projeto termohidrÁulico do sistema de controle tÉrmico de ... · sistema para controle térmico...
TRANSCRIPT

PROJETO TERMOHIDRÁULICO DO SISTEMA DE CONTROLE
TÉRMICO DE PAINÉIS FOTOVOLTAICOS DE ALTA
CONCENTRAÇÃO PARA RECUPERAÇÃO DE CALOR
Gustavo Domingos Pereira
Projeto de Graduação Apresentado ao
corpo docente do Curso de Engenharia
Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro,
como parte dos requisitos necessários à
obtenção do título de Engenheiro.
Orientador: Prof. Renato Machado Cotta
Prof. Carolina Palma
Naveira Cotta
RIO DE JANEIRO, RJ - BRASIL
AGOSTO DE 2014

UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecânica
DEM/POLI/UFRJ
PROJETO TERMOHIDRÁULICO DO SISTEMA DE CONTROLE
TÉRMICO DE PAINÉIS FOTOVOLTAICOS DE ALTA
CONCENTRAÇÃO PARA RECUPERAÇÃO DE CALOR
Gustavo Domingos Pereira
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO
CURSO DE ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO MECÂNICO.
Aprovado por:
________________________________________________
Prof. Renato Machado Cotta
________________________________________________
Prof. Carolina Palma Naveira Cotta
________________________________________________
Prof. Fernando Pereira Duda
RIO DE JANEIRO, RJ - BRASIL
AGOSTO DE 2014

iii
Pereira, Gustavo Domingos
Projeto Termohidráulico do Sistema de Controle Térmico
de Painéis Fotovoltaicos de Alta Concentração para
Recuperação de Calor / Gustavo Domingos Pereira – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2014.
XV, 99 p.: il.; 29,7 cm.
Orientador: Renato Machado Cotta/ Carolina Palma
Naveira Cotta
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso
de Engenharia Mecânica, 2014.
Referencias Bibliográficas: p. 95-98.
1. Introdução. 2. Revisão de Literatura. 3. Projeto
Termohidráulico do Sistema de Controle térmico. 4.
Conclusão. I. Cotta, Renato Machado. II. Universidade
Federal do Rio de Janeiro, Escola Politécnica, Curso de
Engenharia Mecânica. III. Projeto Termohidráulico do
Sistema de Controle Térmico de Painéis Fotovoltaicos de
Alta Concentração para Recuperação de Calor.

iv
AGRADECIMENTOS
Primeiramente eu gostaria de agradecer ao meu pai, José Ricardo Domingos
Pereira e à minha mãe, Sissi Aparecida Martins Pereira por me auxiliarem em todos os
aspectos da minha faculdade, desde o início até os momentos mais difíceis, sempre
dispostos a me estender a mão perante meus erros e me ajudando a superar minhas
falhas e a não me acomodar com meus acertos, sempre mostrando que não há caminho
que não possa ser percorrido quando se possui pessoas que te amam e se importam
incondicionalmente com o seu bem estar em relação às escolhas que a vida te põe à
prova. Espero fazer jus ao exemplo de ser humano que me espelho nos dois.
Gostaria de agradecer também a toda a minha família que esteve indireta ou
diretamente ligada a essa jornada para que eu pudesse me tornar um privilegiado com
um diploma que espero que seja o começo de outras realizações da minha carreira.
Gostaria de agradecer também aos professores Renato Machado Cotta, Carolina
Palma Naveira Cotta e Fernando Pereira Duda, pela incrível compreensão e apoio no
decorrer da finalização do projeto. Em especial ao professor Renato Machado Cotta, por
confiar em mim como capaz de realizar um projeto importante e por ter me visto
respeitosamente como um futuro engenheiro, mesmo nas condições mais adversas.
Gostaria de agradecer mais especial ainda para a professora Carolina Palma Naveira
Cotta, que apesar de extremamente atarefada, se dispôs a me ajudar em um momento
crucial, relevando os aspectos negativos da situação e me mostrando o que é ser capaz
de produzir um trabalho de alta qualidade. Espero um dia alcançar um nível equivalente.
Agradeço à minha companheira Isadora Barros, por se manter quase sempre
paciente e sensata nas horas difíceis em que precisei de compreensão e apoio. Por me
ensinar muita coisa, e por mudar minha visão em relação ao mundo. Sou eternamente
grato e ansioso pelo futuro que nos espera.
Por fim agradeço aos meus amigos de infância, que fiz no centro acadêmico da
escola de engenharia, no curso de Física, na república da Dona Vera, chopadas, festas,
viagens, Intereng e nas caronas engarrafadas, por estarem comigo nas horas boas e nas
ruins, por respeitarem minhas peculiaridades e me aceitarem do jeito que eu sou.
Grande parte de quem eu sou hoje é graças a todos. Espero que eu possa fazer jus ao
carinho e afeto que conquistei por parte de cada um.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como
parte dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
PROJETO TERMOHIDRÁULICO DO SISTEMA DE CONTROLE
TÉRMICO DE PAINÉIS FOTOVOLTAICOS DE ALTA
CONCENTRAÇÃO PARA RECUPERAÇÃO DE CALOR
Gustavo Domingos Pereira
Agosto / 2014
Orientador: Renato Machado Cotta
Carolina Palma Naveira Cotta
Curso: Engenharia Mecânica.
O presente trabalho apresenta a concepção e o projeto termohidráulico de um
sistema para controle térmico de um painel com células fotovoltaicas de alta
concentração (HCPV) da empresa ATS, o sistema HCPV Sunflower, capaz de
concentrar 1200 sóis e de gerar uma potencia elétrica de 300Watts cada painel. Assim,
aborda-se de forma simultânea os problemas térmicos inerentes à conversão direta de
energia solar em energia elétrica e a utilização do calor removido das células, em
processo de dessalinização por membrana

vi
Abstract of Undergraduate Project presented to DEM/UFRJ as a part of
fulfillment of the requirements for the degree of Mechanical Engineer.
THEMOHIDRAULIC DESIGN OF THE HIGH CONCENTRATION
PROTOVOLTAIC PANELS THERMAL CONTROL SYSTEM FOR
HEAT RECUPERATION
Gustavo Domingos Pereira
August / 2014
Advisor: Renato Machado Cotta
Carolina Palma Naveira Cotta
Course: Mechanical Engineering.
This work presents the concept and thermo-hydraulic design of a thermal control
system for a high concentration photovoltaics panel (HCPV) made by ATS-Pyron
company, the Sunflower HCPV system, capable of concentrating 1200 suns and
generate an electric power of 300 Watts for each panel. Therefore, it simultaneously
addresses the thermal problems inherent to the direct conversion of solar energy into
electrical energy and of using the heat removed from the cells in a membrane
desalination process.

vii
Sumário
Índice de Ilustrações ........................................................................................................ ix
Índice de Tabelas ........................................................................................................... xiv
1. Introdução.................................................................................................................. 1
1.1. Motivação .......................................................................................................... 1
1.2. Objetivo ............................................................................................................. 2
2. Revisão de Literatura ................................................................................................ 4
2.1. Células Fotovoltaicas de Alta Concentração ..................................................... 4
2.2. HCPV Sunflower da empresa ATS ................................................................. 10
2.3. Micro-trocadores de Calor ............................................................................... 12
3. Projeto Termohidráulico do Sistema de Controle Térmico .................................... 18
3.1. Tubulação das Entradas da Linhas ................................................................... 29
3.2. Tubulação das Saídas das Linhas ..................................................................... 38
3.3. Manifold ........................................................................................................... 44
3.4. Tubulação da Saída do Módulo ....................................................................... 50
3.5. Tubulação da Entrada do Módulo .................................................................... 56
3.6. Flange ............................................................................................................... 63
3.7. Conexão Flangeada .......................................................................................... 65
3.8. Determinação da perda de carga ...................................................................... 71
3.8.1. Perda de carga distribuída......................................................................... 72

viii
3.8.2. Perda de carga localizada ......................................................................... 77
3.9. Dimensionamento das bombas ........................................................................ 83
3.10. Escolha do isolamento térmico .................................................................... 85
3.11. Escolha do trocador de calor ........................................................................ 88
3.12. Escolha do dessalinizador ............................................................................ 90
4. Conclusão ................................................................................................................ 93
Bibliografia ..................................................................................................................... 95
ANEXO I – Diagrama de Moody ................................................................................... 99

ix
Índice de Ilustrações
Figura 1 – Desenho esquemático do projeto [1] ............................................................... 3
Figura 2 – Geração de corrente elétrica em uma célula fotovoltaica de silício. Fonte:
http://www.redarc.com.au/ ............................................................................................... 5
Figura 3 – (1) Secção da lente Fresnel e (2) Seção da lente plano-convexa equivalente
[4] ..................................................................................................................................... 6
Figura 4 – Gráfico da variação da eficiência da célula fotovoltaica com a temperatura da
célula [8] ........................................................................................................................... 8
Figura 5 – Gráfico da variação da eficiência da célula fotovoltaica com a concentração
da célula para varias temperaturas, modificado de [10] ................................................... 9
Figura 6 – Aumento de eficiência de diversas configurações de células fotovoltaicas ao
longo dos anos ................................................................................................................ 10
Figura 7 – Painéis HCPV Sunflower. Fonte: http://hi-globe.com/ ................................ 11
Figura 8 – Comparativo entre diferentes tipo de células fotovoltaicas. Fonte: http://hi-
globe.com/ ...................................................................................................................... 12
Figura 9 – Influencia da largura do micro-canal, altura do micro-canal, razão entre
espessura da aleta e a largura do micro-canal e largura do bocal na (a) perda de carga
através do micro-trocador e (b) resistência térmica da estrutura [13] ............................ 14
Figura 10 – (a) Comparação da queda de pressão através da estrutura para um meio
poroso e para o modelo tridimensional teórico; (b) gráfico superior: distribuição de
fluxo mássico com região de entrada/saída de seção transversal constante e com bocal
de entrada convergente e bocal de saída divergente – gráfico inferior: distribuição da

x
queda de pressão axial nos canais da região de entrada (quadrados) e de saída (círculos)
[13] ................................................................................................................................. 16
Figura 11 – Vista inferior da desenho esquemático 3D completo .................................. 19
Figura 12 – Dimensões externas do módulo fornecidas pelo fabricante. Cotas em mm
[in] [15] ........................................................................................................................... 21
Figura 13 – Desenho esquemático 3D do módulo HCPV Sunflower ............................ 22
Figura 14 – Desenho esquemático 3D do módulo com as dimensões fornecidas pelo
fabricante. Cotas em mm ................................................................................................ 23
Figura 15 – (1) Vista interna do microtrocador, (2) Espessura do microtrocador, (3)
Comprimento do microtrocador e (4) Largura do microtrocador [1] ............................. 24
Figura 16 – Desenho técnico da tampa do microtrocador de calor: vistas e isométrica
[1]. Cotas em mm ........................................................................................................... 25
Figura 17 – Desenho esquemático 3D da parte posterior do módulo, mostrando o
posicionamento das cinco bombas em paralelo .............................................................. 26
Figura 18 – Desenho esquemático 3D da montagem com o posicionamento dos
manifolds de entrada e saída ........................................................................................... 27
Figura 19 – Desenho esquemático 3D da montagem com o posicionamento dos
manifolds de entrada e saída e a bomba de segurança .................................................... 28
Figura 20 – Exemplo de tubulação do tipo convoluted. Fonte:
http://3.imimg.com/data3/RY/EK/MY-4990620/stainless-steel-convoluted-hose-core.pdf
........................................................................................................................................ 29
Figura 21 – Desenho esquemático 3D da tubulação da região de entrada da linha ....... 30
Figura 22 – Conexão tipo T com A = 0,79” (20,07 mm) ............................................... 30
Figura 23 – Conexão tipo cruzeta com A = 0,79” (20,07 mm) ...................................... 31
Figura 24 – Esquema da região de entrada da linha ....................................................... 31

