otimizaÇÃo da produÇÃo em uma fabrica de joias a...
TRANSCRIPT
OTIMIZAÇÃO DA PRODUÇÃO EM UMA
FABRICA DE JOIAS A PARTIR DA
PROGRAMAÇÃO MULTIOBJETIVO
CARLA HARUMI YOSHIMA (UTFPR)
RODRIGO SALVADOR (UTFPR)
MARCELE MOREIRA (UTFPR)
JESSICA YASMIN SAITO POZZOBON (UTFPR)
O mercado de jóias sempre chamou atenção pelo significado e valor
agregado ao produto. Com isso as empresas buscam diferenciais para obter
a preferência dos clientes. Peças de qualidade e com design sofisticado são as
estratégias para atraí-los. Uma característica da empresa escolhida é que,
por mais que a empresa esteja consolidada no mercado, pelo fato do
processo ainda ser muito manual, não há uma grande estratégia produtiva.
No entanto, com o avanço da tecnologia, um novo diferencial na fabricação
de joias vem sendo a integração da prototipagem rápida como alternativa
para confecção das peças. O presente artigo define-se como estudo de caso,
em que por meio de um mapeamento do processo produtivo e levantamento
de dados, buscou-se obter por meio da programação multiobjetivo a redução
do custo do bem produzido considerando, simultaneamente e de maneira
igualitária, a redução de retrabalho e a utilização da mão de obra ourives,
gerando assim um mix.
Palavras-chaves: Programação multiobjetivo, joias, prototipagem rápida
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
As pérolas são peças que vem sendo cultivadas desde a época do Império Romano e sempre
foram muito apreciadas. As de melhor qualidade podem ser encontradas no Japão, porém
nem sempre houve produção em larga escala.
Desde o século XVIII o cultivo de pérolas já existe. Com o passar dos anos, devido a muito
trabalho e pesquisas, foram sendo criadas diversas indústrias produtoras da mesma no Japão e
em muitos outros países, em larga escala. No início do século XX este mercado já alcançava o
Brasil e algumas joalherias já praticavam este tipo de venda.
Porém, sabe-se que mudanças constantes e intensas são observadas em todos os setores da
economia na sociedade atual. O avanço tecnológico e a necessidade de renovação guiam o
desenvolvimento das organizações (KAMIMURA, PAES e OLIVEIRA, 2012).
Para se adequar ao incessante novo contexto as organizações são incentivadas a inovar e
renovar seus modos de produção e o uso de novas tecnologias tem sido um dos pilares destas
mudanças (LUZ et al, 2012).
Um dos mercados que vêm enfrentando alguns destes desafios é o de joias, que sempre foi
liderado (ou monopolizado) pelo trabalho dos ourives e trabalhadores artesanais e hoje há
tecnologias, como a prototipagem rápida (ou impressão 3D), capazes de realizar o trabalho,
até mesmo com maior acuracidade.
Na ótica de Zocche et al (2012) a inovação e a busca pelo desenvolvimento tecnológico tem
sido questão chave para o sucesso das organizações em um ambiente cada vez mais
competitivo.
Neste contexto, este trabalho objetiva apresentar o atual processo produtivo que ocorre em
uma empresa de joias de alto padrão da região de São Paulo - SP, uma loja de referência no
que diz respeito a joias de bom gosto e boa qualidade, reconhecida pela nata da sociedade
paulistana e uma das mais tradicionais joalherias da região, podendo assim identificar
possíveis sugestões de melhoria no mesmo, otimizando o processo de envio das peças a
serviços terceirizados (ourives e prototipagem rápida) por meio de programação linear
multiobjetivo.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
O planejamento adequando de um processo produtivo e a correta distribuição das operações
de terceirização e processos internos é essencial quando a natureza do negócio exige tal
tratamento. Desta forma este trabalho apresenta a seguir a abordagem metodológica (2)
utilizada, bem como traz um breve referencial (3) a respeito de Pesquisa Operacional e
Programação Multiobjetivo. Em seguida são apresentadas algumas características da empresa
(4) e então o processo de fabricação (5). Como foco do trabalho há, então, a abordagem do
problema aqui tratado, a exposição dos dados (6.1) e a modelagem (6.2) do problema aqui
tratado, bem como sua solução (7). Para fechamento são desenhadas as considerações finais
(8) a respeito deste estudo e são dadas sugestões para possíveis estudos futuros (9).
2. Metodologia
O trabalho teve início com a realização da visita técnica à fábrica e ao escritório da empresa
em São Paulo, para assim obter as informações necessárias e conhecer o processo para
realização do estudo de caso.
