repÚblica bolivariana de venezuela...
TRANSCRIPT

REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
DIVISIÓN DE ESTUDIOS PARA GRADUADOS PROGRAMA: INGENIERÍA DE GAS
“OPTIMIZACIÓN DEL PROCESO DE ENDULZAMIENTO DE GAS DE LA PLANTA URDANETA GARCÍA DE LA UNIDAD DE EXPLOTACIÓN LA
SALINA” Trabajo de Grado para optar al Título de Magíster Scientiarum en el área de
Ingeniería de Gas realizado por:
Ing. TIELVIS DEL VALLE SANTOS BOLÍVAR C.I: 12.404.220
Maracaibo; Abril de 2003.

PDVSA Exploración y Producción
MARCO REFERENCIAL
Santos B, Tielvis del V. “OPTIMIZACIÓN DEL PROCESO DE ENDULZAMIENTO DE GAS DE LA PLANTA URDANETA GARCÍA DE LA UNIDAD DE EXPLOTACIÓN LA SALINA”. Universidad del Zulia – División de Estudios para Graduados – PDVSA. Maracaibo, Noviembre de 2002.
RESUMEN
El proceso de endulzamiento de gas de la planta Urdaneta García de la Unidad de Explotación La Salina tiene como propósito eliminar el Sulfuro de Hidrógeno (H2S) contenido en la corriente de gas agrio proveniente de los pozos del campo Urdaneta García, producido como gas asociado, logrando así un manejo, tratamiento, compresión y despacho seguro del mismo. Se llevó a cabo un estudio de optimización del proceso, que incluye la evaluación de los equipos y del sistema de endulzamiento de gas existente (reactores de SulfaTreat®) mediante simulaciones y correlaciones, verificando la posibilidad de incrementar el volumen adicional de gas ácido a tratar desde unos 2.0 MMPCED actuales con los equipos existentes hasta unos 7.0 MMPCED, identificando las probables limitaciones, cuellos de botella y otros problemas, y proponer la mejor alternativa de ampliación de dicho sistema. Adicionalmente se realizó una evaluación económica entre las opciones disponibles para el posible reemplazo del SulfaTreat® normal por otro más efectivo o una planta de amina nueva, que ofrezca estabilidad operacional, flexibilidad y beneficios económicos. De los resultados obtenidos tenemos que los equipos existentes pueden manejar el incremento de capacidad propuesto inicialmente (1 tren adicional), excepto el depurador V-203, para obtener una producción total de 11.0 MBPD de crudo con 5.0 MMPCED de gas agrio. También se propone reemplazar el sistema actual de endulzamiento de SulfaTreat® normal por una Planta de Aminas con recuperadora de azufre nueva, ya que es más rentable y no genera desechos evitando la contaminación ambiental.
Palabras Claves: Gas agrio, Endulzamiento, Adsorción, Sulfuro de Hidrógeno, Reactivo SulfaTreat®.

PDVSA Exploración y Producción
MARCO REFERENCIAL
SANTOS B, TIELVIS DEL V. " Sweedness gas optimization at Urdaneta García Plant (La Salina)". University of the Zulia - Division of Studies for Graduated. Maracaibo, November, 2002.
ABSTRACT
The gas sweedness process at Urdaneta García Plant (La Salina) has as porpouse of reducing the hydrogen Sulfure (H2S) in the sour gas stream coming from Urdaneta Garcías’s wells, which is produced as associated gas getting saffety handle, treatment, compression and distribution. We took over a process optimization study that include the equipments and sweedness process evaluation (SulfaTreat reactors) through simulations and correlations, it was to verify the possibility of increasing the aditional sour gas from 2.0 MMSCFD up to 7.0 MMSCFD, and identify the probably boundaries, bottlenecking and ony others problems, it allows us to propouse the best alternative in the system. Additionally we did the economical evaluations for the severals alternatives to replace the standard SulfaTreat for other more effective or for a new Amine Plant, which offers operational relability, flexibility and economical benefits. As results we got that the current equipments can handle the new capacity except the scrubber V-203; we have to replace the current SulfaTreat sweedness system for the Amine Plant with sulfure recovery because this is more feasible and doesn’t emmit trash and reducing the environmental polution.
Key words: Sour gas, Sweedness, Adsorption, Hydrogen Sulfure, SulfaTreat.

PDVSA Exploración y Producción
MARCO REFERENCIAL
DEDICATORIA
A Dios Todopoderoso por darme la vida, llevarme por el buen camino, ser la luz
que me guía y que nunca me desampara.
A mis Padres por ser la base fundamental de mi vida, por apoyarme y contribuir a
mi formación personal y profesional. Les agradezco y les debo lo que soy. Este
nuevo triunfo en mi vida es de ustedes. Especialmente a ti Mami por consentirme
y darme todo el cariño del mucho.
A mis Hermanos, Joel y Rosa por su cariño y apoyo. Los quiero mucho.
A mis sobrinas Yolimar y Rosmary por llenar mi vida de alegría, son unas
bendiciones de Dios. Las quiero mucho.
A mis Tías Betty y Belkis por su cariño y apoyo. Las quiero mucho.
A Daniel, por llenar mi vida de bellos momentos y felicidad, por acompañarme en
este nuevo reto, gracias por estar en las buenas y en las malas y darme ánimo en
los momentos difíciles. Te amo.
A mis Amigas Livia y Carmen, por ser la primera vez que no compartimos algo
juntas, sin embargo siempre estuvieron conmigo implícitamente. Gracias por su
amistad.
A mi amiga Daliany por su colaboración y apoyo incondicional en todo momento.
A Blanca de Kanahán por su cariño y apoyo.
A mis Amigos Luis, Marcos, Karl, Eliana, Mariela, Alirio con quienes he
compartido parte de mi vida y en quienes siempre he encontrado un gran apoyo,
cariño y amistad.

PDVSA Exploración y Producción
MARCO REFERENCIAL
A mis Abuelas Ramona y Digna y a mi Tía María por que sé que desde arriba
guiaran mis pasos con su bendición celestial.

PDVSA Exploración y Producción
MARCO REFERENCIAL
AGRADECIMIENTO
A La Universidad del Zulia, por darme los conocimientos necesarios para el
desarrollo de este trabajo y contribuir a mi desarrollo profesional.
A PDVSA por brindarme la oportunidad de desarrollar esta meta y abrirme las
puertas en sus instalaciones.
Al Ing. Edinson Alcántara por sus conocimientos y orientación en todo momento.
Al Prof. Jorge Barrientos por asesorarme, orientarme y formar parte de este
proyecto.
Al Prof. Jorge Velásquez por asesorarme y orientarme.
Agradezco al equipo de Infraestructura por su apoyo y orientación en todo
momento, especialmente a las Ings. Wendy Higgins y Betsi Villalobos, y a los
Ings. Ender Perez, Alexander Delgado y Freddy López.
Al Ing. Romulo Osorio, por sus conocimientos.
Al Ing. Francisco Meriño, por su acertada orientación e incondicional ayuda.
Al Ing. Abel Baldonedo, por su apoyo y colaboración.
Al Ing. Domingo Chacón, por su apoyo y colaboración en todo momento.
Al Sr Ramón Coronel por trasmitirme sus conocimientos, por siempre tener una
respuestas a mis preguntas, por su apoyo y colaboración.
Al Sr. Marcos Briceño por darme la oportunidad de realizar la Tesis en PDVSA –
Unidad de Explotación La Salina.

PDVSA Exploración y Producción
MARCO REFERENCIAL
A Mariela Caldera y Ricardo Martínez por su apoyo y amistad.
Al grupo de pasantes y tesistas que compartieron esta experiencia conmigo en La
Salina, especialmente a Lennys Castillo, Ruben Mujica, Angel Paz, Pedro, Javier,
Hector, José Gregorio.

PDVSA Exploración y Producción
MARCO REFERENCIAL
ÍNDICE GENERAL
PÁGINA
APROBACIÓN II
DEDICATORIA III
AGRADECIMIENTOS IV
RESUMEN VI
ÍNDICE GENERAL VIII
ÍNDICE DE FIGURAS XII
ÍNDICE DE TABLAS XIV
ÍNDICE DE ANEXOS XV
INTRODUCCIÓN XVI
CAPÍTULO I: MARCO REFERENCIAL 18
1.1.- Planteamiento del Problema. 19
1.2.- Area de Ubicación 21
1.3.- Objetivos. 22
1.3.1.- Objetivo General. 22
1.3.2.- Objetivos Específicos. 22
1.4.- Justificación de la Investigación. 22
1.5.- Alcance y Delimitación de la Investigación. 23
CAPÍTULO II: MARCO TEÓRICO 24
2.1.- Antecedentes
2.2.- Descripción General de la Planta Urdaneta García.
25
26
2.3.- Descripción del Proceso de Endulzamiento de la
Planta Urdaneta García.
30
2.3.1.- Alimentación de Crudo Agrio. 30
2.3.2.- Proceso de Endulzamiento de Crudo. 32
2.3.3.- Proceso de Endulzamiento de Gas Agrio. 37
2.4.- Descripción de los Sistemas y Equipos de la Planta
Urdaneta García.
43
2.4.1.- Modulo de recepción y Medición. 43
2.4.1.1.- Sistema de alimentación de Crudo. 43

PDVSA Exploración y Producción
MARCO REFERENCIAL
2.4.1.2.- Corriente de Crudo PDVSA. 43
2.4.1.3.- Corriente de Crudo BP. 43
2.4.2.- Modulo de Endulzamiento de Crudo. 44
2.4.2.1- Torre Estabilizadora V-102. 44
2.4.2.2- Depurador V-103. 45
2.4.2.3.- Bombas P-101A/B. 45
2.4.2.4.- Horno H-101. 46
2.4.2.5.- Enfriadores E-101A/B. 47
2.4.3.- Modulo de Endulzamiento de Gas. 48
2.4.3.1.- Compresor de gas agrio C-101. 48
2.4.3.2.- Depurador V-203. 48
2.4.3.3.- Reactores de SulfaTreat®. 49
2.4.3.4.- Compresor de gas dulce C-201. 50
2.5.- Interconexión de la Planta Urdaneta García con otras
instalaciones.
50
2.6.- Generalidades del Proceso de Endulzamiento. 51
2.6.1.- Proceso de Adsorción. 52
2.7.- Reactivo Químico SulfaTreat®. 52
2.8.- Simuladores de Proceso. 54
2.8.1.- Simulador PRO/II. 55
2.8.2.- Método Termodinámico. 55
CAPÍTULO III: MARCO METODOLÓGICO 56
3.1.- Revisión Bibliográfica. 57
3.2.- Visitas a las Instalaciones. 57
3.3.- Actualización del Isométrico de la Planta. 57
3.4.- Bases y premisas. 58
3.4.1.- Datos de diseño. 58
3.4.2.- Capacidad de la Planta. 59
3.4.3.- Gas de alimentación. 59
3.4.4.- Volumen de gas. 60
3.4.5.- Características de las corrientes de gas de
alimentación.
61

PDVSA Exploración y Producción
MARCO REFERENCIAL
3.4.6.- Concentración de Sulfuro de Hidrógeno. 63
3.4.7.- Especificación de gas dulce. 64
3.4.8.- Requerimientos de equipos. 64
3.5.- Determinación de frecuencias de cambios del reactivo,
punto de máxima eficiencia y perfiles de avances de agotamiento.
65
3.6.- Simulaciones del Proceso de Endulzamiento de Gas. 69
3.6.1.- Procedimiento usado en las simulaciones.
3.6.2.- Método Termodinámico.
3.7.- Evaluación de los equipos asociados al proceso de
Endulzamiento de gas.
3.7.1.- Evaluación de los Reactores.
3.7.2.- Evaluación de los Separadores–Depuradores.
3.8.- Disposición del SulfaTreat® sin reaccionar y gastado.
3.9.- Opciones consideradas para el posible reemplazo del
proceso SulfaTreat®.
4.0.- Evaluación económica
69
72
72
72
74
77
77
78
CAPÍTULO IV: RESULTADOS Y DISCUSIÓN DE RESULTADOS 79
4.1.- Determinación de la frecuencia de cambio del reactivo,
punto de máxima eficiencia y perfiles de avances de agotamiento.
4.1.1.- Determinación de la autonomía del reactivo
SulfaTreat® normal.
4.1.2.- Determinación de la autonomía del reactivo
SulfaTreat® HP mejorado.
4.1.3.- Determinación de la autonomía del reactivo
SulfaTreat® XLP de alta efectividad.
80
80
84
87
4.2.- Evaluación del Reactivo SulfaTreat® normal. 90
4.3.- Comparación entre SulfaTreat® normal, HP y XLP. 96
4.4.- Simulaciones realizadas en PRO/II. 99
4.5.- Evaluación de los Reactores. 101
4.6.- Evaluación de los Depuradores. 106
4.7.- Disposición del SulfaTreat® sin reaccionar y
SulfaTreat® gastado.
109

PDVSA Exploración y Producción
MARCO REFERENCIAL
4.8.- Evaluación económica. 110
CAPÍTULO V: CONCLUSIONES Y RECOMENDACIONES 120
5.1.- Conclusiones. 121
5.2.- Recomendaciones. 123
BIBLIOGRAFÍA. 125
ANEXOS. 127

PDVSA Exploración y Producción
MARCO REFERENCIAL
ÍNDICE DE FIGURAS
No. DESCRIPCIÓN PÁGINA
1 Ubicación Geográfica de la Planta Urdaneta García. 21
2 Diagrama de bloques del Proceso de la Planta. Diseño Original.
27
3 Diagrama de bloques del Proceso de la Planta. Diseño Actual.
29
4 Detalles de los medidores de flujo másico Micromotion.
31
5 Detalles de la unidad de medición Lact Unit. 32
6 Detalles del Separador trifásico V-101A/B. 33
7 Torre Estabilizadora de Crudo V-102. 34
8 Aspecto General del horno H-101. 35
9 Enfriadores de aire E-101A/B. 36
10 Tanques de almacenamiento de crudo. 37
11 Depuradores de gas agrio V-103 y V-203. 38
12 Compresores C-101 y C-201. 39
13 Reactores del proceso SulfaTrat® en la Planta Urdaneta García.
39
14 Esquema típico del reactor utilizado en el proceso SulfaTreat®.
40
15 Diagrama de flujo del proceso de Endulzamiento de la Planta Urdaneta García.
41
16 Esquema actual de manejo de gas de la planta. 60
17 Diagrama actual de la planta utilizado en el simulador con los sistemas de endulzamiento de crudo y gas.
70
18 Diagrama del tren propuesto en la Planta Urdaneta García.
71
19 Gráfico de la autonomía del reactivo SulfaTreat® normal.
82
20 Gráfico de la autonomía del reactivo SulfaTreat® HP mejorado.
86

PDVSA Exploración y Producción
MARCO REFERENCIAL
21 Gráfico de la autonomía del reactivo SulfaTreat® XLP de alta efectividad.
89
22 Gráfico del pronóstico de Gas. 111
23 Diagrama de flujo simplificado del proceso de tratamiento de gases ácidos con soluciones de aminas.
117

PDVSA Exploración y Producción
MARCO REFERENCIAL
ÍNDICE DE TABLAS
No. DESCRIPCIÓN PÁGINA
1 Características importantes de los pozos de alimentación. 30
2 Datos de diseño de los separadores-depuradores de la Planta Urdaneta García.
58
3 Datos de diseño de los compresores C-101 y C-201 asociados al proceso de endulzamiento de gas.
58
4 Datos de diseño de los reactores de SulfaTreat®. 59
5 Cromatografía del pozo UD-103. 61
6 Cromatografía del pozo UD-132. 62
7 Cromatografía del pozo UD-152. 62
8 Cromatografía de los pozos ubicados en tierra UD-6/7 y GAR 17/18.
63
9 Concentraciones mínimas y máximas de H2S en las corrientes de gas de alimentación a los reactores.
64
10 Propiedades del reactivo SulfaTreat® ST normal, HP y XLP.
65
11 Resultado de la autonomía de SulfaTreat® normal. 80
12 Resultado de la frecuencias de cambios del reactivo SulfaTreat® normal y los costos por año.
83
13 Resultado de la autonomía de SulfaTreat® HP. 84
14 Resultado de la frecuencias de cambios del reactivo SulfaTreat® HP y los costos por año.
86
15 Resultado de la autonomía de SulfaTreat® XLP. 88
16 Resultado de la frecuencias de cambios del reactivo SulfaTreat® XLP y los costos por año.
89
17 Evaluación del reactivo SulfaTreat® en la Planta Urdaneta García.
91
18 Resultados de Intevep de las muestras tomadas del tope, centro y fondo del reactor.
93
19 Variaciones de carga del reactivo SulfaTreat® normal en los reactores.
95
20
Resultados del reactivo para las condiciones actuales de operación.
98
21 Resultados del reactivo para las condiciones propuestas (1 tren adicional).
99

PDVSA Exploración y Producción
MARCO REFERENCIAL
22 Resultados del reactivo para las condiciones propuestas (2 trenes adicionales).
99
23 Comparación de resultados para el depurador V-103. 100
24 Comparación de resultados para el depurador V-203. 100
25 Comparación de resultados para el compresor C-101. 100
26 Data de concentración de H2S tomada en la Planta Urdaneta García.
101
27 Data importante de los reactores tomada en planta. 102
28 Data importante de los reactores tomada en planta. 104
29 Resultados de la evaluación por ecuaciones de los depuradores V-103 y V-203.
106
30 Resultados de la evaluación por normas PDVSA de los depuradores V-103 y V-203.
107
31 Resultados de los parámetros de diseño del depurador V-203.
108
32 Pronóstico de gas. 111
33 Costos variables generados por la tecnología SulfaTreat®. 112
34 Costos constantes generados por la tecnología SulfaTreat®.
113
35 Resultados económicos de la evaluación realizada en MAEP.
114
36 Flujo de caja del proceso SulfaTreat®. 118
37 Flujo de caja del proceso de Aminas nuevo. 119

PDVSA Exploración y Producción
MARCO REFERENCIAL
LISTA DE ANEXOS
No. DESCRIPCIÓN
1 Cromatografía de los pozos del lago UD-103, 132, 152 y de los pozos de tierra UD-6/7 y GAR 17 y 18.
2 Hoja de cálculo en Excel para evaluar el SulfaTreat® normal.
3 Hoja de cálculo en Excel para evaluar el SulfaTreat® HP mejorado.
4 Hoja de cálculo en Excel para evaluar el SulfaTreat® XLP de alta efectividad.
5 Resultados de simulación Caso Actual.
6 Resultados de simulación Caso propuesto (1 tren adicional)
7 Resultados del programa en Excel de la evaluación de los depuradores según las normas PDVSA.
8 Resultados del programa en Excel del diseño del depurador V-203 según normas PDVSA.
9 Presupuesto de la Empresa Palmaven para tratar el SulfaTreat.
10 Análisis económico realizado en MAEP.
11 Fotos de la Planta Urdaneta García.

PDVSA Exploración y Producción
MARCO REFERENCIAL
INTRODUCCIÓN
El presente proyecto se realizó en la empresa PDVSA Exploración y Producción,
División Occidente, Unidad de Explotación La Salina, Cabimas, Estado Zulia, en
la Unidad de Infraestructura y Procesos.
La Unidad de Explotación (U.E) La Salina tiene como objetivo primordial, la
explotación y producción, en forma racional y rentable de los yacimientos de las
segregaciones La Rosa y Urdaneta (Pesado) de la Cuenca del Lago de
Maracaibo.
En los procesos de campo donde se produce gas agrio, las economías y costos
de las tecnologías apuntan hacia la utilización de absorbentes químicos tipo
aminas, haciéndolo reaccionar con los compuestos derivados del azufre tales
como H2S, COS y mercaptanos, los cuales dan características especiales al
manejo de esos gases; por lo extremadamente peligroso a la salud, tanto por su
poder asfixiante como por el olor ofensivo e irritante a las mucosas.
En la U.E La Salina, de PDVSA Petróleos, la tecnología usada se basa en lechos
sólidos o camadas sólidas, contenidas en dos torres verticales o reactores dentro
de los cuales se vierte un producto de base ferrosa comercial llamado
SulfaTreat®, el cual es altamente selectivo a los compuestos de azufre presentes
en el gas natural del área en estudio, y el endulzamiento se lleva a cabo por un
proceso de adsorción gaseosa, donde el gas natural saturado con vapor de agua
con contenidos en concentración de H2S de hasta 25,000 ppmv se hace
reaccionar al pasar o entrar por el tope de los reactores de lecho sólido,
produciéndose la adsorción sobre el adsorbente activado por presión parcial y el
vapor de agua saturado en un arreglo en serie o lead – lad, obteniéndose un gas
hidrocarburo dulce como producto con un contenido de H2S a la salida por el
fondo con valores de concentración de H2S 10 ppmv o menos, cumpliendo con las
especificaciones.

PDVSA Exploración y Producción
MARCO REFERENCIAL
El proceso de Endulzamiento de Gas tiene como propósito eliminar el Sulfuro de
Hidrógeno (H2S) contenido en la corriente de gas agrio proveniente de los pozos,
el cual viene como gas asociado, permitiendo así un manejo, tratamiento,
compresión y despacho seguro del mismo.
Atendiendo a estas consideraciones, se estudia la problemática existente con los
reactores de lecho sólido (SulfaTreat®) en el sistema de Endulzamiento de Gas de
la Planta Urdaneta García, pues no solo incrementan los costos de mantenimiento
y las labores operacionales sino también disminuyen la eficiencia del sistema.
En el estudio fue de relevancia el análisis de los reactores de lecho sólido
(SulfaTreat®), para su adecuación y optimización, tratando de lograr el máximo
aprovechamiento de la infraestructura disponible. Estos reactores fueron
diseñados para procesar un volumen máximo de gas de alimentación de 12.5
MMPCED con una concentración de 25000 ppmv y producir un gas dulce con una
especificación de 0 - 10ppmv (5).
La evaluación del sistema de manejo y endulzamiento de gas incluye un estudio
de factibilidad de reemplazo del sistema (SulfaTreat®) de endulzamiento de gas
existente, por sus altos costos de operación, la dificultad de realizar los
reemplazos y su disposición final, por otro tipo de proceso alterno basado en
endulzamiento de gas con amina y recuperación de azufre con Unidad Claus y
evaluar la tecnología del reactivo Intsorb.
Uno de los métodos de simulación del proceso para la evaluación de los sistemas
y de los equipos existentes en la Planta Urdaneta García se hará utilizando el
programa PRO II con Provisión.

18
PDVSA Exploración y Producción
MARCO REFERENCIAL
CAPÍTULO I: MARCO REFERENCIAL

19
PDVSA Exploración y Producción
MARCO REFERENCIAL
1.1.- PLANTEAMIENTO DEL PROBLEMA.
La Planta Urdaneta García (PUG) fue construida en 1988 y está ubicada en la
Costa Oeste del Lago de Maracaibo, Municipio Urdaneta del Estado Zulia. Esta
planta fue diseñada con el objeto de remover el H2S contenido en la corriente de
crudo – gas agrio proveniente de los pozos del campo Urdaneta – García.
El crudo ácido pasa a través de una torre de despojamiento, donde se separa
principalmente el CO2 y el H2S. Éste sistema permite obtener un crudo con un
contenido de H2S menor o igual a 10 ppmv, logrando un manejo seguro del crudo
producido hasta su almacenamiento y transporte. El gas ácido del proceso,
saturado con vapor de agua, se hace pasar a través de un sistema de
endulzamiento de gas conformado por dos reactores de lecho sólido
(SulfaTreat®), diseñado para procesar un volumen máximo de gas de
alimentación de hasta 12.5 MMPCED con una concentración de H2S de 25,000
ppmv y producir un gas dulce a ventas con una especificación de 0 – 10 ppmv de
H2S.
La U.E. La Salina requiere realizar la evaluación del sistema de endulzamiento de
gas existente con el propósito de adecuar, tratar y optimizar el procesamiento de
la mayor cantidad posible de volumen de gas ácido, y así avalar el crecimiento
esperado al expandir su capacidad de procesamiento desde 2.0 MMPCED
actuales hasta unos 7.0 MMPCED de gas ácido, esperado de los pozos, además,
se generan alternativas interesantes por el posible redimensionamiento y
transporte de gas ácido desde MPP hasta Urdaneta García; logrando aumentar la
capacidad de procesamiento de crudo de MPP, al liberar la carga de gas la cual
coparía la capacidad de procesamiento de gas disponible.
El crecimiento de la producción de gas ácido, requiere evaluar las condiciones
actuales del sistema de endulzamiento de gas agrio y adecuarlo para la futura
demanda.

20
PDVSA Exploración y Producción
MARCO REFERENCIAL
Actualmente, en los reactores de lecho sólido existen serios problemas de
cambios tempranos innecesarios pues al momento de reemplazar el reactivo se
observa entre un 30 a un 40% del lecho de SulfaTreat® sin reaccionar; en
pruebas de Intevep usando la técnica ASTM – D –1552 Y ASTM E –1019 la
eficiencia del SulfaTrat® es del 10%, lo cual se traduce en cambios más
tempranos, incrementando las labores operacionales y los costos de
mantenimiento produciendo una disminución de la eficiencia del sistema.
Por otro lado, se debe realizar un estudio de disposición final del SulfaTreat®
sin reaccionar, después de reaccionar y su disposición en sitio. La manera
actual de disposición consiste en transportar el producto extraído de los reactores
y verterlos en una fosa cercana a la planta al aire libre para colocar los desechos.
Debido a esto, se busca optimizar el proceso encontrando la mejor alternativa
para reemplazar el SulfaTreat®; analizando la composición de H2S (ppmv) en la
corriente de gas dulce vs tiempo (días), hallando el punto donde la eficiencia del
reactivo es máxima y establecer una frecuencia del cambio más espaciado del
mismo; incluyendo la selección de otro lecho sólido o una tecnología diferente
para reemplazar al SulfaTreat®, logrando confiabilidad, estabilidad, calidad del
producto y beneficios económicos.
Atendiendo a estas consideraciones, para lograr lo anterior, la decisión acertada
de una opción u otra en el estudio de posibles soluciones se debe analizar la
factibilidad económica del proyecto, seleccionando la mejor alternativa.
Como proyecto, este estudio resulta de especial relevancia dentro de la Industria
Petrolera, especialmente a la U.E. La Salina debido a la optimización del proceso
de endulzamiento de gas agrio, beneficiándose la empresa, al espaciarse los
cambios asociados al agotamiento de los lechos, manteniendo la calidad y
cantidad de producción a un menor costo, logrando un beneficio adicional al bajar
el costo promedio por barril procesado.