xi
Figura 25 – Volumes de controle da seção ..................................................................... 32
Figura 26 – Desenho esquemático 3D da tubulação da região de entrada da linha com os
volumes de controle representados ................................................................................. 33
Figura 27 – Representação geométrica da seção. Cotas em mm .................................... 34
Figura 28 – Destaque nas cotas das regiões circuladas em vermelho para escolha de
projeto. Cotas em mm ..................................................................................................... 36
Figura 29 – Desenho esquemático 3D da tubulação da região de entrada da linha com as
seções a serem determinadas .......................................................................................... 37
Figura 30 – Vista lateral da seção de entrada da linha. Cotas em mm ........................... 37
Figura 31 – Desenho esquemático 3D da tubulação da região de saída da linha ........... 38
Figura 32 – Esquema da região de saída da linha........................................................... 39
Figura 33 – Volumes de controle da seção ..................................................................... 39
Figura 34 – Desenho esquemático 3D da tubulação da região de saída da linha com os
volumes de controle representados ................................................................................. 40
Figura 35 – Representação geométrica da seção. Cotas em mm .................................... 40
Figura 36 – Vista lateral da região de saída da linha. Cotas em mm.............................. 41
Figura 37 – Esquema do trecho da tubulação que compreende a entrada e a saída da
linha ................................................................................................................................ 41
Figura 38 – Desenho esquemático 3D da tubulação das regiões de entrada e saída das
linhas ............................................................................................................................... 42
Figura 39 – Desenho esquemático do posicionamento das cinco linhas do sistema, com
os trinta microtrocadores e suas respectivas tubulações de entrada e saída ................... 43
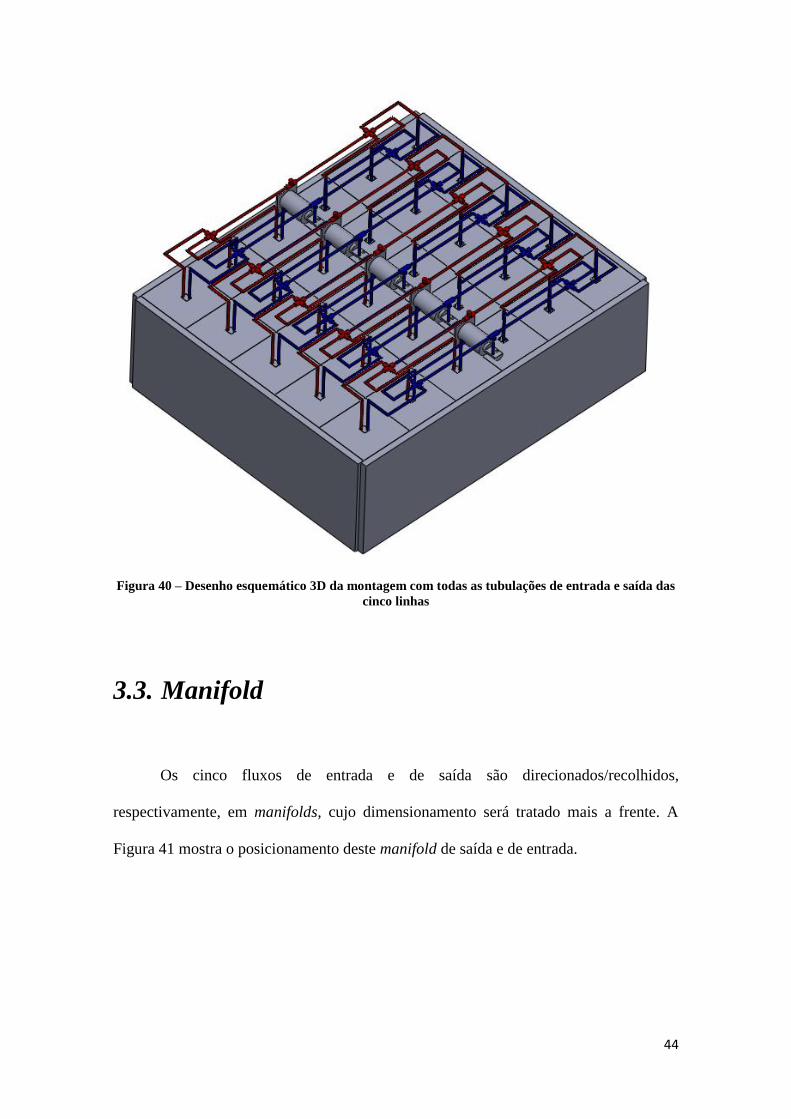
Figura 40 – Desenho esquemático 3D da montagem com todas as tubulações de entrada
e saída das cinco linhas ................................................................................................... 44

xii
Figura 41 – Desenho esquemático 3D da montagem com o posicionamento dos
manifolds de entrada e saída ........................................................................................... 45
Figura 42 – Desenho esquemático do manifold com suas medidas. Cotas em mm ....... 45
Figura 43 – Dimensão do furo e altura do manifold. Cotas em mm .............................. 46
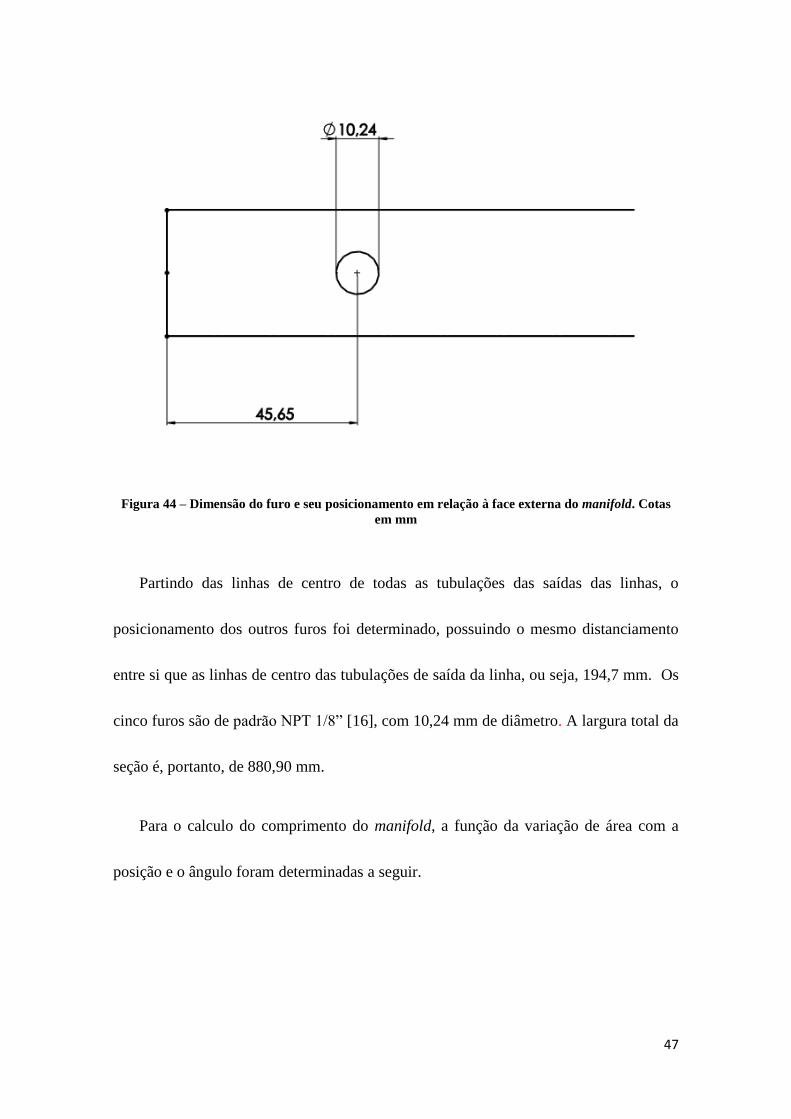
Figura 44 – Dimensão do furo e seu posicionamento em relação à face externa do
manifold. Cotas em mm .................................................................................................. 47
Figura 45 – Identificação das variáveis no manifold ...................................................... 49
Figura 46 – Desenho esquemático 3D da montagem com todas as tubulações de entrada
e saída das cinco linhas e com as tubulações de saída do módulos ................................ 51
Figura 47 – Desenho esquemático do posicionamento das cinco linhas do sistema, com
os trinta micro-trocadores e suas respectivas tubulações de entrada e saída e a tubulação
de saída do módulo ......................................................................................................... 52
Figura 48 – Desenho esquemático da linha de centro da tubulação de saída do módulo.
Cotas em mm .................................................................................................................. 52
Figura 49 – Desenho esquemático 3D do posicionamento do manifold de saída .......... 53
Figura 50 – Vista isométrica do desenho esquemático da montagem com a mangueira
flangeada de saída do módulo ........................................................................................ 54
Figura 51 – Vista isométrica da mangueira de saída do módulo. Cotas em mm ........... 55
Figura 52 – Desenho esquemático 3D do módulo com todas as tubulações de entrada e
saída das cinco linhas e com as tubulações de entrada e saída do módulo..................... 56
Figura 53 – Desenho esquemático do posicionamento de toda a tubulação do módulo
contida entre o manifold de admissão e o manifold de saída ......................................... 57
Figura 54 – Desenho esquemático da linha de centro da tubulação de entrada do
módulo. Cotas em mm .................................................................................................... 57

xiii
Figura 55 – Desenho esquemático 3D da montagem com o posicionamento dos
manifolds de entrada e saída ........................................................................................... 58
Figura 56 – Vista inferior do desenho esquemático 3D completo ................................. 59
Figura 57 – Vista isométrica da mangueira de entrada do módulo. Cotas em mm ........ 60
Figura 58 – Vista isométrica da mangueira flangeada de saída do módulo. Cotas em mm
........................................................................................................................................ 61
Figura 59 – Vista isométrica do desenho esquemático 3D completo ............................. 62
Figura 60 – Vista inferior do desenho esquemático 3D completo ................................. 63
Figura 61 – Desenho técnico do flange .......................................................................... 64
Figura 62 – Desenho esquematico do flange de padrão NPS ½” classe 150 [17] .......... 65
Figura 63 – Desenho técnico das arruelas [20] .............................................................. 66
Figura 64 – Sequencia de aperto nos parafusos [20] ...................................................... 68
Figura 65 – Trocador de calor da marca APEMA. Fonte: http://www.apema.com.br/ . 90
Figura 66 – Dessalinizador de membrana da marca SolarSpring Gmbh ........................ 91
Figura 67 – Diagrama de Moody .................................................................................... 99

xiv
Índice de Tabelas
Tabela 1 – Parâmetros geométricos do estudo [14] ........................................................ 16
Tabela 2 – Dimensões das cotas do flange em mm ........................................................ 64
Tabela 3 – Dimensões das arruelas em mm ................................................................... 66
Tabela 4 – Dados dos parafusos [19, 20]........................................................................ 66
Tabela 5 – Dados da força e torque atuando no parafuso para 100% de sua tensão de
escoamento ..................................................................................................................... 68
Tabela 6 – Dados da força e torque atuando no parafuso para 100% de sua tensão de
escoamento ..................................................................................................................... 68
Tabela 7 – Dados dos diâmetros internos e externos da junta e da raised face do flange
em mm ............................................................................................................................ 69
Tabela 8 – Calculo da perda de carga distribuída na entrada da linha ........................... 75
Tabela 9 – Calculo da perda de carga distribuída na entrada da linha ........................... 75
Tabela 10 – Calculo da perda de carga distribuída na saída do módulo ........................ 76
Tabela 11 – Calculo da perda de carga distribuída na entrada do módulo ..................... 76
Tabela 12 – Quantidade de conexões e acidentes na tubulação em cada trecho ............ 79
Tabela 13 – Coeficientes de perda de carga [23]............................................................ 79
Tabela 14 – Calculo da perda de carga localizada na entrada da linha .......................... 80
Tabela 15 – Calculo da perda de carga localizada na saída da linha .............................. 81
Tabela 16 – Calculo da perda de carga localizada na saída do módulo ......................... 81
Tabela 17 – Calculo da perda de carga localizada na entrada do módulo ...................... 82
Tabela 18 – Modelos do fabricante MICROPUMP. Fonte: www.micropump.com/ ...... 84

xv
Tabela 19 – Informações técnicas dos modelos da MICROPUMP [26] para uma vazão
de 871,56 mL/min .......................................................................................................... 84
Tabela 20 – Informações técnicas dos modelos da MICROPUMP [26] para uma vazão
de 174,3 mL/min ............................................................................................................ 85
Tabela 21 – Raio crítico de isolamento em mm para alguns materiais e algumas
condições de escoamento do ar ...................................................................................... 87

1
1. Introdução
1.1. Motivação
Nas ultimas décadas, têm-se produzido um número elevado de pesquisas científicas
na área de fontes alternativas de energia, como alternativas energeticamente e
financeiramente viáveis para substituir a energia fóssil. Estas fontes alternativas, são por
definição renováveis, podendo ser encontradas abundantemente na natureza e de
maneira quase inexaurível, dadas as devidas proporções e exploração de cada uma
delas.
Dentre as várias fontes de energia alternativa em estudo atualmente, pode-se dar um
destaque para o Biogás, Álcool e Óleos Vegetais, Hidrogênio, Energia Eólica e a
Energia Solar, sendo esta última a motivação do presente projeto.
A energia solar é uma das principais opções no cenário atual como geração de
energia alternativa, por ser proveniente de uma fonte de certo modo inesgotável e por
ser 100% renovável.
A motivação deste projeto surgiu com a aquisição de dez painéis fotovoltaicos de
alta concentração da empresa ATS, o sistema HCPV Sunflower, pelo LabMEMS
(Laboratório de Nano e Microfluidica e Microssistemas) do PEM/COPPE, capaz de
concentrar 1200 sóis e de gerar uma potencia elétrica de 300 W cada painel, e com a
possibilidade de tratar de forma simultânea: os problemas térmicos inerentes à