Através de entrevista com os funcionários de diversos setores existentes na produção de joias
realizadas no local, foi obtido o fluxograma completo da empresa, apresentando assim todas
as etapas necessárias para obtenção do produto final.
Com a observação da necessidade de envio das peças para serviços realizados por terceiros
(ourives e prototipagem 3D), tomou-se notas dos dados referentes a essa parte em especial do
processo. Com analise desses dados e com auxílio da programação linear, utilizando o
programa Lingo, sugeriu-se assim um estudo mais aprofundado dessa etapa.
3. Descrição do tema
Pesquisa operacional pode ser definida pelo uso de modelos matemáticos, estatística e
algoritmos para ajudar a tomada de decisões. É mais frequente o seu uso para análise de
sistemas complexos reais, tipicamente com o objetivo de melhorar ou otimizar a performance.
Um dos métodos de resolução dos problemas é a programação linear, que consiste em uma
ferramenta de suporte para a solução de problemas na área de custos nas organizações.
No presente artigo, fez-se necessário a adequação de um problema real para a modelagem
matemática visando por meio da PL auxiliar no processo de tomada de decisão a fim de
minimizar os custos.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
3.1. Programação multiobjetivo
A maioria das pesquisas tem sido desenvolvidas no intuito de otimizar um único objetivo
(MAASHI, ÖZCAN e KENDALL, 2014). Os resultados oriundos da otimização de uma única
Função-Objetivo (FO), apesar de satisfazerem todas as restrições do contexto, nem sempre
são capazes de preencher, de forma prática, todas as necessidades da organização frente à
busca de uma solução.
Um problema de otimização multiobjetivo (Multi-objective Optimization Problem – MOP)
compreende vários objetivos, onde cada FO deve ser maximizada ou minimizada, dependendo
do problema, para descoberta da solução ótima, que é sucedida por um processo de decisão a
fim de propor a realização de ações praticáveis dentro do contexto da organização
(DAHMANI et al, 2014; LEI et al, 2014; MAASHI, ÖZCAN e KENDALL, 2014).
Para Xiong et al (2014) a solução de um problema com programação multiobjetivo consistiu
em alcançar a solução ótima de várias FOs, mesmo com desempenhos conflitantes, ao mesmo
tempo.
Há inúmeros estudos, atualmente, que fazem uso da abordagem multiobjetivo para a solução
de problemas usando programação. Ademais, o método vem sendo utilizado em diversas
áreas. São aplicados, a exemplo, para a solução de problema de cobertura (TRAICORE,
GRAF e GUTJAHR, 2012), problema de embalagem (DAHAMANI et al, 2014), problema de
corte (TIWARI e CHAKRABORTI, 2006), controle de sistemas dinâmicos (XIONG et al,
2014), em abordagens qualitativas e quantitativas como visto em problemas já bastante
tratados pela literatura e abordagens esporádicas de temas novos.
Neste trabalho o uso de programação multiobjetivo se dá em razão da necessidade de suprir
um conjunto de proposições a fim de alcançar a solução mais pertinente ao contexto
enfrentado pela organização no mercado e em função de sua estrutura e modos de trabalho.
4. Características da empresa
A empresa estudada, que teve sua primeira loja em meados de 1965 na cidade de São Paulo, criava
suas próprias peças com pérolas trazidas do Japão. Hoje, é considerada referência em joias de bom
gosto e boa qualidade, conquistou o reconhecimento pela nata da sociedade e tornou-se uma das
mais tradicionais joalherias na cidade.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
A fábrica conta com a colaboração de 28 pessoas na produção, 15 no escritório, 4 na criação e 35 nas
lojas. É responsável pelo processo desde a criação até o acabamento final das peças e trabalha com
fornecimento de joias para diversas outras empresas que dedicam-se somente a montagem ou
comercialização das joias.
