monografia pos-unip blanco caldeira
TRANSCRIPT

UNIVERSIDADE PAULISTA - UNIP PÓS GRADUAÇÃO EM ENGENHARIA DE MANUTENÇÃO
ROBERTO BLANCO LORENZO
OTIMIZAÇÃO DO CONTROLE DA PRESSÃO EM CALDEIRA INDUSTRIAL
Santos 2014

ROBERTO BLANCO LORENZO
OTIMIZAÇÃO DO CONTROLE DA PRESSÃO EM CALDEIRA INDUSTRIAL Trabalho de conclusão de curso para obtenção do título de especialista em Engenharia de Manutenção apresentado à Universidade Paulista – UNIP. Orientador: Prof. especialista Milton José de Oliveira Pitzer
Santos 2014

LORENZO, Roberto Blanco Otimização do controle da pressão em caldeira industrial / Roberto Blanco Lorenzo, 2014, 62p.
Monografia (pós graduação) Universidade Paulista UNIP, Curso de Engenharia de manutenção, 2014.
Orientador: Prof. especialista Milton José de Oliveira Pitzer
1. Caldeira 2. Pressão 3. Controle de processos

ROBERTO BLANCO LORENZO
OTIMIZAÇÃO DO CONTROLE DA PRESSÃO EM CALDEIRA INDUSTRIAL Trabalho de conclusão de curso para obtenção do título de especialista em Engenharia de Manutenção apresentado à Universidade Paulista – UNIP.
Aprovado em: ___/____/_____
_____________________________ Prof. especialista Milton J. O. Pitzer
Universidade Paulista – UNIP

DEDICATÓRIA
Dedico esse Trabalho à minha esposa e filha pelo incentivo e colaboração nessa nova conquista.

AGRADECIMENTOS Agradeço aos meus professores Milton Pitzer e Olívia Perez pela orientação e atenção nos momentos em que precisamos.

“Algo só é impossível até que alguém duvide e acabe provando o contrário”.
(Albert Einstein)
RESUMO
O objetivo deste Trabalho é demonstrar como uma caldeira que apresentava desarmes indevidos e constantes comprometendo a produção, tanto no quesito quantidade de produtos acabados quanto no quesito preço do produto, haja visto que danificavam o produto em fabricação. Desarmes ocorriam pela proteção necessária e obrigatória em função da pressão excessiva no tubulão superior. A pesquisa se baseia na identificação do fator que desestabilizava o controle da pressão e as alternativas possíveis para tornar o controle mais eficiente a ponto de não permitir desarmes indevidos do equipamento. Palavras-chave: Caldeira, pressão, controle de processos.

ABSTRACT
The objective of this work is to demonstrate how a boiler that had undue and constant trips compromising production, both in the item quantity of finished products as on price of the product, given the fact that marred the product manufacturing. Tackles occurred for the protection necessary and obligatory because of the excessive pressure on the upper caisson. The research is based on identifying the factor that destabilized pressure control and possible alternatives to make the most efficient control to the point of not allowing improper equipment tackles. Keywords: boiler, pressure, process control.
LISTA DE FIGURAS
Figura 01 - Esquemático de uma caldeira industrial ....................................... 21 Figura 02 - Caldeira industrial ......................................................................... 23 Figura 03 - Tubulão superior ........................................................................... 24 Figura 04 - Ventilador de ar de combustão ..................................................... 25 Figura 05 - Medição de vazão de vapor.......................................................... 26 Figura 06 - Diagrama de instrumentação P&ID .............................................. 33 Figura 07 - Estratégia de controle de nível em caldeira .................................. 34 Figura 08 – Malha de controle de realimentação ............................................ 35 Figura 09 - Algoritmo de controle PID ............................................................. 35 Figura 10 - Malha de controle cascata ............................................................ 36 Figura 11 – Malha de controle antecipatório ................................................... 38 Figura 12 - Estratégia de controle antecipatório ............................................. 39 Figura 13 – Simulador de malha de controle antecipatório ............................. 41 Figura 14 – Resposta de controle de realimentação com distúrbio de +10% na
demanda ................................................................................................................... 42 Figura 15 - Resposta de controle antecipatório com distúrbio de +10% na
demanda ................................................................................................................... 43 Figura 16 - Resposta de controle de realimentação com distúrbio de -30% na
demanda ................................................................................................................... 44 Figura 17 - Resposta de controle antecipatório com distúrbio de -30% na
demanda ................................................................................................................... 45 Figura 18 - Desempenho do controle antecipatório ........................................ 46 Figura 19 - Estratégia de controle de pressão em caldeira ............................. 47 Figura 20 - Estratégia de controle de limites cruzados ................................... 48 Figura 21 – Simulador de malha de controle de limites cruzados ................... 49 Figura 22 – Resposta de controle de malha de limite cruzados .................... 50 Figura 23 - Controlador digital de processos .................................................. 53 Figura 24 - Configuração estratégia de controle de nível três elementos ....... 54 Figura 25 - Configuração estratégia de controle limites cruzados .................. 55

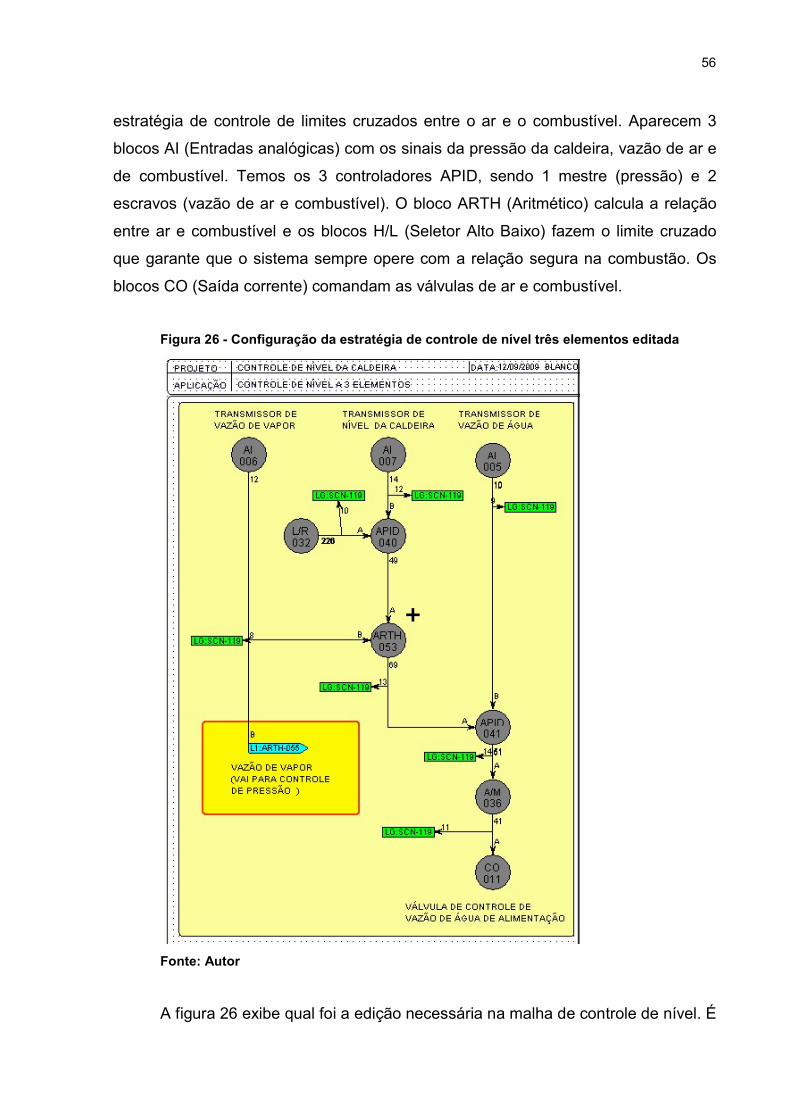
Figura 26 - Configuração da estratégia de controle de nível três elementos editada ...................................................................................................................... 56
Figura 27 - Configuração da estratégia de controle limites cruzados editada. 57 Figura 28 - Sistema de controle limites cruzados com antecipatório .............. 58 Figura 29 – Estratégia final de controle do nível e pressão da caldeira .......... 59

LISTA DE TABELAS
Tabela 01 - Identificação funcional de instrumentos ....................................... 29 Tabela 02 - Símbolos de funções e dispositivos de instrumentação .............. 30 Tabela 03 - Símbolos de linha – conexões entre instrumentos ...................... 31 Tabela 04 - Desempenho de controle com distúrbio de +10% de demanda .. 44 Tabela 05 - Desempenho de controle com distúrbio de -30% de demanda ... 46

LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação brasileira de normas técnicas. BP Banda proporcional em controladores de processos. ISA International society of automation. KP Ganho proporcional de controladores processos. MPR Minutos por repetição. MV Variável manipulada. NR Norma regulamentadora. P&ID Piping and Instrumentation Diagrams. PETROBRÁS Petróleo brasileiro S/A. PID Algoritmo de controle de processos. PMTP Pressão Máxima de Trabalho Permitida PV Variável de processo. RPM Repetição por minuto. SENAI Serviço nacional de aprendizagem industrial. SP Setpoint ( Ponto de ajuste). TD Tempo derivativo de controladores de processos. TR Tempo integral de controladores de processos.

