o vazamento automÁtico de ferro fundido com …foundrygate.com/upload/artigos/forno vazador...
TRANSCRIPT

1
O VAZAMENTO AUTOMÁTICO DE FERRO FUNDIDO COM EQUIPAMENTOS OPERADOS A PRESSÃO
Este artigo relata as vantagens do vazamento automático utilizando-se equipamentos
operados a pressão e um pluge-tampão. O principio de operação deste último está entre os assuntos deste artigo, assim como o vazamento do banho fundido tratado com magnésio, a inoculação integrada e o vazamento empregando-se panelas intermediárias.
O autor é da ABB Process Industries Gmbh, de Dortmund (Alemanha). O artigo “Automatisches
Giessen Von Gusseisen mit beheizten und unbebeheizten druckbetätigten Gisseinrichtungen“ foi iriginalmente publicado na revista alemã Giesserei 91 nº 3, de 2004, pgs 56-62. Reprodução autorizada pelo deiretor. Tradução de Themistocles Rodrigues Júnior.
Os modernos equipamentos automáticos de vazamento possuem as seguintes vantagens, em
comparação com o vazamento manual: Aumento da produtividade, em razão da disponibilização de maiores quantidades de metal
fundido em condições de vazamento, do vazamento em tempos curtos de ciclo e o baixo custo da mão-de-obra;
Aprimoramento da qualidade da peça fundida, por meio do ajuste preciso e da consistência da temperatura e da composição química do banho fundido;
Redução da porcentagem de refugo e diminuição do material reciclado, decorrentes da reprodutibilidade do processo de vazamento e da inoculação;
Melhora do controle e da garantia da qualidade; Melhora das condições ambientais e do local de trabalho.
Características do equipamento de vazamento operado a pressão, com dosagem via plugue-tampão.
Há mais de 30 anos, a solução preferida para o vazamento automático é a ação da pressão
sobre o nível do espelho do banho fundido e, simultaneamente, a dosagem por meio do plugue-tampão na bacia de vazamento.
Um equipamento deste tipo consiste basicamente em uma carcaça cilíndrica com revestimento refratário, uma tampa à prova de pressão, um dispositivo do plugue-tampão, um sistema de regulagem da pressão e, eventualmente, um indutor com união por flange (figura 1). O enchimento e o esvaziamento são efetuados através de canais em forma de sifão (principio de funcionamento da chaleira). O sifão de saída termina na bacia de vazamento.
Figura 1 – Representação esquemática de diferentes tipos de equipamentos de vazamento operada a pressão, com dosador do tipo plugue-tampão. a) aquecimento com indutor de canal; b) aquecimento com indutor de cadinho; c) sem aquecimento.

2
Este equipamento pode ser deslocado no sentido longitudinal e transversal em relação à instalação de moldagem, para a obtenção de diferentes posições de vazamento. Um dispositivo hidráulico de basculamento possibilita o esvaziamento total do metal líquido pelo sifão de alimentação.
Para o aquecimento, o equipamento de vazamento conta, na maioria dos casos, com indutor tipo canal, que é fixado verticalmente com um flange refrigerado a água na parte inferior do equipamento (figura 1 a).
Pela experiência prática esta é a melhor posição do indutor quando se deseja obter a menor inclinação possível para a formação de depósitos, especialmente no processamento do banho fundido tratado com magnésio. Além disso, ela possibilita a limpeza mecânica da região do canal e do pescoço.
Estes fornos de vazamento devem ser mantidos constantemente com um lastro de metal líquido, principalmente por causa de vulnerabilidade do revestimento refratário do indutor, que é ocasionada pela variação da temperatura.
Por este motivo, o forno de vazamento com indutor de cadinho foi desenvolvido como alternativa (figura 1 b). Ele possui, por exemplo, uma capacidade volumétrica útil de cinco toneladas e um indutor de cadinho com potência de 300 KW, comportando em torno de 300 Kg de banho fundido. A alimentação de energia é efetuada por meio de um conversor com regulagem contínua e a sua freqüência operacional situa-se em aproximadamente 280 Hz.
O forno de vazamento equipado com indutor de cadinho pode ser completamente esvaziado e mantido quente durante o fim de semana, por exemplo, graças ao queimador de gás.
As características mais vantajosas do equipamento de vazamento são as seguintes: Capacidade de compensação relativamente grande especialmente no equipamento com
aquecimento indutivo; Separação da escória arrastada no sifão de entrada do equipamento de vazamento; Câmara blindada, apropriada para uma atmosfera de gás de proteção; Vazamento isento de escória (barreira para o material da superfície do banho; Nível constante do espelho do banho na bacia de vazamento, o que evita o arraste da escória e
facilita a automatização do processo de vazamento; Possibilidade de qualquer posição de vazamento em relação ao molde.
Há anos, já existem experiências práticas correspondentes às variantes apresentadas na figura 1, para diferentes condições operacionais em fundições de ferro e de metais pesados.
