síntesis de la aleación intermetálica fe al por el método
TRANSCRIPT

Síntesis de la aleación intermetálica
Fe60Al40 por el método de molienda
mecánica en presencia de campo
magnético y su caracterización
estructural, morfológica y termo-
magnética
DIEGO ANDRÉS MOLANO RUALES
UNIVERSIDAD NACIONAL DE COLOMBIA
FACULTAD DE CIENCIAS EXACTAS Y NATURALES
MANIZALES, COLOMBIA
2020

Síntesis de la aleación intermetálica Fe60Al40 por el método de molienda
mecánica en presencia de campo magnético y su caracterización
estructural, morfológica y termo-magnética
DIEGO ANDRÉS MOLANO RUALES
Tesis presentada como requisito parcial para optar el título de:
Magister en Ciencias Físicas
Director:
Profesor, Andrés Rosales Rivera
Línea de Investigación:
Magnetismo y Materiales Avanzados
Laboratorio de Magnetismo y Materiales Avanzados.
Universidad Nacional de Colombia
Facultad de Ciencias Exactas y Naturales
Manizales, Colombia
2020

Dedicatoria
Dedicado a Gloria Mercedez Ruales Muñoz, Carlos Mauricio Ruales Muñoz, Jorge Andrés Molano
y María Teresa Muñoz, sin ellos esto no hubiese sido posible.
El esfuerzo de cada hombre se ve reflejado a través de la consistencia, perseverancia y preparación,
cargado de una dosis de amor propio, una dosis de fortaleza y la curiosidad que surge ante los
nuevos conocimientos.

Agradecimientos
Este trabajo va dedicado especialmente a mi familia que es el motor fundamental de todos mis
esfuerzos. Mi madre, mi padre y todos los que desde mi hogar me apoyaron con sus motivaciones y
conversaciones llenas de amor. Ellos me incentivan a diario para logar cada uno de mis intereses sin
justificar nada a cambio. A mi novia que estuvo siempre a mi lado acompañándome y apoyándome
en todo momento con su buena intensión de colaborar hasta en lo que no podía.
Le agradezco enormemente al profesor Andrés Rosales Rivera que es mi director de tesis, profesor
y colaborador en todas las etapas de este proceso. Gracias a él he podido realizar mi estudio de
posgrado con muy buena calidad.
Le agradezco a la Universidad Nacional de Colombia por ser el alma mater de toda mi formación
académica y por abrirme las puertas al mundo de la educación y el aprendizaje.
También le agradezco a Nicolás Antonio Salazar por su enorme colaboración en cada una de las
medidas VSM y por ayudarme a comprender cada uno de los resultados. Gracias a Nathalia Mutis
por la colaboración de las medidas TGA. A Jessica Paola López Tabares por participar en la
preparación y organización de las muestras y por cada detalle que fue necesario en el laboratorio.
Agradezco al profesor Oscar Hernán Giraldo por brindarme la posibilidad de realizar las medidas
de difracción de rayos X y a todos y cada uno de los que participaron directa e indirectamente en el
desarrollo de este trabajo de Maestría.

Resumen
En el presente trabajo realizamos un estudio experimental detallado sobre la síntesis,
caracterización estructural, morfológica y magnética para aleaciones intermetálicas Fe60Al40 (en
porcentaje atómico) obtenidas mediante un proceso de aleación mecánica. La aleación mecánica se
realizó utilizando un dispositivo de molienda, en el que el movimiento de bolas puede ser
controlado por un campo magnético externo de hasta 1.5 kOe (equipo Uni-Ball-Mill 5) para
diferentes intervalos de tiempo de molienda, t = 12, 24, 36, 48, 72, y 120 horas. Estas aleaciones se
prepararon a partir de precursores de polvo de hierro y aluminio (99,9% de pureza), que se
ponderaron por separado con el fin de obtener la composición deseada. La caracterización se llevó a
cabo a través de difracción de rayos X (XRD), microscopía electrónica de barrido (SEM),
magnetómetro de muestra vibratorio (VSM), y análisis termogravimétrico (TGA). Se obtuvo una
aleación intermetálica con estructura bcc para un tiempo de molienda igual o superior a 72 horas de
molienda. El análisis de los resultados de XRD indicó que el tamaño medio del cristalito disminuye
mientras que las microtensiones presentes en estas aleaciones aumentan con el aumento del tiempo
de molienda. Los resultados de la caracterización morfológica por SEM mostraron que en el
proceso de fresado para obtener la aleación FeAl, las partículas de polvo de Hierro y Aluminio de
las que se obtiene, evolucionan a través de diferentes etapas, incluyendo formas, tamaños, fractura,
soldadura y cizallamiento. Las mediciones de magnetización a temperatura ambiente revelaron que
la magnetización de saturación disminuye casi linealmente con el aumento del tiempo de fresado. A
su vez, el campo coercitivo aumenta con el tiempo de molienda, alcanza un máximo a las 72 horas
de molienda, y luego disminuye para mayores tiempos de molienda.
Palabras clave: (Aleado mecánico, transición de fase ferromagnética-paramagnética, caracterización
estructural, morfológica y termomagnética).

Synthesis of the Fe60Al40 intermetallic alloy by the mechanical grinding
method in the presence of magnetic field and its structural, morphological
and thermo-magnetic characterization
Abstract
In the present work we make a detail experimental study on synthesis, structural, morphological,
and magnetic characterization is presented for Fe60Al40 (at. %) intermetallic alloys obtained by
means of a mechanical alloying process. The mechanical alloying was performed using a milling
device with magnetically controlled balls movement (Uni-Ball-Mill 5 equipment) for different
intervals of milling time, t = 12, 24, 36, 48, 72, and 120 hours. These alloys were prepared from
Iron and Aluminum powder precursors (99.9% purity), which were separately weighted in order to
obtain the desired composition. The characterization was carried out via X-ray diffraction (XRD),
scanning electron microscopy (SEM), vibrating sample magnetometer (VSM), and thermo-
gravimetric analysis (TGA). An intermetallic alloy with bcc structure was obtained at and after 72
hours of milling time. Analysis of XRD results indicated that the crystallite average size decreases
while the micro strains present in these intermetallic alloys increase with the increase of milling
time. The results of the morphological characterization by SEM showed that in the milling process
to obtain the FeAl alloy, the dust particles of Iron and Aluminum from which it is obtained, evolve
through different stages, including shapes, sizes, fracture, welding and shearing. The magnetization
measurements at room temperature revealed that the saturation magnetization quasi-linearly
decreases with the increase of milling time. In turn, the coercive field increases with milling time
and goes through a maximum at t = 72 hours before finally decreasing.
Keywords: (Mechanical alloy, ferromagnetic-paramagnetic phase transition, structural,
morphological and thermomagnetic characterization).

Índice General
Resumen
Lista de Figuras
Capítulo 1 Introducción, Estado del Arte, y Motivación .......................................................... 1
Bibliografía
Capítulo 2 Un poco sobre Compuestos Intermetálicos, Pulvimetalurgia, y la Técnica de
Aleado Mecánico .................................................................................................................. 7
2.1 Introducción
2.2 Compuestos intermetálicos y pulvimetalurgia
2.3 Técnica de aleado mecánico
2.3.1 Dinámica del molino Uni-Ball Mill 5.0
2.3.2. Condiciones de molienda
Bibliografía
Capítulo 3 Algunos conceptos básicos del magnetismo y técnicas de caracterización: XRD,
SEM, VSM, y TGA……………………………………………………………………….16 3.1 Introducción
3.2 Algunos conceptos básicos del magnetismo
3.3 Técnicas de caracterización: XRD, SEM, VSM, y TGA
3.3.1 Difracción de rayos X (XRD)
3.3.2. Microscopía electrónica de barrido (SEM)
3.3.3 Magnetometría de muestra vibrante (VSM)
3.3.4 Analisis termogravimétrico (TGA)
Bibliografía
Capítulo 4 Detalles experimentales y metodología…………………………………………37
4.1 Introducción
4.2 Procedimiento experimental para la síntesis de las muestras Fe60Al40
4.3 Detalles técnicos e ilustración de los equipos de caracterización: XRD, VSM, SEM, y TGA
4.4 Software utilizado para el análisis de difracción de rayos X: MDI-Jade 6.5
4.4.1 Refinamiento del estándar
4.4.2 Identificación de los picos de difracción
4.4.3 Refinamiento de los perfiles de difracción
Bibliografía
Capítulo 5 Resultados experimentales y su discusión………………………………………49
5.1 Introducción
5.2 Influencia de las condiciones de preparación de las muestras
5.2.1. Resultados SEM Fe60Al40 t = 2, 12 y 24h Imán 3PM (modo impacto)
5.2.2. Resultados SEM Fe60Al40 t = 2, 12 y 24h Imán 6PM (modo cizallamiento)
5.2.3. Resultados magnéticos Fe60Al40 t = 2, 12 y 24h Imán 3PM y 6PM
5.3. Resultados microestructurales de las muestras molidas en diferentes tiempos con la posición
del imán 3PM en atmósfera de Helio
5.4. Resultados morfológicos y EDS de las muestras procesadas a 12, 24, 36, 72 y 120 horas en
atmósfera de Helio y posición del imán 3PM
5.5 Resultados Magnéticos de Fe60Al40 12, 24, 36, 72 y 120h en Helio, imán 3PM
5.5.1 Resultados termomagnéticos muestras Fe60Al40 a 24, 36, 72 y 120 horas de trabajo
mecánico

5.6 Resultados TGA
5.7 Discusión de los resultados
Capítulo 6 Conclusiones, perspectivas y futuros trabajos………………………………… 90
6.1. Conclusiones
6.2. Perspectivas y futuros trabajos
Capítulo 7 apéndices………………………………………………………………………… 94
A. Análisis microestructural
B. Método de Williamson-Hall
C. Divulgación de resultados

Lista de Figuras
Página.
Figura 2.1. Trayectoria de las bolas (a, b, c, d y e) creada por la geometría e intensidad del campo
magnético (imán) ………………………………………………………………………………….. 11
Figura 3.1. a) Interacción destructiva. b) interacción constructiva entre los rayos-X y el material
cristalino. El reforzamiento del haz se lleva a cabo a ángulos que satisfacen la Ley de Bragg. …. 20
Figura 3.2. Ancho de línea en función del tamaño del cristal. …………………………………..... 22
Figura 3.3. Expansión y contracción en la red. Cambio en los valore de dhkl. ……………………. 24
Figura 3.4. Volumen de interacción entre electrones-muestra y el tipo de señales originadas en la
interacción. ………………………………………………………………………………………... 26
Figura 3.5. Esquema de un magnetómetro de muestra vibrante (VSM). ………………………… 30
Figura 4.1. Molino de bolas magnético con el imán en la posición 3PM. ………………………... 38
Figura 4.2. Equipo usado en la difracción de rayos X modelo Rigaku Miniflex II. ……………… 39
Figura 4.3. Magnetómetro de muestra vibrante VersaLab free del laboratorio de magnetismo y
materiales avanzados, Universidad Nacional sede Manizales. ……………………………………. 40
Figura 4.4. Microscopio electrónico de barrido SEM utilizado para la caracterización morfológica y
química. …………………………………………………………………………………………… 41
Figura 4.5. Analizador TGA-Q500 del laboratorio de magnetismo y materiales avanzados,
Universidad Nacional sede Manizales. ………………………………………………………….… 42
Figura 4.6. Botón “Pick Editing Cursor”, del software MDI-Jade 6.5. …………………………… 45
Figura 5.1. Resultados XRD para Fe60Al40 en atmósfera de Argón con la posición del imán a las 3
PM. 50

Figura 5.2. Resultados XRD para Fe60Al40 en atmósfera de Argón con la posición del imán a las
6PM. ……………………………………………………………………………………………… 51
Figura 5.3. Imágenes SEM para las muestras molidas durante 2, 12 y 24 horas con el imán en las
posiciones 3PM y 6PM…………………………………………………………………………….. 55
Figura 5.4. Histéresis y campo coercitivo para Fe60Al40 modo impacto a 2, 12 y 24 horas de
molienda con la posición del imán 3PM. …………………………………………………………. 56
Figura 5.5. Histéresis y campo coercitivo para Fe60Al40 cizallamiento a 2, 12 y 24 horas de molienda
con la posición del imán a las 6PM. ………………………………………………………………. 57
Figura 5.6. Resultados XRD de las muestras Fe60Al40 molidas a diferentes tiempos. ……………. 59
Figura 5.7 Desplazamiento de las líneas de difracción a ángulos ligeramente bajos……………… 60
Figura 5.8. Tamaño medio del cristal y microtensión para Fe60Al40 distintos tiempos de molienda.61
Figura 5.9. Parámetro de red Fe60Al40 a distintos tiempos de molienda. ………………………….. 62
Figura 5.10. Densidad de dislocaciones en función del tiempo de molienda. …………………….. 64
Figura 5.11. Partículas de polvo de aluminio (lado izquierdo) y de hierro (lado derecho). ………. 65
Figura 5.12. Imágenes SEM de Fe60Al40 12 horas (a, a1) 24 horas (b, b1), 36 horas (c, c1), 72 horas
(d, d1) y 120 horas (e, e1) ………………………………………………………………………….. 67
Figura 5.13. Evolución del tamaño de partículas de polvo Fe60Al40 a distintos tiempos de molienda.
…………………………………………………………………………………………………… 68
Figura 5.14. Resultados EDS Fe60Al40 a 120 horas de molienda. ………………………………… 69
Figura 5.15. Curvas de magnetización en función de campo magnético y campo coercitivo de
Fe60Al40 a distintos tiempos de trabajo mecánico. ………………………………………………… 71
Figura 5.16. Magnetización de saturación (cuadrado hueco) y campo coercitivo (cuadrado lleno) a)
en función del tiempo de molienda, b) en función del tamaño del cristal. Ambas a temperatura
ambiente. ………………………………………………………………………………………… 72
Figura 5.17. Magnetización de saturación en función del parámetro de red………………………..74

Figura 5.18. Campo coercitivo en función del tamaño de la partícula de polvo Fe60Al40. ………... 75
Figura 5.19. Susceptibilidad a temperatura ambiente Fe60Al40 a 12, 24, 36, 72 y 120 horas de
molienda. ………………………………………………………………………………………….. 76
Figura 5.20. M(H) entre los 300 y 990K muestras de a) 24, b) 36, c) 72 y d) 120 horas. ………… 78
Figura 5.21. M(H) entre los 50 y 375K muestras de a) 24, b) 72 y c) 120 horas………………….. 79
Figura 5.22. Comportamiento del campo coercitivo en función de la temperatura. a) Bajas
temperaturas (50-350K) y b) Altas temperaturas (300-990K). …………………………………… 80
Figura 5.23. Curvas ZFC y FC a bajas temperaturas para la muestra de 120 horas de molienda a
distintos campos. ………………………………………………………………………………… 81
Figura 5.24 Curvas ZFC y FC a baja temperatura para la muestra 72 horas de molienda a distintos
campos. ……………………………………………………………………………………………. 82
Figura 5.25. Resultados TGA para las muestras molidas durante 24, 36, 72 y 120 horas. ……….. 84


Capítulo 1
Introducción, Estado del
Arte, y Motivación

Capítulo 1. Introducción, Estado del Arte y Motivación
2
1. Introducción, Estado del Arte y Motivación
En la actualidad el avance tecnológico, en algunos aspectos, se ha limitado por la falta de
nuevos materiales que posean propiedades específicas usadas para el desarrollo y
perfeccionamiento de dispositivos, máquinas, estructuras, medios de transporte y en general
tecnología empleada en la industria y el ámbito académico-científico. El progreso de la ciencia de
los materiales ha hecho posible el avance científico en diferentes áreas básicas, la reducción de
costos en la producción tecnológica, la mejora en la eficiencia de procesos y la calidad de productos
o servicios que aumentan la economía. La posibilidad y necesidad de transferir el conocimiento
generado en la investigación científica en las Universidades a la industria, ha llevado al desarrollo y
mejoramiento de diferentes técnicas de preparación de materiales. Existen diferentes métodos para
la síntesis de materiales que se encuentran fuera del equilibrio termodinámico por medio de los
cuales se pueden obtener materiales metaestables con cualidades únicas, como propiedades
mecánicas, magnéticas y eléctricas. Es el caso de la técnica muy conocida como solidificación
rápida. Con este método se puede modificar y refinar la microestructura del material, homogeneizar
la composición, extender la solubilidad sólida del compuesto creando fases cristalinas metaestables
o produciendo vidrios metálicos [1]. Otra técnica, es la denominada Aleado Mecánico o Mecano
Síntesis (AM) [2], la cual es ampliamente utilizada en Universidades, y al igual que la solidificación
rápida, es un método de procesamiento de no equilibrio, pero tiene ventajas comparativas, como
precio relativamente bajo en la síntesis de los materiales, y es relativamente limpia cuando se
trabaja bajo buenas condiciones. El procedimiento de aleación mecánica puede usarse para alear
elementos metálicos que normalmente son difíciles o imposibles de combinar mediante técnicas de
fusión convencionales. A partir del método de Aleado Mecánico, se pueden obtener materiales
cristalinos, nanoestructurados, o amorfos, que pueden ser sensibles de integrarse a diferentes
aplicaciones, variando desde materiales cerámicos, polímeros, metales o materiales fibrosos. El
compuesto final es un material de estado sólido en polvo al que podemos dar forma, compactando o
moldeando, según como sea la aplicación. Esta técnica ha sido usada para preparar un amplio
número de compuestos, y se ha encontrado que la transformación micro/macro estructural y el
compuesto final de molienda dependen de diferentes factores, como el tipo de molino (planetario,
vibratorio, magnético, etc), de los parámetros de molienda o de las propiedades físico-químicas de
los materiales precursores usados para preparar el compuesto. También, esta técnica puede usarse
para alear elementos metálicos que normalmente son difíciles sino imposibles de combinar
mediante técnicas de fusión convencionales, además, permite la preparación de compuestos de

3
elementos con puntos de fusión significativamente diferentes, por ejemplo, los sistemas binarios Fe-
Al, Fe-Cu, el compuesto superconductor Nb3Sn [3], entre otros. En términos prácticos, esto también
significa una disminución de costos con respecto a los procedimientos convencionales que
involucran cambios de estado.
El sistema intermetálico Fe1-xAlx, preparado por diferentes técnicas, como aleado mecánico,
procesamiento de trabajo en frío, irradiación iónica, ha sido ampliamente estudiado en los últimos
años debido a sus excelentes propiedades magnéticas y mecánicas como la resistencia a la corrosión
y oxidación, buena ductilidad a temperatura ambiente, densidad relativamente baja, buena
permeabilidad magnética, resistencia a altas temperaturas y aislamiento de vibraciones. Se ha
encontrado que su resistividad aumenta, mientras que su inducción magnética y magnetización de
saturación disminuyen con el aumento de Al. Estas características han abierto nuevas oportunidades
para que este sistema intermetálico sea incorporado en una variedad de aplicaciones industriales. Un
aspecto interesante de este sistema preparado por el método de Aleado Mecánico es que sus
propiedades magnéticas están fuertemente relacionadas con su orden estructural [6, 7, 8], de tal
manera que se ha observado un incremento en el ordenamiento de largo alcance ferromagnético
asociado con el incremento del desorden estructural, es decir, cuando sus átomos se entremezclan
en la red cristalina y cada sitio está ocupado aleatoriamente por átomos de Fe o Al. Este incremento
ha sido explicado en términos del entorno local de los átomos de hierro [9, 10], donde la
deformación mecánica destruye el orden intermetálico y causa un incremento en el número de
vecinos próximos Fe-Fe.
Por otro lado, a temperatura ambiente el ordenamiento de largo alcance ferromagnético del
compuesto intermetálico Fe1-xAlx, disminuye gradualmente con el aumento del contenido de
Aluminio, hasta un 20% en porcentaje atómico. Al seguir aumentando el contenido de Aluminio, el
ordenamiento ferromagnético desaparece más rápidamente convirtiéndose en paramagnético para
una cantidad de Al del 32% [11], concomitante con esto, la temperatura de transición de fase
ferromagnética a paramagnética disminuye con el aumento del contenido de Al. Incrementando aún
más el contenido de Al, el orden de largo alcance ferromagnético se vuelve inestable [11]. Además,
se ha reportado estudios desarrollando aleaciones de Fe1-xAlx ordenadas con estructura B2, (cúbica
simple) en particular en el sistema Fe60Al40 [12]. Este sistema, libre de tratamiento térmico es
ferromagnético desordenado con estructura tipo BCC (estructura A2) hasta un porcentaje atómico
de 18% en contenido de aluminio [13, 14, 15]. A temperatura ambiente la aleación ordenada de Fe1-
xAlx se convierte en paramagnética para concentraciones de Al de x = 33% (porcentaje atómico)
[16]. Sin embargo, cuando el entorno atómico local es alterado por deformación o desorden, como
en el caso de la síntesis con molinos de bolas, la aleación de Fe1-xAlx recupera su comportamiento

Capítulo 1. Introducción, Estado del Arte y Motivación
4
ferromagnético [11, 12]. Se ha encontrado que estos compuestos a bajas temperatura poseen un
comportamiento de vidrios de spin [15, 16]. Se han hallado, también, efectos similares del desorden
en las propiedades magnéticas para aleaciones de FeGe, CoAl, CoZr, CoGa, NiSn, FeGe, FeV.
De lo expuesto anteriormente, se observa que a pesar de que el sistema Fe1-xAlx ha sido
ampliamente estudiado, la situación de su comportamiento magnético para altas concentraciones de
Al, x > 35% (porcentaje atómico), aún no es del todo clara, lo que representa una vigente y oportuna
situación para investigar, lo cual justifica el presente trabajo cuyos objetivos y organización son
descritos más abajo, en el que se ha realizado un estudio detallado sobre la síntesis, caracterización
estructural, morfológica y magnética de las aleaciones intermetálicas de Fe60Al40 (en porcentaje
atómico) obtenidas mediante un proceso de aleación mecánica. La aleación mecánica se realizó
utilizando un dispositivo de molienda con movimiento de bolas controlado magnéticamente (equipo
Uni-Ball-Mill 5) para diferentes intervalos de tiempo de molienda, t = 12, 24, 36, 48, 72, y 120
horas, en presencia de atmosferas de He y Ar.
El objetivo general de la presente tesis consiste en preparar la aleación inter-metálica de
composición Fe60Al40 por el método de aleación mecánica (método de molienda) para diferentes
tiempos de molienda, caracterizar su estado estructural y morfológico a temperatura ambiente, y
estudiar su comportamiento magnético en función de temperatura y campo magnético aplicado.
Este objetivo se desagrega en los siguientes objetivos específicos:
1. A partir de polvos elementales de Fe y Al realizar la síntesis de la aleación inter-metálica
Fe60Al40 por medio de un sistema de molienda mecánica (molino de bolas- Uni-Ball-Mill
5.0) con campo magnético aplicado de hasta 2 kOe para diferentes tiempos de molienda.
2. Determinar el estado estructural y características morfológicas de esta aleación a
temperatura ambiente por medio de difracción de rayos X (XRD) y microscopia electrónica
de barrido (SEM), respetivamente.
3. Estudiar el comportamiento magnético de esta aleación en función de la temperatura y
campo magnético aplicado en los rangos de 50 K - 900 K y 0 kOe a 30 kOe,
respectivamente.
4. Comparar los resultados obtenidos en cada experimento con otros resultados encontrados en
la literatura.

