revisÃo bilbiografica sobre a aplicaÇÃo da metodologia de ... · rápida de ferramentas) e suas...
TRANSCRIPT
40 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
REVISÃO BILBIOGRAFICA SOBRE A APLICAÇÃO DA METODOLOGIA DE TROCA RÁPIDA DE FERRAMENTAS EM AMBIENTE PRODUTIVO
André Gustavo Pereira de Melo1 José Francisco de Gois2
Resumo: Assim, como descreve RebouçasPalavras chave: Ambiente produtivo, Redução de custo; redução de setup; Troca rápida de ferramentas;
INTRODUÇÃO
O aumento da concorrência exige que as empresas se tornem mais com-petitivas, atendendo rapidamente às exigências da demanda. Diante deste ambiente, o profissional da engenharia de produção sempre está sendo de-safiado, pois a competitividade esta cada vez mais acirrada com a integração dos mercados cada vez mais presente no ambiente produtivo.
Assim, ocorre constantemente a busca de um sistema produtivo que dimi-nua custos, elimine desperdícios e tenha grande eficiência. “Estudiosos como WOMACK (1999) vieram demonstrar que um sistema deve estar livre dos desperdícios para melhorar sua performance e resposta ao mercado” (CE-ZAR & RIBEIRO, 2016).
Desta forma a metodologia de troca rápida de ferramentas (TRF) é essen-cial para a obtenção das qualidades necessárias à manutenção da estratégia competitiva das empresas em relação aos clientes e mercados. Isso se justifica pelo fato que a partir de sua implantação de forma correta ajudará na sin-cronização da produção e do tamanho dos lotes de fabricação, bem como, na redução dos tempos de setup, eliminando desperdícios e custos no processo.
Diante disso artigo tem como objetivo apresentar uma discussão, a partir de revisão bibliográfica, descrevendo a utilização da ferramenta TRF (Troca Rápida de Ferramentas) e suas contribuições para a melhoria do setup, sen-do de grande contribuição para o desempenho da função do engenheiro de produção.
1 Acadêmico da FAMPER - [email protected] Professor da FAMPER - [email protected]

Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 41
GESTÃO ORGANIZACIONAL
De acordo com a Associação Brasileira de Engenharia de Produção (ABE-PRO), compete a Engenharia de Produção o projeto, a implantação, a opera-ção, a melhoria e a manutenção de sistemas produtivos integrados de bens e serviços, envolvendo homens, matéria-prima, tecnologias, informação e energia (ABEPRO, 1998).
Assim, entende-se que o papel do engenheiro de produção de uma forma resumida é “solucionar problemas” de um processo, com um amplo conheci-mento de administração, ciências exatas, físicas, humanas e socioeconômi-cas aplicadas, como a psicologia e economia, o engenheiro de produção se diferencia por sua capacidade de análise do todo, unindo os conhecimentos dessas áreas (ABEPRO, 1998).
Esse profissional constitui a ligação entre o setor técnico e administrativo, graças a isso, o seu campo de trabalho ultrapassa os limites da indústria, de-vido à sua formação multidisciplinar e visão sistêmica de atuar em finanças, produção, recursos humanos, marketing ou desenvolvimento de produto, o engenheiro de produção também é requisitado em serviços para bancos, re-partições públicas, escolas, hotéis e comércio em geral (ABEPRO, 1998).
Além de “solucionar problemas”, também tem que possuir habilidades e criatividade para integrar recursos humanos (ergonomia, higiene e segu-rança do trabalho), financeiros(custos e despesas), matéria-prima, processo produtivo, sistemas de informação, marketing e pesquisa e desenvolvimento de projeto e de produto(BATALHA, 2008). Assim, nota-se que existe grande flexibilidade para adaptar a máquina ao homem no ambiente de trabalho, para aumentar a eficiência em qualquer tipo de processo, tornando-se assim um engenheiro de produção sempre eficiente(curto prazo) eficaz(longo pra-zo) nos diferentes tipos de organizações.
Uma das funções primordiais do engenheiro de produção é encontrar a causa do problema, planejar e implantar uma solução envolvendo pessoas, fi-nanças, ambiente do processo a fim de aumentar a produtividade.Terra(2001) evidencia a importância da gestão do conhecimento afirmando que são mui-tos os sinais de que o conhecimento se tornou o recurso mais importante para a competitividade das empresas e dos países e que, apesar da complexi-dade exigida por uma efetiva gestão do conhecimento as práticas gerenciais relacionadas a ela estão intensamente associada a melhores desempenhos.
Com isso, um bom planejamento de incentivo humano estaria em pro-mover cursos técnicos para treinamento e aprimoramento profissional ofe-recendo aos colaboradores a oportunidade de aprendizagem e crescimento profissional motivando-os a sentirem-se importantes dentro da equipe, a
42 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
serem mais responsáveis em suas funções, acarretando em melhorias contí-nuas como diminuir custos, nos quais estão entre eles o de evitar prejuízos como retrabalho e sobras excessivas de matéria-prima e resíduos, diminuir a redução de setups e estar sempre focado na melhoria contínua de todos os processos.
Outro requisito muito importante para um engenheiro de produção é co-nhecer a inter-relação dos sistemas de produção com o Meio Ambiente, tanto no que se refere a utilização de recursos escassos quanto à disposição final de resíduos e rejeitos, em prol da sustentabilidade.
Para Reis (1996,p.10), o gerenciamento ambiental é “um conjunto de roti-nas e procedimentos que permitem a uma organização administrar adequa-damente as relações entre suas atividades e o meio ambiente que os abriga, atentando para as expectativas das partes interessadas”. Segundo o mesmo autor, é um processo que objetiva, dentre suas várias atribuições, identificar as ações mais adequadas ao atendimento das imposições legais aplicáveis às várias fases do processo, desde a produção até o descarte final.
Desta forma, pode-se entender que o engenheiro de produção deve pro-mover estratégias para reduzir o uso dos recursos naturais, reutilizá-los tan-tas vezes for possível, reciclando-o de forma sensata para ser transformado em outro bem ou produto, evitando o seu descarte no meio ambiente, sendo assim refletir como a disciplina e a inovação podem estar juntas para dimi-nuir os impactos ambientais.
Outro aspecto importante para a melhoria dos processos é desenvolver métodos de redução de setups, com finalidade de acelerar o processo, au-mentando a capacidade produtiva.“Ele propõe que os sistemas de produção constituem-se em uma rede funcional de processos e operações: o processo refere-se ao fluxo de materiais ou serviços no tempo e no espaço; as opera-ções, à análise da ativação das pessoas e dos equipamentos disponíveis no tempo e no espaço” (SHINGO, 1996, p. 05).
Para ser um engenheiro bem sucedido é preciso adaptar-se a novos am-bientes, ser inovador, ter um bom planejamento e estar atento, isto é, buscar estar atualizado as novidades tecnológicas, pesquisar as estruturas e compe-titividade do mercado e o principal: tomar decisões corretas sem ter dúvida do que está fazendo.
DEFINIÇÃO DE SETUP
De acordo com Goldacker e Oliveira (2008 apud MONTEIRO, 2012), “dentre outras várias ferramentas desenvolvidas para auxiliar a produção e
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 43
a qualidade, o setup surgiu no início da década de 1950 no Japão. A primeira pessoa a utilizar o termo como ferramenta para a redução do tempo gasto na troca de ferramentas foi o japonês ShigeoShingo.”
Setup nada mais é que um termo utilizado para definir o tempo decor-rido que uma máquina fica parada para realização de uma troca de ferra-mentas ou ajuste de produção. É o tempo decorrente desde o momento em que a máquina interrompe sua produção anterior até o início da produção subsequente, com qualidade apropriada, incluindo o tempo consumido para liberações e ajustes necessários durante a troca (SETUP, 2000 apud GOL-DACKER; OLIVEIRA, 2008).
Setup é o conjunto das tarefas necessárias para a mudança de produção de um lote de produtos X para a produção de um lote de produtos Y, desde o momento em que se termina de produzir a últimas peça de X até o momento de produção do primeiro Y nas condições de qualidade determinadas (BURGER, 2004, p.40 apud LEÃO, 2009).
O grande objetivo é a redução dos tempos de parada das máquinas, de forma que a eficiência destas possa ser aumentada. Com isto, é possível que lotes menores sejam produzidos, pois a quantidade de trocas nas máquinas será compensado pela considerável redução do tempo médio gasto em cada troca (GOLDACKER; OLIVEIRA, 2008).
