metodologia para detectar a presenÇa do pet …biq.iqm.unicamp.br/arquivos/teses/000446344.pdf ·...
TRANSCRIPT

i
Universidade Estadual de Campinas
Instituto de Química
Departamento de Físico-Química
Dissertação de Mestrado
METODOLOGIA PARA DETECTAR A PRESENÇA DO PET RECICLADO EM
EMBALAGENS PET PARA ALIMENTOS
Wanderson Romão
Orientador: Marco-Aurelio De Paoli
Campinas, 13 de março de 2009.
ii
FICHA CATALOGRÁFICA ELABORADA PELA BIBLIOTECA DO INSTITUTO DE
QUÍMICA DA UNICAMP
Romão, Wanderson.
R666m Metodologia para detectar a presença do PET reciclado em embalagens PET para alimentos / Wanderson Romão. -- Campinas, SP: [s.n], 2009.
Orientador: Marco-Aurelio De Paoli.
Dissertação - Universidade Estadual de Campinas, Instituto de Química.
1. Poli (tereftalato de etileno). 2. Degradação de
polímeros. 3. Reciclagem. 4. MALDI-TOF. I. De Paoli, Marco-Aurelio. II. Universidade Estadual de Campinas. Instituto de Química. III. Título.
Título em inglês: Methodology to detect the presence of recycled PET in PET food package Palavras-chaves em inglês: Poly (ethylene terephthalate), Polymer degradation, Recycling, MALDI-TOF Área de concentração: Físico-Química Titulação:Mestre em Química na área de Físico-Química Banca examinadora: Marco-Aurelio De Paoli (orientador), Fábio César Gozzo (IQ-UNICAMP), Guilhermino José Macedo Fechine (Mackenzie-SP)
Data de defesa: 13/03/2009
v
Agradecimentos
Ao meu orientador Prof. Marco-Aurelio De Paoli, muito obrigado pela paciência, ajuda e
aprendizado adquirido ao longo desses dois anos.
A minha Família que sempre esteve do meu lado em todos os momentos da minha
vida. Muito obrigado a minha mãe (Sra. Ângela Marina Zamprogno Romão) aos meus
irmãos (Werlen e Welber) e a minha amada avó Dona Rosa por acreditarem em mim.
Aos meus amigos de república: Mário, Thiago, Psico, Messai, Milton, Paraíba e o Yuri,
obrigado pela convivência e momentos de alegria.
Ao meu grande amigo Marcos Fernando Franco (Marquinhos), pela participação direta
na realização deste trabalho.
Aos amigos Mario e Danilo e ao professor Ronei P Jesus pela ajuda na discussão dos
resultados de quimiometria.
Ao Profs. Marcos Nogueira Eberlin e Fábio César Gozzo pela ajuda na realização das
medidas de MALDI-TOF MS e discussão de resultados.
A Profa. Maria Izabel Maretti Silveira Bueno pela ajuda na realização das medidas de
fluorescência de raios-X e discussão de resultados.
Aos laboratórios de Polímeros condutores e reciclagem, Nanotecnologia e energia
Solar e Thomson, pela contribuição e convivência durante esses dois anos.
Aos funcionários do IQ (BIQ, CPG, Xerox, Desenho, Vidraria, Segurança e Limpeza)
pela prestação de serviços com eficiência.
A FAPESP pela bolsa de estudo concedido e todo apoio financeiro. Ao assessor da
FAPESP pela contribuição fornecida através das análises de relatórios.
As empresas Braskem S.A. e Bahia PET Reciclagem (em especial ao Sr. Waltencir)
pelo fornecimento das resinas de PET.
vii
Currículum Vitae
1. Dados pessoais
Nome: Wanderson Romão Filiação: Waulidar Romão e Ângela Marina Zamprogno Romão Nascimento: 03/12/1983 – Colatina/ES - Brasil Endereço eletrônico:
e-mail para contato : [email protected] e-mail alternativo : [email protected]
Currículum lates: http://buscatextual.cnpq.br/buscatextual/visualizacv.jsp?id=K4583681A3
2. Formação Acadêmica / Titulação.
2007-2009. Mestrado em Química. Universidade Estadual de Campinas, UNICAMP, Campinas, Brasil Título: Metodologia para detectar a presença do PET reciclado em embalagens PET para alimentos. Orientador: Marco-Aurélio De Paoli Bolsista do(a): Fundação de Amparo à Pesquisa do Estado de São Paulo (2007/54023-0)
2004-2006. Graduação em Bacharel em Química. Universidade Federal do Espírito Santo, UFES, Vitória, Brasil Título: Estudo do envelhecimento da Poliamida 11 utilizado na produção de dutos flexíveis aplicados a industria de petróleo Orientador: Geovane Lopes de Sena Bolsista do(a): Fundação Espírito Santense de Tecnologia / CENPES - PETROBRÁS
2004-2006. Graduação em Licenciatura Plena em Química. Universidade Federal do Espírito Santo, UFES, Vitória, Brasil.
3. Produção científica
Comunicações e Resumos Publicados em Anais de Congressos referentes a este projeto.
1.
Romão, Wanderson, Eberlin, M. N., Corilo, Y. E., Franco, M. F., M-A. De Paoli. Mecanismo de degradação termo-oxidativo e termomecânico do Poli (tereftalato de etileno). In: Feira e Congresso Plastshow, 2008, São Paulo.
2.
Romão, Wanderson, Franco, M. F., Corilo, Y. E., Eberlin, M. N., M-A. De Paoli. Poly (ethylene Terephthalate) thermo-mechanical and thermo-oxidative degradation mechanisms. In: The Polymer Processing Society 24th Annual Meeting, June 15-19, 2008, Salerno.

viii
Publicações
1. Artigos aceitos para publicação.
a) Wanderson Romão, Márcia A. Silva Spinacé e Marco-A. De Paoli. Poli (tereftalato de
etileno), PET: Uma revisão sobre os processos de síntese, mecanismos de degradação e
sua reciclagem. Aceito na revista: Polímeros: Ciência e Tecnologia.
b) Wanderson Romão, Eustáquio V.R. Castro, Elói A. S. Filho, Regina C. L. Guimarães,
Ana L. N. Silva, Sylvia C. S. Teixeira, Marco-A. De Paoli and Geovane L. de Sena. Ageing
of Polyamide 11 used in the manufacture of flexible piping. Aceito na revista: Journal of
Applied Polymer Science.
2. Artigos submetidos para publicação. a) Wanderson Romão, Marcos F. Franco, Yuri E Corilo, Marcos N. Eberlin, Marcia A.
Spinacé, Marco-Aurelio De Paoli. Poly (ethylene terephthalate) thermo-mechanical and
thermo-oxidative degradation mechanisms. Submetido para a revista: Polymer
Degradation and Stability.
b) Julia C Fatuch; Mauro Soto-Oviedo; Cesar O Avellaneda; Marcos F. Franco;
Wanderson Romão; Marco-Aurelio De Paoli; Ana Flavia Nogueira. Synthesis and
characterization of aniline copolymers containing carboxylic groups and their application in
dye sensitized solar cells. Submetido para revista: Synthetic Metals.
4. Outros
Experiência Profissional:
2006 – Professor de Química do terceiro ano de ensino médio do Centro de Ensino Magnus, Vitória, ES, Brasil.
2002 – 2003. Professor de Química e Matemática do primeiro e segundo ano de ensino médio da Escola Misrael de Pinto Neto, Aracruz, ES, Brasil.
ix
Resumo
Metodologia para detectar a presença do PET reciclado em embalagens PET para
alimentos.
Atualmente, o Brasil apresenta um dos maiores índices mundiais de reciclagem
mecânica do poli (tereftalato de etileno), PET. O sucesso desse termoplástico na indústria
de reciclagem deve-se à sua ampla diversidade de aplicações. As embalagens recicladas
grau alimentício podem ser misturadas com a resina virgem e reprocessadas. Três
metodologias foram estudadas para detectar a presença do PET pós-consumo grau-
garrafa (PETpc-btg) em PET virgem grau-garrafa (PETv-btg): calorimetria exploratória
diferencial (DSC), espectrometria de massas (MALDI-TOF MS) e Fluorescência de raios-X
(XRF). Amostras de PETv-btg de três fabricantes foram analisadas: Braskem, Rhodia e
Eastman. Amostras de PETpc-btg submetidas ao processo super-clean® também foram
analisadas. Elas apresentam a mesma [η] do PETv-btg e foram fornecidas pela empresa
Bahia PET. Amostras de PETv-btg Braskem e PETpc-btg foram misturadas e processadas
em nosso laboratório em diversas proporções através de um misturador interno acoplado
ao reômetro de torque. Os resultados de DSC mostram que a Tm, Tc, ∆Cp e a cinética de
cristalização são as principais propriedades térmicas que servem para diferenciar entre
PETv-btg e PETpc-btg. Utilizando a técnica de MALDI-TOF MS aliado ao PCA (Análise
Componentes Principais), foi possível distinguir as amostras em vários grupos. Esses
grupos eram separados em função de alterações químicas como: variações na
viscosidade intrínseca ([ηηηη] ≈ 0,80 e [ηηηη] = 0,65-60); submetidas e não submetidas a algum
processo industrial; wt % de PETpc-btg em PETv-btg Braskem; e variação no processo de
síntese do polímero (fabricante). A partir desses resultados foi possível construir um
modelo de calibração, onde ele consegue distinguir entre uma amostra de PETv-btg e uma
amostra de PETpc-btg. As medidas de XRF mostraram que alguns fabricantes utilizam
mais de um catalisador para o processo de síntese do PETv-btg. A Braskem utiliza
manganês e antimônio. Portanto, o modelo de previsão funciona para prever a wt % PETpc
nas misturas que foram utilizadas na construção dele, como é o caso das resinas de PETv-
btg Braskem e PETpc-btg. Observamos também, através das medidas de XRF, que o teor
de Ferro presente no PET aumenta em função do processo de reciclagem. Esta variável
poderá ser utilizada para a construção de um modelo quimiométrico abrangendo uma
maior quantidade de variáveis.
xi
Abstract
Methodology to detect the presence of recycled PET in PET food package.
Recently, Brazil recorded mechanical recycling of the poly (ethylene terepththalate),
PET, the highest in the world, corresponding to about 53 wt %. This success in the
recycling industry is due to the wide range of its applications, from textiles to packaging for
the food industry. The recycled food-grade packaging could be mixed with virgin resin and
reprocessing. Three methodologies were used to detect the presence of the bottle-grade
post-consumption PET (PETpc-btg) in the bottle-grade virgin PET (PETv-btg): differential
scanning calorimetry (DSC), x-ray fluorescence and matrix assisted laser desorption
ionisation time-of-flight mass spectrometry (MALDI-TOF MS). PETv-btg samples were
supplied by the manufacturers (Braskem, Rhodia and Eastman). Samples from a super-
clean® process (Bahia PET Reciclagem) were also analysed. All samples had the same
intrinsic viscosity values, [η]. Braskem PETv-btg and PETpc-btg samples were blended and
processed in different proportions in our laboratory using a HAAKE mixer system. DSC
results show that cristallization kinetics, heat capacity (∆Cp), melting and crystallization
temperature are the principal thermal properties that can be used to distinguish between
PETv-btg and PETpc-btg. MALDI-TOF MS results together with PCA (principal component
analysis) was used to classify the samples into several groups: intrinsic viscosity changes
([η] ≈ 0,80 e [η] = 0,65-60); processed and not submitted to some industrial process; wt %
PETpc-btg in the PETv-btg Braskem; synthesis process change (manufacturer). From these
results, it was possible to creat a calibration model, that differentiated between PETv-btg
and PETpc-btg resins. However, we were not able to forecast the percentage of PETpc-btg
in the PETv-btg. A model can be made from processed samples where its Mw could be
corrected for solid state polymerization or the super-clean® process. XRF results show that
some manufacturers use one or more catalysts for PETv-btg synthesis. The Braskem resin
is made using manganese and antimony catalysts. Therefore, the prediction model is valid
only when the origin of the studied mixture is known, such as PETv-btg/PETpc-btg
processed blends. For other resins, the prediction model does not work. The Braskem
resin had characteristics distintct from the others. We observed also that the Fe
concentration in PET increase in as a function of the recycling process. Therefore, this
variable could be used, in the future work, to create chemometric models incluing a higher
number of variables.
xiii
Índice
Lista de abreviaturas................................................................................................. xiii
Lista de Tabelas......................................................................................................... xv
Lista de Figuras......................................................................................................... xvii
Capítulo I: Introdução Geral..................................................................................... 1
I.1. Uma revisão sobre a reciclagem e os processos de síntese do PET............... 3
I.1.1. Introdução......................................................................................... 3
I.1.2. Processos de Síntese do PET.......................................................... 9
I.1.2.1 Aditivação........................................................................... 12
I.1.2.2.Catalisadores....................................................................... 12
I.1.2.3.Co-polimerização................................................................ 13
I.2. Técnicas Empregadas...................................................................................... 15
I.2.1. Ressonância Magnética Nuclear (NMR)........................................ 15
I.2.2. Calorimetria Diferencial de Varredura (DSC)................................ 16
I.2.3. MALDI-TOF MS........................................................................... 17
I.2.4. Fluorescência de Raios-X (XRF).................................................... 20
I.2.5. Métodos Quimiométricos............................................................... 22
I.2.5.1. Análise de Componentes Principais (PCA)....................... 22
I.2.5.2. Calibração Multivariada..................................................... 23
Capítulo II: Objetivo Geral........................................................................................ 25
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET............... 29
III.1. Introdução......................................................................................................... 31
III.1.1. Processos de Degradação do PET................................................... 31
III.1.2. Reações Secundárias presentes na Fabricação e no Processo de
Degradação do PET........................................................................
33
III.1.3. Outros Polímeros............................................................................ 38
III.2. Procedimento Experimental.............................................................................. 39
III.2.1. Materiais Usados............................................................................ 39
III.2.2. Ensaios de Envelhecimento............................................................ 40
III.2.3. Caracterização................................................................................. 40
III.2.3.1. 1H-NMR.......................................................................... 40
xiv
III.2.3.2. MALDI-TOF................................................................... 41
III.2.3.3. Métodos Térmicos (DSC)............................................... 43
III.2.3.4. Medidas de viscosidade [η]............................................ 43
III.2.3.5. Cromatografia de Camada Delgada (CCD).................... 44
III.3. Resultados e Discussões................................................................................. 44
III.3.1. Degradação Termo-oxidativa......................................................... 44
III.3.2. Degradação Termomecânica.......................................................... 58
III.4. Conclusão.......................................................................................................... 63
Capítulo IV. Metodologias Empregadas para Detectar a presença do PET
reciclado em embalagens PET para Alimentos......................................................