SUMÁRIO 1 INTRODUÇÃO ....................................................................................................... 19 2 INTRODUÇÃO À CALDEIRAS INDUSTRIAIS ................................................... 21
2.1 Operação da caldeira industrial ........................................................ 23 2.1.1 Nível da caldeira industrial ........................................................... 24 2.1.2 Pressão da caldeira industrial ...................................................... 25 2.1.3 Vazão de vapor da caldeira industrial........................................... 26
3 INTRODUÇÃO AO CONTROLE DE PROCESSOS........................................... 28 3.1 Controle de nível da caldeira industrial ............................................ 34 3.2 Controle de pressão da caldeira industrial ....................................... 47
4 MUDANÇA NA ESTRATÉGIA DE CONTROLE ................................................. 52 4.1 Inclusão do controle antecipatório na malha de pressão ................. 52 4.2 Levantamento de custos para mudança da estratégia de controle .. 53 4.3 Edição da estratégia do sistema digital de controle ......................... 54 4.4 Comissionamento da nova estratégia de controle de pressão ......... 58
5 CONCLUSÃO .................................................................................................... 60 6 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................... 61 ANEXO – Declaração de autoria ............................................................................... 62

PROPOSTA DE MONOGRAFIA PARA OBTENÇÃO DO TITULO DE ESPECIALISTA EM ENGENHARIA DE MANUTENÇÃO

UNIVERSIDADE PAULISTA – UNIP SANTOS OTIMIZAÇÃO DO CONTROLE DA PRESSÃO EM CALDEIRA INDUSTRIAL
Proposta de Projeto de Pesquisa apresentada em 21 de março de 2014 à
UNIP como requisito regulamentar do Curso de pós-graduação em Engenharia de Manutenção, confeccionado sob a orientação do professor especialista Milton José de Oliveira Pitzer da disciplina de Metodologia Científica.
LORENZO, Roberto Blanco [email protected]
SANTOS, 2014

1 Título: Otimização do controle da pressão em caldeira industrial. 2 Tema: Instrumentação e controle de processos. 3 Palavras-chave: Caldeira, pressão, controle de processos. 4 Problema: Como evitar desarme indevido da caldeira industrial por pressão alta? 5 Caracterização do Problema e Justificativa:
Uma caldeira industrial com capacidade de produção de vapor de 180 t/h à 65
kgf/cm² alimenta todos os equipamentos do processo fabril da usina. Ocorre com certa frequência o desarme indevido da caldeira por pressão alta. Uma parada, mesmo que por alguns minutos é o suficiente para desbalancear o processo produtivo e sua retomada pode levar horas e com o agravante de perda da matéria prima. Esse evento gera duas consequências graves: o valor do produto acabado é onerado em função da perda de matéria prima e a geração de multas contratuais em virtude do atraso de fornecimento de produtos devido a paradas na produção.
6 Objetivo Geral:
Implantar sistema de controle que evite o desarme indevido da caldeira por
pressão alta.
7 Objetivos Específicos: 7.1 Estudar sistema de controle de pressão implantado na caldeira industrial. 7.2 Estudar sistemas de controle avançados de pressão aplicados em caldeiras industriais.
7.3 Levantar custo de implantação de sistema de controle avançado.
8 Referências metodológicas:
8.1 ABNT, Associação brasileira de normas técnicas. NR13 – Caldeiras e vasos de pressão. São Paulo, 2004.
8.2 CAMPOS, M. C. M. M.; TEIXEIRA, H. C. Controles típicos de equipamentos e processos industriais. São Paulo: Blucher, 2010.
8.3 ISA, International society of automation. ISA 5.1 – Instrumentação – símbolos e identificação. São Paulo, 2009.
8.4 SENAI, Serviço Nacional de Aprendizagem Industrial. Controle de processos industriais. São Paulo, 2010.
19
1 INTRODUÇÃO
Dos equipamentos presentes em indústrias, sem dúvida o que causa mais admiração são as caldeiras industriais, seja pelo seu tamanho físico, seja pelo grau de periculosidade envolvido na sua operação e também pela sua importância na alimentação dos outros equipamentos num espaço fabril. Sem exagero podemos dizer que as caldeiras são o elemento vital em processos industriais.
Uma caldeira industrial com capacidade de produção de vapor de 180 t/h à 65 kgf/cm² alimenta todos os equipamentos do processo fabril da Usina. Ocorre com frequência desarme indevido da caldeira por pressão alta. Uma parada, mesmo que por alguns minutos é o suficiente para desbalancear o processo produtivo e sua retomada pode levar horas e com o agravante de perda da matéria prima. Os valores de perda oneram o valor do produto acabado para vendas e podem gerar multas contratuais com contratos já firmados.
O descaso deste fato pode levar a caldeira a uma explosão acarretando perdas materiais e perdas humanas. A responsabilidade do controle dessa variável de processo bem como do desarme da caldeira é realizado pela instrumentação.
O objetivo geral do presente Trabalho é o estudo e a implantação de um sistema de controle capaz de evitar o desarme indevido da caldeira por pressão alta.
Para tanto foram elencados os seguintes objetivos específicos, no estudo para atingir a meta final:
No capítulo 2, é realizado um levantamento das características da caldeira com o propósito de compreender os fenômenos físicos envolvidos na operação da caldeira bem como a interação existente entres as várias variáveis de processo.
O conceito de controle automático de processos bem como sua representação é apresentado no capítulo 3. Detalham-se ainda os controles de nível e pressão instalados originalmente na caldeira.
O capítulo 4 aborda o sistema de controle avançado que foi proposto e implantado para que controle de pressão se tornasse mais eficiente em relação ao problema de desarme da caldeira por pressão alta e os custos envolvidos para implantação dessa proposta. É apresentado ainda a descrição da implantação dentro do sistema digital de controle dessa caldeira e seu comissionamento.

20
O fechamento deste Trabalho é realizado no capítulo 5, com apresentação dos resultados e as conclusões do autor.
O capítulo 6 apresenta as referências que foram utilizadas na elaboração do presente Trabalho.

2 INTRODUÇÃO À CALDEIRAS INDUSTRIAIS
Iniciamos este capítulo apresentando definições sobre o equipamento caldeiraque é objeto do Trabalho apresentado.
Segundo a ABNT, cacumular vapor sob pressão superior à atmosférica, utilizando qualquer fonte de energia, excetuando-se os refervedores e equipamentos similares unidades de processo (ABNT, 2004)
Conforme Camposfornecer energia ao processo através de permuacionar turbinas à vapor que por sua vez estão conectadaselétrica, bombas, compressores, entre outros
Figura 01 - Esquemático de uma caldeira industrial
Fonte: SENAI, 2004, p.41 Pela figura 01 temos um esquemático de uma caldeira
possível identificar os elementos principais desse equipamento: Tubulão inferior: Totalmente preenchido por água que irá circular para o tubulão
superior através dos tubos de convecção. Tubulão superior: É onde temos a ebulição da água
pelo coletor de vapor.
INTRODUÇÃO À CALDEIRAS INDUSTRIAIS
Iniciamos este capítulo apresentando definições sobre o equipamento caldeirarabalho apresentado.
ABNT, caldeiras são equipamentos destinados a produzir e acumular vapor sob pressão superior à atmosférica, utilizando qualquer fonte de
se os refervedores e equipamentos similares (ABNT, 2004).
ampos e Teixeira, utiliza-se o vapor superaquecido processo através de permutadores ou trocadores de calor,
acionar turbinas à vapor que por sua vez estão conectadas em geradores de energia létrica, bombas, compressores, entre outros (CAMPOS e TEIXEIRA
Esquemático de uma caldeira industrial
SENAI, 2004, p.41
1 temos um esquemático de uma caldeira possível identificar os elementos principais desse equipamento:
otalmente preenchido por água que irá circular para o tubulão superior através dos tubos de convecção. Tubulão superior: É onde temos a ebulição da água e o vapor gerado é captado pelo coletor de vapor.
21
Iniciamos este capítulo apresentando definições sobre o equipamento caldeira
ão equipamentos destinados a produzir e acumular vapor sob pressão superior à atmosférica, utilizando qualquer fonte de
se os refervedores e equipamentos similares utilizados em
se o vapor superaquecido gerado para tadores ou trocadores de calor,
em geradores de energia CAMPOS e TEIXEIRA, 2010).
1 temos um esquemático de uma caldeira tipo aquatubular. É
otalmente preenchido por água que irá circular para o tubulão
e o vapor gerado é captado
22
Fornalha: Parte da caldeira onde se realiza a queima do combustível. O calor gerado é usado para aquecer os tubos de convecção e assim aquecer a água até a ebulição.
Chaminé: Elemento responsável pela liberação dos gases da combustão realizada na fornalha.
Superaquecedor: Elemento que recebe um vapor saturado e o converte em vapor superaquecido.
Conforme a norma regulamentadora 13 (Caldeiras e vasos de pressão) da ABNT, as caldeiras são classificadas em 3 (três) categorias, conforme segue: caldeiras da categoria A são aquelas cuja pressão de operação é igual ou
superior a 19.98 Kgf/cm2; caldeiras da categoria C são aquelas cuja pressão de operação é igual ou
inferior a 5.99 Kgf/cm2 e o volume interno é igual ou inferior a 100 (cem) litros ou 0,1m³ ;
caldeiras da categoria B são todas as caldeiras que não se enquadram nas categorias A ou C.
Assim sendo a caldeira sobre o qual este Trabalho trata, é uma caldeira categoria A, visto que sua pressão de trabalho é de 65 kgf/cm².
As caldeiras classificadas na categoria A de acordo com a NR13, deverão possuir instrumentação que permita controle regulatório e sistemas de proteção automáticos das variáveis de processo que envolvem a operação da caldeira. (ABNT, 2004).
A instrumentação que irá controlar a operação da caldeira pode, segundo a norma ISA 91.00.01 (Sistemas de paradas de emergência e controles críticos de segurança), ter duas classificações: Sistema de controle de processo:
O equipamento de controle executa as funções de regulação normais para o processo (por exemplo, o controle PID e controle sequencial). Sistema de desligamento de emergência:
Instrumentação e controle instaladas com o objetivo de levar o processo, ou o equipamento específico no processo, para um estado seguro. Outros termos comuns usados para sistemas de desligamento de emergência: shutdown, trip e intertravamento (ISA, 2001).

23
2.1 Operação da caldeira industrial
A operação de uma caldeira industrial deve atender rigorosamente os seguintes itens e a falta de qualquer um deles constitui risco grave na operação segura desse tipo de equipamento, segundo a NR13: Válvula de segurança com pressão de abertura ajustada em valor igual ou
inferior a pressão máxima de trabalho da caldeira; Instrumento que indique a pressão do vapor no coletor de vapor; Injetor ou outro meio de alimentação de água, independente do sistema
principal, em caldeira de combustível sólido; Sistema de drenagem rápida de água, em caldeiras de recuperação de álcalis; Sistema de indicação do nível de água ou outro sistema que evite o
superaquecimento dos tubos de convecção (ABNT, 2004). Figura 02 - Caldeira industrial
Fonte: SENAI, 2004, p.35 Na figura 02 temos a foto de uma caldeira industrial. Observam-se entre
outros itens os tubulões inferior e superior, ventilador de ar primário e chaminé. Em relação aos instrumentos e controles de caldeiras a NR13 assinala que
“devem ser mantidos calibrados e em boas condições operacionais, constituindo condição de risco grave e iminente o emprego de artifícios que neutralizem sistemas de controle e segurança da caldeira.” (ABNT, 2004, p.4).

