processos de junção e corte -...
TRANSCRIPT

PMR-2202 Introdução a Manufatura Mecânica
Processos de Junção e Corte
Prof. Dr. Gilberto F. M. de SouzaAgosto de 2004

1. Introdução
❚ Processos de junção são empregados para unir dois ou mais componentes, de forma que estes passem a apresentar um movimento de corpo rígido.
❚ O termo “processo de junção” é utilizado para definir um conjunto de métodos empregados para união de duas ou mais peças, tais como os diversos tipos de soldagem, rebitagem, fixação por parafusos e com o uso de adesivos.

❚ Empregam-se processos de junção tendo em vista os seguintes pontos:❙ Muitos produtos são impossíveis de serem fabricados
como uma peça única;❙ É economicamente viável a manufatura de um
produto a partir de vários componentes unidos entre si;
❙ Necessidade de execução de atividades de manutenção;
❙ Variação de propriedades mecânicas dos materiais que constituem os componentes de um produto dados os requisitos das tarefas a serem executadas.


❚ Neste texto emprega-se a classificação empregada pela AWS - American Welding Society para definir os processos de junção, os quais são classificados em três categorias:❙ Soldagem;❙ Adesivos;❙ Parafusos e Rebites.

❚ Nesta aula serão analisados com maior profundidade os processos de soldagem, apresentados nos capítulos 27, 28, 29 e 30 do livro texto.
❚ Recomenda-se a leitura das seções associadas com o projeto e execução das uniões por adesivos e com o uso parafusos, apresentadas no Capítulo 30.

2. Soldagem
❚ Definição: “técnica empregada para a união de dois ou mais componentes de um sistema mecânico ou estrutural, conservando a continuidade física do material e portanto suas propriedades físicas e químicas.”
❚ Aplicações: componentes mecânicos, estruturas navais e oceânicas, tubulações, vasos de pressão, chassis e carrocerias de automóveis entre outros.

Trinca
Roda Automotiva Vaso de Pressão Embarcado

❚ Histórico:❙ entre 3000 e 4000 AC - união cobre-ouro e chumbo-
estanho;❙ após a descoberta da energia elétrica tem-se o
impluso para o desenvolvimento da soldagem:1809 Arco Elétrico - Davis1885 Eletrodo de carvão - Bernardos1886 Soldagem por resistência elétrica - Thomson1892 Soldagem de chapas de aço com eletrodo
metálico - Slavianoff1905 Soldagem com eletrodo revestido - Kjellberg

❚ Importância da soldagem como processo de junção:❙ projetos de uniões simplificadas;❙ redução do peso da estrutura soldada em
relação ao peso de estruturas rebitadas e parafusadas;
❙ obtenção de estruturas estanques;❙ eficiência mecânica da junta.

2.1. Classificação dos Processos de Soldagem
❚ Classificação segundo o processo físico: toma por base o mecanismo físico envolvido na soldagem:❙ Soldagem por fusão: processo no qual as partes são
fundidas por meio de energia elétrica ou química, sem aplicação de pressão;
❙ Soldagem por pressão: processo no qual as duas partes são coalescidas e pressionadas uma contra a outra;
❙ Brasagem: processo no qual as partes são unidas por meio de uma liga metálica de baixo ponto de fusão, não havendo fusão do metal base.


3. Soldagem a Arco Elétrico
❚ O calor necessário para a execução da soldagem é obtido por meio de energia elétrica. O arco elétrico é formado entre o eletrodo e o metal-base, através de uma alimentação de corrente e tensão, contínua ou alternada.
❚ A soldagem a arco elétrico é sub-dividida em uma série de processos, descritos na sequência deste texto.

3.1. Soldagem a Arco Elétrico com Eletrodos Revestidos
❚ O eletrodo consiste em um arame de material com propriedades mecânicas, físicas e químicas compatíveis com as do metal base a ser soldado, coberto com um revestimento fundente, e que é consumido através de um arco gerado entre sua extremidade livre e o metal que se deseja soldar. O arco representa a fonte de energia que é utilizada para promover a fusão das partes.

❚ O revestimento transforma-se em escória, após a fusão, recobrindo e protegendo a poça de fusão da contaminação atmosférica. As principais funções do revestimento são:❙ Estabilizar o arco e promover a transferência das
gotas de metal fundente de modo estável;❙ promover a formação de escória e de gases para
proteger a poça de fusão;❙ adicionar elementos de liga ao metal depositado,
caso necessário.