21
PDVSA Exploración y Producción
MARCO REFERENCIAL
1.2.- ÁREA DE UBICACIÓN. Este trabajo se llevará a cabo en la Planta Urdaneta García localizada en una
instalación en tierra, en el Sector Los Claros del Municipio Cañada de Urdaneta,
en la Costa Oeste del Lago de Maracaibo, a unos 130 km al Sudoeste de la
Ciudad de Maracaibo, en la vía La Cañada – Barranquitas. En la Figura N° 1 se
muestra un diagrama de la ubicación de la Planta Urdaneta – García. Figura N° 1. UBICACIÓN GEOGRÁFICA DE LA PLANTA URDANETA – GARCÍA.
Fuente: Alcántara, E. 2000
CABIMAS
ULÉ TIA JUANA
LAGUNILLAS
MARACAIBO
BAJO GRANDE
LAGO DE
MARACAIBO
COMPLEJO PETROQUÍMICO EL TABLAZO
CURARIRE
PLANTA URDANETA GARCÍA
BARRANQUITAS
N
ZONA DE CRUDOS AGRIOS POZOS PDVSA
POZOS BP
BACHAQUERO

22
PDVSA Exploración y Producción
MARCO REFERENCIAL
1.3.- OBJETIVOS.
1.3.1.- GENERAL.
Realizar optimización de los reactores de lecho sólido existentes en la Planta
Urdaneta García motivado a hacerse cambios más tempranos, innecesarios e
inconvenientes por la frecuencia adicional de los llenados, los cuales se traducen
en empleo de personal y gastos de reactivo sólido no contemplados, cuando aún
queda entre un 30 a 40% de la carga del reactor sin reaccionar.
1.3.2.- ESPECÍFICOS.
• Realizar curva de comportamiento de equilibrio entre las fases gas – sólido
para el lecho de los reactores de la planta, verificando el comportamiento entre
fases, punto de máxima eficiencia del SulfaTreat®, establecer frecuencias de
cambios del reactivo, verificando carga útil, relleno sin reaccionar y perfiles de
avances de agotamiento.
• Realizar simulaciones, verificando condiciones actuales y condiciones para el
incremento de capacidad.
• Evaluación de los equipos asociados al proceso a las nuevas capacidades y
verificar en campo el comportamiento especificado por las simulaciones.
• Realizar estudio de disposición de material gastado, material sin reaccionar y
su disposición en sitio.
• Realizar estudio técnico – económico de opciones al lecho sólido comparado
con otros lechos similares (SulfaTreat® HP (mejorado), SulfaTreat® XLP -
Planta de aminas - Tecnología Intsorb).
1.4.- JUSTIFICACIÓN DE LA INVESTIGACIÓN. Dado el incremento de producción planteado por la Gerencia de Infraestructura de
la Unidad de Explotación La Salina para la Planta Urdaneta García, se requiere
la evaluación de los equipos y del sistema de endulzamiento de gas

23
PDVSA Exploración y Producción
MARCO REFERENCIAL
existente (reactores de SulfaTreat®) mediante simulaciones, para identificar las
probables limitaciones, identificar cuellos de botella y otros problemas, y
proponer la mejor alternativa de ampliación de dicho sistema.
Como producto final el adecuado funcionamiento del Sistema de Endulzamiento
de Gas constituye un aspecto de suma importancia, pues el gas natural exportado
de planta hacia DZO como combustible debe llenar ciertas normas de calidad,
especialmente en contenidos máximos de H2S. Estos controles son justificados
debido a la alta toxicidad del H2S y de sus componentes derivados de la
combustión, tales como el dióxido y trióxido de azufre; además se evitaría la
corrosión interna en las tuberías de transporte, y los problemas de lluvia ácida en
sitio, minimizando la contaminación ambiental.
1.5.- ALCANCE Y DELIMITACIÓN DEL PROBLEMA. En este proyecto se evaluará la capacidad de los equipos y sistemas actuales de
la Planta Urdaneta García, verificando la posibilidad de incrementar el volumen
adicional de gas ácido a tratar desde unos 2.0 MMPCED actuales con los equipos
existentes hasta unos 7.0 MMPCED, identificando las probables limitaciones,
logrando así adecuar y optimizar el proceso de endulzamiento de gas.
Esta investigación se llevará a cabo en la empresa PDVSA Petróleo, en las
instalaciones pertenecientes a las Planta Urdaneta García en la Unidad de
Explotación La Salina del Distrito Maracaibo, de la División de Exploración y
Producción Occidente, tendrá una duración de (6) meses, con una dedicación de
40 horas semanales, comenzando desde el 2 de Mayo de 2002 y finalizando el 2
de Noviembre de 2002.

24
PDVSA Exploración y Producción
MARCO TEÓRICO
CAPÍTULO II: MARCO TEÓRICO

25
PDVSA Exploración y Producción
MARCO TEÓRICO
MARCO TEÓRICO
2.1. - ANTECEDENTES. La Planta de Endulzamiento de crudos agrios Urdaneta García fue construida en
el año 1988 por la antecesora Maraven, S.A., con el objetivo de remover el H2S
de crudo y gas asociado de pozos del Campo Urdaneta García.
En el año 1994 la operadora del Convenio DZO OXY inicia actividad en el campo
DZO, y se encarga de operar y mantener la Planta. En Julio 1997 fueron
instalados los equipos de producción y paquete de endulzamiento de gas con
SulfaTreat®, para manejo del gas agrio de los pozos del cretáceo de Urdaneta.
En Febrero de 1998 OXY decide transferir el campo DZO a Union Texas
Petroleum (UTP). En Mayo 1998 hay un cierre del crudo ácido de Urdaneta por
mercado, por lo tanto la Planta operó con la producción de crudo ácido del
Convenio y en Junio de ese mismo año la empresa UTP transfiere el campo DZO
a ARCO.
En Marzo de 2000, sé aperturan los pozos de crudo ácido del Campo de Urdaneta
del Lago de Maracaibo y en Junio se fusionan las empresas ARCO y BP.
BRITISH PETROLEUM (BP) expone la necesidad de adecuar la Planta para
corregir una serie de condiciones inseguras determinadas en inspecciones
multidisciplinarias entre BP y PDVSA, programando 2 paradas: la primera en
Diciembre de 2000 y la otra en Abril de 2001.
En Junio de 2001 ocurre la primera explosión del horno H – 101 a consecuencia
de una filtración por la válvula manual de desvío de la línea de suministro de gas
combustible, generando un proyecto llamado “Mejoras del Sistema de Seguridad
de la P.U.G”. El 29 de Septiembre de 2001 hubo la segunda explosión del horno
H-101 debido a cambios realizados no documentados en el sistema de control. A
finales del año 2001 BP propone devolver la Planta a PDVSA en los inicios del
año 2002, iniciando PDVSA una evaluación técnica, generándose reportes

26
PDVSA Exploración y Producción
MARCO TEÓRICO
donde se identifica la reparación al separador S-1 por bajo espesor y colocar un
regulador de gas antes del tren de suministro de gas al horno H-101.
En Febrero de 2002 se instaló un nuevo regulador de gas como recomendación
de la inspección y en Marzo fue retirado el separador S-1 para ser reparado. El crecimiento de Urdaneta se ha visto frenado por una serie de inconvenientes
existentes en P.U.G, los cuales han sido analizados y solucionados en los últimos
años.
En los años 2000 y 2001 se realizaron una serie de mejoras operacionales y de
infraestructura en el lago apuntando a un aumento de capacidad en la producción
de crudo ácido.
En el año 2002 se realizaron una serie de mejoras y adecuación en planta con el
propósito de llevarla nuevamente a los altos estándares de seguridad para
instalaciones donde se maneja H2S y en este caso, se tiene pensado incrementar
la capacidad de procesamiento de crudo y de gas, pasando de 6.0 MBPD y 2.0
MMPCED de gas a 11.0 MBPD y 7.0 MMPCED de gas.
2.2. - DESCRIPCIÓN GENERAL DE LA PLANTA URDANETA GARCÍA (10).
La Planta de Endulzamiento de crudos agrios Urdaneta García, fue construida en
1988 por la antecesora Maraven, S.A., y está ubicada en la Costa Oeste del Lago
de Maracaibo, Municipio Urdaneta del Estado Zulia, dicha planta fue diseñada con
el objeto de remover y disponer del H2S contenido en una corriente agua - crudo -
gas.
En general, la Planta disponía de 7 sistemas principales en su diseño original, los
cuales eran: Sistema de Separación Crudo – Agua, Sistema de Estabilización de
Crudo, Sistema de Compresión de Gas Agrio de Baja Presión, Sistema de
Endulzamiento de Gas con Aminas, Sistema de Recuperación de Azufre con

27
PDVSA Exploración y Producción
MARCO TEÓRICO
Unidad CLAUS, Sistema de Compresión de Gas Dulce y Sistema de
Almacenamiento de Crudo. En la figura N° 2 se presenta un diagrama de bloques
del proceso, tal como fue diseñada originalmente.
Figura N°2. Diagrama de Bloques del Proceso de la Planta Urdaneta García.
Diseño original FUENTE: VADEMECUN LA SALINA. 2001(11)
Motivado a la muy pobre producción de gas agrio de los pozos alineados a la
planta (< 5.0 MMPCED) los sistemas de Endulzamiento de gas con amina y el
proceso CLAUS se colocaron fuera de servicio en 1989 y el gas con H2S
producido, se incineraba en el mechurrio de la planta.
La operadora Lagoven dio la oportunidad de lograr abrir unos 6000 BPD de crudo
ácido de Urdaneta lago, el cual permanecía cerrado por no contar con la
instalación adecuada para el procesamiento del crudo ácido y del gas agrio, por lo
cual, se realizó la ingeniería y como el sistema de aminas estaba fuera de
servicio, además la cantidad de gas resultaba pequeña para el diseño, el sistema
completo fue reemplazado por un nuevo sistema de endulzamiento de gas de
GAS DULCE
GAS ÁCIDO
SISTEMA DE ESTABILIZACION
DE CRUDO (TORRE DE
ESTABILIZACION)
CRUDO-GAS
GAS DULCE ALTA PRESION
( 690 LPCM)
V 101-A V 101-B 250LPCM 60 LPCM CRUDO-GAS
BAJA PRESION
GAS AGRIO 250 LPCM
SISTEMA DE SEPARACION CRUDO-GAS
GAS AGRIO BP 60LPCM
GAS AGRIO 40 LPCM
CRUDO DULCE SISTEMA DE ALMACENAMIENTO
DE CRUDO
SISTEMA DE COMPRESION DE GAS DULCE ALTA PRESION
SISTEMA DE ENDULZAMIENTO DE
GAS CON AMINAS
SISTEMA DE COMPRESION DE GAS AGRIO BAJA PRESION
SISTEMA CLAUS RECUPERACION DE
AZUFRE
AZUFRE SOLIDO
28
PDVSA Exploración y Producción
MARCO TEÓRICO
lecho sólido, denominado SulfaTreat®, el cual fue puesto en operación en el
año 1997.
Éste reemplazo obedeció a cambios apreciables en los volúmenes de gas de
alimentación de 2.5 MMPCED esperados (2950 m3/h) vs 5.0 MMPCED de
diseño (5900 m3/h) y en la concentración de H2S (menor a 10000 ppmv), con
respecto a los valores de diseño, lo cual no permitía operar ni el sistema de
aminas como tampoco el sistema CLAUS de manera estable. Así mismo, por la
baja presión y por estar el compresor de gas ácido fuera de servicio, el gas de
salida de la torre despojadora de crudo y parte del gas agrio asociado a la
producción de crudo BP eran quemados en el mechurrio de la planta.
La Unidad CLAUS instalada en la Planta Urdaneta García fue diseñada para
trabajar con:
• Flujo de Gas de Alimentación: 46.2 lbmol/h
• Concentración de H2S de entrada: 32.4%
• Producción de Azufre: 5 ton/día
• Eficiencia de Recuperación del Azufre: 96%
Sin embargo, inicialmente en la Planta Urdaneta García la concentración de H2S
en el gas ácido de alimentación al proceso CLAUS podía variar entre 20% a 40%
molar, lo cual dependía más de la operación y continuidad del proceso y no de la
concentración de H2S del gas agrio de alimentación y/o de la concentración de la
amina utilizada, causando graves problemas operacionales de inestabilidad a
diario con la temperatura y la estequiometría de la llama del horno de reacción
apagándolo de forma sucesiva, y disminuyendo la eficiencia de la recuperación
del azufre por enfriamiento y paro de conversión a azufre (S) en el proceso.
Esto fue corroborado por los problemas operacionales ocurridos en la Planta
durante su arranque, por no mantener su estabilidad durante la operación y por
ende fue puesta fuera de servicio.

29
PDVSA Exploración y Producción
MARCO TEÓRICO
En general, el uso del proceso CLAUS se justifica cuando las cantidades de H2S
pueden ser oxidadas estequiométricamente en relaciones ponderables conocidas
y es recomendable cuando el flujo y la composición del gas ácido son
relativamente constantes. Si éste no es el caso, ambas variables deben ser
medidas cuidadosamente para ajustar otras variables del proceso y mantener la
apropiada estequiometría (H2S, SO2, aire); adicionalmente, éstas fluctuaciones
reducen la eficiencia del proceso, con la de los problemas operacionales
asociados y el desperdicio de H2S quemado en el gas de cola.
La Planta Urdaneta García es operada actualmente (Junio 2002) por la empresa
“BRITISH PETROLEUM” (BP - Amoco) y puede procesar un total de 6000 BPD de
crudo agrio en convenio con PDVSA. Ésta producción es conformada por unos
500 BPD de crudo provenientes de los pozos de BP y 5500 de los pozos de
PDVSA. En la figura N° 3 se presenta un diagrama de bloques del proceso, tal
como opera actualmente.
Figura N°3. Diagrama de Bloques del Proceso de la Planta Urdaneta García. Diseño actual
FUENTE: VADEMECUN LA SALINA. 2001(11)
CRUDO-GAS
SISTEMA DE ESTABILIZACION
DE CRUDO (TORRE DE
ESTABILIZACION)
SISTEMA DE ALMACENAMIENTO DE
CRUDO
100 LPCM 60 LPCM
PDVSA CRUDO-GAS BP
GAS AGRIO 90 LPCM
SISTEMA DE SEPARACION CRUDO-GAS
GAS AGRIO BP 60LPCM
GAS ÄCIDO 40LPCM
CRUDO DULCE
GAS ACIDO A MECHURIO
SISTEMA DE ENDULZAMIENTO DE
GAS SULFATREAT
SISTEMA DE COMPRESION DE GAS DULCE ALTA PRESION
GAS DULCE
GAS DULCE ALTA PRESION
( 260 LPCM)

30
PDVSA Exploración y Producción
MARCO TEÓRICO
2.3. - DESCRIPCIÓN DEL PROCESO DE ENDULZAMIENTO DE LA PLANTA URDANETA GARCÍA. (1) 2.3.1.- ALIMENTACIÓN DE CRUDO AGRIO La Planta Urdaneta García procesa gas y crudo para su endulzamiento,
provenientes de dos corrientes de alimentación simultáneas de pozos de
yacimientos del período cretáceo y corresponden a pozos de perforación
profunda. La primera corriente proviene de Lago – Oeste a través de 3 pozos,
ubicados en el sector Urdaneta, parte norte de la estación de flujo UD-6 en el
Lago de Maracaibo, con una producción aproximada de 5500 BPD los cuales
fluyen a través de un oleoducto de 12” de diámetro y una longitud de
aproximadamente de 25 Km, en concentraciones promedio de 2000 ppmv de H2S
en el gas y de 800 ppmv en el crudo. La segunda corriente de alimentación
proviene de la producción de 4 pozos ubicados en tierra, del área de Urdaneta
García. La suma de estos pozos genera una producción aproximada de 500 BPD,
en concentraciones promedio de 18000 ppmv de H2S. Esta producción es
recibida a través de un sistema de múltiples de acción manual, los cuales
permiten alinear la producción de cada pozo a través de un separador de medida,
para su evaluación individual o alinearlo en su totalidad hacia el separador
bifásico S1-A donde se separan de igual manera el gas del crudo y lograr las
condiciones exigidas por el sistema Micromotion para medir y contabilizar la
producción total de la zona. Las características más importantes de estos pozos
se muestran a continuación en la Tabla N°1(6).
CARACTERÍSTICAS POZOS DEL LAGO (PDVSA) POZOS DE TIERRA (BP)
Volumen de crudo(BPD) 5500 500
Gas asociado(MMPCED) 2,0 0,50
Gravedad API 27,6 ° 30,2 °
Gravedad API corregida 26,3 ° 28,9 °
Composición de H2S(ppmv) 800 18000
Tabla N°1. Características importantes de los pozos de alimentación. Fuente: Datos de Centinela 2002

31
PDVSA Exploración y Producción
MARCO TEÓRICO
El crudo proveniente de los pozos de producción del lago y tierra llegan a los
separadores S-1/S-1A respectivamente, con el objeto de realizar la medición del
flujo de líquido y gas.
La producción entregada a esta planta pertenece a custodios diferentes (5500
BPD de PDVSA y 500 BPD de BP), por lo tanto las dos corrientes deben ser
cuantificadas antes de entrar a la planta. Para lograr la separación, las corrientes
se separan en fase gas y líquido, con el objeto de ser medidas. Existen dos
medidores de flujo másico del tipo “Micromotion” a la salida de cada uno de
los separadores de entrada de la planta (separador de pozos provenientes de
tierra y del lago), los cuales miden todo el líquido basándose en la densidad del
mismo y corrigiendo el valor por temperatura. Mientras tanto, la corriente de gas
se mide mediante placa de orificio. En la figura N°4 se observan estos medidores
de flujo másico.
Figura N° 4. Detalles de los medidores de flujo másico Micromotion Fuente: Santos, Tielvis. 2002
La producción indicada y fiscalizada por estos medidores se consolida y se concilia
con la producción de crudo, siendo ésta la producción de crudo fiscalizada y
totalizada por una unidad electrónica compiladora de medición (Lact Unit) ubicada
a la salida de la planta, aprobada por el convenio BP-PDVSA para dicha función.
En la figura N° 5 se muestra detalles de la unidad de medición Lact Unit.

32
PDVSA Exploración y Producción
MARCO TEÓRICO
Figura N° 5. Detalles de la Unidad de medición Lact Unit
Fuente: Santos, Tielvis. 2002
2.3.2.- PROCESO DE ENDULZAMIENTO DE CRUDO
Luego de ser contabilizada la producción de las dos zonas, las dos corrientes de
petróleo se mezclan nuevamente con el gas y se envía la mezcla hacía la Unidad
Estabilizadora de Crudo (UEC) en dos corrientes diferentes. La producción del
Lago Oeste de alta presión entra al separador trifásico (crudo-gas-agua) V-101A
en donde se produce la primera etapa de separación de H2S del crudo por efecto
de expansión, este volumen de gas agrio sale del separador a través de un
control de presión y es alineado hacia el proceso de endulzamiento de gas
(reactores de SulfaTreat®). El exceso de crudo sale a través de un control de nivel
y se une a la producción de los pozos de tierra de baja presión de Urdaneta
García donde entran al separador trifásico V-101B, y por el mismo efecto de
expansión, se libera aproximadamente un 60% del volumen de gas agrio
contenido en el crudo, el cual es alineado al compresor C-101 para elevar su
presión y ser descargados al sistema tratador de gas. En la figura N° 6 se muestra
el separador trifásico V-101A/B.

33
PDVSA Exploración y Producción
MARCO TEÓRICO
Figura N° 6. Detalle del separador trifásico V-101A/B Fuente: Santos, Tielvis. 2002
Este separador doble V-101A/B es un recipiente horizontal con dos secciones
fraccionadas por una división central vertical interna, el mismo opera como un
separador trifásico, el cual además de eliminar el gas agrio del petróleo crudo,
también remueve la capa de agua libre en fase líquida. El agua ácida debe ser
removida antes de enviar el crudo al estabilizador de crudo evitando problemas en
el fondo de la torre estabilizadora motivado a la evaporación de agua, la cual
transporta sales disueltas que se depositan como residuos acumulándose en las
bandejas contactoras, causando su taponamiento; además estas sales
acumuladas son altamente corrosivas. El agua ácida removida en ambas etapas
es recolectada y enviada al tanque de almacenamiento de crudo. Finalizado el proceso de expansión en el separador, el gas agrio sale por el tope
del V-101 A/B, luego el agua y el crudo salen por el fondo por el control de nivel y
fluyen por presión hacia el tope de la torre estabilizadora de crudo V-102 y entra
como carga para iniciar el despojamiento en sentido descendente al entrar en
contacto directo con los vapores ascendentes del producto liviano a temperaturas
aproximadas de 180°F, los cuales a su vez han sido generados a través de la
recirculación de una porción de crudo (30% - 40%) desde el horno de proceso H-
101 de tipo espiral y de fuego directo.

34
PDVSA Exploración y Producción
MARCO TEÓRICO
El crudo al caer hacia el fondo de la torre parcialmente se va despojando a
concentraciones de H2S no mayores de 10 ppmv y es succionado por las bombas
P-101A/B y descargado a través de un enfriador E –101A/B del tipo aleteado para
ser almacenado. En la figura N° 7 se muestra la torre estabilizadora de crudo y en
la figura N° 8 se muestra el horno H-101.
Figura N°7. Detalles de la Torre Estabilizadora de Crudo V-102
Fuente: Santos, Tielvis. 2002
La torre estabilizadora V-102, está diseñada para remover el H2S del petróleo
mediante calentamiento produciendo un flujo de crudo seguro, el cual puede ser
manejado y almacenado sin temor a una emisión peligrosa de H2S.

35
PDVSA Exploración y Producción
MARCO TEÓRICO
Figura N° 8. Aspecto general del Horno H-101
Fuente: Santos, Tielvis. 2002
El horno H-101 tiene un serpentín helicoidal sencillo de una sola pieza, construido
de acero A-106 Grado B, el cual calienta el crudo expandiendo los componentes
más livianos.
El crudo no debe calentarse demasiado por encima de los 280 a 300°F, pues el
crudo puede expandirse produciendo muchos vapores dentro de la torre. Si es
así, el gas agrio sale por el tope con un mayor contenido de hidrocarburos
pesados C2+ los cuales se arrastran y se condensan en los lechos de SulfaTreat®.
La torre estabilizadora posee un control de nivel FIC - 108, el cual regula el crudo
desde el fondo de la torre hacia el horno. Si el nivel en el fondo de la torre es
mayor, este exceso de crudo es enviado a los tanques de almacenamiento de
crudo previo enfriamiento en los intercambiadores de aire E-101A/B. En la Figura
N° 9 se muestra los Enfriadores de aire E-101A/B.

36
PDVSA Exploración y Producción
MARCO TEÓRICO
Figura N° 9. Enfriadores de Aire E-101A/B Fuente: Santos, Tielvis. 2002
El almacenaje del crudo endulzado, se hace luego de salir de los
intercambiadores de calor E-101A/B para disminuir su temperatura hasta 35 – 38
°C y a presión atmosférica, para ser almacenado en 4 tanques con capacidad
nominal de 750 Bls cada uno (Capacidad efectiva 640 Bls c/u). Este producto es
despachado o exportado hacia la estación de flujo EF-UD-7 por dos bombas
reciprocantes P-1/P-2 de 6000 BP/hora cada una a través de un sistema de
contabilidad denominado Lact Unit, el cual mantiene la fiscalización de lo
producido. En la figura N° 10 se muestran los tanques de almacenamiento de
crudo.

37
PDVSA Exploración y Producción
MARCO TEÓRICO
Figura N° 10. Tanques de Almacenamiento de Crudo
Fuente: Santos, Tielvis. 2002
2.3.3.- PROCESO DE ENDULZAMIENTO DE GAS AGRIO
El proceso para logra el endulzamiento del gas proveniente de la unidad
estabilizadora de crudo V-102 y del separador trifásico V-101A/B está compuesto
por dos reactores rellenos con un producto químico denominado SulfaTreat®.
Este proceso está basado en la reacción generada por el contacto del gas natural
saturado con vapor de agua y H2S con el SulfaTreat®, logrando atrapar el enlace
molecular del hidrógeno y del azufre, rompiéndose y descomponiendo así el
elemento indeseado, atrapando el azufre y liberando agua.
Existen dos corrientes de gas, la primera está compuesta por gas agrio sale
saliendo del separador V-101B y la otra corriente de gas fluyendo desde el tope
de la torre despojadora V-102 (gas de baja presión), el cual es enviado al
depurador de gas V-103, donde se retienen las trazas de líquidos generados por
condensación, los cuales son drenados al Knock-out Drum (V-106). Por otro lado,
el gas de alta presión saliendo del separador V-101A es enviado al depurador V-
203, reteniendo las trazas de líquidos generados por condensación, los cuales
son drenados al Knock-out Drum ( V-106). Luego, el gas agrio de baja presión
sale por el tope del depurador V-103, pasa por el compresor C-101 para

38
PDVSA Exploración y Producción
MARCO TEÓRICO
aumentar su presión y se une con el gas agrio de alta presión saliendo del tope
del depurador V-203 para dirigirse como alimentación al tope de los reactores de
lecho sólido a una presión de 40 lpcm y una temperatura de 90°F (32.2°C) en
promedio, donde se lleva a cabo el proceso de endulzamiento de gas, mediante la
utilización de un adsorbente, marca “SulfaTreat®”. Antes de entrar al reactor, el
gas agrio es saturado con agua para obtener un mayor rendimiento del
adsorbente, acondicionarlo y a la vez evitar la compactación exagerada del
producto dentro del recipiente facilitando su reemplazo. En la figura N° 11 se
muestra los depuradores V-103 y V-203.
Figura N° 11. Depuradores de Gas agrio V-103 y V-203 Fuente: Santos, Tielvis. 2002
El gas dulce proveniente del reactor a 40 lpcm de presión y 0 – 10 ppmv de
H2S fluye hacia el compresor de gas dulce reciprocante C-201para aumentar su
presión hasta aproximadamente 220 lpcm y ser inyectado al gasoducto, el cual
pasa a tráves del depurador V-204 y es utilizado como combustible en planta y el
exceso es transferido al Gasoducto de Los Claros, enviando gas a Alpuf o Campo
Boscán a través del mismo sistema. En caso de falla de los compresores, el gas
será desviado hacia el mechurrio de la planta. En la figura N° 12 se muestran los
compresores de gas C-101 y C-201.

