reduÇÃo de custo na indÚstria...
TRANSCRIPT
1
UNIVERSIDADE SÃO FRANCISCO
Engenharia de Produção
RENATA SELIS PINTO FERREIRA
REDUÇÃO DE CUSTO NA INDÚSTRIA AUTOMOBILÍSTICA
Campinas 2014

2
UNIVERSIDADE SÃO FRANCISCO
Engenharia de Produção
REDUÇÃO DE CUSTO NA INDÚSTRIA AUTOMOBILÍSTICA
Renata Selis Pinto Ferreira
Monografia de Trabalho de Conclusão de
Curso, apresentada à Universidade São
Francisco, como requisito parcial para a
obtenção do título de Engenheira de
Produção.
Orientador: Prof. M. Sc. Emilio Gruneberg
Boog.
3
Engenharia de Produção Campus Campinas
ATA DE ARGUIÇÃO FINAL DA MONOGRAFIA DO ALUNO RENATA SELIS PINTO
FERREIRA
Aos 02 dias do mês de Dezembro do ano de 2014, às 19 horas, nas dependências da
Universidade São Francisco, Campus Campinas, reuniu-se a Comissão da Banca
Examinadora, para avaliação da Monografia do Trabalho intitulado “REDUÇÃO DE CUSTO
NA INDÚSTRIA AUTOMOBILISTICA”, apresentada pela aluna RENATA SELIS PINTO
FERREIRA, como exigência parcial para conclusão do curso de graduação no Curso de
Engenharia de Produção - Automação e Sistemas, da Universidade São Francisco, Campus
de Campinas. Os trabalhos foram instalados às 21 horas pelo: Prof. Ms EMÍLIO
GRUNEBERG BOOG, Orientador da candidata e Presidente da Banca Examinadora,
constituída pelos seguintes Professores: Profa. Dra. ÉLEN NARA CARPIM BESTEIRO, da
Universidade São Francisco, e pelo Prof. Dr. WASHINGTON LUÍS ALVES CORREA, da
Universidade São Francisco. A Banca Examinadora tendo decidido aceitar a monografia,
passou à Arguição Pública da candidata. Encerrados os trabalhos às 19h20min, os
examinadores, consideraram a candidata aprovada e com média final 10 (dez). E, para
constar, eu Prof. Ms EMÍLIO GRUNEBERG BOOG , lavrei a presente Ata, que assino
juntamente com os demais membros da Banca Examinadora.
Campinas, 02 de dezembro de 2014.
__________________________________________ Orientador: Prof. Ms. Emílio Gruneberg Boog USF- Universidade São Francisco – Campinas - SP
______________________________________________
Co-Orientadora: Profa. Dra. Élen Nara Carpim Besteiro USF- Universidade São Francisco – Campinas - SP
_____________________________________________
Membro Interno: Prof. Dr. Washington Luís Alves Correa USF- Universidade São Francisco – Campinas - SP

4
“Seja você quem for, seja qual a sua posição
social que você tenha na vida, a mais alta ou
a mais baixa, tenha sempre como meta muita
força, muita determinação e sempre faça tudo
com muito amor e com muita fé em Deus, que
um dia você chega lá. De alguma maneira
você chaga lá.”
(A i r t on Senna)
5
Dedicatória
A m eus pa is que s empr e ac r ed i t ou
em m im e me deu f o rças pa r a
c hegar a té aqu i .
A meu espos o , que teve m u i ta
pac iênc ia e compr eensão du r an t e
es ta l onga c am inhada .
A m eus i rmãos e sobr inhos que
es t i ve ram do m eu l ado quando
s empr e p r ec is e i .
6
Agradecimentos
Agradeço primeiramente a Deus, por todas as dificuldades que superei, e as que ainda
terei que superar só se faz possível através dele.
As oportunidades e incentivos que me foram dados por parte da empresa em que
trabalho, por meio dos meus superiores, sempre me orientando para novos desafios na
minha vida profissional.
Aos meus pais companheiros que sempre estiveram do meu lado nos momentos
difíceis que passei durante esta caminhada, não deixando que eu desistisse por pior que
fosse o momento.
A meu sogro (in memore) e minha sogra, que foram o maior exemplo de
companheirismo do mundo.
Agradeço também ao Professor Emilio Gruneberg Boog, meu orientador, que
acreditou em mim para a conclusão deste trabalho, um companheiro de percurso, dentro e
fora do contexto deste trabalho, pela sua paciência, conhecimento e amizade.
Agradeço a todo o corpo docente, pela qual tive a honra de ser aluna, que através de
palavras ou simples gestos, marcaram este momento de crescimento em minha vida.
E também agradeço aos meus amigos de classe, pelos cinco anos de
companheirismo, amizade e aprendizado.
Ag r adeço a t odos vocês de co r aç ão .

7
SUMÁRIO
RESUMO ...............................................................................................................................11
Abstract.........................................................................................................................12
1. INTRODUÇÃO....................................................................................................................13
1.1. A atual realidade das empresas.............................................................................13
1.2. Situação Problema.................................................................................................14
1.3. Objetivo..................................................................................................................17
1.4. Justificativa.............................................................................................................17
2. A INSTITUIÇÃO.............................................................................................................17
2.1. Histórico da empresa..............................................................................................17
3. REVISÃO BIBLIOGRAFICA...............................................................................................19
3.1. Principal Atuação da Indústria Automobilística......................................................19
3.1.1. A estagnação nos anos 80. ....................................................................... 20
3.1.2. Crescimento dos anos 90.......................................................................... 22
3.1.3. Abertura econômica .................................................................................. 25
3.1.4. Especialização da produção em carros de pequeno porte. ....................... 26
3.2. A Relação entre Qualidade e Custos .................................................................. 28
3.3. Melhores praticas para redução de custos .......................................................... 29
3.3.1. Os conceitos de modularização na indústria automotiva ............................. 30
3.3.2. A utilização do KANBAN na redução de custo ............................................ 31
3.4. Como Manter a Redução de Custo na Empresa...................................................32
4. METODOLOGIA..............................................................................................................33
4.1. Identificação do problema.......................................................................................35
4.1.1. Definição do problema...................................................................................35
4.1.2. Histórico do problema...................................................................................36
4.2. Observação...........................................................................................................36
4.2.1. Identificação das características do problema por meio de coleta de
dados..................................................................................................................................... 36
4.3. Análise....................................................................................................................37
4.3.1. Definição das causas influentes.....................................................................37
5. IMPLANTAÇÃO DA MELHORIA NA LINHA DE PRODUÇÃO.........................................37
5.1. Treinamento para os operadores ..........................................................................38
6. Conclusão...................................................................................................................39
REFERENCIAS...............................................................................................................40

8
LISTA DE FIGURAS
Figura-1-Chicote elétrico........................................................................................................14
Figura 2- Fitas sem o consumo total jogadas no lixo.............................................................15
Figura 3- Fitas sem o consumo total jogadas no lixo.............................................................15
Figura 4- Excesso de fitas no enfitamento espiralado...........................................................15
Figura 5- Misturas de fitas nas caixas kanban dispostas nos flowracks................................16
Figura 6- “Sacolinhas” feitas para a alocação das fitas.........................................................16
Figura 7- “Sacolinhas” feitas para a alocação das fitas.........................................................16
Figura 8- Ciclo PDCA.............................................................................................................34
Figura 9- Check List de Verificação.......................................................................................36
Figura 10- Vitrine de fitas.......................................................................................................38
9
LISTA DE TABELAS
Tabela 1 - Taxa de crescimento acumulado da produção dos países desenvolvidos durante
a década de 80 (em %)..........................................................................................................21
Tabela 2- Taxa de crescimento de volume deprodução........................................................23
Tabela 3 - Lançamento da indústria automobilística na década de 90..................................23
Tabela 4 - Preços de modelos equivalentes de diferentes montadoras.................................23
Tabela 5 - Exportações da indústria automobilística brasileira para Argentina......................24
Tabela 6 - Importações de veículos da Argentina (unidades)................................................25
Tabela 7- Método de solução de problema “QC Story” [1].....................................................35
10
LISTA DE GRÁFICOS
Gráfico 1- Horas/veículos de produtividade da indústria automobilística mundial...............21
Gráfico 2- Defeitos/veículos da Indústria automobilística mundial.......................................22
Gráfico 3- “Ranking” de vendas de carros populares...........................................................26
Gráfico 4- Taxa de distribuição de vendas de carros populares em 1995...........................27
Gráfico 5 - Taxa de distribuição de vendas de carros populares em 1996..........................28

11
Resumo
Nos dias de hoje onde custo e qualidade não são mais diferenciais, mas sim
questão de sobrevivência, é importante trabalhar-se com o pensamento de que é possível
fazer tudo da melhor maneira sempre. Os diferencias das indústrias modernas estão em
torno de Custo e Qualidade. Produzir produtos com baixo custo e alta qualidade é um fator
importante para alcançar a competividade.
Esta monografia apresenta os diversos conceitos acerca dos custos e qualidade e a
melhor maneira de obter tais índices é a utilização de métodos de melhorias contínuas.
Dentre os vários métodos, destaca-se o Ciclo PDCA (do inglês: Plan, Do, Check, Act), que é
demonstrado no presente trabalho e baseado em uma instrução de trabalho de uma
empresa multinacional automobilística.
Essa metodologia é uma maneira simples e eficaz de planejar, colocar em prática,
controlar e agir sobre as falhas, para que se chegue à meta estabelecida. O giro do ciclo
PDCA deve ser feito constantemente, trazendo resultados de melhoria contínua para os
processos e, consequentemente para a organização. Este estudo procura demonstrar a
importância da utilização do Ciclo PDCA para garantia da qualidade e a redução de custo do
produto em uma indústria automobilística.
Através dos estudos e aplicação deste ciclo, é possível a redução de custo e a
melhor forma da utilização dos recursos disponíveis, para que estes possam resolver
problemas crônicos e atingir as metas desafiadoras para fins de redução de custos.
Os resultados encontrados foram muito satisfatório para a otimização do estoque de
fitas, principalmente na diminuição de inventários, eliminação de fitas que ficavam em
excesso com os operadores e desperdícios.
Com a aplicação do ciclo PDCA, na linha de montagem, foram identificados os
pontos que contribuíram para a resolução dos problemas do consumo excessivo e má
utilização de fitas, demonstrando o que deveria ser corrigido para que fosse alcançado o
melhor resultado para reduzir os desperdícios, os erros dos operadores, demonstrando ser
uma ferramenta excelente na redução de custo e maximização dos resultados, tomando
com base o estudo realizado.
PALAVRAS-CHAVES: Custo, Qualidade, DMAIC, Redução de Custo.