65
IV.1. Introdução......................................................................................................... 67
IV.2. Procedimento Experimental.............................................................................. 67
IV.2.1. Materiais Usados............................................................................ 67
IV.2.2. Preparação das misturas de PET virgem e pós-consumo............... 67
IV.2.3. Caracterização................................................................................. 68
IV.2.3.1. Medidas de DSC e [η]..................................................... 68
IV.2.3.2. MALDI-TOF................................................................... 68
IV.2.3.3. Fluorescência de Raios-X (XRF).................................... 69
IV.2.3.4. Tratamento Quimiométrico............................................. 70
IV.3. Resultados e Discussões.................................................................................. 70
IV.3.1. Monitoramento do Torque.............................................................. 70
IV.3.2. Medidas de DSC e [η].................................................................... 71
IV.3.3. MALDI-TOF.................................................................................. 77
IV.3.4. Fluorescência de Raios-X (XRF).................................................... 86
IV.4. Conclusões........................................................................................................ 93
Capítulo V. Conclusão Geral..................................................................................... 95
Capítulo VI. Referência Bibliográfica....................................................................... 99
xv
Lista de Abreviaturas
[η]η]η]η] − Viscosidade intrínseca. 1H NMR – Ressonância magnética nuclear de próton.
4-CBA – 4-carboxibenzaldeído.
AA – Acetaldeído.
ASTM – American Standard Test and Methods.
BHET – Tereftalato de bis (2-hidroxietileno)
C – Concentração da solução polimérica.
CCD – Cromatografia de camada delgada.
CD – Concentração dietética.
Cr – Concentração máxima permitida.
DEG – Dietileno Glicol.
DHB – Ácido 2,5-dihidroxibenzóico.
DMT – Éster tereftalato de dimetileno.
DP – Grau de polimerização.
DSC – Calorimetria diferencial de varredura.
ED-XRF – Fluorescência de raios-X por dispersão de energia.
EG – Etileno glicol.
ESI-MS – Ionização por Eletrospray com Espectrometria de Massas (Electron Ionization
Mass Spectrometry).
FC – Fator de consumo para o polímero.
FDA – Food and Drug Administration.
IPI – Imposto sobre os produtos industrializados.
IRM – Índice de reciclagem mecânica.
MALDI-TOF – (Matrix assisted laser Desorption/Ionization)-(Time-of-flight).
Mn – Massa molar numérica média.
Mw – Massa molar mássica média.
nr – viscosidade relativa.
PCA – Análise de componentes principais.
PDEGT – Poli (tereftalato de dietilenoglicol).
PEAD – Polietileno de alta densidade.
PEBD – Polietileno de baixa densidade.
xvi
PELBD – Polietileno de baixa densidade linear.
PET – Poli (tereftalato de etileno).
PETpc-btg – PET pós-consumo grau-garrafa.
PETv-btg – PET virgem grau-garrafa.
PLS – Regressão por mínimos quadrados parciais.
PP – Polipropileno.
PS – Poliestireno.
PVAc – Poli (acetato de vinila)
PVC – Poli (cloreto de vinila).
RMA – Razão da massa/área superficial das embalagens.
RSU – Resíduo sólido urbano.
SSP – Polimerização ou policondensação no estado sólido.
t – tempo de fluxo médio da solução polimérica.
t0 – tempo de fluxo médio do solvente.
Tc – Temperatura de cristalização.
TFA – Ácido trifluoracético.
Tg – Temperatura de transição vítrea.
THAP – Trihidroxiacetofenona.
TIC – Concentração iônica total.
Tinuvin P – (2-(2-hidroxi-5-metil-fenil) benzotriazol.
Tm – Temperatura de fusão.
TPA – Ácido tereftálico.
Xc – Grau de cristalinidade.
XRF – Fluorescência de raios-X.
∆∆∆∆H0 – Entalpia de cristalização do PET 100 % cristalino.
∆∆∆∆Hc – Entalpia de cristalização.
∆∆∆∆Hm – Entalpia de fusão.
∆∆∆∆Cp – variação do calor específico.
xvii
Lista de Tabelas
Tabela 1. Concentração máxima permitida e limite de migração específica de
contaminantes permitidos para alguns polímeros .......................................................... 7
Tabela 2. Contaminantes modelo usados no challenge test . ......................................... 8
Tabela 3. Estruturas e a massa molar dos íons predominantes da resina virgem PET-btg.
...................................................................................................................................... 52
Tabela 4. Estruturas e a massa molar dos íons PET-btg após o processo de degradação.
...................................................................................................................................... 53
Tabela 5. Temperatura de Transição vítrea (Tg), Temperatura de Fusão (Tm), entalpia de
fusão (∆Ηm), temperatura de cristalização (Tc), entalpia de cristalização (∆Ηc), grau de
cristalinidade ( Xc), viscosidade intrínseca [η] e massa molar mássica média (Mw) para
resina virgem e degradada pelo processo termo-oxidativo. .......................................... 58
Tabela 6. Temperatura de fusão (Tm), entalpia de fusão (∆Hm), temperatura de
cristalização, (Tc) entalpia de cristalização (∆Hc), grau de cristalinidade (Xc), viscosidade
íntrinsica [η] e a massa molar mássica média (Mw) para amostras de PETv-btg e PETpc-btg
não processadas e misturas de PETv/PETpc processadas em diferentes proporções. . 74
Tabela 7. Temperatura de transição vítrea (Tg), Temperatura de fusão (Tm), entalpia de
fusão (∆Hm), temperatura de cristalização, (Tc) entalpia de cristalização (∆Hc), grau de
cristalinidade (Xc), viscosidade íntrinsica [η] e a massa molar mássica média (Mw) para
amostras de PETv-btg de vários fabricantes diferentes e PETv-btg submetidas ao
processo Super-Clean (Bahia I e Bahia II). ................................................................ 77
Tabela 8. Ions oligoméricos utilizados e seus respectivos valores de m/z. ................... 80
Tabela 9. Amostras analisadas pelo MALDI-TOF MS e tratadas pela ferramenta PCA.81
xviii
Tabela 10. Previsão do percentual de reciclado em amostras de PET industriais. ....... 86
Tabela 11. Previsão do percentual de reciclado em amostras de PET industriais. ....... 93
xix
Lista de Figuras
Figura 1. Composição relativa da produção nacional de polímeros termoplásticos, geração
e variação relativa do IRM ............................................................................................... 5
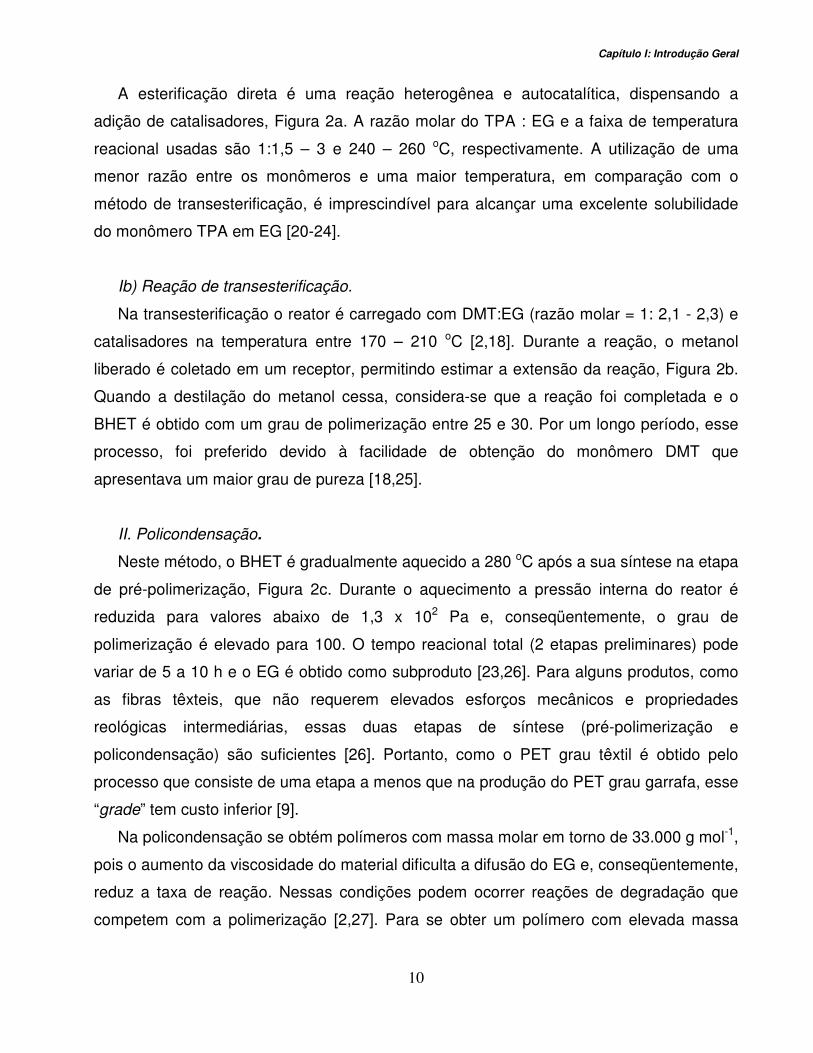
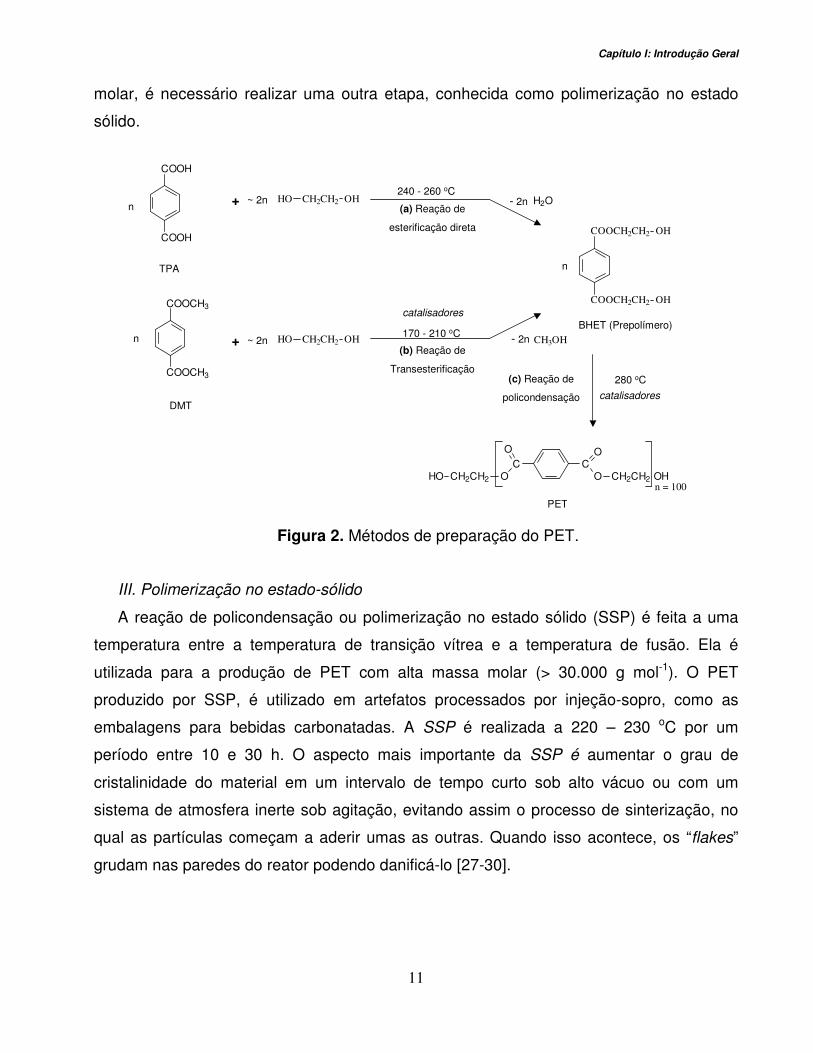
Figura 2. Métodos de preparação do PET. .................................................................... 11
Figura 3. Alguns dos mais importantes copolímeros do PET. ....................................... 14
Figura 4. Apresentação de uma curva de DSC ............................................................. 16
Figura 5. Ilustração do princípio de ionização por MALDI. ............................................ 18
Figura 6. Representação do efeito fotoelétrico. ............................................................. 20
Figura 7. Representação dos fenômenos Compton e Rayleigh .................................... 21
Figura 8. Degradação termomecânica do PET .............................................................. 32
Figura 9. Possíveis mecanismos responsáveis pela formação de oligômeros cíclicos . 34
Figura 10. Principais oligômeros encontrados no PET reprocessado ........................... 35
Figura 11. Formação das unidades de dietileno glicol na síntese do PET. ................... 36
Figura 12. Mecanismo proposto para formação de cor no PET a partir da degradação
termo-oxidativa das unidades de DEG ......................................................................... 37
Figura 13. Mecanismo de degradação proposto para as unidades DEG do polímero
modelo poli (tereftalato de dietilenoglicol)...................................................................... 38
Figura 14. Matrizes utilizadas para as medidas de MALDI-TOF. .................................. 41
Figura 15. Metodologia desenvolvida para preparação de amostras para medidas por
MALDI-TOF. .................................................................................................................. 42
Figura 16. Espectro de 1H-NMR da resina virgem de PET-btg. ..................................... 45
xx
Figura 17. Relação da razão da intensidade dos picos (ICH2/ IPh) e da perda de massa para
amostras de PET-btg vs. degradação termo-oxidativa. ................................................. 47
Figura 18. Porcentagem molar das unidades monoméricas EG e DEG em função do
tempo de aquecimento para degradação termo-oxidativa a 280 oC. ............................. 48
Figura 19. Espectro de 1H NMR da resina virgem e degradada (processo termo-oxidativo)
na região das unidades de DEG. ................................................................................... 49
Figura 20. Mecanismo de degradação termo-oxidativo das unidades de DEG envelhecida
no forno à 280ºC. .......................................................................................................... 50
Figura 21. Espectro MALDI-TOF MS dos oligômeros extraídos a partir do PET virgem e
envelhecidos pelo processo termo-oxidativo: 30 e 60 min (incluindo uma ampliação da
região de m/z 970 a 1020). ............................................................................................ 51
Figura 22. Intensidade normalizada dos picos presentes no espectro de MALDI-TOF para
as amostras PET-btg versus tempo de degradação termo-oxidativo a 280oC .............. 54
Figura 23. Mecanismo de degradação dos oligômeros presentes no PET. .................. 56
Figura 24. Curvas de DSC: primeira e segunda rampa de aquecimento para amostras de
PETv-btg e degradadas pelo processo termo-oxidativo ................................................. 56
Figura 25. Porcentagem molar das unidades monoméricas EG e DEG em função do ciclos
de reciclagem e espectro de 1H NMR da resina virgem e degradada (processo termo-
oxidativo) na região das unidades de DEG. .................................................................. 59
Figura 26. Espectro obtido pelo MALDI-TOF MS dos oligômeros extraídos a partir do PET-
btg envelhecidos pelo processo termomecânico: 1o, 2o e 5o reprocessamento............. 61
Figura 27. Cromatografia de camada delgada (CCD) das amostras de PET-btg virgem e
degradadas: oligômeros cíclicos e oligômeros lineares. ............................................... 63
Figura 28. Preparação das misturas de PET virgem e pós-consumo. ........................... 68
xxi
Figura 29. (a) Celas de Polietileno com e sem amostra; (b) Equipamento ED-XRF
(SHIMADZU, EDX 700) ................................................................................................. 69
Figura 30. Variação de torque em função do tempo de processamento em um misturador
interno acoplado ao reômetro de torque da HAAKE para a mistura de PETv-btg e PETpc-
btg em diversas proporções. ......................................................................................... 71
Figura 31. Curvas de DSC para a primeira rampa de resfriamento e a segunda rampa de
aquecimento para amostras de PETv-btg e PETpc-btg não processadas, curvas I e II,
respectivamente; e amostras de (PETv-btg/PETpc-btg) processadas em diferentes
proporções: III = (100/0), IV = (75/25), V = (50,50), VI = (25/75) e VII = (0,100). .......... 73
Figura 32. Curvas de DSC para a primeira rampa de resfriamento e a segunda rampa de
aquecimento para amostras de PET-btg fabricado por diferentes empresas: Eastman,
Braskem e Rhodia e reciclado pelo processo super-clean na Bahia PET. .................... 76
Figura 33. Espectros obtidos pelo MALDI Q-TOF MS dos oligômeros extraídos a partir das
amostras de misturas de PETv-btg/PETpc-btg processadas em diferentes proporções:
(100/0), (50/50) e (0/100) wt %. .................................................................................... 79
Figura 34. Gráficos de scores das amostras de PETv-btg de vários fabricantes e de
misturas de PETv-btg / PETpc-btg: (a) PC2 vs PC1 e (b) PC3 vs PC2.......................... 83
Figura 35. Gráficos de loadings da (a) PC2 e (b) PC3; ................................................. 84
Figura 36. (a) Espectros de ED-XRF para as amostras: PETv-btg (Braskem), PETpc-btg e
as misturas de PETv-btg (Braskem) / PETpc-btg com: (100/0, 75/25, 50/50, 0/100 wt %); (b)
Ampliação do espectros de ED-XRF na região de 5-7 keV para as amostras: PETv-btg
(Braskem, Eastman e Rhodia), Bahia I, Bahia II e PETv-btg (Braskem) / PETpc-btg : (0/100)
wt %. .............................................................................................................................. 88
Figura 37. Gráficos de loadings da (a) PC1 e (b) PC3; e de scores das amostras de PETv-
btg de vários fabricantes e misturas de PETv-btg (Braskem) / PETpc-btg. .................... 89
xxii
Figura 38. Gráficos de scores das amostras de PETv-btg de vários fabricantes e misturas
de PETv-btg (Braskem) / PETpc-btg: (a) PC3 vs PC1 e (b) PC3 vs PC2. ..................... 91
Figura 39. Curvas de calibração e validação obtidas por PLS dos espectros de misturas de
PETv-btg (Braskem) /PETpc-btg em diversas proporções: 0 (triplicata), 5, 10, 15, 20, 25
(triplicata), 30, 35, 40, 45, 50 (triplicata), 55, 60, 65, 70, 75 (triplicata), 80, 85, 90, 95, 100
(triplicata) % wt de PETpc-btg. ....................................................................................... 92
Capítulo I: Introdução Geral
1
CAPÍTULO I:
INTRODUÇÃO GERAL
Capítulo I: Introdução Geral
3
I.1. Uma revisão sobre a reciclagem e os processos de síntese do PET.
