nitretação de metais por plasma: princípios, comparação com as técnicas tradicionais e...
DESCRIPTION
Seminário de Carlos Alejandro Figueroa, sócio-diretor da Plasmar e pesquisador do LESTT, realizado no Workshop para empresas de Revestimentos protetores de aços obtidos por plasma, em 19/06/08.TRANSCRIPT

Prof. Dr. Carlos A. Figueroa
Incubadora Tecnológica (ITEC), Caxias do Sul-RS, BrasilUniversidade de Caxias do Sul, Caxias do Sul-RS, Brasil
Plasmar Tecnologia Ltda., Caxias do Sul-RS, Brasilwww.plasmartecnologia.com
Nitretação de Metais por Plasma: princípios, comparações com as técnicas tradicionais
e aplicações



Por que modificar superfícies ?
• Proteger uma superficie
Resistência ao desgaste
Resistência à corrosão
Diminuição do atrito
• Aumentar a biocompatibilidade
• Decorativo
• Aplicações em óptica
Isolante têrmico
• Aplicações em eletrônica

Modificação de superfícies por revestimentos duros
Material
Revestimento
Espessura: denm a m

Material
Zona modificada(ZM)
Espessura da ZM:
de m a mm
Modificação de superfícies por implantação iônica

ANÁLISE COMPARATIVA:NITRETAÇÃO POR PLASMA VERSUS NITRETAÇÃO A GÁS E SAL FUNDIDO

Métodos Tradicionais
Gás (fase gasosa)Sal fundido (fase líquida)
Método Moderno
Plasma (fase plasma)

Método Tradicional
Nitreação por Banho de Sais Fundidos

Nitretação por banho de sais fundidos:
Origem da técnica: 2 patentes inglesas conhecidas como “Tufftride” e “Sulfinuz”.Temperatura de processo: 500 – 570oC
Na realidade é uma nitrocarbonetação (os sais contêm C).
Duas reações: Oxidação e Catalítica
Mais comuns hoje no mercado: “Tenifer” e “Sursulf”

Processo Tufftride:
1. 4 NaCN + 2O2 4 NaCNO
2. 4 NaCNO Na2CO3 + 2 NaCN + CO + 2 N
Processo Sulfinuz :
1. Na2SO3 + 3 NaCN Na2S + 2 NaCNO
2. 4 NaCNO Na2CO3 + 2 NaCN + CO + 2 N

Considerações do processo por sais fundidos
• Banho típico: 60-70 % (em peso) de sais de sódio (Na2CO3, NaCN e NaCNO) e 40-30 % de sais de
potássio (KCN, K2CO3, KCNO e KCl).
• Análise periódica do banho e troca a cada 3-4 meses.
• Envelhecimento de 12 hr do banho a 570-590oC.
• Material devidamente limpo e desgordurado.
• Baixo controle e pouca reprodutibilidade. Presença da camada branca.
Considerações do processo por sais fundidos
Ambientais
Alta toxicidade dos cianetos
Responsabilidade social
Leis regulamentárias
Custos
Caras plantas de tratamentos de resíduos.

Método Tradicional
Nitreação a Gás

Nitretação a gás:
Processo Haber-Bosch (1913): Obtenção de NH3
Trabalho de A. Fry (1922-23): liga metálica especial para nitreção.
Temperatura de processo: 500 – 560oC
Utilização de NH3 como reagente químico +
reação catalisada pela superfície metálica (Fe).

Nitretação a Gás
NH3NH3 (g)
NH3 NH2 H+
NH2 NH H+
NH H+N
Espécie nitretante
Alta T para evitar a recombinação do N em N2
2 tecnologias
Potencial de Nnão controlado
Formação da camada branca
Potencial de Ncontrolado
Monitoramentoconstante do H
K = PNH3 / PH2
Pode evitar a formação da camada branca
Considerações do processo a gás

Concentração
(ppm)
Efeito Geral Exposição
50-53 Cheiro detectável Não produze efeitos permanentes
300 Máxima concentração tolerada sem sérios distúrbios
Máxima 1 hora
5000-10000 Espasmos respiratórios e asfixia rápida
Exposição não permitida: fatal
W. Braker et al., Mathheson, Effects of exposure to toxic gases, Second edition, 1977
• Recomendações para o manuseado de amônia
• Lugar muito ventilado• Treinamento do pessoal
• Uso de mascaras faciais o óculos industriais no ventilados• Casacos, luvas, calças, sapatos resistentes a carroção química
Amônia• Irritante as mucosas, pele, pulmões, garganta
• Inflamável (15-28% limite concentração em ar)
• Presença de outros combustíveis o potencia: inflamável ,explosivo

