cônico interno Neste tipo de torneamento, o ângulo de deslocamento do carro supe- rior é igual ao ângulo de inclinação do cone que se pretende fabricar.A ferramenta é a mesma utilizada no broqueamento e o controle de conicidade é feito com um calibrador cônico.
Quando se constrói um cone interior para ser acoplado a um cone exterior, deve-se fabricar primeiro o cone exterior, usando-o depois como calibrador para controlar a conicidade da peça com cone inter- no.A principal aplicação do torneamento cônico é na produção de pontas de tornos, buchas de redução, válvulas e pinos cônicos.
Ferramentas de Corte
As ferramentas de corte são empregadas para cortar materiais metá- licos e não metálicos por desprendimento de cavaco. São constituí- das de materiais com elevada dureza, o que lhes permite cortar materiais de dureza inferior.
Existem dois fatores de influência nas ferramentas de corte: a dureza dos materiais de que são feitas e o ângulo da geometria de corte da ferramenta.
Materiais das ferramentas
Normalmente os materiais das ferramentas de corte são aço carbo- no, aço rápido, metal duro e cerâmica.
Aço carbono O aço carbono utilizado para ferramentas de corte tem teores de carbono que variam entre 0,7 e 1,5%; é utilizado em ferramentas para usinagem manual ou em máquinas-ferramenta como, por e- xemplo, limas, talhadeiras, raspadores e serras. As ferramentas de aço carbono são utilizadas para pequenas quantidades de peças e não se prestam a altas produções; são pouco resistentes a tempera- turas de corte superiores a 250º C, daí a desvantagem de usar bai- xas velocidades de corte.
Aço rápido As ferramentas de aço rápido possuem, além do carbono,
vários elementos de liga, tais como tungstênio (W), cobalto (Co),cromo (Cr), vanádio (Va), molibdênio (Mo) e boro (B), que são res- ponsáveis pelas propriedades de resistência ao desgaste e aumen- tam a resistência de corte a quente até 550 º C, possibilitando maior velocidade de corte em relação às ferramentas de aço carbono.
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 22/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
22
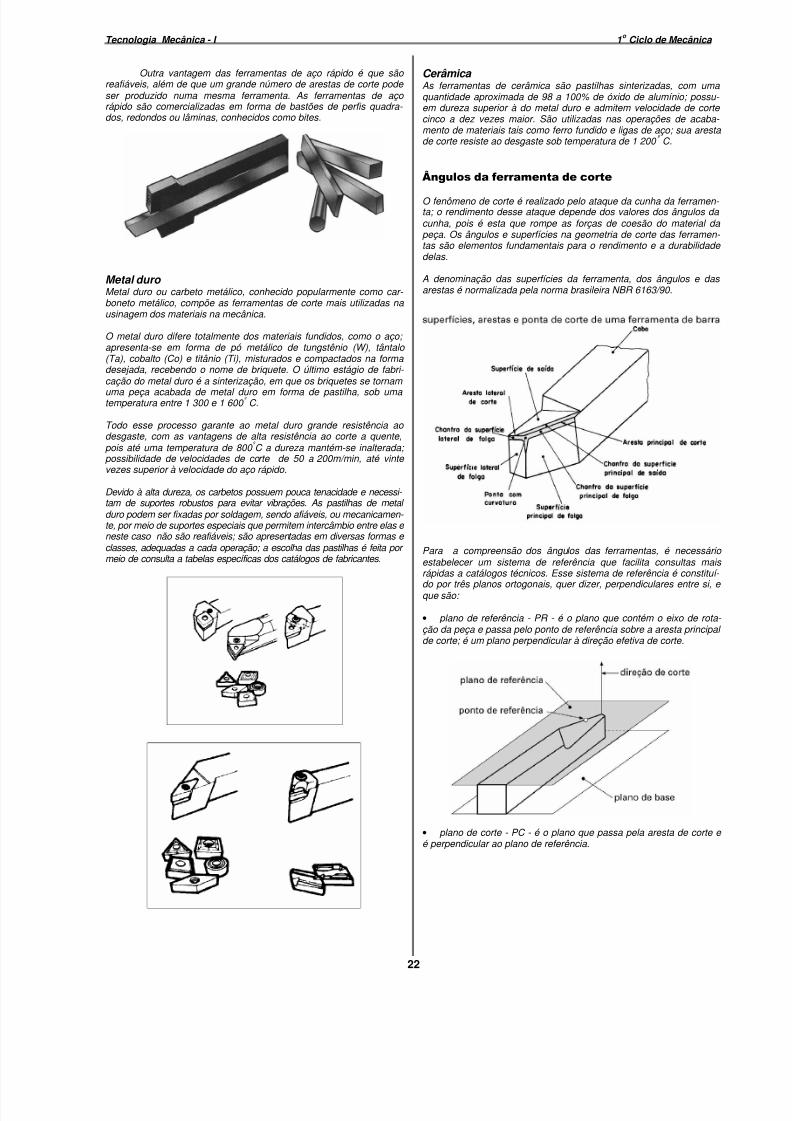
Outra vantagem das ferramentas de aço rápido é que são reafiáveis, além de que um grande número de arestas de corte pode ser produzido numa mesma ferramenta. As ferramentas de aço rápido são comercializadas em forma de bastões de perfis quadra- dos, redondos ou lâminas, conhecidos como bites.
Metal duro Metal duro ou carbeto metálico, conhecido popularmente como car- boneto metálico, compõe as ferramentas de corte mais utilizadas na usinagem dos materiais na mecânica.
O metal duro difere totalmente dos materiais fundidos, como o aço; apresenta-se em forma de pó metálico de tungstênio (W), tântalo (Ta), cobalto (Co) e titânio (Ti), misturados e compactados na forma desejada, recebendo o nome de briquete. O último estágio de fabri- cação do metal duro é a sinterização, em que os briquetes se tornam
uma peça acabada de metal duro em forma de pastilha, sob uma temperatura entre 1 300 e 1 600 º C.
Todo esse processo garante ao metal duro grande resistência ao desgaste, com as vantagens de alta resistência ao corte a quente,pois até uma temperatura de 800 º C a dureza mantém-se inalterada; possibilidade de velocidades de corte de 50 a 200m/min, até vinte vezes superior à velocidade do aço rápido.
Devido à alta dureza, os carbetos possuem pouca tenacidade e necessi- tam de suportes robustos para evitar vibrações. As pastilhas de metal duro podem ser fixadas por soldagem, sendo afiáveis, ou mecanicamen- te, por meio de suportes especiais que permitem intercâmbio entre elas e neste caso não são reafiáveis; são apresentadas em diversas formas e classes, adequadas a cada operação; a escolha das pastilhas é feita por meio de consulta a tabelas específicas dos catálogos de fabricantes.
Cerâmica As ferramentas de cerâmica são pastilhas sinterizadas, com uma quantidade aproximada de 98 a 100% de óxido de alumínio; possu- em dureza superior à do metal duro e admitem velocidade de corte cinco a dez vezes maior. São utilizadas nas operações de acaba- mento de materiais tais como ferro fundido e ligas de aço; sua aresta de corte resiste ao desgaste sob temperatura de 1 200 º C.
Ângulos da ferramenta de corte
O fenômeno de corte é realizado pelo ataque da cunha da ferramen- ta; o rendimento desse ataque depende dos valores dos ângulos da cunha, pois é esta que rompe as forças de coesão do material da peça. Os ângulos e superfícies na geometria de corte das ferramen- tas são elementos fundamentais para o rendimento e a durabilidade delas.
A denominação das superfícies da ferramenta, dos ângulos e das arestas é normalizada pela norma brasileira NBR 6163/90.
Para a compreensão dos ângulos das ferramentas, é necessário estabelecer um sistema de referência que facilita consultas mais rápidas a catálogos técnicos. Esse sistema de referência é constituí-
do por três planos ortogonais, quer dizer, perpendiculares entre si, e que são:
• plano de referência - PR - é o plano que contém o eixo de rota- ção da peça e passa pelo ponto de referência sobre a aresta principal de corte; é um plano perpendicular à direção efetiva de corte.
• plano de corte - PC - é o plano que passa pela aresta de corte e é perpendicular ao plano de referência.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 23/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
23
• plano de medida - PM - é o plano perpendicular ao plano de corte e ao plano de referência; passa pelo ponto de referência sobre a aresta principal de corte.
Os ângulos da ferramenta de corte são classificados em: de folga α (alfa), de cunha β (beta), de saída γ (gama), de ponta ε (epsi- lon), de posição χ (chi) e de inclinação de aresta cortante λ (lambda).
Ângulo de folga α
É o ângulo formado entre a superfície de folga e o plano de corte medido no plano de medida da cunha cortante; influencia na diminui- ção do atrito entre a peça e a superfície principal de folga. Para tornear materiais duros, o ângulo α deve ser pequeno; para materi- ais moles, α deve ser maior. Geralmente, nas ferramentas de aço rápido α está entre 6 e 12 º e em ferramentas de metal duro, α está entre 2 e 8 º .
Ângulo de cunha β
Formado pelas superfícies de folga e de saída; é medido no plano de medida da cunha cortante. Para tornear materiais moles, β = 40 a 50 º ; materiais tenazes, como aço, β = 55 a 75 º ; materiais duros e frágeis, como ferro fundido e bronze, β = 75 a 85 º .
Ângulo de saída γ
Formado pela superfície de saída da ferramenta e pelo plano de referência medido no plano de medida; é determinado em função do material, uma vez que tem influência sobre a formação do cavaco e sobre a força de corte. Para tornear materiais moles, γ = 15 a 40 º ; materiais tenazes, γ = 14 º ; materiais duros, γ = 0 a 8 º . Geralmente,nas ferramentas de aço rápido, γ está entre 8 e 18 º ; nas ferramentas de metal duro, entre -2 e 8 º .
A soma dos ângulos α, β e γ , medidos no plano de medida, é igual a 90 º .α + β + γ = 90 º
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 24/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
24
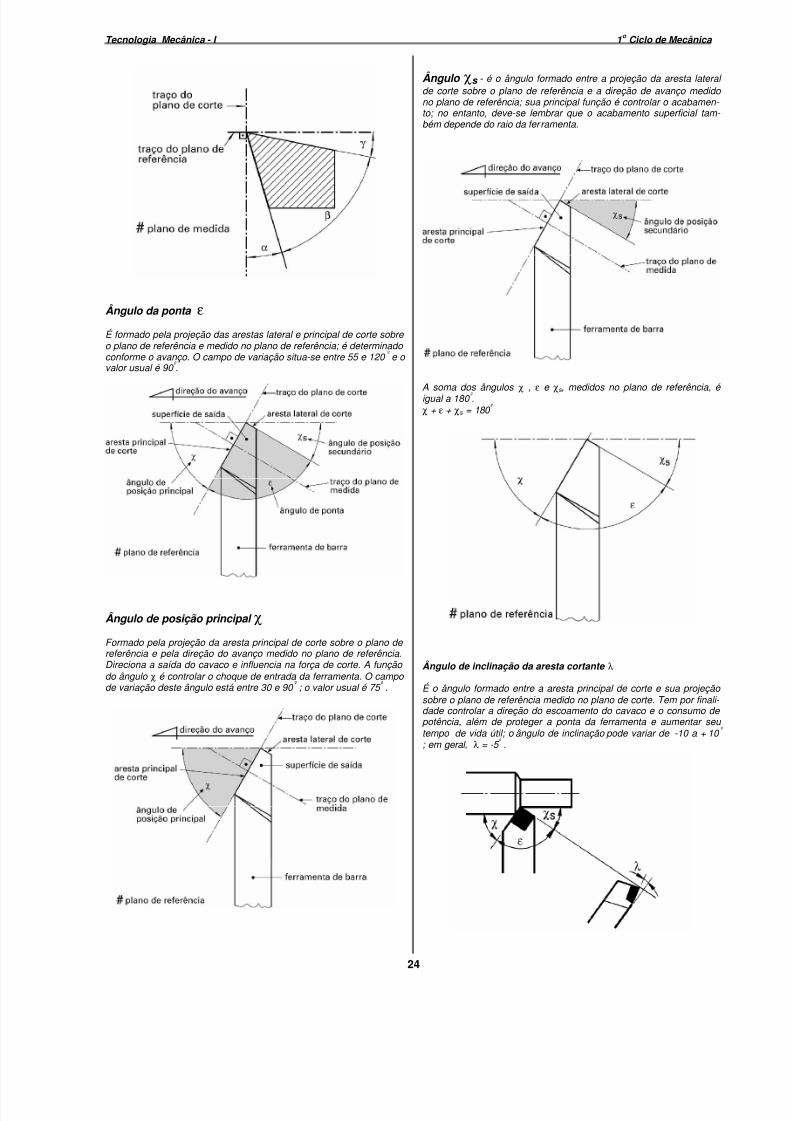
Ângulo da ponta ε
É formado pela projeção das arestas lateral e principal de corte sobre o plano de referência e medido no plano de referência; é determinado conforme o avanço. O campo de variação situa-se entre 55 e 120 º e o valor usual é 90 º .
Ângulo de posição principal χ
Formado pela projeção da aresta principal de corte sobre o plano de referência e pela direção do avanço medido no plano de referência.Direciona a saída do cavaco e influencia na força de corte. A função do ângulo χ é controlar o choque de entrada da ferramenta. O campo de variação deste ângulo está entre 30 e 90 º ; o valor usual é 75 º .
Ângulo χs - é o ângulo formado entre a projeção da aresta lateral de corte sobre o plano de referência e a direção de avanço medido no plano de referência; sua principal função é controlar o acabamen- to; no entanto, deve-se lembrar que o acabamento superficial tam- bém depende do raio da ferramenta.
A soma dos ângulos χ , ε e χs , medidos no plano de referência, é
igual a 180 º .χ + ε + χs = 180 º
Ângulo de inclinação da aresta cortante λ
É o ângulo formado entre a aresta principal de corte e sua projeção sobre o plano de referência medido no plano de corte. Tem por finali- dade controlar a direção do escoamento do cavaco e o consumo de potência, além de proteger a ponta da ferramenta e aumentar seu tempo de vida útil; o ângulo de inclinação pode variar de -10 a + 10 º
; em geral, λ = -5 º .