39
PDVSA Exploración y Producción
MARCO TEÓRICO
Figura N° 12. Compresores de gas agrio C-101 y gas dulce C-201
Fuente: Santos, Tielvis. 2002
Los equipos utilizados en el proceso SulfaTreat® son dos recipientes a presión
vertical, totalmente huecos en su interior, excepto por la bandeja de soporte del
producto, cerca de la costura de la cúpula del fondo. Cada recipiente tiene una
capacidad de 300,000 lbs (150 sacos de químico de 2000 lbs c/u). En la figura N°
13 se muestran los dos reactores instalados en Planta.
Figura N° 13. Reactores del proceso “SulfaTreat®en la Planta Urdaneta
García ” Fuente: Santos, Tielvis. 2002

40
PDVSA Exploración y Producción
MARCO TEÓRICO
El proceso de endulzamiento de gas en los reactores es por baches o cargas, es
decir, el gas circula continuamente por el lecho hasta lograr su saturación, es
decir, la concentración a la entrada se hace igual a la concentración a la salida y
deba ser cambiado por una nueva carga, por lo tanto se hace necesario contar
con un reactor de respaldo hacia donde se desviará el gas mientras se realice
la operación de remoción y carga del reactor saturado, manteniéndose la
operación de la planta sin interrupciones.
El lecho sólido es soportado por un filtro de goma espuma, 2 mallas móviles de 40
mesh y 4 mesh, respectivamente y una malla permanente. La sección donde se
drenan los líquidos, ubicada en la parte inferior de la unidad posee un relleno
compuestos por grava. El drenaje de los líquidos se realiza a través de un cabezal
común ubicado en el fondo del recipiente. Además, la unidad incluye una boca
de descarga del material utilizado, el cual se dispone en una fosa al aire libre. En
la figura N°14 se muestra la configuración típica de un reactor del proceso
SulfaTreat® (7).
Figura N° 14. Esquema típico del Reactor utilizado en el Proceso “SulfaTreat® (7)” Fuente: Santos, Tielvis. 2002
Entrada de gas ácido
Drenaje de Líquido
Salida de gas dulce
Boquilla de limpieza Pasa hombre
Producto SulfaTreat
Soporte de goma espuma
Malla 40 Mesh Malla 4 Mesh
Base de soporte
Falda
Plataforma con escalera Boquilla de carga
Válvula de Alivio
Espacio Adecuado

41
PDVSA Exploración y Producción
MARCO TEÓRICO
A continuación se muestra la figura N°15 el diagrama de flujo del Proceso de
Endulzamiento de la Planta Urdaneta García, tal como opera actualmente, con
detalles de medidores de flujo, válvulas principales de control y condiciones
operacionales.

42
PDVSA Exploración y Producción
MARCO TEÓRICO

43
PDVSA Exploración y Producción
MARCO TEÓRICO
2.4.- DESCRIPCIÓN DE LOS SISTEMAS Y EQUIPOS DE LA PLANTA URDANETA GARCÍA.
2.4.1. MÓDULO DE RECEPCIÓN Y MEDICIÓN.
2.4.1.1. Sistema de alimentación de crudo.
La Planta Urdaneta García recibe como alimentación dos corrientes de crudo, una
proveniente del Lago de Maracaibo la cual pertenece a PDVSA y otra originada
en tierra perteneciente a BP - Amoco.
2.4.1.2. Corriente de crudo PDVSA
Esta alimentación proviene de tres pozos cretáceos identificados como: UD-103,
UD-132 y UD-152, los cuales están ubicados en la zona de Urdaneta Oeste de la
estación de flujo UD-6 en el Lago de Maracaibo. Su producción está estimada
actualmente de la siguiente manera:
UD-103: 1300 BPD – 3500 ppmv de H2S.
UD-132: 3500 BPD – 4500 ppmv de H2S.
UD-152: 4800 BPD – 3500 ppmv de H2S.
Esta producción fluye hasta la planta a través de un oleoducto de 12” de diámetro
y una longitud de 25 Km.
2.4.1.3. Corriente de crudo BP
Esta corriente de crudo proviene del aporte de cuatro pozos ubicados en tierra
identificados de la siguiente manera: Pozos Urdaneta 6 (23H-1X), Urdaneta 7
(28K-2X), García 17(29G-2X) y García 18(28F-1X); con una producción estimada
de 500 BPD. Estos pozos fluyen a través de líneas individuales de 4” siendo los
150 mts finales de un diámetro de 6”. Su producción está estimada actualmente
de la siguiente manera:
UD-6: 50 BPD – 11000 ppmv de H2S.
UD-7: 160 BPD – 15000 ppmv de H2S.

44
PDVSA Exploración y Producción
MARCO TEÓRICO
GAR-17: 160 BPD – 15000 ppmv de H2S.
GAR-18: 31 BPD – 11000 ppmv de H2S.
2.4.2. MÓDULO DE ENDULZAMIENTO DE CRUDO. 2.4.2.1. Torre Estabilizadora V-102.
Finalizada la etapa de expansión en el sistema de endulzamiento, el crudo sale
del V-101 B para iniciar la etapa de despojamiento en la torre estabilizadora V-
102.
El crudo con temperatura de 80º F aproximadamente asciende hasta la parte
lateral del tope de la torre y entra a través de un elemento removible denominado
rociador, el cual consiste en un tubo de 72 cm de longitud por 4” de diámetro con
12 orificios de 5/8” distribuidos a lo largo del mismo. Este elemento tiene como
función expandir el crudo en forma de rocío al aumentar su velocidad a través de
la restricción, generándose una separación parcial del gas, el cual sube para
pasar a través del separador de neblina (Deminster – pad) y retener las
posibles trazas de líquido (crudo) pudieron ser arrastradas. De igual manera este
elemento elimina la posibilidad de caída de alguna de las bandejas al recibir el
impacto de un alto volumen de crudo de alimentación en forma de cascada.
El crudo luego de entrar a la torre inicia su descenso a través de las bandejas o
platos tipo válvulas, las cuales se encuentran en número de 10 repartidas a lo
largo del cuerpo de la torre. Estas bandejas poseen un tabique el cual permite un
tiempo de retención para que el crudo inunde la misma y el producto entre en
contacto con los vapores calientes de gases que van en ascenso cuando estos
por presión abren las válvulas tipo “T” y fluyen a través del líquido. Al aumentar el
nivel el crudo rebosa el tabique y cae a la bandeja inmediata inferior y continuar
progresivamente bajando las 10 bandejas de las que está compuesta la torre
hasta llegar al fondo.
El crudo agrio desciende y tiene contacto directo en contra corriente con los
vapores calientes, generados por medio de la recirculación de crudo a través del

45
PDVSA Exploración y Producción
MARCO TEÓRICO
horno H-101, los cuales ascienden para despojar o liberar el H2S que se
encuentra en él, obteniendo un producto final en el fondo de la torre con una
concentración no mayor de 10 ppmv, la cual es la concentración máxima
permitida para su almacenamiento.
2.4.2.2. Depurador V-103. El depurador V-103 es un separador bifásico de tipo vertical ubicado en la UEC,
cuya función es la de retener el posible condensado arrastrado por las corrientes
de gas provenientes tanto del V-101 B como de la V-102. Estas dos corrientes se
unen en una línea de 6” de entrada al V-103.
El gas entra al depurador choca con una placa deflectora, provoca un cambio
brusco de dirección del fluido, logrando una separación por expansión de casi la
totalidad de los productos asociados. Aunque esta separación es casi completa el
gas arrastra pequeñas gotas de líquido al pasar a través del retenedor de neblina
son atrapadas, estas pequeñas gotas al juntarse forman unas más grandes caen
al fondo.
La salida del gas del V-103 se encuentra en el tope del mismo y el caudal
manejado puede ser dirigido al venteo a través de la PV-124. Por medio de un
desvío este gas también puede ser unido a los gases de salida del V-101A y
dirigido hacia el V-203 para su endulzamiento en los reactores.
2.4.2.3. Bombas P-101 A / B. Las bombas P-101 A/B están ubicadas fuera del skid de la UEC en la parte
posterior de la misma y cumplen doble función, la de recircular crudo hacia la torre
V-102 pasando por el horno H-101 y la de llevar el excedente de nivel de la torre a
los tanques para su almacenamiento pasando a través de los enfriadores E- 101
A/B.

46
PDVSA Exploración y Producción
MARCO TEÓRICO
Son bombas centrífugas con una capacidad de 3640 gpm, accionadas por un
motor eléctrico de 35 HP con alimentación independientemente del Centro de
Control de Motores. Poseen arranque local por unos botones de arranque
ubicados al frente de cada uno ellos. Estos motores pueden ser parados
localmente o en el Centro de Control de Motores donde también tienen un botón
de arranque para la misma función.
La succión de las bombas viene del fondo de la V-102 a través de una línea de 8”
antes de llegar a ellas se bifurca en dos líneas de 4” una para cada una. También
en la succión poseen un sistema de filtros del tipo sombrero de bruja ubicados en
un carreto removible para practicarles limpieza en caso de que se obstruyan por
cualquier sustancia sólida transportada por el crudo.
La descargas de las bombas son a través de una línea de 4” de diámetro, la cual
se unen antes de llegar a un múltiple por el cual se puede dirigir el flujo del crudo
a los siguientes equipos:
• Horno H-101
• Tanques de almacenamiento.
• Recirculación al V-101B
• Recirculación a la V-102.
2.4.2.4. Horno H-101. El horno H-101 es el encargado de calentar el crudo entre los 250 a 320º F
expandiéndolo con la finalidad de producir una gran cantidad de vapores, los
cuales entran por el fondo de la torre estabilizadora despojando al crudo del H2S.
El horno es del tipo tiro forzado con un serpentín helicoidal interno por donde fluye
el crudo, posee un quemador de 10MM BTU/h, con un soplador estequiométrico
incorporado. Está revestido internamente por un refractario mejorando el
rendimiento del quemador, evitando el intercambio de temperatura con la parte
externa de las paredes. Posee una chimenea en la parte trasera por donde se

47
PDVSA Exploración y Producción
MARCO TEÓRICO
dejan salir los gases producto de la combustión interna y regulados por un
damper ubicado en la parte inferior de la misma.
Posee un panel de control ubicado en la parte lateral donde se encuentran los
indicadores de alarma y operación además de los controles de encendido local.
Este panel de control tiene un PLC que envía y recibe las señales al monitor
visual ubicado en la sala de control.
El control de temperatura viene dado a las necesidades operacionales en el
fondo de la torre V-102. Este control de temperatura se da por el accionar de la
válvula TCV-105 el cual permite mayor paso de gas al quemador incrementará la
llama de entrada al hogar del horno. El flujo a través del H-101 debe
mantenerse constante y en un margen bastante alto de manera de lograr los
objetivos operacionales.
Un flujo insuficiente resultaría en una menor transferencia de calor y poca
separación de H2S en el crudo. La rata operacional de flujo es de 6000 BPD.
Por razones de seguridad en la entrada del H-101 se encuentra ubicada una
válvula de cierre de emergencia denominada XV-105, cortando el flujo de crudo
hacia el mismo. Está válvula puede ser accionada manualmente a través del paro
de emergencia de la planta o por los paros automáticos de protección del horno.
2.4.2.5. Enfriadores E-101 A / B. Los enfriadores de crudo E-101 A/B son los encargados de disminuir la
temperatura del crudo, el cual sale por el fondo de la torre estabilizadora antes de
llegar a los tanques de almacenamiento.
Estos enfriadores realizan su función a través de un cuerpo provisto de una vasta
red de tubos por donde circula crudo, los ventiladores instalados en la parte
inferior de la misma fuerzan la entrada de aire a través de dichos tubos,
48
PDVSA Exploración y Producción
MARCO TEÓRICO
provocando el intercambio de calor entre el producto circulante y la corriente de
aire a temperatura ambiente.
2.4.3. MÓDULO DE ENDULZAMIENTO DE GAS.
2.4.3.1. Compresor de gas agrio C-101. El compresor de gas agrio es centrifugo tipo tornillo marca Dresser Rand,
acoplado a un motor a gas modelo TVC 22. Esta diseñado para comprimir el gas
agrio de baja presión proveniente del depurador V-103 y enviarlo al depurador V-
203 para luego ir al proceso de endulzamiento de gas (reactores de
SulfaTreat®). La descarga del compresor se adapta a la presión de descarga
requerida.
Después de salir del proceso de compresión, el gas va como succión al depurador
V-203 para remover las posibles trazas de líquidos generadas por efecto de
condensación y evitar el posible arrastre de partículas de crudo hacía los
reactores, el cual pierde su capacidad de adsorción (reactividad) en las áreas
contaminadas de crudo.
El proceso de compresión genera cierta cantidad de calor y por lo tanto el C-101
posee un enfriador instalado en la parte frontal, el cual consta de una serie de
pequeños tubos, por entre los cuales se hace circular aire a temperatura
ambiente, por medio del ventilador del motor. Actualmente, este compresor está
fuera de servicio por no aplicarle ningún tipo de preservación en el período que la
planta no estuvo en operación, por lo tanto tiene unas piezas dañadas y el gas de
baja presión se esta quemando en el mechurrio.
2.4.3.2. Depurador V-203.
El depurador V-203 es un separador bifásico de tipo vertical ubicado en el módulo
de endulzamiento de gas, cuya función es la de retener el posible condensado
arrastrado por las corrientes de gas provenientes del compresor C-101 como del
separador V-101 A. Estas dos corrientes se unen en una línea de 6” de entrada al
V-203.

49
PDVSA Exploración y Producción
MARCO TEÓRICO
El gas alimentado al depurador choca con una placa deflectora, provocando un
cambio brusco de dirección del fluido, logrando una separación por expansión de
casi la totalidad de los productos asociados. Aunque esta separación es casi
completa el gas arrastra pequeñas gotas de líquido, el cual pasa a través del
retenedor de neblina son atrapadas, estas pequeñas gotas al juntarse forman
unas más grandes cayendo al fondo.
La salida del gas del V-203 se encuentra en el tope del mismo y el caudal
manejado puede ser dirigido a los reactores de SulfaTreat® para su
endulzamiento.
2.4.3.3. Reactores de SulfaTreat® RS-1 A/B
El proceso para el endulzamiento del gas proveniente de la unidad estabilizadora
de crudo y del separador trifásico V-101A/B está compuesto por dos reactores,
los cuales contienen un producto químico denominado SulfaTreat®, los cuales
tienen una capacidad de 150 Ton, un rendimiento aproximado de 45 días cada
uno, dependiendo de la concentración de H2S y del flujo de gas.
El gas agrio se dirige a la parte superior del reactor por donde inicia su descenso
a través del lecho de SulfaTreat® hasta salir por la parte de abajo con
características de gas dulce con concentraciones no máximas de 10 ppmv. Antes
de entrar al reactor, el gas es saturado con agua para acondicionarlo y a la vez
evitar la compactación exagerada del producto dentro del recipiente facilitando su
reemplazo.
Para obtener un mayor rendimiento del SulfaTreat®, los reactores poseen una
facilidad de trabajar en serie, es decir, alinearlos de tal manera que la salida de
uno sea la entrada del siguiente. Así, cuando el gas en un reactor sale fuera de
especificación (más de 10 ppmv de H2S) se colocan a operar en serie para
aprovechar el producto, darle un mayor rendimiento y obtener un gas dulce dentro
de las especificaciones ambientales requeridas.
50
PDVSA Exploración y Producción
MARCO TEÓRICO
El gas dulce producido es alineado a la succión de un compresor reciprocante C-
201 para elevar su presión y ser inyectado al gasoducto el cual a través de un
depurador V-204 es utilizado como combustible en planta y el exceso transferido
al Gasoducto de Los Claros distribuyendo a Alpuf o Campo Boscán a través del
mismo sistema.
2.4.3.4. Compresor de gas dulce C-201. Es un compresor reciprocante, marca Dresser Rand, de una sola etapa,
acoplado a un motor Caterpillar modelo G398. Está diseñado para comprimir el
gas dulce proveniente de la unidad de tratamiento de gas y enviarlo a la
estación de gasoductos Los Claros. La descarga del compresor se adapta a la
presión de descarga requerida. En operación normal succiona desde 50 lpcm y
descargando a 250 lpcm.
Después de salir de los reactores, el gas va como succión al C-201 pasando a
través de un depurador V-206, el cual se encuentra a la entrada del mismo para
retener el posible condensado que sea arrastrado de los reactores.
El proceso de compresión genera cierta cantidad de calor y por lo tanto la
temperatura del gas aumenta entre 110 y 122º F. Debido a esto el C-201 posee
un enfriador instalado en la parte frontal, el cual consta de una serie de
pequeños tubos, por entre los cuales se hace circular aire a temperatura
ambiente, por medio del ventilador del motor. Posteriormente este gas es
descargado por medio de una línea de 8” hacia el gasoducto a Los Claros.
2.5. - INTERCONEXIÓN DE LA PLANTA URDANETA GARCÍA CON OTRAS INSTALACIONES. La planta Urdaneta García suministra crudo dulce y Gas Natural dulce a las
siguientes instalaciones:
• Crudo Mediano a:
51
PDVSA Exploración y Producción
MARCO TEÓRICO
Patio de Tanques Ulé ( Vía EF UD-7), unos 6,000 BPD
• Gas Natural dulce, unos 2.0 MMPCED
Gas para consumo interno en la planta y el excedente se comprime y se descarga
hacia el bloque DZO y parte hacia la (Estación 3) de Campo Boscán.
2.6. - GENERALIDADES DEL PROCESO DE ENDULZAMIENTO DE GAS. (1)
El proceso de endulzamiento de gas tiene como propósito principal eliminar el
sulfuro de hidrógeno (H2S), el CO2, el CS2 y CH2S contenido en la corriente de
gas permitiendo así un manejo y almacenamiento seguro del mismo.
Muchos tipos de gases contienen H2S en cantidades de hasta el 30 % molar.
Generalmente se puede encontrar en los siguientes procesos industriales:
• Perforación y producción de crudos con alto contenido de azufre.
• Refinación.
• Acondicionamiento de gas natural.
• Industria química y petroquímica.
Los gases que contienen alta concentraciones de H2S son denominados “agrios”
y los que no la poseen se denominan “dulces”.
Existen varios procesos para la remoción del H2S, estos se agrupan en dos
categorías:
• Por adsorción.
• Por absorción.

52
PDVSA Exploración y Producción
MARCO TEÓRICO
2.6.1. Procesos de Adsorción
La adsorción es la transferencia selectiva de uno o más solutos de una fase fluida
a un lote de partículas sólidas. La selectividad común de un adsorbente entre el
soluto y el fluido portador o entre varios solutos, hace posible la separación
de ciertos solutos presentes en el fluido portador o entre sí.
En general, la adsorción incluye la acumulación de moléculas de soluto en una
interface, la acumulación por unidad de área es pequeña; por consiguiente se
prefieren los sólidos altamente porosos con áreas internas muy grandes por
unidad de volumen. En síntesis, la adsorción es un proceso de separación el cual
envuelve la remoción de una sustancia en una corriente de gas por captación
física sobre la superficie de un material sólido, por ejemplo la adsorción del H2S
por carbón activado.
En los reactores de la P.U.G se aplica el método de adsorción llamada
quimisorción, pues el gas se adsorbe, pero también reacciona agotando el lecho,
removiendo el H2S de la corriente de gas utilizando como lecho sólido el
SulfaTreat®.
2.7. - REACTIVO QUÍMICO “SulfaTreat® ”.(2)
El producto SulfaTreat® es un adsorbente sólido estandarizado al nivel de
PDVSA para endulzar el gas asociado a la producción de crudo. Este se basa en
óxidos de hierro ( Fe3O4, Fe2O3) soportados sobre un material inorgánico inerte, el
cual consiste en usar óxido de hierro para remover el H2S y mercaptanos
presentes en el gas. Básicamente es un compuesto de hierro mezclado con
químicos adicionales, mejorando su reactividad.
El producto SulfaTreat® se utiliza en forma sólida, las partículas son insolubles y
granulares con tamaño entre 4 y 30 mesh, con una gravedad específica de 1.12
53
PDVSA Exploración y Producción
MARCO TEÓRICO
g/cm3, para darle al sólido propiedades de fácil manejo. Tiene una densidad de
70 Lbs/ft3 y se comercializa en bolsas de 50 Lbs hasta de 2500 Lbs (granel).
El proceso debe ser aplicado preferiblemente a gas saturado con agua, para
lograr una óptima eficiencia. La humedad es una propiedad muy importante, la
misma permite la adherencia del hierro al grano, recordando el hierro es la
materia activa secuestrante el H2S del gas natural.
El SulfaTreat® es un proceso tipo batch (por carga) para la remoción del sulfuro
de hidrógeno (H2S) y mercaptanos ligeros del gas natural, se diferencia de otros
productos por ser un material seco; está libre de cualquier líquido, y ésta
característica le permite procesar el gas más fácilmente y con una mayor
capacidad de predicción en comparación con otros productos del mercado, como
por ejemplo: la esponja de hierro y otros procesos líquidos, los cuales requieren
atención operacional constante. Este proceso con SulfaTreat® no requiere de un
monitoreo continuo ni de equipo de control costoso; no es afectado por
variaciones en las condiciones de operación.
El SulfaTreat® puede ser ubicado en sitios no peligrosos o enterrado en un sitio
permitido en condiciones normales, ya que es no tóxico, no pirofórico, no
peligroso y ambientalmente seguro.
El SulfaTreat® mejorado HP es de química similar y se encuentra dentro de la
familia de los productos de SulfaTreat®, usado en la Industria en aguas residuales
para remover el H2S de la corriente de gas.
El SulfaTreat® HP puede ser mantenido por un período indefinido de tiempo bajo
condiciones normales de almacenamiento sin pérdida de efectividad. El producto
es un material sólido, su empacado y manejo es más fácil y el mismo se hace en
bolsas retornables, por lo tanto no se requiere de tambores de almacenamiento.
Puede ser almacenado al aire libre si es protegido de elementos directos del

54
PDVSA Exploración y Producción
MARCO TEÓRICO
ambiente. Como es no peligroso y no tóxico no requiere de uso de equipos
especiales.
Por otro lado, este producto es efectivo a baja y altas velocidades porque el
tamaño y la forma de las partículas son uniformes, lo cual elimina el
acanalamiento. Adicionalmente provee una alta remoción aún cuando se
presenten gran cantidad de contaminantes en el sistema.
El producto SulfaTreat® (FexOy), al entrar en contacto con la corriente de gas que
contiene H2S, produce varios compuestos mediante la siguiente reacción:
6 H2S + Fe3O4 3FeS2 + 4H2O + 2H2
(SulfaTreat®) (Pirita)
Siendo el producto principal un residuo granular sólido, estable y seguro
denominado pirita (FeS2).
El producto resultante de la reacción (la pirita) es de color marrón claro, granular,
seco y no es pirofórico. El compuesto formado ha sido evaluado en pruebas
exigentes y puede ser recirculado para otros tipos de procesos (2).
La pirita, está considerada como no tóxica dentro de las especificaciones de la
EPA (Environmental Protection Agency de EEUU) y en la Legislación Venezolana.
2.8. - SIMULADOR DE PROCESO.
Actualmente existen en la industria Petrolera y Petroquímica simuladores los
cuales permiten evaluar de una forma rápida equipos o plantas de procesos,
establecidas o modificadas. Estos simuladores poseen programas implícitos
modelos termodinámicos en forma de modelos matemáticos para reproducir
condiciones de un equipo o conjunto de ellos.

55
PDVSA Exploración y Producción
MARCO TEÓRICO
2.8.1. Simulador PRO/II. (3)
En esta sección se describe el paquete de simulación PRO/II con Provisión,
utilizado para llevar a cabo la simulación de la Planta Endulzadora Urdaneta
García.
PRO/II con Provisión, es un programa de simulación de procesos. Los algoritmos
base de este paquete de simulación provienen del programa PRO/II, con la
diferencia que Provisión permite la ejecución en el ambiente con ventanas,
logrando ser este programa de fácil manejo. El programa es diseñado para
ingenieros químicos e industrias de proceso y es corrido bajo ambiente Windows.
Una variedad de componentes y datos termodinámicos, acompañados de una
sección completa de procedimientos para calcular unidades, provee al
ingeniero de una herramienta poderosa para el diseño y simulación de una
amplia gama de procesos, a través de él se pueden simular diferentes equipos
como: unidades de destilación, compresores, reactores, intercambiadores de
calor, mezcladores, separadores, bombas, y otros. (4)
2.8.2. Método Termodinámico Utilizado en el Simulador PRO/II. El método termodinámico utilizado para la simulación del proceso de
Endulzamiento de Gas de la Planta Urdaneta García fue el Braun K –10.
El método Braun K-10 se basa en las cartas desarrolladas por Cajander, et. Al, en
1960. La carta para una presión de convergencia de 5000 psia se usa para
predecir los valores de constante de equilibrio (K) de los componentes a una
presión del sistema de 10 psia. Los valores de K a 10 psia son proporcionales a la
presión deseada. Así mismo, el método termodinámico BK-10 nunca debe ser
usado para sistemas con presiones mayores de 90 psia o temperaturas fuera del
rango comprendido entre 100 y 900 ° F. Tiene también capacidad limitada
para predecir los valores de K para los componentes ligeros. Los
pseudocomponentes se estiman usando los valores de la correlación de K-10 y
puntos de ebullición.

