proposta de melhoria no plano de manutenÇÃo do sistema de...
TRANSCRIPT

PROPOSTA DE MELHORIA NO PLANO DE MANUTENÇÃO DO SISTEMA DE
REFRIGERAÇÃO DE UM EDIFÍCIO DA REDE GLOBO
Cayo Rodrigues Ferreira
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Fábio Luiz Zamberlan
Rio de Janeiro
Setembro de 2018


i
Ferreira, Cayo Rodrigues
F383p PROPOSTA DE MELHORIA NO PLANO DE
MANUTENÇÃO DO SISTEMA DE REFRIGERAÇÃO DE UM
EDIFÍCIO DA REDE GLOBO/Cayo Rodrigues Ferreira. – Rio de
Janeiro: UFRJ/Escola Politécnica, 2018.
XV, 76 p.: il.; 29,7 cm.
Orientador: Fábio Luiz Zamberlan
Projeto de Graduação – UFRJ/Escola Politécnica/Curso de
Engenharia Mecânica, 2018.
Referências Bibliográficas: p. 61–62.
1. Manutenção 2. Refrigeração 3. Criticidades 4. Instruções
operacionais 5. Capacidade produtiva I. Zamberlan, Fábio Luiz. II.
Universidade Federal do Rio de Janeiro, Escola Politécnica, Curso de
Engenharia Mecânica. III. Proposta De Melhoria No Plano De
Manutenção Do Sistema De Refrigeração De Um Edifício Da Rede
Globo.

ii
AGRADECIMENTOS
Agradeço aos meus pais, Rosana e Antonio Carlos, por me proporcionarem toda
a estrutura familiar, todo o amor e apoio necessário para atravessar esses anos difíceis,
porém engrandecedores.
Agradeço ao meu irmão, Natan, por ser meu amigo de todas as horas e por me
empurrar em direção ao sucesso ao me fazer querer dar um bom exemplo.
À minha namorada, Carolina, agradeço pela força e pelo incentivo nos momentos
mais desgastantes, quando foi de grande valia ter alguém que conhecesse tão bem quanto
eu as agruras do curso de engenharia.
Ao meu padrinho, Marcelo, agradeço pela oportunidade recebida e pelos
ensinamentos que me trouxeram tanta experiência.
Ao meu primo e melhor amigo, Jonathan, sou grato pelo apoio, amor e amizade
incondicional durante toda a minha vida.
Agradeço também aos meus amigos e colegas de faculdade, com os quais pude
dividir momentos de tensão, tirar dúvidas, receber incentivo e são quem fizeram esses
anos serem mais leves e divertidos.
A todos da equipe Minerva Aerodesign, agradeço pelos anos incríveis que
passamos juntos e por todos os aprendizados que dividimos.
Ao professor Fábio Zamberlan, agradeço pela disponibilidade de me orientar
nesse projeto e pela gentileza e paciência em todas as reuniões que tivemos.
Aos amigos e professores do CEFET, sou grato pela base técnica e psicológica
fundamental para passar pelo curso de engenharia com resiliência e maturidade.
Sou grato também a todos os meus amigos de intercâmbio e professores da The
University of Strathclyde por proporcionarem uma experiência absolutamente fantástica
e tornarem 2014 o melhor ano da minha vida.
Agradeço a todos que direta ou indiretamente contribuíram de alguma forma para
o êxito da minha formação como engenheiro.

iii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
PROPOSTA DE MELHORIA NO PLANO DE MANUTENÇÃO DO SISTEMA DE
REFRIGERAÇÃO DE UM EDIFÍCIO DA REDE GLOBO
Cayo Rodrigues Ferreira
Setembro/2018
Orientador: Fábio Luiz Zamberlan
Curso: Engenharia Mecânica
O presente projeto busca revisar o plano de manutenção atualmente vigente nos edifícios
possuídos pela empresa Rede Globo e apresentar melhorias que possibilitem um ganho
técnico e econômico não só para esta companhia, como também para a empresa
contratada para planejar e executar esse plano. Foi feito um questionário com os
funcionários do time de manutenção, onde puderam ser identificados os principais pontos
carentes de aperfeiçoamento. A partir daí, fez-se uma consulta profunda à literatura, tanto
referente à manutenção quanto à refrigeração, tornando possível a constatação das
melhores práticas que poderiam ser colocadas em funcionamento. Além disso, através do
exame aos materiais de refrigeração, foi possível agregar mais conhecimento do
funcionamento dos sistemas de condicionamento de ar e consequentemente estabelecer
ações mais corretas no que diz respeito a esse tipo de equipamentos. Fizeram-se então
alterações no critério para estabelecimento de criticidades, assim como adequações nas
instruções operacionais. De posse desses resultados, foi possível estabelecer um modelo
para programação de ações planejadas de manutenção, assim como para o cálculo de
demanda de mão-de-obra e quantos colaboradores seriam necessários para atendê-la. O
projeto será apresentado aos responsáveis pela gerência do plano na empresa, onde poderá
trazer benefícios e ganhos de rendimento.

iv
Abstract of Monograph present to Poli/UFRJ as a partial fulfillment of the requirements
for degree of Mechanical Engineer.
IMPROVEMENT PROPOSAL FOR A HVAC SYSTEM MAINTENANCE PLAN IN
A REDE GLOBO’S BUILDING
Cayo Rodrigues Ferreira
September/2018
Advisor: Fábio Luiz Zamberlan
Course: Mechanical Engineering
This work seeks to review the maintenance plan that is currently being followed
at Rede Globo’s buildings and present improvements that could bring a technical gain, as
well as an economic one, not only to this company but also to the one which has been
hired to create and run this plan. A questionnaire has been presented to the maintenance
team’s workers, through which we were able to identify the main aspects that were
seeking enhancements. From then on, a very throughout search in the literature was done,
concerning not only maintenance techniques but also HVAC systems, and this way we
were able to find the best maintenance practices which could be applied to our system.
Besides that, it was possible to acquire more knowledge with respect to HVAC systems
and consequently establish better actions as far as this type of equipment is concerned.
After that, changes in the priority determination criteria were made, as well as adjustments
in the operational checklists. With these results, we could establish a model to program
all planned maintenance actions and another one to estimate work demand and how many
workers would be needed to serve it. This project will be presented to maintenance
managers in the company, where it will hopefully bring benefits and efficiency gains.

v
SUMÁRIO
LISTA DE FIGURAS ........................................................................................ viii
LISTA DE TABELAS ......................................................................................... ix
LISTA DE GRÁFICOS ........................................................................................ x
NOMENCLATURA ............................................................................................ xi
CAPÍTULO 1 - INTRODUÇÃO ..................................................................... 12
1.1 Considerações Iniciais .......................................................................... 12
1.2 Local estudado ...................................................................................... 13
1.3 Justificativa ........................................................................................... 15
1.4 Objetivo................................................................................................. 15
1.5 Metodologia .......................................................................................... 16
CAPÍTULO 2 - REVISÃO BIBLIOGRÁFICA .............................................. 17
2.1 Histórico da Manutenção ...................................................................... 17
2.2 Definição e função da Manutenção....................................................... 19
2.3 Técnicas de Manutenção ....................................................................... 20
2.3.1 Manutenção à Demanda ou Imprevista ........................................... 20
2.3.2 Manutenção Preventiva ................................................................... 21
2.3.3 Manutenção Preditiva...................................................................... 23
2.3.4 Manutenção Detectiva ..................................................................... 25
2.3.5 Otimização de Manutensibilidade ................................................... 25
2.4 Sistemas de condicionamento de ar ...................................................... 26
2.4.1 Sistemas Descentralizados .............................................................. 27
2.4.2 Sistemas Centralizados.................................................................... 27
CAPÍTULO 3 - SISTEMA ESTUDADO ........................................................ 30
3.1 Mapeamento de equipamentos .............................................................. 30
3.2 Funcionamento dos equipamentos ........................................................ 31

vi
3.2.1 Unidade condicionadora de ar de janela (ACJ)............................... 31
3.2.2 Caixa plenum .................................................................................. 31
3.2.3 Máquina frigorífica ......................................................................... 32
3.2.4 Unidades de tratamento de ar .......................................................... 33
3.2.5 Split-systems ................................................................................... 34
CAPÍTULO 4 - CRITICIDADES .................................................................... 36
4.1 Distribuição atual de criticidades .......................................................... 36
4.2 Critério proposto ................................................................................... 38
4.3 Distribuição revisada de criticidades .................................................... 39
4.4 Técnicas de manutenção utilizadas ....................................................... 41
CAPÍTULO 5 - INSTRUÇÕES OPERACIONAIS ......................................... 42
5.1 Máquinas frigoríficas ............................................................................ 42
5.2 UTA ...................................................................................................... 49
CAPÍTULO 6 - PROGRAMAÇÃO E MÃO-DE-OBRA ................................ 55
6.1 Programação ......................................................................................... 55
6.2 Capacidade produtiva............................................................................ 58
CAPÍTULO 7 - ANÁLISE CRÍTICA E CONCLUSÃO ................................. 61
7.1 Análise crítica ....................................................................................... 61
7.2 Conclusão .............................................................................................. 61
CAPÍTULO 8 - REFERÊNCIAS BIBLIOGRÁFICAS ................................... 64
APÊNCICES ....................................................................................................... 67
Apêndice 1 – Planilha de criticidade de equipamentos .................................. 67
Apêndice 2 – Calendário de manutenção de máquinas frigoríficas................ 72
Apêndice 3 – Calendário de manutenção de UTA ......................................... 73
ANEXOS ............................................................................................................ 76
Anexo 1 – Instruções operacionais existentes para máquinas frigoríficas
(chamadas de chillers no sistema de gestão da manutenção utilizado pelas empresas)
.................................................................................................................................... 76

vii
Anexo 2 – Instruções operacionais existentes para UTA (chamadas de fan-coil
no sistema de gestão da manutenção utilizado pelas empresas) ................................. 79

viii
LISTA DE FIGURAS
Figura 1.1 Fachada do edifício VM 22 (WIKIMAPIA, 2018) ....................................... 14
Figura 2.2 Diagrama de funcionamento da Manutenção à Demanda (ARAÚJO, 2017, p.
6) ..................................................................................................................................... 20
Figura 2.3 Diagrama de funcionamento da Manutenção Preventiva (ARAÚJO, 2017, p.
8) ..................................................................................................................................... 22
Figura 2.4 Relação entre tempo e desempenho na Manutenção Preventiva (KARDEC E
NASCIF, 2009, p. 43) ..................................................................................................... 22
Figura 2.5 Diagrama de funcionamento da Manutenção Preditiva (ARAÚJO, 2017, p. 9)
........................................................................................................................................ 24
Figura 2.6 Relação entre tempo e desempenho na Manutenção Preditiva (KARDEC &
NASCIF, 2009, p. 47) ..................................................................................................... 24
Figura 2.7 Fluxograma de funcionamento de um sistema centralizado de refrigeração
(Adaptado de: BATHIA, 2018) ...................................................................................... 28
Figura 3.1 Esquema de funcionamento de um ACJ (Fonte: Araújo Abreu Engenharia) 31
Figura 3.2 Caixa plenum (GRUPO HEME ISOLANTES, 2018) .................................. 32
Figura 3.3 Máquinas frigoríficas encontradas no sistema estudado (CARRIER, 2018) 33
Figura 3.4 UTA Carrier (DUFRIO, 2018) ...................................................................... 34
Figura 3.5 Exemplos de instalação de Split-systems (ASHRAE, 2012) ........................ 35
Figura 3.6 Esquema de funcionamento de um Split-system (DAMASCENO, 2014) ... 35
Figura 4.1 Fluxograma decisório para definição de criticidades .................................... 39

ix
LISTA DE TABELAS
Tabela 3.1 Quantidade de cada tipo de equipamento por pavimento (Fonte: Sistema
interno de gestão da manutenção) .................................................................................. 30
Tabela 4.1 Níveis de criticidade existentes no plano em vigor ...................................... 36
Tabela 4.2 Critérios de avialiação para definição de criticidades .................................. 39
Tabela 4.3 Criticidades x Tipos de equipamento ........................................................... 40
Tabela 4.4 Classes de criticidade x Tipo de manutenção adotados ................................ 41
Tabela 5.1 Instruções operacionais de manutenção planejada para máquinas frigoríficas
revisadas ......................................................................................................................... 49
Tabela 5.2 Marca dos fan-coils x Número de equipamentos ......................................... 49
Tabela 5.3 Instruções operacionais de manutenção planejada para UTA revisadas ...... 54
Tabela 6.1 Tipo de OS x HH Previsto ............................................................................ 56
Tabela 6.2 Número de UTA atendidas mensalmente para cada tipo de ação planejada 56
Tabela 6.3 Número de máquinas frigoríficas atendidas mensalmente para cada tipo de
ação planejada................................................................................................................. 57
Tabela 6.4 Capacidade produtiva de um funcionário diarista ........................................ 59
Tabela 6.5 Capacidade produtiva de um funcionário plantonista (escala 12h x 36h) .... 59
Tabela 6.6 Saldo de horas para um funcionário diarista, de acordo com a demanda de HH
calculada ......................................................................................................................... 60
Tabela 6.7 Saldo de horas para um funcionário diarista, de acordo com a demanda de HH
calculada ......................................................................................................................... 60

x
LISTA DE GRÁFICOS
Gráfico 4.1 Distribuição atual de criticidades dos equipamentos de refrigeração ......... 37
Gráfico 4.2 Distribuição de criticidades revisada ........................................................... 40
Gráfico 6.1 Demanda de HH x Mês ............................................................................... 57
Gráfico 6.2 Demanda diária média de HH x Mês .......................................................... 58

xi
NOMENCLATURA
Siglas
AAE Araújo Abreu Engenharia
CAG Central de água gelada
HH Homens-hora
HVAC Heating, Ventilation and Air Conditioning
IO Instrução operacional
MTBF Mean Time Between Failures (Tempo Médio Entre Falhas)
MTTR Mean Time To Repair (Tempo Médio Para Reparo)
OS Ordem de serviço
UTA Unidade de tratamento de ar
VM 22 Von Martius, 22

12
CAPÍTULO 1 - INTRODUÇÃO
O presente capítulo tem como objetivo apresentar os principais fatores existentes
neste trabalho, estabelecendo conceitos que servirão como base para o entendimento do
conteúdo que virá a seguir. Nele, será apresentada a motivação para o projeto, assim como
a importância da manutenção em geral, tanto em empreendimentos de engenharia quanto
em qualquer tipo de edifício, principalmente os de grande porte como o que será
abordado.
1.1 Considerações Iniciais
A atividade da manutenção foi, durante muito tempo, negligenciada pela grande
maioria das organizações. Ela era vista como um conjunto de ações desnecessárias, que
consumia tempo produtivo e dinheiro. No entanto, nas últimas décadas esta mentalidade
evoluiu e cada vez mais as empresas destinam uma parcela considerável de seus recursos
financeiros e pessoais à prática da manutenção de seus equipamentos e instalações. Essa
mudança se deve, em grande parte, ao aumento na concorrência entre companhias, que
gera uma necessidade de se buscar vantagens competitivas em todos os aspectos
possíveis, sendo a manutenção um dos que geram mais economia.
Kardec e Nascif (2009, p. 1) sustentam que, nos últimos cerca de 40 anos, o ramo
do qual este trabalho faz parte tem sido um dos que mais sofrem mudanças e melhorias
dentro da engenharia, sendo isso devido a fatores como o desenvolvimento tecnológico
das máquinas como um todo, novas técnicas criadas para a gestão da manutenção,
projetos mais complexos, entre outros.
Esse movimento tem sido notado principalmente na manutenção industrial, mas
pode ser encontrado também na predial (que é o foco deste texto), com a construção de
edifícios cada vez maiores e mais complexos, onde o conforto das pessoas que se
encontram no interior desses prédios é de suma importância para o objetivo final das
empresas que os administram (como é o caso de prédios comerciais e shopping centers),
e sobretudo com o aumento da preocupação com a segurança e o meio-ambiente.
Segundo cartilha fornecida pelo Ibape/SP, de autoria de Pujadas, Silva, Kalil e
Francisco (2012, p. 11), atividades de manutenção são uma necessidade latente ao longo
da vida útil de construções para que possa ser garantido um nível aceitável de segurança
e performance, tendo estas sido previstas em projeto para atender as necessidades dos
usuários.

13
Ainda de acordo com Pujadas et al. (2012, p. 11), após estudo sobre acidentes
ocorridos em edificações com mais de 30 anos realizado pela Câmara de Inspeção Predial
do Ibape/SP, ficou constatado que 66% das prováveis causas de acidentes são devidas à
má execução da manutenção, deterioração acentuada e queda precoce no desempenho.
Isto mostra que mais da metade dos acidentes podem ser evitados ou, ao menos, ter a sua
probabilidade de acontecimento bastante reduzida com a elaboração de um plano
eficiente e uma boa gestão das ações de manutenção.
Apesar de parecer um custo desnecessário, a não execução das técnicas de
prevenção de falhas pode acarretar em prejuízo funcional, diminuição da performance e
redução na vida útil dos ativos. Além disso, há uma diminuição na confiabilidade das
instalações e um aumento no risco aos seus usuários. Desta forma, a economia
aparentemente feita ao se dispensar a manutenção será menor do que o prejuízo causado
por falhas repentinas e exigência de medidas corretivas.
No Brasil, a atenção dada para a manutenção predial nunca foi muito grande.
Contudo, conforme expõem Pujadas et al. (2012, p. 1), após acidentes graves em
edificações nas cidades do Rio de Janeiro (RJ) e São Bernardo do Campo (SP), ocorridos
em 2012, elevou-se a preocupação com este item, tendo sido criadas leis e normas que
garantissem a preservação dos edifícios.
Além da evidente preocupação maior com segurança e meio-ambiente, aplicável
a qualquer prédio, existe também, no edifício a ser tratado neste trabalho, um padrão de
exigência bem rigoroso quanto ao conforto dos usuários e a integridade de certos
equipamentos, uma vez que estes têm relação direta com o material sendo produzido nas
suas instalações, como será visto a seguir.
1.2 Local estudado
A construção a ser analisada no decorrer deste projeto funciona como emissora da
Rede Globo, rede de televisão comerial aberta brasileira fundada em 1965, localizada no
bairro do Jardim Botânico, no Rio de Janeiro. A empresa conta com 12 mil colaboradores,
tem sua programação assistida por 100 milhões de pessoas diariamente e cobre 98,6%
dos municípios brasileiros, de acordo com documento institucional. Segundo Jeferson
(2012) foi, em 2012, foi classificada como a segunda maior emissora de TV do mundo,
ficando atrás apenas da rede americana ABC.
14
Figura 1.1 Fachada do edifício VM 22 (WIKIMAPIA, 2018)
Além de abrigar as antenas que transmitem o sinal de TV para toda a cidade e
também as retransmissoras ao redor do país, o prédio em questão é onde é produzida a
maior parte dos programas jornalísticos da emissora, pois conta com os estúdios de
gravação de “Bom Dia Brasil”, “Globo Esporte RJ”, “RJ TV”, “Bom Dia Rio”, “Globo
Repórter”, “Esporte Espetacular” e “Fantástico” e também suas redações, além de
diversos programas do canal Globo News.
Nele, o bom funcionamento do sistema de refrigeração é de suma importância pois
a temperatura deve ser rigorosamente controlada dentro de estúdios de gravação, ilhas de
edição e salas de no-break. Nos estúdios, deve-se impedir que os apresentadores
transpirem, que vidros em contato com o exterior embacem, assim como as lentes das
câmeras. Nas ilhas e salas de no-break, deve-se manter os equipamentos eletrônicos
refrigerados, sob risco de perda de dados em caso de falha, causando prejuízo
incalculável. Ademais, os equipamentos de climatização devem, assim como em qualquer
edifício, estar aptos a garantir o conforto dos milhares de colaboradores e visitantes que
passam por lá todos os dias.
A construção possui 5 pavimentos, 7 estúdios atualmente ativos e dezenas de ilhas
de edição, centrais técnicas e casas de máquinas. Neste trabalho, serão considerados os
equipamentos de 2 pavimentos, sendo eles o 1º pavimento/Térreo e a cobertura. Esta
restrição mostrou-se necessária para que houvesse uma diminuição na quantidade de

15
máquinas levadas em conta, permitindo assim a realização do estudo em tempo hábil. A
escolha dos 2 andares mencionados dentre os 5 possíveis foi feita após análise dos locais
atendidos pelos equipamentos localizados nesses pavimentos, buscando locais que
fossem mais relevantes e importantes para o funcionamento da empresa e a produção de
seu conteúdo (programas jornalísticos). Os andares selecionados contêm os principais
estúdios do prédio, portanto têm relação direta com o produto final.
1.3 Justificativa
Com a crise financeira que assolou o Brasil nos últimos anos, tornou-se cada vez
mais latente a necessidade de diminuição de gastos por parte das empresas. Isso fez com
que a Rede Globo, a cada nova licitação entre possíveis contratadas para efetuar os
serviços de manutenção (entre elas a empresa na qual o autor deste trabalho realizou 2
anos de estágio, Araújo Abreu Engenharia), pressionasse para uma queda de custos.
Tendo em vista que o escopo do contrato não se tornaria menor, uma vez que os
prédios atendidos não diminuem de tamanho e a quantidade de edifícios também não cai,
mostrou-se interessante uma revisão do modelo de gestão de manutenção adotado pela
AAE, identificando pontos onde podem ser feitos ajustes de modo a melhorar os
indicadores de manutenção e diminuir o gasto com mão-de-obra e falhas inesperadas.
Assim, a operação poderia continuar viável tanto para a contratante quanto para a
contratada.
1.4 Objetivo
O objetivo deste trabalho é, tomando como base de estudo os equipamentos de
refrigeração localizados em 2 pavimentos do edifício localizado na rua Von Martius, 22,
Rio de Janeiro, formular práticas que possam ser extendidas para o resto das máquinas
atendidas pela empresa contratada e tragam mais eficiência e robustez ao modelo de
gestão e planejamento de manutenção utilizado.
Para isso, será executado um diagnóstico do plano de manutenção em curso
atualmente, através do qual poderão ser apontados aspectos e parâmetros que contribuem
para um desempenho abaixo do ótimo. Estes parâmetros serão então revisados e
ajustados, para que ao final do trabalho haja uma nova proposta de plano de manutenção
apresentada, assim como a exposição das melhorias que o novo plano trará para as
empresas caso seja adotado, em comparação com o antigo.

