ministÉrio da defesa exÉrcito brasileiro …transportes.ime.eb.br/dissertaÇÕes/dissertaÇÃo...
TRANSCRIPT

MINISTÉRIO DA DEFESA
EXÉRCITO BRASILEIRO
DEPARTAMENTO DE CIÊNCIA E TECNOLOGIA
INSTITUTO MILITAR DE ENGENHARIA
CURSO DE MESTRADO EM ENGENHARIA DE TRANSPORTES
RENATA CRISTINA DO CARMO
PROCEDIMENTO PARA IMPLANTAÇÃO DE GERENCIAMENTO DO ATRITO EM UMA FERROVIA
Rio de Janeiro
2012
INSTITUTO MILITAR DE ENGENHARIA
RENATA CRISTINA DO CARMO
PROCEDIMENTO PARA IMPLANTAÇÃO DE GERENCIAMENTO DO ATRITO EM UMA FERROVIA
Dissertação de Mestrado apresentada ao Curso de Mestrado em Engenharia de Transportes do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Engenharia de Transportes. Orientadores: Prof. Luiz Antônio Silveira Lopes - D.Sc. e Profa. Vânia Barcellos Gouvêa Campos - D.Sc.
Rio de Janeiro
2012
c 2012
INSTITUTO MILITAR DE ENGENHARIA
Praça General Tibúrcio, 80 – Praia Vermelha
Rio de Janeiro – RJ CEP: 22.290-270
Este exemplar é de propriedade do Instituto Militar de Engenharia, que poderá
incluí-lo em base de dados, armazenar em computador, microfilmar ou adotar
qualquer forma de arquivamento.
É permitida a menção, reprodução parcial ou integral e a transmissão entre
bibliotecas deste trabalho, sem modificação de seu texto, em qualquer meio que
esteja ou venha a ser fixado, para pesquisa acadêmica, comentários e citações,
desde que sem finalidade comercial e que seja feita a referência bibliográfica
completa.
Os conceitos expressos neste trabalho são de responsabilidade do(s) autor(es) e
do(s) orientador(es).
625.1 Carmo, Renata Cristina do. C287p Procedimento para Implantação de Gerenciamento do Atrito em uma
Ferrovia / Renata Cristina do Carmo; orientada por Luiz Antônio Silveira Lopes – Rio de Janeiro: Instituto Militar de Engenharia, 2012.
100 p.: il.
Dissertação (mestrado) – Instituto Militar de Engenharia – Rio de
Janeiro, 2012.
1. Engenharia de Transportes – teses, dissertações. 2. Transporte Ferroviário - Gerenciamento do atrito. 3. Ferrovias – Gerenciamento do atrito. I. Lopes, Luiz Antônio S. II. Procedimento para Implantação de Gerenciamento do Atrito em uma Ferrovia. III. Instituto Militar de Engenharia.
CDD 625.1
2

INSTITUTO MILITAR DE ENGENHARIA
RENATA CRISTINA DO CARMO
PROCEDIMENTO PARA IMPLANTAÇÃO DE GERENCIAMENTO DO ATRITO EM UMA FERROVIA
Dissertação de Mestrado apresentada ao Curso de Mestrado em Engenharia de Transportes do Instituto Militar de Engenharia, como requisito parcial para a obtenção do título de Mestre em Ciências em Engenharia de Transportes.
Orientadores: Prof. Luiz Antônio Silveira Lopes - D.Sc.
Profa Vânia Barcellos Gouvêa Campos - D.Sc.
Aprovada em 16 de Março de 2012 pela seguinte Banca Examinadora:
Prof. Luiz Antônio Silveira Lopes - D.Sc. do IME – Presidente
Profa Vânia Barcellos Gouvêa Campos – D.Sc. do IME
Prof. Marcelo Prado Sucena – D.Sc. do IME
Prof. Raul de Bonis Almeida Simões – D. Sc. da COPPE/ UFRJ
Rio de Janeiro
2012
3

Dedico este trabalho a Deus, aos meus pais,
Mauro e Lúcia, e à minha irmã Paula.
4

5
AGRADECIMENTOS
Agradeço a Deus por sempre iluminar meu caminho e por ter me dado a
oportunidade de chegar a conclusão de mais esta etapa.
Ao Instituto Militar de Engenharia, pela excelência do corpo docente e
dependências. Foi uma honra poder estudar nesta instituição.
Ao Professor Silveira Lopes, pelo apoio, incentivo, orientação e por sempre
confiar no meu trabalho e no meu potencial. Sua paixão pela ferrovia é inspiradora e
contagiante.
À Professora Vania em especial, pelas valiosas contribuições e conselhos. Seu
incentivo e participação foram extremamente importantes para a finalização deste
trabalho.
Em especial aos professores Marcelo Sucena e Raul Simões, membros da
banca, pela gentileza em aceitar o convite para examinar este trabalho.
A todos os professores, funcionários e alunos do Curso de Mestrado em
Engenharia de Transportes que contribuíram para a realização desta dissertação.
Em especial, ao Sgt Oazem, pela ajuda enquanto eu estava distante.
À Adriana Oliveira pela ajuda indispensável na reta final da realização deste
trabalho. Seu apoio tornou esta difícil etapa mais suave.
À MRS Logística por permitir que esse trabalho fosse realizado e concluído.
Ao National Research Council Canada pela oportunidade única de aprendizado.
À equipe da CH Vidon, em especial ao Felipe Vidon, pelas informações
importantes e trabalho impecável.
À minha família por influenciarem, diretamente ou indiretamente, às minhas
melhores conquistas e neste período de finalização desta dissertação.
Aos meus pais e à minha irmã, pelo apoio incondicional, dedicação e amor em
toda a minha vida. Pelo incentivo para a realização deste trabalho e pela
compreensão das minhas decisões, eu agradeço a vocês e dedico esta conquista.
Agradeço, enfim, a todos que de alguma forma contribuíram para esta
realização.

6
SUMÁRIO
LISTA DE ILUSTRAÇÕES .......................................................................................... 9
LISTA DE TABELAS ................................................................................................. 12
LISTA DE SÍMBOLOS ............................................................................................... 12
LISTA DE SIGLAS ..................................................................................................... 14
LISTA DE EQUAÇÕES ............................................................................................. 15
1 INTRODUÇÃO................................................................................................ 18
1.1 Considerações Iniciais .................................................................................... 18
1.2 Objetivo .......................................................................................................... 20
1.3 Justificativa e Relevância ............................................................................... 20
1.4 Estrutura ........................................................................................................ 21
2 GERENCIAMENTO DO ATRITO .................................................................. 22
2.1 Definição ........................................................................................................ 22
2.1.1 Lubrificante .................................................................................................... 23
2.1.2 Modificador de atrito ...................................................................................... 24
2.1.3 Lubrificantes x Modificadores de atrito .......................................................... 25
2.2 Objetivos do gerenciamento do atrito ............................................................. 26
2.3 Impacto do gerenciamento do atrito ............................................................... 27
2.3.1 Desgaste de trilho .......................................................................................... 27
2.3.2 Consumo de energia (combustível) ............................................................... 28
2.3.3 Ruído.............................................................................................................. 29
2.3.4 Rolling Contact Fatigue (RCF) ....................................................................... 30
2.3.5 Forças Laterais .............................................................................................. 31
2.3.6 Desgaste de roda ........................................................................................... 31
2.3.7 Fixação E dormentação ................................................................................. 32
2.4 Métodos de aplicação .................................................................................... 33
2.4.1 Wayside ......................................................................................................... 33
2.4.2 Onboard ......................................................................................................... 34
2.4.2.1 Locomotiva .................................................................................................... 34

7
2.4.2.2 Vagão... ......................................................................................................... 35
2.4.2.3 Rodoferroviário .............................................................................................. 36
2.5 Métodos de mensuração de resultados ......................................................... 37
2.5.1 Tribômetro manual......................................................................................... 37
2.5.2 Tribômetro de alta velocidade ....................................................................... 38
2.5.3 L/V...................................................................................................................39
2.5.4 Miniprof...........................................................................................................40
2.6 Espaçamento entre os equipamentos wayside .............................................. 41
3 PROCEDIMENTO PARA IMPLANTAÇÃO DO GERENCIAMENTO DO
ATRITO ........................................................................................................... 46
3.1 Considerações iniciais .................................................................................... 46
3.2 Etapas Propostas ............................................................................................ 46
3.3 Fluxograma ..................................................................................................... 50
4 PROCEDIMENTO DE APLICAÇÃO E ANÁLISE .......................................... 52
4.1 Considerações iniciais .................................................................................... 52
4.2 Tipo de aplicação ............................................................................................ 52
4.3 Descrição do trecho piloto ............................................................................... 53
4.4 Localização dos equipamentos ....................................................................... 56
4.5 Linha de base ................................................................................................. 66
4.6 Aplicação MRS Logística ................................................................................ 72
4.6.1 Instalações ..................................................................................................... 75
5 RESULTADOS ............................................................................................... 82
5.1 Resultados MRS – Projeto global ................................................................... 82
5.2 Resultados MRS – Trecho Piloto .................................................................... 84
5.3 Outros Benefícios Esperados ......................................................................... 91
6 CONCLUSÕES E RECOMENDAÇÕES ......................................................... 92
6.1 Conclusões ..................................................................................................... 92
6.2 Recomendações ............................................................................................. 95

8
7 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................. 97
9
LISTA DE ILUSTRAÇÕES
FIG 1.2 Trilhos com desgaste, amassamento e formação de fissuras. .............. 19
FIG 1.3 Desgaste em trilho externo. ................................................................... 19
FIG 2. 1 Índices ideais de COF para o trilho interno e externo ............................ 27
FIG 2. 2 Desgaste típico de trilhos externo (Outer) e interno (Inner) em uma
curva............................................................................................. ......... 28
FIG 2. 3 Redução do ruído com a aplicação de modificador de atrito (TOR friction
modifier)................................................................................................. 30
FIG 2. 4 Resultado da ação da força lateral ........................................................ 32
FIG 2. 5 Barra aplicadora GF e TOR ................................................................... 33
FIG 2. 6 Exemplo de aplicação TOR em locomotiva ........................................... 35
FIG 2. 7 Sistema de aplicação TOR montado em vagão de minério na ferrovia
Cartier Railway ...................................................................................... 36
FIG 2. 8 Veículo rodoferroviário utilizado na Spoornet (esquerda) – Detalhe do
aplicador na face de bitola (direita) ........................................................ 37
FIG 2. 9 Tribômetro manual em operação em uma ferrovia Canadense
(esquerda) e na MRS Logística (direta) ................................................. 38
FIG 2. 10 Tribômetro de alta velocidade engatado em veículo rodoferroviário. .... 39
FIG 2. 11 Site L / V instalado na MRS Logística .................................................... 40
FIG 2. 12 Miniprof em uso na MRS Logística. ....................................................... 41
FIG 2. 13 Tela do Miniprof com medições realizadas, em vermelho, e perfil de
comparação, em azul. ........................................................................... 41
FIG 3. 1 Inspeção dos Possíveis Pontos de Instalação ....................................... 48
FIG 3. 2 Procedimento de implantação do Gerenciamento do Atrito em uma
Ferrovia ................................................................................................. 51
FIG 4. 1 Comparativo entre os equipamentos Protector IV GF e TOR ................ 53
FIG 4. 2 Produção Anual em Milhões de Toneladas Útil da MRS Logística ........ 54
FIG 4. 3 Esquema de linhas da MRS Logística ................................................... 55
FIG 4. 4 Esquema da MRS com as subdivisões por Coordenações. Em destaque
as Coordenações de Via Permanente de Pinheiral e Barra do Piraí ..... 56
FIG 4. 5 Ponto de instalação no km 139, poste 10 .............................................. 60

10
FIG 4. 6 Ponto de instalação no km 139, poste 08 .............................................. 60
FIG 4. 7 Ponto de instalação no km 136, poste 22 .............................................. 61
FIG 4. 8 Ponto de instalação no km 131, poste 07 .............................................. 61
FIG 4. 9 Ponto de instalação no km 131, poste 03 .............................................. 62
FIG 4. 10 Ponto de instalação no km 126, poste 03 .............................................. 62
FIG 4. 11 Ponto de instalação no km 122, poste 05 .............................................. 63
FIG 4. 12 Ponto de instalação no km 122, poste 03 .............................................. 63
FIG 4. 13 Ponto de instalação no km 119, poste 05 .............................................. 64
FIG 4. 14 Ponto de instalação no km 115, poste 18 .............................................. 64
FIG 4. 15 Ponto de instalação no km 115, poste 06 .............................................. 65
FIG 4. 16 Coeficiente de atrito no trecho em estudo ............................................. 72
FIG 4. 17 Esquema de posicionamento dos equipamentos .................................. 73
FIG 4. 18 Caminhão de linha carregando equipamentos e equipamento
posicionado ao lado da linha ................................................................. 73
FIG 4. 19 Exemplo de instalação, com base de dormentes e conduítes plásticos
protegendo as mangueiras .................................................................... 74
FIG 4. 20 Aplicador TOR – Km 115 P6 ................................................................. 76
FIG 4. 21 Lubrificador eletrônico – Km 115 P18 .................................................... 77
FIG 4. 22 Aplicador TOR – Km 119 P9 ................................................................. 77
FIG 4. 23 Aplicador TOR – Km 122 P3 ................................................................. 78
FIG 4. 24 Lubrificador eletrônico – Km 122 P5 ...................................................... 78
FIG 4. 25 Aplicador TOR – Km 126 P3 ................................................................. 79
FIG 4. 26 Aplicador TOR – Km 131 P3 ................................................................. 79
FIG 4. 27 Lubrificador eletrônico – Km 131 P7 ...................................................... 80
FIG 4. 28 Aplicador TOR – Km 136 P22 ............................................................... 80
FIG 4. 29 Aplicador TOR – Km 139 P8 ................................................................. 81
FIG 4. 30 Lubrificador eletrônico – Km 139 P10 .................................................... 81
FIG 5. 1 Esquemático da linha da MRS – Pontos de monitoramento utilizados .. 83
FIG 5. 2 Taxa de desgaste vertical dos trilhos por tipo de perfil e local ............... 83
FIG 5. 3 Taxa de desgaste vertical por MGT ....................................................... 84
FIG 5. 4 Coeficiente de atrito ............................................................................... 86
FIG 5. 5 Comparação do COF na fase sem (abr/11) e com lubrificação (Dez/11)
.............................................................................................................. 87

11
FIG 5. 6 Ângulo máximo de esmerilhamento utilizado na MRS ........................... 89
FIG 5. 7 Resultados: Desgaste Lateral ................................................................ 90
FIG 5. 8 Resultado encontrado na Curva do km 85 ............................................ 91

12
LISTA DE TABELAS
TAB 2. 1 Comparação entre lubrificantes e modificadores de atrito ...................... 26
TAB 4. 1 Posicionamento inicial proposto ............................................................. 58
TAB 4. 2 Quadro final com o posicionamento dos equipamentos ......................... 65
TAB 4. 3 Curvas monitoradas ................................................................................ 67
TAB 4. 4 Resultados da medição com o Miniprof .................................................. 67
TAB 4. 5 Classificação dos trilhos em função do coeficiente de atrito medido ...... 70
TAB 4. 6 Resultados de medição do COF ............................................................. 71
TAB 4. 7 Data de aplicação dos equipamentos ..................................................... 75
TAB 5. 1 Resultados de medições com o Tribômetro ........................................... 85
TAB 5. 2 Comparativo dos resultados com e sem gerenciamento do atrito .......... 90

13
LISTA DE SÍMBOLOS
LETRAS ROMANAS
C - Extensão da Curvatura
S - Fração da Extensão das tangentes
G - Fator utilizado se diferentes lubrificantes forem utilizados
R - Efeito do Raio da Curvatura
P - Utilização de diferentes barras de aplicação
T - Direção do Tráfego
L - Tamanho do truque das locomotivas
A - Carga por eixo
AS - Carga por eixo habitual
n - Fração de vagões com carga por eixo inferior ou igual ao habitual
AM - Máxima carga por eixo
V - Velocidade
M - Truques desalinhados
BR - Frenagem do trem
BG - Truques

14
LISTA DE SIGLAS
ABNT Associação Brasileira de Normas Técnicas
AMV Aparelho de Mudança de Via
AREMA (American Railway Engineering and Maintenance) – Associação
Americana de Engenharia e Manutenção Ferroviária
BNSF Burlington Northen Santa Fe
CD (Canadian Dollar) – Dólar Canadense
CN Canadian National
COF Coeficiente de Atrito
CP Canadian Pacific
FAST (Facility for Accelerated Service Testing) – Facilidade para Testar o
Serviço Acelerado
FM (Friction Modifier) – Modificador de Atrito
FRA (Federal Railway Administration) – Administração Ferroviária Federal
GF (Gage Face) – Face de Bitola
IHHA (International Heavy Haul Association) – Associação Internacional de
Ferrovias de Carga
ISI Instrumentation Services Inc
NRC (National Reserach Council) – Conselho Nacional de Pesquisa
MGT Milion Gross Tone
MTBT Milhão de Tonelada Bruta Transportada
TOR (Top of Rail) – Topo do Trilho
TTCI (Transportation Technology Center Inc.) – Centro de Tecnologia em
Transportes
RPM (Remote Performance System) – Sistema de Monitoramento Remoto
RCF (Roulling Contact Fatigue) – Fadiga de Contato de Rolamento
RFFSA Rede Ferroviária Federal S. A.
SR Superintendência Regional
PN Passagem de Nível
VP Via Permanente