56
PDVSA Exploración y Producción
METODOLOGÍA
CAPÍTULO III: MARCO METODOLÓGICO

57
PDVSA Exploración y Producción
METODOLOGÍA
MARCO METODOLÓGICO A continuación se presenta una descripción detallada de la metodología llevada a
cabo en la evaluación del proceso de endulzamiento de gas:
3.1.- REVISIÓN BIBLIOGRÁFICA
Inicialmente se realizó lectura del Manual de Operación de la Planta Endulzadora
Urdaneta García y búsqueda de información relacionada con el proceso, reactivo
químico “SulfaTreat®, planos de equipos asociados al sistema, a fin de
familiarizarse con los mismos, conociendo los datos de diseño de los equipos,
procedimientos operacionales y las condiciones normales de operación de la
planta. Esta actividad permitió seleccionar la información útil para efectos de la
evaluación realizada.
3.2.- VISITAS A LAS INSTALACIONES
Con el propósito de conocer la ubicación geográfica, infraestructura y
funcionamiento de la Planta, se realizaron varias visitas a la misma. Esta
actividad permitió determinar los equipos asociados al proceso de endulzamiento
de gas, las condiciones reales de operación de los equipos para la evaluación de
los mismos e identificar las variables más importantes del sistema.
3.3.- ACTUALIZACIÓN DEL ISOMÉTRICO DE LA PLANTA
URDANETA GARCÍA
Con las visitas a las instalaciones de la Planta se verificó y avaló la información tal
como la ubicación y dimensionamiento de algunos equipos presente en los
isométricos, facilitándonos así el posterior estudio del proceso. Se realizó una
revisión en campo siguiendo todas las líneas activas existentes con todos los
quipos asociadas al proceso de endulzamiento de gas tal como se encuentra
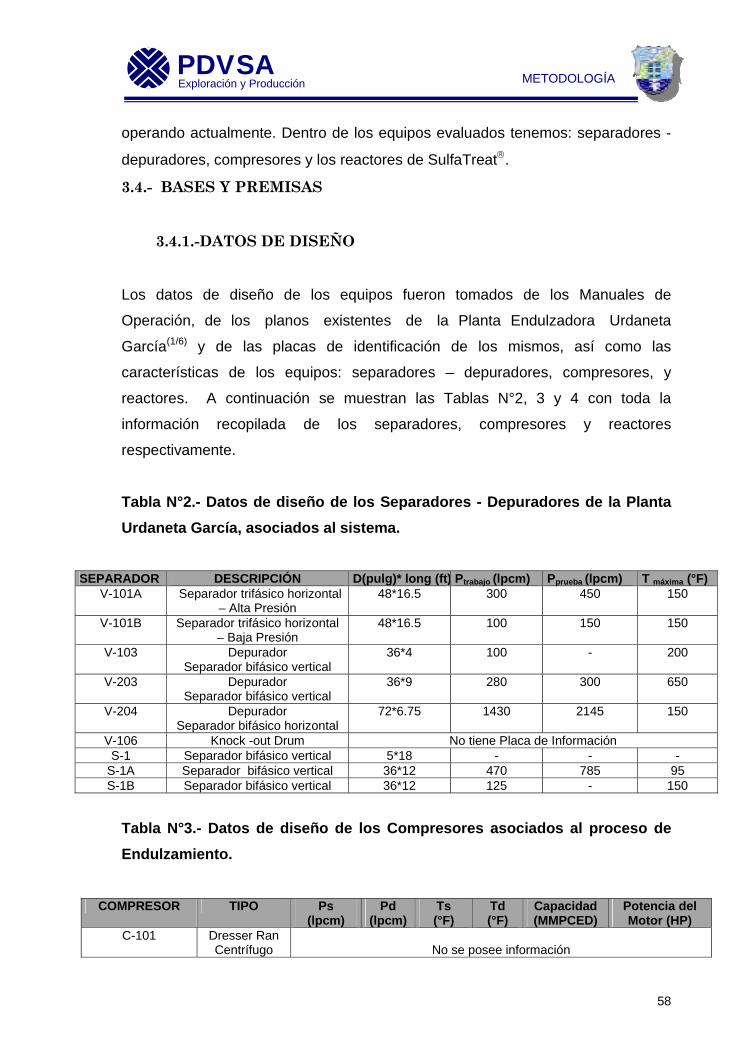
58
PDVSA Exploración y Producción
METODOLOGÍA
operando actualmente. Dentro de los equipos evaluados tenemos: separadores -
depuradores, compresores y los reactores de SulfaTreat®.
3.4.- BASES Y PREMISAS
3.4.1.-DATOS DE DISEÑO
Los datos de diseño de los equipos fueron tomados de los Manuales de
Operación, de los planos existentes de la Planta Endulzadora Urdaneta
García(1/6) y de las placas de identificación de los mismos, así como las
características de los equipos: separadores – depuradores, compresores, y
reactores. A continuación se muestran las Tablas N°2, 3 y 4 con toda la
información recopilada de los separadores, compresores y reactores
respectivamente.
Tabla N°2.- Datos de diseño de los Separadores - Depuradores de la Planta Urdaneta García, asociados al sistema.
SEPARADOR DESCRIPCIÓN D(pulg)* long (ft) Ptrabajo (lpcm) Pprueba (lpcm) T máxima (°F) V-101A Separador trifásico horizontal
– Alta Presión 48*16.5 300 450 150
V-101B Separador trifásico horizontal – Baja Presión
48*16.5 100 150 150
V-103 Depurador Separador bifásico vertical
36*4 100 - 200
V-203 Depurador Separador bifásico vertical
36*9 280 300 650
V-204 Depurador Separador bifásico horizontal
72*6.75 1430 2145 150
V-106 Knock -out Drum No tiene Placa de Información S-1 Separador bifásico vertical 5*18 - - -
S-1A Separador bifásico vertical 36*12 470 785 95 S-1B Separador bifásico vertical 36*12 125 - 150
Tabla N°3.- Datos de diseño de los Compresores asociados al proceso de Endulzamiento.
COMPRESOR TIPO Ps
(lpcm) Pd
(lpcm) Ts (°F)
Td (°F)
Capacidad (MMPCED)
Potencia del Motor (HP)
C-101 Dresser Ran Centrífugo
No se posee información

59
PDVSA Exploración y Producción
METODOLOGÍA
C-201 Dresser Ran Reciprocante
217 707 130 245 5.1 421
Tabla N°4.- Datos de diseño de los Reactores de SulfaTreat®.
REACTORES Capacidad de Gas
(MMPCED) % H2S (ppmv)
DI (pulg)
Altura (ft)
Peso vacío (Lbs)
Sulfatreat® (Lbs/reactor)
Altura de S/S (ft)
RS – 1 A/B
12.5 25000 168 78’*8” 96075.49 330.000 32.6
3.4.2.-CAPACIDAD DE LA PLANTA
La Unidad Estabilizadora de Crudo de la Planta Urdaneta García fue diseñada
para procesar 6270 BPD de crudo ácido y 5.0 MMPCED de gas agrio, según la
Ingeniería Conceptual realizada por INTEVEP – PDVSA (10). Los reactores de
SulfaTreat® fueron diseñados para procesar 12.5 MMPCED con un contenido de
H2S de 25,000 ppmv. (5)
3.4.3.-GAS DE ALIMENTACIÓN
El gas total de alimentación al proceso de endulzamiento de gas proviene de tres
fuentes:
• Gas agrio generado de la producción de crudo de la empresa BP, el cual
proviene del separador V-101B de baja presión.
• Gas agrio generado de la producción de crudo de la empresa PDVSA,
producido en el separador V-101A de alta presión.
• Gas agrio generado en el sistema de estabilización de crudo, generado en el
tope de la torre estabilizadora V-102.
A continuación se muestra la Figura N° 16 el esquema actual de manejo de
gas de la Planta Urdaneta García.

60
PDVSA Exploración y Producción
METODOLOGÍA
Figura N°16.- Esquema actual de manejo de gas de la Planta Urdaneta
García.
Figura N° 16. Esquema actual de manejo de gas de la Planta Urdaneta García.
Fuente: Santos, Tielvis. 2002.
3.4.4.-VOLUMEN DE GAS
3.4.4.- VOLUMEN DE GAS. Se considera el volumen de gas agrio generado en el sistema de estabilización de
crudo (salida de la torre despojadora de crudo V-102 y del separador trifásico
horizontal V-101A/B) se produce a una razón de 2.0 MMPCED por 6000 BPD de
CRUDO PDVSA
CRUDO BP
GAS AGRIO
GAS AGRIO
CRUDO
CRUDO
V-101A SEPARADOR TRIFÁSICO
V-101B SEPARADOR TRIFÁSICO
SISTEMA DE ENDULZAMIENTO
DE GAS
GAS A CAMPO BOSCAN EF -3
CRUDO
GAS AGRIO DE ALTA PRESIÓN
GAS AGRIO DE BAJA PRESIÓN
GAS AGRIO TOTAL
C-101
V-103
V-203 HACIA DRENAJE
HACIA DRENAJE
TORRE ESTABILIZADORA
V-102
S - 1
S – 1A
ALMACENAMIENTO DE CRUDO
P-101A/B
H-101
E-101A/B

61
PDVSA Exploración y Producción
METODOLOGÍA
crudo procesado (relación actual), tomando en consideración la relación gas –
petróleo de los pozos obtenida en Centinela para verificar esta relación.
La producción de crudo estimada en la planta es de 10000 BPD adicionales (2
trenes adicionales similares al actual), para un total de 16000 BPD, con un
volumen de gas asociado de 7.0 MMPCED. Este es el valor se tomará para las
evaluaciones del sistema de endulzamiento de gas.
3.4.5.-CARACTERÍSTICAS DE LAS CORRIENTES DE GAS DE
ALIMENTACIÓN
Las condiciones de presión, temperatura, peso molecular, factor de
compresibilidad, concentración de H2S y la composición de las corrientes del gas
asociado a la producción de crudo de PDVSA y BP se presentan en las tablas N°
5, 6, 7 y 8. Estas Cromatografías fueron realizadas por Core Laboratories. La
Cromatografía de los pozos del lago UD-103, UD-132 y de los pozos de tierra
UD-6/7 y GAR 17/18 se realizaron en Septiembre 1996 (ver anexos), se utilizaron
estos datos para este estudio por ser la única referencia disponible. La
cromatografía del pozo UD-152 se realizó en Abril 2002 (ver anexos #1).
Adicionalmente se compararon estos valores con los reportados en la evaluación
de la planta realizada por Intevep resultando los parámetros son similares.
Tabla N° 5.- Cromatografía del Pozo UD-103.
CARACTERÍSTICAS DEL GAS DEL POZO UD - 103
Presión (psig) 150 Temperatura (°F) 122 Peso Molecular 24.65
Factor de Compresibilidad (Z) 0.97 Concentración prom. De H2S(ppmv) 3500
Composición del Gas % Molar Sulfuro de Hidrógeno 0.13 Dióxido de Carbono 5.26
Nitrógeno 0.49 Metano 64.49 Etano 15.97
Propano 9.08

62
PDVSA Exploración y Producción
METODOLOGÍA
iso - Butano 0.76 n - Butano 2.20
Iso- Pentano 0.45 n – Pentano 0.55
Hexanos 0.38 Heptanos C7+ 0.24
Total 100
Tabla N° 6.- Cromatografía del Pozo UD-132.
CARACTERÍSTICAS DEL GAS DEL POZO UD - 132
Presión (psig) 550 Temperatura (°F) 186 Peso Molecular 23,76
Factor de Compresibilidad (Z) 0.93 Concentración prom. De H2S(ppmv) 4500
Composición del Gas % Molar Sulfuro de Hidrógeno 0.14 Dióxido de Carbono 5.12
Nitrógeno 0.61 Metano 68.26 Etano 14.29
Propano 7.49 iso – Butano 0.64 n – Butano 1.87
Iso- Pentano 0.42 n – Pentano 0.53
Hexanos 0.36 Heptanos C7+ 0.27
Total 100
Tabla N° 7.- Cromatografía del Pozo UD-152.
CARACTERÍSTICAS DEL GAS DEL POZO UD - 152
Presión (psig) 190 Temperatura (°F) 82 Peso Molecular 22.30
Factor de Compresibilidad (Z) 0.96 Concentración prom. De H2S(ppmv) 3500
Composición del Gas % Molar Sulfuro de Hidrógeno 0.12 Dióxido de Carbono 4.77
Nitrógeno 0.56 Metano 71.43 Etano 14.83

63
PDVSA Exploración y Producción
METODOLOGÍA
Propano 6.13 iso - Butano 0.39 n - Butano 1.13
Iso- Pentano 0.21 n – Pentano 0.23
Hexanos 0.13 Heptanos C7+ 0.07
Total 100
Tabla N° 8.- Cromatografía de los pozos ubicados en tierra UD-6, UD-7, GAR-17 y GAR-18.
CARACTERÍSTICAS DEL GAS DE LOS POZOS UD-6,7/ GAR-17,18 Presión (psig) 50
Temperatura (°F) 90 Peso Molecular 26.89
Factor de Compresibilidad (Z) 0.985 Concentración prom. De H2S(ppmv) 15.000
Composición del Gas % Molar Sulfuro de Hidrógeno 2.00 Dióxido de Carbono 7.54
Nitrógeno 0.44 Metano 58.69 Etano 16.60
Propano 10.89 iso – Butano 0.91 n – Butano 2.81
Iso- Pentano 0.58 n – Pentano 0.71
Hexanos 0.48 Heptanos C7+ 0.35
Total 100 NOTA: Esta cromatografía es de todos los pozos ubicados en tierra: UD-6, UD-7,
GAR-17 y GAR-18, ya que fue tomada en la línea de salida del gas del separador
V-101B.
3.4.6.-CONCENTRACIONES DE SULFURO DE HIDRÓGENO
(H2S)
La estimación del contenido de H2S de las corrientes del gas asociado a la
producción de crudo de PDVSA y BP obedece a resultados obtenidos en el
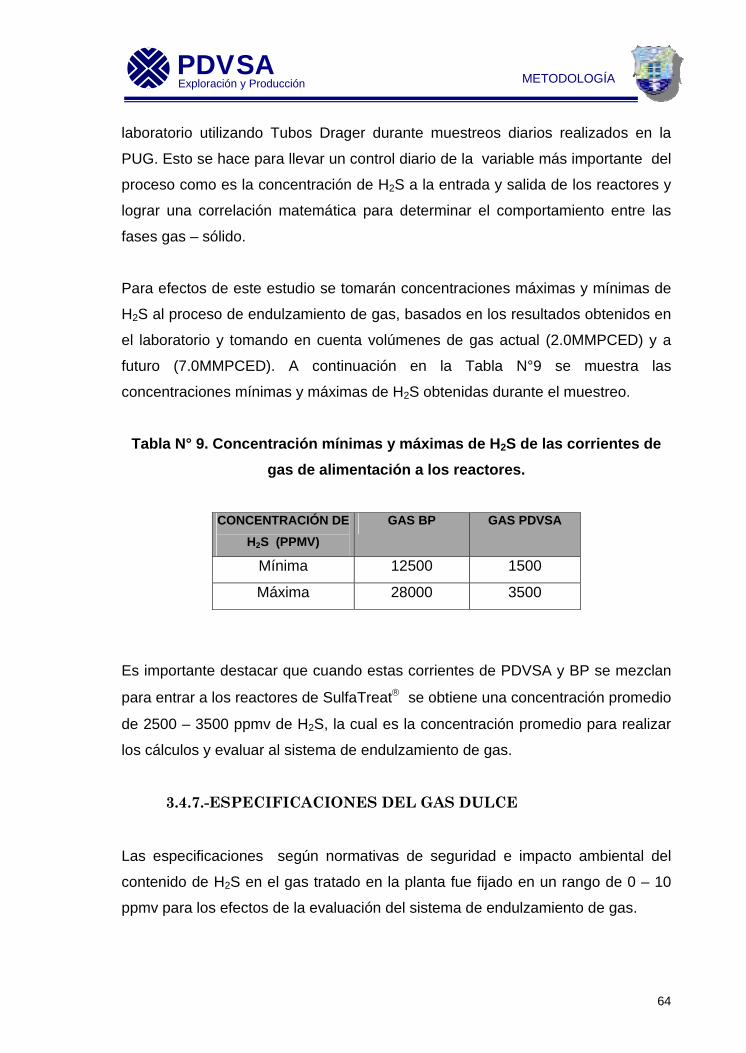
64
PDVSA Exploración y Producción
METODOLOGÍA
laboratorio utilizando Tubos Drager durante muestreos diarios realizados en la
PUG. Esto se hace para llevar un control diario de la variable más importante del
proceso como es la concentración de H2S a la entrada y salida de los reactores y
lograr una correlación matemática para determinar el comportamiento entre las
fases gas – sólido.
Para efectos de este estudio se tomarán concentraciones máximas y mínimas de
H2S al proceso de endulzamiento de gas, basados en los resultados obtenidos en
el laboratorio y tomando en cuenta volúmenes de gas actual (2.0MMPCED) y a
futuro (7.0MMPCED). A continuación en la Tabla N°9 se muestra las
concentraciones mínimas y máximas de H2S obtenidas durante el muestreo.
Tabla N° 9. Concentración mínimas y máximas de H2S de las corrientes de gas de alimentación a los reactores.
CONCENTRACIÓN DE
H2S (PPMV) GAS BP GAS PDVSA
Mínima 12500 1500
Máxima 28000 3500
Es importante destacar que cuando estas corrientes de PDVSA y BP se mezclan
para entrar a los reactores de SulfaTreat® se obtiene una concentración promedio
de 2500 – 3500 ppmv de H2S, la cual es la concentración promedio para realizar
los cálculos y evaluar al sistema de endulzamiento de gas.
3.4.7.-ESPECIFICACIONES DEL GAS DULCE
Las especificaciones según normativas de seguridad e impacto ambiental del
contenido de H2S en el gas tratado en la planta fue fijado en un rango de 0 – 10
ppmv para los efectos de la evaluación del sistema de endulzamiento de gas.
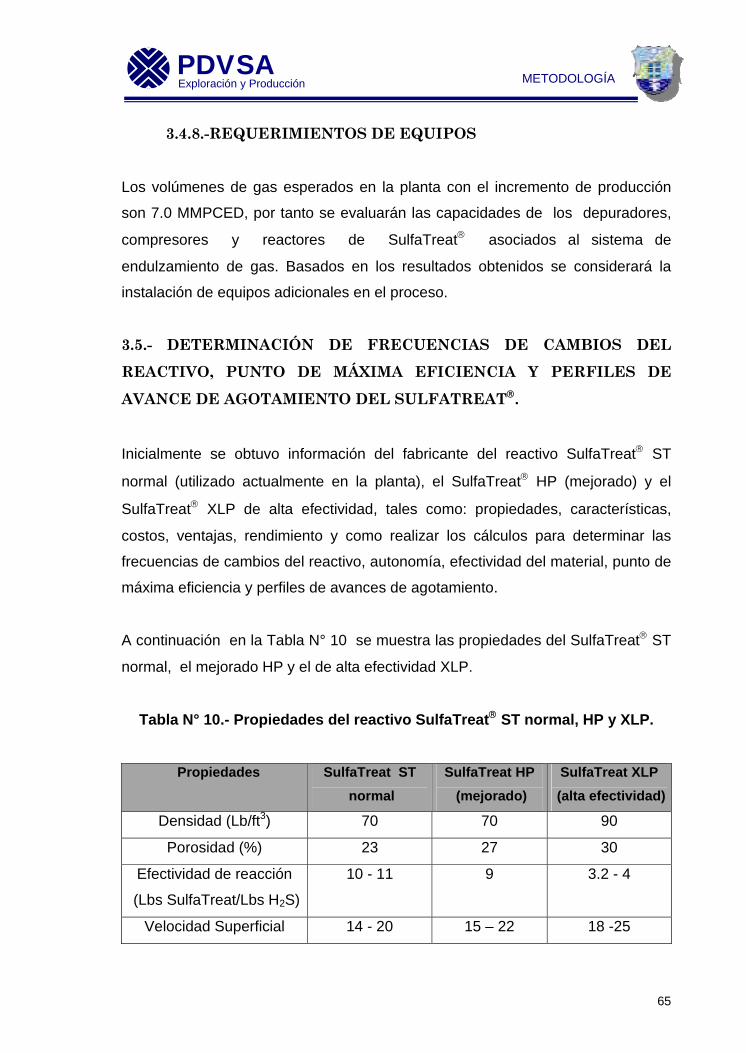
65
PDVSA Exploración y Producción
METODOLOGÍA
3.4.8.-REQUERIMIENTOS DE EQUIPOS
Los volúmenes de gas esperados en la planta con el incremento de producción
son 7.0 MMPCED, por tanto se evaluarán las capacidades de los depuradores,
compresores y reactores de SulfaTreat® asociados al sistema de
endulzamiento de gas. Basados en los resultados obtenidos se considerará la
instalación de equipos adicionales en el proceso.
3.5.- DETERMINACIÓN DE FRECUENCIAS DE CAMBIOS DEL
REACTIVO, PUNTO DE MÁXIMA EFICIENCIA Y PERFILES DE
AVANCE DE AGOTAMIENTO DEL SULFATREAT®.
Inicialmente se obtuvo información del fabricante del reactivo SulfaTreat® ST
normal (utilizado actualmente en la planta), el SulfaTreat® HP (mejorado) y el
SulfaTreat® XLP de alta efectividad, tales como: propiedades, características,
costos, ventajas, rendimiento y como realizar los cálculos para determinar las
frecuencias de cambios del reactivo, autonomía, efectividad del material, punto de
máxima eficiencia y perfiles de avances de agotamiento.
A continuación en la Tabla N° 10 se muestra las propiedades del SulfaTreat® ST
normal, el mejorado HP y el de alta efectividad XLP.
Tabla N° 10.- Propiedades del reactivo SulfaTreat® ST normal, HP y XLP.
Propiedades SulfaTreat ST normal
SulfaTreat HP (mejorado)
SulfaTreat XLP (alta efectividad)
Densidad (Lb/ft3) 70 70 90
Porosidad (%) 23 27 30
Efectividad de reacción
(Lbs SulfaTreat/Lbs H2S)
10 - 11 9 3.2 - 4
Velocidad Superficial 14 - 20 15 – 22 18 -25

66
PDVSA Exploración y Producción
METODOLOGÍA
(ft/min)
Caída de Presión (psi) Alto Mediano Bajo
Costo ($/Lbs) 0.31 0.38 0.66
Este producto es diseñado para trabajar a temperaturas de gas entre 70°F y 120
°F y el gas no debe tener líquidos libres. El rendimiento del producto es mayor
cuando la corriente de gas a tratar está saturada con agua. El producto XLP
puede aplicarse en un ambiente de reactividad de gas libre de oxígeno.
El fabricante estima una capacidad promedio de remoción de sulfuro de hidrógeno
de 0.09 – 0.10 Lbs de H2S por Lbs de SulfaTreat® normal. Para el SulfaTreat®
mejorado HP se tomará una capacidad de remoción de 0.11 Lbs de H2S por Lbs
de SulfaTreat® HP. Para el SulfaTreat® XLP se tomará una capacidad de
remoción de 0.29 Lbs de H2S por Lbs de SulfaTreat® XLP. Estos valores de
capacidad son utilizados como referencia para evaluar la eficiencia del proceso
SulfaTreat®.
Para la determinación de la frecuencia de cambio del reactivo, cálculo de la
autonomía del lecho, carga útil de SulfaTreat®, cambios por año, costos por
reemplazo y costos totales se utilizó el procedimiento aportado por el fabricante
del producto, el cual se presenta a continuación:
1) Cálculo de la masa de H2S que reacciona con Q en MMPCED @ una
determinada concentración de H2S en ppmv:
45.379
QN = Ecuación N° 1
Tomando como base 1MMPCED de gas:
)(/lg110241*
45.37910*1 6
MMPCEDhporQgaslbmoh
díaPCEDN ==
Calculando la fracción molar de H2S:
67
PDVSA Exploración y Producción
METODOLOGÍA
hSlarlbmolHfracciónmolbmoldegas
SlbmolHSConcHPCEDQPCEDh
aslbmo /10
2*10**10*
lg110 2626
6 =
Calculando las lbs de H2S, MW H2S: 34lbs/lbmol
díaSHflujoenlbsdía
hSlbmolHSlbsH
hSmolHfracciónlb /
124*34* 2
2
22 =
2) Cálculo de la Densidad (ρ):
Para gases reales TRnZVP **** = Ecuación N° 2
Como MWmn =
Sustituyendo n en la ecuación anterior y considerando que Vm
=ρ , despejamos:
TRZ
MWP**
*=ρ Ecuación N° 3
3) Cálculo del Caudal Volumétrico de H2S (Q):
ρmQ = Ecuación N° 4
4) Cálculo del diámetro (d) del reactor considerando las condiciones de la Planta:
La velocidad superficial óptima dentro del reactor debe ser: 14 ft/min ≤ Vt ≤ 20
ft/min.
4**
4**
22 dVtQdA
AVtQππ
=⇒=
= Ecuación N° 5
Despejando el diámetro tenemos:

68
PDVSA Exploración y Producción
METODOLOGÍA
π*4*
VtQd = Ecuación N° 6
5) Cálculo del volumen del reactor
Volumen del reactor = A * Longitud efectiva
3
322
03.4926
03.492632*4
1416.3*lg12
1lg*168*4*
ftV
ftftpu
ftpuVLdV
=
=⎟⎟⎠
⎞⎜⎜⎝
⎛=→=
π
6) Calculando la masa de SulfaTreat® (ST) normal de carga:
VsulfatreatmVm *ρρ =→= Ecuación N° 7
7) Calculando la Autonomía del Lecho (SulfaTreat® ):
XdíasflujoST
aSTmasadecAutonomía ==arg Ecuación N° 8
8) Cálculo del cambio del reactivo por año considerando la autonomía real de la
P.U.G.
añoXcambiosXdíascambio
añodíassdeCambioFrecuencia /1*
1365
== Ecuación N° 9
9) Calculando los costos:
cambiolbsSTcambiolbsSTCosto $000.93$31.0*000.300
== Ecuación N° 10
NOTA: Cada vez que se reemplaza el SulfaTreat® en los reactores se le colocan
150 bolsas de reactivo de 2000 Lbs para obtener un total de carga de 300.000
Lbs de reactivo.

