relatório de estágio
TRANSCRIPT
UNIVERSIDADE FEDERAL DA PARAÍBA
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE TECNOLOGIA QUÍMICA E DE ALIMENTOS
CURSO DE GRADUAÇÃO DE ENGENHARIA DE ALIMENTOS
ESTÁGIO SUPERVISIONADO EM ENGENHARIA DE ALIMENTOS
JOHNATHAS DA COSTA SALVADOR
ANÁLISE DAS AVARIAS DE GARRAFAS PET NA SIDNEY C.
DORE INDÚSTRIA DE REFRIGERANTES LTDA
JOÃO PESSOA
2009
1

2

JOHNATHAS DA COSTA SALVADOR
ANÁLISE DAS AVARIAS DE GARRAFAS PET NA SIDNEY C. DORE INDÚSTRIA
DE REFRIGERANTES LTDA
ORIENTADOR: PROF. DR. GERALDO DANTAS SILVESTRE FILHO
JOÃO PESSOA
2009
3
Relatório de Conclusão do Estágio Supervisionado apresentado ao Departamento de Tecnologia Química e de Alimentos do Centro de Tecnologia da Universidade Federal da Paraíba, como requisito para obtenção do Título de Graduado em Engenharia de Alimentos.

4
JOHNATHAS DA COSTA SALVADOR
ANÁLISE DAS AVARIAS DE GARRAFAS PET NA SIDNEY C. DORE INDÚSTRIA
DE REFRIGERANTES LTDA
Aprovado em: ____/____/____
Banca Examinadora
__________________________________________________________
Prof. Dr. Geraldo Dantas Silvestre Filho
Orientador
___________________________________________________________
Prof. Dr. Ânoar Abbas El-Aouar
Convidado
___________________________________________________________
Profª Drª Mabel de Barros Batista
Convidada
5

Dedico este trabalho a meu Pai, minha Mãe, minhas
duas irmãs, meu sobrinho, minha noiva e ao meu avô
José Manoel da Costa (in memorian)
pelo Amor, sempre
pela Vida, eterna
pela Luz, infinita.
6

AGRADECIMENTOS
Agradeço, primeiramente, à força infinita que rege o mundo de forma
harmoniosa presente em cada partícula de energia existente, por todo o amor,
carinho e luz que tem sobre o planeta que nós vivemos.
Ao meu Pai, João Quintino Salvador, e à minha mãe, Marluce Maria da Costa
pela compreensão, carinho, amor eterno e por me dar oportunidade de continuar a
estudar, acreditando em meu potencial.
Às minhas irmãs, Jamille e Tamires, e ao meu sobrinho e afilhado, Nicolas,
pelo amor e carinho, pelo companheirismo e por fazerem parte da minha vida.
À minha amada Noiva, Cintia Carvalho, pelo amor, carinho, dedicação e
acima de tudo incentivo nessa jornada, contribuindo para o meu crescimento e êxito
pessoal e profissional.
À administração e funcionários da Sidney C Dore Indústria de Refrigerantes
Ltda, especialmente ao Supervisor Industrial, Antônio de Pádua, meu orientador na
empresa e à Andréa Luiza, Engenheira de Alimentos, pela oportunidade e
colaboração para realização deste trabalho.
Agradeço ao meu professor orientador Dr. Geraldo Dantas Silvestre Filho,
pela paciência, competência e amizade durante a realização do Relatório.
Aos professores da UFPB que contribuíram para a minha formação,
especialmente ao professor Dr. Ânoar Abbas El-Aouar.
Agradeço aos colegas e amigos, pela compreensão e até mesmo pelas
críticas aferidas, especialmente ao meu futuro co-cunhado Geraldo Coutinho por
sempre me escutar e me incentivar na minha formação profissional.
E por fim, agradeço a todos que de uma maneira ou de outra contribuíram
para a longa caminhada.
7

“É melhor tentar e falhar, que se preocupar e ver a vida passar.
É melhor tentar, ainda que em vão que se sentar, fazendo nada até o final.
Eu prefiro na chuva caminhar, que em dias frios em casa me esconder.
Prefiro ser feliz, embora louco, que em conformidade viver”.
(Martin Luther King)
8

APRESENTAÇÃO
Este relatório apresenta as atividades desenvolvidas durante o estágio
supervisionado, com parceria entre a Universidade Federal da Paraíba e a Sidney C.
Dore Indústria de Refrigerantes Ltda situada no Município de João Pessoa – PB, no
período compreendido entre 05/01/09 a 05/05/09 com carga horária de 360 horas.
O estágio supervisionado configurou-se como uma atividade de extrema
importância na grade curricular do curso acadêmico, pois além de complementar os
conhecimentos teóricos adquiridos durante o curso com pesquisas mais
aprofundadas, fez com que estes conhecimentos fossem postos em prática,
permitindo ao estudante tornar-se um profissional mais experiente na sua área de
trabalho e capaz de enfrentar as dificuldades que farão parte do seu dia-a-dia.
9

LISTA DE FIGURAS
Figura 1. Produção do PET............................................................................. 19
Figura 2. Exemplo de Processo de Moldagem por Injeção-Estiramento-Sopro de Garrafas PET.................................................................... 22
Figura 3. Diagrama de blocos do processo de fabricação de refrigerantes.... 23
Figura 4. Tratamento de água da Sidney C Dore............................................ 24
Figura 5. Dissolvedor de aço inoxidável.......................................................... 25
Figura 6. Açúcar utilizado para preparo do Xarope Simples........................... 26
Figura 7. Filtro pré-capa................................................................................... 27
Figura 8. Tanques de Obtenção de Xarope Composto................................... 28
Figura 9. Proporcionador para bebida e carbonatação................................... 30
Figura 10. Exemplo de Máquina de Sopro para Fabricação do PET................ 32
Figura 11. Exemplo de Molde para Fabricação do PET.................................... 32
Figura 12. Percentuais em forma de colunas empilhadas, comparando a contribuição de cada defeito com o total entre as categorias do setor Expedição................................................................................ 36
Figura 13. Percentuais em forma de colunas empilhadas, comparando a contribuição de cada defeito com o total entre as categorias do setor Rota......................................................................................... 37
Figura 14. Garrafa com Trincas na Base........................................................... 40
Figura 15. Garrafa Estourada............................................................................ 41
10
LISTA DE TABELAS
Tabela 1. Propriedades do poli(tereftalato de etileno) (PET)........................... 20
Tabela 2. Avarias avaliadas no Setor de Expedição e na Rota da Sidney C Dore Indústria de Refrigerantes Ltda no período entre 12 de Janeiro a 03 de Fevereiro de 2009................................................... 35
Tabela 3. Percentual – Relação entre cada defeito pelo total de unidades no setor Expedição................................................................................ 36
Tabela 4. Percentual – Relação entre cada defeito pelo total de unidades no setor Rota......................................................................................... 37
11

SUMÁRIO
1. INTRODUÇÃO................................................................................................... 11
2. A EMPRESA...................................................................................................... 13
2.1. Histórico da Empresa.................................................................................. 13
2.2. Caracterização da Empresa........................................................................ 14
3. OBJETIVOS....................................................................................................... 16
3.1. Objetivo Geral............................................................................................. 16
3.2. Objetivos Específicos.................................................................................. 16
4. REVISÃO BIBLIOGRÁFICA............................................................................... 17
4.1. Fabricação de Refrigerantes....................................................................... 17
4.2. Poli(Tereftalato De Etileno) – Garrafas PET............................................... 18
5. ATIVIDADES DESENVOLVIDAS NA EMPRESA.............................................. 23
5.1. Processo de Fabricação de Refrigerantes da Empresa.............................. 23
5.1.1. Preparo do Xarope Simples........................................................... 24
5.1.2. Obtenção do Xarope Composto.................................................... 27
5.1.3. Formulação do Refrigerante.......................................................... 29
5.1.4. Etapas Subsequentes.................................................................... 30
5.1.5 Fabricação das Garrafas PET, Rotulagem e Sanitização das Garrafas........................................................................................ 31
5.2. Estudos de Caso......................................................................................... 34
5.2.1. Avaliação dos Problemas (avarias)............................................... 38
5.2.1.1. Garrafas com Vazamento pela Tampa............................ 39
5.2.1.2. Garrafas com Trincas no Fundo/Estouradas................... 40
5.2.1.3. Garrafas Danificadas por Acidentes................................ 41
5.2.1.4. Produtos sem Gás (CO2) (Moles).................................... 41
6. RESULTADOS E DISCUSSÃO......................................................................... 42
6.1. Garrafas com Vazamento pela Tampa....................................................... 42
6.2. Garrafas com Trincas no Fundo/Estouradas.............................................. 44
6.3. Garrafas Danificadas por Acidentes............................................................ 45
6.4. Produtos sem Gás (CO2) (Moles)............................................................... 46
7. CONSIDERAÇÕES FINAIS............................................................................... 47
7.1. Conclusão................................................................................................... 47
7.2. Recomendações......................................................................................... 48
REFERÊNCIAS.................................................................................................. 49
12
1. INTRODUÇÃO
O refrigerante pode ser definido como uma bebida não alcoólica constituída
de água, açúcares ou edulcorantes artificiais, sucos de frutas ou extratos vegetais,
aromas, corantes, acidulantes, conservantes e gaseificada com gás carbônico (CO2).
A princípio, o refrigerante apareceu no século XVIII devido ao grande
interesse da população por água mineral natural, isso fez com que os cientistas da
época tentassem produzi-la artificialmente. A primeira experiência de sucesso foi em
1772, quando o químico inglês Joseph Pristley injetou gás carbônico à água mineral
natural. Começou, então, a ser produzida a Soda, a primeira bebida carbonatada,
que as pessoas tomavam como se fosse fortificante, e não refrigerante (ABIR,
2009).
A indústria de refrigerantes em si surgiu apenas 99 anos depois, em 1871,
após a criação de uma rolha metálica e o aperfeiçoamento da fabricação das
garrafas. Com o lançamento do Lemon's Superior Sparkling Ginger Aleã, a primeira
marca registrada de refrigerante, a bebida passou a ser consumida tanto fora como
dentro de casa (ABIR, 2009).
O mercado de refrigerante mudou significativamente em 1995 com a
disponibilização do PET (Tereftalato de Polietileno) de boa qualidade – apesar de ter
iniciado nesse mercado a partir de 1993 – produzida localmente e de preços
razoáveis; esse foi o lançamento chave para o crescimento dos tubaineiros1 (BNA,
2008).
_______________________1Tubaína é uma marca de refrigerante regional pertencente à Ferráspari, empresa criada no ano 1932 em Jundiaí, interior paulista, com gosto semelhante ao tutti-frutti, muito parecido com o Guaraná, geralmente vendida em garrafas âmbar (a mesma da cerveja tradicional), nos dias atuais, são mais usadas garrafas feitas em PET. Tem sabor doce e refrescante. O termo tubaineiros passou a designar, de maneira genérica, os consumidores de refrigerantes mais baratos e populares, e é usado em todo o Brasil.Fonte: Wikipédia, a enciclopédia livre. Disponível em: < http://pt.wikipedia.org/wiki/Tuba%C3%ADna>. Acesso em: 09 maio 2009.
13
Atrás apenas dos Estados Unidos e México, o Brasil é o terceiro maior
produtor de refrigerantes do mundo, mas o consumo per capita do país ainda é
pequeno: 69 litros ao ano. Está posicionado em 28º lugar, atrás de países como
Bahrain, Kuwait, Emirados Árabes Unidos, Honduras, Uruguai, Eslováquia, Qatar e
Hungria (ROSA, 2006). Os brasileiros consumiram 4% mais refrigerantes em 2008
do que no ano de 2007. Nesse período, foram produzidos mais de 14 bilhões de
litros de refrigerantes no país e o faturamento chegou a R$ 20,7 bilhões. Os
refrigerantes em garrafas PET foram os mais consumidos (80%), seguidos pelas
garrafas de vidro (12%) e as latinhas (7,8%) (ABIR, 2009).
O PET é um poliéster, polímero termoplástico. Proporciona alta resistência
mecânica (impacto) e química, além de ter excelente barreira para gases e odores.
Devido às características já citadas e o peso muito menor que das embalagens
tradicionais, o PET mostrou ser o recipiente ideal para a indústria de bebidas em
todo o mundo, reduzindo custos de transporte e produção. Por tudo isso, oferece ao
consumidor um produto substancialmente mais barato, seguro e moderno (ABIPET,
2009).
As embalagens PET são 100% recicláveis e a sua composição química
não libera nenhum produto tóxico (ABIPET, 2009).
Este presente estudo surgiu como proposta de investigação das principais
causas de avarias em embalagens PET de refrigerantes da Sidney C. Dore Indústria
de Refrigerantes Ltda., ocorridas na expedição e oriundas de troca. Com isso,
buscou-se solucionar tais problemas com ações corretivas e preventivas.
14