Método Moderno
Nitreação por Plasma pulsado(DC-pulse)

Tendência no mundo
Existe um crescimento linear na Europa
Espalhamento da tecnologia nos países em desenvolvimento

Tendência no mundo
“...A economia alemã está sendo sacudida por três cataclismos: os enormes custos da integração econômica e política entre Oeste e Leste, que se seguiu à queda do muro de Berlim, em 1989; a forte competição imposta pela mão-de-obra mais barata dos antigos países do bloco comunista; e o avanço do processo de globalização, que está transferindo segmentos inteiros da manufatura para a Ásia e para outros países em desenvolvimento...”
A Alemanha e seus anéis
Fonte: O Estado de São Paulo, 18/09/05
Alemães decidem em eleição hoje qual dos dois continuará rindo
“...As empresas alemãs estão resolvendo o problema da caríssima mão-de-obra local fora de casa, expandindo a presença no exterior. Regras benévolas para a obtenção do salário-desemprego e a rigidez dos sindicatos, dizem os empresários, não é a melhor maneira de combater o desemprego, ainda mais quando se tem a competição com a China e a Índia no visor do radar…”

Plasma: Quarto estado da Materia
Sólido
I
Líquido
II
Gás
III
Aurora Boreal
IV
Neutros
Plasma
Plasma
Abbe Nollet, 1749

[ N ]
Sputtering
Fluxo de N2
+, H2+ ,
Profundidade
Zona dedifusão
Zonade implantação
N
H
O
Adsorção
Desorção
Ligametálica
[ N ]
Sputtering
Fluxo de N2
+, H2+ ,
Profundidade
Zona dedifusão
Zonade implantação
N
H
O
N
H
O
Adsorção
Desorção
Adsorção
Desorção
Ligametálica
Mecanismo da Nitretacão por Plasma
Implantação
Processos:
Adsorção e Desorção
Sputtering
Difusão
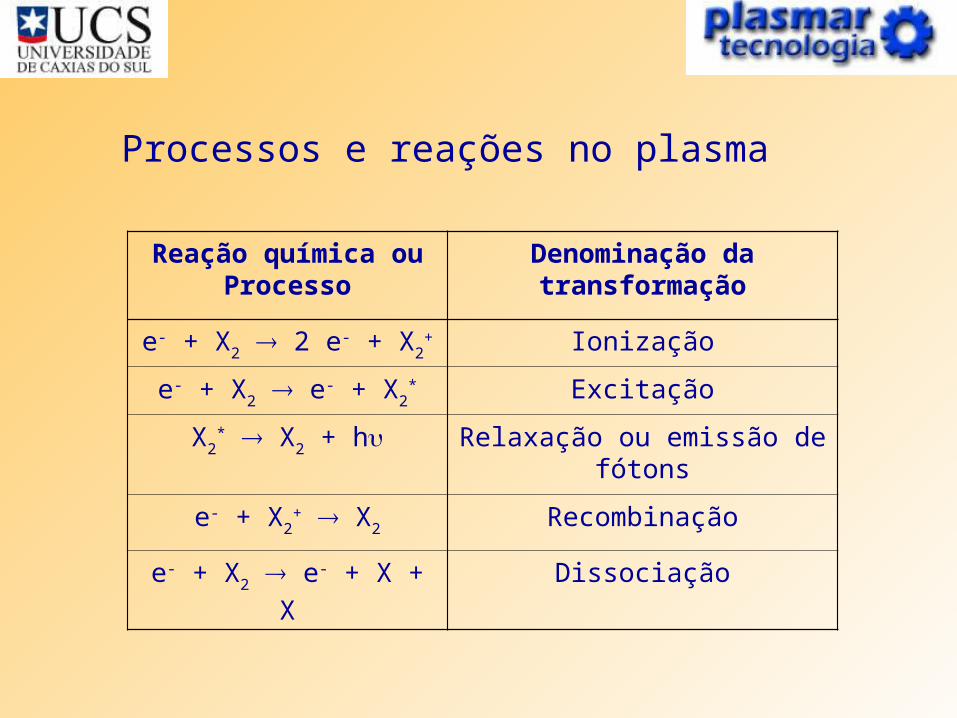
Reação química ou Processo
Denominação da transformação
e- + X2 2 e- + X2+ Ionização
e- + X2 e- + X2* Excitação
X2* X2 + h Relaxação ou emissão de
fótons
e- + X2+ X2 Recombinação
e- + X2 e- + X + X Dissociação
Processos e reações no plasma

