soldagem aula 06 - amazon simple storage service · soldagem dos aços carbono e de baixa liga na...
TRANSCRIPT

SOLDAGEM - Aula 07 Faculdade Pitágoras – Núcleo de Engenharias
Engenharia Mecânica 8º 9º Período
Setembro 2016
Índice
• Processo de Soldagem por Eletrodo Revestido – SMAW (Shielded Metal Arc Welding)
• Processo de Soldagem por Arco Submerso – SAW
(Submergerd Arc Welding)
Manufatura Mecânica: Soldagem
Graduação em Engenharia Mecânica Faculdade Pitágoras
Processo de Soldagem a Arco Submerso (SAW – Submergerd Arc Welding)
Manufatura Mecânica: Soldagem
Graduação em Engenharia Mecânica Faculdade Pitágoras
Processo de Soldagem a Arco Submerso (SAW – Submergerd Arc Welding)

Arame sólido e fluxo
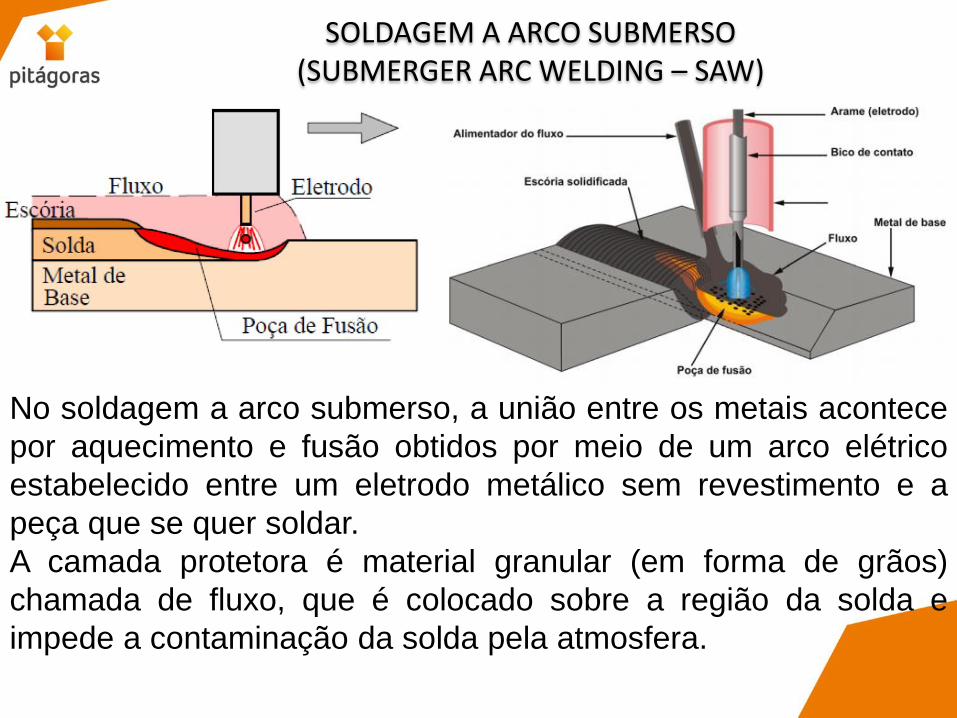
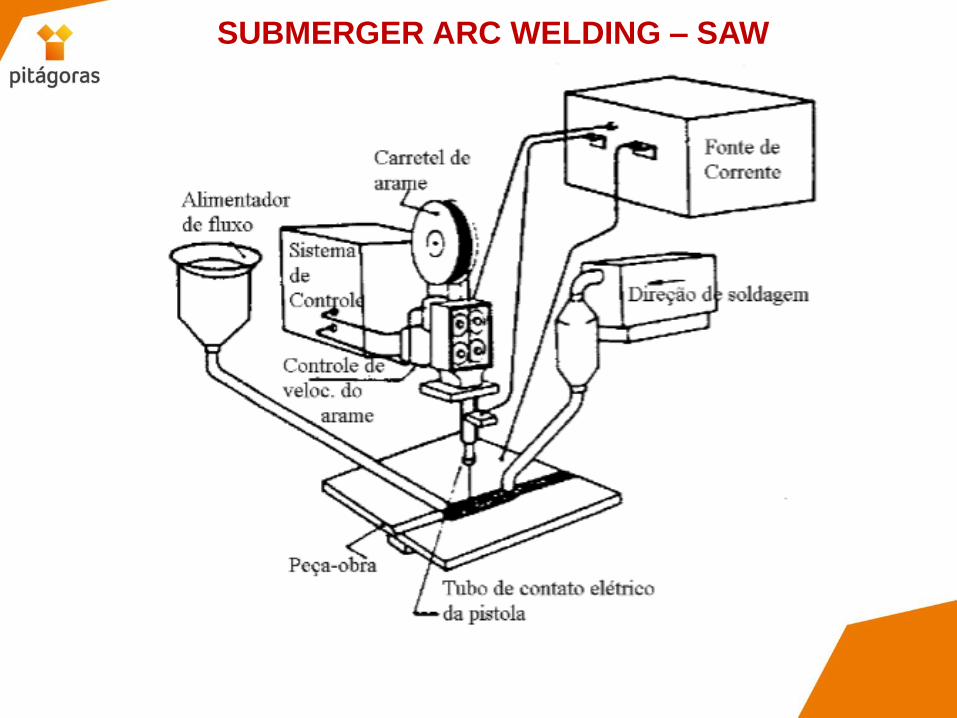
No soldagem a arco submerso, a união entre os metais acontece
por aquecimento e fusão obtidos por meio de um arco elétrico
estabelecido entre um eletrodo metálico sem revestimento e a
peça que se quer soldar.