❚ Capacidade do processo: relativamente simples e versátil, podendo ser empregado com uma grande variedade de tipos de eletrodos.
❚ O equipamento é simples, constituindo-se de uma fonte de energia, cabos, porta-eletrodos e do eletrodo propriamente dito. O custo do mesmo é da ordem de $ 1500,00.
❚ Muito empregado na fabricação de componentes soldados em geral.

3.2. Soldagem por Arco Submerso
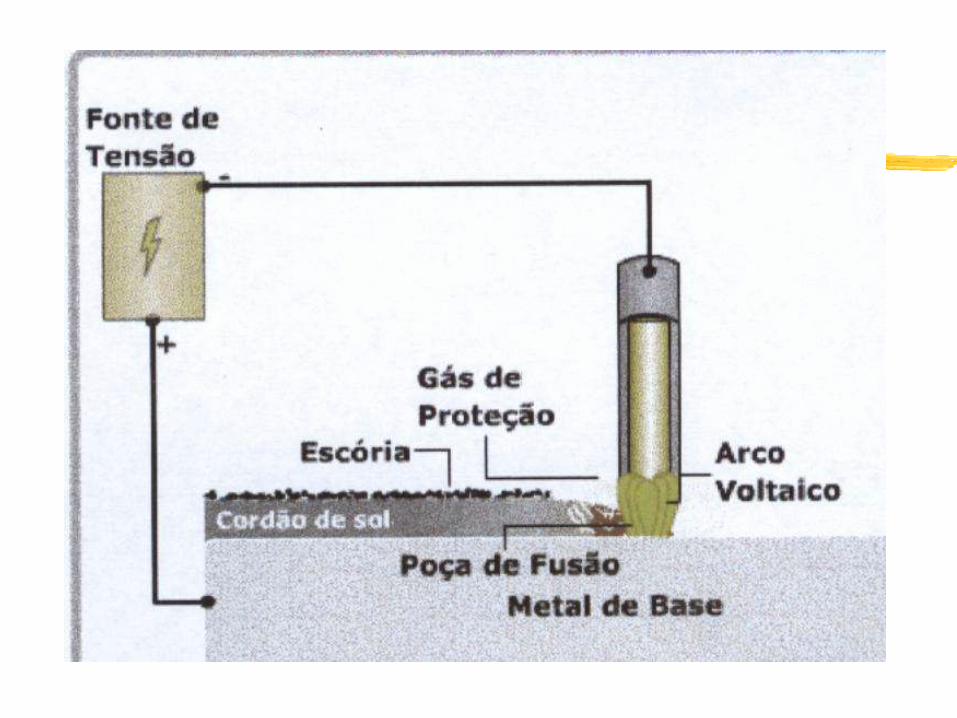
❚ Processo em que o arco elétrico gerado entre um arame de enchimento e o metal-base permanece sob uma camada de um material fundente, denominado fluxo, o qual tem a função de proteger a poça de fusão dos efeitos da atmosfera.
❚ Como o arco e a poça de fusão são totalmente protegidos pelo fluxo, obtém-se um metal depositado de alta qualidade, com poucos respingos.

❚ Capacidade do processo: tendo em vista que o fluxo é adicionado por efeito da gravidade, o processo é limitado ao uso na posição horizontal ou plana. Como os arames de enchimento normalmente apresentam grandes diâmetros, as correntes de soldagem são de elevada magnitude, o que proporciona penetração bastante profunda, associada a uma alta eficiência de deposição.

3.3. Soldagem a Arco Elétrico com Proteção Gasosa
❚ A região do arco elétrico e da poça de fusão são protegidas da contaminação atmosférica pelo gás alimentado pela tocha de solda.
❚ Os gases mais utilizados para esta finalidade são o hélio, o argônio, o dióxido de carbono (CO2) ou uma mistura destes gases.
❚ Os processos de soldagem com proteção gasosa podem utilizar os eletrodos consumíveis e os eletrodos não-consumíveis.

❚ No método que utiliza o eletrodo não consumível, o arco elétrico é gerado entre o metal-base e um eletrodo de tungstênio, e a soldagem é executada com ou sem emprego de um metal de enchimento, o qual deve ser introduzido na poça de fusão.
❚ O método que utiliza o eletrodo consumível, tem o arco gerado entre o próprio eletrodo e o metal-base.