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 25/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
25
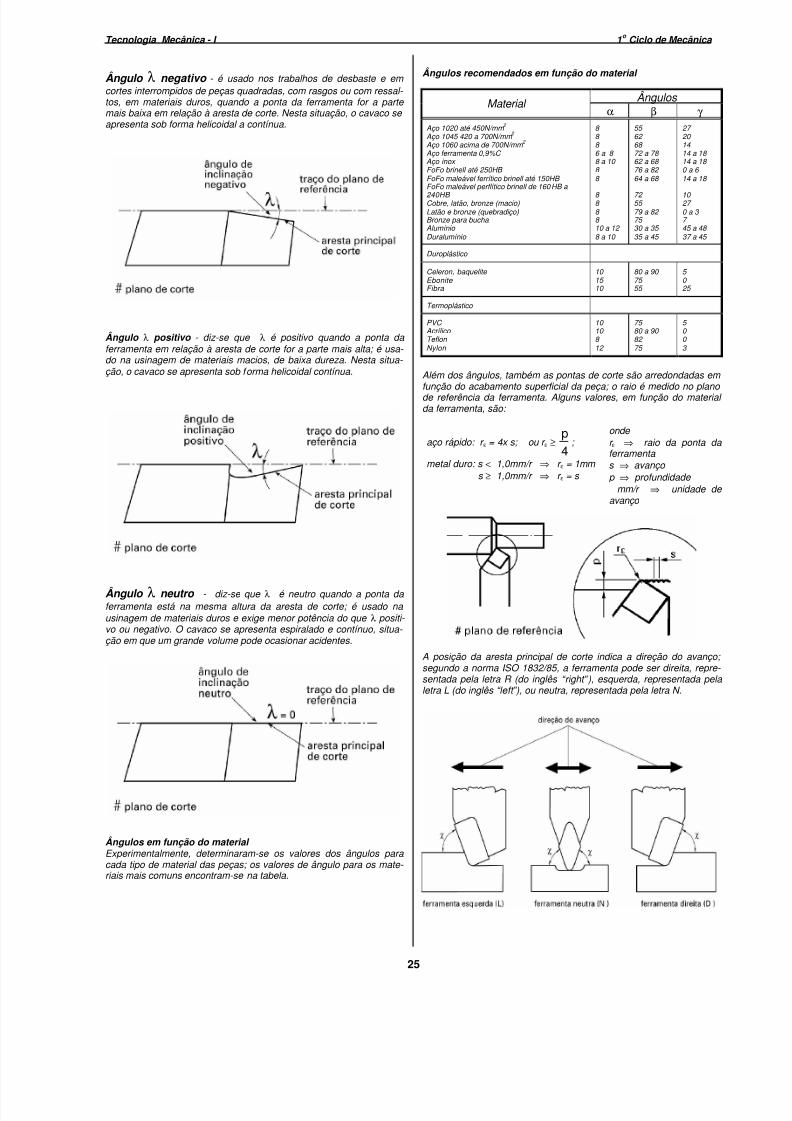
Ângulo λ negativo - é usado nos trabalhos de desbaste e em cortes interrompidos de peças quadradas, com rasgos ou com ressal- tos, em materiais duros, quando a ponta da ferramenta for a parte mais baixa em relação à aresta de corte. Nesta situação, o cavaco se apresenta sob forma helicoidal a contínua.
Ângulo λ positivo - diz-se que λ é positivo quando a ponta da ferramenta em relação à aresta de corte for a parte mais alta; é usa- do na usinagem de materiais macios, de baixa dureza. Nesta situa- ção, o cavaco se apresenta sob forma helicoidal contínua.
Ângulo λ neutro - diz-se que λ é neutro quando a ponta da ferramenta está na mesma altura da aresta de corte; é usado na usinagem de materiais duros e exige menor potência do que λ positi- vo ou negativo. O cavaco se apresenta espiralado e contínuo, situa- ção em que um grande volume pode ocasionar acidentes.
Ângulos em função do material Experimentalmente, determinaram-se os valores dos ângulos para cada tipo de material das peças; os valores de ângulo para os mate- riais mais comuns encontram-se na tabela.
Ângulos recomendados em função do material
Ângulos Material α β γ
Aço 1020 até 450N/mm 2
Aço 1045 420 a 700N/mm 2
Aço 1060 acima de 700N/mm 2
Aço ferramenta 0,9%C Aço inox FoFo brinell até 250HB FoFo maleável ferrítico brinell até 150HB FoFo maleável perflítico brinell de 160HB a
240HB Cobre, latão, bronze (macio)Latão e bronze (quebradiço)Bronze para bucha Alumínio Duralumínio
8 8 8 6 a 8 8 a 10 8 8
8 8 8 8 10 a 12 8 a 10
55 62 68 72 a 78 62 a 68 76 a 82 64 a 68
72 55 79 a 82 75 30 a 35 35 a 45
27 20 14 14 a 18 14 a 18 0 a 6 14 a 18
10 27 0 a 3 7 45 a 48 37 a 45
Duroplástico
Celeron, baquelite Ebonite Fibra
10 15 10
80 a 90 75 55
5 0 25
Termoplástico
PVC Acrílico Teflon Nylon
10 10 8 12
75 80 a 90 82 75
5 0 0 3
Além dos ângulos, também as pontas de corte são arredondadas em função do acabamento superficial da peça; o raio é medido no plano de referência da ferramenta. Alguns valores, em função do material da ferramenta, são:
aço rápido: r ε = 4x s; ou r ε ≥p4
;
metal duro: s < 1,0mm/r ⇒ r ε = 1mm s ≥ 1,0mm/r ⇒ r ε = s
onde r ε ⇒ raio da ponta da ferramenta s ⇒ avanço p ⇒ profundidade
mm/r ⇒ unidade de avanço
A posição da aresta principal de corte indica a direção do avanço; segundo a norma ISO 1832/85, a ferramenta pode ser direita, repre- sentada pela letra R (do inglês right ), esquerda, representada pela letra L (do inglês left ), ou neutra, representada pela letra N.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 26/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
26
Ferramentas de Corte para Torno
As ferramentas de corte para torno podem ser classificadas em ferramentas de desbastar, facear, sangrar, tornear interno, alisar,formar e roscar. São basicamente as mesmas, tanto para torneamen- to externo como para interno.
1. cortar 2. cilindrar à direita 3. sangrar 4. alisar 5. facear à direita
6. sangrar com grande dimensão 7. desbastar à direita 8. cilindrar e facear à esquerda 9. formar
10. roscar
As ferramentas para tornear internamente podem ser de corpo único,com pastilhas soldadas ou com insertos. Podem ser utilizadas nas operações de desbaste ou de acabamento, variando os ângulos de corte e a forma da ponta.
1. desbastar
2. alisar 3. sangrar
4. formar
5. roscar 6. tornear com haste
Ferramenta de desbastar Remove o cavaco mais grosso possível, levando-se em conta a resistência da ferramenta e a potência da máquina. O desbaste pode ser feito à direita ou à esquerda, com ferramenta reta ou curva, po- dendo ser de aço rápido, carboneto metálico soldado ou intercambiá- vel.
Ferramentas para desbastar de aço rápido
Ferramentas para desbastar de carboneto metálico soldado.
Ferramentas para desbastar de carboneto metálico intercambiável.
Ferramenta de facear Empregada para desbastar e para fazer acabamento, pode ser curva ou reta; o trabalho pode ser feito do centro para a periferia, da perife- ria para o centro, à esquerda e à direita.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 27/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
27
Ferramenta de sangrar A ferramenta para sangrar é o bedame, que corta o material perpen- dicularmente ao eixo de simetria da peça, no sentido de fora para dentro, formando canais. É usada na fabricação de arruelas, polias,eixos roscados e canais para alojar anéis de trava ou de vedação e saídas de ferramentas.
O bedame também pode ser usado para separar um material do corpo da peça; quando utilizado para cortar, o bedame deve ter uma ligeira inclinação na aresta de corte, para evitar que a rebarba fique presa à peça.
A relação de medida entre a parte útil b e a aresta de corte a varia aproximadamente de 4:1 até 5:1; essa relação pode ser exemplifica- da pelo quadro, que mostra uma aresta do bedame a = 3,8mm para uma peça de aço 400N/mm 2 , com diâmetro de 45mm.
Uma outra maneira de cortar com bedame é afiá-lo com um grande raio na aresta de corte, de modo a não aumentar o esforço de corte; nesta situação, o cavaco se apresenta em forma de arco, o que facilita sua saída do canal devido a uma compressão lateral; podem- se utilizar velocidades de corte maiores porque o cavaco não atrita com as pa redes laterais da ranhura. A abundância de fluido na região de corte é fundamental para a refrigeração da peça e da fer- ramenta, além de facilitar a expulsão do cavaco. Aplica-se esse tipo de corte em bedame com até 3mm de largura.
Para a execução de canais em peças cilíndricas, como por exemplo na saída de ferramentas, as dimensões e a forma das ranhuras são padronizadas com a finalidade de aumentar a vida útil da peça e da ferramenta. As normas que padronizam a forma e as dimensões de saída para ferramentas e rebolos são a NBR 5870 e DIN 509. As ferramentas são normalmente afiadas com raios e ângulos em con- cordância.
Saída de rosca conforme a NBR 5870
Saída de rebolo conforme a DIN 509
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 28/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
28
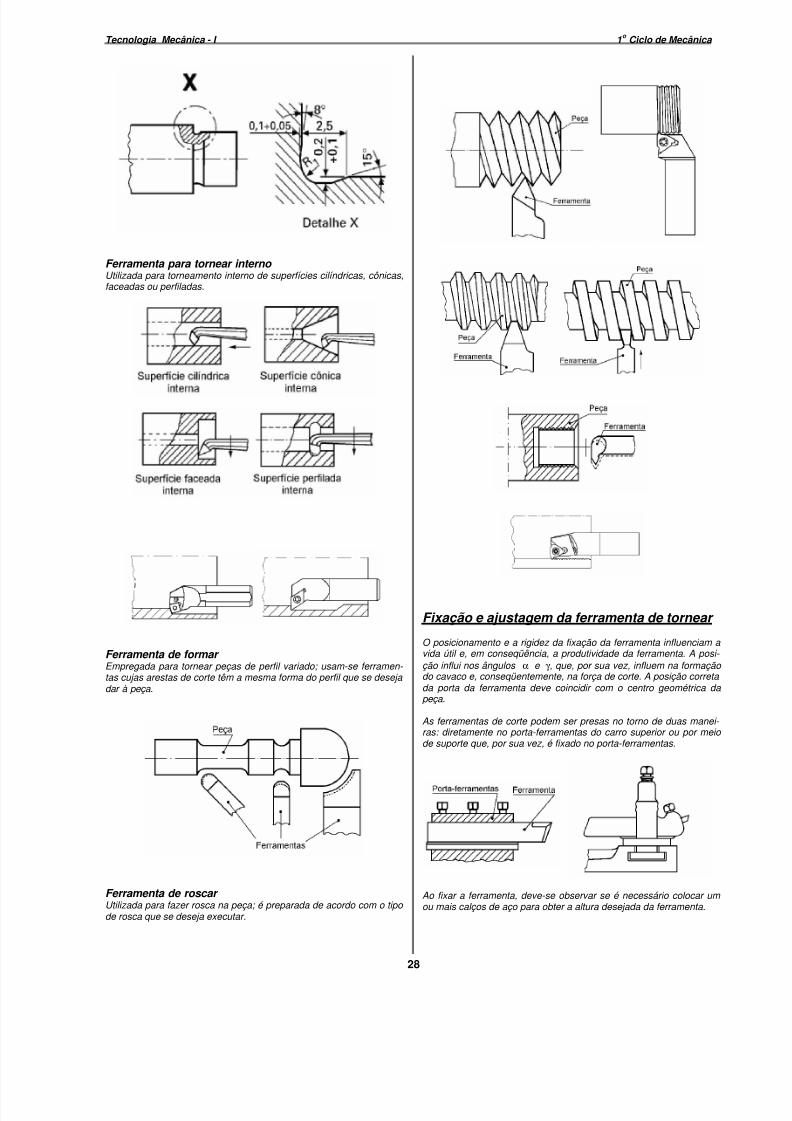
Ferramenta para tornear interno Utilizada para torneamento interno de superfícies cilíndricas, cônicas,faceadas ou perfiladas.
Ferramenta de formar Empregada para tornear peças de perfil variado; usam-se ferramen- tas cujas arestas de corte têm a mesma forma do perfil que se deseja dar à peça.
Ferramenta de roscar Utilizada para fazer rosca na peça; é preparada de acordo com o tipo de rosca que se deseja executar.
Fixação e ajustagem da ferramenta de tornear
O posicionamento e a rigidez da fixação da ferramenta influenciam a vida útil e, em conseqüência, a produtividade da ferramenta. A posi- ção influi nos ângulos α e γ , que, por sua vez, influem na formação do cavaco e, conseqüentemente, na força de corte. A posição correta da porta da ferramenta deve coincidir com o centro geométrica da peça.
As ferramentas de corte podem ser presas no torno de duas manei- ras: diretamente no porta-ferramentas do carro superior ou por meio de suporte que, por sua vez, é fixado no porta-ferramentas.
Ao fixar a ferramenta, deve-se observar se é necessário colocar um ou mais calços de aço para obter a altura desejada da ferramenta.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 29/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
29
Os ângulos α, β e γ devem ser conservados quando se fixam ferra- mentas nos diferentes tipos de porta-ferramentas.
Para que uma ferramenta seja fixada rigidamente, é necessário que sobressaia o menos possível do porta-ferramentas, ou seja, o balan- ço b deve ser o menor possível, para evitar a flexão da ferramenta que pode provocar alterações na rugosidade e nas dimensões da peça.
O valor do ângulo formado pela aresta de corte da ferramenta com a superfície a cortar é variável, conforme a operação. Assim, em ope- ração de desbastar, o ângulo χ pode variar de 30º até 90 º , conforme material. Quanto maior a resistência do material, menor será o ângu- lo. Em operação de facear, o ângulo pode variar de 0 a 5 º
FURADEIRA
Furadeira é uma máquina-ferramenta que permite executar opera- ções como furar, roscar com machos, rebaixar, escarear e alargar furos. Essas operações são executadas pelo movimento de rotação e avanço das ferramentas fixadas no eixo principal da máquina.
O movimento de rotação é transmitido por um sistema de engrena- gens ou de polias, impulsionados por um motor elétrico. O avanço é transmitido por um sistema de engrenagem (pinhão e cremalheira)
que pode ser manual ou automático.
Tipos de furadeiras
A escolha da furadeira está relacionada ao tipo de trabalho que será realizado. Assim, temos: • furadeira portátil; • furadeira de bases magnética; • furadeira de coluna; • furadeira radial; • furadeira múltipla; • furadeira de fusos múltiplos.