24
2.1.1 Nível da caldeira industrial Uma caldeira é composta de dois sistemas básicos separados. Um é o
sistema vapor-água, também chamado de lado de água da caldeira e o outro é o sistema combustível-ar-gás da combustão, também chamado de lado de fogo da caldeira (SENAI, 2004).
Figura 03 - Tubulão superior
Fonte: SMAR, 2003, p.15 A figura 03 ilustra um tubulão superior onde deve-se ter o controle do nível de
uma forma muito segura e estável. Os limites operacionais não são as dimensões do próprio tubulão e sim as duas tomadas de impulso a partir do centro do tubulão.
O nível também deve ser controlado numa faixa estreita, pois tanto o nível alto como o nível baixo são danosos à caldeira – o nível alto acarretará arraste de água no vapor e o nível baixo poderá deixar os tubos sem água, levando-os à fusão. O nível é controlado atuando-se na válvula de controle que regula a quantidade de água de alimentação adicionada ao tubulão superior.
Caso o controle regulatório não consiga manter a variável dentro desse limites operacionais, entra em ação o sistema instrumentado de segurança que deverá prover um desligamento ou trip desse equipamento com o objetivo de prover segurança do equipamento e das pessoas (SENAI, 2004).
25
2.1.2 Pressão da caldeira industrial Na caldeira temos entradas de combustível e do ar de combustão necessário
à queima deste combustível. Neste sistema, o combustível e o ar de combustão são completamente misturados, sendo em seguida queimados na câmara de combustão. A combustão converte a energia química do combustível em energia térmica, ou seja, calor. Este calor é transferido para o sistema vapor-água, para geração de vapor. O vapor gerado está restrito a um espaço delimitado e assim esse vapor irá ter sua pressão aumentada. Então podemos concluir que o controle de pressão em uma caldeira industrial depende da combustão da caldeira. Quanto maior a quantidade de combustão, maior a geração de vapor e maior a pressão do vapor (SENAI, 2004).
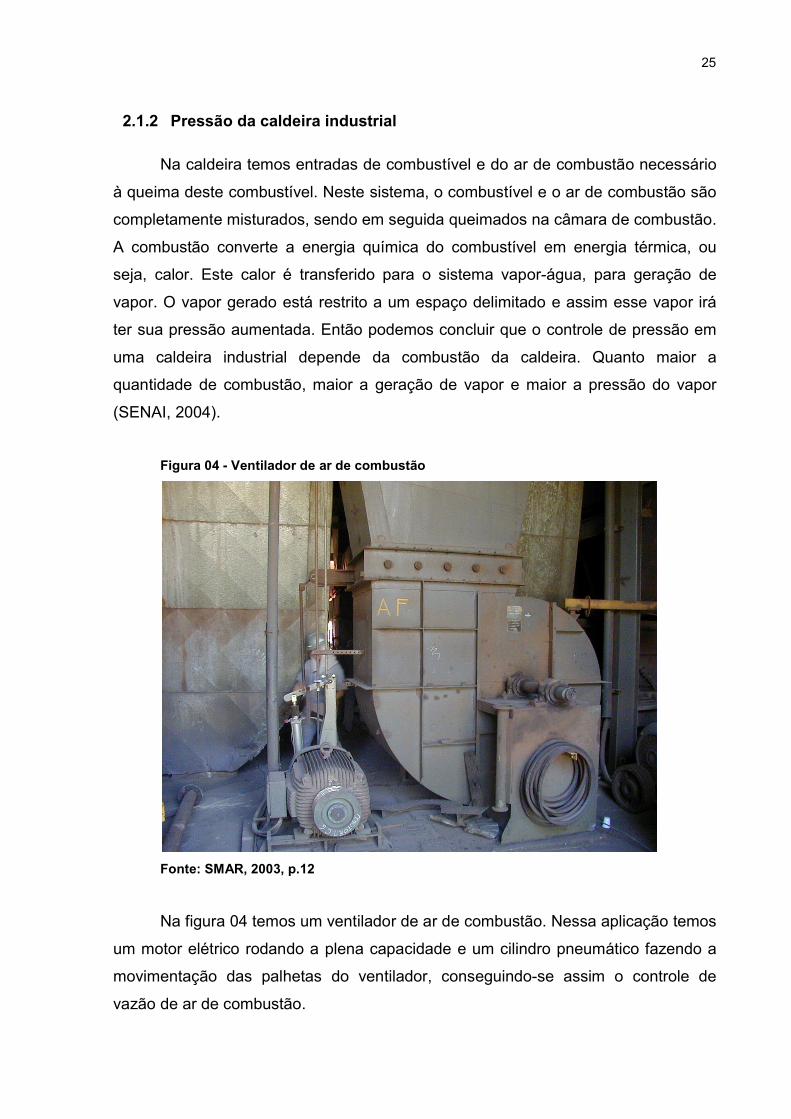
Figura 04 - Ventilador de ar de combustão
Fonte: SMAR, 2003, p.12 Na figura 04 temos um ventilador de ar de combustão. Nessa aplicação temos
um motor elétrico rodando a plena capacidade e um cilindro pneumático fazendo a movimentação das palhetas do ventilador, conseguindo-se assim o controle de vazão de ar de combustão.

26
A pressão de vapor deve ser mantida numa faixa de variação estreita, pois este vapor é normalmente utilizado em equipamentos complexos e que devem operar com grande estabilidade, como é o caso das turbinas. Esta pressão é controlada, variando-se as vazões de combustível e de ar de combustão, injetados no(s) queimador(es). Quanto maior a vazão de combustível, maior a troca de calor, maior a vaporização (SENAI, 2004).
Segundo a NR13, o termo “Pressão Máxima de Trabalho Permitida - PMTP é o maior valor de pressão compatível com o código de projeto, a resistência dos materiais utilizados, as dimensões do equipamento e seus parâmetros operacionais” (ABNT, 2004, p.1).
Para garantir que o PMTP não seja ultrapassado, temos o controle regulatório para manter a variável dentro desses limites operacionais. Caso isso não ocorra entra em ação o sistema instrumentado de segurança que deverá prover um desligamento ou trip desse equipamento com o objetivo de prover segurança do equipamento e das pessoas (SENAI, 2004).
2.1.3 Vazão de vapor da caldeira industrial
O valor da vazão de vapor da caldeira é definida pelos consumidores desse vapor, ou seja não é uma variável que é controlada pelo sistema da caldeira.
Figura 05 - Medição de vazão de vapor
Fonte: SMAR, 2003, p.22
27
Na figura 05, vemos o método mais usual de medição de vazão de vapor em caldeiras industriais, que é baseado na relação entre o diferencial de pressão provocado por um elemento (no caso uma placa de orifício) inserido na tubulação e a vazão. Essa relação tem uma função quadrática e pode ser representada pela equação: Q = K x √∆ , onde: Q = Vazão K = Constante de faixa ΔP = Diferencial de pressão no elemento (DELMEE, 2003).
No caso da caldeira em estudo, a mesma tem uma capacidade de fornecer vapor à uma pressão de 65 kgf/cm² com uma vazão máxima de 180 t/h. Em outras palavras 180 t/h é a máxima de vazão de vapor que os consumidores podem exigir desse equipamento com garantias que a pressão do vapor seja de 65 kgf/cm².
Outro ponto a ser observado é que essa vazão deve ser a mais estável possível para evitar distúrbios na operação da caldeira. Variações da vazão de vapor irão provocar mudanças nas duas variáveis controláveis da caldeira: pressão e nível.
Vejamos como isso ocorre. Supondo um regime estável de operação da caldeira teríamos sua saída com uma determinada vazão à uma determinada pressão. O controle de pressão estaria com vazões de entrada de combustível e ar também estáveis. O controle de nível estaria com a vazão de água de alimentação estável. Se um determinado consumidor entrar no circuito a vazão de vapor irá aumentar e essa entrada irá aumentar o volume restrito do circuito de vapor. Ora se o volume aumenta a pressão diminui, desequilibrando assim o controle de pressão, que deverá aumentar as vazões de combustível e ar de combustão para aumentar o calor na fornalha para que mais água se converta em vapor e a pressão seja normalizada. O nível do tubulão por sua vez irá diminuir devido ao aumento da evaporação da água ocasionado pelo controle de pressão. O controle de nível será acionado para injetar maior vazão de água para compensar a água que mudou de fase. Todos esses distúrbios cessam quando o sistema atingir seu novo ponto de equilíbrio que seria a pressão e nível do tubulão estabilizados no ponto de referência para essa nova vazão de vapor. Se tivéssemos uma situação onde um consumidor saísse do circuito o processo seria inverso, ou seja, a pressão e o nível aumentariam. Em resumo: aumento da vazão de vapor implica na diminuição da pressão e nível da caldeira e vice versa.