Soldagem com Eletrodo Consumível
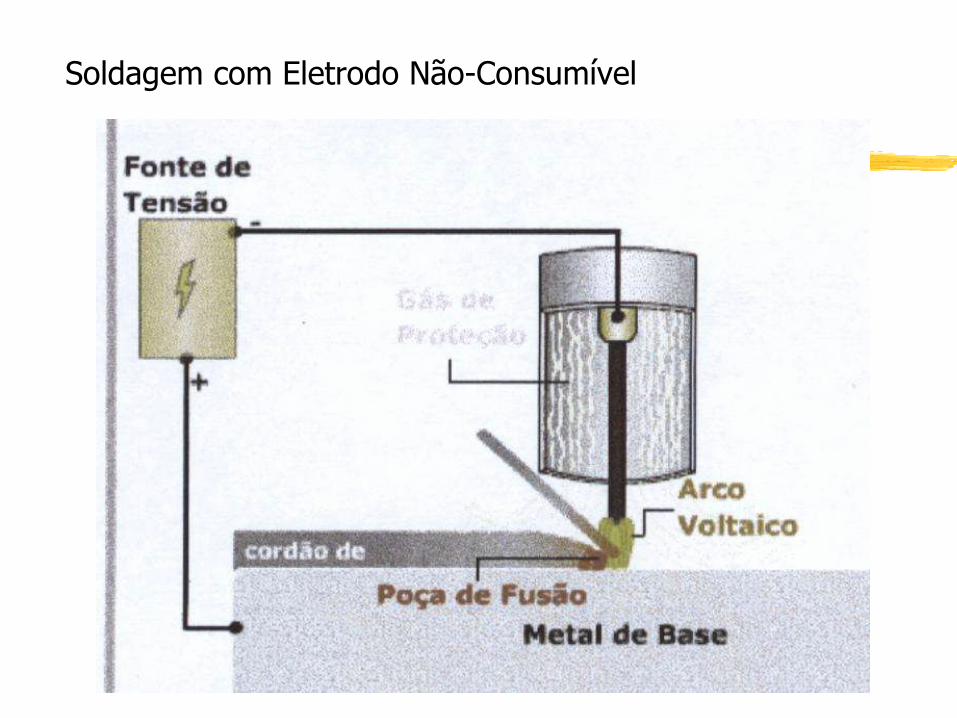
Soldagem com Eletrodo Não-Consumível

❚ O processo MIG, que emprega gás inerte na proteção da poça de fusão, pode ser empregado na soldagem de qualquer tipo de material metálico, incluindo ligas não-ferrosas. Devido ao uso do gás inerte o custo é mais elevado.
❚ O processo MAG tem menor custo que o MIG, devido ao uso do CO2, sendo bastante empregado na soldagem de componentes de aço.
❚ Pode ter alimentação automática do arame e também do movimento da tocha.
❚ Custo do equipamento entre $1000 e $3000.

❚ O processo TIG emprega gás inerte para proteção da poça de fusão, usualmente hélio ou argônio (este é empregado preferencialmente), podendo ser utilizada uma mistura destes gases.
❚ A soldagem com o processo TIG pode ser executada sem material de enchimento, no caso de chapas finas.
❚ Gera uniões soldadas de elevada qualidade e com bom acabamento superficial, sendo recomendado para uniões soldadas em juntas estruturais críticas, com grande variedade de espessura.
❚ Empregado na soldagem do alumínio, magnésio e titânio entre outros.

3.4. Variáveis Influentes na Soldagem a Arco Elétrico❚ As variáveis mais influentes no processo de soldagem a
arco elétrico são: corrente, tensão e velocidade de soldagem.
A: condições ideais de soldagem;
B: baixa magnitude de corrente;
C: alta magnitude de corrente;
D: arco muito longo;
E: arco muito curto;
F: velocidade de soldagem baixa;
G: velocidade de soldagem elevada.