12
Abstract
These days where cost and quality are no longer differential, but a matter of survival,
it is important to work with the thought that it is possible to do everything in the best way
ever. The differences of modern industries are around cost and quality. Produce products
with low cost and high quality is an important factor for achieving competitiveness.
This monograph presents the various concepts about costs and quality, and the best
way to obtain such indices is to use methods of continuous improvement. Among the various
methods, we highlight the PDCA Cycle (English: Plan, Do, Check, Act), which is
demonstrated in this work and based on a work instruction of a multinational automotive
company.
This methodology is a simple and effective way to plan, put in place, monitor and act
on failures, in order to reach the target set. Turning the PDCA cycle should be done
constantly, bringing results of continuous improvement to processes and consequently to the
organization. This study seeks to demonstrate the importance of using the PDCA cycle for
quality assurance and cost reduction of the product in an automobile industry.
Through the study and application of this cycle, it is possible to reduce the cost and
the best utilization of available resources, so that they can solve chronic problems and
achieve challenging goals for reducing costs.
The results were very satisfactory for optimizing the inventory of tapes, mainly
through reduced inventory, elimination of tapes that were in excess with operators and
waste.
With the application of the PDCA cycle, the assembly line, the points that contributed
to solving the problems of overconsumption and misuse of tapes were identified,
demonstrating what should be corrected so that the best result was achieved to reduce
waste, the operator error, proving to be an excellent tool for reducing costs and maximizing
results, based on taking the study.
KEYWORDS: Cost, Quality, DMAIC, Cost Reduction.

13
1. INTRODUÇÃO
1.1. A Atual realidade das Empresas
No mercado global e competitivo que aumenta a cada dia, a redução de custos e a
obtenção de melhores índices de produtividade e qualidade se tornaram importantes para a
sobrevivência das organizações. Neste contexto, a utilização da metodologia minimização
de custos contribui para alcançar esses objetivos adquirindo melhoria contínua de
processos.
A minimização de custos é uma poderosa metodologia para melhorar o desempenho
através da redução e eliminação do desperdício, da variabilidade e das causas de defeitos
nos processos produtivos e administrativos. Para empresas que querem se manter
competitivas no mercado, a atuação dessa metodologia e aplicação no processo torna-se
prioridade.
O objetivo deste trabalho é apresentar a metodologia de redução de custos, e sua
utilização em uma indústria automobilística e os benefícios da sua aplicação.
Será realizado através do Ciclo PDCA (do inglês: Plan, Do, Check, Act), a solução
das principais causas. Com base nos princípios citados acima, este trabalho irá demonstrar
os pontos centrais a serem atacados para a solução do problema selecionado e as
considerações para a aplicação da metodologia no contexto do estudo e o retorno que ela
traz para a organização.
O trabalho está sendo focado em chicotes elétricos automotivos, que significa um
conjunto de cabos, conectores, terminal, fitas e acessórios para proteção que é usado para
transmissão de dados e de energia entre componentes eletros- eletrônicos como se pode
ver na figura 1 a seguir.