2
conversão direta de energia solar em energia elétrica e a utilizando do calor removido
das células, por recuperação térmica, em processos de dessalinização por membrana. .
1.2. Objetivo
A Figura 1 mostra um desenho esquemático [1] do sistema completo de controle
térmico ativo do painel com célula fotovoltaica (sistema de arrefecimento) e do sistema
secundário para aproveitamento deste calor rejeitado em um processo de dessanilização
por membrana.
Neste contexto, o objetivo do presente trabalho encontra-se na concepção e projeto
termohidráulico do sistema de arrefecimento para controle térmico de um painel com
células fotovoltaicas de alta concentração (HCPV) da empresa ATS, o sistema HCPV
Sunflower, capaz de concentrar 1200 sóis e de gerar uma potencia elétrica de 300 W
cada painel. O projeto propõe limitar o consumo do acionamento elétrico deste circuito
termohidraulico em no máximo 10% da energia gerada pelo módulo HCPV, respeitando
os requisitos de operação do sistema de dessalinização comercial previamente
especificado, como vazão de água salobra no dessalinizador e temperatura ótima de
operação.
No desenvolvimento do presente estudo partiu-se de uma configuração otimizada,
teórico e experimentalmente estudada por CORRÊA [2] e GUERRIERI [1] para o
micro-trocador de calor a ser empregado na refrigeração ativa das células fotovoltaicas
HCPV. Sendo assim, como objetivos mais específicos do presente trabalho, obteve-se o
dimensionamento e seleção de materiais para a tubulação do sistema termohidraulico
capaz de fornecer a vazão mássica necessária para cada micro-trocador determinada

3
experimentalmente em CORRÊA [2] e GUERRIERRI [1], bem como a seleção das
bombas de alimentação do sistema e seleção do isolamento térmico da tubulação.
Figura 1 – Desenho esquemático do projeto [1]

4
2. Revisão de Literatura
2.1. Células Fotovoltaicas de Alta Concentração
Existem atualmente diversas maneiras de se captar a luz do sol. Uma destas maneiras
é através de células fotovoltaicas feitas de um semicondutor, sendo as placas feitas de
silício ou arsenieto de gálio as mais comuns.
A Figura 2 mostra um esquema simplificado do processo de geração de energia
elétrica em uma célula fotovoltaica feita de silício.
O átomo de silício possui 4 elétrons livres em sua camada de valência, criando uma
necessidade de completar sua nuvem eletrônica. Por isso, cada átomo de silício se liga a
outros 4 átomos, formando uma estrutura cristalina.
Para melhorar a capacidade de conduzir eletricidade do silício puro como
semicondutor, outros elementos são adicionados à sua estrutura na forma de impurezas,
em um processo chamado de dopagem.
Quando o silício é dopado com fósforo, a estrutura resultante é chamada de silício
tipo-N (N de negativo), devido à prevalência de elétrons livres. Quando a dopagem
ocorre com boro, a estrutura resultante é chamada de silício tipo-P (P de positivo),
devido à falta de elétrons na estrutura. Uma célula fotovoltaica é formada quando uma
placa de silício tipo-N é colocada em proximidade com uma placa de silício tipo-P.

5
Quando os fótons da luz do sol incidem na célula fotovoltaica, eles energizam e
retiram elétrons livres dos átomos que compõem o silício tipo-N em um processo
chamado efeito fotoelétrico. Estes elétrons livres tendem à se movimentar no sentido da
placa de silício tipo-P para preencher os espaços vazios devido à falta de elétrons. Para
aproveitar o movimento destes elétrons na forma de corrente elétrica, a placa de silício
tipo-N é conectada à placa de silício tipo-P por um condutor, daí ocorrendo a geração de
energia elétrica.
Figura 2 – Geração de corrente elétrica em uma célula fotovoltaica de silício. Fonte:
http://www.redarc.com.au/
Outros elementos estruturais compõe a célula fotovoltaica como um revestimento
antirreflexo que, devido à alta reflexividade da célula, atua como uma cobertura para
conservar a placa contra efeitos atmosféricos e a lentes de concentração, presentes em
painéis fotovoltaicos de alta concentração.
O estudo apresentado em por CHONG et al. [3] defende, entre outras, a ideia de se
utilizar lentes Fresnel para substituir as lentes plano-convexas que eram utilizadas para
que o fator de concentração solar aumentasse. A função da lente Fresnel em uma
estrutura geradora de energia solar é a mesma de uma lente plano-convexa: o
direcionamento dos raios solares para a célula fotovoltaica, aumentando a concentração
de raio solares que atingem a célula, porém possibilitando um aumento de concentração

6
de potência maior em relação às lentes plano-convexas. A Figura 3 mostra a seção de
uma lente Fresnel e a seção de uma lente plano-convexa equivalente.
Figura 3 – (1) Secção da lente Fresnel e (2) Seção da lente plano-convexa equivalente [4]
Existem diversos tipos de configuração para as camadas que compõe a célula,
podendo ser citadas as células de silício monocristalino, células de silício policristalino,
células de junção simples, células multi-junção com duas ou três junções.
Independentemente de sua construção, o custo de células fotovoltaicas ainda é
relativamente elevado, encarecendo o custo da energia elétrica produzida através da
captação de energia solar. A utilização de lentes concentradoras para direcionar estes
raios para as células possibilitam o aumento da eficiência dos módulos e diminuição dos
custos da energia.
O que diferencia os painéis fotovoltaicos comuns de painéis fotovoltaicos
concentrados é basicamente a inclusão de um componente óptico como lentes Fresnel
para concentrar a luz solar nas células fotovoltaicas. O estudo feito por MOKRI e
EMZIANE [5] propõe uma classificação dos painéis de acordo com o material que é

7
constituía a célula fotovoltaica, do sistema de refrigeração e da sua taxa de concentração
de sóis:
LCPV (Low-Concentration Photovoltaic) – células de silício com refrigeração
passiva e concentração solar de até 40 sóis;
MCPV (Mid-Concentration Photovoltaic) – células multi-junção com
refrigeração ativa e concentração solar entre 40 e 300 sóis;
HCPV (High-Concentration Photovoltaic) – células multi-junção com
necessidade de dissipador de calor de alta capacidade e concentração solar entre
300 e 2000 sóis.
A eficiência de células fotovoltaicas atualmente está limitada em 25% [6] devido às
altas taxas de energia que são convertida da forma de ondas eletromagnéticas para calor.
Células fotovoltaicas com concentração de 100 sóis e resfriadas passivamente por
convecção natural podem atingir temperaturas de até 1200 K [6], tornando necessária a
retirada ativa deste calor dissipado pelas células de modo que o seu rendimento seja
melhorado.
A condutividade térmica das células fotovoltaicas foi estudada por HO et al. [7] para
se determinar o impacto da refrigeração das células no limite possível do fator de
concentração solar na célula. Segundo os autores, para um dissipador com coeficiente
de transferência de calor da ordem de , a concentração máxima
possível da célula é fotovoltaica é da ordem de 10.000 sóis, ou seja, . Para
as condições apresentadas pelos autores, a condutividade térmica da célula mostrou-se
determinante para a eficácia da remoção de calor pelo dissipador.
Ainda neste mesmo estudo [7], os autores afirmam que acima de 4 sóis de
concentração há a necessidade de se incluir um dispositivo de troca de calor pois a troca

8
de calor por convecção natural na superfície da célula se mostra insuficiente sozinha e
que para concentrações acima de 150 sóis há a necessidade de se manter um
resfriamento ativo e controlado sobre as células, já que seu rendimento decresce
linearmente com o aumento da temperatura, conforme WILLIAMS [8] e pelo trabalho
feito por DALAL e MOORE [9].
A Figura 4 ilustra a relação da eficiência da célula fotovoltaica com a variação de sua
temperatura [8].
Figura 4 – Gráfico da variação da eficiência da célula fotovoltaica com a temperatura da célula [8]
A Figura 5 ilustra os resultados do estudo realizado por MBEWE et al. [10] , onde os
autores apresentam expressões semi-empíricas que relacionam a eficiência em função
da concentração para células fotovoltaicas de silício, com a temperatura parametrizada.

9
Figura 5 – Gráfico da variação da eficiência da célula fotovoltaica com a concentração da célula
para varias temperaturas, modificado de [10]
O tipo de construção em que são feitas as células fotovoltaicas também influencia
diretamente o rendimento do painel, que tem aumentado significantemente ao longo dos
últimos 30 anos. Um estudo realizado pelo Laboratório Nacional de Energia Renovável
(NREL1) do departamento de energia dos EUA mostra o efeito do aumento de eficiência
ao longo dos anos, como pode ser visto na Figura 6.
1 National Renewable Energy Laboratory – U.S. Department of Energy

10
Figura 6 – Aumento de eficiência de diversas configurações de células fotovoltaicas ao longo dos
anos
2.2. HCPV Sunflower da empresa ATS
Enquanto painéis HCPV com células feitas de silício possuem cerca de 500:1 de
concentração da potência solar, o módulo HCPV Sunflower , da empresa ATS, alega
atingir níveis de 1200:1 de fator de concentração solar.
A Figura 7 mostra uma foto dos painéis fotovoltaicos Sunflower, onde pode-se
observar diversos módulos, contendo 30 células fotovoltaicas de alta concentração cada.

11
Figura 7 – Painéis HCPV Sunflower. Fonte: http://hi-globe.com/
Outra diferença do painel Sunflower é o material de que são feitas as células
fotovoltaicas, comumente fabricadas a base de silício. Os painéis Sunflower são
fabricados com outro tipo de semicondutor, o arsenieto de gálio e são fabricados e
vendidos em módulo contendo 30 células fotovoltaicas capaz de gerar 300 W de
potência cada módulo.
Segundo informações retiradas de seu website, as células fotovoltaicas feitas de
silício chegam a atingir uma taxa de perda de potência de 0,5% para cada grau célsius
que a temperatura ultrapassa 25 °C.
Outra informação também retirada do website do fabricante diz que quando
operando expostas ao sol, a temperatura pode chegar a até 75 °C, diminuindo a potência
nominal de uma célula de silício em 20% a 25% enquanto que as células de arsenieto de
gálio têm sua potência nominal reduzida em apenas 5% sob as mesmas condições de
temperatura. A Figura 8 mostra um comparativo de porcentagem de potência para
células operando a temperaturas de 20 °C (em vermelho para Sunflower e verde para as

12
demais) e 40°C (em vinho para Sunflower e azul para as demais) acima da temperatura
de referência de 25°C para diferentes tipos de configurações de células fotovoltaicas:
Sunflower, célula fotovoltaica de silício monocristalino, célula fotovoltaica de silício
policristalino e filme fino.
Figura 8 – Comparativo entre diferentes tipo de células fotovoltaicas. Fonte: http://hi-globe.com/
2.3. Micro-trocadores de Calor
Um micro-trocador de calor é um elemento mecânico similar a um trocador de
calor convencional, porém em escala reduzida. Seu objetivo é promover a transferência
de energia térmica entre dois sistemas. Um trocador de calor é utilizado em uma
situação em que se deseja trocar calor entre um fluido e o seu sistema vizinho sem que
haja a mistura ou contato do mesmo com este sistema.
Os primeiros estudos realizados em 1981 por TUCKERMAN e PEASE [11]
foram direcionados para aplicações de sistemas eletrônicos integrados devido à alta

13
necessidade de dissipação de calor dos componentes e foi sugerido um micro-trocador
de silício otimizado com 1 cm² de área com canais de 57 x 365 μm e parede entre os
canais de 57 μm de largura.
Posteriormente o problema de transferência de calor conjugado de um canal de
um micro-trocador feito de silício foi analisado por QU e MUDAWAR [12], utilizando
o método de elementos finitos através da simplificação das equações de Navier-Stokes e
foi concluído que o número de Nusselt era inversamente proporcional ao número de
Reynolds. Consequentemente, para um aumento do numero de Reynolds, o gradiente de
temperatura ao longo do canal diminuía.
Um outro estudo realizado por ESCHER et al. [13] sobre a transferência de calor
conjugado foi estudado, levando-se em consideração a performance de troca de calor do
micro-trocador com um estudo semi-empírico unidimensional e uma análise
tridimensional teórica da variação dos parâmetros relacionados ao fenômeno e suas
influencias nas características térmicas e hidrodinâmicas do escoamento.
O estudo [13] mostrou que as características hidrodinâmicas do escoamento
estavam diretamente relacionadas com a largura dos micro-canais e dos bocais de
entrada e saída, enquanto as características térmicas da troca de calor por convecção
dependiam majoritariamente da largura dos canais.
A Figura 9 mostra dois gráficos obtidos com o estudo [13]. A Figura 9-a mostra
a relação da razão da variação de pressão obtida após a mudança individual de vários
parâmetros sobre a variação de pressão antes desta mudança. A Figura 9-b mostra a
relação da resistência térmica da estrutura sobre a resistência térmica antes da mudança
dos mesmos parâmetros. O parâmetros variados foram a largura do bocal de entrada wN,
a altura e a largura do canal hFT,ch e wHT,ch e a razão entre a espessura da aleta e do canal

14
wHT,w/wHT,ch. Ambos os gráficos foram plotados para resultados obtidos para um
modelo tridimensional teórico e um modelo unidimensional semi-empírico,
considerando-se uma vazão fixa de 1 l/min. A razão de variáveis xi/xBL no gráfico
representam genericamente cada um dos parâmetros variados no estudo, sendo xi a
representação do parâmetro após a sua mudança e xBL o valor do parâmetro antes da
mudança. Os parâmetros que foram variados estão representados nas legendas de ambos
os gráficos.
Figura 9 – Influencia da largura do micro-canal, altura do micro-canal, razão entre espessura da
aleta e a largura do micro-canal e largura do bocal na (a) perda de carga através do micro-trocador
e (b) resistência térmica da estrutura [13]
O estudo [13] analisou também a influência da seção de entrada/saída de
distribuição do fluido para os micro-canais em relação às características hidrodinâmicas
do sistema. Foi utilizada uma aproximação para uma estrutura de transferência de calor
como um meio poroso. Como pode ser visto na Figura 10–a, a comparação das
características de queda de pressão entre a estrutura de troca de calor e a aproximação
como um meio poroso mostrou que o desempenho hidrodinâmico é representado com
acurácia relativamente alta pela aproximação feita.