2. A EMPRESA
2.1. HISTÓRICO DA EMPRESA
Em 1911, na cidade de João Pessoa, no estado da Paraíba, ainda na fase de
Império, fixava-se um imigrante inglês que veio ao Brasil para montar uma estrada
de ferro no Nordeste. Este inglês chamava-se Sidney Clement Dore, que ao mesmo
tempo fundava na Rua da Areia uma fábrica de águas gasosas, cujo nome era Anglo
Brasileira de Águas Gasosas (DORE, 2009).
A pequena fábrica atendia à capital e algumas cidades do interior do Estado,
com um produto que não tinha a popularidade do refrigerante dos dias atuais, mais
já ocupava espaço no consumo popular: as bebidas gasosas com sabores artificiais
de fruta (DORE, 2009).
De sua terra natal, o inglês importava os vasilhames, com tampas de louça
fixadas sob pressão de molas de arame. A relíquia da indústria de refrigerantes
mostra o quanto era rústico o processo de engarrafamento na época (DORE, 2009).
A segunda fábrica de Águas Gasosas foi instalada por Sidney Clement Dore
em Natal, no ano de 1917. Depois de um período de desativação desta unidade em
1952, os três filhos do mecânico inglês, tomavam a frente do negócio, passando a
funcionar como uma filial da empresa (DORE, 2009).
As instalações foram sendo ampliadas e modernizadas, incluindo aí os novos
produtos lançados pela fábrica com aproveitamento de matérias-primas regionais:
guaraná, laranjada e soda limonada, e, posteriormente, Grapette a “uva gelada”
(DORE, 2009).
Em 1995 a fábrica passou por uma modificação significativa, com um plano
estratégico de desenvolvimento na qual ela modernizou suas instalações. A Diretoria
decidiu modernizar e ampliar a unidade fabril de João Pessoa e montou uma fábrica
completamente nova, moderna e automatizada. Essa reforma foi concluída em
15

setembro de 1996. Em 1997 houve a implantação de uma nova linha de fabricação
(DORE, 2009).
A Fábrica tem equipamentos com tecnologia alemã e toda a modernização da
fábrica visa atender às expectativas do consumidor, apresentando um produto feito
com muito zelo, carinho e tecnologia (DORE, 2009).
2.2. CARACTERIZAÇÃO DA EMPRESA
A Sidney C. Dore Indústria de Refrigerantes Ltda. está no mercado de João
Pessoa, no estado da Paraíba, há 75 anos (desde 1934) e situa-se na Avenida
Parque, nº 130, Distrito Industrial. A empresa tem como atividades a produção de
refrigerantes de 2000 ml e 600 ml, como também a distribuição de bebidas e
refrigerantes. A distribuição de seus produtos é realizada por meio dos próprios
funcionários (motoristas). Conta com um total de 39 funcionários em dois turnos de
trabalho, ou seja, um turno de 7:00 h às 11:00 h e 13:00 h às 17:00 h e o outro de
21:00 h às 1:00 h e 2:00 h às 6:00 h.
Possui uma área disponível de 30.000 m2 com área útil de 4.000 m2 e tem seu
acesso pela rodovia BR-101 (sentido João Pessoa – Recife).
A Sidney C. Dore Indústria de Refrigerantes Ltda. já passou por duas
mudanças. A primeira quanto à sua localização, transferiu-se do centro da cidade
para o Distrito Industrial de João Pessoa. A segunda quanto à transferência da
administração do patriarca, em decorrência de seu falecimento, para os filhos e
genro.
Os produtos da marca DORE fabricados em 2000 ml são:
- Refrigerante de Cola;
- Refrigerante de Guaraná;
- Refrigerante de Laranja;
- Refrigerante de Limão ou Soda Limonada;
16
- Refrigerante de Uva;
- Refrigerante Guaraná com Açaí;
- Refrigerante Cola e Limão.
O produto da marca GRAPETTE fabricado em 2000 ml é:
- Refrigerante de Framboesa Artificial.
Os produtos da marca BIG fabricados em 2000 ml são os refrigerantes:
- Refrigerante de Cola de Baixa Caloria;
- Refrigerante de Guaraná de Baixa Caloria;
- Refrigerante de Laranja de Baixa Caloria.
Já os produtos fabricados em 600 ml se restringem apenas aos refrigerantes
de Cola, Guaraná, Laranja, Limão e Uva de marca Dore.
O Guaraná Dore é o carro-chefe da fábrica. A Dore, além da fábrica em João
Pessoa, possui uma fábrica em Parnamirim, no estado do Rio Grande do Norte, que
produz refrigerantes de 330 ml e 1000 ml. As fábricas possuem postos de revendas
em Mossoró, Campina Grande e Recife e empregam atualmente cerca de 200
funcionários, muitos dos quais trabalhando há anos (DORE, 2009).
17

3. OBJETIVOS
3.1. OBJETIVO GERAL
Conhecer e acompanhar o processo produtivo dos refrigerantes da Sidney C.
Dore Indústria de Refrigerantes Ltda., a fim de se obter experiência industrial na
área de alimentos, aplicando os conhecimentos adquiridos ao longo do curso de
Engenharia de Alimentos à realidade de uma empresa localizada no município de
João Pessoa – PB.
3.2. OBJETIVOS ESPECÍFICOS
Acompanhar os trabalhos desenvolvidos pelo Departamento de
Controle de Qualidade e Produção;
Participar do desenvolvimento dos controles técnicos de fabricação de
garrafas PET; e
Avaliação das principais avarias de garrafas PET:
Garrafas com Vazamento pela Tampa;
Garrafas com Trincas na Base/Estouradas;
Garrafas danificadas por acidente;
Produtos sem Gás (CO2) (”Moles”).
18

4. REVISÃO BIBLIOGRÁFICA
4.1. FABRICAÇÃO DE REFRIGERANTES
Para a fabricação de refrigerantes, a água utilizada é submetida a um
tratamento que lhe garanta padrões internacionais de potabilidade para se tornar
límpida, clara, inodora e livre de microorganismos. Essas qualidades são ideais para
a fabricação de refrigerante e para consumo humano (REVISTA AQUI, 2009).
Após o tratamento da água, dissolve-se o açúcar cristal em água aquecida à
85ºC com carvão ativo, para eliminar odores e sabores estranhos. Em seguida, a
mistura passa por um filtro à base de terra filtrante, que a torna límpida e assegura a
qualidade. O xarope simples é resfriado em trocador de calor até chegar a uma
temperatura próxima a 20ºC. Logo após, o líquido é enviado por tubos de aço inox
para a sala de produção do xarope composto (REVISTA AQUI, 2009).
Nesta etapa consiste a adição de ingredientes ao xarope simples, de acordo
com o tipo de refrigerante a ser fabricado. Os ingredientes são: flavor, suco natural
ou extrato da fruta e sais. Durante todo o processo de adição, mantém-se o xarope
sob agitação para garantir uma perfeita homogeneização dos componentes. Por fim,
a mistura é armazenada em tanques de aço inox, numa sala refrigerada, por um
curto período, para que haja a maturação para assim, garantir o flavor do
refrigerante (REVISTA AQUI, 2009).
Se o fabricante utilizar garrafas retornáveis, estas passam por um rigoroso
processo de seleção. Após a escolha das garrafas, elas são colocadas na esteira de
entrada para as lavadoras, onde entram por um tanque de pré-rinser com água.
Também são imersas em tanques com soda cáustica quente para retirada de
impurezas e esterilização, depois são enxaguadas em um tanque com esguichos de
água limpa. Em seguida, é feita uma nova inspeção quando as embalagens saem da
lavadora em direção a enchedora (REVISTA AQUI, 2009).
19
O envase é a etapa final do processo de fabricação do refrigerante. O xarope
composto é enviado por tubulações de aço inox até a linha de engarrafamento, onde
é misturado com água tratada declorada e adicionado o gás carbônico em
proporções adequadas a cada produto, por meio do proporcionador e do
carbonatador. Prontamente, a bebida é enviada para a enchedora, onde as garrafas
entram vazias e são cheias automaticamente pela abertura de válvulas especiais
que liberam o líquido. Depois de concluído, a garrafa é arrolhada e codificada com
data de validade e lote. Nessa etapa, são inspecionados a lacração e o nível de
enchimento das garrafas. Finalmente, seguem por esteiras rolantes até serem
encaixotadas ou empacotadas, acondicionadas em pallets (paletização) e colocadas
nos caminhões para as distribuidoras (REVISTA AQUI, 2009).
4.2. POLI(TEREFTALATO DE ETILENO) – GARRAFAS PET
Polímeros são macromoléculas caracterizadas por seu tamanho, estrutura
química e interações intra e intermoleculares, possuindo unidades químicas ligadas
por covalências, repetidas regularmente ao longo da cadeia (MANO e MENDES
apud REYES, 2003). Segundo Carothers (1931), polímero é um composto químico
de peso molecular elevado, formado por muitas moléculas pequenas, iguais ou de
vários tipos diferentes, unidas umas as outras por ligações covalentes, resultantes
de muitas reações de adição ou de condensação (substituição) consecutivas
(PLANETA PLÁSTICO apud REYES, 2003).
O Poli(tereftalato de etileno) (PET) é o mais importante membro da família
dos poliésteres, grupo de polímeros descoberto na década de 1930 por W.H.
Carothers, da Du Ponte e que há mais de 40 anos vem sendo utilizado em variados
setores de atividade (MONTENEGRO et al., 2009).
Conforme representado na Figura 1, o PET é um polímero de cadeia
heterogênea, aromática e que tem um grupo éster constituinte (R-COO-R’).
Apresenta uma unidade química repetitiva composta de grupos de ácido tereftálico
20
(grupo aromático), que formam o segmento rígido, além de razoável interação
eletrônica entre os anéis benzênicos vizinhos e do Etileno Glicol (grupo alifático),
que é a estrutura flexível da cadeia polimérica. A estrutura molecular do PET é
regular e apresenta polaridade média, fatores que favorecem a sua cristalização a
partir do estado fundido (WELLEN, 2007 e MONTENEGRO et al., 2009).
Figura 1: Produção do PET.
Fonte: Souza, 2007.
Entre os plásticos de uso geral, o Poli(tereftalato de etileno) (PET) apresenta
uma excelente combinação de rigidez e tenacidade, alta resistência ao calor,
estabilidade química e dimensional e capacidade de isolamento elétrico, além da
possibilidade de se apresentar no estado amorfo (transparente), parcialmente
cristalino e orientado (translúcido) e altamente cristalino (opaco) (SOUZA, 2007).
Observa-se na Tabela 1, logo a seguir, as propriedades do PET:
21
TABELA 1. Propriedades do Poli(tereftalato de etileno) (PET).
Propriedades Unidade
Método de TESTE DIN ASTM
Valor
MECÂNICASDensidade g/cm³ 53479 1,27Resistência à tensão MPa 53455 81Resistência à ruptura MPa 53455 .Alongamento até a ruptura % 53455 70Módulo de elasticidade sob tração MPa 53457 2800Módulo de elasticidade sob flexão MPa 53457 .Dureza de endentação MPa 53456 145Resistência ao impacto kJ/m² 53453 s/rupturaResistência à ruptura após 1.000h com carga estática MPa . 36Tensão de dilatação para 1% de alongamento depois de 1.000h
MPa . 13
Coeficiente de fricção contra aço retificado, p = 0,05N/mm², v = 0,6m/s
. . 0,25
Desgaste de fricção (condições iguais às anteriores) um/km . 0,35TÉRMICAS Temperatura de fusão de cristais ºC 53736 255Temperatura de transição de vidro ºC 53736 69Temperatura de distorção por calor: . . .Método A ºC ISO 75 69Método B ºC ISO 75 170Temperatura máxima de uso:..Curta duração ºC . 180Longa duração ºC . 100Coeficiente de condutividade térmica W/(m k) . 0,24Capacidade térmica específica J/(g K) . 1,1Coeficiente de expansão térmica . 7 - 8ELÉTRICAS
Constante dielétrica em . 53483 3,2
Fator de perda dielétrica em . 53483 0,021
Resistência interna específica 53482 1014
Resistência na superfície 53482 1014
Resistência dielétrica 1mm kV/mm 53481 60Resistência às correntes de fuga . 53480 KC 350 DADOS DIVERSOS Absorção de umidade: saturação com clima normal (23ºC e 50% de umidade relativa do ar)
% 53714 0,2
Absorção de umidade: saturação na água a 23ºC % 53495 0,5Resistência contra água quente, solução de carbonato de sódio
. . não-resistente
Inflamabilidade . UL-94 HBResistência às intempéries . . não-
resistente
Fonte:http://www.vick.com.br/vick/produtos/pet/pet_engenharia.htm
22

O PET é atualmente um dos mais importantes termoplásticos de engenharia,
podendo ser empregado na fabricação de uma grande variedade de produtos de
embalagens como refrigerantes, águas, sucos e óleos comestíveis além de uma
vasta gama de artigos injetados, termoformados e extrudados. A crescente
participação de PET no mercado de termoplásticos deve-se principalmente ao
excelente balanço de propriedades mecânicas citadas acima, térmicas e de barreira,
aliadas a um custo relativamente baixo da matéria-prima (WELLEN e RABELLO,
2007).
Do ponto de vista industrial, as embalagens PET obtidas por injeção-
estiramento-sopro se caracterizam por excelente processabilidade, atingindo
patamares de produção de milhares de garrafas por hora (WELLEN e RABELLO,
2005).
Muitas pesquisas têm sido feitas para melhorar a moldagem por injeção-
estiramento-sopro, uma vez que o mercado mundial de embalagens para bebidas
feitas com PET está aumentando a cada ano (WORLD PET apud ERBULUT,
MASOOD e SBARSKI, 2007).
No processo de moldagem por injeção-estiramento-sopro (Figura 2) a
pré-forma é estirada na direção circunferencial e axial, à medida que ela é soprada
dentro do molde. O ar soprado, juntamente com a haste de estiramento, cria o
produto final por meio do estiramento da pré-forma na cavidade do molde. Este
processo de moldagem possui dois diferentes estágios de sopro: pré-sopro e sopro
final. A haste de estiramento vai até o final da cavidade da garrafa com ajuda do pré-
sopro. O tempo decorrido entre o instante em que a haste de estiramento toca a pré-
forma e alcança o final da cavidade é crucial para conseguir a razão de estiramento
desejada. O sopro final é aplicado durante o resto do processo de moldagem
imediatamente após o pré-sopro (ERBULUT, MASOOD e SBARSKI, 2007).
23