69
PDVSA Exploración y Producción
METODOLOGÍA
El costo total de SulfaTreat® normal es aproximadamente 0.46$/lbs tomando en
cuenta traslado, transporte y ubicación.
Posteriormente se compararán los reactivos SulfaTreat® normal, el HP y el XLP
para seleccionar el más rentable desde el punto de vista de costos, frecuencia de
cambios, flexibilidad y estabilidad operacional.
3.6.- SIMULACIONES DEL PROCESO DE ENDULZAMIENTO DE GAS.
3.6.1.- PROCEDIMIENTO USADO EN LAS SIMULACIONES
Inicialmente se tomaron las condiciones operacionales en la planta de presión,
temperatura y flujo asociado al proceso de SulfaTreat®, específicamente en los
depuradores V-103/V-203, reactores y el compresor de gas dulce C-201, el
compresor de gas agrio C-101 actualmente se encuentra fuera de operación por
tener unas piezas dañadas. Luego de tener todas las condiciones de operación
se simuló el proceso de endulzamiento de gas para la producción actual 6000BPD
de crudo ácido (5500BPD de PDVSA y 500BPB de BP) con gas agrio asociado de
2.0 MMPCED con el propósito de verificar y comparar los resultados reportados
por el simulador con los reales obtenidos en la planta. Es importante destacar
que las simulaciones para el proceso de estabilización y endulzamiento de crudo
fueron validadas en otro trabajo de tesis realizado en paralelo con este trabajo,
solo se tomaron esas simulaciones y se le adicionaron los equipos
correspondientes al proceso endulzamiento de gas (compresores y depuradores).
A continuación en la Figura N°17 se muestra el diagrama utilizado en el simulador
para las condiciones actuales, donde aparece el sistema de endulzamiento de
crudo, los depuradores V-103/ V-203 y el compresor de gas agrio C-101 del
sistema de endulzamiento de gas.

70
PDVSA Exploración y Producción
METODOLOGÍA
Figura N°17.- Diagrama de la Planta Urdaneta García utilizado en el simulador con los sistemas de endulzamiento de crudo y gas.
Caso Actual Fuente: Nava, Daliany. 2002

71
PDVSA Exploración y Producción
METODOLOGÍA
Posteriormente se procedió a simular el nuevo proceso (skid adicional) colocando
una producción de crudo ácido de 5000 BPD del pozo del lago UD-132 (máxima
capacidad del pozo) en un tren similar al actual con un gas asociado de 2.075
MMPCED obtenido de la relación gas – petróleo (RGP), para obtener un total de
11000 BPD de crudo ácido y 4.275 MMPCED entre el actual y el skid nuevo. A
continuación en la Figura N°18 se muestra el diagrama utilizado en el simulador
para el nuevo tren propuesto tomando en cuenta los incrementos de capacidad
esperados por PDVSA, donde aparece el sistema de endulzamiento de crudo, los
depuradores V-103/ V-203 y el compresor de gas agrio C-101 del sistema de
endulzamiento de gas.
Figura N° 18. Diagrama del nuevo tren de la Planta Urdaneta García.

72
PDVSA Exploración y Producción
METODOLOGÍA
Caso Propuesto Fuente: Nava, Daliany. 2002
Dependiendo de los resultados obtenidos en el tren adicional, se tiene propuesto
colocar otro skid adicional igual al anterior de 5000 BPD de crudo ácido para
obtener un total de 16000 BPD (2 trenes similares al actual) con un gas asociado
de 7.0 MMPCED, con los tres pozos del lago UD-103,UD-132, UD-152 (PDVSA)
cada uno con su producción máxima de 5000 BPD y cuatro pozos ubicados en
tierra UD-6,UD-7,GAR-17, GAR-18 con una producción de 500 BPD. Tomando en
consideración lo anteriormente explicado, nuestra evaluación del sistema de
endulzamiento de gas se realiza para una producción de 16000 BPD de crudo
ácido con un gas asociado de 7.0 MMPCED.
3.6.2- MÉTODO TERMODINÁMICO
El método termodinámico empleado fue Braun K-10 se basa en las cartas
desarrolladas por Cajander, et, en 1960. La carta para una presión de
convergencia de 5000 psi se usa para predecir los valores de las constantes de
equilibrio (K) de los componentes a una presión del sistema de 10 psi. Los valores
de K a 10 psi son proporcionales a la presión deseada. Así mismo, el método
termodinámico BK-10 nunca debe ser usado para sistemas con presiones
mayores de 70 psi o temperaturas fuera del rango comprendido entre 100 ° F y
900 ° F. Tiene también capacidad limitada para predecir los valores de K para los
componentes ligeros. Los pseudocomponentes se estiman usando los valores
de la correlación de K-10 y puntos de ebullición. Este método tiene capacidad
limitada para predecir los valores de la constante K para los componentes ligeros.
3.7.- EVALUACIÓN DE LOS EQUIPOS ASOCIADOS AL PROCESO DE
ENDULZAMIENTO DEL GAS.
3.7.1.- EVALUACIÓN DE LOS REACTORES

73
PDVSA Exploración y Producción
METODOLOGÍA
Para la evaluación actual de los reactores de SulfaTreat® se consideraran los
resultados obtenidos en las simulaciones del proceso de endulzamiento de crudo,
como se explicó anteriormente. Se tomó esa simulación como punto de partida y
se agregaron los equipos que conforman el sistema de endulzamiento de gas
para evaluar nuestro sistema, resultando que el simulador seleccionado (PRO/II)
no puede simular el proceso de endulzamiento de gas llevado a cabo en los
reactores de SulfaTreat®, ya que este simulador no posee en su software este tipo
proceso de adsorción – reacción heterogénea, en la que un gas se pone en
contacto con un sólido, reacciona con él y se adhiere al sólido formando otro
producto. Adicionalmente este proceso varía con el tiempo y el PRO/II es un
simulador que se utiliza para condiciones estacionarias, es decir, no varían las
condiciones con el tiempo. Debido a esto se simulará el proceso hasta el
depurador V-203 que es el equipo aguas arriba de los reactores, esto con la
finalidad de verificar la producción total de gas de alimentación a los reactores,
condiciones operacionales como presión, temperatura, densidades, viscosidades,
composición del gas de alimentación entre otras.
Debido a los problemas encontrados en el simulador, y la falta de disponibilidad
de otro simulador que tenga este proceso dinámico, se procederá a tomar una
data diaria de los parámetros importantes en la entrada y salida de los reactores
durante 15 días continuos, tales como: temperatura, presión, concentración de
H2S y flujo de gas para realizar unas correlaciones que simulen el proceso y así
poder determinar el comportamiento entre las fases sólido – gas, perfiles de
avances de agotamiento del reactivo, punto de máxima eficiencia del SulfaTreat®.
Este procedimiento de tomar data para las correlaciones se realizará 2 veces para
verificar el comportamiento y la similitud de los datos.
Para correlacionar estos datos tomados en campo se utilizó un programa llamado
KURV+ for Windows, versión 4.4b producido por Conrad Button’s Software. Este
programa deberá calcular los coeficientes de la regresión múltiple de mínimos
cuadrados para cuatro predicciones o variables.

74
PDVSA Exploración y Producción
METODOLOGÍA
La forma general es:
443322110 **** XbXbXbXbbY ++++= Ecuación N° 11
Donde Y es la variable dependiente, X1, X2,X3 y X4 son las variables
independientes b0, b1, b2, b3 y b4 son los coeficientes calculados.
En nuestra evaluación se realizó una correlación tomando como variable
dependiente el tiempo (días) y como variables independientes concentración de
H2S a la entrada de los reactores (X1), presión a la entrada (X2), concentración de
H2S a la salida (X3) y flujo de gas (X4). Se introdujeron los datos obtenidos en el
campo al programa y se obtuvo la correlación por el método de mínimos
cuadrados.
3.7.2- EVALUACIÓN DE LOS SEPARADORES VERTICALES –
DEPURADORES. (11)
Para la evaluación de los depuradores asociados al proceso de endulzamiento de
gas se utilizó el siguiente procedimiento:
1. Cálculo de la densidad del gas (ρg).
3/**
* ftlbTRZ
PMPg ==ρ Ecuación N°12
2. Cálculo de la densidad del líquido (ρl).
3/43.62*160@
160@
2
ftLbllatmFy
atmFyllOH
γρρργ =→
°°
= Ecuación N°13
API
l°+
=5.131
5.141γ Ecuación N°14
3. Con el diámetro del depurador, se calcula el área del depurador.
75
PDVSA Exploración y Producción
METODOLOGÍA
En un recipiente vertical el diámetro del separdor es igual al diámetro del gas y es
igual al diámetro del líquido. (Dsep = Dg = Dlíq). Tomando esto en consideración,
el área del depurador es el área ocupada por el gas en el recipiente.
4
* 2DgAgAdep π== Ecuación N°15
4. Cálculo de la velocidad del gas (Vg)
AdepQgasVg = Ecuación N°16
Donde:
Qgas= caudal de gas en ft3/s
Adep = área del depurador en ft2
5. Cálculo de la velocidad crítica (Vc)
g
glFVcρρρ −
= *21 Ecuación N°17
Donde:
Vc = Velocidad crítica ft/s
ρl = Densidad del líquido a condiciones de operación Lb/ft3.
ρg = Densidad del gas a condiciones de operación Lb/ft3.
F21= Factor cuyo valor depende de las unidades usadas, en unidades inglesas el
valor es 0.157.
6. Con el área de gas y la velocidad crítica del gas se obtiene el caudal máximo
de gas en el depurador (Qdiseño), usando la siguiente ecuación:
AgVcQg *máx = Ecuación N°18
7. Luego con el caudal máximo de gas se verifica si puede manejar el flujo de
gas a las nuevas condiciones.

76
PDVSA Exploración y Producción
METODOLOGÍA
Si el Qg máx > Qgas a las nuevas condiciones ⇒ se puede utilizar el depurador
existente en la planta a las nuevas condiciones de operación.
Si el Qg máx < Qgas a las nuevas condiciones ⇒ no se puede utilizar el
depurador existente en la planta. Si esto ocurre, se debe diseñar otro depurador
a las nuevas condiciones.
8. Cálculo de las velocidades en las boquillas de alimentación y salida de líquido
y gas.
Para determinar las velocidades en las boquillas se utiliza la siguiente ecuación:
AQV = Ecuación N°19
Donde:
Q = Caudal en ft3/s
A = área en ft2
V = velocidad en ft/s
Qalim Dalim
Qliq Dliq
Qgas Dgas
Vgas
Vlíq
Valim

77
PDVSA Exploración y Producción
METODOLOGÍA
El área se calcula con el diámetro de las tuberías de entrada y salida, usando la
siguiente expresión:
4
* 2DA π= Ecuación N°20
9. Cálculo del tiempo de residencia (tr)
)/(
)(3
3
sftQLíqftuidoVolumenLíqtr = Ecuación N°21
3.8.-DISPOSICIÓN DEL SULFATREAT® SIN REACCIONAR Y
GASTADO.
Actualmente la disposición de Sulfatreat® utilizado en los reactores (Sulfatreat®
sin reaccionar) se deposita en bolsas plásticas cerradas herméticamente con una
capacidad de 2000 Lbs cada una, colocadas en la Planta al aire libre sin ningún
tipo de preservación con respecto a los cambios climáticos del ambiente, lo cual
puede ocasionar problemas tales como desgaste del material de la bolsa plástica,
ya que se puede romper por efecto de cambios de temperatura ocasionando que
el reactivo pudiese perder efectividad o degradarse.
En la Planta se utilizan 300.000 Lbs de Sulfatreat® por reemplazo (150 bolsas de
2000Lbs c/u) para cada reactor, en el proceso de endulzamiento de gas,
considerando que el lecho sólido tiene una autonomía de 45 – 50 días existen
aproximadamente 8 reemplazos al año para un total de 2.400.000 Lbs de
SulfaTreat® gastado o saturado. Este material gastado se coloca en el pozo GAR-
17 al aire libre produciendo problemas ambientales. En el lugar existen
montañas del reactivo gastado, por lo cual sé esta estudiando la posibilidad de

78
PDVSA Exploración y Producción
METODOLOGÍA
reutilizarlo como materia prima de otro proceso eliminando así la contaminación
existente actualmente.
3.9.- OPCIONES CONSIDERADAS PARA EL POSIBLE REEMPLAZO
DEL PROCESO SULFATREAT®
En el presente estudio se consideran tres opciones para la remoción del H2S
presente en el gas agrio.
• Opción 1: Reemplazo del SulfaTreat® normal por otro de su familia, llamado
comercialmente SulfaTreat® HP mejorado o SulfaTreat® XLP de alta
efectividad.
• Opción 2: Reemplazo del SulfaTreat® normal por otro reactivo llamado Intsorb.
Esta nueva tecnología esta siendo estudiada por Intevep – PDVSA.
• Opción 3: Reemplazo del SulfaTreat® normal por un sistema nuevo de
endulzamiento de gas con amina y recuperación de azufre.
4.-EVALUACIÓN ECONÓMICA
La evaluación económica de las opciones por estudiar se hará realizando un
estimado de costos Clase V, tomando en cuenta los costos de mantenimiento y
operación de las plantas por un período de 15 años. Se debe seleccionar la
opción más rentable que ofrezca estabilidad operacional, flexibilidad y beneficios
económicos.
79
PDVSA Exploración y Producción
RESULTADOS
CAPÍTULO IV: RESULTADOS

80
PDVSA Exploración y Producción
RESULTADOS
RESULTADOS Y DISCUSIÓN DE RESULTADOS
4.1. – DETERMINACIÓN DE FRECUENCIAS DE CAMBIOS DEL REACTIVO, PUNTO DE MÁXIMA EFICIENCIA Y PERFILES DE AVANCE DE
AGOTAMIENTO DEL SULFATREAT®.
4.1.1. - Determinación de la Autonomía del Reactivo SulfaTreat®
Normal. En la Tabla N° 11 se muestran los resultados de Autonomía (Días) del reactivo
SulfaTreat® Normal variando el Flujo de Gas (MMPCED) para las capacidades
actuales (2.0 MMPCED) y futuras de producción (7.0MMPCED) y la
Concentración de Sulfuro de Hidrógeno H2S (ppmv), utilizando la carga real de
SulfaTreat® en los reactores, el cual es de 300.000 Lbs. Para realizar estos
cálculos se consideraron las condiciones del gas procesado actualmente en la
planta como: temperatura, presión, factor de compresibilidad, peso molecular y
características de los reactores como diámetro, volumen del reactor y longitud
efectiva para el reactivo (ver hoja de cálculo en Excel en el Anexo #2).
Tabla N°11. - Autonomía del SulfaTreat® Normal variando las
concentraciones de H2S y el flujo de gas.
Flujo de Gas
(MMPCED)
Autonomía (días)
(2500ppmv)
Autonomía (días)
(3000ppmv)
Autonomía (días)
(3500ppmv)
Autonomía (días)
(4000ppmv)
Autonomía (días)
(6000ppmv)
1 131 109 93 82 54
2 65 54 47 41 27
3 44 36 31 27 18
4 33 27 23 20 14
5 26 22 19 16 11
6 22 18 16 14 9
7 19 16 13 12 8

81
PDVSA Exploración y Producción
RESULTADOS
Flujo de Gas
(MMPCED)
Autonomía (días)
(8000ppmv)
Autonomía (días)
(10000ppmv)
1 41 33
2 20 16
3 14 11
4 10 8
5 8 7
6 7 6
7 6 5
En la tabla anterior se observa una relación directa de agotamiento, pues si la
concentración de Sulfuro de Hidrógeno (H2S) aumenta, implica disminución en la
autonomía del SulfaTreat® para un determinado flujo. Por ejemplo para un flujo
de gas de 1.0 MMPCED a una concentración de H2S de 2500 ppmv se tiene una
autonomía de 131 días, pero el mismo flujo a una concentración de 3500 ppmv se
tiene 93 días. Otro aspecto observado es que a medida que aumenta el flujo de
gas para una misma concentración de H2S disminuye la autonomía. Este
comportamiento era de esperarse puesto que el reactivo se consumirá más
rápidamente a medida que incremente el flujo de gas y la concentración de H2S.
Es importante resaltar que los valores de autonomía del reactivo más alto se
obtuvieron para la concentración mínima estudiada de H2S de 2500 ppmv.
En la Figura N°19 se muestra un gráfico de la Autonomía del reactivo SulfaTreat®
Normal en función del flujo de gas y la concentración de H2S de entrada.
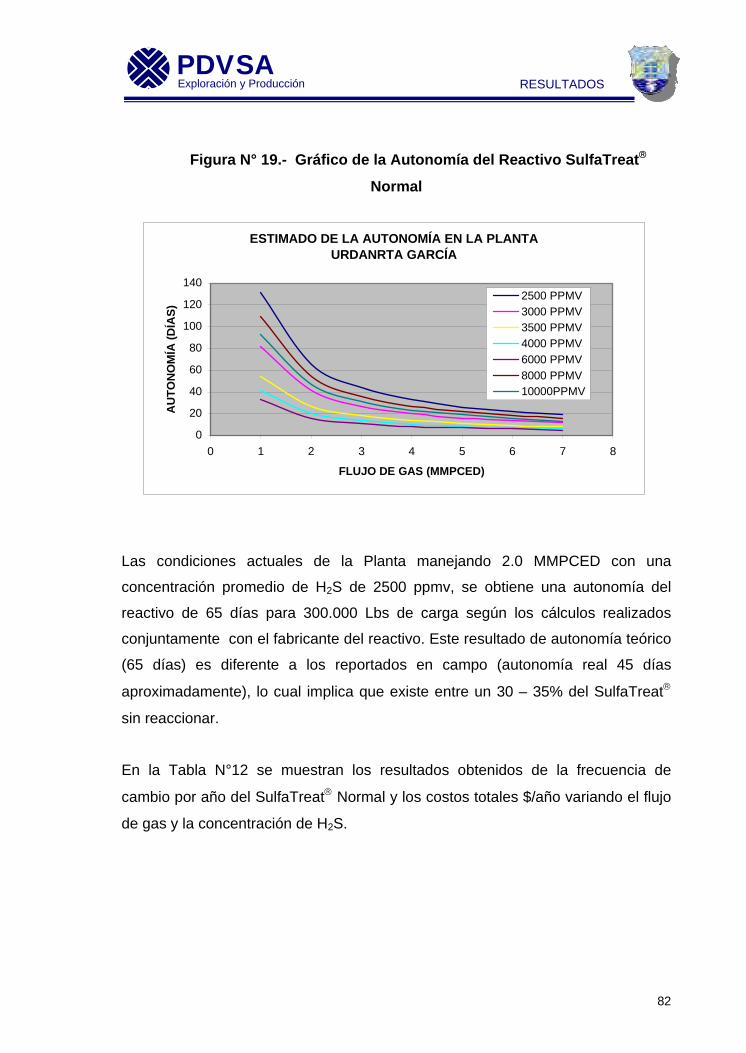
82
PDVSA Exploración y Producción
RESULTADOS
Figura N° 19.- Gráfico de la Autonomía del Reactivo SulfaTreat®
Normal
Las condiciones actuales de la Planta manejando 2.0 MMPCED con una
concentración promedio de H2S de 2500 ppmv, se obtiene una autonomía del
reactivo de 65 días para 300.000 Lbs de carga según los cálculos realizados
conjuntamente con el fabricante del reactivo. Este resultado de autonomía teórico
(65 días) es diferente a los reportados en campo (autonomía real 45 días
aproximadamente), lo cual implica que existe entre un 30 – 35% del SulfaTreat®
sin reaccionar.
En la Tabla N°12 se muestran los resultados obtenidos de la frecuencia de
cambio por año del SulfaTreat® Normal y los costos totales $/año variando el flujo
de gas y la concentración de H2S.
ESTIMADO DE LA AUTONOMÍA EN LA PLANTAURDANRTA GARCÍA
0
20
40
60
80
100
120
140
0 1 2 3 4 5 6 7 8
FLUJO DE GAS (MMPCED)
AU
TON
OM
ÍA (D
ÍAS)
2500 PPMV3000 PPMV3500 PPMV4000 PPMV6000 PPMV8000 PPMV10000PPMV

83
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 12.- Resultados de frecuencias de cambios del reactivo SulfaTreat®
normal y los costos por año.
2500 ppmv 3000 ppmv 3500 ppmv Flujo de Gas
(MMPCED) Cambios/año Costos M$/año Cambios/año Costos M$/año Cambios/año Costos M$/año
1 2.8 259.80 3.4 311.76 3.9 363.72
2 5.6 519.60 6.7 623.53 7.8 727.45
3 8.4 779.41 10.6 935.29 11.7 1091.17
4 11.2 1039.21 13.4 1247.05 15.6 1454.89
5 14.0 1299.01 16.8 1558.81 19.5 1818.62
6 16.8 1558.81 20.1 1870.58 23.5 2182.34
7 19.6 1818.62 23.5 2182.38 27.4 2546.06
4000 ppmv 6000 ppmv 8000 ppmv Flujo de Gas
(MMPCED) Cambios/año Costos M$/año Cambios/año Costos M$/año Cambios/año Costos M$/año
1 4.5 415.68 6.7 623.53 8.9 831.67
2 8.9 831.37 13.4 1247.05 17.9 1662.73
3 13.4 1247.05 20.1 1870.58 26.8 2494.10
4 17.9 1662.73 26.8 2494.10 35.8 3325.48
5 22.8 2078.42 33.5 3117.63 44.7 4156.83
6 26.8 2494.10 40.2 3741.15 53.6 4988.20
7 31.2 2909.78 46.9 4364.68 62.6 5819.57
En la Tabla anterior se observa a medida que aumenta la concentración de H2S y
el flujo de gas, se aumentan la frecuencia de cambio del reactivo, ya que se
consume más rápidamente y por ende aumentan los costos de operación del
proceso.
Los costos por cambios ($/cambio) son constantes, ya que a los reactores se le
suministra 150 sacos de SulfaTreat® Normal de 2000 Lbs cada uno, para un total
de 300.000 Lbs a un costo de 0.31 $/Lbs obteniéndose un costo total de
93000$/cambio.