15
A Figura 10-b apresenta dois gráficos relativos às seções de entrada e saída de
distribuição do fluido para os micro-canais. O gráfico superior mostra a variação da
vazão mássica relativa ao longo da posição das seções de entrada e saída de distribuição
do fluido desde o primeiro micro-canal até o último para duas configurações diferentes:
regiões de entrada/saída com seção transversal reta e outra com bocal de entrada
convergente e bocal de saída divergente. O gráfico inferior mostra a variação da pressão
das seções de entrada e saída de distribuição do fluido, desde o primeiro micro-canal até
o último, para as mesmas configurações do gráfico superior.
Como pode ser visto do gráfico superior da Figura 10–b, existe uma diferença de
70% na vazão mássica entre o micro-canal do início da distribuição e o micro-canal na
saída, para a configuração de regiões de entrada/saída com seção transversal reta. No
gráfico inferior, os pontos com marcadores pretos representam a configuração das
regiões de entrada/saída com os bocais divergente/convergente e os pontos com
marcadores brancos representam a configuração para regiões de entrada/saída com
seção transversal constante. Neste gráfico, pode ser visto que a queda de pressão para a
configuração com bocais é menor do que para a configuração com seção reta.

16
Figura 10 – (a) Comparação da queda de pressão através da estrutura para um meio poroso e para
o modelo tridimensional teórico; (b) gráfico superior: distribuição de fluxo mássico com região de
entrada/saída de seção transversal constante e com bocal de entrada convergente e bocal de saída
divergente – gráfico inferior: distribuição da queda de pressão axial nos canais da região de
entrada (quadrados) e de saída (círculos) [13]
DANG e TENG [14] realizaram um estudo onde foi simulado numericamente o
escoamento em 1 micro-trocador e 2 mini-trocadores de calor com a mesma área
transversal de escoamento. Os parâmetros geométricos utilizados no estudo para cada
trocador como a largura (Wc) e altura (Dc) do canal podem ser vistos na Tabela 1.
Tabela 1 – Parâmetros geométricos do estudo [14]
Como resultado, o estudo [14] mostrou que o micro-trocador T1 apresentou a
melhor eficiência de troca térmica dentre os três. Cerca de 20%-30% mais eficiente do
que o mini-trocador T2 e 50% mais eficiente do que o mini-trocador T3.

17
Apesar de apresentar a melhor eficiência de troca térmica dos três trocadores, o
micro-trocador T1 apresentou a maior perda de carga, enquanto que o mini-trocador T3
apresentou a menor. Foi concluído que a eficiência de troca térmica aumenta com a
diminuição das dimensões dos canais, porém a perda de carga também aumenta.
O estudo desenvolvido por GUERRIERRI [1] apresenta a fabricação e analise
teórico-experimental em bancada laboratorial do micro-trocador de calor otimizado por
CORRÊA [2], baseado em algumas restrições de projeto como a manutenção do menor
desvio padrão da temperatura no substrato da célula. Neste trabalho GUERRIERRI [1]
analisa em laboratório o micro-trocador de calor quando sujeito a baixos e altos fluxos
de calor, aproximando assim as suas analises experimentais e teóricas das situações
reais as quais este estará submetido quando instalado de fato no painel fotovoltaico
HCPV Sunflower, o mesmo que esta sendo considerado no presente estudo.
Neste contexto, do que se tem hoje em conhecimento adquirido pela revisão de
literatura, tem-se que, embora alguns trabalhos em micro-trocadores de calor estejam
sendo aplicados a refrigeração ativa de painéis fotovoltaicos não se tem conhecimento
até o momento de painéis que façam uso destes comercialmente. E é neste ambiente que
o presente projeto de fim de curso se insere, apresentando uma concepção e projeto de
um sistema termohidraulico que permita o uso de sistemas de refrigeração ativos de
painéis HCPV, com os micro-trocadores de calor, combinados ao reaproveitamento
deste calor rejeitado em um processo secundário, como por exemplo o sistema de
dessalinização por membrana .

18
3. Projeto Termohidráulico do Sistema
de Controle Térmico
O painel solar considerado no contexto do presente estudo, da empresa ATS, o
sistema HCPV Sunflower, capaz de concentrar 1200 sóis e de gerar uma potencia
elétrica de 300 W cada painel apresentado na Figura 7 é composto por trinta células
solares, distribuídas em 5 linhas horizontais e 6 colunas verticais. Este painel é
comercializado com uma base aletada que promove o resfriamento passivo do módulo
com a corrente de ar natural do ambiente, o que por vezes pode acarretar em uma
temperatura de operação mais elevada do que a temperatura de operação otimizada, mas
principalmente não permite a reutilização deste calor removido.
Partindo então da proposta apresentada por CORRÊA [2] e GUERRIERRI [1]
de troca deste sistema de refrigeração passivo por um sistema ativo baseado no micro-
trocador de calor, o presente trabalho teve como as principais etapas de projeto o
dimensionamento e seleção de materiais para a tubulação do sistema termohidraulico
capaz de fornecer a vazão mássica necessária para cada micro-trocador determinada
experimentalmente em [1], bem como a seleção das bombas de alimentação do sistema,
seleção do isolamento térmico da tubulação.
Em resumo, o projeto mecânico foi organizado nas seguintes etapas:
Projeto geométrico da alimentação dos micro-trocadores;
Determinação da perda de carga:
o Distribuida;
o Localizada;

19
Dimensionamento das bombas;
Escolha do isolamento térmico;
Escolha do sistema de dessalinização
A Figura 11 apresenta o projeto completo do circuito termohidraulico proposto no
contexto do presente trabalho modelado computacionalmente, onde pode se ver as
tubulações de entrada e saída dos micro-trocadores, bem como os manifolds de
distribuição de fluxo e a bomba de segurança. Em seguida todos estes itens serão
detalhadamente discutidos e especificados.
Figura 11 – Vista inferior da desenho esquemático 3D completo

20
Para projetar o circuito termohidráulico apresentado na Figura 11 para
arrefecimento do painel HCPV, o presente projeto teve como ponto de partida a analise
das dimensões e cotas fornecidas pelo catálogo do fabricante para cada modulo HCPV
Sunflower, como pode ser visto na Figura 12. Todavia, faltava nesta documentação
disponível informação sobre o posicionamento real de cada uma das células
fotovoltaicas, assim como a especificação completa das dimensões de cada um de seus
componentes. Sabendo-se que cada modulo dispõem 30 unidades geradoras de potencia,
distribuídas em 5 linhas horizontais e 6 colunas verticais. E partindo da hipótese que as
células fotovoltaicas devem estar localizadas no centro de cada uma destas unidades
geradoras de potência do módulo, estimou-se que cada unidade geradora tenha a
dimensão de 196,83mm (cota horizontal) por 197,4 mm (cota vertical). A Figura 13 e a
Figura 14 mostram um desenho esquemático 3D do módulo HCVP Sunflower. Todas as
dimensões estão em milímetros.

21
Figura 12 – Dimensões externas do módulo fornecidas pelo fabricante. Cotas em mm [in] [15]

22
Figura 13 – Desenho esquemático 3D do módulo HCPV Sunflower

23
Figura 14 – Desenho esquemático 3D do módulo com as dimensões fornecidas pelo fabricante.
Cotas em mm
Cada uma das 30 células fotovoltaicas HCPV, presentes nas 30 unidades
geradoras de potencias, devem ser refrigeradas pelos seus respectivos micro-trocadores
de calor otimizados por CORRÊA [2] e fabricados por GUERRIERRI [1]. O micro-
trocador pode ser visto na Figura 15. Todavia, como o fabricante do painel não forneceu
informações sobre o tamanho das células fotovoltaicas bem como as suas disposições
no módulo, foi considerado no contexto do presente projeto, que as células fotovoltaicas
se encontram na parte mais posterior da parte traseira do painel permitindo desta forma
que micro-trocadores sejam instalados/fixados externamente ao modulo, facilitando
assim a conexão dos micro-trocadores à linha de arrefecimento do circuito
termohidraulico.

24
A Figura 15 mostra as dimensões reais do micro-trocador fabricado por
GUERRIERRI [1] e a Figura 16 apresenta o desenho técnico da tampa do micro-
trocador, mostrando em detalhe o sistema de conexão do micro-trocador com o sistema
termohidraulico de arrefecimento. Todas as dimensões estão em milímetros.
(1)
(2)
(3)
(4)
Figura 15 – (1) Vista interna do microtrocador, (2) Espessura do microtrocador, (3) Comprimento
do microtrocador e (4) Largura do microtrocador [1]

25
Figura 16 – Desenho técnico da tampa do microtrocador de calor: vistas e isométrica [1]. Cotas em
mm
No projeto das linhas de conexão dos micro-trocadores com o circuito
termohidraulico de arrefecimento, optou-se por sub-dividir o módulo HCPV em cinco
vias de alimentação, sendo cada uma delas responsável pela alimentação de 6 micro-
trocadores. Ou seja, cada modulo terá então 5 bombas operando em paralelo, cada uma
alimentando um linha horizontal com 6 micro-trocadores. Neste caso cada bomba é
responsável por uma vazão total de 174,3 mL/min equivalente a seis vezes a demanda
de cada micro-trocador de calor (29,05 mL/min).
As cinco bombas são posicionadas no plano de simetria que divide o painel solar
ao meio, separando quinze micro-trocadores no lado esquerdo do painel e quinze micro-
trocadores do lado direito do painél, como pode ser visto na Figura 17.

26
Figura 17 – Desenho esquemático 3D da parte posterior do módulo, mostrando o posicionamento
das cinco bombas em paralelo
Na definição do espaço geométrico que cada uma destas 5 bombas ocupará na
parte traseira do painel baseou-se, não em uma bomba especificadamente selecionada,
mas sim em uma média das dimensões físicas de bombas que operam a vazões
equivalentes às requisitadas no presente projeto, ou seja 174,3 mL/min, com um soquete
de saída padrão 1/8” NPT [16]. Infelizmente não foi possível de ser detalhar e/ou
determinada a fixação das bombas no módulo pela falta de informação técnica
disponibilizado pela Sunflower, por isso somente seu posicionamento foi especificado.
A Figura 18 mostra em detalhe o projeto completo proposto para a distribuição
dos fluxos ao 30 micro-trocadores do módulo HCPV. As seções da tubulação na cor

27
azul representam tubulações de entrada e as seções da tubulação na cor vermelha
representam tubulações de saída.
Figura 18 – Desenho esquemático 3D da montagem com o posicionamento dos manifolds de entrada
e saída
Os fluxos de chegada e saída das sub-linhas de bombas em paralelo, são
distribuídos por dois manifold de cinco vias, que respectivamente direcionam os fluxos
que estão vindo e voltando do trocador de calor do circuito principal de arrefecimento.
No presente projeto, optou-se por utilizar também uma bomba em série com o
circuito de alimentação, antes do fluxo ser divido para as 5 sub-linhas de bombas em
paralelo. Esta bomba funciona como uma bomba de segurança, e por estar em série com
as demais opera antes da chegada do fluxo no manifold de cinco vias na entrada do
módulo, como uma garantia de que, caso alguma bomba falhe, toda a sua via de
distribuição não fique inoperante enquanto não é feita a manutenção. A Figura 19

28
mostra em detalhe o projeto proposto para a distribuição dos fluxos com os manifolds e
a bomba de segurança. As seções da tubulação na cor azul representam tubulações de
entrada e as seções da tubulação na cor vermelha representam tubulações de saída.
Figura 19 – Desenho esquemático 3D da montagem com o posicionamento dos manifolds de entrada
e saída e a bomba de segurança
Em todo o sistema, foi escolhido utilizar uma tubulação de PTFE
(politetrafluoretileno) do tipo convoluted, para permitir contração ou expansão de
trechos da tubulação após a montagem para ajuste do sistema. A Figura 20 mostra um
exemplo de tubulação deste tipo.

