troca rÁpida de ferramentas: estudo e … · da conscientização entre os colaboradores...
TRANSCRIPT

TROCA RÁPIDA DE FERRAMENTAS:
ESTUDO E IMPLEMENTAÇÃO DOS
PRINCÍPIOS EM UMA MÁQUINA
OPERATRIZ SEMI-AUTOMÁTICA
Rodrigo Gomes da Rocha (PUCRS)
Marcelo Gomes da Silva (PUCRS)
O artigo trata do estudo e implementação dos princípios de Troca
Rápida de Ferramentas em uma máquina operatriz semi-automática
(furadeira/rosqueadeira), em uma linha de produção. O método de
trabalho abordado reflete elementos fundamentaiis desta técnica:
separação em setup interno e externo, conversão de setup interno em
externo e, por fim, racionalização de aspectos da operação de setup.
Observa-se reduções graduais e significativas no tempo de setup de
máquinas. A aplicação prática potencializa e evidencia a importância
da conscientização entre os colaboradores envolvidos na operação.
Palavras-chaves: Setup, TRF, SMED e Produção Enxuta
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.

2
1. Introdução
A Troca Rápida de Ferramentas (TRF) é uma metodologia que visa à simplicidade nas
preparações de máquina e mais do que isso, a viabilidade na produção de pequenos lotes. As
vantagens na aplicação da TRF, entre outras são: redução e em muitos casos eliminação de
estoques intermediários entre operações, redução do lead time, flexibilização da linha de
produção frente às mudanças inesperadas na programação, redução de sucata causada pelos
ajustes e diminuição do tempo de run-up, que é o tempo gasto a mais nas primeiras peças
produzidas pela necessidade de ajuste fino (SHINGO, 2000).
As técnicas existentes na TRF são interessantes na medida em que se obtêm ganhos a partir
das primeiras aplicações. A metodologia se estrutura de forma que reduções graduais nos
tempos são conquistadas em cada estágio até que preparações que eram executadas em horas
podem agora ser executas com um único dígito de minuto, Single Minute Exchange of Die
(SMED). Conforme as técnicas evoluem, maiores reduções nos tempos são alcançadas, de
maneira que os setup`s passam a ser realizados em um único toque, One Touch Exchange of
Die (OTED) denomina-se assim os sistemas semi-automatizados que realizam os setup`s
abaixo de um minuto, e no seu maior grau de aprimoramento, o setup é realizado em sistemas
altamente automatizados, sem a necessidade de operadores, Non Touch Exchange of Die
(NOTED) (SHINGO, 2000).
A TRF possui três razões essenciais que contribuíram para sua disseminação:
- Reduções nos tempos de setup permitem a produção estritamente necessária, no tempo
necessário, com eliminação de estoques anteriormente inevitáveis;
- Técnicas rápidas e simples de troca de ferramenta eliminam a possibilidade de erro nas
regulagens ao mesmo tempo em que reduzem o número de defeitos;
- Expandem a capacidade das máquinas, adiando a compra novos equipamentos (HARMON;
PETERSON, 1991).
O Trabalho descreve a aplicação da metodologia TRF na empresa X em uma máquina
operatriz semi-automática, que realiza a operação de furação e rosqueamento. Devido aos
altos tempos de preparação, com dígito de horas que se encontra atualmente esse
equipamento, o trabalho tem por objetivo aplicar a metodologia e medir os ganhos que se
pode conquistar com a aplicação da TRF.
A estrutura do trabalho segue apresentando uma revisão bibliográfica sobre a metodologia e
as técnicas utilizadas na TRF, descrevendo os principais conceitos e como a TRF está
estruturada. Após será demonstrada a aplicação da metodologia no equipamento, seguindo os
critérios básicos que justificam sua escolha e demonstrando por meio das melhorias, os
principais ganhos obtidos. Por fim, será discutido os resultados da implementação da
metodologia e em qual nível se encontra o equipamento, considerando que teoricamente o
setup poderia ser reduzido até o estado de NOTED.
2. Referencial teórico
2.1 Definições
A definição dos termos envolvidos na TRF, foram desenvolvidos por vários autores,
infelizmente, não raro, vê-se confusão com relação ao significado e aplicação destes com

3
pouco grau de precisão. Por esta razão é importante defini-los, pois estes são à base da
compreensão e correta aplicação da TRF (MCINTOSH et al., 1996).
Para Kannenberg (1994), setup é o intervalo de tempo entre a produção da última peça com
qualidade do lote anterior até a saída da primeira peça boa do próximo lote.