A camada protetora é material granular (em forma de grãos)
chamada de fluxo, que é colocado sobre a região da solda e
impede a contaminação da solda pela atmosfera.
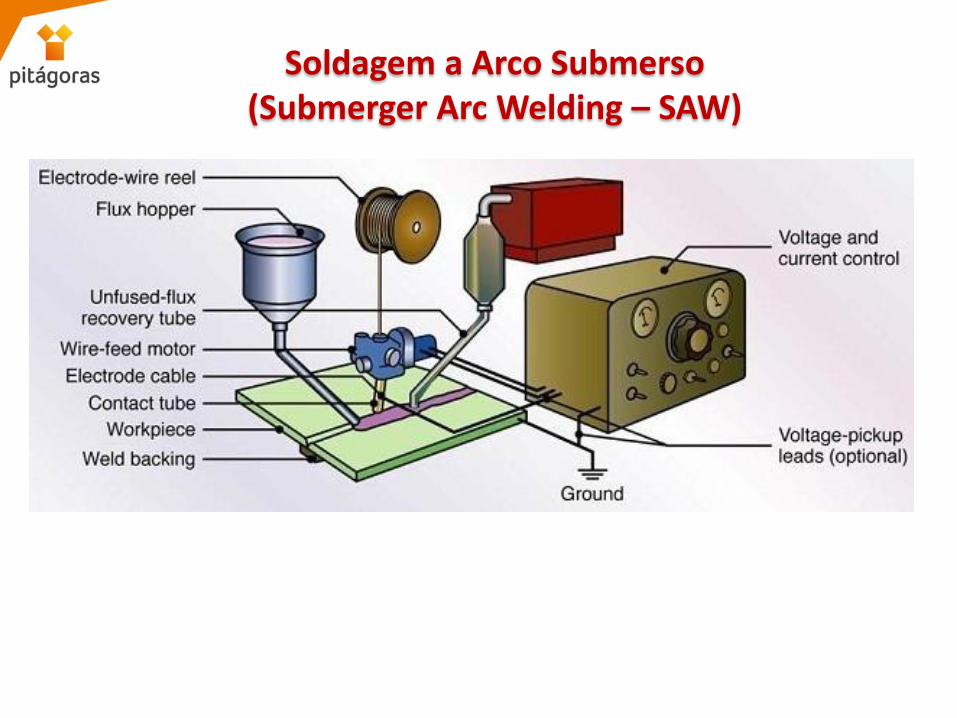
SOLDAGEM A ARCO SUBMERSO (SUBMERGER ARC WELDING – SAW)
SUBMERGER ARC WELDING – SAW
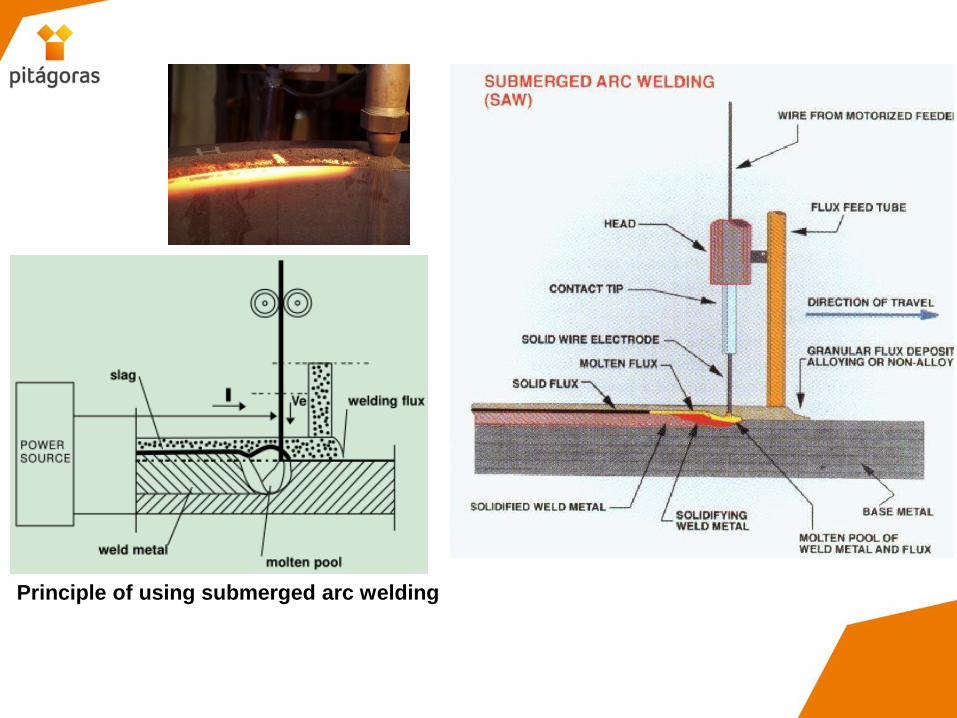
Principle of using submerged arc welding
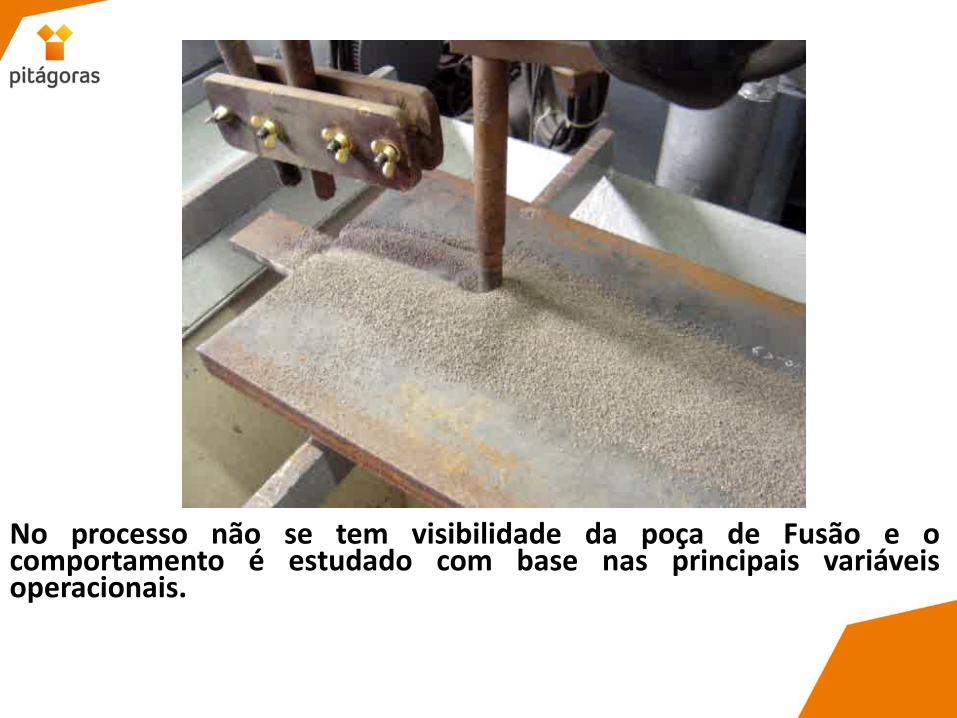
No processo não se tem visibilidade da poça de Fusão e o comportamento é estudado com base nas principais variáveis operacionais.
Soldagem a arco submerso (SAW)
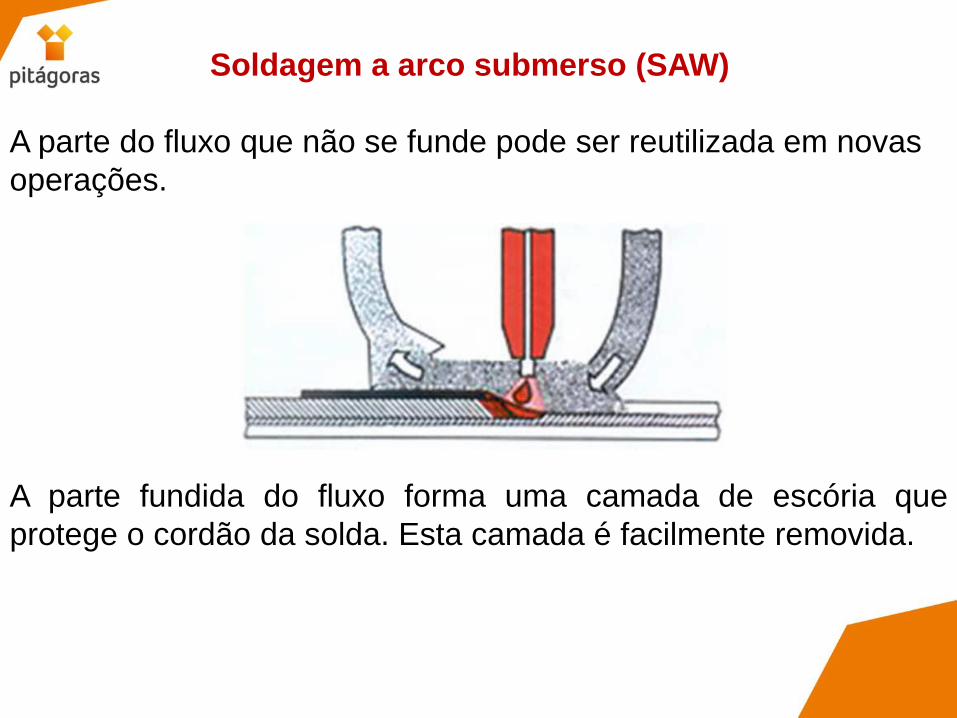
A parte do fluxo que não se funde pode ser reutilizada em novas
operações.
A parte fundida do fluxo forma uma camada de escória que
protege o cordão da solda. Esta camada é facilmente removida.
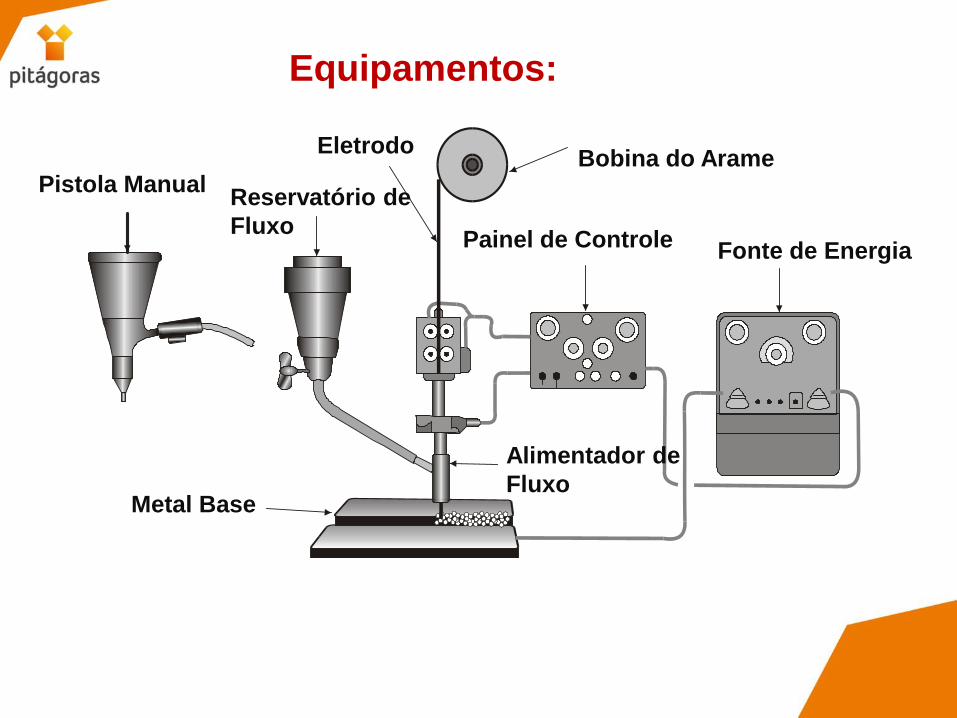
Equipamentos:
Fonte de Energia Painel de Controle
Bobina do Arame Eletrodo
Reservatório de
Fluxo
Pistola Manual
Alimentador de
Fluxo Metal Base
Soldagem a Arco Submerso (Submerger Arc Welding – SAW)