I.1.1. Introdução.
Wallace H. Carothers sintetizou em 1930 o primeiro poliéster linear a partir de
monômeros a base de trimetileno glicol e do ácido dicarboxílico hexadecametileno. Isto
originou a primeira fibra sintética. Entretanto, sua baixa temperatura de fusão e
estabilidade hidrolítica comprometiam a qualidade do produto final. Em 1946, Whinfield e
Dickson descobriram o poli (tereftalato de etileno) (PET), o qual apresenta alta
temperatura de fusão (~ 265 oC) e alta estabilidade hidrolítica devido à presença de anéis
aromáticos na cadeia principal [1]. Atualmente, o PET é um dos termoplásticos mais
produzidos no mundo, alcançando no final da década de 90 uma produção mundial em
torno de 2,4x1010 kg. As aplicações do PET são: fibras têxteis (67 %), embalagens
processadas por injeção-sopro (24 %), filmes biorientados (5 %) e polímeros de
engenharia (4 %). O sucesso deste material deve-se à sua excelente relação entre as
propriedades mecânicas, térmicas e o custo de produção [2].
No Brasil, a principal aplicação do PET é na indústria de embalagens (71 %). O
segmento do mercado nacional da indústria alimentícia e de embalagens corresponde a
32 % do mercado brasileiro de polímeros envolvendo diretamente o uso do PET para
embalagens de bebidas carbonatadas [3]. Essa é a explicação sobre a diferença
observada entre o cenário mundial e o nacional em relação à produção e reciclagem do
PET.
Nos últimos anos, os polímeros têm aumentado sua participação na composição do
resíduo sólido urbano, RSU. Na década de 60 eles não faziam parte significativa da sua
composição, mas em 2005 eles contribuíram com cerca de 20 wt % (porcentagem em
massa) dos RSU coletados no Brasil [4]. Os principais polímeros produzidos no Brasil e
encontrados no RSU são: o polietileno de alta, baixa densidade e baixa densidade linear
(PEAD, PEBD e PELBD), o polipropileno (PP), o poli (cloreto de vinila) (PVC), o poli
(tereftalato de etileno) (PET) e o poliestireno (PS) (Figura 1) [3-4].
A produção de PET corresponde a 9 wt % da produção total de polímeros no Brasil,
entretanto, a fração de PET no RSU correspondente aos polímeros é de 20 wt % [4],

Capítulo I: Introdução Geral
4
Figura 1. Isto se deve ao fato do PP e do PVC serem utilizados como matéria-prima na
fabricação de produtos acabados com longa vida útil nas indústrias de bens de consumo e
construção civil; o PET é usado em produtos com curta vida útil como as embalagens [3].
Devido à grande quantidade e variedade das aplicações dos polímeros e o seu tempo de
degradação relativamente longo, eles são considerados os grandes vilões ambientais por
ocuparem uma boa parte do volume dos aterros [5]. No entanto, os problemas ambientais
não são causados pelos polímeros e sim pelo seu descarte de forma inadequada. A
reciclagem sistemática dos polímeros é a solução para minimizar esse impacto ambiental.
A reciclagem de polímeros é classificada em quatro categorias: primária, secundária,
terciária e quaternária. Tanto a reciclagem primária como a secundária também é
conhecida como reciclagem mecânica, o que diferencia uma da outra é que na primária
utilizam-se polímeros pré-consumo e na secundária, polímeros pós-consumo. A
reciclagem terciária também é chamada de química e a quaternária de energética. No
Brasil a principal reciclagem praticada é a mecânica.
Atualmente o índice de reciclagem mecânica (IRM) de polímeros no Brasil é de 20 %
wt, inferior a apenas cinco países Europeus: Alemanha (32 wt %), Bélgica (25 wt %),
Suíça (23 wt %), Suécia (22 wt %) e Áustria (20 wt %) [4]. Em 2005 o PET foi o segundo
polímero mais encontrado no RSU (perdendo apenas para os polietilenos: PEAD, PEBD e
PELBD) e apresentou o maior IRM (53 wt %) entre os termoplásticos [4,6], Figura 1. No
ano seguinte o Brasil alcançou o segundo lugar na reciclagem mundial de PET, perdendo
apenas para o Japão (IRM de 62 wt %) [6]. A indústria de reciclagem de polímeros no
Brasil é constituída por cerca de 490 empresas recicladoras, 80 % delas concentradas na
região Sudeste com faturamento de R$ 1,22 bilhão/ano, gerando 11.500 empregos diretos
[7]. O maior impedimento para o crescimento da reciclagem no Brasil é a alta carga
tributária que incide sobre a matéria-prima reciclada, onde o imposto sobre os produtos
industrializados (IPI) reciclados (12 %) é superior ao cobrados sobre a resina virgem (10
%) [8].

Capítulo I: Introdução Geral
5
PE PP PVC PET PS OUTROS0
10
20
30
40
50
60
13,6
2,41,3
12,9
5,87,1
53,3
19,8
9,1
5,46,5
12,9
9,5
16,6
24,4
11,4
48,9
45,2
Com
posi
ção
(wt %
)
Produção de Polímeros termoplásticos Geração no RSU IRM dos Polímeros pós-consumo no RSU
Figura 1. Composição relativa da produção nacional de polímeros termoplásticos, geração
e variação relativa do IRM dos polímeros pós-consumo encontrados no RSU Brasileiro em
2005 [3,4].
A aplicação do PET pós-consumo na industria têxtil (43 wt %) impulsiona o
crescimento na sua reciclagem. No Brasil não é encontrada uma aplicação mais nobre
para esse material, que apresente propriedades de engenharia e preço de commodity [9].
Na indústria têxtil, o PET é usado na fabricação de fios para tecelagem, forrações, tapetes,
carpetes e mantas de TNT (tecido não tecido), 34 wt %. Outra parte é destinada a
fabricação de cordas (7 wt %) e cerdas de vassouras e escovas (monofilamento), 2 wt %.
Um outro mercado em ascenção para aplicação de PET é a fabricação de resinas
alquídicas, usadas na produção de tintas e também resinas insaturadas para produção de
adesivos e resinas poliéster, 16 wt %. O restante é destinado à produção de laminados,
fitas de arquear, tubos, termoformados, e fabricação de novas embalagens para produtos
não alimentícios [6,10]. Apesar deste amplo mercado consumidor, a indústria de
reciclagem de PET está no limiar de uma nova fase, onde o PET pós-consumo poderá ser
aplicado para a fabricação de novas embalagens de alimentos e bebidas, ampliando ainda
mais o mercado consumidor deste material.
Dois fatores, o econômico e o social impulsionam o recente interesse dos fabricantes
em ampliar o uso de materiais reciclados na indústria alimentícia. O fator econômico se
relaciona à redução do custo da reciclagem enquanto o custo para fabricação dos
Capítulo I: Introdução Geral
6
monômeros aumenta. O fator social se relaciona à combinação de pressões por parte de
órgãos legislativos e da sociedade em benefício à prática da reciclagem.
No Brasil, com a publicação da portaria nº. 987 da Secretaria de Vigilância Sanitária do
Ministério da Saúde, em dezembro de 1998, tornou-se possível à utilização de resina pós-
consumo em embalagens multicamada destinadas ao acondicionamento de bebidas
carbonatadas não alcoólicas. Entretanto, uma questão bastante discutida atualmente é o
risco que envolve a utilização de polímeros reciclados pós-consumo para embalar
alimentos, bebidas e fármacos, devido à possível contaminação dos produtos. Para esta
finalidade, embalagens de PET co-injetadas poderiam ser utilizadas com três camadas
fazendo-se um “sanduíche” de PET virgem com recheio de PET reciclado [11]. Em 26 de
março de 2008 foi publicada uma nova resolução (RDC N.20/2008) a respeito da utilização
de PET pós-consumo reciclado grau alimentício, destinado a entrar em contato com
alimentos. Este regulamento tem como objetivo estabelecer requisitos gerais e critérios de
avaliação/autorização visando consolidar a utilização de embalagens PET fabricadas com
composições variáveis de PET virgem e pós-consumo reciclado descontaminado (ambos,
grau alimentício) destinados a entrar em contato com alimentos [12].
Este novo regulamento prevê que as empresas recicladoras operem com as
tecnologias denominadas superclean e bottle-to-bottle para a produção do PET
reciclado grau alimentício. Essas tecnologias são aprovadas pela agência norte-americana
Food and Drug Administration (FDA) e pelo Instituto Fraunhofer, da Alemanha. No
processo bottle-to-bottle, por exemplo, a única diferença em relação ao processo de
reciclagem, é adição da etapa de policondensação visando aumentar a massa molar do
polímero [13].
Além do Brasil, nos países integrantes do MERCOSUL, EUA, Europa e Austrália, é
permitido o uso de PET reciclado. Um problema apontado pelos fabricantes de
embalagens é a falta de homogeneidade na cor do PET reciclado, conseqüentemente, as
embalagens são fabricadas com 10 % wt de PET reciclado para não afetar o padrão de
cor [13].
A FDA estabeleceu um nível de tolerância (threshold of regulation) para contaminantes
presentes no PET reciclado, visando assegurar que esses contaminantes não induzam
efeitos tóxicos aos consumidores. Para se calcular o nível máximo de tolerância de um
determinado contaminante em uma embalagem reciclada, o contaminante presente não
Capítulo I: Introdução Geral
7
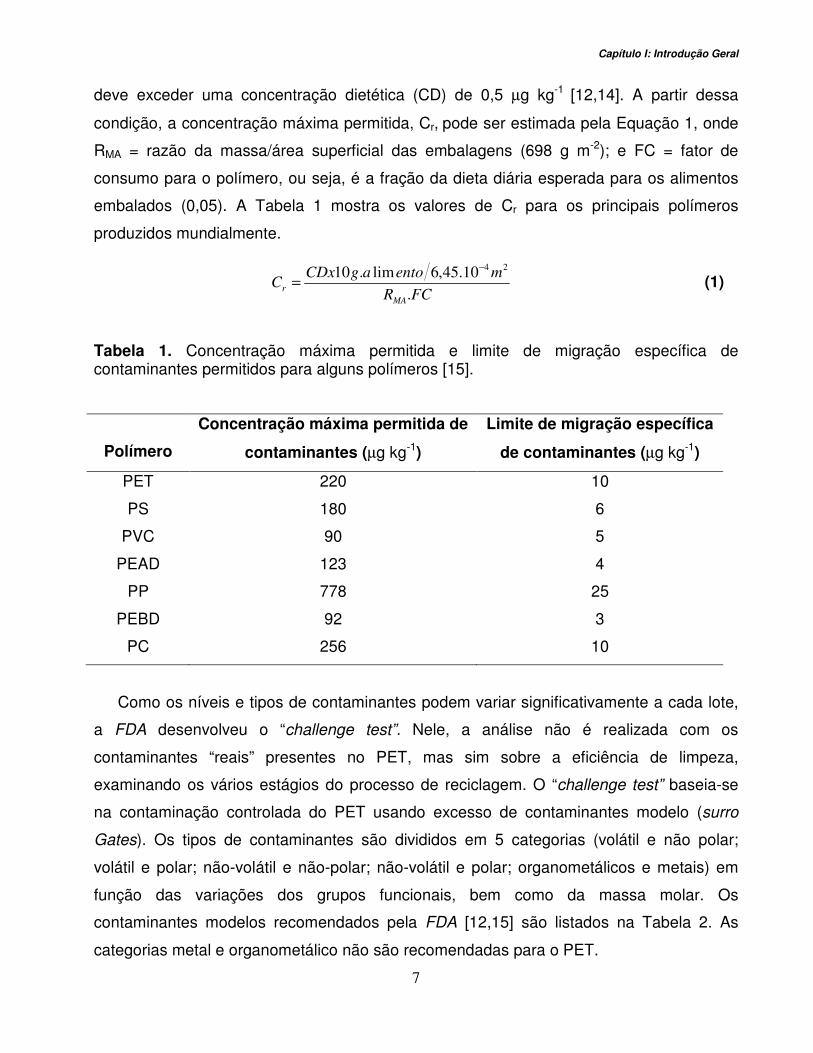
deve exceder uma concentração dietética (CD) de 0,5 µg kg-1 [12,14]. A partir dessa
condição, a concentração máxima permitida, Cr, pode ser estimada pela Equação 1, onde
RMA = razão da massa/área superficial das embalagens (698 g m-2); e FC = fator de
consumo para o polímero, ou seja, é a fração da dieta diária esperada para os alimentos
embalados (0,05). A Tabela 1 mostra os valores de Cr para os principais polímeros
produzidos mundialmente.