A redução do tempo gasto em setup é condição necessária para diminuir o custo unitário de preparação. Tal redução é impor-tante por três razões: 1. quando o custo de setup é alto, os lotes de fabricação tendem a ser grandes, aumentando o investimento em estoques; 2. as técnicas mais rápidas e simples de troca de ferramentas diminuem a possibilidade de erros na regulagem dos equipamentos; e 3. a redução do tempo de setup resultará em aumento do tempo de operação do equipamento. (Harmon& Pe-terson, 1991 apud FOGLIATTO &FAGUNDES, 2003)
A adoção da filosofia de produção enxuta tornou-se necessária face à concorrência ter adquirido caráter global, em que a redução dos tempos de preparação é um dos pontos-chave para o bom funcionamento do sistema Just-in-Time. Para isso, é fundamental definir quais são os processos-chave da empresa, ou seja, quais processos efetivamente têm gerado valor agregado aos clientes e estão perfeitamente alinhados às metas e objetivos da organi-zação. O objetivo do conhecimento dos processos-chave é melhorar ou man-ter o nível de serviços de toda a cadeia, porém com custos menores (HIMES; TAYLOR, 2004, apud GOLDACKER; OLIVEIRA, 2008).
Ao implantar a ferramenta setup é fundamental saber se os processos--chave estão em concordância com a ferramenta, uma vez que a prioridade
44 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
para a redução do tempo de setup deve ser a atividade que representa a maior restrição ao sistema produtivo.
Identificadas as principais restrições ao sistema, deve-se deixar claro a todos quais são as prioridades em termo de ações para neutralizá-las. Após definida qual parte do processo será o foco das ações de setup, é recomenda-do que se inicie o processo de melhoria.
BREVE HISTÓRICO DA TROCA RÁPIDA DE FERRAMENTAS
O surgimento da Troca Rápida de Ferramentas (TRF) surgiu em 1950 no Japão, na planta de ToyoKogyo da Mazda, onde o Engenheiro de Produção ShigeoShingo foi contratado com o propósito de conduzir uma pesquisa de melhoria de eficiência e eliminação dos gargalos causados por três prensas que eram utilizadas na estampagem de painéis de carro (LEÃO, 2009).
Após uma semana de análises dos tempos de produção para entender o real desempenho das prensas, Shingoconstatou-se que a troca de matriz da prensa demorou o dia todo para ser realizado, isto é, a máquina ficou parada enquanto era feito a troca de matriz (LEÃO, 2009).
Através da pesquisa, Shingo observou que existem dois tipos de operação de setup, o interno e o externo, onde as operações de setup interno é realiza-do somente com a máquina parada, como exemplo neste caso, a remoção a fi-xação de matrizes; as operações de setup externo devem ser executadas com a máquina funcionando, como o transporte das matrizes (NAVARRO, 2004).
Em 1957 no estaleiro da Mitsubishi, Shingo conseguiu aumentar a produ-tividade da operação de uma grande plaina mecânica em 40%, convertendo setup interno em setup externo, onde Shingo afirma que este método de con-versão é o princípio fundamental da melhoria de setup (NAVARRO, 2004).
Em 1970 a Toyota Motors lhe contratou para reduzir o tempo de setup de 4 horas de uma prensa em 50%, devido a sua experiência em separar opera-ções de setup interno e externo, em seis meses conseguiu reduzir o tempo de setup em 1 hora e meia, após alguns meses retornou a Toyota com a missão de reduzir o setup em 3 minutos, então com a mesma ideologia de converter o setup, conseguiu alcançar o objetivo dos 3 minutos com este método (NA-VARRO, 2004).
Então formulou a hipótese de que qualquer setup poderia ser realizado em menos de 10 minutos, no qual deu o nome de Troca Rápida de Ferramen-tas ou TRF, onde mais tarde foi adotado como um dos elementos principais do Sistema Toyota de Produção.
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 45
TRF: ESTRATÉGIAS E TÉCNICAS NECESSÁRIAS PARA O PROCESSOEm um sistema de produção, quando se decide adota a TRF, tem-se como
objetivo a redução de setup, bem como a sua simplificação, eliminando as perdas ou buscando a sua. Shingo (1996), destaca que na prática, para a im-plantação da TRF existe uma série de procedimentos onde se utiliza de es-tratégias e técnicas de implantação para que ocorra com sucesso.
O autor destaque que existem dois grupos de estratégia a serem aplicando em uma reorganização da produção na implantação de uma TRF:
1. Estratégias envolvendo habilidades: procedimentos eficientes no setup resultam do conhecimento sobre o equipamento em estudo e da habilidade e experiência do operador nas tarefas inerentes ao procedimento de setup. Em máquinas mais com-plexas, utiliza-se o conceito do preparador (operador especialista em preparação de máquina), ficando o operador do equipamento com as tarefas auxiliares da pre-paração. (FOGLIATTO &FAGUNDES, 2003)2. Estratégias envolvendo tamanho de lote: para reduzir as perdas decorrentes de se-tups longos sobre o desempenho do sistema, uma solução é aumentar o tamanho do lote para compensar a parada do equipamento. A fabricação de grandes lotes, entretanto, pode ser indesejável se resultar em produção antecipada ou formação de estoques. A TRF permite a redução dos custos de setup dos em lotes, resultando em lotes de fabricação de tamanho reduzido. (FOGLIATTO & FAGUNDES, 2003)
A partir da análise que os autores apresentam, nota-se que a implantação da TRF é um processo em que depende de um bom planejamento, onde o ambiente deve proporcionar um bom fluxo de informação, bem como, ter clara a função de cada indivíduo no processo.
Shingo (2000) destaca que a metodologia de TRF é constituído de quatro estágios, onde inicia-se (estágio 1) com analise da operação atual de setup, com participação dos operadores envolvidos tanto na parte externa como interna. Em seguida (estágio 2) ocorre a distinção entre as operações de setup interno e externo, para que (estágio 3) possa ser realizado a análise da operação de setup, com o objetivo de verificar a possibilidade de converter operações de setupin-terno em externo. Por fim (estágio 4) se realizaa análise das ações separada-mente das operações de setup interno e externo, objetivando a implantação de ajustes das operações do setup, eliminando o desperdício.
Assim, analisando a metodologia e as característica dos estágios, tem-se a fase de análise e após o entendimento do ambiente realiza-se a implemen-tação, sempre entendendo que existe diferença entre os setup interno e ex-terno, considerando que setup interno que ocorrem com a máquina parada e externo que ocorrem com a máquina em operação.
Shingo (2000 apud FOGLIATTO &FAGUNDES, 2003) ainda destaca que para a implantação da TRF, ao longo da execução dos estágios devem ocorrer o emprego de oito técnicas:
46 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
1. Separar operações internas e externas; 2. Converter setup interno em externo; 3. Padronizar a função dos elementos de setup; 4. Utilizar fixadores funcionais nos equipamentos ou eliminar fixadores; 5. Utilizar dispositivos intermediários para eliminar ajustes durante o se-
tup interno; 6. Adotar operações paralelas; 7. Otimizar operações eliminando a necessidade de ajustes; e 8. Mecanizar as operações.Analisando a literatura, encontramos outras interpretações que realizam
a descrição das estratégias e técnicas de emprego da TRF, podendo ser em número maior ou menor do que apresentado aqui. Porém, em todas nota-se que a sequência dos processos apresentam uma diferença interpretativa, pois as ações reportam a uma execução de atividades similares.
IMPLANTAÇÃO DO SISTEMA DE TRF
Como já citado, em relação a implantação de um processo de TRF, Shingo (2000) descreve que este processo é composto por etapas de analises e execu-ção de algumas ações: Estratégico, Preparatório, Operacional e de Consolida-ção. Desta forma, se faz necessário entender melhor cada uma destas etapas:
1. Etapa da Estratégia: Neste momento é onde se realiza o convencimento da alta gerência pelo seu maior grau de influência nas decisões que envolvam mu-danças e investimentos. Neste momento ocorre a definição de metas a escolha da equipe de implantação, onde se deve-se considerar o conhecimento dos pro-cessos, autonomia, capacidade de liderança, posição de respeito e presença de representantes de todas as áreas da empresa e após realizar um treinamento da equipe de implantação. Com a equipe preparada, a mesma deve desenvolver a definição de estratégias de como será efetivada a implantação (FOGLIATTO & FAGUNDES, 2003).
2. Etapa Preparatória: Nesta fase ocorre a definição do produto a ser inicial-mente abordado, sempre visando que este produto resulte em uma redução do tempo de setup com maior impacto financeiro na empresa. Também ocorre a definição do processo a ser inicialmente abordado e a definição da operação a ser inicialmente abordada (FOGLIATTO & FAGUNDES, 2003).