5
En el segundo capítulo se describe brevemente algunas características básicas de compuestos
intermetálicos y pulvimetalurgia, el método de síntesis conocido como Aleado Mecánico a través
del cual se pueden preparar esos compuestos, y el equipo de aleación mecánica (Uni-Ball-Mill 5)
dotado de campo magnético usado para preparar las aleaciones intermetálicas Fe60Al40. En el
capítulo tres se introducen algunos conceptos básicos del magnetismo necesarios para la discusión
de los resultados obtenidos, así como una revisión breve de los fundamentos de las diferentes
técnicas usadas para caracterizar las aleaciones intermetálicas Fe60Al40. En el capítulo cuatro se
describen las características técnicas de los equipos usados, una ilustración fotográfica de ellos, y la
metodología seguida para preparar las aleaciones intermetálicas Fe60Al40 y realizar su
caracterización. El capítulo cinco, trata de los resultados obtenidos de la caracterización estructural,
morfológica, magnética, y su correspondiente análisis, así como de una comparación con estudios
reportados sobre preparación, caracterización estructural y magnética de ese sistema de aleaciones.
También, se exploran cuáles son las condiciones apropiadas del dispositivo Uni-Ball-Mill 5, y la
atmosfera adecuada para desarrollar el proceso de molienda, de tal manera que permitan obtener de
mejor manera la aleación Fe60Al40. El capítulo seis recoge las conclusiones del presente trabajo y da
una mirada hacia adelante sobre este tema de investigación. Finalmente, se presentan tres apéndices,
A, B, y C, respectivamente; en los dos primeros, se discute un poco sobre algunos elementos de
análisis microestructural por difracción de rayos X, incluyendo el Método de Williamson-Hall, y en
el tercero se mencionan los eventos científicos en los que se divulgaron los resultados obtenidos en
la presente investigación, además se incluye una versión preliminar de un artículo basado en esos
resultados que será sometido para publicación.
Bibliografía
______________________________________
[1] C. C. Koch, Material synthesis by Mechanical alloy. Annu. Re. Mater. Sci,121 143, 1989.
[2] R. Sundaresan and F. H. Froes, Mechanical Alloying.
[3] R. L. White, "The Use of Mechanical Alloying in the Manufacture of Multifilamentary
Superconducting Wire," Ph.D. Thesis, Stanford Univ., 1979.
[4] J.S. Benjamin, ScientifIC American, 234 (5) (1976), p. 40
[5] S. Gialanella, Intermetallics 3 (I 995) 73-76
[6] F. Reyes-Gómez, W.R. Aguirre-Contreras, G.A. Pérez Alcázar, J.A. Tabares, Journal of Alloys
and Compounds 735 (2018) 870-879
[7] A.K. Arzhnikov, L.V. Dobysheva, M.A. Timirgazin, J. Magn. Magn. Mater. 320 (2008) 1904

Bibliografía
6
[8] D.A. Días, J. Ricardo de Sousa, J.A. Plascak, Phys. Lett. A 373 (2009) 3513
[9] M.J. Besnus, A. Herr, J.P. Meyer, J. Phys. F Met. Phys. 5 2138 (1975)
[10] Y. Yanga, I. Barker, P. Martin, Phil. Mag. A 79 (1999) 449.
[11] A. Taylor, R.M. Jones, J. Phys. Chem. Solids 6 (1958) 16
[12] X. Amils, J. Nogués, S. Suriñach, J.S. Muñoz, M.D. Baró, A. Hernando, J.P. Morniroli, Phys.
Rev. B 63 (2001), 052402.
[13] A. Arrott, H. Sato, Phys. Rev. 114 (1959) 1420
[14] G.P. Huffman, R.M. Fisher, J. Appl. Phys. 38 (1967) 735
[15] J. Nogués, E. Apiñaniz, J. Sort, M. Amboage, M. d’Astuto, O. Mathon, R. Puzniak, I. Fita, J. S.
Gritaonandia, S. Suriñach, J. S. Muñoz, M. D. Baró, F. Plazaola, and F. Baudelet; PHYSICAL
REVIEW B 74, 024407 2006.
[16] X. Amiles, J. Nogues, S. Suriñach; IEEE Transactions on magnetics, vol 34 No 4, July 1998,
1129-1131.
[17] Calka, A., Varin, R. A., Application of Controlled Ball Milling in Materials Processing, Proc.
Int. Symp. on Processing and Fabrication of Advanced Materials IX (PFAM-IX), T.S. Srivatsan,
R.A. Varin, M. Khor (Eds.) (ASM International, Materials Park, OH, pp.263-287, 2001.
[18] Bohn R, Hanbold T, Birringer R, Gleiter H. Nanocrystalline intermetallic compounds-an
approach to ductility? Scripta Metallurgica et Materialia. 1991;25:81.
[19] M. I. Raviathul and N. Krishna Mukhopadhyay, Estructural and Mechanical Behavior of Al-Fe
intermetallics, DOI: 10.5772/intechopen.73944.
[20] Jang JS, Koch CC. The Hall-Petch relationship in nanocrystalline iron produced by ball
milling. Scripta Metallurgica et Materialia. 1990;24:1599.
[21] Koch CC, Cho YS. Nanocrystals by high energy ball milling. Nanostructured Materials.
1992;1:207
[22] Ermakov A, Yurchikov E, Barinov V. The magnetic properties of amorphous Y-Co alloy
powders obtained by mechanical comminution. Physics of Metals and Metallography.1981;52:50
[23] Ermakov AY, Yurchikov YY, Barinov VA. Magnetic properties of amorphous powders
prepared by the mechanical grinding of Y-Co alloys. Fizika Metallov I Metallovedenie.
1981;52:1184
[24] Physics of magnetism and magnetic materials, K. H. J. Buschow and F. R. De Boer, 2003.

Capítulo 2
Un poco sobre Compuestos
Intermetálicos,
Pulvimetalurgia y la Técnica
de Aleado Mecánico

Capítulo 2
Un poco sobre Compuestos Intermetálicos, Pulvimetalurgia y la Técnica de Aleado Mecánico
8
2.1 Introducción
El objetivo de este capítulo es describir brevemente algunas características básicas de
compuestos intermetálicos y pulvimetalurgia, el método de síntesis conocido como Aleado
Mecánico a través del cual se pueden preparar estos compuestos, y el equipo de aleación mecánica
(Uni-Ball-Mill 5 dotado de campo magnético) usado para preparar el sistema intermetálico Fe60Al40,
objeto de estudio aquí, y la metodología seguida para la preparación del mismo.
2.2. Compuestos intermetálicos y pulvimetalurgia
Un compuesto intermetálico es la combinación que resulta de mezclas homogéneas de dos
o más metales preparados por varios métodos entre ellos fundición, laminado o trabajo en frío. En el
caso de una aleación binaria, el intermetálico es una fase intermedia entre sus dos elementos
constituyentes y sus características son diferentes a las de cada elemento por separado. Debido a sus
interesantes propiedades físico-químicas los intermetálicos ocupan un lugar muy importante en las
investigaciones aplicadas por sus propiedades tecnológicas y estructurales en motores, vehículos,
turbomáquinas, propulsión, etc. El polimorfismo es una propiedad que poseen algunos de estos
materiales, es decir, para una misma composición puede presentar diferentes estructuras cristalinas.
La metalurgia de polvos ha ganado popularidad como un método viable para obtener
componentes con una gran variedad de geometría requerida de materiales en polvo. Las
aplicaciones de estos materiales atienden las necesidades de la industria automotriz, construcción,
aeroespacial, herramientas de corte, minería, herramientas eléctricas y electrónicas, entre muchas
más. El proceso de pulvimetalurgia comprende: (i) producción de polvos, (ii) mezcla, (iii)
sinterización en atmósfera específica y (iv) compactación según la aplicación.
Los sistemas intermetálicos se han integrado en muchas aplicaciones y ofrecen la
posibilidad de proporcionar un avance adicional en el rendimiento de materiales estructurales a altas
temperaturas, materiales para aplicaciones magnéticas, almacenamiento de hidrógeno, entre otras.
Los compuestos intermetálicos nanocristalinos poseen propiedades mecánicas mejoradas a
temperatura ambiente [1] como lo es la fuerza y ductilidad, sin embargo, la resistencia de los
materiales nanocristalinos se puede mejorar por factores de tamaño de grano [2] hasta en un 10-
20% [3]. La naturaleza frágil de la mayoría de los intermetálicos requiere una ruta de procesamiento

2.3 Técnica de Aleado Mecánico
9
metalúrgico en polvo. La amorfización de intermetálicos fue reportada por primera vez por
Ermakov [4, 5] en sistemas de Y-Co y Ga-Co.
2.3. Técnica de Aleado mecánico
Esta técnica fue creada a finales de 1960 por John Benjamin y sus colaboradores en la
Compañía Internacional de Níquel [6]. Este grupo aplico con éxito esta técnica a la producción de
superaleaciones basadas en Hierro y Níquel, con el propósito de fabricar aleaciones complejas
reforzadas con dispersión de óxido (ODS) para aplicaciones estructurales de alta energía, como
turbinas de gas para la industria aeroespacial. A partir de estas investigaciones se han desarrollado
más estudios en Laboratorios, Universidades y Empresas con el objetivo de desarrollar nuevos
materiales que resulten con propiedades únicas, específicas y distintas a los materiales
convencionales. El objetivo principal de esta técnica, también conocida como mecano-síntesis, es
reducir el tamaño de las partículas del polvo, el entre mezclado atómico y cambios en la forma y
estructura del material [7], a través de los procesos de soldadura en frío, cizallamiento y reacción en
estado sólido. El aleado mecánico es un proceso en seco que conduce, a través de la morfología
micro-sandwich, a la mezcla de polvos elementales y finalmente a la formación de aleaciones de los
constituyentes. Además, la acción repetitiva de la soldadura en frío, de las fracturas repetitivas y de
re-soldaduras de los micro-sandwiches, conlleva a la distribución homogénea de los productos de
oxidación. Este método permite preparar diferentes tipos de compuestos intermetálicos con el
beneficio de ser una técnica relativamente económica y relativamente limpia. Entre los diferentes
compuestos que se pueden preparar, se encuentran, aleaciones tanto metálicas como no metálicas,
aleaciones amorfas y materiales nano estructurados, soluciones sólidas sobresaturadas, fases
metaestables cristalinas y cuasicristalinas, partículas compuestas metálicas (composites) y
compuestos intermetálicos [8]. El proceso de Aleado Mecánico se lleva a cabo en un molino de
bolas de acero endurecido y una cámara en la cual se deposita el material en polvo listo para alear,
las bolas, la atmósfera utilizada y un agente controlador del proceso. Para desarrollar el proceso se
depositan los polvos metálicos o materiales precursores dentro de la cámara de molienda (vial de
acero endurecido) junto con las bolas que están fabricadas de acero inoxidable, un 2% de cera tipo
amida EBS (Etilen bis Estearamida) con respecto a la masa total del material que se va a moler, el
cual se utiliza con la finalidad de controlar el proceso y una atmósfera inerte para evitar reacciones
químicas. El resultado de la fricción, impacto y cizalladura de las bolas contra la pared del vial,
atrapando las partículas de polvo, genera altos índices de deformación plástica en el material [9].

Capítulo 2
Un poco sobre Compuestos Intermetálicos, Pulvimetalurgia y la Técnica de Aleado Mecánico
10
Después de un adecuado tiempo de molienda de los precursores metálicos se obtiene como
resultado el desarrollo de una aleación intermetálica compuesta por los materiales constituyentes. El
principal mecanismo a través del cual se desarrolla la aleación es la reacción en estado sólido,
aunque también hay que tener en cuenta otros fenómenos como, deformación plástica severa,
cizallamiento, soldadura en frío y fractura continúa del material. La reacción en estado sólido
significa que el desarrollo de la aleación se realiza completamente sin salir de la fase sólida, es
decir, sin pasar por el estado líquido (punto de fusión) o estado gaseoso (punto de ebullición). Las
reacciones en estado sólido, generadas por esta técnica, se producen a escala atómica a través de la
difusión de átomos en la red cristalina inducidos por las condiciones locales de presión y
temperatura o defectos microestructurales que se producen en las partículas durante el aleado
mecánico. La soldadura en frío se produce por la aglomeración de partículas que se fracturan debido
al impacto con las bolas, aplastando (deformación plástica) y uniendo en frío estas partículas para
luego formar la aleación de los materiales. Estos fenómenos conducen a un refinamiento y
homogeneización de los constituyentes. El impacto de las bolas modifica la morfología de las
partículas de polvo [10].
Además, en los procesos de molienda es importante tener en cuenta las diferentes
condiciones o parámetros que existen en el aleado mecánico, donde el factor más importante es el
tipo de dispositivo de molienda que se va utilizar. Por otro lado, se debe considerar el tiempo que
dura el proceso de molienda, la relación de masas bolas-polvo, atmósfera utilizada, temperatura (la
cual aumenta con el tiempo de molienda), material con que están hechas las bolas y la vasija del
molino utilizado (recipiente metálico) y la revolución o intensidad de giro de la vasija de molienda,
también conocido como frecuencia de trabajo. El resultado final de la aleación depende de estas
condiciones o parámetros de molienda. Actualmente, existen diferentes tipos de molinos de bolas en
los que se pueden preparar compuestos intermetálicos. Como anteriormente se comentó, en el
presente trabajo se empleó un molino de bolas asistido por campo magnético, Uni-Ball Mill 5.0, el
cual se describe a continuación.
2.3.1. Dinámica del Molino Uni-Ball Mill 5.0
Este molino de bolas tiene como diferencia fundamental con relación a otros dispositivos de
molienda, el hecho que se le puede adaptar un imán permanente que puede ubicarse en distintas
posiciones que permite cambiar la intensidad y trayectoria de las bolas. Al ajustar la geometría del

2.3.1 Dinámica del Molino Uni-Ball Mill 5.0
11
campo magnético generado por imán, se puede introducir una variedad de condiciones diferentes de
molienda como puede observarse en la siguiente figura.
Figura 2.1. Trayectoria de las bolas (a, b, c, d y e) creada por la geometría e intensidad del campo
magnético (imán)
Cuando se usa el molino sin campo (figura 2.1a), después de un número de revoluciones, la
trayectoria de las bolas es caótica. A una frecuencia de trabajo relativamente baja, las bolas se
precipitan sobre la pared del recipiente hasta un punto donde la componente del peso sobrepasa la
fuerza centrífuga con un valor aproximado de 0.06 N sobre cada bola y esto permite la caída de las
bolas sobre una trayectoria parabólica. Si se aumenta la velocidad (frecuencia de trabajo), se
empiezan a centrifugar las bolas. Por lo tanto, para producir un movimiento de cascada con las
bolas, el equipo debe operarse a una velocidad óptima. Una condición de molienda similar a esta
puede ser creada con la posición del imán a las 3 PM o también con el imán un poco más elevado
de las 3 PM (configuración mostrada en la figura 2.1e). En este caso la fuerza de tracción producida
por el imán puede alcanzar los 20 N sobre cada bola, lo que lleva a modificar la trayectoria de cada
bola de manera uniforme y producir una caída con un ángulo más pequeño. En la caída, las bolas
golpean a las otras que se encuentran en la parte baja cambiando su rotación en sentido contrario y
en consecuencia se crean fuertes impactos y cizalladura entre las bolas, el material y las paredes del
vial. En este modo, el proceso parece estar predominantemente controlado por el impacto de las
bolas. Al mover el imán para la parte baja del vial, se crean otros modos de molienda, produciendo
fuerzas de tracción que afectan fuertemente al patrón de movimiento de las bolas. Una fuerza
máxima de tracción de 40 N empuja las bolas hacia la parte baja central del vial dando como
resultado un deslizamiento característico en el movimiento de rotación en direcciones opuestas
(Figura 2.1b). Si se aleja un poco el imán de la jarra de molienda entonces reduciremos la fuerza de
tracción hasta los 20 N aproximadamente se mueven y rotan alrededor de su punto de equilibrio en
la parte central del recipiente quedando las partículas de polvo atrapadas entre las bolas y la pared
afectadas en mayor parte por el cizallamiento (Figura 2.1c). Además, una reducción hasta los 10 N
en la fuerza de tracción lleva a que las bolas sigan la trayectoria descrita en la (figura 2.1d). En esta

Capítulo 2
Un poco sobre Compuestos Intermetálicos, Pulvimetalurgia y la Técnica de Aleado Mecánico
12
situación, las bolas individuales giran en una sola dirección, mientras las bolas de la parte alta caen
sobre las otras que se encuentran en la parte baja impactando y fracturando el material contra la
pared y las demás bolas. Esta estructura, tipo cluster, genera un movimiento deslizante que rota y
oscila de arriba a abajo llevando a un cizallamiento adicional. Todos los modos de operación
pueden tener efectos significativos sobre las reacciones en estado sólido, el ritmo de fracturación, el
comportamiento de desgaste entre el vial y las bolas y la eficiencia de molienda [11].
Es importante destacar que para cada posición del imán se debe usar un determinado
número de revoluciones por minuto, por ejemplo, cuando el imán es situado en la posición 3 PM
(modo impacto) la frecuencia de trabajo debe estar entre 80 y 170 RPM, para la posición del imán a
las 6PM (modo cizallamiento) la frecuencia de trabajo disminuye entre los 25 y 75 RPM. La
frecuencia de trabajo superior a los 170 hasta 235 RPM se usa para una molienda con doble campo
magnético, es decir, con 2 imanes. No se recomienda operar el equipo con una configuración por
encima de esta frecuencia.
2.3.2. Condiciones de molienda
Tiempo: El tiempo de molienda es uno de los parámetros más importantes en el proceso de aleado
mecánico ya que el tamaño del grano depende de la cantidad de tiempo que dura la actividad de
molienda, mientras más dure el proceso más afecta la energía al desarrollo de las aleaciones. Es
importante encontrar un tiempo adecuado para que exista el equilibrio entre la fracturación y la
soldadura de partículas y el resultado del producto sea exitoso. Cuando se estudia la síntesis y
producción de materiales por este método, se realizan varias moliendas a diferentes tiempos y con
diferentes condiciones para observar el desarrollo de la fusión o combinación de los materiales. El
tiempo de molienda depende del tipo de molino con el cual se va realizar el proceso, la velocidad de
molienda, tamaño de las bolas, la temperatura y la relación de masa bolas-polvo, que se explicará a
continuación.
Relación de masa bolas-polvo: Es el cociente o la razón entre la masa de las bolas y el polvo que
van a ser utilizados. Cuando la relación de la masa de las bolas-polvo es muy grande, aumenta el
número de colisiones de las bolas con el material en polvo y acelera el proceso de molienda, por lo
tanto, también es un factor importante en el tiempo que dura el desarrollo del proceso.

2.3.2. Condiciones de molienda
13
Atmósfera: En algunos estudios se ha realizado el proceso de molienda sin atmósfera alguna (al
vacío) también han usado aire o atmósfera natural para dicho proceso, pero sin duda, la atmósfera
más recomendable para que no se contamine el material es usar gases nobles tales como el Argón o
Helio. Estos gases inertes impiden que existan reacciones químicas entre la atmósfera utilizada y el
material con el fin de no contaminar el producto final.
En otros casos se pueden emplear atmósferas de reacción como el nitrógeno o el amoníaco, las
cuales buscan reaccionar con los polvos presentes para bien incorporarse a ellos o formar reacciones
novedosas [10].
La vasija y las bolas de molienda: Es importante que las bolas y la vasija que se utilizan sean más
duras que el material que va a ser molido, de lo contrario las bolas se desgastan con cada impacto
que se produce durante la actividad y podría llegar a contaminar la formación del material. Algunos
materiales empleados para la fabricación de las bolas de molienda son: acero endurecido, acero de
cromo endurecido, acero inoxidable, acero de bajo contenido de carbón y aceros de rodamientos. El
tamaño de las bolas depende del molino que se utilice y de la cantidad de energía que queremos
suministrar al proceso, recordemos que la energía cinética de las bolas depende de su masa y de la
velocidad con que chocan. El peso de las bolas está directamente relacionado con la masa de los
polvos con la razón de masa bolas-polvo.
Temperatura: Este es un factor importante en la formación del estado amorfo. Un aumento en la
temperatura de la vasija, ayuda al proceso para que se consiga una fase amorfa del sistema, pero se
debe tener cuidado porque también puede ayudar a la cristalización del material y salir de su estado
amorfo, por lo tanto, la temperatura puede determinar la estructura del producto final. En los casos
donde dentro del molino tengan lugar reacciones exotérmicas los incrementos de temperaturas se
elevan. Aunque algunos investigadores sostienen que la temperatura de molienda local tiene poco
efecto sobre ciertas transformaciones de fase y que la fuerza de tracción principal para estas
transformaciones es la acumulación de defectos estructurales [12].
Velocidad o intensidad de molienda: La velocidad de giro del recipiente de molienda genera
diferentes tipos de molienda debido al comportamiento de las bolas dentro del molino, si la
velocidad es alta, la energía cinética de las bolas aumenta y por lo tanto el trabajo se realiza más
rápido y si la velocidad es baja no existirá gran cantidad de colisiones y el material se desarrolla de
otra manera por medio del proceso de cizallamiento entre el material, las bolas y las paredes de la
cámara de molienda. Es importante tener en cuenta que la velocidad con la que gira la cámara no

14
debe sobrepasar un valor límite porque puede centrifugar las bolas, se quedan pegadas a la pared del
recipiente y no colisionan con el material. Por lo tanto, debemos ajustar la velocidad de giro de tal
modo que la fuerza de gravedad supere la fuerza centrífuga, de tal manera que este inconveniente se
pueda controlar o sea mínimo.
Bibliografía
[1] Bohn R, Hanbold T, Birringer R, Gleiter H. Nanocrystalline intermetallic compounds-an
approach to ductility? Scripta Metallurgica et Materialia. 1991;25:81.
[2] Jang JS, Koch CC. The Hall-Petch relationship in nanocrystalline iron produced by ball milling.
Scripta Metallurgica et Materialia. 1990;24:1599.
[3] Koch CC, Cho YS. Nanocrystals by high energy ball milling. Nanostructured Materials.
1992;1:207
[4] Ermakov A, Yurchikov E, Barinov V. The magnetic properties of amorphous Y-Co alloy
powders obtained by mechanical comminution. Physics of Metals and Metallography.1981;52:50
[5] Ermakov AY, Yurchikov YY, Barinov VA. Magnetic properties of amorphous powders
prepared by the mechanical grinding of Y-Co alloys. Fizika Metallov I Metallovedenie.
1981;52:1184
[6] C. C. Koch, Material synthesis by Mechanical alloy. Annu. Re. Mater. Sci,121 143, 1989.
[7] J.S. Benjamin, ScientifIC American, 234 (5) (1976), p. 40
[8] R. Sundaresan and F. H. Froes, Mechanical Alloying.
[9] R. L. White, "The Use of Mechanical Alloying in the Manufacture of Multifilamentary
Superconducting Wire," Ph.D. Thesis, Stanford Univ., 1979.
[10] S. Gialanella, Intermetallics 3 (I 995) 73-76
[11] Calka, A., Varin, R. A., Application of Controlled Ball Milling in Materials Processing, Proc.
Int. Symp. on Processing and Fabrication of Advanced Materials IX (PFAM-IX), T.S. Srivatsan,
[12] F. Reyes-Gómez, W.R. Aguirre-Contreras, G.A. Pérez Alcázar, J.A. Tabares, Journal of Alloys
and Compounds 735 (2018) 870-879

Capítulo 3
Algunos conceptos básicos
del magnetismo y técnicas
de caracterización - DRX,
SEM, VSM, y TGA

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
16
3.1 Introducción
En este capítulo se introducen algunos conceptos básicos del magnetismo necesarios para la
discusión de los resultados obtenidos, así como las diferentes técnicas usadas para caracterizar el
sistema objeto de estudio mencionado anteriormente. En este capítulo se introducen algunos
conceptos básicos del magnetismo necesarios para la discusión de los resultados obtenidos, así
como una revisión breve de los fundamentos de las diferentes técnicas usadas para caracterizar el
sistema intermetalico Fe60Al40.
3.2 Algunas Características de los Materiales Magnéticos
La capacidad de los materiales magnéticos se puede examinar bajo condiciones de campo
magnético aplicado y temperatura; estudiando el comportamiento macroscópico de algunos
parámetros como:
Histéresis: Para representar las propiedades magnéticas de un material ferromagnético se introduce
en un campo magnético y se mide la magnetización M o la inducción magnética B en función del
campo, cualquier alternativa es útil ya que ambas poseen la misma información ya que
𝐵 = 𝜇0 (𝐻 + 𝑀) (3.1)
Al dividir esta ecuación entre el campo magnético tenemos que
𝐵
𝐻 = 𝜇0
(𝐻 + 𝑀)
𝐻 (3.2)
𝜇 = 𝜇0(1 + 𝜒) (3.3)
𝜇 = 𝜇0𝜇𝑟 (3.4)
Donde μr es conocida como la susceptibilidad relativa del material.
La aplicación de materiales ferromagnéticos se determina principalmente por las características
mostradas en sus curvas de magnetización, también llamadas ciclos de histéresis.
Permeabilidad: Para los materiales ferromagnéticos la permeabilidad relativa inicial está en el
rango de 10 a 105. Es por eso que son tan importantes estos materiales en aplicaciones de ingeniería
como por ejemplo núcleos magnéticos en motores o generadores eléctricos ya que permiten obtener