16
1.5 Metodologia
Para a formulação deste trabalho, realizou-se primeiramente um questionário de
diagnóstico do sistema de manutenção com o gerente e os planejadores da empresa Araújo
Abreu Engenharia. Após obtidas as respostas do questionário, pode-se avaliar quais eram
as maiores deficiências do plano corrente e, assim, determinar um foco para as propostas
de melhoria.
Posteriormente, foi feita uma busca minuciosa na literatura disponível sobre os
assuntos manutenção industrial, manutenção predial e refrigeração, de modo que
pudessem ser encontradas as melhores técnicas existentes para contribuir com um
aumento de eficiência no atendimento.
A fim de comparação, foram feitas também consultas ao sistema digital de gestão
de manutenção e extrações de dados passados sobre o desempenho dos indicadores de
manutenção adotados pelas empresas contratante e contratada.
17
CAPÍTULO 2 - REVISÃO BIBLIOGRÁFICA
Este capítulo apresenta os conceitos teóricos considerados como base para
formulação do restante do trabalho. As ideias introduzidas aqui serão mencionadas no
decorrer deste texto.
2.1 Histórico da Manutenção
De acordo com Kardec e Nascif (2009, p. 1) , o desenvolvimento da manutenção
a partir de 1930 pode ser dividido em 4 gerações.
Durante a primeira delas, que esteve em curso antes da Segunda Guerra Mundial,
eram realizados apenas serviços de limpeza, lubrificação e reparos após falhas. Não havia
necessidade, segundo o pensamento corrente, de uma manutenção sistematizada, uma vez
que a produtividade não era um aspecto prioritário e as demandas de produção não eram
tão severas a ponto de sofrer prejuízos críticos em caso de interrupções. Acreditava-se
que era natural que os equipamentos passassem por desgaste com o decorrer dos anos e
atingissem o ponto onde a falha acontecia, e portanto era importante apenas que houvesse
mão-de-obra capacitada para executar os consertos.
Já a partir dos anos 50, ainda segundo Kardec e Nascif (2009, p. 2), houve
necessidade de um grande aumento da produtividade por conta da demanda alta do
período pós-guerra. Além disso, a diminuição da oferta de mão-de-obra, também efeito
da guerra, causou um aumento na mecanização das linhas de produção. Somando esses
dois fatores, tínhamos um setor industrial fortemente dependente das máquinas, que
deveriam apresentar maior confiabilidade e disponibilidade de modo a evitar falhas e
paradas na produção. Além disso, a maior quantidade de capital investida em maquinário,
que se tornava cada vez mais custoso, levou as pessoas a buscarem métodos de redução
de falhas e quebras.
Foi nesse contexto que entrou em curso a segunda geração do desenvolvimento
da manutenção, com a criação do conceito de manutenção preventiva. Este tipo de
manutenção, na época, consistia de ações efetuadas a intervalos regulares nos
equipamentos. Com isso, o custo da manutenção passou a se elevar quando comparado
aos custos operacionais, tornando necessários os sistemas de planejamento e controle de
manutenção.
Conforme continuam desenvolvendo seu texto, Kardec e Nascif (2009, p. 3)
informam que na década de 70 as paralisações na produção tornaram-se uma preocupação
generalizada. Com efeito, estas se tornavam cada vez mais danosas para as indústrias uma
18
vez que o sistema just in time era bastante utilizado, e portanto os estoques eram reduzidos
e pausas na produção, ainda que pequenas, poderiam paralisar as fábricas e causar grandes
prejuízos. A mecanização e a automação das linhas de produção continuavam crescendo,
tornando ainda mais latente a carência de confiabilidade e disponibilidade dos
equipamentos, já que não só a continuidade da produção como também o padrão de
qualidade exigido eram afetados por falhas nas máquinas.
Ademais das preocupações de cunho financeiro, havia cada vez mais a
preocupação com a segurança e o meio-ambiente. Estes poderiam ser colocados em risco
em caso de falha no maquinário.
Foi nesse período que aconteceu a terceira geração do desenvolvimento da
manutenção, fase em que:
Reforçaram-se o conceito e a utilização da manutenção preditiva.
O avanço da informática permitiu a utilização de computadores pessoais velozes e o
desenvolvimento de softwares potentes para o planejamento, controle e acompanhamento dos
serviços de manutenção.
O conceito de confiabilidade começa a ser cada vez mais aplicado pela Engenharia e na
Manutenção.
O processo de Manutenção Centrada na Confiabilidade (MCC ou RCM em inglês), apoiado nos
estudos de confiabilidade da indústria aeronáutica, tem sua implantação iniciada na década de 90 no
Brasil.
Os novos projetos buscam uma maior confiabilidade, contudo a falta de interação entre as áreas
de engenharia, manutenção e operação, impedia que os resultados fossem melhores e, em
consequência, as taxas de falhas prematuras (mortalidade infantil) eram elevadas. (KARDEC E
NASCIF, 2009, p. 3 e 4).
Já na quarta geração, que vigora no momento, Kardec e Nascif (2009, p. 4)
expõem que continuam-se buscando maneiras de aumentar a disponibilidade, a
confiabilidade e a manutenibilidade, principalmente com as atividades de otimização de
manutensibilidade. Passou-se a ir-se atrás de maneiras de minimizar-se as falhas
prematuras. A análise de falhas tornou-se uma metodologia consagrada como modo de
aumento da performance de equipamentos e fábricas.
Kardec e Nascif (2009, p. 4) também explicam que, com o intuito de reduzir-se as
intervenções nas linhas de produção, passou-se a utilizar, cada vez mais, as práticas de
manutenção preditiva e de monitoramento da condição das máquinas. A manutenção
preventiva ou programada tem sua prática reduzida, já que ela implica em pausa no
funcionamento de equipamentos, o que por sua vez causa um impacto negativo na
produção. Já a manutenção corretiva não planejada é, hoje em dia, evitada de todas as
maneiras e executada só em último caso. Ela tornou-se um indicador de mau
funcionamento do plano de manutenção.
19
Os setores de projeto, operação e manutenção se comunicam cada vez mais, com
o objetivo de garantir o bom funcionamento das fábricas e o baixo índice de falhas nos
equipamentos.
2.2 Definição e função da Manutenção
Por conta das várias concepções erradas criadas a respeito da disciplina
Manutenção numa época onde ela ainda era vista como uma coisa negativa e enraizada
na mente dos engenheiros e gestores até hoje, é importante iniciar o estudo com uma
definição clara da disciplina e da missão geral da Manutenção atualmente.
Segundo Mobley, Higgins e Wikoff (2008, p. 1.9), a Manutenção tem aspectos
muito diferentes, que a tornam uma disciplina fascinante. Ela é uma ciência, pois sua
execução depende de todas as ciências. É uma arte, pois muitas vezes problemas
semelhantes demandam ações totalmente diferentes e, além disso, alguns profissionais da
área demonstram possuir muito mais aptidão e habilidade para a sua execução do que
outros. É uma filosofia, pois a preocupação com sua realização pode ser grande, moderada
ou até mesmo inexistente, sempre dependendo de uma gama enorme de variáveis que
nem sempre são óbvias. Além disso, ela deve se adequar às necessidades da organização
da melhor maneira possível, sendo a maneira como ela é abordada determinante para a
sua efetividade.
De acordo com ABNT (1994, p. 6), para citar o conceito mais comumente aceito,
o termo “manutenção” quer dizer “Combinação de todas as ações técnicas e
administrativas, incluindo as de supervisão, destinadas a manter ou recolocar um item em
um estado no qual possa desempenhar uma função requerida”. Sua missão é, de acordo
com Kardec e Nascif (2009, p. 23), “garantir a confiabilidade e a disponibilidade da
função dos equipamentos e instalações de modo a atender a um processo de produção ou
de serviço, com segurança, preservação do meio ambiente e custo adequados.”.
Neste contexto, a palavra “confiabilidade”, ainda de acordo com a norma NBR
5462, refere-se à “Capacidade de um item desempenhar uma função requerida sob
condições especificadas, durante um intervalo de tempo.” (ABNT, 1994, p. 3).
Já o termo “disponibilidade” significa, segundo o mesmo documento,
“Capacidade de um item estar em condições de executar uma certa função em um dado instante ou
durante um intervalo de tempo determinado, levando-se em conta os aspectos combinados de sua
confiabilidade, mantenabilidade e suporte de manutenção, supondo que os recursos externos
requeridos estejam assegurados.” (ABNT, 1994, p. 2).

20
2.3 Técnicas de Manutenção
Para que essa missão seja cumprida de forma eficaz, foram desenvolvidos com o
passar dos anos diferentes técnicas de manutenção, sendo os 5 tipos principais os
seguintes:
a) Manutenção à Demanda ou Imprevista;
b) Manutenção Preventiva;
c) Manutenção Preditiva;
d) Manutenção Detectiva;
e) Otimização de Manutensibilidade.
2.3.1 Manutenção à Demanda ou Imprevista
Consiste, segundo Alvarez (1988, p. 5), no reparo efetuado no equipamento após
a ocorrência da “falha”, que é definida na norma NBR 5462 como sendo o “término da
capacidade de um item desempenhar a função requerida” (ABNT, 1994, p. 3). Esta
impossibilita a máquina de continuar funcionando adequadamente e força a parada de
forma imprevista, levando o equipamento ao estado conhecido como “pane”. Esta técnica
está ilustrada na figura abaixo:
Figura 2.1 Diagrama de funcionamento da Manutenção à Demanda (ARAÚJO, 2017, p.
6)
A norma técnica NBR 5642 chama esta técnica de “manutenção corretiva” e a
define como sendo a “Manutenção efetuada após a ocorrência de uma pane destinada a
recolocar um item em condições de executar uma função requerida”. (ABNT, 1994, p. 7).
Nos dias atuais, esta técnica é, conforme diz Alvarez (1988, p. 6), evitada pela
grande maioria das equipes de manutenção, por ser uma técnica com vantagens
econômicas obtidas apenas em casos muito específicos, já que ela deve ser aplicada

21
somente aos equipamentos cuja parada não traga nenhum tipo de prejuízo ou transtorno
ao processo de produção da empresa (baixo custo improdutivo). Entre esses
equipamentos, podemos destacar, ainda segundo Alvarez (1988, p. 6), os que servem
como substitutos (stand-by), os de baixo custo de reposição, os de alta simplicidade
estrutural, os de curto período de vida econômica por obsolescência técnica, os de baixa
carga produtiva com independência cronológica no programa de fabricação e os
equipamentos cujas falhas tendem à distribuição probabilística exponencial.
Quando não aplicada a estes casos, a manutenção à demanda deve ser reprimida
por ser, de acordo com Alvarez (1988, p. 6), imprevisível, não permitindo o devido
planejamento, gerar custos maiores por ser aplicável só posteriormente à falha (o que
geralmente leva a panes mais graves), causar a paralisação da produção e
consequentemente um número maior de horas improdutivas, entre outras razões.
Contudo, ainda segundo Alvarez (1988, p. 7), este tipo de técnica nunca poderá
ser reduzido a zero, uma vez que é impossível prever falhas acidentais, que são regidas
por leis probabilísticas, e portanto buscar essa redução não é recomendável econômica e
tecnicamente falando. Desta maneira, haverá sempre um percentual de horas de
manutenção dedicadas à manutenção à demanda, ainda que este valor seja pequeno.
2.3.2 Manutenção Preventiva
Esta técnica é definida na norma NBR 5462 como sendo a “Manutenção efetuada
em intervalos predeterminados, ou de acordo com critérios prescritos, destinada a reduzir
a probabilidade de falha ou a degradação do funcionamento de um item” (ABNT, 1994,
p. 7). Em determinados setores da indústria, por conta das exigências de segurança ou
preservação do meio-ambiente, ela se faz imperativa perante a manutenção à demanda
em alguns componentes ou sistemas.
A manutenção preventiva é, segundo Alvarez (1988, p. 7), executada obedecendo
a um plano previamente elaborado, que determina a frequência de inspeções cujo objetivo
é detectar as falhas latentes, que são aquelas decorrentes de envelhecimento natural,
fadiga ou desgaste e que não necessariamente significam parada no funcionamento do
equipamento, mas sim o estágio inicial no desenvolvimento da falha concreta. Seu
funcionamento pode ser visualizado nas figuras abaixo.

22
Figura 2.2 Diagrama de funcionamento da Manutenção Preventiva (ARAÚJO, 2017, p.
8)
Figura 2.3 Relação entre tempo e desempenho na Manutenção Preventiva (KARDEC E
NASCIF, 2009, p. 43)
A manutenção preventiva deve ser realizada quando os custos e os riscos a seres-
humanos e ao meio ambiente causados por uma parada imprevista do equipamento se
sobrepujarem ao custo de se efetuar uma parada planejada para manutenção. Entre suas
vantagens, podem-se destacar, de acordo com Alvarez (1988, p. 7) a redução das horas
improdutivas, o aumento na vida útil do equipamento e o aumento do índice de
confiabilidade. Esta técnica permite um conhecimento prévio das ações, o que facilita o
trabalho do gestor no controle de recursos humanos e materiais.
Ela é muito útil, segundo Kardec e Nascif (2009, p. 7), quando constatada a
impossibilidade da execução da manutenção preditiva e a dificuldade na liberação
operacional para manutenção de equipamentos críticos.

23
No entanto, como muitas coisas na disciplina Manutenção não são exatas, nem
sempre os fabricantes das máquinas fornecerão todas as informações necessárias para o
estabelecimento de um plano de ações perfeito, assim como muitas vezes não se pode
prever com total acurácia o desempenho de equipamentos em diferentes situações de
exigência. Isso faz com que os planos de manutenção preventiva levem, conforme diz
Alvarez (1988, p. 8), em média um ano para serem ajustados à carência do sistema em
questão. Antes de ser atingida essa etapa, é possível que ocorram falhas antes do tempo
previsto para intervenção, assim como intervenções no equipamento ainda em pleno
funcionamento, acarretando na substituição prematura de componentes.
Além disso, Alvarez (1988, p. 8) lista, entre outras, as seguintes desvantagens:
Exigência de uma estrutura funcional racional, organizada e definida;
Necessidade de inspetores treinados;
Grau médio de confiabilidade quanto à prevenção de falhas concretas;
Exigência de que se desmonte o equipamento parcial ou totalmente.
Esta última pode introduzir no sistema defeitos previamente inexistentes, por
conta de falhas humanas ou de sobressalentes, contaminações introduzidas no sistema de
óleo, danos durante partidas e paradas e/ou falhas dos procedimentos de manutenção.
(KARDEC E NASCIF, 2009, p. 44).
2.3.3 Manutenção Preditiva
Segundo a norma NBR 5462, a manutenção preditiva (também chamada de
manutenção controlada) trata-se da
“Manutenção que permite garantir uma qualidade de serviço desejada, com base na aplicação
sistemática de técnicas de análise, utilizando-se de meios de supervisão centralizados ou de
amostragem, para reduzir ao mínimo a manutenção preventiva e diminuir a manutenção corretiva.”.
(ABNT, 1994, p. 7)
Nesta técnica, parâmetros indicativos do estado do sistema como pressão,
temperatura, potência, entre outros, são medidos e comparados a padrões de desempenho
ótimos ou estabelecidos na fase de projeto. (ALVAREZ, 1988, p. 9)
Desta maneira, pode-se acompanhar e monitorar a condição de funcionamento de
peças, elementos e equipamentos e a ação de correção, quando necessária, é realizada, de
acordo com Kardec e Nascif (2009, p. 45), através de uma manutenção corretiva
planejada. Assim, permite-se que a máquina opere de maneira satisfatória pelo maior
período de tempo possível. Sua dinâmica pode ser visualizada nas imagens abaixo.