Figura 2: Exemplo de Processo de Moldagem por Injeção-Estiramento-Sopro de Garrafas PET.
Fonte: EÇA, 2009
24
5. ATIVIDADES DESENVOLVIDAS NA EMPRESA
5.1 PROCESSO DE FABRICAÇÃO DE REFRIGERANTES DA EMPRESA
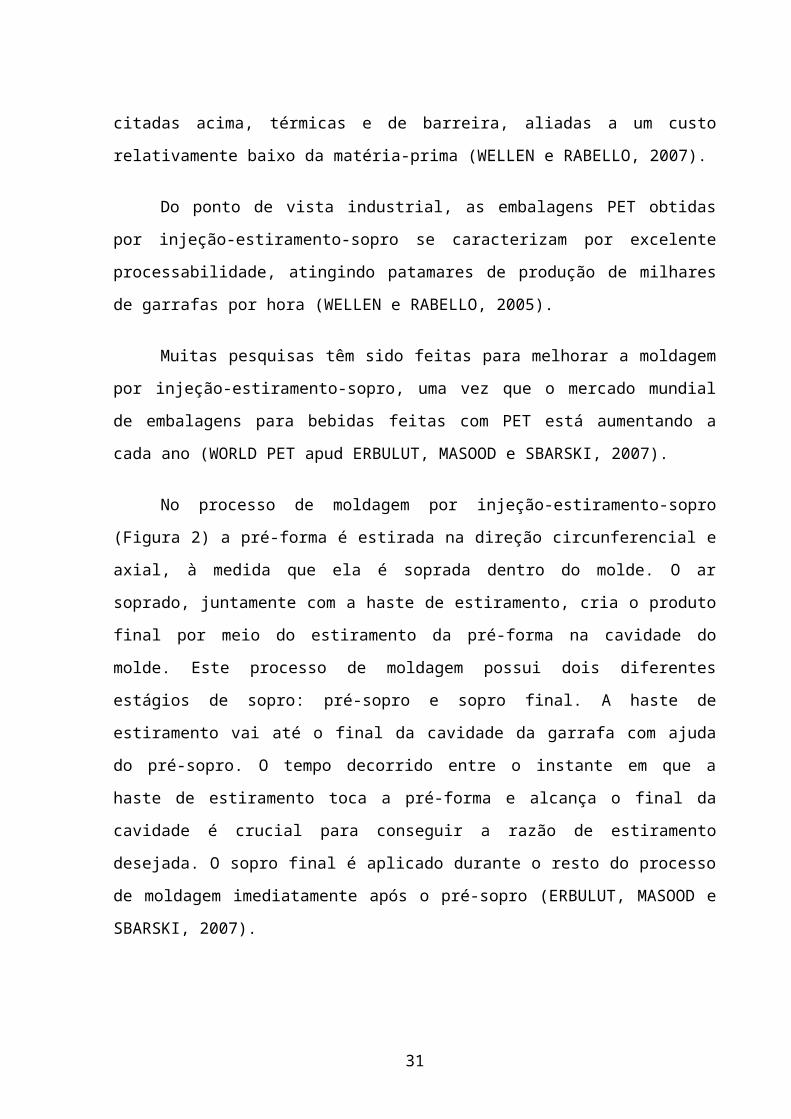
A produção de refrigerantes na empresa é ilustrada conforme a Figura 3:
Figura 3: Diagrama de Blocos do processo de fabricação de refrigerantes. a) Preparo do Xarope
Simples; b) Obtenção do Xarope Composto; c) Formulação do Refrigerante; d) Fabricação das
Garrafas PET, Rotulagem e Sanitização das Garrafas.
25
PoçoCaldeira
AçúcarTratamento de
ÁguaVapor
Carvão Ativ. X. Simples Diatomita
Pré-Capa
Circulação
Resfriamento
X. CompostoAditivo Conc./Emuls.
Diluição
CO2
Envase
Arrolhador
Sanitização
Garrafas PET
Garrafas Vidro
Codificação
Revisa Visor
Empacotamento
Paletização Arm. Produto Transporte
Sopro
Pré-Forma
a
b
c d
Rótulo
Rótulo
Gradeamento
2000 ml
600 ml
Maturação
A empresa possui duas linhas de processo. A linha 1 utiliza como embalagem
garrafas de vidro de 600 ml e a linha 2 utiliza as garrafas PET de 2000 ml.
5.1.1. Preparo do Xarope Simples
Conforme o fluxograma da Figura 3, item ‘a’, após a obtenção da água de
poço devidamente tratada por supercloração com retenção de duas horas, filtração
por um filtro de areia e purificação por um filtro de carvão ativado, como mostra a
Figura 4, a água tratada segue para o preparo do xarope simples.
O xarope simples, também conhecido como calda base, é uma solução
aquosa de açúcar, eventualmente enriquecida com ácidos orgânicos. (CETESB,
2005). O preparo do mesmo, na indústria estudada, se dá através da dissolução de
2000 kg de açúcar e 1400 l de água.
Figura 4: Tratamento de água da Sidney C. Dore. À esquerda o filtro de areia e à direita o filtro de
carvão ativado.
Fonte: Imagem cedida e autorizada pela Sidney C. Dore Indústria de Refrigerantes Ltda, 2009.
A água tratada segue para um tanque dissolvedor de aço inoxidável (Figura
5), no qual, primeiramente, é aquecida até aproximadamente 60ºC, por meio de
26
vapor saturado produzido por uma caldeira projetada para queima de gás natural ou
lenha (fornalha externa).
Figura 5: Dissolvedor de aço inoxidável.
Fonte: Imagem cedida e autorizada pela Sidney C. Dore Indústria de Refrigerantes Ltda, 2009.
Após o aquecimento da água, adiciona-se o açúcar em sacos de 50 kg,
conforme a Figura 6, onde é feita a dissolução através de um agitador a 82 ºC.
Esta calda é então tratada e clarificada, usando como elementos de
clarificação e purificação, carvão ativado em pó, terra diatomácea ou outro produto
semelhante. (CETESB, 2005).
O processo da clarificação tem como objetivo conferir ao xarope simples uma
coloração mais clara, removendo as impurezas do açúcar. Este consiste em
adicionar à solução de água e açúcar uma mistura de carvão ativado e terra
diatomácea (conhecida como auxiliar de filtração), sob temperatura de 82 ºC e
agitação, por um tempo médio de 30 minutos. A quantidade utilizada de carvão
ativado é o mesmo da diatomita, 0,2 % do peso do açúcar adicionado.
27
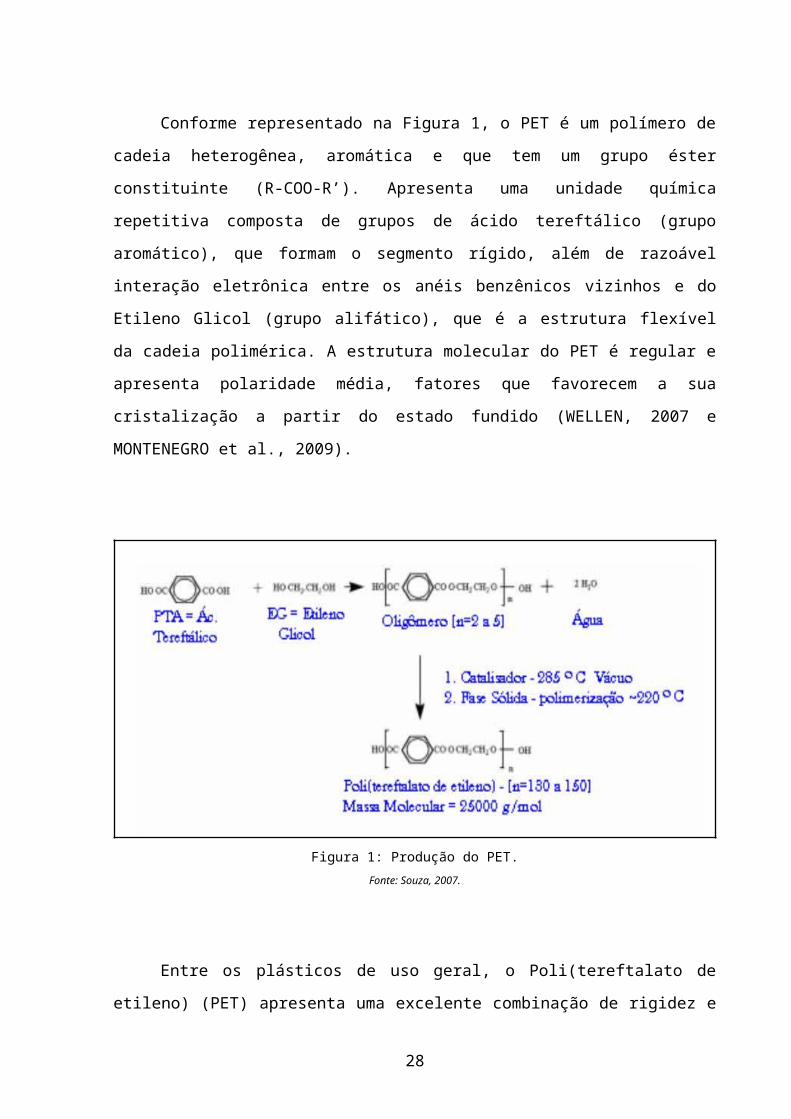
Figura 6: Açúcar utilizado para preparo do Xarope Simples.
Fonte: Imagem cedida e autorizada pela Sidney C Dore Indústria de Refrigerantes Ltda, 2009.
Direciona-se, então, para a circulação no filtro pré-capa (Figura 7) e
adiciona-se mais 0,5 kg do auxiliar de filtração.
A circulação é finalizada até que todo o auxiliar de filtração tenha se esgotado
do tanque, o que é indicativo de que toda a terra diatomácea está depositada sobre
a placa do filtro (EÇA, 2009).
A solução é recirculada até que o filtrado esteja claro. Isto é testado até que a
amostra se apresente clara e brilhante por meio de análise sensorial (EÇA, 2009).
Aprovada a análise, o xarope simples é rapidamente resfriado através de uma
recirculação entre um tanque de resfriamento e um trocador calor de placas de
simples estágio, onde sua temperatura final desejada é de aproximadamente 27 ± 2
ºC. Ao final, o xarope simples apresenta-se com aproximadamente 55 a 56 ºBrix.
No caso dos refrigerantes produzidos de baixa caloria, marca BIG, não há o
processo de preparo de xarope simples.
28