15
LISTA DE EQUAÇÕES
EQ 2.1 Número de Koker ...................................................................................... 43
EQ 2.2 Carga por eixo ........................................................................................... 44
16
RESUMO
Esta dissertação tem como objetivo analisar as melhores práticas para implementação do gerenciamento do atrito e apresentar uma proposta de modelo de aplicação e análise de resultados. A metodologia será aplicada em um trecho piloto na ferrovia MRS Logística os resultados encontrados serão verificados.
Gerenciamento do atrito é o processo de controlar o coeficiente de atrito existente no contato roda/trilho para atingir valores mais apropriados para a operação ferroviária e os melhores índices de desgaste, forças laterais em curvas e economia de combustível (SROBA, 2001).
Sendo assim, o Gerenciamento do atrito é o controle do atrito em duas partes distintas da interface roda-trilho através da lubrificação da face de bitola do trilho e flange das rodas e o controle do atrito no topo do trilho e na banda de rodagem das rodas. A lubrificação face de bitola/flange das rodas requer um lubrificante de alta qualidade, sólido ou líquido; enquanto o controle do atrito no topo do trilho requer modificadores de atrito, também sólidos ou líquidos. A diferença entre lubrificante e modificador de atrito é conceitual, enquanto o lubrificante reduz o coeficiente de atrito a níveis mínimos; o modificador de atrito controla o atrito a níveis considerados ideais, que não interferem na tração e frenagem dos trens.
O trilho é um ativo que representa altos custos para uma ferrovia e por isso é um dos alvos principais da manutenção. O grande crescimento do transporte previsto implica numa ocupação cada vez maior da malha ferroviária e faz com que as ferrovias busquem a otimização dos recursos. Para suportar este crescimento são necessários investimentos em técnicas que otimizem os custos de manutenção, aumentem a vida útil dos ativos e reduzindo as paralisações para manutenção.
O exemplo de sucesso de outras ferrovias, entre elas a Canadian Pacific Railway na utilização do gerenciamento do atrito fez com que as ferrovias brasileiras buscassem a implementação desse conceito em suas linhas. Dessa forma foram utilizados equipamentos para controle da fricção no topo do trilho (Top of Rail – TOR) em conjunto com a lubrificação na face de bitola (Gauge Face – GF).
O Gerenciamento do Atrito é uma tecnologia de sucesso com resultados comprovados para mitigar impactos do aumento da demanda reduzindo os esforços do atrito no contato roda/trilho, correspondendo a uma redução do desgaste de trilhos, redução da força lateral e da relação L/V, menor consumo de combustível, redução de rolling contact fatigue (RCF), ruído e degradação da estrutura ferroviária, com aumento da vida de útil de dormentes e fixação.
Um trecho piloto na ferrovia brasileira MRS Logística foi definido e as soluções avaliadas foram colocadas em prática. A avaliação baseou-se nos métodos de avaliação mais conhecidos na área, como o perfilômetro digital Miniprof e o Tribômetro Manual. Após o levantamento dos resultados, será feita a avaliação dos ganhos reais e potencias com a implantação eficiente do gerenciamento do atrito em uma ferrovia de carga.
A avaliação dos benefícios que podem ser atingidos com a mitigação dos danos potenciais causados pelo aumento da produção no modelo operacional específico utilizado pela MRS Logística pode ser extrapolada para outras ferrovias brasileiras que operam em situação semelhante.
17
ABSTRACT
This dissertation proposes an analysis of the best practices for implementation of Friction Management, an application model and benefits measurements. The proposal model will be applied on a test site at the Brazilian Railway MRS Logística and the benefits will be quantified.
Friction Management is the process of controlling the frictional properties on all rail surfaces contacted by wheels to achieve the best balance between wear, lateral forces in curves, and fuel efficiency (SROBA, 2001).
Friction management is the control of the wheel/rail interface using gage face lubrication and top of rail friction control. Gage face lubrication uses high quality lubricant, liquid or solid; top of rail friction control uses a friction modifier, liquid or solid. The difference between lubricants and friction modifiers is conceptual, lubricants can make minimum friction coefficient levels; friction modifiers control the friction coefficient at ideal levels, which don’t interfer on traction or train brakes.
Rail represents high costs for a railroad and is one of the main items of maintenance. The increasing of transportation means a high occupancy of tracks and made railroads look for resources optimization. To support this increasing, investments on new techniques are necessary to decrease the maintenance costs, increase resources life and reduce the maintenance time.
The successfull case of other railroads, like Canadian Pacific Railway, of Friction Management implementation, was used as example for Brazilian railroads. Top of Rail (TOR) friction control and gage face (GF) lubrication was applied. Friction management is a key technology that has been identified to mitigate the impacts of increased demand by reducing wheel/rail stresses, corresponding rail wear, forces and L/V ratios, energy consumption, rolling contact fatigue, noise and track structure degradation increasing sleepers and fastening life.
A test site at Brazilian railroad MRS Logística was set and the best practices evaluated were applied. The test site was evaluated with the use of rail profilometer and a hand push tribometer. The results will be analyzed and the benefits measured to prove the efficiency of Friction Management on a heavy haul railroad.
This has allowed for a systematic evaluation of the benefits that can be achieved in mitigating the potentially damaging impacts of higher tonnage operations under the specific environmental and operating conditions that are unique to MRS Logística and can be generally reflective of similar Brazilian heavy haul.
18
1 INTRODUÇÃO
1.1 CONSIDERAÇÕES INICIAIS
A lubrificação de trilhos com aplicação de graxa diretamente na face de bitola
dos trilhos ferroviários tem sido usada por mais de 100 anos de acordo com a
literatura. O objetivo principal desta prática era aumentar a vida útil dos trilhos nas
grandes ferrovias de carga.
Nos últimos 25 anos a indústria ferroviária tem desenvolvido estudos sobre
gerenciamento de atrito. Os conceitos utilizados evoluíram, assim como os materiais
utilizados, equipamentos de aplicação e mensuração de resultados.
Conceitos como controle da fricção no topo do trilho (Top of Rail – TOR) foram
desenvolvidos e aplicados. Em conjunto com a lubrificação na face de bitola (Gage
Face – GF), essa metodologia conhecida como gerenciamento de atrito tem atingido
resultados consideráveis em grandes ferrovias, principalmente no Canadá e nos
Estados Unidos.
Gerenciamento do atrito é o processo de controlar o coeficiente de atrito
existente no contato roda/trilho para atingir valores mais apropriados para a
operação ferroviária e os melhores índices de desgaste, forças laterais em curvas e
economia de combustível (SROBA, 2001).
As ferrovias no Brasil estão se desenvolvendo. FREITAS et al., 2010, diz que
após a privatização, solução encontrada pelo governo federal para revitalizar o setor,
é indiscutível que a malha ferroviária brasileira atravessa uma época de melhoria e
expansão através de investimentos por parte das concessionárias, já que os trilhos
são a principal forma de deslocamento para as grandes tonelagens de produtos em
longas distâncias e, portanto, levam a maior parte da produção nacional de
commodities até os portos, gerando riqueza e crescimento ao país.
A expansão do transporte ferroviário significa que as ferrovias brasileiras estão
cada vez mais solicitadas, fazendo com que os intervalos para manutenção sejam
cada vez mais escassos. Para que o crescimento seja sustentável, as empresas
ferroviárias devem buscar soluções que otimizem os recursos. Dessa forma, as
19
interferências para manutenção serão menores, e com o aumento da vida útil dos
ativos, os custos da manutenção serão reduzidos.
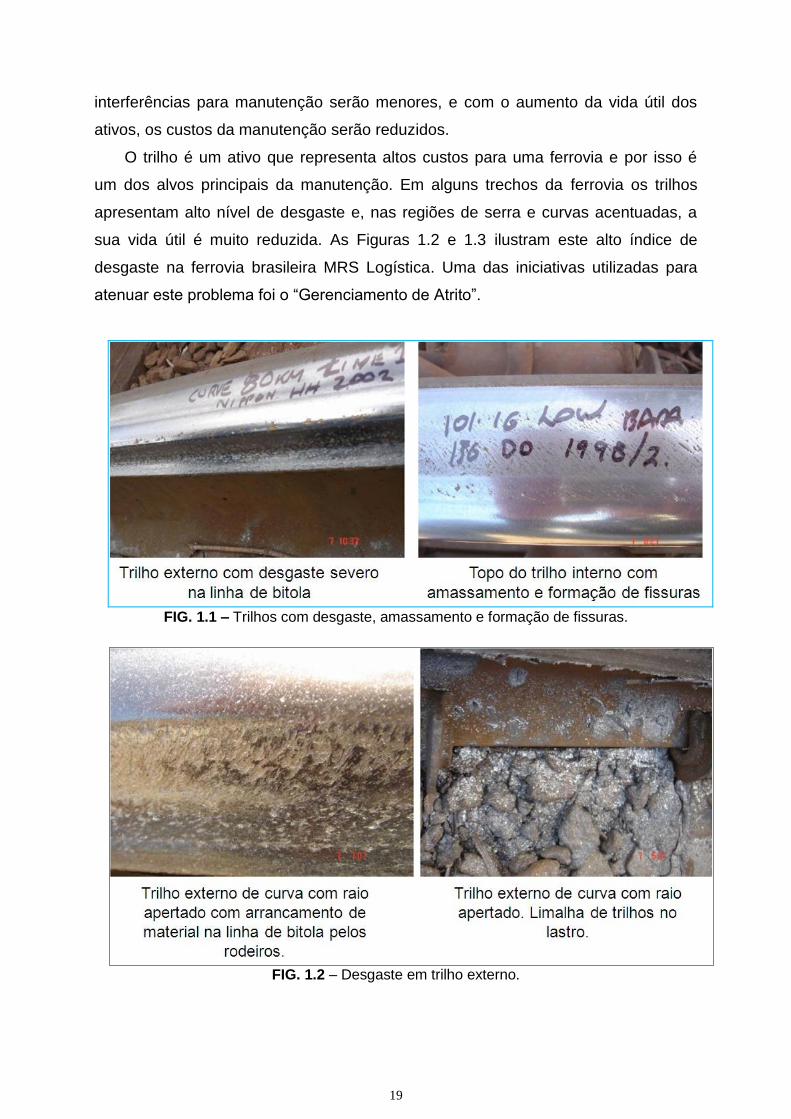
O trilho é um ativo que representa altos custos para uma ferrovia e por isso é
um dos alvos principais da manutenção. Em alguns trechos da ferrovia os trilhos
apresentam alto nível de desgaste e, nas regiões de serra e curvas acentuadas, a
sua vida útil é muito reduzida. As Figuras 1.2 e 1.3 ilustram este alto índice de
desgaste na ferrovia brasileira MRS Logística. Uma das iniciativas utilizadas para
atenuar este problema foi o “Gerenciamento de Atrito”.
FIG. 1.1 – Trilhos com desgaste, amassamento e formação de fissuras.
FIG. 1.2 – Desgaste em trilho externo.
20
1.2 OBJETIVO
Esta dissertação tem como objetivo analisar as melhores práticas para
implementação do gerenciamento do atrito e apresentar um procedimento para
aplicação e análise de resultados desta prática. Uma aplicação do procedimento foi
realizada em um trecho piloto na ferrovia MRS Logística.
1.3 JUSTIFICATIVA E RELEVÂNCIA
O grande crescimento do transporte ferroviário previsto implica numa ocupação
cada vez maior da malha ferroviária e faz com que as ferrovias busquem a
otimização dos recursos. Para suportar este crescimento são necessários
investimentos em técnicas que busquem otimizar os custos de manutenção,
aumentem a vida útil dos ativos e reduzam as paralisações para manutenção.
O exemplo de sucesso de outras ferrovias, entre elas a Canadian Pacific
Railway na utilização do gerenciamento do atrito foi seguido pelas ferrovias
brasileiras. Em 2007, após uma parceria com o instituto canadense National
Research Council (NRC), a ferrovia brasileira iniciou a implementação do conceito
em suas linhas.
Em 2008, após vários estudos e análises, os primeiros equipamentos foram
instalados, num total de 11. Contudo, devido à grande extensão da malha e ao
espaçamento entre eles, a mensuração dos resultados não foi tão satisfatória.
Estudos recentes mostram que resultados mais consistentes e efetivos no que diz
respeito ao gerenciamento de atrito deve-se ao fato de implementação de
equipamentos em larga escala.
De acordo com EADIE (2002) os principais benefícios do gerenciamento de
atrito como parte do controle da interação roda / trilho são:
• Redução do desgaste de trilhos e rodas (incluindo a redução da corrugação);
• Redução de ruído e vibração; e
• Economia significante de energia (combustível).

21
1.4 ESTRUTURA
A presente dissertação está estruturada da seguinte forma:
Capítulo 1 – Introdução: Neste capítulo são apresentadas as considerações
iniciais sobre o assunto, o objetivo, a justificativa, a relevância e a composição da
dissertação.
Capítulo 2 – Gerenciamento do Atrito: Neste capítulo as melhores práticas
para implementação efetiva do gerenciamento do atrito serão analisadas. As opções
de equipamentos para aplicação serão avaliadas de acordo com sua utilização em
outras ferrovias
Capítulo 3 – Procedimento de Aplicação e Análise: O procedimento de
implantação será apresentado baseado nos casos de sucesso no mundo ferroviário.
Um trecho piloto será definido e as soluções encontradas serão colocadas em
prática. São também apresentadas as fases realizadas para implantação do projeto.
Todos os passos serão descritos.
Capítulo 4 – Análise dos Resultados: O trecho piloto será avaliado, utilizando-
se os métodos de avaliação mais conhecidos na área. Após o levantamento dos
resultados, será feita uma avaliação dos ganhos reais e potencias com a
implantação eficiente do gerenciamento do atrito em uma ferrovia de carga.
Capítulo 5 – Conclusões e Recomendações: No último capítulo são
apresentadas as conclusões e as recomendações deste estudo, assim como
propostas algumas sugestões para a elaboração de futuros trabalhos que utilizem a
mesma tecnologia.

22
2 GERENCIAMENTO DO ATRITO
2.1 DEFINIÇÃO
No meio ferroviário Gerenciamento do Atrito é o processo de controlar o
coeficiente de atrito existente no contato roda / trilho para atingir valores mais
apropriados para a operação ferroviária e os melhores índices de desgaste, forças
laterais em curvas e economia de combustível (SROBA et al., 2001).
RONEY (2009) define atrito como a resistência ao movimento sempre que um
corpo sólido desliza sobre outro. O atrito entre a roda e o trilho representa uma
perda significativa de energia, acrescentando uma resistência ao movimento que,
para ser vencida, é necessário um esforço adicional de tração.
EADIE et al. (2002) mostram que mesmo sem a presença de contaminação no
contato roda / trilho, os níveis de coeficiente do atrito no topo do trilho, que
aparentemente está limpo e seco, pode variar entre 0,2 e 0,8. Esta variação pode
impactar severamente o desempenho do sistema. Por isso, um dos objetivos do
gerenciamento do atrito é a minimização desta variação natural.
Esta variação pode ser causada pela composição da camada situada entre o
trilho e a roda, o chamado “terceiro corpo”. As principais componentes do terceiro
corpo são minúsculas partículas provenientes de desgaste, geralmente, óxido de
ferro, que têm diferentes coeficientes de atrito.
De acordo com REIFF (2006) durante muitos anos as ferrovias realizaram a
lubrificação da face de bitola (Gage face – GF). Nas ferrovias de carga a
lubrificação era, até recentemente, uma maneira de controlar o atrito na face de
bitola com o objetivo de aumentar a vida útil dos trilhos. Nos últimos anos, a indústria
ferroviária desenvolveu melhor o conhecimento sobre o gerenciamento do atrito.
Isso permitiu que o controle do atrito no topo do trilho (Top of Rail – TOR) fosse
desenvolvido.
A principal diferença entre a lubrificação GF e o controle do atrito TOR é o uso
do modificador de atrito (Friction Modifier – FM) para a aplicação no topo do trilho no
lugar da utilização dos materiais convencionais, como graxa ou óleo, para aplicação
23
GF. Teoricamente, o lubrificante pode ser usado para aplicações TOR, mas estes
produtos são difíceis de controlar para alcançar o coeficiente de atrito desejável.
Enquanto o lubrificante produz a faixa adequada de coeficiente de atrito por uma
faixa muito estreita de espessura, o modificador de atrito consegue este resultado
em uma faixa mais extensa. Essa característica do FM permite que o produto seja
utilizado no topo do trilho e alcance o nível de atrito adequado.
A seguir serão descritas as principais características dos lubrificantes e
modificador de atrito mais utilizados para o gerenciamento do atrito no meio
ferroviário.
2.1.1 LUBRIFICANTE
Redução do desgaste e calor entre duas superfícies com movimento relativo são
conseguidos através da inserção de um material com menor viscosidade (resistência
ao cisalhamento) entre superfícies que têm um coeficiente de atrito relativamente
elevado. Assim, as superfícies de desgaste são substituídas por um material com
um coeficiente de atrito mais desejável. Todo o material utilizado para reduzir o atrito
desta forma é um lubrificante (U.S. ARMY, 1999).
Lubrificantes estão disponíveis na forma líquida, sólida e gasosa. Máquinas e
equipamentos normalmente usam óleo ou graxa. Lubrificantes sólidos, como o
dissulfeto de molibdênio ou grafite são usados quando a carga nos pontos de
contato é relativamente alta.
De acordo com SROBA et al. (2001) três características são importantes em um
lubrificante para a lubrificação efetiva:
Lubricidade: se refere à capacidade do lubrificante para reduzir o atrito.
Como a maioria dos lubrificantes disponíveis podem fornecer um
coeficiente de atrito menor que 0,25, a lubrificidade é raramente um fator
decisivo. Dado que as taxas de desgaste em condições "secas" são
ordens de grandeza maior do que aqueles em condições de lubrificação,
a chave para a lubrificação eficiente é assegurar que há lubrificação onde
necessário no contato roda x trilho;
24
Adesividade - é uma medida do tempo (ou número de passagens de
roda, ou Milhão de Tonelada Bruta (MTBT)), em que o lubrificante é
capaz de manter a sua lubricidade. Testes de laboratório mostram que a
adesividade diminui como aumento da carga e aumento do ângulo de
ataque dos rodeiros ferroviários. A implicação prática disso é que os trens
carregados consomem ("queimam") lubrificantes em uma taxa muito
maior do que os vazios, e que o lubrificante é consumido muito mais
rápido em curvas acentuadas do que nas curvas suaves; e
Bombeabilidade - é a aplicação contínua de lubrificantes na interface roda
x trilho. A importância de manter uma lubrificação constante não pode ser
subestimada. Garantir que os lubrificadores não ficarão vazios ou
desligados por longos períodos de tempo é um fator chave. Além disso,
para evitar o desgaste do trilho na face bitola nas curvas depende muito
da capacidade do lubrificante ser bombeado em todas as temperaturas
experientes no sistema ferroviário. Por exemplo: na Canadian Pacific a
faixa de temperatura varia de -34 ° a 43 ° Celsius. Teste de lubrificantes
em câmara fria a uma temperatura de -40 ° C, mostraram que o
lubrificante se tornou rígido, enquanto a temperaturas mais quentes,
aproximadamente 60 ° C, o lubrificante tende a liquefazer e cair do trilho.
2.1.2 MODIFICADOR DE ATRITO
Modificadores de atrito são materiais que podem controlar o nível de atrito
encontrado, dependendo da exigência. A tecnologia está disponível para gerir o
atrito entre 0,06-0,60, em qualquer nível dentro desta faixa. A interface roda x trilho é
separada por uma película de resíduos de desgaste e contaminantes. Um
gerenciamento de atrito bem sucedido introduz sólidos na interface roda x trilho,
formando um filme, com propriedades definidas de fricção e em quantidades
adequadas, com o objetivo de modificar o coeficiente de atrito desta camada
(CHIDDICK et al., 1999).
Este filme formado permite controlar o coeficiente de atrito entre 0,30 e 0,35 não
causarando impacto na adesão roda x trilho necessária. O filme é composto por

25
sólidos inorgânicos, polímeros e contaminantes já existentes no boleto do trilho,
como óxidos e tem a propriedade de controlar o atrito. (LU et al., 2005).
EADIE et al., 2001, define modificador de atrito como uma solução a base de
água, composta uma suspensão de sólidos, que consegue reduzir, controlar e
manter o coeficiente de atrito no topo do trilho em um nível ideal.
De acordo com MAKOUSKY et al., 2006, o modificador de atrito é um líquido a
base de água que contém uma suspensão de sólidos e componentes adicionais que
proporcionam a permanência do material. Após a aplicação, a água evapora e uma
fina película seca permanece fornecendo um coeficiente médio de atrito (COF) na
faixa de 0,30-0,35 na interface roda x trilho.
O modificador de atrito mais conhecido e utilizado é o KELTRACK® Trackside
Freigh. Existem várias referências a utilização deste produto em grandes ferrovias
norte americanas, como Union Pacific, Norfolk Southern, Canadian Pacific,
Canadian National, etc.
2.1.3 LUBRIFICANTES X MODIFICADORES DE ATRITO
REIFF (2009) apresenta as características que lubrificantes e modificadores de
atrito devem ter em comum:
- Podem ser sólidos ou líquidos;
- Ambientalmente aceitáveis;
- Economicamente viáveis;
- Podem ser elaborados especialmente para o meio ferroviário;
- Operam com grande variação de temperatura;
- Não impactam a sinalização ferroviária;
- Não promovem degradação dos trilhos;
- Não afetam a frenagem ou a adesão para as locomotivas;
- Não interferem em inspeções de ultrassom; e
- Com aquecimento em cruzamentos, não entram em ignição.
A Tabela 2.1 a seguir apresenta as principais características de ambos.

26
TAB. 2.1 – Comparação entre lubrificantes e modificadores de atrito
Fonte: REIFF, 2009.
EADIE et al. (2001) relata que tanto lubrificantes como modificadores de atrito
podem mitigar os danos às rodas e aos trilhos causados pelo RCF (rolling contact
fatigue). Ambos têm comportamento semelhante para inibir o início das fissuras
relacionadas ao RCF, porém modificadores de atrito têm também a habilidade de
minimizar o crescimento das fissuras existentes. Uma vez iniciadas, as fissuras irão
se propagar, a não ser que sejam removidas pelo esmerilhamento ou pelo desgaste
natural. Como os lubrificantes possuem líquidos, eles tendem a pressurizar as
fissuras, fazendo que com elas se propaguem, e os modificadores de atrito, que
possuem sólidos em sua formulação, não causam este efeito. Assim, modificadores
de atrito ajudam a minimizar o crescimento das fissuras e, em consequência, a
minimizar os danos causados pelo contato entre a roda e o trilho.
2.2 OBJETIVOS DO GERENCIAMENTO DO ATRITO
SROBA et al. (2001) e REIFF et al. (2006) mostram que os objetivos do
gerenciamento do atrito são:
• Lubrificação na face de bitola (GF) para coeficiente de atrito (COF) – µ <
0,20;
• COF no topo do trilho (TOR) deve ser 0,35µ ± 0,05µ; e
• A diferença entre o COF do trilho externo e do trilho interno não deve ser
superior a 0,1.

27
Estes objetivos foram publicados no Manual AREMA, 2010, seção 4.11.3.2.
A Figura 2.1 ilustra os principais objetivos do gerenciamento do atrito.
FIG. 2.1 – Índices ideais de COF para o trilho interno e externo (EADIE, 2010).
2.3 IMPACTO DO GERENCIAMENTO DO ATRITO
Diversos fatores são diretamente impactados pelo gerenciamento de atrito e de
extrema importância para uma ferrovia, são eles: desgaste de trilho, consumo de
energia, ruído, Rolling Contact Fatigue (RCF), forças laterais, desgaste de rodas,
fixação e dormentação. Estes fatores estão descritos a seguir.
2.3.1 DESGASTE DE TRILHO
Desgaste pode ser definido como um dano progressivo, causando perda de
material em função do contato entre duas superfícies em movimento. Embora algum
desgaste seja esperado durante o movimento, um coeficiente de atrito elevado
causa um desgaste prematuro e aumento dos custos em função de falhas e
substituição das partes (U. S. ARMY, 1999).
O desgaste do trilho pode ser dividido em:
- Desgaste na face de bitola, geralmente nos trilhos externos de curvas; e
- Desgaste no topo do trilho (amassamento), geralmente nos trilhos internos de
curvas.