3.5. Nomenclatura dos Eletrodos Revestidos
❚ Os eletrodos revestidos são designados pelo seguinte código:
E XXXX
Indicam o limite de resistência à tração do material do eletrodo
Indicação da posição de soldagem
Indicação do tipo de revestimento e de corrente
4. Soldagem por Eletroescória
A soldagem por eletroescória é um processo no qual o coalescimento do metal-base e do metal de enchimento é provocado pelo calor gerado pelo efeito de resistência elétrica no interior de um escória em fusão. A mistura do metal-base com o material do eletrodo vai-se depositando no fundo da junta, delimitada pelas paredes do metal base e por duas sapatas de cobre, resfriadas a água.
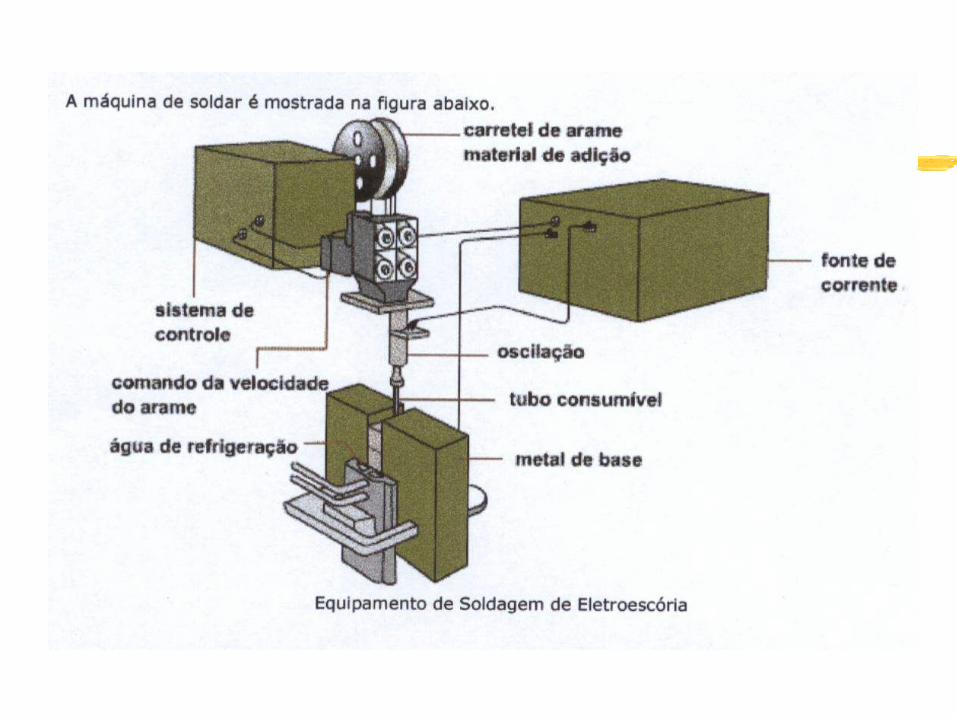

O processo é empregado para soldagem de seções de grandes espessuras na posição vertical. A eficiência do processo eletroescória é superior ao arco submerso, principalmente para chapas espessas, sendo muito usado na soldagem de equipamentos para a indústria química e naval.

5. Soldagem por Eletrogás
Neste processo a escória utilizada na soldagem eletroescória é substituída pela blindagem de dióxido de carbono, que tem a função de proteger o arco elétrico, que é gerado entre o arame de enchimento e a poça de fusão, bem como esta última. O gás é introduzido na região de solda por meio de orifícios apropriados existentes na sapata de cobre.

Empregado na soldagem de chapas de até 30 mm de espessura, podendo a junta ser executada em um só passe.
As tolerâncias no contato das sapatas de cobre são mais brandas, pois elas não têm a função específica de vedar o banho de escória.

6. Soldagem por Resistência
A soldagem por resistência é um processo no qual as peças a serem unidas são coalescidas pelo calor gerado por efeito de resistência elétrica, quando se passa uma corrente através de um circuito elétrico do qual fazem parte as peças em referência.
As partes a serem unidas são mantidas em contato sob pressão.

O processo é bastante utilizado na soldagem de chapas finas, sendo subdividido em dois métodos: soldagem por pontos e soldagem por costura.

6.1. Soldagem por Pontos
❚ Chapas sobrepostas são mantidas em contato por meio de dois eletrodos de cobre, e uma corrente bastante intensa percorre o circuito elétrico em um reduzido intervalo de tempo.
❚ Passagem de corrente provoca liberação de calor na interface das chapas.
❚ As superfícies são fundidas e a pressão entre elas implica na formação do ponto de solda.
eletrodos
Ponto de solda

6.2. Soldagem por Costura
❚ Utiliza-se um par de discos que rolam sobre as chapas.
❚ Mediante descargas elétricas intermitentes executa-se a costura desejada. Modificando-se a frequência da descarga elétrica (da ordem de 450 Hz), executa-se a fabricação dos denominados tubos com costura.
❚ Obtenção de uma junta totalmente estanque.