Tradicionalmente conhecida por suas pérolas, essa mesma empresa passou a trabalhar, ao longo do
tempo, com pedras internacionais e nacionais na confecção de suas joias. Quando se começa a
criação das peças, já é necessário que haja decisão de quais pedras serão utilizadas. Como o Brasil é
um país que possui ampla riqueza natural, a utilização das pedras naturais é uma aposta alta que os
joalheiros fazem, ganhando total expressividade no montante final de joias fabricadas.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
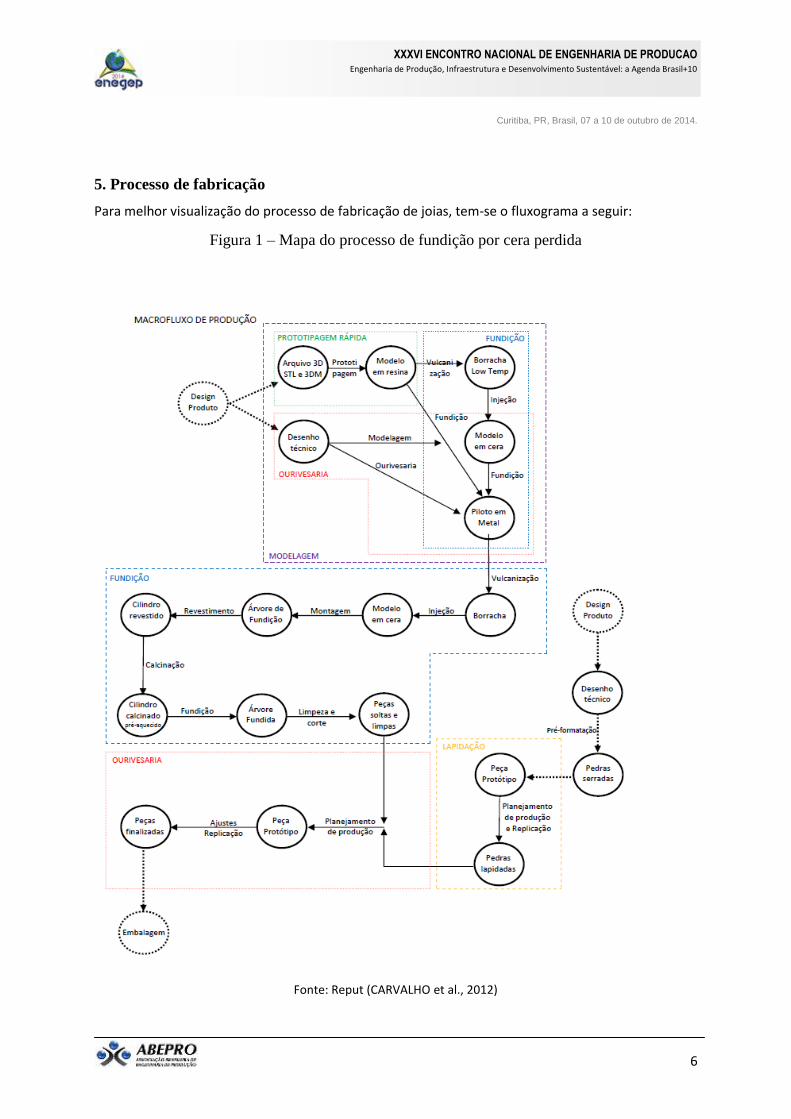
5. Processo de fabricação
Para melhor visualização do processo de fabricação de joias, tem-se o fluxograma a seguir:
Figura 1 – Mapa do processo de fundição por cera perdida
Fonte: Reput (CARVALHO et al., 2012)
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Tudo começa na criação, onde os funcionários que lá trabalham, devem fazer primeiramente um
briefing de um tema que poderá ser utilizado na confecção das joias. Os criadores desenvolvem um
desenho, que deverá ser aprovado pelo dono da empresa. Quando o mesmo for aprovado, faz-se
uma ficha técnica, contendo as especificações técnicas da joia, tais como, quais pedras e qual
material serão utilizadas.
Se uma joia é considerada muito detalhada, espessura avantajada ou necessita aparentar certo
movimento, além da confecção tradicional, é necessário que o desenho da joia seja feito no
computador uma vez que o desenho em 3D mostra de antemão como será o acabamento, determina
o peso e simula o preço de acordo a quantidade de ouro aplicado, já que se tem o controle de todas
as áreas da chapa.
Quando a peça é feita pela primeira vez, ela é chamada de peça piloto. Essa peça será o modelo para
todas as outras, portanto deverá ser perfeita, impecável até no acabamento, pois depois de pronta,
servirá de cópia para os demais funcionários.
O funcionário talha uma joia, que servirá de molde para fazer uma fôrma de borracha para a
produção de moldes de cera, ou seja, a joia é colocada na máquina que formará um molde de
borracha. Esse molde é levado para a injetora de cera que irá adicionando cera na máquina
formando vários moldes que agrupados são chamados de “árvore”, que então é colocada dentro de
um recipiente metálico, onde é depositado gesso e levado a um forno ligado em alta temperatura,
para que possa endurecer. (SEBRAE, 2014)
Depois de pronto, é feito um pequeno furo para que a cera derretida escorra, deixando nas
cavidades internas do cilindro, o formato do molde da joia. Só então o ouro ou a prata é injetado
dentro do molde. A seguir o gesso é dissolvido em uma lavagem a jato de água, revelando as joias,
que a partir daí, passam por um tratamento de polimento, cravação de gemas e acabamento. Assim
que a peça se solidifica, o molde é inutilizado. (SEBRAE, 2014)
Após a peça voltar da fundição, o funcionário tem que dar o acabamento manualmente, e peça por
peça para não ocorrerem erros. O funcionário escurece a peça utilizando o maçarico, com a
finalidade de saber o local onde já lixou, evitando que efetue a operação repetidas vezes no mesmo
lugar. Posteriormente, a peça é polida e encaminhada a cravação, que é feita de maneira manual. Em
seguida passa novamente por um polimento, o polimento final. Para finalizar, a peça será lavada com
uma cera de polimento sendo que pode haver variação no tipo de cera adequada. Após essa etapa é

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
realizada um banho de ródio para tirar a aparência enferrujada da peça, que é considerada a etapa
final de todo processo.