Segundo McInthosh et al. (1996), Existe também a presença de outro fator, o run-up, este
envolve a série de ajustes finos e verificações que serão levados a cabo durante a produção até
que se chegue a um nível de qualidade aceitável e a velocidade do output alcance seu nível
normal. Fogliatto e Fagundes (2003) citam que apesar de significativo o run-up não é
claramente identificado, fazendo com que não seja percebido durante o tempo de operação e
alvo de melhorias.
Durante suas experiências, Shingo (2000) descreve que as operações de setup são divididas
em dois grupos, setup interno e setup externo. Ao entender de McInthosh et al. (1996), Setup
interno são as atividades que ocorrem enquanto a máquina está parada, oposta aquela que
podem ser executadas enquanto a máquina está produzindo. Por conseguinte, setup interno é
análogo ao período de setup, ambos correspondem à mesma coisa. O Setup externo é o tempo
alocado as atividades de troca que podem ser executadas enquanto o equipamento está
operando. Este corresponde ao principal fator que deve ser desenvolvido nas preparações de
equipamento, pois não implica em perda de tempo de produção. Mapear as atividades e
converter as que eram desnecessariamente executadas no setup interno. Foi um dos grandes
feitos de Shingo, que o denominou como a terceira fase de desenvolvimento da TRF.
2.2 Benefícios oriundos da TRF
A TRF constitui o fator central na operacionalização do Sistema Toyota de Produção (STP),
Shingo (2000) afirma ainda que sem a compreensão dos métodos e técnicas que formam o
sistema Just-in-time (JIT) este não possui nenhum significado. Um dos responsáveis pela
criação do STP, Ohno (1997, pag. 108) comenta que “As trocas rápidas constituem um
requisito absoluto para o STP”.
As melhorias que podem ser evidenciadas entre outras são: possibilidade de redução do
tamanho do lote pela redução do tempo de setup fazendo com que as companhias possam
adaptar-se prontamente as variações na demanda, consequente minimização dos níveis de
estoque, aumento da taxa de utilização das máquinas quando estas são necessárias, além de
permitir o envolvimento e motivação dos trabalhadores, pois estes também são responsáveis
pela implementação da TRF (MONDEM, 1983).
2.3 Estruturação da metodologia TRF
A diversidade de equipamentos em uma fábrica faz com que seja necessário estabelecer
alguns critérios para implementação desta metodologia. Fogliatto e Fagundes (2003) citam
critérios a partir de alguns desdobramentos, como produtos mais vendidos e processos de
fabricação mais críticos. Dentro dos processos mais críticos o equipamento gargalo é sem
dúvida a prioridade na aplicação das técnicas de melhoria, pois estas melhorias atuam como
possibilidade de solução para a restrição evitando assim a necessidade de aquisição de novos
equipamentos (GOLDRATT; COX, 1998).
Nos últimos anos diversos trabalhos enfatizando a importância da redução do setup foram
desenvolvidos, assim como as melhores práticas de sua aplicação, Smith (2005) afirma que
mesmo creditando a shingo a criação da TRF sabe que esforços para diminuição do tempo de
setup eram desenvolvidos dez anos antes pela equipe de setup da Toyota em Danly. Porém, ao

4
se analisar as diversas metodologias, Meirelles (2004) constata que essas poucas diferem da
proposta inicialmente articulada por Shingo. Segue, portanto a revisão da metodologia TRF
tomando como base o modelo proposto por Shingo.
Estágio inicial
De acordo com Batelochi (2007), existe uma fase inicial na aplicação da TRF onde
indefinições e desconhecimento escondem os reais problemas e soluções. Rech (2004)
salienta que existe uma linha tênue que separa o sucesso e o fracasso na aplicação da TRF.
Moxham (2001) afirma que barreiras culturais, gerenciais e técnicas podem surgir e
inviabilizar a aplicação da metodologia.
Nas operações de setup convencionais, não há uma clareza do que seja setup externo e setup
interno. Muitas atividades que poderiam ser realizadas enquanto o equipamento está operando
não o são (SHINGO, 2000).
Estagio 1: Separando setup interno e externo
Trata-se do passo mais importante na implementação da TRF e requer muita atenção, pois a
partir desta é que reduções nos tempos de setup começam a ser conquistadas (HUNTER,
2003). Muito se fala sobre a importância de se aproveitar a mão-de-obra enquanto a máquina
está operando, esta se trata da perda por espera de processamento, uma das sete perdas,
(SHINGO, 2000).
Cabe aqui salientar que a avaliação no chão-de-fábrica pode demonstrar muitas vezes que
curtos tempos de ciclo dificultam a implementação do setup externo, porém nesses casos o
que deve se buscar é um balanceamento entre o tempo de operação do equipamento e o tempo
dedicado à fração de atividade do setup externo. O que importa nesses casos é quão bem são
organizados as atividades do setup externo e o treinamento por qual passou o operador.