3.2 Algunas Características de los Materiales Magnéticos
17
altas inducciones magnéticas. Por lo tanto la permeabilidad es la propiedad más importante en los
materiales ferromagnéticos y se describe a partir de la siguiente ecuación:
𝜇 = 𝐵
𝐻 (3.5)
donde B es la inducción magnética y H es el campo magnético aplicado al material.
Los materiales o medios magnéticos se pueden clasificar según su permeabilidad μ y susceptibilidad
χ:
Permeabilidad y susceptibilidad en el espacio vacío: para esta situación, la permeabilidad es μ =
1 y la susceptibilidad χ = 0 debido a que no existe materia a la cual magnetizar.
Diamagnéticos: La susceptibilidad de los materiales diamagnéticos es negativa y muy pequeña. El
comportamiento de estos materiales bajo un campo magnético externo es de magnetizarse en
sentido contrario al campo. La permeabilidad μ es ligeramente cercana a 1.
Paramagnéticos y Antiferromagnéticos: Su permeabilidad es ligeramente mayor que 1 por lo que
la susceptibilidad es pequeña y positiva.
Ferromagnéticos y Ferrimagnéticos: La susceptibilidad y permeabilidad pueden ser muy grandes
y dependen del campo magnético aplicado.
Remanencia: Cuando un material ferromagnético es expuesto a un campo magnético puede retener
gran parte de la magnetización después de retirar el campo. A esta magnetización se le conoce
como magnetización remanente y se alcanza cuando el material obtiene su magnetización límite o
magnetización de saturación. Esta es la cualidad más importante en el desarrollo de imanes
permanentes.
Magnetización de saturación: Un material ferromagnético en su estado inicial no se encuentra
magnetizado. Al aplicar un campo magnético los momentos magnéticos se alinean en la dirección
del campo aumentando su magnetización M e inducción magnética B. Si se incrementa
indefinidamente el campo, la magnetización alcanza un valor de saturación.
Coercitividad: La magnetización de un material se puede revertir a cero si el campo aplicado se
devuelve hasta desmagnetizar por completo la muestra. A esta intensidad de campo se le llama

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
18
campo coercitivo Hc. Depende del estado de la muestra y se ve afectada por factores como
tratamiento térmico, deformación y tamaño de partícula.
Permeabilidad diferencial: En los materiales ferromagnéticos la permeabilidad puede obtener
valores de μ=∞ en la remanencia Mr, es decir, cuando el campo magnético es igual a cero. H=0 y
μ=0 en la coercitividad cuando H=Hc y la magnetización es cero. Por lo tanto la permeabilidad no
es un parámetro particularmente apropiado a determinados campos magnéticos. La permeabilidad
diferencial es más útil, aunque también varía con el campo. La permeabilidad diferencial máxima
μ'max, que ocurre en el campo coercitivo H=Hc, y la permeabilidad inicial que es la pendiente de la
curva de magnetización en el origen, son mucho más útiles ya que es posible relacionarlas con otras
propiedades del material, por ejemplo, con la tensión aplicada al material.
Temperatura de Curie: Al calentar un material ferromagnético hasta una temperatura determinada
este pierde por completo la magnetización y se convierte en un material paramagnético. A esta
temperatura se le llama la temperatura de Curie. La permeabilidad del material cae repentinamente
y la coercitividad como la remanencia tienden a desvanecer.
3.3 Técnicas de caracterización
3.3.1 Difracción de rayos X (XRD)
La técnica utilizada para la caracterización microestructural del compuesto intermetálico
que hemos preparado es la difracción de rayos X que mencionaremos con detalle a continuación. La
difracción es el fenómeno por el cual una onda de cualquier tipo atraviesa un obstáculo, este puede
ser una rendija, múltiples rendijas organizadas de forma periódica (o planos que pertenezcan a una
red cristalina como es el caso de los materiales) o simplemente un filamento delgado. Dicho
obstáculo actúa como una fuente de ondas las cuales llegan a una pantalla para ser observadas como
un patrón de difracción con máximos y mínimos, lo cual indica que las ondas interfieren entre sí
desde la fuente hasta llegar a la pantalla. Esta interferencia puede ser constructiva o destructiva para
que así se generen máximos y mínimos respectivamente. Un haz difractado puede definirse como
un haz compuesto por un gran número de rayos dispersos que se refuerzan mutuamente. La
difracción es, por lo tanto, esencialmente un fenómeno de dispersión y no un tipo de interacción
"nueva". La principal condición para que exista difracción debe ser que la longitud de onda
incidente sea proporcional al tamaño del obstáculo o rendija. Este fenómeno está muy bien
adaptado en la industria y en especial en laboratorios de física, química y materiales como una

3.3.1 Difracción de rayos X (XRD)
19
técnica utilizada para la caracterización de materiales cristalinos, cintas delgadas, materiales en
polvo y materiales amorfos. Para esta técnica en especial, se utiliza radiación de onda de rayos-X ya
que su longitud de onda es proporcional a la distancia interplanar que existe entre la red cristalina
de átomos de dichos materiales que se van a estudiar.
Los rayos-X fueron descubiertos en 1895 por el Físico Alemán Wilhelm Conrad Röntgen y fueron
llamados así porque en aquella época no se conocía la naturaleza de estos. A diferencia de la luz
ordinaria, estos rayos son invisibles y tienen la capacidad de atravesar fácilmente la madera, el
cuerpo humano y otros materiales [8]. Max von Laue (1879-1960) recibió el Premio Nobel en 1914
gracias a su descubrimiento relacionado con la difracción de rayos-X en materiales cristalinos.
William Henry Bragg (1862-1942) y su hijo William Lawrence Bragg (1890-1971) recibieron el
premio Nobel en 1915 por sus contribuciones a la difracción de rayos-X (DRX).
Cuando el haz de rayos-X incide sobre la estructura atómica del material (estructura cristalina) se
dispersa en todas las direcciones, la mayor parte de la radiación dispersada en un átomo se cancela
con la radiación dispersada por átomos adyacentes sobre la misma red cristalina (haces de rayos-X
desfasados), sin embargo, puede suceder lo contrario, donde los rayos-X que inciden sobre ciertos
planos cristalográficos a ciertos ángulos específicos son reforzados (dichos rayos están
completamente en fase) en lugar de cancelados. Una pantalla en movimiento en el difractómetro
registra los ángulos 2θ en los cuales se difracta el haz y muestra la interacción de la onda
electromagnética con la materia en la cual se produce un patrón de difracción con máximos y
mínimos indicando que la interacción del haz con la materia es constructiva o destructiva para
ciertos ángulos de difracción. Los rayos-X son difractados, o el haz es reforzado, cuando se cumple
con la ley de Bragg.
𝑛𝜆 = 2𝑑ℎ𝑘𝑙𝑠𝑒𝑛𝜃 (3.6)
Donde el ángulo θ es la mitad del ángulo entre el haz difractado y la dirección del haz incidente, λ
es la longitud de onda de de los rayos-X, n es un número entero y dhkl es el espaciado interplanar
entre los planos que generan la difracción constructiva del haz de rayos-X. (Ver figura 3.1).
Si se conoce la longitud de onda de los rayos-X se puede determinar la distancia interplanar, luego
conocer el parámetro de red y la identidad de cuyos planos producen difracción.

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
20
Figura 3.1. a) Interacción destructiva. b) interacción constructiva entre los rayos-X y el material
cristalino. El reforzamiento del haz se lleva a cabo a ángulos que satisfacen la Ley de Bragg.
La distancia entre dos planos paralelos adyacentes de átomos con los mismos índices de Miller se
les llama espaciado interplanar (dhkl). La distancia interplanar en materiales con estructura cristalina
cúbica está dada por la ecuación:
𝑑ℎ𝑘𝑙 =𝑎0
√ℎ2+𝑘2+𝑙2 (3.7)
Donde 𝑎0 es el parámetro de red de la celda unitaria y los h k l representan los índices de Miller de
los planos que se están considerando.
Combinando las dos expresiones anteriores se llega a la siguiente ecuación donde conociendo los
índices de Miller se puede determinar el parámetro de red de la celda unitaria.
𝑠𝑒𝑛2𝜃 =λ2
4𝑎02 (ℎ2 + 𝑘2 + 𝑙2) (3.8)
En los materiales cúbicos sencillos se difractan todos los planos posibles, lo que da un patrón h2 + k
2
+ l2
de 1, 2, 3, 4, 5, 6, 8,... En los materiales cúbicos centrados en el cuerpo la difracción sólo se

3.3.1.a Tamaño del cristal
21
lleva a cabo a partir de los planos que tienen una suma h2
+ k2 + l
2 de 2, 4, 6, 8, 10, 12, 14, 16,...
Para los metales cúbicos centrados en la cara, ocurre más interferencia destructiva y por lo tanto se
difractan solo los planos 3, 4, 8, 12, 16,... [9].
3.3.1.a Tamaño del cristal
Los haces de rayos X difractados en un material policristalino están caracterizados por su
posición angular, intensidad y forma con respecto a un ángulo 2θ específico. Dicha información la
podemos interpretar en un espectro de difracción de rayo-X característico de intensidad en función
del ángulo 2θ.
A partir del espectro característico de difracción de rayos-X se analiza cada uno de los picos
correspondientes a las fases del material de estudio, por medio de un ajuste gráfico (función
Gaussiana, Lorentziana, pseudo Voigt o Voigt) calculamos un factor muy importante llamado
anchura media del máximo de intensidad o más conocido como FWHM por sus siglas en inglés
(Full Width at Half Maximum) con el cual se puede determinar el tamaño medio del cristal, micro-
deformaciones en la red, tensión residual, orientación preferencial del cristal con respecto a un
origen de coordenadas en dicho material, determinación de las fases presentes con su respectiva
concentración y parámetros de la red como distancia interplanar, planos de difracción y volumen
del cristal. En el capítulo 3 se encuentra la explicación de cómo calcular el ancho medio del
máximo de intensidad por medio de un software especializado (MDI-Jade 6.5) y los procedimientos
necesarios para la caracterización estructural a partir de los patrones de difracción de rayos X.
Cuando el material está libre de tensión interna (micro-deformación, defectos y discontinuidades
tales como bordes de grano, fallas de apilamiento) el tamaño del cristal se puede calcular por medio
de la ecuación de Scherrer.
𝐷 =𝑘 𝜆
𝛽𝜏 𝑐𝑜𝑠𝜃 (3.9)
Donde D es el tamaño medio del cristal, θ el ángulo Bragg, K es la constante de Scherrer o también
llamado factor de forma, el cual toma usualmente valores alrededor de 0,91, λ es la longitud de
onda de los rayos-X y βτ es el ensanchamiento de la línea de perfil debido a los efectos del tamaño

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
22
del cristal, este está dado por (βexp - β0), siendo βexp el ancho observado en las líneas de difracción,
β0 es el ensanchamiento instrumental. Es importante notar que βτ está dado en radianes.
En la figura 3.2 vemos el gráfico del ancho de la línea de difracción en función del tamaño del
cristal. Se puede observar que por debajo de los 10.000Å (1μm) el ancho de la línea de difracción es
significativamente más grande que el ancho debido al instrumento de difracción. En este caso, ya no
se puede asumir que la altura máxima de una línea de difracción es proporcional a su área integrada.
Existe un ensanchamiento adicional observado en los patrones de difracción debido a los efectos de
tensión residual.
Figura 3.2. Ancho de línea en función del tamaño del cristal.
3.3.1.b Tensión residual
La tensión residual es la tensión que existe en un cuerpo después de que se hayan eliminado todas
las fuerzas externas. Las tensiones residuales son el resultado de la energía elástica almacenada
dentro de un material ya sea por efectos de molienda (impacto de las bolas del molino con el
material), procesos de crecimiento (recubrimientos) o por sometimiento a procesos térmicos
posteriores. Se puede dividir en microtensión y macrotensión dependiendo de la escala. La

3.3.1.b Tensión residual
23
|macrotensión es una magnitud considerablemente constante en distancias grandes comparadas con
el grano, mientras que el microestrés cambia considerablemente a distancias menores o iguales al
grano. El macroestres puede generar fenómenos de fractura y fatiga debido al flujo plástico no
uniforme. Este inconveniente se puede solucionar con un tratamiento adecuado de recocido. La
microtensión residual es causada por imperfecciones cristalinas, principalmente por dislocaciones.
Con un tratamiento térmico de recocido se puede reducir a niveles muy bajos aunque nunca está
completamente ausente.
Los rayos X pueden atravesar una superficie metálica una distancia típica del orden de 20-
30 μm, el tamaño del grano de la mayoría de metales se encuentra en el rango de 10-100 μm. Por lo
tanto un macroestres será esencialmente constante sobre la profundidad examinada por los rayos X
mientras que el microesfuerzo varía en esta profundidad. Como resultado, el macroesfuerzo cambia
la dirección del haz difractado y eso se observa como un cambio en la posición de los picos, en el
patrón de difracción. Por otro lado el microesfuerzo provoca la ampliación de la línea alrededor de
la posición original debido a la variación de espacio plano sobre esta región [13]. Los efectos de
ampliación de la línea de difracción debido al tamaño del cristal y la tensión residual, generalmente
producen ensanchamientos simétricos. La asimetría normalmente observada en los perfiles de
difracción es usualmente debido a efectos instrumentales. El micro-estrés en el material puede
provenir de diferentes causas como lo es dislocaciones, vacancias, expansión térmica, corte de
plano, defectos, contracciones, etc.
La figura 3.3 presenta una muestra simplificada de los efectos de microtensión no uniforme
a una serie de filas de celdas unitarias. En general las celdas permanecen en contacto y son
distorsionadas con una forma de arco. Mientas que los valores de distancias interplanares promedio
dhkl permanecen constantes, los valores de las distancias interplanares por encima del arco son
mayores que el valor promedio de dhkl y por debajo del arco las distancias son menores [10].

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
24
Figura 3.3. Expansión y contracción en la red. Cambio en los valore de dhkl.
El ensanchamiento en los picos de difracción, debido al estrés, está relacionado con la tensión
residual (ε) por medio de la siguiente ecuación:
𝛽𝜀 = 4𝜀𝑡𝑎𝑛𝜃 (3.10)
El procedimiento para examinar la contribución del tamaño del cristal o la tensión residual en los
patrones de difracción, especialmente en el ensanchamiento de los picos, emplea el hecho de que
cada una de estas dos fuentes posee una relación angular distinta respecto a dicho ensanchamiento
βτ. De tal modo que el aporte de la tensión residual depende de la función tanθ y la contribución del
tamaño del cristal acompaña a la relación 1/cosθ. Finalmente el instrumento de medida también
influye en el ensanchamiento total βτ con el término 𝛽0, de tal modo que:

3.3.2 Microscopía electrónica de barrido (SEM)
25
𝛽𝜏2 = (
𝑘𝜆
𝐷𝑐𝑜𝑠𝜃)
2+ (4𝜀𝑡𝑎𝑛𝜃)2 + 𝛽0
2 (3.11)
donde ε es la tensión residual y 𝛽0 es el ensanchamiento instrumental [11].
3.3.2 Microscopía electrónica de barrido (SEM)
La microscopía electrónica de barrido (SEM por sus siglas en inglés) es el procedimiento
que hemos llevado a cabo para entender la morfología de las partículas de polvo del material
sintetizado. Dicha técnica se basa en el uso de un microscopio capaz de elaborar imágenes mediante
la interacción de un haz de electrones con los átomos de la materia. A diferencia de los
microscopios ópticos que usan la luz del espectro visible para observar objetos muy pequeños, este
dispositivo usa electrones que “escanean” un área determinada sobre la superficie de la muestra. La
ampliación de los objetos puede llegar a superar las escalas microscópicas o nanoscópicas
permitiendo la caracterización morfológica y de superficie de una gran variedad de objetos.
El microscopio cuenta con un cañón de electrones que produce un chorro o haz de electrones de alta
energía. Esta energía, también conocida como potencial de aceleración varía entre los 5kV a 30kV.
Los electrones que chocan con la superficie del material son focalizados en una zona sobre la
superficie de la muestra por medio de un campo magnético (lente magnético) generando varios
fenómenos como rayos X, electrones secundarios, electrones retrodifundidos, cátodo luminiscencia,
difracción, transmisión y electrones Auger. Cada uno de estos fenómenos son usados como señales
que pueden ser detectadas por sensores (receptores) adaptados a un sistema electrónico el cual
modula y amplifica la señal para crear la imagen virtual y reproducirla en el monitor de un
computador. Debido a la variedad de fenómenos que se originan en la interacción entre los
electrones con la materia, el dispositivo se puede utilizar en diferentes modos para conocer distintas
características de los objetos de estudio, ya sea creando imágenes (fotografías) a través de las
señales recibidas de electrones secundarios o espectros de los elementos que contiene la muestra
creados por medio de la energía de los rayos X (EDS), etc.
Es importante destacar que se debe emplear vacío casi total en el interior del microscopio para
evitar desviación en la trayectoria de los electrones en dirección a la muestra.
La definición de la imagen depende de varios factores como el diámetro del haz de electrones, el
material o naturaleza de la muestra y el volumen de interacción [14].

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
26
3.3.2.a Volumen de interacción
El lugar bajo la superficie de la muestra donde interactúan los electrones y los átomos es el llamado
volumen de interacción. En este pequeño espacio se originan las señales necesarias para la
formación de la imagen y para proporcionar la información necesaria en los diferentes modos de
uso del microscopio. El tamaño y la forma de este volumen dependen de la energía con la que
chocan los electrones sobre la muestra y de los valores del número atómico de los átomos que
componen la muestra. La forma y dimensión del volumen de interacción hacen parte de los factores
que determinan la resolución de la imagen del microscopio. El volumen de interacción para los
electrones secundarios es menor que el de los electrones retrodispersados, es por eso que la
resolución de la imagen es menor para la configuración del microscopio en el modo de electrones
retrodispersados (resolución con electrones secundarios ~10 nm y resolución con electrones
retrodispersados ~1μm).
En la figura 3.4 se puede observar un bosquejo de la forma característica de esta zona, la cual tiene
apariencia de gota con regiones marcadas de donde provienen las diferentes señales producto de la
interacción electrón-átomo.
Figura 3.4. Volumen de interacción entre electrones-muestra y el tipo de señales originadas en
la interacción.
3.3.2.b Interacción del haz de electrones con la materia
27
3.3.2.b Interacción del haz de electrones con la materia
Los fenómenos producidos por la interacción de los electrones con los átomos de la muestra
dependen de las características energéticas de los electrones y el tipo de material sobre el que
inciden, su estado de agregación y su densidad. Cuando los electrones chocan contra un medio
material pierden progresivamente su energía cinética debido a la pérdida de velocidad en el choque
o por consecuencia de diferentes interacciones elementales. A causa del vacío relativo que existe en
el interior de los átomos, la probabilidad de que los electrones colisionen con otros electrones o el
núcleo de los átomos es muy poco probable. El proceso predominante es la interacción
coulombiana, interacción entre las fuerzas eléctricas del haz de electrones con el núcleo y los demás
electrones en los átomos de la muestra. Estas interacciones y colisiones de los electrones con la
muestra producirán una variedad de fenómenos, entre ellos:
3.3.2.c Electrones Secundarios originados en un SEM
Se producen al incidir el haz de electrones con la muestra en una región próxima a la superficie, los
electrones que chocan de manera inelástica con los átomos del material desprenden o liberan otros
electrones (electrones secundarios) que serán captados a través de detectores electrónicos. Este
choque modifica la estructura electrónica del átomo produciendo ionización, excitación o
disociación [15].
La energía de estos electrones es del orden de 20-50 eV y debido a que su energía es tan baja, solo
llegarán a la superficie los que se encuentren en una zona más cercana a ella. Las pequeñas
dimensiones de estas zonas son aquellas que permiten una alta resolución de la imagen.
3.3.2.d Electrones Retrodispersados en un SEM
Son los electrones que son dispersados cuando existen choques elásticos entre el haz de electrones y
los electrones de los átomos de la muestra, se desvían un poco de su trayectoria y ceden parte de su
energía en forma de energía cinética. Estas colisiones no producen en el medio ninguna alteración a
nivel nuclear o atómico.
Su energía es aproximadamente igual al haz de electrones 5KeV – 30KeV. Son originados en zonas
más profundas del volumen de interacción, a comparación de los electrones secundarios y

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
28
electrones Auger, por lo tanto la resolución de las imágenes correspondientes es peor. En este modo
de visualización, permite detectar variaciones en la composición de elementos encontrados en
distintos puntos de la muestra.
3.3.2.e Rayos X producidos en un SEM
El microscopio electrónico de barrido (SEM) cuenta con un modo de operación el cual se encarga
de recopilar información a partir de la energía de los rayos X que se producen a causa de la colisión
de los electrones con la materia (espécimen de estudio). Esta técnica lleva el nombre de
Espectroscopía de dispersión de energía de rayos X (EDS).
Cuando un electrón, proveniente del haz de electrones, posee la energía suficiente para penetrar un
átomo de la muestra y expulsar un electrón de la capa interna (K) creará un hueco en dicha capa,
dejando el átomo inestable. Un electrón de un orbital superior decae y ocupa el hueco generado por
la pérdida del electrón llenando el nivel de energía vacante, donde entonces el exceso de energía se
desprende en forma de radiación electromagnética (rayos X) específica del átomo. Cada átomo
produce un rayo X con una cantidad única de energía que es recolectada por el detector, luego se
procesa en un sistema electrónico donde dará origen a una corriente eléctrica o pulsos de corriente
eléctrica que se convierten en pulsos de voltaje los cuales son proporcionales a la energía de los
rayos X. La información proporcionada por los rayos X determina la concentración de elementos o
átomos que se encuentran en el punto de interés, o sea, en el lugar donde interactúan los átomos con
la materia.
3.3.3 Magnetometría de muestra vibrante (VSM)
Utilizamos el método de magnetometría de muestra vibrante para la caracterización
magnética y termomagnética de las muestras procesadas. A continuación, se especifica en detalle
acerca de lo que es dicha técnica. El estudio fundamental de las propiedades magnéticas en los
materiales se puede dividir en dos tipos: medición de la inducción magnética en una muestra de
material de estudio y la medición de una fuerza magnética sobre un material bajo la presencia de un
campo magnético, como lo es la balanza de Faraday, una de las técnicas más representativas de este
tipo, pero dicha técnica dificulta la observación de un campo verdaderamente uniforme ya que el
gradiente del campo es indispensable para producir una fuerza magnética, por lo tanto, la técnica
más utilizada y de mejor desempeño es la medición de la inducción magnética a los alrededores de
una muestra de estudio, conocida como magnetometría de muestra vibrante [12]. El magnetómetro

3.3.3 Magnetometría de muestra vibrante (VSM)
29
de muestra vibrante (equipo usado para esta técnica) es un instrumento acreditado a S. Foner [Rev.
Sci. Instrum 27, 548 (1956)] y algunas veces referenciado como magnetómetro Foner. La idea
también fue publicada por G. W. Van Oosterhout [Appl. Sci. Res., B6 (1965) p.101] y por P. J.
Flanders [IEE Special Publication T-91, Conference on magnetism and magnetic materials, Bostom
(1956) p. 315-317]. Esta técnica es la más común utilizada en muchos laboratorios de materiales
magnéticos en el mundo, y permite medir la magnetización de una muestra de un material
magnético en función de un campo magnético aplicado y temperatura. El funcionamiento de esta
técnica consiste en someter a vibraciones mecánicas senoidales la muestra del material que se
encuentra unida al extremo de una barra no magnética y el otro extremo a un dispositivo vibrador
mecánico, el encargado de hacer vibrar la muestra bajo la presencia de un campo magnético externo
uniforme proporcionado generalmente por un electroimán. El movimiento oscilatorio de la muestra
bajo la presencia del campo magnético produce una variación del flujo en el espacio adyacente a la
muestra lo que provoca la inducción de una fuerza electromotriz (fem) o voltaje, que actúa como
una señal eléctrica alterna la cual es recibida por unas bobinas de detección ubicadas especialmente
para que la señal se magnifique. Usualmente el amplificador Lock-in es el encargado de aumentar
esta pequeña fem, ya que es un instrumento sensible a señales como la frecuencia de vibración. La
señal que entrega el Lock-in, es decir, la fuerza electro motriz, es directamente proporcional a la
magnetización (momento magnético por unidad de volumen) en la muestra de estudio por lo tanto
podemos obtener información acerca de las propiedades magnéticas o comportamiento magnético
del material.