6. Problema
6.1. Exposição dos dados
Para formulação e solução do problema fez-se uso de programação multiobjetivo. Assim
foram definidas quatro FOs (Custo, TOurives, Retrabalho e Desvio) sendo elas:
Custo: Função de minimização em razão do custo desdobrado na confecção de
cada um dos produtos e que compreende apenas a confecção da peça piloto;
TOurives: Função de maximização, que visa utilizar ao máximo o tempo dos
ourives, ou a mão-de-obra disponível, uma vez que o quadro é estável sendo,
então, este custo fixo, evitando ociosidade de mão de obra;
Retrabalho: Função de minimização. Esta função apresenta-se condicional à
confecção do produto pelo ourives, sendo assim necessário o retrabalho (em
média 10%), contabilizado somente neste caso, isentando os produtos
confeccionados por meio de prototipagem deste ônus;
Desvio: Função de minimização. Esta variável tem sua aplicação ao final do
processo de solução, sendo relacionada às outras três FOs de forma a alcançar
um resultado que busque ao máximo satisfazer às três FOs anteriores alcançando
o mínimo desvio possível do resultado ótimo individual de cada uma.
A partir da observação do processo produtivo da empresa de joias, buscou-se otimizar
por meio de programação linear o processo de envio das peças a serviços terceirizados
(ourives e a prototipagem) para assim obter possíveis melhorias nessa etapa, através da
redução de custos.
Utilizou-se como variáveis a quantidade enviada e a quantidade destinada aos ourives
que trabalham dentro da fábrica.
Como restrições deve-se considerar a produção de 192 peças (valor estimado de
produção real da empresa em um mês, com base na demanda anual), limitadas pela
demanda de 30% para anel e brinco, 20% para colares e pulseiras. Além disso, pode-se
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
citar a capacidade trabalhista, sendo 44 horas semanais. O tempo disponível para
prototipagem é relacionado a quantidade máxima de máquinas que o terceirizado
conseguiria deixar de uso exclusivo para confecção dessas peças, ou seja, 12 impressoras
a produzir em dias úteis da semana. A prototipagem demora 1,5 dias para ser feita, já
contabilizado o tempo que demora para envio da peça, e o ourives demora 2,5 dias para
realizar a mesma função.
Por ser um processo delicado, o trabalho por meio da mão de obra dos ourives acaba
apresentando por vezes alguma não conformidade, necessitando então passar por um
retrabalho. Estima-se que este retrabalho seja de aproximadamente 10% em brincos,
colares e pulseiras e de 15% em anéis. Os ajustes necessários serão feitos por um tipo de
ourives diferente do que confecciona a peça piloto.
Como informação complementar necessária para a resolução do problema tem-se o
custo aproximado da confecção das peças piloto por meio do ourives e da prototipagem
terceirizada sendo R$320 na mão de obra do ourives e R$332,00 pela prototipagem
rápida (composição de custo do desenho e usinagem em resina). Vale ressaltar que a
minimização é de uma etapa específica do processo de fabricação da joia e, por esse
motivo, não difere significativamente o custo de obtenção. O mesmo não ocorreria caso a
otimização fosse do processo de fabricação e acabamento da joia.
6.2. Modelagem matemática
De acordo com as características apresentadas anteriormente é possível desenhar
matematicamente o problema para que se alcance uma solução exata.
Com o intuito de minimizar o custo (Custo ) de operação da primeira fase da confecção das
joias, minimizar o retrabalho ( Retrabalho ) presente quando há confecção das peças-piloto
pelos ourives e maximizar o tempo de trabalho dos ourives ( _T Ourives ), estabelece-se uma
nova variável auxiliar ( Desvio ), pois se tratando de um problema multiobjetivo esta última
terá a função de relacionar as anteriores em uma única FO.