Figura 2 – Equipamento de vazamento sem aquecimento da ABB (tipo Pourmat)
3
O equipamento de vazamento sem aquecimento. A ABB desenvolveu em equipamento de vazamento tipo chaleira e sem aquecimento (figuras
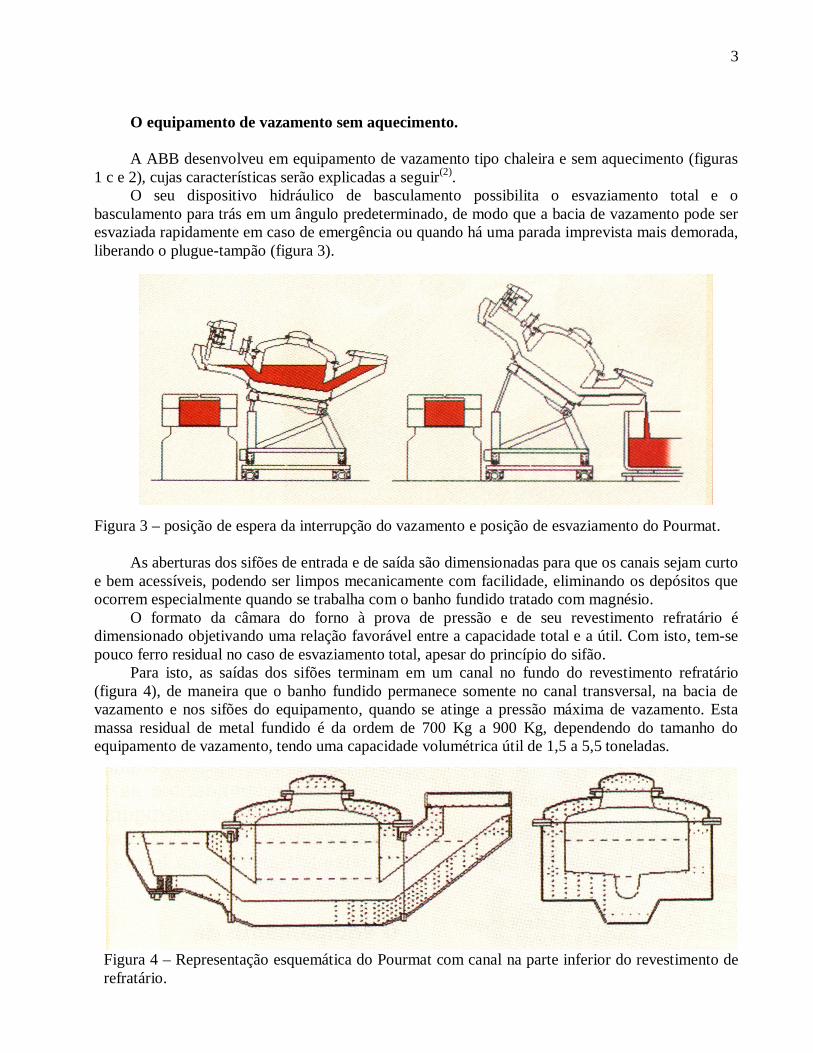
1 c e 2), cujas características serão explicadas a seguir(2). O seu dispositivo hidráulico de basculamento possibilita o esvaziamento total e o
basculamento para trás em um ângulo predeterminado, de modo que a bacia de vazamento pode ser esvaziada rapidamente em caso de emergência ou quando há uma parada imprevista mais demorada, liberando o plugue-tampão (figura 3).
Figura 3 – posição de espera da interrupção do vazamento e posição de esvaziamento do Pourmat.
As aberturas dos sifões de entrada e de saída são dimensionadas para que os canais sejam curto e bem acessíveis, podendo ser limpos mecanicamente com facilidade, eliminando os depósitos que ocorrem especialmente quando se trabalha com o banho fundido tratado com magnésio.
O formato da câmara do forno à prova de pressão e de seu revestimento refratário é dimensionado objetivando uma relação favorável entre a capacidade total e a útil. Com isto, tem-se pouco ferro residual no caso de esvaziamento total, apesar do princípio do sifão.
Para isto, as saídas dos sifões terminam em um canal no fundo do revestimento refratário (figura 4), de maneira que o banho fundido permanece somente no canal transversal, na bacia de vazamento e nos sifões do equipamento, quando se atinge a pressão máxima de vazamento. Esta massa residual de metal fundido é da ordem de 700 Kg a 900 Kg, dependendo do tamanho do equipamento de vazamento, tendo uma capacidade volumétrica útil de 1,5 a 5,5 toneladas.
Figura 4 – Representação esquemática do Pourmat com canal na parte inferior do revestimento de refratário.
4
Em razão do bom isolamento do revestimento refratário, as perdas de calor são muito pequenas. Para isto também contribuem a tampa com acionamento pneumático na abertura de entrada e a cobertura na bacia de vazamento, a qual só possui aberturas para o pluge-tampão e para os eletrodos que executam a medição a laser. No Pourmat, a queda de temperatura do banho fundido varia de 1 K/min. a 1,5 K/min.