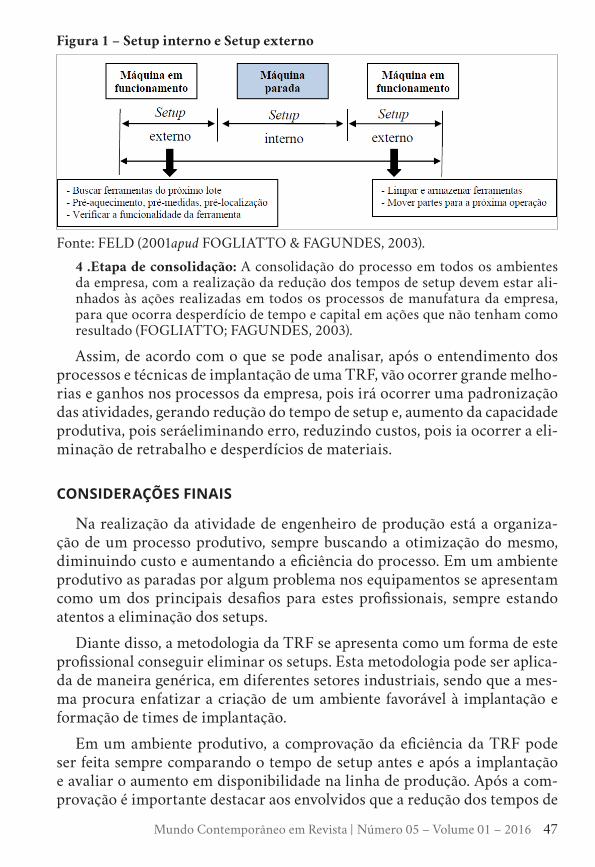
3. Etapa Operacional: Após definido onde irá ser iniciado o processo, deve ser realizado uma análise da operação a ser inicialmente abordada, fazendo a iden-tificação das operações internas e externas do setup. Assim será possível con-verter setup interno em externo (FIGURA 01), com técnicas de melhoria para operações, realizando praticas que consigam padronizar a operação de setup, eliminando ose consequentemente eliminando o setup, buscando a intercambia-bilidade de peças. Outra solução seria a automatização do setup, em casos em que o custo de implantação seja possível;
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 47
Figura 1 – Setup interno e Setup externo
Fonte: FELD (2001apud FOGLIATTO & FAGUNDES, 2003).
4 .Etapa de consolidação: A consolidação do processo em todos os ambientes da empresa, com a realização da redução dos tempos de setup devem estar ali-nhados às ações realizadas em todos os processos de manufatura da empresa, para que ocorra desperdício de tempo e capital em ações que não tenham como resultado (FOGLIATTO; FAGUNDES, 2003).
Assim, de acordo com o que se pode analisar, após o entendimento dos processos e técnicas de implantação de uma TRF, vão ocorrer grande melho-rias e ganhos nos processos da empresa, pois irá ocorrer uma padronização das atividades, gerando redução do tempo de setup e, aumento da capacidade produtiva, pois seráeliminando erro, reduzindo custos, pois ia ocorrer a eli-minação de retrabalho e desperdícios de materiais.
CONSIDERAÇÕES FINAIS
Na realização da atividade de engenheiro de produção está a organiza-ção de um processo produtivo, sempre buscando a otimização do mesmo, diminuindo custo e aumentando a eficiência do processo. Em um ambiente produtivo as paradas por algum problema nos equipamentos se apresentam como um dos principais desafios para estes profissionais, sempre estando atentos a eliminação dos setups.
Diante disso, a metodologia da TRF se apresenta como um forma de este profissional conseguir eliminar os setups. Esta metodologia pode ser aplica-da de maneira genérica, em diferentes setores industriais, sendo que a mes-ma procura enfatizar a criação de um ambiente favorável à implantação e formação de times de implantação.
Em um ambiente produtivo, a comprovação da eficiência da TRF pode ser feita sempre comparando o tempo de setup antes e após a implantação e avaliar o aumento em disponibilidade na linha de produção. Após a com-provação é importante destacar aos envolvidos que a redução dos tempos de

48 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
setup é um conjunto de medidas que buscam aumentar a produtividade com melhor lucratividade, visto que gera flexibilidade, redução de estoques e lotes econômicos, sendo necessário a participação de todos os atores do processo.
Como foi descrito, a metodologia da TRF vem sendo testada a vários anos, em vários ambientes, e essa gama de experiências contribuíram muito para as empresas modernas a melhorarem seus processos, porém, isso não significa que não seja necessário que ocorra constantemente adequação, atualização ou alte-ração, a fim de atender de forma mais adequada e efetiva o processo analisado.
REFERÊNCIAS
ABEPRO - Associação Brasileira de Engenharia de Produção. Engenharia de Produção: Grande Área e Diretrizes Curriculares. 1998. Disponível em: <http://www.abepro.org.br/arquivos/websites/1/DiretrCurr19981.pdf>.Acesso em 19 set. 2016.
CEZAR, Alair Mota; RIBEIRO, Bruno Barcelos. Análise do Sistema Setup – Troca rápida de ferramentas (TRF) em empresa do segmento metal me-cânico. Disponível em: <http://www.techoje.com.br/site/techoje/categoria/detalhe_artigo/1517>. Acesso em 19 de set. 2016.
FOGLIATTO, Flávio Sanson; FAGUNDES, Paulo Ricardo Mot-ta. Troca rápida de ferramentas: proposta metodológica e estudo de caso. Gest. Prod., São Carlos, v. 10, n. 2, p. 163-181, ago. 2003. Dispo-nível em <http://www.scielo.br/scielo.php?script=sci_arttext&pi-d=S0104-530X2003000200004&lng=pt&nrm=iso>. Acesso em 19 set. 2016.
LEÃO, S.R.D.C. Aplicação da troca rápida de ferramentas (TRF) em inter-venções de manutenção preventiva. Revista Produção Online, v.9, n.1, p.2-27, mar. de 2009. Disponível em <http://www.producaoonline.org.br/index.php/rpo/article/view/205/310>. Acesso em 19 set. 2016.
NAVARRO. Amauri Aparício Vieira. Troca Rápida De Ferramentas: um estudo da aplicação na indústria automobilística. Taubaté – SP, 2004, 52 p. Monografia (Especialização) - MBA Gerência da Produção e Tecnologia - Departamento de Economia, Contabilidade e Administração da Universida-de de Taubaté. 2004.
SHINGO, Shigeo. O Sistema Toyota de Produção, do ponto de vista da en-genharia de produção. Trad.: José Antônio Valle Antunes Júnior. 2ª ed. Porto Alegre: Bookman,,1996.
____________. Sistema de troca rápida de ferramenta. Porto Alegre: Bookman, 2000.
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 49
OTIMIZAÇÃO DO LAYOUT: UM ESTUDO DE CASO DESENVOLVIDO EM UMA INDÚSTRIA DE CONFECÇÕES DO SUDOESTE PARANÁ.
Gessica Luana Wagner Basso1
Edson de Carvalho Ramos2
Resumo: O presente trabalho apresenta um estudo de caso com uma pro-posta alternativa de layout para uma indústria de confecção do sudoeste do Paraná, cabe ressaltar a importância de se avaliar o layout mais adequado para melhorar a forma de trabalho nas indústrias e buscar a otimização dos processos produtivos através da redução de movimentação e uma melhor utilização dos espaços disponíveis. Foram utilizados como fontes de pesqui-sa recursos esquemáticos com o intuito de identificar os pontos negativos para aplicação de ferramentas que proporcionassem um resultado signifi-cativo na análise de dados e dos pontos negativos para que fossem melho-rados. Com a aplicação do novo layout foram obtidos resultados significati-vos considerando o aspeto de distância de movimentação entre os processos comparados ao arranjo físico anterior. Portanto após realização da presente pesquisa pode-se analisar a redução dos custos e uma maior produtividade tornando assim a empresa mais competitiva no mercado. É crucial salientar que deve-se sempre buscar novas alternativas para que se possa obter uma minimização de perdas e assim consequentemente ganhos na produtividade.Palavraschave:Layout, processos produtivos e otimização.
INTRODUÇÃO
Entre os desafios que a empresas enfrentam atualmente, podemos citar: novos concorrentes surgindo a cada dia, antigos concorrentes que saem do mercado, porém que continuam a causar temor aos setores de comércio e marketing, novas tendências de mercado, novos padrões de consumo que vão além da globalização e a mudança que oportunizou a competição entre as empresas a nível global.
Nota-se ao analisar o contexto generalizado que o fluxo de trabalho pode se tornar fator fundamental para o sucesso ou insucesso de uma empresa, pois o aumento no tempo de entrega de um produto ou o aumento do risco
1 Acadêmica da FAMPER - [email protected] Professor da FAMPER - [email protected]
50 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
da ocorrência de danos ao longo processo produtivo é um ponto extrema-mente negativo visto que o cliente não pagará por isso.
A realização do trabalho ocorreu inicialmente através de pesquisas bi-bliográficas e posteriormente na observação em campo, que é realizada na empresa através de um estudo de caso. Esse estudo tem como objetivos ava-liar a disposição física do layout, fluxo de trabalho e funcionamento. Ainda, após realizado um levantamento inicial pode-se avaliar as possíveis melho-rias a serem obtidas no layout da empresa.