14
Figura1 - Chicote elétrico
Fonte: Manual de projeto de chicotes elétricos-Kromberg & Schubert do Brasil-
17/07/2011
O desenvolvimento do trabalho será realizado no setor de Produção da Kromberg &
Schubert do Brasil Ltda., unidade Itatiba.
Será desenvolvido um estudo e uma avaliação nos postos de trabalho para a
redução ou a utilização correta de fitas nos chicotes elétricos, que é utilizado para fazer o
enfitamento dos chicotes, pois hoje, temos um grande problema em relação à utilização de
fitas utilizadas e através do desenvolvimento deste trabalho será analisado e desenvolvido
uma aplicação para minimizar os gastos excessivos e continuar garantindo a qualidade do
produto com menor desperdício possível.
1.2. Situação Problema
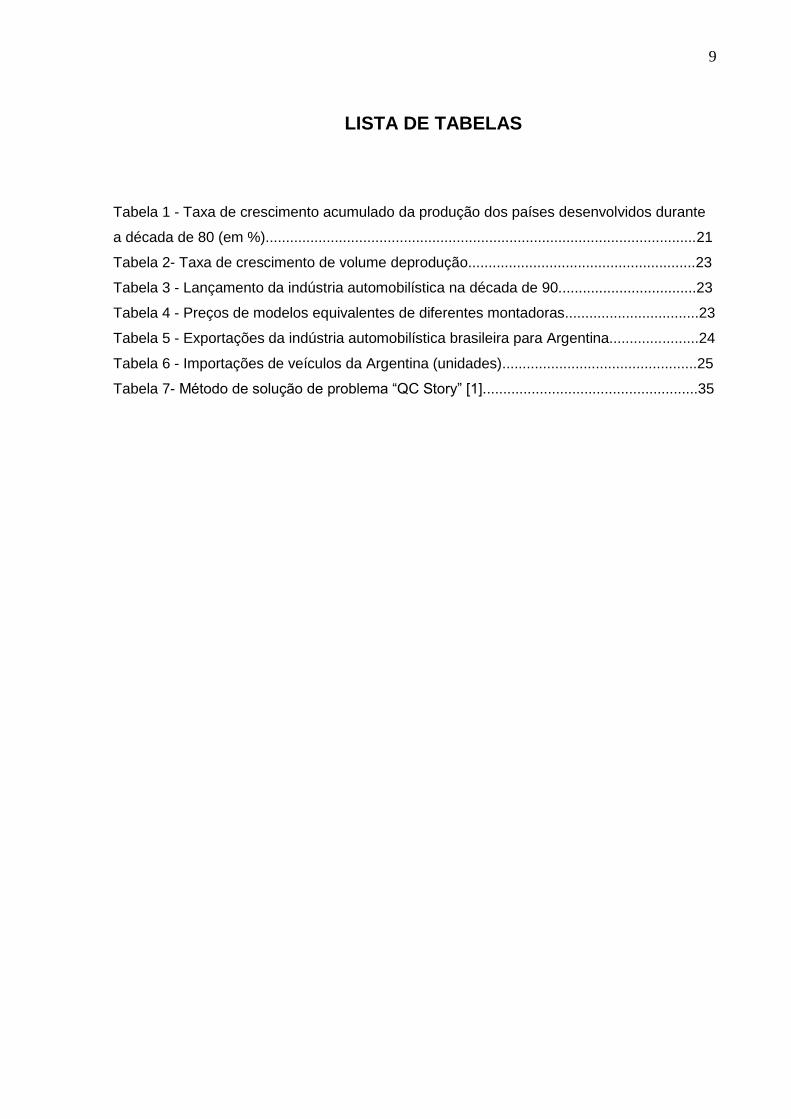
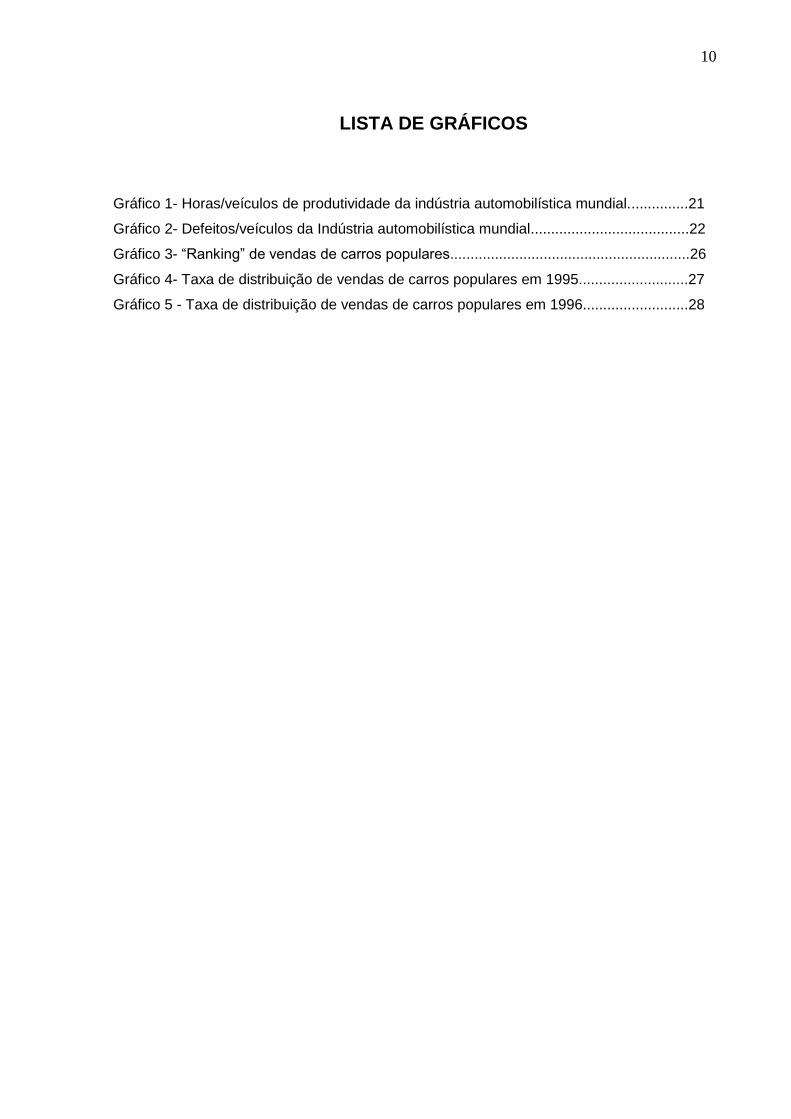
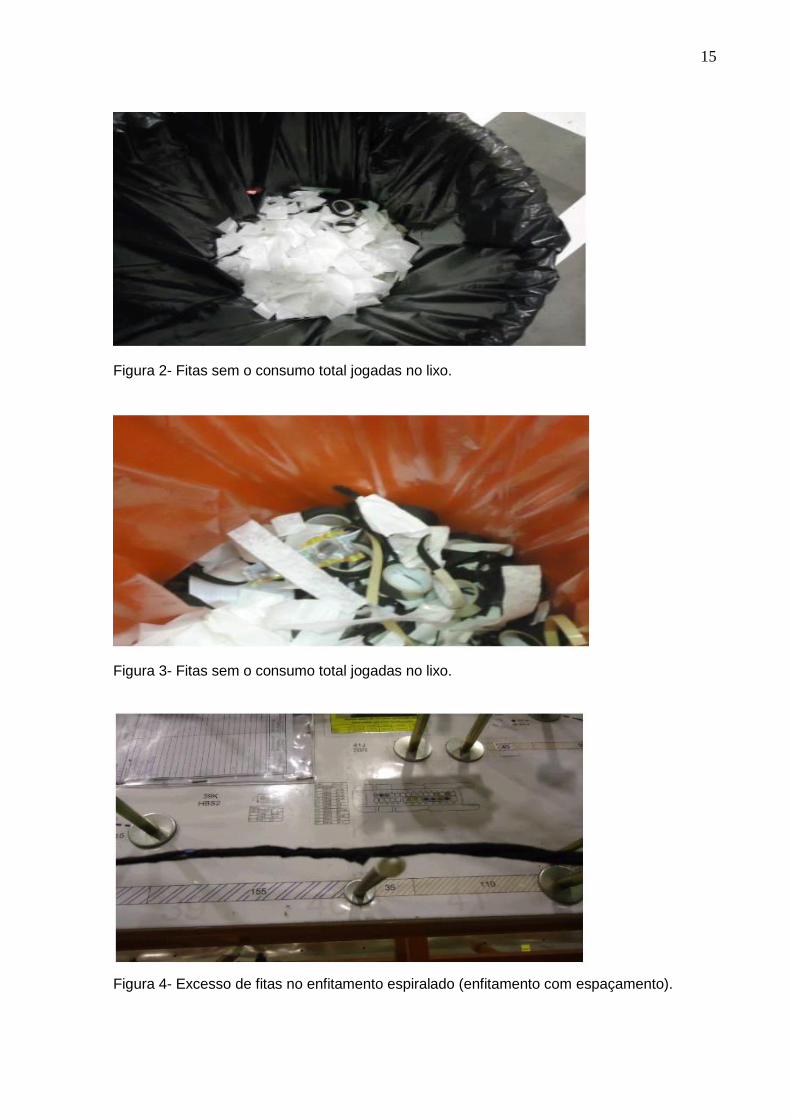
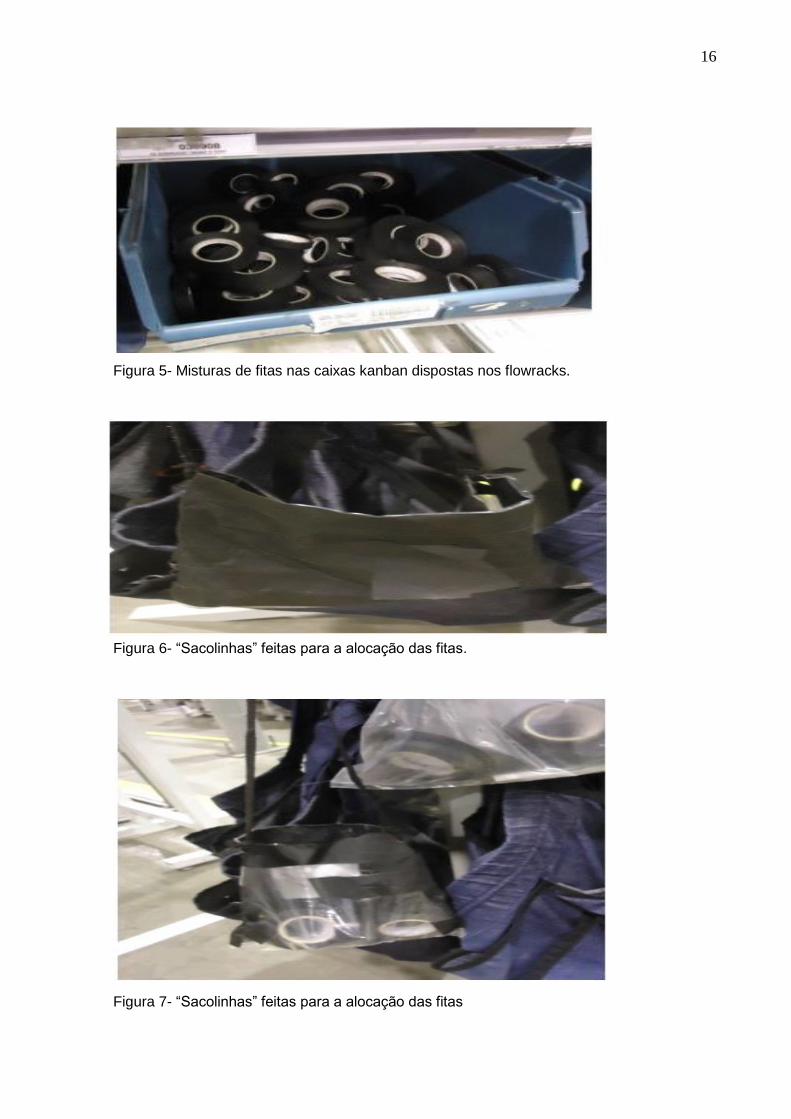
Desperdícios e uso excessivo de fitas no acabamento dos chicotes elétricos como se
pode ver nas figuras 2, 3 e 4 a seguir, misturas de fitas no Kankan causando erros de
inventários, como se pode ver na figura 5 a seguir e acumulo de fitas com os montadores
em “sacolinhas”, onde muitas vezes estas fitas são alocadas nos seus próprios armários, e a
perda das mesmas, como pode se ver nas figuras 6 e 7 a seguir.
15
Figura 2- Fitas sem o consumo total jogadas no lixo.
Figura 3- Fitas sem o consumo total jogadas no lixo.
Figura 4- Excesso de fitas no enfitamento espiralado (enfitamento com espaçamento).
16
Figura 5- Misturas de fitas nas caixas kanban dispostas nos flowracks.
Figura 6- “Sacolinhas” feitas para a alocação das fitas.
Figura 7- “Sacolinhas” feitas para a alocação das fitas
17
1.3. Objetivo
O presente trabalho tem como objetivo analisar o consumo de fitas na linha de
produção de uma empresa automobilística, apresentar e implementar propostas de melhoria
para esse processo.
1.4. Justificativa
Com o auxilio do Ciclo PDCA (do inglês: Plan, Do, Check, Act) consegue se identificar
com maior rapidez e efetividade os problemas que causam excesso e desperdícios de fitas,
numa indústria do ramo automobilístico e comprovação de sucesso do mesmo.
Foi percebido que, para que as empresas possam obter o sucesso esperado,
necessitam se adaptar ao mercado e a seus clientes, oferecendo-lhes o produto ou serviço
com a qualidade exigida e com o menor preço possível. Essa qualidade pode ser planejada,
executada e controlada por métodos de gestão da qualidade. Um dos mais comuns e
eficazes é o gerenciamento com base no Ciclo PDCA.
Portanto, vista a importância da utilização do Ciclo PDCA para garantia da qualidade e
a redução de custo na indústria automobilística e, sua possível aplicação em qualquer setor,
o tema mostrou-se importante e muito condizente ao estudo acadêmico.
2. A INSTITUIÇÃO.
A empresa estuda é uma das principais no ramo de chicote elétrico, que surgiu há
pouco mais de um século, em 15 de abril de 1902, nascia a Kromberg & Schubert. A
empresa começou como uma pequena companhia local, mas cresceu como um
empreendimento global e hoje possui filiais em várias partes do mundo, contando
aproximadamente com 14000 colaboradores.
2.1. Histórico da empresa
A história da Kromberg & Schubert começou, realmente, em 1901. Paul Kromberg,
após estudar e trabalhar como engenheiro em Mulhein, na Alemanha, percebeu como o
potencial do uso da eletricidade estava aumentando, pois era grande a demanda por cabos
para conduzir energia elétrica para as fábricas e os lares modernos da época.
18
Foi então que, em 1901, Paul Kromberg resolveu iniciar sua própria produção de
cabos em uma fábrica têxtil de seu irmão Adolf, em Barmen, Wuppertal. No início sua
empresa contava com apenas 4 funcionários, e fabricava cabos isolantes, chicotes elétricos
e condutores.
Paul Kromberg, como engenheiro, tinha muitas ideias e projetos, mas não tinha
especialização e capital. Neste momento que Ernest Schubert se junta à empresa como
sócio. Finalmente, no dia 15 de abril de 1902, Paul Kromberg e Ernest Schubert fundam a
Kromberg & Schubert, em Barmen.
Em 1914, a empresa já produzia condutores, cabos emborrachados e conduítes.
Neste mesmo ano, por motivos de saúde, Ernest Schubert se afasta dos negócios da
empresa. Dois anos mais tarde, Ernest falece. Mesmo como único proprietário, como
símbolo da união e sucesso conquistado ao lado de Ernest Schubert, Paul Kromberg resolve
manter o nome da empresa.
Otto Kromberg, filho de Paul, se junta à empresa em 1926, conduzindo-a a segunda
geração da empresa. Em 15 de abril de 1927, 250 funcionários celebram, ao lado de Paul
Kromberg, os 25 anos da empresa.
Durante 10 anos, pai e filho trabalhavam juntos, dando continuidade à expansão e ao
sucesso da Kromberg & Schubert. No ano de 1937, Paul Kromberg vem a falecer, mas
deixa para sua família uma empresa sólida e produtiva, contando com 500 colaboradores.
Neste momento a empresa se torna uma sociedade, com Otto Kromberg e sua mãe, Emma.
Durante a Segunda Guerra, por volta de 1940, a Kromberg & Schubert volta toda sua
produção ao segmento de cabos para detonação de minas e torpedos. Entre 1943 e 1945, a
empresa é atingida por 2 ataques aéreos, sendo que, no segundo ataque, 80% da fábrica e
do escritório ficaram destruídos. As consequências da guerra eram aparentes, pois à
maioria das instalações da produção estavam destruídas e o número de funcionários foi
reduzido de 700 para 120.
Após a Segunda Guerra, vários países estavam destruídos e precisavam ser
reconstruídos. Foi aí que a empresa buscou forças para se reerguer também. O pequeno
número de pessoas, junto com outros que retornaram da guerra, determinariam a
reconstrução da Kromberg & Schubert. Nesta época, a empresa focou-se na produção de
motores elétricos, necessários na agricultura. No entanto, devido a rápida inflação, os
produtos perdiam o valor rapidamente, e isso fez com que a venda fosse negociada por
suprimentos e comida, o que determinou a sobrevivência da empresa. Em 1951, às
vésperas de completar 50 anos, a empresa sofre as consequências da Guerra da Coréia,
mas apesar da crise, havia muito que comemorar em 15 de Abril de 1952, após anos e anos
difíceis com a Segunda Guerra. Otto Kromberg, junto de 380 funcionários, celebram 50 anos
19
da Kromberg & Schubert. Nos anos seguintes, a empresa se desenvolve nas áreas para
engenharia mecânica, telefonia e indústria automotiva.
Em 1958, Otto Kromberg falece, deixando uma empresa com aproximadamente 700
funcionários. Seu filho, Hans-Otto Kromberg tem apenas 15 anos, então sua esposa Gerda
assume os negócios junto com o Diretor Max Wünsche. Em 1959, é fundada a primeira filial
da empresa, na cidade de Renningen, próxima a Stuttgart.
A terceira geração da empresa começa em 1973, com Hans-Otto Kromberg
assumindo os negócios, dando continuidade ao desenvolvimento e iniciando também um
processo de internacionalização da Kromberg & Schubert, que ao poucos começa a se
expandir pela Europa, e também por outros continentes, como em 1980, quando é instalada
a primeira filial fora da Europa, na África.
A Kromberg & Schubert chegou ao Brasil em março de 2000, quando assume a
divisão de cabos de uma concorrente. A princípio a empresa assume duas plantas dessa
concorrente, uma em Itatiba – SP e outra em Curitiba – PR. A estrutura bem estabelecida da
indústria automotiva brasileira faz com que a empresa se desenvolva. Em 2006, a empresa
passa a contar apenas com a planta de Itatiba, mas alguns anos depois, em 2009, é
inaugurada uma nova planta da Kromberg & Schubert na cidade de Oliveira – MG. No
Brasil, a Kromberg & Schubert destina sua produção exclusivamente a chicotes elétricos, e
tem como principais clientes a Mercedes Benz, Volkswagen, MAN e Iveco. O número de
funcionários nas duas unidades de produção é de 3900.
3. REVISÃO BIBLIOGRAFICA
3.1. Principal Atuação da Indústria Automobilística
A atuação global da indústria automobilística é formada por grandes empresas
internacionalizadas e sua produção anual é de aproximadamente 50 milhões de veículos e
em média um faturamento de 70 bilhões de dólares. Com elevada participação no produto
interno (PIB), é a atividade mais importante de vários países. Segundo Laplane (1992), a
indústria automobilística juntamente com o conjunto eletrônico, nos países desenvolvidos, é
responsável por mais da metade do emprego, dos investimentos industriais e do produto.
Por uma longa cadeia produtiva, essa indústria é constituída, lideradas pelas
montadoras, que possuem parcelas significativas de seus componentes e peças, e para
uma enorme diversidade de fornecedores, tais como: tecido, plásticos, fabrica de tintas,
autopeças, siderúrgica, vidro, borracha, entre outros. Além de gerar lucros para os