Estágio 2: Convertendo setup interno em externo
Ao reexaminar detalhadamente as funções de cada atividade do setup, pode-se converter boa
parte das atividades internas para externas (MEIRELLES, 2004). Mesmo com ganho obtido
somente da avaliação do setup e a separação de seus componentes externos e internos, isto é
insuficiente para atingir o objetivo da TRF (setup abaixo de 10 minutos) (SHINGO, 2000).
Exemplos incluem centragem, pré-montagem de componentes, zeramento de ferramenta. A
partir da análise da real função das atividades podem-se encontrar alternativas e converter o
que antes parecia ser impossível ser realizado sem a máquina estar parada.
Estagio 3: Racionalizando todos os aspectos da operação de setup
Para Rech (2004) racionalizar o setup significa avaliar constantemente o setup sob o ponto de
vista dos estágios anteriores. Embora a TRF possa ser alcançada já no segundo estágio, isto
não é verdade para maioria dos casos. Exigem-se esforços concentrados para racionalização
de cada elemento contido nas operações de setup externo e interno. De acordo com Shingo
(2000), uma análise detalhada após os estágios um e dois frequentemente revelam
possibilidades de melhorias que antes passaram despercebidas.
2.4 Técnicas aplicadas na TRF
As potenciais melhorias de setup podem ser identificadas como “organizacionais” e de
“projeto”. A primeira entende-se como o conjunto de práticas que enfatizam o trabalho em
equipe e a organização do ambiente de trabalho, a segunda diz respeito a mudanças oriundas
de projeto de máquina, dispositivo e ferramental que apesar de poder apresentar maiores

5
custos é o meio que oferece maiores chances para drásticas reduções de tempo de setup. A
TRF busca, baseada na filosofia do STP, melhorias primeiramente organizacionais definidas
nos estágios um e dois e num segundo momento, melhorias de projeto no estágio três
(MILEHAM et al., 1999).
Shingo (2000), cita cinco técnicas básicas que visam a diminuir o tempo das operações de
setup interno, tratam-se da implementação das operações em paralelo, utilização de fixadores
funcionais, eliminação dos ajustes, sistema de mínimo múltiplo comum e por último, quando
esgotadas as tentativas pelos métodos anteriores, a mecanização.
Operação em paralelo: a adoção das operações em paralelo é de extrema importância, pois é
o tipo de ganho que advêm do conhecimento da TRF, não incorrendo em custos extras, porém
necessita do engajamento da equipe de setup. Shingo (2000) observa que um setup que antes
levaria doze minutos pode ser feito não em seis, mas talvez em quatro minutos, graças à
economia de movimentação.
Fixadores funcionais: a utilização de fixadores funcionais é de grande importância, pois se
demonstra através da análise por gráfico de pareto, responsável pela diminuição de boa parte
do tempo de setup (HAY, 1987). Mileham et al. (1999) cita que uma das regras a ser seguida
nos projetos de setup são a eliminação de operações manuais de fixação e a utilização de
dispositivos que fixem com um quarto de volta. O que importa, verdadeiramente, é a analise
da função, se um parafuso aperta e solta na sua última volta então às restantes representam
somente perda de tempo (SHINGO, 2000).
Eliminação de ajustes: Mondem (1983), afirma que o tempo de ajuste corresponde de 50% a
70% do tempo de setup interno. Além do tempo perdido, Sugai et al. (2006) afirma que este
fator representa uma forma de dependência em relação ao operador que trabalha nestes casos
sem padrão, de forma artesanal, isto se torna ainda mais grave quando este é substituído, pois
ocorrerá um provável aumento do tempo de setup e aumento do índice de refugo. Fogliatto e
Fagundes (2003) ressaltam que nesse estágio de aplicação da TRF o uso de projeto de
experimentos para determinação dos parâmetros ótimos é apropriado, já que a eliminação
total dos ajustes muitas vezes não é economicamente viável. Nesse contexto, shingo (2000)
sugere o uso da técnica do mínimo múltiplo comum, esta se refere ao fato de fornecer um
número de mecanismos que correspondem ao mínimo múltiplo comum das várias condições
operacionais, assim o operador modifica apenas a função do mecanismo, sem alterá-lo.
Mecanização: como última alternativa surge à mecanização, o sentido restritivo surge do fato
de que mecanizar uma operação de setup sem antes racionalizar não contribuirá para
eliminação das falhas, é muito mais efetivo mecanizar setup onde já foram investidos esforços
nos estágios anteriores de melhoria (SHINGO, 2000).
