programação em máquinas cnc - joinville.ifsc.edu.brvalterv/cnc_cam/programação em... ·...
TRANSCRIPT

Programação em Máquinas CNC
Valter Vander de Oliveira

Tecnologia CNC

Tecnologia CNC
�Linguagem:
HEIDENHAINFANUC
ISO�Comandos:
Siemens, Romi, Fanuc, Ge, Mitsubishi, Mazak

Vantagens das Máquinas CNC
� Produtividade
� Acabamento� Precisão
� Segurança
Desvantagens das Máquinas CNC
� Custo do equipamento
� Manutenção especializada
� Mão de obra qualificada

Fluxo da Programação em Máquinas CNC

Programação CNC
#@%(*&)G00 XYZ

Ponto de Referência - Zero-peça

Tecnologia HSM - Fabricação Moldes

Eixos da Máquina CNC

Componentes da Máquina

Componentes da Máquina

Componentes da Máquina

Componentes da Máquina

Componentes da Máquina

Sistema de Coordenadas

Sistema de Coordenadas

Sistema de Coordenadas

Sistema de Coordenadas
E
Pto aprox
D
Pto afast
C
B
A
ZXPonto

Sistema de Coordenadas

Estrutura de Programação
� Analisar o desenho
� Definir a seqüência de operações
� Definir a forma de fixação
� Selecionar a ferramenta de corte
� Calcular os parâmetros de corte
� Editar o programa

Códigos CNC

Início do programa CNC

Comando G0

Comando G1
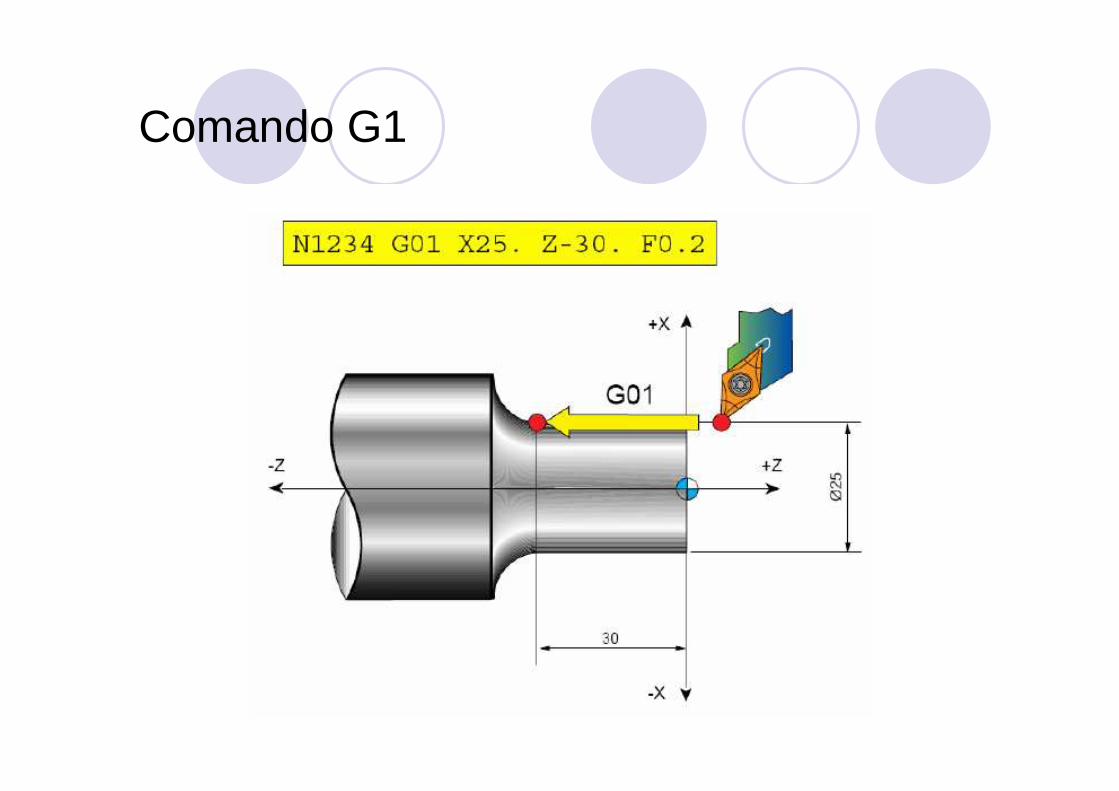
Comando G1

Comando G2 e G3

Exercício

Exercício

Ciclo de desbaste - G71

Ciclo de desbaste - G72

Sistema de Coordenadas AbsolutoFresamento
-1540P4
1540P3
15-40P2
-15-40P1
YXPonto