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
30
Figura 3.5. Esquema de un magnetómetro de muestra vibrante (VSM).
Este instrumento está basado en la ley de inducción de Faraday, la cual establece que un flujo
magnético variable en el tiempo es capaz de producir una fuerza electromotriz inducida o voltaje
inducido. Aplicando esta ley a la bobina del instrumento tenemos que:
𝑒𝑓𝑚 = 𝑣 = −𝑛𝑎𝑑𝐵
𝑑𝑡 (3.12)
Donde n es el número de vueltas que tiene la bobina y a es el área de sección transversal de la
bobina. Si la bobina está posicionada en un campo magnético constante, tenemos lo siguiente:
𝐵 = 𝜇0𝐻 (3.13)
Si ubicamos una muestra de un material magnético dentro de la bobina entonces podemos usar la
ecuación (2.1) y escribir de nuevo que: 𝐵 = 𝜇0(𝐻 + 𝑀). Así, el cambio del flujo correspondiente
es:
𝛥𝐵 = 𝜇0𝑀 (3.14)

3.3.4 Análisis termogravimétrico (TGA)
31
Combinando la ecuación (2.14) con (2.12) llegamos a:
𝑣𝑑𝑡 = −𝑛𝑎𝜇0𝑀 (3.15)
Esto muestra que la señal de salida de la bobina está directamente relacionada con la magnetización
en la muestra, por lo que conociendo los valores de los parámetros n y a se puede calcular M.
La Figura 3.5 muestra una configuración comúnmente usada y solo una de las muchas posibles
configuraciones descritas por S. Foner, de las cuales todas involucran pares equilibrados de bobinas
que cancelan señales debido a la variación en el campo aplicado. El aparato es calibrado con un
espécimen al cual se le conoce su momento magnético, el cual debe ser igual en tamaño y forma a
la muestra que va a ser medida y también debería ser de permeabilidad similar [13].
El VSM es muy versátil y sensible, se pueden usar ambas sustancias magnéticas, tanto débiles como
fuertes. Puede ser adaptado para medir a alta y baja temperatura ya que solo la muestra y la barra
vibradora deben ser enfriadas o calentadas. Los VSM de diseño normal están limitados a muestras
pequeñas por lo general menores a un gramo.
El magnetómetro de muestra vibrante lo empleamos para construir curvas de magnetización en
función del campo magnético y temperatura. A dichas curvas se les llama ciclos de histéresis las
cuales se utilizan para comprender algunas propiedades magnéticas del material como lo es la
magnetización de saturación, susceptibilidad magnética, permeabilidad magnética, temperatura de
Curie y campo coercitivo en el material, entre otras.
3.3.4 Análisis termogravimétrico (TGA)
A continuación, se presentan los detalles generales de la técnica de análisis
termogravimétrico. El análisis termogravimétrico (TGA) es la técnica que mide el cambio de masa
en una sustancia en presencia de una atmósfera como función de la temperatura o tiempo que la
muestra se encuentra sujeta a un programa de temperatura controlada (por lo general, la temperatura
se controla a un ritmo lineal con el tiempo). El TGA a menudo se ha utilizado para clasificar los

Capítulo 3
Algunos conceptos básicos del magnetismo y técnicas de caracterización – DRX, SEM, VSM y TGA
32
materiales poliméricos en orden de su estabilidad térmica al comparar las pérdidas de peso frente a
la temperatura [17].
Para realizar una medida de análisis termogravimétrico, el equipo TGA debe ser capaz de calentar y
pesar simultáneamente el espécimen. Los instrumentos comerciales para TGA consisten de (i) una
microbalanza sensible, también llamada termobalanza; (ii) un horno; (iii) un portamuestras, (iv) un
sistema de purga de gas para abastecer una atmósfera inerte o algunas veces reactiva; y (v) un
sistema computarizado para el control instrumental, adquisición y procesamiento de datos [18].
La instrumentación incluye lo siguiente:
1. Una microbalanza de grabación sensible capaz de detectar cambios de peso tan pequeños como
0.1 µg. Existen algunas balanzas capaces de analizar muestras que pueden pesar desde 1 mg hasta
un gramo, sin embargo, las más comunes aceptan masas entre 1 y 100 mg. Aunque el portamuestras
deberá localizarse en el horno, el resto de la balanza debe aislarse térmicamente del horno.
2. Un horno y un espacio apropiado para calentar la muestra con un programador de temperatura,
circuitos que controlan el flujo de calor y sus componentes electrónicos asociados. Para la mayoría
de las aplicaciones, el rango de temperatura será desde temperatura ambiente hasta los 1000°C.
Aunque algunos se usan a temperaturas de 1600°C. A menudo, las velocidades de calentamiento se
pueden seleccionar desde 0.1°C /min hasta 100°C /min. Algunos hornos pueden calentar a un ritmo
de 200°C /min. Para evitar la transferencia de calor a la balanza es necesario aislar y refrigerar el
exterior del horno. Muchos procedimientos importantes de TGA implican el monitoreo isotérmico
de la pérdida de masa de un material.
3. Porta-muestras: Las muestras están típicamente contenidas dentro de un recipiente hecho de
platino, aluminio o alúmina. El platino es el más comúnmente usado debido a su naturaleza inerte y
facilidad de limpieza. Los volúmenes de los recipientes porta-muestras van desde los 40 µL hasta
más de 500 µL.
4. Un sistema neumático para la purga dinámica del horno y la cámara de muestra. Por lo regular
se utiliza nitrógeno o argón para purgar el horno además de prevenir la oxidación de la muestra.
5. Un sistema computarizado de adquisición de datos.

3.3.4 Análisis termogravimétrico (TGA)
33
Aplicaciones del análisis termogravimétrico
Una de las aplicaciones más importantes en esta técnica es el análisis de la composición y perfiles
de descomposición en sistemas multicomponentes bajo condiciones de distintas temperaturas y
atmósferas, ya que es posible cambiar estos parámetros en los experimentos. La separación
cuantitativa de los principales elementos en multicompuestos, determinación de los elementos
volátiles y humedad en un material de muestra, estudios cinéticos, pruebas de envejecimiento
acelerado y reacciones de oxidación-reducción.
El eje de temperatura del termograma se puede calibrar con un material ferromagnético que
se conozca su temperatura de Curie; en la presente tesis se usó una muestra de calibración de Niquel
alta pureza. Este material se fija bajo la presencia de un campo magnético (producido algunas veces
por un imán) atrayendo magnéticamente al material aumentando aparentemente su masa indicando
que el peso de la muestra incrementa. Cuando el material se calienta hasta su temperatura de Curie,
se perderá la masa magnética y la microbalanza advierte una pérdida de peso aparente. Es de esta
misma forma que se puede establecer la temperatura de Curie para el material de estudio, inclusive
en fase amorfa y cristalina.
La determinación de la humedad es una aplicación muy importante incluso para muchas industrias,
ya que pequeñas cantidades de humedad tienen graves consecuencias. La determinación de la
temperatura de oxidación es también otra aplicación de esta técnica. Por ejemplo, si el polvo de
magnesio se calienta de 300°C a 900°C en una atmósfera oxidante (aire), a aproximadamente 682°C
se observa un fuerte aumento en el peso de la muestra que corresponde a la rápida oxidación del
material.

34
Bibliografía
[1] Benjamín, J. S. 1970. Metall. Trans. 1:2943-51
[2] V. A. Peña Rodriguez, J. Quispe Marcatoma, Aplicación de la mecano-síntesis en la producción
de materiales magnéticos blandos, Universidad Nacional Mayor de San Marcos.
[3] C. Casas Quesada, J. A. Benito Páramo, Influencia de la distribución bimodal de grano
contenido en oxígeno y vías de consolidación sobre la resistencia y ductilidad para el hierro UF
obtenido por molienda mecánica, Barcelona, 2014.
[4] C. C. Koch, Material synthesis by Mechanical alloy. Annu. Re. Mater. Sci, 121 143, 1989.
[5] A. Gómez, Amorfización de aleaciones metálicas mediante aleado mecánico, Sevilla, 2016.
[6] J. Y. Huang, Y. K. Wu and H. Q. Ye Acta Mater. 44. 1201 (1996).
[7] A. Calka, R.A. Varin, in: Proc. Int. Symp. Processing and Fabrication of Advanced Materials IX
(PEAM-IX) (Eds. T.S. Srivatsan, R.A. Varin and M. Khor), ASM International, Materials Park,
OH, 2001, p.263-287.
[8] B. D. Cullity. Elements of X-Ray Diffraction, 2nd
Edition. Addison-Wesley Publishing
Company, Inc. London, Amsterdam, Ontario, Sidney 1978.
[9] D. R. Askeland, P. P. Fulay, W. J. Wright. Ciencia e Ingeniería de materiales, Ed. Cengage
Learning, sexta edición.
[10] J. D. WINEFORDNER. Chemical Analysis. Introduction to X-Ray Powder Diffractometry.
Vol 138. Ed John Wiley & Sons, Inc. EE UU. 1996.
[11] I. C. NOYAN, J.B. COHEN. Residual Stress; Measurement by diffraction and Interpretation.
Springer–Verlag, New York, 1987
[12] S. Foner, Rev. Sci. Instrum 27, 548 (1956)
[13] B. D. Cullity, C.D. Graham. Introduction to Magnetic materials 2nd
Edition. WILEY. A 34ear
wiley & sons Inc. Publication.
[14] MICROSCOPÍA ELECTRÓNICA DE BARRIDO EN LA CARACTERIZACIÓN DE
MATERIALES, Miguel Ipohorski y Patricia B. Bozzano.
[15] Estudio de Materiales Nanométricos con Microscopio Electrónico de Barrido SEM. Rodolfo
Salas Cepeda
[16] https://sites.ualberta.ca/~ccwj/teaching/microscopy/
[17] J.A. Dean. The Analytical Chemistry Handbook. McGraw-Hill, Second Edition 1995.
[18] D.A. Skoog, F.J. Holler, S.R. Crouch and D. Harris (Editor). Principles of Instrumental
Analysis, Sixth Edition. Thomson Brooks/Cole. 2007, 900-904.

Bibliografías
35
[19] Calka, A., Varin, R. A., Application of Controlled Ball Milling in Materials Processing, Proc.
Int. Symp. On Processing and Fabrication of Advanced Materials IX (PFAM-IX), T.S. Srivatsan,
R.A. Varin, M. Khor (Eds.) (ASM International, Materials Park, OH, pp.263-287, 2001.
[20] David Jailes, Introduction to magnetism and magnetic materials, Springer-Science + Bussines
media, B. V.

Capítulo 4
Detalles experimentales y
metodología

Capítulo 4. Detalles experimentales y metodología
37
4.1 Introducción
En este capítulo se describen las características técnicas de los equipos usados, una
ilustración fotográfica de ellos, y la metodología seguida para preparar las aleaciones intermetálicas
Fe60Al40 y realizar su caracterización.
4.2 Procedimiento experimental para la síntesis de las muestras
Fe60Al40
Las aleaciones intermetálicas de Hierro-Aluminio presentadas en esta tesis se prepararon en
el laboratorio de Magnetismo y Materiales Avanzados de la Universidad Nacional de Colombia,
Sede Manizales en un dispositivo de molienda mecánico Uni-Ball-Mill 5.0 el cual se compone de
una cámara o vasija de acero endurecido donde se introduce el material que vamos a estudiar, las
bolas con las que los polvos son molidos, un agente controlador del proceso (EBS) que evita la
abrasión, unión o adhesión del aluminio con las bolas y las paredes del recipiente. Dentro de esta
cámara al vacío introducimos argón o helio de alta pureza utilizado como gas inerte con el propósito
de reducir las contaminaciones producidas por reacciones químicas entre la atmósfera y el material.
Usamos 10 bolas de acero inoxidable para realizar el proceso de molienda dentro de la cámara. Las
bolas de acero tienen un diámetro de 1,5 cm y una masa de 84,0 g. Las dimensiones de la vasija son
de 10,3 cm de diámetro externo y 7,0 cm de diámetro interno.
Este molino de bolas, a diferencia de otros tipos de molinos, posee un imán de NdFeB que posee un
campo magnético de aproximadamente 1,0 a 1,4 kOe, el cual puede ajustarse en diferentes
posiciones alrededor de la jarra (vasija) de molienda proporcionando un campo magnético que
influye y controla el proceso de molienda. Este imán se puede ubicar en diferentes posiciones con el
propósito de procesar los materiales en distintos modos, impacto o cizallamiento de alta y baja
energía. También es posible controlar la magnitud del impacto o la energía en el proceso de
cizallamiento. Para usar el molino en modo cortante o cizallamiento se ubica el imán en la parte
inferior externa de la cámara aproximadamente a 1 cm de separación a una velocidad entre las 25
revoluciones por minuto (baja energía) y 75 revoluciones por minuto (alta energía). Para el modo de
impacto el imán debe estar en la posición 3 PM a una velocidad de 100 RPM y 175 RPM en baja y
alta energía respectivamente. Sin embargo, para este trabajo usamos una frecuencia de trabajo de
150 RPM en el modo de impacto (posición del imán 3PM). En la figura 4.1 se puede observar la

4.2 Procedimiento experimental para la síntesis de las muestras Fe60Al40
38
imagen de este dispositivo de molienda en la cual se identifican las posiciones diferentes que puede
adoptar el imán para configurar los distintos modos de molienda
Figura 4.1. Molino de bolas magnético con el imán en la posición 3PM.
Los materiales precursores para preparar estas aleaciones son polvos de hierro y aluminio de alta
pureza previamente tamizados para homogeneizar el tamaño del grano aproximadamente a 60 μm.
Los polvos se ponderaron por separado para obtener la composición deseada, la masa de las
muestras se calcularon mediante una relación de masa bola-polvo de 20:1, en nuestro caso usamos
4,2 gramos de polvos elementales (hierro y aluminio) para preparar la aleación. Los procesos de
molienda se llevaron a cabo en una atmósfera de argón, al vacío y otros en atmósfera de Helio,
ambas atmósferas (Helio y Argón) se mantuvieron a una presión de 30 psi constante y al vacío
alcanza una presión de -11 psi. Es importante señalar que las muestras preparadas en atmósfera de
Argón y al vacío no presentaron resultados importantes por lo que decidimos realizar el proceso de
aleado mecánico con Helio a tiempos de molienda superiores a las 24 horas. El material en polvo
es molido durante varios intervalos de tiempo que van desde las 2 horas hasta las 120 horas con el
objetivo de estudiar el comportamiento en el procedimiento de aleación, el desarrollo morfológico y
estructural de la aleación. Una vez obtenida la muestra procesada en el molino se realiza un análisis
de difracción de rayos X con un difractómetro Rigaku Miniflex II usando radiación CuKα con

Capítulo 4. Detalles experimentales y metodología
39
longitud de onda de 1,540562 Å. Los difractogramas se realizaron desde el ángulo 2θ = 30° hasta
los 100° a una velocidad de 0.02°/seg. En la figura 4.2 se encuentra el equipo de difracción de rayos
X.
Figura 4.2. Equipo usado en la difracción de rayos X modelo Rigaku Miniflex II.
4.3 Detalles técnicos e ilustración de los equipos de
caracterización: XRD, VSM, SEM, y TGA
La caracterización magnética se realiza en un magnetómetro de muestra vibrante (figura 4.3) de
marca VersaLab free construyendo curvas de histéresis conseguidas a temperatura ambiente desde
los menos 30000 Oe hasta los 30000 Oe. También se realizan medidas de magnetización en función
de la temperatura desde 50 K hasta 990 K. Por otra parte, se realizó el procedimiento de FC y ZFC
en presencia de un campo magnético constante. Para obtener las curvas de ZFC (Zero Field
Cooling) primero se calentó la muestra hasta una temperatura superior que la temperatura de
transición ingresando en la región paramagnética del material, donde los momentos magnéticos

4.3 Detalles técnicos e ilustración de los equipos de caracterización: XRD, VSM, SEM, y TGA
40
asociados con los átomos quedan orientados al azar; después de esto dejamos enfriar la muestra a
campo cero hasta una temperatura mucho menor que la temperatura de transición y luego aplicamos
un campo magnético pequeño que magnetizará la muestra y así empezar la medida de
magnetización aumentando la temperatura de la muestra. La curva termomagnética que obtenemos
es la magnetización en función de la temperatura siguiendo el proceso denominada enfriamiento a
campo nulo (ZFC, zero field cooling), por su sigla en inglés. En el procedimiento denominado
enfriamiento con campo, (FC, Field Cooling), se enfría la muestra desde la región paramagnética en
presencia de campo magnético hasta la temperatura deseada, y posterior a esto se incrementa la
temperatura en pasos controlados de temperatura y se comienza a medir la magnetización. A
continuación, se presenta una descripción del equipo de magnetización de muestra vibrante.
Figura 4.3. Magnetómetro de muestra vibrante VersaLab free del laboratorio de magnetismo y
materiales avanzados, Universidad Nacional sede Manizales.
El análisis morfológico de las muestras sintetizadas se llevó a cabo con un microscopio electrónico
de barrido (SEM) marca FEI modelo QUANTA 250 mostrado en la figura 4.4. Las imágenes SEM

Capítulo 4. Detalles experimentales y metodología
41
fueron tomadas en modo de electrones secundarios con aumento de 1000X, 2000X y 5000X. El
análisis químico se realizó por medio de espectroscopía de dispersión de energía de rayos X con el
mismo microscopio electrónico de barrido.
Figura 4.4. Microscopio electrónico de barrido SEM utilizado para la caracterización
morfológica y química.
Realizamos medida TGA con un equipo analizador Termogravímetro (TGA-Q500 TA-Intruments)
en presencia de un campo magnético constante producido por un imán de aproximadamente 4.9 Oe.
Las medidas se realizaron sobre muestras de (10 ± 0.5) mg. Los programas de calentamiento se
efectuaron desde temperatura ambiente hasta 800ºC para una velocidad de calentamiento 10
°C/min. Todas las medidas fueron realizadas en presencia de una atmósfera de Nitrógeno con un
flujo de 50mL/min. El equipo experimental se observa en la figura 4.5.

4.4 Software utilizado para el análisis de difracción de rayos X: MDI-Jade 6.5
42
Figura 4.5. Analizador TGA-Q500 del laboratorio de magnetismo y materiales avanzados,
Universidad Nacional sede Manizales.
4.4 Software utilizado para el análisis de difracción de rayos X:
MDI-Jade 6.5
La difracción de rayos X es una técnica utilizada para la caracterización estructural. Para realizar la
caracterización estructural, es decir, calcular los parámetros cristalinos de las aleaciones
intermetálicas, utilizamos el patrón de difracción obtenido por rayos X y lo analizamos con la ayuda
del software MDI-Jade 6.5. Esta caracterización estructural se desarrolla para conocer el tamaño del
cristal que posee el material de estudio, el parámetro de red, deformación causada por el método de
síntesis (en este caso el aleado mecánico), orden de largo y corto alcance, etc. El experimento de
difracción de rayos X se realizó a partir de las muestras en polvo, granos de Fe-Al que fueron
procesados durante diferentes horas en el equipo de molienda. El tamaño, la cantidad y la
orientación de los cristales forman un grano de polvo. Las propiedades del material dependen en
cierta medida de las características cristalinas, es decir, propiedades como por ejemplo la dureza y
fuerza de un metal o aleación incrementan con la disminución del tamaño del cristal. Otro ejemplo,
en el caso de la aleación Fe60Al40, el orden estructural tiene un papel muy importante en el estado
Capítulo 4. Detalles experimentales y metodología
43
ferromagnético, ya que esta aleación a temperatura ambiente ordenada se encuentra en estado
paramagnético, pero al deformarse la red y perder el orden estructural (aleación amorfa) su estado
cambia a ferromagnético, así como se determinó en varios estudios sobre este material [1-3]. Las
propiedades del material dependen de las fases cristalográficas; si el material posee más de una fase
cristalográfica, entonces sus propiedades cambian, ya que el tamaño y orientación del cristal pueden
ser diferentes para cada fase cristalina.
4.4.1 Refinamiento del estándar:
El primer paso para la caracterización estructural de nuestro material de estudio es identificar el
ancho a la altura media de los máximos de intensidad (FWHM) del material usado para la
calibración del equipo de difracción de rayos X, en nuestro caso es Silicio (Si). Una vez tengamos
el archivo .raw con el patrón de difracción del material de calibración, abrimos el programa MDI-
Jade 6.5 y damos clic en el menú File escogemos la opción read, se abre una ventana con el nombre
de Select a File to Read or Browse, buscamos el archivo .raw y damos clic para abrirlo. Este patrón
de difracción para el Silicio puede identificarse por medio la tarjeta PDF-77-2108 siguiendo la ruta
en el software de la siguiente manera, damos clic en la opción PDF → Retrieval, allí se encuentran
tarjetas de muestras inorgánicas, orgánicas, minerales, metales, cementos, cerámicos, explosivos,
farmacéuticos, polímeros, superconductores, entre muchas otras. Al dar el clic en esta opción
abrimos una ventana donde encontramos algunas casillas en blanco para llenar con los códigos de
las tarjetas PDF, en la segunda casilla escribimos el código para nuestro material de calibración (77-
2108) y enseguida pulsamos la tecla enter, sobre la opción que se muestra en la misma ventana para
que las reflexiones de referencia aparezcan en el entorno de trabajo. A continuación damos clic en
la opción Analyze → Fit peaks profile y se abrirá una nueva ventana llamada profile fitting (Peak
Decomposition) que cuenta con dos opciones de perfil de difracción.
1. Perfil pseudo-voigt: si se emplea este perfil, puede variarse el valor del parámetro de mezcla
entre r = 0 (función Gaussiana) y r = 1 (función Lorentziana). Una mezcla de ambos perfiles se
obtiene con un valor de r entre 0 y 1.
2. Perfil 43earson-VII : en este caso el factor de mezcla se varía entre m=10 (perfil Gaussiano) y
m=0 (perfil Lorentziano). (Ver apéndice)
Para nuestra práctica de refinamiento usamos el perfil pseudo voigt con parámetro de mezcla r = 0.5
que ya viene configurado por defecto. En esta misma ventana de profile fitting escogemos la opción

4.4.1 Refinamiento del estandar
44
PDF Overlays y en la casilla que se encuentra debajo de esta opción está la ecuación de fondo que
vamos a usar para refinar nuestro perfil de difracción, en nuestro caso hemos utilizado la ecuación
Linear Background. Si presionamos el botón Initialize inmediatamente se puede observar en la
ventana zoom los picos que vamos a refinar. MDI-Jade 6.5 especifica la anchura inicial del perfil si
se selecciona el recuadro Initial Width FWHM Curve o se puede escribir manualmente algún valor
si seleccionamos la opción Specify. Una vez tengamos todos los parámetros necesarios para realizar
el refinamiento damos clic en Refine que se encuentra en la parte superior central de la ventana y de
inmediato el software empieza a crear la curva diferencia que representa la diferencia entre el patrón
experimental y el calculado por el software. La gráfica instrumental del equipo se genera siguiendo
la ruta Analyze → Add Profiles to Peaks. Si la gráfica de FWHM no se observa entonces damos clic
en Analyze → FWHM curve plot y enseguida aparecerá en la ventana zoom de color amarillo la
curva representativa con círculos verdes y rojos, los círculos rojos son aquellos picos de difracción
rechazados en el refinamiento. Procedemos a guardar la gráfica de FWHM siguiendo la ruta File →
Save → FWHM Curve of Peaks. Esta curva la podemos visualizar yendo a la opción del programa
Edit → Preference donde se desprende una ventana con el nombre de User Preference o
simplemente damos ctrl z para abrir esta ventana. En la casilla Instrument tendremos en la parte
inferior izquierda una casilla con las opciones de curva instrumental guardada en donde
encontramos nuestra gráfica FWHM que hemos acabado de guardar y la podemos utilizar como la
curva instrumental del equipo de difracción de rayos X. Al dar clic sobre el botón que tenemos al
costado derecho View FWHM Curve se mostrará la curva FWHM (curva parabólica) que hemos
conseguido. Esta función instrumental determina el ensanchamiento de los picos de difracción
creados por los parámetros generales del equipo de difracción sobre el intervalo 2θ y puede usarse
para análisis posteriores de tamaño y tensión en el cristal. La fórmula de esta curva para nuestro
caso es la siguiente:
FWHMinstr(2θ) = 0,173971 – 4,328492*10-4
(2θ) + 5,429449*10-6
(2θ)2 (4.1)

Capítulo 4. Detalles experimentales y metodología
45
4.4.2 Identificación de los picos de difracción
Para realizar el procedimiento de identificar los picos en el perfil de difracción damos clic en el
menú Analyze → Find Peaks, en seguida se desplegará la ventana Peak Search, Labeling and
Scaling, en esta ventana podemos etiquetar los picos con los valores 2-Theta, FWHM, d-Spacing,
etc. Al seleccionar las opciones deseadas presionamos en Apply y Jade 6.5 realizará la búsqueda
automática de los picos que se mostrarán como líneas punteadas en nuestro espacio de trabajo. Sin
embargo se podrán ubicar manualmente estos picos de difracción con la opción Pick Editing Cursor
(figura 4.6)
. .
Figura 4.6. Botón “Pick Editing Cursor”, del software MDI-Jade 6.5.
Ahora se cargan la(s) tarjeta(s) PDF que debemos utilizar para la identificación de las fases, que en
nuestro caso es PDF 45-0982 perteneciente a la aleación Fe60Al40 , o podemos hacer la búsqueda
nosotros mismos dando clic a la opción PDF → Chemistry y seleccionando sobre la tabla periódica
que se visualiza en la ventana Current Chemistry [Retrieval] los elementos que están presentes en
nuestro patrón de difracción, si estamos seguros que por ejemplo está el hierro y aluminio (como lo
es para nosotros) en nuestros resultados XRD entonces damos doble clic sobre el botón Fe y Al que
inmediatamente se tornara de color verde, de no estar seguros que algún elemento está o no presente
entonces solamente daremos un clic sobre dicho elemento y este tomará un color azul sobre las
letras. Al estar seguros de lo que hemos seleccionado oprimimos la casilla OK y se abrirá la ventana
ICDD/JCPDS PDF Retrievals en donde posiblemente se encuentre una lista con las diferentes
tarjetas PDF que debemos utilizar. Podemos ver la información contenida dentro de la tarjeta si
damos doble clic sobre cualquiera de estas opciones y encontraremos información como por
ejemplo componentes de la muestra, radiación usada en la medición del patrón, grupo espacial,
sistema cristalino, parámetros de red, unidades fórmula en la celda, volumen de la celda, densidad
de la celda y líneas de reflexión de Bragg. Al escoger la tarjeta que corresponde la seleccionamos
dando clic sobre ella y luego enter para que aparezcan las reflexiones como líneas de color verde en
nuestro espacio de trabajo. Podemos usar el botón letra “h” que se encuentra en la parte inferior
derecha de nuestro espacio de trabajo para que el programa identifique automáticamente los índices
de Miller en cada línea mostrada.