FCR
mentoagCDxC
MA
r.
10.45,6lim.10 24−
= (1)
Tabela 1. Concentração máxima permitida e limite de migração específica de contaminantes permitidos para alguns polímeros [15].
Polímero
Concentração máxima permitida de
contaminantes (µg kg-1)
Limite de migração específica
de contaminantes (µg kg-1)
PET 220 10
PS 180 6
PVC 90 5
PEAD 123 4
PP 778 25
PEBD 92 3
PC 256 10
Como os níveis e tipos de contaminantes podem variar significativamente a cada lote,
a FDA desenvolveu o “challenge test”. Nele, a análise não é realizada com os
contaminantes “reais” presentes no PET, mas sim sobre a eficiência de limpeza,
examinando os vários estágios do processo de reciclagem. O “challenge test” baseia-se
na contaminação controlada do PET usando excesso de contaminantes modelo (surro
Gates). Os tipos de contaminantes são divididos em 5 categorias (volátil e não polar;
volátil e polar; não-volátil e não-polar; não-volátil e polar; organometálicos e metais) em
função das variações dos grupos funcionais, bem como da massa molar. Os
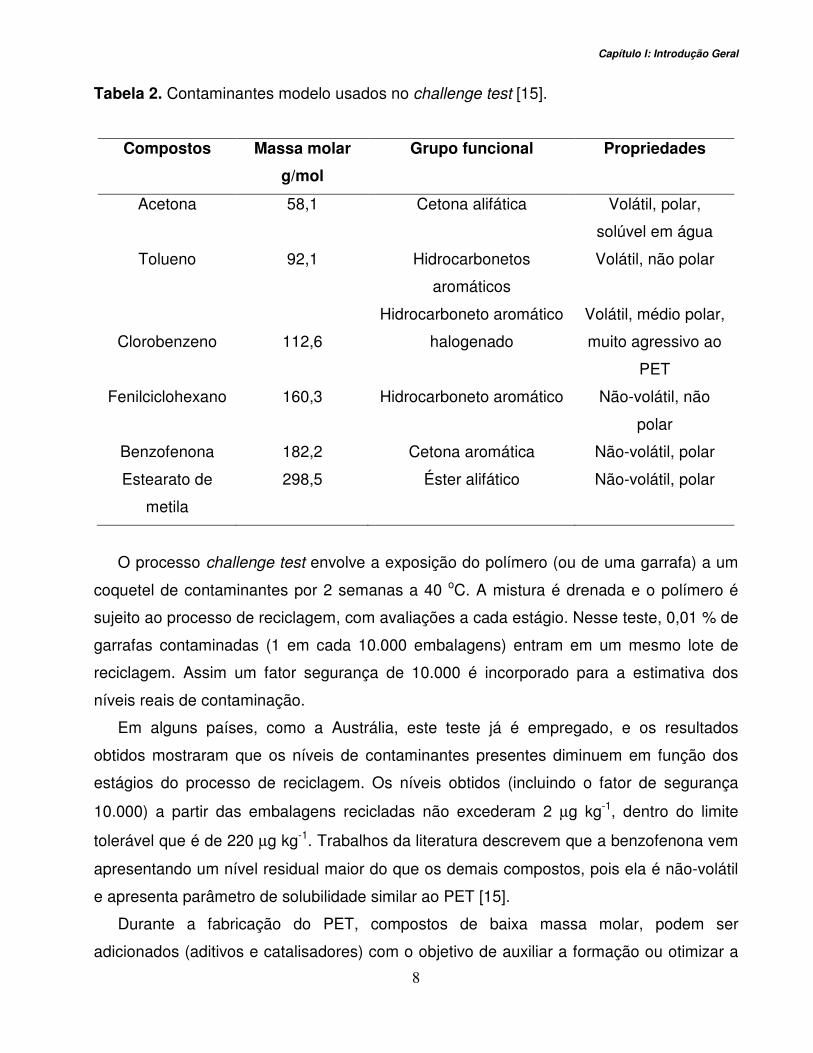
contaminantes modelos recomendados pela FDA [12,15] são listados na Tabela 2. As
categorias metal e organometálico não são recomendadas para o PET.
Capítulo I: Introdução Geral
8
Tabela 2. Contaminantes modelo usados no challenge test [15].
Compostos Massa molar
g/mol
Grupo funcional Propriedades
Acetona 58,1 Cetona alifática Volátil, polar,
solúvel em água
Tolueno 92,1 Hidrocarbonetos
aromáticos
Volátil, não polar
Clorobenzeno
112,6
Hidrocarboneto aromático
halogenado
Volátil, médio polar,
muito agressivo ao
PET
Fenilciclohexano 160,3 Hidrocarboneto aromático Não-volátil, não
polar
Benzofenona 182,2 Cetona aromática Não-volátil, polar
Estearato de
metila
298,5 Éster alifático Não-volátil, polar
O processo challenge test envolve a exposição do polímero (ou de uma garrafa) a um
coquetel de contaminantes por 2 semanas a 40 oC. A mistura é drenada e o polímero é
sujeito ao processo de reciclagem, com avaliações a cada estágio. Nesse teste, 0,01 % de
garrafas contaminadas (1 em cada 10.000 embalagens) entram em um mesmo lote de
reciclagem. Assim um fator segurança de 10.000 é incorporado para a estimativa dos
níveis reais de contaminação.
Em alguns países, como a Austrália, este teste já é empregado, e os resultados
obtidos mostraram que os níveis de contaminantes presentes diminuem em função dos
estágios do processo de reciclagem. Os níveis obtidos (incluindo o fator de segurança
10.000) a partir das embalagens recicladas não excederam 2 µg kg-1, dentro do limite
tolerável que é de 220 µg kg-1. Trabalhos da literatura descrevem que a benzofenona vem
apresentando um nível residual maior do que os demais compostos, pois ela é não-volátil
e apresenta parâmetro de solubilidade similar ao PET [15].
Durante a fabricação do PET, compostos de baixa massa molar, podem ser
adicionados (aditivos e catalisadores) com o objetivo de auxiliar a formação ou otimizar a

Capítulo I: Introdução Geral
9
qualidade do produto final. Eles, juntamente com outros compostos resultantes do
processo de síntese do PET (monômeros, oligômeros e subprodutos como acetaldeído),
podem apresentar um grande potencial de migração.
I.1.2. Processos de síntese do PET.
A produção industrial do PET pode ser realizada em duas ou três etapas, dependendo
de sua aplicação: (I) pré-polimerização, (II) policondensação e (III) polimerização no
estado sólido.
I. Pré-polimerização.
Essa etapa consiste na fabricação do oligômero tereftalato de bis (2-hidroxietileno),
BHET. Nela, o poliéster pode ser fabricado por duas rotas distintas: (a) esterificação direta
e (b) transesterificação. A esterificação direta é obtida pela reação do ácido tereftálico
(TPA) com etileno glicol (EG). Uma das principais diferenças da transesterificação é a
substituição do monômero ácido tereftálico pelo éster tereftalato de dimetileno (DMT).
Ia) Reação de esterificação direta.
Recentemente, o processo esterificação direta vem sendo o preferido para produção
industrial do PET devido ao desenvolvimento de um novo método de purificação do
monômero TPA [16-17]. O TPA é produzido a partir da oxidação do p-xileno com ácido
acético. Entretanto, o rendimento desta reação não é alto e são formadas impurezas como
4-carboxibenzaldeído (4-CBA). Como conseqüência, o grupo aldeído presente no 4-CBA,
age como um terminador de cadeia na polimerização do PET, o que dificulta a obtenção
do grau de polimerização (DP = 150) desejável para fabricação de embalagens [18].
Devido às similaridades entre as estruturas do TPA e do 4-CBA, o processo de separação
é complexo. A partir da dissolução do TPA em água e posterior hidrogenação com um
catalisador de Pd/C, esse problema foi totalmente contornado [17]. Como prova disso, a
empresa do Grupo Mossi & Ghisolfi (M&G), produz PET exclusivamente a partir do
processo de esterificação direta. Líder do mercado Sul-americano de produção de PET
para embalagens e fibras para indústria têxtil, ela é a empresa que possui a maior
quantidade de operações industriais no Brasil (cinco) [19].
Capítulo I: Introdução Geral
10
A esterificação direta é uma reação heterogênea e autocatalítica, dispensando a
adição de catalisadores, Figura 2a. A razão molar do TPA : EG e a faixa de temperatura
reacional usadas são 1:1,5 – 3 e 240 – 260 oC, respectivamente. A utilização de uma
menor razão entre os monômeros e uma maior temperatura, em comparação com o
método de transesterificação, é imprescindível para alcançar uma excelente solubilidade
do monômero TPA em EG [20-24].
Ib) Reação de transesterificação.
Na transesterificação o reator é carregado com DMT:EG (razão molar = 1: 2,1 - 2,3) e
catalisadores na temperatura entre 170 – 210 oC [2,18]. Durante a reação, o metanol
liberado é coletado em um receptor, permitindo estimar a extensão da reação, Figura 2b.
Quando a destilação do metanol cessa, considera-se que a reação foi completada e o
BHET é obtido com um grau de polimerização entre 25 e 30. Por um longo período, esse
processo, foi preferido devido à facilidade de obtenção do monômero DMT que
apresentava um maior grau de pureza [18,25].
II. Policondensação.
Neste método, o BHET é gradualmente aquecido a 280 oC após a sua síntese na etapa
de pré-polimerização, Figura 2c. Durante o aquecimento a pressão interna do reator é
reduzida para valores abaixo de 1,3 x 102 Pa e, conseqüentemente, o grau de
polimerização é elevado para 100. O tempo reacional total (2 etapas preliminares) pode
variar de 5 a 10 h e o EG é obtido como subproduto [23,26]. Para alguns produtos, como
as fibras têxteis, que não requerem elevados esforços mecânicos e propriedades
reológicas intermediárias, essas duas etapas de síntese (pré-polimerização e
policondensação) são suficientes [26]. Portanto, como o PET grau têxtil é obtido pelo
processo que consiste de uma etapa a menos que na produção do PET grau garrafa, esse
“grade” tem custo inferior [9].
Na policondensação se obtém polímeros com massa molar em torno de 33.000 g mol-1,
pois o aumento da viscosidade do material dificulta a difusão do EG e, conseqüentemente,
reduz a taxa de reação. Nessas condições podem ocorrer reações de degradação que
competem com a polimerização [2,27]. Para se obter um polímero com elevada massa
Capítulo I: Introdução Geral
11
molar, é necessário realizar uma outra etapa, conhecida como polimerização no estado
sólido.
n
COOCH2CH2
COOCH2CH2
OH
OH
BHET (Prepolímero)
280 oC
catalisadores
C CO O
O OCH2CH2 CH2CH2 OHHOn = 100
PET
COOH
COOH
TPA
n~ 2n HO CH2CH2 OH+
240 - 260 oC
(a) Reação de
esterificação direta
DMT
~ 2n HO CH2CH2 OH+n
COOCH3
COOCH3
170 - 210 oC
catalisadores
(b) Reação de
Transesterificação(c) Reação de
policondensação
- 2n
CH3OH- 2n
H2O
Figura 2. Métodos de preparação do PET.
III. Polimerização no estado-sólido
A reação de policondensação ou polimerização no estado sólido (SSP) é feita a uma
temperatura entre a temperatura de transição vítrea e a temperatura de fusão. Ela é
utilizada para a produção de PET com alta massa molar (> 30.000 g mol-1). O PET
produzido por SSP, é utilizado em artefatos processados por injeção-sopro, como as
embalagens para bebidas carbonatadas. A SSP é realizada a 220 – 230 oC por um
período entre 10 e 30 h. O aspecto mais importante da SSP é aumentar o grau de
cristalinidade do material em um intervalo de tempo curto sob alto vácuo ou com um
sistema de atmosfera inerte sob agitação, evitando assim o processo de sinterização, no
qual as partículas começam a aderir umas as outras. Quando isso acontece, os “flakes”
grudam nas paredes do reator podendo danificá-lo [27-30].
Capítulo I: Introdução Geral
12
I.1.2.1. Aditivação.
Os aditivos mais comuns para polímeros, são: plastificantes, estabilizantes térmicos,
anti-UV e antioxidantes. Embora alguns trabalhos mencionem o PET como sendo um
material livre de aditivos, alguns pesquisadores têm identificado e, em alguns casos,
quantificado a presença desses aditivos em PET grau-alimentício.
Kim et al. [31] analisaram os extratos de embalagens PET através da técnica acoplada
de cromatografia gasosa e espectrometria de massa (GC/MS) e identificaram a presença
de: ácidos graxos, o antioxidante di-terc-butil-4-hidroxitolueno, ftalato de di-2-etilhexil,
dietila, dibutila, diosooctil e plastificantes como adipato de bis-2-etilhexil. Outros aditivos
como estabilizantes de UV, Tinuvin P (2-(2-hidroxi-5-metil-fenil) benzotriazol) e o
antioxidante 4-(1-metil-1-feniletil)-fenol também foram encontrados por Monteiro et al. [32]
nos extratos de embalagens de PET.
Coltro et al. [33] avaliaram as propridades de barreira à luz de embalagens PET
disponíveis no mercado brasileiro utilizadas para o acondicionamento de óleo comestível.
Eles observaram que 50 % das marcas avaliadas apresentaram barreira ao UV através da
utilização do aditivo, UV-2, 2-(2’-hidroxi-3’-terc-butil-5’-metilfenil)-5-clorobenzotriazol.
Estabilizantes secundários a base de fósforo são normalmente adicionados com os
catalisadores durante o processamento e reprocessamento do PET. Eles previnem
reações de degradação termo-oxidativa, inibindo a etapa de propagação e transformando
o grupo hidroperóxido em produtos não radicalares [34]. Desses estabilizantes
secundários, os principais utilizados na fabricação de poliésteres são: trimetilfosfito,
trietilfosfito e trifenilfosfito [25].
I.1.2.2. Catalisadores.
Uma grande variedade de compostos inorgânicos apresenta atividade catalítica para a
produção do PET em ambas as etapas: reações de transesterificação e policondensação
[2,35-36]. O óxido de antimônio (Sb2O3) é o catalisador mais usado, por demonstrar um
bom balanço de suas atividades catalíticas, tais como: estabilidade química na presença
de estabilizantes a base de fósforo, cor do produto final e baixo custo. O óxido de
germânio é também usado; embora ele apresente uma atividade catalítica superior ao do
Capítulo I: Introdução Geral
13
antimônio, o seu alto custo inviabiliza a disseminação do mesmo na produção comercial
do PET.
O uso de catalisadores a base de antimônio, na fabricação do PET para embalagens
vem sendo analisado minuciosamente no continente Europeu e Asiático [2]. Em alguns
produtos finais de embalagens de alimentos ou bebidas carbonatadas, foram encontrados
resíduos a base de antimônio, colocando em risco a saúde pública. Devido à demanda de
aumento de produção e que cumpra as regulamentações alimentícias exigidas, são
crescentes as pesquisas em busca de catalisadores alternativos para a produção de PET
[37-39].