24
Figura 2.4 Diagrama de funcionamento da Manutenção Preditiva (ARAÚJO, 2017, p. 9)
Figura 2.5 Relação entre tempo e desempenho na Manutenção Preditiva (KARDEC &
NASCIF, 2009, p. 47)
Suas maiores vantagens são, segundo Alvarez (1988, p. 9), o maior
aproveitamento possível da vida útil de cada elemento constituinte dos sistemas, maior
confiabilidade na detecção de falhas latentes, redução no tempo operativo da manutenção
planejada, uma vez que esse tipo de acompanhamento permite a preparação prévia do
serviço, além da possibilidade de detecção de falhas sem a necessidade de paradas ou
desmonte do maquinário.
Cabe salientar que a Manutenção Preditiva, como o próprio nome sugere, prediz
a condição dos equipamentos porém, na verdade, o que é feito ao decidir-se a favor de
uma intervenção é uma manutenção corretiva planejada.
Apesar de ser uma técnica muito interessante e útil de manutenção, não é em todo
tipo de situação que devemos aplicá-la. Para que ela se torne adequada, de acordo com

25
Kardec e Nascif (2009, p. 45), é necessário que o sistema a ser mantido permita algum
tipo de monitoramento ou medição, isto é, suas possíveis falhas devem ser oriundas de
causas que possam ter sua progressão acompanhada. Além disso, ainda segundo os
mesmos autores, é preciso que se estabeleça um programa de acompanhamento, análise
e diagnóstico sistematizado, o que exige que se haja pessoal altamente capacitado e
instrumentos de medição específicos. Por esta razão, o custo desse tipo de manutenção é
muito elevado, e portanto o item a ser mantido deve ser suficientemente crítico para a
produção, justificando o maior gasto com sua manutenção. Não é recomendada, por
exemplo, a prática da manutenção preditiva em uma lâmpada de iluminação do letreiro
na fachada da fábrica, uma vez que sua influência no andamento da produção não
compensa o gasto extra com a técnica avançada.
2.3.4 Manutenção Detectiva
A Manutenção Detectiva consiste na busca por falhas ocultas, não perceptíveis ao
pessoal de operação e manutenção, nos sistemas de proteção, comando e controle. Com
isso, objetiva-se uma maior confiabilidade na linha de produção. Esta técnica é usada para
garantir a integridade das diversas arquiteturas de controle que atuam automaticamente
quando detectam algum desvio causador de falhas prestes a acontecer sem interferir na
operação. (KARDEC & NASCIF, 2009, p. 48)
Este tipo de manutenção representa uma mudança de patamar na qualidade da
manutenção, dando aos engenheiros a possibilidade de ter o controle da situação e de
atuar na causa das falhas antes mesmos que estas ocorram.
2.3.5 Otimização de Manutensibilidade
Representa uma nova mudança de patamar para a qualidade do serviço prestado
por todas as equipes de manutenção. A Otimização de Manutensibilidade visa, de acordo
com Alvarez (1988, p. 9), não só manter o equipamento em perfeitas condições de
operação como também melhorar o projeto original, tornando o sistema mais eficiente.
Além do ganho na eficiência, outros objetivos das melhorias no projeto são o
aumento na confiabilidade e na disponibilidade, o aumento da segurança, a diminuição
na incidência de falhas, a melhoria nas condições de acesso, visão e manutenção dos
equipamentos, aumento da vida útil das máquinas e redução da necessidade dos outros
tipos de manutenção ao mínimo, beneficiando as condições de funcionamento e operação.
(ALVAREZ, 1988, p. 9)

26
Segundo Kardec e Nascif (2009, p. 50), são atribuições da Otimização de
Manutensibilidade as seguintes ações: gerir materiais e sobressalentes, participar de
novos projetos em conjunto com a equipe de operação, dar suporte à execução, fazer
análise de falhas e estudos, acompanhar os indicadores, entre outras.
Em resumo, essa prática é importante para que a possibilidade de ocorrência de
falhas seja cada vez menor e a linha de produção ou (no caso do presente trabalho) edifício
possa operar com alta confiabilidade e disponibilidade, atendendo aos critérios da equipe
operacional.
2.4 Sistemas de condicionamento de ar
Para edifícios de grande porte, é indispensável o uso de condicionadores de ar.
Não só na situação mais óbvia de ambiente externo com altas temperaturas, como mesmo
nos dias onde a temperatura externa não é alta, quando faz-se necessário o uso deste tipo
de equipamentos para realizar trocas de ar, ventilação e controle de umidade nos recintos
dos prédios, além do controle da temperatura a fim de equilibrar o calor gerado pelos
seres-humanos, equipamentos elétricos e de iluminação existentes nas
salas.(STOECKER & JONES, 1985, p. 2).
Os sistemas de condicionamento de ar, também chamados de sistemas HVAC, são
divididos em categorias de acordo com o método usado para produzir, entregar e controlar
o aquecimento, a ventilação e o ar-condicionado.
Ao projetar um edifício, o engenheiro de refrigeração deve analisar, segundo a
ASHRAE (2012, p. 1.1), junto ao futuro dono do imóvel, qual é o melhor sistema para
atender as demandas de fatores como temperatura, umidade, qualidade e pureza do ar,
número de trocas de ar por hora, clima local, custo inicial, custo de manutenção e vários
outros. Após a análise das demandas, é preciso que se considerem também as restrições
e assim escolha-se o sistema que mais se adeque àquela situação, tendo em mente que
não há um modelo perfeito e sim o mais indicado para uma aplicação específica.
Ainda segundo ASHRAE (2012, p. 1.4), muitas construções podem ser
perfeitamente atendidas por sistemas descentralizados de condicionamento de ar, quando
os equipamentos de refrigeração são de expansão direta e se encontram distribuídos pelo
prédio. A alternativa para este modelo são os sistemas centralizados, onde há uma casa
de máquinas localizada geralmente na cobertura ou no subsolo do edifício. Nela, estão
localizados os equipamentos que realizam o resfriamento de ar ou, mais comumente, de

27
água e os distribuem para os equipamentos de expansão indireta espalhados pela
construção. Esses, por sua vez, efetuam o condicionamento do ar da zona de conforto.
Nesta seção, iremos primeiramente focar nas diferenças entre os sistemas de
condicionamento de ar centralizados e os descentralizados, para posteriormente explicar
com mais detalhes como é o funcionamento do sistema adotado no edifício estudado.
2.4.1 Sistemas Descentralizados
De acordo com ASHRAE (2012, p. 1.4), esses sistemas são mais utilizados em
construções de pequeno a médio porte e/ou quando um baixo custo inicial e a
simplicidade das instalações são importantes. Eles podem atender satisfatoriamente as
necessidades de temperatura, umidade e pressão, porém não tão eficientemente quanto os
sistemas centralizados. Eles também requerem que cada equipamento seja escolhido
individualmente, de acordo com a demanda de uma determinada zona. Em termos de
eficiência energética, não são tão bons quanto os sistemas centralizados.
No que diz respeito ao custo de manutenção, ASHRAE (2012, p. 1.4) diz que pode
haver uma economia (em relação aos sistemas centralizados) quando os equipamentos
são bem escolhidos e posicionados e quando os componentes desses elementos são
padronizados. No entanto, a vida útil destes equipamentos geralmente é menor do que os
que compõem os sistemas centralizados. Os principais elementos desse tipo de sistema
são os condicionadores de ar de janela e os condicionadores de ar tipo split, cujo
funcionamento será abordado posteriormente.
2.4.2 Sistemas Centralizados
São os sistemas que possuem uma central de geração de refrigeração que distribui
o “frio”, na maioria das vezes na forma de água gelada, para todo o edifício. É o modelo
mais utilizado em incorporações de grande porte como grandes prédios comerciais,
shopping centers e hospitais. Segundo ASHRAE (2012, p. 3.1), esse tipo de sistema
representa cerca de 25% das instalações de HVAC. A disposição geral de seus
equipamentos pode ser visualizada na imagem abaixo.

28
Figura 2.6 Fluxograma de funcionamento de um sistema centralizado de refrigeração
(Adaptado de: BATHIA, 2018)
No caso de um sistema de refrigeração por água gelada, como é o estudado neste
trabalho, há uma casa de máquinas chamada Central de Água Gelada (CAG), onde uma
ou mais máquinas frigoríficas (chamadas cotidianamente de chillers, nomenclatura em
inglês, no ramo da refrigeração) resfriam água. Essa água é mandada por bombas, através
de uma tubulação específica, para os condicionadores de ar de expansão indireta
chamados de unidades de tratamento de ar (UTA); nesses equipamentos, a água gelada
troca calor com o ar do ambiente refrigerado e retorna mais quente para as máquinas
frigoríficas (através de outra tubulação), onde o ciclo recomeça.
Juntamente com as máquinas frigoríficas trabalham as torres de arrefecimento,
que são responsáveis por resfriar a água utilizada para a condensação do fluido
refrigerante que circula dentro das máquinas frigoríficas. Para executar a circulação da
água de condensação entre as máquinas frigoríficas e as torres, são utilizadas outras
bombas (chamadas de bombas de água condensada). O funcionamento mais detalhado
dos equipamentos existentes no presente estudo será abordado posteriormente.
O projeto de uma planta de refrigeração central é na maioria das vezes mais
complexo do que o de um sistema descentralizado por conta dos equipamentos maiores,
mais caros e de manutenção mais trabalhosa que são empregados. No entanto, manter
uma planta assim em funcionamento traz diversas vantagens e, dependendo das
necessidades do local, pode se mostrar uma decisão muito acertada do dono do edifício e
dos engenheiros responsáveis pelo projeto e manutenção do sistema.
As principais vantagens entre as expostas por ASHRAE (2012, p. 3.1) são:

29
Usar equipamentos maiores, porém em menor quantidade, geralmente
reduzem o custo médio de operação e manutenção do sistema;
A instalação de equipamentos de capacidades variadas pode dificultar o
planejamento de máquinas stand-by, porém torna muito mais eficiente o
atendimento de cargas térmicas parciais (menores do que a máxima
prevista em projeto);
Máquinas stand-by, para criação de redundância, podem ser facilmente
incorporadas ao sistema quando há planejamento antecipado;
Plantas desse tipo podem ser expandidas, por um custo não muito alto,
para atender uma carga térmica maior no futuro;
Variação da carga térmica pode reduzir consideravelmente a demanda de
capacidade dos equipamentos e, consequentemente, o gasto de energia;
Máquinas cuja vibração e emissão de ruído são muito grandes são todas
agrupadas em um local apenas, que pode ser isolado acusticamente,
facilitando o estebelecimento do conforto para os ocupantes do edifício.
Já entre as disvantagens, ASHRAE (2012, p. 3.2) cita que, por possuir
equipamentos muito mais complexos, esse tipo de instalação exige profissionais mais
especializados. Além disso, se faz necessário um local de tamanho e altura consideráveis
para alocação da CAG, o funcionamento do sistema de controle e automação é bastante
complexo, as exigências de segurança são mais numerosas e rigorosas. Por último, mas
não menos importante, há também a necessidade de uma grande rede de tubulações por
onde possam circular as águas gelada e de condensação, o que pode tornar o sistema
centralizado inviável em determinadas situações.

30
CAPÍTULO 3 - SISTEMA ESTUDADO
O sistema de refrigeração utilizado no edifício estudado é uma mistura de sistema
centralizado e descentralizado. Ao mesmo tempo em que a maior parte do prédio é
atendida pela planta de condicionamento de ar central por água gelada, algumas áreas
com necessidades específicas de refrigeração (ou cuja inclusão no sistema centralizado
era inviável) são satisfeitas por condicionadores de ar de expansão direta.
Nas próximas seções, será exposta a distribuição dos equipamentos pela área
estudada, assim como a quantidade. Também haverá uma breve explicação do
funcionamento de cada tipo de máquina e do critério utilizado para escolher quais serão
considerados no trabalho.
3.1 Mapeamento de equipamentos
Após análise de todos os pavimentos do edifício e cuidadosa ponderação, ficou
decidido, como previamente abordado, que os andares selecionados para consideração no
trabalho seriam o 1º Pavimento/Térreo e a Cobertura.
Depois dessa escolha, foi feito o mapeamento dos equipamentos existentes através
de consulta no sistema computacional de gestão da manutenção adotado pela empresa e
de inspeções aos locais. O resultado encontrado foi o apresentado abaixo.
TIPO DE
EQUIPAMENTO
QUANTIDADE
- TÉRREO
QUANTIDADE
- COBERTURA
QUANTIDADE
TOTAL
AR CONDICIONADO DE
JANELA 2 0 2
CAIXA PLENUM 19 34 53
MÁQUINA
FRIGORÍFICA 6 0 6
UTA 38 68 106
UTA BABY 3 2 5
SPLIT-SYSTEM 5 1 6
Total 73 105 178
Tabela 3.1 Quantidade de cada tipo de equipamento por pavimento (Fonte: Sistema
interno de gestão da manutenção)
Como podemos perceber, nem todos os equipamentos necessários ao sistema
centralizado de condicionamento de ar estão presentes na relação apresentada acima. Isso
se deve a dois fatores: aguns deles, como as torres de arrefecimento, estão localizados em
outros pavimentos do prédio. Ademais disso, alguns componentes do sistema são, de

31
acordo com a gestão atual, atendidos pela equipe de hidráulica e portanto fogem do
escopo dos profissionais da refrigeração. Exemplos disso são as bombas de água gelada
e de água de condensação.
3.2 Funcionamento dos equipamentos
3.2.1 Unidade condicionadora de ar de janela (ACJ)
As unidades de janela são o tipo de condicionador de ar mais simples e funcionam
por expansão direta. Nelas, todos os componentes do ciclo de refrigeração se encontram
agrupadas dentro de uma única carcaça. São compostas por um motor elétrico que possui
um ventilador em cada extremo de seu eixo. Um destes ventiladores faz com que o ar do
interior do recinto passe pelo evaporador, perdendo calor e resfriando o ambiente,
enquanto o outro ventilador faz com que o ar exterior passe pelo condensador, fazendo
com que o fluido refrigerante perca calor. A utilização de unidades assim em grandes
edifícios permite que cada sala seja climatizada independentemente.
Figura 3.1 Esquema de funcionamento de um ACJ (Fonte: Araújo Abreu Engenharia)
3.2.2 Caixa plenum
Caixas plenum são componentes das redes de dutos existentes em sistemas de
refrigeração por expansão indireta e são construídas no mesmo material dos dutos.
Servem para realizar a ligação entre os dutos e os difusores de ar e possuem mecanismos
para tornar o fluxo de ar homogêneo em toda a face do difusor, evitando que a velocidade
de insuflamento se torne pequena demais em situações de vazão baixa (o que causaria
uma sensação de ventilação deficiente).

32
Figura 3.2 Caixa plenum (GRUPO HEME ISOLANTES, 2018)
3.2.3 Máquina frigorífica
A máquina frigorífica é um dos equipamentos essenciais para os sistemas de
refrigeração por expansão indireta. Ele é responsável por resfriar a água gelada que, por
sua vez, irá ser utilizada pelas UTA (que serão apresentados a seguir) para trocar calor
com o ar dos ambientes e consequentemente refrigerar os recintos. Dentro dele ocorre um
ciclo de refrigeração completo, sendo seus principais componentes o condensador, o
evaporador, o compressor e a válvula de expansão.
As máquinas frigoríficas podem ser encontrados com sistema de condensação a
ar ou a água. Como o próprio nome sugere, a máquina frigorífica a água contém um
condensador que se trata de um trocador de calor do tipo casco-e-tubo, com o fluido
refrigerante contido no casco e a água de condensação nos tubos. Nela, essa água de
condensação é fornecida a uma temperatura em torno de 27ºC e rejeitada a cerca de 31ºC,
valores que podem variar de acordo com as condições climáticas. Para que a água de
condensação seja resfriada e retorne à sua temperatura de entrada na máquina frigorífica,
geralmente é utilizada uma torre de arrefecimento.
Já nas máquinas frigoríficas a ar, o refrigerante é condensado ao trocar calor com
o ar exterior, processo que é potencializado com a ajuda de ventiladores que propiciam o
fluxo de ar necessário para a boa transferência de calor. (WANG, 2001)
Esses equipamentos também podem ser encontrados com diferentes tipos de
compressor (centrífugo, parafuso, etc), mas esta variedade não é determinante para o
andamento do presente trabalho e, portanto, não será explorada.
Abaixo, segue imagem do tipo de máquinas frigoríficas abordado:

33
Figura 3.3 Máquinas frigoríficas encontradas no sistema estudado (CARRIER, 2018)
3.2.4 Unidades de tratamento de ar
As unidades de tratamento de ar ou, em inglês, fan-coils (termo mais
cotidianamente utilizado no ramo da refrigeração), assim chamados por terem como seus
principais componentes um ventilador (“fan”) e uma serpentina (“coil”), são os
equipamentos primários dos sistemas de refrigeração por água gelada. São nelas que, ao
se misturarem ar exterior e ar de retorno nas quantidades certas, chega-se à temperatura
e umidade determinada em projeto para o ar que será distribuído pelo edifício e insuflado
nos ambientes controlados.
Elas são compostas, basicamente, por uma caixa misturadora onde são
combinados o ar exterior e de retorno, um ventilador movido por um motor elétrico, uma
serpentina (por onde passa a água gelada proveniente da máquina frigorífica) que é
responsável por resfriar e desumidificar a mistura de ar, um elemento filtrante e um
damper para controle de vazão. Alguns outros elementos, como uma serpentina de pré-
resfriamento ou um umidificador, podem se fazer presentes de acordo com a aplicação
do equipamento. As UTA geralmente são fabricadas em módulos, para que algum
componente possa ser adicionado ou retirado de acordo com a necessidade do ambiente.

34
Figura 3.4 UTA Carrier (DUFRIO, 2018)
3.2.5 Split-systems
Possuem funcionamento parecido com o das unidades de janela, porém com a
diferença de que sua unidade condensadora é separada da unidade evaporadora, ficando
a primeira no ambiente externo, onde possa rejeitar calor para o ambiente, e a segunda no
ambiente que se deseja refrigerar. As duas unidades são conectadas por uma tubulação,
dentro de onde o fluido refrigerante circula. As imagens abaixo mostram exemplos de
instalações de split-systems e ilustram seu funcionamento.