20
fornecedores, a indústria automobilística ainda gera lucro para diversos setores da
econômica, como seguradoras, concessionária e uma lucratividade maior nos postos de
gasolina. Essas características tornam-se uma grande importância estratégica para indústria
automobilística, pois seu crescimento tem um poder importante sobre a economia, ou seja, é
gerado um grande efeito multiplicador da economia através da indústria automobilística.
Ferro (1993) mostra outra característica estratégica na indústria, pode gerar
desequilíbrios comerciais entre as nações. Como só alguns países são produtores e todos
são consumidores, gera um grande intercambio de peças e produtos acabados entre eles,
tornado uma grande flexibilidade de desequilíbrios comerciais e a necessidade de
desenvolvimento de políticas especificas para o setor da indústria automobilística.
3.1.1 A estagnação nos anos 80.
Nos anos 80, no Brasil, o setor automobilístico passou por uma crise, onde a
produção permaneceu parada abaixo de 10 milhões de unidades. Isto ocorreu devido ao uso
da alta tecnologia, fazendo com que a produtividade diminuísse e com consequência a má
qualidade dos veículos, isto provocou um valor muito alto e veículos que não geravam
demandas. É caracterizado um período de desempenho instável, com quedas nas vendas,
mas com grande procura, gerando filas, mas o custo era três vezes acima da média
mundial, comparando com os padrões internacionais (Laplane e Sarti, 1995).
Para Laplane e Sarti (1995), devido as condições macroecomicas desfavoráveis, a
instabilidade no mercado domestico e conflitos com as autoridades econômicas para o
controle de preços nos planos de estabilização, gerou-se um esforço limitado de
modernização. Nesse contexto, segundo estes autores, as indústrias matrizes não
consideravam importantes os investimentos nas filiais. Fazendo o crescimento dos países
avançados desestimularem os investimentos nos países periféricos, como o Brasil a e
Argentina.
Para Ferro (1995), está crise dos anos 80 é constituída através da política de
mercado fechado e a forma incorreta das políticas governamentais, tais como (índice de
nacionalização, preços, etc), que contribuíram para o surgimento de vários desvios, como o
mercado negro para veículos novos e conflitos entre montadoras, fornecedores e
trabalhadores. Observa-se que a opinião de Ferro não é diferente da opinião de Laplane e
Sarti (1995) quanto às causas da paralisação.
Enquanto que nos anos 80 os países desenvolvidos passaram por um período de
grande crescimento e aumento da demanda (como podemos ver na tabela 1 a seguir). Esse

21
crescimento, segundo Laplane e Sarti (1995), onde se iniciou a competição entre as
montadoras pelos mercados em expansão e aumentou as transformações que já estavam
ocorrendo na indústria automobilística mundial. Assim, com a concorrência pelos mercados
em expansão surgiram as inovações por parte das montadoras, tanto em produto e quanto
ao processo produtivo.
Tabela 1 - Taxa de crescimento acumulado da produção dos países desenvolvidos durante a década de 80 (em %).
PAÍSES TAXA DE
CRESCIMENTO
JAPÃO 17,95%
ALEMHA 25,08%
FRANÇA 16,04%
REINO UNIDO 23,83%
ESPANHA 73,09%
ITÁLIA 37,95%
EUA 35,48%
Fonte: ANUÁRIO DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA 1999 (1999). São Paulo: ANFAVEA
A indústria automobilística brasileira apresentava na década de 80 uns dos índices
mais baixos do mundo, com relação à produtividade. Segundo Ferro (1990) demora-se em
48,1 horas para cada montagem de veiculo, enquanto o Japão demorava somente 16 horas
(como podemos ver o gráfico 1 abaixo). Mesmo se comparando a produtividade da indústria
brasileira com os países em desenvolvimento como o México e a Coréia ainda eram baixos
(como podemos ver o gráfico 2 a seguir).
Gráfico 1- Horas/veículos de produtividade da indústria automobilística mundial.
22
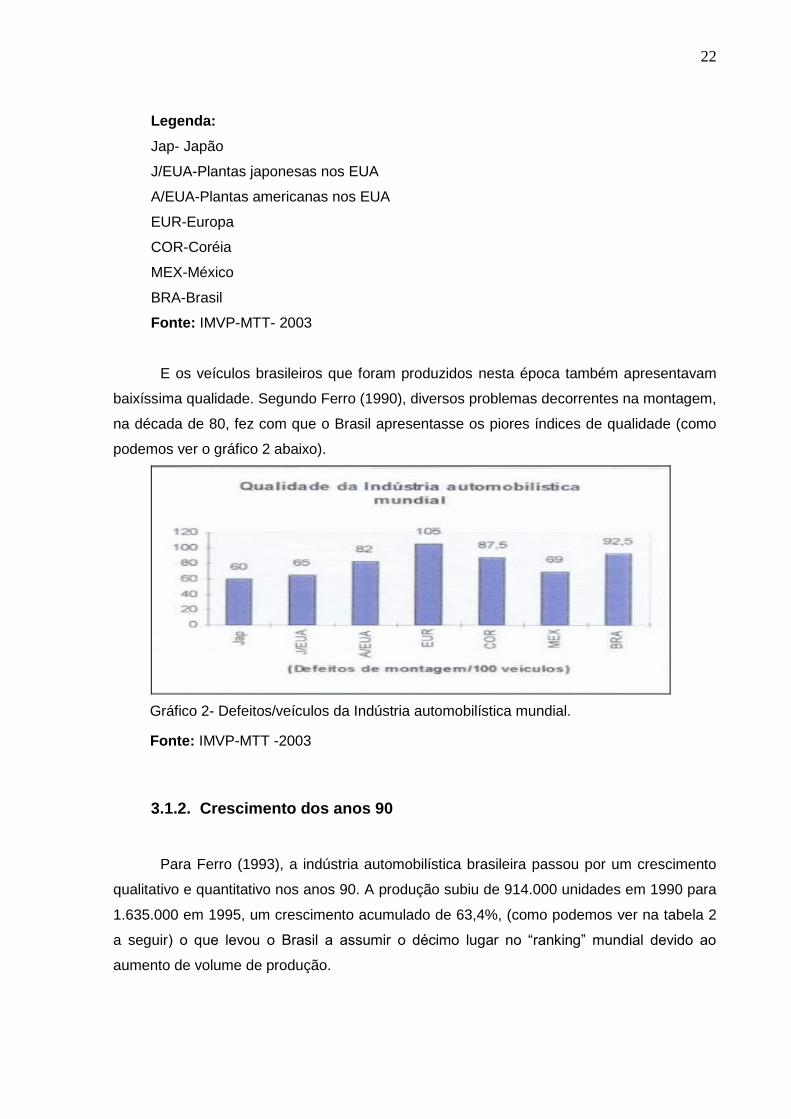
Legenda:
Jap- Japão
J/EUA-Plantas japonesas nos EUA
A/EUA-Plantas americanas nos EUA
EUR-Europa
COR-Coréia
MEX-México
BRA-Brasil
Fonte: IMVP-MTT- 2003
E os veículos brasileiros que foram produzidos nesta época também apresentavam
baixíssima qualidade. Segundo Ferro (1990), diversos problemas decorrentes na montagem,
na década de 80, fez com que o Brasil apresentasse os piores índices de qualidade (como
podemos ver o gráfico 2 abaixo).
Gráfico 2- Defeitos/veículos da Indústria automobilística mundial.
Fonte: IMVP-MTT -2003
3.1.2. Crescimento dos anos 90
Para Ferro (1993), a indústria automobilística brasileira passou por um crescimento
qualitativo e quantitativo nos anos 90. A produção subiu de 914.000 unidades em 1990 para
1.635.000 em 1995, um crescimento acumulado de 63,4%, (como podemos ver na tabela 2
a seguir) o que levou o Brasil a assumir o décimo lugar no “ranking” mundial devido ao
aumento de volume de produção.