Tem-se, portanto, como variáveis de decisão as quantidades a serem produzidas das joias ( i )
comercializadas (anel, colar, brinco e pulseira) por meio da prototipagem ou pelos ourives.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Variáveis de decisão:
_ ( ) _ _ _ _Joias Prot i Anel Prot Colar Prot Brinco Prot Pulseira Prot
_ ( ) _ _ _ _Joias Ourives i Anel Ourives Colar Ourives Brinco Ourives Pulseira Ourives
Sendo, para ambos os grupos de joias (prototipagem e ourives) 1i , para o anel, 2i para o
colar, 3i para o brinco e 4i para a pulseira. Estas variáveis definem as quantidades de cada
produto a serem fabricadas por cada método, as quais representam as variáveis do problema,
cujos coeficientes serão determinados pela solução do problema.
Custo da mão de obra para a confecção da peça-piloto
Em razão do sistema de custeio, baseado nos salários dos funcionários e no tempo empenhado
para a confecção de uma peça-piloto pelo ourives, supõe-se o custo de cada peça, neste
quesito, se equivale.
_ ( ) 320 320 320 320Custo Ourives i
Para a prototipagem o custo para a confecção de cada peça piloto também é igual em função
de ser um serviço terceirizado e mecânico, além de complexidade equivalente.
_ ( ) 332 332 332 332Custo Prot i
Retrabalho
O retrabalho é resultante de uma operação falha na confecção de uma peça-piloto pelo
ourives, ocorrendo somente nesta categoria de trabalho. De acordo com estatísticas internas
da organização as proporções de retrabalho variam de acordo com o tipo de peça, como
segue:
_ ( ) 0,15 0,1 0,1 0,1Retrabalho Ourives i
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
O retrabalho é mensurado de acordo com a proporção de peças que necessitam voltar para que
sejam ajustadas. O valor relativo (0-1) fornecido ao _ ( )Retrabalho Ourives j ao ser
multiplicado pela respectiva variável de decisão
_ ( ) _ _ _ _Joias Ourives i Anel Ourives Colar Ourives Brinco Ourives Pulseira Ourives resulta
na quantidade (em unidades) de peças a serem retrabalhadas, de acordo com as práticas usuais
da empresa.
Tempo de trabalho dos ourives
Há três ourives que são responsáveis por confeccionar as peças-piloto. A empresa trabalha 44
horas por semana, contudo, como o trabalho e deveras extenso a determinação do tempo
empregado na confecção de uma peça é em dias. Como abordado anteriormente a
complexidade das peças é semelhante e a empresa contabiliza que cada peças leva, em média,
2,5 dias para ficar pronta, portanto:
_ ( ) 2,5 2,5 2,5 2,5T Ourives i
Tempo de trabalho pela prototipagem
Analogamente ao tempo de trabalho dos ourives, por terem complexidade semelhante, além
de ser um trabalho mecânico, as peças-piloto pela prototipagem possuem tempo de confecção
(igualmente contabilizado em dias) igual, como segue:
_ ( ) 1,5 1,5 1,5 1,5T Prot i
Ademais, o trabalho é terceirizado e a empresa não possui a preocupação de restrição de
capacidade na prototipagem uma vez que é possível estabelecer parcerias simultâneas nesta
terceirização e nunca foram enfrentados problemas desta ordem. Contudo, para efeitos de
restrição, com a utilização média dos serviços, houve a constatação de que há uso mensal de
12 equipamentos de prototipagem. E o tempo de 1,5 dia já inclui o tempo de transporte e
operações de carga e descarga.