De modo geral o objetivo desse é identificar o fluxo do processo produtivo atual, levantar os dados pertinentes ao mesmo e propor um layout alterna-tivo mensurando possíveis melhorias a serem alcançadas utilizando ferra-mentas de simulação computacional.
Os objetivos específicos estão divididos em identificar os principais fluxos produtivos, adequar o layout da empresa de modo a atender o objetivo su-pracitado, identificar os impactos relacionados a essa melhoria evidenciada em cada setor específico, avaliar as possíveis melhorias que podem inferir na qualidade do processo produtivo da empresa.
O desenvolvimento desse trabalho é de fundamental importância pois adequar a disposição de equipamentos e processo é fundamental para garan-tir a minimização de custo relacionados a movimentação de materiais.
A pesquisa é o procedimento racional, que proporciona respostas ao pro-blema proposto. Possibilita descobrir novos fatos ou dados, desenvolvido por meio de conhecimento disponível pela utilização de métodos e técnicas e outros procedimentos científicos, constituindo o caminho para conhecer a realidade. (LAKATOS, 2010).
De acordo com Gil (2009) a pesquisa e requerida quando não se dispõe de informações suficientes para responder ao problema, ou então quando a informação disponível se encontra em tal estado de desordem que não possa ser adequadamente relacionada ao problema.
Segundo estudos realizados por LAKATOS (1991), a metodologia cienti-fica é mais do que uma disciplina pois não compete somente aos estudiosos e também ao profissional da empresa, pois ambos atuam além da prática onde fundamenta-se suas ideias através da teoria cientifica.
Complementando LAKATOS (1991) comenta que para o estagiário esta pesquisa tem suma importância, tanto pelo aprofundamento acadêmico como também pela pratica levada através do estágio. A metodologia propor-ciona apreender de forma correta sempre levando em pratica a produção do conhecimento cientifico.
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 51
Segundo Campos (2004, p.1) “O mundo está passando por uma fase de mudanças muito rápidas. [...] Estas mudanças têm trazido ameaça à sobrevi-vência das empresas em todo mundo pelos mais variados motivos”.
Foi realizada uma análise em alguns dos processos produtivos para veri-ficar a produtividade da empresa e identificar em qual setor estão ocorrendo erros frequentes e que, consequentemente, geram a parada da produção e comprometem o prazo de entrega do pedido.
Então através das pesquisas realizadas foi verificado que seria interessan-te a aplicação de uma folha de verificação como um meio de coleta de dados, analisar assim o horário das paradas com que frequência elas acontecem e pelo qual motivo.
Para obter informações mais precisa buscamos outras ferramentas para nos auxiliar na análise o fluxograma e a ferramenta muito útil na visualiza-ção das etapas dos processos e determinação de alocação de cada máquina e funcionário. A elaboração de fluxograma e uma e usada para mapear o fun-cionamento interno e os relacionamentos entre os processos empresariais.
DESENVOLVIMENTO
Dada a relevância da área estudada e dos conceitos empregados ao longo do desenvolvimento desse estudo será desenvolvido um breve referencial.
Layout
Arranjo físico ou layout e uma palavra derivada do inglês que traduzida significa “layout” que significa plano, arranjo, esquema, design, projeto que visa a otimização das instalações industriais harmonia e integração da equi-pe em desenvolver as funções, mão de obra direta e indireta.
Tem como papel fundamental nas indústrias para aumentar o escopo para a implantação de um layout que venha a somar proporcionando uma econo-mia significativa e vários outros benefícios devido a organização e a disponi-bilidade dos materiais de trabalho onde estão organizados.
A análise de distribuição de postos de trabalho ocorre quando há a ne-cessidade de expansão do setor produtivo, a necessidade de montar um novo setor produtivo.
Nas indústrias são comuns adotar sistemas de layout para melhor adaptar as pessoas ao meio de trabalho e que possam desenvolver um fluxo entre as atividades para que não haja um deslocamento desnecessário, melhor utili-
52 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
zação do espaço de trabalho pode facilitar na gestão das atividades, flexibili-dade de mudanças e adequações.
Segundo CURY (2000), o arranjo físico corresponde ao arranjo dos di-versos postos de trabalho nos espaços existentes na organização, envolvendo além da preocupação de melhor adaptar as pessoas ao ambiente de trabalho, segundo a natureza da atividade desempenhada, a arrumação dos moveis, maquinas equipamentos e matérias primas.
CURY (2000) afirma que o arranjo físico corresponde dos diferentes pon-tos de trabalhos no ambiente existente nas organizações, envolvendo, além da preocupação de melhor adaptar as pessoas ao ambiente de trabalho, se-gundo a natureza da atividade desempenhada, a arrumação dos moveis, ma-quinas equipamentos e matéria primas.
O objetivo geral de um layout e proporcionar um fluxo de trabalho de materiais fluidos através da fábrica, ou um padrão de trafego que não seja complicado tanto para cliente como para trabalhadores em uma organização de serviços. Dessa forma, fica evidente que, para que haja o bom planejamen-to como esse sejam seguidos à risca, a fim de se obter o sucesso esperado. (MARQUES,2009 p51)
Segundo Correa (2005) o arranjo físico de uma operação e a maneira se-gundo a qual se encontram dispostos fisicamente os recursos que ocupam espaço dentro da instalação de uma operação. O arranjo físico de uma ope-ração produtiva preocupa-se com a localização física dos recursos de trans-formação. Ou seja definir um arranjo físico e simplesmente decidir onde se-rão colocados todas as instalações, maquinas equipamentos e mão-de-obra (Slack(2012).
Planejar uma instalação requer muita cautela, pois serão tomadas várias decisões sobre a forma onde cada máquina ira ser instalada onde será o início e o termino do processo para que ele fique em uma sequência evitando assim o fluxo de matéria prima e pessoas desnecessário.
Slack(1997) identifica quatro tipos básicos de layout: por produto, por processo celular e posicional. Os mesmos podem ser expressos em um gráfi-co relacionado diferentes níveis de volume com variedade de produto e ser-viços.
Fluxograma
E a representação de uma das sete ferramentas o fluxograma que e repre-sentado através de símbolos gráficos normatizados pela American Society-MechanicalEngenieers (sociedades americana de engenheiros mecânicos)
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 53
são colocados nele somas de armazenamentos, transportes ou seja todas as partes somadas que dão origem ao processo produtivo.
Para Silva (2010) o fluxograma facilita o fluxo de informações e visuali-zações dos produtos produzidos e seus pontos críticos nas várias partes do processo, onde estão envolvidas homens e equipamentos.
Segundo Lins (1993), o fluxograma destina-se à descrição de processos. Um processo é uma determinada combinação de equipamentos, pessoas, métodos, ferramentas e matéria-prima, que geram um produto ou serviço com determinadas características.
Para Oliveira (2009), fluxograma é uma técnica de representação gráfica que se utiliza de símbolos previamente convencionados, permitindo a des-crição clara e precisa do fluxo ou sequência de um processo, bem como sua análise e redesenho.
Segundo Grimas (2008), o fluxograma apresenta uma série de vantagens, que podem ser resumidas em:
Apresentação real do funcionamento de todos os componentes de um método produtivo. Esse aspecto proporciona e facilita a análise da eficiência do sistema;Possibilidade da apresentação de uma filosofia de administração, atuando, principalmente, como fator psicológico;
Propiciar o levantamento e a análise de qualquer método produ-tivo desde o mais simples ao mais complexo, desde o mais espe-cífico ao de maior abrangência.
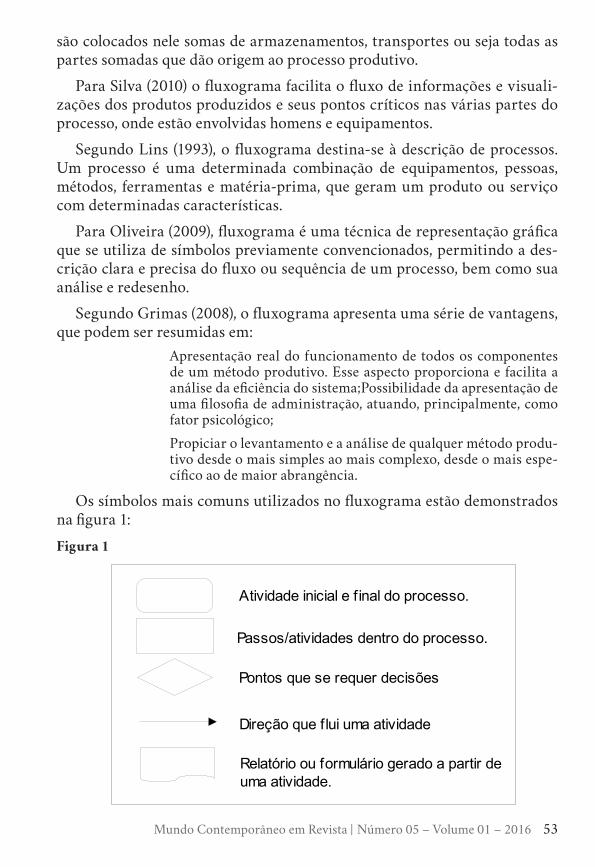
Os símbolos mais comuns utilizados no fluxograma estão demonstrados na figura 1:
Figura 1
Atividade inicial e final do processo.