Como se pôde acompanhar, a TRF visa à operacionalização do STP, este por sua vez visa à
eliminação total das perdas, sendo a superprodução a principal perda, a metodologia que
permite com que as companhias se adéquem a produção de pequenos lotes e a minimização de
estoques é a troca rápida de ferramentas, pois atua de início para eliminação da perda por
superprodução e em segundo momento, oferece subsídios para eliminação das demais perdas.
3 Estudo de caso
Primeiramente será apresentada uma breve descrição da empresa, sua inserção no mercado,
assim como aspectos gerais da linha e a operação onde foi aplicada a metodologia TRF. São

6
abordados ainda os métodos anteriores usados na operação de setup, como ocorreu a
aplicação de metodologia TRF com base na revisão da literatura feita anteriormente, e os
impactos observados após as melhorias.
3.1 A empresa
O estudo de caso foi desenvolvido em uma empresa multinacional do ramo de componentes e
sistemas de movimento e controle. Na sua planta no Rio Grande do Sul esta empresa produz
componentes para sistemas hidráulicos. São estes: bombas, cilindros e válvulas hidráulicas.
Será analisada uma operação correspondente à linha de produção de válvulas.
3.2 O setor de estudo e a operação
Na linha de válvulas é feita a usinagem dos corpos de válvulas assim como do êmbolo
direcionador, chamado de spool. Na usinagem dos corpos de válvulas existe a chamada célula
de fundidos, onde a peça em bruto passa pelas operações de fresagem, furação e começa a
tomar sua forma padrão. As peças usinadas na célula de fundidos alimentam um estoque
dimensionado atrás da operação de conversão, que será o objeto de estudo. Os estoques se
devem ao fato de que a usinagem na célula de fundidos é de produtos base, ou seja, não há
variação entre as famílias dos dois modelos existentes, ML15 e ML25, ao contrário destes, a
operação de conversão pode dar origem a diversos modelos na mesma família de produtos, a
relação é 1:20, cada corpo de válvula saída da célula de fundidos pode dar origem a vinte
produtos diferentes de ML15 ou outros vinte produtos de ML25. Analogamente, esta é a
mesma relação que existe nas montadoras de automóveis, que mantém um estoque de
carrocerias após a soldagem e pintura, já que estas levam certo tempo na confecção e
quaisquer paradas nestas operações podem levar a parada na linha caso não houvesse o
estoque dimensionado. Mas a principal referência é que justamente os esforços para redução
do tempo de setup e de outras perdas se concentram nas operações que podem dar origem a
diversos produtos na mesma família e exigem setup’s freqüentes, assim como o caso de
estudo.
A operação de conversão nada mais é do que a usinagem das tomadas de pressão da válvula,
estas podem assumir diversos tipos de roscas. A Figura 3.1 ilustra o corpo da válvula antes e
após a conversão.
Figura 3.1 - Corpos de válvulas antes e após operação de conversão
Fonte: A empresa
Tomadas de pressão

7
Esta operação é feita numa furadeira/rosqueadeira semi-automática, em três estágios: Furação,
rebaixo/qualificação do furo e rosqueamento. O operador carrega a máquina, esta tem
capacidade para quatro peças, quando a máquina executa os três ciclos a peça retorna a
posição de origem, o operador remove a peça usinada e carrega a máquina com outra e assim
os ciclos se repetem. A Figura 3.2 ilustra a operação de conversão.
Figura 3.2 – Operação de conversão
Fonte: A empresa
3.3 A operação de setup no passado
Assim como demonstrado a máquina executa a usinagem em três estágios, cada estágio deste
possui um mecanismo de transmissão de movimento chamado de cabeçote (1), cada cabeçote
possui um dispositivo que guia as ferramentas na operação de usinagem (2), conta-se também
com o dispositivo que acomoda as peças na usinagem (3).
Os setup’s se devem ao fato de que há como referido anteriormente, diversos tipos de
produtos com tomadas de rosca diferente, além de variações nas distâncias entre tomadas,
cada uma destas variações exige a preparação do equipamento.
O setup consiste na troca do dispositivo fixador das peças, na troca de todos os cabeçotes,
assim como dos respectivos guias das ferramentas e das ferramentas, após estes, seguia-se
uma corrida de ajustes e medições até a usinagem da primeira peça boa.
Notava-se antes da aplicação da TRF, falta de padronização dos procedimentos, das
ferramentas. Havia falta de orientação ao setup, via-se o desconhecimento sobre a importância
do setup e sua redução, desde o planejamento e controle da produção (PCP), que não conhecia
uma sequência de programação ideal que facilitaria a operação de setup, passando pelos
operadores, produção e gerência. Notava-se também que o próprio equipamento não fornecia
as condições ideais para a operação de setup, como será demonstrado, foram despendidos
grandes esforços para modificar aspectos da máquina que não foram considerados pelos seus
projetistas e que teve grande impacto na redução do tempo de setup.