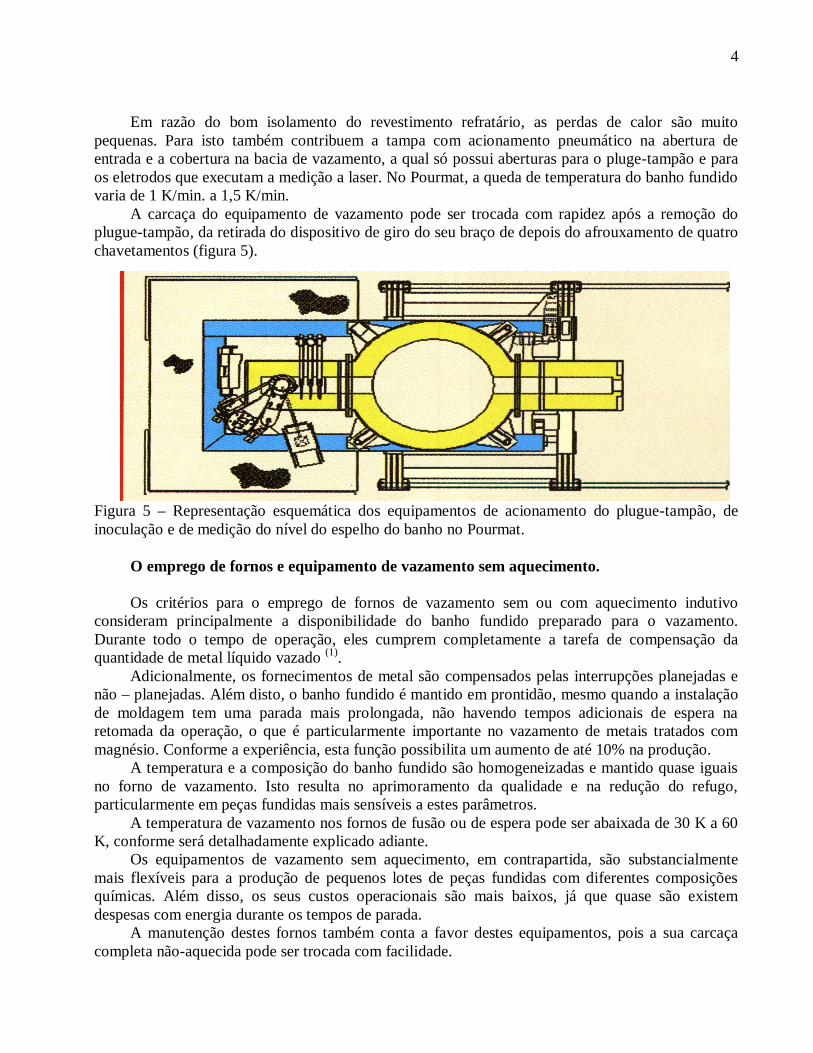
A carcaça do equipamento de vazamento pode ser trocada com rapidez após a remoção do plugue-tampão, da retirada do dispositivo de giro do seu braço de depois do afrouxamento de quatro chavetamentos (figura 5).
Figura 5 – Representação esquemática dos equipamentos de acionamento do plugue-tampão, de inoculação e de medição do nível do espelho do banho no Pourmat.
O emprego de fornos e equipamento de vazamento sem aquecimento. Os critérios para o emprego de fornos de vazamento sem ou com aquecimento indutivo
consideram principalmente a disponibilidade do banho fundido preparado para o vazamento. Durante todo o tempo de operação, eles cumprem completamente a tarefa de compensação da quantidade de metal líquido vazado (1).
Adicionalmente, os fornecimentos de metal são compensados pelas interrupções planejadas e não – planejadas. Além disto, o banho fundido é mantido em prontidão, mesmo quando a instalação de moldagem tem uma parada mais prolongada, não havendo tempos adicionais de espera na retomada da operação, o que é particularmente importante no vazamento de metais tratados com magnésio. Conforme a experiência, esta função possibilita um aumento de até 10% na produção.
A temperatura e a composição do banho fundido são homogeneizadas e mantido quase iguais no forno de vazamento. Isto resulta no aprimoramento da qualidade e na redução do refugo, particularmente em peças fundidas mais sensíveis a estes parâmetros.
A temperatura de vazamento nos fornos de fusão ou de espera pode ser abaixada de 30 K a 60 K, conforme será detalhadamente explicado adiante.
Os equipamentos de vazamento sem aquecimento, em contrapartida, são substancialmente mais flexíveis para a produção de pequenos lotes de peças fundidas com diferentes composições químicas. Além disso, os seus custos operacionais são mais baixos, já que quase são existem despesas com energia durante os tempos de parada.
A manutenção destes fornos também conta a favor destes equipamentos, pois a sua carcaça completa não-aquecida pode ser trocada com facilidade.

5
Em seu projeto, o desenvolvimento da temperatura deve ser observado desde o vazamento do forno de fusão, até o vazamento no molde. As seguintes quedas de temperaturas a devem ser ajustadas: De 50 K a 80 k, para vazamento do forno de fusão para uma panela bem pré-aquecida e,
adicionalmente, para um eventual tratamento com magnésio, remoção da escória e transporte para a unidade de vazamento; (1°C = 3,73K)
Em torno de 20 K para o enchimento da unidade de vazamento; ∆, como queda de temperatura local no equipamento de vazamento sem aquecimento;
A queda de temperatura, que ocorre na operação contínua de vazamento, pode ser calculada com base no seguinte balanço térmico, supondo-se que a quantidade de banho retirada por unidade de tempo seja alimentada na mesma proporção:
V = Cp . ∆. D
Onde: V = perda de calor do equipamento de vazamento (KW); Cp = calor específico do banho fundido = 0,23 kWh/(t. K); ∆ = diferença local de temperatura (K); ∆ = V/(0,23 . D), em K d = vazão (t/h) A figura 6 apresenta as diferentes perdas de calor, em função da queda das temperaturas.