Os catalisadores a base de titânio apresentam atividade superior aos
convencionalmente utilizados. A primeira geração era principalmente composta de ligantes
quelantes ou alcóxidos, porém eram propensos às reações hidrolíticas decompondo-se
em oxoalcóxidos, afetando assim, a transparência do produto final devido à formação de
bruma. Outra desvantagem era a desativação do catalisador na presença de estabilizantes
a base de fósforo, comumente presentes na matriz polimérica [2]. Entretanto, com o
desenvolvimento de novos sistemas catalíticos a base de titânio tais como tetrabutóxido
de titânio (Ti (OC4H9)4), C 94 (mistura de TiO2/SiO2, a uma razão de 9/1 wt %) e
complexos de Ti-P, várias propriedades do produto final foram otimizadas, como:
transparência, taxa reacional, aumento da atividade catalítica, melhor coloração e,
principalmente, uma redução na quantidade de catalisador necessária (de 250-300 µg kg-1
para catalisadores a base de antimônio para 10-30 µg kg-1 em catalisadores a base de
titânio) [36-37,39-40].
I.1.2.3. Co-polimerização.
Quando os polímeros são obtidos usando dois ou mais co-monômeros, eles são
denominados de co-polímeros [34]. A co-polimerização é uma técnica bastante
empregada para minimizar algumas propriedades indesejáveis, mas que são intrínsecas
do material. No caso do PET, elas são: carga estática, baixa adesão a metais e baixa
capacidade de tingimento. Conseqüentemente, uma variedade de co-monômeros são
usados na síntese do PET: 1,3-propanodiol, 1,4-butanodiol, ácido isoftálico, ácido 2,6-
Capítulo I: Introdução Geral
14
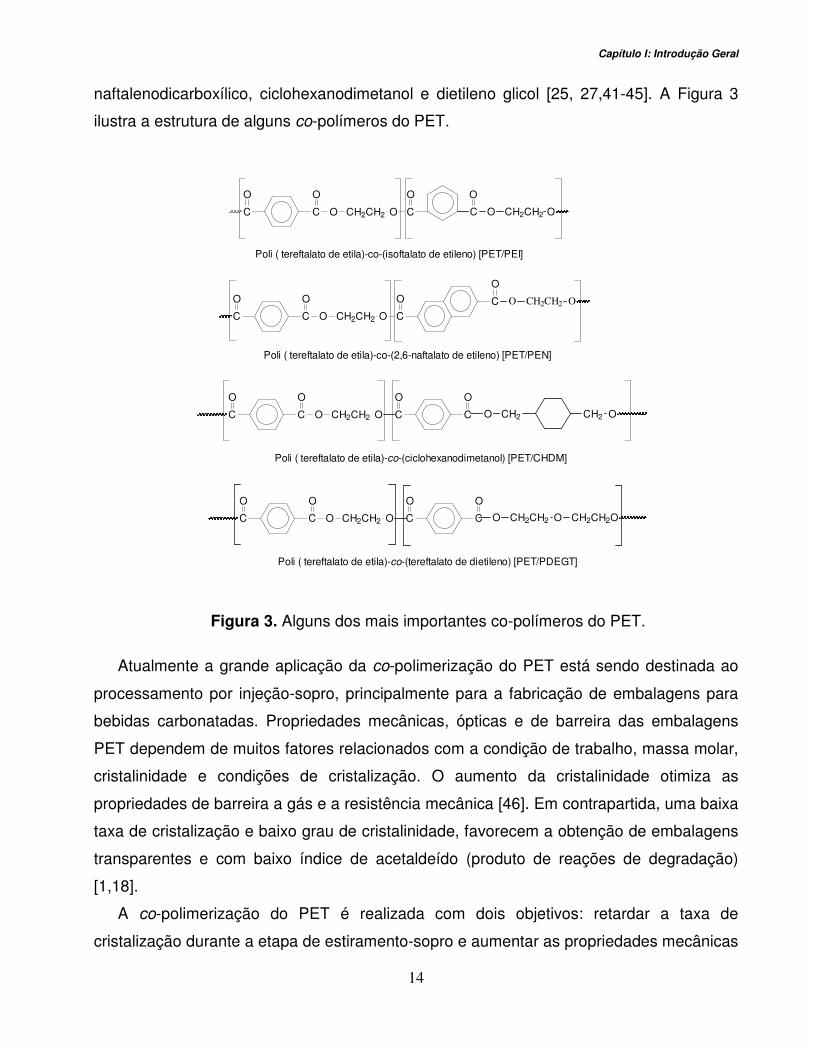
naftalenodicarboxílico, ciclohexanodimetanol e dietileno glicol [25, 27,41-45]. A Figura 3
ilustra a estrutura de alguns co-polímeros do PET.
Poli ( tereftalato de etila)-co-(isoftalato de etileno) [PET/PEI]
C
O
C
O
O CH2CH2 O C
O
C
O
O CH2CH2 O
Poli ( tereftalato de etila)-co-(2,6-naftalato de etileno) [PET/PEN]
C
O
O CH2CH2 O C
O C
O
C
O O CH2CH2 O
Poli ( tereftalato de etila)-co-(ciclohexanodimetanol) [PET/CHDM]
C
O
O CH2CH2 OC
O
CH2CH2 OOC
O
C
O
C
O
C
O
C
O
O CH2CH2 OC
O
Poli ( tereftalato de etila)-co-(tereftalato de dietileno) [PET/PDEGT]
CH2CH2O O CH2CH2O
Figura 3. Alguns dos mais importantes co-polímeros do PET.
Atualmente a grande aplicação da co-polimerização do PET está sendo destinada ao
processamento por injeção-sopro, principalmente para a fabricação de embalagens para
bebidas carbonatadas. Propriedades mecânicas, ópticas e de barreira das embalagens
PET dependem de muitos fatores relacionados com a condição de trabalho, massa molar,
cristalinidade e condições de cristalização. O aumento da cristalinidade otimiza as
propriedades de barreira a gás e a resistência mecânica [46]. Em contrapartida, uma baixa
taxa de cristalização e baixo grau de cristalinidade, favorecem a obtenção de embalagens
transparentes e com baixo índice de acetaldeído (produto de reações de degradação)
[1,18].
A co-polimerização do PET é realizada com dois objetivos: retardar a taxa de
cristalização durante a etapa de estiramento-sopro e aumentar as propriedades mecânicas
Capítulo I: Introdução Geral
15
e de barreira a gás do material. Em alguns trabalhos, por exemplo, é encontrado que a
adição de isoftalato de etileno e ciclohexanodimetanol diminuem a temperatura de
transição vítrea e a temperatura de fusão (de 4 a 12 oC) reduzindo a cristalinidade sem
afetar as demais propriedades. Esses co-monômeros também reduzem a permeabilidade
a gases, o que é importante para as indústrias de embalagens alimentícias [47].
I.2. Técnicas Empregadas.
Basicamente quatro técnicas são empregadas neste trabalho: Ressonância magnética
nuclear (NMR), calorimetria diferencial de varredura (DSC), espectrometria de massas
(MALDI-TOF MS) e fluorescência de raios-X (XRF). Iremos fazer uma rápida introdução
sobre elas, direcionando o assunto na área de materiais poliméricos. Uma introdução
sobre quimiometria também é abordada neste capítulo.
I.2.1. Ressonância Magnética Nuclear (NMR).
Os efeitos da ressonância magnética nuclear (NMR) sobre a matéria foram detectados
pela primeira vez em 1945, de forma independente, por Perseu, Torrey e Pound em
Harvard e por Block, Hansen e Parckard em Stanford. Em 1952 Purcell e Bloch obtiveram
o Prêmio Nobel em Física por suas descobertas [48, 49]
A utilização da NMR em polímeros foi iniciada na década de 60, com NMR de próton
(1H). O interesse aumentou nos anos 70, com a aplicação da NMR de carbono 13 (13C)
juntamente com a tecnologia da transformada de Fourier. Recentemente, vêm sendo cada
vez mais adotada técnicas avançadas como NMR em duas dimensões e a NMR
multinuclear, e está em franco desenvolvimento para o estudo de polímeros, o NMR no
estado sólido [48].
Embora existem alguns trabalhos que empregam a técnica de NMR para o estudo da
degradação de poliésteres [50,51,52] o principal esforço está destinado no processo de
co-polimerizaçao desses materiais [27,39,41-43]. Através desta técnica é possível saber a
distribuição do copolímero na cadeia (bloco, alternado e aleatório) e em alguns casos
estimar o comprimento da mesma. Entretanto, neste trabalho nós aplicaremos a 1H NMR
Capítulo I: Introdução Geral
16
para elucidar, juntamente com a técnica MALDI-TOF MS, o mecanismo de degradação do
PET.
I.2.2. Calorimetria Diferencial de Varredura (DSC).
A calorimetria diferencial de varredura é uma técnica que mede a variação de entalpia
em função de uma variação controlada de temperatura. Esse aparelho possui
compartimentos para a amostra e para referência com fontes de aquecimento individuais
mantendo constante o calor fornecido ao invés de medir a diferença de temperatura
durante a transformação que ocorre na amostra. Ele possuiu um sistema de controle que
aumenta imediatamente a energia fornecida para a amostra ou para a referência,
dependendo do processo envolvido ser endotérmico ou exotérmico.
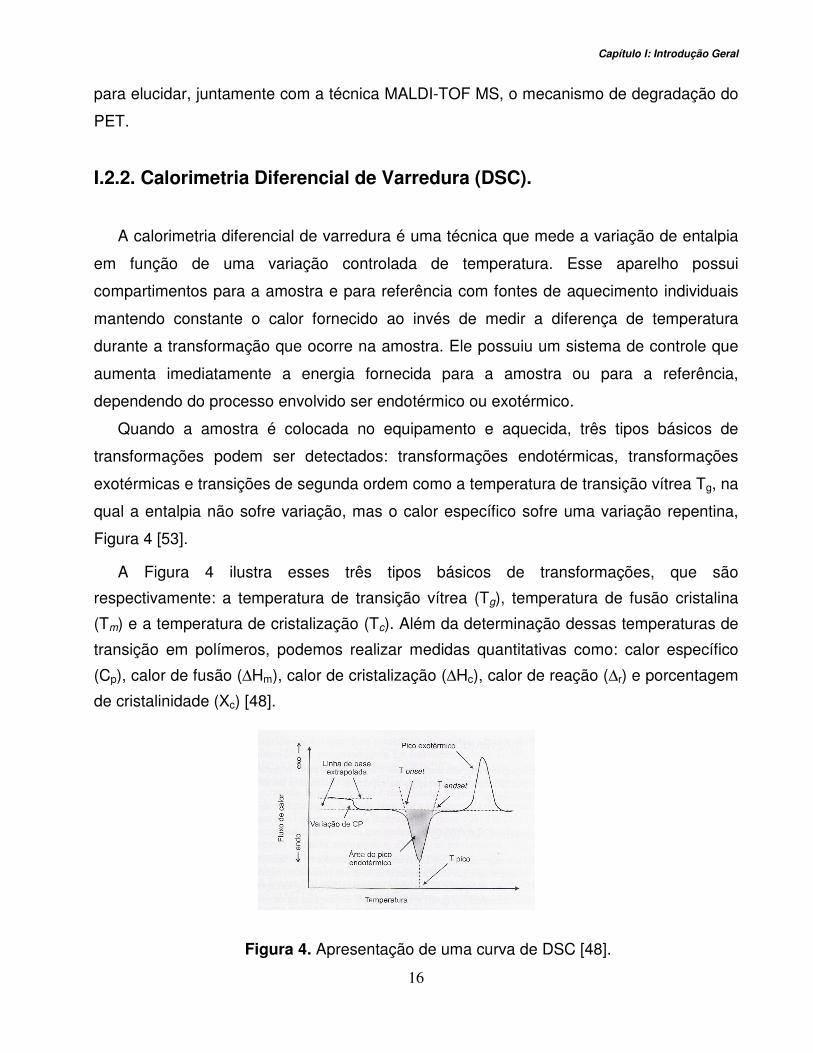
Quando a amostra é colocada no equipamento e aquecida, três tipos básicos de
transformações podem ser detectados: transformações endotérmicas, transformações
exotérmicas e transições de segunda ordem como a temperatura de transição vítrea Tg, na
qual a entalpia não sofre variação, mas o calor específico sofre uma variação repentina,
Figura 4 [53].
A Figura 4 ilustra esses três tipos básicos de transformações, que são
respectivamente: a temperatura de transição vítrea (Tg), temperatura de fusão cristalina
(Tm) e a temperatura de cristalização (Tc). Além da determinação dessas temperaturas de
transição em polímeros, podemos realizar medidas quantitativas como: calor específico
(Cp), calor de fusão (∆Hm), calor de cristalização (∆Hc), calor de reação (∆r) e porcentagem
de cristalinidade (Xc) [48].
Figura 4. Apresentação de uma curva de DSC [48].
Capítulo I: Introdução Geral
17
Atualmente, uma das técnicas mais empregadas para o estudo de materiais
poliméricos é o DSC [44,45]. Fatores principais como custo e simplicidade operacional do
equipamento, facilitam esta ampla exploração. Neste trabalho nós enfatizaremos nossos
estudos na investigação de possíveis alterações nas propriedades térmicas do PET em
função do processamento industrial desse termoplástico.
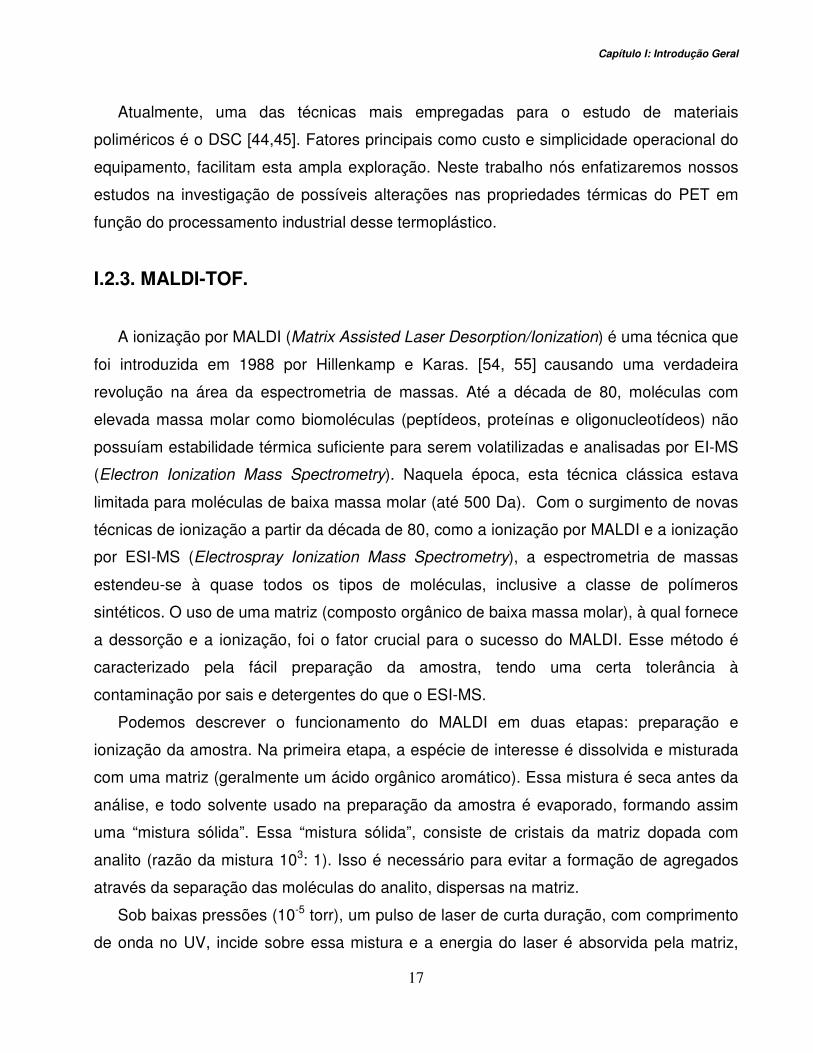
I.2.3. MALDI-TOF.