No processo a arco submerso, como são adicionados os elementos de liga?
AVALIAÇÃO
Resp. No fluxo

AVALIAÇÃO: Quais as posições de soldagem do Arco Submerso?
Plana
Horizontal
Vertical
Sobre-cabeça
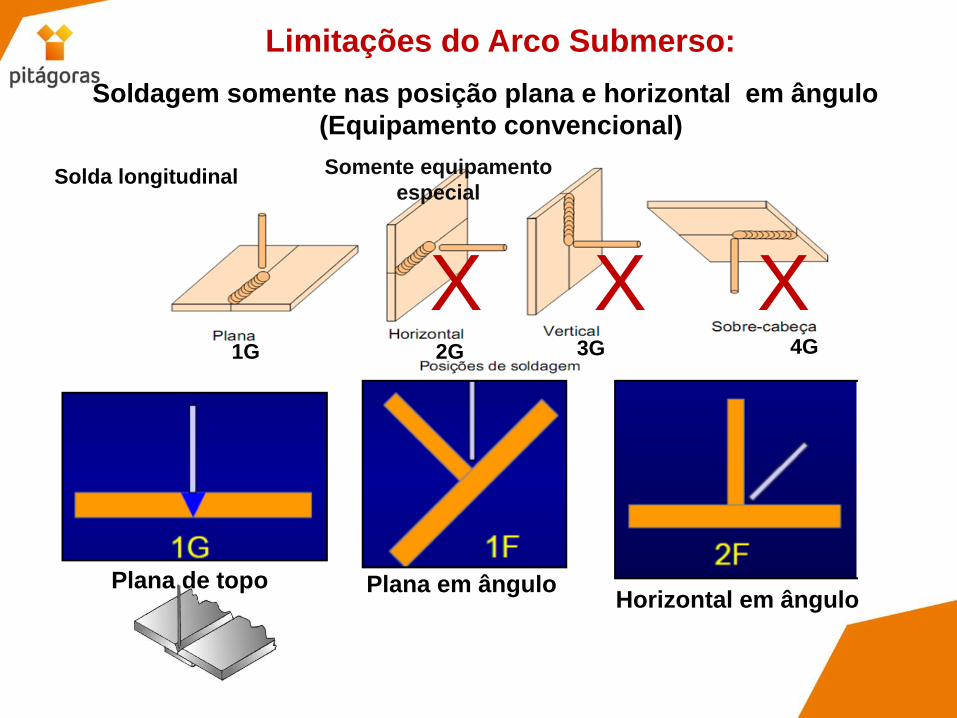
Limitações do Arco Submerso:
Soldagem somente nas posição plana e horizontal em ângulo
(Equipamento convencional)
X X X 2G 3G 1G 4G
Somente equipamento
especial
Horizontal em ângulo Plana em ângulo Plana de topo
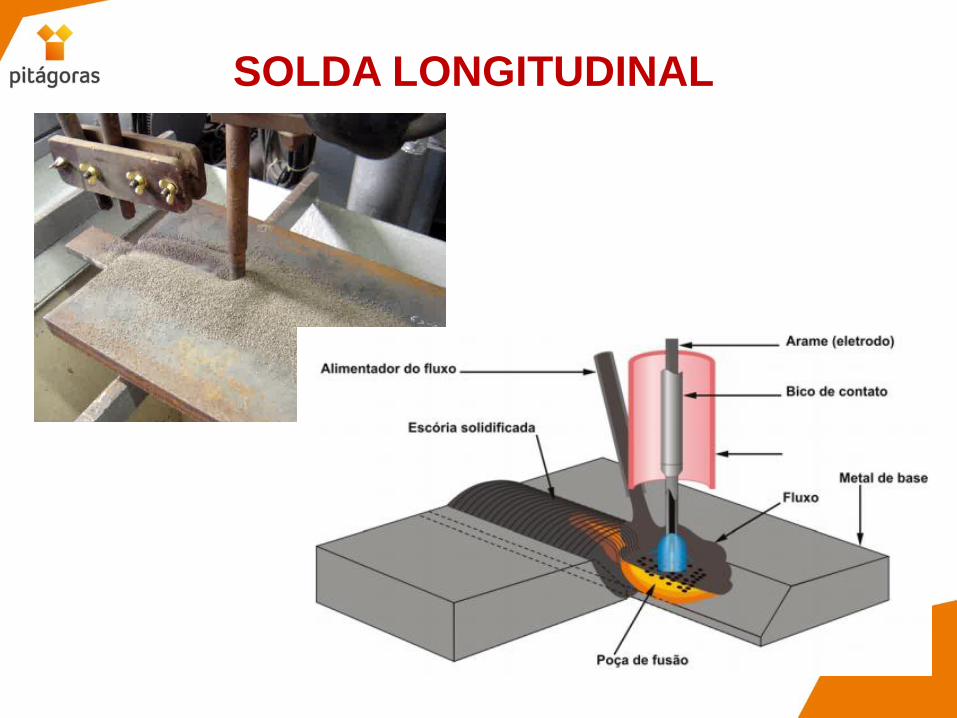
Solda longitudinal
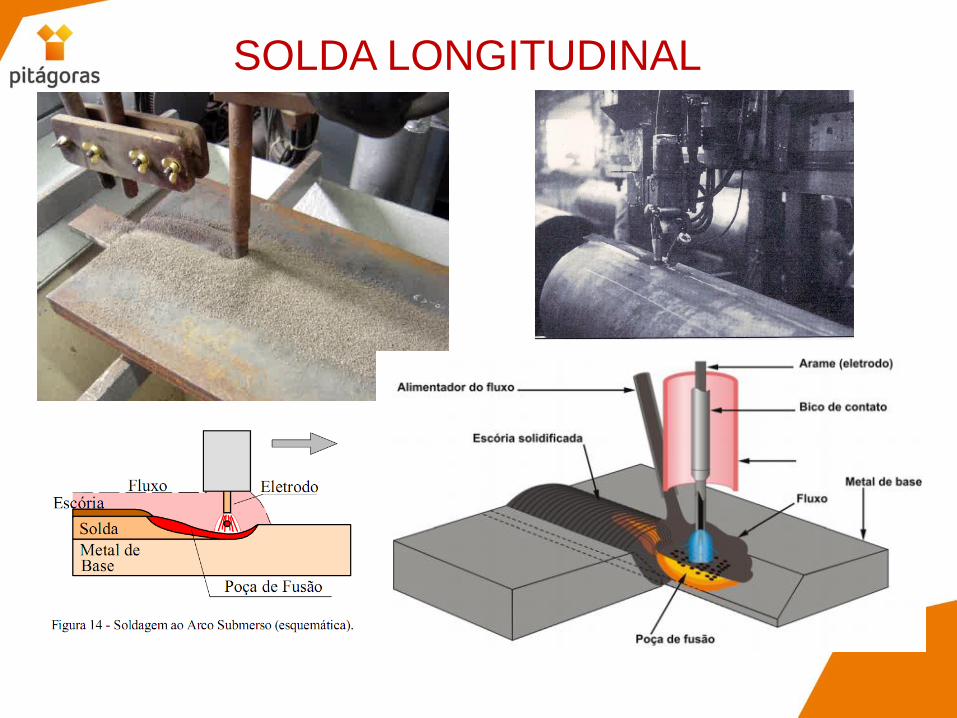
SOLDA LONGITUDINAL
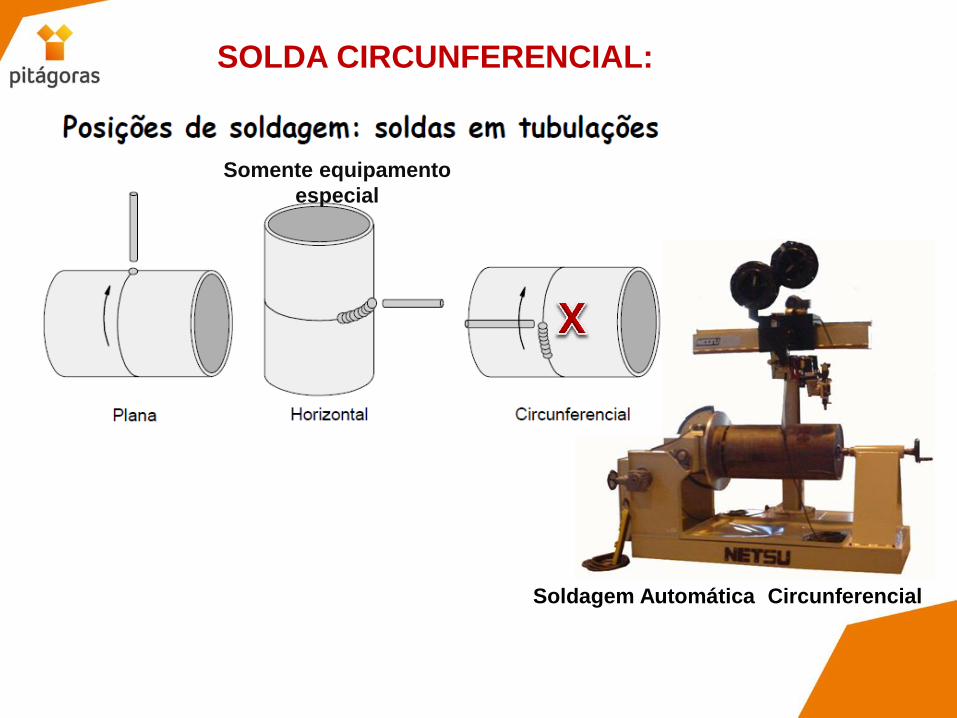
SOLDA CIRCUNFERENCIAL:
Soldagem Automática Circunferencial
Somente equipamento
especial

ARCO SUBMERSO AUTOMÁTICO

Equipamento especial para a soldagem horizontal
com arco submerso para tanques verticais no campo
SOLDA LONGITUDINAL
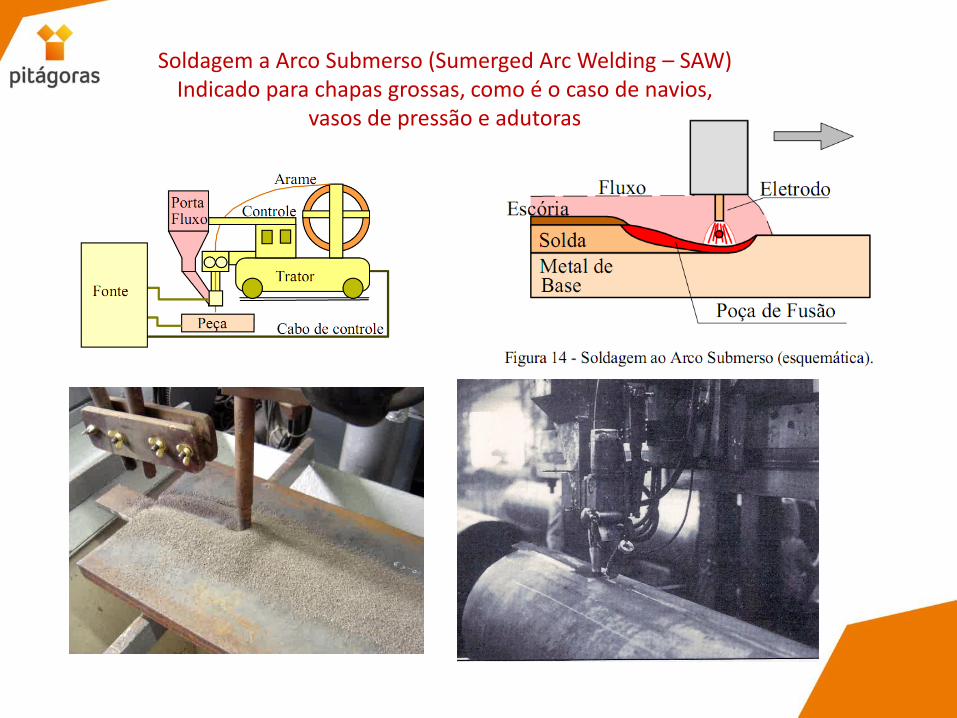
Soldagem a Arco Submerso (Sumerged Arc Welding – SAW) Indicado para chapas grossas, como é o caso de navios,
vasos de pressão e adutoras
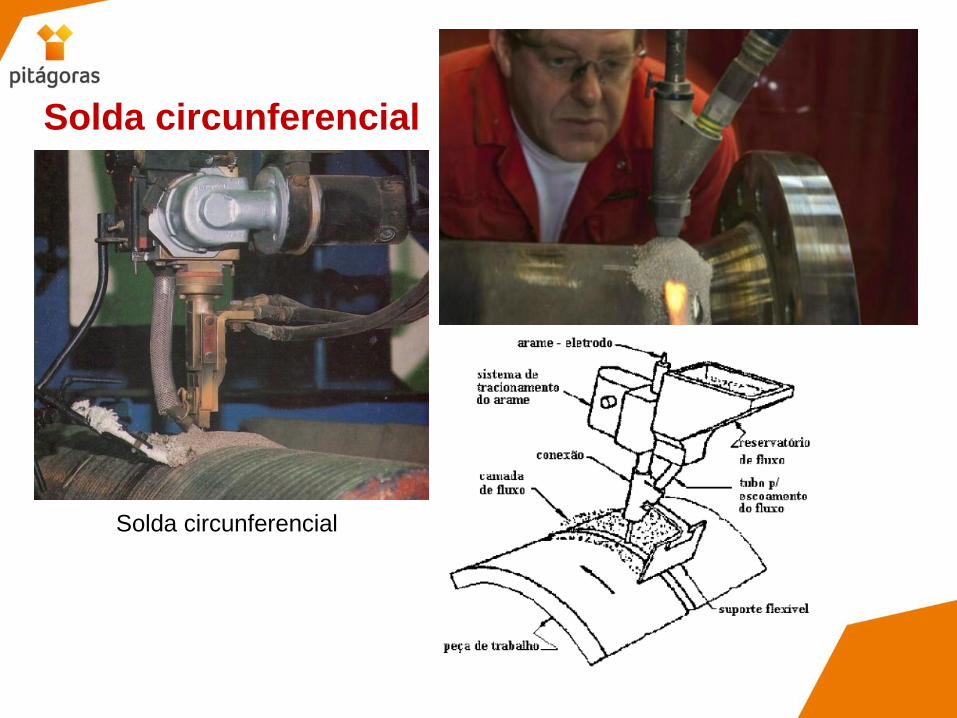
Solda circunferencial
Solda circunferencial