Figura 7: Filtro pré-capa.
Fonte: Imagem cedida e autorizada pela Sidney C. Dore Indústria de Refrigerantes Ltda, 2009.
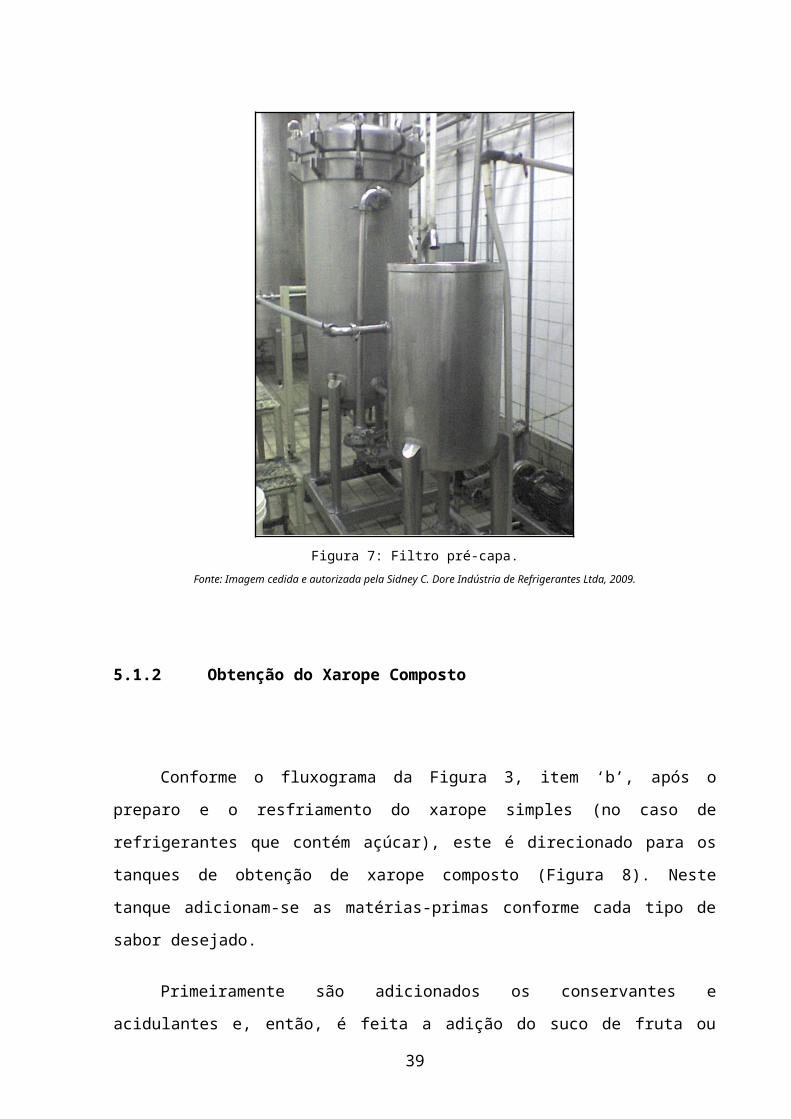
5.1.2 Obtenção do Xarope Composto
Conforme o fluxograma da Figura 3, item ‘b’, após o preparo e o resfriamento
do xarope simples (no caso de refrigerantes que contém açúcar), este é direcionado
para os tanques de obtenção de xarope composto (Figura 8). Neste tanque
adicionam-se as matérias-primas conforme cada tipo de sabor desejado.
Primeiramente são adicionados os conservantes e acidulantes e, então, é
feita a adição do suco de fruta ou extrato vegetal, do aroma e do corante, de acordo
com tipo de refrigerante produzido.
29
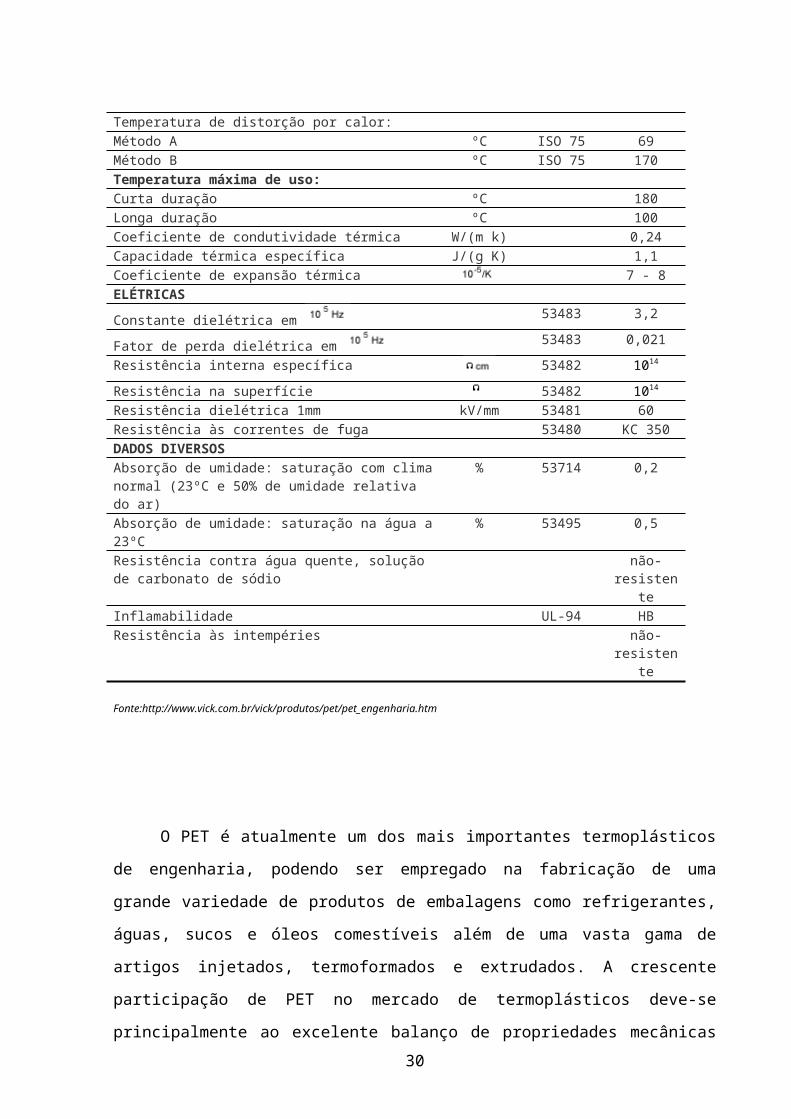
Figura 8: Tanques de Obtenção de Xarope Composto.
Fonte: Imagem cedida e autorizada pela Sidney C Dore Indústria de Refrigerantes Ltda, 2009.
Após a adição de todas as matérias-primas, é de fundamental importância
que haja a maturação, que nada mais é que conservar o xarope composto em
repouso por um intervalo de tempo de 2 horas. Isso mantém as características
sensoriais de cada tipo de refrigerante.
O processo é idêntico para os refrigerantes de baixa caloria, o que modifica é
que não há o processo de preparo de xarope simples, sendo utilizada água tratada
para obtenção do xarope composto, bem como edulcorantes artificiais.
Caso seja necessário, o xarope composto poderá permanecer armazenado
em tanque por um tempo máximo de 60 horas para refrigerante do tipo Cola, 24
horas para refrigerante do tipo baixa caloria e 48 horas para os demais tipos de
refrigerantes.
30
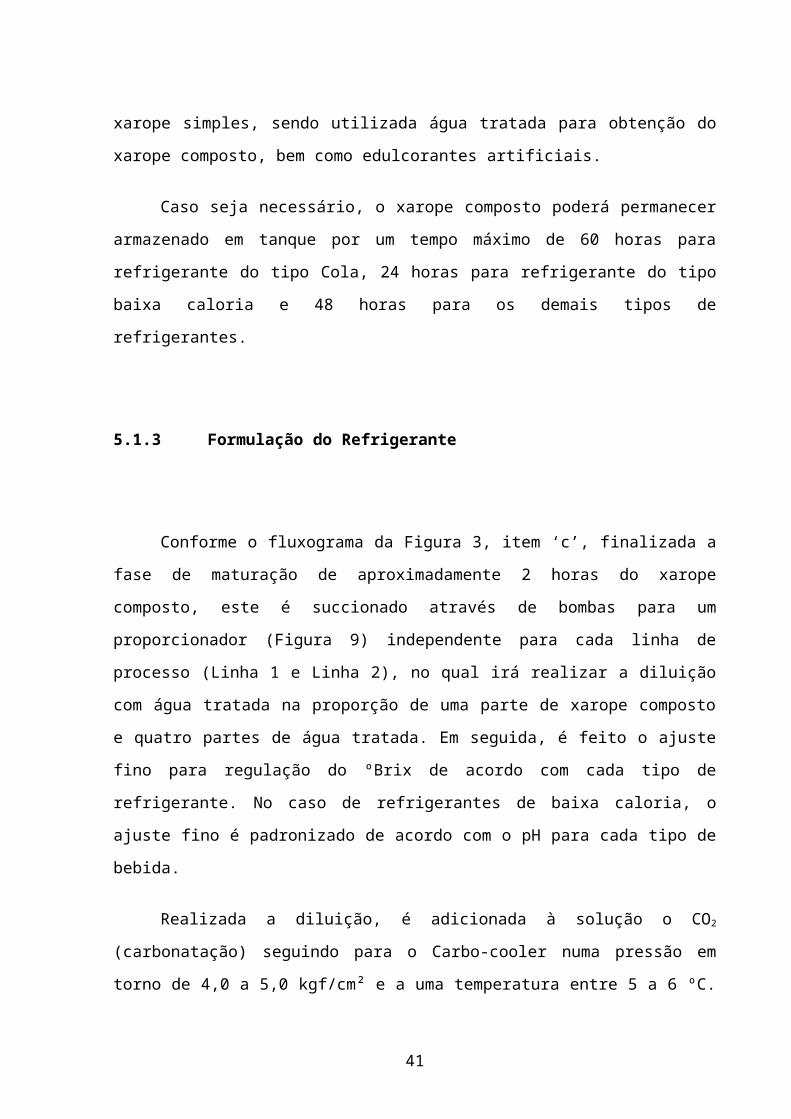
5.1.3 Formulação do Refrigerante
Conforme o fluxograma da Figura 3, item ‘c’, finalizada a fase de maturação
de aproximadamente 2 horas do xarope composto, este é succionado através de
bombas para um proporcionador (Figura 9) independente para cada linha de
processo (Linha 1 e Linha 2), no qual irá realizar a diluição com água tratada na
proporção de uma parte de xarope composto e quatro partes de água tratada. Em
seguida, é feito o ajuste fino para regulação do ºBrix de acordo com cada tipo de
refrigerante. No caso de refrigerantes de baixa caloria, o ajuste fino é padronizado
de acordo com o pH para cada tipo de bebida.
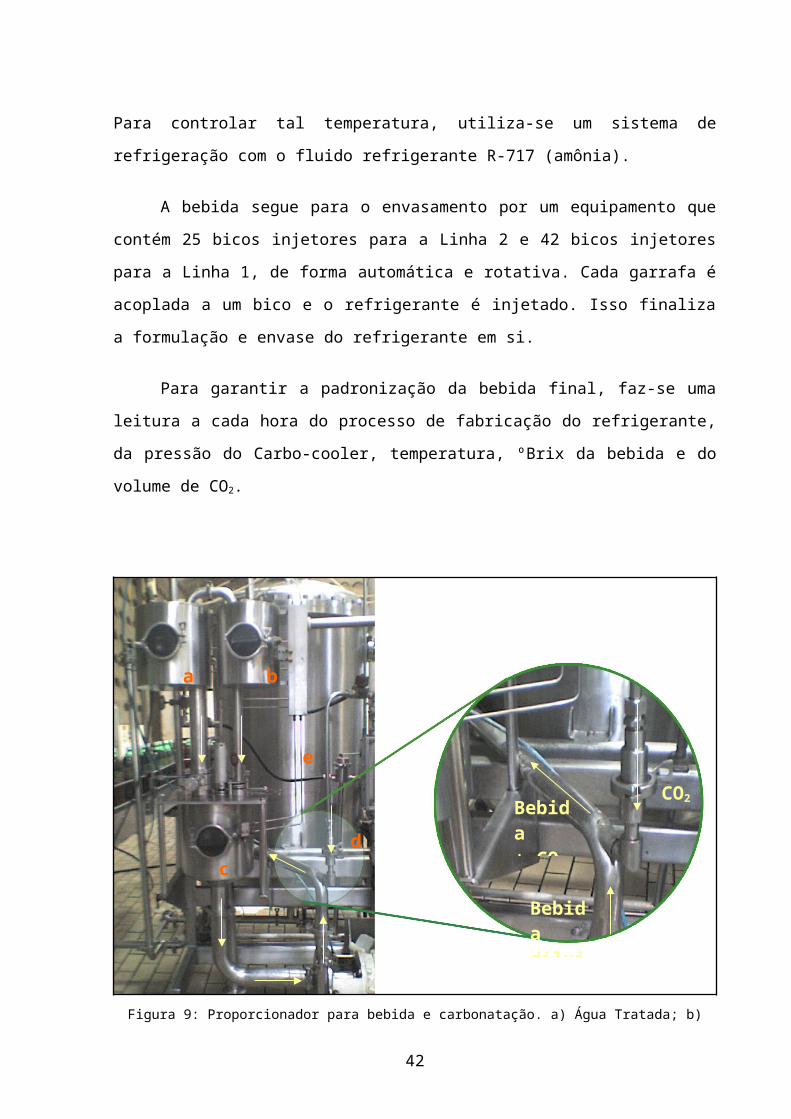
Realizada a diluição, é adicionada à solução o CO2 (carbonatação) seguindo
para o Carbo-cooler numa pressão em torno de 4,0 a 5,0 kgf/cm² e a uma
temperatura entre 5 a 6 ºC. Para controlar tal temperatura, utiliza-se um sistema de
refrigeração com o fluido refrigerante R-717 (amônia).
A bebida segue para o envasamento por um equipamento que contém 25
bicos injetores para a Linha 2 e 42 bicos injetores para a Linha 1, de forma
automática e rotativa. Cada garrafa é acoplada a um bico e o refrigerante é injetado.
Isso finaliza a formulação e envase do refrigerante em si.
Para garantir a padronização da bebida final, faz-se uma leitura a cada hora
do processo de fabricação do refrigerante, da pressão do Carbo-cooler, temperatura,
ºBrix da bebida e do volume de CO2.
31

Figura 9: Proporcionador para bebida e carbonatação. a) Água Tratada; b) Xarope Composto; c)
Bebida diluida; d) carbonatação; e) Carbo-cooler.
Fonte: adaptação do autor e autorizada pela Sidney C. Dore Indústria de Refrigerantes Ltda, 2009.
5.1.4 Etapas Subsequentes
Após o envase, as garrafas são submetidas ao fechamento em arrolhadores
automáticos, codificados através de um Videojet (equipamento que imprime o lote do
produto e a validade na tampa) e passa por um visorista que identifica qualquer
problema de envase, arrolhamento e/ou presença de impurezas no refrigerante.
Finalizada a etapa de garantia do produto final, as garrafas PET de 2000 ml
são empacotadas automaticamente a cada seis unidades por uma película de
polietileno.
Já as garrafas de vidro de 600 ml, seguem para a rotulagem e são
engradadas automaticamente a cada 24 unidades.
32
a b
c
d
e
CO2
Bebidadiluida
Bebida+ CO2