28
A Figura 2.2 ilustra os dois tipos de desgaste.
FIG 2. 2 – Desgaste típico de trilhos externo (Outer) e interno (Inner) em uma curva
(ANDERSON et al., 2005).
O desgaste é inevitável sempre que há movimento relativo entre duas
superfícies, contudo, o desgaste pode ser atenuado com a seleção correta dos
materiais utilizados e manutenção correta, incluindo lubrificação (U. S. ARMY, 1999).
LOPRESTI et al. (2011) apresenta o resultado de testes de desgaste de trilhos,
comparando trilhos de alta dureza e dureza intermediária realizados pelo
Transportation Technology Center, Inc. (TTCI). Vários tipos de trilhos, de diferentes
fabricantes e diferentes durezas foram testados. Os resultados mostram que o
desgaste médio para trilhos de dureza intermediária, com a utilização de lubrificação
da face de bitola, é menor do que a metade do desgaste nos trilhos de alta dureza,
porém sem lubrificação. Esse resultado ilustra a efetividade da lubrificação para
reduzir a taxa de desgaste de trilhos.
2.3.2 CONSUMO DE ENERGIA (COMBUSTÍVEL)
Segundo EADIE et al. (2002), a redução de consumo de combustível atingida
com o gerenciamento do atrito, embora seja intuitivo que com baixo COF seja
necessário menos energia para o movimento, ainda é um pouco controversa. A
redução pode vir:
- Redução da força lateral, principalmente em função do COF no topo do trilho;

29
- Redução da resistência ao rolamento em tangentes ferroviárias, também em
função do COF no topo do trilho; e
- Redução das forças entre o flange do rodeiro e a face de bitola em função da
redução do COF na GF.
De acordo com um estudo realizado pelo Transportation Technology Center, Inc.
(TTCI) a indústria ferroviária tem várias pesquisas e testes para identificar os
benefícios da implementação do controle do atrito com o objetivo de redução do
consumo de combustível nos últimos trinta anos. Os resultados destas pesquisas
mostraram que o controle da fricção não somente ajuda na redução do consumo de
combustível mas também aumenta a vida útil dos trilhos e reduz o nível de ruído.
Testes realizados no FAST (Facility Accelerated Service Testing) mostraram que a
implementação do controle do atrito trouxe uma redução do consumo de
combustível entre 3% e 15%, dependo da geometria da via e práticas de operação.
RONEY et al. (2009), cita um estudo realizado pela ferrovia Burlington Northen
Santa Fe (BNSF) e o TTCI que estima os ganhos com a redução do consumo de
combustível entre 2% em trechos de tangente e 35% em trecho com curvaturas
elevadas. Os testes foram realizados na linha de teste fechada (loop - FAST) do
TTCI em Pueblo, Colorado, Estados Unidos.
Em uma aplicação de gerenciamento de atrito realizado na ferrovia Canadian
Pacific, com aplicação de graxa na face de bitola e modificador de atrito no topo do
trilho, os ganhos estimados foram de 1,4% a 3,3% para o trecho de implantação.
Considerando o custo do combustível a CD 0,70 por litro, o total estimado de
economia de combustível foi de $ 6 milhões de dólares canadenses por ano.
2.3.3 RUÍDO
O excesso de ruído provocado por composições ferroviárias é uma preocupação
constante, principalmente em áreas urbanas. A aplicação de modificador de atrito
pode reduzir significativamente o nível de ruído em curvas, conforme resultado de
vários estudos.
De acordo com EADIE et al. (2002), um sistema de trem de passageiro norte
americano estava com problemas com as comunidades vizinhas devido ao ruído

30
causado por suas composições. Após a aplicação de modificador de atrito no topo
do trilho, uma redução significativa no nível de ruído foi alcançada, como mostra a
Figura 2.3.
FIG. 2.3 – Redução do ruído com a aplicação de modificador de atrito -TOR friction
modifier (EADIE et al., 2002).
2.3.4 ROLLING CONTACT FATIGUE (RCF)
RCF pode ser considerada uma como uma família de danos que podem ocorrer
em trilhos, superficialmente e internamente, devido ao excesso de tensão do
material. Estes danos podem aparecer primeiramente na superfície (exemplo:
headchecks, shelling, squats) ou na subsuperfície (deep seated shell). Nos dois
casos, este fenômeno é resultante de um excesso de tensão repetidas vezes do
material, causado por centenas ou milhares de ciclos de contato entre a roda e trilho
(MAGEL et al., 2004).
Ainda segundo MAGEL et al. (2004), de acordo com estatísticas da Federal
Railway Administration (FRA), entre 1995 e 2002, a existência de RCF está
relacionada a 122 acidentes e pode ter contribuído com mais 160 outros. Além da
questão de segurança, há a importante questão econômica relacionada ao RCF. Um
estudo mostra que o custo relacionado ao RCF para ferrovias européias, incluindo
inspeção, atrasos de trens, troca de trilhos e soldas, esmerilhamento e
descarrilhamentos, é cerca de 300 milhões € por ano.
31
Um dos processos indicados para controlar RCF, entre outros, é o
gerenciamento do atrito, que pode ajudar a controlar a formação e minimizar os
efeitos do RCF.
Testes realizados pelo TTCI (LOPRESTI et al., 2011) comparando trilhos de alta
dureza sem lubrificação e trilhos de dureza intermediária com lubrificação, instalados
em curvas com raio 5°, mostram que há mais ocorrência de RCF nos trilhos de alta
dureza na curva seco do que nos trilhos intermediários nas curvas lubrificadas.
2.3.5 FORÇAS LATERAIS
Segundo MAGEL et al. (2006) sob o ponto de vista de segurança, as forças
laterais elevadas podem:
aumentar o risco de subida de roda no trilho; e
aumentar o risco de tombamento do trilho, o que pode acarretar um
descarrilamento. Essa situação é mais preocupante em linhas com
fixação rígida.
Sob o ponto de vista econômico, forças laterais são um problema pois:
Aumentam a força de contato e podem levar a um desgaste elevado;
Aumentam a tensão no contato entre a roda e trilho e aumentam a
formação de RCF em trilhos e rodas; e
Aumentam o quadramento ou tombamento dos trilhos, contribuindo para
danos nas placas de apoio e fixação, incluindo quebra de pregos e fadiga
de grampos.
2.3.6 DESGASTE DE RODA
ROONEY et al. (2009) relata que com a utilização do gerenciamento do atrito na
ferrovia Canadian Pacific foi estimado, conservadoramente, que haveria uma
redução de 15% na substituição de rodas.

32
2.3.7 FIXAÇÃO E DORMENTAÇÃO
De acordo com SROBA et al. (2001), em uma análise realizada na ferrovia
Canadian Pacific os benefícios para a dormentação em função da redução das
forças laterais em uma linha com fixação rígida e utilização de lubrificação na face
de bitola, são consideráveis. Foi estimado um aumento médio da vida útil de um
dormente em cerca 3 anos para cada ano adiado na troca do trilho.
A Figura 2.4 mostra a ação da força lateral na fixação. Quando ela é excessiva
pode ocorrer o afundamento da placa de apoio no dormente, danificando o dormente
e podendo afetar a bitola. A fixação também é afetada e pode perder sua
efetividade. O desgaste do trilho, conforme já comentado anteriormente, é uma das
consequências.
FIG. 2.4 – Resultado da ação da força lateral (KEVIN CONN, 2005)
2.4 MÉTODOS DE APLICAÇÃO
A aplicação de lubrificantes e modificadores de atrito pode ser realizada de
diversas maneiras. Os métodos mais comuns serão relatados a seguir. A escolha do
modelo a ser utilizado depende de vários fatores como limitações de espaço para
instalação dos equipamentos, disponibilidade de energia, capacidade de utilização
de painéis solares para alimentação elétrica dos equipamentos, movimentação
constante de locomotivas ou vagões entre trens o que poderia deixar a área do
projeto sem aplicação, variação de temperatura e o tipo de material a ser utilizado.

33
2.4.1 WAYSIDE
REIFF (2006) relata que o método mais comum de aplicação utilizado é o
wayside, ou seja, quando o equipamento é montado na lateral da linha ferroviária.
Os equipamentos para aplicação tanto de lubrificante tanto de modificador de atrito
são bastante semelhantes, sendo a diferença entre eles as barras de aplicação do
produto instaladas nos trilhos. A Figura 2.5 mostra a diferença entre as barras
aplicadoras.
Enquanto a barra de aplicação de modificador de atrito no topo do trilho é
instalada na parte exterior do trilho, as barras de aplicação de lubrificantes são
instaladas na parte interna, para que a aplicação do produto seja feita na face de
bitola. Com a passagem dos rodeiros, é ativada a injeção de material para as barras
aplicadoras. Os rodeiros passando pelas barras recebem lubrificante nos flanges ou
modificador de atrito nas rodas.
Os primeiros equipamentos eram mecânicos ou hidráulicos. A aplicação era
ativada através do contato do rodeiro com um pino que acionava a injeção de
material nas barras de aplicação. Equipamentos de ativação eletrônica foram
desenvolvidos e se mostraram mais eficientes no gerenciamento do atrito. No caso
de aplicação GF, o resultado é um maior controle da migração de lubrificante para o
topo do trilho. O lubrificante é aplicado exatamente onde é necessário, ou seja, na
face de bitola.
FIG. 2.5 – Barra aplicadora GF e TOR

34
Os novos tipos de equipamento wayside utilizam um sensor de rodas que é
instalado no trilho. Este sensor detecta a passagem dos rodeiros e envia um sinal
para o equipamento bombear lubrificante ou FM para as barras aplicadoras. Caixas
de controle eletrônicas são utilizadas para definir os parâmetros de aplicação em
função do número de rodas passantes pelo sensor, minimizando assim, o
desperdício de material. Atualmente, são utilizadas barras mais longas para a
aplicação, elas podem aplicar material em toda a circunferência da roda. O National
Research Council Canada (NRC) realizou testes na ferrovia Canadian Pacific e
concluiu que barras longas podem aplicar 36% menos material do que as barras
menores e atingirem os mesmos resultados. Normalmente são instaladas duas
barras, uma por trilho. Os equipamentos devem preferencialmente ser instalados em
tangentes (SROBA et al., 2001).
ROONEY (2009) diz que a utilização de equipamentos wayside é a melhor
técnica para proteger trechos com alto índice de curvas ou um conjunto de curvas de
uma rota. Segundo ele, a desvantagem destes equipamentos é a manutenção que,
caso não haja acesso rodoviário, deve ser feita por veículos rodoferroviários ou
ferroviários que ocupam a linha ferroviária.
2.4.2 ONBOARD
Nesta modalidade há a aplicação de lubrificantes ou modificador de atrito em
equipamentos embarcados em locomotivas, vagões e veículos rodoferroviários.
2.4.2.1 LOCOMOTIVA
Os aplicadores GF ou TOR embarcados em locomotivas são também muito
similares, com exceção do ponto de aplicação, assim como os equipamentos
wayside. A aplicação de graxa na face de bitola é realizada com a utilização de um
spray diretamente no flange de quase todos rodeiros, se não em todos. Para a
aplicação TOR são utilizadas mangueiras que aplicam o produto diretamente sobre
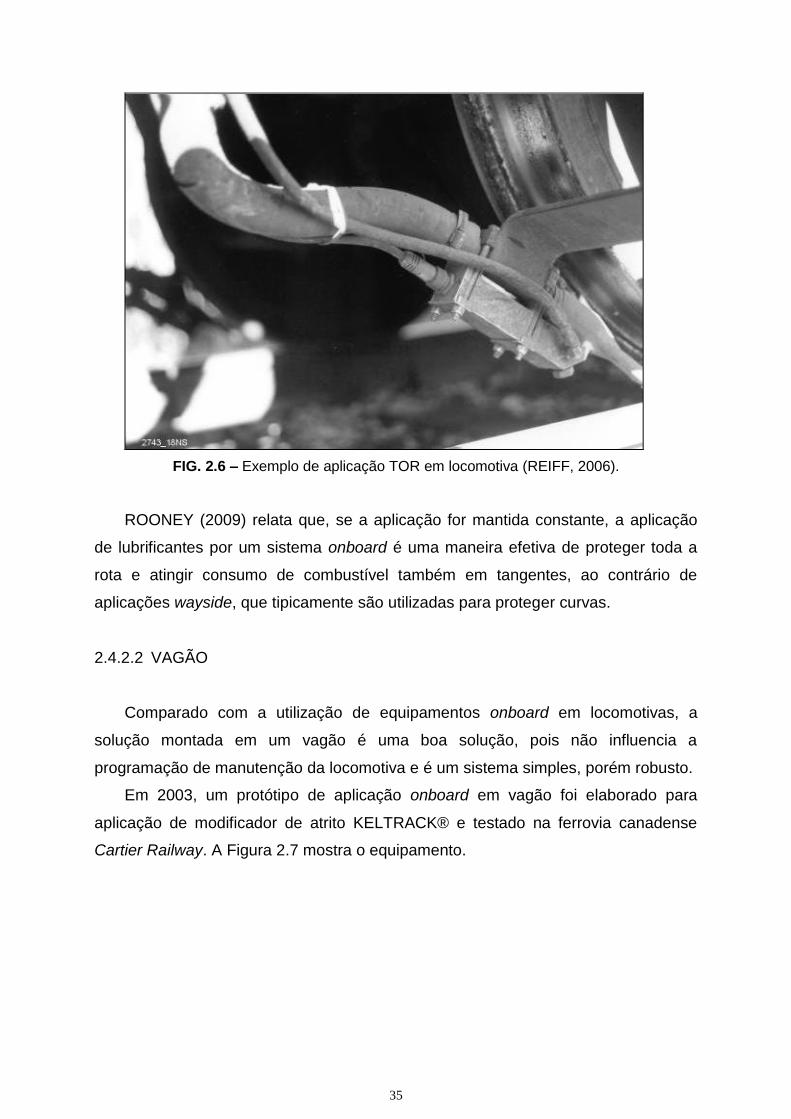
o topo dos trilhos, após o último rodeiro da locomotiva. A Figura 2.6 mostra um
exemplo típico de aplicação TOR em locomotiva.
35
FIG. 2.6 – Exemplo de aplicação TOR em locomotiva (REIFF, 2006).
ROONEY (2009) relata que, se a aplicação for mantida constante, a aplicação
de lubrificantes por um sistema onboard é uma maneira efetiva de proteger toda a
rota e atingir consumo de combustível também em tangentes, ao contrário de
aplicações wayside, que tipicamente são utilizadas para proteger curvas.
2.4.2.2 VAGÃO
Comparado com a utilização de equipamentos onboard em locomotivas, a
solução montada em um vagão é uma boa solução, pois não influencia a
programação de manutenção da locomotiva e é um sistema simples, porém robusto.
Em 2003, um protótipo de aplicação onboard em vagão foi elaborado para
aplicação de modificador de atrito KELTRACK® e testado na ferrovia canadense
Cartier Railway. A Figura 2.7 mostra o equipamento.

36
FIG. 2.7 – Sistema de aplicação TOR montado em vagão de minério na ferrovia Cartier
Railway (COTTER, 2007).
2.4.2.3 RODOFERROVIÁRIO
Algumas ferrovias utilizam veículos rodoferroviários para a aplicação de
lubrificantes. Os veículos são equipados com um sistema simples de aplicação
direta. Esta é uma solução de baixo custo para aplicação e é mais indicada para
trechos de tráfego leve, pois o lubrificante aplicado pode ser retirado por 1 ou 2 trens
longos. Sendo assim, esta solução não é muito efetiva em trechos de tráfego pesado
(ROONEY, 2009).
A ferrovia sul africana Spoornet tem utilizados veículos rodoferroviários para
aplicação de lubrificantes na face de bitola. O lubrificante é aplicado na face de bitola
através de bicos injetores em mangueiras. A Figura 2.8 ilustra a aplicação na
Spoornet.

37
FIG. 2.8 – Veículo rodoferroviário utilizado na Spoornet (esquerda) – Detalhe do aplicador
na face de bitola (direita) (FRÖHLING, 2007).
FRÖHLING et al. (2007) ressaltam que o nível de proteção entre ciclos de
aplicação do equipamento rodoferroviário depende da durabilidade do lubrificante
utilizado, da quantidade de lubrificante aplicado, do número de trens entre
aplicações, da velocidade dos trens e das condições do material rodante. Ainda,
quantidade de lubrificante excessiva pode causar contaminação indesejada do topo
do trilho e aplicação insuficiente faz com que os trilhos em curvas fiquem secos, sem
lubrificação, em pouco tempo. Por isso, determinar um ciclo ótimo para aplicação é
fundamental para atingir um nível de gerenciamento adequado.
2.5 MÉTODOS DE MENSURAÇÃO DE RESULTADOS
Para verificar os resultados do gerenciamento do atrito algumas ferramentas são
utilizadas. As principais serão descritas a seguir.
2.5.1 TRIBÔMETRO MANUAL
É uma ferramenta utilizada para medição do COF ao longo dos trilhos em locais
específicos. Pode obter leitura do topo do trilho ou da face de bitola, dependendo do
ajuste da roda de medição. Um operador empurra o equipamento para fazer a
medição enquanto um algoritmo interno valida os resultados. Possui um visor digital
que indica o valor do coeficiente de atrito encontrado.

38
Tribômetros manuais podem apresentar bons resultados se estiverem bem
manutenidos e calibrados. A maior desvantagem desse equipamento é a limitação
de tamanho do trecho, pois como as leituras são feitas por um operador empurrando
o equipamento, nem todo o trecho é levantado, sendo assim o resultado é somente
uma “fotografia” (EADIE et al., 2002).
A Figura 2.9 mostra um equipamento em operação em uma ferrovia Canadense
e na MRS Logística.
FIG. 2.9 –Tribômetro manual em operação em uma ferrovia Canadense (esquerda) e
na MRS Logística (direta).
2.5.2 TRIBÔMETRO DE ALTA VELOCIDADE
Tribômetros de alta velocidade são engatados em veículos rodoferroviários e
podem fazer leituras em toda a extensão do trecho protegido pelo Gerenciamento do
Atrito. Este equipamento pode fazer leituras simultâneas do coeficiente de atrito no
topo do trilho e também na face de bitola nos dois trilhos (EADIE et al., 2002).
REIFF et al., 2006, diz que o equipamento pode produzir uma base de
resultados compatíveis com os resultados do carro controle, utilizado para
verificação das condições de geometria da via. A Figura 2.10 mostra o tribômetro de
alta velocidade.

39
FIG. 2.10 –Tribômetro de alta velocidade engatado em veículo rodoferroviário (REIFF,
2009).
Assim como o tribômetro manual, o tribômetro de alta velocidade só faz medidas
do coeficiente de atrito no trilho, mensurando somente uma parte da interface roda e
trilho. Como as rodas também são afetadas pelo gerenciamento de atrito, as
medições realizadas somente nos trilhos produzem uma indicação das condições de
gerenciamento de atrito, mas não necessariamente uma indicação da performance
do sistema como um todo (REIFF et al., 2006).
2.5.3 L/V
O sistema L/V tem sido utilizado em vários estudos para demonstrar a
efetividade do gerenciamento do atrito no contato roda x trilho (JORGE et al., 2009).
É utilizado para medir a efetividade da aplicação do modificador de atrito, pois como
o produto permanece em maior quantidade na banda de rodagem das rodas, não é
possível conhecer o COF obtido após aplicação de modificador de atrito com
medições diretas.
Como exemplo, o sistema de instrumentação utilizado na MRS Logística é
fabricado pela ISI – Instrumentation Services Inc., através de straingages instalados
na alma e no patim dos trilhos são identificadas as forças laterais e verticais
respectivamente. É um sistema fixo e complexo instalado ao lado da via. As forças
laterais e verticais são calculadas através de um software, que captura os dados dos
straingages instalados nas curvas testes sempre que um trem passa pelo site L/V
(JORGE et al., 2009).