Figura 6 – queda da temperatura em um equipamento de vazamento sem
aquecimento, em função da produção. A conclusão é que é necessário reduzir as perdas de calor por meio de um bom isolamento
térmico do revestimento refratário, com a finalidade de manter a queda da temperatura em baixos
6
níveis. Também é preciso verter uma determinada quantidade do metal vazado, para manter a queda da temperatura entre 30 K a 50 K.
No forno de vazamento, as perdas de calor são compensadas pela energia induzida pelo indutor. Por este motivo, quando se deseja uma temperatura de vazamento igual à de alimentação, esta última é reduzida ao valor da queda de temperatura resultante no equipamento de vazamento sem aquecimento.
O vazamento do banho fundido tratado com magnésio. Ao operar um banho fundido tratado com magnésio em um forno de vazamento, o teor de
magnésio no forno de espera é homogeneizado, possibilitando uma redução em trono de 10% do teor de magnésio na adição. Além disto, depois de uma interrupção condicionada a falhas de operação, não existem tempos de espera para o banho fundido tratado.
Estes critérios tornam a disponibilidade do banho tratado particularmente interessante. Em contrapartida, existem os requisitos específicos resultantes do magnésio dissolvido no banho fundido de ferro, como o controle da combustão do magnésio durante tempos de espera maiores e a formação de depósitos refratários no revestimento do forno.
No caso de banhos fundidos de ferro com um teor adequado de magnésio e tempos mais prolongados, devem ser observadas as seguintes condições:
1-) A aplicação de gás inerte na câmara do forno à prova de pressão. Na maioria dos casos, usa-se o
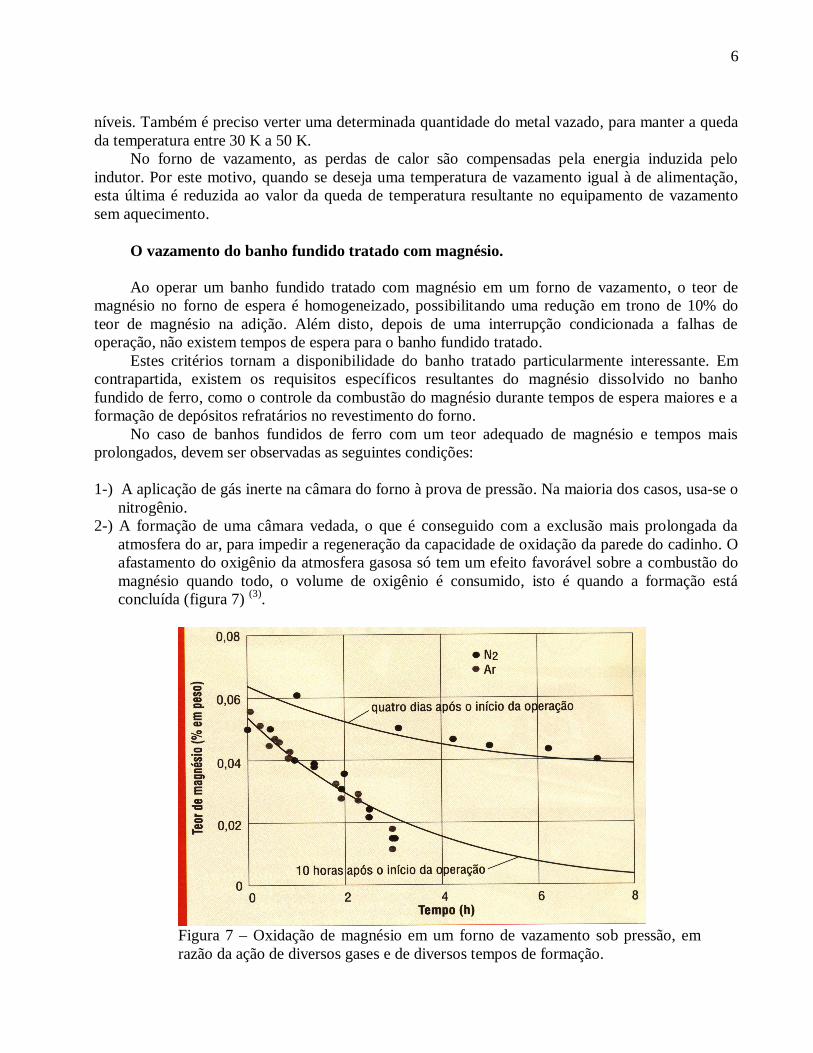
nitrogênio. 2-) A formação de uma câmara vedada, o que é conseguido com a exclusão mais prolongada da
atmosfera do ar, para impedir a regeneração da capacidade de oxidação da parede do cadinho. O afastamento do oxigênio da atmosfera gasosa só tem um efeito favorável sobre a combustão do magnésio quando todo, o volume de oxigênio é consumido, isto é quando a formação está concluída (figura 7) (3).