SOLDAGEM DE CHAPAS EM DOIS PASSES – ARCO SUBMERSO (SAW - Submerged Arc Welding )
Necessidade de virar a chapa
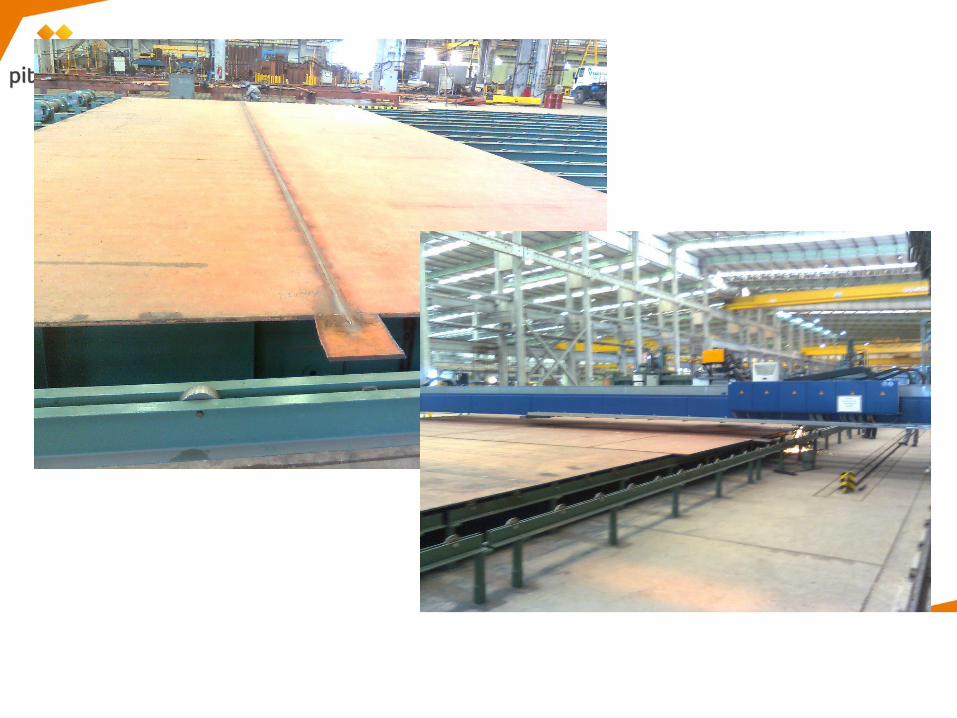

MÁQUINA HIDRÁULICA QUE VIRA A CHAPA PARA
O ARCO SUBMERSO SOLDAR NO OUTRO LADO

Auto-peças: rodas, transmissões, diferenciais, longarinas.
Usos da Soldagem a Arco Submerso
Solda Externa Solda Interna

TUBOS SOLDADOS POR ARCO SUBMERSO E INSPECIONADO

SINETO DO SOLDADOR

SOLDAGEM DE TUBOS COM GRANDES DIÂMETROS
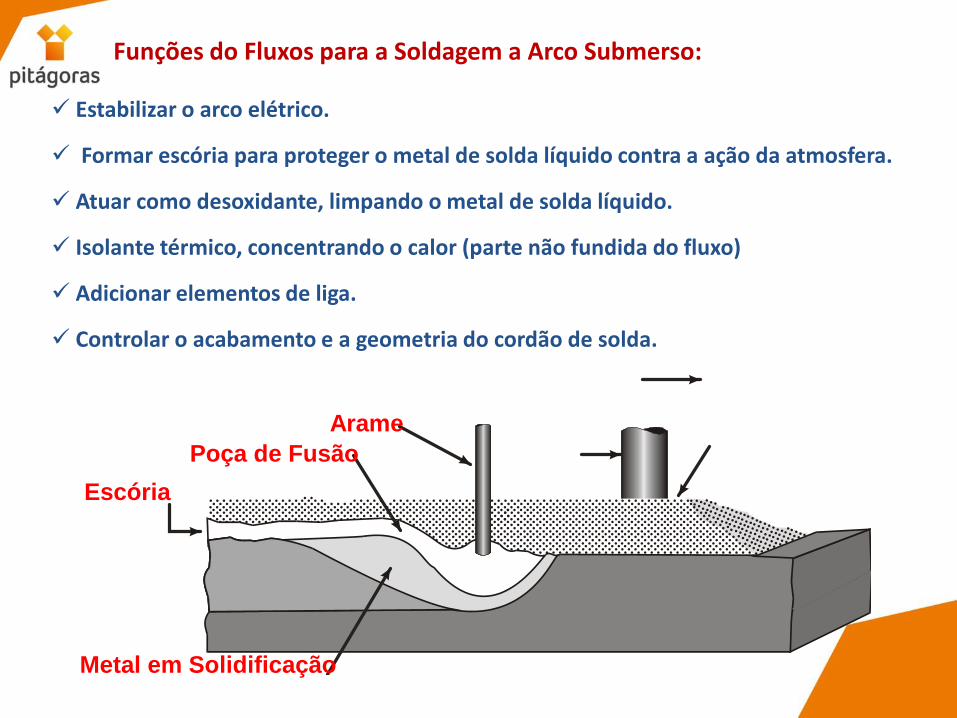
Funções do Fluxos para a Soldagem a Arco Submerso:
Estabilizar o arco elétrico. Formar escória para proteger o metal de solda líquido contra a ação da atmosfera. Atuar como desoxidante, limpando o metal de solda líquido.
Isolante térmico, concentrando o calor (parte não fundida do fluxo) Adicionar elementos de liga. Controlar o acabamento e a geometria do cordão de solda.
Arame
Poça de Fusão
Escória
Metal em Solidificação

Fluxo:
Forma de Grânulos. Protege o metal de solda de contaminações. Age como isolante térmico, concentrando o calor.
Eletrodo (arame):
Fio contínuo. Bobinas de 30 a 500kg. Alimentado automaticamente.
Torna o processo rápido e econômico.
CONSUMÍVEIS DE SOLDAGEM:

Tipos de Fluxos
Quanto ao Método de Fabricação:
Fluxos Aglomerados. Fluxos Fundidos.

Armazenamento dos Fluxos
Manter o fluxo com 60% máximo de umidade.
Sacos sobre pallets de madeira, isolados do chão.
Manter afastado de paredes.
Temperatura 5 oC acima da temperatura ambiente.

Secagem dos Fluxos
Secagem: 250 a 350ºC por 1 a 2 horas.
Conservação da Secagem: Em estufa entre 100 e 150ºC.
Necessário para uso com fluxos neutros.
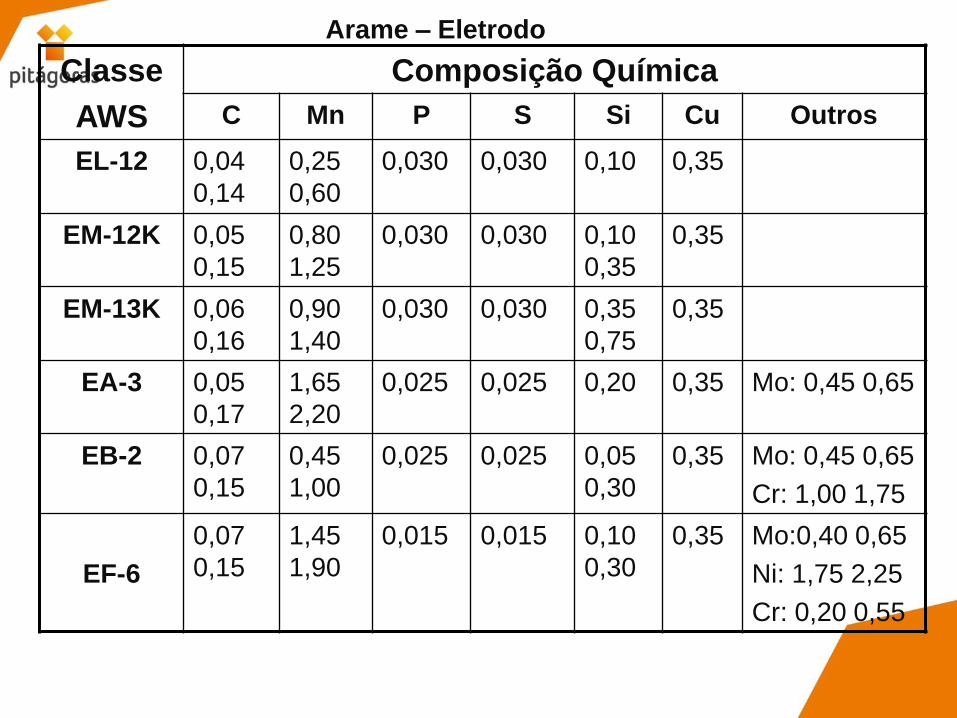
Classe
AWS
Composição Química
C Mn P S Si Cu Outros
EL-12 0,04
0,14
0,25
0,60
0,030 0,030 0,10 0,35
EM-12K 0,05
0,15
0,80
1,25
0,030 0,030 0,10
0,35
0,35
EM-13K 0,06
0,16
0,90
1,40
0,030 0,030 0,35
0,75
0,35
EA-3 0,05
0,17
1,65
2,20
0,025 0,025 0,20 0,35 Mo: 0,45 0,65
EB-2 0,07
0,15
0,45
1,00
0,025 0,025 0,05
0,30
0,35 Mo: 0,45 0,65
Cr: 1,00 1,75
EF-6
0,07
0,15
1,45
1,90
0,015 0,015 0,10
0,30
0,35 Mo:0,40 0,65
Ni: 1,75 2,25
Cr: 0,20 0,55
Arame – Eletrodo