7. Soldagem a Gás
❚ A soldagem a gás, ou com fonte química, é um processo no qual um gás combustível é misturado ao oxigênio e, pela queima da mistura assim formada, consegue-se coalescer o metal-base e o metal de enchimento, executando-se a soldagem.
❚ Os gases mais empregados são acetileno, propano e hidrogênio, com nítida predominância do primeiro, sendo que, neste caso, o método é conhecido como soldagem oxiacetilênica.

❚ Como o método dispensa o uso da energia elétrica, este é muito empregado em trabalhos de campo, principalmente em atividades de reparo.
❚ As características da chama oxiacetilênica variam com a relação da mistura oxigênio-acetileno, sendo classificada em três tipos: carburizante ou carbonetante (excesso de acetileno), neutra (relação 1:1) e oxidante (excesso de oxigênio).

Tipos de Chama Oxiacetilênica

❚ Na combustão do acetileno, supondo-se a formação de chama neutra, ocorrem as seguintes reações no cone interno e no invólucro externo:
OHOHCOOCO
HCOOHC
222
22
2222
2222
2
Cone interno
Invólucro externo

❚ As temperaturas atingidas em uma chama neutra são inferiores àquelas atingidas na soldagem a arco elétrico, bem como a concentração da chama é menor.
❚ A velocidade de soldagem deve ser mais baixa, podendo causar grandes distorções nas peças soldadas.
❚ Utiliza-se de material de enchimento, que pode ser revestido, para fornecer proteção adicional à poça de fusão.

❚ Os equipamentos básicos para a soldagem oxiacetilênica constituem-se de maçarico de soldagem, garrafas de oxigênio e acetileno, mangueiras, reguladores de pressão e manômetros. O custo destes equipamentos é muito baixo em comparação com o empregado no processo do eletrodo revestido.


❚ Capacidade do processo: O processo é basicamente manual, sendo portátil, e economicamente atrativo para lotes de reduzido número de peças. Aplicável na soldagem de um grande número de materiais metálicos, tais como aço carbono, níquel, cobre, bronze, latão e ferro fundido. Deve-se regular o tipo de chama em função do material a ser soldado.
8. Brasagem
❚ Processo de soldagem no qual a união é excutada por meio de uma liga metálica, de ponto de fusão mais baixo que o do metal-base, sendo a junta preenchida por efeito capilar.
❚ O metal-base não se funde no processo de soldagem.
❚ Para que a ação capilar seja eficiente é necessário que o metal de enchimento tenha uma boa fluidez e que a folga existente na junta seja reduzida, entre 0,05 e 0,13 mm.

❚ Utilizam-se dois tipos de metal de enchimento: ❙ para brasagem propriamente dita, cuja fusão ocorre
a temperaturas superiores a 450 0C, também conhecida como solda forte.
❙ para a soldagem fraca ou branca, cuja fusão ocorre a temperaturas inferiores a 450 0C.
❙ O metal de enchimento deve apresentar propriedades mecânicas compatíveis com a do metal-base.
❙ As ligas de Ag-Cu, o latão e o cobre são utilizadas na brasagem
❙ As ligas de Pb-Ag, Bi-Sn e Bi-Sn-Pb são utilizadas na soldagem fraca.

❚ Existem sete formas de execução da brasagem, classificadas conforme o método de aquecimento da junta:❙ Brasagem a arco: emprega o calor gerado por um
eletrodo de carvão ou por uma tocha TIG;❙ Brasagem com maçarico: utiliza o calor gerado por
um maçarico;❙ Brasagem em forno: utiliza o calor gerado no interior
de um forno;❙ Brasagem por indução: utiliza o calor gerado por
indução a alta frequência


❘ Brasagem por resistência elétrica: utliza o calor gerado por uma resistência elétrica;
❘ Brasagem em banhos: utiliza um banho químico que provoca a fusão do metal de enchimento;
❘ Brasagem com ferro de soldar: utiliza um ferro de soldar apropriado para a fusão do metal de enchimento.