35
Figura 3.5 Exemplos de instalação de Split-systems (ASHRAE, 2012)
Figura 3.6 Esquema de funcionamento de um Split-system (DAMASCENO, 2014)
36
CAPÍTULO 4 - CRITICIDADES
Neste capítulo, será apresentada a distribuição de criticidades existentes na gestão
atual da manutenção e as mudanças propostas para trazer mais eficiência no atendimento
e mais adequação do plano ao que é proposto pela literatura.
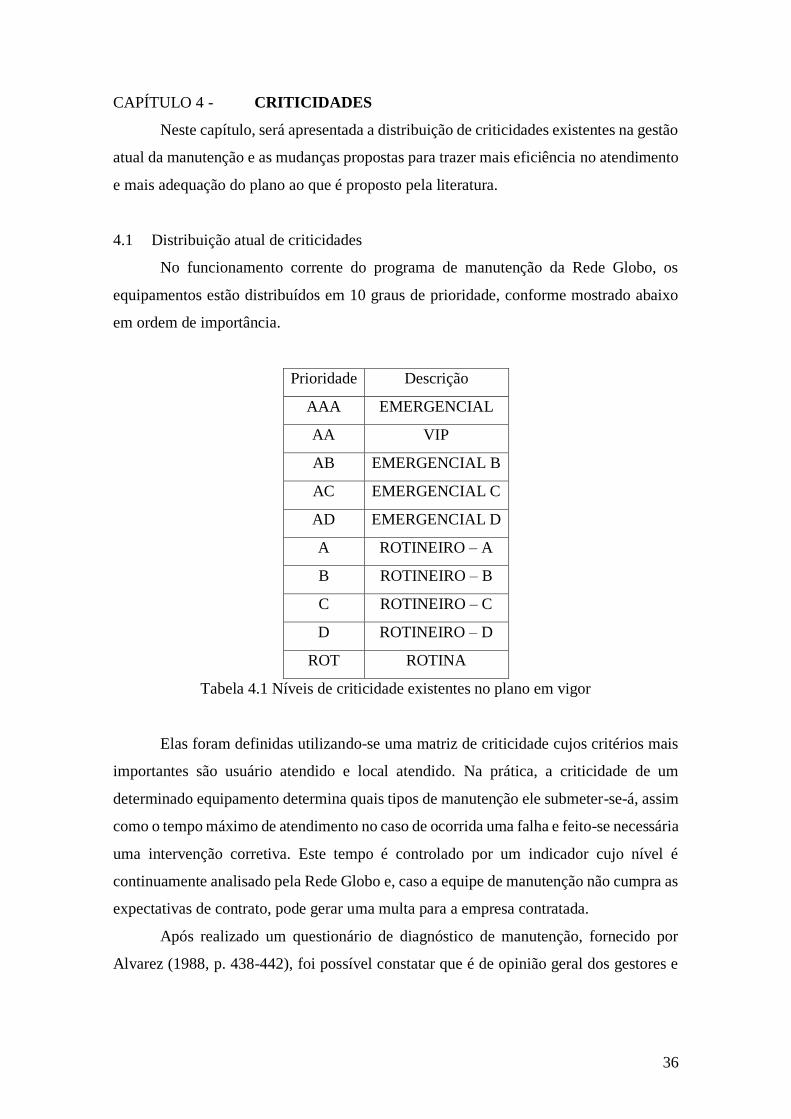
4.1 Distribuição atual de criticidades
No funcionamento corrente do programa de manutenção da Rede Globo, os
equipamentos estão distribuídos em 10 graus de prioridade, conforme mostrado abaixo
em ordem de importância.
Prioridade Descrição
AAA EMERGENCIAL
AA VIP
AB EMERGENCIAL B
AC EMERGENCIAL C
AD EMERGENCIAL D
A ROTINEIRO – A
B ROTINEIRO – B
C ROTINEIRO – C
D ROTINEIRO – D
ROT ROTINA
Tabela 4.1 Níveis de criticidade existentes no plano em vigor
Elas foram definidas utilizando-se uma matriz de criticidade cujos critérios mais
importantes são usuário atendido e local atendido. Na prática, a criticidade de um
determinado equipamento determina quais tipos de manutenção ele submeter-se-á, assim
como o tempo máximo de atendimento no caso de ocorrida uma falha e feito-se necessária
uma intervenção corretiva. Este tempo é controlado por um indicador cujo nível é
continuamente analisado pela Rede Globo e, caso a equipe de manutenção não cumpra as
expectativas de contrato, pode gerar uma multa para a empresa contratada.
Após realizado um questionário de diagnóstico de manutenção, fornecido por
Alvarez (1988, p. 438-442), foi possível constatar que é de opinião geral dos gestores e

37
planejadores da equipe de manutenção que a atual divisão de prioridade entre os
equipamentos não é a melhor possível.
Isso se deve, em parte, ao fato de a empresa contratante considerar que um número
muito maior do que o indicado de equipamentos deva ter prioridade máxima, o que nem
sempre é embasado por critérios técnicos.
Depois de feito o levantamento das máquinas existentes nos pavimentos estudados
e a análise das criticidades atuais, chegamos aos valores abaixo.
Gráfico 4.1 Distribuição atual de criticidades dos equipamentos de refrigeração
Como podemos constatar, de fato a maior parte dos equipamentos estão
designados com criticidade A, ou seja, prioridade máxima. Isso vai contra o indicado por
Alvarez (1988, p. 312), que sugere que o grupo de prioridade A possua um número
pequeno de equipamentos, que devem ser os mais importantes do sistema e cuja
manutenção seja a mais custosa.
Ainda segundo Alvarez (1988, p. 312), conforme a prioridade vai diminuindo, os
grupos devem possuir mais equipamentos cuja importância para o funcionamento da
empresa e/ou o custo da manutenção sejam menores.
Esta distribuição de prioridades é prejudicial para o funcionamento do plano de
manutenção e, consequentemente, para a empresa contradada para gerir o plano. Como
há uma pressão por parte da contratante para que haja redução de custos a cada renovação
do contrato de prestação de serviços, fica cada vez mais difícil gerir a manutenção de um
85; 48%
57; 32%
36; 20%
Distribuição atual de criticidades dos equipamentos de refrigeração
A
B
C

38
número tão grande de equipamentos, sendo a maioria deles de prioridade máxima, com
uma mão-de-obra disponível cada vez menor.
Sendo assim, mostrou-se de vital importância a revisão das criticidades, tomando
como amostra os equipamentos analisados neste trabalho mas idealizando-se um critério
que pode ser facilmente extendido para todos as outras máquinas existentes nos edifícios
atendidos.
4.2 Critério proposto
Após consulta à literatura, chegou-se à seguinte forma de classificação de
equipamentos em função da importância produtiva:
“Classe A: É o grupo consierado ‘essencial’, cujos métodos, rotinas e padrões de manutenção devem
ser desenvolvidos de maneira a não admitir falhas em serviços que possam causar paralizações
parciais, setoriais, ou que impliquem na parada do sistema, quer por razões de segurança, quer por
razões de manutenção.
Classse B: Considerado como ‘principal’, podendo admitir um mínimo de paradas em serviço ou
interrupções de produção, sem grandes riscos ou degradação da produção.
Classe C: Considerado como ‘complementar’, cuja paralização parcial ocasionará degradação
mínima do sistema produtivo, sem riscos. Exige padrões e rotinas de manutenção menos rigorosos
que os dois grupos anteriores.
Classe D: Grupo ‘necessário’, cuja paralização não influencia diretamente nos padrões de produção,
além de não ocasionar prejuízos substanciais.” (ALVAREZ, 1988, p. 311-312).
Com o intuito de categorizar os equipamentos e “encaixá-los” nesses 4 grupos
expostos acima, foi criado um fluxograma do tipo decisório em conjunto com os gestores
da equipe de manutenlão, a fim de aliar-se a técnica desenvolvida nos livros à necessidade
mais específica da empresa contratante dos serviços. O fluxograma, que será exposto
posteriormente, foi construído de acordo com os seguintes critérios:
FATOR DE AVALIAÇÃO
(SIGLA)
FATOR DE AVALIAÇÃO
CRITÉRIOS DE AVALIAÇÃO
A B C
C Custo Itens considerados de custo
alto (70% do valor acumulado de consumo)
Itens considerados de custo médio (20% de valor
acumulado de consumo)
Itens considerados de custo baixo (10% de valor
acumulado de consumo)
S Segurança Sua parada oferece risco alto
para seres humanos
Sua parada oferece risco moderado para seres
humanos
Sua parada oferece risco baixo para seres humanos
M Meio-
ambiente Sua parada oferece risco alto
para o meio-ambiente
Sua parada oferece risco moderado para o meio-
ambiente
Sua parada oferece risco baixo para o meio-ambiente
I Grau de
importância
Sua falha acarreta consequências desastrosas
pois interfere diretamente na qualidade do produto final
Sua falha acarreta alguns transtornos pois interfere
indiretamente na qualidade do produto final
Sua falha não interfere no processo produtivo ou
qualidade do produto final

39
L Local
atendido Local de suma importância (estúdios, salas da direção)
Locais de importância média (escritórios da gerência,
centrais técnicas)
Locais de importância baixa (áreas comuns, escritórios
panorâmicos)
SB Stand-by Não possui stand-by Possui substituto em stand-by, com substituição manual
Possui substituto em stand-by, com substituição
automática
Tabela 4.2 Critérios de avialiação para definição de criticidades
Figura 4.1 Fluxograma decisório para definição de criticidades
4.3 Distribuição revisada de criticidades
Após aplicar-se esse fluxograma a cada um dos equipamentos participantes do
estudo, chegou-se à distribuição de criticidades exposta abaixo. O detalhamento das

40
características de cada máquina e sua respectiva classificação em cada critério está
presente no apêndice 1.
Gráfico 4.2 Distribuição de criticidades revisada
Como podemos observar, a adoção do novo critério fez com que a quantidade de
equipamentos considerados como prioridade A e/ou B caiu drasticamente, enquanto as
classes de prioridade menor, consequentemente, aumentaram. Podemos ver na tabela
abaixo como os tipos de equipamento se distribuem dentro das classes de criticidade.
Tipo de Equipamento
ACJ
CAIXA
PLENUM
MÁQUINA
FRIGORÍFICA UTA
UTA
BABY
SPLIT
SYSTEM
Criticidad
e
A 6 9 B 9 7 2
C 90 5
D 2 44 4
Tabela 4.3 Criticidades x Tipos de equipamento
Podemos notar que a maioria dos equipamentos de criticidade C são UTA, que
são muito mais numerosos do que as caixas plenum, que respondem pela maior parte dos
elementos de prioridade D. Isso explica porque, apesar da indicação da literatura, o grupo
15; 9%
18; 10%
50; 28%
95; 53%
Distribuição de criticidades revisada
A
B
D
C

41
C contém mais equipamentos do que o D. Caso os pavimentos estudados possuíssem uma
outra disposição de maquinário, essa situação possivelmente se inverteria.
No entanto, o que mais se buscava com essa revisão, que era diminuir o número
de máquinas consideradas prioridade máxima, de maneira a reduzir também a demanda
de mão de obra, foi atingido ao efetuar-se essa análise mais criteriosa.
4.4 Técnicas de manutenção utilizadas
Segundo a norma NBR 5674 (ABNT, 1999, p. 5), todos os planos de manutenção
devem ser estipulados tanto a curto quanto a médio e longo prazos. O intuito disso é, de
acordo com a norma, coordenar os serviços para reduzir a necessidade de intervenções
sucessivas, minimizar a interferência dos serviços de manutenção na vida dos usuários do
edifício e vice-versa e otimizar o aproveitamento da mão-de-obra, dos recursos
financeiros e dos equipamentos.
Tendo isso em vista, assim como a necessidade de confiabilidade e
disponibilidade das máquinas de acordo com sua criticidade (como detalhado
previamente), chegou-se à seguinte forma de aplicação das técnicas de manutenção aos
grupos de prioridade:
CLASSES DE
CRITICIDADE TIPO DE
MANUTENÇÃO A B C D
X X X X POR DEMANDA
X X X PREVENTIVA
X X SISTEMÁTICA
X PREDITIVA
Tabela 4.4 Classes de criticidade x Tipo de manutenção adotados
Essa escolha deverá ser levada em conta no momento da elaboração do plano
anual, onde será especificado quando será feito cada tipo de intervenção. Além disso, essa
decisão impactará diretamente na necessidade de capacidade produtiva, uma vez que ela
determina o número de ações de manutenção que serão realizadas no período de 1 ano.

42
CAPÍTULO 5 - INSTRUÇÕES OPERACIONAIS
Neste capítulo, serão abordadas as insruções operacionais dos dois tipos de
equipamentos mais importantes no local estudado. São eles as máquinas frigoríficas e as
UTA. Para tal, será feita uma análise das instruções já existentes e vigentes no momento,
comparando-as às indicações feitas pela literatura existente sobre o assunto, pelos
manuais dos fabricantes e pelas normas vigentes. Serão, então, feitas propostas de
modificação, quando necessárias, visando melhorias nas ações de manutenção destes
equipamentos.
5.1 Máquinas frigoríficas
A manutenção de máquinas frigoríficas pode, segundo Stanford III (2003, p. 98),
ser feita de maneira interna, externa ou mista. No caso da interna, a própria empresa é
responsável por todas as ações de manutenção a serem realizadas. Isso permite um maior
controle da qualidade e do planejamento, porém exige que se haja uma equipe altamente
especializada para atender a todos os tipos diferentes de intervenções que uma máquina
frigorífica exige durante sua vida útil. Esse tipo de abordagem pode se mostrar muito
custoso, o que reduz a sua viabilidade.
Quando a manutenção externa ou terceirizada (ou, no caso do presente trabalho,
quarteirizada) é a utilizada, empresas especializadas são contratadas para efetuar todas as
ações de manutenção do equipamento, excluindo a necessidade de treinamentos
específicos para os funcionários da contratada, que não mais executam esse tipo de ação
especializada.
Ainda de acordo com Stanford III (2003, p. 98), na manutenção mista os dois tipos
de manutenção mencionados acima são mesclados com o intuito de se obter as melhores
características de cada um. De fato, na prática, esse é o modelo mais utilizado por
companhias que possuem máquinas frigoríficas dentre seu maquinário, por ser o que
apresenta a melhor relação custo-benefício na maioria das vezes. Com ele, pode-se tirar
proveito do maior do fato de que os mecânicos da empresa detentora das máquinas
frigoríficas conhecem muito melhor os exemplares específicos possuídos pela
companhia, uma vez que trabalham com eles durante muito tempo. Para esses
funcionários, designam-se ações de rotina e preventivas. Além disso, é possível contratar
empresas externas para realizar intervenções mais especializadas e infrequentes e com
isso se beneficiar de um conhecimento mais detalhado sem que seja gasto dinheiro com
treinamentos.

43
Stanford III (2003, p. 98) prossegue dizendo que há certas ações de manutenção
indicadas para a maior parte das máquinas frigoríficas existentes, e os equipamentos
estudados no presente trabalho não fogem a essa indicação. Entre as ações preditivas,
devemos destacar o monitoramento contínuo dos parâmetros mais importantes para o
correto funcionamento dessas máquinas, assim como as inspeções visuais regulares. Esse
tipo de cuidado é, ainda segundo Stanford III (2003, p. 98), suficiente para evitar a maior
parte das falhas que acometem as máquinas frigoríficas. O autor sugere que os seguintes
dados sejam coletados para acompanhamento dos parâmetros e possível predição das
falhas em caso de valores extraordinários:
Com respeito às condições do ar externo:
o Temperatura de bulbo seco;
o Temperatura de bulbo úmido.
Com respeito ao evaporador:
o Perda de carga;
o Temperatura do fluido refrigerante;
o Temperatura de saída de água gelada;
o Temperatura de retorno de água gelada.
Com respeito ao condensador:
o Perda de carga;
o Temperatura de entrada de água de condensação;
o Temperatura de saída de água de condensação.
Com respeito ao compressor:
o Amperagem;
o Pressão de descarga;
o Nível do fluido refrigerante;
o Nível do óleo lubrificante.
No caso do sistema estudado, esses dados podem ser acompanhados 24 horas por
dia na central de automação, uma vez que o funcionamento de todo o sistema de
refrigeração é automatizado. No entanto, continua sendo importante uma checagem no
campo periodicamente, a fim de se avaliar o funcionamento dos sensores e diminuir ao
máximo as chances de falha.
44
Além das inspeções, são necessários também testes periódicos, que podem ser
incluídos nas IO’s de ações de manutenção preventiva. De acordo com Stanford III (2003,
p. 100), são eles:
Teste de vazamentos;
Teste de umidade do sistema;
Nível de lubrificante;
Perda de carga no filtro de lubrificante;
Nível de refrigerante;
Taxa de fluxo de água (configurar as bombas para fornecer as vazões de
água de projeto e verificar se as perdas de carga no condensador e no
evaporador estão compatíveis com os dados do fabricante, de maneira a
conferir se está ocorrendo alguma redução no diâmetro da seção
transversal por conta de deposição de resíduos).
Por último, mas não menos importantes, estão as ações de manutenção
regularmente agendadas, que também podem ser incluídas nas IO’s de preventivas ou
combinadas com uma empresa externa, no caso de um serviço que não seja efetuado pelas
equipes da AAE. Elas possuem periodicidades distintas e estão expostas abaixo, de
acordo com o proposto por Stanford III (2003, p. 100).
Trimestrais:
o Calibração de elementos controladores de pressão, temperatura e
vazão.
Semestrais:
o Limpeza do condensador e do refrigerador de lubrificante;
o Análise laboratorial do óleo lubrificante.
Anuais:
o Verificação e reaperto de instalações elétricas;
o Verificação de dispositivos de intertravamento elétrico;
o Testes de motor elétrico;
o Troca do elemento filtrante de óleo lubrificante;
o Teste de vibrações;
o Inspeção de válvulas.
Já o manual de instruções da fabricante das máquinas frigoríficas (Carrier) não
especifica periodicidades para ações específicas, mas sim procedimentos a serem

45
adotados em caso de necessidade de manutenção. Por isso, o livro citado acima foi muito
mais utilizado como base para a revisão das IO’s.
Após acesso ao sistema online de gestão da manutenção utilizado pela AAE,
obteve-se acesso às instruções operacionais apresentadas em anexo, que são as atualmente
seguidas pelos funcionários das equipes de manutenção para execução das ações
referentes às máquinas frigoríficas. Elas foram comparadas com as ações sugeridas pela
literatura e, após essa análise, pôde-se perceber que a grande maioria destas já são
satisfeitas. Além disso, há diversas instruções existentes nas IO’s correntes que não são
mencionadas no livro consultado. Elas serão mantidas pois foram consideradas
importantes pelos mecânicos e pelo engenheiro responsável pelo sistema de refrigeração,
tendo sido inclusas nas IO’s após um certo tempo de andamento do programa de
manutenção e portanto sendo referentes a determinadas especificidades do sistema
estudado.
De fato, os indicadores MTTR e MTBF possuem valores que estão dentro da
tolerância da empresa contratante, o que significa que as IO’s existentes já são boas.
Buscamos, ainda assim, modificações que possam diminuir ainda mais esses valores.
Após considerações, as IO’s formuladas são as expostas abaixo:
Periodicidade IO IO - Descrição
BIMESTRAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5 Anotar temperatura de bulbo seco
6 Anotar temperatura de bulbo úmido
7 Anotar utilização do chiller (F6) no início das leituras
8 Anotar a pressão de descarga de cada circuito
9 Anotar a pressão de sucção de cada circuito
10 Anotar pressão de óleo compressor de cada circuito
11 Verificar nível do óleo compressor de cada circuito
12 Anotar pressão diferencial de óleo de cada circuito
13 Anotar pressão economizer de cada circuito
14 Anotar temperatura de entrada de água do evaporador
15 Anotar temperatura de saída de água do evaporador
16 Anotar temperatura de entrada de água do condensador
17 Anotar temperatura de saída de água do condensador
18 Anotar temperatura saturada de descarga
19 Anotar temperatura saturada de sucção
20 Anotar temperatura de descarga de cada circuito
21 Anotar temperatura de superaquecimento de cada circuito

46
22 Anotar temperatura de cada compressor
23 Anotar posição da válvula de cada circuito
24 Anotar perda de pressão no evaporador
25 Anotar perda de pressão no condensador
26 Verificar visor de líquido (refrigerante)
27 Anotar os últimos cinco alarmes
28 Registrar corrente de operação R/S/T de cada compressor
29 Registrar tensão de operação R/S/T no quadro
30 Verificar atuação das solenoides de redução de capacidade
31 Verificar com a utilização de manifold
32 Verificar com a utilização de um infra-red
33 Efetuar teste de vazamento na máquina
34 Verificar integridade dos manômetros
35 Verificar a existência de ruídos anormais
36 Normalizar o setpoint do chiller
37 Após execução do serviço, inspecionar área
38 Retirar a placa de segurança “Equipamento em Manutenção”
39
Informar à central de automação sobre o término das
atividades
TRIMESTRAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5
Efetuar calibração dos controladores de pressão, vazão e
temperatura
6 Desligar o chiller
7 Desligar chave geral de energia
8 Sinalizar na chave geral com placa
9 Realizar limpeza do condensador com escova de varetamento
10 Após execução do serviço, inspecionar área
11 Retirar a placa de segurança “Equipamento em Manutenção”
12
Informar à central de automação sobre o término das
atividades
SEMESTRAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5 Anotar temperatura de bulbo seco
6 Anotar temperatura de bulbo úmido
7 Anotar utilização do chiller (F6) no início das leituras
8 Anotar a pressão de descarga de cada circuito
9 Anotar a pressão de sucção de cada circuito
10 Anotar pressão de óleo compressor de cada circuito
11 Verificar nível do óleo compressor de cada circuito
12 Anotar pressão diferencial de óleo de cada circuito
13 Anotar pressão economizer de cada circuito
14 Anotar temperatura de entrada de água do evaporador