4.4.3 Refinamiento de los perfiles de difracción
46
4.4.3 Refinamiento de los perfiles de difracción
Una vez hayamos escogido adecuadamente la tarjeta necesaria y al haber localizado los picos a
refinar en cada fase, comenzamos con el procedimiento de ajuste de los perfiles, a través de la ruta
Analyze → Fit Peak Profile. A continuación, se abre la ventana Profile Fitting (Peak
Decomposition) y nuevamente escogemos las opciones de refinamiento que usamos anteriormente,
estas son:
1. Perfil de refinamiento pseudo-voigt con un parámetro de mezcla r = 0,5 (opción predeterminada).
2. Teniéndose cargadas las fases cristalinas de referencia, se elige el modo automático como
mecanismo de refinamiento, eligiendo la opción PDF overlays.
3. La ecuación de fondo seleccionada para el refinamiento es la función Linear background.
4. Jade asignará la anchura inicial del perfil mediante la opción Initial width FWHM curve.
Al presionar el botón Refine en la ventana de Profile fitting (Peak Decomposition), puede
observarse cómo va cambiando la curva que representa la diferencia entre el patrón experimental y
el calculado por el software. Conforme avanza el refinamiento, en el ícono de mensaje e indicador
de progreso, ¿aparece Fitting profiles (ESC to stop) R=? y cuando termina el refinamiento aparece
Fitting halted at iteration.
Es posible ver un reporte del refinamiento accediendo a la opción Report dentro de la ventana
Profile fitting (Peak Decomposition) o bien en el menú View → Reports & Files → Peak Profile
Report donde se abrirá una ventana con el nombre de Current Profile Parameters & Refinement
Options y se listará cada uno de los picos analizados en el perfil de difracción con su respectivos
parámetros de ángulo 2-Theta, FWHM, espaciado interplanar, simetría, forma, área, etc. En esta
misma ventana encontraremos un botón con la opción llamada Size & Strain Plot que nos
presentará una gráfica realizada a partir del método de Williamson - Hall (ver apéndice) el cual es
útil para calcular el tamaño medio del cristal y la tensión generada en la red. Al ingresar en esta
opción observamos la gráfica hecha por el programa y los valores de tamaño y tensión en la parte
inferior de la gráfica. Por lo tanto, usando este análisis de difracción de rayos X, nosotros podemos
saber los valores de FWHM para cada uno de los picos calculados. [4,5,6]

47
Bibliografía
__________________________________
[1] X. Amils, J. Nogues, S. Surinach, M. D. Baro and J. S. Munoz: IEEE Trans. Magn. 34 (1998)
1129.
[2] X. Amils, J.S. Garitaonandia, J. Nogues, S. Surinach, F. Plazaola, J.S. Muñoz and M.D. Baró: J.
Non-Crys. Sol. 287 (2001) 272-276.
[3] J. Nogués, E. Apiñaniz ,J. Sort, M. Amboage, M. d’Astuto, O. Mathon, R. Puzniak, I. Fita, J. S.
Garitaonandia, S. Suriñach, J. S. Muñoz, M. D. Baró, F. Plazaola, and F. Baudelet: Phy. Rev. B 74,
024407 (2006).
[4] Materials Data JADE XRD Pattern Processing. MDI Materials Data. 1999.
[5] M.L. Ramón García. Determinación del tamaño de cristal utilizando el software Jade 6.5. Centro
de Investigación en Energía, Universidad Nacional Autónoma de México. 2007.
[6] D. Von Rohr. Jade User’s Manual. 2002.

Capítulo 5
Resultados y Discusión
Capítulo 5. Resultados y Discusión
49
5.1 Introducción
En este capítulo, se presentan los resultados obtenidos de la caracterización estructural,
morfológica, magnética, y su correspondiente análisis, así como de una comparación con estudios
reportados por otros autores sobre la preparación, caracterización estructural y magnética del
sistema de aleaciones Fe60Al40. También, se exploran cuáles son las condiciones apropiadas del
dispositivo Uni-Ball-Mill 5, y la atmósfera adecuada para desarrollar el proceso de molienda, de tal
manera que permitan obtener de mejor manera la aleación Fe60Al40.
5.2 Influencia de las condiciones de preparación de las muestras
Como se discutió anteriormente, el compuesto obtenido en un proceso de molienda depende
fuertemente del tipo de molienda de bolas y las condiciones usadas para desarrollar el proceso de
molienda. En el caso presente del dispositivo Uni-Ball-Mill 5 asistido por campo magnético, en
concordancia con el funcionamiento del mismo descrito anteriormente, el proceso de molienda fue
realizado inicialmente usando los modos de impacto y cizallamiento, además se realizó en vacío en
el régimen de bomba mecánica, y en los gases Argón y Helio de pureza analítica, lo cual nos
permitió estudiar el efecto del campo magnético y del gas usado como atmósfera sobre el proceso
de síntesis, respectivamente. Con esto en mente, a continuación, se presentan los resultados de
XRD, SEM y magnetometría de muestra vibrante (VSM) para muestras molidas en un periodo de
corto tiempo, t = 2, 12, y 24 horas, bajos dos condiciones diferentes de preparación determinadas
por la posición del imán en el molino de bolas, es decir, preparadas siguiendo dos modos diferentes
de molienda, impacto (posición del imán, 3 PM) y cizallamiento (posición del imán, 6 PM), usando
atmósfera de Argón en ambos casos, para la comparación. Los siguientes resultados demuestran que
el proceso de molienda tarda alrededor de 24 horas para empezar a desarrollar la aleación Fe60Al40
bajo condiciones de impacto (posición 3 PM), aunque no sucede lo mismo en el modo de
cizallamiento para el mismo tiempo de procesamiento. Esto indica que el modo impacto es
favorable para la preparación de la aleación intermetálica Fe60Al40.

5.2 Influencia de las condiciones de preparación de las muestras
50
Figura 5.1. Resultados XRD para Fe60Al40 en atmósfera de Argón con la posición del imán a las
3 PM.
Según los resultados de difracción ilustrados en la Figura 5.1, las muestra molidas con el imán a las
3 PM durante las primeras 2 horas, presenta picos predominantes de Aluminio Al(111) y Al(311)
indicando que existe una cantidad considerable de Aluminio sin mezclarse con el Hierro,
igualmente las líneas de difracción pertenecientes al Hierro están presentes en estos resultados.
Algo muy similar sucede con el aumento del tiempo de molienda hasta las 12 horas, las líneas de
difracción para el aluminio aún son evidentes dentro de los primeros 5 picos observados en el
patrón de difracción. Sin embargo, a las 24 horas de procesamiento del material, los resultados
XRD muestran la pérdida de intensidad de los picos Al(111) y Al(311), hasta el punto en que
Al(311) desaparece por completo, además, los otros picos predominantes FeAl(110), FeAl(200) y
FeAl(211) que se pueden ver en este resultado corresponden a la aleación Fe60Al40. Esto indica que
en el modo impacto se necesitan alrededor de 24 horas para que este intermetálico Fe-Al se empiece
a alear.

Capítulo 5. Resultados y Discusión
51
Figura 5.2. Resultados XRD para Fe60Al40 en atmósfera de Argón con la posición del imán a las
6 PM.
En la figura 5.2 se presentan los patrones de difracción XRD para las muestras molidas con la
posición del imán 6 PM o modo cizallamiento (shearing mode, como se ilustra en el equipo). Al
analizar los resultados entre los 30 grados y 70 grados en el eje 2 Theta, se observa que el pico de
difracción del aluminio Al(111) persiste con gran intensidad hasta las 24 horas de molienda, todo lo
contrario a lo sucedido en el modo impacto. Hasta este tiempo de molienda y bajo esta condición
(posición del imán, 6 PM), es cuestionable la idea de que la aleación se haya desarrollado. Una
característica importante en los anteriores patrones de difracción, que significa la inclusión de
átomos de Al dentro de la red cristalina BCC de Fe, es la pérdida de intensidad de la línea de
difracción correspondiente a Al(111). Este cambio es observado para la molienda con el imán en la
posición 3 PM (modo impacto) en un tiempo de 24 horas bajo una atmósfera de Argón. Esto indica
que el desarrollo más rápido y eficiente para esta aleación, usando este dispositivo de molino de
bolas, se logra en el modo de impacto con la posición del imán a las 3 PM. Debido a esto,
decidimos realizar el resto de la preparación de las aleaciones intermetálicas usando solamente el
modo de impacto, debido a que este modo resulta más favorable comparado con el modo de

5.2.1. Resultado SEM Fe60Al40 t=2, 12 y 24h
52
cizallamiento para la preparación de la aleación Fe60Al40 usando el dispositivo de molienda
mecánica (Uni-Ball-Mill 5.0).
5.2.1. Resultados SEM Fe60Al40 t = 2, 12 y 24 h
En esta sección, se presentan los resultados obtenidos por SEM, iniciando con los obtenidos en el
modo impacto y posteriormente en el modo de cizallamiento para los mismos tiempos de molienda.
5.2.1.a Imán 3PM (modo impacto)
En la figura 5.3, se ilustra los resultados de medidas microscópicas (SEM) de las partículas de polvo
para las muestras de Fe60Al40 molidas durante diferentes intervalos de tiempo y con la posición del
imán a las 3 PM y 6 PM. Un análisis de los resultados de SEM, indican que el polvo molido con el
imán en la posición 3 PM hasta las 24 horas presenta un desarrollo morfológico por etapas. En la
primera etapa de molienda (2 horas de molienda, figura 5.3a), las partículas de polvo Fe(Al)
presentan una forma irregular y un poco aplanada debido a que en esta etapa temprana se empiezan
a formar especies de hojuelas, es decir, partículas aplanadas por la fuerza de impacto de las bolas
sobre el material, sin embargo, todavía conservan un poco la forma esférica irregular inicial que
tenían. Al incrementar el tiempo de molienda (12 horas, figura 5.3b) se produce la soldadura en frío
de partículas de tamaño pequeño sobre la superficie de partículas más grandes y aplanadas, el
tamaño medio de las partículas aumenta ligeramente y se pueden observar partículas aplanadas con
mayor consistencia. Al inicio del proceso tenemos partículas blandas que se van endureciendo a
medida que avanza este curso mecánico y se van soldando debido a la combinación de un material
dúctil con otro material dúctil-frágil. Las partículas se endurecen por trabajo mecánico y se
fracturan por un mecanismo de falla por fatiga y/o fragmentación de escamas frágiles [19]. Este
mecanismo puede seguir avanzado con el aumento del tiempo de molienda. El molido adicional (24
horas, figura 5.3c) conduce a la fractura de partículas de polvo grandes, los fragmentos generados
por este mecanismo más el continuo impacto de las bolas a alta energía conlleva reducir
considerablemente el tamaño de las partículas, dando forma casi esférica y una distribución de
tamaño un poco más uniforme. Finalmente, las partículas más finas y altamente deformadas, se
fracturan al ritmo de disminuir su tamaño aproximadamente hasta los 10 μm. Durante toda esta
transformación se repite una y otra vez la fractura, soldadura en frío y aplastamiento que conduce a
la formación de partículas finas e irregulares [20].

Capítulo 5. Resultados y Discusión
53
5.2.1.b. Imán 6 PM (modo cizallamiento)
Con la posición del imán a las 6 PM el resultado del comportamiento y la geometría de las
partículas cambian respecto al modo impacto. Como se puede ver en la figura 5.3a1 la muestra
molida durante 2 horas con el imán en la posición 6 PM, es decir, al inicio del proceso de molienda
las partículas de polvo tienen forma de esferas alargadas irregulares y superficie rugosa con mayor
evidencia de soldadura de partículas delgadas sobre la superficie de partículas más grandes, algo
similar a lo obtenido con el imán en la posición 3 PM a las 12 horas de molienda, pero con la
diferencia de que en este modo todavía no hay forma de hojuelas sino que las partículas de polvo
tienen una forma esférica irregular. Al incrementar el tiempo hasta las 12 horas (figura 5.3b1) las
partículas toman forma de hojuelas y otras de esferas alargadas, como especies de dedos con
superficie lisa. Esta forma esférica alargada se debe al modo de molienda (cizallamiento o shearing,
con el imán en la posición 6 PM) ya que al ubicar el imán en la parte baja del vial, la atracción
magnética hacia las bolas hace que se deslicen sobre los polvos y el vial dando forma alargada a las
esferas irregulares que se observan antes de las 12 horas en la etapa inicial. Finalmente, al
incrementar el tiempo de molienda hasta las 24 horas (figura 5.3c1), estas hojuelas se van doblando
hasta formar partículas con formas de dedo (esferas alargadas) [18]. En este modo de cizallamiento
existe mayor soldadura entre los polvos, a comparación del modo impacto con el imán en la
posición 3 PM. Como consecuencia de esto, los polvos se sueldan en frío aumentando el tamaño de
las partículas llevando a que las partículas adquieran una forma de esferas alargadas con tamaño
aproximado de 100 μm.
El hecho importante obtenido de la comparación de los resultados de SEM presentados
anteriormente, es que ellos indican que el tamaño y la forma de las partículas dependen
significativamente de los modos impacto y cizallamiento bajo el cual se desarrolla el proceso de
molienda.

5.2.1. Resultado SEM Fe60Al40 t=2, 12 y 24h
54
(a) 2 horas imán 3 PM
(a1) 2 horas imán 6 PM
(b) 12 horas imán 3 PM
(b1) 12 horas imán 6 PM

Capítulo 5. Resultados y Discusión
55
(c) 24 horas imán 3PM
(c1) 24 horas imán 6PM
Figura 5.3. Imágenes SEM para las muestras molidas durante 2, 12 y 24 horas con el imán en
las posiciones 3 PM y 6 PM.
5.2.3. Resultados magnéticos Fe60Al40 t = 2, 12 y 24h
De manera similar a las comparaciones realizadas anteriormente de los resultados estructurales y
morfológicos, a continuación, se presentan los resultados de magnetización en función del campo
magnético aplicado, es decir, los ciclos de histéresis para las muestras molidas con la posición del
imán a las 3 PM y 6 PM, en un periodo corto de tiempo de 2, 12 y 24 horas de molienda.
5.2.3.a. Imán 3 PM
La figura 5.4, ilustra los resultados de histéresis y campo coercitivo obtenidos en el modo impacto.
Se puede observar que las muestras molidas en estos periodos de tiempo presentan un leve cambio
de magnetización, aproximadamente el 6,70% de magnetización de saturación se reduce al
aumentar el tiempo de molienda desde las 2 horas hasta las 24 horas de molienda, desde un valor de
119,85 emu/g hasta un valor de 111,82 emu/g en el modo impacto. El campo coercitivo aumentó

5.2.3. Resultados magnéticos Fe60Al40 t=12, 12, 24h
56
hasta alcanzar un valor de 105,73 Oe a las 24 horas de molienda.
Figura 5.4. Histéresis y campo coercitivo para Fe60Al40 modo impacto a 2, 12 y 24 horas de
molienda con la posición del imán 3 PM.
5.2.3.a. Imán 6 PM
En la figura 5.5 se presentan los resultados de magnetización y campo coercitivo que se obtienen de
los ciclos de histéresis para las muestras procesadas en condiciones de cizallamiento. La
magnetización de saturación a las 2 horas de molienda es de 128,58 emu/g, y a las 24 horas
disminuye un poco hasta 124,03 emu/g, lo que indica una pérdida de magnetización de 3.53%, y el
campo coercitivo alcanza su valor máximo de 18,64 Oe. Todo esto indica que la condición de
molienda con el imán a las 6 PM (cizallamiento) no conduce a un notable cambio de las
propiedades magnéticas. Este comportamiento es similar al comportamiento de las características
estructurales del material obtenidas por XRD para estas mismas muestras, como lo comentamos
anteriormente.
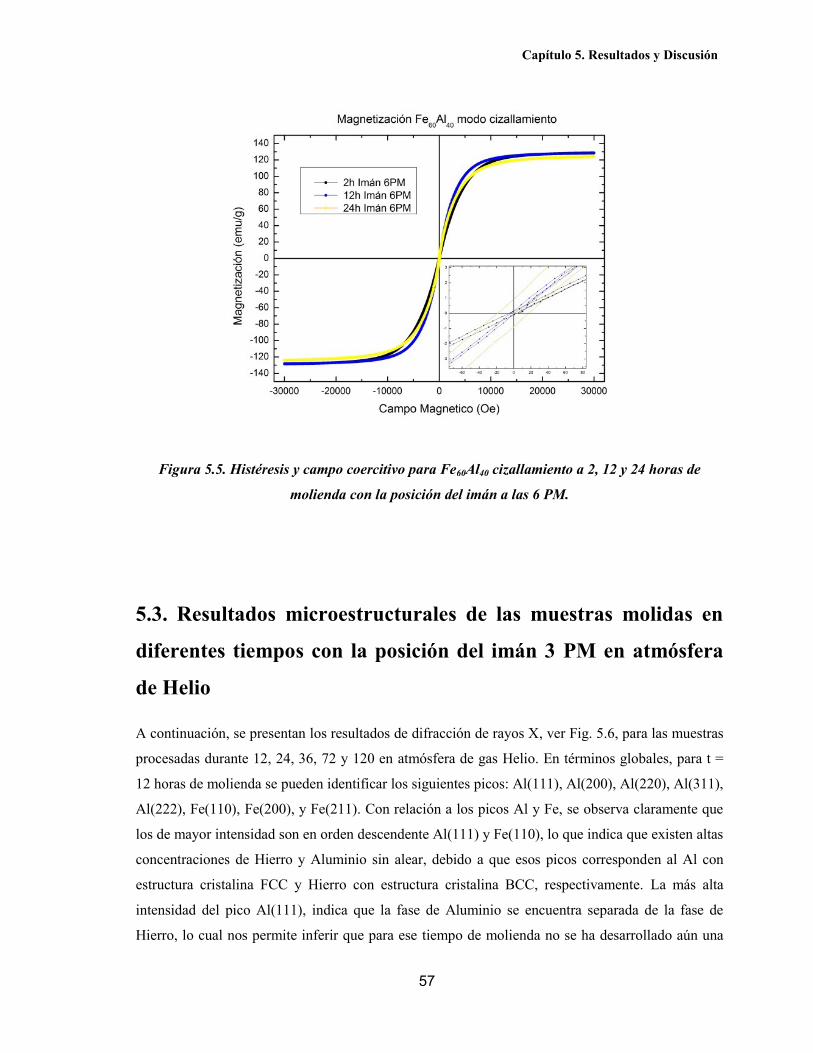
Capítulo 5. Resultados y Discusión
57
Figura 5.5. Histéresis y campo coercitivo para Fe60Al40 cizallamiento a 2, 12 y 24 horas de
molienda con la posición del imán a las 6 PM.
5.3. Resultados microestructurales de las muestras molidas en
diferentes tiempos con la posición del imán 3 PM en atmósfera
de Helio
A continuación, se presentan los resultados de difracción de rayos X, ver Fig. 5.6, para las muestras
procesadas durante 12, 24, 36, 72 y 120 en atmósfera de gas Helio. En términos globales, para t =
12 horas de molienda se pueden identificar los siguientes picos: Al(111), Al(200), Al(220), Al(311),
Al(222), Fe(110), Fe(200), y Fe(211). Con relación a los picos Al y Fe, se observa claramente que
los de mayor intensidad son en orden descendente Al(111) y Fe(110), lo que indica que existen altas
concentraciones de Hierro y Aluminio sin alear, debido a que esos picos corresponden al Al con
estructura cristalina FCC y Hierro con estructura cristalina BCC, respectivamente. La más alta
intensidad del pico Al(111), indica que la fase de Aluminio se encuentra separada de la fase de
Hierro, lo cual nos permite inferir que para ese tiempo de molienda no se ha desarrollado aún una

5.3. Resultados microestructurales de las muestras molidas en diferentes tiempos con la posición del
imán 3 PM en atmósfera de Helio
58
solución sólida intermetálica. Otra característica observada en la Fig. 5.6, es que el pico Al(311)
que tiene menor intensidad que los picos Al(111) y Fe(110), sólo aparece para t = 12 h, lo que
indica que a medida que transcurre el tiempo de procesamiento, el Al se va incorporando en la red
cristalina BCC del Hierro, lo que da como resultado la desaparición del pico Al(311). Para t = 24 y
36 horas de molienda, los patrones de difracción de rayos X son muy similares entre ellos pero
diferentes al patrón para t = 12 horas, y al compararlos con éste, se observa que la intensidad del
pico Al(111) FCC decrece, los picos Al(200) y Fe(110) se desplazan levemente hacia ángulos más
bajos, y el pico Al(311) no aparece más como analizamos previamente. Estas características,
proporcionan fuertes indicios que los átomos de Aluminio se disuelven en la red de Fe, y
concomitantemente son una manifestación de la formación de una solución sólida BCC de Fe-Al,
además del surgimiento de tensión interna de primer orden inducido por el proceso de molienda
mecánica. El primer orden de tensión angular actúa como un nivel macroscópico al modificar el
parámetro de red y, en consecuencia, genera el desplazamiento angular de las líneas de difracción
[1, 2]. Un seguimiento detallado a los corrimientos de los picos Al(111) y Fe(200) correspondientes
a las fases elementales Al-Fe, respectivamente, y al pico FeAl(110) correspondiente al compuesto
intermetálico Fe60Al40 que se obtiene para t = 72 horas de molienda, se ilustra en la Fig. 5.7, en la
que la línea de color azul se ha trazado desde el ángulo 2θ correspondiente al centro de las primeras
líneas del patrón de difracción dentro de un intervalo 2θ grados desde 35° hasta 47,5°. Este
intervalo permite verificar el corrimiento de los picos Al(111) y Fe(200) hacia ángulos más bajos y
la emergencia del pico FeAl(110), a medida que el tiempo de molienda aumenta. Los anteriores
resultados, indican que el trabajo mecánico de las bolas del molino sobre las partículas de polvo
conduce a la formación de una solución sólida intermetálica a partir de los polvos elementales de
Hierro y Aluminio. El procesamiento mecánico origina fractura, cizallamiento y soldadura en las
partículas de polvo y aumenta la densidad de dislocaciones en la red cristalina, incrementando la
tensión interna, disminuye el tamaño promedio del cristal, y el parámetro de red cambia, aumenta o
disminuye dependiendo de la etapa del procesamiento en la que se encuentre el material.