A furadeira portátil é usada em montagens, na execução de furos de fixação de pinos, cavilhas e parafusos em peças muito grandes como turbinas e carrocerias, quando há necessidade de trabalhar no pró-
prio local devido ao difícil acesso de uma furadeira maior.
Esse tipo de furadeira também é usado em serviços de manutenção para a extração de elementos de máquinas tais como parafusos e prisioneiros. Pode ser elétrica e também pneumática.
A furadeira de coluna tem esse nome porque seu suporte principal é uma coluna na qual estão montados o sistema de transmissão de movimento, a mesa e a base. A coluna permite deslocar e girar o
sistema de transmissão e a mesa, segundo o tamanho das peças. Afuradeira de coluna pode ser:
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 30/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
30
Furadeirade colunade piso
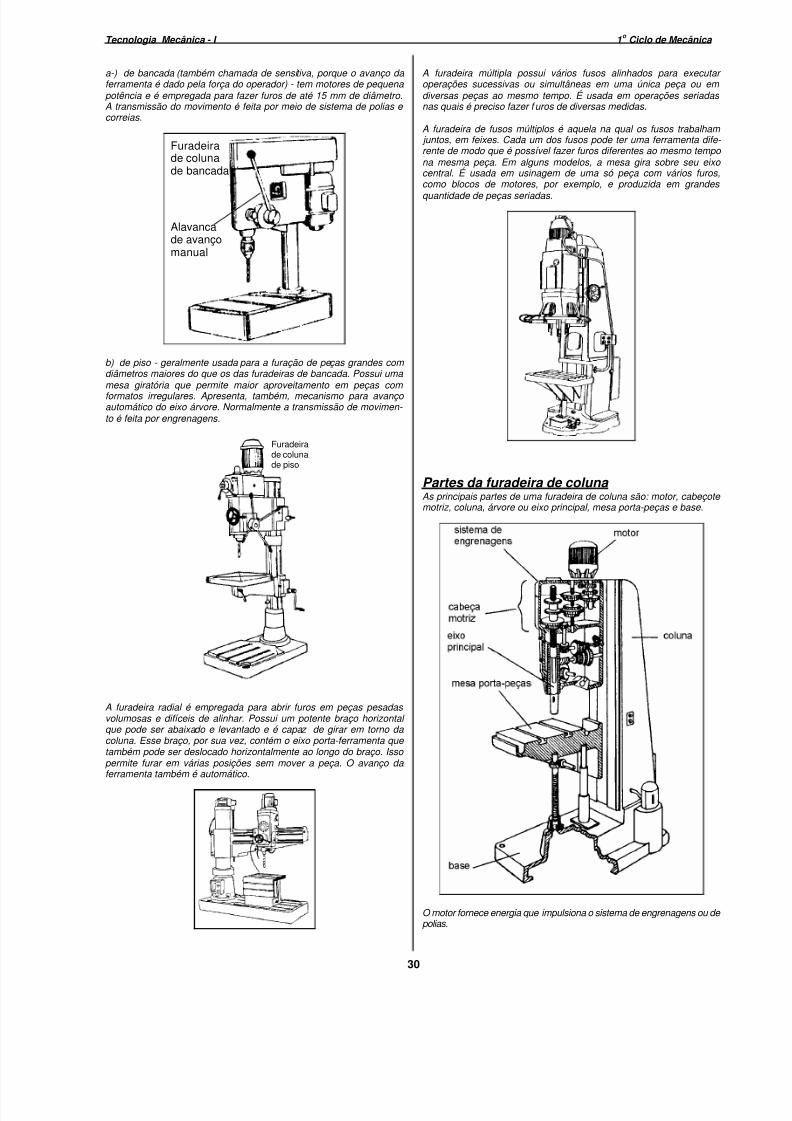
a-) de bancada (também chamada de sensitiva, porque o avanço da ferramenta é dado pela força do operador) - tem motores de pequena potência e é empregada para fazer furos de até 15 mm de diâmetro.A transmissão do movimento é feita por meio de sistema de polias e correias.
Alavancade avançomanual
Furadeirade colunade bancada
b) de piso - geralmente usada para a furação de peças grandes com diâmetros maiores do que os das furadeiras de bancada. Possui uma mesa giratória que permite maior aproveitamento em peças com formatos irregulares. Apresenta, também, mecanismo para avanço automático do eixo árvore. Normalmente a transmissão de movimen- to é feita por engrenagens.
A furadeira radial é empregada para abrir furos em peças pesadas volumosas e difíceis de alinhar. Possui um potente braço horizontal que pode ser abaixado e levantado e é capaz de girar em torno da coluna. Esse braço, por sua vez, contém o eixo porta-ferramenta que também pode ser deslocado horizontalmente ao longo do braço. Isso permite furar em várias posições sem mover a peça. O avanço da ferramenta também é automático.
A furadeira múltipla possui vários fusos alinhados para executar operações sucessivas ou simultâneas em uma única peça ou em diversas peças ao mesmo tempo. É usada em operações seriadas nas quais é preciso fazer f uros de diversas medidas.
A furadeira de fusos múltiplos é aquela na qual os fusos trabalham juntos, em feixes. Cada um dos fusos pode ter uma ferramenta dife- rente de modo que é possível fazer furos diferentes ao mesmo tempo na mesma peça. Em alguns modelos, a mesa gira sobre seu eixo central. É usada em usinagem de uma só peça com vários furos,como blocos de motores, por exemplo, e produzida em grandes
quantidade de peças seriadas.
Partes da furadeira de coluna As principais partes de uma furadeira de coluna são: motor, cabeçote motriz, coluna, árvore ou eixo principal, mesa porta-peças e base.
O motor fornece energia que impulsiona o sistema de engrenagens ou de polias.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 31/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
31
O cabeçote motriz é a parte da máquina na qual se localiza o sistema de engrenagens ou polias e a árvore (ou eixo principal). O sistema de engrenagens ou polias é responsável pela transformação e seleção de rotações transmitidos à árvore ou eixo principal.
A árvore (ou eixo principal), montada na cabeça motriz, é o elemento responsável pela fixação da ferramenta diretamente em seu eixo ou por meio de um acessório chamado de mandril. É essa árvore que transmite o movimento transformado pelo sistema de engrenagens ou polias à ferramenta e permite que esta execute a operação dese- jada.
A coluna é o suporte da cabeça motriz. Dispõe de guias verticais sobre as quais deslizam a cabeça motriz e a mesa porta-peça.
A mesa porta-peça é a parte da máquina onde a peça é fixada. Ela pode ter movimentos verticais, giratórios e de inclinação.
A base é o plano de apoio da máquina para a fixação no piso ou na bancada. Pode ser utilizada como mesa porta-peça quando a peça é de grandes dimensões.
O movimento de avanço de uma broca ou de qualquer outra ferra- menta fixada no eixo principal da furadeira de coluna pode ser execu- tado manual ou automaticamente.
As furadeiras com avanço manual são as mais comuns. Nessas furadeiras, o avanço é controlado pelo operador, quando se executa trabalhos que não exigem grande precisão.
As furadeiras de coluna de piso, radiais, múltiplas e de fusos múlti- plos têm avanço automático. Isso permite a execução de furos com melhor acabamento. Elas são usadas principalmente na fabricação de motores e máquinas.
Manuseio da furadeira
Para obter um bom resultado nas operações com a furadeira, a ferramenta deve estar firmemente presa à máquina a fim de que gire perfeitamente centralizada. A peça, por sua vez, deve estar igual- mente presa com firmeza à mesa da máquina.
Se o furo a ser executado for muito grande, deve-se fazer uma pré
furação com brocas menores.
Uma broca de haste cônica não deve jamais ser presa a um mandril que é indicado para ferramentas de haste cilíndrica paralela.
Para retirar a ferramenta deve-se usar unicamente a ferramenta adequada.
BROCAS
A broca é uma ferramenta de corte geralmente de forma cilíndrica,
fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução de furos cilíndricos.
Essa ferramenta pode ser fixada em máquinas como torno, fresado- ra, furadeira, mandriladora.
Nos tornos, as brocas são estacionárias, ou seja, o movimento de corte é promovido pela peça em rotação. Já nas fresadoras, furadei- ras e nas mandriladoras, o movimento de corte é feito pela broca em rotação.
A broca do tipo helicoidal de aço rápido é a mais usada em mecâni- ca. Por isso, é preciso conhecer suas características de construção e nomenclatura.
As brocas são construídas conforme a norma NBR 6176. A nomen- clatura de suas partes componentes e seus correspondentes em termos usuais em mecânica estão apresentados a seguir.
Broca helicoidal com haste cilíndrica
Broca helicoidal com haste cônica
σ = ângulo de ponta ψ = ângulo da aresta transversal

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 32/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
32
Nomenclatura NBR 6176
Termos usuais
Nomenclatura NBR 6176
Termos usuais
1 comprimento da ponta 2 comprimento utilizável 3 comprimento do canal 4 comprimento da haste 5 comprimento
do rebaixo 6 comprimento total 7 superfície principal de
folga 8 ponta de corte 9 largura l da guia 10 aresta lateral 11 aresta princi- pal de corte
--- comprimento
de corte --- --- comprimento
do pescoço --- superfície
detalonada --- largura do filete cilíndri- co --- ---
12 superfície de saída 13 largura da superfície lateral
de folga 14 comprimento da superfície
lateral de folga
15 guia 16 aresta trans- versal 17 diâmetro da broca 18 quina 19 canal 20 espessura k do núcleo 21 superfície lateral de folga
--- largura do
rebaixo
diâmetro do rebaixo
filete cilíndrico
centro morto --- --- --- alma na
ponta rebaixo
Fonte: Manual Técnico SKF Ferramentas S/A, 1987, p. 7.
Para fins de fixação e afiação, a broca é dividida em três partes: haste , corpo e ponta .
A haste é a parte que fica presa à máquina. Ela pode ser cilíndrica ou cônica, dependendo de seu diâmetro.
O corpo é a parte que serve de guia e corresponde ao comprimento útil da ferramenta. Quando se trata de broca helicoidal, o corpo tem dois canais em forma de hélice espiralada. No caso de broca canhão,ele é formado por uma aresta plana.
A ponta é a extremidade cortante que recebe a afiação. Forma um ângulo de ponta ( σ ) que varia de acordo com o material a ser furado.
A broca corta com as suas duas arestas cortantes como um sistema de duas ferramentas. Isso permite formar dois cavacos simétricos.
Além de permitir a saída do cavaco, os canais helicoidais permitem a entrada do líquido de refrigeração e lubrificação na zona de corte.
As guias que limitam os canais helicoidais guiam a broca no furo.Elas são cilíndricas e suficientemente finas para reduzir o atrito nas paredes do orifício. As bordas das guias constituem as arestas late-
rais da broca.A aresta principal de corte é constituída pela superfície de saída da broca e a superfície de folga.
Características das brocas A broca é caracterizada pelas dimensões, pelo material com o qual é fabricada e pelos seguintes ângulos: a) ângulo de hélice (indicado pela letra grega γ , lê-se gama)
auxilia no desprendimento do cavaco e no controle do acabamen- to e da profundidade do furo. Deve ser determinado de acordo com o material a ser furado: para material mais duro, ângulo mais fechado; para material mais macio, ângulo mais aberto. É formado pelo eixo de simetriada broca e a linha de inclinação da hélice. Conforme o ângulo γ a broca e classifica em N , H , W .
Ângulo da broca
Classifi- cação
quanto ao ângulo de
hélice
Ângu- lo da ponta
( σ )
Aplicação
Tipo H - para materiais duros,tenazes e/ou que produzem cavaco curto (descontí- nuo).
80 °
118 °
140 °
Materiais prensados,ebonite, nái- lon, PVC,mármore,granito.Ferro fundido duro, latão,bronze, cele- ron, baquelite.
Aço de alta liga.
Tipo N - para materiais de tenaci- dade e dureza normais.
130 °
118 °
Aço alto car- bono.
Aço macio,ferro fundido,aço-liga.
Tipo W - para materiais macios e/ou que
produzem cavaco longo.
130 ° Alumínio,zinco, cobre,madeira,plástico.
b) ângulo lateral de folga (representado pela letra grega α, lê-se alfa) tem a função de reduzir o atrito entre a broca e a peça. Is- so facilita a penetração da broca no material. Sua medida varia entre 6 e 27º, de acordo com o diâmetro da broca. Ele também deve ser determinado de acordo com o material a ser furado: quanto mais duro é o material, menor é o ângulo de folga.
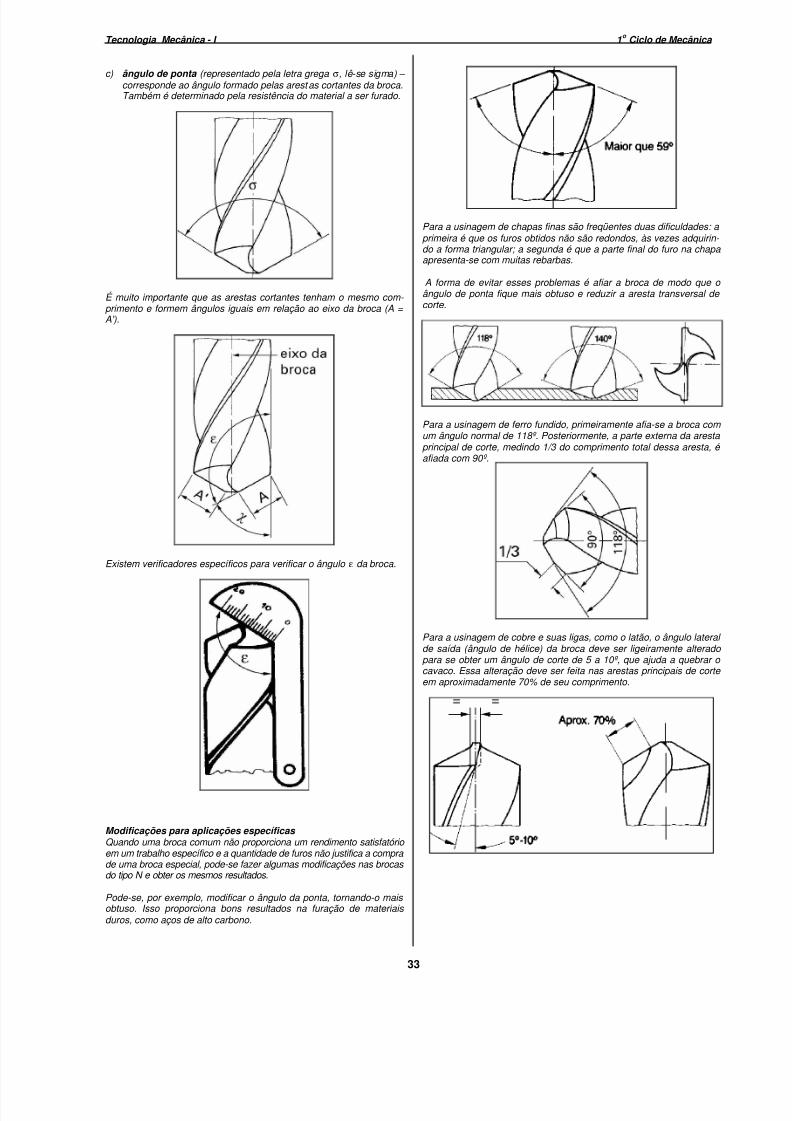
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 33/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
33
c) ângulo de ponta (representado pela letra grega σ, lê-se sigma) corresponde ao ângulo formado pelas arestas cortantes da broca.Também é determinado pela resistência do material a ser furado.