23
Tabela 2- Taxa de crescimento de volume de produção.
Ano Unidades Taxa de
crescimento
1990 914.466 -----
1991 960.219 5.03%
1992 1.073.861 11,45%
1993 1.391.435 29,90%
1994 1.581.389 13,65%
1995 1.635.000 3,39%
FONTE: ANUÁRIO ESTATÍSTICO DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA
(1999). São Paulo: ANFAVEA
Para mostrar o padrão de competição no Brasil podemos citar um elevado número
de lançamentos de modelos da indústria automobilística nesta década (como podemos ver
na tabela 3 abaixo), e o pequeno diferencial de preços entre modelos equivalentes de
diferentes montadoras (como podemos ver na tabela 4 abaixo).
Tabela 3 - Lançamento da indústria automobilística na década de 90.
GM Ômega, Suprema, Vectra, Corsa Sedan, S10 Blazer.
FORD Vesailles, Roy ale, Novo Escort, Novo Verona, Escort Hobby.
VW Novo Santana (Quantum), Gol 1000, Pointer, Logus, Novo Gol, Nova Parati.
FIAT Uno Mille, Tempra, Tipo, Uno Turbo, Tempra Turbo, Palio.
Fonte: Revista Quatro Rodas- Fevereiro 1994
Tabela 4 - Preços de modelos equivalentes de diferentes montadoras.
Modelo Preço R$
* Modelo Preço
R$ *
GM - Corsa Wind 10.580 GM - Corsa GL 1.6 13.974
FORD-Escort Hobby 10.400 FORD-Escort GL 1.8i 16.395
FIAT - Uno Mille EP 10.536 FIAT - Palio EL 1.5 mpi 15.400
VW-Gol 1000i 11.375 VW-Gol Cli 1.6 15.890
Média 10.722,75 Média 15.895
Desvio Padrão 382,37 Desvio |Padrão 406,22 *Preços de veiculos básicos ,sem opcionais e frete.
Fonte: Revista Quatro Rodas- Fevereiro 1994
24
Com esse enorme salto quantitativo aproximou a produção a adquirir capacidade e
novos investimentos, foram propagados, tanto por montadoras já instaladas no país, tais
com (General Motors, Volkswagen, Ford e Fiat), tanto por montadoras sem planta no Brasil
(Renault, Mercedes-Benz, Honda, Hunday, etc). O interesse de novos investimentos no
Brasil surgiu se pela alta demanda nos países desenvolvidos. Vários outros fatores foram
adquiridos, além do crescimento quantitativo na produção brasileira, como por exemplo, a
modernização da linha de produção. E através das novas relações entre os fornecedores,
trabalhadores e distribuidores cresceram também a eficiência e a qualidade e a nova linha
de produtos. E o treinamento qualificado da mão da mão de obra, aumentou a relação entre
as montadoras com os fornecedores. Novos modelos foram adquiridos, e os níveis de
automação cresceram, e tende a crescer cada vez mais com a consolidação de novos
investimentos anunciados, LAPLANE e SARTI, (1995).
Para Ferro (1995), o aumento do crescimento nos anos 90 foi acompanhado tanto o
crescimento de importações, quantos das exportações. A abertura comercial (redução das
alíquotas) e à valorização do câmbio que reduziram o valor dos produtos importados teve
um aumento nas importações. As montadoras instaladas aqui foram às grandes
importadoras, para adquirir força diante da eventual entrada de novos concorrentes,
passaram a importar (comercio intra-firma) um numero maior de veículos, aumentado o
leque de modelos ofertados e, consequentemente, inovando os produtos produzidos no
país. Tornado assim, a maior parte, das montadoras responsáveis pelo aumento das
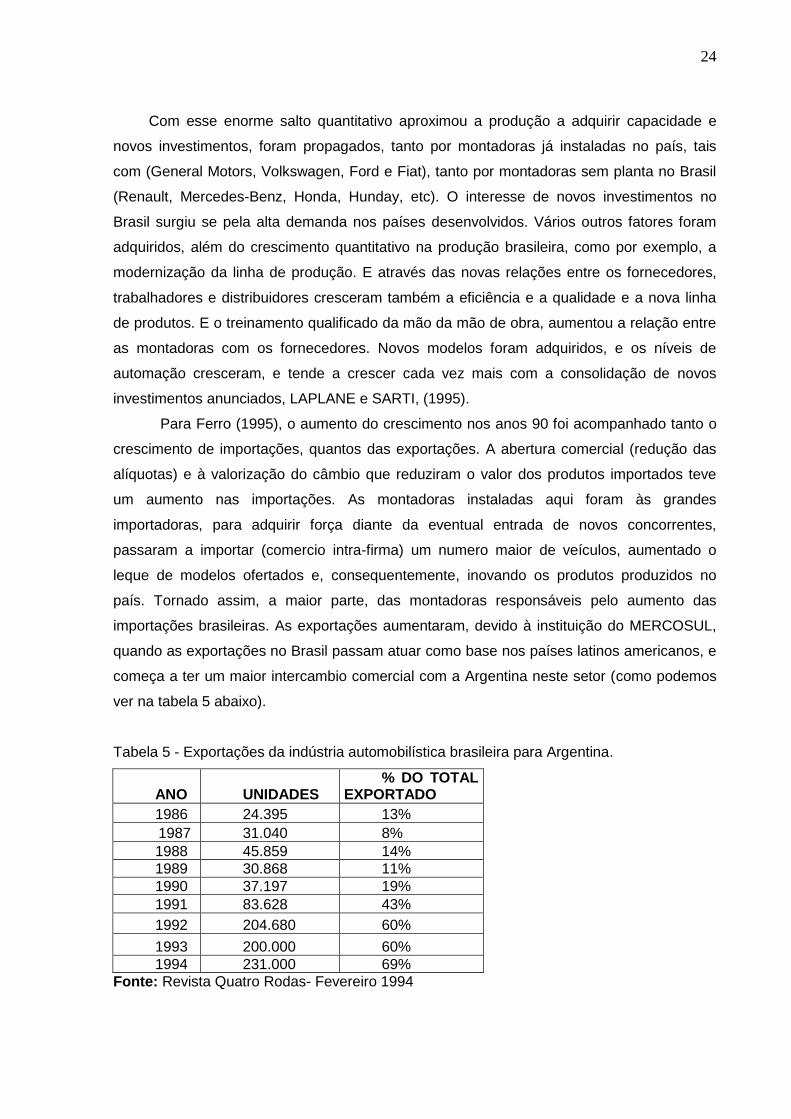
importações brasileiras. As exportações aumentaram, devido à instituição do MERCOSUL,
quando as exportações no Brasil passam atuar como base nos países latinos americanos, e
começa a ter um maior intercambio comercial com a Argentina neste setor (como podemos
ver na tabela 5 abaixo).
Tabela 5 - Exportações da indústria automobilística brasileira para Argentina.
ANO UNIDADES % DO TOTAL
EXPORTADO
1986 24.395 13%
1987 31.040 8%
1988 45.859 14%
1989 30.868 11%
1990 37.197 19%
1991 83.628 43%
1992 204.680 60%
1993 200.000 60%
1994 231.000 69%
Fonte: Revista Quatro Rodas- Fevereiro 1994
25
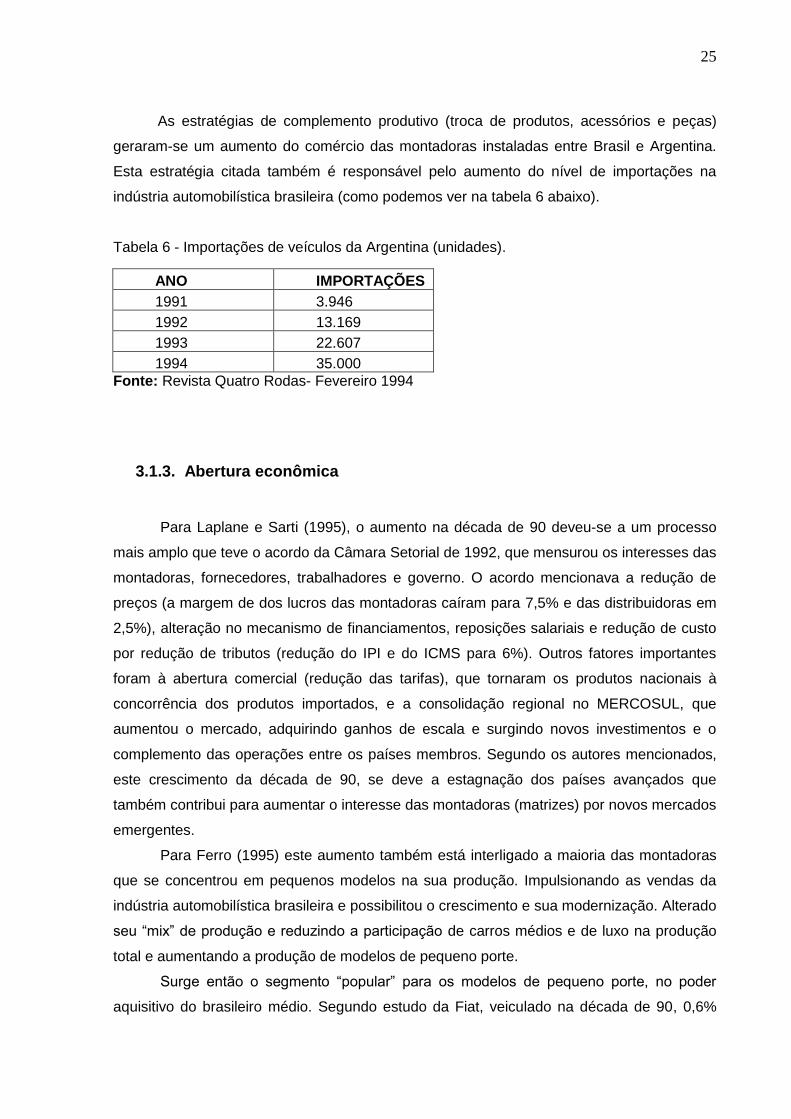
As estratégias de complemento produtivo (troca de produtos, acessórios e peças)
geraram-se um aumento do comércio das montadoras instaladas entre Brasil e Argentina.
Esta estratégia citada também é responsável pelo aumento do nível de importações na
indústria automobilística brasileira (como podemos ver na tabela 6 abaixo).
Tabela 6 - Importações de veículos da Argentina (unidades).
ANO IMPORTAÇÕES
1991 3.946
1992 13.169
1993 22.607
1994 35.000
Fonte: Revista Quatro Rodas- Fevereiro 1994
3.1.3. Abertura econômica
Para Laplane e Sarti (1995), o aumento na década de 90 deveu-se a um processo
mais amplo que teve o acordo da Câmara Setorial de 1992, que mensurou os interesses das
montadoras, fornecedores, trabalhadores e governo. O acordo mencionava a redução de
preços (a margem de dos lucros das montadoras caíram para 7,5% e das distribuidoras em
2,5%), alteração no mecanismo de financiamentos, reposições salariais e redução de custo
por redução de tributos (redução do IPI e do ICMS para 6%). Outros fatores importantes
foram à abertura comercial (redução das tarifas), que tornaram os produtos nacionais à
concorrência dos produtos importados, e a consolidação regional no MERCOSUL, que
aumentou o mercado, adquirindo ganhos de escala e surgindo novos investimentos e o
complemento das operações entre os países membros. Segundo os autores mencionados,
este crescimento da década de 90, se deve a estagnação dos países avançados que
também contribui para aumentar o interesse das montadoras (matrizes) por novos mercados
emergentes.
Para Ferro (1995) este aumento também está interligado a maioria das montadoras
que se concentrou em pequenos modelos na sua produção. Impulsionando as vendas da
indústria automobilística brasileira e possibilitou o crescimento e sua modernização. Alterado
seu “mix” de produção e reduzindo a participação de carros médios e de luxo na produção
total e aumentando a produção de modelos de pequeno porte.
Surge então o segmento “popular” para os modelos de pequeno porte, no poder
aquisitivo do brasileiro médio. Segundo estudo da Fiat, veiculado na década de 90, 0,6%
26
das famílias brasileiras (famílias com renda acima de 25.000 dólares/ano) compravam 56%
dos veículos novos e 0,8% das famílias (famílias com renda acima de 17.000 dólares/ano)
compravam 71% dos veículos novos. A solução feita através dos estudos era a redução do
IPI para carros de pequeno porte, cuja quantidade de demanda era alta (uma baixa
diminuição no preço gera um grande aumento na demanda), tornando assim, famílias com
rendas menores dentro do mercado consumidor.
3.1.4. Especialização da produção em carros de pequeno porte.
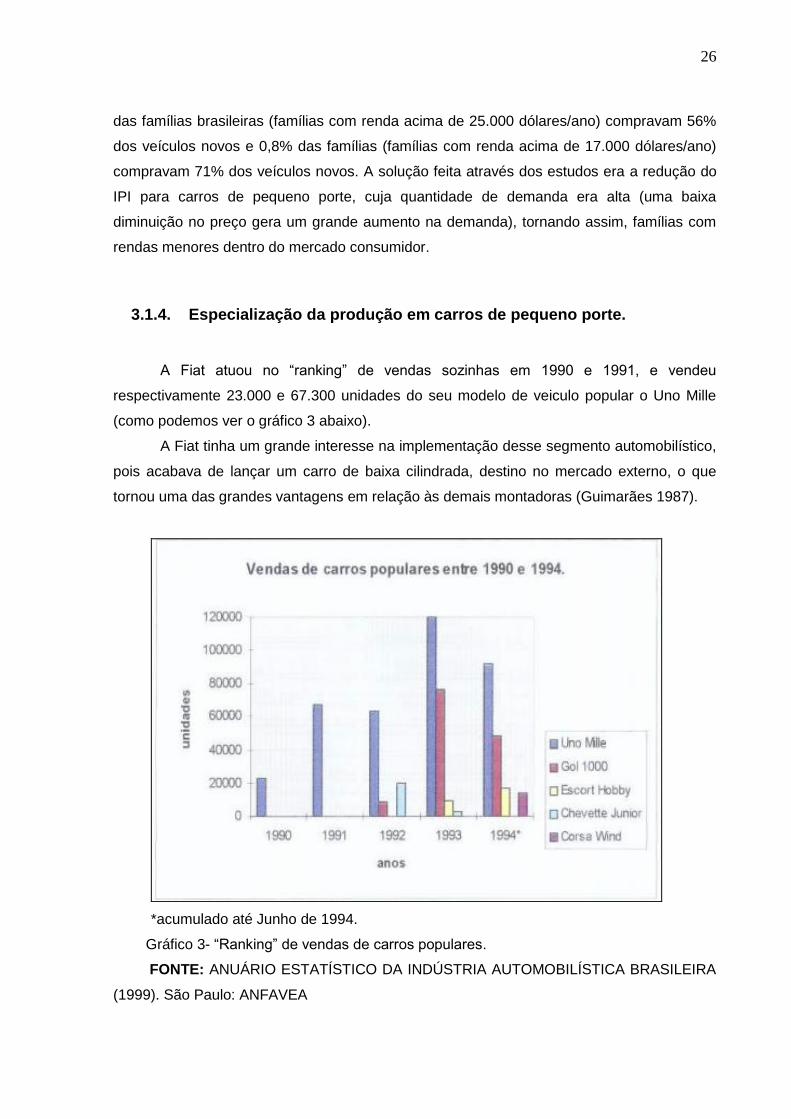
A Fiat atuou no “ranking” de vendas sozinhas em 1990 e 1991, e vendeu
respectivamente 23.000 e 67.300 unidades do seu modelo de veiculo popular o Uno Mille
(como podemos ver o gráfico 3 abaixo).
A Fiat tinha um grande interesse na implementação desse segmento automobilístico,
pois acabava de lançar um carro de baixa cilindrada, destino no mercado externo, o que
tornou uma das grandes vantagens em relação às demais montadoras (Guimarães 1987).
*acumulado até Junho de 1994.
Gráfico 3- “Ranking” de vendas de carros populares.
FONTE: ANUÁRIO ESTATÍSTICO DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA
(1999). São Paulo: ANFAVEA