Figura 7 – Oxidação de magnésio em um forno de vazamento sob pressão, em razão da ação de diversos gases e de diversos tempos de formação.

7
3-) A maior formação de escória e de depósitos requer trabalhos adicionais de manutenção, como a limpeza dos sifões de entrada e saída.
O procedimento a seguir forneceu um bom resultado para uma operação de três turnos inseta de falhas (4). Remoção constante da escória do sifão de alimentação do forno; Limpeza mecânica diária do sifão de alimentação nas pausas de vazamento; Remoção da escória e troca das partes superiores do sifão no fim de semana para limpeza
mecânica minuciosa do canal inferior; Realização destes trabalhos no canal superior, após o resfriamento da parte superior do sifão
fora do forno. No forno de vazamento, tem-se a formação de depósitos no revestimento refratário, que se
encontra na região do nível oscilante do espelho do banho. Estes depósitos resultam de partículas aderentes de escória da superfície do banho e da reação com o oxigênio residual. Eles são removidos por meio de raspagens a cada 3 a 4 meses, após a remoção da tampa maior do forno.
O vazamento com panelas intermediárias. Para determinadas condições de vazamento, é mais apropriado separar as funções de
manutenção e vazamento do banho fundido. Isto é conseguido por meio da disponibilidade do banho fundido em uma unidade com ou sem aquecimento e da sua transferência para uma panela intermediária, para o vazamento com um grau maior ou menor de automatização.
Este conceito é utilizado no vazamento de moldes continuamente transportados e no enchimento de moldes em que não é possível medir diretamente o grau de enchimento. Como exemplos podem ser citados os sistemas de canais de alimentação de topo, o vazamento em coquilhas de fundição centrífuga, a fabricação de peças fundidas com grandes exigências de inoculação e a variação a composição química do banho fundido, por meio do acréscimo de elementos de liga pouco antes do vazamento.
A figura 8 mostra um exemplo deste sistema de panelas. Eles podem operar com uma ou várias panelas de vazamento, as quais são equipadas com dispositivos de pesagem, que possibilitam a dosagem exata do peso de vazamento, e com um dispositivo de basculamento ou uma válvula de controle do vazamento (panela de vazamento pelo fundo).
Normalmente, as panelas basculantes são preenchidas com metal suficiente para o vazamento de um molde, ficando vazias após cada vazamento. As panelas com válvulas de controle do vazamento por baixo operam com um lastro de metal fundido.
A quantidade de banho transferida para o molde é dosada e reabastecida na panela, durante o transporte dos moldes. Ao mesmo tempo, é possível adicionar o agente de inoculação e, eventualmente, uma quantidade exata de materiais de liga. O mesmo acontece no vazamento por contato, no qual o molde a ser preenchido é pressionado por baixo, contra o bocal da panela de vazamento.
8
Figura 8 – Representação esquemática do sistema de vazamento de um forno e do plugue-
tampão de uma panela tipo pórtico móvel, com produção reduzida.
O plugue-tampão utilizado no vazamento automático. Hoje em dia, a modernidade da eletrônica e do software fornece a inteligência necessária para
a automatização bem sucedida do processo de vazamento. Entretanto, o processamento rápido dos sinais e a alta capacidade de computação dos sistemas de controle e regulagem devem ser acompanhados do acionamento do plugue-tampão, o que garante à utilidade a automatização disponível para o usuário do equipamento de vazamento (5).
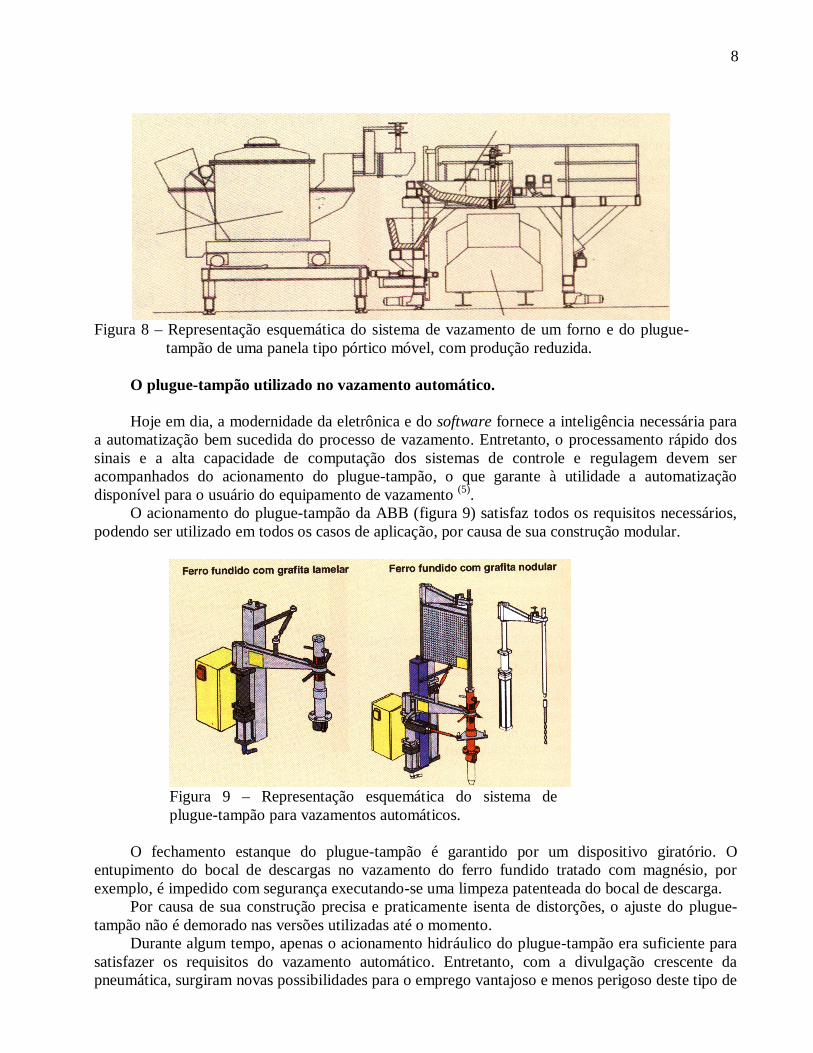
O acionamento do plugue-tampão da ABB (figura 9) satisfaz todos os requisitos necessários, podendo ser utilizado em todos os casos de aplicação, por causa de sua construção modular.