29
Figura 20 – Exemplo de tubulação do tipo convoluted. Fonte: http://3.imimg.com/data3/RY/EK/MY-
4990620/stainless-steel-convoluted-hose-core.pdf
A seguir serão discutidos os posicionamentos geométricos e elementos
estruturais das sub-divisões do sistema termohidráulico, para que posteriormente, a
perda de carga possa ser determinada. Para facilitar o entendimento o sistema foi
subdividido em entradas das linhas, saídas das linhas, saída do módulo e entrada do
módulo.
3.1. Tubulação das Entradas da Linhas
A entrada da linha foi definida como sendo os trechos do sistema que deixam
cada uma das 5 bombas das sub-linhas e direciona o fluxo para os seis micro-trocadores.
A Figura 21 mostra o desenho esquemático 3D projetado para ser a tubulação da região
de entrada da linha.

30
Figura 21 – Desenho esquemático 3D da tubulação da região de entrada da linha
Como pode ser visto na Figura 21 acima, após deixar cada uma destas 5 bombas
da sub-linha, o fluxo é dividido em dois por uma conexão tipo T fêmea, de dimensões
padronizadas [17] com rosca padrão 1/8” NPT [16]. O valor de cota A = 0,79” (20,07
mm). A Figura 22 mostra um desenho técnico da conexão.
Figura 22 – Conexão tipo T com A = 0,79” (20,07 mm)
Como pode ser visto na Figura 21, após a passagem do fluxo pela conexão tipo
T, uma conexão do tipo cruzeta fêmea, de dimensões padronizadas [17] com rosca de
padrão 1/8” NPT [16] com a cota A = 0,79” (20,07 mm), foi utilizada de cada lado, de

31
modo que o fluxo pudesse ser dividido em três partes. A Figura 23 mostra o desenho
técnico de uma conexão deste tipo.
Figura 23 – Conexão tipo cruzeta com A = 0,79” (20,07 mm)
A Figura 24 mostra um esquema da tubulação da entrada da linha. Apenas a
linha de centro de cada trecho foi representada.
Figura 24 – Esquema da região de entrada da linha
Para garantir que o fluxo seja dividido de maneira igualitária para os três
microtrocadores após a passagem pela conexão tipo cruzeta, a região de entrada das
linhas foi dividida em três volumes de controle e neles aplicados a equação de
Bernoulli. Cada volume de controle compreende uma seção da linha que deixa a
conexão tipo cruzeta.
De modo a garantir a mesma queda de pressão no trechos da linha, fixadas as
velocidades e mesma diferença de altura, as perdas de cargas localizadas e distribuídas
devem possuir o mesmo valor.

32
Por este motivo, a mesma quantidade de acidentes na linha foi projetada para os
três trechos, contemplando dois cotovelos em cada trecho, antes do direcionamento para
os micro-trocadores. O trecho final onde o fluxo é direcionado efetivamente para os
micro-trocadores não foi levado em consideração para esta consideração geométrica, já
que sua dimensão é a mesmo para os três trechos, possuindo apenas relevância no
cálculo da perda de carga do sistema, que será calculada mais a frente. A Figura 25
mostra a seção da linha que compreende os três volumes de controle. Apenas a linha de
centro da tubulação foi representada. A Figura 26 mostra o desenho esquemático 3D
projetado para ser a tubulação da região de entrada da linha com os volumes de controle
representados.
Figura 25 – Volumes de controle da seção

33
Figura 26 – Desenho esquemático 3D da tubulação da região de entrada da linha com os volumes de
controle representados
Na equação de Bernoulli, o valor da perda de carga corresponde ao último termo
do lado direito da equação. Como as perdas de carga localizadas são as mesmas para as
três linhas, existe somente a necessidade de igualar entre si as perdas de carga
distribuídas entre estes três trechos, o que é o mesmo que dizer que o comprimento da
tubulação nestas seções devem ser iguais.
(3.1)
Onde

34
Considerando as dimensões do módulo e do micro-trocador de calor e
garantindo um espaço de no mínimo 11,2 mm entre as linhas de centro da tubulação,
para garantir que haverá espaço na configuração para todo o circuito, a seguinte
representação do trecho é mostrada na Figura 27. Todas as dimensões estão em
milímetros.
Figura 27 – Representação geométrica da seção. Cotas em mm
Na Figura 27 pode ser observado, que as variáveis x, y e z são incógnitas a
serem encontradas para que o trecho do sistema esteja devidamente definido
geometricamente.
As três variáveis são encontradas, igualando-se o comprimento da tubulação
contido nos três volumes de controle:

35
(3.2)
(3.3)
(3.4)
Mesmo com a solução do sistema, ainda não é possível determinar os valores
das três variáveis. Apenas o valor da variável z é encontrado, e uma relação entre as
variáveis x e y:
O valor de y é apenas uma referência geométrica para facilitar a instalação do
projeto, não possuindo limitação quanto aos valores que pode assumir desde que sejam
positivos, necessitando o valor de x receber uma análise mais detalhada.
Para a solução do sistema é feita uma escolha de projeto, observando-se os dois
valores nas regiões destacadas na Figura 28, pode-se notar os valores das cotas nos dois
trecho das tubulação: 45,57 – x e x – 11,2. Todas as dimensões estão em milímetros.

36
Figura 28 – Destaque nas cotas das regiões circuladas em vermelho para escolha de projeto. Cotas
em mm
Como pode ser observado, o valor de x deve estar entre 11,2 mm e 45,57 mm,
para que não haja um valor negativo em nenhuma das duas equações. Também pode ser
observado que o primeiro valor diminui conforme o valor de x aumenta. Já o segundo
valor aumenta conforme x aumenta.
Como há uma limitação prática de tamanho mínimo para a tubulação, foi feita
uma escolha de projeto em que os dois segmentos terão o mesmo valor. Igualando-se as
duas equações, obtém-se:
E por consequência:
Depois de calculados os valores de x, y e z, o trecho do sistema termohidráulico
compreendido pelas entradas das linhas fica praticamente todo definido para que a perda

37
de carga referente a estes trechos seja calculada, restando apenas a serem calculadas as
dimensões perpendiculares ao plano do módulo e a distância da conexão tipo cruzeta
para a conexão tipo T para que a geometria deste trecho fique completamente definida.
A Figura 29 mostra uma ampliação na região com as seções a serem determinadas.
Figura 29 – Desenho esquemático 3D da tubulação da região de entrada da linha com as seções a
serem determinadas
Por escolha de projeto, a escolha do comprimento vertical de cada tubulação que
entra nos micro-trocadores foi de 123,17 mm, de modo que para a seguinte bomba
escolhida para o projeto, o comprimento de tubulação fosse de 60,0 mm. Deste modo, é
garantido que haverá espaço suficiente para que uma bomba diferente seja escolhida. A
Figura 30 mostra uma vista lateral da seção de entrada da linha. As dimensões foram
calculadas de centro a centro de cada tubulação. Todas as dimensões estão em
milímetros.
Figura 30 – Vista lateral da seção de entrada da linha. Cotas em mm

38
3.2. Tubulação das Saídas das Linhas
A saída da linha foi definida como o trecho do sistema que deixa os micro-
trocadores e direciona o fluxo para a saída do módulo. A Figura 31 mostra o desenho
esquemático do projeto da tubulação da região de saída da linha.
Figura 31 – Desenho esquemático 3D da tubulação da região de saída da linha
O dimensionamento deste trecho do sistema foi feito de maneira similar ao
dimensionamento das entradas das linhas, pelo mesmo motivo descrito anteriormente:
pra que não haja uma diferença da divisão dos fluxos após a passagem pela conexão
tipo cruzeta, os segmentos do trecho da tubulação na saída dos três micro-trocadores
devem ser iguais entre si. A Figura 32 mostra um esquema da tubulação da entrada da
linha. Apenas a linha de centro de cada trecho foi representada.

39
Figura 32 – Esquema da região de saída da linha
A Figura 33 Figura 25 mostra a seção da linha que compreende os três volumes de
controle similares aos volumes de controle utilizados para calculas os comprimentos dos
segmentos de entrada da linha. Apenas a linha de centro da tubulação foi representada.
A Figura 34 mostra o desenho esquemático 3D projetado para ser a tubulação da região
de entrada da linha com os volumes de controle representados.
Figura 33 – Volumes de controle da seção

40
Figura 34 – Desenho esquemático 3D da tubulação da região de saída da linha com os volumes de
controle representados
De maneira similar à calculada para as entradas das linhas, a Figura 35 mostra a
distribuição geométrica do trecho da tubulação, com os valores x = 28,38 mm, y = 0,46
mm e z = 78,35 mm. Todas as dimensões estão em milímetros.
Figura 35 – Representação geométrica da seção. Cotas em mm
De maneira similar à geometria da entrada da linha, a escolha do comprimento
vertical de cada tubo foi de 123,17 mm, como pode ser visto na Figura 36. Todas as
dimensões estão em milímetros.

41
Figura 36 – Vista lateral da região de saída da linha. Cotas em mm
A Figura 37 mostra uma representação esquemática do trecho da tubulação
composto pela entrada da linha e pela saída da linha. A Figura 38Figura 21 mostra o
desenho esquemático 3D da tubulação das regiões de entrada e saída da linha. As seções
da tubulação na cor azul representam tubulações de entrada e as seções da tubulação na
cor vermelha representam tubulações de saída. A Figura 39 mostra o conjunto com os
trinta micro-trocadores posicionados na parte posterior do modulo e a Figura 40 mostra
a o desenho esquemático 3D do módulo completo com as tubulações de entrada e saída
das linhas posicionadas. As seções da tubulação na cor azul representam tubulações de
entrada e as seções da tubulação na cor vermelha representam tubulações de saída.
Figura 37 – Esquema do trecho da tubulação que compreende a entrada e a saída da linha

42
Figura 38 – Desenho esquemático 3D da tubulação das regiões de entrada e saída das linhas

43
Figura 39 – Desenho esquemático do posicionamento das cinco linhas do sistema, com os trinta
microtrocadores e suas respectivas tubulações de entrada e saída
44
Figura 40 – Desenho esquemático 3D da montagem com todas as tubulações de entrada e saída das
cinco linhas
3.3. Manifold
Os cinco fluxos de entrada e de saída são direcionados/recolhidos,
respectivamente, em manifolds, cujo dimensionamento será tratado mais a frente. A
Figura 41 mostra o posicionamento deste manifold de saída e de entrada.

45
Figura 41 – Desenho esquemático 3D da montagem com o posicionamento dos manifolds de entrada
e saída
Segue na Figura 42 um desenho esquemático detalhado do manifold projetado com
suas medidas. Todas as dimensões estão em milímetros.
Figura 42 – Desenho esquemático do manifold com suas medidas. Cotas em mm

46
Como o manifold foi projetado para que houvesse as menores medidas possíveis
devido à limitação de espaço entre os módulos, a altura escolhida foi de 30,24 mm, com
10,0 mm de espessura de parede. Com isso o furo de padrão 1/8” NPT [16] , que possui
diâmetro interno de 10,24 mm, tangencia as faces superior e inferior da parte interna do
manifold, como pode ser visto na Figura 43. Todas as dimensões estão em milímetros.
Figura 43 – Dimensão do furo e altura do manifold. Cotas em mm
A distancia escolhida da lateral do manifold até o primeiro furo do mesmo foi de
45,54 mm, para que a lateral do manifold coincida com a lateral do módulo, facilitando
sua montagem e posicionamento. A Figura 44 mostra um desenho esquemático da
região do manifold. Todas as dimensões estão em milímetros.
47
Figura 44 – Dimensão do furo e seu posicionamento em relação à face externa do manifold. Cotas
em mm
Partindo das linhas de centro de todas as tubulações das saídas das linhas, o
posicionamento dos outros furos foi determinado, possuindo o mesmo distanciamento
entre si que as linhas de centro das tubulações de saída da linha, ou seja, 194,7 mm. Os
cinco furos são de padrão NPT 1/8” [16], com 10,24 mm de diâmetro. A largura total da
seção é, portanto, de 880,90 mm.
Para o calculo do comprimento do manifold, a função da variação de área com a
posição e o ângulo foram determinadas a seguir.

48
( )
(3.5)
Consequentemente
( )
(3.6)
Onde
( )
A Figura 45 mostra estas variáveis identificadas no manifold.

49
Figura 45 – Identificação das variáveis no manifold
A saída do manifold foi dimensionada de maneira a possuir apenas um furo de
padrão 1/8” NPT [16], com 10,24 mm de diâmetro. A largura e a altura da seção
transversal são ambas de 30,24 mm, para que o furo tangencie as superfícies internas do
manifold.
Com a função de variação de área calculada e sabendo-se que o valor da área inicial
A1 é 8815,6 mm² e que o valor da área final A(y) é 104,9 mm² e utilizando-se um
ângulo de inclinação de 20° como escolha de projeto, pôde-se encontrar um valor para o
comprimento da seção inclinada do manifold de 154,81 mm.
Como escolha de projeto, foi utilizado um comprimento equivalente à metade do
valor encontrado para o comprimento da seção inclinada do manifold, para que o fluido
se misture e as eventuais diferenças de pressão provenientes de cada uma das 5 linhas
seja diminuída.