Dadas as informações a respeito do contexto do problema, são definidas, agora, as FOs que
exprimem os diferentes propósitos da determinação do plano de produção, visando minimizar
o custo (Custo ) de operação da primeira fase da confecção das joias, minimizar o retrabalho
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
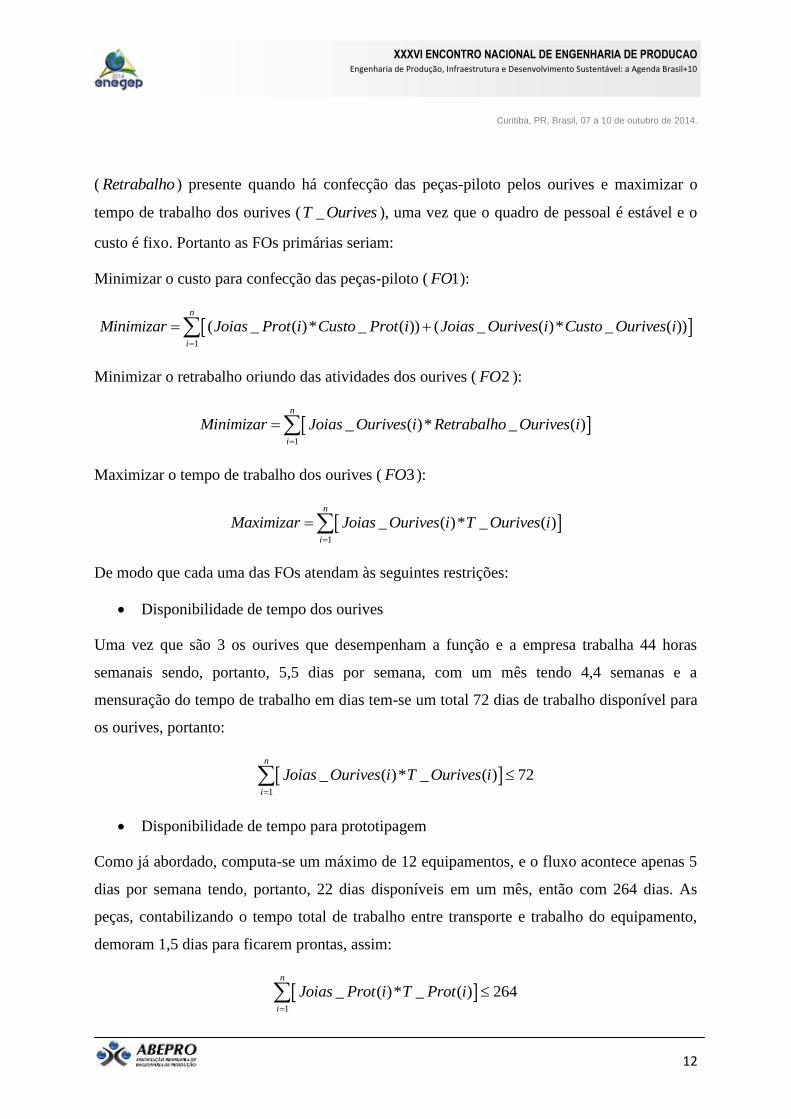
( Retrabalho ) presente quando há confecção das peças-piloto pelos ourives e maximizar o
tempo de trabalho dos ourives ( _T Ourives ), uma vez que o quadro de pessoal é estável e o
custo é fixo. Portanto as FOs primárias seriam:
Minimizar o custo para confecção das peças-piloto ( 1FO ):
1
( _ ( )* _ ( )) ( _ ( )* _ ( ))n
i
Minimizar Joias Prot i Custo Prot i Joias Ourives i Custo Ourives i
Minimizar o retrabalho oriundo das atividades dos ourives ( 2FO ):
1
_ ( )* _ ( )n
i
Minimizar Joias Ourives i Retrabalho Ourives i
Maximizar o tempo de trabalho dos ourives ( 3FO ):
1
_ ( )* _ ( )n
i
Maximizar Joias Ourives i T Ourives i
De modo que cada uma das FOs atendam às seguintes restrições:
Disponibilidade de tempo dos ourives
Uma vez que são 3 os ourives que desempenham a função e a empresa trabalha 44 horas
semanais sendo, portanto, 5,5 dias por semana, com um mês tendo 4,4 semanas e a
mensuração do tempo de trabalho em dias tem-se um total 72 dias de trabalho disponível para
os ourives, portanto:
1
_ ( )* _ ( ) 72n
i
Joias Ourives i T Ourives i
Disponibilidade de tempo para prototipagem
Como já abordado, computa-se um máximo de 12 equipamentos, e o fluxo acontece apenas 5
dias por semana tendo, portanto, 22 dias disponíveis em um mês, então com 264 dias. As
peças, contabilizando o tempo total de trabalho entre transporte e trabalho do equipamento,
demoram 1,5 dias para ficarem prontas, assim:
1
_ ( )* _ ( ) 264n
i
Joias Prot i T Prot i

XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Demanda mínima mensal
De acordo, também, com as estatísticas da empresa, baseando-se em um histórico anual as
demandas das joias são:
( ) 58 38 58 38Demanda i
Portanto:
1
_ ( ) _ ( )n
i
Joias Prot i Joias Ourives Demanda i
Os resultados ótimos de cada uma dessas FOs são guardados nas respectivas constantes
( 1FO , 2FO e 3FO ) e mais tarde serão utilizados para alcançar a solução global do problema,
interagindo com todas as relações apresentadas e buscando alcançar a otimização simultânea
das três FOs anteriores, com o mínimo desvio relarivo ( Desvio ) das soluções ótimas