Passos/atividades dentro do processo.
Pontos que se requer decisões
Direção que flui uma atividade
Relatório ou formulário gerado a partir deuma atividade.
54 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
Ferramentas Da Qualidade
As ferramentas da qualidade são ferramentas utilizadas para propor so-luções para a resolução de problemas identificados. Seu principal objetivo é definir, medir a analisar as diversas anomalias detectadas.
Folha de verificação
A folha de verificação apresenta-se como uma planilha que ajuda na ve-rificação de dados para analisar possíveis falhas no sistema produtivo. Ela é uma ferramenta utilizada para organizar e facilitar o processo de coleta e registro dos dados obtidos facilitando sua análise.
Seu principal objetivo é facilitar a coleta de dados e organiza-los durante a coleta evitando a necessidade de uma reavaliação posterior. Os dados co-letados são utilizados para observar se o processo observado apresenta ano-malias, qual sua frequência e motivo.
A necessidade de coletar dados aparece nos primeiros estágios de imple-mentação do controle estatístico do processo (CEP) que foi criado por Walter Shewart em 1920 com os seguintes propósitos:
• Inspecionar: para aceitar ou rejeitar um produto.
• Monitorar: para acompanhar o desempenho de um processo;
• Controlar.
Os limites inferior e superior indicam a variação que é típica do processo. Qualquer que seja o propósito da coleta de dados é essencial que a forma de registro seja planejada. Somente assim, o uso dos dados se torna fácil e ime-diato.
O uso de uma folha de verificação torna a coleta de dados rápida e auto-mática. Entre as informações coletadas podemos citar: Local, data, respon-sável e motivo.
Gráfico De Pareto
O Gráfico de Pareto foi criado pelo economista italiano Vilfredo Pareto, que realizou estudos e desenvolveu modelos matemáticos para descrever a distribuição desigual das riquezas (distribuição da renda per capita).
Através de gráficos, mostrou que a maior renda estava concentrada nas mãos de uma minoria da população. Ele chegou à conclusão de que 20% da população ficavam com 80% da arrecadação, enquanto para os outros 80% da
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 55
população restavam apenas 20%. Essa assertiva ficou conhecida como Prin-cípio de Pareto.
Os princípios de Pareto foram aplicados no Controle da Qualidade por Juran, que começou a observar que os defeitos nos produtos apresentavam frequências desiguais de ocorrência. Hoje, o gráfico e os conceitos de Pareto são elementos indispensáveis no campo da Gestão da Qualidade, priorizan-do ações, utilizado na identificação, análise e resolução de problemas vitais, minimizando custos operacionais e evitando fracassos.
Simulação Computacional
Antes de falar sobre simulação é fundamental que sejam abordados al-guns conceitos relacionados ao tema.
Conceitos básicos
O conceito de sistema é, de maneira geral, muito amplo e relativo. Segun-do Banks et al. (1996) sistema é um grupo de objetos que são reunidos em alguma interação ou interdependência regular, a fim de se alcançar algum propósito.
Complementando esse primeiro conceito pode-se também explanar sobre os componentes que formam um sistema. Segundo Banks et al. (1996) um sistema é formado por uma entidade e esta é um objeto de interesse no siste-ma e um atributo é uma propriedade de uma entidade.
Assim nota-se que o sistema é composto de entidades e atributos. Os atri-butos são características e ou diferenças das entidades que formaram um modelo. Segundo Shannon (1997, p123) modelo é a representação de um ob-jeto, sistema ou ideia em alguma forma outra que não a própria entidade.
Pode-se desenvolver os mais diversos modelos para simular o funciona-mento de sistemas produtivos, distribuição e de movimentação. Segundo Batemam (2013, p.2) simulação é um processo de experimentação com um modelo detalhado de um sistema real para determinar como sistema respon-derá a mudanças em sua estrutura, ambiente ou condições em torno.
Esse sistema precisa demonstrar as informações e situações condizentes com a realidade. Entre os sistemas que podem ser simulados Batemam (2013, p.2) cita modelo de opinião, modelos matemáticos e modelos de simulação.
56 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
Modelo de opinião
Segundo Batemam (2013, p.8) modelos de opinião são formados basica-mente de palpites. As crenças ou ideias de um indivíduo servem como repre-sentação do sistema.
Esse tipo de modelo geralmente é utilizado para avaliar alternativas.
Modelo de matemáticos
Segundo Batemam (2013, p.8) modelos matemáticos delineiam um siste-ma. As características operacionais de um sistema são descritas em termos de equações numéricas e os efeitos potenciais de uma alternativa proposta.
Na maioria desses modelos utiliza-se de médias.
DESCRIÇÃO E DISCUSSÃO DAS ATIVIDADES DESENVOLVIDAS
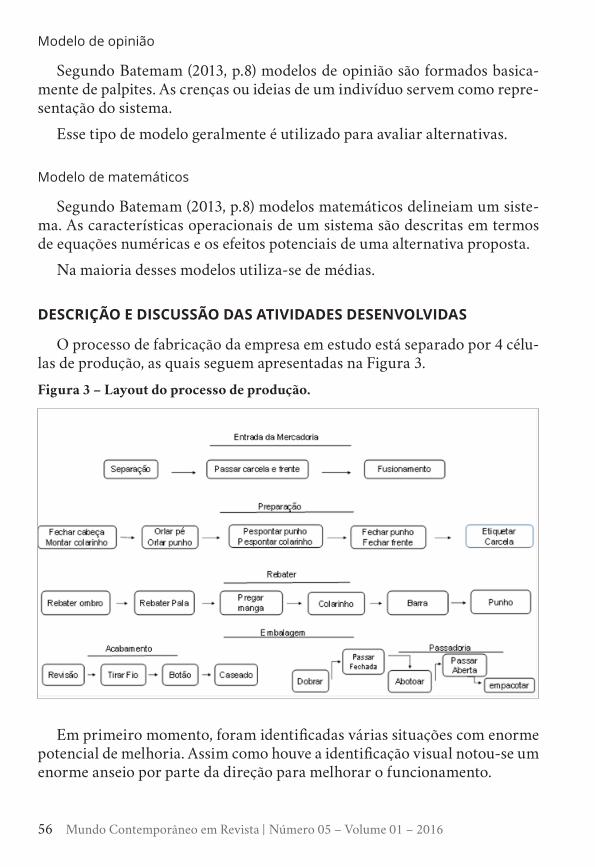
O processo de fabricação da empresa em estudo está separado por 4 célu-las de produção, as quais seguem apresentadas na Figura 3.
Figura 3 – Layout do processo de produção.
Em primeiro momento, foram identificadas várias situações com enorme potencial de melhoria. Assim como houve a identificação visual notou-se um enorme anseio por parte da direção para melhorar o funcionamento.
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 57
Folha de verificação
Para coletarmos mais informações relacionadas ao processo foi aplicada uma folha de verificação no setor produtivo. A contramestre leva o modelo a ser produzido para cada costureira. Leva também as linhas e etiquetas de referência, eliminando o tempo que seria gasto se os funcionários tivessem que buscar seu serviço.
Isso também evita que haja circulação de funcionários na fábrica em bus-ca de serviço. O que ocorre com muita frequência quando se inicia uma nova estação é que são lançados novos modelos. Tudo é mudado e é necessário ensinar os modelos novos para as costureiras; isso leva um bom tempo para acontecer e com isso a produção começa a “baixar”.
Em inúmeras oportunidades a peça “piloto” é produzida seguindo um modelo e em quantidades pequenas. No entanto, quando o lote total é colo-cado em produção em grandes quantidades, algumas partes das peças ficam com cortes diferentes da peça piloto.
Essa situação gera muitas dúvidas nas costureiras que foram ensinadas a costurar, medir ou cortar conforme a peça “piloto”. A palavra que resu-me essa tarefa de adequação é dificuldade por parte dos colaboradores que acabam tendo muitas dificuldades para conseguir costurar o modelo. Em algumas oportunidades do passado já houveram casos de costurar um lote inteiro de maneira errada.