Capítulo 5. Resultados y Discusión
59
Figura 5.6. Resultados XRD de las muestras Fe60Al40 molidas a diferentes tiempos.
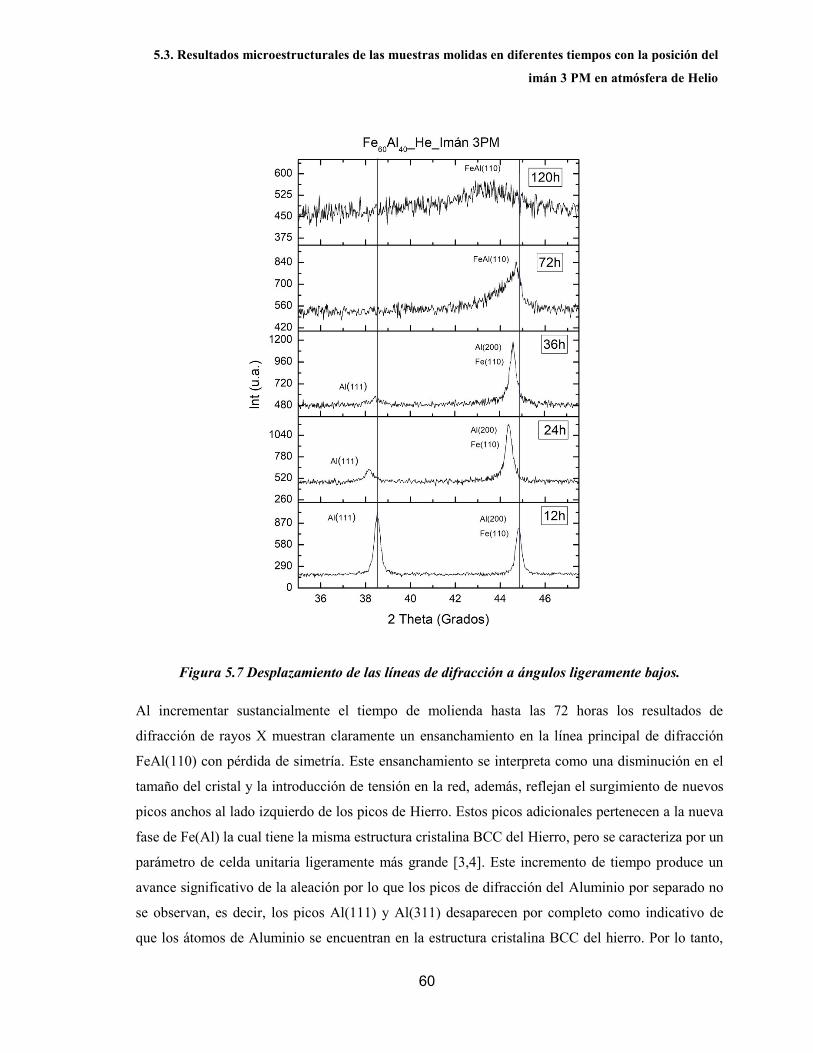
5.3. Resultados microestructurales de las muestras molidas en diferentes tiempos con la posición del
imán 3 PM en atmósfera de Helio
60
Figura 5.7 Desplazamiento de las líneas de difracción a ángulos ligeramente bajos.
Al incrementar sustancialmente el tiempo de molienda hasta las 72 horas los resultados de
difracción de rayos X muestran claramente un ensanchamiento en la línea principal de difracción
FeAl(110) con pérdida de simetría. Este ensanchamiento se interpreta como una disminución en el
tamaño del cristal y la introducción de tensión en la red, además, reflejan el surgimiento de nuevos
picos anchos al lado izquierdo de los picos de Hierro. Estos picos adicionales pertenecen a la nueva
fase de Fe(Al) la cual tiene la misma estructura cristalina BCC del Hierro, pero se caracteriza por un
parámetro de celda unitaria ligeramente más grande [3,4]. Este incremento de tiempo produce un
avance significativo de la aleación por lo que los picos de difracción del Aluminio por separado no
se observan, es decir, los picos Al(111) y Al(311) desaparecen por completo como indicativo de
que los átomos de Aluminio se encuentran en la estructura cristalina BCC del hierro. Por lo tanto,

Capítulo 5. Resultados y Discusión
61
en este periodo de tiempo, concluimos que el proceso de aleación mecánica se ha desarrollado con
éxito.
A las 120 horas de molienda, el procesamiento mecánico ha llevado al material cristalino a pasar a
un estado amorfo como resultado de la deformación plástica severa y el aumento de las
concentraciones de dislocaciones sobre la red cristalina, como consecuencia de los constantes
impactos de las bolas sobre las partículas de polvo de las muestras procesadas. La línea de
difracción presente (110) corresponde a la fase de Fe(Al) y es la más amplia. Este pico se observa
claramente para t = 72 horas de molienda. La considerable ampliación de Fe(Al)(110) indica que ha
disminuido bastante el tamaño promedio de los cristalitos hasta alcanzar un valor promedio de 6,11
± 0,3 nm.
A partir de los anteriores resultados de difracción, usamos el método de Williamson-Hall (ver
apéndice B) y el software JADE 6.5 para realizar los ajustes necesarios de refinamiento de los
patrones de difracción y generar resultados de diferentes parámetros, como el ancho a la altura
media del máximo de difracción (FWHM), parámetro de red, tamaño del cristal, y microtensión en
la red. La evolución de esos dos últimos parámetros en función del tiempo de molienda, se ilustra
en la Fig.5.8.
Figura 5.8. Tamaño medio del cristal y microtensión para Fe60Al40 distintos tiempos de molienda.

5.3. Resultados microestructurales de las muestras molidas en diferentes tiempos con la posición del
imán 3 PM en atmósfera de Helio
62
Como se observa en esa Figura, claramente el tamaño del cristal disminuye con el aumento del
tiempo de molienda, pasando por diferentes tasas de disminución, desde 84.4 nm que corresponde a
t = 0 horas (sin moler) hasta 6.11 nm al finalizar el proceso de molienda a t = 120 horas. La
deformación plástica aumenta constantemente, en una forma casi lineal, desde las 0 horas hasta un
tiempo de 24 horas, cambiando desde un valor de 0,02% para los polvos sin moler hasta 0,32% para
las muestras molidas durante un día exactamente. En seguida, aumentamos el tiempo a 36 horas, en
donde el material pierde un poco de tensión interna en la red atómica a causa de la dinámica en el
desarrollo de la aleación y probablemente por el incremento de temperatura localizada que puede
superar los 100°C. Al aumentar el tiempo de molienda, se observa un aumento en el valor de la
tensión creada en la red, desde 1,11% para las 36 horas, hasta 2,83% al llegar a las 120 horas de
molienda. Claramente, la reducción en el tamaño del cristal está acompañada por un aumento en la
deformación de la red a medida que aumenta el tiempo de molienda. Este comportamiento
comúnmente se observa en la preparación de materiales metálicos mediante la técnica de aleado
mecánico. Estos resultados, en general coinciden con lo que otros autores han publicado en trabajos
realizados sobre la preparación del sistema intermetalico Fe60Al40 usando diferentes dispositivos de
molienda [5-7].
Figura 5.9. Parámetro de red Fe60Al40 a distintos tiempos de molienda.
La figura 5.9 presenta el parámetro de red en función del tiempo de molienda, calculado mediante la
ecuación (3.8) y a partir de los ángulos de Bragg que se obtienen del patrón de difracción XRD. El
parámetro de red presenta diferentes comportamientos que pueden describirse de la siguiente
manera. Primero, la constante de red del α-Fe se reduce ligeramente de 2,8664 Å hasta 2,8594 Å

Capítulo 5. Resultados y Discusión
63
para las primeras doce horas del proceso, indicando que en este periodo corto de tiempo la solución
sólida de Fe(Al) no se ha completado y se comienza a desarrollar una tensión interna sobre los
cristales de Hierro y Aluminio por separado, lo cual lleva a la leve disminución del parámetro de
red en las fases cristalinas que aún se encuentran separadas. Entre las 12 y 24 horas, la difusión de
átomos de Aluminio sobre la red atómica del Hierro (BCC) lleva a que el valor de la constante de
red aumente ligeramente hasta alcanzar un valor de 2,884 Å, este no es el valor teórico ni
experimental de la aleación Fe60Al40, pero puede reflejar el ensanchamiento de la red cristalina a
medida que los átomos de Aluminio se disuelven con los átomos de Hierro en una misma estructura
final. Este resultado señala el desarrollo del compuesto en el proceso de aleación mecánica.
Posterior a esto, en el intervalo de t = 24 y 72 horas de molienda, la tensión creada sobre la red
cristalina de la nueva fase BCC perteneciente al Fe-Al en formación, reduce nuevamente el
parámetro de red como resultado de la dinámica en la formación de la aleación y al incremento de
tensión en la nueva red BCC de la solución sólida que se está desarrollando. Posteriormente, el
parámetro de red se incrementa hasta alcanzar un valor de 2,9162 Å para t = 120 horas de molienda
cuando se ha desarrollado la aleación intermetalica Fe60Al40. La tensión desarrollada sobre los
límites de grano podría difundirse dentro del nano-grano, seguido de la expansión en la red [11].
Concomitantemente con la variación del parámetro de red es interesante analizar el surgimiento de
dislocaciones y su comportamiento durante el proceso de formación de la aleación. Los materiales
que son preparados por el método de aleación mecánica son sometidos a deformación plástica
severa, produciendo dislocaciones como defectos principales. La densidad de dislocaciones se
puede expresar en términos del tamaño medio del cristal, la tensión en la red y el parámetro
reticular [12-14], por medio de la siguiente ecuación,
𝜌𝐷 =⟨𝜀2⟩1/2
𝐷×𝑏 (4.1)
donde el parámetro b es el vector de Burguer de dislocaciones y tiene un valor de √3𝑎0/2 para la
estructura cristalina BCC. La Figura 5.10 ilustra la densidad de dislocaciones en función del tiempo
de molienda, a través de la cual se observa que este parámetro aumenta con el aumento del tiempo
de molienda. Este aumento en la densidad de dislocaciones está asociado con el mecanismo de
deformación plástica inherente que está presente en el proceso de molienda mecánica. La
acumulación sucesiva y la interacción de las dislocaciones causan una reducción en el tamaño de
los cristalitos, y un incremento en la tensión en la red y en el tamaño de la celda unitaria [8-10].

5.4. Resultados morfológicos y EDS de las muestras procesadas a 12, 24, 36, 72 y 120 horas en
atmósfera de Helio y posición del imán 3 PM
64
Figura 5.10. Densidad de dislocaciones en función del tiempo de molienda.
5.4. Resultados morfológicos y EDS de las muestras procesadas
a 12, 24, 36, 72 y 120 horas en atmósfera de Helio y posición del
imán 3 PM
En esta sección se presentan los resultados de microscopía electrónica de barrido SEM para las
muestras de Fe60Al40 para diferentes tiempos de molienda y para las fases elementales de Hierro y
Aluminio puro. En la Figura 5.11 se ilustra por separado los polvos iniciales de Aluminio (imagen
del lado izquierdo) y de Hierro (imagen del lado derecho), donde se puede observar que las
partículas de Hierro puro son lisas, presentan poca rugosidad y tienen forma irregular. Las
partículas de Aluminio también presentan forma irregular, pero con la diferencia principal de que
son esféricamente alargadas, es decir tienen forma tipo elipsoidal, como si fueran un dedo. También
se diferencian de las de Hierro por tener un poco más de rugosidad sobre la superficie. El tamaño de
cada grano de Hierro esta alrededor de los 50 μm y el de Aluminio es un poco más pequeño, del
orden de 20 μm.

Capítulo 5. Resultados y Discusión
65
Figura 5.11. Partículas de polvo de aluminio (lado izquierdo) y de hierro (lado derecho).
En la figura 5.12 se presenta la evolución morfológica de las muestras obtenidas desde las 12 hasta
las 120 horas. Durante el proceso de aleado mecánico, las partículas de polvo se sueldan en frío, se
fracturan y se vuelven a soldar repetidamente. En la primera etapa del proceso los polvos de la
muestra se aplastan debido al impacto de las bolas dando lugar a partículas aplanadas con forma de
hojuelas irregulares. Debido a este aspecto podemos indicar que en el primer análisis de la molienda
se identifica la deformación plástica severa que se produce con las bolas y el material. En la Fig.
5.12-a se pueden ver granos de polvo con forma de plaquetas de un tamaño aproximado entre los 50
y 60μm, en las cuales se han soldado sobre la superficie partículas mucho más pequeñas, es
probable que las más grandes sean un producto de la soldadura entre partículas de tamaños
superiores a los 20 y 50μm pertenecientes a los polvos iniciales. En esta imagen, también es posible
observar fractura de las partículas de polvo. Acercando esta imagen hasta los 2000X (imagen 5.12-
a1) se verifica lo comentado anteriormente y también es evidente que las plaquetas se van soldando
una sobre otra aleatoriamente sin obtener, hasta el momento, una apariencia regular. Si se usa una
combinación de materiales dúctil con otro que sea dúctil y frágil, la tendencia que las partículas se
suelden entre ellas y formar partículas más grandes es alta, dado que en las etapas tempranas de
molienda las partículas son blandas [20]. Al aumentar el tiempo de molienda hasta las 24 horas el
tamaño de las partículas de polvo se hace más pequeño hasta alcanzar un valor inferior a los 20μm,
sin embargo, en las imágenes SEM 5.12-b y 5.12-b1 muestran partículas de tamaños más grandes

5.4. Resultados morfológicos y EDS de las muestras procesadas a 12, 24, 36, 72 y 120 horas en
atmósfera de Helio y posición del imán 3 PM
66
con forma irregular y con superficie rugosa debido a la soldadura de partículas pequeñas sobre la
superficie de las grandes, es probable que algunos fragmentos no deformados de partículas de polvo
inicial estén incrustados. En esta misma etapa, el molido adicional conduce a la fractura de los
bordes del grano de partículas de polvo más grandes que conlleva a la transformación de plaquetas
delgadas a pequeñas esferas un poco irregulares que conforman una matriz de capas finas
aleatoriamente soldadas de partículas altamente deformadas [18, 22].
Al pasar a las 36 horas la forma de las partículas va cambiando, tomando un aspecto regular y
redondo, producto de la fractura repetitiva de los límites del grano de polvo. Su tamaño disminuyó
un poco, debido a la fractura continua en el proceso de molienda. Es posible afirmar que el tamaño
de estos granos de polvo está cercano a los 10 μm, como se puede verificar a través de las Figs.
5.12c y 5.12-c1.
(a) (a1)
(b) (b1)

Capítulo 5. Resultados y Discusión
67
(c) (c1)
(d) (d1)
(e) (e1)
Figura 5.12. Imágenes SEM de Fe60Al40 a t = 12 horas (a, a1), 24 horas (b, b1), 36 horas (c, c1),
72 horas (d, d1), y 120 horas (e, e1)

5.4. Resultados morfológicos y EDS de las muestras procesadas a 12, 24, 36, 72 y 120 horas en
atmósfera de Helio y posición del imán 3 PM
68
Si disminuye la fuerza que promueve la aglomeración de las partículas, los fragmentos generados
por el mecanismo de fractura pueden seguir disminuyendo de tamaño. A las 72 horas el material en
polvo es mucho más redondo, toma una forma esférica más uniforme y reduce significativamente su
tamaño como se puede observar en la figura 5.12-d1. En la imagen 5.12-d se visualiza partículas de
tamaño superiores a éstas, no obstante, es más evidente una mayor cantidad de partículas delgadas
de tamaño aproximado a la escala nanométrica. Es oportuno afirmar que para esta etapa de
molienda lo que más sucede es la fractura repetida de todas estas pequeñas partículas después de
haber pasado por un largo periodo de cizalladura, fractura y soldadura dando paso a la formación de
granos de polvo más grandes, redondos y uniformes a las 120 horas de molienda como se puede ver
en las últimas dos figuras SEM 5.12-e y 5.12-e1. En esta etapa se observa la formación de partículas
redondas y rugosas que ya han pasado por los tres procesos de deformación plástica severa,
fractura, cizallamiento y soldadura repetida, durante todo el desarrollo de la aleación mecánica. En
la figura 5.12-e1, se observa que las partículas de polvo con forma redonda poseen una superficie
muy rugosa como producto de la soldadura y alteración continua de partículas minúsculas que se
adhieren a las más grandes hasta que todas las partículas consistan en capas delgadas soldadas de un
tamaño promedio aproximado de 15 μm [16, 17].
Figura 5.13. Evolución del tamaño de partículas de polvo Fe60Al40 a distintos tiempos de
molienda.

Capítulo 5. Resultados y Discusión
69
En la figura 5.13, se tiene una gráfica del desarrollo del tamaño de las partículas de polvo para las
muestras procesadas a distintos tiempos de molienda. Es evidente que el tamaño de las partículas
disminuye con el aumento de tiempo pasando por tres ciclos diferentes de soldadura en cada etapa y
de deformación plástica severa y fractura según cada tiempo. También se realizó un análisis
químico por espectroscopia de dispersión de energía de rayos X (EDS), a cada muestra. Este es un
análisis puntual que identifica los componentes elementales de la muestra en un lugar determinado,
por lo que este análisis sólo examina la respuesta de una región específica, en el presente caso, se
identifica marcada con una cruz roja sobre la imagen. A continuación, se presenta la Fig. 5.14
correspondiente al estudio químico de la muestra final, procesada durante 120 horas en el molino de
bolas.
Figura 5.14. Resultados EDS Fe60Al40 a 120 horas de molienda.
Como se puede observar en la Figura anterior, la muestra presenta algunos contaminantes como el
oxígeno y el carbono en pequeña proporción para la región analizada con el microscopio. Es posible

5.5 Resultados Magnéticos de Fe60Al40 12, 24, 36, 72 y 120h en Helio, imán 3 PM
70
que la contaminación sea por larga exposición del material, así él se encuentre bajo una atmosfera
de Helio, es probable que haya una pequeña fracción de oxigeno que no se retiró de la vasija del
molino. En cuanto al carbón, es probable que provenga de las bolas o la vasija que están hechas de
acero inoxidable o como también puede resultar de la cera (EBS) utilizada para controlar el proceso
de molienda.
5.5 Resultados Magnéticos de Fe60Al40 12, 24, 36, 72 y 120h en
Helio, imán 3 PM
En este capítulo se presentan los resultados obtenidos de magnetización para las muestras molidas
durante t = 12, 24, 36, 72, y 120 horas con parámetros constantes de estequiometria, posición del
imán a las 3 PM, atmósfera de Helio, relación de masa de las bolas con respecto la masa de la
muestra 20:1 y 2% de cera EBS. La formación del intermetálico Fe60Al40 por medio del molino de
bolas magnético utilizado en este trabajo condujo a la reducción de la magnetización de saturación a
medida que avanzaba el tiempo de molienda produciendo un material en el que la magnetización de
saturación disminuye con el aumento del tiempo de molienda, mientras que el campo coercitivo
incrementa con el aumento del tiempo de molienda hasta t = 72 horas y luego disminuye para t =
120 horas.
En la Fig. 5.15, se ilustran los resultados de magnetización en función del campo magnético, es
decir, ciclos de histéresis, para diferentes muestras cada una con tiempo diferente de preparación a
temperatura ambiente. La magnetización de cada muestra tiende a saturar para un campo del orden
de 10.000 Oe. Para la muestra preparada a t = 12 horas (curva de color negro), la saturación
magnética alcanza un valor de 128,85 emu/g. Este valor elevado de magnetización indica, como lo
señalamos en resultados de difracción de rayos X, que la muestra presenta alto contenido de Hierro
y también de Aluminio puro sin alear en esta etapa temprana del proceso de molienda. De esta
manera, al transcurrir el tiempo, se va preparando el compuesto sólido intermetálico y la
magnetización de saturación decrece cada vez más con el aumento del tiempo de molienda, pasando
por 113,41 emu/g con 24 horas de procesamiento, 107,46 emu/g para 36 horas; al aumentar el
tiempo hasta las 72 horas, la magnetización de saturación decae notablemente hasta los 62,05 emu/g
y finalmente alcanza su valor más bajo de 16,08 emu/g al cumplirse 120 horas de molienda. Este
comportamiento de la magnetización de saturación, se ilustra en la Fig. 5.16-a, donde se observa
claramente su tendencia decreciente cuasi lineal en función del tiempo de molienda, reflejando la
formación de la aleación intermetalica Fe60Al40. Es interesante notar que el valor de 107,46 emu/g

Capítulo 5. Resultados y Discusión
71
obtenido para la magnetizatión de saturación para t = 36 horas de molienda coincide
razonablemente bien con el valor experimental reportado 26 para el momento magnético total de
108.3 emu/g para una aleación Fe60Al40 completamente desordenada. La disminución en la
magnetización es atribuida a la formación de la aleación de Fe-Al, cuando los sitios individuales del
Hierro reducen el momento magnético debido a una disminución de la interacción ferromagnética
de intercambio directa entre los sitios Hierro-Hierro y una interacción de superintercambio entre los
sitios de Hierro mediada por los átomos de Aluminio 25 - 28, 35]. Debido a que el átomo de
Aluminio posee un insignificante momento magnético, este actúa como diluidor magnético, lo cual
lleva a una disminución de la magnetización del sistema a medida que aumenta el tiempo de
molienda.
Figura 5.15. Curvas de magnetización en función de campo magnético y campo coercitivo de
Fe60Al40 a distintos tiempos de trabajo mecánico.

5.5 Resultados Magnéticos de Fe60Al40 12, 24, 36, 72 y 120h en Helio, imán 3 PM
72
Figura 5.16. Magnetización de saturación (cuadrado hueco) y campo coercitivo (cuadrado lleno)
a) en función del tiempo de molienda, b) en función del tamaño del cristal. Ambas a temperatura
ambiente.
Todo esto indica que el proceso de aleado mecánico sobre este material intermetálico conlleva a la
transición de una fase ferromagnética a otra fase paramagnética. Algunos autores [24, 5], han
encontrado resultados distintos en el comportamiento del cambio de fase para esta misma aleación,
advirtiendo que su fase inicial es paramagnética a pocas horas y ferromagnética a muchas horas de
aleado mecánico. Sin embargo, otros autores han encontrado que se pierde magnetización con el
aumento de tiempo de molienda, en etapas tempranas y que al avanzar más el tiempo de trabajo
mecánico la muestra vuelve a recuperar parte de su magnetización [28, 29]. Es importante señalar
que los resultados presentados por los autores de [5, 24, 29], proceso de aleación mecánica se llevó
a cabo con un dispositivo de molienda diferente, de alta energía, molino de bolas planetario y
diferente frecuencia de trabajo. La diferencia que puede existir entre los resultados presentados por
otros autores y el presente trabajo, sobre el estado magnético inicial observado, de paramagnético a
ferromagnético, puede ser posible por la influencia del campo magnético del imán adaptado al
molino que hemos utilizado, a diferencia de los equipos de molienda usados en los estudios
mencionados. El imán del molino puede magnetizar las partículas de Hierro que aún no se han
aleado con el Aluminio creando una respuesta ferromagnética que con el transcurso del trabajo
mecánico disminuye y se observa en las curvas de magnetización. La muestra final mantiene una
magnetización o una respuesta ferromagnética producto del efecto campo magnético que esta
presente durante todo el proceso de molienda. Es bien conocido que las aleaciones ordenadas de
Hierro-Aluminio con concentraciones superiores al 33% en contenido atómico de Aluminio, son
paramagnéticas a los 300 K. No obstante, al perder el orden atómico local, por deformación

Capítulo 5. Resultados y Discusión
73
mecánica, estas aleaciones cambian al estado ferromagnético incluso cuando el contenido atómico
de Aluminio sobrepasa el 50% [24, 32-34].
En el recuadro insertado en la Figura 5.15, junto a los ciclos de histéresis, se encuentra la
representación visual del campo coercitivo y en la Figura 5.16-a se presenta la la evolución del
campo coercitivo en función del tiempo de molienda. En la figura 5.16-b, se puede observar el
comportamiento de la magnetización de saturación y el campo coercitivo en función del tamaño del
cristal. El incremento observado del campo coercitivo con el aumento de tiempo de molienda
justifica la preparación por aleado mecánico de la muestra. El campo coercitivo de la muestra a 12
horas es apenas de 2,88 Oe, valor muy reducido que puede ser comparado con el campo coercitivo
del Hierro puro que es de alrededor de 0,05 Oe [36], lo cual indica que en este periodo de tiempo
predomina el Hierro puro sin alear. El incremento del campo coercitivo se presenta hasta t = 72
horas de molienda, tiempo a partir del cual invierte su tendencia y disminuye para t = 120 horas de
molienda. Es interesante observar que el parámetro de red presenta un decrecimiento entre t = 24 y
72 horas, y un incremento a partir de 72 horas de molienda. Justamente para t = 72 horas, se observa
con claridad el surgimiento del pico FeAl(110). Esto indica de nuevo que el proceso de formación
del compuesto en estado sólido avanza al transcurrir el tiempo de molienda. Este comportamiento
de coercitividad también está asociado a la reducción del tamaño del cristal y al aumento de la
tensión residual, incluyendo la posibilidad de que este aumento en el campo coercitivo sea producto
de acumulación de impurezas ocasionada por la técnica de aleado mecánico o defectos como
dislocaciones. Durante la molienda, impurezas como inclusiones y óxidos podrían ser introducidos
a los polvos, las bolas o a la atmósfera en el vial. Esas impurezas no magnéticas podrían aumentar
el campo coercitivo fijando las paredes del dominio magnético [30]. A pesar de esto, diferentes
autores han informado que el factor predominante en la coercitividad es el estrés interno en lugar
del efecto habitual de reducción en el tamaño del cristal [31]. Efectivamente, el estrés interno crea
un tipo estrecho e irregular de dominio magnético, que podría aumentar Hc significativamente. La
deformación plástica, producto del trabajo en frío, dificulta el proceso de magnetización. La curva
de histéresis se hace un poco más amplia y el material cambia un poco aumentando su dureza
magnética. Estos cambios causados por un número grande de dislocaciones y defectos en la red,
producen microesfuerzos en materiales policristalinos y este resultado impide tanto el movimiento
de la pared como la rotación de dominio magnético, también impide el movimiento de las
dislocaciones en sí y la generación de nuevas dislocaciones, lo que además aumenta la dureza
mecánica [21]. Es instructivo considerar que los cambios ocasionados por grandes cantidades de