Arco Submerso Semi-Automático
Mecanizado:
Solda de Filete.
Arco Submerso Automático:
Processo mais utilizado.
O operador guia o cabeçote sobre a peça a ser soldada.
VANTAGENS DESVANTAGENS
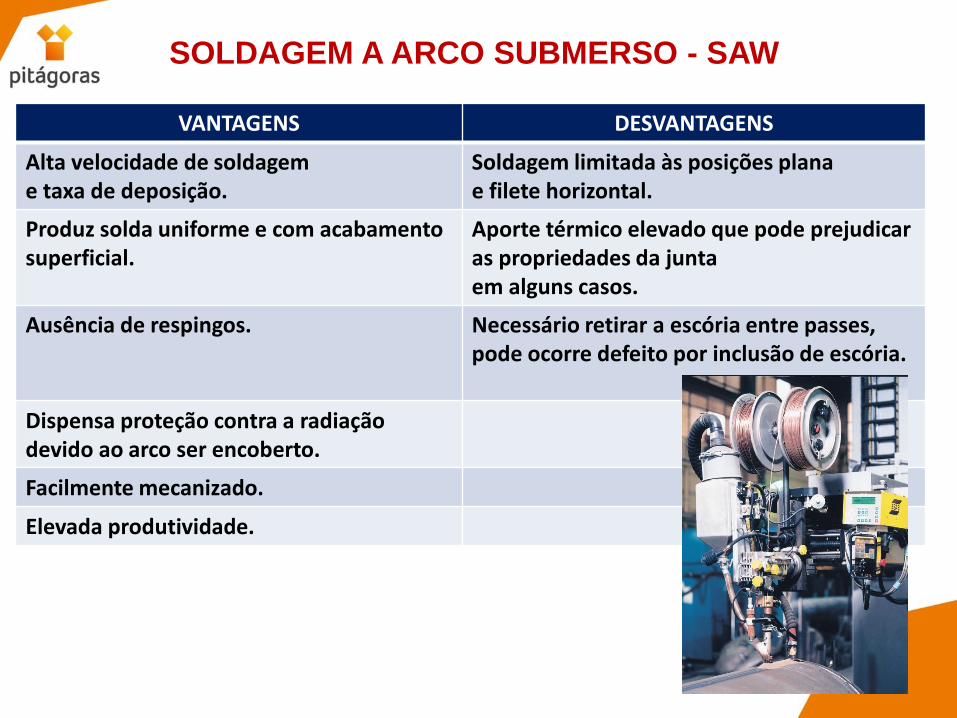
Alta velocidade de soldagem e taxa de deposição.
Soldagem limitada às posições plana e filete horizontal.
Produz solda uniforme e com acabamento superficial.
Aporte térmico elevado que pode prejudicar as propriedades da junta em alguns casos.
Ausência de respingos. Necessário retirar a escória entre passes, pode ocorre defeito por inclusão de escória.
Dispensa proteção contra a radiação devido ao arco ser encoberto.
Facilmente mecanizado.
Elevada produtividade.
SOLDAGEM A ARCO SUBMERSO - SAW
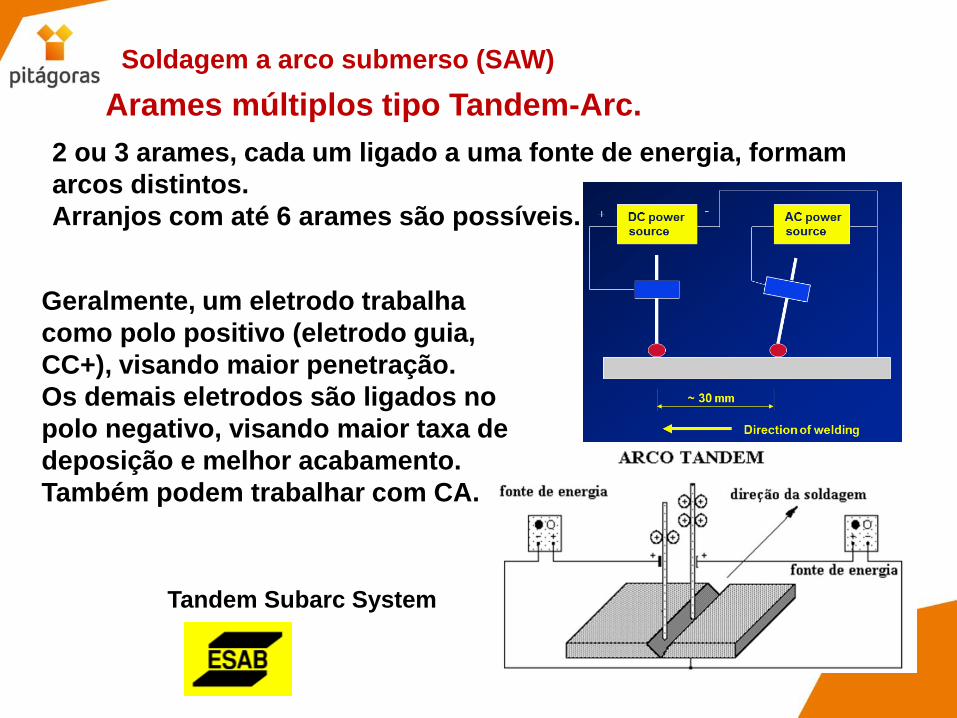
Geralmente, um eletrodo trabalha
como polo positivo (eletrodo guia,
CC+), visando maior penetração.
Os demais eletrodos são ligados no
polo negativo, visando maior taxa de
deposição e melhor acabamento.
Também podem trabalhar com CA.
2 ou 3 arames, cada um ligado a uma fonte de energia, formam
arcos distintos.
Arranjos com até 6 arames são possíveis.
Arames múltiplos tipo Tandem-Arc.
Soldagem a arco submerso (SAW)
Tandem Subarc System

Arco Submerso com Arcos Múltiplos ( Tandem-Arc):
2 ou 3 arames soldando simultaneamente.
Utiliza cabeçotes e fontes de energia independentes.
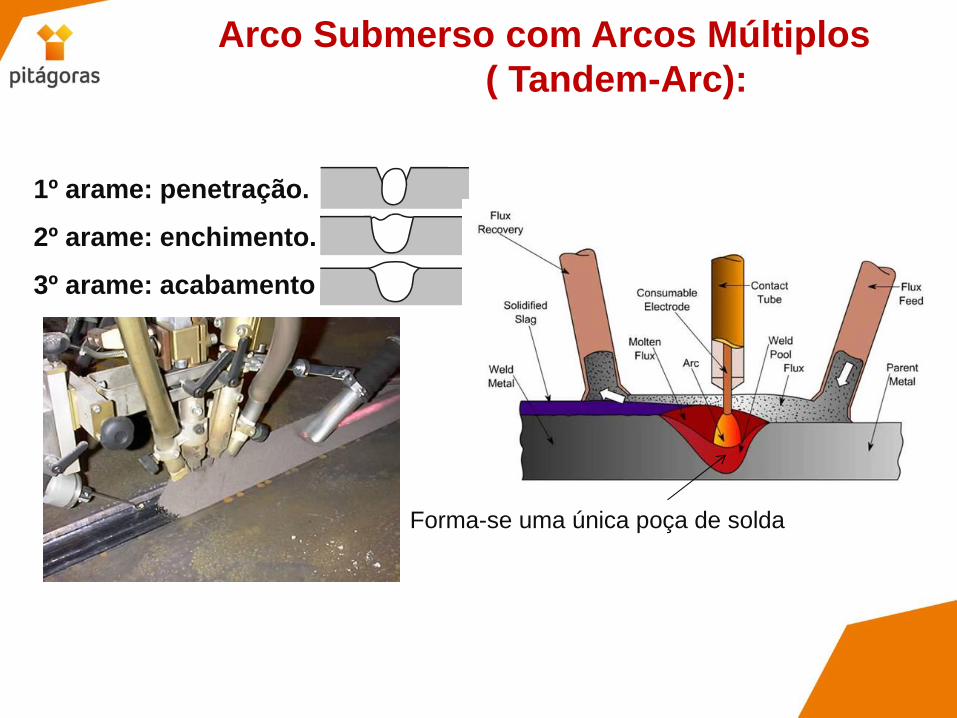
Arco Submerso com Arcos Múltiplos
( Tandem-Arc):
1º arame: penetração.
2º arame: enchimento.
3º arame: acabamento
Forma-se uma única poça de solda