É muito importante que as arestas cortantes tenham o mesmo com- primento e formem ângulos iguais em relação ao eixo da broca (A = A').
Existem verificadores específicos para verificar o ângulo ε da broca.
Modificações para aplicações específicas Quando uma broca comum não proporciona um rendimento satisfatório em um trabalho específico e a quantidade de furos não justifica a compra de uma broca especial, pode-se fazer algumas modificações nas brocas do tipo N e obter os mesmos resultados.
Pode-se, por exemplo, modificar o ângulo da ponta, tornando-o mais obtuso. Isso proporciona bons resultados na furação de materiais duros, como aços de alto carbono.
Para a usinagem de chapas finas são freqüentes duas dificuldades: a primeira é que os furos obtidos não são redondos, às vezes adquirin- do a forma triangular; a segunda é que a parte final do furo na chapa apresenta-se com muitas rebarbas.
A forma de evitar esses problemas é afiar a broca de modo que o ângulo de ponta fique mais obtuso e reduzir a aresta transversal de corte.
Para a usinagem de ferro fundido, primeiramente afia-se a broca com um ângulo normal de 118º. Posteriormente, a parte externa da aresta principal de corte, medindo 1/3 do comprimento total dessa aresta, é afiada com 90º.
Para a usinagem de cobre e suas ligas, como o latão, o ângulo lateral de saída (ângulo de hélice) da broca deve ser ligeiramente alterado para se obter um ângulo de corte de 5 a 10º, que ajuda a quebrar o cavaco. Essa alteração deve ser feita nas arestas principais de corte em aproximadamente 70% de seu comprimento.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 34/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
34
A tabela a seguir mostra algumas afiações especiais, conforme nor- ma NBR 6176 .
Afiações especiais Tipo de afiação Aplicações
Formato ARedução da aresta transversal
Para aços até 900 N/mm 2
Formato B
Redução da aresta transversal com correção da aresta principal de corte
Aço com mais de 900 N/mm 2
Aço para molas Aço ao manganês Ferro fundido
Formato C Afiação em cruz
Aço com mais de 900 N/mm 2
Formato D Afiação com cone duplo Ferro fundido
Formato E Ponta para cen- trar
Ligas de alumínio,cobre e zinco Chapa fina Papel
Brocas especiais Além da broca helicoidal existem outros tipos de brocas para usina- gens especiais. Elas são por exemplo: a) broca de centrar é usada para abrir um furo inicial que servirá
como guia no local do furo que será feito pela broca helicoidal.Além de furar, esta broca produz simultaneamente chanfros ou raios. Ela permite a execução de furos de centro nas peças que vão ser torneadas, fresadas ou retificadas. Esses furos permitem que a peça seja fixada por dispositivos entre pontas e tenha mo- vimento giratório.
Forma A Forma B Forma R
b) broca escalonada simples e múltipla serve para executar furos e rebaixos em uma única operação. É empregada em gran-
de produção industrial.
c) broca canhão tem uma única aresta cortante. É indicada para trabalhos especiais como furos profundos, garantindo sua retitu- de, onde não há possibilidade de usar brocas helicoidais.
d) broca com furo para fluido de corte – é usada em produção contínua e em alta velocidade, principalmente em furos profun- dos. O fluido de corte é injetado sob alta pressão. No caso de fer- ro fundido, a refrigeração é feita por meio de injeção de ar com- primido que também ajuda a expelir os cavacos.
e) broca com pastilha de metal duro para metais é utilizada na furação de aços com resistência à tração de 750 a 1400 N/mm 2
e aços fundidos com resistência de 700 N/mm 2 . è empregada também na furação de peças fundidas de ferro, alumínio, latão.
f) broca com pastilha de metal duro para concreto tem canais projetados para facilitar o transporte do pó, evitando o risco de obstrução ou aquecimento da broca. Diferencia-se da broca com pastilha de metal duro para metais pela posição e afiação da pas-
tilha, e pelo corpo que não apresenta guias cilíndricas.
g) broca para furação curta é utilizada em máquinas-ferramenta CNC, na furação curta de profundidade de até 4 vezes o diâmetro da broca. É provida de pastilhas intercambiáveis de metal duro.Possui, em seu corpo, furos para a lubrificação forçada. Com ela,é possível obter furos de até 58 mm sem necessidade de pré- furação.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 35/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
35
h) broca trepanadora é uma broca de tubo aberto com pastilhas de metal duro intercambiáveis. É utilizada na execução de furos passantes de grande diâmetro. O uso dessa broca diminui a pro- dução do cavaco porque boa parte do núcleo do furo é aproveita- da para a confecção de outras peças.
Existe uma variedade muito grande de brocas que se diferenciam pelo formato e aplicação. Os catálogos de fabricantes são fontes ideais de informações detalhadas e atualizadas sobre as brocas, ou quaisquer outras ferramentas.
FRESADORAS
A fresagem é uma operação de usinagem na qual o material é remo- vido por meio de uma ferramenta giratória chamada de fresa e que apresenta múltiplas arestas cortantes. Cada aresta remove uma pequena quantidade de material a cada volta do eixo no qual a fer- ramenta é fixada.
A máquina que realiza essa operação chama-se fresadora.
Fresadora A fresadora é uma máquina-ferramenta de movimento contínuo que realiza a usinagem de materiais por meio de uma ferramenta de corte chamada de fresa.
A fresadora permite realizar operações de fresagem de superfícies planas, côncavas, convexas e combinadas.
A fresadora é constituída das seguintes partes principais: corpo, eixo principal, mesa, carro transversal, suporte da mesa, caixa de veloci- dade do eixo principal, caixa de velocidade de avanço, torpedo.
O corpo é uma espécie de carcaça de ferro fundido, de base reforça- da e geralmente de formato retangular na qual a máquina fica apoia- da. Ele sustenta os demais órgãos da fresadora.
A mesa serve de apoio para as peças que vão ser usinadas e que podem ser montadas diretamente sobre elas, ou por meio de acessó-
rios de fixação. Assim, a mesa é dotada de ranhuras que permitem alojar os elementos de fixação.
O carro transversal é uma estrutura de ferro fundido de formato retangular sobre a qual desliza e gira a mesa em plano horizontal.
Na base inferior, o carro transversal está acoplado ao suporte da mesa por meio de guias. Com o auxílio de porca e fuso, ele desliza sobre o suporte e esse movimento pode ser realizado manual ou automaticamente por meio da caixa de avanços. Ele pode ser imobi- lizado por meio de um dispositivo adequado.
O suporte da mesa serve de base de apoio para a mesa e seus mecanismos de acionamento. É uma peça de ferro fundido que desliza verticalmente no corpo da máquina por meio de guias, e acionada por um parafuso e uma porca fixa. Quando necessário,pode ser imobilizado por meio de dispositivos de fixação.
A caixa de velocidade do eixo principal é formada por uma série de engrenagens que podem ser acopladas com diferentes relações de transmissão, fornecendo ao eixo principal grande variedade de rota- ções de trabalho. Está alojada na parte superior do corpo da máqui- na. Seu acionamento é independente do da caixa de avanços. Isso permite determinar as melhores condições de corte.
A caixa de velocidade de avanço possui uma série de engrenagens montadas na parte central do corpo da fresadora. Em geral, recebe o movimento diretamente do acionamento principal da máquina. As diversas velocidades de avanço são obtidas por meio do acoplamen- to de engrenagens que deslizam axialmente. Em algumas fresado- ras, a caixa de velocidade de avanço está colocada no suporte da mesa com um motor especial e independente do acionamento princi- pal da máquina.
O acoplamento com o fuso da mesa ou do suporte da mesa é feito por meio de um eixo extensível com articulação tipo cardan .
Características da fresadora Para a usinagem de materiais na fresadora, utiliza-se a fresa, uma ferramenta de corte de múltiplas arestas que é montada no eixo porta-fresas.
Isso permite que a fresadora realize uma grande variedade de traba- lhos em superfícies situadas em planos paralelos, perpendiculares ou formando ângulos diversos. Permite também, construir ranhuras circulares e elípticas, além de fresar formatos esféricos, côncavos e convexos, com rapidez e exatidão de medidas.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 36/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
36
Funcionamento Na fresadora, distinguem-se dois movimentos essenciais.1. o movimento de corte (da ferramenta de rotação contínua); 2. o movimento de avanço da peça, que é fixada a uma mesa que
se movimenta segundo três eixos ortogonais, ou é dotada de mo- vimento giratório por meio de fixação em placas giratórias da me- sa divisora e divisores.
O acionamento principal da máquina é produzido por um motor aloja- do na parte posterior do corpo da máquina. Esse motor transmite o movimento para o eixo principal por meio do sistema de engrenagens da caixa de velocidades.
O movimento de avanço automático é produzido pela caixa de avan- ços, através de um eixo cardan que se articula com um mecanismo- sistema de coroa e parafuso sem fim.
O deslocamento vertical do suporte da mesa, o transversal do carro e
o longitudinal da mesa podem ser realizados manualmente por meio de manivelas acopladas a mecanismos de porca e f uso.
O eixo principal é prolongado com o auxílio do eixo porta-fresas no qual as ferramentas são montadas. Quando o eixo porta-fresas é longo, fica apoiado em mancais montados no torpedo da máquina.
Condições de uso Para que o rendimento do trabalho seja o melhor possível, a fresado- ra deve ser mantida em bom estado de conservação.
Isso é conseguido observando-se as orientações do manual do fabri- cante principalmente no que se refere à limpeza, à lubrificação ade- quada nas superfícies de rotação e deslizamento; não submetendo a máquina a esforços superiores a sua capacidade, e também tendo cuidado na montagem dos mecanismos, mantendo-os sempre bem acoplados.
Tipos de fresadoras As máquinas fresadoras são geralmente classificadas de acordo com a posição do eixo-árvore em relação à mesa de trabalho e de acordo com o tipo de trabalho que realizam. Assim, de acordo com a posição do eixo-árvore, elas podem ser: • horizontal; • vertical; • mista.
De acordo com o trabalho que realizam, elas podem ser: • copiadora; • geradora de engrenagens; • pantográfica; • universal.
A fresadora é horizontal quando seu eixo-árvore é paralelo à mesa
da máquina.
Se o eixo-árvore é perpendicular à mesa da máquina, a fresadora é vertical.
A Fresadora copiadora trabalha com uma mesa e dois cabeçotes: o cabeçote apalpador e o de usinagem. Essa fresadora realiza o traba- lho de usinagem a partir da cópia de um modelo dado.
A fresadora geradora de engrenagens permite a usinagem em alta produção de engrenagens. Os processos de geração de engrena- gens por meio desse tipo de máquina-ferramenta são de três tipos condicionados ao tipo da máquina. Eles são: • Processo Renânia, no qual o movimento giratório sincronizado entre a ferramenta (denominada de caracol ) e a peça possibilita maior produção com perfil exato da evolvente;
• Processo Fellows e Maag, nos quais o movimento principal de corte da ferramenta é linear (parecido com o da plaina vertical) e o movimento da peça é giratório. Nesses processos, a produção é menor, mas possibilita a usinagem de engrenagens escalonadas e internas.
A fresadora pantográfica também permite a usinagem a partir da cópia de um modelo. A diferença nesse tipo de fresadora está no fato de que a transmissão do movimento é coordenada manualmente pelo operador. Isso permite trabalhar detalhes como canais e peque- nos raios, mais difíceis de serem obtidos em uma fresadora copiado- ra.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 37/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
37
Esse tipo de fresadora pode ser de dois tipos: bidimensional e tridi- mensional.
Fresadora Universal
Além das características comuns a todas as fresadoras, a fresadora universal apresenta dois eixos-árvore: um horizontal e outro vertical.
O eixo horizontal está localizado no corpo da máquina.
O eixo vertical situa-se no cabeçote localizado na parte superior da máquina.
Alguns desses cabeçotes têm dupla articulação. Isso permite a incli- nação do eixo porta-fresa no ângulo desejado em relação à superfí- cie da mesa.
Desse modo, a fresa pode ocupar qualquer posição no espaço e trabalhar em qualquer ângulo, produzindo peças de perfis e formatos variados, mediante o emprego da f resa adequada.
A mesa da fresadora universal é montada sobre uma base que per- mite girá-la no plano horizontal até um ângulo de inclinação de 45 o
nos dois sentidos.
A essa mesa pode ser adaptado um aparelho divisor universal que permite a fresagem de engrenagens cilíndricas ou cônicas de dentes
retos ou helicoidais.
A fresadora universal apresenta também: • dispositivo para aplainamento vertical, com movimento retilíneo alternativo; • dispositivo para fresar cremalheiras; • mesa divisora (platô giratório) a 360 o para fresagens especiais.
FRESAS
Na fresagem, usa-se uma ferramenta multicortante chamada de fresa que retira cavacos por meio de movimentos circulares enquanto a peça se desloca com movimentos retilíneos.