individuais. Assim, busca-se:
Minimizar Desvio
Com:
1
_ ( )* _ ( ) 1 1n
i
Joias Ourives i Retrabalho Ourives i FO FO Desvio
`
1
_ ( )* _ ( ) 2 2n
i
Joias Ourives i Retrabalho Ourives i FO FO Desvio
1
3 _ ( )* _ ( ) 3n
i
FO Joias Ourives i T Ourives i FO Desvio
7. Análise da solução
Para a resolução do problema, utilizando o programa LINGO, foi necessária a
simulação de cada um dos objetivos isoladamente, respeitando a sequência de restrições
impostas e, posteriormente modelou-se a programação de modo que, mesmo com
objetivos conflitantes, a resposta emitida de variáveis de decisão fosse em quantidades
que atendessem de maneira mais próxima os valores ótimos obtidos nas resoluções
isoladas. Os valores ótimos encontrados e do desvio foram:
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
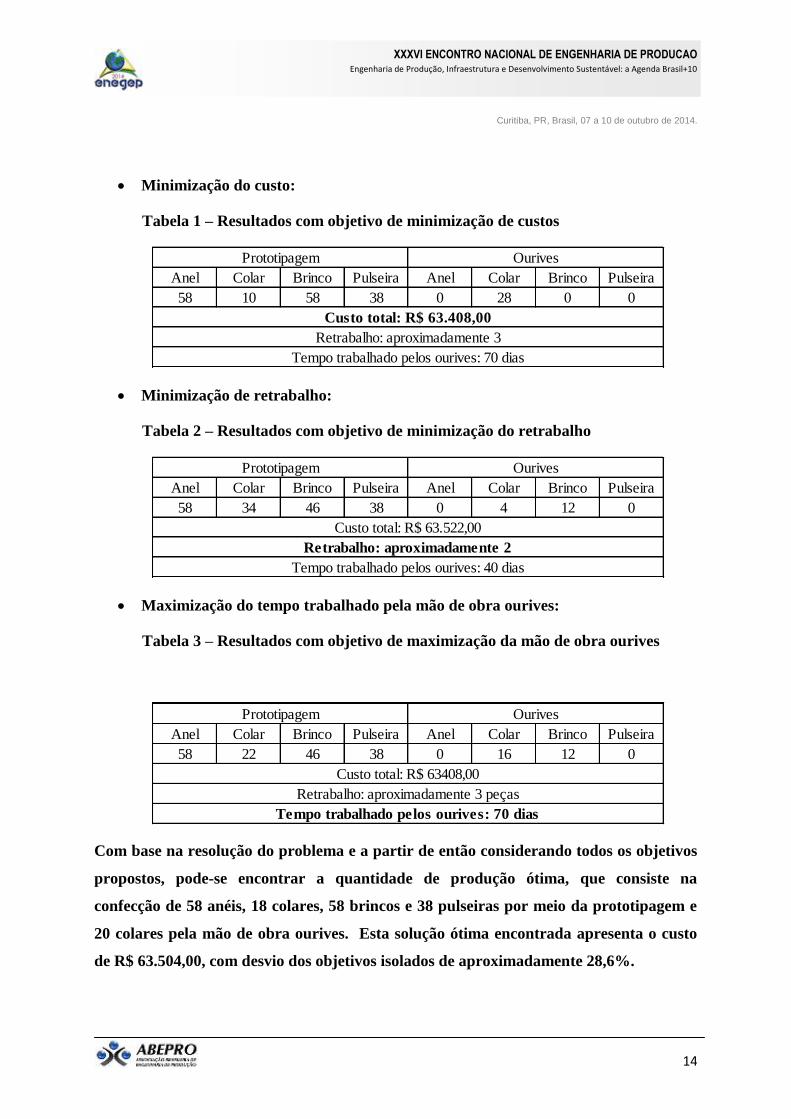
Minimização do custo:
Tabela 1 – Resultados com objetivo de minimização de custos
Anel Colar Brinco Pulseira Anel Colar Brinco Pulseira
58 10 58 38 0 28 0 0
Prototipagem Ourives
Custo total: R$ 63.408,00
Retrabalho: aproximadamente 3
Tempo trabalhado pelos ourives: 70 dias
Minimização de retrabalho:
Tabela 2 – Resultados com objetivo de minimização do retrabalho
Anel Colar Brinco Pulseira Anel Colar Brinco Pulseira
58 34 46 38 0 4 12 0
Prototipagem Ourives
Custo total: R$ 63.522,00
Retrabalho: aproximadamente 2
Tempo trabalhado pelos ourives: 40 dias
Maximização do tempo trabalhado pela mão de obra ourives:
Tabela 3 – Resultados com objetivo de maximização da mão de obra ourives
Anel Colar Brinco Pulseira Anel Colar Brinco Pulseira
58 22 46 38 0 16 12 0
Prototipagem Ourives
Custo total: R$ 63408,00
Retrabalho: aproximadamente 3 peças
Tempo trabalhado pelos ourives: 70 dias
Com base na resolução do problema e a partir de então considerando todos os objetivos
propostos, pode-se encontrar a quantidade de produção ótima, que consiste na
confecção de 58 anéis, 18 colares, 58 brincos e 38 pulseiras por meio da prototipagem e
20 colares pela mão de obra ourives. Esta solução ótima encontrada apresenta o custo
de R$ 63.504,00, com desvio dos objetivos isolados de aproximadamente 28,6%.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Outros pontos considerados objetivos do problema apresentaram-se como a constância
no valor de 2 peças para retrabalho, originadas de uma média de erros no exercício dos
ourives e 50 dias de tempo trabalhado pelos mesmos.