A ionização por MALDI (Matrix Assisted Laser Desorption/Ionization) é uma técnica que
foi introduzida em 1988 por Hillenkamp e Karas. [54, 55] causando uma verdadeira
revolução na área da espectrometria de massas. Até a década de 80, moléculas com
elevada massa molar como biomoléculas (peptídeos, proteínas e oligonucleotídeos) não
possuíam estabilidade térmica suficiente para serem volatilizadas e analisadas por EI-MS
(Electron Ionization Mass Spectrometry). Naquela época, esta técnica clássica estava
limitada para moléculas de baixa massa molar (até 500 Da). Com o surgimento de novas
técnicas de ionização a partir da década de 80, como a ionização por MALDI e a ionização
por ESI-MS (Electrospray Ionization Mass Spectrometry), a espectrometria de massas
estendeu-se à quase todos os tipos de moléculas, inclusive a classe de polímeros
sintéticos. O uso de uma matriz (composto orgânico de baixa massa molar), à qual fornece
a dessorção e a ionização, foi o fator crucial para o sucesso do MALDI. Esse método é
caracterizado pela fácil preparação da amostra, tendo uma certa tolerância à
contaminação por sais e detergentes do que o ESI-MS.
Podemos descrever o funcionamento do MALDI em duas etapas: preparação e
ionização da amostra. Na primeira etapa, a espécie de interesse é dissolvida e misturada
com uma matriz (geralmente um ácido orgânico aromático). Essa mistura é seca antes da
análise, e todo solvente usado na preparação da amostra é evaporado, formando assim
uma “mistura sólida”. Essa “mistura sólida”, consiste de cristais da matriz dopada com
analito (razão da mistura 103: 1). Isso é necessário para evitar a formação de agregados
através da separação das moléculas do analito, dispersas na matriz.
Sob baixas pressões (10-5 torr), um pulso de laser de curta duração, com comprimento
de onda no UV, incide sobre essa mistura e a energia do laser é absorvida pela matriz,
Capítulo I: Introdução Geral
18
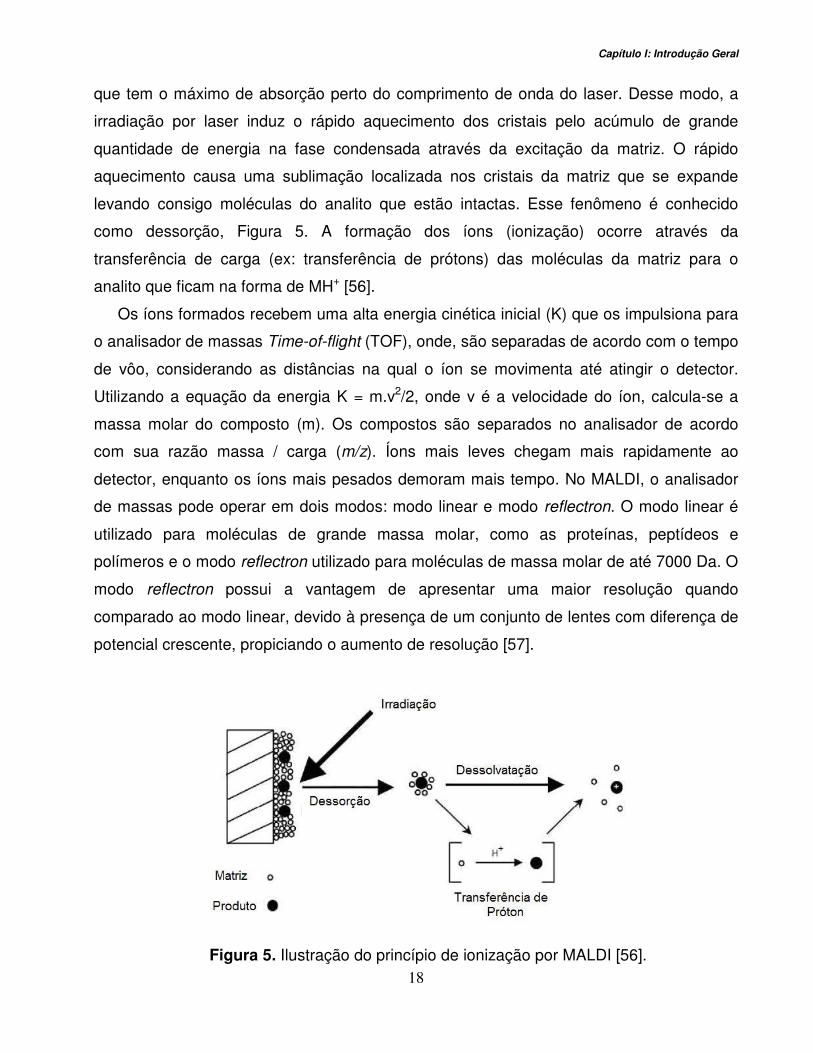
que tem o máximo de absorção perto do comprimento de onda do laser. Desse modo, a
irradiação por laser induz o rápido aquecimento dos cristais pelo acúmulo de grande
quantidade de energia na fase condensada através da excitação da matriz. O rápido
aquecimento causa uma sublimação localizada nos cristais da matriz que se expande
levando consigo moléculas do analito que estão intactas. Esse fenômeno é conhecido
como dessorção, Figura 5. A formação dos íons (ionização) ocorre através da
transferência de carga (ex: transferência de prótons) das moléculas da matriz para o
analito que ficam na forma de MH+ [56].
Os íons formados recebem uma alta energia cinética inicial (K) que os impulsiona para
o analisador de massas Time-of-flight (TOF), onde, são separadas de acordo com o tempo
de vôo, considerando as distâncias na qual o íon se movimenta até atingir o detector.
Utilizando a equação da energia K = m.v2/2, onde v é a velocidade do íon, calcula-se a
massa molar do composto (m). Os compostos são separados no analisador de acordo
com sua razão massa / carga (m/z). Íons mais leves chegam mais rapidamente ao
detector, enquanto os íons mais pesados demoram mais tempo. No MALDI, o analisador
de massas pode operar em dois modos: modo linear e modo reflectron. O modo linear é
utilizado para moléculas de grande massa molar, como as proteínas, peptídeos e
polímeros e o modo reflectron utilizado para moléculas de massa molar de até 7000 Da. O
modo reflectron possui a vantagem de apresentar uma maior resolução quando
comparado ao modo linear, devido à presença de um conjunto de lentes com diferença de
potencial crescente, propiciando o aumento de resolução [57].
Figura 5. Ilustração do princípio de ionização por MALDI [56].
Capítulo I: Introdução Geral
19
A ionização por MALDI é uma técnica mais sensível do que qualquer outra que atue
por ionização favorecida por laser. Ela permite dessorver e ionizar analitos com altas
massas molares (100.000 Da), obtendo, em algumas vezes, detecção na escala de
femtomoles [58, 59]. Os espectros obtidos por MALDI tipicamente apresentam espécies
moleculares monocarregadas pela protonação do íon no modo positivo. Essa
característica facilita em alguns casos o estudo de um sistema complexo de proteínas,
onde na ionização por ESI produz íons multicarregados.
Um grande número de pesquisas tem estabelecido o MALDI como uma técnica
indispensável para analisar modificações químicas induzidas pelos processos de
degradação na estrutura de polímeros sintéticos [51,52,60,61]. Para realizar esses
estudos, necessitamos coletar espectros de massa originados de amostras que sofram
variações em função do tempo e/ou temperatura. Portanto será possível detectar
variações estruturais induzidas por processos térmicos sob atmosfera inerte ou oxidativa.
Como resposta teremos uma mistura de picos, constituídos de cadeias degradadas e não
degradadas.
Atualmente, a ionização por MALDI, tornou-se muito importante para estudar a
degradação térmica [51,52], termo-oxidativa [85], plasma-oxidativa [60] e hidrolítica [60,
61] do PET e de outros poliésteres à temperatura de processamento. Entretanto, as
amostras estudadas do PET não eram envelhecidas a partir do processo de reciclagem
termomecânica. Nesta dissertação, dois processos de degradação do PET serão
estudados e comparados: termomecânico e termo-oxidativo.
Como toda técnica existente, a ionização por MALDI também apresenta algumas
desvantagens. Uma delas está associada à questão da reprodutibilidade, que é fortemente
dependente do processo de preparação de amostras. Cada “pulso” do laser causa
abrasão em algumas camadas no spot, podendo provocar variações no espectro pulso a
pulso. A posição do impacto do laser sobre a superfície depende também de quanto o
depósito do cristal se encontra homogêneo. Uma outra desvantagem está associada a
interferência da matriz no espectro, quando queremos analisar compostos com razão
massa/carga menores que 500 Da [56].
Capítulo I: Introdução Geral
20
I.2.4. Fluorescência de raios-X.
A técnica de fluorescência de raios X (XRF) nasceu por volta de 1912, com um
trabalho apresentado por Henry Moseley. Entretanto, esta técnica somente ganhou força,
a partir de 1948, através dos trabalhos elaborados pelos pesquisadores Freidman e Birks
[62].
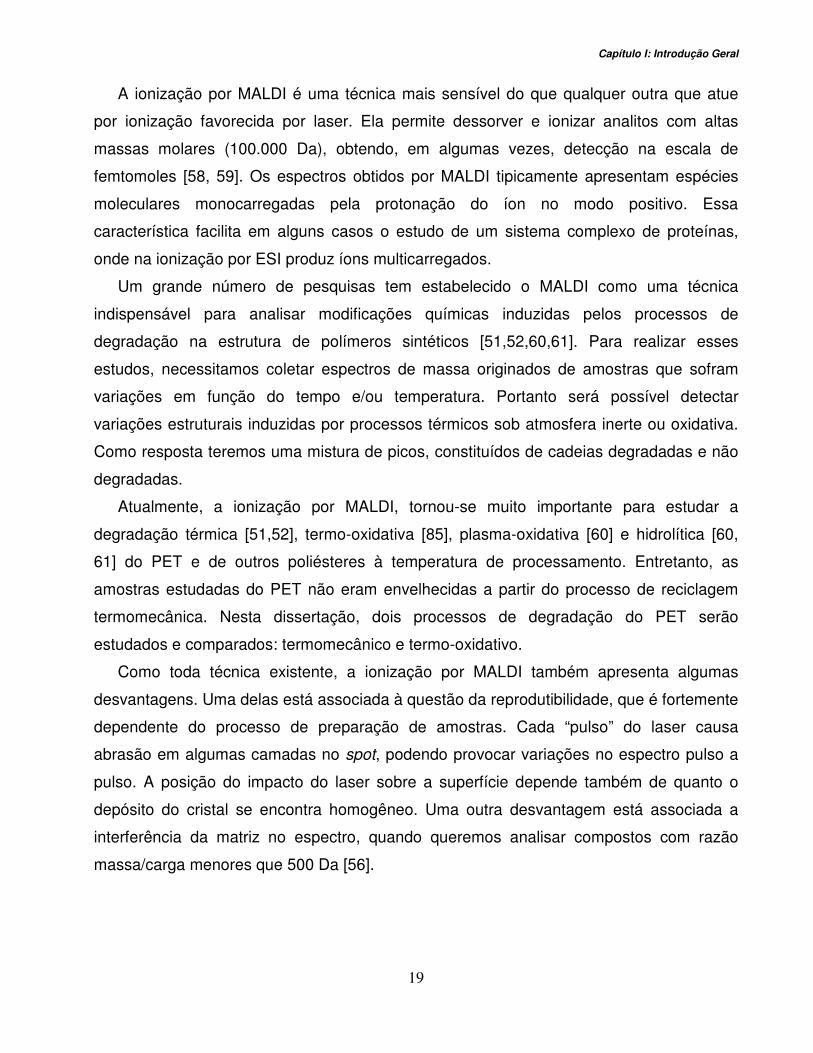
A XRF é classificada como uma técnica de emissão atômica, fundamentada no efeito
fotoelétrico. Quando um átomo é submetido a um processo de irradiação utilizando-se de
uma fonte de raios X (tubos de raios X, indução por partícula, radioisótopos naturais, luz
síncrotron, etc.) um elétron pode ser ejetado das camadas eletrônicas mais internas do
átomo. Para estabilização deste estado de excitação, elétrons das camadas eletrônicas
mais externas ocupam rapidamente as vacâncias geradas, liberando a diferença de
energia existente entre os dois níveis de energia. A radiação emitida para cada transição é
característica para cada elemento presente na amostra. O fenômeno está representado na
Figura 6. Desta maneira, a energia ou comprimento de onda da radiação emitida pode ser
diretamente utilizada na determinação qualitativa de um elemento, assim como a
intensidade da radiação emitida pode ser empregada na quantificação de tal espécie [62,
63].
Figura 6. Representação do efeito fotoelétrico [64].
Capítulo I: Introdução Geral
21
Espalhamento de Raios-X.
O espalhamento da radiação X ocorre quando um fóton de raios X interage com os
elétrons dos elementos químicos, sem que haja os fenômenos quantizados de
absorção/emissão de energia pelo átomo. Assim, esses efeitos acontecem
concomitantemente ao efeito fotoelétrico, sendo o efeito de espalhamento mais acentuado
para os elementos que apresentam baixos coeficientes de absorção para a radiação X.