Sistema de Coordenadas Relativo
-300P4
0-80P1
080P3
300P2
-15-40P1*
YXPonto

Estrutura de Programação
O 564 (Flange)N5 G17 G21 G40 G54 G90; N10 T01 M06;N15 G0 X-20 Y-20;N20 M03 S2000;N25 G0 Z5;N30 G1 Z-20 F900 M08;N35 G1 G41 X15 Y10 D01;N40 G1 X15 Y60;N45 G1 X35 Y105;
N50 G1 X115 Y105;N55 G1 X115 Y35;N60 G1 X40 Y10;N65 G1 X15 Y10;N70 G1 G40 X-20 Y-20;N75 G0 Z200 M09;N80 M05;N85 M30;

Códigos G - Planos de Trabalho

Códigos G - Zero-peça
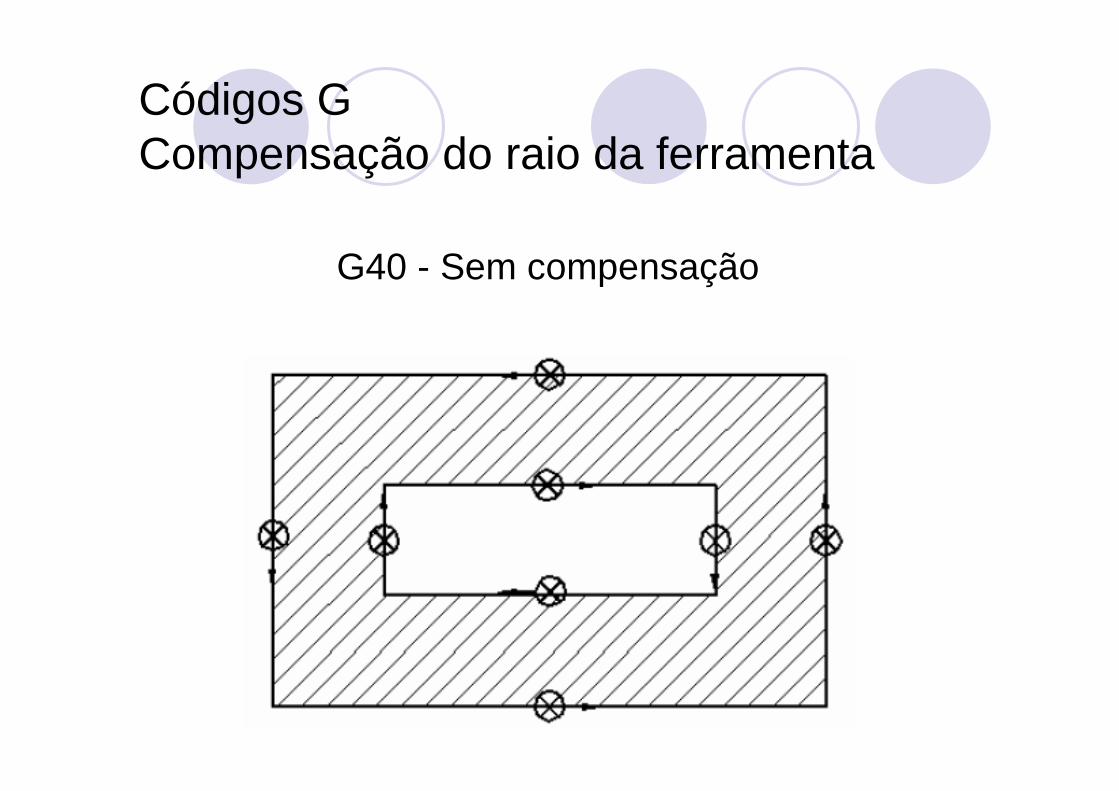
Códigos GCompensação do raio da ferramenta
G40 - Sem compensação