Solda externa, tubo API, tandem 4 arames. 3500A 2,5 m/min.
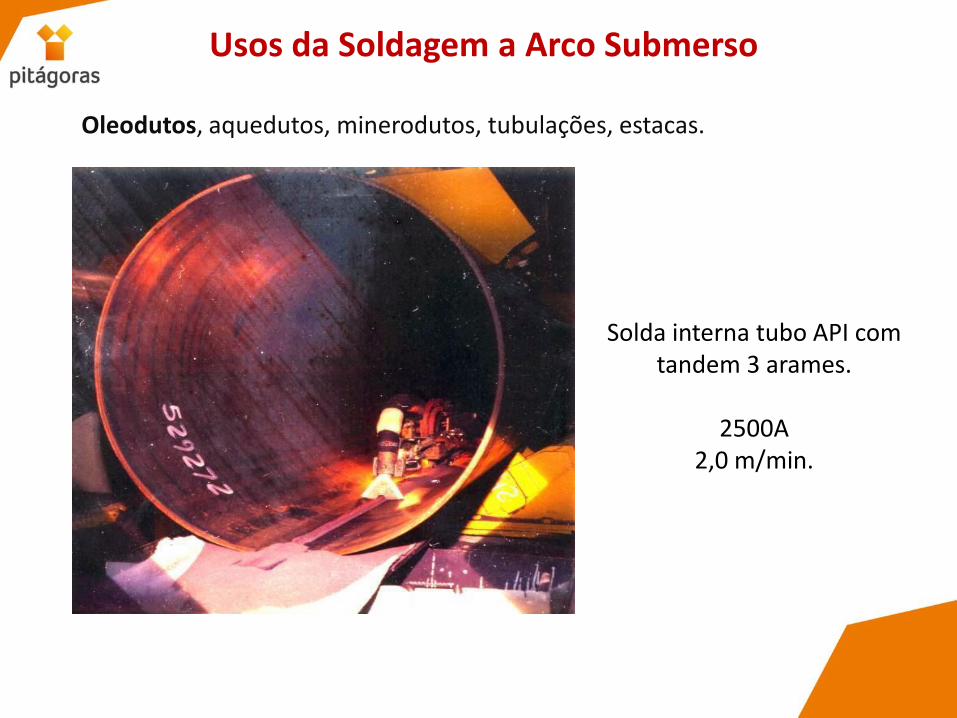
Usos da Soldagem a Arco Submerso
Oleodutos, aquedutos, minerodutos, tubulações, estacas.
Solda interna tubo API com tandem 3 arames.
2500A
2,0 m/min.
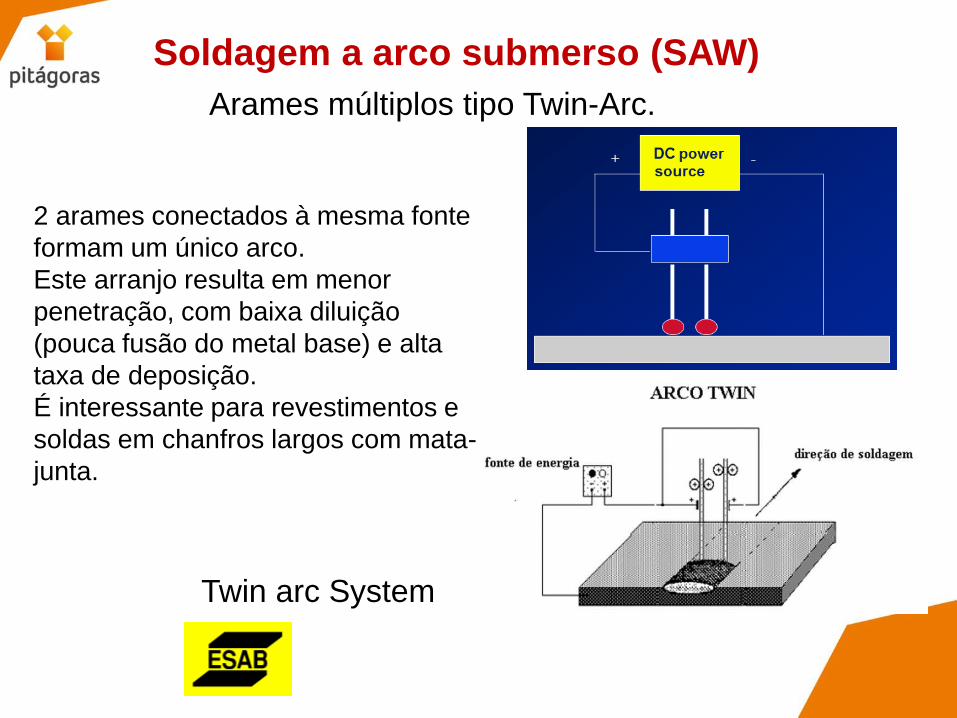
Arames múltiplos tipo Twin-Arc.
Soldagem a arco submerso (SAW)
2 arames conectados à mesma fonte
formam um único arco.
Este arranjo resulta em menor
penetração, com baixa diluição
(pouca fusão do metal base) e alta
taxa de deposição.
É interessante para revestimentos e
soldas em chanfros largos com mata-
junta.
Twin arc System
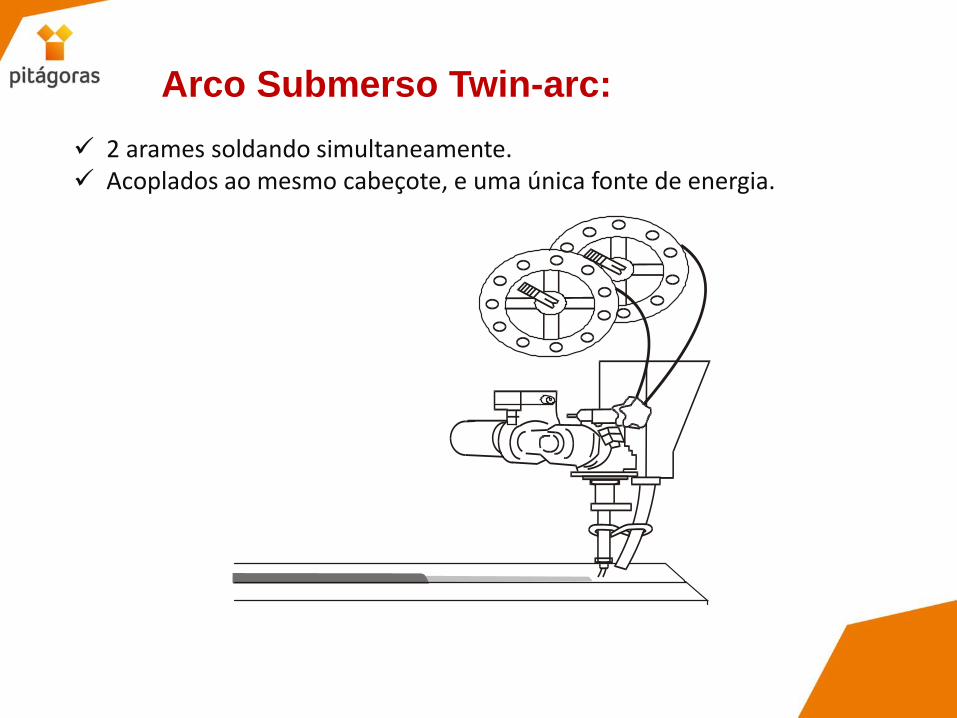
2 arames soldando simultaneamente. Acoplados ao mesmo cabeçote, e uma única fonte de energia.
Arco Submerso Twin-arc:
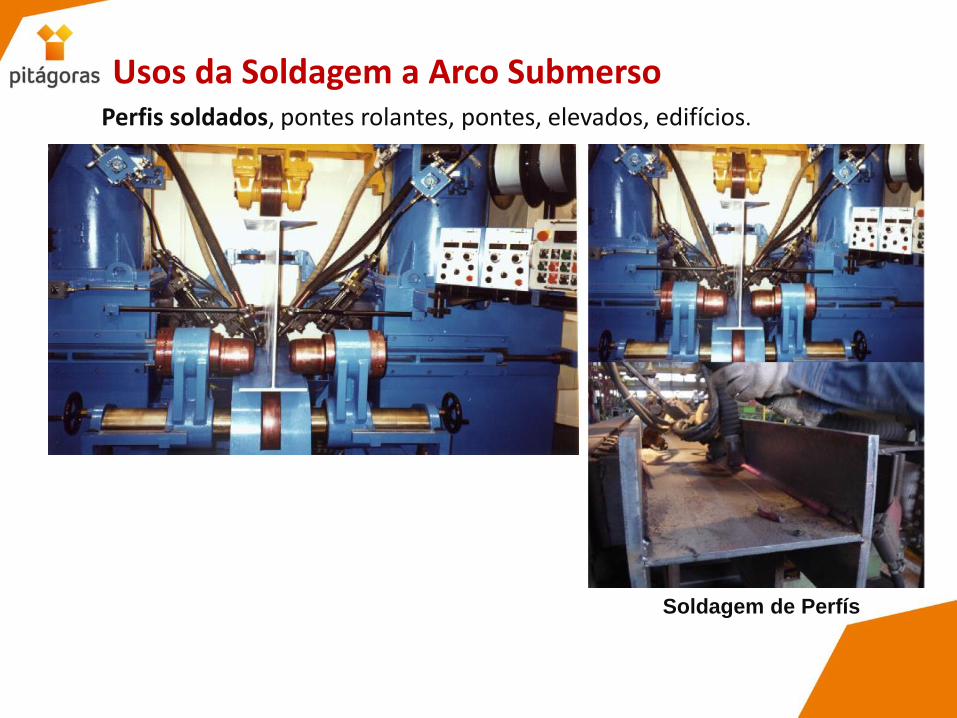
Usos da Soldagem a Arco Submerso Perfis soldados, pontes rolantes, pontes, elevados, edifícios.
Soldagem de Perfís
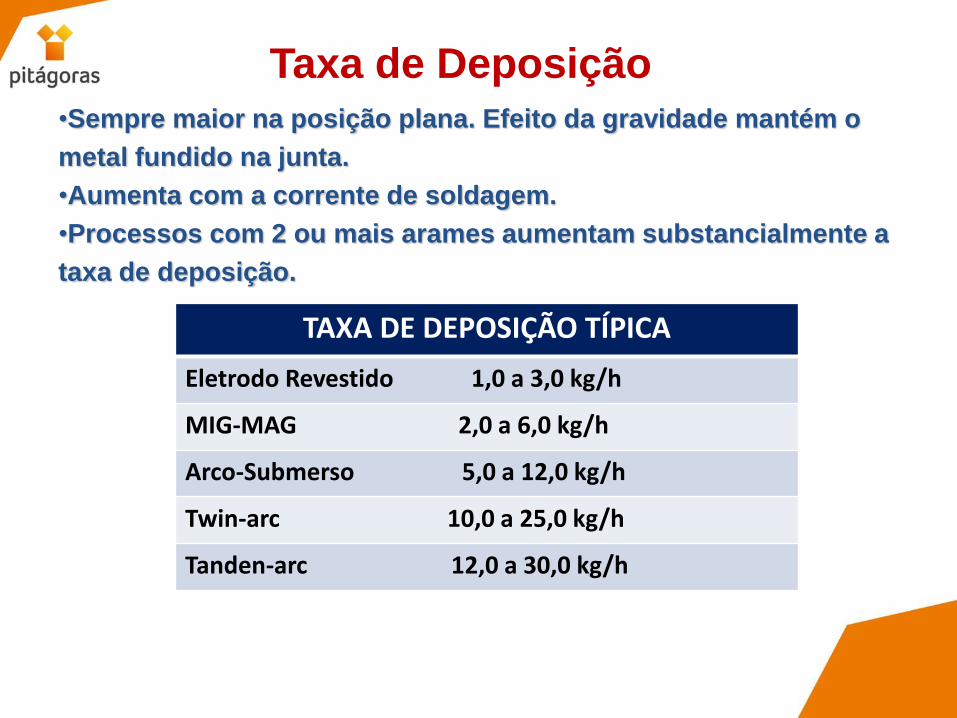
•Sempre maior na posição plana. Efeito da gravidade mantém o
metal fundido na junta.
•Aumenta com a corrente de soldagem.
•Processos com 2 ou mais arames aumentam substancialmente a
taxa de deposição.
Taxa de Deposição
TAXA DE DEPOSIÇÃO TÍPICA
Eletrodo Revestido 1,0 a 3,0 kg/h
MIG-MAG 2,0 a 6,0 kg/h
Arco-Submerso 5,0 a 12,0 kg/h
Twin-arc 10,0 a 25,0 kg/h
Tanden-arc 12,0 a 30,0 kg/h