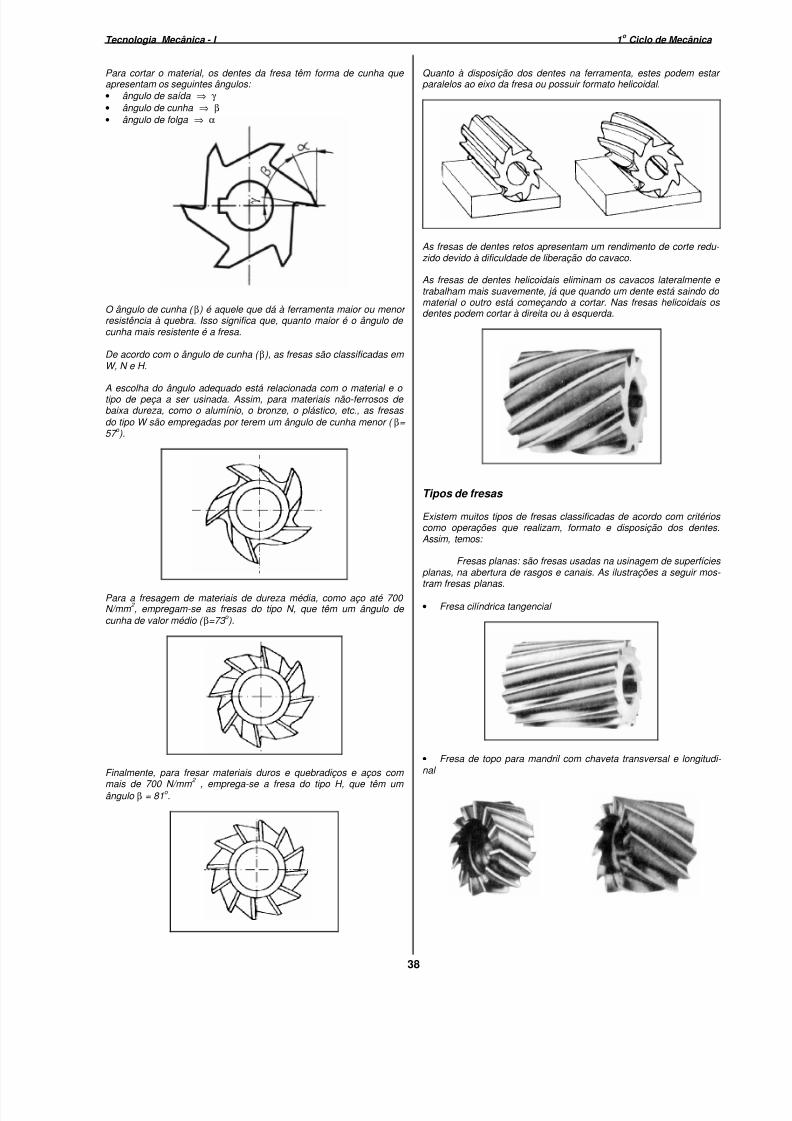
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 38/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
38
Para cortar o material, os dentes da fresa têm forma de cunha que apresentam os seguintes ângulos: • ângulo de saída ⇒ γ
• ângulo de cunha ⇒ β
• ângulo de folga ⇒ α
O ângulo de cunha ( β ) é aquele que dá à ferramenta maior ou menor resistência à quebra. Isso significa que, quanto maior é o ângulo de cunha mais resistente é a fresa.
De acordo com o ângulo de cunha ( β ), as fresas são classificadas em W, N e H.
A escolha do ângulo adequado está relacionada com o material e o tipo de peça a ser usinada. Assim, para materiais não-ferrosos de baixa dureza, como o alumínio, o bronze, o plástico, etc., as fresas do tipo W são empregadas por terem um ângulo de cunha menor ( β= 57 o ).
Para a fresagem de materiais de dureza média, como aço até 700 N/mm 2 , empregam-se as fresas do tipo N, que têm um ângulo de cunha de valor médio ( β=73 o ).
Finalmente, para fresar materiais duros e quebradiços e aços com
mais de 700 N/mm 2
, emprega-se a fresa do tipo H, que têm um ângulo β = 81o .
Quanto à disposição dos dentes na ferramenta, estes podem estar paralelos ao eixo da fresa ou possuir formato helicoidal.
As fresas de dentes retos apresentam um rendimento de corte redu- zido devido à dificuldade de liberação do cavaco.
As fresas de dentes helicoidais eliminam os cavacos lateralmente e trabalham mais suavemente, já que quando um dente está saindo do material o outro está começando a cortar. Nas fresas helicoidais os dentes podem cortar à direita ou à esquerda.
Tipos de fresas
Existem muitos tipos de fresas classificadas de acordo com critérios como operações que realizam, formato e disposição dos dentes.Assim, temos:
Fresas planas: são fresas usadas na usinagem de superfícies planas, na abertura de rasgos e canais. As ilustrações a seguir mos- tram fresas planas.
• Fresa cilíndrica tangencial
• Fresa de topo para mandril com chaveta transversal e longitudi- nal

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 39/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
39
• Fresa circular de corte de três lados e dentes retos
• Fresa circular de corte de três lados e dentes alternados
Fresas para rasgos: são fresas usadas na abertura de rasgos de chaveta, ranhuras retas ou em perfil em T, como as das mesas de máquinas-ferramenta (fresadoras, furadeiras, plainas).
• Fresa de topo de haste reta
• Fresa de topo de haste cônica
• Fresa para ranhura em T ou Woodruff de haste reta
• Fresa para ranhura em T ou Woodruff de haste cônica
Fresas angulares: são fresas usadas na usinagem de perfis em ângulo, como encaixes do t ipo rabo-de-andorinha.
• Fresa angular para rasgos retos
• Fresa de ângulo duplo
Fresas de perfil constante: são fresas usadas para abrir canais, superfícies côncavas e convexas e gerar dentes de engrena- gens.
Fresa de perfil constante para rasgos e canais
• Fresa angular com haste cilíndrica
• Fresa de perfil constante para rasgos e canais

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 40/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
40
• Fresa de perfil constante semi-circular convexa
• Fresa de perfil constante semi-circular côncava
• Fresa módulo
• Fresa caracol
Fresas de dentes postiços (ou cabeçote para fresar): possu- em dentes postiços de metal duro.
As pastilhas de metal duro possuem um formato geométrico que proporciona a troca das arestas de corte numa mesma pastilha. Isso possibilita o aumento da produtividade devido à diminuição de parada de máquina para afiações. Os cabeçotes para fresar são dotados de dispositivos para a fixação rápida da pastilha que pode ser por mo- las, grampos, parafusos e pinos ou garras. Na primeira montagem das pastilhas, estas devem ser calibradas para que um bom acaba- mento seja obtido.
Trem de fresagem
Para a execução de fresagem de peças com perfis diferentes, pode- se montar um trem de fresagem, se uma máquina com potência suficiente está disponível.
A montagem de um trem de fresagem traz uma grande economia de tempo, já que várias operações podem ser executadas ao mesmo tempo.
As fresas que compõem um trem de fresagem devem ser afiadas em conjunto a fim de manter as relações das dimensões entre os perfis.
Fixação da fresa A fresa deve trabalhar concentricamente em relação ao eixo-árvore da máquina-ferramenta. Quando isso não acontece, as navalhas ou dentes mais salientes da fresa sofrem um desgaste prematuro e um esforço demasiado que ocasiona ondulações na superfície da peça e, conseqüentemente, diminuição da produtividade.
A fixação da fresa é feita por meio de mandris e porta-fresas ade- quadas. Os modos de fixação das fresas também determina suas variadas denominações, ou seja:
• Fresa de topo com haste paralela, fixada por mandril por- ta-pinça
• Fresa de topo com haste cônica; fixada diretamente no eixo árvore com auxílio de mandril cônico com tirante.
• Fresa de topo tipo Chipmaster, com haste cilíndrica e rosca externa fixado por mandril Clarkson

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 41/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
41
• Fresa cilíndrica tangencial e fresa circular com chaveta longitudinal, fixado em eixos porta fresa haste longa.
• Fresa cilíndrica frontal e cabeçote para fresa com chave- ta transversal.
Velocidade de Corte
Para que haja corte de um determinado material por meio de uma ferramenta, é necessário que o material ou a ferramenta se movi- mente um em relação ao outro.
O modo para determinar ou comparar a rapidez desse movimento é a velocidade de corte, representada pelo símbolo Vc.
Velocidade de corte é, pois, o espaço percorrido pela ferramenta ou peça em uma unidade de tempo.
A Vc pode variar de acordo com o tipo e a dureza da ferramenta e também com a resistência à tração do material a ser usinado.
Matematicamente a velocidade de corte é representada pela fórmula:
te
=Vc
Nessa fórmula, Vc é a velocidade de corte, e é o espaço percorrido pela ferramenta e t é o tempo gasto.
A velocidade de corte é, geralmente, indicada para uso nas máqui- nas-ferramenta e se refere à quantidade de metros dentro da unidade de tempo (minuto ou segundo): 25 m/min (vinte e cinco metros por minuto) e 40 m/s (quarenta metros por segundo), por exemplo.
Em algumas máquinas-ferramenta onde o movimento de corte é rotativo, por exemplo o torno, a fresadora e a furadeira, a peça ou a ferramenta é submetida a um movimento circular. Por isso, a veloci- dade de corte é representada pelo perímetro do material ou da fer- ramenta ( πd), multiplicado pelo número de rotações (n) por minuto em que o material ou ferramenta está girando.
Matematicamente, pode-se dizer que, em uma rotação:
Vcdt
=π
Em rotações:
Vcdnt
=π
Nessa fórmula, π é igual a 3,14 (valor constante), d é o diâmetro da peça ou da ferramenta e n é o número de rotações por minuto.
Como o número de rotações é determinado a cada minuto, a V c pode
ser representada: Vcdn
min=
π
1ou Vc = πdn.
O diâmetro da peça é dado, geralmente, em milímetros. Assim, para obter a velocidade teórica em metros por minuto, é necessário con- verter a medida do diâmetro em metros:
Vcdn
=π
1000ou Vc
dnm min=
π
1000( / )
Observação: 1m = 1000mm
Nas máquinas-ferramentas onde o movimento de corte é linear, por exemplo, na plaina, brochadeira e serra alternativa a peça ou a ferramenta são submetidas a um movimento. Nessas máquinas a velocidade é variável de zero até um valor máximo, porque a peça ou a ferramenta pára nas extremidades do curso e vai aumentando a velocidade até chegar ao seu valor máximo.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 42/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
42
A velocidade de corte é representada pelo dobro do curso (c) percor- rido pela peça ou a ferramenta multiplicado pelo número de golpes (n) realizados no espaço de tempo de um minuto.
Matematicamente, isso significa que:
• em um golpe, Vcc
t
=2
• em golpes em um minuto, Vcc
min=
2
1
• em golpes por minuto, Vccn
min=
2
1, ou seja, Vc cn= 2
O comprimento do curso é, geralmente, apresentado em milímetros.Para obter a velocidade em metros por minuto, deve-se converter a medida do curso em metros. Matematicamente:
Vccn
m min=2
1000( / )
Observação No cálculo da velocidade de corte para máquinas-ferramenta,
como as plainas, o valor de c (curso) é determinado pela soma do comprimento da peça mais 30 mm, que é a folga necessária para a ferramenta entrar e sair da peça.
Velocidade de corte para retificação
Retificação é a operação de usinagem por abrasão na qual se usa uma ferramenta multicortante denominada rebolo. Ela tem por finali- dade corrigir irregularidades na superfície da peça de modo que ela apresente medidas mais exatas.
Na retificação, a fim de obter o melhor resultado na operação, deve- se considerar a velocidade do rebolo. Assim, os rebolos não devem ultrapassar a velocidade periférica máxima indicada pois, com o
aumento da velocidade, ocorre um aumento da força centrífuga que pode romper o rebolo.
A velocidade máxima é determinada em função do tipo de aglutinante do rebolo e do tipo de trabalho a ser realizado.
A tabela a seguir mostra as velocidades máximas recomendadas para cada tipo de aglutinante.
Aglutinante Velocidade periférica máxima vitrificado 35 m/s borracha 35 m/s mineral 16 m/s
resina sintética 45 m/s
Em função do tipo de retificação as velocidades recomendadas são mostradas na tabela a seguir.
Tipos de retificação Velocidade periférica (m/s)* retificação cilíndrica 25/30 retificação interna 15/20 retificação plana 20/25
retificação da ferramenta 18/20 corte 80
* Para ferro fundido cinzento, valem os valores menores.Para aço, os valores maiores.
É importante observar que na retificação as velocidades de corte são apresentadas em metros por segundo (m/s), devido as velocidades serem muito elevadas quando comparadas com as velocidades de corte da usinagem de ferramentas clássicas (ferramenta de aço- rápido e metal duro).
Exemplo: Para um rebolo vitrificado cuja a velocidade periférica normal é da ordem de 30/35 m/s a velocidade do grão seria de 1.800 / 2.100 m/min, enquanto uma fresa costuma trabalhar a 90 m/min.
A velocidade de corte é um dado muito importante para a operação das máquinas-ferramenta porque é ela que determina o desempenho da máquina e a durabilidade da ferramenta. Na maioria dos casos,ela não precisa ser calculada porque é um valor de tabela facilmente encontrável em catálogos, manuais e outras publicações técnicas,elaboradas depois de numerosas experiências, baseadas em avan-
ços pré-estabelecidos.
Porém, a maioria das máquinas apresenta caixa de velocidades em rotações por minuto. Por isso, exige-se que o operador determine esse valor, por meio de cálculos ou nomogramas a fim de regular a máquina. Isso significa que, na maioria das vezes, os cálculo que o operador deve fazer são para determinar a quantidade de rotações ou de golpes por minutos.
As tabelas a seguir indicam valores de velocidade de corte de acordo com as operações de usinagem e os materiais a serem empregados.
Ver tabela de velocidade de Corte em Anexo
Para que uma ferramenta corte um material, é necessário que um se movimente em relação ao outro a uma velocidade adequada.
Na indústria mecânica, as fresadoras, os tornos, as furadeiras, as retificadoras e as plainas são máquinas operatrizes que produzem peças por meio de corte do material. Esse processo se chama usina- gem.
Para que a usinagem seja realizada com máquina de movimento circular, é necessário calcular o número de rotações por minuto da peça ou da ferramenta que está realizando o trabalho.
Quando se trata de plainas, o movimento é linear alternado e é ne- cessário calcular a quantidade de golpes por minuto.
Esse tipo de cálculo é constantemente solicitado ao profissional da área de mecânica.
As unidades de rotações e de golpes por minuto são baseados no Sistema Internacional (SI), expressas em 1/min ou min -1, isto é, o
número de rotações ou de golpes por um minuto. As antigas abrevia- ções r.p.m. (rotações por minuto) e g.p.m. (golpes por minuto), estão em desuso, porque não caracterizam uma unidade. Assim,
1600
rpm = 1/min rpm = 600/min
150
gpm = 1/min gpm = 50/min

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 43/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
43
Velocidade de corte
Para calcular o número de rotações por minuto, seja da peça no torno, seja da fresa ou da broca, usa-se um dado chamado de velo- cidade de corte.