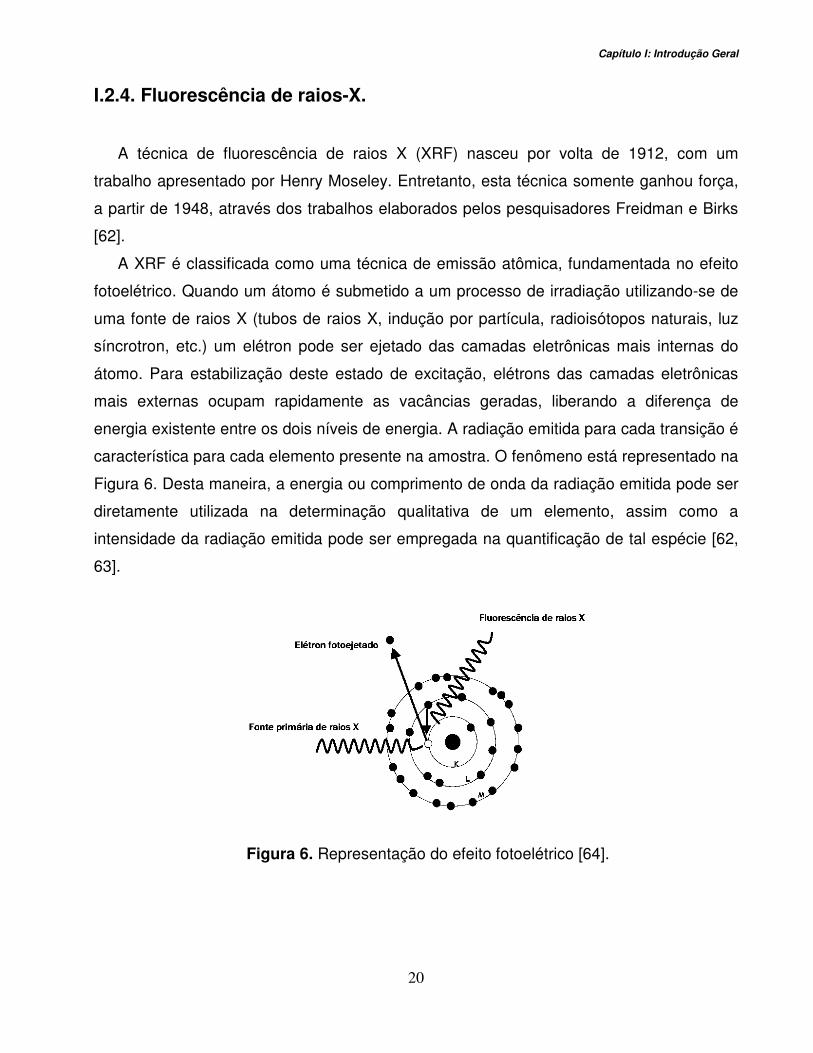
O espalhamento Rayleigh, também chamado de espalhamento coerente, ocorre
quando a interação entre os fótons da fonte de excitação e os elétrons das camadas
externas do átomo é elástica, ou seja, quando não há perda de energia durante o
processo de colisão. Todos os átomos espalham fótons de raios X pelo processo Rayleigh
a uma maior ou menor extensão, embora a intensidade do espalhamento dependa do
número atômico.
O espalhamento Compton, também chamado de espalhamento incoerente, ocorre
quando os fótons espalhados dispersam uma pequena parte de sua energia durante a
colisão, especialmente quando o elétron que colide com o fóton está ligado fracamente ao
átomo [62]. Segundo Compton, os raios espalhados sofrem mudanças no comprimento de
onda, caracterizadas por um aumento no seu tamanho. Nesse trabalho, Compton
denominava os efeitos de espalhamento como as linhas “não modificadas” e linhas
“modificadas” [65], o que hoje correspondem aos fenômenos Rayleigh e Compton.
Uma representação simples desses fenômenos se encontra na Figura 7 abaixo:
Figura 7. Representação dos fenômenos Compton e Rayleigh [64].
Capítulo I: Introdução Geral
22
I.2.5. Métodos Quimiométricos.
Devido aos grandes avanços em hardware e software, o uso de computadores para
interpretar resultados de medições químicas aumentou drasticamente nos últimos anos.
Paralelamente, a aquisição de dados na área de química analítica atingiu níveis bastante
sofisticados com o interfaceamento de instrumentos aos computadores, produzindo uma
enorme quantidade de informação, muitas vezes complexa e variada. Os modernos
instrumentos analíticos têm a capacidade de produzir respostas multivariadas para cada
amostra, gerando a necessidade de métodos matemáticos e estatísticos para o tratamento
de dados e a máxima extração de informações relevantes. Foi nesse panorama que surgiu
a quimiometria, que é considerada uma área da química destinada à análise de dados de
natureza multivariada [66,67]. Embora a quimiometria seja uma área relativamente nova,
ela já produz um grande impacto no campo da espectroscopia, de tal modo que hoje
existem diversos softwares comerciais disponíveis para o processamento dos mais
diversos métodos quimiométricos, além daqueles que já estão incorporados em muitos
instrumentos analíticos comerciais [68,69].
Atualmente, na área de embalagens de PET para alimentos, apenas um trabalho foi
encontrado na literatura relacionando a quimiometria com a técnica XFR [70]. Já para a
técnica MALDI-TOF MS nenhum trabalho foi encontrado. Para este levantamento
bibliográfico, nós usamos o banco de dados da web of science digitando as seguintes
palavras: PCA and poly (ethylene terephthalate) and MALDI-TOF MS; PCA and PET and
MALDI-TOF MS; PCA and PET and EDXRF; PET and EDXRF; PET and X-ray
fluorescence spectrometry. Portanto, técnicas analíticas aliadas com a quimiometria serão
de extrema importância para uma melhor elucidação dos resultados adquiridos.
I.2.5.1. Análise de Componentes Principais (PCA).
A análise de componentes principais (PCA, do inglês, Principal Component Analysis)
foi introduzida em 1901 por Karl Person [71] e é a base principal de diversos métodos de
análise multivariada e seu grande objetivo é comprimir a quantidade de informação de um
conjunto de dados iniciais para um novo sistema de eixos, denominados Componentes
Principais (PC). Estas PC representam as amostras, possibilitando visualizar
características multivariadas dos dados em poucas dimensões, através de uma projeção
Capítulo I: Introdução Geral
23
de dados sobre um subespaço dimensional menor, maximizando a variância, sem perda
de informação relevante. A primeira componente principal, PC1, é a combinação linear de
máxima variância (isto é, de máxima informação) das variáveis originais, ou seja, os auto
vetores, num determinado eixo. A segunda componente, PC2, de segunda maior
variância, é ortogonal a PC1, i.e., não é correlacionada a ela. A terceira apresenta a
terceira maior variância e é ortogonal às duas primeiras PC, portanto também não
correlacionadas, e assim por diante. Como esses eixos são calculados em ordem
decrescente de importância, a informação relevante fica concentrada nas duas ou três
primeiras PC, que podem ser então confrontadas com padrões de características
conhecidas [72-74].
Atualmente, as aplicações dos métodos de reconhecimento de padrões não
supervisionados, que envolvem PCA e outros, à espectrometria de raios X e à
espectrometria de massas, têm apresentado resultados bastante promissores nas mais
diversas áreas como: materiais, análise forense [75], investigações arqueológicas [76],
alimentos [64], agricultura [77] e outras [78,79].
I.2.5.2. Calibração Multivariada.
A calibração é o procedimento para encontrar uma função matemática que produza
relações entre propriedades de interesse com resultados registrados pelos instrumentos. A
calibração multivariada é uma das mais bem sucedidas combinações de métodos
estatísticos com dados químicos, tanto na química analítica quanto na química teórica.
Dentre os diversos métodos de calibração multivariada existentes, o mais utilizado é o de
regressão por mínimos quadrados parciais (PLS) [66].
O método PLS abrange aplicações em vários campos da Química, tais como analítica,
físico-química, processos industriais e análises. Neste método de regressão, a matriz dos
sinais instrumentais (matriz X de dados independentes), como um espectro, por exemplo,
é relacionada com a matriz das variáveis dependentes (matriz Y), como concentrações,
por exemplo. As duas matrizes são decompostas em uma soma de n variáveis latentes,
equivalentes a componentes principais no PCA, que sofreram rotação durante a
decomposição. O número de variáveis latentes utilizadas no processo de calibração é
normalmente obtido usando um procedimento chamado validação cruzada (cross

Capítulo I: Introdução Geral
24
validation), que é uma metodologia baseada na magnitude dos erros de previsão de um
dado modelo de calibração [66,80].
Capítulo II: Objetivos
25
CAPÍTULO II:
OBJETIVO

Capítulo II: Objetivos
27
Caracterizar e monitorar compostos de baixa massa molar existente após o
processamento por reciclagem mecânica;
Propor mecanismos de degradação termomecânica e termo-oxidativo do PET virgem
grau-garrafa.
Aliado a ferramentas quimiométricas, desenvolver metodologias para detectar a
presença da resina de PET reciclada quando misturada com a resina de PET virgem grau-
garrafa.
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
29
CAPÍTULO III:
DEGRADAÇÃO TERMO-OXIDATIVA
&
DEGRADAÇÃO TERMOMECÂNICA
DO PET
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
31
III.1. Introdução
Neste capítulo serão detalhados os mecanismos de degradação termomecânica e
termo-oxidativo do PET (ambos presentes no processo de reciclagem secundária). Serão
estudados os possíveis compostos de baixa massa molar existentes após o
processamento por reciclagem mecânica, pois o risco de contaminação passará a ser
ainda mais acentuado. Uma introdução sobre os processos de degradação do PET é
abordada neste capítulo.
III.1.1. Processos de Degradação do PET
Os mecanismos e a cinética de degradação do PET são fortemente afetados pela
presença e pelo tipo de co-monômero. A degradação também é importante para os
processos de reciclagem, pois ela afeta as propriedades finais dos produtos reciclados.
Por exemplo, na reciclagem mecânica, é desejável manter as propriedades intrínsecas do
material original. A degradação pode ser iniciada por cisalhamento, calor, oxigênio,
resíduos de catalisador, etc., conduzindo a degradação mecânica, térmica, química, etc.,
ou ainda a uma combinação destas [34].
A degradação termomecânica ocorre durante o processamento, quando o polímero sob
aquecimento é submetido ao cisalhamento. A Figura 8 ilustra este tipo de reação de
degradação para o PET, onde as reações de cisão β, ocasiona a formação de grupos
terminais vinílicos e carboxílicos. Entretanto, como a temperatura de processamento
normalmente é superior à temperatura de fusão do PET (~ 280 oC), as degradações
térmicas podem ocorrer pela eliminação dos grupos terminais lábeis (hidroxílicos e
vinílicos) [81].
Samperi et al. [51] estudaram a degradação térmica do PET sob atmosfera inerte a
altas temperaturas (270 - 370 oC). Eles atribuíram a perda dos grupos finais hidroxílicos e
vinílicos à formação de compostos de baixa massa molar, como o acetaldeído.
Basicamente, existem três rotas distintas para formação de acetaldeído: a partir de grupos
hidroxila terminais, de grupos vinílicos terminais e de reações de quebra da cadeia
principal, gerando acetaldeído via formação de novos grupos vinílicos terminais, Figura 8.
Khemani [81] mostrou que a quantidade de acetaldeído gerado a 280 ºC diminui em
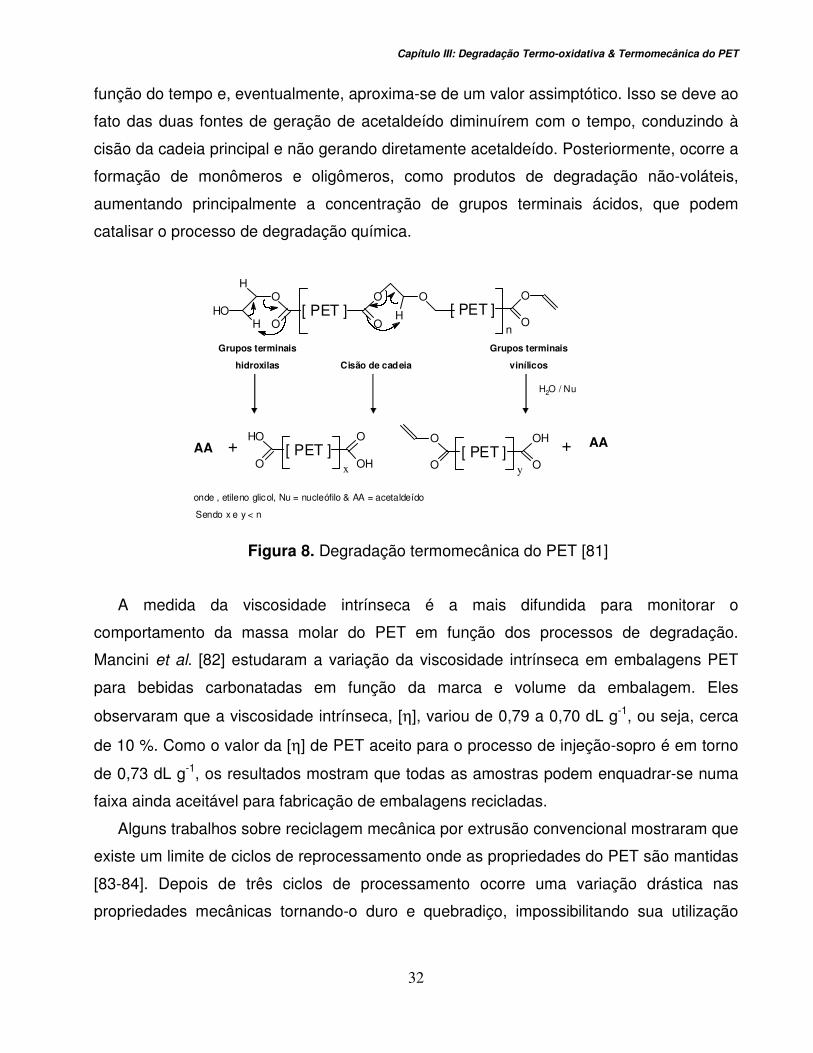
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
32
função do tempo e, eventualmente, aproxima-se de um valor assimptótico. Isso se deve ao
fato das duas fontes de geração de acetaldeído diminuírem com o tempo, conduzindo à
cisão da cadeia principal e não gerando diretamente acetaldeído. Posteriormente, ocorre a
formação de monômeros e oligômeros, como produtos de degradação não-voláteis,
aumentando principalmente a concentração de grupos terminais ácidos, que podem
catalisar o processo de degradação química.
[ PET ]O
OH
HO
O x
[ PET ]OH
O
O
O y
+ +
Grupos terminais
hidroxilas
Grupos terminais
vinílicosCisão de cadeia
onde , etileno glicol, Nu = nucleófilo & AA = acetaldeído
Sendo x e y < n
H2O / Nu
[ PET ]O
O
O
O
O
H
H
HOH
[ PET ]O
O
n
AA AA
Figura 8. Degradação termomecânica do PET [81]
A medida da viscosidade intrínseca é a mais difundida para monitorar o
comportamento da massa molar do PET em função dos processos de degradação.
Mancini et al. [82] estudaram a variação da viscosidade intrínseca em embalagens PET
para bebidas carbonatadas em função da marca e volume da embalagem. Eles
observaram que a viscosidade intrínseca, [η], variou de 0,79 a 0,70 dL g-1, ou seja, cerca
de 10 %. Como o valor da [η] de PET aceito para o processo de injeção-sopro é em torno
de 0,73 dL g-1, os resultados mostram que todas as amostras podem enquadrar-se numa
faixa ainda aceitável para fabricação de embalagens recicladas.
Alguns trabalhos sobre reciclagem mecânica por extrusão convencional mostraram que
existe um limite de ciclos de reprocessamento onde as propriedades do PET são mantidas
[83-84]. Depois de três ciclos de processamento ocorre uma variação drástica nas
propriedades mecânicas tornando-o duro e quebradiço, impossibilitando sua utilização
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
33
para as mesmas aplicações do polímero virgem. A [η], nesse caso, sofre uma redução de
23 %, variando de 0.78 a 0,60 dL g-1.
A degradação termo-oxidativa também está presente no processamento por extrusão.
Ela ocorre na presença de calor e oxigênio, resultando na formação de grupos cromóforos
os quais são responsáveis por variações de cor [85]. O PET reprocessado varia de cor
tornando-se amarelo escuro e marrom, conforme o tempo de aquecimento. A degradação
termo-oxidativa do PET durante o seu reprocessamento é um fenômeno indesejável e
deve ser evitada quando boas propriedades ópticas são exigidas, como por exemplo, em
embalagens transparentes de bebidas. Edge et al. [86] estudaram a degradação termo-
oxidativa do PET a uma temperatura de 300 oC durante o período de 24 h. Através de
técnicas de UV-visível, infravermelho e fosforescência, eles observaram a formação de
espécies quinonas e ésteres insaturados a partir da hidroxilação do anel aromático.