Figura 9 – Representação esquemática do sistema de plugue-tampão para vazamentos automáticos.
O fechamento estanque do plugue-tampão é garantido por um dispositivo giratório. O
entupimento do bocal de descargas no vazamento do ferro fundido tratado com magnésio, por exemplo, é impedido com segurança executando-se uma limpeza patenteada do bocal de descarga.
Por causa de sua construção precisa e praticamente isenta de distorções, o ajuste do plugue-tampão não é demorado nas versões utilizadas até o momento.
Durante algum tempo, apenas o acionamento hidráulico do plugue-tampão era suficiente para satisfazer os requisitos do vazamento automático. Entretanto, com a divulgação crescente da pneumática, surgiram novas possibilidades para o emprego vantajoso e menos perigoso deste tipo de

9
acionamento pneumático (15), cujas propriedades fundamentais são a sua segurança operacional, disponibilidade, precisão e velocidade.
O fechamento imediato do plugue-tampão é obrigatório no caso da queda da tensão. A sua velocidade de regulação supera o acionamento hidráulico pelo fator 2,5, com aproximadamente 120 mm/s, enquanto a sua posição precisa atinge cerca de 0,2mm.
Isto assegura a função melhorada do sistema de vazamento regulado, além de proporcionar uma alta precisão de repetição da curva de vazamento para o sistema teach-in, no qual o controlador memoriza, via computador, o movimento executado manualmente e, então, repete-o automaticamente quanta vez for necessário.
A regulagem eletrônica da posição do acionamento proporcional pneumático é efetuada por meio de um sensor de posição indutivo com eletrônica de avaliações externas, iguais ao acionamento hidráulico. Deste modo, a disponibilidade não fica prejudicada, mesmo em altas temperaturas. Em ambos os sistemas, são possíveis ajustar a pressão de fechamento conforme a necessidade.
O vazamento em um circuito de regulação fechado. O sistema Propour, da ABB, possibilita a automatização do processo de vazamento e a
reprodução de vazamento de uma caixa de moldar para outra. Uma vez efetuado, o vazamento de referência pode ser reproduzido arbitrariamente.
Durante anos, o processo teach-in foi comprovado como um sistema de controle de vazamento simples e robusto. No entanto, uma série de peças fundidas não pode ser produzida por este método, destacando-se principalmente os modelos com grande quantidade de machos, nos quais pequenas diferenças na espessura da pintura do macho são bastante importantes.
Para garantir a reprodutibilidade do processo de vazamento e, portanto, a qualidade constante nestas áreas críticas, um comando simples não é mais suficiente. Neste caso, todo o processo de vazamento deve se realizado no circuito de regulação fechado, isto é o nível de enchimento da bacia de vazamento deve ser constantemente medido e a dosagem do ferro líquido deve ser adaptada à capacidade de enchimento do molde.
Com esta finalidade, a ABB desenvolveu os sistemas de vazamento Laserpour e Optpour, com equipamentos acionados por plugue-tampão. Trata-se de sistema de regulagem do nível do espelho de vazamento, que mantém constante o nível do ferro líquido na bacia, durante o vazamento (figura 10).
Figura 10 – Princípio de operação dos sistemas de vazamento Laserpour e Optipour.

10
A bacia de vazamento da caixa de moldagem é constantemente monitorada por laser ou por
uma câmara, ao passo que a dosagem do ferro líquido é adaptada à capacidade de enchimento do molde, graças à interação do nível do metal na bacia com o acionamento do plugue-tampão. Na figura 11, as técnicas de medição disponíveis são ilustradas esquematicamente.
Figura 11 – Técnicas de medição por meio da avaliação contínua do nível de espelho do banho na bacia de vazamento.
No final do vazamento, o nível de ferro na bacia pode ser reduzido, dependendo dos requisitos do modelo, economizando material de reciclagem. Isto se manifesta particularmente em fundidos com pequeno peso e tempos de moldagem curtos.