A velocidade de corte é o espaço que a ferramenta percorre, cortan- do um material, dentro de um determinado período de tempo.
A velocidade de corte depende de uma série de fatores como: • tipo de material da ferramenta; • tipo de material da peça a ser usinada; • tipo de operação a ser realizada; • condições da refrigeração; • condições da máquina etc.
A velocidade de corte, é fornecida por tabelas baseadas em experi- ências práticas que compatibilizam o tipo de operação com o tipo de material da ferramenta e o tipo de material a ser usinado.
Cálculo de rotações por minuto para torneamento
Para calcular a rotação (n r ) em função da velocidade de corte, usa-se a seguinte fórmula:
min][1d1000Vc=nr / ⋅
⋅π ou [min-1]
Nesta fórmula, n r é o número de rotações; Vc é a velocidade de corte; d é o diâmetro do material e π é 3,1416 (constante).
Como o diâmetro das peças é dado em milímetros e a velocidade de corte é dada em metros por minuto, é necessário converter milíme- tros em metros. Por isso, o fator 1000 é usado na fórmula de cálculo.
Observando a fórmula, é possível perceber que os valores 1000 e 3,1416 são constantes. Dividindo-se esses valores, temos:
n =Vc 1000
d
Vc 1000
d 3,1416
318,3Vc
dr
⋅
⋅
=⋅
⋅
= ⋅
≅ ⋅
π
n 318Vcdr
A aproximação neste caso é necessária para facilitar os cálculos e se justifica porque a velocidade de corte é baseada em experiências práticas e a gama de rotações das máquinas operatrizes normalmen- te é fixa.
Exemplo de cálculo Calcular o número de rotações por minuto para o torneamento de uma peça de aço 1020 com resistência à tração de até 500 N/mm 2 e diâmetro de 80 mm, usando uma ferramenta de aço rápido, com um avanço de 0,2 mm/r.
Dados da máquina: Rotações: 50; 75; 150; 250; 300;... /min Avanços: 0,05; 0,1; 0,2; 0,3; ... mm/r
Dados do problema: Vc = 60 m/min (dado de tabela)d = 80 mm n r = ?
nvcdr = ⋅318
Substituindo os valores na fórmula:
n318 60
8019080
80r =⋅
= ⇒ n r = 238,5/min
A rotação ideal para esse trabalho seria 238,5/min. Porém, para início de usinagem, adota-se a rotação imediatamente inferior à rotação ideal, ou seja, 150/min. Como a velocidade de corte é um dado empírico, o operador pode analisar as condições gerais de corte (lubrificação, resistência do material, dureza da ferramenta,rigidez da máquina, ângulo de posição da aresta de corte ( χ )) e aumentar a rotação para 250/min.
Convém observar que uma rotação maior gera maior produção,porém, conseqüentemente, o desgaste da ferramenta é maior. Sem- pre que possível, o operador deve empregar a rotação mais econô- mica que associa o número de peças produzidas à vida útil da ferra- menta.
Cálculo de rotação para furação e fresamento
Para realizar as operações de fresamento e furação, a fórmula para o cálculo do número de rotações é a mesma, devendo-se considerar em cada caso, o diâmetro da ferramenta (fresa ou broca).
Exemplo 1Calcular o número de rotações por minuto para furar uma peça de aço ABNT 1020 com resistência de até 500 N/mm 2 com uma broca de 10 mm de diâmetro.
Dados da máquina: 100; 200; 250; 320; 400; 500; 630; 800; 1000; 1250/min.
d = 10mm
n318 Vc
d318 28
10
n318 Vc
d318
10
r
r
=⋅
=⋅
=⋅
=⋅32
⇒
⇒
Vc = 28 a 32 m/min (dados de tabela)
n r = 890,4 /min
n r = 1017,6 /min
Portanto, o número de rotações-máquina deve estar entre 890,4/min e 1017,6/ min. Nesta situação, a rotação-máquina escolhida é igual a 1000/min. O operador deve estar atento às condições gerais de corte para adequar a rotação à melhor produtividade.
Exemplo 2 Calcular o número de rotações para fresar em desbaste uma peça de aço ABNT 1045 com resistência até 700 N/mm 2 com um cabeçote para fresar de 125 mm de diâmetro.
Dados da máquina: 50; 80; 100; 125; 250; 315; 400; 500; 630; 800; 1000; 1250/min.
d = 125 mm
n318 Vc
d318 62
125
n 318 Vcd
318 80125
r
r
=⋅
=⋅
=⋅
=⋅
⇒
⇒
Vc: 62 a 80 m/min (dados da tabela)
n r = 157,72/min
n r = 203, 52/min
O número de rotações-máquina ideal deve estar entre 157,72/min e 203,52/min. Como a fresadora não apresenta em sua gama de rota- ções nenhum valor igual a esse, a rotação-máquina escolhida deve ser a imediatamente inferior à mínima rotação calculada com a finali- dade de preservar a ferramenta no início da usinagem, ou seja,125/min.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 44/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
44
O operador deve sempre analisar a condição de corte (refrigeração,rigidez da máquina, rigidez da fixação, etc.) e verificar se é possível utilizar uma rotação maior, considerando-se também a vida útil da ferramenta.
Cálculo de rotação para retificação
Para calcular a rotação para retificação a fórmula a ser usada é:
d1000Vc=nr⋅
⋅
π
Como a velocidade dos rebolos é alta (da ordem de 2100 m/min),seus fabricantes expressam-na em metros por segundo (m/s) a fim de diminuir seu valor numérico. Por isso, é necessário multiplicar a fórmula original por 60 (porque 1 minuto = 60 segundos), de modo a adequá-la à velocidade dos rebolos. Assim,
d601000Vc
=nr⋅
⋅⋅
π
Analisando a fórmula, verifica-se que 1000, 60 e π (3,1416) são constantes. Assim, dividindo-se os valores, temos:
n =Vc 1000 60
d 3,141619098,5
Vcdr
⋅ ⋅
⋅=
nr ≅ 19100 Vcd
Desse modo, pode-se calcular não só a rotação do rebolo, mas também a da peça, no caso de retificação cilíndrica, desde que a velocidade de corte do material a ser retificado seja expressa em m/s.
Exemplo de cálculo de r/min para retificadora plana Sabendo que a velocidade de corte de um rebolo vitrificado é de 35 m/s. e que seu diâmetro é 300 mm, calcular a rotação para esse rebolo.
Vc = 35 m/s
d = 300 mm (diâmetro do rebolo)
n r ≅ 19100 Vcd
19100 35300
=⋅ ⇒ n r ≅ 2228,3/min
Exemplo de cálculo para retificadora cilíndrica Para retificar um eixo temperado de aço ABNT 1060, com diâmetro
de 50 mm em uma retificadora cilíndrica que utiliza um rebolo vitrifi- cado de 250 mm de diâmetro. Determinar as rotações da peça e do rebolo, sabendo-se que a velocidade de corte do rebolo é igual a 35 m/s e da peça é igual a 0,30 m/s.
Dados da máquina: eixo porta-peça = 50; 75; 100; 125/min eixo porta-rebolo = 2400/min
Rotações do rebolo:
n r = 19100 Vc
d⋅
=19100 35
250⋅
= 2674/min
Rotação adotada: 2400/min
Rotações da peça:
n r = 19100 Vcd
⋅=
19100 03050
⋅=
, 114,6/min
Rotação adotada: 100/min
Observação Para o início da usinagem, a rotação escolhida para a peça deve ser imediatamente inferior à rotação calculada. O operador deve analisar as condições de corte e aumentá-la se julgar conveniente.
Fluidos de Corte
Um fluido de corte é um material composto, na maioria das vezes líquido, que deve ser capaz de: refrigerar, lubrificar, proteger contra a oxidação e limpar a reg ião da usinagem.
Como refrigerante, o fluido atua sobre a ferramenta e evita que ela
atinja temperaturas muito altas e perca suas características de corte.Age, também, sobre o peça evitando deformações causadas pelo calor. Atua, finalmente, sobre o cavaco, reduzindo a força necessária para que ele seja cortado.
Como lubrificante, o fluido de corte facilita o deslizamento do cavaco sobre a ferramenta e diminui o atrito entre a peça e a ferramenta.Evita ainda o aparecimento da aresta postiça, reduz o coeficiente de atrito na região de contato ferramenta-cavaco e diminui a solicitação dinâmica da máquina, isto é, a força feita por uma máquina para realizar um determinado trabalho.
Como protetor contra a oxidação, ele protege a peça, a ferramenta e o cavaco, contribuindo para o bom acabamento e aspecto final do trabalho.
A ação de limpeza ocorre como conseqüência da aplicação do fluido em forma de jato, cuja pressão afasta as aparas deixando limpa a
zona de corte e facilitando o controle visual da qualidade do trabalho.
O abastecimento do fluido de corte em uma máquina-ferramenta é geralmente feito por meio de uma bomba e conduzido por manguei- ras até o ponto de aplicação.
Depois de refrigerar a ferramenta e a peça, o fluido cai para a mesa onde é recolhido por canais e levado, por meio de um tubo, para o reservatório. Do reservatório, a bomba aspira novamente o fluido para devolvê-lo sobre a ferramenta e a superfície de trabalho.
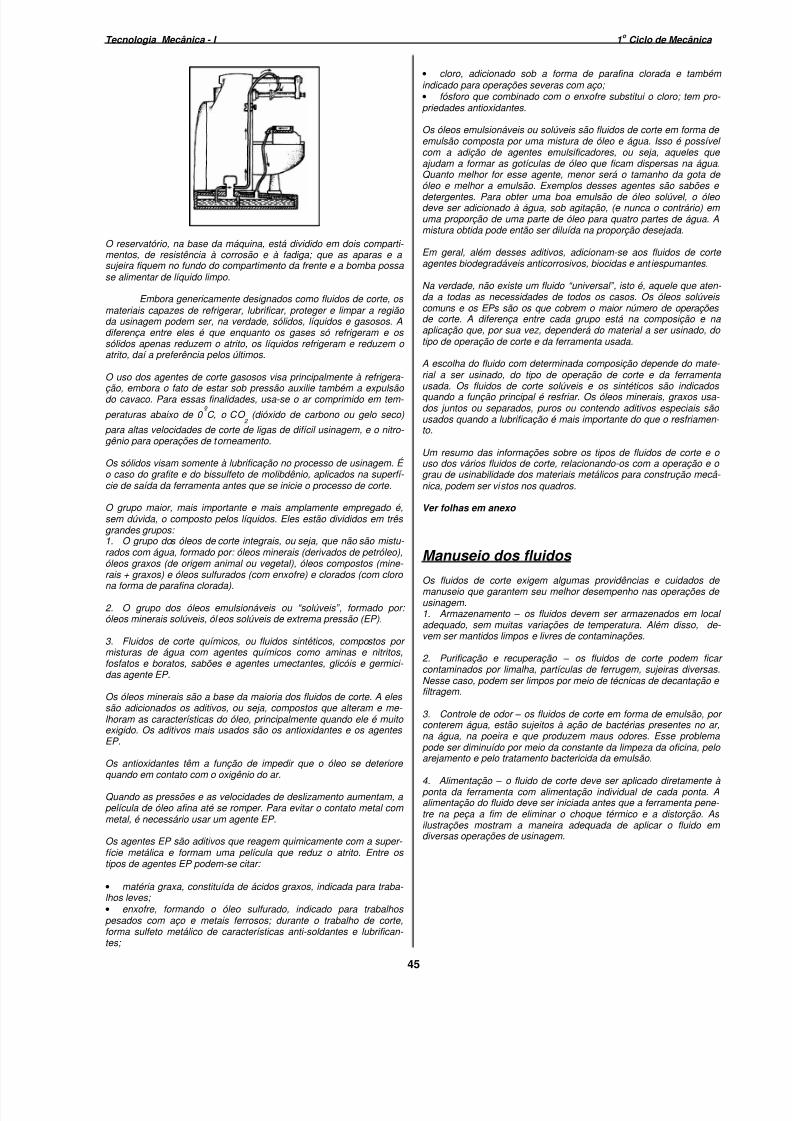
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 45/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
45
O reservatório, na base da máquina, está dividido em dois comparti- mentos, de resistência à corrosão e à fadiga; que as aparas e a sujeira fiquem no fundo do compartimento da frente e a bomba possa se alimentar de líquido limpo.
Embora genericamente designados como fluidos de corte, os materiais capazes de refrigerar, lubrificar, proteger e limpar a região da usinagem podem ser, na verdade, sólidos, líquidos e gasosos. Adiferença entre eles é que enquanto os gases só refrigeram e os sólidos apenas reduzem o atrito, os líquidos refrigeram e reduzem o atrito, daí a preferência pelos últimos.
O uso dos agentes de corte gasosos visa principalmente à refrigera-
ção, embora o fato de estar sob pressão auxilie também a expulsão do cavaco. Para essas finalidades, usa-se o ar comprimido em tem-
peraturas abaixo de 0 º C, o CO 2
(dióxido de carbono ou gelo seco)
para altas velocidades de corte de ligas de difícil usinagem, e o nitro- gênio para operações de torneamento.
Os sólidos visam somente à lubrificação no processo de usinagem. É o caso do grafite e do bissulfeto de molibdênio, aplicados na superfí- cie de saída da ferramenta antes que se inicie o processo de corte.
O grupo maior, mais importante e mais amplamente empregado é,sem dúvida, o composto pelos líquidos. Eles estão divididos em três grandes grupos: 1. O grupo dos óleos de corte integrais, ou seja, que não são mistu- rados com água, formado por: óleos minerais (derivados de petróleo),óleos graxos (de origem animal ou vegetal), óleos compostos (mine- rais + graxos) e óleos sulfurados (com enxofre) e clorados (com cloro
na forma de parafina clorada).2. O grupo dos óleos emulsionáveis ou solúveis , formado por: óleos minerais solúveis, óleos solúveis de extrema pressão (EP).
3. Fluidos de corte químicos, ou fluidos sintéticos, compostos por misturas de água com agentes químicos como aminas e nitritos,fosfatos e boratos, sabões e agentes umectantes, glicóis e germici- das agente EP.
Os óleos minerais são a base da maioria dos fluidos de corte. A eles são adicionados os aditivos, ou seja, compostos que alteram e me- lhoram as características do óleo, principalmente quando ele é muito exigido. Os aditivos mais usados são os antioxidantes e os agentes EP.
Os antioxidantes têm a função de impedir que o óleo se deteriore quando em contato com o oxigênio do ar.