40
FIG. 2.11 – Site L / V instalado na MRS Logística.
A magnitude da força lateral medida é específica para cada curva e é
dependente de vários parâmetros, incluindo perfis de roda e trilho, condição do
truque, condições da fixação e dormentes, velocidade do trem, carga por eixo e nível
de atrito. Todas estas variáveis devem ser consideradas para a análise dos
resultados do sistema L/V.
SROBA (2004) diz que baixos valores da relação L/V com a implementação do
Gerenciamento do Atrito 100% Efetivo na Canadian Pacific irá aumentar a
segurança operacional com a redução do risco de descarilhamentos causados pela
subida de roda.
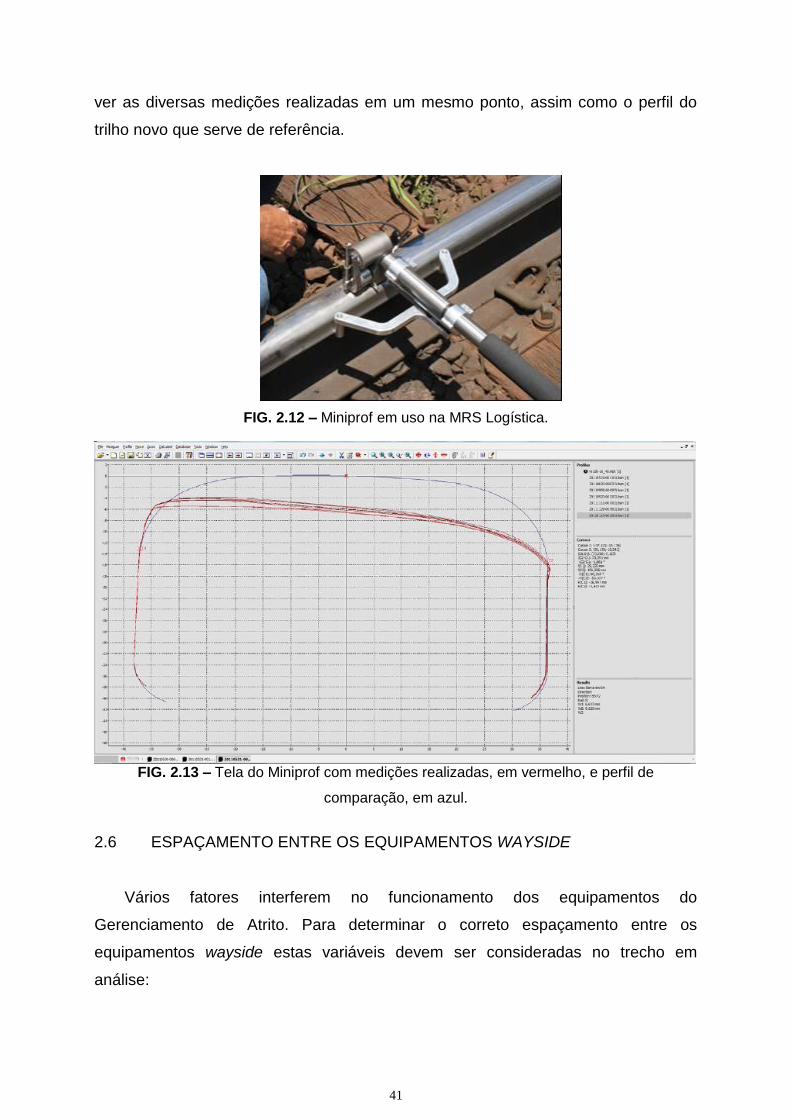
2.5.4 MINIPROF
O perfilômetro digital de trilhos Miniprof é utilizado para conhecer a taxa de
desgaste dos trilhos. É um aparelho com alta precisão, fabricado pela Greenwood
Engineering, que consiste em uma cabeça de leitura do perfil do trilho e um
computador de mão. Pode ser usado para checar novos perfis e também a taxa de
desgaste. Existe também um modelo para medição de perfis de roda.
Medições de perfis dos trilhos devem ser realizadas sempre antes e depois do
ciclo de esmerilhamento, assim o desgaste artificial, causado pelo esmerilhamento,
pode ser identificado e o desgaste natural, causado pelo desgaste, mensurado.
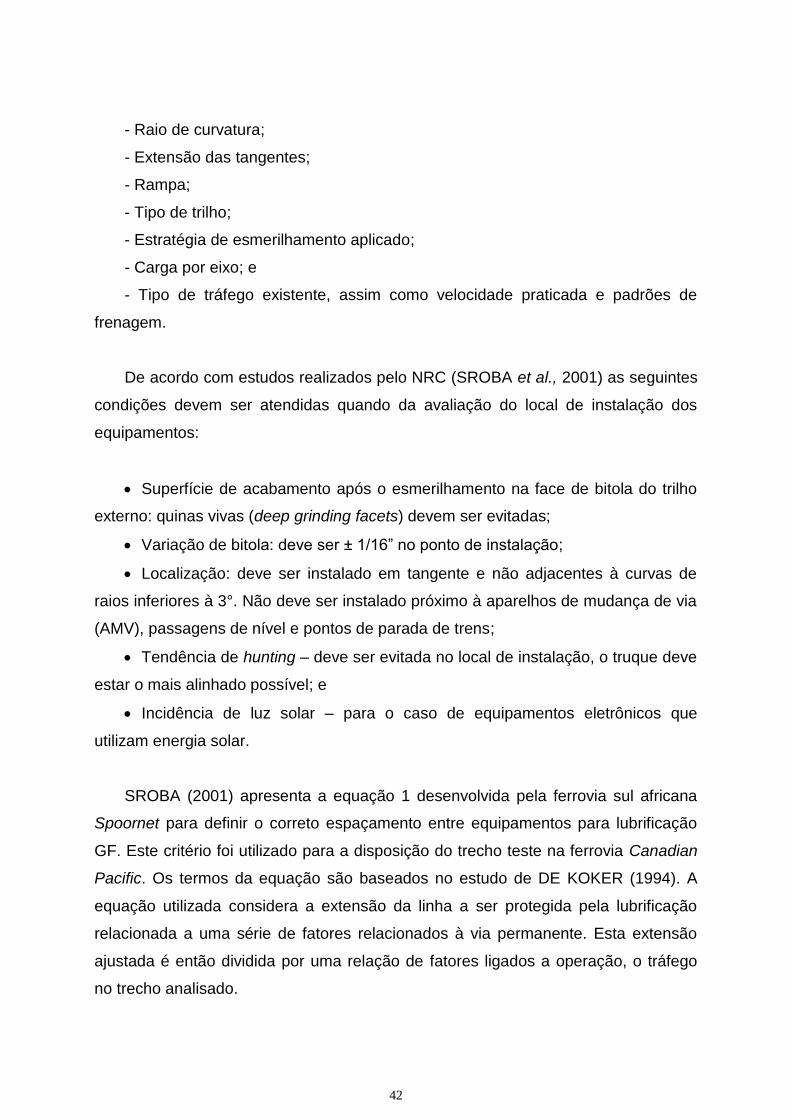
A Figura 2.12 mostra o Miniprof em uso na MRS Logística para medição do
perfil do trilho. A Figura 2.13 apresenta a tela do software do Miniprof. Nela pode-se
41
ver as diversas medições realizadas em um mesmo ponto, assim como o perfil do
trilho novo que serve de referência.
FIG. 2.12 – Miniprof em uso na MRS Logística.
FIG. 2.13 – Tela do Miniprof com medições realizadas, em vermelho, e perfil de
comparação, em azul.
2.6 ESPAÇAMENTO ENTRE OS EQUIPAMENTOS WAYSIDE
Vários fatores interferem no funcionamento dos equipamentos do
Gerenciamento de Atrito. Para determinar o correto espaçamento entre os
equipamentos wayside estas variáveis devem ser consideradas no trecho em
análise:
42
- Raio de curvatura;
- Extensão das tangentes;
- Rampa;
- Tipo de trilho;
- Estratégia de esmerilhamento aplicado;
- Carga por eixo; e
- Tipo de tráfego existente, assim como velocidade praticada e padrões de
frenagem.
De acordo com estudos realizados pelo NRC (SROBA et al., 2001) as seguintes
condições devem ser atendidas quando da avaliação do local de instalação dos
equipamentos:
Superfície de acabamento após o esmerilhamento na face de bitola do trilho
externo: quinas vivas (deep grinding facets) devem ser evitadas;
Variação de bitola: deve ser ± 1/16” no ponto de instalação;
Localização: deve ser instalado em tangente e não adjacentes à curvas de
raios inferiores à 3°. Não deve ser instalado próximo à aparelhos de mudança de via
(AMV), passagens de nível e pontos de parada de trens;
Tendência de hunting – deve ser evitada no local de instalação, o truque deve
estar o mais alinhado possível; e
Incidência de luz solar – para o caso de equipamentos eletrônicos que
utilizam energia solar.
SROBA (2001) apresenta a equação 1 desenvolvida pela ferrovia sul africana
Spoornet para definir o correto espaçamento entre equipamentos para lubrificação
GF. Este critério foi utilizado para a disposição do trecho teste na ferrovia Canadian
Pacific. Os termos da equação são baseados no estudo de DE KOKER (1994). A
equação utilizada considera a extensão da linha a ser protegida pela lubrificação
relacionada a uma série de fatores relacionados à via permanente. Esta extensão
ajustada é então dividida por uma relação de fatores ligados a operação, o tráfego
no trecho analisado.

43
A Equação 2.1 deve ser calculada para cada segmento, curvas e tangentes, e o
resultado é conhecido como o “Número de Koker”. O resultado não representa a
distância entre os lubrificadores. Devem ser feitas leituras com o tribômetro em
curvas após o primeiro lubrificador até que o valor do coeficiente de atrito seja
superior a 0,25. O número de Koker deve ser calculado para cada segmento anterior
a esta curva com µ superior a 0,25. Os valores devem ser somados, então teremos
o valor de Koker entre lubrificadores. Então, o número de Koker deve ser calculado
para todo o trecho após a curva com µ ≥ 0,25 e os lubrificadores posicionados de
forma que o valor de Koker entre eles seja o mesmo.
EQ. 2.1
Onde:
C – Extensão da curva, incluindo a espirais. Quanto maior a curva, mais o flange
da roda estará em contato com a face de bitola no trilho externo, implicando na
necessidade de mais lubrificante;
S – Fração da extensão das tangentes. A ferrovia Spoornet utilizou 5% da
extensão das tangentes para considerar o contato flange da roda x face de bitola,
em hunting suave;
G – Fator necessário se diferentes lubrificantes são utilizados. Testes de campo
devem ser realizados para mensurar a efetividade dos lubrificantes. Como a CP
utilizou somente um lubrificante no teste, este fator foi considerado 1;
R – Termo para considerar o efeito do raio de curvatura. É a média do raio de
curvatura, incluindo espirais;
P – Termo para considerar a utilização de diferentes barras de aplicação. Se
mais de uma barra for utilizada, deve-se verificar a efetividade de cada uma. No
caso da CP, mesmo com barras diferentes, elas apresentavam resultados
semelhantes, então este fator foi considerado 1;
T – Direção do tráfego. Se o tráfego for bidirecional, o fator T é igual a 1. Se for
unidirecional, o fator T é igual a 2;

44
L – Wheelbases (tamanho do truque das locomotivas). Recomenda-se verificar
a distribuição de diferentes locomotivas no local. No caso da CP, a mais utilizada era
a AC 4.400 HP. O fator L foi considerado 1;
A – Carga por eixo. Vagões mais pesados causarão maior força lateral. Este
fator é apenas para vagões, não para locomotivas. A expressão 2 é utilizada para a
determinação da carga por eixo.
EQ. 2.2
Onde AS é a carga por eixo habitual; n é a fração de vagões com carga por eixo
inferior ou igual ao habitual; e AM é a máxima carga por eixo. Na CP foi utilizado 1,25
para este fator.
V – Velocidade. É um fator difícil de aplicar, pois é necessária a velocidade de
todos os trens que circulam pelo local. Como estes dados não estavam disponíveis,
na CP foi utilizado 1 para este fator;
M – Truques desalinhados. deKoker recomenda um valor até 1,25 para este
fator. Ele cita alguns números de ferrovias norte americanas onde há uma redução
da resistência ao rolamento em tangentes lubrificadas. Isso implica em que truques
desalinhados irão flangear em tangentes. Para a CP foi considerado um valor de
1,23, pois segundo Sroba et al. (2001) há uma pequena percentagem de truques
desalinhados;
BR – Frenagem do trem. Se um trem carregado em uma longa rampa
ascendente aplicar freio moderado a severo as rodas poderão ficar quentes o
suficiente para queimar o lubrificante existente ou fazer com que ele escorra para
baixo da face de bitola. Se este valor for superior a um, significa que os
lubrificadores devem ser instalados mais próximos, devido a rampas ascendentes
elevadas. Na CP foi utilizado 1 para este fator, pois o trecho em questão não
necessita aplicações de freio severas; e
BG – Truques. Este fator não estava inicialmente na fórmula de deKoker, mas foi
incluído para a CP devido a utilização de truques radiais.
EADIE et al. (2007) mostra que alguns estudos sugerem o espaçamento entre
equipamentos para aplicação de modificador de atrito seja de 2,4 km. Contudo, em
uma aplicação realizada na ferrovia Canadian National - CN, em virtude do tráfego

45
ser basicamente unidirecional, o espaçamento adotado foi de 1,6 km entre
equipamentos.
Baseado em várias instalações, os fornecedores dos equipamentos utilizados no
gerenciamento de atrito, sugerem como base para um projeto um espaçamento
inicial médio de 4 km entre aplicadores TOR e 8 km entre aplicadores GF,
considerando todos os requisitos para posicionamento dos equipamentos citados
anteriormente. Este espaçamento deve ser validado após a instalação com
realização de medições para verificar se o material aplicado está atingindo o
carrydown esperado. Caso negativo deve ser feita nova avaliação para definir novo
posicionamento.
46
3 PROCEDIMENTO PARA IMPLANTAÇÃO DO GERENCIAMENTO DO ATRITO
3.1 CONSIDERAÇÕES INICIAIS
Conforme exposto no Capítulo 2, o método mais comum de aplicação de graxa
ou modificador de atrito atualmente utilizado é o wayside, ou seja, quando o
equipamento é montado na lateral da linha ferroviária (REIFF, 2006). ROONEY
(2009) relata que a utilização de equipamentos wayside é a melhor técnica para
proteger trechos com alto índice de curvas ou ainda um conjunto de curvas de uma
rota.
O trecho piloto a ser avaliado possui alto índice de curvatura e é extremamente
solicitado em termos de volume de transporte. Dessa forma, optou-se pela utilização
de equipamentos wayside para a implantação do Gerenciamento do Atrito.
Neste Capítulo é apresentado o procedimento proposto para a implantação do
Gerenciamento do Atrito com utilização de equipamentos wayside. São discutidas
todas as etapas, com início na definição de pontos de instalação dos equipamentos
até a mensuração dos resultados. Um fluxograma mostrando todas as etapas de
maneira sintética e objetiva será também apresentado.
3.2 ETAPAS PROPOSTAS
Para a implantação do Gerenciamento do Atrito em uma ferrovia, com a
utilização de equipamentos wayside, as seguintes etapas devem ser seguidas:
Etapa 01 – Proposta de localização dos equipamentos:
Partindo de um espaçamento inicial aproximado, sugerido pelos fornecedores
de equipamentos wayside baseados em várias instalações, de 4 km entre
aplicadores TOR e 8 km entre aplicadores GF, deve-se fazer a primeira proposta de
localização dos equipamentos utilizando um mapa de linha (documento que contém
informações sobre todo o trecho como curvas e tangentes, fornecendo raio de
curvatura e extensão).

47
Neste momento devem ser consideradas as características geométricas
apresentadas, para que os equipamentos sejam instalados em tangentes não
adjacentes a curvas de raios inferiores à 3°. Deve-se evitar também a instalação
próxima à aparelhos de mudança de via (AMV), passagens de nível e pontos de
parada de trens. A existência de rampa e modelo operacional vigente também
devem ser considerados nesta primeira avaliação.
Etapa 02 – Levantamento de campo e avaliação dos pontos:
Conforme discutido anteriormente, SROBA et al. (2001), diz que as seguintes
condições devem ser atendidas quando da avaliação do local de instalação dos
equipamentos:
Superfície de acabamento após o esmerilhamento na face de bitola do trilho
externo: quinas vivas (deep grinding facets) devem ser evitadas;
Variação de bitola: deve ser ± 1/16” no ponto de instalação;
Localização: deve ser instalado em tangente e não adjacentes à curvas de
raios inferiores à 3°. Não deve ser instalado próximo à aparelhos de mudança de via
(AMV), passagens de nível e pontos de parada de trens;
Tendência de hunting – deve ser evitada no local de instalação, o truque deve
estar o mais alinhado possível;
Incidência de luz solar – para o caso de equipamentos eletrônicos que
utilizam energia solar.
O Figura 3.1 foi desenvolvido para facilitar o levantamento de campo e a
inspeção dos pontos prováveis para instalação dos equipamentos. Nele estão
reunidas todas as características que devem ser verificadas no momento da
inspeção.
Com base na análise realizada na Etapa 01 e com a utilização da Figura 3.1 são
realizados os levantamentos de campo para definir o real posicionamento dos
equipamentos. Caso o ponto pré-definido não seja ideal para a instalação, deve-se
verificar o ponto mais próximo que atenda as condições desejáveis. Caso
necessário, algumas alterações e correções podem ser apontadas para que o ponto
inspecionado se torne adequado à instalação.

48
FIG. 3.1 – Inspeção dos possíveis pontos de instalação
49
Etapa 03 – Instalação dos equipamentos:
Após definidos os pontos de instalação e com todas as correções apontadas
realizadas, deve-se nivelar a base no terreno para o posicionamento do
equipamento. Os equipamentos podem ser previamente preparados com uma base
de dormentes inservíveis para a reaplicação na linha. Os dormentes servirão como
suporte para os equipamentos.
Para o posicionamento dos equipamentos ao longo da linha deve-se utilizar o
apoio de um caminhão de linha ou caminhão rodo-ferroviário dotado de guindaste.
Após a instalação, os equipamentos devem ser ativados utilizando a taxa de
aplicação de graxa e modificador de atrito sugerida pelos fornecedores.
Etapa 04 – Rotina de Inspeção (Manutenção e Abastecimento):
Uma rotina de manutenção e abastecimento deve ser estabelecida. Os
equipamentos devem ser inspecionados pelo menos duas vezes por mês, uma para
manutenção e outra para abastecimento.
Durante o abastecimento dos reservatórios de graxa ou de modificador de atrito
deve-se verificar as condições operacionais dos equipamentos. Caso alguma avaria
ou mal funcionamento seja identificado, o mesmo deve ser reportado para a equipe
de manutenção.
A manutenção de rotina deve ser realizada pelo menos uma vez por mês.
Durante a inspeção são verificados o funcionamento do sensor de roda, a carga da
bateria e o acionamento da bomba. São também realizadas a limpeza e
desobstrução das barras aplicadoras assim como, no caso dos aplicadores GF, é
feita a limpeza das mantas filtrantes, com a retirada do excesso de graxa.
Etapa 05 – Mensuração dos resultados:
Conforme apresentado no Capítulo 2, para avaliação dos resultados da
implantação do Gerenciamento do Atrito em uma ferrovia podem ser utilizados o
perfilômetro digital Miniprof, o tribômetro manual e o Sistema L/V.
O Miniprof será útil para a definição da taxa de desgaste dos trilhos no trecho
protegido pelo Gerenciamento do Atrito. O tribômetro manual fornecerá informações
referentes ao coeficiente do atrito encontrado nos pontos de medição, permitindo
avaliar a lubrificação na face de bitola assim como uma possível contaminação no

50
topo do trilho. Como o tribômetro manual não pode ser utilizado para a verificação
da eficácia da aplicação do modificador de atrito, os benefícios desta aplicação
devem ser avaliados com a utilização de um Sistema L/V para medir as forças
laterais e verticais.
As leituras realizadas com o Miniprof devem ser realizadas sempre antes e
depois da passagem da Esmerilhadora de trilhos, para que se possa descontar o
desgaste artificial dos trilhos causado pela mesma. Medições do COF com o
tribômetro manual devem ser realizadas sempre a cada dois meses. O sistema L/V
captura informações a cada trem que passa e as envia continuamente para uma
base de dados. A mesma deve ser avaliada pelo menos uma vez por mês.
Etapa 06 – Análise dos resultados:
Os dados levantados na Etapa 05 devem ser analisados. Caso os benefícios
esperados não sejam atendidos, deve-se estudar nova taxa de distribuição de graxa
e/ou modificador de atrito ou, até mesmo, a inclusão de novos equipamentos no
sistema.
Dessa forma, os ajustes necessários devem ser realizados e todo o
procedimento, desde a Etapa 01, deve ser feito novamente. Assim que os resultados
avaliados estejam dentro dos padrões esperados, o sistema pode ser considerado
calibrado.
3.3 FLUXOGRAMA
A Figura 3.2 apresenta o fluxograma, que sintetiza as etapas do procedimento,
proposto para a aplicação do procedimento descrito para a implantação do
Gerenciamento do Atrito em uma ferrovia com a utilização de equipamentos
wayside.
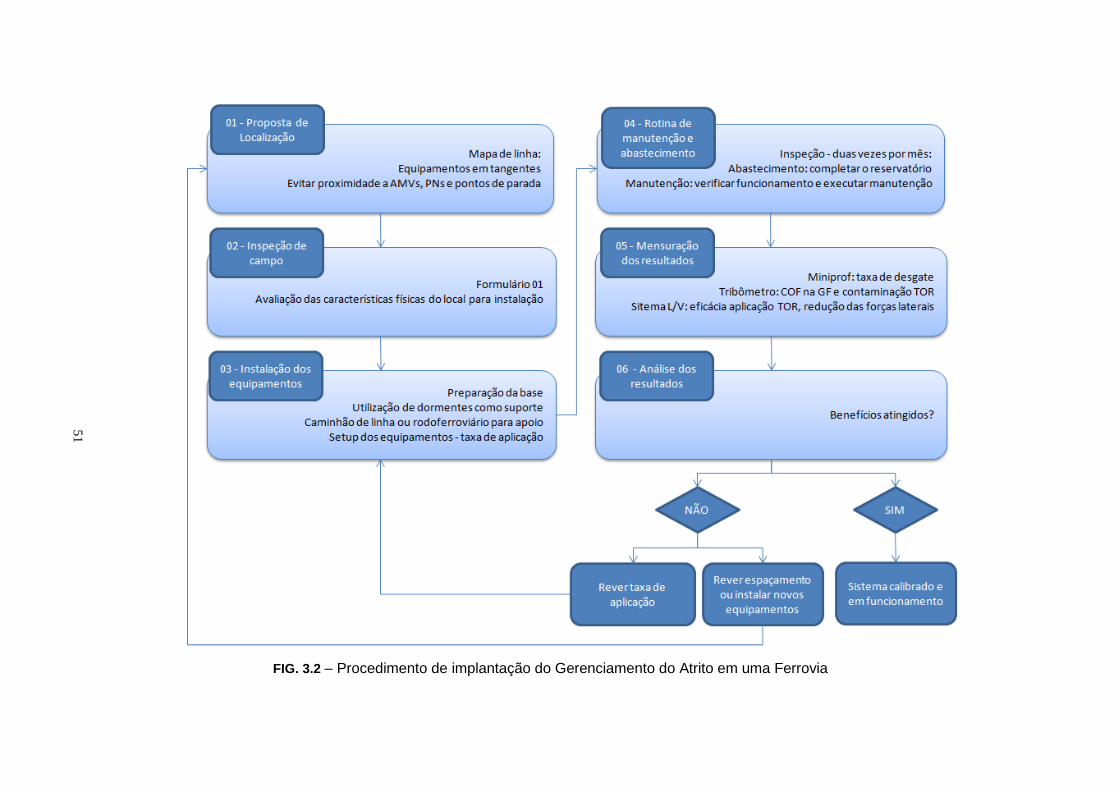
51
FIG. 3.2 – Procedimento de implantação do Gerenciamento do Atrito em uma Ferrovia
51