84
PDVSA Exploración y Producción
RESULTADOS
4.1.2. - Determinación de la Autonomía del Reactivo SulfaTreat® HP
mejorado. En la Tabla N°13 se muestran los resultados de Autonomía (Días) del reactivo
SulfaTreat® HP mejorado variando el Flujo de Gas (MMPCED) para las
capacidades actuales (2.0 MMPCED) y futuras de producción (7.0MMPCED) y la
Concentración de Sulfuro de Hidrógeno H2S (ppmv), utilizando la carga real de
SulfaTreat® mejorado en los reactores, el cual es de 300.000 Lbs. Para realizar
estos cálculos se consideraron las condiciones del gas procesado actualmente en
la planta como: temperatura, presión, factor de compresibilidad, peso molecular y
características de los reactores como diámetro, volumen del reactor y longitud
efectiva para el reactivo (ver hoja de cálculo en Excel en el Anexo #3).
Tabla N° 13. - Autonomía del SulfaTreat® HP para varias concentraciones de
H2S y varios flujos de gas.
Flujo de Gas
(MMPCED)
Autonomía (días)
(2500ppmv)
Autonomía (días)
(3000ppmv)
Autonomía (días)
(3500ppmv)
Autonomía (días)
(4000ppmv)
Autonomía (días)
(6000ppmv)
1 149 124 106 93 62
2 75 62 53 47 31
3 50 41 35 31 21
4 37 31 27 23 16
5 30 25 21 19 13
6 25 21 18 16 10
7 21 18 15 13 9

85
PDVSA Exploración y Producción
RESULTADOS
Flujo de Gas
(MMPCED)
Autonomía (días)
(8000ppmv)
Autonomía (días)
(10000ppmv)
1 47 37
2 23 19
3 16 12
4 12 9
5 9 7
6 8 6
7 7 5
En la Tabla anterior se observa el mismo comportamiento del SulfaTreat® normal,
a medida que incrementa la concentración de Sulfuro de Hidrógeno (H2S) y el
flujo de gas disminuye la autonomía del SulfaTreat® para un determinado flujo.
Este comportamiento era de esperarse, el reactivo se consumirá más
rápidamente a medida que incremente el flujo de gas y la concentración de H2S.
En la Figura N° 20 se muestra un gráfico de la Autonomía del reactivo SulfaTreat®
HP mejorado en función del flujo de gas y la concentración de H2S de entrada.
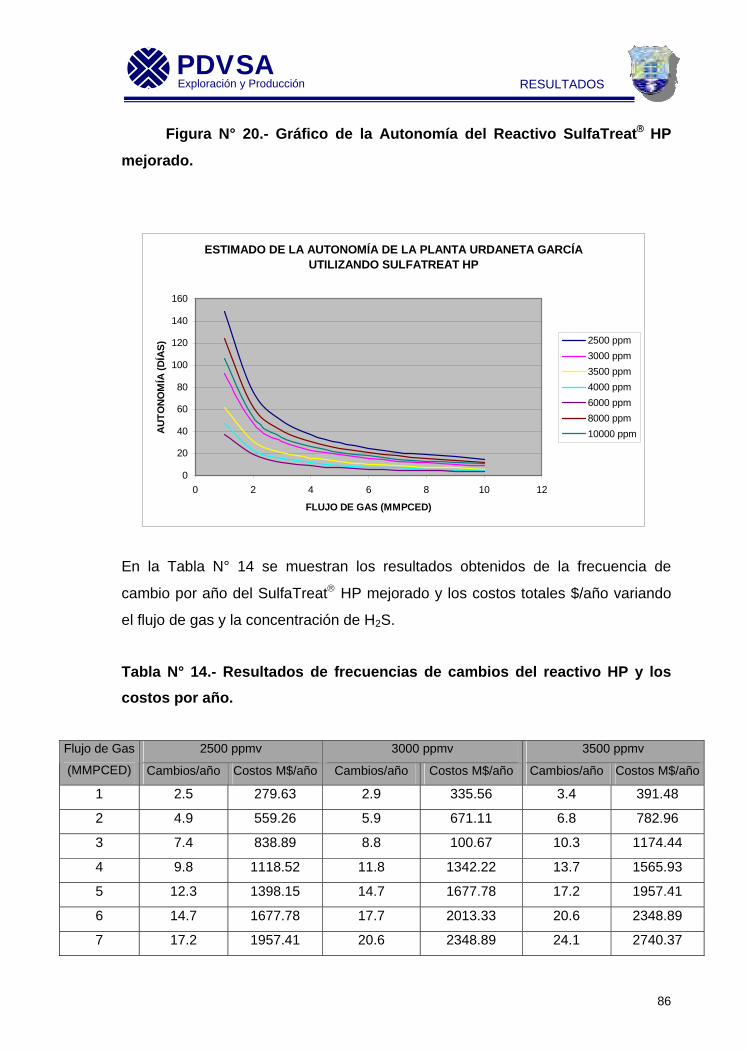
86
PDVSA Exploración y Producción
RESULTADOS
Figura N° 20.- Gráfico de la Autonomía del Reactivo SulfaTreat® HP
mejorado.
En la Tabla N° 14 se muestran los resultados obtenidos de la frecuencia de
cambio por año del SulfaTreat® HP mejorado y los costos totales $/año variando
el flujo de gas y la concentración de H2S.
Tabla N° 14.- Resultados de frecuencias de cambios del reactivo HP y los costos por año.
2500 ppmv 3000 ppmv 3500 ppmv Flujo de Gas
(MMPCED) Cambios/año Costos M$/año Cambios/año Costos M$/año Cambios/año Costos M$/año
1 2.5 279.63 2.9 335.56 3.4 391.48
2 4.9 559.26 5.9 671.11 6.8 782.96
3 7.4 838.89 8.8 100.67 10.3 1174.44
4 9.8 1118.52 11.8 1342.22 13.7 1565.93
5 12.3 1398.15 14.7 1677.78 17.2 1957.41
6 14.7 1677.78 17.7 2013.33 20.6 2348.89
7 17.2 1957.41 20.6 2348.89 24.1 2740.37
ESTIMADO DE LA AUTONOMÍA DE LA PLANTA URDANETA GARCÍA UTILIZANDO SULFATREAT HP
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12
FLUJO DE GAS (MMPCED)
AUTO
NO
MÍA
(DÍA
S)
2500 ppm3000 ppm3500 ppm4000 ppm6000 ppm8000 ppm10000 ppm

87
PDVSA Exploración y Producción
RESULTADOS
4000 ppmv 6000 ppmv 8000 ppmv Flujo de Gas
(MMPCED) Cambios/año Costos M$/año Cambios/año Costos M$/año Cambios/año Costos M$/año
1 3.9 447.41 5.89 671.11 7.9 894.82
2 7.8 894.82 11.8 1342.22 15.7 1789.63
3 11.8 1342.22 17.7 2013.33 23.6 2684.44
4 15.7 1789.63 23.6 2684.44 31.4 3579.26
5 19.6 2237.04 29.4 3355.56 39.3 4474.08
6 23.6 2684.44 35.3 4026.67 47.1 5368.89
7 27.5 3131.85 41.2 4697.78 54.9 6263.71
En la Tabla anterior se observa a medida que aumenta la concentración de H2S y
el flujo de gas se aumentan la frecuencia de cambio del reactivo, ya que se
consume más rápidamente y por ende aumentan los costos de operación del
proceso.
Los costos por cambios ($/cambio) son constantes ya que a los reactores se le
suministra 150 sacos de SulfaTreat® HP de 2000 Lbs cada uno, para un total de
300.000 Lbs a un costo de 0.38 $/Lbs obteniéndose un costo total de 114000
$/cambio.
4.1.3. - Determinación de la Autonomía del Reactivo SulfaTreat® XLP de alta
efectividad. En la Tabla N° 15 se muestran los resultados de Autonomía (Días) del reactivo
SulfaTreat® XLP de alta efectividad variando el Flujo de Gas (MMPCED) para las
capacidades actuales (2.0 MMPCED) y futuras de producción (7.0MMPCED) y la
Concentración de Sulfuro de Hidrógeno H2S (ppmv), utilizando la carga real de
SulfaTreat® XLP en los reactores, el cual es de 300.000 Lbs. Para realizar estos
cálculos se consideraron las condiciones del gas procesado actualmente en la
planta como: temperatura, presión, factor de compresibilidad, peso molecular y
características de los reactores como diámetro, volumen del reactor y longitud
efectiva para el reactivo (ver hoja de cálculo en Excel en el Anexo #4).

88
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 15. - Autonomía del SulfaTreat® XLP para varias concentraciones
de H2S y varios flujos de gas.
Flujo de Gas
(MMPCED)
Autonomía (días)
(2500ppmv)
Autonomía (días)
(3000ppmv)
Autonomía (días)
(3500ppmv)
Autonomía (días)
(4000ppmv)
Autonomía (días)
(6000ppmv)
1 383 319 273 239 159
2 191 160 137 120 80
3 128 106 91 80 53
4 96 80 68 60 40
5 77 64 55 48 32
6 64 53 46 40 27
7 55 46 39 34 23
Flujo de Gas
(MMPCED)
Autonomía (días)
(8000ppmv)
Autonomía (días)
(10000ppmv)
1 120 96
2 60 48
3 40 32
4 30 24
5 24 19
6 20 16
7 17 14
En la Tabla anterior se observa el mismo comportamiento para el SulfaTreat®
XLP, a medida que incrementa la concentración de Sulfuro de Hidrógeno (H2S) y
el flujo de gas disminuye la autonomía del SulfaTreat® para un determinado flujo.
En la Figura N° 21 se muestra un gráfico de la Autonomía del reactivo SulfaTreat®
XLP de alta efectividad en función del flujo de gas y la concentración de H2S de
entrada.
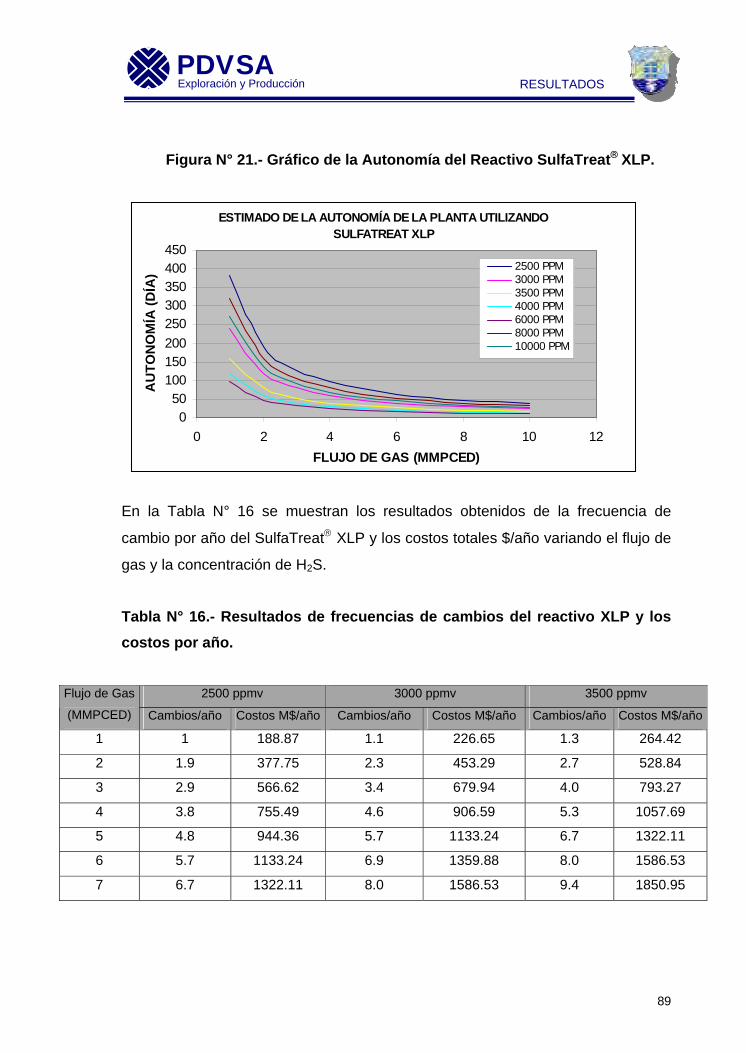
89
PDVSA Exploración y Producción
RESULTADOS
Figura N° 21.- Gráfico de la Autonomía del Reactivo SulfaTreat® XLP.
En la Tabla N° 16 se muestran los resultados obtenidos de la frecuencia de
cambio por año del SulfaTreat® XLP y los costos totales $/año variando el flujo de
gas y la concentración de H2S.
Tabla N° 16.- Resultados de frecuencias de cambios del reactivo XLP y los costos por año.
2500 ppmv 3000 ppmv 3500 ppmv Flujo de Gas
(MMPCED) Cambios/año Costos M$/año Cambios/año Costos M$/año Cambios/año Costos M$/año
1 1 188.87 1.1 226.65 1.3 264.42
2 1.9 377.75 2.3 453.29 2.7 528.84
3 2.9 566.62 3.4 679.94 4.0 793.27
4 3.8 755.49 4.6 906.59 5.3 1057.69
5 4.8 944.36 5.7 1133.24 6.7 1322.11
6 5.7 1133.24 6.9 1359.88 8.0 1586.53
7 6.7 1322.11 8.0 1586.53 9.4 1850.95
ESTIMADO DE LA AUTONOMÍA DE LA PLANTA UTILIZANDO SULFATREAT XLP
050
100150200250300350400450
0 2 4 6 8 10 12FLUJO DE GAS (MMPCED)
AU
TON
OM
ÍA (D
ÍA) 2500 PPM
3000 PPM3500 PPM4000 PPM6000 PPM8000 PPM10000 PPM

90
PDVSA Exploración y Producción
RESULTADOS
4000 ppmv 6000 ppmv 8000 ppmv Flujo de Gas
(MMPCED) Cambios/año Costos M$/año Cambios/año Costos M$/año Cambios/año Costos M$/año
1 1.5 302.19 2.3 453.29 3.0 604.39
2 3.1 604.39 4.6 906.59 6.1 1208.79
3 4.6 906.59 6.9 1359.88 9.2 1813.18
4 6.1 1208.79 9.2 1813.18 12.2 2417.57
5 7.6 1510.98 11.5 2266.47 15.3 3021.96
6 9.2 1813.18 13.7 2719.77 18.3 3626.36
7 10.7 2115.37 16 3173.06 21.4 4230.75
En la Tabla anterior se observa a medida que aumenta la concentración de H2S y
el flujo de gas, se aumentan la frecuencia de cambio del reactivo, ya que se
consume más rápidamente y por ende aumentan los costos de operación del
proceso.
Los costos por cambios ($/cambio) son constantes ya que a los reactores se le
suministra 150 sacos de SulfaTreat® XLP de 2000 Lbs c/u, para un total de
300.000 Lbs a un costo de 0.66 $/Lbs obteniéndose un costo total de 198.000
$/cambio.
4.2.- EVALUACIÓN DEL REACTIVO QUÍMICO SULFATREAT® ST NORMAL.
En esta evaluación se destaca la capacidad del químico real (Lbs de Sulfuro de
Hidrógeno (H2S) removidas/ lbs de SulfaTreat® versus el valor teórico (reportado
por el fabricante). Se observa la capacidad real obtenida en la planta es 0.07 Lbs
de H2S removidas/Lbs de SulfaTreat® , la cual es 36 % inferior al valor teórico
indicado por el fabricante (0.11 Lbs de H2S removidas/ Lbs de SulfaTreat®
normal).
Asimismo, es importante mencionar que en la práctica se pueden obtener
rendimientos superiores al indicado por el fabricante. Por ejemplo, rendimientos
superiores a 0.13 Lbs de H2S removida/Lbs de SulfaTreat® han sido obtenidos en

91
PDVSA Exploración y Producción
RESULTADOS
el complejo operativo Muscar ubicado en el oriente del país, en un proceso de
endulzamiento similar al de la Planta Urdaneta García(10).
A continuación se muestra la Tabla N° 17 la evaluación del reactivo químico
SulfaTreat®.
Tabla N° 17.- Evaluación del reactivo SulfaTreat® en la Planta Urdaneta
García.
Capacidad Actual
Flujo de Gas 2.0 MMPCED
Concentración H2S en el gas de alimentación 2500 ppmv
Contenido de SulfaTreat® en el reactor 300000lbs
Duración real del lecho (autonomía real) 45 días
Capacidad real de remoción de H2S del químico 0.07 Lbs de H2S/Lbs de SulfaTreat®
Capacidad Teórica
Capacidad teórica de remoción de H2S del químico 0.11 Lbs de H2S/Lbs de SulfaTreat®
Duración teórica del lecho (autonomía teórica) 65 días
Este mayor consumo de SulfaTreat® con respecto al indicado por el fabricante
puede ser debido a las siguientes causas:
- El gas agrio de alimentación no está saturado con agua.
- Presencia de hidrocarburos líquidos arrastrados en el gas agrio de
alimentación. Esta causa ocasiona una alta caída de presión en el reactor.
- Canalizaciones de flujo de gas en el lecho SulfaTreat®, lo cual impide que el
químico se consuma totalmente.
Con respecto a las causas de bajo rendimiento del reactivo se analizó cada una
por separado, obteniéndose que el gas alimentado a los reactores se encuentra
actualmente con una inyección de vapor de agua de 5 galones/diarios para un
flujo de 2.0 MMPCED de gas agrio, esto se traduce a 2.5 gal/MMPCE ≅ 20.85 lbm

92
PDVSA Exploración y Producción
RESULTADOS
H2O/MMPCE. A este flujo se le adiciona el contenido de agua que trae el gas el
cual fue obtenido de las simulaciones con un valor de 39.1278 lbmol/día para 2.0
MMPCE ≅ 19.5639 lbmol/ MMPCED ≅ 352.15 lbm H2O/MMPCED para un total
de flujo de vapor de agua de 373.0 lbm H2O/MMPCED en la línea de alimentación
de los reactores. Esta rata fue comparada con la rata teórica que debe tener el
gas para estar saturado. El flujo teórico se obtuvo de una correlación que se
encuentra en el Campbell para determinar el contenido de agua máxima que debe
tener los gases ácidos para saturarlos, la cual se muestra a continuación:
2211 *** WyWyWyW hc ++=
Donde:
W = contenido de agua para saturar el gas.
Whc = contenido de agua en el hidrocarburo que se encuentra en el gas, se
obtiene en la Figura 6.1
W1 = contenido de agua en el CO2, se obtiene de la Figura 6.2 ó 6.4.
W2 = contenido de agua en el H2S, se obtiene de la Figura 6.3 ó 6.5.
Y = 1 – y1 – y2.
Y1 = fracción molar de CO2.
Y2 = fracción molar de H2S.
En las Figuras 6.1, 6.4 y 6.5 del Campbell se entra con la presión (50 psig) y
temperatura (90°F) de operación del gas en la entrada de los reactores, para
determinar Whc, W1 y W2, y las fracciones molares fueron obtenidas del
simulador.
Sustituyendo los valores encontrados tenemos:
MMPCEOlbmHW
MMPCEOlbmH
MMPCEOlbmH
MMPCEOlbmHW
teórico2
2322
72.550
140*10*6264.260*054.0580*9433.0
=
++= −
Comparando estos valores se observa el contenido de agua en el gas real (Wreal
= 373.0 lbm H2O/MMPCED) es menor que el contenido de agua en el gas teórico
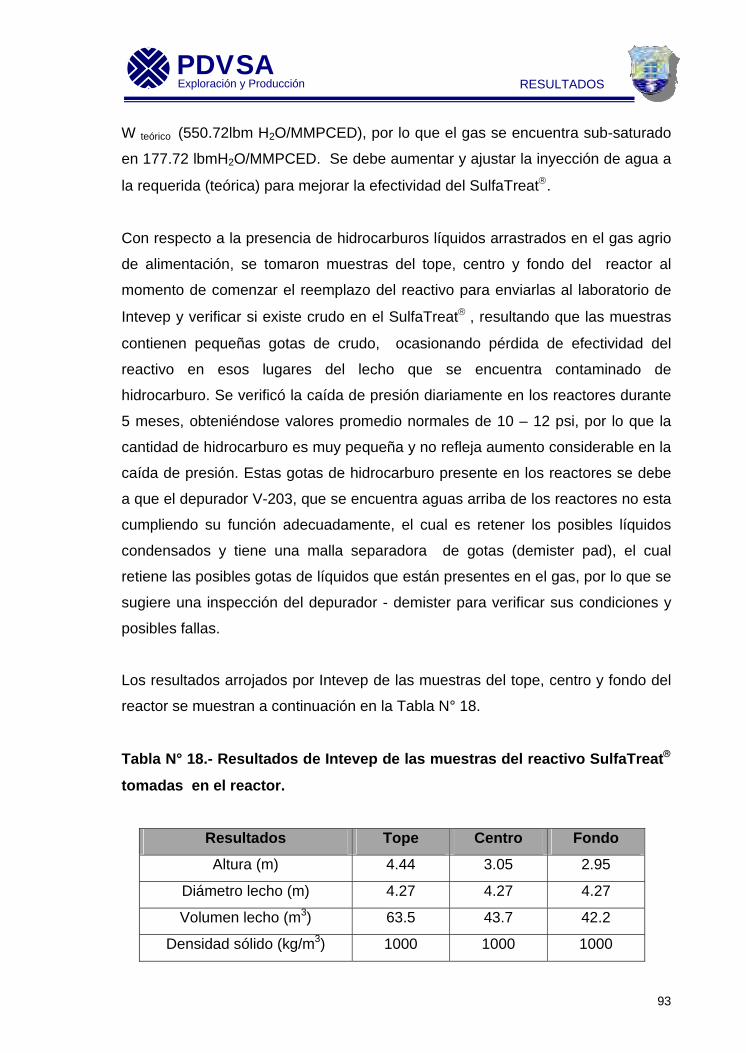
93
PDVSA Exploración y Producción
RESULTADOS
W teórico (550.72lbm H2O/MMPCED), por lo que el gas se encuentra sub-saturado
en 177.72 lbmH2O/MMPCED. Se debe aumentar y ajustar la inyección de agua a
la requerida (teórica) para mejorar la efectividad del SulfaTreat®.
Con respecto a la presencia de hidrocarburos líquidos arrastrados en el gas agrio
de alimentación, se tomaron muestras del tope, centro y fondo del reactor al
momento de comenzar el reemplazo del reactivo para enviarlas al laboratorio de
Intevep y verificar si existe crudo en el SulfaTreat® , resultando que las muestras
contienen pequeñas gotas de crudo, ocasionando pérdida de efectividad del
reactivo en esos lugares del lecho que se encuentra contaminado de
hidrocarburo. Se verificó la caída de presión diariamente en los reactores durante
5 meses, obteniéndose valores promedio normales de 10 – 12 psi, por lo que la
cantidad de hidrocarburo es muy pequeña y no refleja aumento considerable en la
caída de presión. Estas gotas de hidrocarburo presente en los reactores se debe
a que el depurador V-203, que se encuentra aguas arriba de los reactores no esta
cumpliendo su función adecuadamente, el cual es retener los posibles líquidos
condensados y tiene una malla separadora de gotas (demister pad), el cual
retiene las posibles gotas de líquidos que están presentes en el gas, por lo que se
sugiere una inspección del depurador - demister para verificar sus condiciones y
posibles fallas.
Los resultados arrojados por Intevep de las muestras del tope, centro y fondo del
reactor se muestran a continuación en la Tabla N° 18.
Tabla N° 18.- Resultados de Intevep de las muestras del reactivo SulfaTreat®
tomadas en el reactor.
Resultados Tope Centro Fondo
Altura (m) 4.44 3.05 2.95
Diámetro lecho (m) 4.27 4.27 4.27
Volumen lecho (m3) 63.5 43.7 42.2
Densidad sólido (kg/m3) 1000 1000 1000

94
PDVSA Exploración y Producción
RESULTADOS
Masa sólido (kg) 63549 43654 42223
% Azufre ATAE 8.18 9.29 4.49
Capacidad (%H2S) 8.7 9.9 4.8
Masa H2S adsorbida (kg) 5526 4311 2015
Masa H2S teórica (Cap máx) 6355 4365 4222
Eficiencia (%) 87.0 98.8 47.7
Los resultados señalan que el lecho del tope y centro ha reaccionado casi en su
totalidad (0.7) con una eficiencia de 92.9 %, mientras que el lecho del fondo se ha
consumido la mitad (0.3) con una eficiencia de 47.7%. Según estos resultados se
puede afirmar que se está realizando un buen aprovechamiento del sólido,
aunque se podría aprovechar el SulfaTreat® por un período de tiempo
ligeramente mayor.
Por ultimo, no hubo manera de verificar las posibles canalizaciones de flujo de
gas en el lecho SulfaTreat®, ya que en el reactor se manejan altas
concentraciones de H2S y no se puede abrir el equipo durante las operaciones y
cuando se procede al reemplazo se hace un barrido con gas dulce para sacar el
H2S, se panquequea el equipo y se comienza la inyección de agua por el tope a
una presión de 150 psi, haciéndose imposible verificar las posibles canalizaciones
del gas, esta causa es muy probable del bajo rendimiento del producto químico.
Con respecto a este punto se debe tener mucho cuidado con los soportes, rejillas
y la goma espuma del fondo del equipo cuando sé esta colocando el reactivo
SulfaTreat® dentro del reactor, ya que deben estar en la posición adecuada
(totalmente horizontal) para que el reactivo se distribuya en forma simétrica. Si
hay una inclinación en los soportes se producen irregularidades con la distribución
del empaque y la granulometría tiende a canalizarse.
En general, se concluye en los reactores hay problemas de inyección de agua
para saturar el gas y pequeñas gotas de hidrocarburos en el reactivo, que
disminuye su efectividad de reacción en esas partes humedecidas por

95
PDVSA Exploración y Producción
RESULTADOS
hidrocarburo. También existen posibles problemas de canalizaciones, lo que trae
como consecuencia pérdida de eficiencia del reactivo, específicamente en el
fondo del reactor.
En la Tabla N° 19 se muestran las variaciones de la carga de SulfaTreat® normal
(Lbs de reactivo) en los reactores, para observar el comportamiento de la
Autonomía (días) y los costos $ por cambio utilizando las condiciones actuales de
Operación.
Tabla N° 19.- Variaciones de la carga del reactivo SulfaTreat® normal en los
reactores.
Sacos de SulfaTreat Carga de SulfaTreat (Lbs) Autonomía teórica (días) Costos $/cambio Cambios/año
150 300.000 65 93.000 5.6
140 280.000 61 86.800 6.0
130 260.000 57 80.600 6.5
120 240.000 52 74.400 7.0
110 220.000 48 68.200 7.6
100 200.000 44 62.000 8.4
Se observa a medida que disminuye la carga de SulfaTreat® normal disminuye la
autonomía teórica del reactivo, disminuyen los costos por cambio pero aumentan
los reemplazos del reactivo. Se deben realizar pruebas en campo para determinar
la carga óptima de SulfaTreat® en los reactores, verificando el comportamiento
teórico obtenido anteriormente con respecto a la autonomía del lecho, y verificar si
disminuyen los problemas de canalizaciones del gas, esto cuando la planta pase
a ser de PDVSA.