5.5 Resultados Magnéticos de Fe60Al40 12, 24, 36, 72 y 120h en Helio, imán 3 PM
74
trabajo en frío sobre las propiedades magnéticas y de otro tipo se pueden modificar con un posterior
tratamiento térmico de recocido.
Magnetización de saturación en función del parámetro de red
Entre las 24 y 72 horas de molienda el momento magnético del material Fe60Al40 disminuye a
medida que se reduce el parámetro de red. La deformación de la red incrementa la interacción de
momentos magnéticos entre los vecinos más cercanos. La pérdida de magnetización también está
asociada al ensanchamiento de la red Cristalina. Por lo tanto es cuestionable la idea de que el
magnetismo en este sistema proviene del desorden atómico y la expansión de la red inducida por el
desorden y además de esto, el modelo más conocido de vecinos Fe-Fe más cercanos.
A continuación la gráfica que muestra el comportamiento de la magnetización de saturación en
función del parámetro de red.
Figura 5.17. Magnetización de saturación en función del parámetro de red

Capítulo 5. Resultados y Discusión
75
Campo coercitivo en función del tamaño de la partícula de polvo
Figura 5.18. Campo coercitivo en función del tamaño de la partícula de polvo Fe60Al40.
En la figura 5.18 se observa el comportamiento del campo coercitivo cuando la partícula de polvo
cambia de tamaño. La coercitividad de partículas finas mantiene una dependencia con el tamaño de
ellas. Generalmente se encuentra que la coercitividad aumenta cuando disminuye el tamaño de las
partículas, pasa por un máximo y luego tiende a cero.
Algunos materiales estudiados no exhiben dicho máximo, como es nuestro caso de Fe60Al40, hasta
las investigaciones reportadas. En las partículas multidominio, la magnetización cambia por el
movimiento de la pared del dominio. Para algunos, pero no para todos los materiales, se encuentra
experimentalmente que la dependencia de la coercitividad con el tamaño se puede expresar como,
𝐻𝑐 = 𝑎 +𝑏
𝐷
donde a y b son constantes. Esta relación no tiene fundamento teórico [21].
Los valores de coercitividad son obtenidos a partir de los ciclos de histéresis y los valores del
tamaño de partículas se consiguen con ayuda de análisis microscópico (SEM).
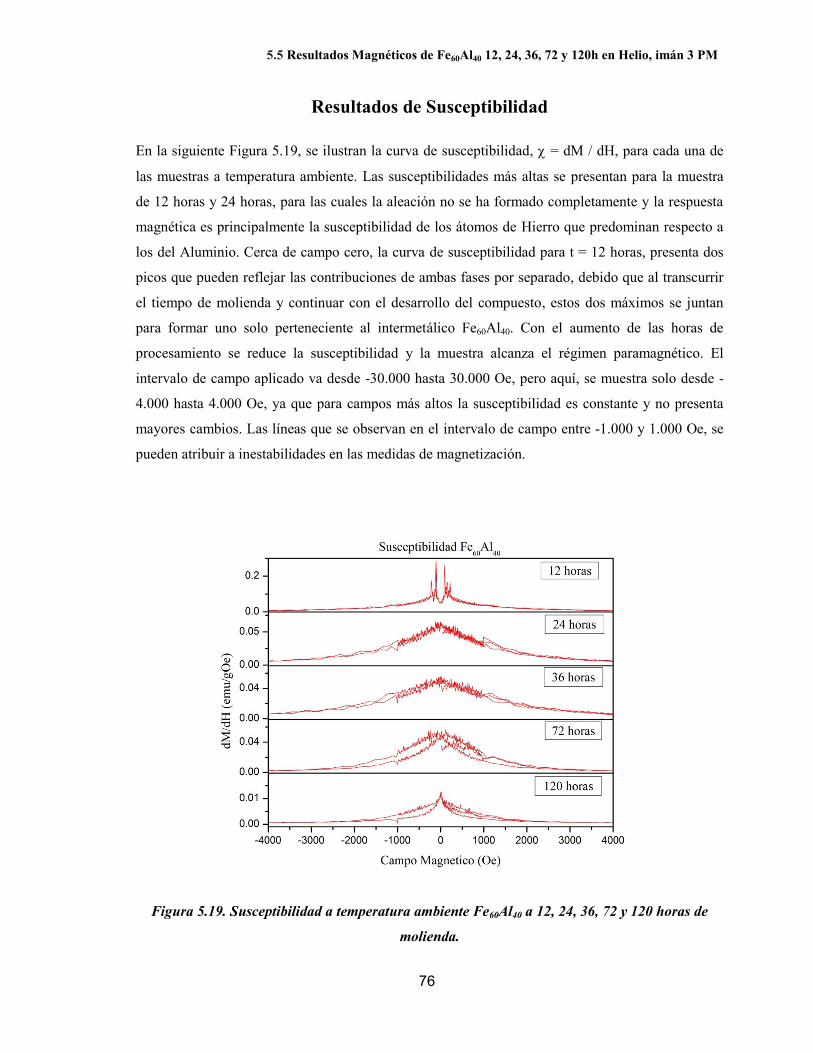
5.5 Resultados Magnéticos de Fe60Al40 12, 24, 36, 72 y 120h en Helio, imán 3 PM
76
Resultados de Susceptibilidad
En la siguiente Figura 5.19, se ilustran la curva de susceptibilidad, = dM / dH, para cada una de
las muestras a temperatura ambiente. Las susceptibilidades más altas se presentan para la muestra
de 12 horas y 24 horas, para las cuales la aleación no se ha formado completamente y la respuesta
magnética es principalmente la susceptibilidad de los átomos de Hierro que predominan respecto a
los del Aluminio. Cerca de campo cero, la curva de susceptibilidad para t = 12 horas, presenta dos
picos que pueden reflejar las contribuciones de ambas fases por separado, debido que al transcurrir
el tiempo de molienda y continuar con el desarrollo del compuesto, estos dos máximos se juntan
para formar uno solo perteneciente al intermetálico Fe60Al40. Con el aumento de las horas de
procesamiento se reduce la susceptibilidad y la muestra alcanza el régimen paramagnético. El
intervalo de campo aplicado va desde -30.000 hasta 30.000 Oe, pero aquí, se muestra solo desde -
4.000 hasta 4.000 Oe, ya que para campos más altos la susceptibilidad es constante y no presenta
mayores cambios. Las líneas que se observan en el intervalo de campo entre -1.000 y 1.000 Oe, se
pueden atribuir a inestabilidades en las medidas de magnetización.
Figura 5.19. Susceptibilidad a temperatura ambiente Fe60Al40 a 12, 24, 36, 72 y 120 horas de
molienda.

Capítulo 5. Resultados y Discusión
77
5.5.1 Resultados termomagnéticos muestras Fe60Al40 a 24, 36, 72 y 120
horas de trabajo mecánico
A continuación, se presentan los resultados de magnetización en función de la temperatura. Primero
se ilustran los ciclos de histéresis realizados a diferentes temperaturas mantenidas constantes en el
intervalo comprendido entre 300 K a 990 K. Se observa que al incrementar la temperatura el valor
de magnetización en las muestras disminuye como es de esperarse, la agitación térmica hace que los
momentos magnéticos se desorienten con el campo aplicado y por lo tanto reduzca la
magnetización, sin embargo, hasta los 990 K el material aún mantiene una parte de la
magnetización para cada una de las muestras intermetálicas. Es importante aclarar que para realizar
las medidas de magnetización a temperaturas mayores de los 300 K las muestras fueron
empastilladas a una presión de 1 Gpa durante un tiempo de 10 minutos.
La presión ejercida sobre las muestras al ser empastilladas y el incremento de la temperatura, resulta
en un ligero ordenamiento atómico, hecho que es conocido [24], reduciendo la magnetización de
saturación, y el comportamiento magnético no es más predominantemente ferromagnético, como se
puede observar en los resultados de magnetización para las muestras de 72 y 120 horas de
molienda. Las muestras para t = 72 y 120 horas, no saturan incluso hasta un campo de 30.000 Oe.
La forma de las curvas de magnetización para esas muestras se asemejan a un comportamiento
paramagnético y superparmagnético, respectivamente. Si observamos la figura 5.20-c que
representa la curva de magnetización variando la temperatura para la muestra de 72 horas en un
intervalo de campo magnético de moderado a alto, esto es, entre 500 y 30.000 Oe, la susceptibilidad
del material o la pendiente de la curva es siempre constante, y se reduce de valor con el incremento
de la temperatura. Estas características indican que el comportamiento de essa muestra en estas
condiciones es predominantemente paramagnético. En el caso de la muestra para t = 120 horas, el
campo coercitivo es del orden de 160 Oe, lo cual hace dudar del comportamiento
superparamagnético de esa muestra.
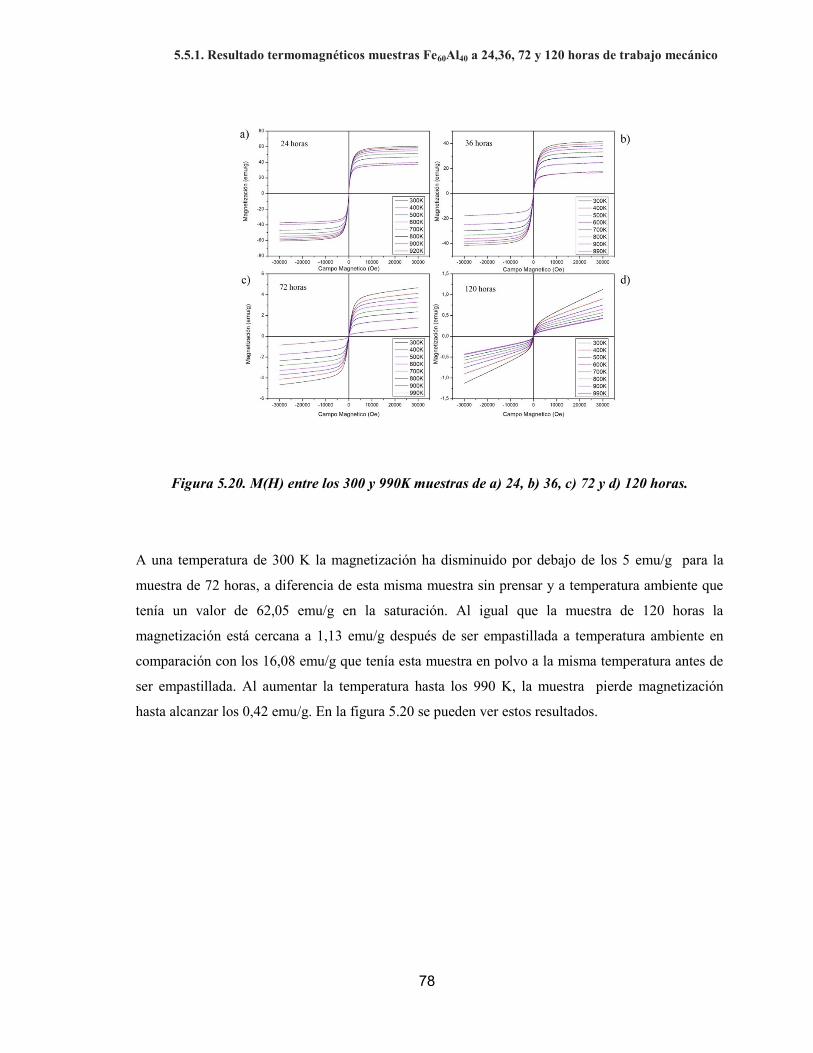
5.5.1. Resultado termomagnéticos muestras Fe60Al40 a 24,36, 72 y 120 horas de trabajo mecánico
78
Figura 5.20. M(H) entre los 300 y 990K muestras de a) 24, b) 36, c) 72 y d) 120 horas.
A una temperatura de 300 K la magnetización ha disminuido por debajo de los 5 emu/g para la
muestra de 72 horas, a diferencia de esta misma muestra sin prensar y a temperatura ambiente que
tenía un valor de 62,05 emu/g en la saturación. Al igual que la muestra de 120 horas la
magnetización está cercana a 1,13 emu/g después de ser empastillada a temperatura ambiente en
comparación con los 16,08 emu/g que tenía esta muestra en polvo a la misma temperatura antes de
ser empastillada. Al aumentar la temperatura hasta los 990 K, la muestra pierde magnetización
hasta alcanzar los 0,42 emu/g. En la figura 5.20 se pueden ver estos resultados.

Capítulo 5. Resultados y Discusión
79
Figura 5.21. M(H) entre los 50 y 375K muestras de a) 24, b) 72 y c) 120 horas.
En la figura 5.21, se tienen los resultados de magnetización en función del campo para un intervalo
de temperatura desde los 50 K hasta los 375 K. Estas medidas fueron realizadas sobre el material en
polvo sin prensar, y cómo se puede apreciar el efecto de la temperatura, altera principalmente la
magnetización de la muestra de 120 horas, aumentando significativamente la magnetización de
saturación desde los 11,68 emu/g a T = 375 K hasta 50,78 emu/g a T = 50 K. Este cambio significa
un aumento del 77% de magnetización debido a la disminución de la entropía asociada asociada con
la temperatura, lo que favorece la alineación con el campo magnético de los momentos magnéticos
asociados a los átomos que constituyen la aleación intermetalica.

5.5.1. Resultado termomagnéticos muestras Fe60Al40 a 24,36, 72 y 120 horas de trabajo mecánico
80
Figura 5.22. Comportamiento del campo coercitivo en función de la temperatura.
a) Bajas temperaturas (50-350K) y b) Altas temperaturas (300-990K).
El comportamiento general del campo coercitivo es decreciente (figura 5.22) con el incremento de
la temperatura y crece a medida que aumentan los tiempos de molienda, así como se había
mencionado en resultados anteriores debido a la transformación estructural producida por defectos,
impurezas no magnéticas, o dislocaciones que son mecanismos responsables del aumento de
coercitividad al fijar las paredes de dominio. El incremento de la temperatura compensa en cierta
medida dichas imperfecciones liberando tensión residual, de esta forma lleva a la reducción de la
coercitividad del material. La barra de error en general para todas las medidas de coercitividad es de
5 Oe la cual no fue incluida en las gráficas, sino en solo una sola curva que corresponde a la medida
realizada a altas temperaturas para la muestra de 120 horas. Esta muestra presenta un
comportamiento interesante a baja temperatura, donde se puede observar un aumento significativo
en el campo coercitivo a partir de los 150 K alcanzando un máximo alrededor de 300 K, y luego
decae rápidamente, lo cual indica una reentrancia de comportamiento magnético: blando-duro-
blando, que depende de la temperatura.
Resultados ZFC y FC
A continuación, se presentan los resultados de los procesos ZFC y FC a bajas temperaturas (entre
50 y 300 K) y a campo magnético H = 50, 75, 100 y 2.000 Oe, de la muestra Fe60Al40 molida
durante 120 horas (Fig. 5.22). La curva de ZFC (color negro) tiende a unirse con la curva de FC a

Capítulo 5. Resultados y Discusión
81
partir de los 2.000 Oe, a campos superiores las curvas son indistinguibles dentro del error
experimental, indicando que el sitema no presenta irreversibilidad térmica. Para campos inferiores a
2.000 Oe, la magnetización ZFC exhibe un máximo en ZFC que puede estar asociado con la
temperatura de bloqueo, TB, de los momentos magnéticos. Para T > 50 K hasta T = TB, los
momentos magnéticos pueden girar en la dirección del campo magnético aplicado y la
magnetización de ZFC, dentro de este rango, aumenta. Para T > TB, los momentos magnéticos se
desordenan debido a la agitación térmica y la magnetización disminuye como se observa en las
gráficas especialmente para 10 y 75 Oe. Este comportamiento sigue una evolución dada por la ley
de Curie:
𝑀(𝑇𝐵) =𝐶
𝑇𝐵𝐻
Figura 5.23. Curvas ZFC y FC a bajas temperaturas para la muestra de 120 horas de molienda a
distintos campos.
En la Fig. 5.24 se ilustran las curvas de magnetización ZFC y FC a bajas temperaturas (entre 50 y
300 K) y a campo magnético de H = 5, 50, 500 y 10.000 Oe de la muestra Fe60Al40 molida durante
72 horas. A partir de los 10.000 Oe, no hay ninguna diferencia entre ZFC y FC. A partir de un
campo magnético de 50 Oe hasta los 500 Oe, se observa un máximo muy amplio en ZFC que esta

5.5.1. Resultado termomagnéticos muestras Fe60Al40 a 24,36, 72 y 120 horas de trabajo mecánico
82
asociado con la distribución de tamaño de partículas en los polvos utilizados en esta medida. Si
observamos los resultados SEM para esta misma muestra (Figs. 4.19-d y 4.19-d1) identificamos que
se presentan una variedad de tamaños de partículas grandes y pequeños. Esta misma característica
la podemos apreciar de manera cualitativa en los resultados de ZFC a 50 y 500 Oe.
Figura 5.24 Curvas ZFC y FC a baja temperatura para la muestra 72 horas de molienda a
distintos campos.
En las curvas FC, a bajas temperaturas, los momentos de las partículas están bloqueados en la
orientación de fácil magnetización inducida por el campo magnético en el cual la muestra fue
enfriada. Al incrementar la temperatura, el momento de las partículas más pequeñas, tienen un
tiempo de relajación τ suficientemente corto para rotar muchas veces durante el tiempo en el que se
hace la medida, de manera que estos momentos no contribuyen a la magnetización y por eso la
magnetización decrece. La fracción de estas partículas aumenta con el aumento de la temperatura y
como consecuencia se observa una caída progresiva de la magnetización. El comportamiento de

Capítulo 5. Resultados y Discusión
83
ZFC es similar. A campos bajos y baja temperatura, la energía proporcionada por el campo no es
suficiente para cambiar la orientación de los momentos magnéticos de las partículas que se
encuentran bloqueados en direcciones aleatorias debido a que el sistema se enfrío sin campo
aplicado siguiendo el protoco denominado ZFC. Al aumentar la energía térmica, desde la
temperatura más baja en la que se realizaron los presentes experimentos (en nuestro caso 50 K), el
momento de las partículas que no tienen un tiempo de relajación ni mucho mayor y ni mucho menor
que el tiempo de medida, se alinearán con el campo, precisamente en la dirección fácil de
magnetización cercana a la dirección del campo y esto conduce al primer aumento de la curva de
magnetización hasta alcanzar el máximo de la curva ZFC. Este máximo se alcanza cuando la
temperatura y los tiempos de relajación correspondiente a las partículas son tales que la fracción de
partículas que pueden alinearse con el campo es máxima. Cuando se incrementa la temperatura,
cada vez hay más partículas con tiempos de relajación muy corto que no contribuyen a la
magnetización y la curva decrece. Así el ancho del máximo de la curva ZFC está relacionada con el
ancho de la distribución de tamaños de partículas.

5.6 Resultados TGA
84
5.6 Resultados TGA
Figura 5.25. Resultados TGA para las muestras molidas durante 24, 36, 72 y 120 horas.
En un experimento de termogravimetria (TGA) convencional, la masa de la muestra bajo estudio se
registra continuamente en función de la temperatura que se controla en forma aproximadamente
lineal con el tiempo. En el caso, como es la situación de la presente tesis, de que el experimento de
termogravimetria se realice en presencia del campo magnético, es decir, se aplica un campo
magnético externo a la muestra, la respuesta termogravimétrica se debe a dos contribuciones: el
peso real de la muestra y el peso aparente causado por la fuerza magnética. Aquí, usamos la técnica
TGA en presencia de campo magnético con dos objetivos: (1) determinar la temperatura de
transición y (2) determinar la capacidad para magnetizarse que pueden tener las muestras estudiadas
aquí. Es oportuno comentar, que antes de realizar los experimentos de TGA con campo magnético,
realizamos una medida de TGA sin campo magnético, y la curva de TGA resultante fue
prácticamente constante hasta T = 500 ºC (esta curva no se muestra aquí, pero la adoptamos como

Capítulo 5. Resultados y Discusión
85
referencia para después analizar los datos obtenidos con campo magnético). La Fig. 5.25 ilustra los
resultados obtenidos de TGA. Estos experimentos se realizaron exponiendo las muestras a un
pequeño campo magnético del orden de 5 Oe usando el siguiente protocolo: una cantidad de 10 mg
de cada muestra fue usada como tara para la balanza de TGA, y se programo la rutina de
temperatura desde T = 25 ºC hasta 800 ºC, adquiriendo datos de forma continua a una tasa de 10
ºC/min desde T = 25 ºC a 100 ºC , sin campo magnético. Cuando la temperatura alcanzó el valor de
T = 100 ºC se aplicó externamente un campo magnético de 5 Oe a las muestras y se siguió el
proceso de medida incremando la temperatura. El perfil de TGA para todas las muestras presenta la
misma tendencia: desde T = 25 ºC hasta 100 ºC la curva TGA es prácticamente constante, seguida
de un visible aumento justamente en T = 100 ºC, cuando se introduce el campo magnético, por lo
que ese aumento o ganancia aparente de peso se debe al campo magnético, es decir la muestra se
magnetiza. Es interesante observar, que el mayor aumento aparente de peso lo presentó la muestra
preparada a t = 36 horas de molienda, el cual es justamente el tiempo para el cual emerge el pico
FeAl(110) y desaparecen los picos en el patrón de difracción de rayos-X, como se comentó
anteriormente. Estos hechos constituyen los primeros indicios de la formación de la aleación
intermetalica Fe60Al40. Para T > 100ºC, la curva TGA presenta una región de leve dependencia con
la temperatura, hasta que alcanza una cierta temperatura en la cual se observa una clara caída en la
curva TGA, como es evidente para la muestra preparada para t = 72 horas. Esta caída o pérdida
aparente de peso, se puede asociar con una pérdida de magnetización de la muestra, y así, la
temperatura a la cual ocurre, se puede definir como la temperatura de transición ferromagnética-
paramagnética de la muestra. Esta transición se observa mejor a través de la derivada del peso con
relación a la temperatura, como esta ilustrada por la línea azul en la Fig. 5.25. Se nota claramente un
pico en esa derivada, indicando así, la transición de fase ferromagnética-paramagnética. Este pico se
desplaza a temperaturas más altas con el aumento del tiempo de molienda, como lo muestrasn los
valores donde se presentan, así: T = 240 ºC, 350 ºC, y 431 ºC, para t = 24, 36, y 72 horas,
respectivamente. Para la muestra preparada a t = 120 horas, es muy difícil determinar esta
temperatura de transicón con claridad. Al seguir incrementando la temperatura, la curva TGA
presenta de nuevo un aumento aparente de peso. Este aumento puede estar asociado a una re-
magnetización de la muestras originada posiblemente por un proceso de nano-cristalización de las
mismas. Otra posibilidad puede ser que las muestras se estén oxidando, aunque los experimentos de
TGA se realizaron en atmósfera de nitrógeno grado analítico y así esta posibilidad es minima. Otra
característica observada en las curvas TGA, es el pico que se presenta a alta temperatura, T = 743
ºC, para las muestras prepradas a t = 24 y 36 horas. El Al presenta una temperatura de fusión T =
660 ºC y el Hierro de T = 1538 ºC, así, puede ser factible que el Al en la formación de aleación