3.4 Aplicação da metodologia proposta
O primeiro passo para aplicação de metodologia TRF é a analise da condição atual, por isso
foi feito a filmagem, após seguiu-se a análise, estratificação das operações e plotagem em
gráfico de pareto, agrupados por similaridade, conforme Tabela 3.1. Seguiu-se também uma
3
1
1 1
2

8
prévia identificação das operações de setup que poderiam ser convertidas para setup externo
como ilustra a Tabela 3.2.
Atividades Tempo (%) Acumulado (%)
D Troca de cabeçote 00:31:10 28,47 28,47
E Troca de guia de ferramenta 00:21:58 20,06 48,53
F Ajustes 00:21:00 19,18 67,71
H Troca de ferramenta 00:12:34 11,48 79,19
B Troca de dispositivo 00:09:45 8,91 88,10
A Buscar ferramentas 00:05:36 5,11 93,21
G Medição 00:02:46 2,53 95,74
I Conferência folha de processo 00:02:29 2,27 98,01
J Acionamento máquina 00:02:11 1,99 100,00
Total: 01:49:29
Tabela 3.1- Estratificação das atividades de setup
Fonte: Autor
Seq. Legenda Descrição da operação Cronometrado Interno Externo
01 A Buscar ferramentas 0:00:15 0:00:15 X
02 B Afrouxar 1° parafuso 0:01:10 0:00:55
03 B Acionar rotação do
dispositivo
0:01:24 0:00:14
04 B Afrouxar 2° parafuso 0:01:43 0:00:19
05 B Acionar rotação do
dispositivo
0:01:50 0:00:07
06 B Afrouxar 3° parafuso 0:02:13 0:00:23
07 C Limpar dispositivo 0:03:00 0:00:47 X
: : : : : :
86 G Medição 1:49:29 0:01:29 :
TOTAL 1:49:29 01:49:29
Tabela 3.2 – Análise das atividades do setup
Fonte: Autor
Foram feitos encontros iniciais com o engenheiro de processo responsável pela máquina, o
coordenador da linha de produção, o responsável pela manutenção, o operador e o responsável
pela coordenação da aplicação da metodologia TRF. Nestes encontros foi apresentada a
filmagem e a análise prévia do setup. Foram discutidas as melhorias que podiam ser aplicadas
na máquina, os responsáveis pela sua execução e prazo para conclusão. Entre as melhorias
discutidas, tentou-se projetar o impacto na redução dos tempos, relacionaram-se as melhorias
que apresentariam maiores reduções, estas teriam prioridade na aplicação, a Tabela 3.3 mostra
as melhorias identificadas.
Item Ação Data
limite Status
Impacto
projetado
da ação
Status
1 Confeccionar base intermediária para cada modelo
de válvula (novo dispositivo) 5/jan/09 Ok 00:10:00 Concluído
2 Guias de cabeçote individuais para cada dispositivo 11/Nov/08 Ok 00:02:00 Concluído
3 Confecção de buchas com sistema de fixação rápida 25/Nov/08 Ok 00:01:00 Concluído

9
4 Reparação das roscas de fixação do cabeçote 26/Nov/08 Ok 00:05:00 Concluído
5 Organizar cabeçotes com novo armário apropriado 03/Nov/08 00:03:00 Atrasado
6 Padronizar parafusos, utilização de sistema de
fixação rápida dos guias 26/Nov/08 Ok 00:08:00 Concluído
7 Manutenção nos parafusos que fixam o cabeçote de
furação 02/mar/09 Ok 00:02:00 Concluído
8 Treinamento de setup externo 25/fev/09 00:05:00 Concluído
Total de ganho esperado 00:36:00
Tabela 3.3 – Cronograma de ações de setup
Fonte: Autor
Colocou-se uma planilha para monitoramento dos tempos de setup para poder acompanhar as
oscilações destes ao longo do tempo e poder definir uma meta com base nas possíveis
melhorias discutidas nos encontros. Ao longo dos primeiros três meses pode-se acompanhar o
seguinte quadro conforme o Gráfico X.