A colocação automática do equipamento de vazamento é uma tarefa importante. No vazamento de linhas de moldagem sem caixa com divisão vertical, é necessário determinar a posição exata da próxima bacia antes do início do vazamento e deslocar o recipiente até este ponto.
O Laserpour monitora e controla a posição do recipiente de vazamento. Por meio da supervisão constante da posição do molde sem caixa, o sistema mantém automaticamente a posição precisa do recipiente de vazamento acima da respectiva bacia.
A inoculação integrada. A inoculação apropriada é um passo de grande influência no final da cadeia de fabricação do
banho fundido. A integração no comando do sistema de fundição garante o procedimento seguro da inoculação.
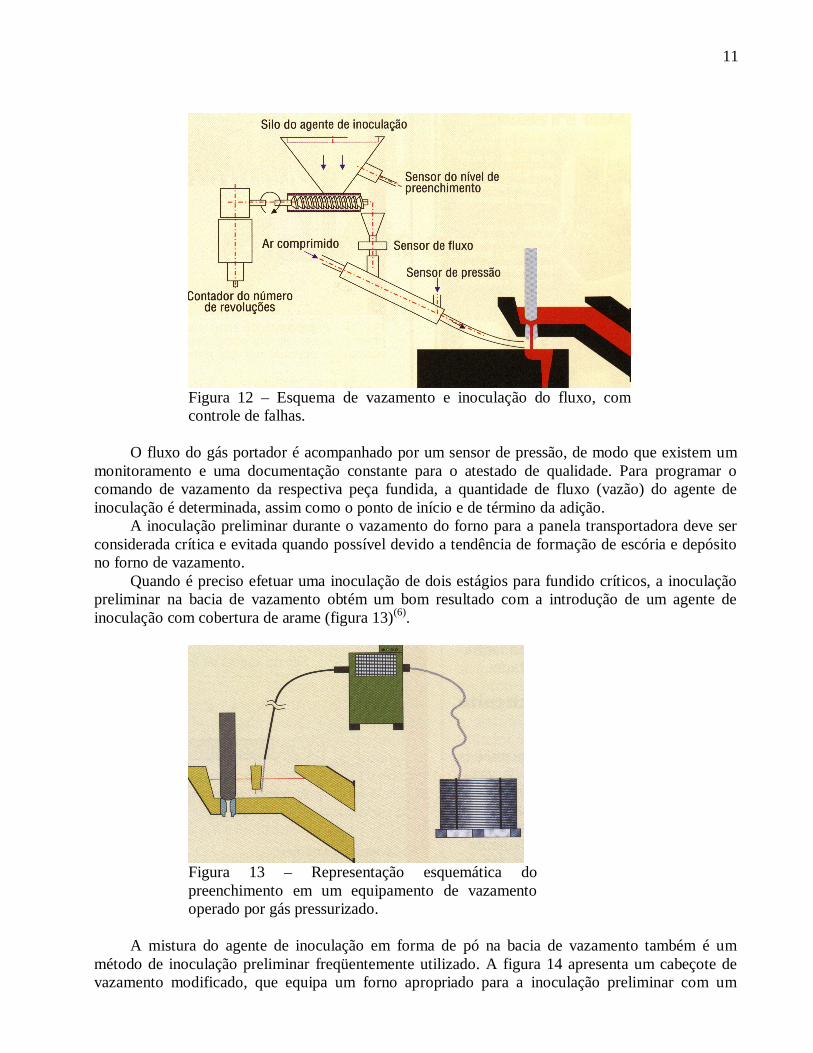
No vazamento com plugue-tampão, a inoculação no jato de vazamento é a solução mais freqüente (figura 12) (6). Por meio de um sensor de vazão, o agente de inoculação em forma de pó é introduzido no fluxo do gás portador e soprado para dentro do jato de vazamento, a partir de um silo de inoculante com monitoramento do nível de enchimento e com o auxílio de um dispositivo tipo transportador de rosca ajustável.
11
Figura 12 – Esquema de vazamento e inoculação do fluxo, com controle de falhas.
O fluxo do gás portador é acompanhado por um sensor de pressão, de modo que existem um monitoramento e uma documentação constante para o atestado de qualidade. Para programar o comando de vazamento da respectiva peça fundida, a quantidade de fluxo (vazão) do agente de inoculação é determinada, assim como o ponto de início e de término da adição.
A inoculação preliminar durante o vazamento do forno para a panela transportadora deve ser considerada crítica e evitada quando possível devido a tendência de formação de escória e depósito no forno de vazamento.
Quando é preciso efetuar uma inoculação de dois estágios para fundido críticos, a inoculação preliminar na bacia de vazamento obtém um bom resultado com a introdução de um agente de inoculação com cobertura de arame (figura 13)(6).
Figura 13 – Representação esquemática do preenchimento em um equipamento de vazamento operado por gás pressurizado.
A mistura do agente de inoculação em forma de pó na bacia de vazamento também é um
método de inoculação preliminar freqüentemente utilizado. A figura 14 apresenta um cabeçote de vazamento modificado, que equipa um forno apropriado para a inoculação preliminar com um

12
agente em forma de pó. Ele é introduzido no banho fundido da câmara dianteira durante o avanço dos moldes e misturado no banho com um agitador simples (4).