Configuração utilizada para deposição de material
para recobrimentos.
As fitas tem espessura típica de 0,5mm e largura
de 30 a 120mm.
Geralmente utiliza corrente contínua direta (CC-),
pois se requer diluição muito baixa.
A largura do cordão obtido é
aproximadamente a largura da fita.
Soldagem a arco submerso (SAW) - ELETRODO EM FITA
SAW Strip Cladding head
Revestimento duro: rolos de
lingotamento contínuo.
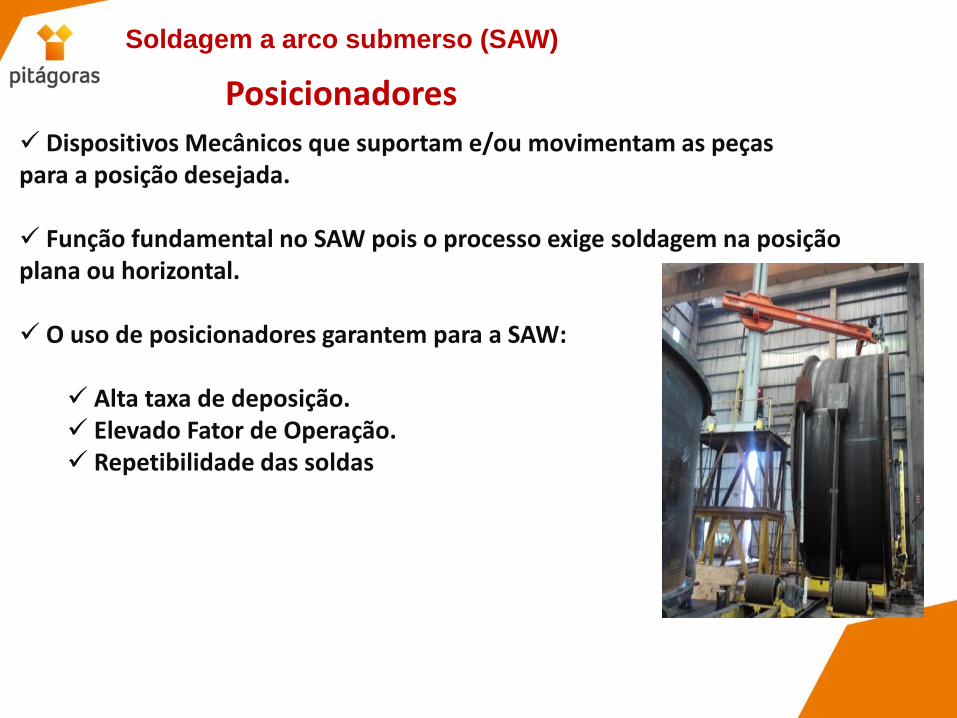
Posicionadores Dispositivos Mecânicos que suportam e/ou movimentam as peças para a posição desejada. Função fundamental no SAW pois o processo exige soldagem na posição plana ou horizontal. O uso de posicionadores garantem para a SAW:
Alta taxa de deposição. Elevado Fator de Operação. Repetibilidade das soldas
Soldagem a arco submerso (SAW)

Carrinho Montado numa Coluna
Este exemplo (acoplado com rolos
viradores) permite executar soldas
longitudinal e circunferencial.

Usos da Soldagem a Arco Submerso
Principais Variáveis do Processo
Tipo da Corrente - Polaridade Intensidade de Corrente (VAA) Velocidade de Soldagem Tensão do Arco Diâmetro do Arame Extensão do Eletrodo Ângulo de avanço do Eletrodo Espessura da Camada de Fluxo Granulometria do fluxo Tipo de Fluxo (Fabricação e Químico) Composição Binária Fluxo + Arame