52
4 PROCEDIMENTO DE APLICAÇÃO E ANÁLISE
4.1 CONSIDERAÇÕES INICIAIS
Neste capítulo é apresentado o tipo de aplicação selecionado, baseado nas
melhores práticas já estudadas. Os equipamentos para aplicação de graxa e
modificador de atrito são definidos e suas principais características avaliadas e
apresentadas.
Um trecho na ferrovia MRS Logística foi determinado como piloto em função das
suas características geométricas e volume transportado em suas linhas. Os
equipamentos serão dispostos ao longo do trecho seguindo o procedimento
apresentado no Capítulo 03 para a implantação dos equipamentos wayside em um
projeto de Gerenciamento do Atrito. Todo o processo de localização final será
descrito.
As confirmações dos resultados e benefícios do projeto são apresentadas. Foram
utilizados o perfilômetro de trilhos Miniprof para levantamento da taxa de desgaste e
o Tribômetro Manual para levantamento do Coeficiente de Atrito. Para o período
seco, ou seja, anterior ao Gerenciamento do Atrito, serão utilizados dados do Track
STAR e leituras de Miniprof realizadas pela equipe da Esmerilhadora de Trilhos.
4.2 TIPO DE APLICAÇÃO
Seguindo as melhores práticas no mercado ferroviário e ainda a indicação do
estudo realizado pelo NRC, foi definido que seriam utilizados equipamentos
eletrônicos para aplicação wayside. Os equipamentos utilizados são fornecidos pela
LB Foster, antiga Portec.
Os equipamentos utilizados são do tipo Protector IV Trackside Friction
Management System, Gage Face ou Top of Rail. A Figura 4.1 mostra as principais
características dos dois equipamentos. Vale ressaltar que o que diferencia os
equipamentos é a barra de aplicação.
Para lubrificação da face de bitola são utilizadas barras distribuidoras de
lubrificante de 1,48 m, modelo Portec MC-4XL, 16 ou 48 portas de distribuição, com
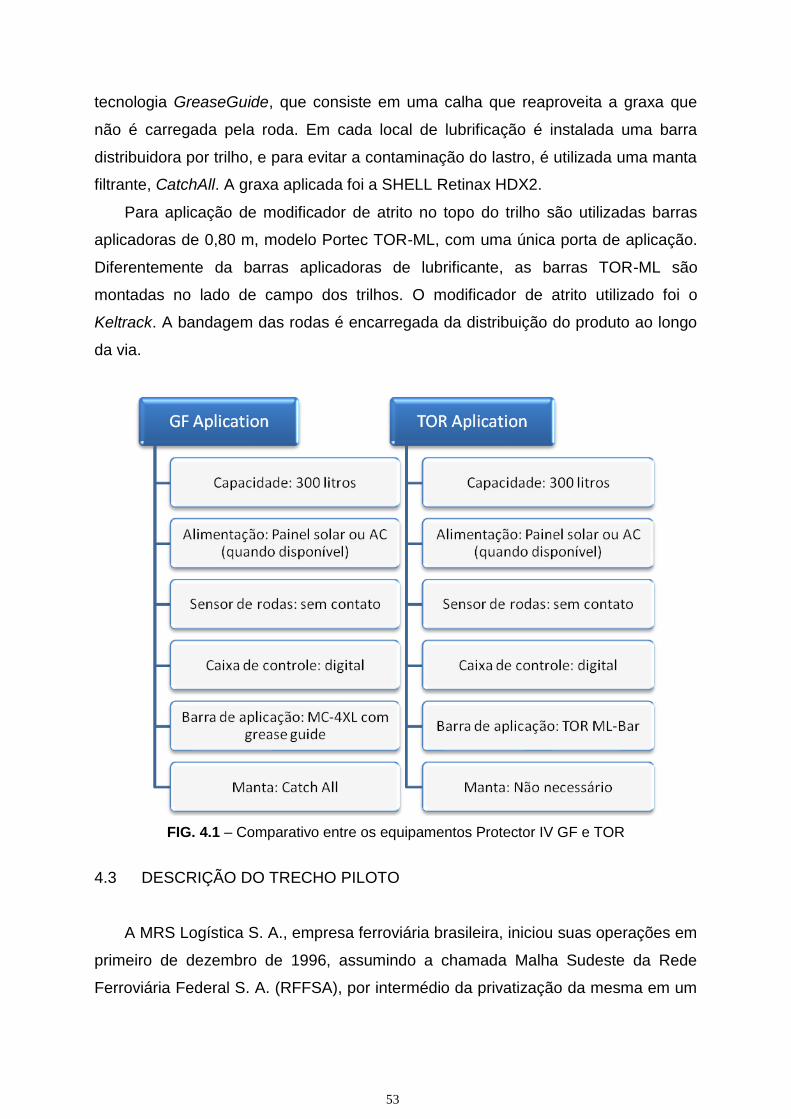
53
tecnologia GreaseGuide, que consiste em uma calha que reaproveita a graxa que
não é carregada pela roda. Em cada local de lubrificação é instalada uma barra
distribuidora por trilho, e para evitar a contaminação do lastro, é utilizada uma manta
filtrante, CatchAll. A graxa aplicada foi a SHELL Retinax HDX2.
Para aplicação de modificador de atrito no topo do trilho são utilizadas barras
aplicadoras de 0,80 m, modelo Portec TOR-ML, com uma única porta de aplicação.
Diferentemente da barras aplicadoras de lubrificante, as barras TOR-ML são
montadas no lado de campo dos trilhos. O modificador de atrito utilizado foi o
Keltrack. A bandagem das rodas é encarregada da distribuição do produto ao longo
da via.
FIG. 4.1 – Comparativo entre os equipamentos Protector IV GF e TOR
4.3 DESCRIÇÃO DO TRECHO PILOTO
A MRS Logística S. A., empresa ferroviária brasileira, iniciou suas operações em
primeiro de dezembro de 1996, assumindo a chamada Malha Sudeste da Rede
Ferroviária Federal S. A. (RFFSA), por intermédio da privatização da mesma em um
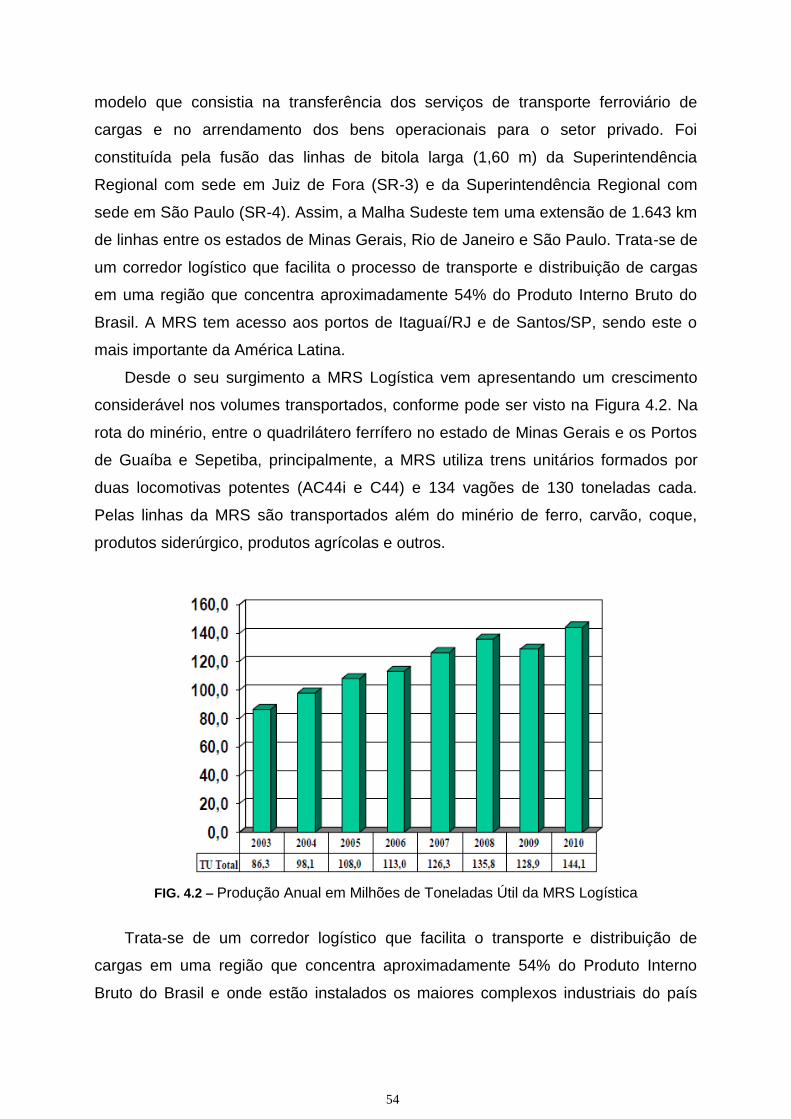
54
modelo que consistia na transferência dos serviços de transporte ferroviário de
cargas e no arrendamento dos bens operacionais para o setor privado. Foi
constituída pela fusão das linhas de bitola larga (1,60 m) da Superintendência
Regional com sede em Juiz de Fora (SR-3) e da Superintendência Regional com
sede em São Paulo (SR-4). Assim, a Malha Sudeste tem uma extensão de 1.643 km
de linhas entre os estados de Minas Gerais, Rio de Janeiro e São Paulo. Trata-se de
um corredor logístico que facilita o processo de transporte e distribuição de cargas
em uma região que concentra aproximadamente 54% do Produto Interno Bruto do
Brasil. A MRS tem acesso aos portos de Itaguaí/RJ e de Santos/SP, sendo este o
mais importante da América Latina.
Desde o seu surgimento a MRS Logística vem apresentando um crescimento
considerável nos volumes transportados, conforme pode ser visto na Figura 4.2. Na
rota do minério, entre o quadrilátero ferrífero no estado de Minas Gerais e os Portos
de Guaíba e Sepetiba, principalmente, a MRS utiliza trens unitários formados por
duas locomotivas potentes (AC44i e C44) e 134 vagões de 130 toneladas cada.
Pelas linhas da MRS são transportados além do minério de ferro, carvão, coque,
produtos siderúrgico, produtos agrícolas e outros.
FIG. 4.2 – Produção Anual em Milhões de Toneladas Útil da MRS Logística
Trata-se de um corredor logístico que facilita o transporte e distribuição de
cargas em uma região que concentra aproximadamente 54% do Produto Interno
Bruto do Brasil e onde estão instalados os maiores complexos industriais do país

55
(Figura 4.3). Em 2010 a empresa transportou 144,1 milhões de toneladas contra
128,9 milhões de toneladas em 2009.
FIG. 4.3 – Esquema de linhas da MRS Logística
De acordo com o Relatório de Administração da empresa em 2010, o Brasil
apresentou o recorde de 310,9 milhões de toneladas de minério de ferro exportadas,
uma alta de 16,9% em relação ao registrado em 2009, reflexo da manutenção da
forte demanda chinesa pelo produto brasileiro. Responsável pelo escoamento de
28,1% do total de minério de ferro exportado pelo país, a MRS, em 2010, alcançou o
recorde de 87,5 milhões de toneladas de minério de ferro transportadas,
correspondendo a um incremento de 9,0% em relação ao volume movimentado em
2009.
As coordenações de via permanente de Pinheiral e Barra do Piraí são umas das
mais solicitadas em termos de volume de transporte. Todo o minério exportação
trafega sobre suas linhas assim como o carvão que abastece a siderúrgica CSN em
Volta Redonda. Este trecho foi escolhido como piloto para a implantação do projeto
de Gerenciamento de Atrito.

56
FIG. 4.4 – Esquema da MRS com as subdivisões por Coordenações. Em destaque as Coordenações de Via Permanente de Pinheiral e Barra do Piraí.
O trecho compreendido entre os marcos quilométricos 156 e 64 consiste em
linha dupla, predominantemente (Figura 4.4). É caracterizado por 30 % de curvas na
Coordenação de Pinheiral, sendo a curvatura mínima de 230 metros, e cerca de
90% de curvas com raio mínimo de 156 metros na coordenação de Via de Barra do
Piraí. O tipo de trilho utilizado é o TR 68 com dureza máxima de 400 Hb. Os
dormentes são principalmente de eucalipto não tratado, sendo também encontrados
dormentes alternativos de plástico reciclado e aço em alguns trechos. O trecho
selecionado está entre os quilômetros 140 e 64, totalizando 76 km de linha de
extensão.
4.4 LOCALIZAÇÃO DOS EQUIPAMENTOS
Para a definição do posicionamento dos equipamentos foram consideradas as
indicações do estudo do NRC em relação ao número de equipamentos necessários
para a região em estudo:

57
10 aplicadores de face de bitola; e
19 aplicadores de topo do trilho.
De acordo com a Etapa 01 do procedimento, foi utilizado o mapa de linha,
documento que contém informações sobre todo o trecho como curvas e tangentes,
fornecendo raio de curvatura e extensão, foi feita a análise dos possíveis pontos de
instalação. Foram considerados os seguintes itens para a elaboração da proposta de
instalação:
- Raio de curvatura;
- Extensão das tangentes;
- Rampa;
- Tipo de trilho;
- Estratégia de esmerilhamento aplicado;
- Carga por eixo; e
- Tipo de tráfego existente, assim como velocidade praticada e padrões de
frenagem.
A proposta para o espaçamento inicial dos equipamentos foi, em média, de 4 km
entre aplicadores TOR e 8 km entre aplicadores GF, considerando todos os
requisitos para posicionamento citados anteriormente. A cobertura alcançada pelos
equipamentos deve ser avaliada e, caso necessário, nova proposta de
posicionamento deve ser estabelecida. A Tabela 4.1 mostra o posicionamento inicial
proposto.

58
TAB. 4.1 – Posicionamento inicial proposto
Posição Quilométrica
Tipo de Equipamento
Trecho/Pátio
Km 139 + 500 Lubrificador GF Rademaker – Volta Redonda
Km 139 + 400 Aplicador TOR Rademaker – Volta Redonda
Km 136 + 950 Aplicador TOR Inferior de Rademaker
Km 130 + 900 Lubrificador GF Pinheiral
Km 130 + 800 Aplicador TOR Pinheiral
Km 126 + 300 Aplicador TOR Vargem Alegre ‐ Pinheiral
Km 122 + 300 Lubrificador GF Superior de Vargem Alegre
Km 122 + 200 Aplicador TOR Superior de Vargem Alegre
Km 118 + 400 Aplicador TOR Waldemar de Brito – V. Alegre
Km 114 + 000 Lubrificador GF Waldermar de Brito – Pulverização
Km 113 + 900 Aplicador TOR Waldermar de Brito – Pulverização
Km 109 + 100 Aplicador TOR Barra do Piraí
Km 109 + 000 Lubrificador GF Barra do Piraí
Km 104 + 000 Lubrificador GF Santana de Barra
Km 103 + 900 Aplicador TOR Santana de Barra
Km 99 + 900 Aplicador TOR
Km 97 + 000 Lubrificador GF Mendes
Km 96 + 900 Aplicador TOR Mendes
Km 92 + 500 Aplicador TOR Mendes
Km 89 + 800 Lubrificador GF Humberto Antunes
Km 89 + 700 Aplicador TOR Humberto Antunes
Km 85 + 350 Aplicador TOR Paulo de Frontin
Km 82 + 300 Aplicador TOR Próximo ao Túnel 08
Km 80 + 300 Lubrificador GF Próximo ao Túnel 07
Km 79 + 200 Aplicador TOR Próximo ao Túnel 06
Km 74 + 500 Aplicador TOR Próximo ao Túnel 02
Km 72 + 500 Lubrificador GF Mário Belo
Km 69 + 500 Aplicador TOR
Km 65 + 200 Aplicador TOR Posto Km 64

59
Todos os pontos de instalação indicados foram visitados e avaliados com o
objetivo de validar a instalação, conforme a Etapa 02. Foi utilizado a Figura 3.1 para
registrar dos detalhes das inspeções. As principais características analisadas foram:
Superfície de acabamento após o esmerilhamento na face de bitola do
trilho externo: quinas vivas (deep grinding facets) devem ser evitadas;
Superfície do trilho: em pontos de instalação de equipamentos de
aplicação TOR a superfície do trilho deve estar livre de fissuras e/ou
defeitos superficiais, pois os mesmos podem ser potencializados na
região de aplicação;
Variação de bitola: deve ser ± 1/16” no ponto de instalação;
Localização: deve ser instalado em tangente e não adjacentes à curvas
de raios inferiores à 3°. Não deve ser instalado próximo à aparelhos de
mudança de via (AMV), passagens de nível (PN) e pontos de parada de
trens;
Tendência de hunting – deve ser evitada no local de instalação, o truque
deve estar o mais alinhado possível; e
Incidência de luz solar – para o caso de equipamentos eletrônicos que
utilizam energia solar.
Durante a inspeção, foi verificada a impossibilidade de instalação em alguns
pontos e a necessidade de realização de serviços para permitir a instalação em
outros pontos.
A seguir será apresentado o resultado da inspeção na Coordenação de Via
Permanente de Pinheiral. O mesmo processo foi realizado na Coordenação de Via
Permanente de Barra do Piraí.
- Km 139 + 500 (139 Poste 10) – Lubrificador
Local apropriado para a instalação, sem a necessidade de intervenção por parte da
Via Permanente (FIG. 4.5).
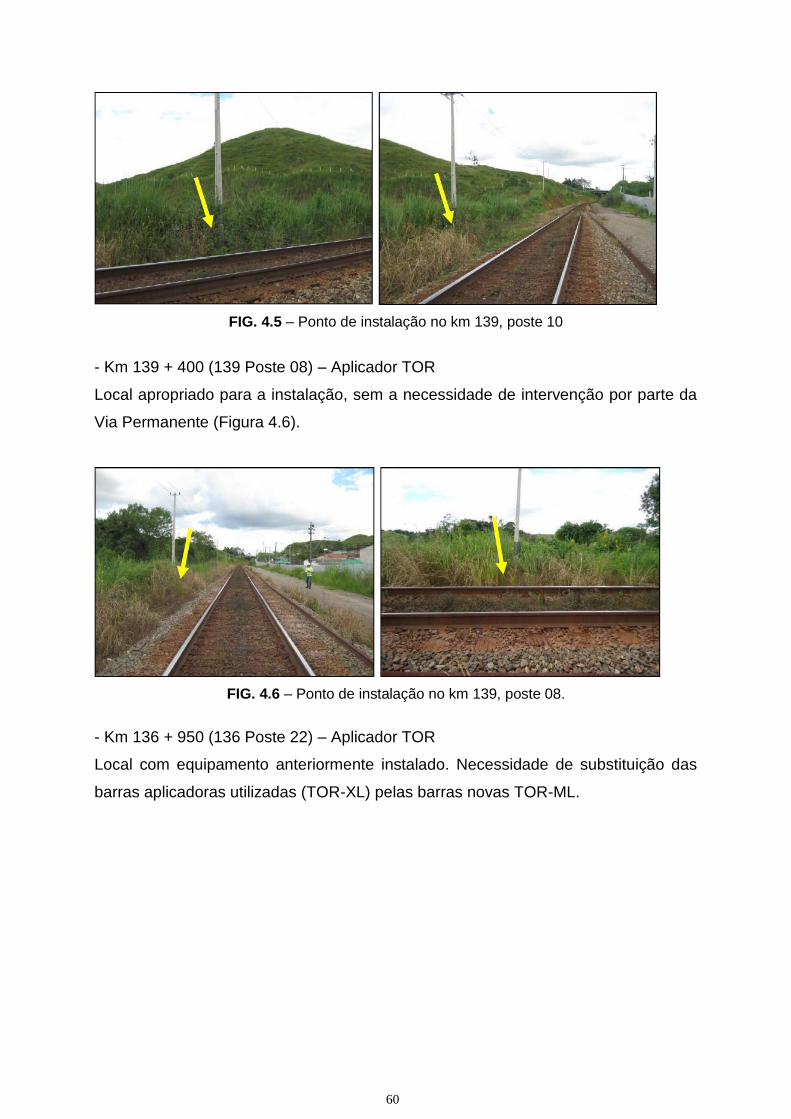
60
FIG. 4.5 – Ponto de instalação no km 139, poste 10
- Km 139 + 400 (139 Poste 08) – Aplicador TOR
Local apropriado para a instalação, sem a necessidade de intervenção por parte da
Via Permanente (Figura 4.6).
FIG. 4.6 – Ponto de instalação no km 139, poste 08.
- Km 136 + 950 (136 Poste 22) – Aplicador TOR
Local com equipamento anteriormente instalado. Necessidade de substituição das
barras aplicadoras utilizadas (TOR-XL) pelas barras novas TOR-ML.

61
FIG. 4.7 – Ponto de instalação no km 136, poste 22.
- km 130 + 900 – Lubrificador
Local em construção de um travessão ferroviário, sendo assim não seria atendida a
premissa de distância de AMV. Em substituição a este ponto, foi feita a verificação
das condições encontradas nas proximidades.
- Km 131 + 350 (131 Poste 07)
Trecho em tangente, com condições de instalação do equipamento.
Necessidade de realização de serviços de correção pela Via Permanente, como
consolidação de bitola, nivelamento transversal e substituição do trilho direito, pois o
mesmo se encontrava com defeito superficial.
FIG. 4.8 – Ponto de instalação no km 131, poste 07.
- Km 130 + 800 – Aplicador TOR
Local em construção de um travessão ferroviário, sendo assim não seria atendida a
premissa de distância de AMV. Em substituição a este ponto, foi feita a verificação
das condições encontradas nas proximidades.
- Km 131 + 150 (131 Poste 03)

62
Trecho em tangente, atendendo às condições para instalação do
equipamento. Não havia necessidade de intervenção da Via Permanente, somente a
retirada de um trilho na lateral da linha no local de posicionamento do aplicador
TOR.
FIG. 4.9 – Ponto de instalação no km 131, poste 03
- Km 126 + 300 (136 Poste 03) – Aplicador TOR
Local apropriado para a instalação. Há necessidade de intervenção por parte da Via
Permanente para a limpeza do lastro no local.
FIG. 4.10 – Ponto de instalação no km 126, poste 03
- Km 122 + 300 (122 Poste 05) – Lubrificador
Necessidade de intervenção da Via Permanente para a substituição dos trilhos
esquerdo e direito, pois os mesmos apresentam acentuado escoamento interno, o
que dificulta a instalação da barra aplicadora.

63
FIG. 4.11 – Ponto de instalação no km 122, poste 05
- Km 122 + 200 (122 Poste 03) – Aplicador TOR
Local apropriado para a instalação contudo há a necessidade de substituição do
trilho esquerdo, pois trata-se de trilho invertido, com acentuado desgaste no lado de
campo, o dificulta a instalação da barra aplicadora TOR ML.
FIG. 4.12 – Ponto de instalação no km 122, poste 03
- Km 118 + 400 – Aplicador TOR
Local não apresentava tangente com comprimento suficiente, diferente do que
mostrava o mapa de linha. Em substituição a este ponto, foi feita a verificação das
condições encontradas nas proximidades.
- Km 119 + 250 (119 Poste 05)
Trecho em tangente em condições para a instalação do equipamento sem a
necessidade de intervenções por parte da equipe de Via Permanente.