❚ Capacidade do processo: o processo de brasagem (solda forte) é empregado quando há necessidade de execução de uniões com geometrias complexas, ou para união de materiais com diferentes composições químicas. A união apresenta distorção reduzida.
❚ A resistência da junta é dependente do projeto geométrico da junta e da adesão entre o metal de enchimento e o metal base. Para garantir esta adesão as superfícies precisam estar livres de contaminates.

❚ O processo de solda fraca é muito empregado na indústria eletrônica, para fixação de componentes em circuitos impressos. A resistência da união é inferior a de uma junta brasada.

9. Soldagem à Plasma
❚ Neste processo de soldagem utiliza-se o arco elétrico para obtenção de um plasma, que é um gás ionizado apresentando elevada temperatura, apresentando um mesmo número de elétrons e íons. Este plasma é a fonte de aquecimento da união soldada.
❚ O arco é iniciado entre um eletrodo de tungstênio e o próprio metal base ou a própria tocha. Pode ser usado gás inerte na proteção da poça de fusão.


❚ O processo apresenta grande concentração de energia, pode-se empregar uma maior velocidade de soldagem, permitindo a execução de uniões soldadas com menor distorção.
❚ Custo do equipamento entre $3000 e $6000.❚ Pode ser empregado na soldagem dos aços,
alumínio e titânio, com ou sem o uso de arame de enchimento.

10. Descontinuidades em Juntas Soldadas
❚ Apesar dos inúmeros avanços ocorridos nas técnicas de soldagem de estruturas e de componentes mecânicos, ainda não se pode considerar uma junta soldada como uma área livre de defeitos.
❚ A aplicação de um ciclo térmico localizado causa variações na estrutura metalúrgica do metal-base na região do cordão de solda.
❚ O próprio cordão de solda pode apresentar defeitos, associados com o procedimento de soldagem.

10.1. Descrição Metalúrgica da Junta Soldada
❚ O material de uma junta soldada pode ser classificado em três regiões distintas:❙ metal-base;❙ zona termicamente afetada;❙ metal de solda.
❚ As caraterísticas metalúrgicas e as propriedades mecânicas das duas últimas regiões dependem fortemente do tipo de metal-base, do procedimento de soldagem (incluindo processo de soldagem, metal de enchimento e variáveis do processo).


10.2. Descontinuidades em Juntas Soldadas
❚ Uma junta soldada pode apresentar descontinuidades físicas causadas pela aplicação do ciclo térmico localizado associado a variações da estrutura metalúrgica na região da solda.
❚ Estas descontinuidades podem ser causadas pela utilização de um procedimento de soldagem inadequado, incluindo o uso de soldadores não qualificados.

10.2.1. Porosidade
❚ É caracterizada pela presença de pequenos poros, com formato esférico, no interior do cordão de solda.
❚ Estes poros são causados por:❙ devido a presença de gases liberados durante
a fusão;❙ pela ocorrência de reações químicas durante
a soldagem;❙ pela presença de contaminantes.

Causas❚ falta de limpeza;❚ eletrodo com revestimento
úmido;❚ elevada magnitude de
corrente de soldagem;❚ resfriamento muito rápido,
impedindo o escape de gases.
Correções❚ limpeza da junta soldada
antes e durante a soldagem, removendo contaminantes;
❚ manter o eletrodo seco;❚ seleção correta dos
eletrodos;❚ melhorar as condições de
soldagem, com pré-aquecimento da união soldada ou aumento do insumo de calor;
❚ redução da velocidade de soldagem.

10.2.2. Inclusão de Escória
❚ Caracterizada pela presença de materiais não pertencentes à composição do metal de solda, tais como óxidos e revestimentos do eletrodo, no interior do cordão de solda.
❚ Caso a proteção gasosa não seja efetiva durante a soldagem, pode haver a presença de contaminantes associados ao meio-ambiente.

Causas❚ má remoção de escória
associada com o cordão executado anteriormente;
❚ manejo inadequado do eletrodo, devido a problemas no projeto da junta.
Correções❚ melhorar o processo de
limpeza da escória entre os passes;
❚ vazão adequada de gás de proteção;
❚ re-projeto da junta, facilitando a manipulação do eletrodo.