47
15 Anotar temperatura de saída de água do evaporador
16 Anotar temperatura de entrada de água do condensador
17 Anotar temperatura de saída de água do condensador
18 Anotar temperatura saturada de descarga
19 Anotar temperatura saturada de sucção
20 Anotar temperatura de descarga de cada circuito
21 Anotar temperatura de superaquecimento de cada circuito
22 Anotar temperatura de cada compressor
23 Anotar posição da válvula de cada circuito
24 Anotar perda de pressão no evaporador
25 Anotar perda de pressão no condensador
26 Verificar visor de líquido (refrigerante)
27 Anotar os últimos cinco alarmes
28 Registrar corrente de operação R/S/T de cada compressor
29 Registrar tensão de operação R/S/T no quadro
30 Verificar atuação das solenoides de redução de capacidade
31 Verificar com a utilização de manifold
32 Verificar com a utilização de um infra-red
33 Efetuar teste de vazamento na máquina
34 Verificar integridade dos manômetros
35 Verificar a existência de ruídos anormais
36 Normalizar o setpoint do chiller
37
Efetuar calibração dos controladores de pressão, vazão e
temperatura
38 Efetuar teste de perda de carga nos elementos filtrantes
39 Desligar o chiller
40 Desligar chave geral de energia
41 Sinalizar na chave geral com placa
42 Realizar limpeza do condensador com escova de varetamento
43 Retirar amostra de óleo para análise
44 Após execução do serviço, inspecionar área
45 Retirar a placa de segurança “Equipamento em Manutenção”
46
Informar à central de automação sobre o término das
atividades
ANUAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5 Anotar temperatura de bulbo seco
6 Anotar temperatura de bulbo úmido
7 Anotar utilização do chiller (F6) no início das leituras
8 Anotar a pressão de descarga de cada circuito
9 Anotar a pressão de sucção de cada circuito
10 Anotar pressão de óleo compressor de cada circuito
11 Verificar nível do óleo compressor de cada circuito
12 Anotar pressão diferencial de óleo de cada circuito

48
13 Anotar pressão economizer de cada circuito
14 Anotar temperatura de entrada de água do evaporador
15 Anotar temperatura de saída de água do evaporador
16 Anotar temperatura de entrada de água do condensador
17 Anotar temperatura de saída de água do condensador
18 Anotar temperatura saturada de descarga
19 Anotar temperatura saturada de sucção
20 Anotar temperatura de descarga de cada circuito
21 Anotar temperatura de superaquecimento de cada circuito
22 Anotar temperatura de cada compressor
23 Anotar posição da válvula de cada circuito
24 Anotar perda de pressão no evaporador
25 Anotar perda de pressão no condensador
26 Verificar visor de líquido (refrigerante)
27 Anotar os últimos cinco alarmes
28 Registrar corrente de operação R/S/T de cada compressor
29 Registrar tensão de operação R/S/T no quadro
30 Verificar atuação das solenoides de redução de capacidade
31 Verificar com a utilização de manifold
32 Verificar com a utilização de um infra-red
33 Efetuar teste de vazamento na máquina
31 Verificar integridade dos manômetros
32 Inspecionar válvulas
33 Executar teste de taxa de fluxo de água
34 Medir umidade do sistema
35 Efetuar teste de vibrações
36 Verificar a existência de ruídos anormais
37 Normalizar o setpoint do chiller
38
Efetuar calibração dos controladores de pressão, vazão e
temperatura
39 Desligar o chiller
40 Efetuar teste desarme de sensor de alta
41 Substituir elementos filtrantes
42 Desligar chave geral de energia
43 Sinalizar na chave geral com placa
44 Realizar limpeza do condensador com escova de varetamento
45 Verificar as ligações dos bornes do compressor
46 Checar a resistência dos enrolamentos dos compressores
47 Limpar o pó e impurezas dos componentes de controle
48 Verificar desgaste dos contatos das contactoras de força
49
Verificar funcionamento dos dispositivos de intertravamento
elétrico
50 Retirar uma amostra de óleo para análise
51 Observar condições de segurança e ligar chave geral
52 Após execução do serviço, inspecionar área

49
53 Retirar a placa de segurança “Equipamento em Manutenção”
54
Informar à central de automação sobre o término das
atividades
Tabela 5.1 Instruções operacionais de manutenção planejada para máquinas frigoríficas
revisadas
Onde foi utilizado o conceito de IO’s superadoras, ou seja, as preventivas
semestrais incluem todas as ações presentes nas preventivas bimestrais e trimestrais,
assim como as anuais possuem todas as ações existentes nas bimestrais, trimestrais e
semestrais. Isso possibilita que se economizem os tempos de logística, espera de
sobressalentes e deslocamento ao aglutinar todas as ações em apenas uma ordem de
serviço. Dessa forma, no mês em que se executa uma OS preventiva cuja IO supera a de
alguma outra OS de periodicidade diferente, a OS cuja IO é superada não precisa ser
executada. Este fato ficará mais evidente no capítulo de programação. Cabe ressaltar
também que as modificações propostas estão destacadas com a cor amarela.
5.2 UTA
O número de UTA existentes no sistema estudado é bastante elevado e, entre eles,
há diversas marcas e fabricantes diferentes, como podemos ver no levantamento abaixo:
Marca Número de equipamentos
AIR QUALITY 11
BRYANT 6
CARRIER 6
COLDEX TOSI 15
HITACHI 2
QUALITY 2
TRANE 40
TRAYDUS 4
TROCALOR 12
TROPICAL 6
TROPICAL BRYANT 2
Total 106
Tabela 5.2 Marca dos fan-coils x Número de equipamentos
No entanto, para facilitar a revisão das IO’s existentes, foi utilizado o manual de
instruções e manutenção da fabricante cuja quantidade de máquinas é maior (Trane).
Como o funcionamento das UTA é muito semelhante, independentemente de marca, essa
escolha não trará prejuízos.

50
Além disso, tal qual a situação das máquinas frigoríficas, as IO’s dessas unidades
de tratamento de ar que são utilizadas atualmente no plano de manutenção vigente podem
ser consideradas satisfatórias, visto que estas são aprovadas pelos funcionários
responsáveis pelas ações de manutenção e os indicadores de desempenho estão dentro
dos padrões estipulados em contrato pela contratante. Nosso objetivo aqui é, assim como
foi feito na sessão anterior, consultar a literatura de modo a buscar ainda outras melhorias
que possam, no futuro, facilitar a execução das ações e aumentar a confiabilidade e a
disponibilidade dos equipamentos, alcançando valores ainda melhores para os
indicadores previamente citados e ganhando credibilidade com o cliente.
Depois de feita a consulta ao Manual de Instalação, Operação e Manutenção do
modelo WAVE Doble, da fabricante Trane, encontramos as indicações de medidas de
manutenção a serem tomadas e suas respectivas periodicidades. As mesmas podem ser
resumidas da seguinte forma:
Manutenção mensal:
o Substituição de filtros de ar;
o Verificação de tensão, alinhamento e estado das correias dos
ventiladores;
o Limpeza da voluta dos ventiladores;
o Reaperto de todos os parafusos dos terminais;
o Limpeza da bandeja do evaporador, da mangueira e do ralo da água
condensada;
o Inspeção do sistema para detecção de condições anormais.
Manutenção trimestral:
o Verificação dos parafusos de fixação dos mancais e polias, fazendo
ajustes caso necessários;
o Verificação e registro das tensões e correntes de serviço dos
motores dos ventiladores;
o Teste dos controles de segurança;
o Verificação e registro das temperaturas de bulbo seco e bulbo
úmido na entrada e saída do evaporador.
Manutenção anual:
o Verificação de cada controle e contatora, substituindo-os caso
necessário;

51
o Retirada dos painéis do gabinete e eliminação de focos de
ferrugem;
o Troca de isolamentos térmicos e guarnições defeituosas;
o Retoque das pinturas externas e internas, caso necessário;
o Inspeção e limpeza dos tubos das serpentinas;
o Medição do isolamento elétrico do motor. (TRANE, 2017, p. 19).
Assim como nas IO’s das máquinas frigoríficas, para as UTA será utilizado o
conceito de instruções operacionais superadoras, onde todas as ações executadas na
preventiva mensal estão incluídas na IO de preventiva trimestral, cujas ações estão, por
sua vez, todas inclusas na IO de preventiva anual.
Ademais, será criada uma IO de manutenção preditiva para aplicação nos casos
de UTA de criticidade A, para que se possa fazer um acompanhamento de parâmetros de
desempenho que nos dê a possibilidade de prever a falha antes que ela aconteça.
Posteriormente à revisão, ficaram definidas as intruções operacionais que seguem
abaixo. As IO’s antigas encontram-se em anexo, para efeito de comparação.
Periodicidade IO IO - Descrição
SEMANAL
1
Para sua seguranca confirmar se todas as acoes de seguranca foram
tomadas
2 Informar ao bms o inicio das atividades
3 Inspecionar equipamento
4 Registrar leitura de tensao de trabalho do motor
5 Registrar leitura de corrente de trabalho do motor
6 Medir temperatura de insuflamento e retorno
7 Medir e registrar a velocidade de face da serpentina
8 Calcular a media das velocidades (m/s)
9 Calcular a vazao de ar
10 Registrar temperatura e vazao de agua
11 Apos execucao do servico, inspecionar area
12 Retirar a placa de seguranca "equipamento em manutencao"
13 Informar ao bms o termino das atividades
MENSAL
1
Para sua seguranca confirmar se todas as acoes de seguranca foram
tomadas
2 Informar ao bms o inicio das atividades
3 Para sua seguranca desligar chave geral de energia
4 Sinalizar na chave geral com placa
5 Abrir gabinete do equipamento
6 Limpar bandeja coletora de condensado do equipamento
7 Limpar mangueira e ralo de condensado do equipamento

52
8 Limpar rotor e voluta do ventilador com pincel
9 Inspecionar o estado de alinhamento e tensão das correias
10 Efetuar reaperto dos terminais, parafusos e molas
11 Inspecionar a existencia de vazamentos de agua gelada
12 Inspecionar vazamentos nos dutos de ar
13 Fechar gabinete
14 Limpar o equipamento externamente com pano limpo e umido
15 Substituir filtro de ar
16 Substituir o filtro de ar da tomada de ar externo
17 Ligar chave geral de energia
18 Ligar o equipamento
19 Inspecionar equipamento
20 Apos execucao do serviço, inspecionar area
21 Retirar a placa de seguranca "equipamento em manutencao"
22 Informar ao bms o termino das atividades
TRIMESTRAL
1
Para sua seguranca confirmar se todas as acoes de seguranca foram
tomadas
2 Informar ao bms o inicio das atividades
3 Para sua seguranca desligar chave geral de energia
4 Sinalizar na chave geral com placa
5 Abrir gabinete do equipamento
6 Inspecionar a existência de vazamentos de água condensada
7 Substituir filtro de ar
8 Substituir o filtro de ar da tomada de ar externo
9 Limpar bandeja coletora de condensado do equipamento
10 Limpar mangueira e ralo de condensado do equipamento
11 Limpar rotor e voluta do ventilador com pincel
12 Limpar filtro "y" e verificar estado do elemento filtrante
13 Inspecionar o estado de alinhamento e tensão das correias
14 Inspecionar e lubrificar rolamentos e mancais
15 Reapertar parafusos de mancais, rolamentos e suportes
16 Inspecionar conexoes na caixa de ligacao do motor
17 Inspecionar botoeiras, interruptores, lampadas e fusiveis
18 Inspecionar vazamentos nos dutos de ar
19 Efetuar reaperto dos terminais eletricos
20 Efetuar reaperto dos terminais, parafusos e molas
21 Efetuar limpeza interna do quadro de comando
22 Inspecionar a existencia de vazamentos de agua gelada
23 Aplicacao da pastilha bactericida
24 Limpar o equipamento externamente com pano limpo e umido
25 Fechar gabinete
26 Ligar chave geral de energia
27 Ligar o equipamento
28 Medir temperatura de insuflamento e retorno
29 Inspecionar equipamento

53
30 Registrar leitura de tensao de trabalho do motor
31 Registrar leitura de corrente de trabalho do motor
32 Apos execucao do serviço, inspecionar area
33 Retirar a placa de seguranca "equipamento em manutencao"
34 Informar ao bms o termino das atividades
ANUAL
1
Para sua seguranca confirmar se todas as acoes de seguranca foram
tomadas
2 Informar ao bms o inicio das atividades
3 Para sua seguranca desligar chave geral de energia
4 Sinalizar na chave geral com placa
5 Abrir gabinete do equipamento
6 Inspecionar isolamento termico do gabinete
7 Lavar a serpentina e aplicar produto desencrustante
8 Realizar enxague com jateamento de agua
9 Inspecionar a existência de vazamentos de água condensada
10 Substituir o filtro de ar
11 Substituir o filtro de ar da tomada de ar externo
12 Limpar bandeja coletora de condensado do equipamento
13 Limpar mangueira e ralo de condensado do equipamento
14 Lavar rotor e voluta do ventilador
15 Limpar filtro "y" e verificar estado do elemento filtrante
16
Inspecionar o estado de alinhamento e tensão das correias,
realizando a troca da mesma caso necessário
17
Inspecionar e lubrificar rolamentos e mancais, substituindo-os caso
necessário
18 Inspecionar alinhamento e desgaste de eixo e polia.
19
Inspecionar corrosao da base do equipamento, eliminando os focos de
ferrugem
20 Inspecionar pintura e retocá-la, caso necessário
21 Reapertar parafusos de mancais, rolamentos e suportes
22 Inspecionar botoeiras, interruptores, lampadas e fusiveis
23 Efetuar reaperto dos terminais eletricos
24 Efetuar reaperto dos terminais, parafusos e molas
25 Inspecionar conexoes na caixa de ligacao do motor
26 Efetuar limpeza interna do quadro de comando
27 Inspecionar vazamentos nos dutos de ar
28 Inspecionar isolamento termico dos dutos e tubulacoes
29 Inspecionar a existência de vazamentos de agua gelada
30 Aplicação da pastilha bactericida
31 Fechar gabinete
32 Limpar o equipamento externamente com pano limpo e umido
33 Ligar chave geral de energia
34 Ligar o equipamento
35 Inspecionar atuacao do damper sob pressao se necessario
36 Inspecionar equipamento

54
37 Registrar leitura de tensao de trabalho do motor
38 Registrar leitura de corrente de trabalho do motor
39 Medir isolamento elétrico do motor
40 Medir temperatura de insuflamento e retorno
41 Medir e registrar a velocidade de face da serpentina
42 Calcular a media das velocidades (m/s)
43 Calcular a vazao de ar
44 Registrar temperatura e vazão de água
45 Apos execucao do servico, inspecionar area
46 Retirar a placa de seguranca "Equipamento em manutenção"
47 Informar ao bms o termino das atividades
Tabela 5.3 Instruções operacionais de manutenção planejada para UTA revisadas
Onde as ordens de serviço semanais, de natureza preditiva, só deverão ser
executadas para os equipamentos de criticidade A. Cabe ressaltar que as modificações
propostas estão destacadas com a cor amarela.
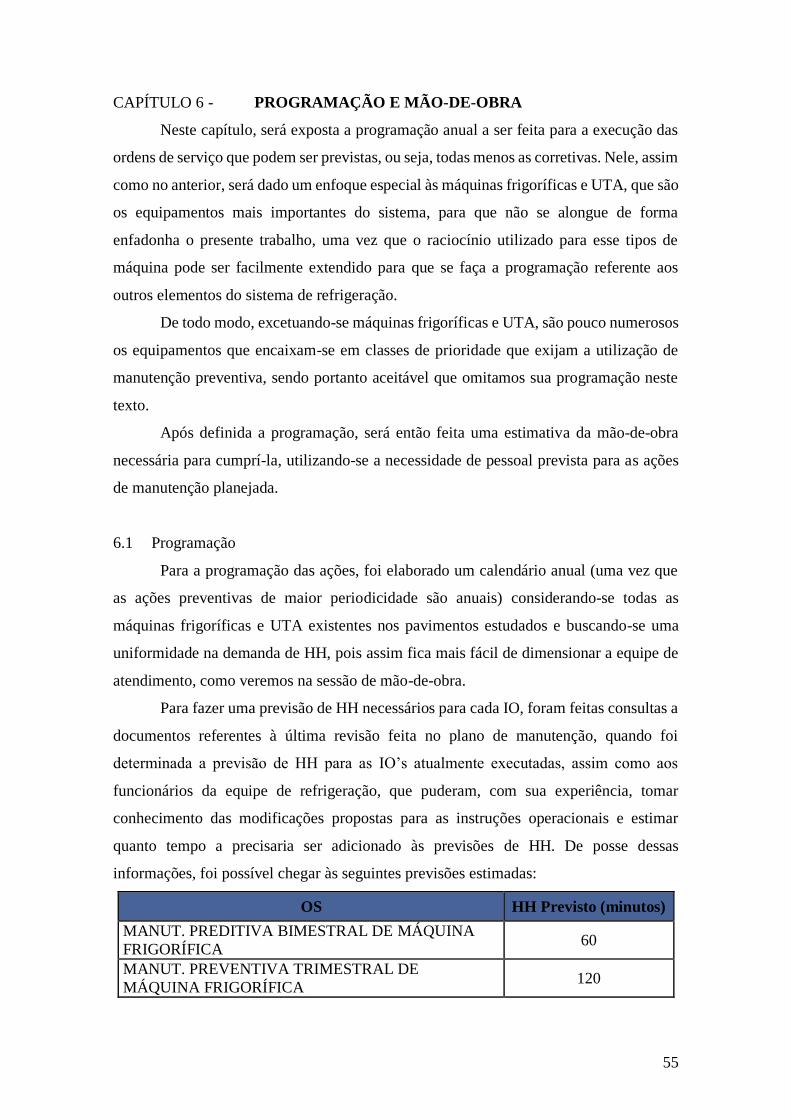
55
CAPÍTULO 6 - PROGRAMAÇÃO E MÃO-DE-OBRA
Neste capítulo, será exposta a programação anual a ser feita para a execução das
ordens de serviço que podem ser previstas, ou seja, todas menos as corretivas. Nele, assim
como no anterior, será dado um enfoque especial às máquinas frigoríficas e UTA, que são
os equipamentos mais importantes do sistema, para que não se alongue de forma
enfadonha o presente trabalho, uma vez que o raciocínio utilizado para esse tipos de
máquina pode ser facilmente extendido para que se faça a programação referente aos
outros elementos do sistema de refrigeração.
De todo modo, excetuando-se máquinas frigoríficas e UTA, são pouco numerosos
os equipamentos que encaixam-se em classes de prioridade que exijam a utilização de
manutenção preventiva, sendo portanto aceitável que omitamos sua programação neste
texto.
Após definida a programação, será então feita uma estimativa da mão-de-obra
necessária para cumprí-la, utilizando-se a necessidade de pessoal prevista para as ações
de manutenção planejada.
6.1 Programação
Para a programação das ações, foi elaborado um calendário anual (uma vez que
as ações preventivas de maior periodicidade são anuais) considerando-se todas as
máquinas frigoríficas e UTA existentes nos pavimentos estudados e buscando-se uma
uniformidade na demanda de HH, pois assim fica mais fácil de dimensionar a equipe de
atendimento, como veremos na sessão de mão-de-obra.
Para fazer uma previsão de HH necessários para cada IO, foram feitas consultas a
documentos referentes à última revisão feita no plano de manutenção, quando foi
determinada a previsão de HH para as IO’s atualmente executadas, assim como aos
funcionários da equipe de refrigeração, que puderam, com sua experiência, tomar
conhecimento das modificações propostas para as instruções operacionais e estimar
quanto tempo a precisaria ser adicionado às previsões de HH. De posse dessas
informações, foi possível chegar às seguintes previsões estimadas:
OS HH Previsto (minutos)
MANUT. PREDITIVA BIMESTRAL DE MÁQUINA
FRIGORÍFICA 60
MANUT. PREVENTIVA TRIMESTRAL DE
MÁQUINA FRIGORÍFICA 120