64
FIG. 4.13 – Ponto de instalação no km 119, poste 05
- Km 114 + 000 – Lubrificador
Apesar do mapa de linha apresentar este ponto como uma tangente, na verdade, o
comprimento não era suficiente para instalação do equipamento. Foi feita a
avaliação das condições encontradas nas proximidades para verificação de novo
local para instalação.
- Km 115 + 900 (115 Poste 18)
Local apropriado para a instalação, atendendo a todos os critérios avaliados. Há a
necessidade de esmerilhamento do escoamento do trilho esquerdo para facilitar a
instalação da barra aplicadora.
FIG. 4.14 – Ponto de instalação no km 115, poste 18
- Km 113 + 900 – Aplicador TOR
O local não apresentava as características necessárias para instalação do
equipamento. Em substituição a este ponto, foi feita a verificação das condições
encontradas nas proximidades.
- Km 115 + 300 (115 Poste 06)
65
Solicitada a substituição do trilho direito, pois o mesmo apresenta alto índice de
desgaste em função de se tratar de trilho invertido. Não há outras intervenções a
serem realizadas.
FIG. 4.15 – Ponto de instalação no km 115, poste 06
Seguindo o procedimento, de acordo com a Etapa 03, após a realização da
inspeção, e com base em todos os parâmetros técnicos anteriormente comentados,
foram definidos os pontos de instalação conforme mostra a Tabela 4.2.
TAB. 4.2 – Quadro final com o posicionamento dos equipamentos.
Posição Quilométrica
Tipo de Equipamento
Trecho/Pátio Fonte de Energia
Posição do reservatório
Instalação das barras
Km 139 P10 Lubrificador GF Rademaker – Volta Redonda
Solar Esquerda Linha 1
Km 139 P08 Aplicador TOR Rademaker – Volta Redonda
Solar Esquerda Linha 1
Km 136 P22 Aplicador TOR Inferior de Rademaker
AC Direita Linha 1
Km 131 P7 Lubrificador GF Pinheiral Novo Solar Esquerda Linha 1
Km 131 P3 Aplicador TOR Pinheiral Novo Solar Esquerda Linha 1
Km 126 P6 Aplicador TOR Vargem Alegre ‐ Pinheiral
Solar Direita Linha 2
Km 122 P5 Lubrificador GF Superior de Vargem Alegre
Solar Direita Linha 2
Km 122 P3 Aplicador TOR Superior de
Vargem Alegre Solar Direita Linha 2
Km 119 P5 Aplicador TOR Waldemar de Brito
– V. Alegre Solar Direita Linha 2
Km 115 P18 Lubrificador GF Waldermar de Brito Solar Direita Linha 2
Km 115 P6 Aplicador TOR Waldermar de Brito Solar Direita Linha 2
Km 109 P7 Lubrificador GF Barra do Piraí Solar Direita Linha 1
Km 109 P6 Aplicador TOR Barra do Piraí Solar Direita Linha 1
Km 104 P2 Lubrificador GF Inferior Túnel 15 Solar Esquerda Linha 1
Km 103 P24 Aplicador TOR Inferior Túnel 15 Solar Esquerda Linha 1

66
TAB. 4.3 – Quadro final com o posicionamento dos equipamentos (Continuação).
Posição Quilométrica
Tipo de Equipamento
Trecho/Pátio Fonte de Energia
Posição do reservatório
Instalação das barras
Km 99 P21 Aplicador TOR Morsing Solar Esquerda Linha 1
Km 97 Lubrificador GF Martins Costa Solar Direita Linha 1
Km 96 P17 Aplicador TOR Martins Costa Solar Esquerda Linha 1
Km 92 P8 Aplicador TOR Mendes Solar Esquerda Linha 1
Km 87 P2 Aplicador TOR Inferior Túnel 12 Solar Esquerda Linha 1
Km 86 P7,5 Lubrificador GF Paulo de Frontin Solar Direita Linha 1
Km 85 P5 Aplicador TOR Paulo de Frontin Solar Esquerda Linha 1
Km 83 P11,5
Aplicador TOR Entre túnel 10 e 11 Solar Esquerda Linha 1
Km 80 P7 Lubrificador GF Inferior Túnel 07 Solar Esquerda Linha 1
Km 79 P5 Aplicador TOR Inferior Túnel 06 Solar Esquerda Linha 1
Km 74 P8,5 Aplicador TOR Inferior Túnel 02 Solar Esquerda Linha 1
Km 72 P9,5 Lubrificador GF Mário Belo Solar Esquerda Linha 1
Km 69 P13 Aplicador TOR Pátio km 64 Solar Esquerda Linha 1
Km 65 P3 Aplicador TOR Pátio km 64 Solar Direita Linha 1
Km 99 P21 Aplicador TOR Morsing Solar Esquerda Linha 1
4.5 LINHA DE BASE
Para posterior verificação de resultados foram identificadas 27 curvas com
diferentes raios de curvatura (suaves, moderadas e apertadas) para monitoramento
da taxa de desgaste lateral e vertical dos trilhos (Tabela 4.4). Para isso foi utilizado o
perfilômetro digital Miniprof. A partir dos dados gerados pôde-se identificar o
desgaste natural dos trilhos, provocado pelo contato roda x trilho, e o desgaste
artificial, provado pelo esmerilhamento. Para atingir este objetivo foram feitas
medições sempre antes e após a passagem da esmerilhadora de trilhos no trecho
avaliado ou sempre que o ciclo da esmerilhadora ultrapassar 30 MTBT.

67
TAB. 4.4 – Curvas monitoradas
A Tabela 4.5 mostra os resultados das primeiras leituras realizadas com o
Miniprof na Coordenação de Via Permanente de Pinheiral. Em cada curva foram
marcados 6 pontos de medição (3 pontos no trilho interno e 3 pontos no trilho
externo). Os resultados apresentam os valores de desgaste vertical e lateral, em
milímetros, e representam a primeira medição. Para posterior comparação, serão
utilizados dados provenientes do Track STAR e da equipe da Esmerilhadora de
trilhos, que faz medidas pontuais utilizando o Miniprof.
TAB. 4.5 – Resultados da medição com o Miniprof
Local Trilho Desgaste
vertical (mm) Desgaste
Lateral (mm)
138 P5 Externo 2,7283 4,5002
138 P5 Interno 3,1657 0,1009
138 P6 Externo 2,8922 3,7061
138 P6 Interno 3,6926 -0,1502
138 P7 Externo 3,0867 4,0345
138 P7 Interno 3,4072 -0,3065
135 P2 Externo 1,855 0,1082
135 P2 Interno 0,3552 -0,4726
135 P2+15 Externo 8,853 0,0705
135 P2+15 Interno 0,4521 -0,3608
135 P2+30 Externo 8,9702 -0,3134
135 P2+30 Interno 0,4302 -0,3874
134 P16 Externo 2,1477 -0,0095
134 P16 Interno 0,6025 0,6079
134 P15,5 Externo 1,788 -0,0744
134 P15,5 Interno 1,1669 0,8418
134 P15 Externo 1,9119 -0,2712

68
TAB. 4.6 – Resultados da medição com o Miniprof
(Continua).
Local Trilho Desgaste
vertical (mm) Desgaste
Lateral (mm)
134 P15 Interno 0,5666 0,3072
130+250 Interno 1,2731 1,6782
130+250 Externo 1,3298 -0,2679
130+265 Externo 1,2618 -0,2818
130+265 Interno 0,9526 1,5552
130+280 Interno 1,1996 0,2664
130+280 Externo 1,2291 -0,1181
127 Externo 4,1971 6,9217
127 Interno 7,3218 -0,0619
127+15 Externo 4,3107 7,3449
127+15 Interno 9,4132 0,4395
127-15 Externo 4,245 7,9768
127-15 Interno 8,539 -0,2658
126 P14 Externo 5,1104 7,6425
126 P14 Interno 10,1491 0,0071
126 P14+15 Externo 4,728 6,9835
126 P14+15 Interno 7,7632 -0,2373
126 P14+30 Externo 5,1394 9,5494
126 P14+30 Interno 9,9181 -0,4423
123 P6 Externo 13,0529 8,9655
123 P6 Interno 11,09 -0,28
123 P5 Externo 12,7532 7,0189
123 P5 Interno 11,3412 -0,8224
123 P4 Externo 12,034 7,0348
123 P4 Interno 11,0317 -0,3791
124 P1 Externo 8,4184 -0,2001
124 P1 Interno 9,1386 2,7901
123 P25 Externo 9,1382 -0,1003
123 P25 Interno 9,6003 4,919
123 P23 Externo 9,3069 -0,4535
123 P23 Interno 9,2828 5,8494
122 P16,5 Externo 10,5678 5,5391
122 P16,5 Interno 11,0412 -0,1678
122 P16,75 Interno 10,8916 -0,7773
122 P16,75 Externo 10,5009 4,1967
122 P16,25 Externo 10,3536 5,4767
122 P16,25 Interno 10,8319 -0,1397
121 P11 Externo 5,3604 2,7503

69
TAB. 4.7 – Resultados da medição com o Miniprof
(Continuação).
Local Trilho Desgaste
vertical (mm) Desgaste
Lateral (mm)
121 P11 Interno 1,5477 -0,3626
121 P11,5 Externo 5,2637 1,1249
121 P11,5 Interno 1,5721 -0,5443
121 P10,5 Externo 5,2503 2,3001
121 P10,5 Interno 1,5852 -0,6926
121 Externo 1,3063 -0,1224
121 Interno 10,4903 -1,011
120 P17 Externo 1,5426 -0,3041
120 P17 Interno 11,8167 -0,5899
120 P16,5 Externo 1,4834 0,1013
120 P16,5 Interno 11,3898 -1,4315
117 P23 Externo 11,4123 0,1838
117 P23 Interno -0,1042 0,0136
117 P23,5 Externo 3,9654 1,5559
117 P23,5 Interno 3,6014 -0,1193
117 P22,5 Externo -0,107 -0,0173
117 P22,5 Interno 13,7747 -0,2888
117 P16,5 Externo -0,2519 -0,25
117 P16,5 Interno 11,0075 -0,4413
117 P16 Externo 12,2956 0,3804
117 P16 Interno -0,3862 -0,2673
117 P14,5 Externo 13,2125 -0,2878
117 P14,5 Interno -0,3082 -0,0932
Em paralelo foram feitas medições do coeficiente de atrito na face de bitola e
topo dos trilhos externos e topo dos trilhos internos. O objetivo é avaliar a efetividade
da lubrificação da face de bitola e uma possível contaminação no topo do trilho. A
Tabela 4.8 mostra a classificação dos trilhos em função do coeficiente de atrito
medido.
Vale a pena ressaltar que medindo o coeficiente de atrito no topo do trilho não
se pode avaliar o desempenho dos aplicadores TOR devido às características do
modificador de atrito, secagem rápida, e distribuição pontual no topo do trilho.

70
TAB. 4.8 – Classificação dos trilhos em função do coeficiente de atrito medido
Classificação ‐ Trilho Coeficiente de
Atrito Descrição
Seco 0,35 a 0,57 Sem graxa na face de bitola.
Lubrificação Pobre 0,30 a 0,35 10% a 40% de graxa na face de bitola
Lubrificação Aceitável
0,25 a 0,30 40% a 60% de graxa na face de bitola. Metal ainda é visível através do lubrificante.
Lubrificação Boa 0,20 a 0,25 60% a 90% de graxa na face de bitola
Lubrificação Ótima 0,15 a 0,20 100% de graxa na face de bitola. Graxa ainda fresca e úmida.
Lubrificação Excessiva
<0,15 Boleto do trilho coberto por um filme de lubrificante.
Os resultados das medições realizadas estão apresentados na Tabela 4.6.
Foram identificados os pontos de medição (quilometragem e poste), o raio de
curvatura, o tipo de trilho e o coeficiente de atrito. No caso do trilho externo no km
130+250 não foi possível identificar o tipo de trilho utilizado pois não foram
encontradas marcações no mesmo.
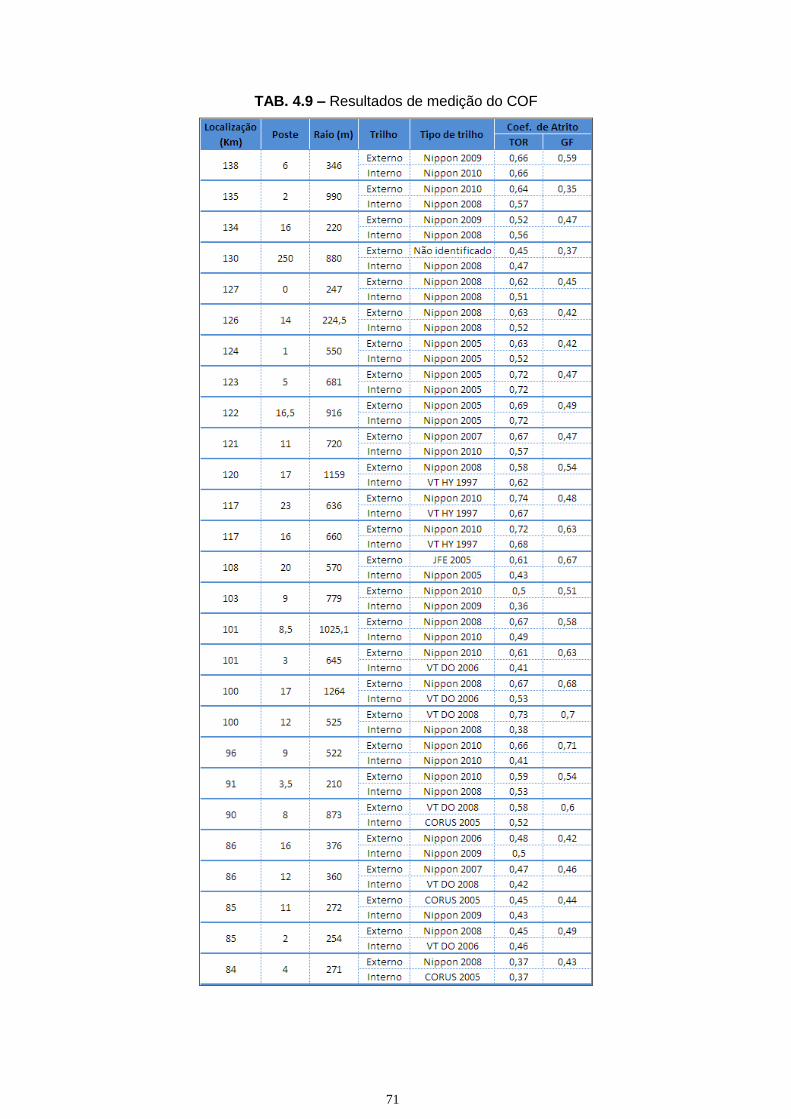
71
TAB. 4.9 – Resultados de medição do COF
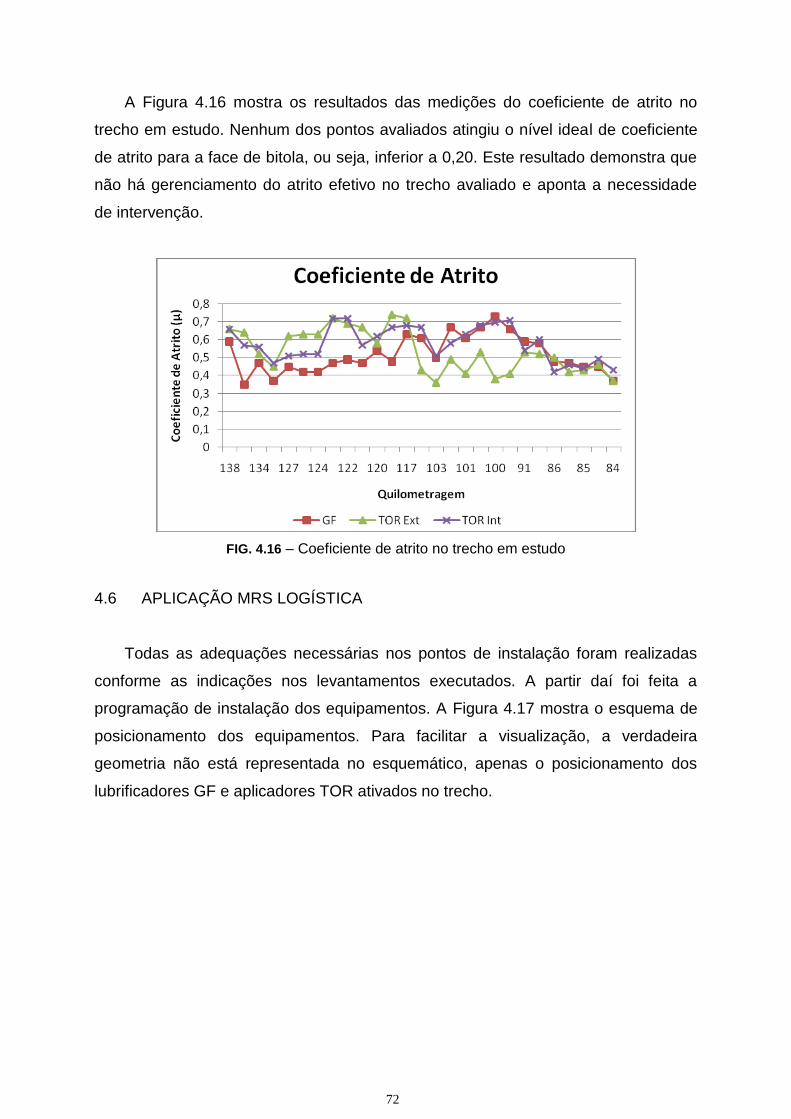
72
A Figura 4.16 mostra os resultados das medições do coeficiente de atrito no
trecho em estudo. Nenhum dos pontos avaliados atingiu o nível ideal de coeficiente
de atrito para a face de bitola, ou seja, inferior a 0,20. Este resultado demonstra que
não há gerenciamento do atrito efetivo no trecho avaliado e aponta a necessidade
de intervenção.
FIG. 4.16 – Coeficiente de atrito no trecho em estudo
4.6 APLICAÇÃO MRS LOGÍSTICA
Todas as adequações necessárias nos pontos de instalação foram realizadas
conforme as indicações nos levantamentos executados. A partir daí foi feita a
programação de instalação dos equipamentos. A Figura 4.17 mostra o esquema de
posicionamento dos equipamentos. Para facilitar a visualização, a verdadeira
geometria não está representada no esquemático, apenas o posicionamento dos
lubrificadores GF e aplicadores TOR ativados no trecho.

73
FIG. 4.17 – Esquema de posicionamento dos equipamentos
Para a instalação foram utilizados um caminhão rodoferroviário Volkswagen
Worker 17-180, equipado com um munck (guindaste) e preparado com o sistema
próprio para abastecimento de lubrificante e modificador de atrito. Os equipamentos
foram posicionados ao longo da via férrea com o apoio da equipe de via permanente
local com a Figura 4.18 pode-se ver o caminhão de linha carregando os
equipamentos preparados para a instalação assim como um equipamento
posicionado ao lado da linha.
A base no terreno para instalação foi previamente preparada e nivelada. Foram
utilizados dormentes inservíveis para a reaplicação na linha como suporte para os
equipamentos. Foram usados preferencialmente dormentes de plástico, pois os
mesmos têm vida útil superior ao dormente de madeira. Este suporte foi
anteriormente preparado e os equipamentos foram posicionados com esta base de
dormentes, conforme também pode ser visto na Figura 4.18.
FIG. 4.18 – Caminhão de linha carregando equipamentos e equipamento posicionado ao lado da linha

74
Foram utilizados conduítes plásticos para enterrar as mangueiras dos
equipamentos no lastro ferroviário. Este procedimento não é prática comum nas
instalações realizadas na América do Norte, contudo em função do alto risco de
vandalismo na área do projeto e com a intenção de proteger as mangueiras de
possíveis arrastes de barras de trilhos sobre as mesmas, foi definida a necessidade
deste tipo de proteção. A Figura 4.19 mostra o padrão de instalação utilizado.
Seguindo orientação do fornecedor, os equipamentos foram programados com a
taxa de aplicação descrita a seguir:
- Aplicador TOR: 0,25 segundos de aplicação a cada 12 rodas (0,50 L / 1000
rodas)
- Lubrificador GF: 0,25 segundos de aplicação a cada 16 rodas (0,35 L / 1000
rodas)
FIG. 4.19 – Exemplo de instalação, com base de dormentes e conduítes plásticos protegendo as mangueiras