Quando as pressões e as velocidades de deslizamento aumentam, a película de óleo afina até se romper. Para evitar o contato metal com metal, é necessário usar um agente EP.
Os agentes EP são aditivos que reagem quimicamente com a super- fície metálica e formam uma película que reduz o atrito. Entre os tipos de agentes EP podem-se citar:
• matéria graxa, constituída de ácidos graxos, indicada para traba- lhos leves; • enxofre, formando o óleo sulfurado, indicado para trabalhos pesados com aço e metais ferrosos; durante o trabalho de corte,forma sulfeto metálico de características anti-soldantes e lubrifican- tes;
• cloro, adicionado sob a forma de parafina clorada e também indicado para operações severas com aço; • fósforo que combinado com o enxofre substitui o cloro; tem pro- priedades antioxidantes.
Os óleos emulsionáveis ou solúveis são fluidos de corte em forma de emulsão composta por uma mistura de óleo e água. Isso é possível com a adição de agentes emulsificadores, ou seja, aqueles que ajudam a formar as gotículas de óleo que ficam dispersas na água.Quanto melhor for esse agente, menor será o tamanho da gota de óleo e melhor a emulsão. Exemplos desses agentes são sabões e
detergentes. Para obter uma boa emulsão de óleo solúvel, o óleo deve ser adicionado à água, sob agitação, (e nunca o contrário) em uma proporção de uma parte de óleo para quatro partes de água. Amistura obtida pode então ser diluída na proporção desejada.
Em geral, além desses aditivos, adicionam-se aos fluidos de corte agentes biodegradáveis anticorrosivos, biocidas e ant iespumantes.
Na verdade, não existe um fluido universal , isto é, aquele que aten- da a todas as necessidades de todos os casos. Os óleos solúveis comuns e os EPs são os que cobrem o maior número de operações de corte. A diferença entre cada grupo está na composição e na aplicação que, por sua vez, dependerá do material a ser usinado, do tipo de operação de corte e da ferramenta usada.
A escolha do fluido com determinada composição depende do mate- rial a ser usinado, do tipo de operação de corte e da ferramenta usada. Os fluidos de corte solúveis e os sintéticos são indicados quando a função principal é resfriar. Os óleos minerais, graxos usa- dos juntos ou separados, puros ou contendo aditivos especiais são usados quando a lubrificação é mais importante do que o resfriamen- to.
Um resumo das informações sobre os tipos de fluidos de corte e o uso dos vários fluidos de corte, relacionando-os com a operação e o grau de usinabilidade dos materiais metálicos para construção mecâ- nica, podem ser vistos nos quadros.
Ver folhas em anexo
Manuseio dos fluidos
Os fluidos de corte exigem algumas providências e cuidados de
manuseio que garantem seu melhor desempenho nas operações de usinagem.1. Armazenamento os fluidos devem ser armazenados em local adequado, sem muitas variações de temperatura. Além disso, de- vem ser mantidos limpos e livres de contaminações.
2. Purificação e recuperação os fluidos de corte podem ficar contaminados por limalha, partículas de ferrugem, sujeiras diversas.Nesse caso, podem ser limpos por meio de técnicas de decantação e filtragem.
3. Controle de odor os fluidos de corte em forma de emulsão, por conterem água, estão sujeitos à ação de bactérias presentes no ar,na água, na poeira e que produzem maus odores. Esse problema pode ser diminuído por meio da constante da limpeza da oficina, pelo arejamento e pelo tratamento bactericida da emulsão.
4. Alimentação
o fluido de corte deve ser aplicado diretamente à ponta da ferramenta com alimentação individual de cada ponta. Aalimentação do fluido deve ser iniciada antes que a ferramenta pene- tre na peça a fim de eliminar o choque térmico e a distorção. As ilustrações mostram a maneira adequada de aplicar o fluido em diversas operações de usinagem.
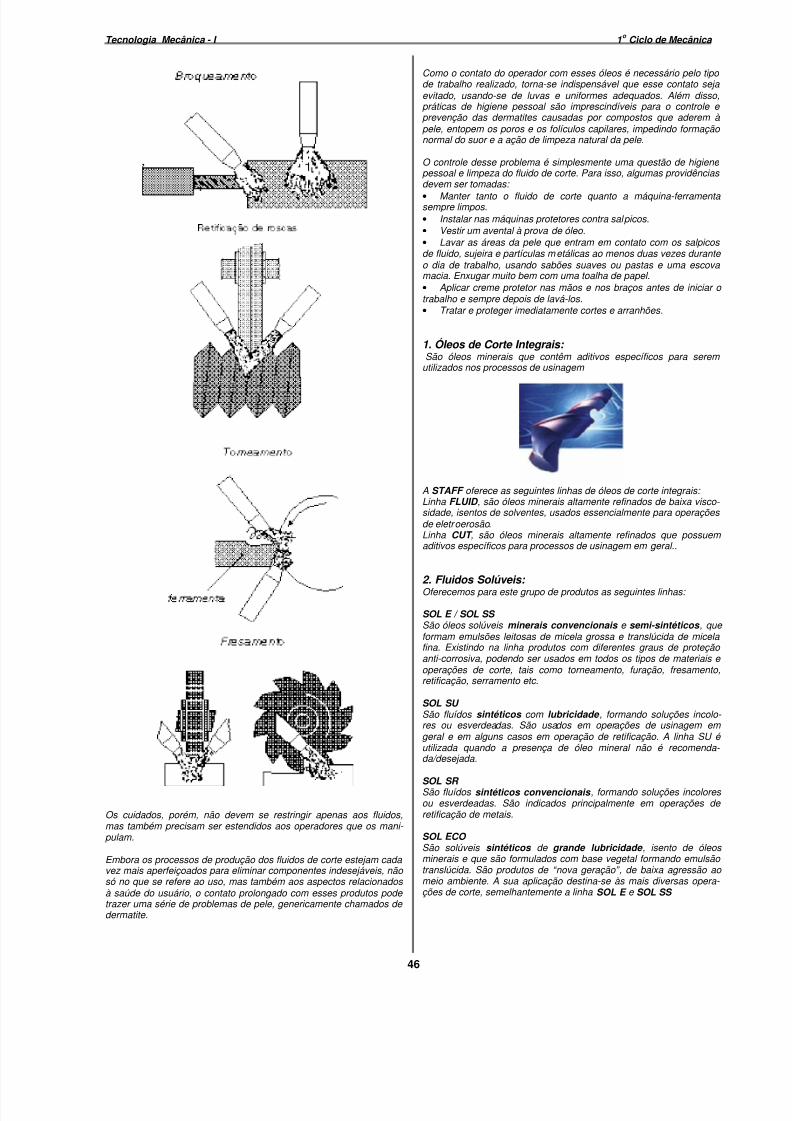
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 46/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
46
Os cuidados, porém, não devem se restringir apenas aos fluidos,mas também precisam ser estendidos aos operadores que os mani- pulam.
Embora os processos de produção dos fluidos de corte estejam cada vez mais aperfeiçoados para eliminar componentes indesejáveis, não só no que se refere ao uso, mas também aos aspectos relacionados à saúde do usuário, o contato prolongado com esses produtos pode trazer uma série de problemas de pele, genericamente chamados de dermatite.
Como o contato do operador com esses óleos é necessário pelo tipo de trabalho realizado, torna-se indispensável que esse contato seja evitado, usando-se de luvas e uniformes adequados. Além disso,práticas de higiene pessoal são imprescindíveis para o controle e prevenção das dermatites causadas por compostos que aderem à pele, entopem os poros e os folículos capilares, impedindo formação normal do suor e a ação de limpeza natural da pele.
O controle desse problema é simplesmente uma questão de higiene pessoal e limpeza do fluido de corte. Para isso, algumas providências devem ser tomadas:
• Manter tanto o fluido de corte quanto a máquina-ferramenta sempre limpos.• Instalar nas máquinas protetores contra salpicos.• Vestir um avental à prova de óleo.• Lavar as áreas da pele que entram em contato com os salpicos de fluido, sujeira e partículas metálicas ao menos duas vezes durante o dia de trabalho, usando sabões suaves ou pastas e uma escova macia. Enxugar muito bem com uma toalha de papel.• Aplicar creme protetor nas mãos e nos braços antes de iniciar o trabalho e sempre depois de lavá-los.• Tratar e proteger imediatamente cortes e arranhões.
1. Óleos de Corte Integrais: São óleos minerais que contêm aditivos específicos para serem
utilizados nos processos de usinagem
A STAFF oferece as seguintes linhas de óleos de corte integrais: Linha FLUID , são óleos minerais altamente refinados de baixa visco- sidade, isentos de solventes, usados essencialmente para operações de eletroerosão.Linha CUT , são óleos minerais altamente refinados que possuem aditivos específicos para processos de usinagem em geral..
2. Fluidos Solúveis: Oferecemos para este grupo de produtos as seguintes linhas:
SOL E / SOL SS São óleos solúveis minerais convencionais e semi-sintéticos , que formam emulsões leitosas de micela grossa e translúcida de micela fina. Existindo na linha produtos com diferentes graus de proteção anti-corrosiva, podendo ser usados em todos os tipos de materiais e operações de corte, tais como torneamento, furação, fresamento,retificação, serramento etc.
SOL SU São fluídos sintéticos com lubricidade , formando soluções incolo- res ou esverdeadas. São usados em operações de usinagem em geral e em alguns casos em operação de retificação. A linha SU é utilizada quando a presença de óleo mineral não é recomenda- da/desejada.
SOL SR São fluídos sintéticos convencionais , formando soluções incolores ou esverdeadas. São indicados principalmente em operações de retificação de metais.
SOL ECO São solúveis sintéticos de grande lubricidade , isento de óleos minerais e que são formulados com base vegetal formando emulsão translúcida. São produtos de nova geração , de baixa agressão ao meio ambiente. A sua aplicação destina-se às mais diversas opera- ções de corte, semelhantemente a linha SOL E e SOL SS

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 47/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
47
São produtos que apresentam vantagens em relação aos óleos solúveis convencionais, a seguir algumas delas: Fluidos isentos de óleos minerais; Altíssima capacidade lubrificante natural que lhe permite ser usado em operações de corte com maior severidade, substituindo em algu- mas situações os óleos de corte integral; Podendo ser fluidos com ou sem adi tivação EP;
Fluido sintético ecológico
Destina-se à refrigeração em torno CNC O C. F. ECO é um fluido ecologicamente correto composto de polímeros sintéticos, refrigeran- tes, lubrificantes, antioxidantes e antiespumantes, para sistema de resfriamento de rebolos, afiadoras, máquinas operatrizes, tornos,fresas, rosqueadeiras, furadeiras, plainas, retíficas e serras. Aplicado em metais ferrosos e não-ferrosos, não provoca oxidação, não coa- lha e nem entope a tubulação, prolongando a vida útil das ferramen- tas e proporcionando melhor acabamento. Fornece-se em bombonas de 20 L ou tambores metálicos de 200 L.

8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 48/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
48
Anexos da Tabela de Velocidade de Corte
Tabela de Vc para torneamento
Valores de referência para vel. corte-ângulo corte-força corte específico Extrato - AWF 158 Os valores se referem ao corte seco com: ferram. aço ráp. para vel. corte V 60 (dur. ferram. 60min)ferram. metal duro para vel. corte V 240 (dur. ferram. 240min)
âng. posição χ = 45º, âng. ponta ε = 90º, âng. inclin. λ = 0... 8º p. metais leves, mat. sint. e prens. λ = 5... 10º
Os valores de referência valem para profundidades de corte até 5mm, acima de 5mm a velocidade de corte é 10... 20% menor.Para os valores de força de corte específica vale uma profundidade de corte de 2...10 vezes o avanço.HSS - (High Speed Steel) aço rápido MD - metal duro
METAIS FERROSOS Material a ser usinado Velocidade de corte(m/min.)