27
E em 1992, surgem os modelos de mil cilindradas da Volkswagen e GM (Gol 1000 e
Chevette Junior, respectivamente). Os modelos, não conseguiram chegar ao patamar do
modelo da Fiat (como podemos ver o gráfico 3 acima). O Chevette devido o seu “design”10
anos mais velho, tornou-se inferior ao seu concorrente e não prévia a ocupação de
motorização de pequeno porte, ao contrário, do Uno, que seu projeto já prévia o uso deste
tipo de motorização (Laplane e Sarti, 1995).
O modelo Fiat mantém na liderança das vendas entre 1993 e 1995 (como podemos
ver o gráfico 3 acima e o gráfico 4 abaixo), e surgem novos modelos no segmento (Escort
Hobby, Corsa Wind e novo Gol 1000), esse segmento passa por uma grande expansão,
gerando maior lucratividade nas vendas totais de veículos de passeio.
Em 1994, devido ao elevado aumento da oferta de veículos, iniciou-se o programa de
vendas “On line” da Fiat, e com o decorrer do tempo toda a linha de produtos, permitia ao
cliente escolher as características do seu modelo (cor, equipamentos, etc), mediante um
adiantamento de 50% do valor do carro escolhido, e o restante era pagos na data da
entrega do carro. O modelo Fiat, gerou um sistema de acesso para o consumidor (Laplane e
Sarti, 1995). Em 1995 o governo aumentou a alíquota do UPI de 0,1% para 8%, fazendo
com que o preço do veiculo popular básico alterasse. Mesmo com o aumento, a demanda
por carros populares continuou crescendo e a participação dos carros populares referentes
às vendas totais continuou se elevando.
Gráfico 4- Taxa de distribuição de vendas de carros populares em 1995.
FONTE: ANUÁRIO ESTATÍSTICO DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA
(1999). São Paulo: ANFAVEA

28
Em 1996, o segmento de carros populares continua com grande demanda e ocorre
uma grande competição entre as montadoras para aumentar as vendas dentro do
segmento. Mesmo a Fiat Liderando as vendas do Uno Mile (como podemos ver o gráfico 5
abaixo), a Fiat desenvolve mais um novo modelo “popular” (Palio 1.0) sem, afastar
definitivamente o Uno Mile. A Ford, para tentar adquirir espaço no segmento, tirou o Escort
Hobby de linha e passou a produzir o novo Fiesta de 1000 cilindradas (Fiesta 1.01),
(Laplane 1998).
* acumulado até Maio de 1996.
Gráfico 5 - Taxa de distribuição de vendas de carros populares em 1996.
FONTE: ANUÁRIO ESTATÍSTICO DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA
(1999). São Paulo: ANFAVEA
3.2. A Relação entre Qualidade e Custos
Existem diversas definições para a qualidade, mas a qualidade absoluta não existe,
cada pessoa ela é diferente. Existem diversas necessidades e desejos esperados por cada
cliente e todos avaliam a qualidade e o preço do produto ou serviço que compraram,
baseando no grau que suas expectativas foram atendidas.
29
Juran (1997) em poucas palavras define qualidade, ao conceituá-la como a
adequação do uso correto. Já para Feigenbaum (1994), qualidade é o cliente que determina,
ou seja, é a combinação de características de produtos e serviços referentes a marketing,
engenharia, produção e manutenção, por meio das quais produtos e serviços em uso
corresponderão á expectativa do cliente atendo suas expectativas.
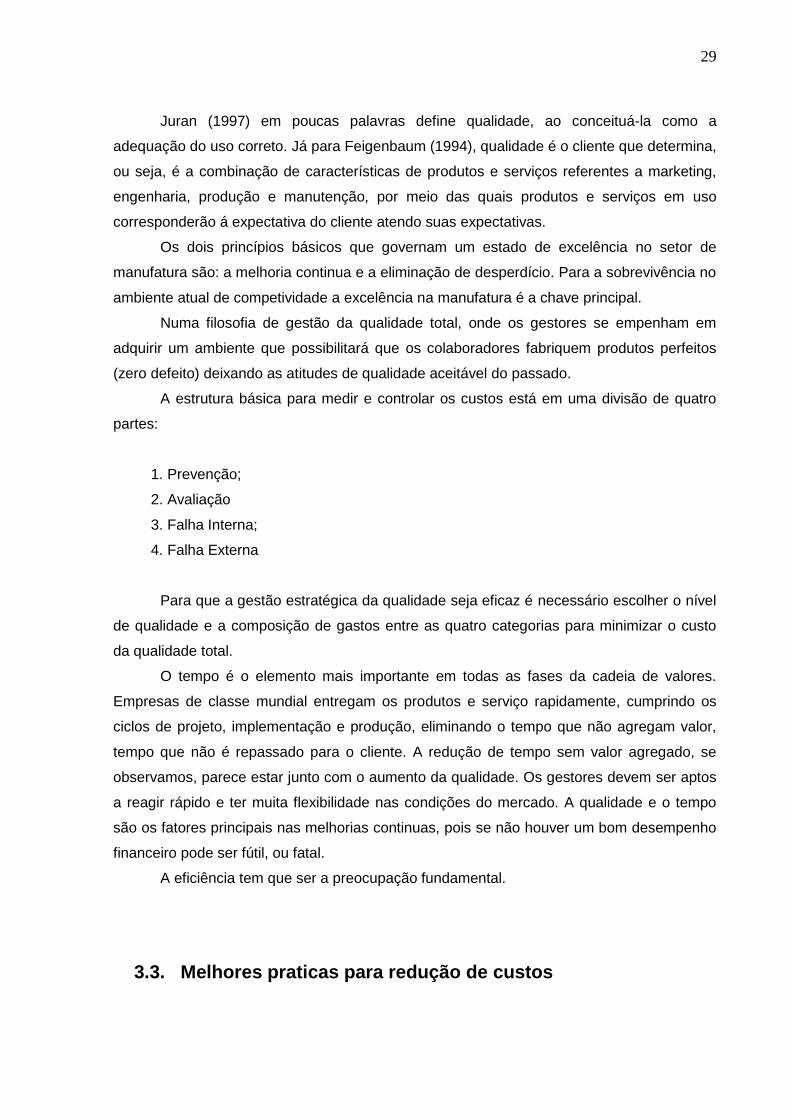
Os dois princípios básicos que governam um estado de excelência no setor de
manufatura são: a melhoria continua e a eliminação de desperdício. Para a sobrevivência no
ambiente atual de competividade a excelência na manufatura é a chave principal.
Numa filosofia de gestão da qualidade total, onde os gestores se empenham em
adquirir um ambiente que possibilitará que os colaboradores fabriquem produtos perfeitos
(zero defeito) deixando as atitudes de qualidade aceitável do passado.
A estrutura básica para medir e controlar os custos está em uma divisão de quatro
partes:
1. Prevenção;
2. Avaliação
3. Falha Interna;
4. Falha Externa
Para que a gestão estratégica da qualidade seja eficaz é necessário escolher o nível
de qualidade e a composição de gastos entre as quatro categorias para minimizar o custo
da qualidade total.
O tempo é o elemento mais importante em todas as fases da cadeia de valores.
Empresas de classe mundial entregam os produtos e serviço rapidamente, cumprindo os
ciclos de projeto, implementação e produção, eliminando o tempo que não agregam valor,
tempo que não é repassado para o cliente. A redução de tempo sem valor agregado, se
observamos, parece estar junto com o aumento da qualidade. Os gestores devem ser aptos
a reagir rápido e ter muita flexibilidade nas condições do mercado. A qualidade e o tempo
são os fatores principais nas melhorias continuas, pois se não houver um bom desempenho
financeiro pode ser fútil, ou fatal.
A eficiência tem que ser a preocupação fundamental.
3.3. Melhores praticas para redução de custos

30
O Brasil tem enfrentado grandes mudanças e adaptações para conseguir atender um
mercado consumidor mais exigente e competitivo. Com isto surgiram a entrada no país de
novas montadoras, novas indústrias e as marcas já presente no país (SALERNO, 1998;). Os
investimentos trouxeram como característica a adequação da modularidade, tanto no projeto
quanto na fabricação.
É considerada uma estratégia a modularidade (MORRIS; DONNELLY, 2004), que
consiste nos produtos formados através de módulos (subconjuntos) que trabalham ao
mesmo tempo e são projetados e fabricados de forma independente Esta aplicação permite
a terceirização do desenvolvimento de alguns módulos (FREDRIKSSON, 2006a).
3.3.1. Os conceitos de modularização na indústria automotiva
A modularização vem sendo adquiridas pelas empresas porque proporciona diversas
vantagens estratégicas que, quando bem desenvolvidas e administradas, podem
proporcionar um diferencial competitivo significativo. A modularização é uma ação
intencional, que possibilita a submontagem dos componentes de um produto, gerando uma
faixa ampliada de produtos finais (SANCHEZ, 2002). Mas alguns fatores negativos devem
ser analisados na decisão:
- Escassez de mão de obra, por falta de pessoas qualificadas.
- Escassez de mão de obra, por demanda no mercado.
- Segurança (layout adequado).
- Fácil acesso para transporte e movimentação das pessoas e de cargas (logística).
- Considerações de custo, qualidade e prazo.
- Porte do projeto.
- Capacidade da empresa em adquirir o mercado local.
- Custo do transporte.
- Custo de instalação.
- Custo de detalhamento (como os módulos se interligam uns aos outros, estes processo
devem ser bem detalhados, pois os ajustes de campo são mais difíceis e custosos).
Como também os fatores positivos:
- Diminuição dos custos.
- Mão de obra mais barata.
- Redução de custo indireto.
- Maior produtividade.
- Redução de tempo.