Por fim, em cada linha de processo, os pacotes e as grades são paletizadas
seguindo para o setor de expedição da empresa, prontas para o transporte.
5.1.5 Fabricação das Garrafas PET, Rotulagem e Sanitização das Garrafas
As garrafas PET são fabricadas por meio de máquinas de sopro (Figura 10) a
partir de pré-formas de 47 g, 48.5 g, 52 g e 54 g. O processo se dá através das
seguintes operações:
Colocam-se as pré-formas individualmente emborcadas em tornetes,
passando-as por um forno contido de lâmpadas com temperaturas
controladas que, no equilíbrio, atinge entre 85 a 95 ºC;
O operador retira duas pré-formas aquecidas e coloca-as no molde
(Figura 11) acionando a máquina;
Com o acionamento, os moldes se fecham e descem os bocais;
A partir de então, ocorre o estiramento da garrafa PET através de uma
vareta e, por fim, acontece o sopro, que acomoda o Tereftalato de
Polietileno nos limites do molde, formando a garrafa;
Os moldes se abrem e o operador retira as garrafas, colocando-as na
esteira.
A operação de sopro se dá através de ar comprimido oriundo de
compressores encontrados na sala de máquinas. Nos moldes há circulação de água
a baixas temperaturas para que aconteça a cristalização proporcional do PET.
33
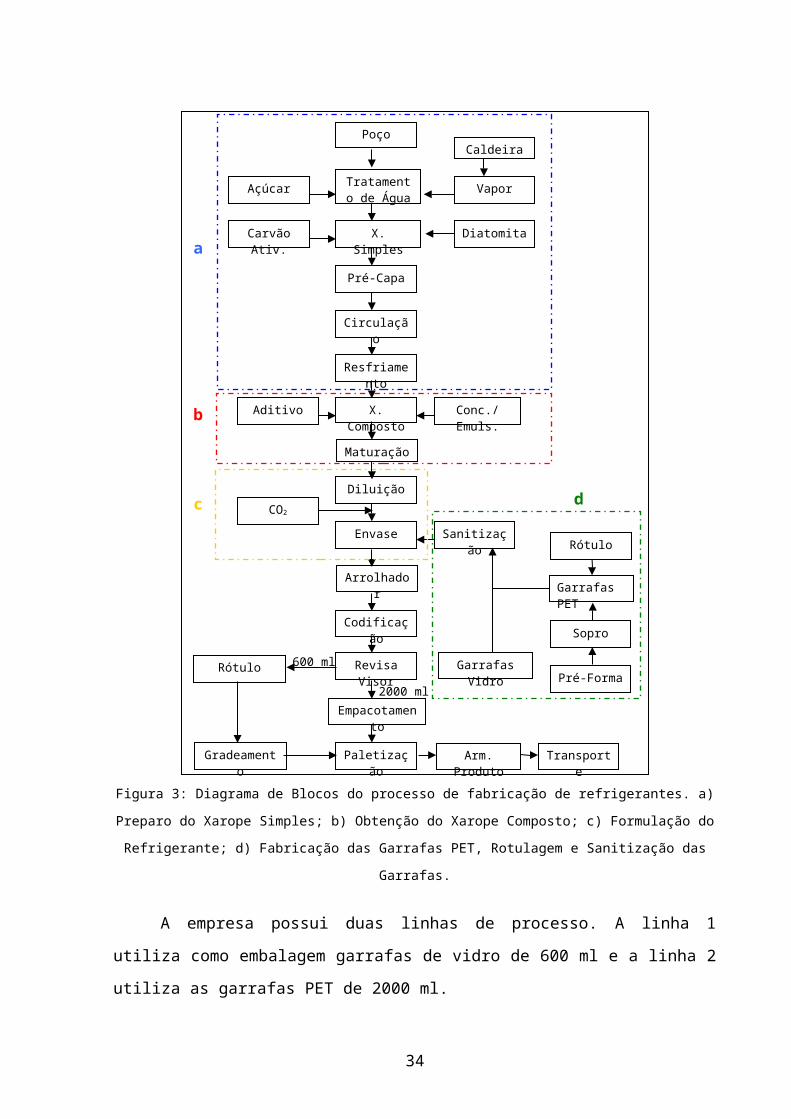
Figura 10: Exemplo de Máquina de Sopro para Fabricação do PET.
Fonte: http://www.multipet.ind.br/mp2000gnova001.JPG
Figura 11: Exemplo de Molde para Fabricação do PET.
Fonte: http://www.formold.com.br/images/foto4_big.jpg
34

Após a fabricação das garrafas PET, estas seguem na esteira para rotulagem
automática e sanitização.
Na lavagem das garrafas PET, ou mais conhecida como “rinser”, estas são
sanitizadas através do processo de hipercloração da água que contém entre 3 a 5
ppm de cloro residual livre.
Já as garrafas de vidro de 600 ml seguem automaticamente para 3 tanques,
onde são tratadas com solução cáustica a 1,5% (40-45 ºC), 3% (60-65 ºC) e 1,5%
(40-45 ºC), respectivamente.
Após o tratamento com solução cáustica, as garrafas lavadas são
enxaguadas com água pura e fresca para eliminar qualquer resíduo de solução
cáustica e para resfriá-las à temperatura ambiente. São também hipercloradas com
uma solução de 3 a 5 ppm de cloro residual livre.
35

5.2. ESTUDOS DE CASO
No período de 12 de janeiro a 03 de fevereiro de 2009 foi realizado um
levantamento das avarias de produtos acabados do setor de Expedição e do setor
da Rota (representam as trocas dos motoristas e dos clientes) da Sidney C. Dore
Indústria de Refrigerantes Ltda.
As garrafas que aparecem com problemas no momento do carregamento dos
caminhões são classificadas como avarias do setor de Expedição.
Já as avarias da Rota se classificam quando o motorista faz as entregas e
quando na volta à empresa contém garrafas com certos problemas. Ou então,
quando já está com o cliente e numa entrega posterior este reclama de
aparecimento de avarias. O motorista recolhe os refrigerantes e substitui pela
quantidade devida sem nenhum ônus ao cliente ou então este recebe um desconto,
de acordo com o preço de cada sabor, num pedido posterior.
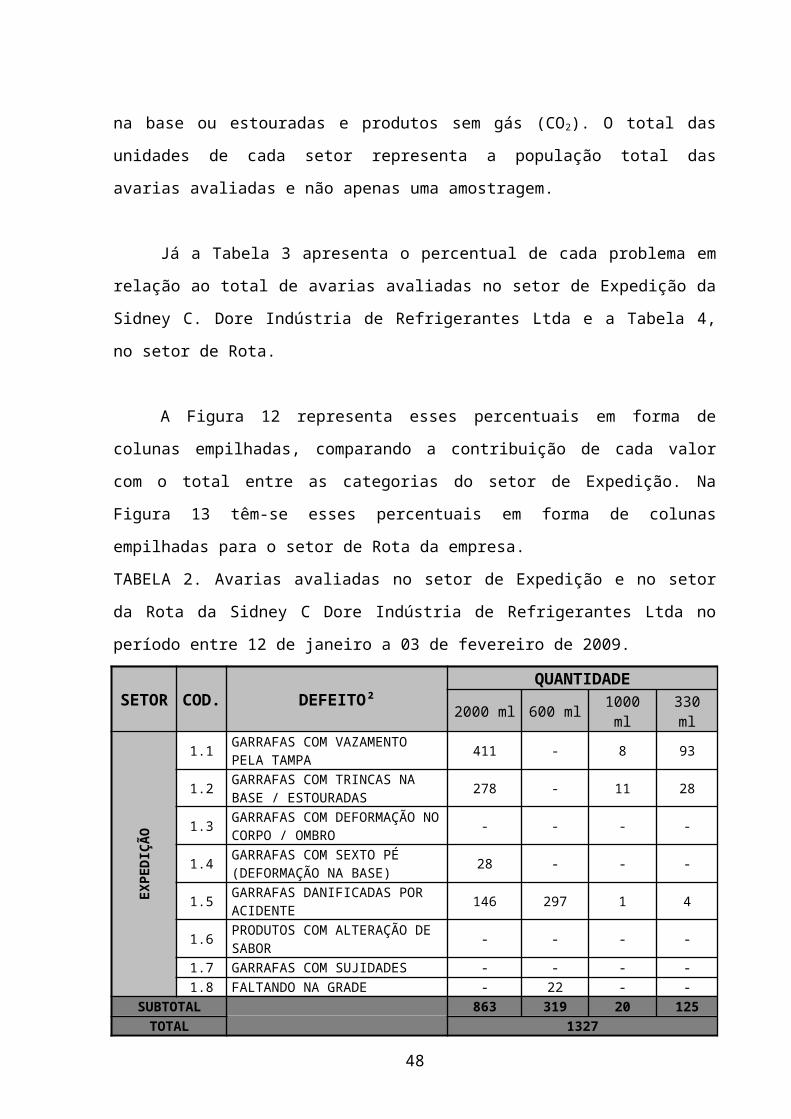
As garrafas eram avaliadas individualmente para analisar cada defeito
minuciosamente. Conforme a Tabela 2, os principais problemas encontrados no
setor de Expedição foram garrafas com vazamento pela tampa, com trincas na base
da garrafa ou estouradas e danificadas por acidente. Já no setor da Rota foram
garrafas com vazamento pela tampa, com trincas na base ou estouradas e produtos
sem gás (CO2). O total das unidades de cada setor representa a população total das
avarias avaliadas e não apenas uma amostragem.
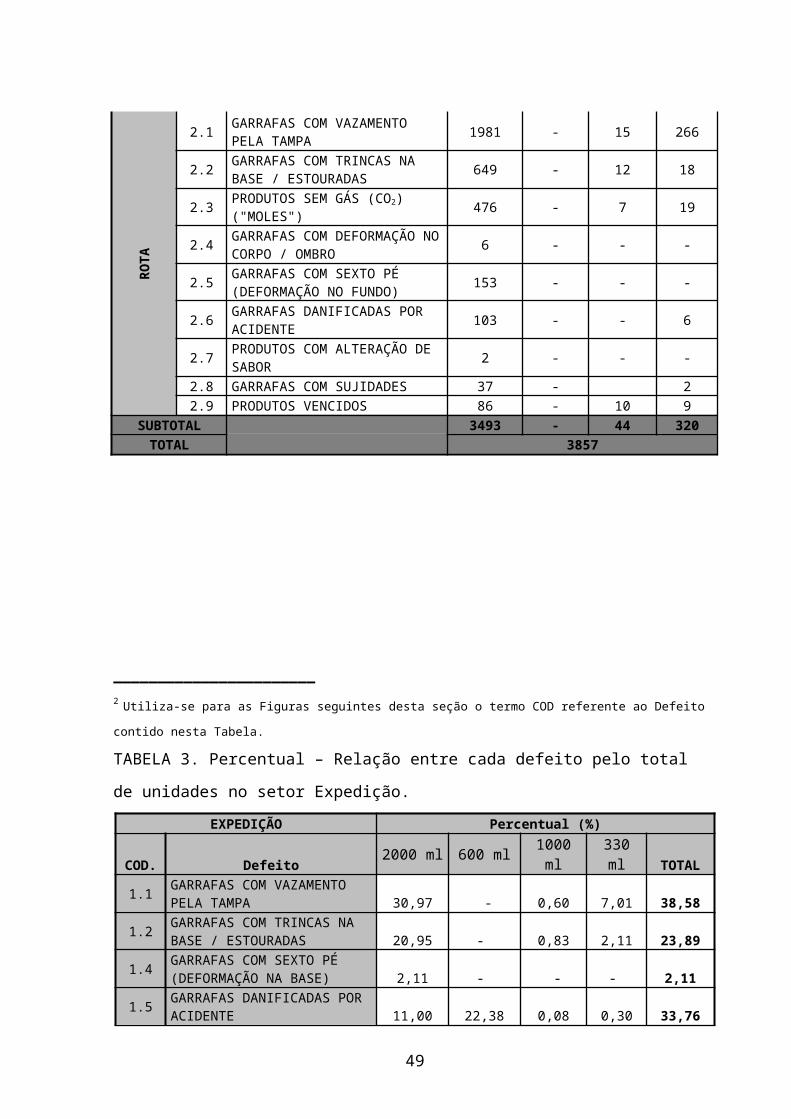
Já a Tabela 3 apresenta o percentual de cada problema em relação ao total
de avarias avaliadas no setor de Expedição da Sidney C. Dore Indústria de
Refrigerantes Ltda e a Tabela 4, no setor de Rota.
A Figura 12 representa esses percentuais em forma de colunas empilhadas,
comparando a contribuição de cada valor com o total entre as categorias do setor de
Expedição. Na Figura 13 têm-se esses percentuais em forma de colunas empilhadas
para o setor de Rota da empresa.
36