Meta out/nov/dez\
N 1 3 N N N 1 3 3 N 1 3 N 1 3 N N N 1 3 3 N 1 3 N 1 3 N N N 1
90
85
12
0
90
95
85
10
0
10
5
13
0
90
85
90
10
0
90
10
5
80
12
0
90
10
5
90
90
85
10
0
10
5
12
0
90
10
0
10
5
90
10
5
90
25
41
23
25
41
10
25
41
25
25
41
00
25
41
05
25
41
23
25
41
22
25
41
10
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
41
05
25
41
23
25
41
22
25
41
10
25
53
90
25
41
22
25
41
23
25
41
23
25
41
10
25
41
25
25
41
00
25
41
05
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
41
22
25
41
23
25
41
10
25
41
25
25
41
00
25
41
05
25
41
23
25
41
22
25
41
10
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
41
05
25
41
23
25
41
22
25
41
10
25
53
90
25
41
22
25
41
22
25
41
23
25
41
10
25
41
25
25
41
00
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
Próxima Peça
Peça Anterior
Turno
Tempo Set Up
575MáquinaGráfico de Acompanhamento de Setup
Meses
60
70
80
90
100
110
120
130
140
150
Gráfico X – Acompanhamento do tempo de setup
Fonte: Autor
3.5 Melhorias aplicadas
Conversão de atividades setup interno para setup externo: Anteriormente o operador
deixava para o setup interno a procura das ferramentas e chaves. Foi desenvolvido um Kanban
de ferramentas de usinagem e organizado um painel de ferramentas manuais, para que o
operador pudesse ter acesso mais facilitado e organizar estas durante as operações de
usinagem. Apesar de básico, estes aspectos poupam tempo do setup interno, esta melhoria
pode ser visualizada na Figura 3.3.
Antes Depois
10
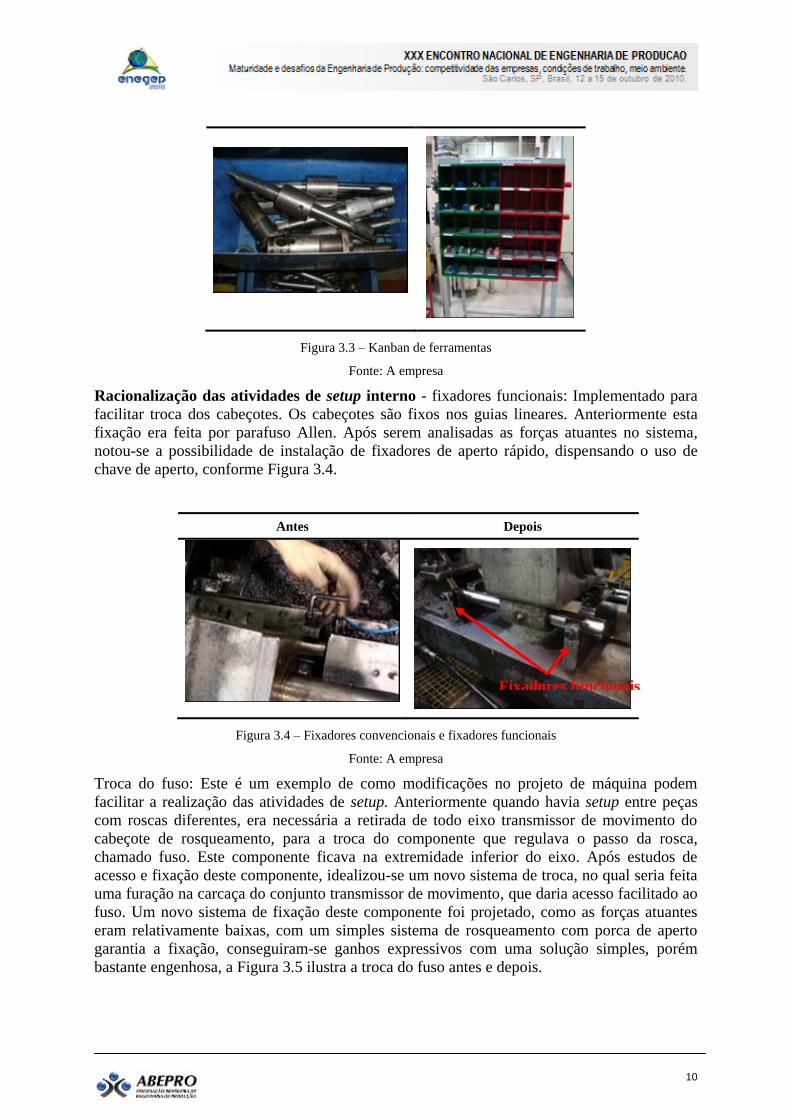
Figura 3.3 – Kanban de ferramentas
Fonte: A empresa
Racionalização das atividades de setup interno - fixadores funcionais: Implementado para
facilitar troca dos cabeçotes. Os cabeçotes são fixos nos guias lineares. Anteriormente esta
fixação era feita por parafuso Allen. Após serem analisadas as forças atuantes no sistema,
notou-se a possibilidade de instalação de fixadores de aperto rápido, dispensando o uso de
chave de aperto, conforme Figura 3.4.