31
Nos dias atuais a customização em massa, a necessidade de uma variedade de
produtos é muito crescente, além da pressão do mercado para redução no tempo nos
custos no desenvolvimento dos produtos. O mercado automotivo não é diferente. Com o
aumento da competitividade no mercado global, as grandes montadoras têm buscado
formas de redução de tempo e custos, tanto no desenvolvimento de um produto novo no
mercado, como também dos já existentes. E este conceito trouxe grandes benefícios a fim
de manterem a competitividade perante os concorrentes (Ferreira, 2007).
3.3.2. A utilização do KANBAN na redução de custo
Para SHINGO (1996) o sistema Kanban também é chamado de Gestão Visual, pois
trata de uma simbologia visual utilizado nas empresas para registrar ações. Esta palavra
vem de uma origem japonesa e também pode ser utilizado como cartão visual, no Brasil
este sistema começou a ser aplicado para gestão de estoque e controle de fluxo de peças,
por isso dá se o nome de gestão visual.
Estes cartões são métodos utilizados pelas empresas para representar a
necessidade de peças e itens para o processo produtivo podendo ser utilizados através de
meio impresso ou com luzes coloridas. O principal objetivo do sistema Kanban é assegurar
uma integração entre a gestão de estoque e a produção.
Sendo assim, o sistema Kanban é colocado num local especifico na linha de produção,
para indicar a entrega de uma quantidade determinada. Quando se esgotarem todas as
peças, o mesmo aviso é entregue ao seu ponto de partida, onde se solicita um novo pedido
para mais peças. O sistema Kanban permite agilizar a entrega e a produção de peças, pois
conforme a quantidade de cartões disponíveis nos quadros e são tomadas decisões,
priorizando o que é mais necessário, realizando os setups das maquinas ou até mesmo as
paradas para manutenção, (MOURA 1989).
O sistema de Kanban é subdividido em dois tipos: o de produção e o de
movimentação. O sistema Kanban pode ser composto apenas por Kanbans de Produção ou
por Kanbans de Produção + Kanbans de Movimentação.
O cartão que autoriza a produção de determinada quantidade de um item é chamado
de Kanban de produção. Os cartões circulam entre o setor que fornece e a produção, sendo
anexado ás peças imediatamente após a produção e retirados depois que vai para o cliente.
Na sequência, retorna ao processo para autorizar a produção e reposição dos itens
consumidos.
E o Kanban de movimentação é denominado também de Kanban de transporte,
sendo diferenciado do Kanban de Produção que autoriza a movimentação física de peças

32
entre o fornecedor e o cliente. Os cartões geralmente são fixados nos produtos, e o cartão
de movimentação é fixado em substituído ao cartão de produção, e levados a outro
processo ou local, onde são retirados e voltam à etapa inicial, (MOURA 1989).
A grande vantagem da utilização do sistema Kanban para as empresas, claro, é
a redução de custos. Isto por que as empresas ao manterem em estoque apenas o que irão
prontamente consumir conseguem uma maior disponibilidade de capital de giro, não tendo a
necessidade de manter grande capital imobilizado sem saber quando os materiais serão
utilizados. Outras vantagens obtidas com a utilização do método Kanban:
Uma maior capacidade total das linhas produtivas, já que os setores produtivos são
mais bem aproveitados;
Antecipação dos prazos de entrega dos produtos finais aos clientes, já que as
quantidades de materiais para a produção estão sempre disponíveis na quantidade
“puxada” por este cliente;
Redução do nível de existência de produtos finais em estoque. Novamente uma
vantagem da produção “puxada”.
3.4. Como Manter a Redução de Custo na Empresa
Segundo NABUCO (2002), o novo conceito das empresas de grande porte no setor
automobilístico é o objetivo de lançar carros mais competitivos e de maior tecnologia. A
engenharia global está presente na maioria das empresas automobilística, pois um veículo
antes de nascer, já tem seu preço a ser vendido, e o seu desenvolvimento é feito com base
neste objetivo tudo que for acima do custo será trabalhado para esta redução, porem
sempre mantendo a melhor qualidade do veiculo. A parceria conjunta de áreas diferentes
contribui para que a empresa seja mais produtiva e competitiva no mercado.
Os principais focos da indústria sejam qual for seu segmento é a competitividade e
produtividade. Um do principal setor estratégico, que não tem só o objetivo de comprar,
como também de reduzir custos para a empresa é o de Compras. Todo o ganho de
produtividade é atribuído a outras áreas da empresa, a parceria do setor de Compras pode
ser a solução de muitas empresas. Mas para que isto de torne um cenário de realidade, é
necessário buscar bom fornecedores, que oferecem não apenas um bom preço, mas
também uma boa qualidade do produto. Esta busca de fornecedores se torna um grande
desafio para a área, GAZETA MERCANTIL (1997).
33
Nos dias atuais, a responsabilidade de obter um menor custo pela peça não está
mais sobre a responsabilidade dos compradores, mas nas dos engenheiros de
desenvolvimento. A engenharia de produto ao iniciar o desenvolvimento da peça deve se
pensar em reduzir custos. Por este motivo, empresas com ampla visão do futuro tendem a
aproximar cada vez mais da área de compras á área de Engenharia-para empresas
grandes, medias e pequenas seu maior objetivo é o foca em custos. Nas indústrias também
aumentou o contato entre Engenharia de produto e Engenharia de Manufatura (BNDES
1997), pois se observou que as duas áreas podem discutir, desde o inicio, fluxo de
montagem da peça para garantir um excelente lançamento do produto sem que haja
necessidade de reengenharia ou até mesmo correção de peça mal desenvolvida. Se este
conceito for aplicado desde o inicio, as áreas focadas em redução de custo tendem a
desaparecer.
No passado o preço da peça era considerado confidencial, somente o setor de
compras tinha acesso a números e quantidades. Já, hoje houve uma mudança. Os
Engenheiros de produto não só tem acesso às informações como devem solicitar melhoria
continua envolvendo redução de custo da peça. O objetivo é ter uma ampla visão de onde
sua peça pode ser melhorada é se capaz de reduzir ainda mais, por exemplo, custo de mão
de obra, materiais, fornecedores ou logístico (BNDES 1997).
O objetivo do Engenheiro e do comprador é reduzir custos. Onde cada um contribui
com o seu conhecimento e experiência adquirida- desenvolvendo novas tecnologias,
adquirindo materiais competitivos e minimizando massa das peças, buscando fornecedores
que atendam os critérios exigidos tanto de qualidade, custo e pontualidade na entrega da
peça (BNDES 1997). Estes conceitos para novos desenvolvimentos estão tendo grande
sucesso em empresas, pois é esta a tendência para se tornar e manter competitivo no
mercado.
4. METODOLOGIA
Para elaboração deste trabalho, foi escolhido um método descrito por Falconi [1],
chamado de “QC Story” que pode ser bem mais descrito pela tabela abaixo 7 a seguir.
O ciclo PDCA, citado na tabela 7, é definido por Falconi [1] como um método para prática de
controle, e os termos no ciclo PDCA, mostrado na figura 8 a seguir têm o seguinte
significado.

34
Figura 8- Ciclo PDCA [1]- Fonte: Adaptado de CAMPOS, 2004.
Planejamento (Plan)
o Estabelecer metas sobre os itens de controle;
o Estabelecer a maneira (método) para atingir as metas.
Execução (Do)
o Execução das tarefas exatamente como previsto.
Verificação (Check)
o Compara resultados alcançados com a meta planejada.
Atuação corretiva (Act)
o Detectar e atuar nos desvio, no sentido de fazer correções definitivas para que
o problema nunca volte a ocorrer.
A tabela 7 a seguir apresenta em maiores detalhes:

35
Tabela 7- Método de solução de problema “QC Story” [1].
Fonte: CAMPOS, 2004.
4.1. Identificação do problema
4.1.1. Definição do problema
Foi feita uma análise pelo autor do trabalho, junto com outros funcionários dos setores
de Qualidade, Eng. Manufatura, Almoxarifado e Produção, para definir qual problema
deveria ser alvo do estudo e conclui-se que, dentre os problemas, o mais critico no momento
é o consumo excessivo de fitas.
36
4.1.2. Histórico do problema
O problema foi analisado durante o período de Fevereiro/2014 a Junho/ 2014 e
verificou-se que em média utiliza 50% de consumo a mais do especificado. Foi feita uma
análise mais profunda deste consumo e concluiu-se que no período estudado não havia a
utilização correta nos enfitamentos e o consumo final das fitas. Para esta análise foi utilizado
o acompanhamento full time na linha de montagem e a distribuição de fitas por postos de
trabalho.
4.2. Observação
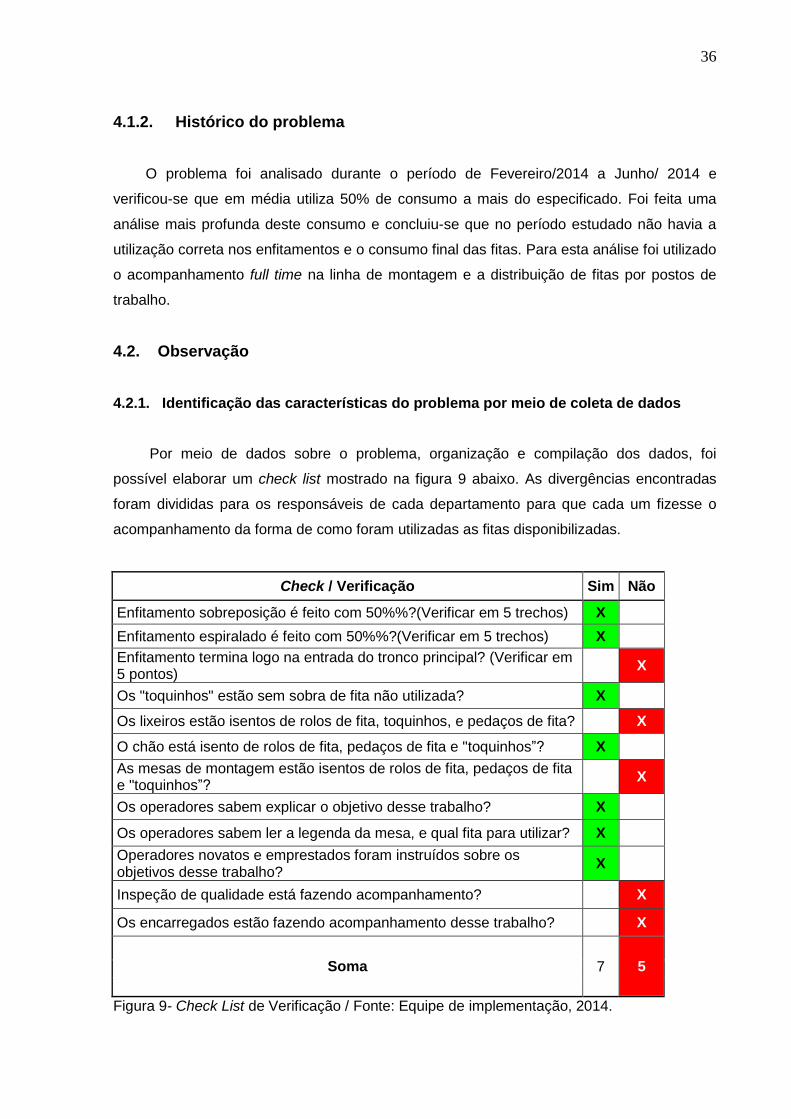
4.2.1. Identificação das características do problema por meio de coleta de dados
Por meio de dados sobre o problema, organização e compilação dos dados, foi
possível elaborar um check list mostrado na figura 9 abaixo. As divergências encontradas
foram divididas para os responsáveis de cada departamento para que cada um fizesse o
acompanhamento da forma de como foram utilizadas as fitas disponibilizadas.
Check / Verificação Sim Não
Enfitamento sobreposição é feito com 50%%?(Verificar em 5 trechos) X
Enfitamento espiralado é feito com 50%%?(Verificar em 5 trechos) X
Enfitamento termina logo na entrada do tronco principal? (Verificar em 5 pontos)
X
Os "toquinhos" estão sem sobra de fita não utilizada? X
Os lixeiros estão isentos de rolos de fita, toquinhos, e pedaços de fita? X
O chão está isento de rolos de fita, pedaços de fita e "toquinhos”? X
As mesas de montagem estão isentos de rolos de fita, pedaços de fita e "toquinhos”?
X
Os operadores sabem explicar o objetivo desse trabalho? X
Os operadores sabem ler a legenda da mesa, e qual fita para utilizar? X
Operadores novatos e emprestados foram instruídos sobre os objetivos desse trabalho?
X
Inspeção de qualidade está fazendo acompanhamento? X
Os encarregados estão fazendo acompanhamento desse trabalho? X
Soma 7 5
Figura 9- Check List de Verificação / Fonte: Equipe de implementação, 2014.
37
4.3 Análise
4.3.1. Definição das causas influentes
Nesta etapa foi feito uma reunião com toda a equipe. A reunião foi feita com o objetivo de
levantar as possíveis causas influentes no problema e foi utilizado o check list da figura 9,
citado anteriormente para levantamento. No inicio foi reforçado com os participantes a
função do check list e os fatores para se obter bons resultados no processo produtivo. A
reunião levou cerca de uma hora, porém pode-se perceber que a maioria (cerca de 80%)
das ideias foram geradas nos primeiros trinta minutos. As possíveis causas obtidas foram as
seguintes:
A dificuldade do operador em fazer o acabamento;
Os operadores não utilizam as fitas até o fim;
Muitas mudanças no processo;
Fitas são deixadas sobre as mesas de montagem;
Fitas são jogadas nos lixos;
Operadores com excesso de fitas.
5. IMPLANTAÇÃO DA MELHORIA NA LINHA DE PRODUÇÃO
Com as informações obtidas na analise, foi desenvolvida uma nova maneira de se
abastecer as fitas e a utilização das mesmas. Foi projetada uma vitrine de fitas como se
pode ver a figura 10 a seguir, onde as fitas não são mais de livre acesso aos operadores,
esta vitrine é composto por cadeado e somente o líder de produção tem acesso. Esta vitrine
é abastecida pelo fluxo normal do Kanban.

38
Figura 10- Vitrine de fitas Fonte/ Equipe de melhorias, 2014.
5.1. Treinamento para os operadores
Iniciando o processo de implementação da vitrine na linha de produção, realizou-se no
dia 15 julho de 2014 o primeiro treinamento com todos os operadores da empresa que
seriam responsáveis pela implementação e treinamento dos colaboradores.
Este treinamento foi ministrado pelo gerente da manufatura da empresa, e foi
constituído por duas etapas, sendo uma teórica e outra pratica.
Nesta primeira etapa do treinamento foram relatados todos os conceitos relacionados
ao uso adequado da vitrine, e também como os multiplicadores estariam se comportando
em sua implementação e treinamentos dos operadores.
A segunda etapa foi constituída de um treinamento de caráter pratico com todos os
operadores que utilizam fitas. Os operadores foram treinados a fazer o acabamento correto,
e a utilizar as fitas até o fim, sendo que, eles somente terão outra fita quando devolverem o
(“toquinho”) rolo de fita vazio, ou seja, as fitas ficam armazenadas na vitrine, e os
operadores fazem as trocas com as lideres, eles devolvem os “toquinhos” e a líder entrega
outra fita para o consumo e assim sucessivamente.
39
6. Conclusão
O objetivo do presente trabalho foi analisar problemas de custo no setor de produção
de uma empresa automobilística multinacional, apresentar e desenvolver proposta de
melhoria para este processo. Os problemas foram analisados utilizando-se uma parte do
método “QC Story”.
Com a implementação da vitrine de fitas, o consumo foi reduzido em 30%, o que
refletiu diretamente no kanban e nos custos da empresa. Houve uma melhoria significativa
no processo, eliminando os desperdícios e disciplinou os colaboradores a importância do
consumo necessário.
Numa ordem de grandeza era consumido em média 1728,00mts/semana de fitas,
num total mensal de 6,912 mts, através desta implementação passou a ser utilizado 4838,4
mts/ semanal .
Baseando-se num calculo de consumo onde cada fita custa em média R$0,88, foi
possível reduzir os custos de R$6.082,56 para R$ 4.257,792, a qual tivemos um ganho de
aproximadamente R$ 1.824,768/mês e que durante esse quatro meses de implementação
deste novo processo, conseguimos gerar um lucro de R$ 7.299,072.
O trabalho realizado diminuiu o consumo de fitas e maior lucratividade na empresa e o
que gerou extremo contentamento dos técnicos que agora não se desgastam tanto para o
acompanhamento do consumo das fitas, pois a quantidade de rota do kanban reduziram de
8 para 5, e utilizam melhor o tempo disponível para atividades que agregam mais valor.

40
REFERENCIAS
ANFAVEA. Anuário da indústria automobilística brasileira. São Paulo, 2004.
ANUÁRIO DA INDÚSTRIA AUTOMOBILÍSTICA BRASILEIRA 1999 (1999). São
Paulo: ANFAVEA.
BNDES (1997) “Novos Investimentos na Indústria Automobilística”, Informe Setorial – Gerência Setorial de Automotivos, no 11, abril.
[1] CAMPOS, Vicente Falconi – TQC – Controle da Qualidade Total (no estilo
japonês).8. Ed. Nova Lima: INDG Tecnologia e Serviços Ltda, 2004.
Equipe de implementação, 2014.
FEIGENBAUM, Armand V. Controle da qualidade total: gestão e sistemas. v.1.
40.ed. São Paulo: Makron Books, 1994.
FERREIRA, da Silva Cátia. Diretrizes para a definição de estratégias para o
desenvolvimento de veículos globais. Engenharia Automotiva. 2007.
FERRO,- J.R. ( 1990) Para Sair da Estagnação e Diminuir o Atraso Tecnológico da
Indústria Automobilistica Brasileira. Relatório do Convênio IPT/UNICAMP-IE_ mimeo.
FERRO, José Roberto (1993). Competitividade da indústria automobilística.
In: COUTINHO, Luciano C. et al., coords. Estudo da competitividade da
indústria brasileira. Campinas: MCT/ FINEP/ PAC/ DCT.
FERRO,lR (1995)_"A Indústria Automobilística no Brasil:Desempenho. Estratégias. e
Opções de Política lndustrial."Policy Paper, n.14,1LDESFES, fevereiro.
FREDRIKSSON, P. Operations and logistics issues in modular assembly processes: cases
from the auto-motive sector. Journal of Manufacturing Technology Management, v. 17, n. 2,
p. 168-186, 2006a.
41
GAZETA MERCANTIL. Análise Setorial: Indústria de Autopeças e Industria Automobilística. Volumes I, II e III. São Paulo: Gazeta Mercantil, 1997.
GUIMARÃES, Eduardo Augusto (1987). Acumulação e crescimento da firma: um estudo de organização industrial. Rio de Janeiro: Guanabara.
JURAN, J. M. A qualidade desde o projeto: os novos passos para o planejamento
da qualidade em produtos e serviços. 3.ed. São Paulo: Pioneira, 1997.
LAPLANE, Mariano F. O Complexo Eletrônico na Dinâmica Industrial dos Anos
80.Campinas, Universidade Estadual de Campinas, Instituto de Economia, Tese de
Doutoramento, 1992.
LAPLANE, M. & SARTI, F "A REESTRUTURAÇÃO DO SETOR AUTOMOBILÍSTICO
BRASILEIRO NOS ANOS 90."mimeo Novembro, 1995.
LAPLANE, M. F. Novo Ciclo de Investimentos e Especialização Produtiva. In: O Brasil e o Mundo no limiar do novo século: Fórum Nacional. VELLOSO, J. P. R. (org.). José Olympio Editora, 1998.
Manual de projeto de chicotes elétricos-Kromberg & Schubert do Brasil- 17/07/2011
NABUCO, et al., A Industria Automotiva – A nova geografia do setor produtivo. São Paulo: DP&A, 2002.
MORRIS, D.; DONNELLY, T.; DONNELLY, T. Suppliers parks in the automotive
industry. Supply Chain Management: an International Journal, v. 9, n. 2, p. 129 – 133, 2004.
MOURA, Reinaldo A. A simplicidade do controle de produção. 3.ed. São Paulo: IMAN, 1989.
Revista – QUATRO RODAS - Fevereiro de 1994.
SALERNO, M. S. et al. Changes and persistence on the relationship between assemblers
and suppliers in Brazil. Actes du Gerpisa, Paris, n. 24, p. 51-66, déc. 1998.
SANCHEZ, R. Using modularity to manage the interactions of technical and industrial
design. Design Management Journal, Boston, v. 2, p. 9-19, 2002.
42
SANCHEZ, R.; COLLINS, R. P. Competing and learning in modular markets. Elsevier
Science, Long Range Planning, London, p. 01-22, 2001. Disponível em:
<http://www.irpjournal.com>. Acesso em: 16/08/2003.
SHINGO, Shigeo. 0 Sistema Toyota de Produção do Ponto de Vista da Engenharia de
Produção. 2. ed. Porto Alegre. Artes Medicas. 1996.
.