28
3 INTRODUÇÃO AO CONTROLE DE PROCESSOS
No atual mercado competitivo, as empresas são obrigadas a melhorar continuamente a produtividade das suas plantas industriais. Uma das áreas tecnológicas fundamentais para se aumentar a rentabilidade das unidades é a de controle, automação de processos. Vários são os ganhos da aplicação destas tecnologias nos processos industriais: Aumento do nível de qualidade dos produtos. O produto final, graças ao controle
de processos, tende a sair numa faixa muito estreita em relação a especificação recomendada.
Minimização da necessidade de reprocessamento. Isto é, com um sistema de controle ótimo, dificilmente o produto cairá numa faixa onde seria rejeitado pelo controle de qualidade e seria forçado a um reciclo pelas unidades de processamento, com todos os custos de energia envolvidos.
Aumento da confiabilidade dos sistemas, pois os controles bem projetados evitam que os equipamentos operem em regiões indesejadas, onde ocorre uma deterioração mais rápida dos mesmos, e possíveis paradas não programadas para manutenção.
Aumento do nível de segurança da unidade, pois os controles podem atuar para evitar um aumento brusco e perigoso de variáveis críticas do processo.
Liberação do operador de uma série de atividades manuais e repetitivas. Por exemplo, ao invés de um operador monitorar variáveis de processo e realizar manobras constantemente em válvulas de controle para manter as mesmas dentro de limites, sistemas com um controle automático realizam essa tarefa de maneira extremamente mais eficiente e liberam o operador para executar tarefas de supervisão e otimização da planta.
O termo controle de processos costuma ser utilizado para se referir a sistemas que tem por objetivo manter certas variáveis de uma planta industrial nos seus limites operacionais desejáveis (CAMPOS e TEIXEIRA, 2010).
Na documentação de projetos de instrumentação os diagramas de malhas de instrumentos estabelecem as mínimas informações necessárias e identificam elementos de malhas de controle. Estas malhas tipicamente são uma parte do processo representado no fluxograma de engenharia denominado P&ID - Piping and Instrumentation Diagrams (ISA, 2009).
29
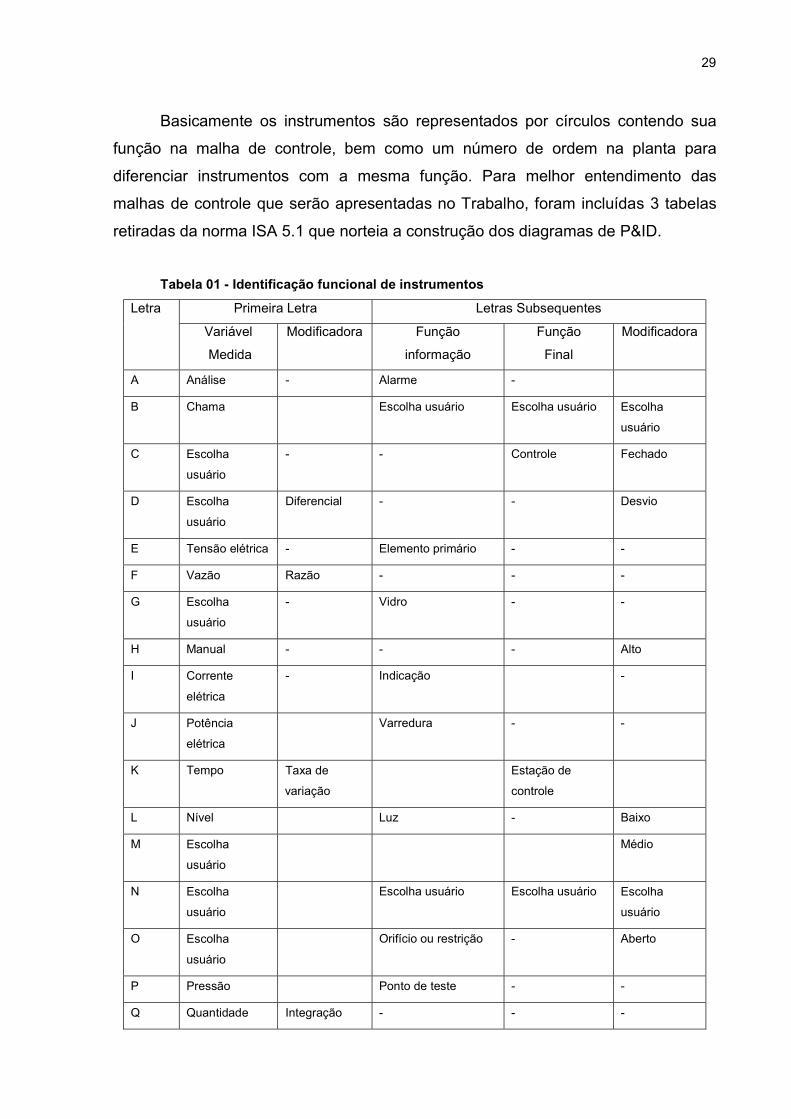
Basicamente os instrumentos são representados por círculos contendo sua função na malha de controle, bem como um número de ordem na planta para diferenciar instrumentos com a mesma função. Para melhor entendimento das malhas de controle que serão apresentadas no Trabalho, foram incluídas 3 tabelas retiradas da norma ISA 5.1 que norteia a construção dos diagramas de P&ID.
Tabela 01 - Identificação funcional de instrumentos
Letra Primeira Letra Letras Subsequentes Variável Medida
Modificadora Função informação
Função Final
Modificadora
A Análise - Alarme - B Chama Escolha usuário Escolha usuário Escolha
usuário C Escolha
usuário - - Controle Fechado
D Escolha usuário
Diferencial - - Desvio
E Tensão elétrica - Elemento primário - - F Vazão Razão - - - G Escolha
usuário - Vidro - -
H Manual - - - Alto I Corrente
elétrica - Indicação -
J Potência elétrica
Varredura - -
K Tempo Taxa de variação
Estação de controle
L Nível Luz - Baixo M Escolha
usuário Médio
N Escolha usuário
Escolha usuário Escolha usuário Escolha usuário
O Escolha usuário
Orifício ou restrição - Aberto
P Pressão Ponto de teste - - Q Quantidade Integração - - -

30
R Radiação - Registro - Rodando S Velocidade Segurança Chave Parado T Temperatura - - Transmissor - U Multivariável - Multifunção Multifunção V Vibração - - Válvula - W Peso - Poço - - X Não
classificada Eixo X Dispositivo acessório Não classificado Não
classificado Y Estado Eixo Y - Dispositivo - Z Posição,
Dimensão Eixo Z - Atuador -
Fonte: ISA, 2012, p.30 De acordo com a tabela 1, podemos então, num diagrama de P&ID, declarar
a função dos instrumentos envolvidos em uma malha de controle, como por exemplo, um instrumento denominado PIC seria um controlador indicador de pressão. Já um FIQ entendemos que é um totalizador indicador de vazão.
Tabela 02 - Símbolos de funções e dispositivos de instrumentação
No.
Monitoramento compartilhado, Controle compartilhado C D
Acessibilidade e localização A B
Primeira Escolha ou Sistema de Controle de Processo Básico
Escolha Alternativa ou Sistema Instrumentado
de Segurança
Software e Sistemas por Computador
Discreto
1 Localizado no campo. Montado fora de console, gabinete ou painel. Visível no campo. Normalmente acessível ao operador.
2 Localizado em console ou painel central ou principal. Visível na frente de painel ou monitor de vídeo. Normalmente acessível ao operador na frente do painel ou console.

31
3 Localizado na traseira de painel central ou principal. Localizado em gabinete atrás de painel. Não visível na frente de painel ou monitor de vídeo. Normalmente não acessível ao operador do painel ou console.
4 Localizado em console ou painel local ou secundário. Visível na frente de painel ou monitor de vídeo. Normalmente acessível ao operador na frente do painel ou console.
5 Localizado na traseira de painel local ou secundário. Localizado em gabinete de campo. Não visível na frente de painel ou monitor de vídeo. Normalmente não acessível ao operador do painel ou console.
Fonte: ISA, 2009, p.36 A tabela 2 é usada para referenciar onde o instrumento está localizado numa
planta de processo e se é do tipo convencional ou digital. Um exemplo típico são os sensores de variáveis de processo que são instalados no campo. Todos eles são representados por um simples circulo.
Tabela 03 - Símbolos de linha – conexões entre instrumentos
No Símbolo Aplicação
1 IA pode ser substituído por PA [Ar de processo], NS [nitrogênio], ou GS [qualquer alimentação de gás]. Indicar a pressão se necessário, por ex.: PA-70kPa, NS-150psig
2 Alimentação elétrica de instrumento. Indicar o tipo de tensão, conforme necessário, por exemplo: ES-220VAC. ES poderá ser substituído por 24VDC ou 120VAC.
3 Alimentação hidráulica de instrumento. Indicar a pressão, conforme necessário, por exemplo: HS-70psig.
4 Sinal Indefinido. Usar em diagramas de fluxo de processo. Usar em casos em que o tipo de sinal não é motivo de preocupação.
5 Sinal pneumático, continuamente variável ou binário.
6 Sinal eletrônico ou elétrico continuamente variável ou binário. Sinal binário para diagrama funcional.
7 Sinal continuamente variável para diagramas funcionais. Sinal elétrico em diagramas LADDER e barramentos de energia.
8 Sinal hidráulico.
IA
ES
HS

32
No Símbolo Aplicação
9 Tubo capilar com fluído térmico de enchimento. Linha com fluído entre selo e instrumento.
10 Sinal eletromagnético de onda guiada.. Sinal sônico de onda guiada. Cabo de fibra ótica.
11 Sinal eletromagnético não guiado, luz, radiação, rádio, som, sinal sem fio Sinal de instrumentação sem fio. Link de comunicação sem fio.
12 Link de comunicação e barramento de sistema entre dispositivos e funções de um sistema de controle e sistema de monitoramento compartilhado. Link de comunicação e barramento de sistema de DCS, PLC, ou PC.
13 Link de comunicação ou barramento conectando dois ou mais sistemas independentes baseados em computadores ou microprocessadores Conexões de DCS para DCS, DCS para PLC, PLC para PC e DCS p/ Fieldbus
14 Link de comunicação e barramento de sistema entre dispositivos e funções de um sistema fieldbus. Link de/ para dispositivos inteligentes.
15 Link de comunicação entre um dispositivo e um sistema ou dispositivo de ajuste para calibração remota. Link de/ para dispositivos smart.
16 Link ou conexão mecânica.
Fonte: ISA, 2009, p.46 Finalmente a tabela 3 nos mostra como é feita a conexão de dados entre os
diversos instrumentos de uma planta industrial. Um sinal tracejado (item 6) indica uma conexão elétrica entre os instrumentos. Já uma linha tracejada com círculos (item 12) indica um link de software, muito comum em sistemas digitais.
Para fechamento desses conceitos apresentamos um exemplo completo de malha de controle de instrumentação:
33
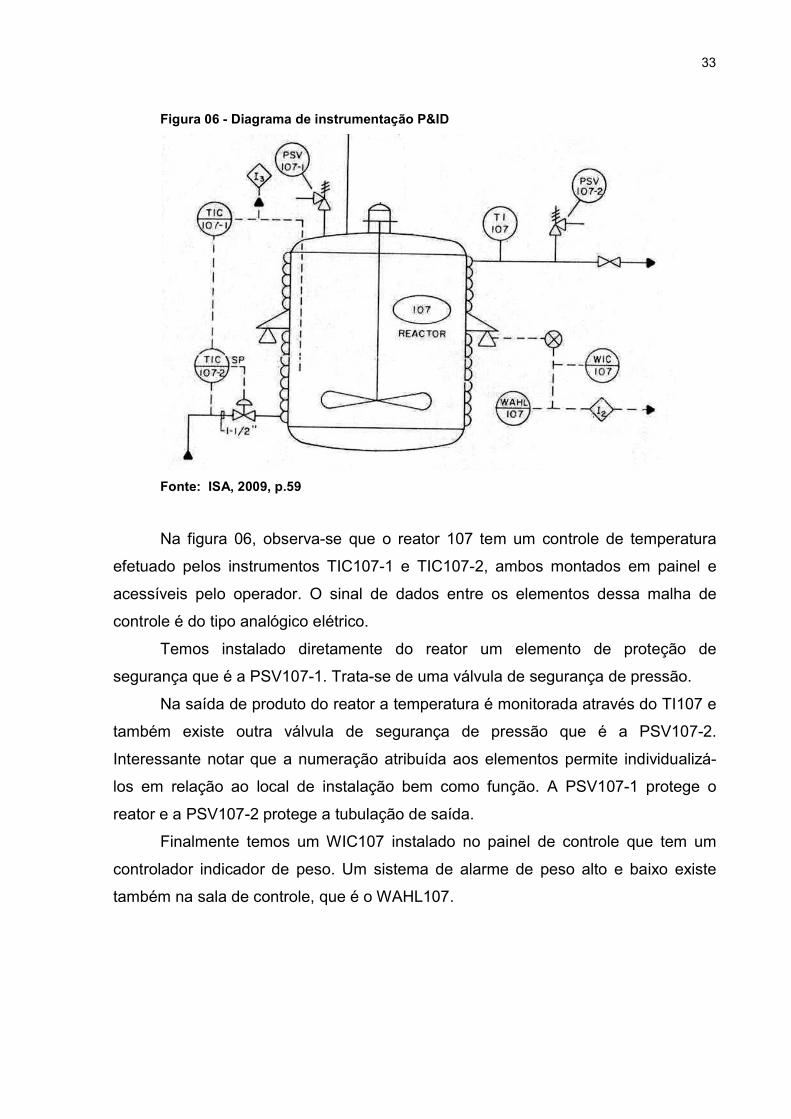
Figura 06 - Diagrama de instrumentação P&ID
Fonte: ISA, 2009, p.59 Na figura 06, observa-se que o reator 107 tem um controle de temperatura
efetuado pelos instrumentos TIC107-1 e TIC107-2, ambos montados em painel e acessíveis pelo operador. O sinal de dados entre os elementos dessa malha de controle é do tipo analógico elétrico.
Temos instalado diretamente do reator um elemento de proteção de segurança que é a PSV107-1. Trata-se de uma válvula de segurança de pressão.
Na saída de produto do reator a temperatura é monitorada através do TI107 e também existe outra válvula de segurança de pressão que é a PSV107-2. Interessante notar que a numeração atribuída aos elementos permite individualizá-los em relação ao local de instalação bem como função. A PSV107-1 protege o reator e a PSV107-2 protege a tubulação de saída.
Finalmente temos um WIC107 instalado no painel de controle que tem um controlador indicador de peso. Um sistema de alarme de peso alto e baixo existe também na sala de controle, que é o WAHL107.