Tipo de Corrente - Polaridade
(DC)CC+ mais recomendado (ou mais utilizado): • Rápida sequência de deposição. • Boa penetração. • Maior resistência a porosidade. • Melhor controle do formato e aparência do cordão. (DC)CC- oferece: • 30% aumento na taxa de deposição. • Menor penetração. • Usado em soldas de revestimento. • Deve-se aumentar 4V para obter cordão similar a CC+.
CC+ CC-
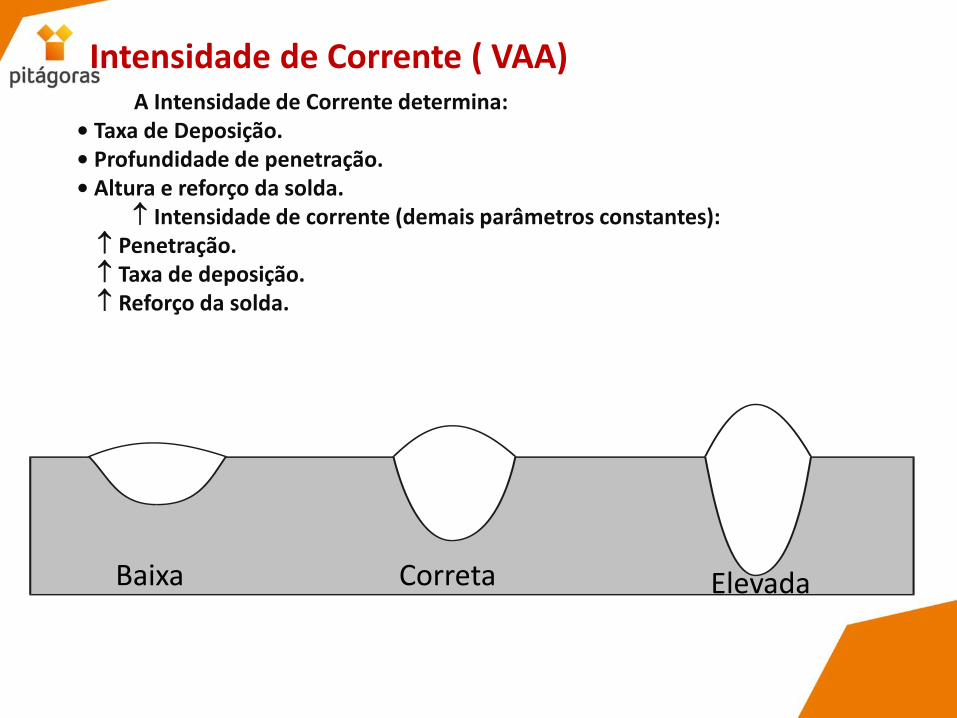
Intensidade de Corrente ( VAA) A Intensidade de Corrente determina: • Taxa de Deposição. • Profundidade de penetração. • Altura e reforço da solda. Intensidade de corrente (demais parâmetros constantes): Penetração. Taxa de deposição. Reforço da solda.
Baixa Correta Elevada
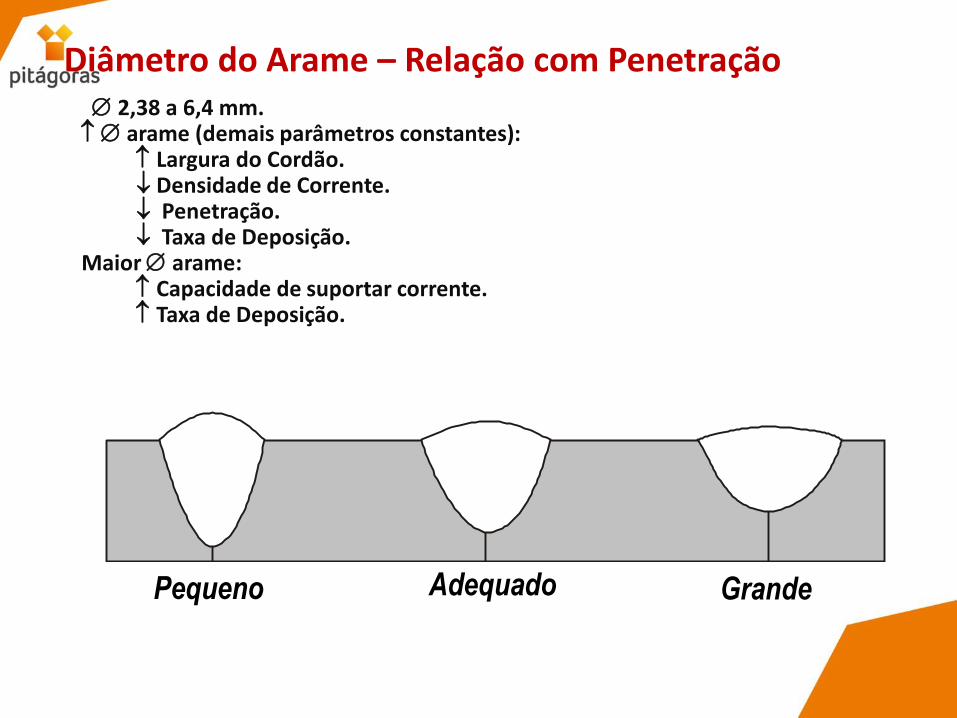
Diâmetro do Arame – Relação com Penetração
Pequeno Adequado Grande
2,38 a 6,4 mm. arame (demais parâmetros constantes):
Largura do Cordão. Densidade de Corrente. Penetração. Taxa de Deposição. Maior arame:
Capacidade de suportar corrente. Taxa de Deposição.
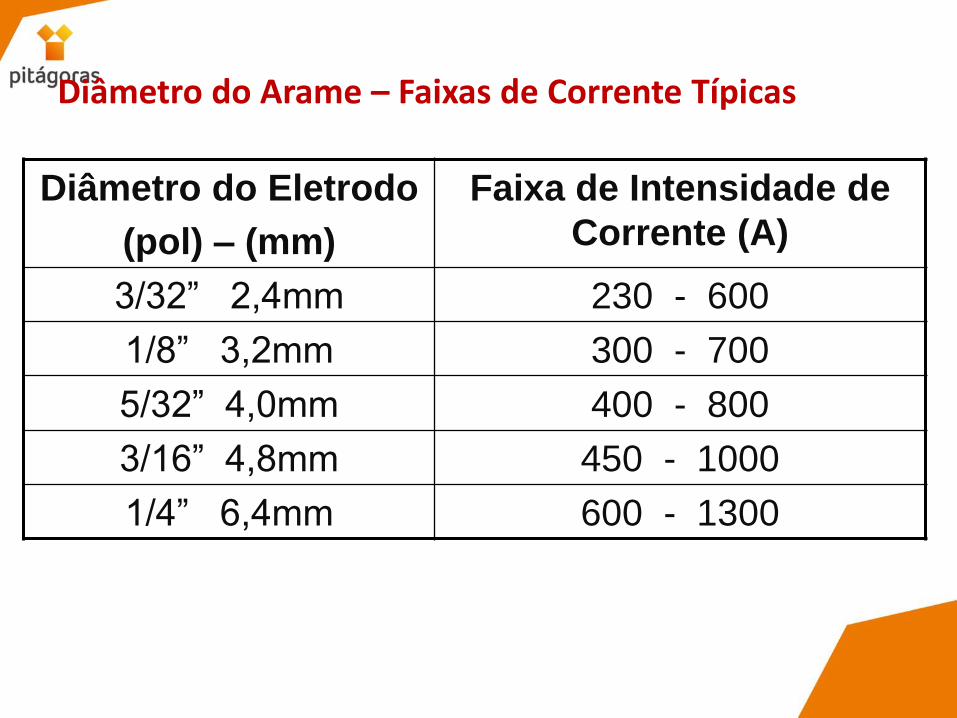
Diâmetro do Arame – Faixas de Corrente Típicas
Diâmetro do Eletrodo
(pol) – (mm)
Faixa de Intensidade de
Corrente (A)
3/32” 2,4mm 230 - 600
1/8” 3,2mm 300 - 700
5/32” 4,0mm 400 - 800
3/16” 4,8mm 450 - 1000
1/4” 6,4mm 600 - 1300
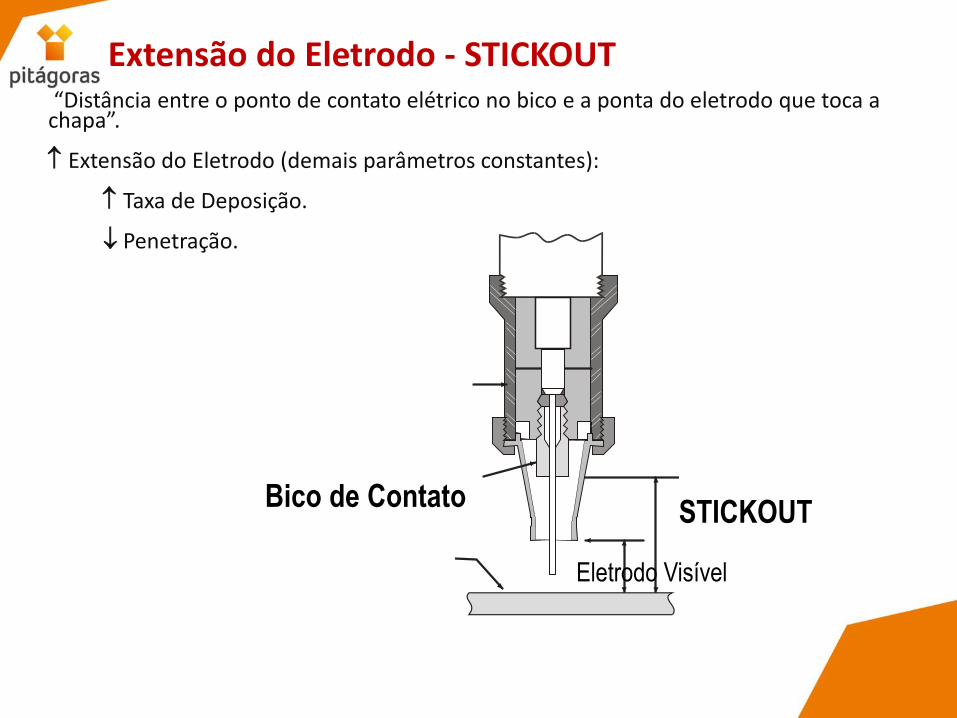
Extensão do Eletrodo - STICKOUT
STICKOUT Bico de Contato
Eletrodo Visível
“Distância entre o ponto de contato elétrico no bico e a ponta do eletrodo que toca a chapa”. Extensão do Eletrodo (demais parâmetros constantes):
Taxa de Deposição. Penetração.
Soldagem a Arco Submerso - SAW
APLICAÇÕES TÍPICAS NA INDUSTRIA DO PETRÓLEO E PETROQUÍMICA:
Soldagem dos aços carbono e de baixa liga na fabricação de vasos de
pressão, tubos c/costura e tanques de armazenamento, refinarias, plataformas,
navios, revestimentos resistentes à abrasão, erosão, e corrosão.
SEGURANÇA: Poucos problemas. O arco é encoberto pelo fluxo.
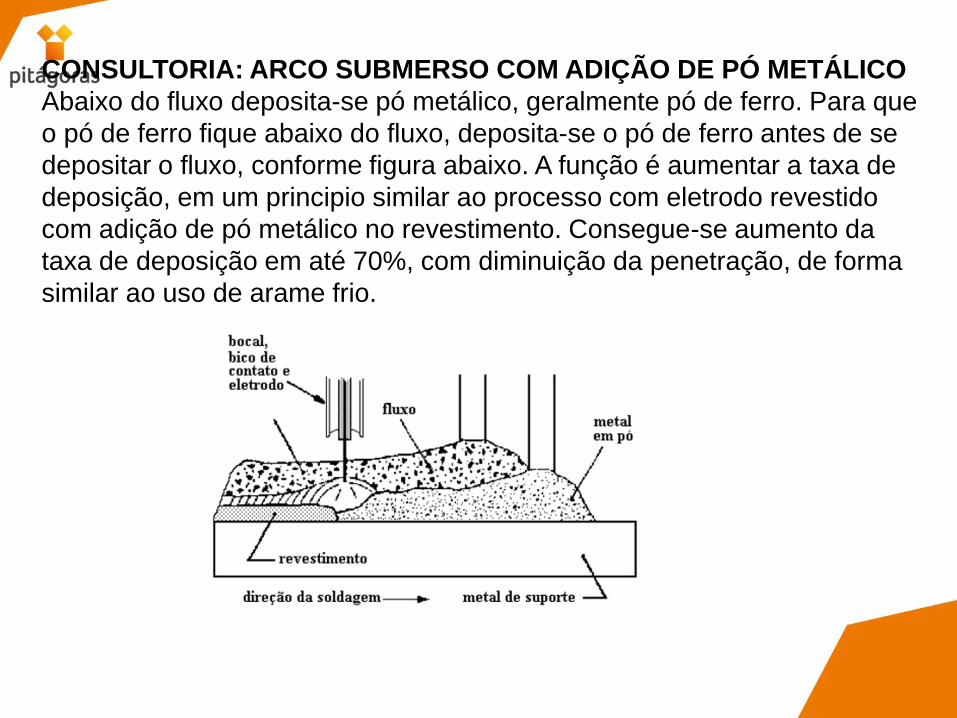
CONSULTORIA: ARCO SUBMERSO COM ADIÇÃO DE PÓ METÁLICO
Abaixo do fluxo deposita-se pó metálico, geralmente pó de ferro. Para que
o pó de ferro fique abaixo do fluxo, deposita-se o pó de ferro antes de se
depositar o fluxo, conforme figura abaixo. A função é aumentar a taxa de
deposição, em um principio similar ao processo com eletrodo revestido
com adição de pó metálico no revestimento. Consegue-se aumento da
taxa de deposição em até 70%, com diminuição da penetração, de forma
similar ao uso de arame frio.
CONCLUSÕES:
OBRIGADO
Bibliografia Machado, Ivan Guerra Soldagem e técnicas conexas: processos. 1 ed. UFRGS Rio Grande do Sul 1996. 477 p.: il CDU621.791 Marques, Paulo Villani Soldagem: Fundamentos e tecnologia / PauloVillani Marques, Paulo José Modenesi, Alexandre Queiroz Bracarense 3. ed. UFMG Belo Horizonte 2009. 363 p. IBSN 978-85-7041-748-0

Desenvolvido por Julio Cesar de Jesus