50
3.4. Tubulação da Saída do Módulo
A tubulação de saída do módulo foi dimensionada com 60,0 mm de distancia da
conexão tipo T. Este valor é um valor estimado que depende das dimensões do suporte
do modulo, que todavia não foram fornecidas pelo fabricante do HCPV Sunflower. A
dimensão deve ser ajustada depois de obtidas as dimensões reais do suporte. A
dimensão lateral escolhida foi de 713,50 mm até o manifold. Esta dimensão está
relacionada também com a largura do suporte do módulo devendo ser, portanto,
ajustada depois de obtidas as medidas reais.
A Figura 46 mostra uma vista da região do desenho esquemático 3D com a
tubulação de saída do módulo posicionada.

51
Figura 46 – Desenho esquemático 3D da montagem com todas as tubulações de entrada e saída das
cinco linhas e com as tubulações de saída do módulos
A Figura 47 mostra o conjunto com os trinta micro-trocadores posicionados na
parte traseira do modulo, com os trechos de tubulação de entrada e saída da linha, com o
trecho de saída do módulo.

52
Figura 47 – Desenho esquemático do posicionamento das cinco linhas do sistema, com os trinta
micro-trocadores e suas respectivas tubulações de entrada e saída e a tubulação de saída do módulo
A Figura 48 mostra um desenho esquemático da linha de centro do trecho da
tubulação, com as suas respectivas cotas. Todas as dimensões estão em milímetros.
Figura 48 – Desenho esquemático da linha de centro da tubulação de saída do módulo. Cotas em
mm
Os cinco fluxos são recolhidos em um manifold, cujo dimensionamento foi
abordado anteriormente. A Figura 49 mostra o posicionamento deste manifold de saída.

53
Figura 49 – Desenho esquemático 3D do posicionamento do manifold de saída
Ao sair deste manifold,, uma mangueira com uma conexão de padrão 1/8” NPT
[16] em uma das extremidades e um flange de padrão NPS ½” classe 150 [17] na outra,
direciona o fluxo para o trocador de calor do circuito principal de arrefecimento.
A Figura 50 mostra uma vista isométrica do desenho esquemático da montagem
com a mangueira flangeada de saída do módulo posicionada.

54
Figura 50 – Vista isométrica do desenho esquemático da montagem com a mangueira flangeada de
saída do módulo
A mangueira possui diâmetros interno e externo iguais aos das tubulações
utilizadas no dimensionamento de entrada e saída das linhas, sendo este diâmetro
expandido na extremidade flangeada, devido aos diâmetros normatizados do flange
[17]. Estes diâmetros serão tratados na seção de perda de carga.
A posição da mangueira foi escolhida de uma maneira genérica, dado a
impossibilidade de se definir um comprimento sem as dimensões exatas tanto do
módulo, quanto do trocador de calor escolhido. Por este motivo, foi considerada a pior
situação, em que o comprimento da mangueira se estende até o plano médio do módulo.

55
A Figura 51 mostra uma vista isométrica da mangueira. As cotas representam as
distâncias centro a centro de cada trecho da tubulação. Todas as dimensões estão em
milímetros.
Figura 51 – Vista isométrica da mangueira de saída do módulo. Cotas em mm

56
3.5. Tubulação da Entrada do Módulo
A Figura 52 mostra uma vista da região do desenho esquematico com a
tubulação de entrada do módulo posicionada.
Figura 52 – Desenho esquemático 3D do módulo com todas as tubulações de entrada e saída das
cinco linhas e com as tubulações de entrada e saída do módulo
A Figura 53 mostra o conjunto com os trinta microtrocadores posicionados na
parte traseira do modulo, com os trechos de tubulação de entrada e saída da linha, com
os trechos de saída e entrada do módulo.

57
Figura 53 – Desenho esquemático do posicionamento de toda a tubulação do módulo contida entre
o manifold de admissão e o manifold de saída
A tubulação de entrada do módulo foi dimensionada com os mesmos 713,50 mm
de distancia do manifold de saída do módulo. Este valor também é um valor genérico
que depende das dimensões do suporte do modulo. O comprimento escolhido de entrada
da bomba foi de 30,0 mm, que também deve ser ajustado de acordo com a bomba
utilizada, observando raio mínimo de curvatura de mangueira especificada pelo
fabricante. A Figura 54 mostra um desenho esquemático da linha de centro do trecho da
tubulação. Todas as dimensões estão em milímetros.
Figura 54 – Desenho esquemático da linha de centro da tubulação de entrada do módulo. Cotas em
mm

58
A Figura 55 mostra o desenho esquemático da região posterior do modulo com
os dois manifolds, de entrada e saída, posicionados bem como as linhas de entrada e
saída aos micro-trocadores.
Figura 55 – Desenho esquemático 3D da montagem com o posicionamento dos manifolds de entrada
e saída
Antes de o fluxo entrar neste manifold, uma mangueira com uma conexão de
padrão 1/8” NPT [16] nas duas extremidades, direciona o fluxo proveniente de uma
bomba de segurança em série com as outras cinco bombas do sistema. A mangueira
possui diâmetros interno e externo iguais aos das mangueiras anteriores.
A posição desta mangueira foi também escolhida de uma maneira genérica,
pelos mesmos motivos que a geometria da mangueira de saída do sistema. A Figura 56
mostra uma vista inferior da região posterior do modulo, onde se pode visualizar a
mangueira de entrada e sua montagem.

59
Figura 56 – Vista inferior do desenho esquemático 3D completo
A Figura 57 mostra uma vista isométrica da mangueira. As cotas representam as
distâncias centro a centro de cada trecho da tubulação. Todas as dimensões estão em
milímetros.

60
Figura 57 – Vista isométrica da mangueira de entrada do módulo. Cotas em mm
Na Figura 58 pode se ver a vista isométrica da tubulação que conecta a bomba
em série em detalhe. Em uma extremidade a mangueira é conectada a uma conexão de
padrão 1/8” NPT [16] e na outra um flange de padrão NPS ½” classe 150 [17]. Todas as
dimensões estão em milímetros.

61
Figura 58 – Vista isométrica da mangueira flangeada de saída do módulo. Cotas em mm
A Figura 59 e a Figura 60 mostram vistas isométricas da montagem completa do
circuito termohidraulico com todos os elementos, proposto no contexto do presente
trabalho, onde pode se ver as tubulações de entrada e saída dos micro-trocadores, bem
como os manifolds de distribuição de entrada e saída, as mangueiras de conexão e a
bomba de segurança em série.

62
Figura 59 – Vista isométrica do desenho esquemático 3D completo

63
Figura 60 – Vista inferior do desenho esquemático 3D completo
3.6. Flange
A saída do manifold foi determinada baseada em uma análise preliminar das
conexões padrão para trocadores de calor comerciais e foi concluído que um flange do
tipo weld-neck, de padrão NPS ½” classe 150 [17] seria usado, forjado segundo as

64
especificações da norma ASTM A 105/A 105M - 03 [18]. Os parafusos utilizados de
classe B7 foram escolhidos segundo a norma ASTM A 193/A 193 M -04a [19]. A
Figura 61 e a Tabela 2 mostram o desenho técnico do flange e suas medidas. Todas as
dimensões estão em milímetros.
Figura 61 – Desenho técnico do flange
Ah B O X Y tf R W Holes
21,3 15,8 90 30 46 9,6 34,9 60,3 15,9 Tabela 2 – Dimensões das cotas do flange em mm
O flange é inserido na extremidade do manifold através de uma solda. A Figura 62
mostra o desenho esquematico do flange em vista isométrica.

65
Figura 62 – Desenho esquematico do flange de padrão NPS ½” classe 150 [17]
Após a determinação da conexão flangeada no trocador de calor, o projeto fica
completamente definido geometricamente, dadas as limitações de dimensões não
informadas pela fabricante do HCPV Sunflower.
3.7. Conexão Flangeada
A montagem segue o padrão determinado pela ASME - PCC-1 [20], com uma
arruela em contato com a cabeça do parafuso e uma arruela em contato com a porca,
onde o torque é aplicado. A Figura 63 e a Tabela 3 mostram o desenho técnico da
arruela e suas dimensões [20]. Todas as dimensões estão em milímetros.

66
Figura 63 – Desenho técnico das arruelas [20]
I.D. [mm] O.D. [mm] T [mm]
15,0 28,0 3,0 Tabela 3 – Dimensões das arruelas em mm
O torque de aperto dado nos parafusos da conexão flangeada de saída do
manifold foi determinado segundo o Apêndice O da ASME - PCC-1 [20]. Na Tabela 4
estão as informações para o cálculo do torque relativo à tensão de escoamento dos
parafusos. A constante de lubrificação utilizada foi escolhida baseada no uso comum do
bissulfeto de molibdênio como lubrificante, onde este valor é tomado como padrão.
Limite de Escoamento
Diâmetro de
Rosca
[mm]
Área de Raiz
[mm²]
Constante de
Lubrificação
105 ksi 724 MPa 12,7 81,1
0,16 Tabela 4 – Dados dos parafusos [19, 20]
A prática comum é de que o aperto dado seja de 70% do torque relativo à tensão
de escoamento dos parafusos, porém, como a pressão e temperatura de operação são
relativamente baixas, o torque escolhido foi o relativo a 50% da tensão de escoamento
já que este torque já é suficiente para garantir uma tensão te aperto de vedação na junta
devido às dimensões reduzidas do flange.

67
A força atuando em cada parafuso é dada pela fórmula
(3.7)
Onde
O Apêndice K da ASME - PCC-1 [20] estabelece a seguinte fórmula para o de
cálculo do torque a ser aplicado em cada parafuso
(3.8)
Onde

68
Na Tabela 5 e a Tabela 6 estão as informações referentes à força e o torque
atuando em cada parafuso da conexão flangeada para duas situações diferentes.
100% da Tensão de Escoamento
Força Torque
13199 lb 58,7 kN 88,0 lb.ft 119,3 N.m Tabela 5 – Dados da força e torque atuando no parafuso para 100% de sua tensão de escoamento
50% da Tensão de Escoamento
Força Torque
6599 lb 29,35 kN 44,0 lb.ft 59,65 N.m Tabela 6 – Dados da força e torque atuando no parafuso para 100% de sua tensão de escoamento
A sequencia de aperto foi seguida conforme um dos modelos sugeridos pela
ASME - PCC-1 [20], utilizando-se o método clássico com 1 ferramenta, conforme a
Figura 64.
Figura 64 – Sequencia de aperto nos parafusos [20]

69
Como a pressão atuando no sistema é relativamente baixa e o aperto dado na
junta pelo flange é limitado pela quantidade de parafusos utilizados, uma junta não
metálica e laminada foi escolhida.
Como o líquido de trabalho dentro do sistema é água, uma junta de fibra laminada
com borracha é a mais indicada. A prática de campo de engenharia mostra que a junta
de papelão hidráulico com borracha nitrílica, absorve água com o tempo e “envelhece”
melhorando a capacidade de vedação da junta. Uma das espessuras mais utilizadas no
mercado para pressões baixas até médias é a de 1,6 mm, devido ao seu baixo grau de
relaxamento.
Na Tabela 7 estão as informações dos diâmetros interno e externo da junta
padronizadas pela ANSI/ASME - B16.21 [21] e do raised face do flange, padronizadas
pela ANSI/ASME - B16.5 [17]. Todas as dimensões estão em milímetros.
Junta Raised Face
I.D.
[mm]
O.D.
[mm]
I.D.
[mm]
O.D.
[mm]
21,0 48,0 18,8 34,9 Tabela 7 – Dados dos diâmetros internos e externos da junta e da raised face do flange em mm
Dado o aperto de 59,7 N.m em cada um dos quatro estojos, e utilizando-se a área
de contato efetiva como o maior dentre os diâmetros internos e o menor dos diâmetros
externos da junta e do flange, pode-se calcular a tensão efetiva sendo aplicada na junta,
segundo o Apêndice O da ASME - PCC-1 [20]

70
(3.9)
Onde
Da equação 3.9, obtém-se
Devido ao relaxamento inerente a juntas não-metálicas, um reaperto composto
por dois relógios é recomendado 4h e 24h após a instalação [20, 22].

71
3.8. Determinação da perda de carga
Todo fluido sujeito a um escoamento interno está sujeito a perdas de cargas de
pressão, além da transformação entre os tipos de energia descritos pela equação de
Bernoulli já trabalhada anteriormente
(3.10)
Onde
A perda de carga total do sistema é representada por hl e representa a altura
manométrica de coluna de fluido que passa a ser perdida após a dissipação de energia
pela tubulação.