TABELA 2. Avarias avaliadas no setor de Expedição e no setor da Rota da Sidney C
Dore Indústria de Refrigerantes Ltda no período entre 12 de janeiro a 03 de fevereiro
de 2009.
SETOR COD. DEFEITO² QUANTIDADE2000 ml 600 ml 1000 ml 330 ml
EX
PE
DIÇ
ÃO
1.1GARRAFAS COM VAZAMENTO PELA TAMPA
411 - 8 93
1.2GARRAFAS COM TRINCAS NA BASE / ESTOURADAS
278 - 11 28
1.3GARRAFAS COM DEFORMAÇÃO NO CORPO / OMBRO
- - - -
1.4GARRAFAS COM SEXTO PÉ (DEFORMAÇÃO NA BASE)
28 - - -
1.5GARRAFAS DANIFICADAS POR ACIDENTE
146 297 1 4
1.6PRODUTOS COM ALTERAÇÃO DE SABOR
- - - -
1.7 GARRAFAS COM SUJIDADES - - - -1.8 FALTANDO NA GRADE - 22 - -
SUBTOTAL 863 319 20 125TOTAL 1327
RO
TA
2.1GARRAFAS COM VAZAMENTO PELA TAMPA
1981 - 15 266
2.2GARRAFAS COM TRINCAS NA BASE / ESTOURADAS
649 - 12 18
2.3PRODUTOS SEM GÁS (CO2) ("MOLES")
476 - 7 19
2.4GARRAFAS COM DEFORMAÇÃO NO CORPO / OMBRO
6 - - -
2.5GARRAFAS COM SEXTO PÉ (DEFORMAÇÃO NO FUNDO)
153 - - -
2.6GARRAFAS DANIFICADAS POR ACIDENTE
103 - - 6
2.7PRODUTOS COM ALTERAÇÃO DE SABOR
2 - - -
2.8 GARRAFAS COM SUJIDADES 37 - 22.9 PRODUTOS VENCIDOS 86 - 10 9
SUBTOTAL 3493 - 44 320TOTAL 3857
_______________________2 Utiliza-se para as Figuras seguintes desta seção o termo COD referente ao Defeito contido nesta Tabela.
37
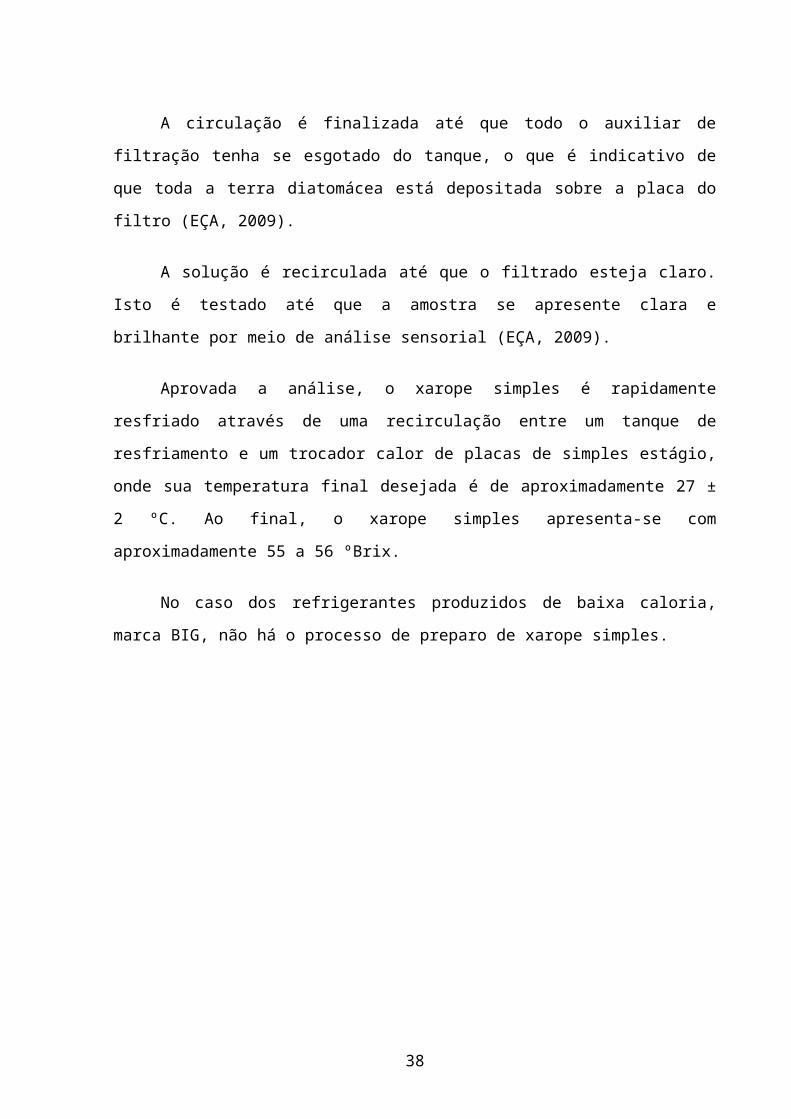
TABELA 3. Percentual – Relação entre cada defeito pelo total de unidades no setor
Expedição.
EXPEDIÇÃO Percentual (%)
COD. Defeito 2000 ml 600 ml 1000 ml 330 ml TOTAL
1.1GARRAFAS COM VAZAMENTO PELA TAMPA 30,97 - 0,60 7,01 38,58
1.2GARRAFAS COM TRINCAS NA BASE / ESTOURADAS 20,95 - 0,83 2,11 23,89
1.4GARRAFAS COM SEXTO PÉ (DEFORMAÇÃO NA BASE) 2,11 - - - 2,11
1.5GARRAFAS DANIFICADAS POR ACIDENTE 11,00 22,38 0,08 0,30 33,76
1.8 FALTANDO NA GRADE - 1,66 - - 1,66100,00
0,00
10,00
20,00
30,00
40,0050,00
60,00
70,00
80,00
90,00
100,00
2000 ml 600 ml 1000 ml 330 ml TOTAL
Tipo
Per
cen
tual
1.8
1.5
1.4
1.2
1.1
Figura 12: Percentuais em forma de colunas empilhadas, comparando a contribuição de cada defeito
com o total entre as categorias do setor Expedição.
TABELA 4. Percentual – Relação entre cada defeito pelo total de unidades no setor Rota.
ROTA Percentual (%)
38
COD. 2000 ml 600 ml 1000 ml 330 ml TOTAL
2.1GARRAFAS COM VAZAMENTO PELA TAMPA 51,36 - 0,39 6,90 58,65
2.2GARRAFAS COM TRINCAS NA BASE / ESTOURADAS 16,83 - 0,31 0,47 17,60
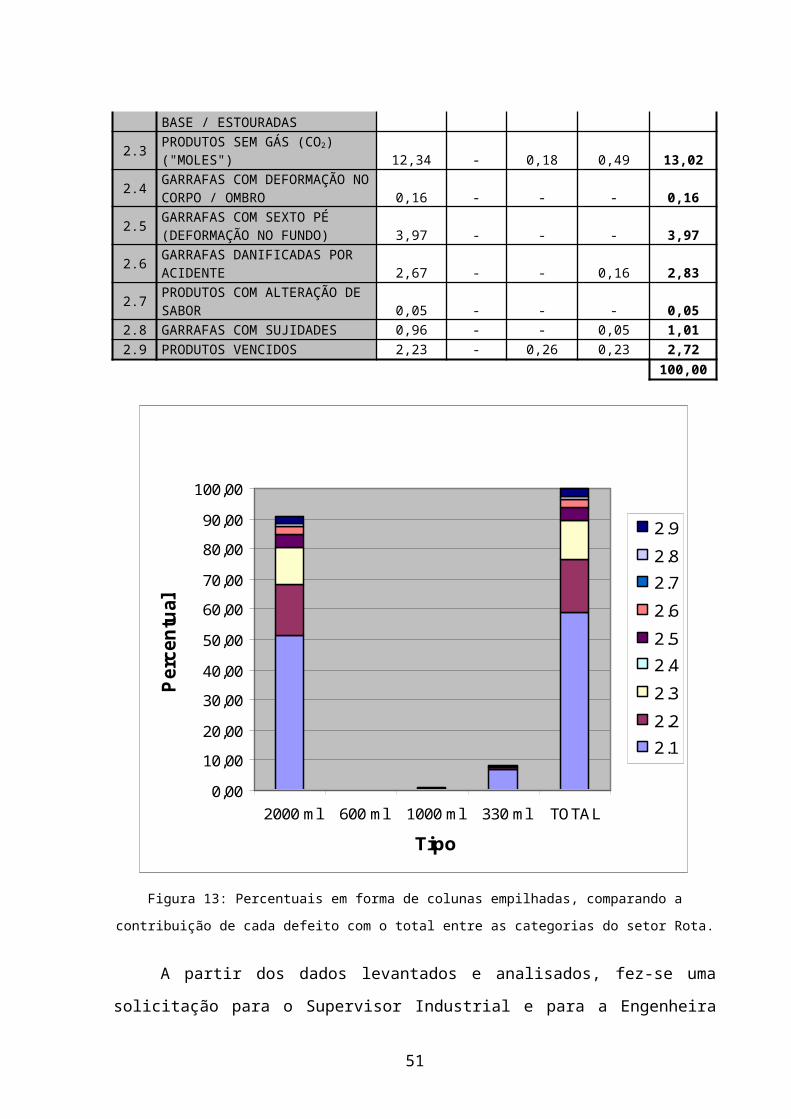
2.3PRODUTOS SEM GÁS (CO2) ("MOLES") 12,34 - 0,18 0,49 13,02
2.4GARRAFAS COM DEFORMAÇÃO NO CORPO / OMBRO 0,16 - - - 0,16
2.5GARRAFAS COM SEXTO PÉ (DEFORMAÇÃO NO FUNDO) 3,97 - - - 3,97
2.6GARRAFAS DANIFICADAS POR ACIDENTE 2,67 - - 0,16 2,83
2.7PRODUTOS COM ALTERAÇÃO DE SABOR 0,05 - - - 0,05
2.8 GARRAFAS COM SUJIDADES 0,96 - - 0,05 1,012.9 PRODUTOS VENCIDOS 2,23 - 0,26 0,23 2,72
100,00
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
100,00
2000 ml 600 ml 1000 ml 330 ml TOTAL
Tipo
Perc
en
tual
2.9
2.8
2.7
2.6
2.5
2.4
2.3
2.2
2.1
Figura 13: Percentuais em forma de colunas empilhadas, comparando a contribuição de cada defeito
com o total entre as categorias do setor Rota.
A partir dos dados levantados e analisados, fez-se uma solicitação para o
Supervisor Industrial e para a Engenheira de Alimentos (responsável técnica) da
39