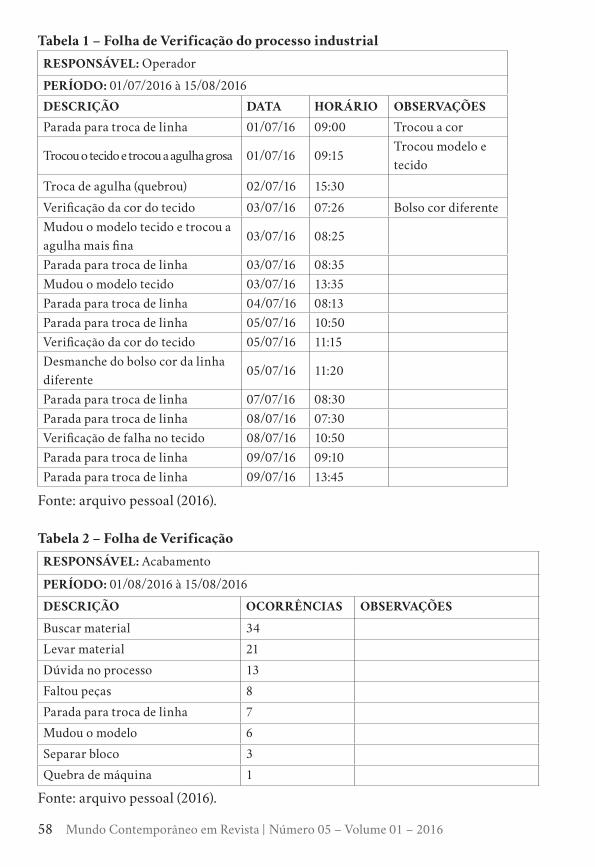
A Tabela 1, na página seguinte, diz respeito à Folha de Verificação da Em-presa e indica os problemas, como as falhas no processo de produção, bem como data, horário, e o motivo pelo qual houve tais paradas ou falhas no processo.
Para desenvolver a otimização do layout é necessário que se se faça o le-vantamento dos pontos falhos e ou desperdícios que acontecem ao longo do processo produtivo.
A folha de verificação demonstrada na tabela 2 e na tabela 3, nas páginas seguintes, foram desenvolvidas entre dos dias 01 de agosto de 2016 até 15 de agosto de 2016.
58 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
RESPONSÁVEL: Operador
PERÍODO: 01/07/2016 à 15/08/2016
DESCRIÇÃO DATA HORÁRIO OBSERVAÇÕES
Parada para troca de linha 01/07/16 09:00 Trocou a cor
Trocou o tecido e trocou a agulha grosa 01/07/16 09:15Trocou modelo e
tecido
Troca de agulha (quebrou) 02/07/16 15:30
Verificação da cor do tecido 03/07/16 07:26 Bolso cor diferente
Mudou o modelo tecido e trocou a
agulha mais fina03/07/16 08:25
Parada para troca de linha 03/07/16 08:35
Mudou o modelo tecido 03/07/16 13:35
Parada para troca de linha 04/07/16 08:13
Parada para troca de linha 05/07/16 10:50
Verificação da cor do tecido 05/07/16 11:15
Desmanche do bolso cor da linha
diferente 05/07/16 11:20
Parada para troca de linha 07/07/16 08:30
Parada para troca de linha 08/07/16 07:30
Verificação de falha no tecido 08/07/16 10:50
Parada para troca de linha 09/07/16 09:10
Parada para troca de linha 09/07/16 13:45
Tabela 1 – Folha de Verificação do processo industrial
Fonte: arquivo pessoal (2016).
RESPONSÁVEL: Acabamento
PERÍODO: 01/08/2016 à 15/08/2016
DESCRIÇÃO OCORRÊNCIAS OBSERVAÇÕES
Buscar material 34
Levar material 21
Dúvida no processo 13
Faltou peças 8
Parada para troca de linha 7
Mudou o modelo 6
Separar bloco 3
Quebra de máquina 1
Tabela 2 – Folha de Verificação
Fonte: arquivo pessoal (2016).
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 59
RESPONSÁVEL: Preparação
PERÍODO: 01/08/2016 à 15/08/2016
DESCRIÇÃO OCORRÊNCIAS OBSERVAÇÕES
Buscar material 33
Levar material 20
Dúvida no processo 18
Parada para troca de linha 16
Mudou o modelo 8
Faltou peças 2
Quebra de máquina 2
Separar bloco 1
Queda de energia 1
Tabela 3 – Folha de Verificação
Fonte: arquivo pessoal (2016).
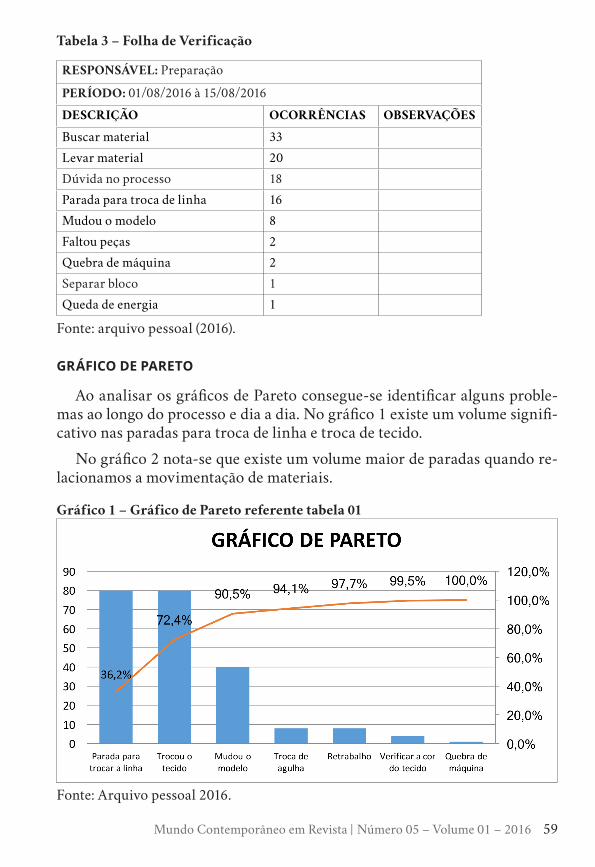
GRÁFICO DE PARETO
Ao analisar os gráficos de Pareto consegue-se identificar alguns proble-mas ao longo do processo e dia a dia. No gráfico 1 existe um volume signifi-cativo nas paradas para troca de linha e troca de tecido.
No gráfico 2 nota-se que existe um volume maior de paradas quando re-lacionamos a movimentação de materiais.
Gráfico 1 – Gráfico de Pareto referente tabela 01
Fonte: Arquivo pessoal 2016.
60 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
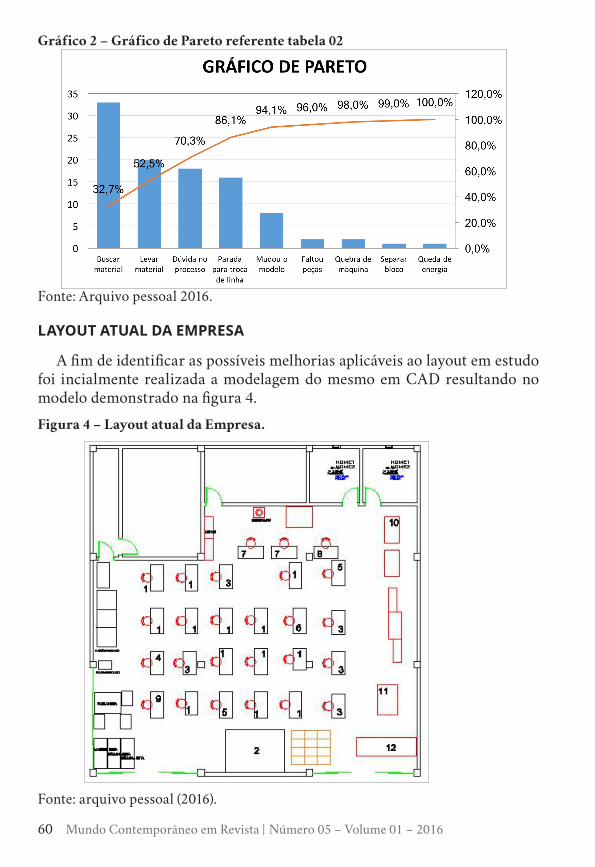
LAYOUT ATUAL DA EMPRESA
A fim de identificar as possíveis melhorias aplicáveis ao layout em estudo foi incialmente realizada a modelagem do mesmo em CAD resultando no modelo demonstrado na figura 4.
Figura 4 – Layout atual da Empresa.
Gráfico 2 – Gráfico de Pareto referente tabela 02
Fonte: Arquivo pessoal 2016.
Fonte: arquivo pessoal (2016).
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 61
Alguns equipamentos estão temporariamente sem uso devido à falta de mão de obra.