10.2.3. Falta de Fusão e Penetração
Causas❚ velocidade de avanço
elevada;❚ diâmetro de eletrodo
inadequado;❚ preparação do chanfro
inadequada;
❚ corrente de soldagem baixa.
Correções❚ mudança da geometria da
junta soldada e do tipo de eletrodo;
❚ alteração do procedimento de soldagem;
❚ aumento do insumo de calor.


10.2.4. Perfil de Solda
❚ O perfil de solda influencia a aparência e a resistência mecânica do cordão de solda.
❚ Podem ser classificados em três tipos:❙ cordão sem reforço, causado pelo preenchimento
inadequado da junta soldada;❙ mordedura, caracterizada pela presença de um sulco
nas laterais do cordão de solda, causando redução na vida em fadiga da junta;
❙ reforço do cordão de solda sobre o metal base, causado por procedimento de soldagem inadequado.


10.2.5. Trincas
❚ A presença de trincas é um defeito bastante grave em cordões de solda, pois as mesmas podem progredir sob ação de carregamento cíclico, causando a falha por fadiga da junta.
❚ As trincas podem ser classificadas como trincas à quente, que surgem com a junta ainda aquecida, e trincas à frio, que ocorrem após o resfriamento da junta.


Causas❚ presença de gradientes de
temperatura que causam tensões térmicas na junta;
❚ diferentes taxas de contração na junta;
❚ fragilização da junta soldada por segregação ou por hidrogênio;
❚ restrição ao processo de contração da junta
Correções❚ mudança na geometria da
junta, para reduzir as tensões associadas ao resfriamento;
❚ mudança dos procedimentos e seqüência de soldagem (execução de cordões curtos);
❚ pré-aquecer a junta soldada;❚ pós-aquecimento da junta,
para evitar rápido resfriamento.

10.2.6. Tensões e Deformações Residuais
❚ Tendo em vista que a soldagem é caracterizada por um ciclo de aquecimento e resfriamento localizado, ocorrem expansões e contrações na região do cordão de solda, que não ocorrem em outras áreas do metal-base.
❚ Estas expansões e contrações localizadas causam as tensões e deformações residuais.
❚ Em estruturas soldadas esta distribuição é complexa e é influenciada pela rigidez das mesmas.


11. Qualificação de Procedimento de Soldagem
❚ A execução de uma junta soldada exige a aplicação de um procedimento que tenha sido previamente qualificado.
❚ Um procedimento de soldagem é constituído por um conjunto de instruções que possibilitam ao operador executar um cordão de solda. Usualmente estes procedimentos especificam o processo de soldagem a ser empregado, a geometria da junta a ser utilizada (incluindo o tipo de chanfro, se necessário), o metal-base e o metal de enchimento a serem utilizados, a posição em que o procedimento de soldagem deve ser executado, a temperatura de pré-aquecimento e inter-passes, a corrente e a tensão de soldagem e a velocidade de soldagem.

❚ A qualificação de um procedimento de soldagem envolve:❙ qualificação dos materiais, prevista para verificar as
propriedades dos materiais base e de enchimento a serem empregados na junta;
❙ qualificação da sequência de soldagem, destinada a qualificar a especificação do procedimento de soldagem, compreendendo a soldagem de amostras, os ensaios e exames de corpos de prova retirados das amostras;
❙ qualificação do desempenho, prevista para determinar a habilidade dos soldadores para execução de soldas sem
defeitos.

❚ Executam-se ensaios destrutivos e não-destrutivos para qualificar uma junta soldada.
❚ Os ensaios destrutivos tem por objetivo descrever a resistência mecânica da junta soldada, envolvendo ensaios de tração, flexão, dureza e de resistência à fratura. Adicionalmente verifica-se resistência à corrosão e à fluência.
❚ Executam-se também análises metalúrgicas, para caracterizar a estrutura da zona termicamente afetada e do metal de solda.
❚ Os ensaios não-destrutivos, empregados com o objetivo de detectar defeitos na junta soldada, envolvem a inspeção visual, radiográfica, por líquido penetrante, por ultrasom ou por partículas magnéticas.

❚ A seleção de um procedimento de soldagem deve ser baseada na análise dos seguintes pontos:❙ características do materiais a serem soldados;❙ geometria dos componentes mecânicos ou
estruturais a serem soldados, incluindo espessura e tamanho;
❙ requisitos de operação da junta, tais como tipo de carregamento e magnitude das tensões geradas;
❙ localização e facilidade de acesso à junta soldada;❙ requisitos de aparência do cordão de solda;❙ custos envolvidos na preparação do chanfro, na
própria soldagem, e no pós-processamento da união soldada.