34
3.1 Controle de nível da caldeira industrial
O controle de nível da caldeira industrial tema do Trabalho tem uma estratégia de controle avançado chamada Controle de nível a três elementos. Recebe esse nome pois são três os elementos ou informações que irão compor o cálculo de abertura da válvula de controle de vazão de água de alimentação e garantir que o nível do tubulão fique o mais estável possível. Esse controle será detalhado neste Trabalho, pois apresenta em sua estratégia a solução para o problema primário que evitar o desarme da caldeira por pressão alta.
Figura 07 - Estratégia de controle de nível em caldeira
Fonte: CAMPOS e TEIXEIRA, 2010, p.225 Vemos na figura 07 que os três elementos de controle são o nível do tubulão,
a vazão de vapor e a vazão de água de alimentação. Esse título de três elementos é usado no universo do processo caldeira. Em automação o controle aqui apresentado é uma combinação de três estratégias de controle: Controle feedback ou realimentação, controle feedforward ou antecipatório e controle cascata.
O controle feedback ou realimentação é a essência de todas as malhas de controle automático existentes. Ele é composto pela medição da variável principal a ser controlada, o cálculo de correção da variável manipulada e o posicionamento do elemento final de controle. Tem o nome feedback pois, uma vez que o elemento final de controle é reposicionado o sistema inicia novamente o processo fazendo uma

35
atualização da variável controlada, tudo isso de forma contínua. Figura 08 – Malha de controle de realimentação
Fonte: SMAR, 2003, p.35 O controle de nível da caldeira com uma malha de realimentação pode ser
observada na figura 8, e é composta do sensor de nível do tubulão (LIT), o controlador de nível (LIC) e do elemento final de controle (LV). O controle de nível executa um algoritmo de controle chamado PID que onde o valor de referência do controle (Setpoint) é subtraído do valor da variável controlada (PV). Disso extraímos o valor do erro que será usado para calcular as ações de correção Proporcional, Integral e Derivativa.
Figura 09 - Algoritmo de controle PID
Fonte: SMAR, 2009, p.4.18 A figura 09 apresenta o cálculo que o algoritmo PID executa para o
posicionamento do elemento final de controle (MV). Detalhe para o termo do erro (e) que é a base para a determinação das correções proporcional, integral e derivativa. Essas ações de controle são otimizadas por fatores que são os termos Kp (ganho proporcional), TR (tempo integral) e TD (tempo derivativo) num processo que é chamado de sintonia do controlador PID, para que o mesmo tenha a melhor resposta possível para eliminar distúrbios que o processo venha a sofrer. Esse processo será

36
suprimido do Trabalho pois nessa caldeira os controladores já foram ajustados e estão com seu melhor desempenho.
Uma malha de controle baseada em realimentação com controlador PID tem uma resposta muito boa para a grande maioria dos processos industriais, mesmo apresentado uma característica negativa que é o fato do seu cálculo estar baseado no erro entre o setpoint e a variável de processo. Isso faz com que o cálculo de correção inicie sua atuação somente após a variável de processo ter sido afetada por distúrbios (CAMPOS e TEIXEIRA, 2010).
Estratégias de controle avançado são utilizadas para auxiliar o controle feedback na tarefa de manter a variável de processo o mais estável possível na seu ponto ótimo de operação. O nível de uma caldeira industrial é justamente uma dessas variáveis, onde desvios para cima ou baixo podem trazer consequências graves para a operação da caldeira, operação dos consumidores e até mesmo acidentes. Nessa ideia foram desenvolvidas estratégias de controle avançados como, por exemplo, o controle cascata. O objetivo do controle cascata é fazer com que distúrbios de alimentação do processo não perturbem ou pelo menos não afetem muito a variável de processo principal. Na caldeira consideramos distúrbios de alimentação variações que podem ocorrer na vazão de água de entrada do tubulão. Como exemplo uma variação na pressão de descarga da bomba de água, que vai afetar a vazão de água e consequentemente desbalancear o processo já que a energia de entrada será diferente da energia de saída (SENAI, 2010).
Figura 10 - Malha de controle cascata
Fonte: SMAR, 2003, p.39

37
Pela figura 10 temos que uma estratégia cascata envolve agora a operação de 2 controles tipo feedback onde o controlador de nível é chamado de controle primário ou mestre e o controlador de vazão é o controle secundário ou escravo. O controlador de nível irá trabalhar exatamente da mesma maneira como descrito no controle de realimentação. O controlador de vazão também faz um controle de realimentação da vazão de água de entrada da caldeira. O que esse controlador tem de especial é que seu ponto de referência (Setpoint) é ajustado de forma remota, ou seja, o setpoint vem do controlador de nível. Então o LIC irá comandar o FIC para que se consiga que o nível da caldeira fique no ponto de referência estabelecido. O FIC irá garantir que o valor de vazão de água que o LIC solicite será atendido.
Para compreendermos a vantagem do controle cascata, vamos supor o que o processo esteja estabilizado. Em dado momento temos uma perda de pressão na descarga da bomba por qualquer motivo. Ora se a pressão da bomba diminui, a vazão de água que passa pela abertura da válvula de controle que está fixa (processo estabilizado) também irá diminuir. Nesse momento o FIC percebe um erro entre a variável controlada (PV) e o ponto de referência (SP), calcula qual o valor da nova saída e comanda a válvula de controle para eliminar o distúrbio. Malhas de controle de vazão tem uma constante de tempo muito baixas (tempo de resposta muito rápido) da ordem de dois ou três segundos. Assim o FIC consegue fazer com que a vazão volte ao valor original antes do distúrbio num tempo muito pequeno. A consequência disso é que esse pequeno distúrbio na vazão de alimentação não seja sentido pela malha de controle de nível, até porque ela tem uma constante de tempo muito superior a vazão.
Se estivéssemos com uma malha de realimentação descrita anteriormente, a perda de pressão da bomba implicaria na diminuição da vazão de água e consequente diminuição do nível do tubulão visto que a vazão de vapor ficaria superior a vazão de entrada de água. Como descrito o LIC somente inicia sua correção com a presença de erro, que no caso seria o erro entre o SP e a PV. Percebe-se claramente que o nível do tubulão foi perturbado por uma variação de alimentação e o LIC irá eliminar esse distúrbio, porém o preço será que o nível ficará mais tempo e por uma amplitude maior fora do ponto de referência do que em relação ao controle cascata (BEGA, 2003).

38
Para compensarmos que distúrbios de saída de processo ou demanda afetem a estabilidade da variável controlada, lançamos mão do controle avançado chamado feedforward ou antecipatório.
Figura 11 – Malha de controle antecipatório
Fonte: SMAR, 2003, p.44 O controle avançado antecipatório pode ser observado na figura 11. Sua
estratégia pode ser compreendida se fizermos análises individuais das malhas que influenciarão a abertura da válvula de controle de alimentação de água (FV).
Os elementos LIT e LIC fazem o já descrito controle de realimentação que são essenciais para o objetivo final que é o controle de nível do tubulão em um valor seguro. Sabemos também que o algoritmo PID presente nos controladores de processo não é capaz de evitar grandes desvios do setpoint em função das perturbações, seja de entrada (alimentação) ou de saída (demanda).
Com o objetivo de minimizar estes desvios, pode ser interessante medir as principais perturbações e implementar um controle antecipatório ou feedforward. No caso da caldeira, o principal distúrbio de demanda é a vazão de vapor. A mesma é mensurada através do transmissor de vazão de vapor FIT.
A estratégia de controle é medir a perturbação e calcular uma compensação na variável manipulada da malha de retroalimentação, de forma a compensar os