0 400 800 12000
10
20
30
y, P
rofu
ndid
ade,
nm
x, Energia iônica, eV
y = a.x0.6
a ~ 0,38
R2 = 0,9993
Zona de implantação
PlasmaEnergia dos íons ~ 50 eV
GásEnergia dos átomos ~ 0,07 eV

NH3
1) Fase Gasosa
Gasosa
N2
+
H2
H2
H2
Plasma
1) Implantação Íons
N2
Nitretação: Cinética do processo
3) Absorção
2NH3
2) Transporte
N
H
5) Difusão
4) Dissociação
2NH
N2
3H2
2H2
2N
H2
2NH2
N
H
2) Difusão
-V0
H2O
H2O
H2O
H2O
N
N
H
H
H

Considerações do processo por plasma
• A possibilidade de uso de diferentes proporções N2–H2
permite um controle total da camada nitretada.
• A geração das espécies nitretantes não só depende da T, como também da P, composição, U e I. Isto possibilita tratamentos em uma ampla faixa de T (300-570oC).
• As altas energias envolvidas nas espécies nitretantes aumentam a penetração nas primeiras camadas atômicas e a retenção do nitrogênio. Fluxo e difusão maior. Processo até 3 vezes mais rápido que o gás.

Considerações do processo por plasma
• As condições de operação (vácuo) diminuem o consumo e custos envolvidos com os gases de processo.
• Dadas as características da técnica, toda a planta de nitretação pode ser totalmente automatizadas por computador via PLC.
• Versatilidade e combinação de processos por plasma. sputtering, nitretação + oxidação, nitretação + PECVD.

Plasma GásTemperatura 300-570 0C 520-540 0C
Ausência ou diminuição de rugosidade Incremento rugosidade
Aplicável a todo tipo aço Não útil para aços de alta liga
Fácil seleção da área não nitretável Dificultoso
Fácil soldabilidade Dificultoso
Apurado controle da camada branca Produze CB quebradiça => re-trabalho
Tempos de tratamentos menores Maiores tempos
Mínimo consumo de gases Alto
N2, H2, Ar Amônia: corrosivo, tóxico
Alta reprodutibilidade Dificultoso
Limpeza por sputtering no processo Não se aplica
Alto controle do hidrogênio incorporado
Baixo
Oxidação in situ (Magnetita,Fe3O4)
Custo inicial maior Mais baixo (em termos)
Plasma vs. Gás

Diagrama de Fases Fe-N
Região
de trabalho
Nitretação
Sem Camada Branca
• Finos nitretos metálicos
• Alta carga dinâmica
• Alto stress compressivo
Camada Branca
• Baixo Desgaste
• Duro
• Ductilidade
• Baixo atrito
• Resistência ao desgaste
• Muito Duro
• Resistência Corrosão
• Baixo atrito
Nitreto (hcp)Nitreto ´ (fcc)Camada Branca
Pos - Oxidação
Fase- (bcc)
350

Estrutura hexagonal compacta
Nitreto epsilon (Fe2-3N)
Estrutura cúbica centradanas faces
Nitreto gamma línea(Fe4N)
Estruturas cristalinas dos nitretos metálicos
Em ambas estruturas, o nitrogênio ocupa posições intersticiais

Perfil de concentração de N e Dureza(*)
2 4 6 8 103
6
9
12
15
Concentração de N, wt%
Dur
eza,
GP
a
Dado exp. Ajuste linear
(*) Ochoa, Figueroa, and Alvarez, SCT 200, 2165 (2005)
Aço AISI 4140 nitretado
Dureza = cte. x [N]
Mas porquê ??

Microestrutura da camada nitretada (AISI H13)(*)
(*) Zagonel, Figueroa and Alvarez, SCT 200, 2566 (2005).
Camada de difusãoMEV no
modo BEI
Tom escurorepresenta
Z menor

Nano e Microestrutura: Precipitados
> Densidade de precipitados
Aço AISI H13 nitretado
Perfil de dureza
< Densidade de precipitados
(*) Zagonel, Figueroa, Droppa Jr., and Alvarez, SCT 201, 452 (2005).