96
PDVSA Exploración y Producción
RESULTADOS
4.3.- COMPARACIÓN ENTRE SULFATREAT® NORMAL, SULFATREAT® HP
MEJORADO Y SULFATREAT XLP DE ALTA EFECTIVIDAD.
Comparando los resultados obtenidos de autonomía del SulfaTreat® ST normal,
SulfaTreat® HP mejorado y SulfaTreat® XLP de alta efectividad, se observa el
SulfaTreat® XLP ofrece la mayor autonomía del reactivo con respecto al normal y
el HP mejorado, esto se debe a el SulfaTreat® XLP posee un rendimiento de 3.2 –
4 Lbs XLP/ Lbs H2S reaccionado, mientras el SulfaTreat® ST normal tiene una
reactividad de 10-11 Lbs ST normal/Lbs de H2S reaccionado y el SulfaTreat® HP
mejorado de 9 Lbs HP/ Lbs H2S reaccionado. Para el SulfaTreat® HP se observa
un pequeño aumento en la autonomía con respecto al SulfaTreat® normal, esto
se debe a el SulfaTreat® HP posee una reactividad ligeramente mayor al normal.
Para las condiciones actuales de la planta de 2.0 MMPCED de gas y una
concentración de 2500 ppmv de H2S se obtiene una autonomía de 65 días con el
SulfaTreat® normal, 75 días con el HP y 191 días con el XLP, verificándose la
autonomía del XLP es mucho mayor que los otros dos SulfaTreat® estudiados.
Según el fabricante, el Sulfatreat HP reúne las mismas propiedades físicas que el
ST normal, pero por diseño ampliado de granulometría, el producto HP permite un
aumento del caudal hasta unos 7.0 MMPCED manteniendo las caídas de presión
en sus niveles originales 10 – 12 psi, si se utiliza el reactivo normal con el
incremento de caudal de gas se obtendrían caídas de presión en el orden de 20 -
25 psi. El SulfaTreat® XLP tiene características diferentes con respecto al normal
y el HP, ya que tiene una densidad de 90 lbs/ft3, una mejor granulometría
proporcionando una verticalidad en la superficie dinámica del material, haciéndolo
más efectivo, produciendo una menor caída de presión y permite incrementos de
producción de 7.0 MMPCED con este reactivo. Es importante resaltar si se utiliza
este reactivo (XLP) en los reactores se deben chequear los internos de los
equipos para verificar si soportan el peso adicional y las posibles limitaciones
metal - mecánicas, aunque según pruebas realizadas por el fabricante, las torres
97
PDVSA Exploración y Producción
RESULTADOS
están en perfecta capacidad para utilizar este nuevo producto. El XLP solo puede
aplicarse en un ambiente de reactividad del gas libre de oxígeno.
Con el aumento de caudal (inicialmente 5.0 MMPCED y luego 7.0 MMPCED) se
esperan incrementos medianos de concentración de H2S en el gas hasta
aproximadamente 4000 ppmv, con estas condiciones de flujo y concentración de
H2S no es rentable sustituir el SulfaTreat® normal por el HP, ya que para el
incremento inicial de gas de 2.0 a 5.0 MMPCED con 4000 ppmv de H2S (1 tren
adicional) la autonomía utilizando ST normal es 16 días y utilizando HP mejorado
es 19 días, lo cual es una diferencia muy pequeña en autonomía (días) con
respecto al incremento de los costos de 0.31 a 0.38 $/lbs de SulfaTreat®. Pero si
es rentable cambiar el SulfaTreat® normal por el XLP, ya que a las condiciones
futuras se tiene una autonomía de 48 días, quedando los reemplazos espaciados
en tiempo de reactivo tal y como se encuentra actualmente en la planta.
Analizando las condiciones futuras propuestas de 7.0 MMPCED a 4000 ppmv de
H2S ( 2 trenes adicionales) se obtiene una autonomía de 12 días con el reactivo
normal mientras que con el mejorado se obtiene 13 días y con XLP se obtienen
34 días de autonomía. Este proceso a estas condiciones no es rentable para el
normal y el HP ya que serían demasiados cambios por año, ocasionando que el
proceso de endulzamiento sea muy costoso y poco eficiente.
Con respecto a los costos del reactivo sin traslado y ubicación, el SulfaTreat® más
económico es el normal con costo de 0.31 $/lb, el HP mejorado tiene un costo de
0.38 $/lb y el XLP de alta efectividad 0.66 $/lb. Para las condiciones futuras de
operación (1 tren adicional) de 5.0 MMPCED y 4000 ppmv de H2S utilizando
SulfaTreat® normal se tiene una frecuencia de cambios de 23 reemplazos/año,
produciendo un costo por reemplazo de 93,000$/cambio para un costo total de
2078.42 M$/año, utilizando SulfaTreat® HP se tiene una frecuencias de cambios
de 20 reemplazos/año, costo por reemplazo de 114,000$/cambio y un costo total
de 2237.04 M$/año y usando SulfaTreat® XLP se tiene una frecuencia de cambio

98
PDVSA Exploración y Producción
RESULTADOS
de 8 reemplazos/año, con un costo por reemplazo de 198,000 $/cambio y un
costo total de 1510.98 M$/año.
Adicionalmente la operación de descarga del químico consumido, limpieza del
recipiente y carga del SulfaTreat® nuevo es realizada en 7 días, por lo que
ninguno de los reactivos estudiados tiene limitación en cuanto al tiempo de
descarga del químico.
A continuación se muestra la Tabla N° 20, 21 y 22 con toda la información
explicada anteriormente, donde se observa con más claridad la utilización del
SulfaTreat® normal, HP y XLP para las condiciones actuales y propuestas, ya que
el SulfaTreat® XLP es más rentable desde el punto de vista económico, ofrece
estabilidad y flexibilidad operacional al igual que los otros dos y genera menos
desechos de SulfaTreat® consumido en forma de “pirita”.
Tabla N° 20.- Resultados del reactivo para las condiciones actuales de operación.
RESULTADOS PARA 2.0 MMPCED DE GAS CON 2500 PPMV DE H2S
SulfaTreat® Normal HP XLP
Autonomía (días) 65 75 191
Costos del reactivo ($/lb) 0.31 0.38 0.66
Frecuencia de cambios (cambios/año) 5.6 4.9 1.9
Costos/reemplazo ($/cambio) 93.000 114.000 198.000
Costos Totales (M$/año) 519.60 559.26 377.75
Desechos generados “pirita” (MMlb/año) 1.7 1.5 0.57
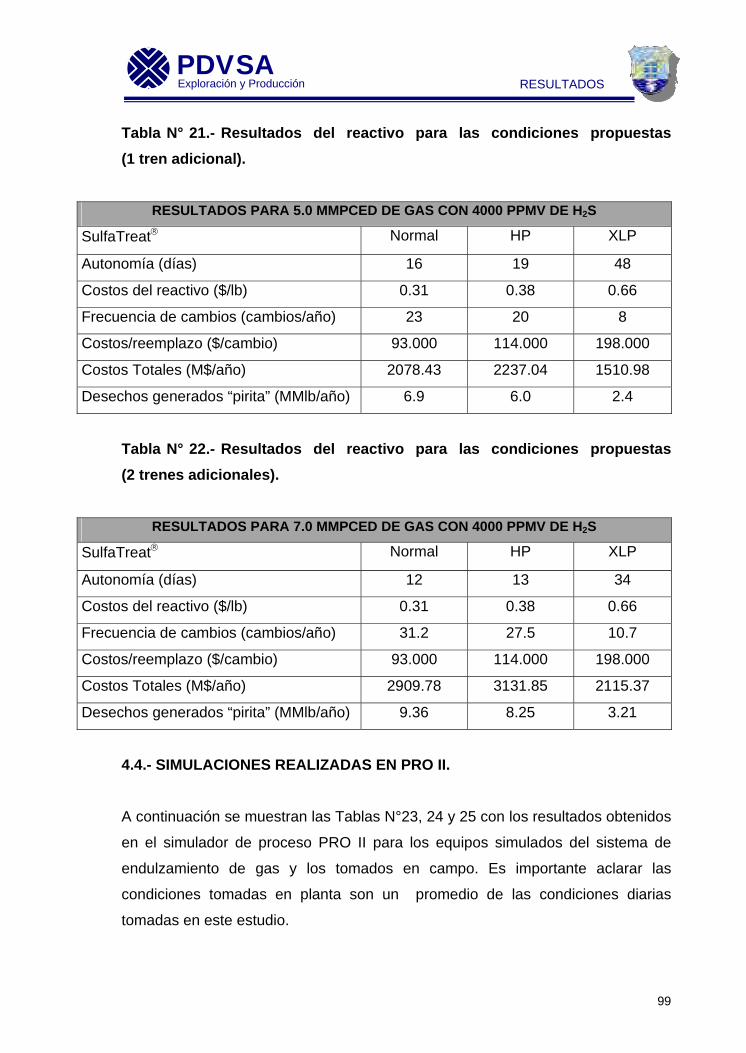
99
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 21.- Resultados del reactivo para las condiciones propuestas (1 tren adicional).
RESULTADOS PARA 5.0 MMPCED DE GAS CON 4000 PPMV DE H2S
SulfaTreat® Normal HP XLP
Autonomía (días) 16 19 48
Costos del reactivo ($/lb) 0.31 0.38 0.66
Frecuencia de cambios (cambios/año) 23 20 8
Costos/reemplazo ($/cambio) 93.000 114.000 198.000
Costos Totales (M$/año) 2078.43 2237.04 1510.98
Desechos generados “pirita” (MMlb/año) 6.9 6.0 2.4
Tabla N° 22.- Resultados del reactivo para las condiciones propuestas (2 trenes adicionales).
RESULTADOS PARA 7.0 MMPCED DE GAS CON 4000 PPMV DE H2S
SulfaTreat® Normal HP XLP
Autonomía (días) 12 13 34
Costos del reactivo ($/lb) 0.31 0.38 0.66
Frecuencia de cambios (cambios/año) 31.2 27.5 10.7
Costos/reemplazo ($/cambio) 93.000 114.000 198.000
Costos Totales (M$/año) 2909.78 3131.85 2115.37
Desechos generados “pirita” (MMlb/año) 9.36 8.25 3.21
4.4.- SIMULACIONES REALIZADAS EN PRO II.
A continuación se muestran las Tablas N°23, 24 y 25 con los resultados obtenidos
en el simulador de proceso PRO II para los equipos simulados del sistema de
endulzamiento de gas y los tomados en campo. Es importante aclarar las
condiciones tomadas en planta son un promedio de las condiciones diarias
tomadas en este estudio.

100
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 23.- Comparación de resultados para el depurador V-103
Depurador V-103 Simulador Campo % Desviación
Presión de Operación (psig) 40 35 12.5
Temperatura de Operación (°F) 96 90 6.25
Caída de presión (psig) 0 0 0
Tabla N° 24.- Comparación de resultados para el depurador V-203
Depurador V-203 Simulador Campo % Desviación
Presión de Operación (psig) 70 60 14
Temperatura de Operación (°F) 90 92 2
Caída de presión (psig) 0 5 0
Tabla N° 25.- Comparación de resultados para el compresor C-101
Compresor C-101 Simulador Campo % Desviación
Presión de succión (psig) 25 25* 0
Presión de descarga (psig) 70 70* 0
Temperatura de succión (°F) 94 90* 4
Temperatura de descarga (°F) 191 110* 42
NOTA: Los valores de campo reportados para el compresor C-101 fueron
tomados de reportes viejos en la planta cuando el equipo estaba en operación, y
fueron confirmados por el jefe de la planta.
De las tablas anteriores se observa los % de desviación entre los valores
reportados por el simulador y los tomados en campo son muy pequeños, por lo
que el método termodinámico seleccionado en el simulador Braun K-10 se ajusta
muy bien a los datos obtenidos en campo. El % desviación mas grande se obtuvo
para la temperatura de descarga del compresor C-101, el cual fue de 42%. En el

101
PDVSA Exploración y Producción
RESULTADOS
Anexo #5 y 6 se muestran los resultados más importantes de las simulaciones
para el caso actual y el caso propuesto (1 tren adicional) respectivamente.
4.5. – EVALUACIÓN DE LOS REACTORES. Para la evaluación de los reactores se tomó una data diaria de las variables más
importantes que rigen el proceso llevado a cabo en estos equipos, como lo son: la
concentración de H2S a la entrada, presión de entrada, concentración de H2S a la
salida y el flujo de gas procesados diariamente los reactores. A continuación, se
muestra la data tomada en planta para este estudio, comenzando el 26/04/02, ya
que la planta estuvo parada 7 meses desde el 29/09/01 por problemas en el
horno H-101. Para esta primera data no se reporta los datos de presión a las
condiciones de entrada y salida ya que la planta estaba en período de prueba.
En la Tabla N° 26 se muestran los resultados de concentración de H2S a la
entrada y a la salida de los reactores de SulfaTreat® Normal a partir del 26/04/02
– 10/06/02.
Tabla N° 26.- Data de concentración de H2S tomada de la Planta Urdaneta – García.
Fecha Días Conc. H2S Entrada (ppmv) Conc. H2S Salida (ppmv)
26/04/02 1 13500 0
27/04/02 2 - 0
29/04/02 4 17500 0
30/04/02 5 - 0
01/05/02 6 - 0
02/05/02 7 - 0
03/05/02 8 - 0
06/05/02 11 - 0
07/05/02 12 12500 1
08/05/02 13 - 4
09/05/02 14 - 4

102
PDVSA Exploración y Producción
RESULTADOS
10/05/02 15 - 4
14/05/02 19 23000 2
15/05/02 20 - 2
16/05/02 21 - 2
17/05/02 22 - 2
18/05/02 23 - 2
20/05/02 25 21000 2
21/05/02 26 - 2
22/05/02 27 - 2
23/05/02 28 - 2
24/05/02 29 - 3
27/05/02 32 21000 3
28/05/02 33 - 3
30/05/02 35 - 3
31/05/02 36 - 3
03/06/02 39 28000 3
04/06/02 40 - 3
05/06/02 41 - 10
07/06/02 44 - 50
10/06/02 47 24000 2000
A partir del 10/06 hasta el 22/07 los dos reactores estaban fuera de operación por
que se encontraban saturados los equipos, y se procedió a su reemplazo.
Tabla N° 27.- Data importante de los reactores tomada de la Planta Urdaneta
– García desde 22/07 hasta 31/08.
Fecha Días Conc. H2S
Entrada (ppmv)
Conc. H2S
Salida (ppmv)
Presión
Entrada (psig)
Presión
Salida (psig)
Flujo de Gas
(MMPCED)
22/07/02* 1 2000 0 44 30 1.2
23/07/02 2 2500 0 46 33 1.0
29/07/02 8 2500 0 47 31 1.3
30/07/02 9 2750 0 49 29 1.0
31/07/02 10 2850 0 49 32 1.1

103
PDVSA Exploración y Producción
RESULTADOS
02/08/02 12 2900 0 47 30 1.5
03/08/02 13 2910 0 46 31 1.3
04/08/02 14 2900 0 47 37 1.2
05/08/02 15 3500 0 43 32 1.1
06/08/02 16 2000 0 42 28 1.0
08/08/02 18 2600 0 42 30 1.4
09/08/02 19 2300 0 60 38 1.8
10/08/02 20 4000 0 57 51 1.83
11/08/02 21 3500 0 62 52 1.96
12/08/02 22 3500 0 65 55 1.85
13/08/02 23 4000 0 77 53 1.7
14/08/02 24 4000 0 78 56 2.0
15/08/02 25 5000 0 77 63 1.75
16/08/02 26 5000 0 71 55 1.85
17/08/02 27 4000 0 71 60 1.90
18/08/02 28 4000 0 76 67 1.86
19/08/02 29 3500 0 77 62 1.7
20/08/02 30 3000 0 79 69 1.75
21/08/02 31 3000 0 79 72 1.9
22/08/02 32 - 0 - - 1.7
23/08/02 33 - 1 - - 1.5
24/08/02 34 - 1 - - 1.75
25/08/02 35 - 4 - - 1.85
26/08/02 36 - 4 - - 1.9
27/08/02 37 - 4 - - 1.95
28/08/02** 38 - 10 - - 1.7
29/08/02 39 - 0 - - 1.56
30/08/02 40 - 0 - - 1.68
31/08/02 41 - 0 - - 1.76
NOTA: * EL reactor RS-1A en operación, ** reactores trabajando en serie RS-
1A/B, porque la salida tiene la concentración máxima permisible.

104
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 28.- Data importante de los reactores tomada de la Planta Urdaneta – García desde 02/09 hasta 24/09.
Fecha Días Conc. H2S
Entrada (ppmv)
Conc. H2S
Salida (ppmv)
Presión
Entrada (psig)
Presión
Salida (psig)
Flujo de Gas
(MMPCED)
02/09/02 1 5000 0 60 50 1.84
03/09/02 2 4800 0 62 53 1.45
06/09/02 5 5000 0 60 51 1.80
07/09/02 6 5000 0 66 55 1.23
10/09/02 9 4800 0 68 60 1.02
11/09/02 10 5000 0 60 52 1.65
12/09/02 11 5000 0 58 51 1.69
13/09/02 12 3000 0 60 51 1.77
14/09/02 13 3000 0 50 45 1.51
16/09/02 15 5000 0 48 40 1.9
20/09/02 19 3000 0 45 40 1.2
21/09/02 20 3500 0 50 42 1.38
22/09/02 21 3500 0 50 41 1.91
23/09/02 22 3500 1 54 45 1.87
24/09/02 23 3500 1 58 48 1.8
Con esta información se procedió a realizar la correlación que determina el
comportamiento entre las fases gas – sólido, tomando en consideración todas las
variables importantes que rigen el proceso de adsorción. Es importante destacar
que no se tomo en consideración la temperatura a la entrada y salida de los
reactores, ya que este parámetro se mantuvo constante durante este estudio
(90°F).
Correlacionando inicialmente los datos del 22/07/02 hasta 21/08/02, ya que se
tiene la data completa, tomando como variable dependiente (Y) el tiempo (días) y
como variables independientes concentración de H2S a la entrada de los
reactores (X1), presión a la entrada (X2), concentración de H2S a la salida (X3) y

105
PDVSA Exploración y Producción
RESULTADOS
flujo de gas (X4). Se introdujeron los datos obtenidos en el campo al programa y
se obtuvo la siguiente correlación por el método de mínimos cuadrados:
4321 86235.7449463.1084644.0002919.07464.11 XXXXY ++++−=
Esta correlación permite calcular la autonomía del reactivo (días), dependiendo de
las condiciones de las variables que rigen el proceso de endulzamiento. Tomando
una concentración de H2S a la entrada de los reactores de 3500 ppmv (X1), una
presión a la entrada de 50 psig (X2), concentración de H2S a la salida de 10 ppmv
(X3) y un flujo de gas de 2.0 MMPCED (X4), obtenemos el tiempo de vida del
reactivo en días.
Sustituyendo:
díasYXXXXY
3386235.7449463.1084644.0002919.07464.11 4321
=++++−=
Observando este resultado de la autonomía, se verifica que el lecho sólido va a
alcanzar esta condición máxima permisible de 10 ppmv en la concentración de
salida de H2S en 33 días. Posteriormente se colocaran los reactores en serie para
tener una autonomía de 45 – 50 días que es precisamente el comportamiento
actual del reactivo.
Sin embargo, para confirmar este comportamiento se procederá a correlacionar
los datos tomados del 02/09 hasta el 24/09, obteniéndose:
4321 76363.59982.333178.000268.089206.44 XXXXY −+−−=
Sustituyendo las mismas condiciones de operación:
díasYY
470.2*76363.510*9982.350*33178.03500*00268.089206.44
=−+−−=

106
PDVSA Exploración y Producción
RESULTADOS
Se observa una diferencia de 14 días entre la primera y segunda correlación, esto
se debe a problemas operacionales en la planta con los pozos del lago, lo que
implica que se estaba procesando gas de los pozos de BP y poco gas de los
pozos del lago, incrementándose la concentración de H2S a la entrada de los
reactores desde 3000 – 3500 a condiciones normales hasta valores promedio de
4000 - 5000 ppmv.
4.6.- EVALUACIÓN DE LOS DEPURADORES. 4.6.1.- Evaluación de los depuradores por ecuaciones. Se realizó la evaluación de los depuradores por ecuaciones y por las normas
PDVSA, para las condiciones futuras (1 tren adicional de endulzamiento de crudo
similar al actual), los cuales se muestran a continuación en las Tablas N° 29 y 30.
Tabla N° 29.- Resultados de la evaluación por ecuaciones de los Depuradores V-103 y V-203.
Parámetros Evaluados Depurador V-103 Depurador V -203
Densidad del Gas (Lb/ft3) 0.28 0.31
Densidad del Líquido (Lb/ft3) 55.04 55.04
Area del gas (ft2) 2.36 2.36
Velocidad crítica (ft/s) 2.18 2.09
Velocidad del gas (ft/s) 0.51 2.05
Q gas máximo (MMPCAD) 0.44 0.43
Q gas máximo (MMPCED) 1.53 2.06
Q gas @ cond. Futuras (MMPCED) 1.10 5.0
Velocidad en la boquilla de alim. (ft/s) 16.57 24.62
Velocidad en la boquilla de salida líq. (ft/s) 1.45 4.21
Velocidad en la boquilla de salida gas. (ft/s) 15.12 24.16
Volumen de líquido en el depurador (ft3) 5.2 7.26
Tiempo de residencia (minutos) 0.2 1.3

107
PDVSA Exploración y Producción
RESULTADOS
4.6.2.- Evaluación de los depuradores por normas PDVSA. Tabla N° 30.- Resultados de la evaluación por normas PDVSA de los Depuradores V-103 y V-203.
Parámetros Evaluados Depurador V-103 Depurador V -203
Densidad del Gas (Lb/ft3) 0.28 0.31
Densidad del Líquido (Lb/ft3) 55.04 55.04
Area del gas (ft2) 2.36 2.36
Velocidad crítica (ft/s) 2.19 2.08
Velocidad del gas (ft/s) 0.52 0.69
Q gas máximo (MMPCED) - -
Q gas @ cond. Futuras (MMPCED) 1.10 5.0
Velocidad en la boquilla de alim. (ft/s) 10.61 24.75
Velocidad en la boquilla de salida líq. (ft/s) 0.029 0.018
Velocidad en la boquilla de salida gas. (ft/s) 10.61 24.75
Relación L/D 1.33 3.0
Tiempo de residencia (minutos) Bajo Bajo
En las Tablas anteriores se observa que por los dos métodos se obtienen
resultados similares, solo existen diferencias en el resultado de la boquilla de
alimentación y en las boquillas de salida de líquido y gas. En el Anexo #7 se
muestra la hoja de cálculo para evaluar los depuradores V-103 y V-203 según las
Normas PDVSA.
El depurador V-103 puede manejar el incremento de capacidad de gas, esto se
observa en la tabla anterior, ya que el Qgmáx (1.53 MMPCED) > Qg (1.10
MMPCED) a las condiciones futuras.
El depurador V-203 no tiene capacidad para manejar el incremento de
producción, ya que el Qgmáx (2.1MMPCED) < Qg (5.0 MMPCED) a las condiciones
futuras. Se debe colocar un depurador adicional que pueda manejar el incremento
de gas de 3.0 MMPCED para el tren adicional.

108
PDVSA Exploración y Producción
RESULTADOS
Diseño del nuevo Depurador vertical V-203.
Diseñando el depurador V-203 a las nuevas condiciones, para 1 tren adicional
donde el Qgas es de 5.0 MMPCED tenemos los siguientes resultados:
Tabla N° 31.- Especificaciones del diseño del nuevo Depurador V-203.
Parámetros de Diseño Depurador V-203
Flujo de gas (MMPCED) 5.0
Gravedad Específica 0.80
Factor de Compresibilidad 0.98
Densidad del Gas (Lb/ft3) 0.31
Flujo real de gas (ft/s) 11.8
Temperatura de operación (°F) 90
Presión de Operación (psig) 60
Flujo de crudo (MBPD) 0.5
Densidad del crudo (Lb/ft3) 55.01
Gravedad API 29
Flujo real de crudo (ft3/s) 0.13
Velocidad máxima del gas (ft/s) 2.64
Diámetro mínimo requerido (pulg) 30
Altura del recipiente (ft) 8.0
Diámetro en la boquilla de alim. (pulg) 6.83
Diámetro en la boquilla de salida de gas. (pulg) 6.18
Diámetro en la boquilla de salida Liq. (pulg) 1.35
Tiempo de residencia (minutos) 5
NOTA: Ver estos resultados en la hoja de cálculo en Excel en el anexo # 8.

109
PDVSA Exploración y Producción
RESULTADOS
4.7.- DISPOSICIÓN DEL SULFATREAT® SIN REACCIONAR Y EL
SULFATREAT® GASTADO
Actualmente la disposición del SulfaTreat® sin reaccionar se hace en bolsas
plásticas dispuesta al aire libre sin ningún tipo de preservación con respecto a los
cambios climáticos. Se observó durante este estudio bolsas de reactivo rotas,
material de las bolsas desgastado y SulfaTreat® regado en el piso de la planta por
los efectos considerados anteriormente, ocasionando pérdidas económicas, ya
que el reactivo es muy costoso. Se propuso colocar un techo o almacén para
depositar el reactivo, ya que el material es afectado por la humedad produciendo
cierta degradación del material sí la bolsa esta rota. Todos estos problemas se
evitarían si se colocara un almacén que sirva de depósito para colocar las bolsas
de SulfaTreat® a utilizar en el proceso.
Con respecto al SulfaTreat® gastado o consumido “pirita”, se realizó una
evaluación con la finalidad de reutilizarlo como materia prima para hacer mezclas
asfálticas para la práctica de esparcimiento en suelo.
Se propuso mejorar 13 Kilómetros de carreteras a la entrada de la planta los
cuales se encuentran dañados, utilizando esta alternativa, con la finalidad de
reutilizar el SulfaTreat® gastado y eliminar los problemas ambientales que
ocasiona el material. La empresa Palmaven S.A, entrego un presupuesto para
mezclar el SulfaTreat® con capa vegetal y fertilizante para el esparcimiento en
suelo, con un costo total de 27,717,967.00 MMBs (ver anexo # 9), por lo que
PDVSA esta estudiando esta alternativa, ya que genera una alternativa para el
tratamiento del reactivo gastado, solucionando problemas viales y ambientales de
la planta.

110
PDVSA Exploración y Producción
RESULTADOS
4.8.- EVALUACIÓN ECONÓMICA DE LAS OPCIONES CONSIDERADAS PARA EL POSIBLE REEMPLAZO DEL SULFATREAT® ST NORMAL. En esta sección se reportan los resultados obtenidos del estudio de factibilidad
técnico – económica que considera el posible reemplazo del sistema de
endulzamiento de gas (SulfaTraet® normal) existente actualmente en la planta por
las opciones descritas anteriormente, las cuales son:
- Opción 1: SulfaTreat® HP mejorado ó SulfaTreat® XLP de alta efectividad.
- Opción 2: Intsorb.
- Opción 3: Planta de Aminas – recuperadora de azufre.
La evaluación económica de cada una de las opciones se realiza para los
escenarios de producción donde se considera el volumen de producción de gas
actual, así como los incrementos de capacidad.
A continuación se presentan los criterios utilizados en la evaluación económica:
- Año base del estudio: 2003
- Horizonte económico: 15 años
- Unidad monetaria: US$ (Dólares Americanos)
- Paridad Cambiaría: 1448 Bs. / US$.
- Tipo de Estimado: Clase V
- Localización: Planta Urdaneta García ubicada en la Costa Oeste del Lago de
Maracaibo, Distrito Urdaneta del Edo. Zulia.
Se realizó el estudio con un horizonte económico de quince años, ya que se
obtuvieron los incrementos de gas esperados durante ese tiempo en el plan de
negocios vigente (PDN), para verificar si es rentable el incremento de capacidad
de la Planta. A continuación se muestra la Tabla N° 32 con el pronóstico de gas
esperado en los próximos quince años.