56
MANUT. PREVENTIVA SEMESTRAL DE MÁQUINA
FRIGORÍFICA 180
MANUT. PREVENTIVA ANUAL DE MÁQUINA
FRIGORÍFICA 240
ROTINA DE INSPEÇÃO SEMANAL DE UTA 10
MANUT. PREV. MENSAL DE UTA 30
MANUT. PREV. TRIMESTRAL DE UTA 50
MANUT. PREV. ANUAL DE UTA 300
Tabela 6.1 Tipo de OS x HH Previsto
Cabe ressaltar, no entanto, que estas são apenas previsões e precisam, portanto,
ser validadas numa etapa posterior do processo de melhoria, quando as novas IO’s já
estiverem em funcionamento por tempo suficiente para que se faça uma análise histórica
e se comparem as demandas de HH previstas com as reais.
Utilizando-se esses valores de HH por IO e considerando-se o número de
equipamentos existentes nos andares em estudo, foi possível chegar aos seguintes valores
para número de equipamentos atendidos por mês para cada tipo de ação planejada:
UTA
Nº de
equipamentos Tipo de OS
HH Previsto
por OS
Periodicidade
(Meses)
Média
mensal Equipamentos/mês
9
ROTINA DE INSPEÇÃO
SEMANAL DE UTA 0,167
0,25 6,012 36
106
MANUT. PREV. MENSAL
DE UTA 0,5 1 35,33333333 70,66666667
106
MANUT. PREV.
TRIMESTRAL DE UTA 0,83 3 21,995 26,5
106
MANUT. PREV. ANUAL DE
UTA 5 12 44,16666667 8,833333333
Total: 107,507 Tabela 6.2 Número de UTA atendidas mensalmente para cada tipo de ação planejada
MÁQUINA FRIGORÍFICA
Nº de
equipamentos Tipo de OS
HH Previsto
por OS
Periodicidade
(Meses)
Média
mensal Equipamentos/mês
6
MANUT. PREDITIVA
BIMESTRAL DE MÁQUINA
FRIGORÍFICA
1
2 2 2

57
6
MANUT. PREVENTIVA
TRIMESTRAL DE
MÁQUINA FRIGORÍFICA 2 3 2 1
6
MANUT. PREVENTIVA
SEMESTRAL DE
MÁQUINA FRIGORÍFICA 3 6 1,5 0,5
6
MANUT. PREVENTIVA
ANUAL DE MÁQUINA
FRIGORÍFICA 4 12 2 0,5
Total: 7,5 Tabela 6.3 Número de máquinas frigoríficas atendidas mensalmente para cada tipo de
ação planejada
Após a obtenção destes valores, foi possível então elaborar o calendário de
execução das ações de manutenção determinísticas, como exibido nos anexos 3 e 4.
Ao seguirmos este planejamento para executar as IO’s de manutenção preventiva,
atingiremos então a seguinte distribuição da demanda de HH por mês:
Gráfico 6.1 Demanda de HH x Mês
Demanda mensal essa que, por sua vez, irá acarretar na seguinte distribuição de
demandas diárias médias:
106,0
108,0
110,0
112,0
114,0
116,0
118,0
HH
Total

58
Gráfico 6.2 Demanda diária média de HH x Mês
Temos, portanto, uma média mensal de 114,9 homens-hora de demanda com
discrepância máxima de 7,5 homens-hora entre o mês de julho, cuja demanda total é a
maior de todas, e o de fevereiro, mês de menor demanda total. Já as médias diárias de
cada mês distam entre si em, no máximo, 0,2 homens-hora por dia, o que significa 12
homens-minuto por dia (uma discrepância máxima de apenas 5,3% da média).
6.2 Capacidade produtiva
Segundo Alvarez (1988, p. 129), “o dimensionamento ótimo do potencial da mão-
de-obra pode ser executado partindo do ponto médio de demanda, aumentando-se ou
diminuindo-se o potencial de homens-hora por meio de horas extras”.
Um funcionário diarista, ou seja, aquele que trabalha de segunda à sexta e 44 horas
semanais, conforme as CLT, pode entregar a seguinte quantidade de horas produtivas:
Dias trabalhados 252
Capacidade anual teórica 2142 horas
Capacidade disponível anual após desconto de 8,2% das
férias 1966,4 horas
Capacidade disponível anual após desconto de 3% referentes
ao ausentismo 1907,4 horas
Capacidade disponível por ano 1907,4 horas
22,12,22,32,42,52,62,72,82,9
33,13,23,33,43,53,63,73,83,9
44,1
Médiade
jan/19
Médiade
fev/19
Médiade
mar/19
Médiade
abr/19
Médiade
mai/19
Médiade
jun/19
Médiade
jul/19
Médiade
ago/19
Médiade
set/19
Médiade
out/19
Médiade
nov/19
Médiade
dez/19
HH
/dia
Demandas diárias médias

59
Capacidade disponível anual após desconto de 20% de
improdutividade 1525,9 horas
Quantidade de horas disponíveis e produtivas por mês 127,2 horas
Tabela 6.4 Capacidade produtiva de um funcionário diarista
Já um colaborador plantonista, ou seja, aquele que trabalha na escala 12h x 36h
(12 horas trabalhadas para cada 36 horas de folga), pode entregar a seguinte quantidade
de horas produtivas:
Dias trabalhados 183
Capacidade anual teórica 2013 horas
Capacidade disponível anual após desconto de 8,2% das
férias 1847,9 horas
Capacidade disponível anual após desconto de 3% referentes
ao ausentismo 1792,5 horas
Capacidade disponível por ano 1792,5 horas
Capacidade disponível anual após desconto de 20% de
improdutividade 1434,0 horas
Quantidade de horas disponíveis e produtivas por mês 119,5 horas
Tabela 6.5 Capacidade produtiva de um funcionário plantonista (escala 12h x 36h)
Onde o valor de desconto referente às férias é simplesmente a parcela do ano
correspondente aos 30 dias de férias. Os descontos referentes ao ausentismo e
improdutividade foram fornecidos pelo gerente de manutenção da empresa, tendo sido
previamente obtidos por meio do estudo de dados históricos da mesma.
Para calcular o número de funcionários necessários para o cumprimento das ações
de manutenção previstas para máquinas frigoríficas e UTA, basta comparar a demanda
de HH com a quantidade destas fornecida por cada funcionário.
No caso deste trabalho, obtivemos uma demanda mensal média de 114,9 homens-
hora. Chegamos, assim, ao resultado abaixo (para o caso de um colaborador diarista).
Quantidade de horas disponíveis e produtivas por mês 127,2 horas
Demanda média de HH por mês 114,9 horas
Sobra de horas 12,3 horas

60
Quantidade de funcionários por mês 1,0
Quantidade de funcionários necessária por mês 0,9
Tabela 6.6 Saldo de horas para um funcionário diarista, de acordo com a demanda de
HH calculada
Ou, para o caso de um funcionário plantonista, temos o seguinte resultado:
Quantidade de horas disponíveis e produtivas por mês 119,5 horas
Demanda média de HH por mês 114,9 horas
Sobra de horas 4,6 horas
Quantidade de funcionários por mês 1,0
Quantidade de funcionários necessária por mês 1,0
Tabela 6.7 Saldo de horas para um funcionário diarista, de acordo com a demanda de
HH calculada
Isso nos mostra que será necessário 1 funcionário diarista para cumprir apenas as
OS’s referentes a máquinas frigoríficas e UTA. No entanto, a contratação de um
plantonista para cumprí-las geraria uma sobra menor de horas, sendo portanto mais
economicamente viável, uma vez que a remuneração de colaboradores que trabalham
segundo esse regime é mais barata do que a de diaristas. O mesmo cálculo pode ser
estendido para o resto do sistema, após planejar-se as ações de manutenção dos outros
equipamentos e calcular-se a demanda de HH para sua execução.

61
CAPÍTULO 7 - ANÁLISE CRÍTICA E CONCLUSÃO
7.1 Análise crítica
Depois de analisarmos o trabalho desenvolvido até aqui, podemos perceber que
foram feitas propostas interessantes e que podem trazer muitos aprimoramentos técnicos
e econômicos. No entanto, por falta de tempo, não foi possível colocar as ações propostas
em prática para que se pudesse avaliar sua eficácia. Dessa maneira, ainda que não seja o
ideal, a comparação entre o plano atualmente em andamento e o proposto ficará para
trabalhos futuros. A execução do diagnóstico do plano, através de observação em campo
e do questionário realizado com gestores e planejadores, foi de suma importância para a
correta identificação dos maiores problemas, permitindo que fossem feitas proposições
incisivas e focadas nos aspectos certos.
7.2 Conclusão
Após bastante tempo de estágio e muitas conversas e reuniões com o gerente de
manutenção e os planejadores, foi possível perceber que o plano de manutenção
atualmente em vigor poderia ser revisado e receber modificações que o tornassem ainda
mais robusto.
Realizou-se, então, um questionário a fim de obter-se um diagnóstico do plano
vigente, onde pode-se notar que os maiores problemas eram a falta de critério na
designação de criticidades para os equipamentos e as instruções operacionais
incompletas.
Para não estender muito o trabalho e poder realizá-lo dentro do tempo hábil, foram
selecionados pavimentos importantes dentro de um edifício crucial dentre os muitos de
posse da TV Globo e atendidos pela empresa cujo autor do presente texto foi funcionário,
e neles escolheram-se os equipamentos que compõem o sistema de refrigeração.
Após isto, foi elaborado um novo critério para obtenção de criticidades, através
de um fluxograma, com o qual foi possível adequar a distribuição de prioridades do plano
de manutenção aos valores recomendados pela literatura.
Posteriormente, foram feitas revisões nas instruções operacionais referentes às
ações de manutenção planejada das máquinas frigoríficas e UTA, equipamentos mais
complexos e importantes do sistema. Assim, essas instruções tornaram-se mais
condizentes com o que a literatura e os manuais de fabricantes recomendam.
Depois, foi feito então uma nova programação anual para as ações de manutenção
planejada para esses equipamentos, o que por sua vez possibilitou o cálculo da capacidade

62
produtiva, estabelecendo-se uma metodologia que poder-se-á estender-se a todos os
outros equipamentos do sistema.
Obtivemos como resultados uma nova distribuição de criticidades para todos os
equipamentos de refrigeração localizados nos pavimentos estudados, instruções
operacionais aperfeiçoadas para máquinas frigoríficas e UTA, assim como programações
atualizadas para essas classes de equipamento e, por fim, uma estimativa de mão-de-obra
necessária para a execução das ações de manutenção planejada (também para máquinas
frigoríficas e UTA).
Com isso, podemos alcançar um novo patamar de eficiência na execução do plano
de manutenção, com tempos menores para efetuação de reparos, assim como períodos
maiores entre falhas. As novas criticidades permitirão que os gestores possam direcionar
melhor seus mecânicos, atendendo prioritariamente os equipamentos que sejam
efetivamente mais essenciais para a produção da empresa contratante. As IO’s revisadas
poderão, conforme se espera, reduzir a probabilidade de falha e até mesmo estender a
vida útil das máquinas atendidas, uma vez que novas ações recomendadas por manuais e
livros especializados foram incorporadas. Já no caso da programação e da estimativa de
mão-de-obra, o mais importante é a determinação de uma metodologia, que poderá ser
posteriormente utlizada para o planejamento das ações determinísticas de manutenção de
aplicadas a qualquer tipo de equipamento, em qualquer localização, trazendo benefícios
para toda a empresa.
Todos essas melhoras na área técnica irão se traduzir, em última análise, no plano
econômico. É muito importante que sejam feitas revisões periódicas no modus operandi
de uma companhia, pois diversas vezes há aspectos que podem ser aperfeiçoados, ainda
que o transcorrer do trabalho seja atualmente satisfatório.
As melhorias propostas serão, após avaliação e aprovação deste projeto,
apresentadas ao gerente responsável pela execução do plano, assim como aos
planejadores. Esperamos auspiciosamente que sejam aceitas pela empresa, trazendo
benefícios técnicos e econômicos.
Infelizmente, o presente trabalho apresenta algumas limitações. Por conta de
dificuldade na obteção de dados históricos do plano de manutenção atualmente em curso,
não foi possível realizar-se uma análise das ações passadas que pudesse nos ajudar a
melhor formular propostas de melhoria. Além disso, como mencionado anteriormente,
foi necessária uma restrição grande nos equipamentos considerados para o estudo, por
conta do tempo hábil para sua execução.

63
Para o futuro, sugere-se que sejam feitas tomadas de dados para uma avaliação
histórica e estatística, de forma que se possa atestar a diferença nos indicadores gerada
pelas propostas feitas. Atualmente, a obtenção de dados históricos no sistema de gestão
do plano de manutenção utilizado pela AAE não é fácil como deveria ser, pois o
preenchimento das OS’s por parte dos funcionários ainda é muito errático. Propõe-se,
então, que sejam feitos mais treinamentos de tal preenchimento, enfatizando a
importância do correto apontamento das informações referentes aos serviços prestados
para a aprimoração do plano de manutenção.
Além disso, é necessário que haja um enfoque na maior qualificação profissional
dos funcionários responsáveis pela execução das ações de manutenção, uma vez que são
propostas alterações e inclusões de certos tipos de medidas que exigem um grau maior de
especialização para sua correta implementação.
Outra possibilidade para o futuro é a utilização das metodologias adotadas no
presente trabalho para outros equipamentos, seja de locais ou equipes diferentes (como
as de elétrica, hidráulica e automação), comprovando a eficácia desses métodos mesmo
em situações diferentes.
Por fim, sugere-se uma adoção mais frequente da ferramenta de análise de falhas
(que já é adotada pela empresa gestora do plano, porém com uma frequência muito menor
do que a satisfatória), de maneira a registrar comportamentos específicos das máquinas
existentes nos edifícios da companhia contratante, o que futuramente permitirá que sejam
feitas adaptações particulares nas ações planejadas de manutenção, melhorando ainda
mais a sua eficiência.

64
CAPÍTULO 8 - REFERÊNCIAS BIBLIOGRÁFICAS
ABNT. NBR 5462/1994. Confiabilidade e mantenabilidade. Rio de Janeiro, Rio de
Janeiro, Brasil: ABNT - Associação Brasileira de Normas Técnicas, 1994.
ABNT. NBR 5674/1999. Manutenção de edificações - Procedimento. Rio de Janeiro,
Rio de Janeiro, Brasil: ABNT - Associação Brasileira de Normas Técnicas, 1999.
ALVAREZ, O. E. Manual de Manutenção Planejada. João Pessoa: Editora
Universitária/UFPb, 1988.
ARAÚJO, L. C. Melhoria da Manutenção Planejada em uma Fábrica de Pneus do Rio
de Janeiro. 2017. Trabalho de conclusão de curso (Graduação em Engenharia
Mecânica) - Escola Politécnica, Universidade Federal do Rio de Janeiro, Rio de
Janeiro.
ASHRAE. 2012 ASHRAE Handbook - Heating, Ventilation and Air-Conditioning
Systems and Equipment. Atlanta: ASHRAE, 2012.
BATHIA, A. Centralized Vs. Decentralized Air Conditioning Systems, 2018. Fonte:
CED Engineering. Disponível em:
<https://www.cedengineering.com/userfiles/Cent%20Vs%20Decent%20AC%20
Systems.pdf>. Acesso em: 19 de setembro de 2018.
CARRIER. Global Chiller 30HXC, 2018. Fonte: Carrier - Marine & Offshore.
Disponível em: <https://www.carrier.com/marine-
offshore/en/worldwide/products/chillers/30hxc/>. Acesso em: 19 de setembro de
2018.
CYRINO, L. Manutenção em Foco, 2018. Fonte: Classificação ABC de Máquinas e
Equipamentos. Disponível em:
<https://www.manutencaoemfoco.com.br/classificacao-abc/>. Acesso em: 30 de
julho de 2018.

65
DAMASCENO, B. Tá calor? Cuidados antes de instalar um Ar-condicionado, 2014.
Fonte: Brasília Concreta. Disponível em: <http://brasiliaconcreta.com.br/ta-calor-
cuidados-antes-de-instalar-um-ar-condicionado/>. Acesso em: 19 de setembro de
2018.
DUFRIO. Fan Coil Carrier Zen 10 TR - 39EB10P68HVA, 2018. Fonte: Refigeração
Dufrio Comércio e Importação Ltda.. Disponível em:
<https://www.dufrio.com.br/fan-coil-carrier-zen-10-tr-39eb10p68hva.html>.
Acesso em: 19 de setembro de 2018.
GRUPO HEME ISOLANTES. Caixa plenum para duto flexível, 2018. Fonte: Grupo
Heme Isolantes. Disponível em: <https://www.hemeisolantes.com.br/materiais-
auxiliares/caixa-plenum-para-duto-flex-avel.html>. Acesso em: 19 de setembro
de 2018.
JEFERSON. Portal O Planeta TV, 2012. Fonte: Portal O Planeta TV. Disponível em:
<https://oplanetatv.clickgratis.com.br/noticias/audiencia-da-tv/globo-cresce-e-
se-torna-a-segunda-maior-emissora-do-mundo.html>. Acesso em: 4 de julho de
2018.
KARDEC, A., & NASCIF, J. Manutenção: Função Estratégica. Rio de Janeiro:
Qualitymark, 2009.
MOBLEY, R. K., HIGGINS, L. R., & WIKOFF, D. J. Maintenance Engineering
Handbook. New York: Mc Graw-Hill Education, 2008.
STANFORD III, H. W. HVAC Water Chillers and Cooling Towers. New York: Marcel
Dekker, 2003.
STOECKER, W. E., & JONES, J. W. Refrigeração e ar-condicionado. São Paulo:
McGraw-Hill, 1985.
WANG, S. K. Handbook of air conditioning and refrigeration. New York: McGraw-
Hill, 2001.

66
WIKIMAPIA. Rede Globo (Rio de Janeiro), 2018. Fonte: Wikimapia. Disponível em:
<http://wikimapia.org/1390800/pt/Rede-Globo>. Acesso em: 19 de setembro de
2018.