5.7 Discusión de los resultados
86
FeAl, se funda a esta temperatura de 660 ºC. Para t = 72 y 120 horas de molienda, el Al esta aleado
con el Hierro, y así ese pico no se observa más.
5.7 Discusión de los resultados
Hemos desarrollado una aleación intermatálica de Fe60Al40 en porcentaje atómico a partir de polvos
elementales de Hierro y Aluminio de alta pureza (99,98%) procesados por medio de un molino de
bolas en presencia de campo magnético. El proceso se ha desarrollado en varios tiempos de
molienda y usando distintas atmósferas (Argón, Helio, Vacío), y además de diferentes posiciones
del imán para determinar cuál es la condición más eficiente de preparación de los materiales.
Después de diferentes ensayos de preparación de la aleación con sus correspondientes estudios de
difracción de rayos-X, llegamos a la conclusión de que las mejores condiciones de trabajo para
obtener un desarrollo más rápido de la aleación son: en atmósfera de Helio y la posición del imán a
las 3 PM. A partir de esto, realizamos la caracterización estructural de los polvos molidos a distintas
horas de aleado mecánico y se encontró que con el aumento del tiempo de molienda se reduce el
tamaño promedio del cristal y aumenta la tensión residual creada como efecto de la deformación
plástica producida por el impacto constante de las bolas del molino con el material y las paredes del
recipiente, en diferentes etapas de cizallamiento, fractura y soldadura repetidamente. En los
resultados de difracción de rayos-X se observa claramente que a medida que transcurre el tiempo de
molienda se desplazan los picos de difracción a ángulos ligeramente bajos correspondientes al
material Fe60Al40, lo que indica que el compuesto intermetálico se está formando. También se puede
apreciar la pérdida de intensidad de los picos correspondientes a la fase de Aluminio como
resultado de que los átomos de Aluminio se mezclan en la red BCC del Hierro para conformar una
estructura cubica centrada en el cuerpo de ambos elementos. El parámetro de red del compuesto
sólido cambia dinámicamente con el transcurso del tiempo de procesamiento aumentando y
disminuyendo en diferentes etapas, al final del proceso, a las 120 horas, llega al valor de 2,92 Å que
corresponde al tamaño del parámetro de red de la aleación Fe60Al40. El tamaño medio del cristal al
finalizar el proceso de aleado mecánico es de 6,11 ± 0,3 nm y el incremento de la tensión residual
es de 2,83%. Los resultados de magnetización a baja temperatura indican que el material se
encuentra en estado ferromagnético hasta un tiempo de molienda de 36 horas, a partir de este
tiempo ocurre una transformación a fase paramagnética como se observó a partir de las 72 horas de
molienda. Con el aumento significativo del tiempo de molienda la magnetización de saturación se
reduce hasta alcanzar un valor de 16,08 emu/g al transcurrir 120 horas de procesamiento mecánico.
Polvos de esta aleación fueron compactados en forma de disco bajo una presión de 1 GPa para

Capítulo 5. Resultados y Discusión
87
realizar estudios de magnetización a altas temperaturas. Las medidas de magnetización en función
del campo magnético aplicado, incrementando la temperatura, se comportan claramente como un
material paramagnético que no alcanza la saturación incluso para valores de campo de 30.000 Oe.
El campo coercitivo presenta una dependencia con el tamaño de partícula observado a través del
microscopio electrónico de barrido (SEM) el cual señala que a medida que se reduce el tamaño de
las partículas de polvo incrementa la coercitividad, al igual que se observó con el análisis de
difracción de rayos X, la coercitividad incrementa con el aumento de la tensión residual debido a la
acumulación de defectos que fijan el movimiento de las paredes de dominio. Otro factor que influye
en la coercitividad del material es la temperatura y la compactación de los polvos como lo vimos en
los resultados de magnetización a diferentes temperaturas. En las muestras empastilladas y a medida
que aumenta la temperatura, los átomos se ordenan ligeramente en la red cristalina haciendo que la
coercitividad disminuya. Por lo tanto, el aumento de dislocaciones en la red cristalina, impurezas
magnéticas y defectos microestructurales, así como efectos de temperatura son factores que se
añaden a la coercitividad del material. La transformación morfológica de los polvos se estudió con
ayuda del análisis microscópico y mostró que las partículas de polvo atraviesan distintas etapas de
aplanamiento por deformación plástica, fractura y soldadura repetidamente. Lo que lleva a que
partículas de tamaño grande sean la base para que otras más pequeñas se adhieran a la superficie y
se recubran dando una forma rugosa en todo el proceso de molienda. La apariencia inicial de estas
partículas es aplanada (con forma de hojuelas), luego esféricamente alargadas, como si fueran un
dedo y finalmente de forma regularmente esférica y rugosa sobre la superficie.
Finalmente, un aspecto importante de comentar es que basados en los resultados explicados
anteriormente y teniendo en cuenta que hay un intervalo de tiempo comprendido entre t = 12 horas
y 72 horas de molienda, para el cual, la magnetización de saturación disminuye cuando el parámetro
de red también disminuye (curva obtenida pero no mostrada en la tesis), podemos argumentar que el
magnetismo de la aleación Fe60Al40 se origina del desorden atómico, la expansión de la red inducida
por el desorden, y de los efectos de átomos próximos a los átomos de Hierro, es decir de su entorno
atómico. Esta interpretación es coherente con lo propuesto por J. Nogués y colaboradores [23], pero
esta en fuerte contraste con la consideración de solo tener en cuenta efectos de próximos vecinos
para explicar el magnetismo en esa aleación intermetálica.

88
Bibliografía.
[1] L. Castex, J. L. Lebrun, G. Maeder, J. M. Sprauel, Publs Scient. Tech. ENSAM, 22, 51-60
(1981).
[2] N. Boukherroub, A. Guittoum, N. Souami, K. Akkouche, S. Boutarfaia. EPJ Web of
Conferences 29, 00010 (2012).
[3] M. Krasnowski, A. Grabias, T. Kulik, J. Alloys Compd. 424 (2006) 119–127.
[4] Sh. Ehtemam Haghighi, K. Janghorban, S. Izadi, Journal of Alloys and Compounds 495 (2010)
260–264.
[5] X. Amils, J.S. Garitaonandia, J. Nogues, S. Surinach, F. Plazaola, J.S. Muñoz and M.D. Baró: J.
Non-Crys. Sol. 287 (2001) 272-276.
[6] M. Mhadhbi, M. Khitouni, L. Escoda, J. J. Sunol and M. Dammak, J. Nanomater. 2010, 712407
(2010).
[7] B. Avar, M. Gogebakan, S. Ozcan, S. Kerly. J. of the Korean Phys. Society, Vol. 65, No. 5,
September 2014, pp. 664∼670.
[8] M. H. Enayati, G. R. Aryanpour and A. Ebnonnasir, Int. J. Ref. Met. Hard. Mater. 27, 159
(2009).
[9] F. A. Mohamed, Acta Materialia, vol. 51, pp. 4107–4119, 2003.
[10] H.-J. Fecht, “Nanostructure formation by mechanical attrition,” Nanostructured Materials, vol.
6, no. 1-4, pp. 33–42, 1995.
[11] J. Rawers and D. Cook, Nanostructured Materials, vol. 11, no. 3, pp. 331–342, 1999.
[12] G. K. Williamson and R. E. Smallman, Philosophical Magazine, vol. 1, no. 1, pp. 34–46, 1956.
[13] R. E. Smallman and K. H. Westmacott, Philosophical Magazine, vol. 2, no. 17, pp. 669–683,
1957.
[14] Y. H. Zhao, H. W. Shang, and K. Lu, Acta Materialia, vol. 49, pp. 365–375, 2001.
[15] W. Hu, T. Kato and M. Fukumoto. Materials Transactions, Vol. 44, No. 12 (2003) pp. 2678 to
2687
[16] M. Mhadhbi, M. Khitouni, L. Escoda, J. J. Sunol and M. Dammak, J. Alloys Comp. 509, 3293
(2011).

Bibliografía
89
[17] M. Mhadhbi, M. Khitouni, L. Escoda, J. J. Sunol and M. Dammak, Journal of Nanomaterials,
2010.
[18] A. Calka and D. Waxler, A Study of the Evolution of Particle Size and Geometry during Ball
Milling, Journal of Metastable and Nanocrystalline Materials (2001).
[19] C. Suryanarayana, Progress in Materials Science, 46(1), 1 (2001).
[20] R. A. RODRÍGUEZ-DÍAZ, JUAN FRAUSTO-SOLIS, A. SEDANO, A. MOLINA, J.
PORCAYO-CALDERÓN, J. JUAREZ-ISLAS, Digest Journal of Nanomaterials and Biostructures
Vol. 10, No. 2, April - June 2015, p. 577 - 586.
[21] B. D. Cullity, C.D. Graham. Introduction to Magnetic materials 2nd Edition. WILEY. A john
wiley & sons Inc. publication.
[22] G. G. Lee, H. Hashimoto and R. Watanabe, Mater. Trans JIM 36 (1995) 548.
[23] J. Nogués, E. Apiñaniz ,J. Sort, M. Amboage, M. d’Astuto, O. Mathon, R. Puzniak, I. Fita, J. S.
Garitaonandia, S. Suriñach, J. S. Muñoz, M. D. Baró, F. Plazaola, and F. Baudelet: Phy. Rev. B 74,
024407 (2006).
[24] X. Amils, J. Nogues, S. Surinach, M. D. Baro and J. S. Munoz: IEEE Trans. Magn. 34 (1998)
1129.
[25] M. Krifa, M. Mhadhbi, L. Escoda, J. M. Guell, J. J. Sunol, N. Llorca-Isern, C. Artieda-Guzman
and M. Khitouni, Powder Tech. 246, 117 (2013).
[26] Q. Zeng, I. Baker, Intermetallics 14, 396 - 405 (2006).
[27] J. A. Plascak, L. E. Zamora and G. A. P. Alcazar, Phys. Rev. B 61, 3188 (2000).
[28] R. Bernal-Correa, A. Rosales-Rivera, P. Pineda-Gomez and N. A. Salazar, J. Alloys Comp.
495, 491 (2010).
[29] B. Avar, M. Gogebakan, S. Ozcan, S. Kerli, Journal of the Korean Physical Society, Vol. 65,
No. 5, September 2014, pp. 664∼670.
[30] A. Sharifati, S. Sharafi, Mater. Des. 41, 8 (2012).
[31] A. Guittoum, A. Layadi, A. Bourzami, H. Tafat, N. Souami, S. Boutarfaia and D. Lacour, J.
Magn. Magn. Mater. 320, 1385 (2008).
[32] M. J. Besnus, A Herr and A. J. P. Meyer: J. Phys. F 5 (1975) 2138.
[33] V. Sundararajan, B. R. Sahu, D. G. Kanhere, P. V. Panat and G. P. Das: J. Phys.: Condens.
Matter. 7 (1995) 6019.
[34] A. Hernando, X. Amils, J. Nogues, S. Surinach, M. D. Baro and M. R. Ibarra: Phys. Rev. B58
(1998) R11864.

Bibliografía
90
[35] K. Tarigan, S. K. Oh, T. L. Phan, S. C. Yu and D. S. Yang, J. of the Korean Physical Society,
Vol. 57, No. 6, 2010, pp. 1555∼1558
[36] David Jiles, Introduction to magnetism and magnetic materials, Springer Science+Business
Media (1991).

Capítulo 6
Conclusiones,
perspectivas y futuros
trabajos

Capítulo 6. Conclusiones, perspectivas y futuros trabajos
92
6.1. Conclusiones
1- Hemos preparado muestras de Fe60Al40 con un molino magnético de bolas al cual se le
puede adaptar un imán permante que puede generar un campo de hasta 1.5 kOe, y
dependiendo la posición en que se ubique con relación al vial de la vasija donde se realiza
el proceso de molienda se tienen diferentes modos de molienda. En el caso que el imán se
coloque en la posición 3 PM, se tienen el denominado modo de impacto, y para la posición
6 PM, se tiene el modo de cizallamiento. El proceso de preparación de las muestras se
realizo para los intervalos de tiempo t = 12, 24, 36, 72, y 120 horas.
2- A partir de los estudios de difracción de rayos X realizado sobre muestras preparadas en los
dos modos para t = 12 y 24 horas, llegamos a la conclusión de que el equipo de molienda es
más eficaz cuando trabaja en modo impacto, es decir, con la posición del imán a las 3PM,
ya que a partir de los polvos elementales se desarrolla el proceso de aleación metálica con
mayor rapidez, por lo que decididimos usar solamente la posición del imán a las 3 PM para
t = 12, 24, 36, 72, y 120 horas de molienda. El material procesado en modo impacto tarda
aproximadamente 24 horas para iniciar el proceso de aleado entre el Hierro y el Aluminio,
mientras que con el modo cizallamiento a este mismo tiempo aún no se observan indicios
claros de la formación de la aleación Fe60Al40.
3- Hemos verificado, a partir de los resultados de difracción de rayos X, que para t = 12, 24, y
36 horas,se encuentran picos de Hierro y Aluminio por separado señalando de que en este
tiempo todavía no hay formación completa de la aleación. Se encuentra que con el aumento
del tiempo de molienda, a partir de las 36 horas empieza a desaparecer la línea de difracción
de la fase separada de Aluminio hasta alcanzar un tiempo de 72 horas en el que el pico de
Aluminio desaparece por completo. En la primera etapa del proceso se lleva a cabo la
nanocristalización seguida de la formación de la solución sólida de Hierro-Aluminio
mediante la disolución de átomos de Aluminio en un entramado de ierro BCC. La fase de
Fe-Al posee una estructura cristalina cubica centrada en el cuerpo (BCC).
4- Al finalizar el proceso de molienda, después de 120 horas, el tamaño del cristal alcanza un
valor medio de 6,11 ± 0,30 nm y tensión interna de 2,83% lo que indica que el aleado
mecánico lleva a reducir el tamaño del cristal y aumentar la tensión interna en este material.
El parámetro de red aumentó en 1,73% de manera dinámica incrementando y disminuyendo
a medida que los átomos de aluminio se ordenan en la red de Hierro.

6.1. Conclusiones
93
5- Los resultados de difracción de rayos X no presentan picos de oxígeno y carbono o algún
otro elemento que sugiera una contaminación significativa de las bolas, el medio y/o la
atmósfera de molienda, sin embargo, las medidas de EDS muestran, al finalizar todo el
proceso de molienda, pequeñas cantidades de oxígeno y carbono como producto de la
atmósfera, la cera EBS (reguladora del proceso) y los medios de molienda. No obstante, no
representa gran contaminación.
6- Las micrografías SEM revelan la morfología de las partículas de polvo de Hierro y
Aluminio, señalando que durante todo el proceso de aleado mecánico se presenta
deformación plástica severa dando lugar a partículas con forma de plaquetas en las primeras
etapas, proceso seguido de soldadura en frio de partículas pequeñas sobre las más grandes.
El tamaño de las partículas de polvo en general disminuye debido a la fractura repetida
provocada por las bolas en el proceso de molienda. En algunas etapas, el proceso de
soldadura produce el aumento del tamaño y de rugosidad superficial. La forma final de las
partículas de polvo es esférica después de pasar por varias etapas de fractura, soldadura y
cizalladura repetidamente.
7- El comportamiento magnético de la muestra Fe60Al40 es ferromagnético hasta las 36 horas
de molienda, cuando el desarrollo de la aleación se produce, al llegar a las 72 horas, se
puede identificar una transformación de fase ferromagnética a otra fase paramagnética, y al
aumentar el tiempo de molienda se identifica claramente la pérdida de magnetización de
saturación del compuesto con un valor de 16,08 emu/g a las 120 horas.
8- La magnetización de saturación se reduce aún más con la compactación de los polvos y el
incremento de la temperatura.
9- El comportamiento general del campo coercitivo es decreciente con el incremento de la
temperatura ya que sabemos que la coercitividad es un factor que depende, en parte, de la
tensión residual, impurezas no magnéticas y defectos cristalinos; el aumento de la
temperatura y la compactación de las muestras reduce estos defectos haciendo que la
coercitividad disminuya. El factor de aumento del tiempo de molienda incrementó la
coercitividad del material así como lo hace con la tensión residual.
10- El origen del magnetismo en la aleación intermetalica Fe60Al40 esta asociado con tanto con
el desorden atómico, la expansión de la red inducida por el desorden, además de los efectos
de átomos próximos a los átomos de Hierro, es decir de su entorno. Esto significa que el
magnetismo de la aleación se origina tanto del desorden atómico y la expansión de la red
inducida por el desorden, lo cual contrasta con la consideración de solo tener en cuenta

Capítulo 6. Conclusiones, perspectivas y futuros trabajos
94
efectos de próximos vecinos para explicar el magnetismo. Esta argumentación se puede
relacionar con el comportamiento de otras variables en función del parámetro de red
6.2. Perspectivas y futuros trabajos
Un análisis más detallado respecto a las propiedades estructurales y magnéticas de este material se
puede realizar a partir de las muestras procesadas a 72 y 120 horas con ayuda de un recocido a
distintas temperaturas para así realizar medidas de difracción de rayos-X, e intentar comprender el
comportamiento de esta aleación ordenada. El orden estructural modifica los parámetros magnéticos
desde la coercitividad hasta la magnetización de saturación. El recocido de las muestras también
elimina tensiones en la red cristalina y aumenta el orden de corto y largo alcance mejorando las
propiedades mecánicas.
Es útil usar el mismo procedimiento para otros materiales que tengan un comportamiento similar.
Un ejemplo de esto puede ser reemplazar el aluminio por cobre o añadir a esta aleación bimetálica
otro componente para formar un compuesto ternario Fe-Al-Cu y estudiar los comportamientos de
dichas aleaciones.
Los polvos de Fe60Al40 se pueden compactar o dar forma dependiendo de la aplicación. Esta
compactación elimina tensión interna de la red cristalina y cambia un poco sus propiedades. Sería
interesante realizar medidas magnéticas, XRD y morfológicas a estos polvos compactados.
Medidas de espectroscopia Mossbauer y magnetización a temperaturas por debajo de los 50 K
podrían aportar más información acerca de la estructura y el comportamiento magnético en estas
muestras. Se ha informado que por debajo de esta temperatura, este material presenta un
comportamiento magnético de vidrios de espín.

Capítulo 7
Apéndices

Capítulo 7. Apéndices
96
A. Análisis microestructural
El análisis microestructural que se lleva a cabo por difracción de rayos X sobre un material
sólido en polvo como pastilla o forma de cinta se basa principalmente en el cálculo de parámetros
como: tamaño del cristal, tensión residual y dislocaciones cristalinas, además se pueden conocer
otros parámetros como constantes de red, orden de corto y largo alcance. El tamaño del cristal, en
un patrón de rayos X, se relaciona a través del ancho a media altura (FWHM) de la línea de
difracción, mediante la fórmula de Scherrer [1].
𝛽𝐷 =𝐾𝜆
𝐷𝑐𝑜𝑠𝜃 (A.1)
βD : es el ensanchamiento de los perfiles de difracción (en radianes) debido al tamaño del cristal.
K: es la constante de Scherrer, una constante geométrica que depende de la forma del cristal y del
método utilizado para calcular el tamaño. Puede tener valores entre 0,89 y 1,39, comúnmente se
utiliza esta constante con un valor de 1, pero para nuestro caso es de 0,9.
λ: Longitud de onda de los rayos X.
D: Tamaño aparente del cristal en Å.
θ: Ángulo de Bragg (grados).
La fórmula anterior relaciona únicamente el ancho con la contribución del tamaño del cristal. La
estructura de un material policristalino está determinada por la composición de muchos cristales
orientados en diferentes direcciones. En este caso los efectos producidos por el tamaño del cristal se
pueden ocultar por una estructura anisotrópica, caracterizada por la presencia de microtensiones
entre los planos cristalográficos. La microtensiones son fuerzas de compresión que actúan sobre la
red cristalina generando en consecuencia, dislocaciones y deformaciones en todas las direcciones,
fallas de apilamiento, vacancias, gradientes de composición, etc… Estos procesos de relajación
provocan un ensanchamiento adicional sobre la línea de difracción, como está dado por la siguiente
expresión [2]
𝛽𝜀 = 4𝜀𝑡𝑎𝑛𝜃 (A.2)

A. Análisis microestructural
97
ε : Tensión entre planos hkl, es una medida de deformación elástica en el material.
Otra contribución al ensanchamiento de las líneas de difracción son las aberraciones producidas por
el equipo de rayos X. Este ensanchamiento se obtiene de forma empírica de un espectro de
calibración, normalmente de silicio, a partir de la fórmula de Caglioti [3].
𝛽𝑖𝑛𝑠𝑡 = 𝑈𝑡𝑎𝑛2𝜃 + 𝑉𝑡𝑎𝑛𝜃 + 𝑊 (A.3)
Donde U, V y W son constantes de ajuste de la curva. Por lo tanto, el ancho de la línea de difracción
se relaciona con la microestructura mediante la suma directa de cada contribución.
𝛽(𝜃) =𝐾𝜆
𝐷𝑐𝑜𝑠𝜃+ 4𝜀𝑡𝑎𝑛𝜃 + 𝛽𝑖𝑛𝑠𝑡 (A.4)
Esta ecuación se aplica cuando la línea de difracción es de tipo Lorentziano. Estos perfiles se
observan cuando el campo de deformación es isotrópico y los efectos de tamaño sobresalen respecto
a la distribución de microtensión. Sin embargo, en el caso de materiales policristalinos
anisotrópicos, el campo de microtensión es anisotrópico y contribuye a la línea de difracción con un
perfil gaussiano, con ancho de línea a media altura determinado por la expresión:
[𝛽(𝜃)]2 = (𝐾𝜆
𝐷𝑐𝑜𝑠𝜃)2 + (4𝜀𝑡𝑎𝑛𝜃)2 + (𝛽𝑖𝑛𝑠𝑡)2 (A.5)
Las dos últimas ecuaciones, son conocidas como ecuaciones modificadas de Scherrer. Los
parámetros D y ε se determinan mediante un ajuste del ancho de línea experimental con las
funciones Gaussiana y Lorentziana según sea el caso, realizando un procedimiento conocido como
el método de Williamson-Hall para resolver las ecuaciones anteriores.

Capítulo 7. Apéndices
98
Bibliografía
______________________________________________
[1] A.L. Patterson, The Scherrer Formula for X-Ray Particle Size Determination Phys. Rev. 56
(1939) 978.
[2] S. Dinilchenko et al., Research and Technology Crystal 37 (2002).
[3] G. Caglioti, A. Paoletti y F.P. Ricci, Nucl. Instrum. Methods 9 (1960).

B. Método de Williamson-Hall
99
B. Método de Williamson-Hall
El método de Williamson-Hall es usado en difracción de rayos X para obtener valores promedio
del tamaño del cristal y microtensión creada en la red cristalina. Se basa principalmente en el
análisis del ancho de los perfiles a una altura media, lo que normalmente se conoce como FWHM
(por sus siglas en ingles Full Width at Half Maximum).
G. K. Williamson y W. H. Hall [1] examinaron que en las medidas de difracción de rayos X ocurre
el ensanchamiento de los perfiles de difracción debido a la influencia del tamaño del cristal y la
deformación en los materiales. Este método se fundamenta en la aplicación de la ecuación de
Scherrer (A.1)
La ecuación de Scherrer es usada para evaluar el tamaño promedio del cristal que se encuentre
dentro de un rango menor a los 100 nm, ya que se pierde precisión cuando el tamaño del cristal
sobrepasa este valor.
Cuando un material es expuesto a tensión, el ensanchamiento de los perfiles de difracción tendrá
dos contribuciones, una por tamaño y otra por tensión, tratando estos dos aspectos como fenómenos
aditivos. Así, el ensanchamiento total será la suma de ambos.
𝛽 = 𝛽𝐷 + 𝛽𝜀 (B.1)
𝛽 =𝑘 𝜆
𝐷 𝑐𝑜𝑠𝜃+ 4𝜀𝑡𝑎𝑛𝜃 (B.2)
Multiplicando por cosθ llegamos a:

Capítulo 7. Apéndices
100
𝛽𝑐𝑜𝑠𝜃 =𝑘 𝜆
𝐷 + 4𝜀𝑠𝑒𝑛𝜃 (B.3)
La ecuación anterior se resuelve gráficamente, representando βcosθ en función de senθ para cada
reflexión, ajustando cada punto a una recta y=mx+b donde la pendiente será el valor de 4ε y a partir
del intercepto se puede calcular el valor del tamaño aparente del cristal.
Bibliografía
______________________________________________
[1] Williamson G. K., Hall W.H. 1953; 1: 22-31.
C. Divulgación de resultados
Los resultados obtenidos en el presente trabajo fueron socializados en el Congreso Nacional de
Física de Cartagena año 2017 en forma Oral y en el congreso internacional de investigación de
materiales en la ciudad de Cancún – México año 2018 en la modalidad de Poster. Finalmente,
hemos elaborado un artículo para someter a publicación.