8. Conclusão
Embora a fabricação de joias seja um processo de grande tradição dentro da empresa
abordada, percebe-se desde o início que mesmo com a utilização máxima do tempo dos
ourives não é possível atender completamente a demanda necessária. Esse é um fator
determinante para a empresa voltar-se a tecnologia alternativa para a confecção de seu
produto, nesse caso, a prototipagem rápida.
Com grande precisão e uniformidade nas peças, essa tecnologia tem sido responsável
por cada vez maior quantidade de peças piloto. Devido ao alto valor de implantação
dessa tecnologia e da necessidade da empresa em terceirizar essa etapa, os custos
relacionados a prototipagem acabam por exceder o custo médio dos ourives, justificando
assim a dependência ainda existente da mão de obra ourives.
Acredita-se, no entanto, que com uma maior difusão desta tecnologia de prototipagem
rápida em território nacional, os preços relacionados a tal processo sejam diluídos e sua
utilização seja cada vez mais próxima do total da produção fabril.
9. Sugestão estudos futuros
Para aumentar os lucros da empresa, sugerimos que a mesma adquira duas impressoras
3D. Através desse investimento, pode-se diminuir o tempo e o custo gastos com o frete,
uma vez que as impressoras ficariam dentro da mesma. Pode-se também ressaltar que
não haveria margem de lucro utilizada pela terceirizada. A partir de então, propõe-se o
estudo da análise da viabilidade do projeto e o tempo esperado para o investimento no
mesmo.
XXXVI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
REFERÊNCIAS
CARVALHO, L. S. C. et al . Sistemas de produção na joalheria: do projeto à entrega do produto final (Dossiê
Técnico), 2012.
FONSECA , Joaquim da Hora Oliveira; XAVIER, Leydervan de Souza; Peixoto, José Antonio - As
possíveis contribuições da prototipagem rápida para a melhoria da competitividade na produção joalheira da
cidade do Rio de Janeiro- XXVI Encontro Nacional de Engenharia de Produção - Fortaleza, 2006.
LEI, Yu; GONG, Maoguo; ZHANG, Jun; LI, Wei; JIAO, Licheng. Resource allocation model and double-
sphere crowding distance for evolutionary multi-objective optimization, European Journal of Operational
Research, v. 234, 2014, p. 197–208.
MAASHI, Mashael; ÖZCAN, Ender; KENDALL, Graham. A multi-objective hyper-heuristic based on
choice function. Expert Systems with Applications, v. 41, 2014, p. 4475–4493.
REBELLO, Luiza Helena Boueri - A Produção de Jóias e o Design - 2o Congresso Científico da
UniverCidade – Rio de Janeiro, 2007.
SEBRAE. Processo de fabricação de jóias. Disponível em: <http://www.sebrae-
sc.com.br/leis/default.asp?vcdtexto=3001&^^>. Acesso em: 01 maio 2014.
SANTOS, Jorge Roberto Lopes; ZAMBERLAN, Maria Cristina Palmer Lima; SANTOS, Irina Aragão
dos - Novas Tecnologias de Modelagem Tridimensional Física e Virtual no Design de Jóias- CIPED, 2002.
TRAICORE, Fabien; GRAF, Alexandra; GUTJAHR, Walter J.. The bi-objective stochastic covering tour
problem, Computers & Operations Research, v. 39, 2012, p. 1582–1592.
XIONG, Fu-Rui; QIN, Zhi-Chang; XUE, Yang; SCHÜTZE, Oliver; DING, Qian; SUN, Jian-QIAO.
Multi-objective optimal design of feedback controls for dynamical systems with hybrid simple cell mapping
algorithm, Communications in Nonlinear Science and Numerical Simulation, v. 19, 2014, p. 1465–1473.