Fer Avanço (s) em mm/rot.0,1 0,2 0,4 0,8 1,6
AÇO CARBONO HSS - 60 45 34 25
com resistência até 500N/mm 2
(0,10% a 0,25% C) MD 280 236 200 170 67 HSS - 44 32 24 18 com resistência até 700 N/mm 2 (0,30% a 0,45%C) MD 240 205 175 145 50
HSS - 32 24 18 13 com resistência até 900 N/mm 2 (0,50% a 0,60%C) MD 200 170 132 106 34 AÇO LIGA E AÇO FUNDIDO
HSS - 34 25 19 14 com resistência até 900N/mm 2 MD 150 118 95 75 24
HSS - 24 17 12 8,5 com resistência até 1250 N/mm 2 MD 118 108 8,5 71 24
HSS - 9 - - - com resistência até 1500 N/mm 2 MD 50 40 32 27 8,5 FERRO FUNDIDO
(FC 100 a 150) HSS - 48 28 20 14 com resistência até 150N/mm 2 MD 140 118 95 80 67 (FC 100 a 250) HSS - 43 27 18 13 com resistência até 250N/mm 2 MD 125 90 75 63 53 FMP 55005 HSS - 32 18 13 9,5 com resistência até 550N/mm 2 MD 106 90 75 63 53 AÇO AO MANGANÊS HSS - - - - -
MD 40 32 25 20 67 METAIS NÃO FERROSOS
ALUMÍNIO Alumínio puro HSS 400 300 200 118 75
MD 1320 1120 950 850 710 Liga de 11 a 13% silício HSS 100 67 45 30 -
MD 224 190 160 140 118 COBRE Cobre, latão, com resistência HSS - 125 85 56 36 até 200N/mm 2 MD 600 530 450 400 355 BRONZE Bronze HSS - 63 53 43 34 com resistência de 210 a 260 N/mm 2 MD 355 280 236 200 180 Ligas de bronze, bronze fosforoso HSS - 85 63 48 36 com resistência à tração de 260 a 300N/mm 2 MD 500 450 375 335 300
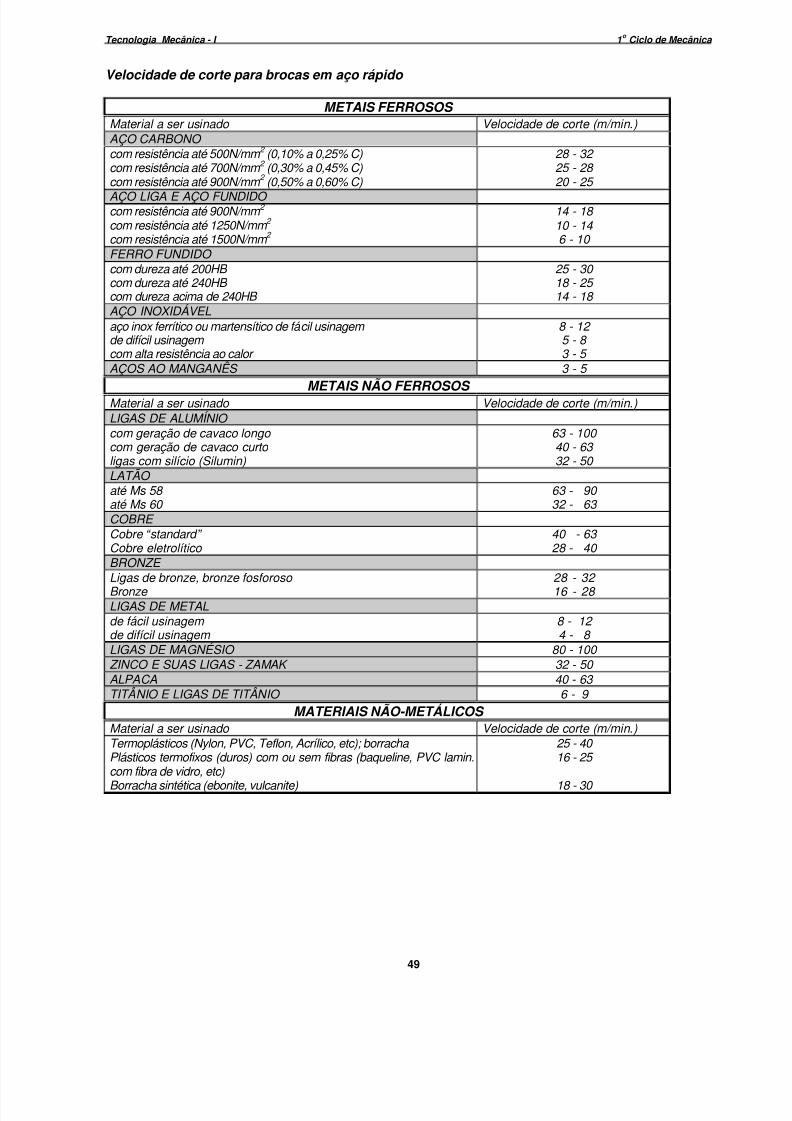
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 49/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
49
Velocidade de corte para brocas em aço rápido
METAIS FERROSOS Material a ser usinado Velocidade de corte (m/min.)AÇO CARBONO com resistência até 500N/mm 2 (0,10% a 0,25% C)com resistência até 700N/mm 2 (0,30% a 0,45% C)com resistência até 900N/mm 2 (0,50% a 0,60% C)
28 - 32 25 - 28 20 - 25
AÇO LIGA E AÇO FUNDIDO com resistência até 900N/mm 2
com resistência até 1250N/mm 2
com resistência até 1500N/mm 2
14 - 18 10 - 14 6 - 10
FERRO FUNDIDO com dureza até 200HB com dureza até 240HB com dureza acima de 240HB
25 - 30 18 - 25 14 - 18
AÇO INOXIDÁVELaço inox ferrítico ou martensítico de fácil usinagem de difícil usinagem com alta resistência ao calor
8 - 12 5 - 8 3 - 5
AÇOS AO MANGANÊS 3 - 5
METAIS NÃO FERROSOS Material a ser usinado Velocidade de corte (m/min.)LIGAS DE ALUMÍNIO com geração de cavaco longo com geração de cavaco curto ligas com silício (Silumin)
63 - 100 40 - 63 32 - 50
LATÃO até Ms 58 até Ms 60
63 - 90 32 - 63
COBRE Cobre standard Cobre eletrolítico
40 - 63 28 - 40
BRONZE Ligas de bronze, bronze fosforoso
Bronze
28 - 32
16 - 28 LIGAS DE METALde fácil usinagem de difícil usinagem
8 - 12 4 - 8
LIGAS DE MAGNÉSIO 80 - 100 ZINCO E SUAS LIGAS - ZAMAK 32 - 50 ALPACA 40 - 63 TITÂNIO E LIGAS DE TITÂNIO 6 - 9
MATERIAIS NÃO-METÁLICOS Material a ser usinado Velocidade de corte (m/min.)Termoplásticos (Nylon, PVC, Teflon, Acrílico, etc); borracha Plásticos termofixos (duros) com ou sem fibras (baqueline, PVC lamin.com fibra de vidro, etc)
Borracha sintética (ebonite, vulcanite)
25 - 40 16 - 25
18 - 30
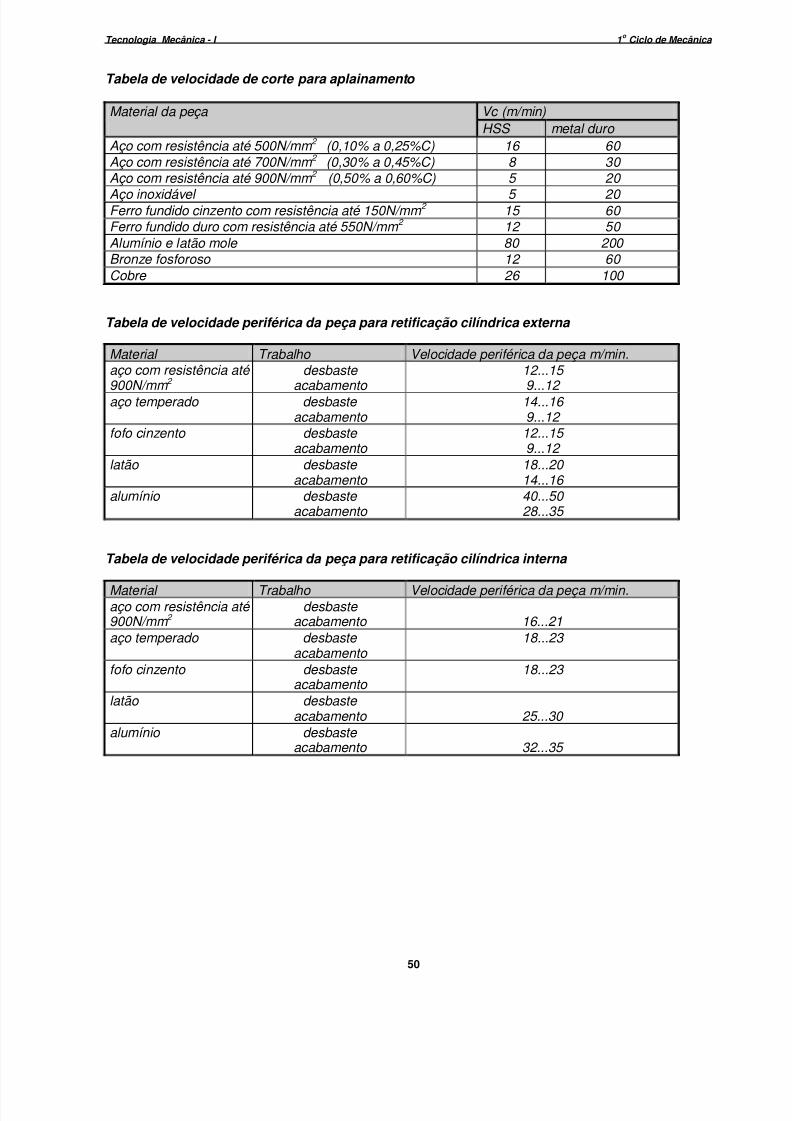
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 50/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
50
Tabela de velocidade de corte para aplainamento
Material da peça Vc (m/min)HSS metal duro
Aço com resistência até 500N/mm 2 (0,10% a 0,25%C) 16 60 Aço com resistência até 700N/mm 2 (0,30% a 0,45%C) 8 30 Aço com resistência até 900N/mm 2 (0,50% a 0,60%C) 5 20
Aço inoxidável 5 20 Ferro fundido cinzento com resistência até 150N/mm 2 15 60 Ferro fundido duro com resistência até 550N/mm 2 12 50 Alumínio e latão mole 80 200 Bronze fosforoso 12 60 Cobre 26 100
Tabela de velocidade periférica da peça para retificação cilíndrica externa
Material Trabalho Velocidade periférica da peça m/min.aço com resistência até 900N/mm 2
desbaste acabamento
12...15 9...12
aço temperado desbaste acabamento
14...16 9...12
fofo cinzento desbaste acabamento
12...15 9...12
latão desbaste acabamento
18...20 14...16
alumínio desbaste acabamento
40...50 28...35
Tabela de velocidade periférica da peça para retificação cilíndrica interna
Material Trabalho Velocidade periférica da peça m/min.aço com resistência até 900N/mm 2
desbaste acabamento 16...21
aço temperado desbaste acabamento
18...23
fofo cinzento desbaste acabamento
18...23
latão desbaste acabamento 25...30
alumínio desbaste acabamento 32...35
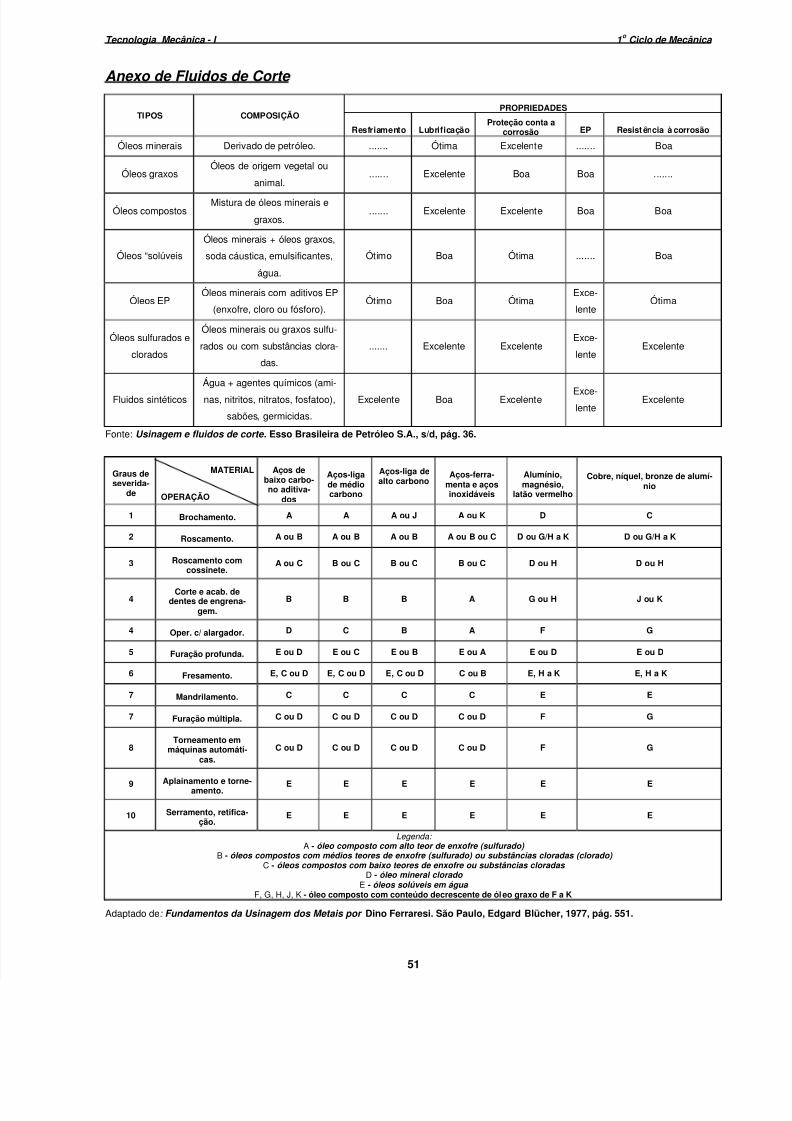
8/7/2019 tec_mecanica1_usinagem
http://slidepdf.com/reader/full/tecmecanica1usinagem 51/51
Tecnologia Mecânica - I 1o Ciclo de Mecânica
Anexo de Fluidos de Corte
PROPRIEDADESTIPOS COMPOSIÇÃO
Resfriamento LubrificaçãoProteção conta a
corrosão EP Resist ência à corrosão
Óleos minerais Derivado de petróleo. ....... Ótima Excelente ....... Boa
Óleos graxosÓleos de origem vegetal ou
animal........ Excelente Boa Boa .......
Óleos compostosMistura de óleos minerais e
graxos........ Excelente Excelente Boa Boa
Óleos “solúveis
Óleos minerais + óleos graxos,
soda cáustica, emulsificantes,
água.
Ótimo Boa Ótima ....... Boa
Óleos EPÓleos minerais com aditivos EP
(enxofre, cloro ou fósforo).Ótimo Boa Ótima
Exce-
lenteÓtima
Óleos sulfurados e
clorados
Óleos minerais ou graxos sulfu-
rados ou com substâncias clora-
das.
....... Excelente ExcelenteExce-
lenteExcelente
Fluidos sintéticos
Água + agentes químicos (ami-
nas, nitritos, nitratos, fosfatoo),
sabões, germicidas.
Excelente Boa Excelente Exce-lente
Excelente
Fonte: Usinagem e fluidos de corte . Esso Brasileira de Petróleo S.A., s/d, pág. 36.
Graus deseverida-
de
MATERIAL
OPERAÇÃO
Aços debaixo carbo-no aditiva-
dos
Aços-ligade médiocarbono
Aços-liga dealto carbono
Aços-ferra-menta e açosinoxidáveis
Alumínio,magnésio,
latão vermelho
Cobre, níquel, bronze de alumí-nio
1 Brochamento. A A A ou J A ou K D C
2 Roscamento. A ou B A ou B A ou B A ou B ou C D ou G/H a K D ou G/H a K
3 Roscamento comcossinete.
A ou C B ou C B ou C B ou C D ou H D ou H
4 Corte e acab. dedentes de engrena-
gem.B B B A G ou H J ou K
4 Oper. c/ alargador. D C B A F G
5 Furação profunda. E ou D E ou C E ou B E ou A E ou D E ou D
6 Fresamento. E, C ou D E, C ou D E, C ou D C ou B E, H a K E, H a K
7 Mandrilamento. C C C C E E
7 Furação múltipla. C ou D C ou D C ou D C ou D F G
8Torneamento em
máquinas automáti-cas.
C ou D C ou D C ou D C ou D F G
9Aplainamento e torne-
amento. E E E E E E
10 Serramento, retifica-ção.
E E E E E E
Legenda: A - óleo composto com alto teor de enxofre (sulfurado)
B - óleos compostos com médios teores de enxofre (sulfurado) ou substâncias cloradas (clorado)