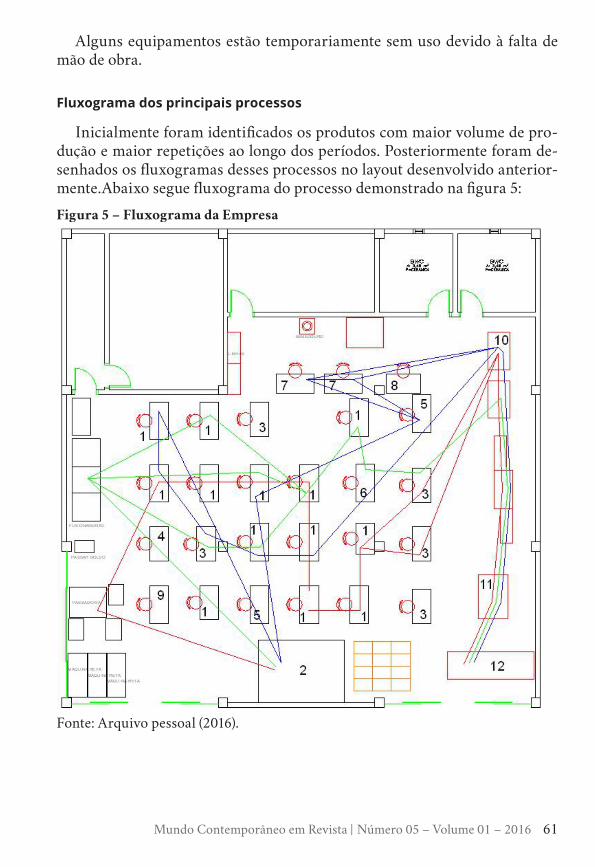
Fluxograma dos principais processos
Inicialmente foram identificados os produtos com maior volume de pro-dução e maior repetições ao longo dos períodos. Posteriormente foram de-senhados os fluxogramas desses processos no layout desenvolvido anterior-mente.Abaixo segue fluxograma do processo demonstrado na figura 5:
Figura 5 – Fluxograma da Empresa
Fonte: Arquivo pessoal (2016).
62 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
PROPOSTAS DE MELHORIAS
Layout Proposto
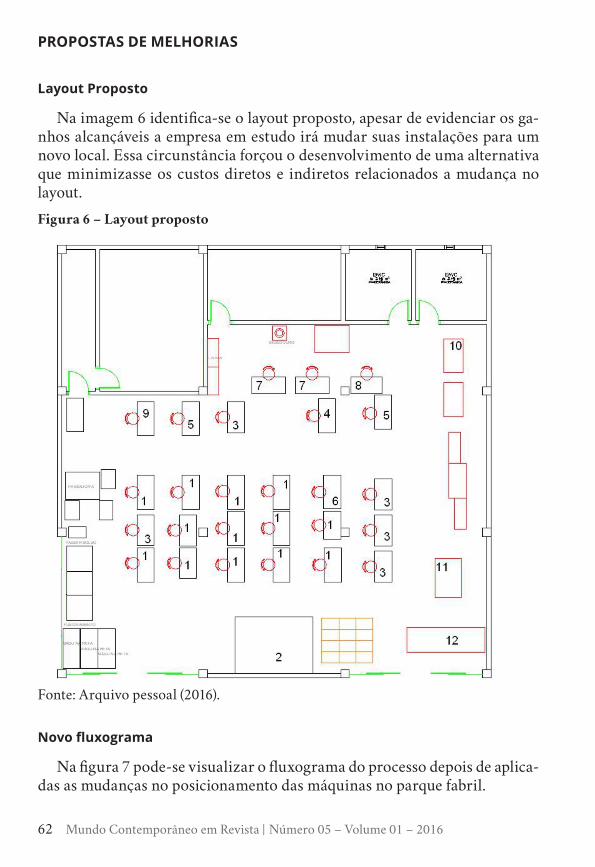
Na imagem 6 identifica-se o layout proposto, apesar de evidenciar os ga-nhos alcançáveis a empresa em estudo irá mudar suas instalações para um novo local. Essa circunstância forçou o desenvolvimento de uma alternativa que minimizasse os custos diretos e indiretos relacionados a mudança no layout.
Figura 6 – Layout proposto
Fonte: Arquivo pessoal (2016).
Novo fluxograma
Na figura 7 pode-se visualizar o fluxograma do processo depois de aplica-das as mudanças no posicionamento das máquinas no parque fabril.
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 63
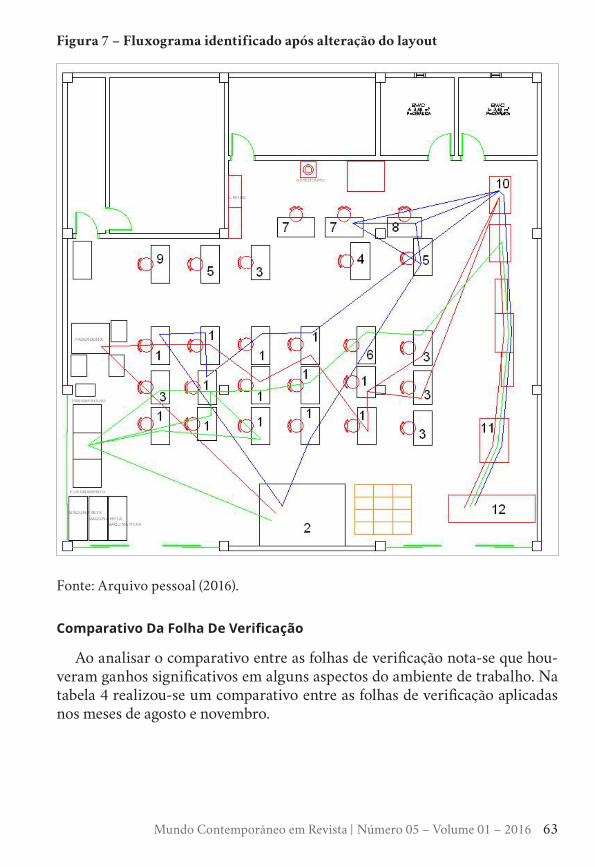
Figura 7 – Fluxograma identificado após alteração do layout
Fonte: Arquivo pessoal (2016).
Comparativo Da Folha De Verificação
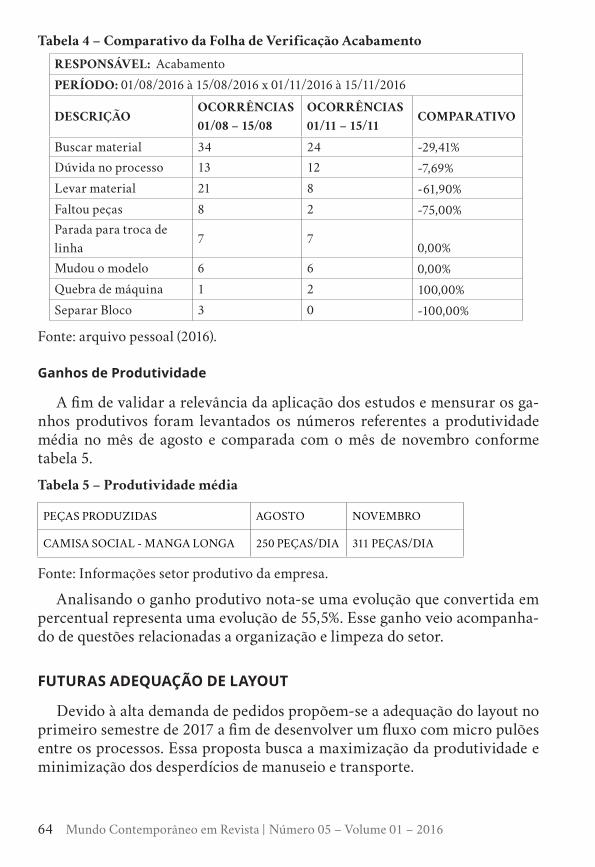
Ao analisar o comparativo entre as folhas de verificação nota-se que hou-veram ganhos significativos em alguns aspectos do ambiente de trabalho. Na tabela 4 realizou-se um comparativo entre as folhas de verificação aplicadas nos meses de agosto e novembro.
64 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
Ganhos de Produtividade
A fim de validar a relevância da aplicação dos estudos e mensurar os ga-nhos produtivos foram levantados os números referentes a produtividade média no mês de agosto e comparada com o mês de novembro conforme tabela 5.
Tabela 5 – Produtividade média
PEÇAS PRODUZIDAS AGOSTO NOVEMBRO
CAMISA SOCIAL - MANGA LONGA 250 PEÇAS/DIA 311 PEÇAS/DIA
Fonte: Informações setor produtivo da empresa.
Analisando o ganho produtivo nota-se uma evolução que convertida em percentual representa uma evolução de 55,5%. Esse ganho veio acompanha-do de questões relacionadas a organização e limpeza do setor.
FUTURAS ADEQUAÇÃO DE LAYOUT
Devido à alta demanda de pedidos propõem-se a adequação do layout no primeiro semestre de 2017 a fim de desenvolver um fluxo com micro pulões entre os processos. Essa proposta busca a maximização da produtividade e minimização dos desperdícios de manuseio e transporte.