empresa para estudar cada uma das principais avarias que possuíam os maiores
percentuais. A solicitação foi aceita por ambos e se iniciou um novo período para
pesquisa e aprofundamento dos fatos.
O estudo aprofundado se deu apenas para os produtos de 2000 ml e 600 ml,
pois são estes os fabricados na indústria de João Pessoa (PB). Os produtos de 1000
ml e 330 ml são fabricados em Parnamirim (RN) e parte da produção é encaminhada
para a fábrica de João Pessoa. Logo, os dados levantados para estes refrigerantes
foram analisados pela Diretoria e encaminhados para a filial para tomarem as
devidas soluções.
5.2.1. Avaliação dos Problemas (avarias)
Após levantamento de dados na etapa inicial, fez-se um estudo dos seguintes
problemas:
Setor Expedição
1 - Garrafas com Vazamento pela Tampa;
2 - Garrafas com Trincas na Base/Estouradas;
3 - Garrafas danificadas por acidente.
Setor Rota
4 - Garrafas com Vazamento pela Tampa;
5 - Garrafas com Trincas na Base/Estouradas;
6 - Produtos sem Gás (CO2) (”Moles”).
Os pontos 1 e 4 são considerados iguais, visto que os problemas eram os
mesmos, diferindo apenas o setor onde se encontravam, pois, se os fatos eram
identificados antes do transporte, o ponto crítico se encontrava na fábrica. O mesmo
pode ser considerado para os pontos 2 e 5.
40
O primeiro passo para análise de cada problema, foi identificar pontos
relevantes que possivelmente poderiam estar consumando os fatos, fazendo uma
rastreabilidade de todo o processo, desde a chegada das pré-formas até o momento
do armazenamento dos produtos na Expedição.
A partir dos pontos relevantes, uma avaliação foi realizada para filtrar as
informações e chegar ao ponto crítico do problema.
Descoberto o ponto crítico do problema, se fez necessária uma ação corretiva
e ação preventiva para eliminação de cada tipo de avaria.
5.2.1.1. Garrafas com Vazamento pela Tampa
Os produtos com problema de vazamento pela tampa apresentavam-se
muitas vezes “sem nenhum” defeito aparente, porém ao deitar a garrafa e pressioná-
la, observava-se após alguns segundos, gotejamento do refrigerante entre a tampa e
a boca da pré-forma e notava-se a garrafa um pouco (quase nada) “mole”. Isso
ocorria com mais freqüência nos produtos da Expedição, pois possuía pouco tempo
de produzido. Já na Rota os produtos se encontravam mais “moles” pelo fato de já
terem mais tempo de produzidos e isso fazia com que o CO2 “escapasse” da garrafa
pela tampa, mas mesmo assim, possuía as mesmas características de quando
deitadas e pressionadas, havendo o gotejamento do líquido.
Outras vezes, assim que pressionada as garrafas, observava-se o vazamento
do líquido de forma mais acentuada.
5.2.1.2. Garrafas com Trincas na Base/Estouradas
41
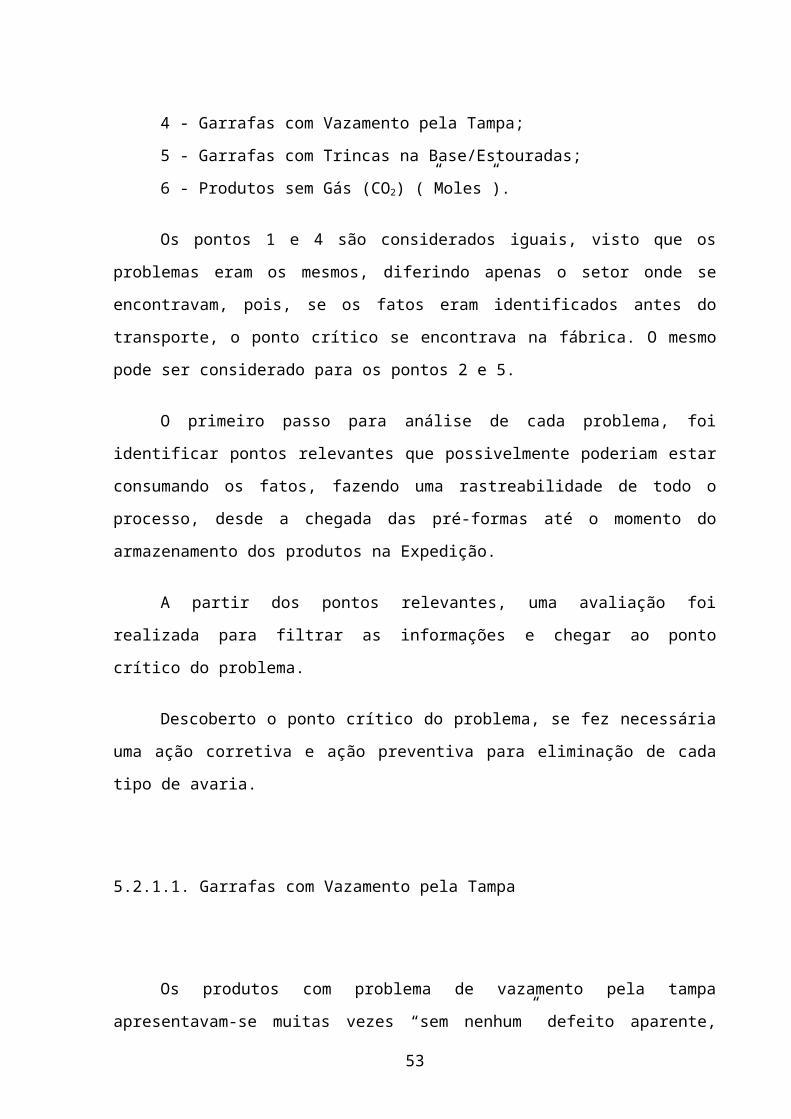
Os refrigerantes que possuíam rachaduras no fundo (mais conhecidas como
Stress Cracking³) ou eram estourados apresentavam-se de modo bem nítidos e
claros conforme Figura 14 e Figura 15, respectivamente.
Um fato interessante é que a grande maioria das garrafas com este tipo de
problema ocorria com produtos da marca BIG, ou seja, refrigerantes de baixa
caloria, sem adição de açúcar em sua formulação, principalmente os refrigerantes
BIG Guaraná e Cola. Em menor intensidade o BIG Laranja.
Figura 14: Garrafa com Trincas na Base.
Fonte: Imagem cedida e autorizada pela Sidney C Dore Indústria de Refrigerantes Ltda, 2009.
_______________________3 O termo “stress-cracking” é em geral utilizado para descrever o fenômeno de ruptura do material decorrente da formação de trincas (“crack”) resultante de tensões (“stress”).Fonte: SEMINÁRIO, 2009.
42
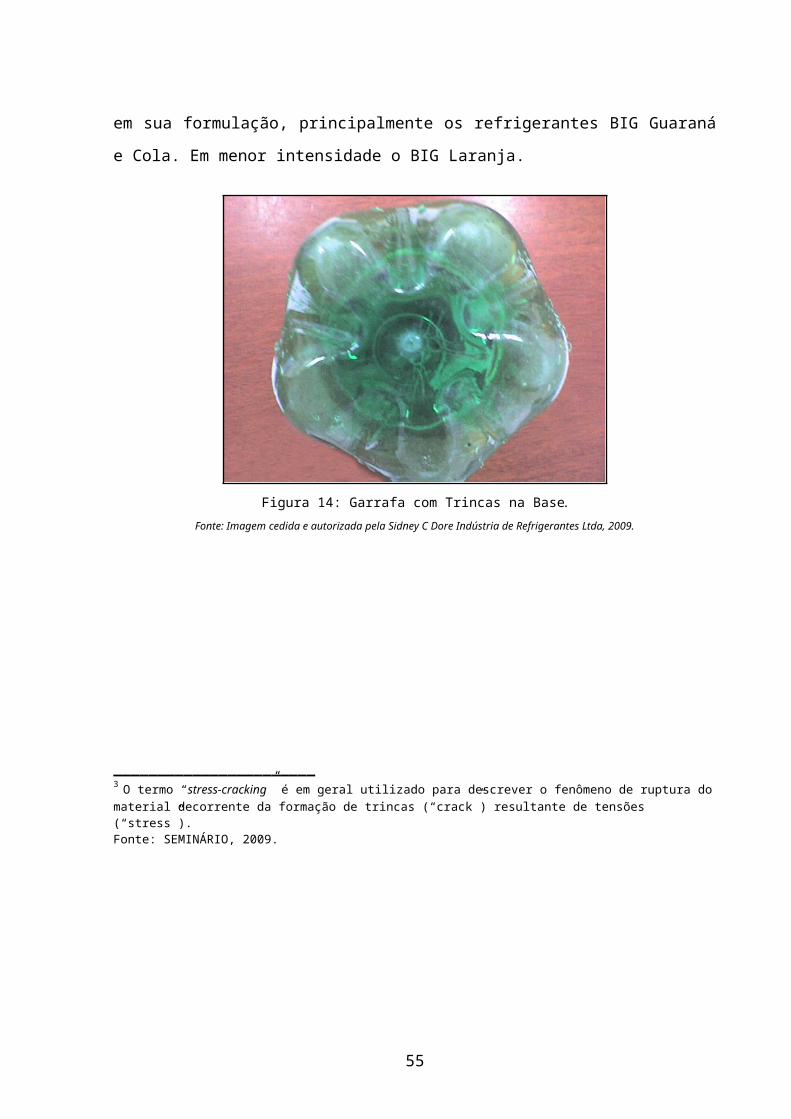
Figura 15: Garrafa estourada.
Fonte: Imagem cedida e autorizada pela Sidney C Dore Indústria de Refrigerantes Ltda, 2009.
5.2.1.3. Garrafas Danificadas por Acidentes
Este problema apresentava-se de maneira simples para ser identificado.
Observava-se um furo de prego na garrafa PET ou marcas de queda que
danificavam o produto. Estes eram descartados como avarias.
Já nas garrafas de 600 ml que são de vidro, a queda era o suficiente para
quebrá-la, sendo também descartadas.
5.2.1.4. Produtos sem Gás (CO2) (Moles)
Diferentemente das garrafas com problema de vazamento pela tampa, o
produto sem gás era identificado quando estava mole, porém não observava
gotejamento de líquido quando a garrafa era deitada e pressionada. Muitas vezes
observava-se que o rótulo estava com sua coloração alterada da original (coloração
mais clara).
43

6. RESULTADOS E DISCUSSÃO
6.1. GARRAFAS COM VAZAMENTO PELA TAMPA
Após identificar os pontos relevantes que poderiam estar ocasionando o
vazamento pela tampa em refrigerantes PET de 2000 ml, chegou-se a duas
prováveis causas:
1 – Os arrolhadores estavam desregulados; ou
2 – A boca da pré-forma estava reduzida.
O primeiro ponto foi logo eliminado, pois o torque de cada arrolhador é
verificado diariamente e os mesmos estavam em perfeitas condições.
Já o segundo ponto foi confirmado após medição, com auxílio de um
paquímetro, da boca da pré-forma e das garrafas que apresentavam vazamento pela
tampa.
Todas as amostras de pré-formas recém-chegadas apresentaram uma média
de 19,00 mm exatos de tamanho da boca. Já as garrafas com vazamento tiveram
uma média de 18,17 ± 0,11 mm.
Com isso, pode-se verificar que, como as tampas são todas padronizadas de
tamanho único para adaptar-se à boca da garrafa, ao arrolhar esta após o envase, o
anel da tampa se deparava com o anel da garrafa PET e a parte superior da tampa,
no qual há uma película de borracha, não entrava em o contato com a boca da
garrafa, não havendo assim, a sua vedação.
Para verificar o momento que havia a diminuição da boca, mediu-se a boca
da garrafa PET após o processo de sopro, confirmando que a cada 12 garrafas
sopradas em uma máquina de sopro, uma média de 3 garrafas apresentavam
tamanho de boca inferior à média mais desvio padrão das garrafas com vazamento:
18,17 + 0,11 mm (18,28 mm).
44

Logo, o supervisor de sopro ao verificar os dados levantados, tomou a
iniciativa de fazer a manutenção na máquina de sopro no dia 05 de fevereiro de
2009, pois o mesmo ao perceber os problemas, tinha o conhecimento do que estava
ocasionando o fato.
Esse fato ocorria na máquina de sopro 1. Assim que se coloca a pré-forma no
molde, parte da boca fica deslocada para fora do molde devido a sua própria
construção. Então, antes da operação de estiramento, no momento que os bocais
desciam, estes pressionavam com força suficiente para comprimir a boca da pré-
forma, diminuindo assim, a boca da garrafa pós-soprada.
A manutenção da máquina foi realizada aumentando a altura dos bocais em
torno de 1 mm, além de levantar as lâmpadas do forno para garantir que a
temperatura da boca da pré-forma não fosse tão elevada a ponto de ser superior a
temperatura da transição vítrea do Poli(tereftalato de etileno) (PET) (69 ºC conforme
Tabela 1).
Para verificar se o fato tinha sido resolvido, primeiro coletou-se uma
amostragem e mediram-se as bocas das garrafas sopradas obtendo-se uma média
de 18,62 ± 0,05 mm. Além disso, fez-se um experimento utilizando uma amostragem
de 16 unidades de refrigerante envasado, sendo 8 amostras na expedição e 8
amostras diretamente expostas ao sol durante 15 dias. Verificou-se que nenhuma
amostra ficou com vazamento pela tampa.
Após os 3 meses seguintes (fevereiro, março e abril de 2009), observou-se
constantemente se havia alguma garrafa PET com vazamento pela tampa na
Expedição e na Rota e nenhuma unidade com este problema específico foi
identificada.
45

6.2. GARRAFAS COM TRINCAS NA BASE/ESTOURADAS
Como relatado anteriormente, este tipo de problema ocorreu na sua grande
maioria com produtos da marca BIG, ou seja, refrigerantes de baixa caloria,
principalmente os sabores guaraná e cola, e em menor intensidade, o de laranja.
A ausência de açúcar e a presença de edulcorantes em refrigerantes da
marca BIG aparentam-se como dois fortes candidatos ao problema das trincas na
Base e estouros.
Segundo o engenheiro químico Orlando de Araújo, da Ambev, fabricante do
Guaraná Antarctica, afirma que: "Por ser mais viscoso, o refrigerante normal retém a
expansão do gás carbônico, o CO2, responsável pelas bolhas. No refrigerante diet,
que não leva açúcar na fórmula, as bolhas têm mais liberdade para se movimentar”
(MUNDO ESTRANHO, 2009)
De modo simples, a viscosidade de um líquido tem a ver com a facilidade de
escorregamento de duas camadas de líquido e depende das forças intermoleculares
e da forma das moléculas. Quanto maior a viscosidade, mais difícil é deslocar o
líquido e maior a resistência deste à passagem das bolhas (INSTITUTO SUPERIOR
TÉCNICO, 2009).
Além disso, quando se utiliza edulcorantes há a diminuição da tensão
superficial do líquido, o que facilita ainda mais a passagem do CO2 do líquido para a
parte gasosa (INSTITUTO SUPERIOR TÉCNICO, 2009).
Assim, o CO2 dissolvido tende a passar do líquido para a parte gasosa. Isso
faz aumentar a pressão interna, causando fissuras ou estouros na base da garrafa
PET onde se tem os maiores gradientes de tensão.
As fissuras são precursoras das trincas. As condições para o stress-cracking
são praticamente inerentes ao PET, em especial para o envase de bebidas
carbonatadas. Porém, devem permanecer dentro de um limite, sempre bem
controlado (SEMINÁRIO, 2009).
46
Outra questão importante refere-se ao fato de os parâmetros serem
cumulativos. O desenho da garrafa, a distribuição da espessura e as irregularidades
na superfície do molde estão entre os fatores que elevam os limites de esforço do
material, assim como a pressão interna (enchimento, armazenagem e distribuição)
(SEMINÁRIO, 2009).
A emulsão de laranja possivelmente pode explicar o fato do BIG Laranja
apresentar em menor quantidade os estouros dos refrigerantes BIG pelo motivo de
conter o espessante goma xantana, aumentando a viscosidade do líquido.
Alguns refrigerantes sem açúcar de outras marcas adicionam espessantes
como carboximetilcelulose e goma arábica, como por exemplo, a Ambev e a Schin.
Isso pode ser um fato relevante quanto aos estouros e rachaduras encontradas nas
garrafas PET, pois nem o BIG Cola, nem o BIG Guaraná utilizam espessantes em
sua formulação.
Para uma conclusão mais concreta e completa é necessário estudo mais
aprofundado nesse assunto a fim de se solucionar um problema pertinente que já
dura mais de uma década na empresa.
6.3. GARRAFAS DANIFICADAS POR ACIDENTES
Antes mesmo do fim da primeira parte do estágio (levantamento de dados), a
engenheira de alimentos ao ver os percentuais semanais, se propôs a realizar
reuniões semanais com os operários do setor de Expedição a fim de conscientizá-
los que o produto que eles manuseiam trata-se de um alimento e que o mesmo deve
ser carregado com cuidado e atenção.
A partir de então, os colaboradores começaram a manusear os refrigerantes
de forma mais cuidadosa e observou-se uma diminuição dos acidentes causados
por eles.
47
6.4 PRODUTOS SEM GÁS (CO2) (MOLES)
Nesse caso observava-se que os produtos que ficavam sem gás estavam
com o rótulo com uma coloração mais clara e desgastada. Isso se dá quando o
produto é exposto ao sol.
Logo, verificou-se que o problema estava no armazenamento inadequado do
produto por parte dos clientes e a única maneira de se evitar tal problema é
orientando-os sobre a melhor maneira de armazenar.
Isso foi repassado ao setor de Vendas da empresa e os mesmos ficaram
responsáveis de orientar os clientes.
48
7. CONSIDERAÇÕES FINAIS
7.1. CONCLUSÃO
Ao término do estágio, verificou-se que a produção de refrigerantes envolve
diversas operações unitárias estudadas no curso de engenharia de alimentos, o que
ressalta a importância do estágio supervisionado como complemento primordial na
formação do engenheiro.
É perceptível que o acompanhamento das diversas atividades desenvolvidas
pelo Controle de Qualidade e Produção permite um maior embasamento prático do
conhecimento teórico adquirido na instituição de ensino. O estagiário aprende a ter
relações interpessoais mais sadias, a buscar soluções as mais rápidas possíveis,
fornecendo-as imediatamente aos superiores e a possibilidade de buscar fazer
sempre o melhor com boa vontade e respeitando sempre a diversidade de opinião
de outros profissionais.
A importância da análise e do controle de avarias numa indústria alimentícia é
de suma importância para reduzir custos devido às perdas. O trabalho desenvolvido
durante esse estágio na Sidney C. Dore Indústria de Refrigerantes Ltda. foi
fundamental para um início desses controles. Percebeu-se ainda que a gestão de
fatores pertinentes às indústrias de alimentos é fundamental para a empresa e para
o futuro profissional.
Para as avarias estudadas, os resultados obtidos permitem indicar algumas
conclusões:
O problema de garrafas com vazamento pela tampa foi eliminado com
a devida manutenção na máquina de sopro, aumentando a altura dos
bocais em 1 mm, além de levantar as lâmpadas do forno.
As garrafas com trincas na base/estouradas, para uma conclusão mais
concreta e completa é necessário um estudo mais aprofundado, porém
a ausência de açúcar e presença de edulcorantes artificiais são dois
pontos relevantes neste caso, bem como a ausência de espessantes.
49