Antes Depois
Figura 3.4 – Fixadores convencionais e fixadores funcionais
Fonte: A empresa
Troca do fuso: Este é um exemplo de como modificações no projeto de máquina podem
facilitar a realização das atividades de setup. Anteriormente quando havia setup entre peças
com roscas diferentes, era necessária a retirada de todo eixo transmissor de movimento do
cabeçote de rosqueamento, para a troca do componente que regulava o passo da rosca,
chamado fuso. Este componente ficava na extremidade inferior do eixo. Após estudos de
acesso e fixação deste componente, idealizou-se um novo sistema de troca, no qual seria feita
uma furação na carcaça do conjunto transmissor de movimento, que daria acesso facilitado ao
fuso. Um novo sistema de fixação deste componente foi projetado, como as forças atuantes
eram relativamente baixas, com um simples sistema de rosqueamento com porca de aperto
garantia a fixação, conseguiram-se ganhos expressivos com uma solução simples, porém
bastante engenhosa, a Figura 3.5 ilustra a troca do fuso antes e depois.
Fixadores funcionais

11
Antes Depois
Figura 3.5 – Sistema de troca de fusos
Fonte: A empresa
Dispositivo com bases intermediárias: Outra melhoria de projeto executada foi a criação de
bases intermediárias para o dispositivo de fixação das peças. Anteriormente, em cada setup
era necessária a troca do dispositivo inteiro, este pesava em torno de 200 kg. Era
acondicionado em uma bancada cerca de 15 metros da máquina. Apresentava então, perdas
por tempo de deslocamento e tempo de troca, sem contar o aspecto ergonômico envolvido,
pelo peso do dispositivo e sua movimentação. Conforme demonstra a Figura 3.6, foi
confeccionado um conjunto de bases intermediárias centradas por pino guia e fixadas com
parafuso Allen. Conseguiu-se reduzir todas as perdas descritas acima com ênfase na redução
do tempo.
Antes Depois
Figura 3.6 – Dispositivo de troca de bases intermediárias
Fonte: A empresa
3.6 Resultados
Pode-se observar pelo gráfico Y o comparativo dos tempos antes e depois da aplicação da
metodologia. Ocorreram variações nos tempos, o que já era esperado, pelas peculiaridades
envolvidas entre as operações de setup e a própria variação de habilidades entre operadores,
procurou-se minimizar estas pelo treinamento, dado após a implementação das melhorias
Notou-se, apesar destes infortúnios, que houve uma gradual redução do tempo de setup. De
FUSO

12
um modo geral, melhorias técnicas específicas, como o sistema de troca de fusos e o
dispositivo de troca de bases intermediárias, que não envolvem uma interação maior entre a
percepção do operador e os conceitos da TRF, são assimiladas rapidamente e da mesma
maneira notou-se seus resultados. De outro modo, melhorias como o Kanban de ferramentas
de usinagem e organização do novo painel de ferramentas manuais, que dependem da
interação do operador e mudança de cultura para alcançar plenamente a redução de tempo
proposta, são mais demoradas de se aplicar e demandam algum tempo para serem assimiladas
pelos operadores.
Em termos numéricos não se conseguiu chegar ao objetivo da TRF, que é o setup abaixo de
dez minutos, mas obteve-se uma redução de tempo de setup de 97,6 minutos para 67,5
minutos na média, uma redução de 31%. Não se conseguiu aplicar a tempo as operações de
trabalho em paralelo, mas sem dúvida esta seria objeto de uma nova redução no tempo de
setup. Pode-se considerar que a aplicação da metodologia TRF se mostrou bastante efetiva,
pois o trabalho foi finalizado abaixo da meta estipulada pela equipe de implementação.
Gráfico Y – Acompanhamento do tempo de setup final
Fonte: Autor
4 Conclusões
A metodologia de aplicação da TRF se mostrou muito eficiente, as referências bibliográficas
demonstram aplicações nas mais diversas indústrias e todas, assim como no caso de estudo,
obtiveram-se ganhos substanciais. As técnicas descritas na bibliografia encontram aplicações
imediatas, principalmente em empresas onde os conceitos de produção enxuta ainda não se
disseminaram de maneira contundente o suficiente, como era o caso de estudo.