75
4.6.1 INSTALAÇÕES
A Tabela 4.10 mostra a data de aplicação, calibração e ativação dos
equipamentos. Os aplicadores TOR do km 103, Poste 16, e km 136, Poste 22,
foramreaproveitados. A ferrovia MRS Logística havia feito a instalação de alguns
equipamentos em 2008 e estes equipamentos foram mantidos em sua posição
inicial. Com a conclusão desta fase, encerra-se a Etapa 03.
TAB. 4.10 – Data de aplicação dos equipamentos
Local Descrição Tipo Data
Km 65 P 3 Pátio km 64 Aplicador TOR 20/07/2011
Km 69 P 13 Pátio km 64 Aplicador TOR 29/07/2011
Km 72 P 9,5 Mário Belo Lubrificador GF 26/07/2011
Km 74 P 8,5 Inferior Túnel 02 Aplicador TOR 21/07/2011
km 79 P05 Inferior Túnel 06 Aplicador TOR 14/07/2011
Km 80 P7 Inferior Túnel 07 Lubrificador GF 29/07/2011
Km 83 P11,5 Entre túnel 10 e 11 Aplicador TOR 20/07/2011
Km 85 P5 Paulo de Frontin Aplicador TOR 16/06/2011
Km 86 P7,6 Paulo de Frontin Lubrificador GF 21/06/2011
Km 87 P2 Inferior Túnel 12 Aplicador TOR 16/06/2011
Km 92 P 8 Mendes Aplicador TOR 14/06/2011
Km 96 P17 Martins Costa Aplicador TOR 18/06/2011
Km 97 Martins Costa Lubrificador GF 08/06/2011
Km 99 P21 Morsing Aplicador TOR 08/06/2011
Km 103 P16 * Inferior Túnel 15 Aplicador TOR 15/12/2008
Km 104 P2 Inferior Túnel 15 Lubrificador GF 08/06/2011
km 109 P6 Barra do Piraí Aplicador TOR 30/05/2011
km 109 P7 Barra do Piraí Lubrificador GF 30/05/2011
Km 115 P6 Waldemar de Brito Aplicador TOR 20/05/2011
Km 115 P18 Waldemar de Brito Lubrificador GF 06/05/2011
Km 119 P5 Waldemar de Brito Aplicador TOR 12/05/2011
Km 122 P3 Vargem Alegre Aplicador TOR 24/05/2011
Km 122 P5 Vargem Alegre Lubrificador GF 24/05/2011
Km 126 P3 Vargem Alegre Aplicador TOR 05/05/2011
Km 131 P3 Pinheiral Novo Aplicador TOR 13/05/2011
Km 131 P7 Pinheiral Novo Lubrificador GF 20/05/2011
km 136 P22* Pinheiral Aplicador TOR 15/12/2008
Km 139 P8 Volta Redonda Aplicador TOR 29/04/2011
Km 139 P10 Volta Redonda Lubrificador GF 28/04/2011

76
O serviço teve início no final do mês de abril e levou cerca de três meses para
ser concluído, sendo o último equipamento instalado no dia 29 de julho. A medida
que as pendências encontradas na inspeção inicial para definição do
posicionamento, mencionadas anteriormente, eram sanadas e o ponto de instalação
liberado, os equipamentos foram posicionados e instalados.
Todos os equipamentos foram ativados na data de aplicação com a
configuração citada anteriormente. O funcionamento continua sendo monitorado
com inspeções periódicas.
FIG. 4.20 – Aplicador TOR – Km 115 P6

77
FIG. 4.21 – Lubrificador eletrônico – Km 115 P18
FIG. 4.22 – Aplicador TOR – Km 119 P9

78
FIG. 4.23 – Aplicador TOR – Km 122 P3
FIG. 4.24 – Lubrificador eletrônico – Km 122 P5

79
FIG. 4.25 – Aplicador TOR – Km 126 P3
FIG. 4.26 – Aplicador TOR – Km 131 P3
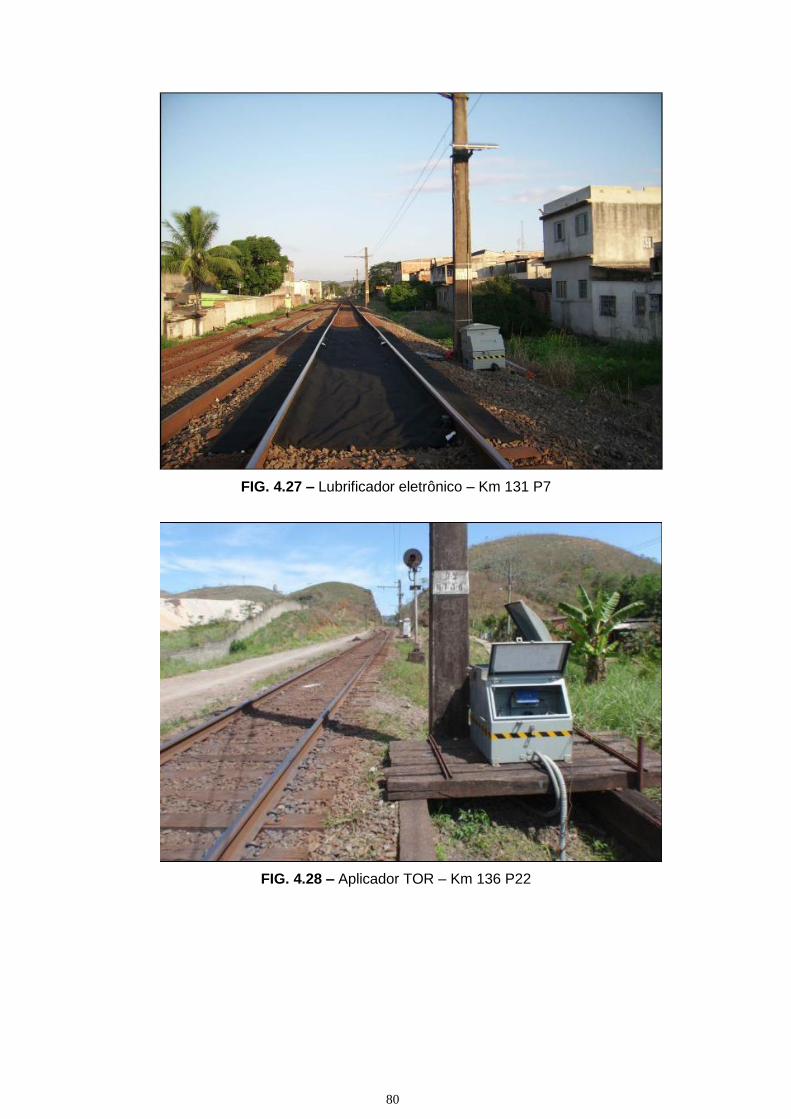
80
FIG. 4.27 – Lubrificador eletrônico – Km 131 P7
FIG. 4.28 – Aplicador TOR – Km 136 P22
81
FIG. 4.29 – Aplicador TOR – Km 139 P8
FIG. 4.30 – Lubrificador eletrônico – Km 139 P10
82
5 RESULTADOS
5.1 RESULTADOS MRS – PROJETO GLOBAL
O Gerenciamento do Atrito no Brasil começou a ser implantado na MRS
Logística em 2007 com a instalação dos primeiros equipamentos e em 2011 o
projeto foi expandido com implantação de equipamentos em larga escala. Esta
expansão motivou o estudo apresentado nesta dissertação. O projeto atual envolve
a instalação de 75 lubrificadores de face de bitola e 51 aplicadores de modificador
de atrito no topo do trilho com objetivo final de proteger 575 km da malha ferroviária
da MRS, muito superior aos 76 km do trecho em estudo.
Em função disso, algumas análises foram elaboradas para demonstrar a eficácia
do projeto. Almeida (2011) apresentou uma comparação de trechos esmerilhados
com dois tipos de perfis de trilho (Low rail Sharp ou CPF low rail) logo após a
passagem da esmerilhadora e após um intervalo de tempo para avaliação da taxa
de desgaste vertical dos trilhos. Um dos trechos avaliados tinha sido implementado
com o gerenciamento do atrito recentemente.
A FIG. 5.1 mostra os pontos de monitoramento utilizados, assim como
informações sobre quantidade de pontos avaliados, raio médio de curvatura e
tonelagem trafegada no período de medição (MGT – Million Gross Tones). A cada
duas semanas foram feitas medições com a utilização do Miniprof com o objetivo de
acompanhar o desempenho dos trilhos e mensurar a taxa de desgaste.

83
FIG. 5.1 – Esquemático da linha da MRS – Pontos de monitoramento utilizados
Na Figura 5.2 os gráficos mostram as taxas de desgaste vertical dos trilhos no
trecho Saudade x Guaíba por tipo de perfil esmerilhado. Percebe-se que os trilhos
instalados nos km 102+000 e 102+600 apresentam uma taxa de desgaste inferior
aos outros pontos. Estas curvas são exatamente onde o gerenciamento do atrito já
estava implementado e em perfeito funcionamento durante o período dos
levantamentos.
FIG. 5.2 – Taxa de desgaste vertical dos trilhos por tipo de perfil e local
Para se ter uma comparação mais coerente, foi calculada a taxa de desgaste
em cada um dos pontos dividida pela tonelagem transportada em cada trecho,
obtendo-se assim a taxa de desgaste em mm2 por MGT. O nível de desgaste
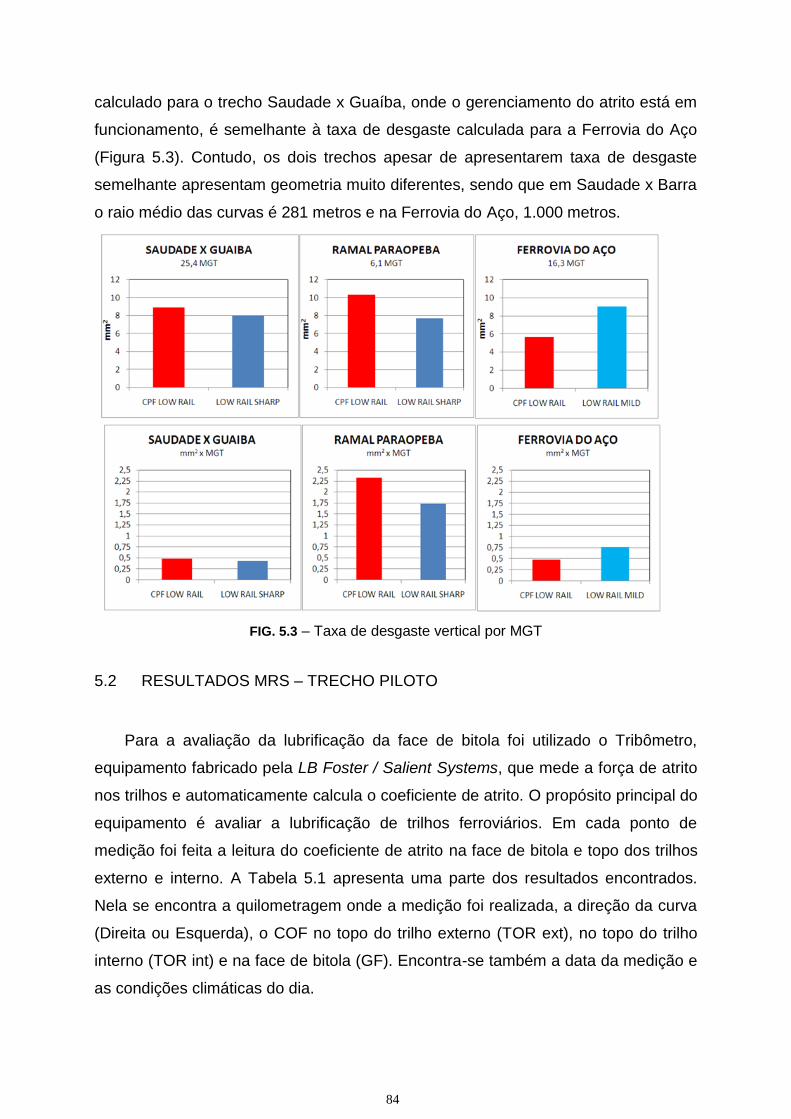
84
calculado para o trecho Saudade x Guaíba, onde o gerenciamento do atrito está em
funcionamento, é semelhante à taxa de desgaste calculada para a Ferrovia do Aço
(Figura 5.3). Contudo, os dois trechos apesar de apresentarem taxa de desgaste
semelhante apresentam geometria muito diferentes, sendo que em Saudade x Barra
o raio médio das curvas é 281 metros e na Ferrovia do Aço, 1.000 metros.
FIG. 5.3 – Taxa de desgaste vertical por MGT
5.2 RESULTADOS MRS – TRECHO PILOTO
Para a avaliação da lubrificação da face de bitola foi utilizado o Tribômetro,
equipamento fabricado pela LB Foster / Salient Systems, que mede a força de atrito
nos trilhos e automaticamente calcula o coeficiente de atrito. O propósito principal do
equipamento é avaliar a lubrificação de trilhos ferroviários. Em cada ponto de
medição foi feita a leitura do coeficiente de atrito na face de bitola e topo dos trilhos
externo e interno. A Tabela 5.1 apresenta uma parte dos resultados encontrados.
Nela se encontra a quilometragem onde a medição foi realizada, a direção da curva
(Direita ou Esquerda), o COF no topo do trilho externo (TOR ext), no topo do trilho
interno (TOR int) e na face de bitola (GF). Encontra-se também a data da medição e
as condições climáticas do dia.

85
TAB. 5.1 – Resultados de medições com o Tribômetro

86
Na Figura 5.4 pode-se visualizar os resultados encontrados. Percebe-se que o
coeficiente de atrito medido para a face de bitola (GF) foi inferior a 0,20 somente em
poucos pontos de medição. A média dos valores do COF medidos foi 0,29,
alcançando em alguns pontos valores superiores a 0,40.
FIG. 5.4 – Coeficiente de atrito
Apesar de uma redução do coeficiente de atrito quando comparado a situação
inicial, ou seja, a fase sem lubrificação, o COF encontrado para a face de bitola
ainda é superior ao ideal (µ < 0,20). A FIG. 5.5 ilustra o comparativo entre as duas
fases. Nela pode-se perceber que houve uma queda considerável do nível do
coeficiente de atrito. A média das leituras feitas em dezembro é 0,29, inferior à
média das leituras da linha de base, 0,46. Ainda que se tenha atingido a redução do
COF de maneira geral e que em alguns pontos esse valor encontrado seja
considerado ideal (µ < 0,20), o resultado não é o esperado. Os valores encontrados
mostram que o sistema precisa ser calibrado.
Cabe ressaltar que na fase de medições para validação dos resultados foi
identificada a necessidade de mais pontos de acompanhamento, por isso o número
superior de pontos de medição em dezembro de 2011.
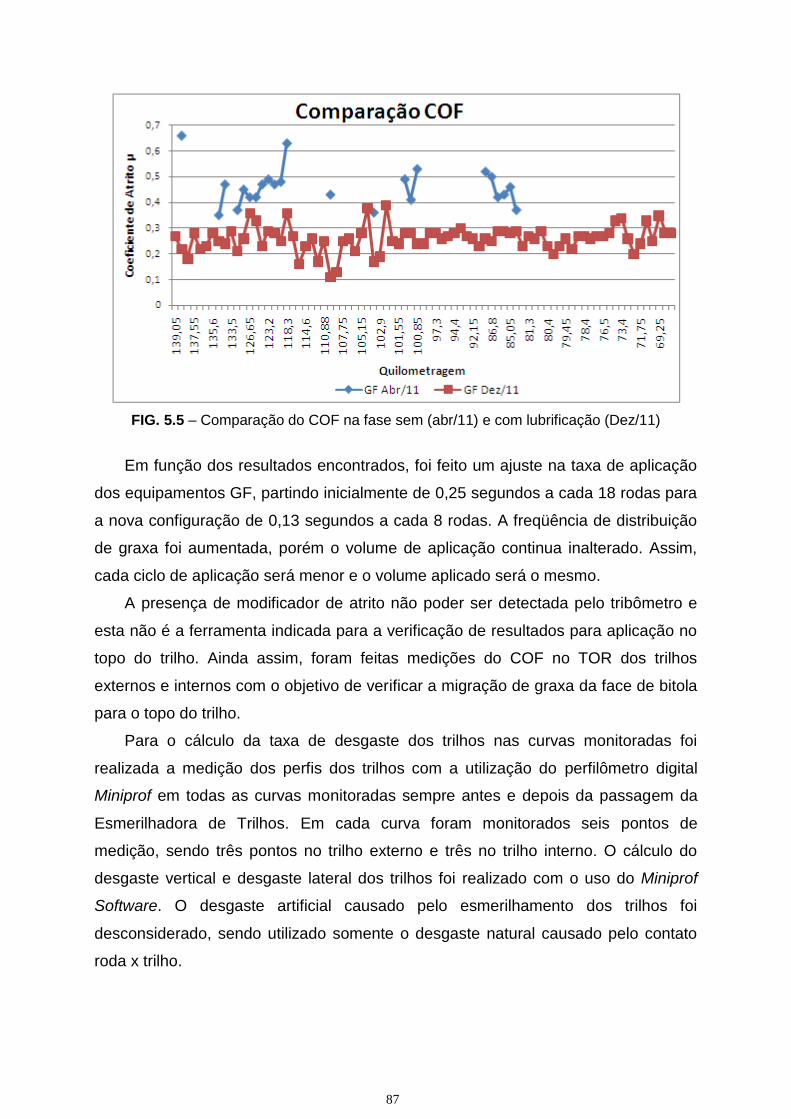
87
FIG. 5.5 – Comparação do COF na fase sem (abr/11) e com lubrificação (Dez/11)
Em função dos resultados encontrados, foi feito um ajuste na taxa de aplicação
dos equipamentos GF, partindo inicialmente de 0,25 segundos a cada 18 rodas para
a nova configuração de 0,13 segundos a cada 8 rodas. A freqüência de distribuição
de graxa foi aumentada, porém o volume de aplicação continua inalterado. Assim,
cada ciclo de aplicação será menor e o volume aplicado será o mesmo.
A presença de modificador de atrito não poder ser detectada pelo tribômetro e
esta não é a ferramenta indicada para a verificação de resultados para aplicação no
topo do trilho. Ainda assim, foram feitas medições do COF no TOR dos trilhos
externos e internos com o objetivo de verificar a migração de graxa da face de bitola
para o topo do trilho.
Para o cálculo da taxa de desgaste dos trilhos nas curvas monitoradas foi
realizada a medição dos perfis dos trilhos com a utilização do perfilômetro digital
Miniprof em todas as curvas monitoradas sempre antes e depois da passagem da
Esmerilhadora de Trilhos. Em cada curva foram monitorados seis pontos de
medição, sendo três pontos no trilho externo e três no trilho interno. O cálculo do
desgaste vertical e desgaste lateral dos trilhos foi realizado com o uso do Miniprof
Software. O desgaste artificial causado pelo esmerilhamento dos trilhos foi
desconsiderado, sendo utilizado somente o desgaste natural causado pelo contato
roda x trilho.

88
A taxa de desgaste média foi calculada e equalizada em termos de tonelagem,
ou seja, foram extrapoladas para 100 MTBT, assim todas possuem a mesma base
para comparação. Os casos onde a taxa de desgaste encontrada era negativa, em
função de substituição do trilho analisado ou a erro da leitura, foram
desconsiderados na análise.
A base de dados para comparação dos resultados foi gerada através dos
registros do carro controle (Track Star) utilizado pela MRS de inspeções realizadas
em outubro e novembro de 2010 e fevereiro e abril de 2011. O Track Star é um
veículo rodoferroviário utilizado para inspeções das condições da via permanente.
Ele é dotado de equipamentos capazes de levantar as características geométricas
da via permanente. Com os dados levantados faz-se a comparação com os valores
esperados para cada parâmetro e pode-se determinar os pontos com defeitos que
devem ser corrigidos. Uma das funcionalidades do Track Star é o sistema Laserail
(Rail Measurement System), através do qual é possível ter o perfil do trilho ao longo
do trecho. A sua função é fornecer a medição correta e confiável do perfil do trilho.
Dessa forma, com base nos levantamentos realizados pelo carro controle no trecho
em estudo no período anterior a implementação do Gerenciamento do Atrito pode-se
determinar a taxa de desgaste de trilhos (lateral e vertical) na fase seca.
É importante ressaltar que as medições realizadas com o Track Star não são tão
precisas como as medições do Miniprof, pois o Track Star faz registros a cada 30,48
centímetros (1 pé), assim não se pode garantir que as medições foram realizadas
exatamente no mesmo ponto.
Para a utilização dos dados do Track Star foram feitas considerações distintas
no que diz respeito ao desgaste vertical e lateral para que fosse possível descartar o
desgaste artificial causado pelo esmerilhamento. Considerando que o modelo de
esmerilhamento utilizado na MRS utiliza no um ângulo máximo de esmerilhamento
de 45° a partir do topo do trilho (Figura 5.6), pode-se concluir que o desgaste
artificial causado pelo esmerilhamento não causa desgaste lateral nos trilhos,
somente desgaste vertical.

89
FIG. 5.6 – Ângulo máximo de esmerilhamento utilizado na MRS
Durante o período avaliado para a comparação da fase seca foram realizados
três ciclos de esmerilhamento. O desgaste vertical causado pelo esmerilhamento foi
então descontado dos valores medidos pelo Track Star. Dessa forma, o resultado
apresenta apenas o desgaste natural causado pelo transporte.
Assim sendo, os dados gerados pelo Track Star fornecem uma noção muito
apropriada para a avaliação da taxa de desgaste dos trilhos no período em que o
Gerenciamento do Atrito não era aplicado. A Tabela 5.2 mostra os resultados
encontrados. No caso de desgaste lateral os dados são bastante confiáveis,
considerando o modelo de esmerilhamento utilizado na MRS. A Figura 5.7 ilustra o
comparativo de desgaste lateral antes e depois do Gerenciamento do Atrito e
evidencia os resultados encontrados.