39
efeitos desta perturbação na variável controlada. O sinal da vazão de vapor FIT bem como o sinal de saída do controlador de nível LIC são conectados a um somador FX e assim temos que o valor de abertura da válvula de controle será a soma dos dois componentes (BEGA, 2003).
Supondo um sistema em equilíbrio com o nível do tubulão no ponto de referência, uma vazão de vapor estável e consequentemente a válvula num determinado valor de abertura. Em dado momento a vazão de vapor sofre um acréscimo. Esse valor é recebido no somador que instantaneamente aumenta o valor de abertura da válvula de controle admitindo uma maior vazão de água de alimentação. Isso está correto, pois se a vazão de vapor aumenta, temos que aumentar a vazão de água para manter o equilíbrio do sistema.
Como as constantes de tempo da vazão de vapor e vazão de água são muito pequenas (da ordem de dois ou três segundos) e a constante de tempo do nível de um tubulão tem valores muito superiores (da ordem de trinta segundos ou mais), essa estratégia faz com que a variável controlada (nível do tubulão) não sofra distúrbios ou pelo menos que estes sejam minimizados.
Caso nosso controle fosse somente de realimentação, esse aumento da vazão de vapor somente seria sentido quando o nível do tubulão saísse do ponto de referência e então o controlador LIC faria a correção, mas com uma amplitude e tempo de desvio superior ao obtido com um controle antecipatório (SMAR, 2003).
Figura 12 - Estratégia de controle antecipatório
Fonte: CAMPOS e TEIXEIRA, 2010, p.209

40
De acordo com Campos “a vantagem do controle antecipatório é que ele permite compensar os efeitos das perturbações antes de elas perturbarem efetivamente e de forma considerável o processo.” (CAMPOS e TEIXEIRA, 2010, p.209).
Na figura 12, vemos que o controle antecipatório necessita de um modelo explícito do processo, mas ele não precisa ser perfeito, pois o controle com retroalimentação compensa os erros do modelo. Este controle em feedback também compensa os efeitos das outras perturbações que não são tão importantes e que não são medidas (CAMPOS e TEIXEIRA, 2010).
Nas condições de equilíbrio, a saída do somador variará basicamente em função do sinal recebido da medição da perturbação, uma vez que a temperatura estará no ponto de ajuste e a saída do TIC não está variando. Caso a temperatura saia do ponto de ajuste, a saída do controlador TIC variará e, consequentemente, a saída do somador passará a variar em função dos sinais recebidos do TIC e da medição da perturbação. Isto irá ocorrer até que o sistema volte às condições de equilíbrio, ou seja, até que a temperatura volte ao ponto de ajuste.(SENAI, 2010)
Para melhor entendimento do funcionamento e dos benefícios que o controle antecipatório exerce sobre a variável controlada, foram realizados ensaios em sistema de simulação de controle de processos. Os ensaios realizados demonstrarão a eficácia do controle antecipatório em relação a um controle somente de realimentação.
Na figura 13, temos o processo em estudo que é justamente o controle de nível do tubulão da caldeira e a malha de controle instalada é um controle de nível a três elementos, ou seja, a combinação de um controle de realimentação, um controle cascata e antecipatório. A apresentação das variáveis de processo se dá na forma de painel sinótico, com apresentação das variáveis em tempo real, e o painel de instrumentação, onde o operador pode definir valores de referência (setpoint), modo de controle (automático ou manual), valores de saída do controlador e finalmente os parâmetros de ajuste da resposta do controlador do algoritmo PID. Temos nesse sistema o ganho proporcional, tempo integral em minutos e o tempo derivativo em minutos. Nos ensaios esses valores não serão modificados para que o controle de realimentação tenha os mesmos pesos nas situações estudadas. Também não serão introduzidos distúrbios de alimentação para que o controle cascata não influencie nos resultados.

41
Figura 13 – Simulador de malha de controle antecipatório
Fonte: Autor

42
Partindo de um sistema estável, foram realizados 4 ensaios gerando distúrbios de saída ou de demanda em controle de nível somente de realimentação e em controle de nível antecipatório.
Figura 14 – Resposta de controle de realimentação com distúrbio de +10% na demanda
Fonte: Autor A apresentação do resultado como observado na figura 14 se dá na forma de
registrador gráfico digital, onde temos a seleção dos registros das variáveis do estudo. A linha verde representa o valor de referência do nível do tubulão (SP) e ela não é alterada durante os testes. O nível do tubulão (PV) é representado na cor vermelha e é nossa variável principal na análise. O valor de abertura da válvula de alimentação (MV) está na cor azul e o distúrbio de demanda é representado na cor preta. A figura 14 mostra a curva de resposta de um controle de nível somente por realimentação quando o processo sofre um distúrbio +10% na demanda.

43
Figura 15 - Resposta de controle antecipatório com distúrbio de +10% na demanda
Fonte: Autor A figura 15 mostra a curva de resposta de um controle de nível antecipatório
quando o processo sofre um distúrbio +10% na demanda. Já é possível observar que a válvula de controle nesse sistema é acionada
quase que simultaneamente ao distúrbio de demanda. Já no controle de realimentação a válvula inicia sua correção somente após o aparecimento do erro no nível do tubulão.
Realizando a análise dos dados do gráfico, chegamos nos seguintes valores:

44
Tabela 04 - Desempenho de controle com distúrbio de +10% de demanda Distúrbio de +10% na demanda Erro máximo Tempo de estabilização
Controle realimentação 3,25% 60" Controle antecipatório 1,31% 34"
Fonte: Autor Analisando os dados da tabela 4, temos um de desempenho do controle
antecipatório em relação ao de realimentação de 59,70% na redução do erro máximo apresentado na presença do distúrbio e uma redução de 43,33% no tempo de estabilização da variável controlada.
Figura 16 - Resposta de controle de realimentação com distúrbio de -30% na demanda
Fonte: Autor

45
A figura 16 mostra a curva de resposta de um controle de nível somente por realimentação quando o processo sofre um distúrbio -30% na demanda.
Figura 17 - Resposta de controle antecipatório com distúrbio de -30% na demanda
Fonte: Autor A figura 17 mostra a curva de resposta de um controle de nível com malha de
antecipação quando o processo sofre um distúrbio -30% na demanda.

46
Realizando a análise dos dados do gráfico, chegamos nos seguintes valores: Tabela 05 - Desempenho de controle com distúrbio de -30% de demanda
Distúrbio de -30% na demanda Erro máximo Tempo de estabilização Controle realimentação 9,38% 89" Controle antecipatório 3,34% 29"
Fonte: Autor Analisando os dados da tabela 05, temos um de desempenho do controle
antecipatório em relação ao de realimentação de 64,39% na redução do erro máximo apresentado na presença do distúrbio e uma redução de 67,41% no tempo de estabilização da variável controlada.
Um segundo teste de desempenho realizado com outro sistema de simulação pode ser observado na figura 18 e demonstra a eficácia do sistema antecipatório.
Figura 18 - Desempenho do controle antecipatório
Fonte: CAMPOS e TEIXEIRA, 2010, p.212

47
3.2 Controle de pressão da caldeira industrial
O controle de pressão da caldeira industrial tema do Trabalho tem uma estratégia de controle avançado chamada Controle de limites cruzados. Se trata de um controle cascata onde um controlador principal (mestre) irá comandar dois outros controladores de vazão de ar e combustível (escravos). Como essa estratégia tem aplicação direta em controle de combustão existe um elemento de cálculo de relação entre o ar e o combustível para garantir uma queima perfeita. Para completar a estratégia temos dois elementos que executam uma função chamada de passa baixo e outro de passa alto. Esses elementos na estratégia garantem que em qualquer condição de operação do controle, sempre teremos na fornalha da caldeira um excesso de ar, impedindo assim riscos de explosão (BEGA, 2003).
Figura 19 - Estratégia de controle de pressão em caldeira
Fonte: CAMPOS e TEIXEIRA, 2010, p.223 Na figura 19 temos o controle cascata entre o controlador mestre, que tem o
objetivo de controlar a pressão de vapor, e os dois controladores escravos de vazão de ar e combustível, que tem o objetivo de aumentar ou diminuir a combustão na fornalha e consequentemente modular a pressão do vapor.
48
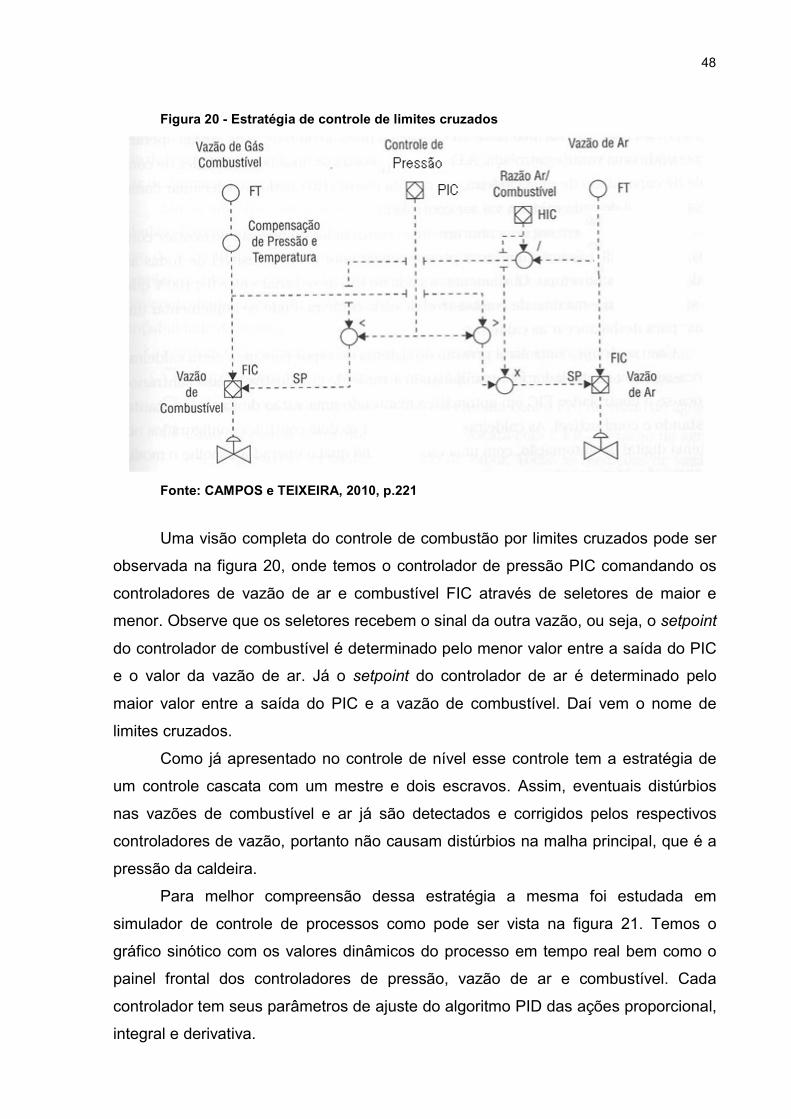
Figura 20 - Estratégia de controle de limites cruzados
Fonte: CAMPOS e TEIXEIRA, 2010, p.221 Uma visão completa do controle de combustão por limites cruzados pode ser
observada na figura 20, onde temos o controlador de pressão PIC comandando os controladores de vazão de ar e combustível FIC através de seletores de maior e menor. Observe que os seletores recebem o sinal da outra vazão, ou seja, o setpoint do controlador de combustível é determinado pelo menor valor entre a saída do PIC e o valor da vazão de ar. Já o setpoint do controlador de ar é determinado pelo maior valor entre a saída do PIC e a vazão de combustível. Daí vem o nome de limites cruzados.
Como já apresentado no controle de nível esse controle tem a estratégia de um controle cascata com um mestre e dois escravos. Assim, eventuais distúrbios nas vazões de combustível e ar já são detectados e corrigidos pelos respectivos controladores de vazão, portanto não causam distúrbios na malha principal, que é a pressão da caldeira.
Para melhor compreensão dessa estratégia a mesma foi estudada em simulador de controle de processos como pode ser vista na figura 21. Temos o gráfico sinótico com os valores dinâmicos do processo em tempo real bem como o painel frontal dos controladores de pressão, vazão de ar e combustível. Cada controlador tem seus parâmetros de ajuste do algoritmo PID das ações proporcional, integral e derivativa.