Códigos GCompensação do raio da ferramenta
G41 - com compensação a esquerda

Códigos GCompensação do raio da ferramenta
G42 - com compensação a direita

Códigos G - Movimentação
P 0 P 1
P 0 P 1
P 0 P 1
P 0 P 1
�G0 - deslocamento rápido
�G1 - deslocamento em avanço programado
�G2 - arco no sentido horário
�G3 - arco no sentido anti-horário

� G01 - deslocamento em avanço programado
Ex: G01 X100 Y20 F900;
Códigos G - Movimentação
P 0 P 1

Códigos G01 - Chanframentos
Ex: G01 X0 Y30, C5;

Códigos G01 - Arredondamentos
Ex: G01 X80 Y30, R5;

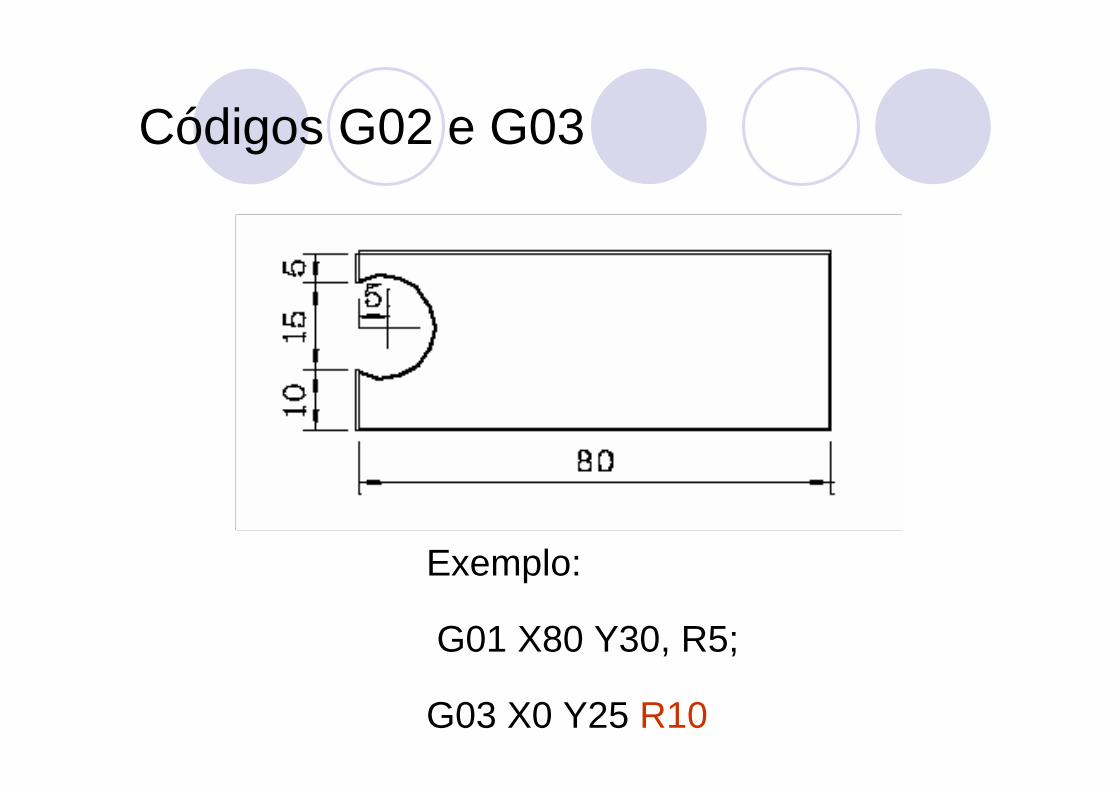
Códigos G02 e G03
Exemplo:
G01 X80 Y30, R5;
G03 X0 Y25 I5 J7.5
Códigos G02 e G03
Exemplo:
G01 X80 Y30, R5;
G03 X0 Y25 R10