As avarias danificadas por acidente podem ser reduzidas com
treinamentos adequados com os colaboradores do transporte.
Problemas relativos aos produtos sem gás (CO2) (moles) podem ser
solucionados com as devidas orientações a clientes sobre o
armazenamento adequado.
7.2. RECOMENDAÇÕES
As recomendações são dirigidas aos acadêmicos e aos profissionais ligados à
área de produção e de controle de qualidade que desejam usufruir desta pesquisa.
Após adquirir experiência na vivência do estágio na Sidney C Dore Indústria de
Refrigerantes Ltda sugere-se que:
Realizar mais treinamentos/reuniões periódicas com os funcionários
para conscientização da importância do correto manejo dos
refrigerantes na hora do carregamento a fim de se reduzir os acidentes
nos produtos;
Manter continuamente a análise e o controle de avarias a fim de se
obter dados de problemas que possam passar a existir, bem como
continuar com a gestão desse controle;
Fazer manutenção periódica (ação preventiva) nas máquinas de sopro
para fabricação de garrafas PET, a fim de se garantir a qualidade das
embalagens.
Em função de peculiaridades e limitações próprias, este trabalho deixa em
aberto questões que podem ser desenvolvidas em outros estudos. Dentre os quais é
sugerido:
Estudo aprofundado do problema das garrafas com trincas na
base/estouradas a fim de eliminá-lo;
Estudo da influência da água utilizada na produção do refrigerante na
qualidade final do produto.
50
REFERÊNCIAS
Associação Brasileira da Indústria do PET – ABIPET. O Que é PET. Disponível em:
<http://www.abipet.org.br/oqepet.php>. Acesso em 11 maio 2009.
Associação Brasileira das Indústrias de Refrigerantes e de Bebidas Não Alcoólicas –
ABIR. BNA Brasil Relatório 2008 - Consumo de Todas as bebidas comerciais
2002-2007. São Paulo, 2008. Disponível em: <http://www.abir.org.br/IMG/pdf/doc-
173.pdf>. Acesso em 09 maio 2009.
Associação Brasileira das Indústrias de Refrigerantes e de Bebidas Não Alcoólicas –
ABIR. Disponível em: <http://www.abir.org.br>. Acesso em 09 maio 2009.
Companhia de Tecnologia de Saneamento Ambiental – CETESB. Cervejas e
Refrigerantes. São Paulo, 2005. Disponível em:
<http://www.cetesb.sp.gov.br/Tecnologia/producao_limpa/documentos/
cervejas_refrigerantes.pdf>. Acesso em 14 maio 2009.
DORE Refrigerantes. A empresa. Disponível em:
<http://www.dore.com.br/conteudo/empresa.aspx>. Acesso em 06 maio 2009.
EÇA, K. S., Melhoramento do Controle de Qualidade na Sidney C Dore Indústria
de Refrigerantes. 2009. 52 f. Relatório de Estágio (Graduação em Engenharia de
Alimentos) – Universidade Federal da Paraíba (UFPB). João Pessoa, PB. 2009.
ERBULUT D. U., MASOOD S. H. e SBARSKI, I. Pesquisa compara o desempenho
de sistemas para simulação da moldagem por estiramento e sopro. Plástico
Industrial, São Paulo, SP. Ano X, n. 120, p. 124-131, 2008.
INSTITUTO SUPERIOR TÉCNICO – Universidade Técnica de Lisboa. Vulcão
Mentos e Coca-cola. Disponível em: <http://web.ist.utl.pt/palmira/coca-cola.html>.
Acesso em 26 maio 2009.
51

MONTENEGRO, R. S. P., MONTEIRO. F., DULCE C.; KOO P. S. S. AO1/GESET4 –
RESINA PET PARA RECIPIENTES. Disponível em:
<www.bndes.gov.br/conhecimento/bnset/repet8.pdf>. Acesso em 18 maio 2009.
MUNDO ESTRANHO. Por que o refrigerante diet faz mais espuma. Disponível
em: <http://mundoestranho.abril.com.br/alimentacao/pergunta_287247.shtml>.
Acesso em 26 maio 2009.
REVISTA AQUI. Como se Faz: Processos de Fabricação. Disponível em:
<http://www.aquivip.com.br/noticias_exibe.php?id=NDQ4>. Acesso em 29 Julho
2009.
REYES, L. F. Estudo da Degradação de Polietileno Tereftalato (PET) por
Fungos Basidiomicetos Ligninolíticos. 2003. 113 f. Dissertação (Mestrado em
Ciência de Alimentos) - UNICAMP. Campinas, SP. 2003. Disponível em: <
http://libdigi.unicamp.br/document/?code=vtls000310973>. Acesso em 19 maio 2009.
SEMINÁRIO discute tecnologia do PET. Revista Plástico Moderno. São Paulo, n.
356, jun 2004. Disponível em:
<http://www.plastico.com.br/revista/pm356/noticias1.htm>. Acesso em 26 maio 2009.
SOUZA, M. R. Blenda de Poli(tereftalato de etileno) com polietileno de baixa
densidade. 2007. 135 f. Dissertação (Mestrado em Engenharia de Materiais) -
Escola Politécnica (EP). São Paulo, SP. 2007. Disponível em:
<http://www.teses.usp.br/teses/disponiveis/3/3133/tde-03062008-173546/>. Acesso
em 18 maio 2009.
WELLEN, R. M. R. & RABELLO, M. S. Cristalização a frio do PET: como ela ocorre e
quais são as suas consequências. Plástico Industrial, São Paulo, SP. Ano VII, n.
82, p. 96-111, 2005.
52
WELLEN, R. M. R. & RABELLO, M. S. Redução da velocidade de cristalização a frio
do PET na presença de poliestireno. Polímeros, São Carlos, v. 17,nº 2, June 2007.
Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-
14282007000200010&lng=en&nrm=iso>. Acesso em 18 maio 2009.
53

ANEXOS
ANEXO A - MATÉRIAS-PRIMAS E INSUMOS UTLIZADOS NOS PROCESSOS
As matérias-primas utilizadas são:
Água (proveniente de poço artesiano);
Gás carbônico;
Suco concentrado de laranja;
Suco concentrado de limão;
Suco de uva;
Açúcar cristal;
Os aditivos utilizados no processamento industrial são:
Aroma de guaraná, para marca Dore;
Aroma de guaraná, para a marca Big;
Aroma de limão, para marca Dore;
Aroma de cola, para marca Dore;
Aroma de cola, para a marca Big;
Emulsão de laranja, para marca Dore;
Emulsão de laranja, para a marca Big
Emulsão para prepara de refresco e refrigerante sabor framboesa, para a
marca Grapette;
Extrato natural de guaraná, para marca Dore;
Ácido fosfórico
Sacarina
SSC (mistura de edulcorantes artificiais ciclamato de sódio e sacarina sódica
e o edulcorante natural steviosídeo), para a marca Big
Citrato de sódio
Benzoato de sódio
Ácido cítrico anidro
Corante caramelo.
54
ANEXO B - FLUXOGRAMA GENERALIZADO PARA UMA INDÚSTRIA DE
REFRIGERANTES
Fonte: Elaborado por Sr. Manoel, Analista de Laboratório da Sidney C Dore Indústria de Refrigerantes Ltda.
55
ANEXO C – MARCAS E MODELOS DOS EQUIPAMENTOS EXISTENTES
Linha 1 – Responsável pela produção de refrigerantes acondicionados
em embalagem PET 330 ml e garrafas de vidro 600 ml
Desencaixotadora
Marca: ARBRÀS
Encaixotadora
Marca: ARBRÁS
Lavadora de garrafas:
Marca: SAN MARTIN.
Transporte de caixas
Marca: ARBRÁS
Máquina de envase(enchedora)
Marca: KHS Ind. de Máquinas
Máquina empacotadora
Marca: SORTIL/MAINAR
Carbo-Cooler
Marca: SASIB BEVERAGE
Rinser
Marca: ALCOA
Rotuladora
Marca: KRONES
Linha 2 – Responsável pela produção de refrigerantes acondicionados
em embalagem PET 2 LITROS
Rinser
Fabricante: Fabricação própria da DORE
Ano de fabricação: 2000
Transportadora de garrafas
Fabricante: Fabricação própria da DORE
Máquina de envase (enchedora)
Marca: HK
Máquina Capsuladora
Marca: ALCOA
Modelo: B – 212 – B
Carbo-Cooler
Marca: MONJONIER
Modelo: M 60 - SR
Fabricante: FMC do Brasil
Máquina Empacotadora
Marca: PROJEPACK
Modelo: SLV - 400
56

Unidade de Sopro
Sopradora 1
Marca: MULTIPET
Modelo: MP – 2000
Ano: 2000
Rotuladora
Marca: NARITA
Ano: 2000
Sopradora 2
Marca: MULTIPET
Modelo: MP – 2000
Ano: 2001
Transporte de garrafas
Fabricante: Fabricação própria da DORE
Ano: 2002
Equipamentos auxiliares
BOOSTER
Marca: MULTIPET
Ano: 2001
Compressor de ar
Marca: SCHULTZ INDUSTRIAL
Compressor de ar
Marca: ATLAS COPCO
Ano: 2004
Compressor de amônia
Marca: MADEF
Modelo: 3C16 XII
Ano: 1998
Compressor de ar
Marca: PRESSURE
Ano: 2001
Compressor de amônia
Marca: MADEF
Modelo: 3C16 XII
Ano: 1997
Condensador evaporativo
Marca: MADEF
Modelo: RL 400
Ano: 1995
Condensador evaporativo
Marca: HERMANNS
Ano: 1995
Secador de ar
Marca: METALPLAN
Modelo: MDR – 300
Ano: 2003
Caldeira
Marca: ATA
Modelo: H3N 14M
Ano: 1996
57
Equipamentos da Xaroparia
Tanques nº 1, 2 ,3 e 4
Marca: Desconhecido
Ano de fabricação: Desconhecido
Bombas do Filtro de Pré-capa nº 1 e nº2
Marca: Resinox
Ano de fabricação: Desconhecido
Tanques nº 5 e 6
Marca: Desconhecido
Ano de fabricação: Desconhecido
Tanque de Resfriamento
Fabricante: Própria da DORE
Ano de fabricação: 2005
Filtro de carvão (Pré-capa)
Marca: Schimith
Ano de fabricação: Desconhecido
Tanque-cozinhador
Marca: Desconhecido
Modelo: Desconhecido
Ano de fabricação: Desconhecido
Fabricante: Desconhecido
Trocador de calor
Marca: Desconhecido
Ano de fabricação: Desconhecido
Bombas de xarope nº 1 e nº 2
Marca: Desconhecido
Ano de fabricação: Desconhecido
Fabricante: Desconhecido
58