72
A dissipação de energia pode ser subdividida em perdas de carga distribuídas ou
localizadas, que serão abordadas nas duas seções seguintes. Os seguintes valores foram
utilizados para grandezas físicas do sistema [23]
⁄
⁄
⁄
As vazões utilizadas para o cálculo foram utilizadas referentes à vazão otimizada
[1] de 29,05 mL/min para cada canal, considerando um total de 18 canais foi utilizado
em cada micro-trocador.
3.8.1. Perda de carga distribuída
A perda de carga distribuída é calculada pela fórmula:
(3.11)

73
Onde
Em alguns casos, o escoamento foi considerado como laminar. Com isso, o
coeficiente de perda de carga foi calculado com a seguinte fórmula:
(3.12)
Onde
O número de Reynolds é calculado por
(3.13)
Onde

74
A rugosidade superficial utilizada foi de 0,007 mm, comumente considerada
para acabamentos em superfícies poliméricas [23]. As tabelas a seguir mostram o
resultado obtido para o cálculo da perda de carga para os trechos de tubulação do
módulo. O diâmetro escolhido para a tubulação do projeto foi de 6,35 mm de diâmetro
interno. Os valores , , e são referentes à velocidade do escoamento base de
necessária para cada micro-trocador. A necessidade da análise da
perda de carga para cada uma das velocidades acima se dá devido à divisão do fluxo
mássico diversas vezes pelo sistema, com isso, cada seção da tubulação possui uma
certa velocidade diferente, havendo a necessidade de se analisar todos os trechos
separadamente. O fator de atrito “f” foi obtido do diagrama de Moody, no ANEXO I –
Diagrama de Moody. O total apresentado pelas tabelas se refere à soma da perda de
carga distribuída pelo trecho da tubulação para todas as velocidades e, quando for o
caso, o total das linhas relaciona ao somatório das cinco linhas do módulo, segundo o
critério estabelecido no presente projeto.

75
Entrada da Linha
D
[mm]
V
[m/s] Re
L
[mm] e/D f
[m]
mL/min
6,35
4,59E-01 2913 0
0,001
0,05 0,00E+00
mL/min
9,17E-02 583 80,07 0,11 5,94E-04
mL/min
4,59E-02 291 652,84 0,22 2,42E-03
mL/min
1,53E-02 97 2434,26 0,66 3,01E-03
Total 6,03E-03
Total das Linhas 3,01E-02
Tabela 8 – Calculo da perda de carga distribuída na entrada da linha
Saída da Linha
D
[mm]
V
[m/s] Re
L
[mm] e/D f
[m]
mL/min
6,35
4,59E-01 2913 0
0,001
0,05 0,00E+00
mL/min
9,17E-02 583 0 0,11 0,00E+00
mL/min
4,59E-02 291 677,18 0,22 2,51E-03
mL/min
1,53E-02 97 2434,26 0,66 3,01E-03
Total 5,52E-03
Total das
Linhas 2,76E-02
Tabela 9 – Calculo da perda de carga distribuída na entrada da linha

76
Saída do Módulo
D
[mm]
V
[m/s] Re
L
[mm] e/D f
[m]
mL/min
6,35
4,59E-01 2913 2386,68
0,001
0,05 2,02E-01
mL/min
9,17E-02 583 3967,85 0,11 2,94E-02
mL/min
4,59E-02 291 0 0,22 0,00E+00
mL/min
1,53E-02 97 0 0,66 0,00E+00
Total 2,31E-01
Tabela 10 – Calculo da perda de carga distribuída na saída do módulo
Entrada do Módulo
D
[mm]
V
[m/s] Re
L
[mm] e/D f
[m]
mL/min
6,35
4,59E-01 2913 3057,74
0,001
0,05 2,58E-01
mL/min
9,17E-02 583 3817,85 0,11 2,83E-02
mL/min
4,59E-02 291 0 0,22 0,00E+00
mL/min
1,53E-02 97 0 0,66 0,00E+00
Total 2,87E-01
Tabela 11 – Calculo da perda de carga distribuída na entrada do módulo

77
3.8.2. Perda de carga localizada
A perda de carga localizada pode ser calculada através da seguinte fórmula:
(3.14)
Onde
Para o manifold de entrada e saída, a perda de carga foi calculada considerando-
se a pior hipótese como sendo a soma de cinco expansões de uma tubulação com 6,35
mm de diâmetro para uma seção retangular com 860,90 mm de largura e 10,24 mm de
altura. Com isso, a razão de áreas é praticamente zero, resultando em um coeficiente de
perda de carga [23].
Além das somas das cinco expansões de área abruptas, também foi considerada
uma contração abrupta, haja visto que o ângulo de inclinação do manifold é de apenas
20°, resultando em um coeficiente de perda de carga aproximadamente devido
à pequena razão de áreas [23].
Como resultado, o coeficiente de perda de carga localizada do manifold foi
considerado como a soma dos cinco coeficientes de perda de carga para expansão
abrupta de valor cada e do coeficiente de perda de carga para contração abrupta

78
de valor , resultando em um valor de coeficiente de perda de carga total de
.
A Tabela 12 mostra a quantidade de conexões e acidentes localizados em todos
os trechos da tubulação. Os valores , , e são referentes à velocidade do
escoamento base de necessária para cada micro-trocador. As
colunas representam a quantidade de cada tipo de acidente localizado que o trecho da
tubulação possui. Os redutores/expansores foram considerads os adaptadores de padrão
1/8” NPT [16] em uma extremidade e um conector para mangueira na outra. Na
primeira análise, a perda de carga localizada para este tipo de conector foi
desconsiderada, haja visto que a diferença de diâmetros entre as extremidades das
conexões é muito pequena, não sendo relevante para o cálculo da perda de carga
localizada. A segunda coluna representa o somatório de conexões tipo T, a terceira
coluna de conexões tipo cruzeta, a quarta coluna a quantidade de manifolds no trecho e
a última coluna a quantidade de cotovelos 90° que a tubulação possui.
Após calculado o total de conexões e acidentes para cada linha, este numero é
multiplicado por cinco, tendo em vista que o presente projeto dividiu o sistema em
cinco linhas para o obter o total das linhas. No final da tabela, este valor do total das
linhas é somado aos valores obtidos para a tubulação de entrada do módulo e a
tubulação de saída do módulo. A Tabela 13 apresenta os coeficientes de perda de carga
utilizados para os cálculos [23].

79
Redutores/Expansores Ts Cruzetas Manifold Cotovelos
Entr
ada
da
Lin
ha
mL/min 2 1 0 0 0
mL/min
4 0 2 0 0
mL/min
12 0 0 0 18
Saí
da
da
Lin
ha
mL/min 0 1 0 0 0
mL/min
4 0 2 0 0
mL/min
12 0 0 0 18
Total 34 2 4 0 36
Total das Linhas 170 10 20 0 180
Saí
da
do
Módulo
mL/min
1 0 0 1 3
mL/min
10 0 0 0 5
Entr
ada
do
Módulo
mL/min
3 0 0 1 3
mL/min
10 0 0 0 5
Total 194 10 20 2 196
Tabela 12 – Quantidade de conexões e acidentes na tubulação em cada trecho
Coeficientes de Perda de carga
Redutores/Expansores 0
Ts 1,8
Cruzetas 2,4
Manifold 5,5
Cotovelos 0,9
Tabela 13 – Coeficientes de perda de carga [23]

80
As tabelas a seguir mostram o resultado obtido para o cálculo da perda de carga
para os trechos de tubulação do módulo. Os valores V, 3V, 6V e 30V são referentes à
velocidade do escoamento base de V = 29,05 mL/min necessária para cada micro-
trocador. As colunas representam a perda de carga localizada para cada trecho do
sistema, dependendo de sua velocidade.
Entrada da Linha
[m]
mL/min
mL/min
mL/min
Redutores/Expansores 0,00E+00 0,00E+00 0,00E+00
Ts 7,72E-04 0,00E+00 0,00E+00
Cruzetas 0,00E+00 5,15E-04 0,00E+00
Manifold 0,00E+00 0,00E+00 0,00E+00
Cotovelos 0,00E+00 0,00E+00 1,93E-04
Total 1,48E-03
Total das Linhas 7,40E-03
Tabela 14 – Calculo da perda de carga localizada na entrada da linha

81
Saída da Linha
[m]
mL/min
mL/min
mL/min
Redutores/Expansores 0,00E+00 0,00E+00 0,00E+00
Ts 7,72E-04 0,00E+00 0,00E+00
Cruzetas 0,00E+00 5,15E-04 0,00E+00
Manifold 0,00E+00 0,00E+00 0,00E+00
Cotovelos 0,00E+00 0,00E+00 1,93E-04
Total 1,48E-03
Total das Linhas 7,40E-03
Tabela 15 – Calculo da perda de carga localizada na saída da linha
Saída do Módulo
[m]
mL/min
mL/min
Redutores/Expansores 0,00E+00 0,00E+00
Ts 0,00E+00 0,00E+00
Cruzetas 0,00E+00 0,00E+00
Manifold 5,90E-02 0,00E+00
Cotovelos 2,90E-02 1,93E-03
Total 8,99E-02
Tabela 16 – Calculo da perda de carga localizada na saída do módulo

82
Entrada do Módulo
[m]
mL/min
mL/min
Redutores/Expansores 0,00E+00 0,00E+00
Ts 0,00E+00 0,00E+00
Cruzetas 0,00E+00 0,00E+00
Manifold 5,90E-02 0,00E+00
Cotovelos 2,90E-02 1,93E-03
Total 8,99E-02
Tabela 17 – Calculo da perda de carga localizada na entrada do módulo
O tipo convoluted de tubulação acrescenta dramaticamente um fator de perda de
carga. Com isso, a perda de carga deve ser dobrada já que este tipo de tubulação
provoca uma perda de carga muito maior no sistema [24].
Além deste fator, optou-se por um fator de segurança igual a três, para garantir
que as bombas especificadas serão capazes de fornecer a pressão necessária para o
sistema mesmo que haja um imprevisto na hora da montagem, ou caso os equipamentos
de medição como pressostatos provoquem uma perda de carga significativa no sistema,
ou o sistema de monitoramento dos equipamentos elétricos consuma mais energia que o
esperado.
Como resultado final, a perda de carga total para o sistema obtida após as
correções necessárias foi de
Considerando-se os dados obtidos para o micro-trocador em questão [1], cada
micro-trocador provocava uma perda de carga de no escoamento e que a máxima
perda de carga permissível em um trocador de calor do tipo Shell and Tube é de

83
[25], a perda de carga final obtida para o sistema foi de
.
3.9. Dimensionamento das bombas
Como mencionado anteriormente, o sistema será composto por um total de seis
bombas.
Para a escolha e dimensionamento de cada bomba, foi considerado o caso em que
cada bomba deverá pressurizar o fluido pelo valor da perda de carga total necessária
pelo sistema, garantindo que o escoamento não será interrompido e que cada micro-
trocador seja alimentado com a vazão volumétrica otimizada de 484,2 mm³/s = 29,05
mL/min, determinada para o projeto [1]. Como em uma a diferença de pressão fornecida
ao fluido diminui com o aumento da rotação, as bombas serão dimensionadas para o
caso em que cada bomba deverá fornecer 16,9 psi para o sistema operando na situação
de maior vazão requisitada de 14,526 mm³/s = 871,56 mL/min. A Tabela 18 apresenta
algumas bombas do fabricante MICROPUMP [26], selecionadas para escolha no uso do
presente projeto. O preço das bombas não é informado pelo fabricante, porém em
revendedores autorizados como a COLE-PARMER [27] fornecem alguns dos modelos
na faixa de US$ 900,00.

84
Bombas
Vazão
[mL/min] Diferencial de
Pressão
(Máximo)
[psi]
Pressão do
sistema
(Máxima)
[psi]
Temperatura de
operação
[°C] Peso
[g]
Mínima Máxima Mínima Máxima
GJR
Series 150 3200 58 300 -45,6 121,1 454
GB
Series 131 6435 125 300 -45,6 176,7 363
GC
Series 400 12000 125 1500 -45,6 176,7 2722
GJ
Series 158 6765 80 300 -45,6 121,1 454
PF
Series 0,94 940 100 100 * * 1361
Tabela 18 – Modelos do fabricante MICROPUMP. Fonte: www.micropump.com/
A Tabela 19 mostra o consumo em Watts de cada um dos modelos que possuem
informações técnicas no website, para a situação de operação a 871,56 mL/min, que é a
vazão requisitada para a bomba de segurança.
Bombas
Diferença
de Pressão
[psi]
Rotação
[rpm]
Torque
[mNm]
Potência
[W]
GJR
Series - - - -
GB Series 20 3450 75 27
GC Series 20 1450 90 14
GJ Series 20 2850 27 8
PF Series - - - - Tabela 19 – Informações técnicas dos modelos da MICROPUMP [26] para uma vazão de 871,56
mL/min
A Tabela 20 mostra o consumo em Watts de cada um dos modelos que possuem
informações técnicas no website, para a situação de operação a 174,3 mL/min, que é a
vazão requisitada pelas bombas em série.