67
APÊNCICES
Apêndice 1 – Planilha de criticidade de equipamentos
Tipo de
Equipamento Equipamento
Seguran-
ça
Meio-
ambiente
Grau de
importância
Local
atendido Custo
Stand-
by
Criticida-
de
UTA AC 0405 C C B C B B C
UTA AC 0406 C C B C B B C
CAIXA PLENUM CX 0043 C C C B C A D
CAIXA PLENUM CX 0044 C C C B C A D
CAIXA PLENUM CX 0045 C C C C C A D
CAIXA PLENUM CX 0046 C C C C C A D
CAIXA PLENUM CX 0047 C C C B C A D
CAIXA PLENUM CX 0048 C C C B C A D
CAIXA PLENUM CX 0049 C C C B C A D
CAIXA PLENUM CX 0050 C C C A C A B
CAIXA PLENUM CX 0051 C C C A C A B
CAIXA PLENUM CX 0052 C C C B C A D
CAIXA PLENUM CX 0053 C C C C C A D
CAIXA PLENUM CX 0054 C C C C C A D
CAIXA PLENUM CX 0055 C C C B C A D
CAIXA PLENUM CX 0056 C C C B C A D
CAIXA PLENUM CX 0057 C C C A C A B
CAIXA PLENUM CX 0058 C C C B C A D
CAIXA PLENUM CX 0059 C C C B C A D
CAIXA PLENUM CX 0103 C C C B C A D
CAIXA PLENUM CX 6223 C C C B C A D
MÁQUINA
FRIGORÍFICA CHI 0021 C C A A A B A
MÁQUINA
FRIGORÍFICA CHI 0022 C C A A A B A
MÁQUINA
FRIGORÍFICA CHI 0023 C C A A A B A
MÁQUINA
FRIGORÍFICA CHI 0025 C C A A A B A
MÁQUINA
FRIGORÍFICA CHI 0033 C C A A A B A
MÁQUINA
FRIGORÍFICA CHI 4000 C C A A A B A
UTA AC 0415 C C B C B B C
UTA AC 0486 C C B B B A C
UTA AC 0487 C C B B B A C
UTA AC 0494 C C A B B A A
UTA AC 0519 C C B C B A C
UTA AC 0527 C C B B B A C
UTA AC 0528 C C B B B A C
UTA AC 0545 C C B B B A C

68
UTA AC 0546 C C B B B A C
UTA AC 0550 C C A A B A A
UTA AC 0554 C C A A B A A
UTA AC 0557 C C A A B A A
UTA AC 0578 C C B C B A C
UTA AC 0579 C C B C B B C
UTA AC 0582 C C B C B A C
UTA AC 0583 C C B C B A C
UTA AC 0604 C C B C B A C
UTA AC 0605 C C B C B A C
UTA AC 0606 C C B B B B C
UTA AC 0607 C C B B B B C
UTA AC 0633 C C B C B A C
UTA AC 0634 C C B B B B C
UTA AC 0635 C C B B B B C
UTA AC 0636 C C B B B B C
UTA AC 0637 C C B B B B C
UTA AC 0638 C C B C B B C
UTA AC 0639 C C B C B B C
UTA AC 0649 C C B B B B C
UTA AC 0650 C C B B B B C
UTA AC 0651 C C B C B A C
UTA AC 0652 C C B C B A C
UTA AC 0656 C C B B B B C
UTA AC 0657 C C B B B B C
UTA AC 0658 C C B B B B C
UTA AC 0659 C C B B B B C
UTA AC 0660 C C B B B B C
UTA AC 0661 C C B C B A C
UTA AC 0662 C C B C B A C
UTA BABY FB 0013 C C B B B A C
UTA BABY FB 0014 C C B C B A C
UTA BABY FB 0016 C C B B B A C
SPLIT SYSTEM SS 0401 C C C A C B B
SPLIT SYSTEM SS 0404 C C C C C B D
SPLIT SYSTEM SS 0405 C C C C C B D
SPLIT SYSTEM SS 5029 C C C B C A D
SPLIT SYSTEM SS 6036 C C C A C B B
CAIXA PLENUM CX 0077 C C B A C A B
CAIXA PLENUM CX 0079 C C C C C A D
CAIXA PLENUM CX 0080 C C C B C A D
CAIXA PLENUM CX 0081 C C C B C A D
CAIXA PLENUM CX 0082 C C C C C A D
CAIXA PLENUM CX 0083 C C C B C A D
CAIXA PLENUM CX 0084 C C C A C A B
CAIXA PLENUM CX 0085 C C C B C A D
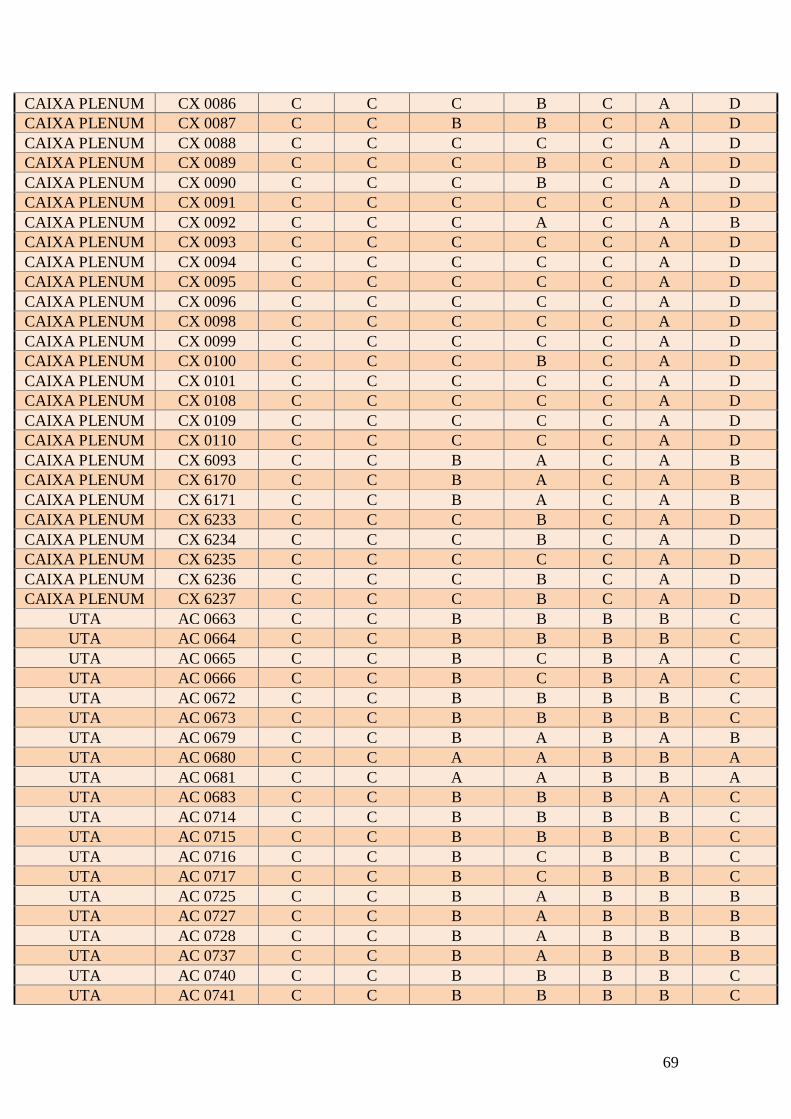
69
CAIXA PLENUM CX 0086 C C C B C A D
CAIXA PLENUM CX 0087 C C B B C A D
CAIXA PLENUM CX 0088 C C C C C A D
CAIXA PLENUM CX 0089 C C C B C A D
CAIXA PLENUM CX 0090 C C C B C A D
CAIXA PLENUM CX 0091 C C C C C A D
CAIXA PLENUM CX 0092 C C C A C A B
CAIXA PLENUM CX 0093 C C C C C A D
CAIXA PLENUM CX 0094 C C C C C A D
CAIXA PLENUM CX 0095 C C C C C A D
CAIXA PLENUM CX 0096 C C C C C A D
CAIXA PLENUM CX 0098 C C C C C A D
CAIXA PLENUM CX 0099 C C C C C A D
CAIXA PLENUM CX 0100 C C C B C A D
CAIXA PLENUM CX 0101 C C C C C A D
CAIXA PLENUM CX 0108 C C C C C A D
CAIXA PLENUM CX 0109 C C C C C A D
CAIXA PLENUM CX 0110 C C C C C A D
CAIXA PLENUM CX 6093 C C B A C A B
CAIXA PLENUM CX 6170 C C B A C A B
CAIXA PLENUM CX 6171 C C B A C A B
CAIXA PLENUM CX 6233 C C C B C A D
CAIXA PLENUM CX 6234 C C C B C A D
CAIXA PLENUM CX 6235 C C C C C A D
CAIXA PLENUM CX 6236 C C C B C A D
CAIXA PLENUM CX 6237 C C C B C A D
UTA AC 0663 C C B B B B C
UTA AC 0664 C C B B B B C
UTA AC 0665 C C B C B A C
UTA AC 0666 C C B C B A C
UTA AC 0672 C C B B B B C
UTA AC 0673 C C B B B B C
UTA AC 0679 C C B A B A B
UTA AC 0680 C C A A B B A
UTA AC 0681 C C A A B B A
UTA AC 0683 C C B B B A C
UTA AC 0714 C C B B B B C
UTA AC 0715 C C B B B B C
UTA AC 0716 C C B C B B C
UTA AC 0717 C C B C B B C
UTA AC 0725 C C B A B B B
UTA AC 0727 C C B A B B B
UTA AC 0728 C C B A B B B
UTA AC 0737 C C B A B B B
UTA AC 0740 C C B B B B C
UTA AC 0741 C C B B B B C

70
UTA AC 0767 C C B C B B C
UTA AC 0768 C C B C B B C
UTA AC 0785 C C B A B B B
UTA AC 0810 C C B A B B B
UTA AC 0811 C C B B B B C
UTA AC 0812 C C B B B B C
UTA AC 0814 C C B B B B C
UTA AC 0815 C C B B B B C
UTA AC 0816 C C B B B B C
UTA AC 0817 C C B B B A C
UTA AC 0819 C C B B B B C
UTA AC 0820 C C B B B B C
UTA AC 0821 C C B B B B C
UTA AC 0823 C C B C B A C
UTA AC 0824 C C B C B A C
UTA AC 0837 C C B C B A C
UTA AC 0846 C C B C B A C
UTA AC 1009 C C B C B B C
UTA AC 1010 C C B C B B C
UTA AC 1834 C C B C B A C
UTA AC 1835 C C B C B A C
UTA AC 1836 C C B C B A C
UTA AC 4108 C C B C B A C
UTA AC 4111 C C B C B A C
UTA AC 4112 C C B C B A C
UTA AC 4209 C C B C B A C
UTA AC 4283 C C B B B A C
UTA AC 4317 C C B C B A C
UTA AC 4319 C C B C B A C
UTA AC 4370 C C B C B B C
UTA AC 4371 C C B C B B C
UTA AC 4372 C C B B B B C
UTA AC 4373 C C B B B B C
UTA AC 4374 C C B B B B C
UTA AC 4375 C C B B B B C
UTA AC 4376 C C A A B B A
UTA AC 4378 C C A A B B A
UTA AC 4379 C C A A B B A
UTA AC 4388 C C B B B A C
UTA AC 4389 C C B B B A C
UTA AC 4390 C C B C B A C
UTA AC 4391 C C B C B A C
UTA AC 4392 C C B C B A C
UTA AC 4403 C C B C B A C
UTA AC 4404 C C B C B A C
UTA AC 4414 C C B B B A C

71
ACJ ACJ 1119 C C C B C A D
ACJ ACJ 1239 C C C B C A D
UTA BABY FB 0020 C C B B B B C
UTA BABY FB 0021 C C B B B B C
SPLIT SYSTEM SS 5035 C C C C C A D

72
Apêndice 2 – Calendário de manutenção de máquinas frigoríficas
Equipamento Tipo de OS
Calendário
2019
1 2 3 4 5 6 7 8 9 10 11 12
CHI 0021
PREDITIVA BIMESTRAL B B B B
PREVENTIVA TRIMESTRAL T T
PREVENTIVA SEMESTRAL S
PREVENTIVA ANUAL A
CHI 0022
PREDITIVA BIMESTRAL B B B B
PREVENTIVA TRIMESTRAL T T
PREVENTIVA SEMESTRAL S
PREVENTIVA ANUAL A
CHI 0023
PREDITIVA BIMESTRAL B B B B
PREVENTIVA TRIMESTRAL T T
PREVENTIVA SEMESTRAL S
PREVENTIVA ANUAL A
CHI 0025
PREDITIVA BIMESTRAL B B B B
PREVENTIVA TRIMESTRAL T T
PREVENTIVA SEMESTRAL S
PREVENTIVA ANUAL A
CHI 0033
PREDITIVA BIMESTRAL B B B B
PREVENTIVA TRIMESTRAL T T
PREVENTIVA SEMESTRAL S
PREVENTIVA ANUAL A
CHI 4000
PREDITIVA BIMESTRAL B B B B
PREVENTIVA TRIMESTRAL T T
PREVENTIVA SEMESTRAL S
PREVENTIVA ANUAL A

73
Apêndice 3 – Calendário de manutenção de UTA
Equipamento Tipo de OS
Calendário
2019
1 2 3 4 5 6 7 8 9 10 11 12
AC 0494 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 0550 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 0554 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 0557 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 0680 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 0681 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 4376 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 4378 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 4379 PREDITIVA SEMANAL 3S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S 4S
PREVENTIVAS A M M T M M T M M T M M
AC 0405 PREVENTIVAS M A M M T M M T M M T M
AC 0406 PREVENTIVAS M A M M T M M T M M T M
AC 0415 PREVENTIVAS M A M M T M M T M M T M
AC 0486 PREVENTIVAS M A M M T M M T M M T M
AC 0487 PREVENTIVAS M A M M T M M T M M T M
AC 0519 PREVENTIVAS M A M M T M M T M M T M
AC 0527 PREVENTIVAS M A M M T M M T M M T M
AC 0528 PREVENTIVAS M A M M T M M T M M T M
AC 0545 PREVENTIVAS M M A M M T M M T M M T
AC 0546 PREVENTIVAS M M A M M T M M T M M T
AC 0578 PREVENTIVAS M M A M M T M M T M M T
AC 0579 PREVENTIVAS M M A M M T M M T M M T
AC 0582 PREVENTIVAS M M A M M T M M T M M T
AC 0583 PREVENTIVAS M M A M M T M M T M M T
AC 0604 PREVENTIVAS M M A M M T M M T M M T
AC 0605 PREVENTIVAS M M A M M T M M T M M T
AC 0606 PREVENTIVAS M M A M M T M M T M M T
AC 0607 PREVENTIVAS T M M A M M T M M T M M
AC 0633 PREVENTIVAS T M M A M M T M M T M M
AC 0634 PREVENTIVAS T M M A M M T M M T M M
AC 0635 PREVENTIVAS T M M A M M T M M T M M
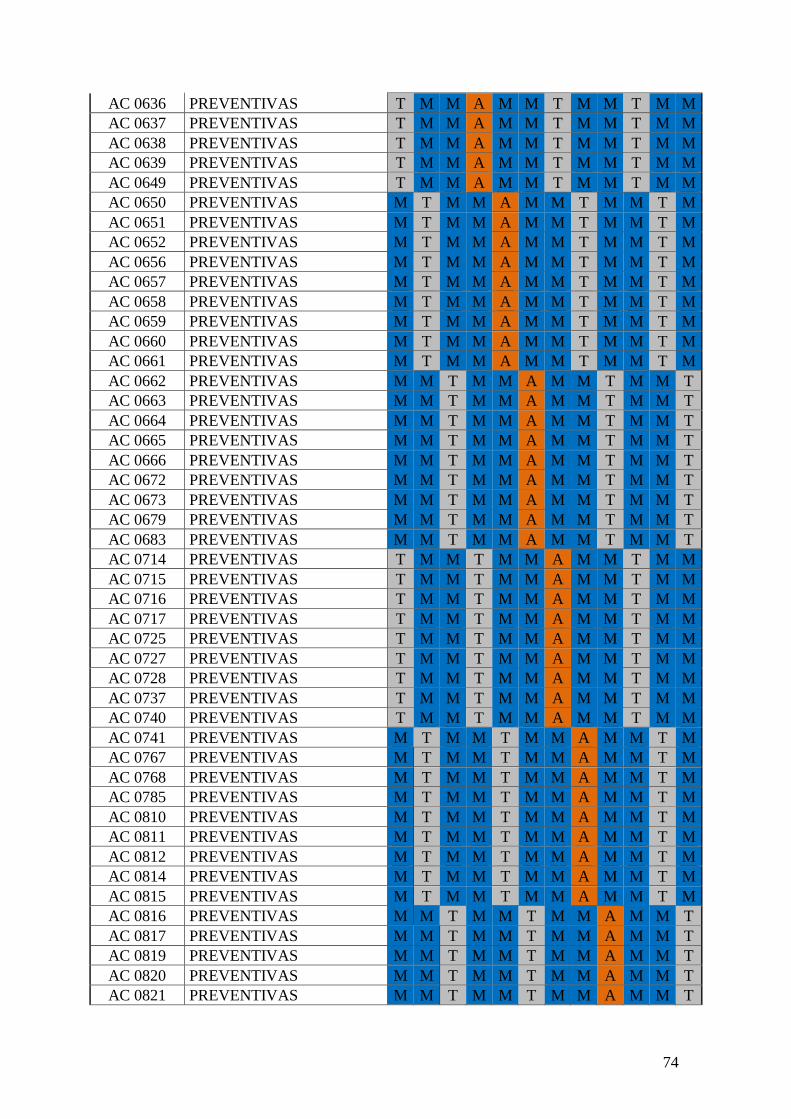
74
AC 0636 PREVENTIVAS T M M A M M T M M T M M
AC 0637 PREVENTIVAS T M M A M M T M M T M M
AC 0638 PREVENTIVAS T M M A M M T M M T M M
AC 0639 PREVENTIVAS T M M A M M T M M T M M
AC 0649 PREVENTIVAS T M M A M M T M M T M M
AC 0650 PREVENTIVAS M T M M A M M T M M T M
AC 0651 PREVENTIVAS M T M M A M M T M M T M
AC 0652 PREVENTIVAS M T M M A M M T M M T M
AC 0656 PREVENTIVAS M T M M A M M T M M T M
AC 0657 PREVENTIVAS M T M M A M M T M M T M
AC 0658 PREVENTIVAS M T M M A M M T M M T M
AC 0659 PREVENTIVAS M T M M A M M T M M T M
AC 0660 PREVENTIVAS M T M M A M M T M M T M
AC 0661 PREVENTIVAS M T M M A M M T M M T M
AC 0662 PREVENTIVAS M M T M M A M M T M M T
AC 0663 PREVENTIVAS M M T M M A M M T M M T
AC 0664 PREVENTIVAS M M T M M A M M T M M T
AC 0665 PREVENTIVAS M M T M M A M M T M M T
AC 0666 PREVENTIVAS M M T M M A M M T M M T
AC 0672 PREVENTIVAS M M T M M A M M T M M T
AC 0673 PREVENTIVAS M M T M M A M M T M M T
AC 0679 PREVENTIVAS M M T M M A M M T M M T
AC 0683 PREVENTIVAS M M T M M A M M T M M T
AC 0714 PREVENTIVAS T M M T M M A M M T M M
AC 0715 PREVENTIVAS T M M T M M A M M T M M
AC 0716 PREVENTIVAS T M M T M M A M M T M M
AC 0717 PREVENTIVAS T M M T M M A M M T M M
AC 0725 PREVENTIVAS T M M T M M A M M T M M
AC 0727 PREVENTIVAS T M M T M M A M M T M M
AC 0728 PREVENTIVAS T M M T M M A M M T M M
AC 0737 PREVENTIVAS T M M T M M A M M T M M
AC 0740 PREVENTIVAS T M M T M M A M M T M M
AC 0741 PREVENTIVAS M T M M T M M A M M T M
AC 0767 PREVENTIVAS M T M M T M M A M M T M
AC 0768 PREVENTIVAS M T M M T M M A M M T M
AC 0785 PREVENTIVAS M T M M T M M A M M T M
AC 0810 PREVENTIVAS M T M M T M M A M M T M
AC 0811 PREVENTIVAS M T M M T M M A M M T M
AC 0812 PREVENTIVAS M T M M T M M A M M T M
AC 0814 PREVENTIVAS M T M M T M M A M M T M
AC 0815 PREVENTIVAS M T M M T M M A M M T M
AC 0816 PREVENTIVAS M M T M M T M M A M M T
AC 0817 PREVENTIVAS M M T M M T M M A M M T
AC 0819 PREVENTIVAS M M T M M T M M A M M T
AC 0820 PREVENTIVAS M M T M M T M M A M M T
AC 0821 PREVENTIVAS M M T M M T M M A M M T