111
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 32. Pronóstico de gas en los próximos quince años según el PDN.
Año Producción de Gas (MMPCED)
2002 5,9 2003 8,2 2004 7,6 2005 7,5 2006 9,7 2007 13,3 2008 15,6 2009 14,9 2010 12,4 2011 9,8 2012 7,7 2013 6,1 2014 4,8 2015 3,8 2016 3,0 2017 2,4
Graficando estos resultados tenemos:
Figura N° 22.- Gráfico del Pronóstico de Gas.
PRONÓSTICO DE GAS
0
5
10
15
20
2002 2004 2006 2008 2010 2012 2014 2016TIEMPO (AÑOS)
PRO
DU
CC
IÓN
DE
GA
S (M
MPC
ED)

112
PDVSA Exploración y Producción
RESULTADOS
Observando la gráfica se verifica la producción de gas aumenta hasta el año
2008, posteriormente comienza a disminuir progresivamente. Para el año 2017 se
tiene una producción de gas similar al actual en el orden de los 2.0 MMPCED.
La primera opción estudiada en el análisis económico, consiste en reemplazar el
reactivo SulfaTraet® ST normal por el SulfaTreat® HP mejorado o el XLP de alta
efectividad, tomándose en cuenta los costos relacionados con el consumo de
químico, ya que varía para cada reactivo. Los costos de carga y descarga del
mismo, su transporte y manejo, así como la disposición del residuo, son
constantes para los tres casos. Para los costos de inversión se tomó en
consideración la adquisición de 2 nuevos compresores C-101 y C-201 para el
incremento de capacidad de la planta, los costos de inversión de la planta son
excluidos del estudio, ya que la planta se encuentra en operación y es capaz de
manejar los volúmenes de producción considerados. Para este análisis, el
proceso SulfaTreat® normal es evaluado a las condiciones actuales de operación,
o sea a una eficiencia de 0.07 lbs de azufre removidas por lbs de químico. A
continuación se muestra la tabla N° 33 con los resultados de los costos generados
por consumo de SulfaTreat® normal, HP y XLP.
Tabla N° 33. Costos generados por la tecnología SulfaTreat®.
Consumo del Reactivo
Producción actual2.0 MMPCED gas
2500 ppmv
1 tren adicional 5.0 MMPCED gas
3500 ppmv
2 trenes adicionales7.0 MMPCED gas
4000 ppmv
Consumo de químico normal 519.60 M$/año
779.4 MMBs/año
1818.62 M$/año
2727.93 MMBs/año
2909.78 M$/año
4364.67 MMBs/año
Consumo de químico HP
559.26 M$/año
838.89 MMBs/año
1957.41 M$/año
2936.11 MMBs/año
3131.85 M$/año
4697.78 MMBs/año
Consumo de químico XLP
377.75 M$/año
566.62 MMBs/año
1322.11 M$/año
1983.16 MMBs/año
2115.37 M$/año
3173.05 MMBs/año

113
PDVSA Exploración y Producción
RESULTADOS
Observando la tabla anterior se puede concluir que el reactivo SulfaTreat® XLP es
el que ofrece mejores beneficios económicos a las condiciones actuales y futuras.
El costo de transporte y manejo de químico es aproximadamente de 250.000 Bs.
por viaje, desde el Muelle ubicado en La Salina hasta la Planta, considerando
que actualmente se realizan 8 reemplazos del reactivo por año, tenemos que el
gasto total de transporte es de 2.0 MMBs/año.
Para obtener los costos de almacenamiento de químico se tomó el 5% del gasto
actual de reactivo.
El costo del proceso de carga y descarga del reactivo químico fue obtenido de la
contratista que se encarga de realizar este trabajo, en cual tiene costo de 15.0
MMBs aproximadamente por cada reemplazo del SulfaTreat®. Este proceso
incluye la descarga del reactivo consumido, la carga del reactivo sin utilizar y su
disposición en la fosa al aire libre ubicada en el pozo GAR- 17.
A continuación se muestra la Tabla N° 34 con los costos constantes para este
proceso de endulzamiento utilizando la tecnología actual SulfaTreat® normal.
Tabla N° 34. Costos constantes generados por la tecnología SulfaTreat®
normal.
Parámetros de Evaluación
Producción actual 2.0 MMPCED gas
2500 ppmv
Producción actual 2.0 MMPCED gas
2500 ppmv
Transporte y manejo del químico 1.4 M$/año 2.0 MMBs/año
Almacenamiento del químico 26 .0 M$/año 39.0 MMBs/año
Costos por reemplazo del químico 10 .0 M$/cambio 15.0 MMBs/cambio
Carga y descarga del químico en
el reactor
80.0 M$/año 120 MMBs/año
Costo Total 117.4 M$/año 176.0 MMBs/año

114
PDVSA Exploración y Producción
RESULTADOS
Según los resultados obtenidos podemos decir que el proceso actual genera un
costo aproximado de 637.0 M$/año (955.4 MMBs) utilizando SulfaTreat® normal,
mientras que para el SulfaTreat® HP mejorado se tiene un costo total de 677.0
M$/año (1014.89 MMBs) y para el SulfaTreat® XLP de alta efectividad se tiene un
costo total de 495.15 M$/año (742.62 MMBs).
Comparando estos costos, tenemos que es más rentable desde el punto de vista
económico reemplazar el SulfaTreat® normal por el SulfaTreat® XLP de alta
efectividad, ya que se tienen ahorros de aproximadamente 142 M$/año (213
MMBs). Con respecto al SulfaTreat® HP mejorado no es rentable el cambio, pues
incrementa los costos.
Posteriormente se realizó una evaluación del proyecto en el programa MAEP -
2003 de PDVSA, con la finalidad de estudiar el incremento de producción de la
planta de 11.0 MBPD de crudo de 29 °API y un volumen de gas de 7.0 MMPCED
y verificar su rentabilidad. En el anexo #10 se muestra los resultados de la
evaluación económica realizada con MAEP.
A continuación en la Tabla N° 35 se muestra los resultados económicos más
importantes de la evaluación realizada en MAEP.
Tabla N° 35. Resultados económicos de la evaluación realizada en MAEP.
RESULTADOS ECONÓMICOS COSTO TOTAL
Flujo Neto Descontado (VPN) en MMBs. 175.230,08
Tasa Interna de Retorno (TIR) en % 502,7%
Tasa Interna de Retorno Modificada (TIRM) 26,5%
Eficiencia de la Inversión Tradicional (EI) 56,53
Eficiencia de la Inversión Modificada (EIM) 57,53
Tiempo de Pago no Descontado (TP) 0,22
Tiempo de Pago Descontado (TPd) 0,25

115
PDVSA Exploración y Producción
RESULTADOS
Ganancia Neta Descontada del Proyecto 0,61
Inversión Total 3.100,00
Producción de Crudo 53,33
Producción Neta de Gas Natural 62.556,37
Operación 1,25
Regalías 4,27
Costo A/ISLR 5,52
ISRL (Crudo) 3,86
Participación Fiscal 8,13
La segunda opción estudiada es la tecnología INTSORB, el cual fue desarrollado
y licenciado por Intevep – PDVSA en 1998, está basada en un proceso de
adsorción de gas por lechos sólidos similar al proceso actual de SulfaTreat®, no
se necesitan equipos nuevos para utilizar esta tecnología en la Planta Urdaneta
García. La diferencia de este proceso con respecto al actual es que el reactivo
químico se desarrolla y elabora internamente en PDVSA, por lo que trae más
beneficios con respecto al traslado y costos.
Se realizaron evaluaciones a escala piloto, para verificar el comportamiento de
INTSORB, bajo condiciones de operación de Occidente: bajas presiones de gas y
altas concentraciones de H2S, obteniéndose que los costos de tratamiento y la
capacidad de remoción de H2S de INTSORB (0.37 – 0.44 Lbs H2S/Lbs de
INTSORB) son competitivos a escala comercial. Se realizaron comparaciones de
este reactivo con respecto al SulfaTreat® en cuanto a la capacidad de remoción y
la autonomía del lecho, resultando que el INTSORB ofrece mejores rendimientos
y autonomía a las mismas condiciones. (19)
La evaluación económica, a nivel conceptual, indica que producir INTSORB en
Venezuela es económicamente atractivo, pero no se tiene disponible la
información del costo unitario final de la Lbs de INTSORB, ya que esta tecnología

116
PDVSA Exploración y Producción
RESULTADOS
todavía esta en estudio, por lo que no se puede establecer una comparación
desde el punto de vista económico de INTSORB con respecto al SulfaTreat®.
Con respecto a la opción 3, se realizó el estimado de costos Clase V para colocar
una planta de aminas (MDEA) con recuperación de azufre nueva, considerando
la capacidad propuesta de gas de 7.0 MMPCED con 15% H2S. Esto implica el
tratamiento del gas agrio en la unidad de amina (remoción previa del H2S) y la
posterior conversión a azufre elemental del H2S del gas de cola de dicha unidad
(Unidad CLAUS). Obteniéndose que la planta de aminas nueva tiene un estimado
de costo Clase V de 1600 MMBs y la recuperadora de azufre tiene un costo de
1830 MMBs, para un total de 3430 MMBs. Adicionalmente se obtuvo el costo de
instalación de la planta es aproximadamente 3028 MMBs. (18)
La Planta de aminas nueva que se propone tiene los siguientes equipos:
• Columna de Absorción
• Columna de Despojamiento.
• Tambor de reflujo del despojador.
• Rehervidor del despojador.
• Intercambiadores de calor.
• Bombas de reflujo.
A continuación en la Figura N° 23 se muestra un diagrama de flujo simplificado del
proceso de tratamiento de gases ácidos con soluciones de aminas.

117
PDVSA Exploración y Producción
RESULTADOS
Figura N° 23.- Diagrama de flujo simplificado del proceso de tratamiento de gases ácidos con soluciones de aminas.(18)
Realizando un estudio comparativo del proceso SulfaTreat® normal utilizado
actualmente en la planta vs la planta de aminas con recuperación de azufre nueva
con respecto a los costos estimados de inversión, mantenimiento y operación. En
la Tabla N°36 muestra el flujo de caja realizado para el proceso SulfaTreat®.
Para el proceso SulfaTreat® se consideraron como costo de inversión la
adquisición de los dos compresores (500 MMBs), mas la carga inicial de
SulfaTreat ® (269.3 MMBs) para un total de 769.3 MMBs. Con respecto a los
costos de mantenimiento y operación se tomaron los costos actuales del proceso
considerando el consumo de energía eléctrica, carga y descarga del reactivo,
GAS A PURIFICADOR
GAS DULCE
ABSORBEDOR
SOLUCION DE AMINA POBRE
SOLUCION DE AMINA RICA
DESPOJADOR
GAS ACIDO
TAMBOR DE REFLUJO
REHERVIDOR

118
PDVSA Exploración y Producción
RESULTADOS
consumo, transporte, insumos, mantenimientos de equipos, etc. El valor futuro de
los costos se calcularon utilizando la siguiente ecuación:
niVPVF )1(* +=
Donde:
VF: valor futuro.
VP: valor presente.
i: tasa de interés (10%).
n: tiempo en años.
Tabla N° 36. Flujo de caja del proceso SulfaTreat®.
SulfaTreat® 2002 2003 2004 2005 2006 2007 2008 2009
Costos de Inversiones MMBs/año 769.3 0 0 0 0 0 0 0
Costos de Mantenimiento MMBs/año 50 55 60.5 66.55 73.205 80.5255 88.5781 97.4359
Costos de Operación MMBs/año 961.4 1057.54 1163.29 1279.62 1407.59 1548.34 1703.18 1873.5
Costos Totales MMBs/año 1780.7 1112.54 1223.79 1346.17 1480.79 1628.87 1791.76 1970.93
SulfaTreat® 2010 2011 2012 2013 2014 2015 2016 2017
Costos de Inversiones MMBs/año 0 0 0 0 0 0 0 0
Costos de Mantenimiento MMBs/año 107.179 117.897 129.687 142.656 156.921 172.614 189.875 208.862
Costos de Operación MMBs/año 2060.85 2266.93 2493.62 2742.99 3017.29 3319.01 3650.91 4016.01
Costos Totales MMBs/año 2168.03 2384.83 2623.31 2885.64 3174.21 3491.63 3840.79 4224.87
En la planta de aminas se tomó en consideración el costo de inversión el costo
de la planta de aminas nueva con recuperadora de azufre, mas el costo de
instalación de dicha planta para obtener un total de 6458 MMBs. Los costos de
mantenimiento se tomó un estimado del 5% del costo de la planta de aminas. A
continuación en la Tabla N° 37 se muestra el flujo de caja para el proceso de
endulzamiento con Aminas.

119
PDVSA Exploración y Producción
RESULTADOS
Tabla N° 37. Flujo de caja del proceso de Aminas nuevo.
Planta de Aminas 2002 2003 2004 2005 2006 2007 2008 2009
Costos de Inversiones MMBs/año 6458 0 0 0 0 0 0 0
Costos de Mantenimiento MMBs/año 171 188.1 206.91 227.601 250.361 275.397 302.937 333.231
Costos de Operación MMBs/año 400 440 484 532.4 585.64 644.204 708.624 779.487
Costos Totales MMBs/año 7029 628.1 690.91 760.001 836.001 919.601 1011.56 1112.72
Planta de Aminas 2010 2011 2012 2013 2014 2015 2016 2017
Costos de Inversiones MMBs/año 0 0 0 0 0 0 0 0
Costos de Mantenimiento MMBs/año 366.554 403.209 443.53 487.883 536.671 590.338 649.372 714.309
Costos de Operación MMBs/año 857.436 943.179 1037.5 1141.25 1255.37 1380.91 1519 1670.9
Costos Totales MMBs/año 1223.99 1346.39 1481.03 1629.13 1792.04 1971.25 2168.37 2385.21
Se deben llevar todos los costos del futuro al presente para realizar la sumatoria
de todos los costos en el presente. El proceso que genere menos costos en el
valor presente es el más rentable. Los costos al presente se obtienen utilizando la
ecuación anterior.
Resultando que los costos en el valor presente para el proceso SulfaTreat® es de
16591.7 MMBs mientras que para el proceso de endulzamiento con aminas es de
15594.0 MMBs, concluyendo que el proceso más rentable es el de aminas. Sin
embargo la diferencia entre un proceso y otro es de 1357.7 MMBs.
120
PDVSA Exploración y Producción
CONCLUSIONES
CAPÍTULO V: CONCLUSIONES Y
RECOMENDASIONES

121
PDVSA Exploración y Producción
CONCLUSIONES
CONCLUSIONES
1. Los reactores de SulfaTreat® existentes en la planta tienen la capacidad
suficiente para manejar los flujos de gas estimados para los dos escenarios de
producción de crudo estudiados.
2. El rendimiento del químico SulfaTreat® normal para las condiciones de
operación actuales de la planta Urdaneta García es bajo (0.07 Lbs deH2S / Lbs
de SulfaTreat®) con relación al valor de rendimiento teórico indicado por el
fabricante (0.11 Lbs deH2S / Lbs de SulfaTreat®). Este bajo rendimiento se
debe a los problemas de subsaturación de agua en el gas, gotas arrastradas
de hidrocarburos y canalizaciones del gas en el reactivo.
3. Mejorar el rendimiento del químico SulfaTreat® a 0.11 Lbs deH2S / Lbs de
SulfaTreat® equivale a reducir los costos operacionales en 36% en relación
con los costos actuales, lo cual representaría ahorros en el orden de 250
M$/año.
4. El reemplazo del químico utilizado actualmente en la planta SulfaTreat® ST
normal por otro de su misma familia llamado SulfaTreat® XLP es técnicamente
y económicamente factible, ya que tiene un mejor rendimiento, disminuye los
costos operacionales, la frecuencia de cambios y genera menos desechos,
haciéndolo más rentable. El mayor inconveniente de este reactivo XLP es que
es más pesado que el normal, por lo que se deben chequear los internos de
los equipos para verificar si soportan el peso adicional y las posibles
limitaciones metal - mecánicas, aunque según pruebas realizadas por el
fabricante las torres están en perfecta capacidad para utilizar este nuevo
producto.
5. El reemplazo del químico utilizado actualmente en la planta SulfaTreat® ST
normal por otro de su misma familia llamado SulfaTreat® HP no es rentable, ya
que no ofrece beneficios con respecto a autonomía, frecuencias de cambios y
desechos generados, sólo incrementa los costos.
6. El depurador V-103 puede manejar el incremento de producción para un tren
adicional, ya que su capacidad máxima es de 1.5 MMPCED. Para el segundo

122
PDVSA Exploración y Producción
CONCLUSIONES
tren adicional se debe colocar otro depurador que maneje esa cantidad de
gas.
7. El depurador V-203 no puede manejar el incremento de producción esperado
en la planta con un tren adicional.
8. El compresor de gas dulce existente en la planta puede manejar el volumen de
gas considerado en un tren adicional, para el segundo tren se requiere la
instalación de un nuevo sistema de compresión.
9. Utilizar el SulfaTreat® gastado como materia prima para realizar mezclas
asfálticas en la práctica de esparcimiento en suelo.
10. De las 3 opciones evaluadas en el análisis económico, es más rentable
instalar una Planta de Aminas nueva con recuperadora de azufre, ya que
ofrece más beneficios económicos; este proceso no genera desechos evitando
el problema de contaminación ambiental.
123
PDVSA Exploración y Producción
RECOMENDACIONES
RECOMENDACIONES
1. Colocar una lona, techo o galpón para almacenar el reactivo SulfaTreat®, con
la finalidad de preservarlo. Si la bolsa que contiene el reactivo esta cerrada
herméticamente no hay problemas, pero si ésta se encuentra rota es afectada
por las condiciones ambientales. Según el fabricante el material es afectado
por la humedad cuando es mayor de 75%, ya que ocurre cierta degradación
del material.
2. Automatizar las válvulas de nivel de los depuradores V-103 y V-203, para
evitar posibles arrastres de líquidos a los reactores.
3. Los reactores de SulfaTreat® operan en serie, se recomienda que las líneas,
conexiones y accesorios de las tuberías estén sellados herméticamente, es
decir, que no halla fugas en el sistema asociado a los reactores, porque se
están manejando concentraciones altas de sulfuro de hidrógeno (H2S).
4. Colocar dos compresores de respaldo, uno para el compresor centrífugo de
gas agrio C-101 y otro para el compresor reciprocante de gas dulce C-201,
con la finalidad de que cuando se dañe o se la haga mantenimiento a un
equipo se cuente con otro de respaldo y no se queme el gas en el mechurrio
de la planta.
5. Alinear el gas de alta presión que proviene de los pozos de PDVSA
directamente al depurador V-203 para su endulzamiento.
6. Verificar la posibilidad de medir el flujo de gas y la concentración de H2S a la
salida de los reactores.
7. Colocar en los reactores dos corrientes de alimentación (en paralelo) y realizar
pruebas en campo para verificar si tiene más efectividad el reactivo, es decir,
se aumenta la eficiencia y autonomía del mismo.
124
PDVSA Exploración y Producción
RECOMENDACIONES
8. Realizar pruebas en campo disminuyendo la carga de SulfaTreat® de los
reactores para verificar el comportamiento y obtener la carga óptima del
proceso, esto cuando la planta pase a ser de PDVSA.
9. Buscar la manera de incrementar la presión en el sistema, ya que los procesos
de adsorción con lecho sólido tienen mayor eficiencia y capacidad de
adsorción a alta presión. Actualmente la presión de operación en el sistema de
endulzamiento de gas esta entre 40 – 50 psi.
10. Se debe tener mucho cuidado con los soportes, rejillas y la goma espuma del
fondo del equipo cuando sé esta colocando el reactivo SulfaTreat® dentro del
reactor, ya que deben estar en la posición adecuada (totalmente horizontal)
para que el reactivo se distribuya en forma asimétrica. Si hay una inclinación
en los soportes se producen irregularidades con la distribución del empaque y
la granulometría tiende a canalizarse.
11. Realizar una prueba piloto en uno de los reactores de la planta para probar la
conveniencia y eficacia del producto SulfaTreat® XLP, para tomar las
decisiones correspondientes para su posible aplicabilidad en forma continua
de operación.
12. Tomar muestras del gas a la entrada de los reactores para determinar la
cantidad de agua que necesita para saturarse y así ajustar la inyección de
agua, esto con la finalidad de no sobresaturar el gas y evitar problemas de
canalizaciones.

125
PDVSA Exploración y Producción
BIBLIOGRAFÍA
BIBLIOGRAFÍA
1. Manual de Operaciones de la Planta Urdaneta García. División de Operaciones
de Producción. Unidad de Explotación La Salina. PDVSA. Noviembre 1991.
2. Oil & Gas Journal article “ Gas industry assesses new ways to remove small
amounts of H2S”. Chesterfield, Missourri USA.
3. PRO/II Keyword Input Manual. Versión 3.3. Simulation Science Inc., 1992.
4. Users guide PRO/II 5.0. Steady – state flowsheeting and process optimization
software. Simsci. 1997.
5. Facilidades Superficiales de Producción. Norma PDVSA. MEC-400-02-02.
Plantas de Endulzamiento de Gas. Proceso Sulfatreat. Volumen 3. Enero 1994.
6. Manual de Operaciones de la Planta Urdaneta García. Realizado por la Empresa
British Petroleum (BP). Jorge Romero. Febrero 2002.
7. Internet Address: Http:// www.sulfatreat.com, http:// www.tweb.com/sulfatreat.
8. Evaluación sobre la Operabilidad de la Unidad de Endulzamiento de Crudo de la
Planta Urdaneta García. Realizado por: Zenaida Soto – Abel Baldonedo.
Lagoven, S.A. Gerencia de Ingeniería Básica. Noviembre 1996.
9. Nonregenerable H2S Scavenger Update by J.E. Houghton. Unocal Oil & Gas
Division Lafayette, Louisiana. 1994.
10. Informe Técnico “Evaluación de los Sistemas de Crudo y Gas de la Planta
Urdaneta García. PDVSA - INTEVEP. Los Teques. 1998.
11. Manual de Diseño de Proceso. Tambores Separadores. Norma PDVSA. MPD–
03–S–03. Separadores Líquido – Vapor. Junio 1995.
12. Engineering Data Book. Gas Processors Suppliers Association (GPSA). Volumen
I. Tenth Edition. 1994.
13. Campbell John. Gas Conditioning and Processing. The Basic Principles. Volume
1. Seventh Edition 1994.
14. Chacón, D. “ Tutorial de H2S”. Vademecum de la Unidad de Explotación La
Salina. Junio 2001.
15. Alcántara, E. “Resultados muestras de SulfaTraet® PUG”, Comunicación Privada
PDVSA, INTEVEP, Cabimas, La Salina. Octubre 2002.

126
PDVSA Exploración y Producción
BIBLIOGRAFÍA
16. Martínez, H. “Proyecto Planta Endulzadora de Crudos Urdaneta García”.
Maraven, S.A. 1998.
17. Rodríguez,F. Manual de Estimación de Costos Clase V. " Plantas de
Endulzamiento con Aminas. Norma PDVSA. MEC -400-07-01. Volumen 3. Marzo
1996.
18. Parés, G. Manual de Estimación de Costos Clase V. " Plantas de Aminas. Norma
PDVSA. MEC -100-17-01. Volumen 1. Marzo 1996.
19. Avila, Yasmin. Nota Técnica “Endulzamiento de Gas Natural Tecnología Intsorb”.
PDVSA. Noviembre 1999.

PDVSA Exploración y Producción
ANEXOS
ANEXOS 11

PDVSA Exploración y Producción
ANEXOS
Múltiple de producción.
Válvula SDV-100

PDVSA Exploración y Producción
ANEXOS
S1-A
Micromotions PIC-100 A
PV-100 A
LIC-100 A
PT-100 A
LV-100 A Fr-2085 SV-100 A

PDVSA Exploración y Producción
ANEXOS
S1-B
PV-100 B
LV-100 B
Fr- 100 B
SV-100 B
Registrador de descargas

PDVSA Exploración y Producción
ANEXOS
Válvula FV-100
XV-102
Válvula FV-100
FC-100
XV-102

PDVSA Exploración y Producción
ANEXOS
V-101 A
PV-106
FR-101
LT-102
PT-106
SV-101 AEntrada de
crudo
Bota

PDVSA Exploración y Producción
ANEXOS
V-101 B
LV-101 BOTA LT-106
SV-101 B
LV-106 Salida de
gas

PDVSA Exploración y Producción
ANEXOS
V-102
Entrada de crudo
Entrada de recirculación del
H-101
Salida de gas agrio
LT-108
PIC-122
PV-122

PDVSA Exploración y Producción
ANEXOS
V-103
SV-103
LIC-110
LV-110

PDVSA Exploración y Producción
ANEXOS
V-101 A / B
Arrancadores Succión Descarga
FV-105

PDVSA Exploración y Producción
ANEXOS
H-101
E-101 A / B
E-101 A E-101B

PDVSA Exploración y Producción
ANEXOS
Tanques de Almacenamiento

PDVSA Exploración y Producción
ANEXOS
Bombas de Exportación
Bombas Booster

PDVSA Exploración y Producción
ANEXOS
Lact-unit

PDVSA Exploración y Producción
ANEXOS
PV-123 y PV-124
PV-123 PIC-123
PIC-124
PV-124

PDVSA Exploración y Producción
ANEXOS
Reactores RS-1 A / B

PDVSA Exploración y Producción
ANEXOS
C-201

PDVSA Exploración y Producción
ANEXOS
Trampa de cochino y Registradores de gas
V-204

PDVSA Exploración y Producción
ANEXOS
K. O. Drum
Sistema de Aire Instrumento

PDVSA Exploración y Producción
ANEXOS
Sistema de agua industrial
Oficinas

PDVSA Exploración y Producción
ANEXOS
Tablero de Control
PDVSA Exploración y Producción
ANEXOS
Vista area de la Planta UG