Como descrito o tempo de setup decaiu 31%, porém continua num patamar aquém do objetivo
da TRF (setup abaixo de 10 minutos). Isto não significa que não haja espaço para mais
reduções de tempo, a questão agora passa por uma avaliação mais acurada sobre os
investimentos e os ganhos que se conquistará com novas reduções de tempo. Não se pode
esquecer que a máquina faz parte de uma célula de produção, melhorias na máquina se
mostravam necessárias, caberá futuramente uma nova análise de balanceamento das
Meta Jan/Fev/Mar65 65 65 65 65 65 65 65 # # # # # # # # # # # # # # # # # # # # # # #
N 1 3 N N N 1 3 3 N 1 3 N 1 3 N N N 1 3 3 N 1 3 N 1 3 N N N 1
90
85
80
70
90
65
60
65
80
83
74
60
68
60
55
69
76
67
87
65
60
60
65
50
65
51
60
63
68
50
53
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
41
05
25
41
23
25
41
22
25
41
10
25
41
25
25
41
00
25
41
05
25
41
23
25
41
22
25
41
10
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
25
41
00
25
41
05
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
53
90
25
41
22
25
41
23
25
41
00
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
41
05
25
41
23
25
41
22
25
41
10
25
41
25
25
41
00
25
41
05
25
41
23
25
41
22
25
41
10
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
25
41
00
25
53
90
25
41
22
25
41
23
25
41
00
25
41
25
25
41
10
25
53
90
25
41
22
25
41
23
Turno
Tempo Set Up
Próxima Peça
Peça Anterior
Gráfico de Acompanhamento de Setup Máquina 575
65 Meses
30
40
50
60
70
80
90
100
110
120
AntesDepois

13
operações e verificação, se esta operação continua sendo a crítica na célula e alvo de novas
melhorias.
5 Referências bibliográficas
BATELOCHI, L. Fundamentos do setup rápido. Revista o Mundo da Usinagem, disponível em
http://www.omundodausinagem.com.br/edicoes/2007/8/06-11.pdf. Acesso em 16 agosto 2009.
FOGLIATTO, F. S. & FAGUNDES, P. R. M. Troca rápida de ferramentas: proposta metodológica e estudo
de caso. Gestão & Produção, vol.10, N°.2, p. 1643-181, 2003.
GOLDRATT, E. M.; COX, J. A Meta: um processo de melhoria contínua. 2. Ed. São Paulo: Nobel, 1998.
HARMON, R. L.; PETERSON L. D. Reinventando a fábrica: Conceitos modernos de produtividade aplicados
na prática.Rio de Janeiro: Campus, 1991.
HAY, E. Any machine setup time can be reduced by 75%. Industrial Engineering. N°. 19, p. 62-67, 1987.
HUNTER, S. L. The 10 steps to lean production. FDM; pgs 22-25, Nov 2003.
KANNENGERG, G. Proposta de sistemática para implantação de troca rápida de ferramentas. Dissertação
(Mestrado) – PPGEP/UFRGS, Porto Alegre, 1994.
MCINTOSH, R., CULLEY, S., GEST, G., MILEHAM, T. e OWEN, G, “An assessment of the role of design
in the improvement of changeover performance'', International Journal of Operations & Production Management,
Vol. 16, N°. 9, p. 5-22, 1996.
MEIRELLES, F. Implantação da troca rápida de ferramentas em uma indústria siderúrgica. Dissertação
(Mestrado em Engenharia de Produção) – PPGEP/UFRGS. Porto Alegre, 2004.
MILEHAM, A.R.; CULLEY, S.J.; OWEN G.W. e. MCINTOSH R.I. Rapid changeover a pre-requisite for
responsive manufacture, International Journal of Operations & Production Management, Vol. 19, N°. 8, p. 785-
796, 1999.
MONDEM, Y. O sistema Toyota de produção. São Paulo: IMAM, 1983.
MOXHAM, C.; GREATBANKS, R. Prerequisites for the implementation of the SMED methodology. Int. J.
Quality & Reliability Man., Vol. 18, N°. 4, p. 404-414, 2001.
OHNO, T. O Sistema Toyota de Produção - além da produção em larga escala. Porto Alegre: Bookman, 1997.
RECH, G. A transparência de processos como princípio para a troca rápida de ferramentas: a experiência de
uma metalurgia. Dissertação (Mestrado em Engenharia de Produção)– PPGEP/UFRGS. Porto Alegre, 2004.
SHINGO, S. Sistema de troca rápida de ferramenta. Porto Alegre: Bookman, 2000.
SMITH, D. Quick Die Change. SME – Society of Manufacturing Engineers. Deaborn: Michigan, 2005.
SUGAI, M.; MCINTOSH, R.; NOVASKI, O. Metodologia de Shigeo Shingo (SMED): análise crítica e estudo
de caso, Gest. Prod., São Carlos, Vol. 14, N°. 2, p. 323-335, maio - ago. 2007