75
AC 0823 PREVENTIVAS M M T M M T M M A M M T
AC 0824 PREVENTIVAS M M T M M T M M A M M T
AC 0837 PREVENTIVAS M M T M M T M M A M M T
AC 0846 PREVENTIVAS T M M T M M T M M A M M
AC 1009 PREVENTIVAS T M M T M M T M M A M M
AC 1010 PREVENTIVAS T M M T M M T M M A M M
AC 1834 PREVENTIVAS T M M T M M T M M A M M
AC 1835 PREVENTIVAS T M M T M M T M M A M M
AC 1836 PREVENTIVAS T M M T M M T M M A M M
AC 4108 PREVENTIVAS T M M T M M T M M A M M
AC 4111 PREVENTIVAS T M M T M M T M M A M M
AC 4112 PREVENTIVAS T M M T M M T M M A M M
AC 4209 PREVENTIVAS M T M M T M M T M M A M
AC 4283 PREVENTIVAS M T M M T M M T M M A M
AC 4317 PREVENTIVAS M T M M T M M T M M A M
AC 4319 PREVENTIVAS M T M M T M M T M M A M
AC 4370 PREVENTIVAS M T M M T M M T M M A M
AC 4371 PREVENTIVAS M T M M T M M T M M A M
AC 4372 PREVENTIVAS M T M M T M M T M M A M
AC 4373 PREVENTIVAS M T M M T M M T M M A M
AC 4374 PREVENTIVAS M T M M T M M T M M A M
AC 4375 PREVENTIVAS M M T M M T M M T M M A
AC 4388 PREVENTIVAS M M T M M T M M T M M A
AC 4389 PREVENTIVAS M M T M M T M M T M M A
AC 4390 PREVENTIVAS M M T M M T M M T M M A
AC 4391 PREVENTIVAS M M T M M T M M T M M A
AC 4392 PREVENTIVAS M M T M M T M M T M M A
AC 4403 PREVENTIVAS M M T M M T M M T M M A
AC 4404 PREVENTIVAS M M T M M T M M T M M A
AC 4414 PREVENTIVAS M M T M M T M M T M M A

76
ANEXOS
Anexo 1 – Instruções operacionais existentes para máquinas frigoríficas (chamadas de
chillers no sistema de gestão da manutenção utilizado pelas empresas)
CHILLERS
Periodicidade Instrução
Operacional Instrução Operacional - Descrição
BIMESTRAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5 Anotar utilização do chiller (F6) no início das leituras
6 Anotar a pressão de descarga de cada circuito
7 Anotar a pressão de sucção de cada circuito
8 Anotar pressão de óleo compressor de cada circuito
9 Anotar pressão diferencial de óleo de cada circuito
10 Anotar pressão economizer de cada circuito
11 Anotar temperatura de entrada de água do evaporador
12 Anotar temperatura de saída de água do evaporador
13 Anotar temperatura de entrada de água do condensador
14 Anotar temperatura de saída de água do condensador
15 Anotar temperatura saturada de descarga
16 Anotar temperatura saturada de sucção
17 Anotar temperatura de descarga de cada circuito
18 Anotar temperatura de superaquecimento de cada circuito
19 Anotar temperatura de cada compressor
20 Anotar posição da válvula de cada circuito
21 Anotar perda de pressão no evaporador
22 Anotar perda de pressão no condensador
23 Verificar visor de líquido (refrigerante)
24 Anotar os últimos cinco alarmes
25 Registrar corrente de operação R/S/T de cada compressor
26 Registrar tensão de operação R/S/T no quadro
27 Verificar atuação das solenoides de redução de capacidade
28 Verificar com a utilização de manifold
29 Verificar com a utilização de um infra-red
30 Efetuar teste de vazamento na máquina
31 Verificar integridade dos manômetros
32 Verificar a existência de ruídos anormais
33 Normalizar o setpoint do chiller
34 Após execução do serviço, inspecionar área

77
35 Retirar a placa de segurança “Equipamento em Manutenção”
36 Informar à central de automação sobre o término das atividades
TRIMESTRAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5 Desligar o chiller
6 Desligar chave geral de energia
7 Sinalizar na chave geral com placa
8 Realizar limpeza do condensador com escova de varetamento
9 Após execução do serviço, inspecionar área
10 Retirar a placa de segurança “Equipamento em Manutenção”
11 Informar à central de automação sobre o término das atividades
ANUAL
1 Confirmar se todas as ações de segurança foram tomadas
2 Informar à central de automação sobre o início das atividades
3 Confirmar autorização para início do trabalho
4 Colocar placa “Equipamento em Manutenção”
5 Anotar utilização do chiller (F6) no início das leituras
6 Anotar a pressão de descarga de cada circuito
7 Anotar a pressão de sucção de cada circuito
8 Anotar pressão de óleo compressor de cada circuito
9 Anotar pressão diferencial de óleo de cada circuito
10 Anotar pressão economizer de cada circuito
11 Anotar temperatura de entrada de água do evaporador
12 Anotar temperatura de saída de água do evaporador
13 Anotar temperatura de entrada de água do condensador
14 Anotar temperatura de saída de água do condensador
15 Anotar temperatura saturada de descarga
16 Anotar temperatura saturada de sucção
17 Anotar temperatura de descarga de cada circuito
18 Anotar temperatura de superaquecimento de cada circuito
19 Anotar temperatura de cada compressor
20 Anotar posição da válvula de cada circuito
21 Anotar perda de pressão no evaporador
22 Anotar perda de pressão no condensador
23 Verificar visor de líquido
24 Anotar os últimos cinco alarmes
25 Registrar corrente de operação R/S/T de cada compressor
26 Registrar tensão de operação R/S/T no quadro
27 Verificar atuação das solenoides de redução de capacidade
28 Verificar com a utilização de manifold
29 Verificar com a utilização de um infra-red

78
30 Efetuar teste de vazamento na máquina
31 Verificar integridade dos manômetros
32 Verificar a existência de ruídos anormais
33 Normalizar o setpoint do chiller
34 Desligar o chiller
35 Efetuar teste desarme de sensor de alta
36 Substituir elementos filtrantes
37 Desligar chave geral de energia
38 Sinalizar na chave geral com placa
39 Realizar limpeza do condensador com escova de varetamento
40 Verificar as ligações dos bornes do compressor
41 Checar a resistência dos enrolamentos dos compressores
42 Limpar o pó e impurezas dos componentes de controle
43 Verificar desgaste dos contatos das contactoras de força
44 Efetuar teste de vazamento na máquina
45 Retirar uma amostra de óleo
46 Observar condições de segurança e ligar chave geral
47 Após execução do serviço, inspecionar área
48 Retirar a placa de segurança “Equipamento em Manutenção”
49 Informar à central de automação sobre o término das atividades
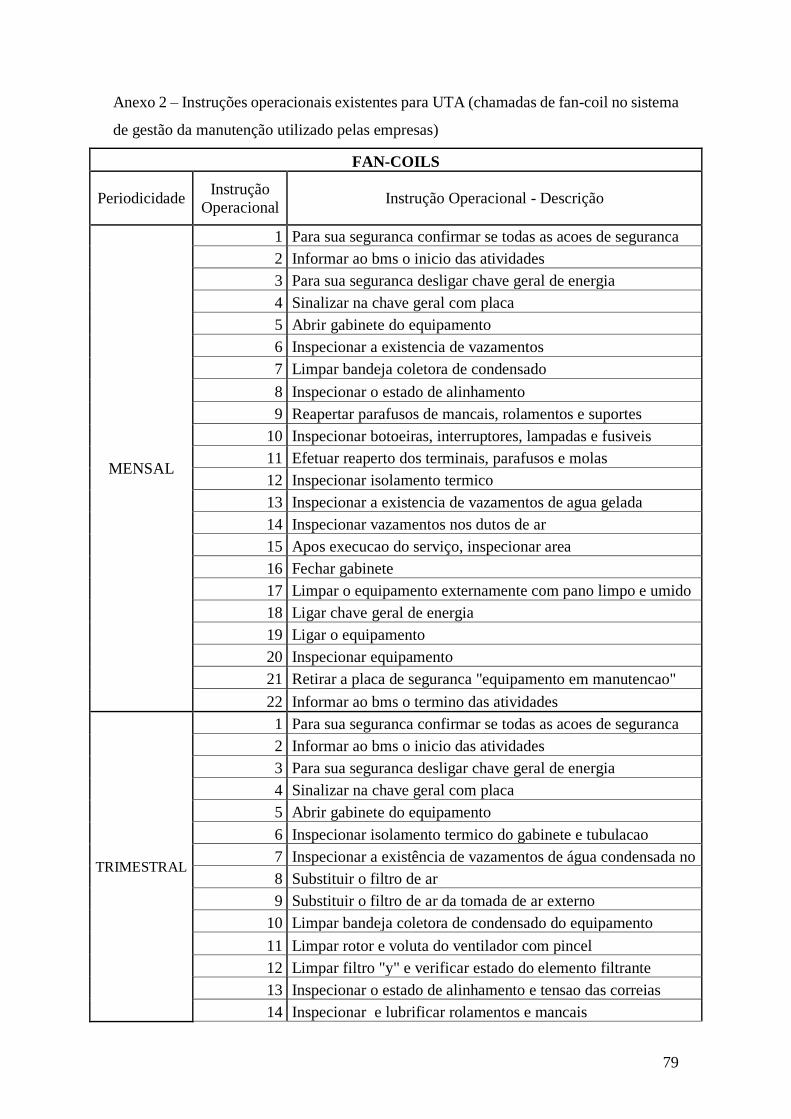
79
Anexo 2 – Instruções operacionais existentes para UTA (chamadas de fan-coil no sistema
de gestão da manutenção utilizado pelas empresas)
FAN-COILS
Periodicidade Instrução
Operacional Instrução Operacional - Descrição
MENSAL
1 Para sua seguranca confirmar se todas as acoes de seguranca
2 Informar ao bms o inicio das atividades
3 Para sua seguranca desligar chave geral de energia
4 Sinalizar na chave geral com placa
5 Abrir gabinete do equipamento
6 Inspecionar a existencia de vazamentos
7 Limpar bandeja coletora de condensado
8 Inspecionar o estado de alinhamento
9 Reapertar parafusos de mancais, rolamentos e suportes
10 Inspecionar botoeiras, interruptores, lampadas e fusiveis
11 Efetuar reaperto dos terminais, parafusos e molas
12 Inspecionar isolamento termico
13 Inspecionar a existencia de vazamentos de agua gelada
14 Inspecionar vazamentos nos dutos de ar
15 Apos execucao do serviço, inspecionar area
16 Fechar gabinete
17 Limpar o equipamento externamente com pano limpo e umido
18 Ligar chave geral de energia
19 Ligar o equipamento
20 Inspecionar equipamento
21 Retirar a placa de seguranca "equipamento em manutencao"
22 Informar ao bms o termino das atividades
TRIMESTRAL
1 Para sua seguranca confirmar se todas as acoes de seguranca
2 Informar ao bms o inicio das atividades
3 Para sua seguranca desligar chave geral de energia
4 Sinalizar na chave geral com placa
5 Abrir gabinete do equipamento
6 Inspecionar isolamento termico do gabinete e tubulacao
7 Inspecionar a existência de vazamentos de água condensada no
8 Substituir o filtro de ar
9 Substituir o filtro de ar da tomada de ar externo
10 Limpar bandeja coletora de condensado do equipamento
11 Limpar rotor e voluta do ventilador com pincel
12 Limpar filtro "y" e verificar estado do elemento filtrante
13 Inspecionar o estado de alinhamento e tensao das correias
14 Inspecionar e lubrificar rolamentos e mancais
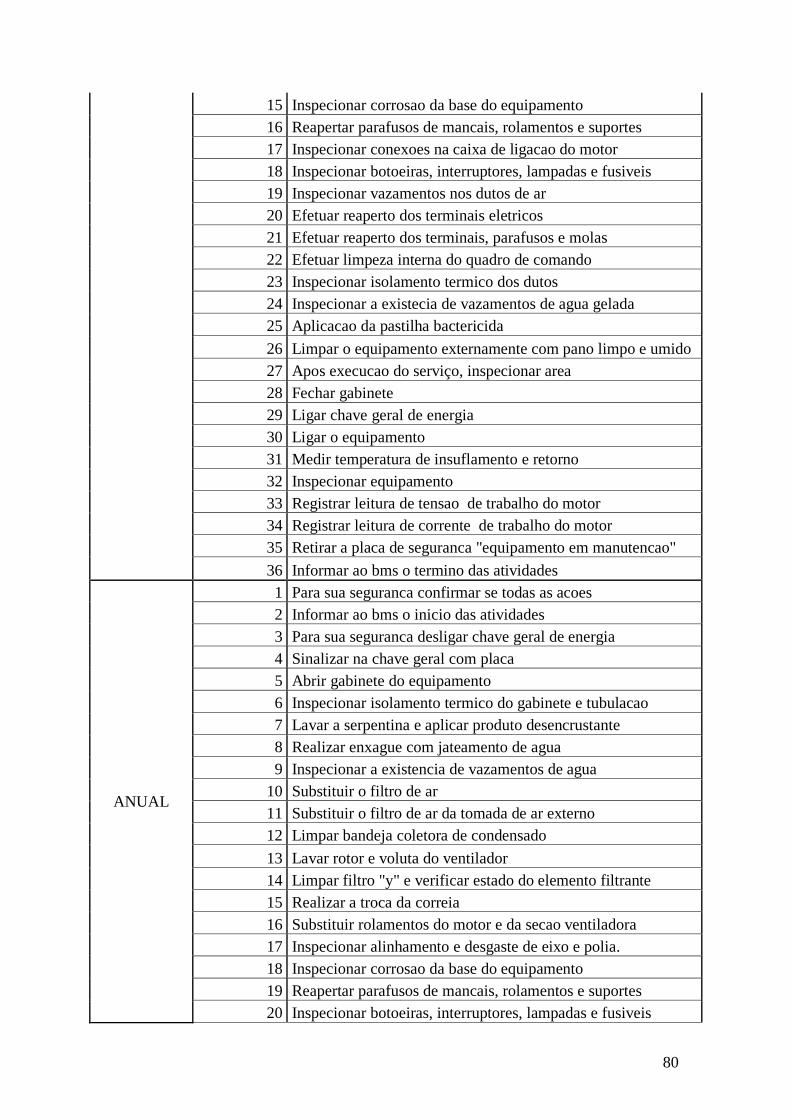
80
15 Inspecionar corrosao da base do equipamento
16 Reapertar parafusos de mancais, rolamentos e suportes
17 Inspecionar conexoes na caixa de ligacao do motor
18 Inspecionar botoeiras, interruptores, lampadas e fusiveis
19 Inspecionar vazamentos nos dutos de ar
20 Efetuar reaperto dos terminais eletricos
21 Efetuar reaperto dos terminais, parafusos e molas
22 Efetuar limpeza interna do quadro de comando
23 Inspecionar isolamento termico dos dutos
24 Inspecionar a existecia de vazamentos de agua gelada
25 Aplicacao da pastilha bactericida
26 Limpar o equipamento externamente com pano limpo e umido
27 Apos execucao do serviço, inspecionar area
28 Fechar gabinete
29 Ligar chave geral de energia
30 Ligar o equipamento
31 Medir temperatura de insuflamento e retorno
32 Inspecionar equipamento
33 Registrar leitura de tensao de trabalho do motor
34 Registrar leitura de corrente de trabalho do motor
35 Retirar a placa de seguranca "equipamento em manutencao"
36 Informar ao bms o termino das atividades
ANUAL
1 Para sua seguranca confirmar se todas as acoes
2 Informar ao bms o inicio das atividades
3 Para sua seguranca desligar chave geral de energia
4 Sinalizar na chave geral com placa
5 Abrir gabinete do equipamento
6 Inspecionar isolamento termico do gabinete e tubulacao
7 Lavar a serpentina e aplicar produto desencrustante
8 Realizar enxague com jateamento de agua
9 Inspecionar a existencia de vazamentos de agua
10 Substituir o filtro de ar
11 Substituir o filtro de ar da tomada de ar externo
12 Limpar bandeja coletora de condensado
13 Lavar rotor e voluta do ventilador
14 Limpar filtro "y" e verificar estado do elemento filtrante
15 Realizar a troca da correia
16 Substituir rolamentos do motor e da secao ventiladora
17 Inspecionar alinhamento e desgaste de eixo e polia.
18 Inspecionar corrosao da base do equipamento
19 Reapertar parafusos de mancais, rolamentos e suportes
20 Inspecionar botoeiras, interruptores, lampadas e fusiveis
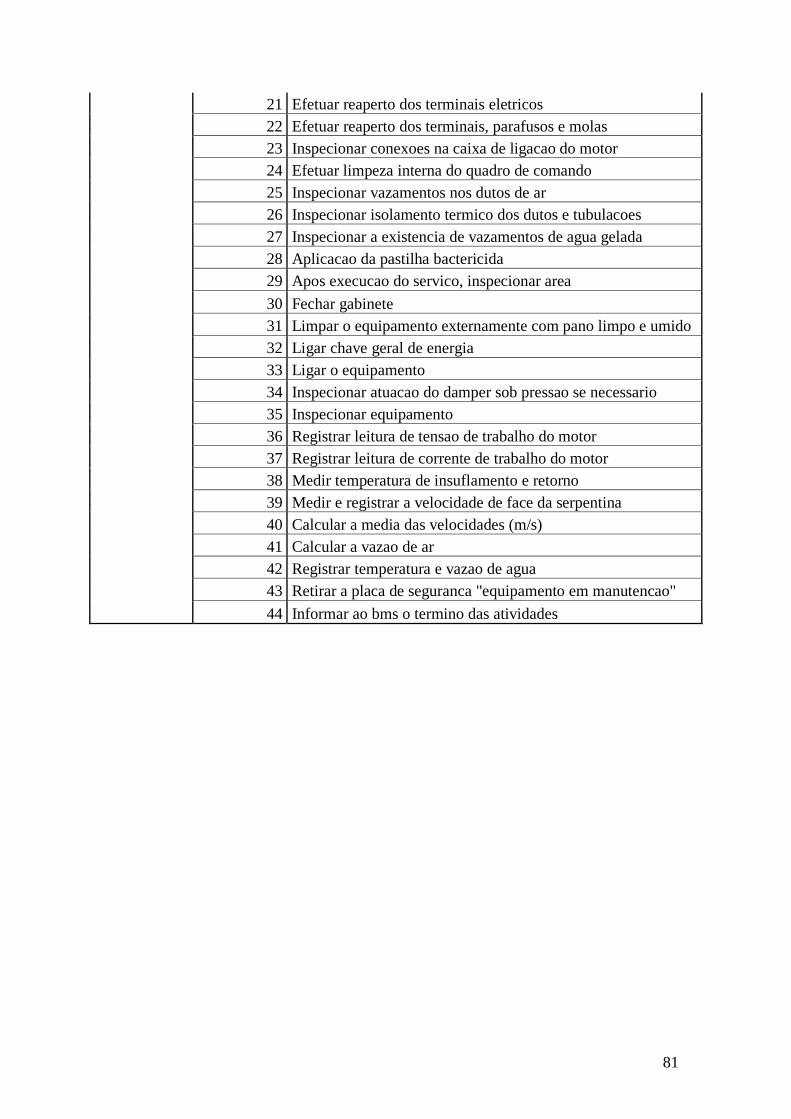
81
21 Efetuar reaperto dos terminais eletricos
22 Efetuar reaperto dos terminais, parafusos e molas
23 Inspecionar conexoes na caixa de ligacao do motor
24 Efetuar limpeza interna do quadro de comando
25 Inspecionar vazamentos nos dutos de ar
26 Inspecionar isolamento termico dos dutos e tubulacoes
27 Inspecionar a existencia de vazamentos de agua gelada
28 Aplicacao da pastilha bactericida
29 Apos execucao do servico, inspecionar area
30 Fechar gabinete
31 Limpar o equipamento externamente com pano limpo e umido
32 Ligar chave geral de energia
33 Ligar o equipamento
34 Inspecionar atuacao do damper sob pressao se necessario
35 Inspecionar equipamento
36 Registrar leitura de tensao de trabalho do motor
37 Registrar leitura de corrente de trabalho do motor
38 Medir temperatura de insuflamento e retorno
39 Medir e registrar a velocidade de face da serpentina
40 Calcular a media das velocidades (m/s)
41 Calcular a vazao de ar
42 Registrar temperatura e vazao de agua
43 Retirar a placa de seguranca "equipamento em manutencao"
44 Informar ao bms o termino das atividades