Figura 14 – Representação esquemática do cabeçote de vazamento modificado com um agitador.
O controle do processo. O monitoramento contínuo e automático de toda a instalação de fundição possibilita uma
operação isenta de falhas e de fácil manuseio, assim como a coleta e a documentação de todos os dados para o controle da qualidade.
O sistema de comando (figura 15) controla e documenta os seguintes parâmetros:
Figura 15 – Funções de controle para operar a instalação de vazamento.
O movimento de plugue-tampão, em função do nível do banho na bacia de vazamento; O queimador, para o aquecimento da bacia na parada da operação; O processo de inoculação; As características do indutor, incluindo o seu diagrama; A temperatura de vazamento, co a medição contínua por meio de um sensor óptico ou
de um termo-elemento instalado, ou com a medição descontínua com lança de imersão; O desenvolvimento da pressão no forno de vazamento; O nível de enchimento; O nível do banho na bacia de vazamento.
13
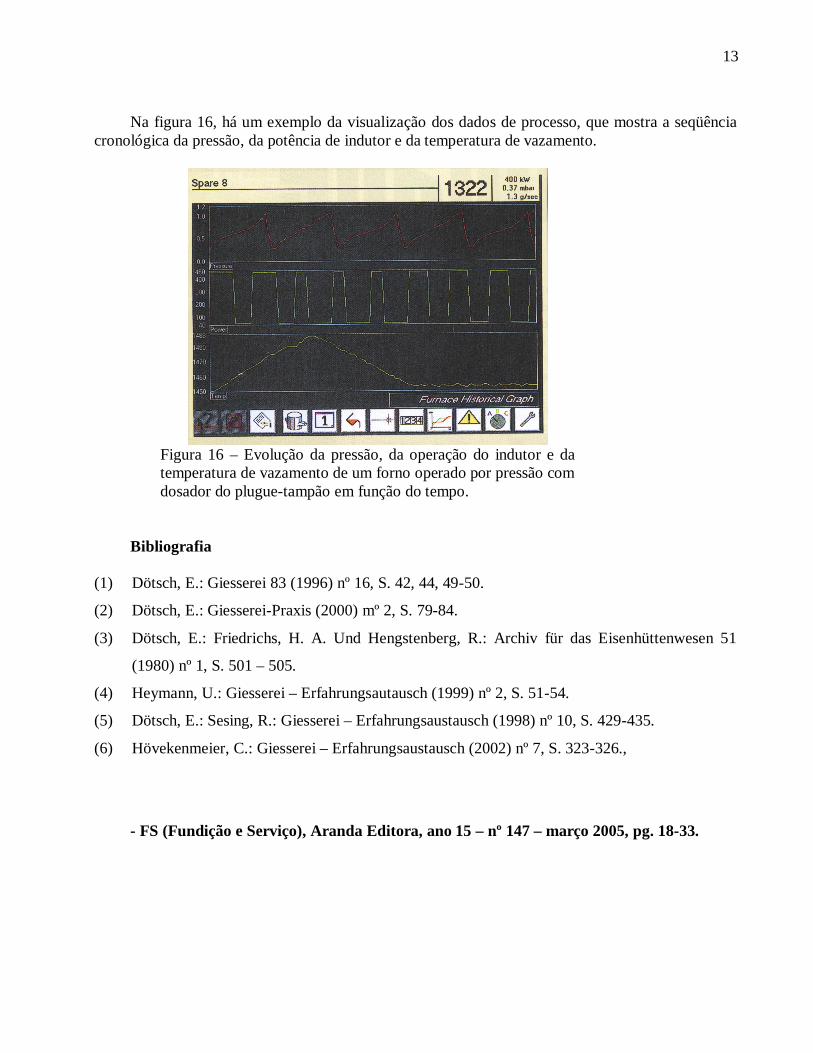
Na figura 16, há um exemplo da visualização dos dados de processo, que mostra a seqüência cronológica da pressão, da potência de indutor e da temperatura de vazamento.
Figura 16 – Evolução da pressão, da operação do indutor e da temperatura de vazamento de um forno operado por pressão com dosador do plugue-tampão em função do tempo.
Bibliografia
(1) Dötsch, E.: Giesserei 83 (1996) nº 16, S. 42, 44, 49-50.
(2) Dötsch, E.: Giesserei-Praxis (2000) mº 2, S. 79-84.
(3) Dötsch, E.: Friedrichs, H. A. Und Hengstenberg, R.: Archiv für das Eisenhüttenwesen 51
(1980) nº 1, S. 501 – 505.
(4) Heymann, U.: Giesserei – Erfahrungsautausch (1999) nº 2, S. 51-54.
(5) Dötsch, E.: Sesing, R.: Giesserei – Erfahrungsaustausch (1998) nº 10, S. 429-435.
(6) Hövekenmeier, C.: Giesserei – Erfahrungsaustausch (2002) nº 7, S. 323-326.,
- FS (Fundição e Serviço), Aranda Editora, ano 15 – nº 147 – março 2005, pg. 18-33.