Tipos de Juntas para Soldagem com Arco Elétrico

Comparação entre geometrias de juntas soldadas por fusão e por brasagem

12. Qualidade na Execução de uma União Soldada
❚ Visando a garantia de obtenção de um cordão de solda em conformidade com os requistos de projeto de uma estrutura, devem ser aplicados procedimentos de controle de qualidade em três fases do processo de soldagem, os quais são:❙ Antes da soldagem;❙ Durante a soldagem;
❙ Após a soldagem.

12.1. Inspeção antes da Soldagem
❚ Verificar ambiente de trabalho;❚ Materiais e equipamentos: estado do materiais
de consumo, estado da fonte e acessórios;❚ Fabricação e montagem: geometria do chanfro,
limpeza da superfície de soldagem, pré-aquecimento.

12.2. Inspeção durante a Soldagem
❚ Verificação da sequência de soldagem;❚ Corrente, tensão e velocidade de soldagem;❚ Temperatura inter-passes;❚ Limpeza dos cordões para remoção de escória e
verificação superficial das camadas intermediárias;
❚ Verificação do eletrodo.

12.3. Inspeção após Soldagem

❚ Os ensaios não destrutivos usualmente empregados para verificação da qualidade do cordão de solda são:

13. Segurança na Soldagem
❚ Problemas: radiações perigosas ( ultravioleta e radiação visível), gases de soldagem, choque elétrico, salpicos ;
❚ Meios de proteção: óculos, máscaras, isolação do local de soldagem com cortinas protetoras;
❚ Uso de alicates (tocha, porta-eletrodo) isolantes;❚ Ventilação, e caso esta não seja eficiente,
utilizar respiradores;❚ Protetores da pele, como luvas, aventais e
polainas, sapatos de segurança.

14. Comparação entre Alguns Processos de Soldagem

Comparação entre processos de soldagem a arco elétrico para ligas metálicas

15. Processos de Corte
❚ Empregados para separar o material base em uma ou mais partes, com geometria pré-definida. São baseados no uso de uma fonte de calor, e classificados conforme esquema abaixo:
15.1. Corte a Gás
❚ Processo similar a soldagem oxiacetilênica, porém a fonte de calor é empregada para remover um cordão de material bastante estreito. Processo bastante empregado para os aços.
❚ O corte a gás do aço baseia-se na reação de oxidação do ferro, que ocorre a altas temperaturas.
calorOFeOFecalorFeOOFe
432
223
2/1
❚ Para iniciar o corte, o ponto inicial é aquecido até uma temperatura compreendida entre 800 e 900 oC, instante em que um jato de oxigênio, a alta pressão, é dirigido àquele ponto, provocando a sua oxidação e formando óxido de ferro. Como seu ponto de fusão é baixo, o óxido formado é expelido da região de corte, prosseguindo a operação em direção ao trecho seguinte.
❚ O processo pode ser empregado para cortar chapas de até 350 mm, podendo ser empregado para reparos submersos.

15.2. Corte a Arco Elétrico
❚ Baseia-se no mesmo princípio do processo de soldagem a arco elétrico. Pode ser classificado em três tipos: goivagem a arco elétrico, corte a plasma e corte a laser.
❚ Na goivagem a arco elétrico o calor é gerado através de um arco elétrico, formado entre um eletrodo de carvão e a peça soldada, sendo que a remoção do material fundido é feita através de um fluxo de ar comprimido pelo interior do eletrodo.

❚ No corte a plasma, a geração do calor e a expulsão do material fundido são obtidos pelo jato de gás na forma de plasma. A produtividade do método é elevada, sendo muito empregado para materiais não-ferrosos e para o aço inoxidável. É muito empregado em processos automatizados.
❚ O corte a laser é empregado para operações de grande precisão.

16. Referências Bibliográficas
❚ Kalpakjian, S. “Manufacturing Engineering & Tecnology”, 4th Edition, Addison Wesley, 2000. (capítulos 27,28, 29 e 30)
❚ Sítio www.cimm.com.br, explorando o item material didático.
❚ Okumura, T. ; Taniguchi, C. Engenharia de Soldagem e Aplicações, LTC Livros Técnicos e Científicos, 1982. (capítulos 1, 2, 3, 9 e 10).