90
TAB. 5.2 – Comparativo dos resultados com e sem gerenciamento do atrito
Curvas
Apertadas
Curvas
Moderadas
Curvas
Suaves
Curvas
Apertadas
Curvas
Moderadas
Curvas
Suaves
Curvas
Apertadas
Curvas
Moderadas
Curvas
Suaves
SEM
Ger. Atrito3,877 3,044 5,634 7,013 7,950 7,641 7,728 7,066 1,704
COM
Ger. Atrito1,313 0,298 0,345 0,666 0,436 0,443 0,832 0,454 0,342
Redução 66,13% 90,21% 93,88% 90,50% 94,52% 94,20% 89,23% 93,58% 79,93%
Desgaste Lateral Desgaste Vertical - TE Desgaste Vertical - TI
0,0
1,0
2,0
3,0
4,0
5,0
6,0
Curvas Apertadas Curvas Moderadas Curvas Suaves
3,877
3,044
5,634
1,313
0,298 0,345
Taxa
de
De
sgas
te (
mm
/10
0 M
TBT)
Desgaste Lateral
SEMGer. Atrito
COMGer. Atrito
FIG. 5.7 – Resultados: Desgaste Lateral
Uma das curvas do trecho foi monitorada com Miniprof durante o período seco,
sem o Gerenciamento do Atrito. Este monitoramento foi realizado pela equipe da
esmerilhadora de trilhos. Neste ponto foi possível realizar a comparação da taxa de
desgaste com e sem gerenciamento do atrito. O resultado está apresentado na
Figura 5.8.
É importante ressaltar que este resultado é pontual e não pode ser extrapolado
para todo o trecho do projeto. Ainda assim a redução da taxa de desgaste
encontrada na curva do Km 85 demonstra o potencial de ganhos que o
gerenciamento do atrito representa, principalmente para trechos com curvas
acentuadas.
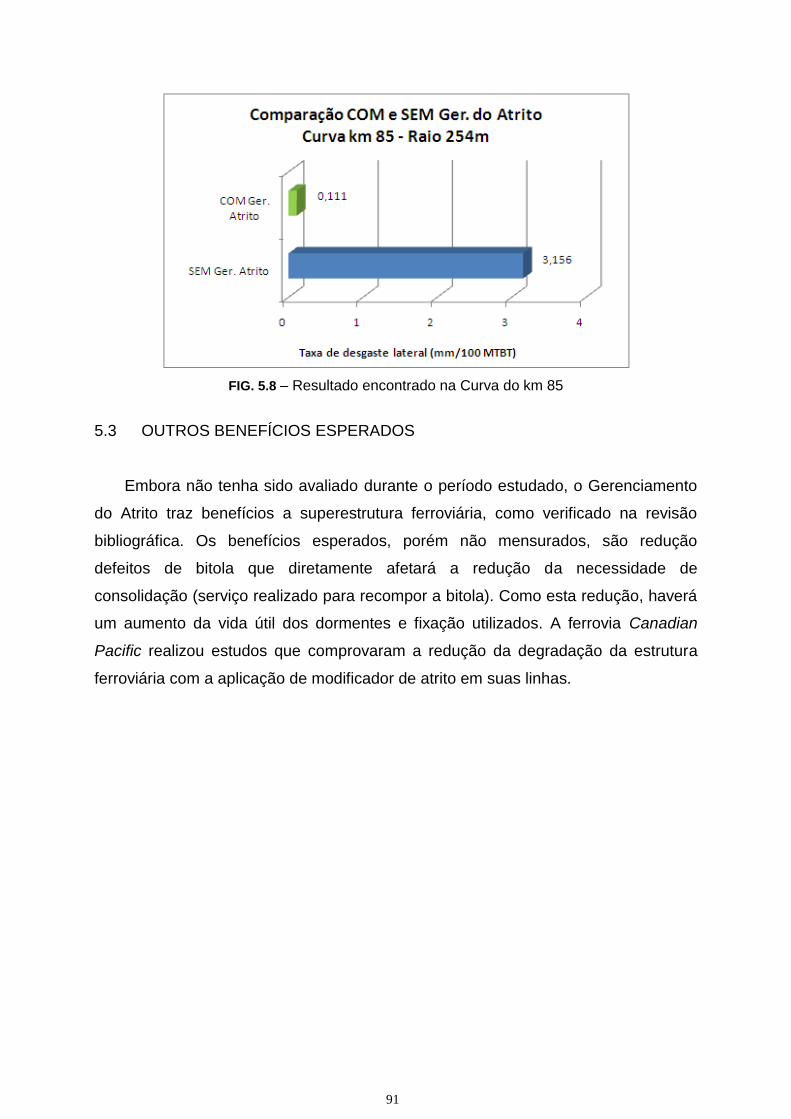
91
FIG. 5.8 – Resultado encontrado na Curva do km 85
5.3 OUTROS BENEFÍCIOS ESPERADOS
Embora não tenha sido avaliado durante o período estudado, o Gerenciamento
do Atrito traz benefícios a superestrutura ferroviária, como verificado na revisão
bibliográfica. Os benefícios esperados, porém não mensurados, são redução
defeitos de bitola que diretamente afetará a redução da necessidade de
consolidação (serviço realizado para recompor a bitola). Como esta redução, haverá
um aumento da vida útil dos dormentes e fixação utilizados. A ferrovia Canadian
Pacific realizou estudos que comprovaram a redução da degradação da estrutura
ferroviária com a aplicação de modificador de atrito em suas linhas.

92
6 CONCLUSÕES E RECOMENDAÇÕES
6.1 CONCLUSÕES
As principais características necessárias para o sucesso do Gerenciamento do
Atrito em uma ferrovia são (ROONEY et al., 2009):
Implementação em larga escala;
Lubrificação GF efetiva;
Controle do atrito no TOR efetivo;
Utilização de sistemas de monitoramento remoto;
Logística de manutenção e abastecimento; e
Avaliação de desempenho do sistema para garantir que os objetivos
estão sendo atingidos.
Resultados consistentes e efetivos do processo de gerenciamento do atrito
serão atingidos com todos estes componentes em funcionamento, garantindo assim
que os benefícios esperados serão atingidos.
Um trecho extremamente solicitado em termos de volume transportado foi
selecionado para a implantação do projeto de Gerenciamento de Atrito na ferrovia
MRS Logística, as coordenações de Via Permanente de Pinheiral e Barra do Piraí.
Conforme apresentado no Capítulo 04 este trecho, compreendido entre os
quilômetros 156 e 64, consiste em linha dupla, predominantemente. O trecho de
Pinheiral é caracterizado por 30% de curvas, sendo a curvatura mínima de 230
metros enquanto Barra do Piraí apresenta cerca de 90% de curvas com raio mínimo
de 156 m.
Os novos tipos de equipamento wayside instalados na MRS (Portec Protector
IV) são eletrônicos e utilizam um sensor magnético de rodas instalado no trilho. Este
sensor detecta a passagem dos rodeiros e envia um sinal para o equipamento
bombear lubrificante ou modificador de atrito para as barras aplicadoras. Caixas de
controle eletrônicas são utilizadas para definir os parâmetros de aplicação em

93
função do número de rodas passantes pelo sensor e o tempo de funcionamento da
bomba, minimizando assim, o desperdício de material.
A instalação destes modernos equipamentos eletrônicos para aplicação de
graxa e modificador de atrito mostrou uma considerável redução da taxa de
desgaste de trilhos no trecho avaliado. Pode-se então concluir que o Gerenciamento
do Atrito efetivo pode trazer benefícios substanciais para trechos ferroviários com
alto índice de curvas.
Considerando que, dos trilhos substituídos na MRS, 60% foram trocados em
função de alto desgaste lateral, a implementação do Gerenciamento do Atrito mostra
que a MRS está no caminho certo para a redução do volume de trilhos a serem
substituídos por ano (JORGE et al., 2009). Espera-se que o gerenciamento do atrito
irá contribuir para ganhos significantes na prevenção de falhas na fixação assim
como na redução dos custos de substituição de dormentes.
A utilização do Gerenciamento de Atrito tem o potencial de reduzir o desgaste
de trilho, as forças laterais e consumo de combustível. Outros benefícios também
podem ser atingidos, como redução do nível de ruído, redução de rolling contact
fatique, redução de desgaste de roda, aumento da vida útil da dormentação e
fixação, entre outros.
Um procedimento de inspeções e rotina de abastecimento deve ser estabelecido
e realizado periodicamente a fim de garantir:
Pelo menos 90% das portas de distribuição de graxa desobstruídas;
Barras aplicadoras de modificador de atrito não estejam danificadas;
Mínimo desperdício de lubrificante / modificador de atrito;
Funcionamento do sensor magnético de rodas;
Bateria na voltagem correta;
Equipamentos abastecidos com autonomia até o próximo ciclo de
abastecimento; e
Interferências causadas por vandalismo.
Mantenedores exclusivos para abastecimento, inspeção e manutenção dos
equipamentos devem ser dedicados ao Gerenciamento do Atrito, não exercendo
outras funções. Uma manutenção efetiva de um grande número de lubrificadores e

94
aplicadores de modificador de atrito é um desafio que muitas ferrovias ao redor do
mundo não conseguem vencer completamente. Manter as unidades em operação e
abastecidas não é uma atividade de alta prioridade para as coordenações de via
permanente geralmente envolvidas em outras atividades de manutenção, pois o
impacto das unidades fora de serviço não é imediato, ou talvez não será refletido
nas metas das coordenações. O Gerenciamento do Atrito é um investimento de
longo prazo, o resultado não aparece imediatamente. Um lubrificador operando
continuamente por meses, pode ter o resultado afetado em apenas alguns dias caso
o mesmo fique sem abastecimento.
Um ponto fundamental para o Gerenciamento do Atrito é a verificação dos
resultados para garantir que os benefícios esperados estão sendo atingidos.
Monitoramento e acompanhamento da taxa de desgaste e condição superficial do
trilho são essenciais para validação dos resultados e efetividade do Gerenciamento
do Atrito. Essas informações devem ser levantadas periodicamente com a utilização
das ferramentas existentes para este fim, como o Miniprof, o tribômetro e o Sistema
L/V.
O tribômetro manual não pode ser utilizado para a verificação da eficácia da
aplicação do modificador de atrito. Os benefícios da aplicação do Keltrack devem ser
avaliados com a utilização de outro método, um Sistema L/V para medir as forças
laterais e verticais. Como os equipamentos L/V instalados atualmente nas linhas da
MRS não estão em perfeito funcionamento, deve-se providenciar o reparo dos
mesmos ou a instalação de novos sistemas. Dessa forma, será possível comprovar
os resultados os resultados da aplicação TOR.
Os resultados encontrados do Coeficiente do Atrito na face de bitola não
estavam como esperado, ou seja, µ < 0,25, na maioria dos pontos de medição. Em
função disso, efetuou-se o ajuste na taxa de aplicação dos equipamentos GF,
partindo inicialmente de 0,25 segundos a cada 18 rodas para a nova configuração
de 0,13 segundos a cada 8 rodas. A freqüência de distribuição de graxa foi
aumentada, porém o volume de aplicação continua inalterado. Assim, cada ciclo de
aplicação será menor e o volume aplicado será o mesmo.
Após a alteração dos parâmetros de aplicação deve-se ter um período de
avaliação com medições de Miniprof e tribômetro nas curvas monitoradas. Os
resultados encontrados deverão ser comparados com dados do período seco

95
provenientes do Track STAR ou com dados de leituras realizadas em curvas de
características geométricas semelhantes, porém sem o Gerenciamento do Atrito em
funcionamento. Dessa forma os resultados poderão ser apresentados de forma
consistente. A cobertura alcançada pelos equipamentos deve ser avaliada e, caso
necessário, nova proposta de posicionamento deve ser estabelecida.
6.2 RECOMENDAÇÕES
Para a realização de futuros trabalhos e pesquisas para aprimoramento deste
estudo, algumas recomendações são apresentadas neste item.
A redução do consumo de combustível esperado com a implantação do
Gerenciamento do Atrito precisa ser mensurada. Reduções do consumo de
combustível foram comprovadas em estudos realizados em outras ferrovias,
considerando o tipo de via, o modelo operacional e o tipo de trens utilizados. Os
ganhos alcançados fornecerão bases financeiras para apoiar a expansão do projeto
e / ou utilização desta tecnologia em outras ferrovias.
Medições e levantamentos periódicos dos níveis de fricção na face de bitola, da
relação L/V para medir a efetividade do tratamento no topo do trilho e da redução da
taxa de desgaste dos trilhos precisam ser realizadas. Estudos também devem ser
realizados para determinar o efeito do gerenciamento no modelo de esmerilhamento
utilizado. A interação do Gerenciamento do Atrito x modelo de esmerilhamento em
uso na MRS deve ser avaliada.
Para maior confiabilidade dos resultados de redução da taxa de desgaste dos
trilhos, deve-se estabelecer curvas testes, com geometria semelhante e sem a
aplicação de graxa ou modificador de atrito. Estas curvas devem ter medições
periódicas com o Miniprof do desgaste lateral e vertical. Essa metodologia deverá
ser aplicada para determinar a taxa de desgaste sem o gerenciamento do atrito e
assim fornecer base de comparação mais realista.
Devem ser feitas considerações sobre o efeito do Gerenciamento do Atrito nos
trilhos de alta dureza atualmente em uso nas grandes ferrovias. Estudos realizados
mostram que a combinação de trilhos de alta dureza, estratégia de manutenção
apropriada e gerenciamento do atrito têm um grande potencial de ganhos.
96
O uso do Gerenciamento do Atrito para a redução do nível de ruído foi
comprovado em outras ferrovias, conforme exposto anteriormente. Estudos devem
ser realizados para mensurar o efeito da aplicação desta tecnologia para a redução
do ruído.
Várias são as informações necessárias para manter os equipamentos
funcionando corretamente e atingindo os resultados esperados. Com a utilização de
um sistema de monitoramento remoto, como por exemplo, o Remote Performance
Monitoring (RPM), fabricado pela Portec, pode-se ter um acompanhamento mais
direto das condições dos equipamentos. O RPM é basicamente composto por
sensores que medem parâmetros como o nível de abastecimento, a contagem de
rodas, a voltagem da bateria, se o equipamento está fechado, etc. As informações
podem ser transmitidas via celular para uma base em um site de acompanhamento
onde podem ser verificadas. Onde não há cobertura de celular, pode-se usar um
programa de computador para fazer o download das informações e posteriormente
enviá-las para a base de dados.
Um sistema de monitoramento remoto pode ser muito útil para acompanhar o
funcionamento dos equipamentos, alertar quanto a ocorrência de vandalismo e,
principalmente, auxiliar na programação de abastecimento dos equipamentos. Deve
ser feita uma avaliação do uso desta tecnologia nos equipamentos atuais e de uma
possível expansão do projeto.

97
7 REFERÊNCIAS BIBLIOGRÁFICAS
ALMEIDA, M. L. Apresentação “Verificação de Desempenho de Perfis de Trilhos”. Belo Horizonte: MRS Logística, Setembro, 2011.
ANDERSON, E.; BERG, M.; STICHEl, S. Rail Vehicles Dynamics. Stockholm: Rail
Group KTH, 2005. AREMA, Manual for Railway Engineering, Maryland, 2010. CALDWELL, R.; LADUBEC, C. MRS Brazil Friction Management Project. Canadá:
NRC/CSTT Technical Report, 2009. CHIDDICK, K. S.; EADIE, D. T.; Wheel / Rail Friction Management Solutions.
Praga: 14th International Conference on Current Problems in Rail Vehicles, 1999. CHVIDON; Relatórios de Desempenho. Belo Horizonte: MRS Logística, 2011. CONN, K.; TOR Friction Control… Theory to Reality. Chicago: Apresentação feita
no Wheel Rail interaction Seminar, 2005. COTTER, J.; EADIE, D.; ELVIDGE, D.; OLDKNOW, K.; HENRY, S.; PLOURD, M.;
MCKENZIE, R. Incorporation of remote monitoring technology on a train mounted top o rail friction control dispensing system. Canadá: IHHA, 2007.
KOKER, J. "Development of a Formulae to Place Rail Lubricators". África do Sul:
Fifth International Tribology Conference, 1994. EADIE, D. Lubrication and Friction Management: Fundamentals, Aplications,
Equipments and Result. Portugal: Wheel Rail Interaction Conference, 2010. EADIE, D.; ELVIDGE, D.; OLDKNOW, K.; STOCK, R.; POINTNER, P.; KALOUSEK,
J.; KLAUSER, P,; The effects of top of rail friction modifier on wear and rolling contact fatigue: full scale rail-wheel test rig evaluation, analysis and modeling. Australia: 7th International Conference on Contact Mechanics and Wear of Rail/Wheel Systems, 2006.
EADIE, D.; KALOUSEK, J. Spray it on, let’em roll. Chicago: Railway Age Article,
2001. EADIE, D.; SANTORO, M. Top of Rail Friction Control for curve noise mitigation
and corrugation rate reduction. Reino Unido: 8oIWRN - International Workshop on Railway Noise Conference, 2004.
EADIE, D.; BOVEY, T. E.; KALOUSEK, J. The role of friction control in effective
managemente of the wheel / rail interface. Reino Unido: The Railway Technology Conference, 2002.

98
EADIE, D.; LILLEY, T. D.; REIFF, R. Trackside top of rail friction control at CN. Kiruna: International Heavy Haul Conference, 2007.
FREITAS, A. M.; BORGES, M. M.; CARMO, R. C. A produção de pisos de
borracha e sua utilização em cruzamentos rodoferroviários. Juiz de Fora: Monografia apresentada ao Curso de Graduação em Engenharia de Produção da Universidade Federal de Juiz de Fora, 2010.
FRÖHLING, R.; KOKER, J.; AMADE, M. Rail Lubrication and its impact on
wheel/rail system. Canadá: IHHA, 2007. GORMICK, G.; Steady as she goes, Brochure Railway Age, page 24 – 32, 2008. GUINS, T. S.; Economic Analysis of Rail Friction Control – Walong. Canadá:
Technology Digest, TD 05-019, 2005. JORGE, C.; RODRIGUES, C.; VIDON Jr, V.; CALDWELL, R.; SROBA, P.
Implementing 100% Effective Gauge-Face Lubrication and TOR Friction Management Strategies on MRS Heavy Haul Railroad. Shangai: International Heavy Haul Conference, 2009.
JORGE, C. G.; VIDON, F. O.; VIDON Jr, W.; CALDWELL, R. Implementation of
Wheel-Rail Friction Mgr. on MRS Railroad. Illinois: Joint Rail Conference, Urbana, 2010.
ISHIDA, M.; AOKI, F. Effect of Lubrication on Vehicle/Track Interaction.
Washington: QR of RTRI, Vol 45, Nº 3, 2004. KALOUSEK, J.; SROBA, P. MRS Logística – Cost Benefit Analysis for friction
management, Canadá, 2005. LOPTRESTI, J.; KALAY, S. Fast program update – Rail Track and Structure
Magazine. China: Journal of Railway Engineering Society, p.18-21, 2011. LU, X.; COTTER, J.; EADIE, D. T. Laboratory study of the tribological properties
of friction modifier thin film for friction control at the wheel/rail interface. Canadá: WEAR, 2005.
MAGALHÃES, P. C. B. Contato roda trilho, Tratado das Estradas de Ferro –
Material Rodante. Campinas, 2010. MAGEL, E.; RONEY, M.; KALOUSEK, J. The application of contact mechanics to
rail profile design and rail grinding. Canadá: National Research Concil, Wear 253, p.308-316, 2002.
MAGEL, E.; LIU, Y. Study of friction – Measurements, Analysis and Pratical
Implications for the Wheel/Rail Contact. Italia: 8thInternational Conference on Contact Mechanics and Wear of Rail/Wheel Systems, 2009.

99
MAGEL, E.; RONEY, M.; KALOUSEK, J.; SROBA, P. The blending of theory and practice in modern rail grinding. Canadá: National Research Concil - Fatigue Fract Enging Mater Struct 26, p.921-929, 2003.
MAGEL, E.; SROBA, P.; SAWLEY, K.; KALOUSEK, J. Control of Rolling Contact
Fatigue in Rails. Nashville: AREMA conference, 2004. MAGEL, E.; TAJADDINI, A.; TROSINO, M.; KALOUSEK, J. Traction, Forces,
Wheel Climb and Damage in High Speed Railway Operations. Canadá:Center for Surface Transportation Technology, 2006.
MAKOUSKY, T.; EADIE, D. T.; OLDKNOW, K.; CLARK, D.; CHAPMAN, T.;
UNBEHAUN, J.; GEARHART, M. Union Pacific Railroad wayside top of rail friction control: lateral force and rail wear reductions in a extreme heavy haul operating environment. Canadá, 2006.
OLDKNOW, K. Keltrack Trackside Freight – Heavy Grade Case Studies. Estados
Unidos: Kelsan, 2007. REIFF, R.; Implementing Top of rail friction control – North American freight
railroad experience, 2004. REIFF, R. Best practices update for Friction Control including implementing
Top-of-rail friction control. Estados Unidos, 2006. REIFF, R.; MAKOUSKY, T.; GEARHART, M. Implementation Demonstration of
wayside based TOR Friction Control Union Pacific Railroad – Walong. Canadá: Technology Digest, TD 05-018, 2005.
REIFF, R. Top of rail friction control on rail surface performance and grinding.
Estados Unidos: Technology digest, 2007. REIFF, R. Recommended Practices for Rail/Wheel Friction Control. Estados
Unidos: Presentation at AREMA 2009 Meetings, 2009. Relatório de Administração 2010. Página da internet:
http://www.mrs.com.br/download/Relatorio_da_Administracao_2010.pdf. Último acesso em: 14/06/2011.
RONEY, M. Guidelines to best practices for heavy haul railway operations,
Chapter 6: Track Mantenance, 6.4 – Rail Lubrication and Friction Modifier. Austrália: International Heavy Haul Association, 2009.
RONEY, M.; EADIE, D.; OLDKNOW, K.; SROBA, P.; CALDWELL, R.; SANTORO, M.
Total Friction Management on Canadian Pacific. Shangai: International Heavy Haul Conference, 2009.
SIMS, R. D.; MILLER, K. A.; SCHEPMANN Jr, G. F. Rail Lubrication
Measurement. Austrália, 2006.

100
SMITH, R. A.; The Wheel/Rail interface – some recent accidents, Fatigue FractEnging Mater Struct 26. Reino Unido: Departamento de Engenharia Mecânica do Imperial College London, p. 901-907, 2003.
SROBA, P.; OLDKNOW, K.; DASHKO, R.; RONEY, M. Canadian Pacific Railway
100% effective friction management strategy. Canadá, 2004. SROBA, P.; RONEY, M.; DASHKO, R.; MAGEL, E.. Canadian Pacific Railway’s
100% Effective Lubrication Initiative. Canadá: AREMA 2001 Conference & Exhibition, 2001.
U. S. Army Corp of Engineers. Lubricants and Hydraulic Fluids. Washington,
1999.