Mecanismo de deformação plástica em metais
Animação do “FUNDAMENTALS OF MATERIALS SCIENCE AND ENGINEERING”, W. D. Callister Jr.

Animação do “FUNDAMENTALS OF MATERIALS SCIENCE AND ENGINEERING”, W. D. Callister Jr.
Mecanismo de endurecimento de metais pela incorporação de nitrogênio (nitretação)
Aplicações da nitretação por plasma

Moldes para injeção de plástico e alumínio (ex. ços P20, P50, H13, 420)
Injeção de Al: tampas Injeção de Al: bomba de água
Buchas e pinos para molde de injeção de plástico Injeção de plástico: botões

Ferramentas em aço rápido(shavers, fresas e brocas)(ex. aços M2, M35, M42)

Conformação em frio(trefiladoras)
(ex. aços D2, D3, D6)
Engrenagens (ex. 4140)
Conjunto Macho-FêmeaPara conformação de tubos sem costura
Engrenagens para Copiadora tipo Xerox
Engrenagens para caixa de transmissões do Corsa e Celta

0 20 40 60 80 100 120
Horas de uso
Cortador "Caracol"Horas de uso
Nitretada
Equipamentos e ProcessosEquipamentos e ProcessosFALLGATTER, Cachoerinha - RS - Fresa Caracol (aço M 42)
Vida útil duplicada.
0 20 40 60 80 100 120
Nitretada
Equipamentos e ProcessosEquipamentos e Processos

Ferramenta: Cortador Shaver p/ engrenagens
(Eaton Ltda., Valinhos e Mogi-Mirim-SP)
0.75
1.00
1.25
0 25 50 75 100
Plasma
Base
Borda de Corte (Topo)
Perfil de dureza, unidades arb.
Topo Base
Dur
eza
Nor
mal
izad
a
Dureza
Nucleo
S 1/P
>1
S1. Só temperado e revenido2. Não aceita PVD
Aço: M2High Speed Steel

Engrenagens do Corsae Celta (GM)
1372
1389
1350
2886
3308
3640
6265
3430
0 1000 2000 3000 4000 5000 6000 7000
PEÇAS
1
2
3
4
5
6
7
8
AFIAÇÃO
CORTADOR SHAVER MHDT #A1
Peças produzidas por afiação
Nitretado por plasma
Temperado e Revenido
Aumento de 290 %
Ensaios de campo

Ferramenta: matriz de forjado de autopeças
(ThyssenKrupp, Campo Limpo Paulista-SP)
Nitretação a salTratamiento convencional
realizado pela ThyssenKrupp
9500 peças forjadas
Nitretação a plasmaCondição: sem camada
branca
21500 peças forjadasAumento de 120 %
Aço: H10Hot Work Steel
forja aneis

Ferramienta nitretada a sal
Precipitados contínuos e largos
DRX: -Fe2-3N + -Fe4N + -Fe (N)
SEM

DRX: -Fe (N)
Precipitados discontínous e finos
21500 peças forjadasAumento de 120 %
Ferramienta nitretada a plasma
SEM

MoNiCrSPmax.
Simax.
MnCAço
0,30-0,50
1,80-2,20
1,80-2,20
max.0,035
0,0350,400,30-0,60
0,26-0,34
30CrNiMo8
Objetivo: desenvolvimento do processo Carbonitrox
Espessura da Camada Oxidada 1 - 3 m
Espessura da Camada Branca 10 – 20 m
Espessura da Camada de Difusão 350 – 550 m
Dureza de núcleo final 315 HV
Rugosidade final Rz < = 3
Carbonitretação + pós-oxidação atingindo a especificação do cliente

Diagrama do processo Carbonitrox

Fatia do corpo de prova
Microscopia Eletrônica de Varredura

Fatia do corpo de prova
Microscopia Eletrônica de Varredura
Camada branca
Camada oxidada

30 40 50 60 70 800,0
0,4
0,8
1,2
1,6
M
-Fe3N -Fe3N-Fe3N -Fe3N
-Fe4N
+ -Fe3N
Inte
nsid
ade
, u. a
.
2
-Fe3N
-Fe4NM
Difração de Raios X Convencional(Informação até 5 m)
Fases obtidas:
Fe3O4 (camada oxidada)
Fe4NFe3N (camada branca)

Perfil de dureza

Foto dos eixos para caixa de transmissões após da aplicação do processo Carbonitrox

Base e Campânula de uma nitretadora por plasma
Desenho em AutoCad Teste de vazamento