Tabela 4 – Comparativo da Folha de Verificação Acabamento
RESPONSÁVEL: Acabamento
PERÍODO: 01/08/2016 à 15/08/2016 x 01/11/2016 à 15/11/2016
DESCRIÇÃOOCORRÊNCIAS
01/08 – 15/08
OCORRÊNCIAS
01/11 – 15/11COMPARATIVO
Buscar material 34 24 -29,41%
Dúvida no processo 13 12 -7,69%
Levar material 21 8 -61,90%
Faltou peças 8 2 -75,00%
Parada para troca de
linha 7 7
0,00%
Mudou o modelo 6 6 0,00%
Quebra de máquina 1 2 100,00%
Separar Bloco 3 0 -100,00%
Fonte: arquivo pessoal (2016).
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 65
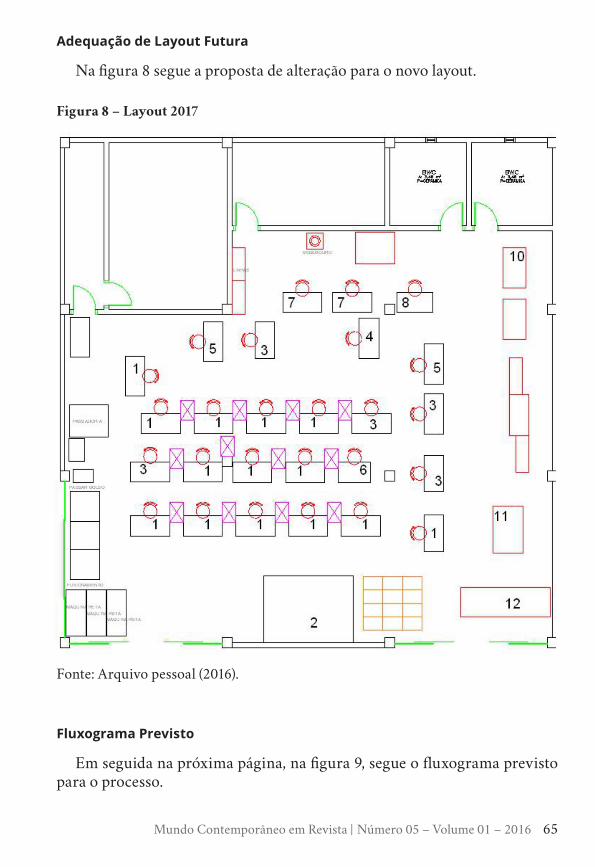
Adequação de Layout Futura
Na figura 8 segue a proposta de alteração para o novo layout.
Figura 8 – Layout 2017
Fonte: Arquivo pessoal (2016).
Fluxograma Previsto
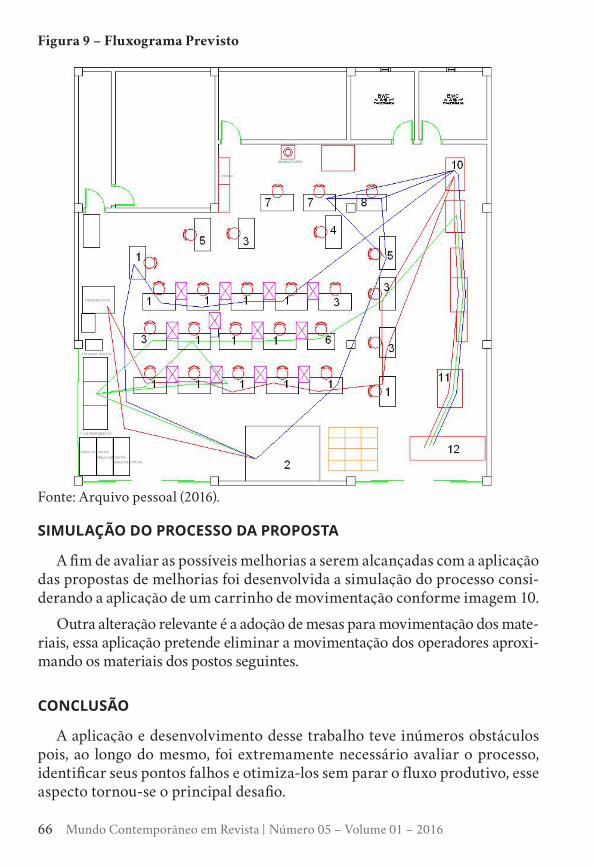
Em seguida na próxima página, na figura 9, segue o fluxograma previsto para o processo.
66 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
Figura 9 – Fluxograma Previsto
Fonte: Arquivo pessoal (2016).
SIMULAÇÃO DO PROCESSO DA PROPOSTA
A fim de avaliar as possíveis melhorias a serem alcançadas com a aplicação das propostas de melhorias foi desenvolvida a simulação do processo consi-derando a aplicação de um carrinho de movimentação conforme imagem 10.
Outra alteração relevante é a adoção de mesas para movimentação dos mate-riais, essa aplicação pretende eliminar a movimentação dos operadores aproxi-mando os materiais dos postos seguintes.
CONCLUSÃO
A aplicação e desenvolvimento desse trabalho teve inúmeros obstáculos pois, ao longo do mesmo, foi extremamente necessário avaliar o processo, identificar seus pontos falhos e otimiza-los sem parar o fluxo produtivo, esse aspecto tornou-se o principal desafio.
Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016 67
Figura 10 – Simulação
Fonte: Arquivo pessoal (2016).
Ao final da aplicação da primeira parte dos estudos e propostas notou-se uma evolução significativa do ritmo produtivo evidenciado com os números. Pode-se ainda comprovar que várias paradas que não agregavam valor ao produto foram eliminadas ou diminuídas.
Cabe ressaltar que a aplicação das melhorias tornaram a empresa mais competitiva no mercado possibilitando o crescimento do empreendimento e sua manutenção em período onde a economia está desaquecida.
REFERÊNCIAS
ATTIE, William. Auditoria: Conceitos e Aplicações. 3. ed. São Paulo: Atlas, 1998.
ATTIE, William. Auditoria Interna. São Paulo: Atlas, 1992.
BARBETA, Pedro A Estatística aplicada às ciências sociais. Florianópolis: EdFSC, 1998.
BARROS,Aidil de Jesus Paes de; LEHFELD, Neide Aparecida de Souza. Pro-jeto de pesquisa: propostas metodológicas. 9.ed. Petrópolis: Vozes, 1999.
CARAVANTES, Geraldo Ronchetti. Management: uma introdução à teo-ria geral da administração. Porto Alegre: AGE, 2009.
68 Mundo Contemporâneo em Revista | Número 05 – Volume 01 – 2016
CARDELA, Benedito. Segurança no trabalho e prevenção de acidentes: uma abordagem holística: segurança integrada à missão organizacional com produtividade, qualidade, preservação ambiental e desenvolvimen-to de pessoas. São Paulo: Atlas, 1999.
FAVARETTO, F. Contribuição ao Processo de Gestão da Produção pela Utilização da Coleta Automática de Dados de Chão de Fábrica: Tese de doutorado, Escola de Engenharia de São Carlos, Universidade de São Paulo, São Carlos, 2001
GIL,Antonio Carlos. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2002.
GOMES, Nelson; NASSAR, Paulo. A comunicação da pequena empresa. 5º Ed. Revista e Ampliada - São Paulo: Globo, 2001
IZIDORO, Marina. Empresas aceleram troca do setor de treinamento de pessoal pelas universidades corporativas. Valor econômico, São Paulo, v.2, n.303, Caderno especial Ensino Executivo, 2001.
MARCONI, Marina de Andrade; LAKATOS, Eva Maria. Metodologia cien-tífica. 3. ed. São Paulo: Atlas, 2000.
MARCONI, marina de Andrade; LAKATOS, Eva Maria. Metodologia do trabalho científico. 6.ed.São Paulo: Atlas,2001.
MEDEIROS, João Bosco. Redação científica. 5.ed. São Paulo: Atlas, 2003.
TUBINO,D.F.O Planejamento e Controle da Produção – Teoria e Prática. São Paulo: Editora Atlas, 2007.
VOLLMAN, E.T. et al. Sistemas de Planejamento & Controle da Produ-ção para o gerenciamento da Cadeia de Suprimentos. 5ª ed. Porto Alegre: Bookman, 2006.
SANTOS, E.M.; PILLATI, L.A; KOVALESKI, J.L. Ensino de Engenharia de produção: análise da produção científica do ENEGEP. In: XXV Encontro Nacional de Engenharia de Produção, Porto Alegre, 2005.
SEVERINO, Antônio Joaquim. Metodologia do Trabalho Científico. 23. ed. rev. e atual. São Paulo: Cortez, 2007.
RIBEIRO, H. 5S A Base para a Qualidade Total: um roteiro para uma im-plantação bem sucedida. Salvador: Casa da Qualidade. 1994. 115p.