85
Bombas
Diferença
de Pressão
[psi]
Rotação
[rpm]
Torque
[mNm]
Potência
[W]
GJR
Series - - - -
GB Series 18 500 15 0,785
GC Series 40 500 10 0,523
GJ Series 20 1150 5 0,602
PF Series - - - - Tabela 20 – Informações técnicas dos modelos da MICROPUMP [26] para uma vazão de 174,3
mL/min
Pelas informações da Tabela 19 e da Tabela 20, pode-se ver que para quaisquer
combinações de seleção de bomba, tanto para a bomba de segurança, quanto para a
bomba em série, a proposta de que o sistema termohidráulico de arrefecimento consuma
apenas 10% da energia gerada pelo módulo é atingido.
3.10. Escolha do isolamento térmico
Como demonstrado anteriormente, o raio crítico de isolamento da tubulação é
dado por
(3.15)
Onde

86
Valores de variam de forma bastante visível conforme o material, podendo
ter valores extremamente baixos, para materiais bons isolantes térmicos ou podendo
possuir valores não tão satisfatórios para que se considere o seu uso como isolante,
principalmente para tubulações com diâmetro reduzido.
O valor de pode variar entre
⁄ para o ar, dependendo das
condições de escoamento [28].
A Tabela 21 apresenta alguns valores de condutibilidade térmica de alguns
isolantes [28] e considera combinações de possíveis situações de escoamento e com
alguns isolantes mais comumente usados e mostra qual o valor do raio critico de
isolamento, para escolha de qual material isolante utilizar no isolamento térmico da
tubulação dimensionada neste projeto.

87
Raio Crítico de Isolamento
[mm]
Material
Lã de
Vidro/L
ã de
Rocha
Poliéster/Polietileno/
Polipropileno Poliestireno Poliuretano
[W/m.K]
0,04 0,17 0,035 0,023
[W/m².K]
10 4,00 17,00 3,50 2,30
20 2,00 8,50 1,75 1,15
30 1,33 5,67 1,17 0,77
40 1,00 4,25 0,88 0,58
50 0,80 3,40 0,70 0,46
60 0,67 2,83 0,58 0,38
70 0,57 2,43 0,50 0,33
80 0,50 2,13 0,44 0,29
90 0,44 1,89 0,39 0,26
100 0,40 1,70 0,35 0,23
Tabela 21 – Raio crítico de isolamento em mm para alguns materiais e algumas condições de
escoamento do ar
Pode ser visto na Tabela 21 que o raio crítico de isolamento é crucial para
tubulações de pequenos diâmetros, como no caso do seguinte projeto. Como o
escoamento do ar que envolve a tubulação foge do controle do projeto, a decisão mais
conservadora é a de se escolher materiais com condutividade térmica baixa, como o
poliuretano e escolher um raio crítico de isolamento de no mínimo 2,30 mm.

88
3.11. Escolha do trocador de calor
O trocador de calor é especificado pela temperatura ótima de operação e pela
vazão em que opera, sendo este último fator determinante direto para a taxa de calor a
ser trocada em Joules por segundo, ou Watts.
Para o presente projeto, as temperaturas de entrada e saída previstas para o
trocador de calor são de 90 °C e 60 °C, respectivamente.
A vazão otimizada para operação do micro-trocador, determinada
experimentalmente por [CORRÊA] [2] e [GUERRIERRI] [1] foi de 29,05 mL/min,
totalizando para os 30 micro-trocadores uma vazão de 871,56 mL/min, ou 52,29 l/h.
Considerando que todo o calor retirado dos 30 micro-trocadores é direcionado
para o trocador de calor e considerando que as perdas térmicas pela tubulação são
desprezíveis, a taxa de transferência de calor pelo sistema termohidráulico no trocador
de calor pode ser determinada por
(3.16)
Onde

89
Para efeito de cálculo, a taxa de transferência de calor foi calculada para as
variáveis do escoamento na entrada e na saída do trocador de calor, de modo a obter
uma estimativa da taxa de transferência de calor real, que será um valor entre os dois
calculados. Os valores utilizados para o cálculo foram
⁄
⁄
⁄
⁄
Como resultado, os valores obtidos para as taxas de transferência de calor foram
Comercialmente, a empresa APEMA possui um trocador de calor que preenche
os requisitos operacionais. Suas entradas e saídas não são flangeadas, facilitando a
operação de montagem. A Figura 65 mostra uma foto do trocador de calor.

90
Figura 65 – Trocador de calor da marca APEMA. Fonte: http://www.apema.com.br/
3.12. Escolha do dessalinizador
Como etapa final do presente projeto, a correta escolha do trocador de calor,
necessita de informações sobre a temperatura ótima de operação do dessalinizador,
assim como sua vazão mássica.
A empresa SolarSpring [29] possui uma série de dessalinizadores de membrada,
ativados termicamente. Segundo informações via email por parte de um funcionário, a
temperatura ótima de operação de seus sistema é de 90 °C, podendo operar em uma
temperatura mais baixa.

91
A menor unidade que a empresa possui, é capaz de uma vazão de 15-30 l/h e
segundo cotação via email está custando a partir de 15.000€. O sistema já possui incluso
o dessalinizador, a bomba e o sistema de controle, porém nenhuma informação
adicional sobre o padrão das conexões de entrada e saída ou sobre o a geometria do
sistema. A Figura 66 mostra uma foto deste sistema.
Figura 66 – Dessalinizador de membrana da marca SolarSpring Gmbh
A vazão necessária pelo sistema termohidráulico de que se tratou o presente
projeto é de 871,56 mL/min, ou seja, 52,3 l/h. Considerando que todo o calor retirado
pelos micro-trocadores dos módulo HCPV é fornecido ao dessalinizador através de um

92
trocador de calor, a seguinte equação fornece a vazão necessária pelo dessalinizador
para que ambos os sistema operem com as temperaturas especificadas pelo projeto:
(3.16)
Onde
No caso do presente projeto, e para um
dessalinizador com temperatura ótima de operação de 90°C, onde a água a ser
dessalinizada está a 27 °C, na temperatura ambiente, o .
Utilizando a vazão do sistema termohidráulico como 52,3 l/h, a vazão requisitada pelo
dessalinizador é
⁄
Concluindo assim que o projeto é completamente viável com os equipamentos
acessíveis comercialmente, como o sistema de dessalinização da empresa SolarSpring
[29].

93
4. Conclusão
Motivado pela aquisição de dez painéis fotovoltaicos de alta concentração da
empresa ATS, o sistema HCPV Sunflower, pelo LabMEMS (Laboratório de Nano e
Microfluidica e Microssistemas) do PEM/COPPE, capaz de concentrar 1200 sóis e de
gerar uma potencia elétrica de 300 W cada painel, e com a possibilidade de tratar de
forma simultânea: os problemas térmicos inerentes à conversão direta de energia solar
em energia elétrica e a utilizando do calor removido das células, por recuperação
térmica, em processos de dessalinização por membrana. O presente trabalho projetou o
circuito termohidráulico do sistema de arrefecimento para controle térmico deste painel
comercial de alta concentração (HCPV) Sunflower.
Do que se tem hoje em conhecimento adquirido pela revisão de literatura, tem-se
que, embora alguns trabalhos em micro-trocadores de calor estejam sendo aplicados a
refrigeração ativa de painéis fotovoltaicos não se tem conhecimento até o momento de
painéis que façam uso destes comercialmente. E é neste ambiente que o presente projeto
de fim de curso se insere, apresentando uma concepção e projeto de um sistema
termohidraulico que permita o uso de sistemas de refrigeração ativo de painéis HCPV,
com os micro-trocadores de calor, combinados ao reaproveitamento deste calor
rejeitado em um processo secundário, como por exemplo o sistema de dessalinização
por membrana .
No desenvolvimento do presente estudo partiu-se de uma configuração otimizada,
teórico e experimentalmente estudada por CORRÊA [2] e GUERRIERRI [1] para o
micro-trocador de calor a ser empregado na refrigeração ativa das células fotovoltaicas
HCPV. E realizou-se o dimensionamento e seleção de materiais para a tubulação do

94
sistema termohidraulico capaz de fornecer a vazão mássica necessária para cada micro-
trocador determinada experimentalmente em CORRÊA [2] e GUERRIERRI [1], bem
como a seleção das bombas de alimentação do sistema, seleção do isolamento térmico
da tubulação. Todavia, algumas hipóteses de projeto tiveram que ser feitas devido
principalmente a falta de documentação e detalhamento do modulo HCPV. A
continuação natural deste trabalho esta no refinamento dos cálculos uma vez que se
tenha acesso aos documentos e manuais do modulo HCPV e a subsequente
implementação deste projeto ao sistema assim que este encontre-se pronto para a
instalação e funcionamento.

95
Bibliografia
[1] D. C. GUERRIERRI, "Análise Teórico-Experimental de Microtrocadores de Calor
para Controle Térmico de Painéis Fotovoltaicos de Alta Concentração", Tese de
M.Sc., COPPE/UFRJ, Rio de Janeiro, RJ, Brasil, 2013.
[2] M. A. CORRÊA, "Projeto e Otimização de Dissipadores Térmicos de Micro-
canais para Células Fotovoltaicas de Alta Concentração", 2013.
[3] K. K. CHONG, S. -L. LAU, T. -K YEW and P., -L. TAN, “Design and
development in optics of concentrator photovoltaic system,” 2012.
[4] “How Stuff Works,” [Online]. Available:
http://en.wikipedia.org/wiki/Fresnel_lens. [Acesso em 19 08 2014].
[5] A. MOKRI and M. EMZIANE, Concentrator photovoltaic technologies and
market: a critical review, Linkoping: Sweden, 2011.
[6] T. HO, S. S. MAO and R. GREIF, “Improving efficiency of high-concentration
photovoltaics by cooling with two-phase forced convection,” International Journal
of Energy Research, pp. 1257-1271, 2010.
[7] T. HO, S. S. MAO and R. GREIF, “The impact of cooling on cell temperature and
the practical solar concentration limits for photovoltaics,” International Journal of
Energy Research, 2010.
[8] A. F. WILLIAMS, The handbook of photovoltaic applications, United States: The

96
Fairmont Press Inc, 1986.
[9] V. L. DALAL and A. R. MOORE, “Design considerationsfor high-intensity solar
cells,” Journal of Applied Physics, vol. 48, n. 3, pp. 1244-1251, 1977.
[10] D. J. MBEWE, H. C. CARD and D. C. CAD, “A model of silicon solar cells for
concentrator photovoltaic and photovoltaic/thermal system design,” 1985.
[11] B. D. TUCKERMAN and R. F. W. PEASE, “High-performance heat sinking for
VLSI,” IEEE Electron Device Letters, vol. 2, n. 5, pp. 126-129, 1981.
[12] W. QU and I. MUDAWAR, “Analysis of three-dimensional heat transfer in micro-
channel heat sinks,” 2002.
[13] W. ESCHER, B. MICHEL, D. POULIKAKOS, “A novel high performance, ultra
thin heat sink for eletronics,” International Journal of Heat and Fluid Flow, 2010.
[14] T. DANG and J. -T. TENG, “Comparisons of the heat transfer and pressure drop of
the microchannel and minichannel heat exchangers,” 2011.
[15] “Hi-Globe,” [Online]. Available: http://hi-globe.com/?page_id=671. [Acesso em
19 08 2014].
[16] ANSI/ASME - B1.20.1, “Pipe Threads, General Purpose,” 2005.
[17] ANSI/ASME - B16.5, “Pipe Flanges and Flanged Fittings: NPS 1/2 through NPS
24 Metric/Inch Standard,” 2009.
[18] ASTM A 105/A 105M - 03, “Standard Specification for Carbon Steel Forgins for
Piping Applications,” 2003.

97
[19] ASTM A 193/A 193 M -04a, “Standard Specification for Alloy-Steel and Stainless
Steel Bolting Materials for High-Temperature Service,” 2004.
[20] ASME - PCC-1, “Guidelines for Pressure Boundary Bolted Flange Joint
Assembly,” 2013.
[21] ANSI/ASME - B16.21, “Nonmetallic Flat Gaskets for Pipe Flanges,” 2011.
[22] J. C. VEIGA, Juntas Industriais, TEADIT, 2013.
[23] R. W. FOX, A. T. MCDONALD, P. J. PRITCHARD, Introdução à Mecânica dos
Fluidos, 2006.
[24] “Penflex,” [Online]. Available: http://www.penflex.com/calculation-of-pressure-
loss-in-corrugated-hoses/. [Acesso em 24 08 2014].
[25] “TroCalor,” [Online]. Available: http://www.trocalor.com.br/. [Acesso em 24 08
2014].
[26] “MICROPUMP,” [Online]. Available: http://www.micropump.com/. [Acesso em
24 08 2014].
[27] “Cole-Parmer,” [Online]. Available: http://www.coleparmer.com/. [Acesso em 24
08 2014].
[28] M. N. ÖZISIK.Transferência de Calor, Um Texto Básico.
[29] “SolarSpring,” [Online]. Available: http://www.solarspring.de/. [Acesso em 24 08
2014].
98
[30] E. E. de MATTOS and R. de FALCO, Bombas Industriais, 2 ed., Rio de Janeiro,
Brasil, 1998.
[31] “The Power of Redarc Solar,” [Online]. Available:
http://www.redarc.com.au/solar/about/solarpanels/. [Acesso em 24 08 2014].
[32] SolarSpring GmbH, "Conversa privada com Marcel Wieghaus por email", Rio de
Janeiro, 2014.
[33] “Apema, A Marca do Trocador de Calor,” [Online]. Available:
http://www.apema.com.br/. [Acesso em 27 08 2014].

99
ANEXO I – Diagrama de Moody
Figura 67 – Diagrama de Moody