49
Figura 21 – Simulador de malha de controle de limites cruzados
Fonte: Autor

50
Figura 22 – Resposta de controle de malha de limite cruzados
Fonte: Autor Na figura 22 temos o gráfico de tendências obtido no simulador de controle de
limites cruzados. A linha vermelha é a variável principal no caso pressão, e ela deve ser mantida mais próxima e estável da linha verde, que é o setpoint. A linha azul e laranja representam respectivamente as vazões de ar e combustível. Finalmente a linha marrom é uma representação de um distúrbio de demanda inserido no processo.
Podemos observar que o controle cumpre seu papel em manter a variável estável no valor definido para o setpoint. As vazões de ar e combustível mantém uma determinada relação que garanta uma combustão completa. Quando simulado uma mudança de carga no processo, essa malha de controle, apesar de ser

51
complexa, somente começa a mudança dos valores de vazão de combustível e ar quando a variável controlada pressão sair do valor de referência definido pelo setpoint. Isso é facilmente entendido porque o controlador de pressão trabalha no regime de malha de realimentação ou feedback. Conforme apresentado no item 3.1, uma malha de controle do tipo realimentação somente inicia sua correção na presença do erro e o máximo que pode ser feito é um ajuste das ações de correção proporcional, integral e derivativa do algoritmo PID para que a variável volte o mais rápido e com menor desvio ao setpoint.
Nesse momento voltamos a lembrar o problema inicial dessa caldeira, que eram desarmes de segurança por pressão alta. Na análise realizada observou-se que a pressão aumentava devido a mudanças bruscas e de grande amplitude na vazão de vapor. O controle de combustão, quando iniciava sua correção, mesmo que extremamente agressiva, não conseguia que a caldeira diminuísse a pressão e de forma correta o sistema de segurança fazia o procedimento de desarme da caldeira.
Essa mudança brusca da vazão se dá devido a entrada/saída de consumidores que tem um comportamento de consumo do tipo tudo ou nada, ou seja, não é possível nesse processo controlar ou amenizar esse comportamento na vazão de vapor.
Outro detalhe que colabora para esse efeito é o fato da capacitância do tubulão superior da caldeira ser relativamente baixa, e assim, quando a vazão de vapor é modificada rapidamente a pressão da caldeira muda. Se a capacitância do tubulão fosse grande como a maioria das caldeiras industriais esses distúrbios poderiam ser absorvidos pelo próprio sistema. Não é o caso pois essa caldeira é uma caldeira de alta produção e para isso ser possível temos que ter capacitâncias reduzidas (BEGA, 2003).

52
4 MUDANÇA NA ESTRATÉGIA DE CONTROLE
Sintetizando o problema: a caldeira desarma por alta pressão. Essa alta pressão surge quando acontece um distúrbio brusco e de alta amplitude na vazão de vapor e não existe modo de evitar que isso ocorra devido à natureza dos consumidores dessa caldeira. A pressão é controlada pela malha de combustão de limites cruzados, que é sofisticada, porém não consegue evitar o que a pressão atinja os valores de segurança.
Fazendo uma comparação da pressão com o nível da caldeira, nota-se que mesmo com esses distúrbios na vazão de vapor o nível fica muito mais estabilizado do que a pressão, mesmo a vazão influenciando diretamente essas duas variáveis do processo da caldeira. Analisando as malhas de controle descritas nos itens 3.2 e 3.3 temos que a malha de controle de nível tem o controle antecipatório que justamente monitora os distúrbios de demanda e antecipa a correção do elemento final de controle antes que chegue a perturbar a variável principal.
A proposta para eliminação dos desarmes da caldeira será a inclusão de uma malha de controle antecipatório no controle de combustão da caldeira. Assim quando houver um distúrbio na vazão de vapor (demanda) a malha de controle instantaneamente irá atuar nas vazões de ar e combustível com a intenção de evitar o aumento de pressão. Relembrando que, como a malha de controle atual é puramente de realimentação o sistema somente reage quando a pressão já está aumentando e então as correções nas vazões já não surtem o efeito desejado.
4.1 Inclusão do controle antecipatório na malha de pressão Incluir um controle antecipatório na malha de controle de combustão significa
escolher uma ou mais variáveis que provocam distúrbios na variável controlada que no caso em estudo é a pressão da caldeira. Essa variável é fundamentalmente a vazão de vapor como demonstrado até o momento.
Então se o sistema de controle de pressão receber a informação em tempo real do comportamento da vazão de vapor, mudanças nessa variável podem ajudar o controle a evitar um aumento da pressão do vapor.
A malha de controle de nível foi apresentada neste Trabalho devido ao fato que a mesma tem o controle antecipatório e a variável significativa que causa

53
distúrbio é a vazão de vapor, então essa variável já está disponível no sistema de controle. 4.2 Levantamento de custos para mudança da estratégia de controle
A tecnologia utilizada no sistema de controle dessa caldeira é digital. Dessa forma, temos um computador industrial de processos executando todo o algoritmo de controle da malhas de nível e pressão.
Figura 23 - Controlador digital de processos
Fonte: SMAR, 2009, p.1.1 A figura 23 exibe o controlador digital de processos em uso na aplicação. Se
trata de um computador industrial com entradas que recebem sinais dos diversos sensores das variáveis de processo, como nível, pressão, vazão e saídas que comandam os elementos finais de controle como válvulas de controle e inversores de frequência. Uma vez que os sinais de campo estejam conectados ao controlador, o usuário podem livremente montar sua estratégia de controle baseada na programação do controlador, ou seja, toda a estratégia de controle é puramente software (SMAR, 2009).
O sensor de vazão de vapor já existe e está em uso pela malha de controle
54
de nível. Então a modificação proposta seria o compartilhamento dessa informação com a malha de controle de pressão criando um controle antecipatório.
Para execução dessa modificação, comissionamento, operação assistida e liberação para operação foi estimado um tempo de 10 horas, com um custo aproximado de R$ 1.800,00, o que é plenamente viável em relação às perdas geradas pela parada da caldeira e consequentemente de todo o parque fabril. 4.3 Edição da estratégia do sistema digital de controle
A linguagem de programação do controlador digital em uso na caldeira é baseada em blocos funcionais. Cada bloco representa uma função que na instrumentação analógica era um instrumento instalado em um painel de controle.
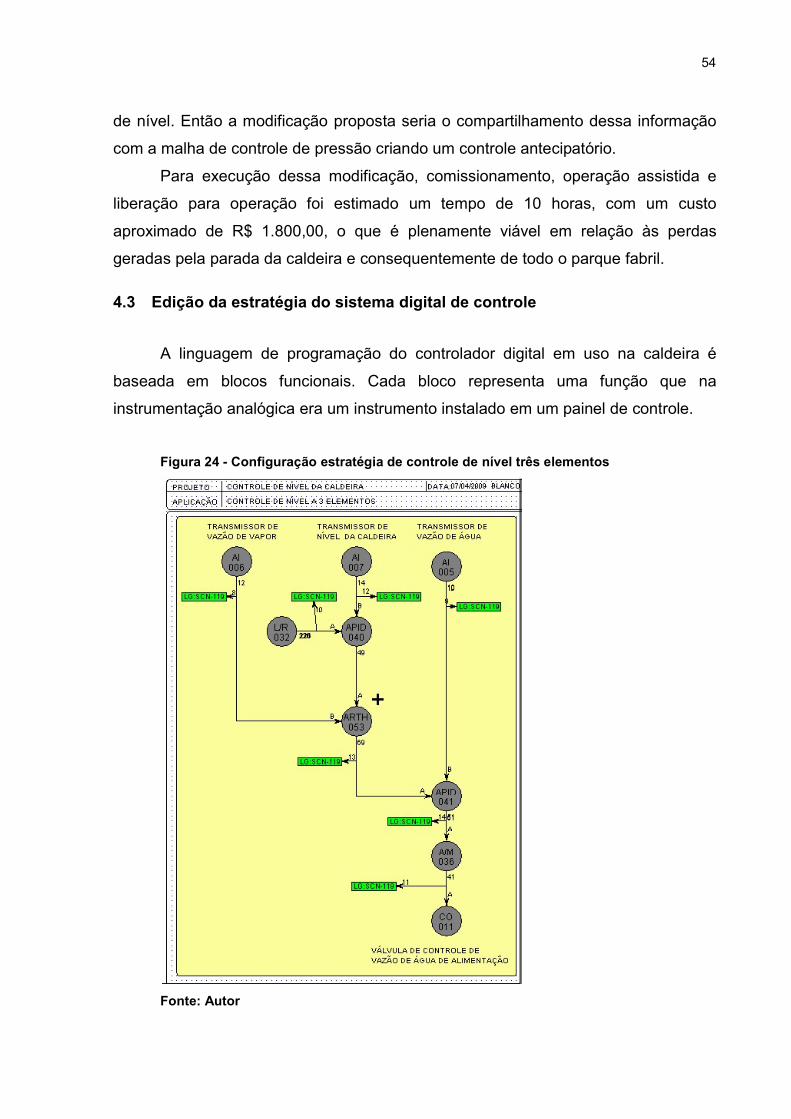
Figura 24 - Configuração estratégia de controle de nível três elementos
Fonte: Autor
55
Na figura 24, temos a configuração original do controle à tres elementos utilizada para o controle de nível da caldeira. Cada círculo é um bloco de função ou um instrumento virtual. Temos 3 blocos de entrada AI (Entrada analógica) que recebem os sinais vindos do sensores de nível, vazão de vapor e de água. Os 2 blocos APID (PID avançado) executam os algoritmos de controle e estão ligados em cascata. O bloco ARTH (Aritmético) recebe o sinal da vazão de vapor e juntamente com a saída do PID de nível gera o setpoint remoto para o controlador de vazão de água. CO (Saída de corrente) é o bloco de saída conectado no elemento final de controle que no caso é uma válvula de controle.
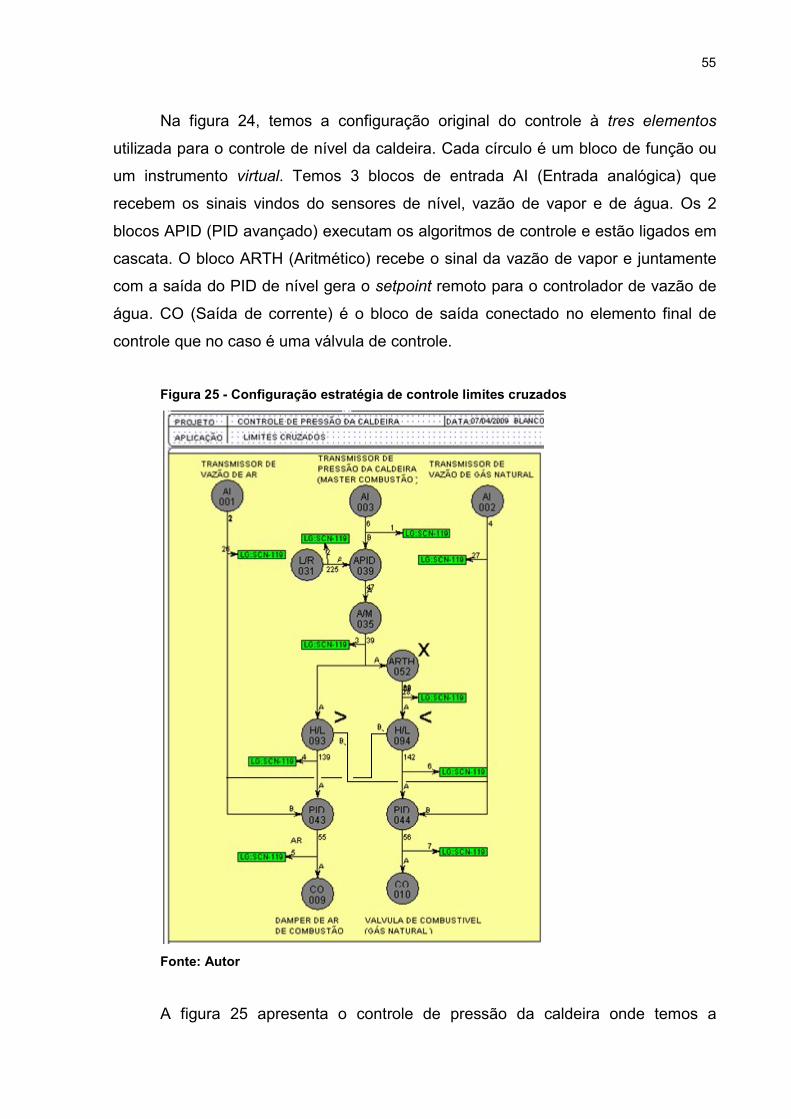
Figura 25 - Configuração estratégia de controle limites cruzados
Fonte: Autor A figura 25 apresenta o controle de pressão da caldeira onde temos a
56
estratégia de controle de limites cruzados entre o ar e o combustível. Aparecem 3 blocos AI (Entradas analógicas) com os sinais da pressão da caldeira, vazão de ar e de combustível. Temos os 3 controladores APID, sendo 1 mestre (pressão) e 2 escravos (vazão de ar e combustível). O bloco ARTH (Aritmético) calcula a relação entre ar e combustível e os blocos H/L (Seletor Alto Baixo) fazem o limite cruzado que garante que o sistema sempre opere com a relação segura na combustão. Os blocos CO (Saída corrente) comandam as válvulas de ar e combustível.
Figura 26 - Configuração da estratégia de controle de nível três elementos editada
Fonte: Autor A figura 26 exibe qual foi a edição necessária na malha de controle de nível. É

57
possível notar que somente foi criado um link com a informação da vazão de vapor para a estratégia de controle da pressão.
Figura 27 - Configuração da estratégia de controle limites cruzados editada
Fonte: Autor A edição da estratégia de controle de pressão esta apresentada na figura 27.
Foi criado um novo bloco ARTH (Aritmético) que recebe o sinal da saída do controlador de pressão e o link proveniente do controle de nível com a informação da vazão de vapor. A saída desse bloco somador é agora a nova referência para os

58
controladores escravos do sistema. O restante da configuração permaneceu inalterada.
Figura 28 - Sistema de controle limites cruzados com antecipatório
Fonte: Autor A malha de controle modificada pode ser vista na figura 28 no formato de
diagrama de instrumentação P&ID. A título de curiosidade a linguagem de programação de blocos de função foi criada baseada justamente nesse tipo de diagrama para facilitar a montagem de estratégias de controle por pessoas ligadas a área de controle de processos. 4.4 Comissionamento da nova estratégia de controle de pressão
Essa nova estratégia de controle foi criada e testada em ambiente de laboratório. Para a transferência (donwload) da aplicação para o controlador da caldeira não foi necessário a parada da caldeira, visto que o processo de transferência é do tipo online. Esse processo levou em torno de 10s.
No controle de nível não houve nenhum tipo de impacto, visto que a

59
estratégia ficou inalterada. No controle de pressão houve um pequeno distúrbio pela entrada do controle antecipatório e logo o sistema entrou em equilíbrio.
O ponto chave do teste agora foi esperar distúrbios significativos na vazão de vapor para validar a eficácia do controle antecipatório. Ao longo do dia foram registrados distúrbios na vazão de vapor semelhantes aos que ocasionavam o desarme da caldeira, mas agora, com o controle antecipatório em operação, ficava visível o corte de combustível e ar antes que a pressão iniciasse sua subida e que no final acabava nem acontecendo ou acontecendo de maneira branda e nesse momento o controle de realimentação comandado pelo PIC garantia que a variável de pressão voltasse ao ponto de referência original do sistema.
Figura 29 – Estratégia final de controle do nível e pressão da caldeira
Fonte: Autor A figura 29 resume como ficaram as estratégias de controle de nível e
pressão da caldeira após a validação das modificações implementadas.

60
5 CONCLUSÃO
O presente Trabalho pretendeu demonstrar que uma malha de controle avançado do tipo limites cruzados, que tem uma natureza complexa em relação a uma malha simples do tipo realimentação, também tem suas limitações de desempenho se o distúrbio for de natureza de demanda. Nesse sentido ele tem a mesma eficácia que um controle de realimentação ou feedback.
Então porque os controles de pressão de caldeiras do tipo limites cruzados não tem o controle antecipatórios já implementados em sua estratégia? Acredito que a resposta a isso seja o fato que variações na vazão de vapor não serem tão abruptas como no cenário apresentado nesta indústria. Tampouco a sensibilidade da pressão dessa caldeira em relação aos distúrbios da vazão.
Assim sendo, qual o ganho de se ter um controle antecipatório em uma malha que não iria se beneficiar dessa estratégia? A resposta é nenhum, já que, muito pelo contrário, teria um custo de projeto maior em função da aquisição de sensores, custo de configuração da estratégia de controle e tempo de otimização da malha (pois teríamos uma estratégia a mais).
Controles avançados tipo cascata, antecipatório vem a contribuir na melhoria do controle de processos quando malhas do tipo realimentação ficam limitadas por distúrbios de alimentação ou demanda. O interessante é o conceito da malha e saber que ela pode ser implementada em qualquer processo que necessite de uma melhor estabilidade, seja pela qualidade do produto final, seja pela segurança do equipamento e principalmente seja pela proteção ao ser humano.

61
6 REFERÊNCIAS BIBLIOGRÁFICAS
ABNT, Associação brasileira de normas técnicas. NR13 – Caldeiras e vasos de pressão. São Paulo, 2004. BEGA, Egidio Alberto. Instrumentação aplicada ao controle de caldeiras. São Paulo: Interciencia, 2003.
CAMPOS, M. C. M. M.; TEIXEIRA, H. C. Controles típicos de equipamentos e processos industriais. São Paulo: Blucher, 2010. DELMEE, Gerard Jean. Manual de medição de vazão. São Paulo: Blucher, 2003. ISA, International society of automation. ISA 91.00.01 - Sistemas de paradas de emergência e controles críticos de segurança. São Paulo, 2001. ______. ISA 5.1 – Instrumentação – símbolos e identificação. São Paulo, 2009. SENAI, Serviço nacional de aprendizagem industrial. Processos Industriais. São Paulo, 2004. ______. Controle de processos industriais. São Paulo, 2010. SMAR, Equipamentos industriais ltda. Automação na área de geração de vapor - Caldeiras. Sertãozinho, 2003. ______. Manual do controlador digital CD600P. Sertãozinho, 2009.

62
ANEXO – Declaração de autoria
Declaração
Eu, Roberto Blanco Lorenzo, devidamente matriculado no curso de pós-graduação em Engenharia de manutenção da UNIP-Universidade Paulista, matrícula número 9309081, declaro a quem possa interessar e para todos os fins de direito que: a. Sou o legítimo autor do Trabalho de conclusão de curso cujo título é: Otimização do controle da pressão em caldeira industrial. b. Respeitei, a legislação vigente de direitos autorais, em especial citando sempre as fontes que recorri para transcrever ou adaptar textos produzidos por terceiros. Declaro-me ainda ciente que se for apurada a falsidade das declarações acima, o TCC será considerado nulo e o certificado de conclusão de curso/diploma porventura emitido será cancelado, podendo a informação de cancelamento ser de conhecimento público. Por ser verdade, firmo a presente declaração
Santos, 20 de agosto de 2014.
_________________________________ Roberto Blanco Lorenzo