Estilbenoquinonas (1,2-difeniletenoquinona) também podem ser formadas pela
descarboxilação direta, seguido por recombinação e oxidação radicalar.
III.1.2. Reações Secundárias Presentes na Fabricação e no Processo de
Degradação do PET.
Compostos com um grande potencial de migração não incluem apenas os monômeros
e catalisadores envolvidos diretamente na fabricação do PET. Usualmente, existe na
polimerização por condensação ou durante o reprocessamento do PET, a ocorrência de
reações laterais como reações hidrolíticas, de ciclização (formação de oligômeros),
formação de acetaldeído e de dietileno glicol.
Acetaldeído
A elevada temperatura de tratamento térmico durante a síntese do PET resulta na
formação de grupos finais carboxílicos e ésteres vinílicos. A combinação entre esses
grupos gera como subproduto álcoois vinílicos, que podem existir na sua forma
tautomérica, ou seja, como acetaldeído. O limite de detecção organoléptica para o
acetaldeído é muito baixo, variando de 4 a 65 µg kg-1 [87]. Portanto, sua presença em
contato com os alimentos é mais uma preocupação que deve ser averiguada.
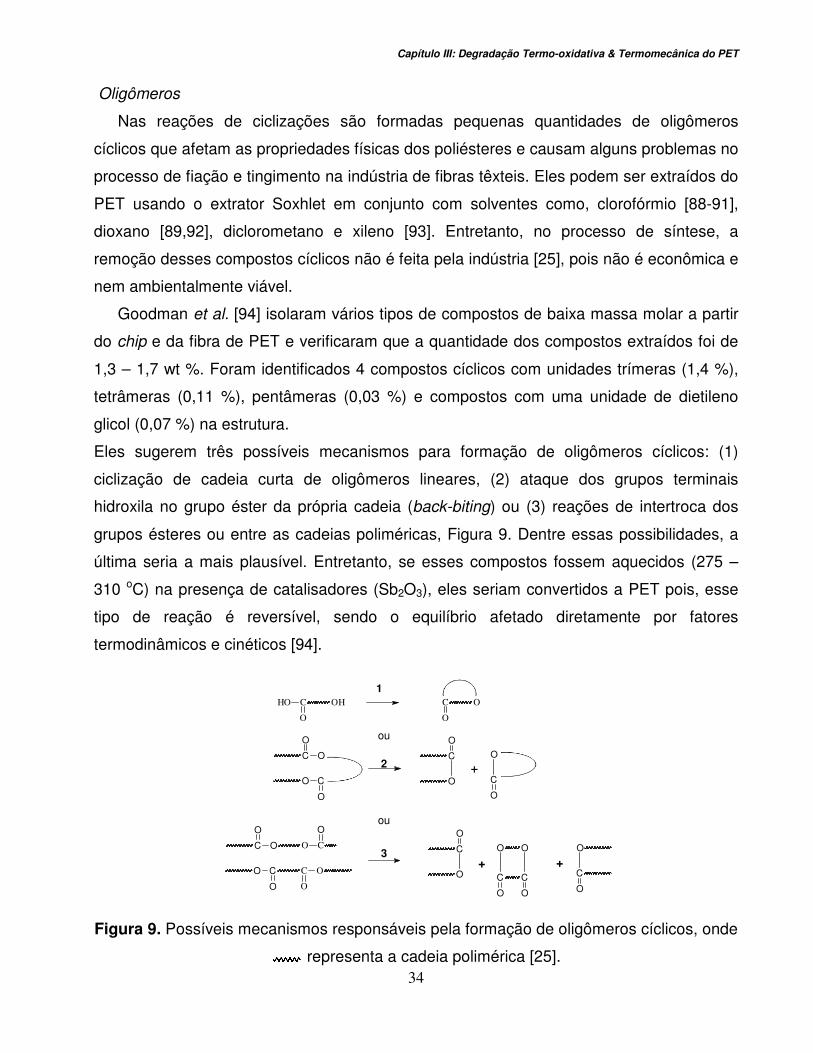
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
34
Oligômeros
Nas reações de ciclizações são formadas pequenas quantidades de oligômeros
cíclicos que afetam as propriedades físicas dos poliésteres e causam alguns problemas no
processo de fiação e tingimento na indústria de fibras têxteis. Eles podem ser extraídos do
PET usando o extrator Soxhlet em conjunto com solventes como, clorofórmio [88-91],
dioxano [89,92], diclorometano e xileno [93]. Entretanto, no processo de síntese, a
remoção desses compostos cíclicos não é feita pela indústria [25], pois não é econômica e
nem ambientalmente viável.
Goodman et al. [94] isolaram vários tipos de compostos de baixa massa molar a partir
do chip e da fibra de PET e verificaram que a quantidade dos compostos extraídos foi de
1,3 – 1,7 wt %. Foram identificados 4 compostos cíclicos com unidades trímeras (1,4 %),
tetrâmeras (0,11 %), pentâmeras (0,03 %) e compostos com uma unidade de dietileno
glicol (0,07 %) na estrutura.
Eles sugerem três possíveis mecanismos para formação de oligômeros cíclicos: (1)
ciclização de cadeia curta de oligômeros lineares, (2) ataque dos grupos terminais
hidroxila no grupo éster da própria cadeia (back-biting) ou (3) reações de intertroca dos
grupos ésteres ou entre as cadeias poliméricas, Figura 9. Dentre essas possibilidades, a
última seria a mais plausível. Entretanto, se esses compostos fossem aquecidos (275 –
310 oC) na presença de catalisadores (Sb2O3), eles seriam convertidos a PET pois, esse
tipo de reação é reversível, sendo o equilíbrio afetado diretamente por fatores
termodinâmicos e cinéticos [94].
HO C
O
OH C
O
O
C
O
O
O C
O
O
C
O
C
O
O
+
ou
ou
1
2
3+ +
C
O
O
O
C
O
O C
O
C
O
O
C
O
O O C
O
CC
O
O O
O
Figura 9. Possíveis mecanismos responsáveis pela formação de oligômeros cíclicos, onde
representa a cadeia polimérica [25].
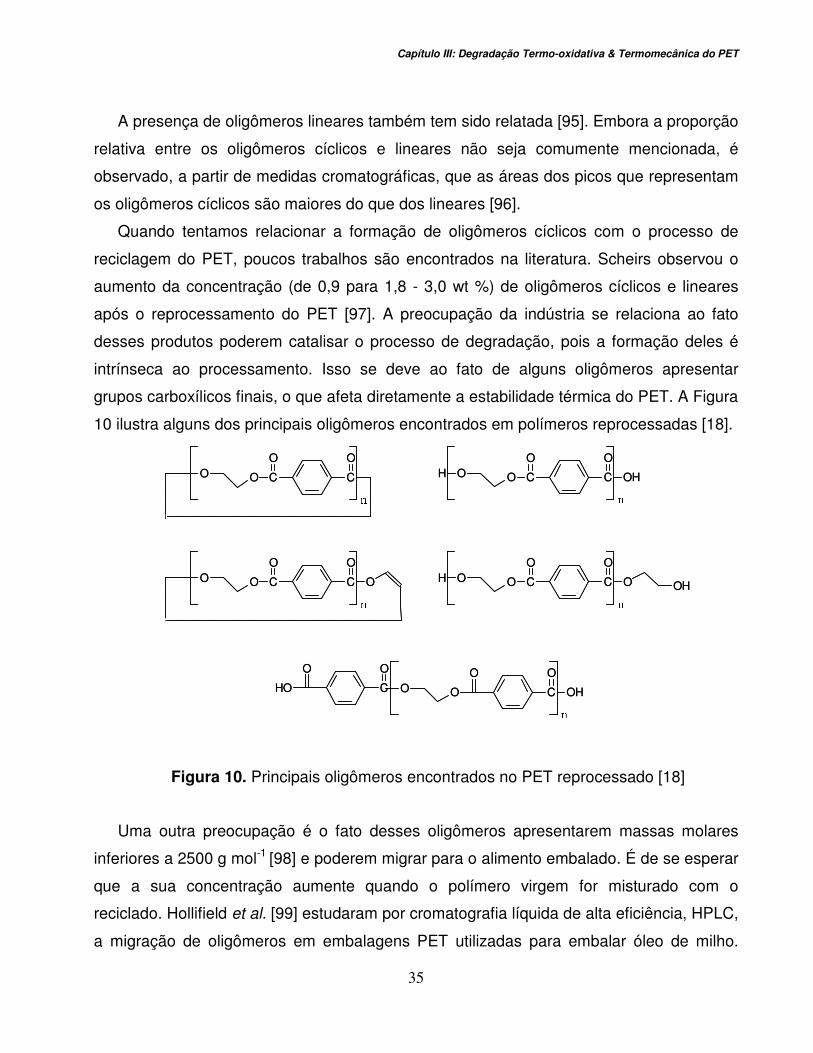
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
35
A presença de oligômeros lineares também tem sido relatada [95]. Embora a proporção
relativa entre os oligômeros cíclicos e lineares não seja comumente mencionada, é
observado, a partir de medidas cromatográficas, que as áreas dos picos que representam
os oligômeros cíclicos são maiores do que dos lineares [96].
Quando tentamos relacionar a formação de oligômeros cíclicos com o processo de
reciclagem do PET, poucos trabalhos são encontrados na literatura. Scheirs observou o
aumento da concentração (de 0,9 para 1,8 - 3,0 wt %) de oligômeros cíclicos e lineares
após o reprocessamento do PET [97]. A preocupação da indústria se relaciona ao fato
desses produtos poderem catalisar o processo de degradação, pois a formação deles é
intrínseca ao processamento. Isso se deve ao fato de alguns oligômeros apresentar
grupos carboxílicos finais, o que afeta diretamente a estabilidade térmica do PET. A Figura
10 ilustra alguns dos principais oligômeros encontrados em polímeros reprocessadas [18].
O O C
O
C
O n O O C
O
C
OH OHn
nO O C
O
C
O
O nO O C
O
C
OH O OH
nO O
O
C
O
OHHO
O
C
O
O O C
O
C
O n O O C
O
C
OH OHn
nO O C
O
C
O
O nO O C
O
C
OH O OH
nO O
O
C
O
OHHO
O
C
O
Figura 10. Principais oligômeros encontrados no PET reprocessado [18]
Uma outra preocupação é o fato desses oligômeros apresentarem massas molares
inferiores a 2500 g mol-1 [98] e poderem migrar para o alimento embalado. É de se esperar
que a sua concentração aumente quando o polímero virgem for misturado com o
reciclado. Hollifield et al. [99] estudaram por cromatografia líquida de alta eficiência, HPLC,
a migração de oligômeros em embalagens PET utilizadas para embalar óleo de milho.
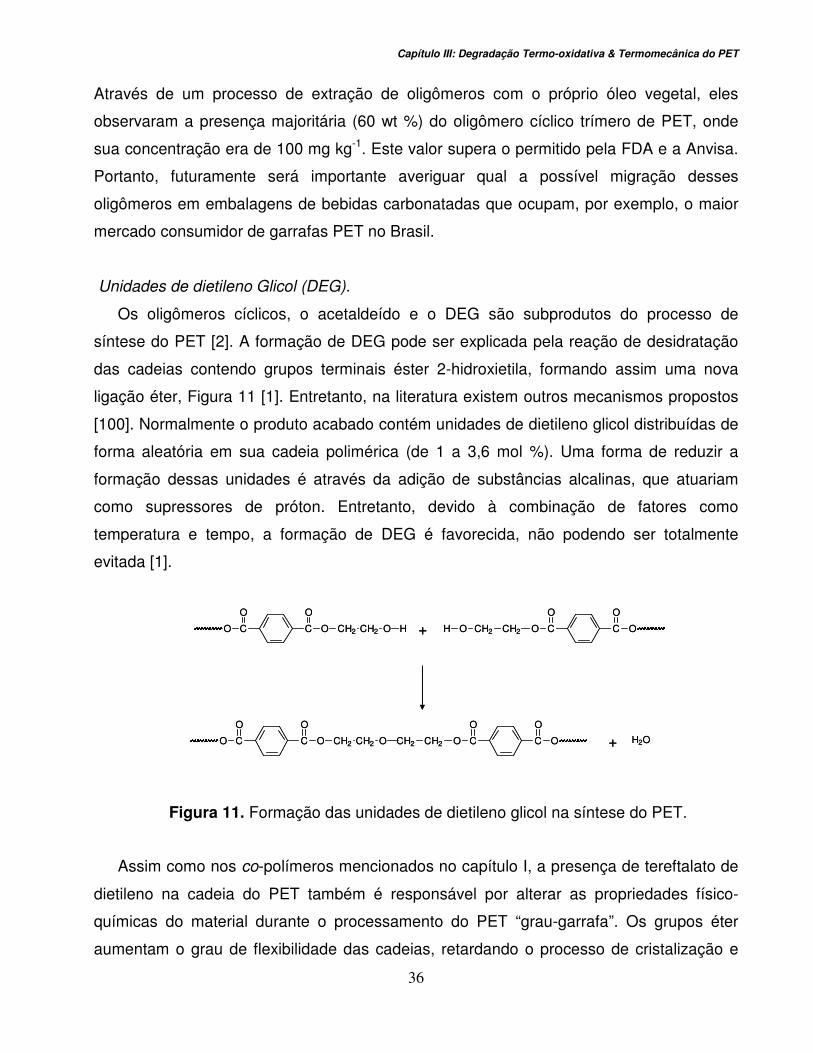
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
36
Através de um processo de extração de oligômeros com o próprio óleo vegetal, eles
observaram a presença majoritária (60 wt %) do oligômero cíclico trímero de PET, onde
sua concentração era de 100 mg kg-1. Este valor supera o permitido pela FDA e a Anvisa.
Portanto, futuramente será importante averiguar qual a possível migração desses
oligômeros em embalagens de bebidas carbonatadas que ocupam, por exemplo, o maior
mercado consumidor de garrafas PET no Brasil.
Unidades de dietileno Glicol (DEG).
Os oligômeros cíclicos, o acetaldeído e o DEG são subprodutos do processo de
síntese do PET [2]. A formação de DEG pode ser explicada pela reação de desidratação
das cadeias contendo grupos terminais éster 2-hidroxietila, formando assim uma nova
ligação éter, Figura 11 [1]. Entretanto, na literatura existem outros mecanismos propostos
[100]. Normalmente o produto acabado contém unidades de dietileno glicol distribuídas de
forma aleatória em sua cadeia polimérica (de 1 a 3,6 mol %). Uma forma de reduzir a
formação dessas unidades é através da adição de substâncias alcalinas, que atuariam
como supressores de próton. Entretanto, devido à combinação de fatores como
temperatura e tempo, a formação de DEG é favorecida, não podendo ser totalmente
evitada [1].
CC OO CH2 CH2 O H
OO
CC OO
OO
CH2CH2OH+
CC OO CH2 CH2 O
OO
CC OO
OO
CH2CH2 H2O+
CC OO CH2 CH2 O H
OO
CC OO
OO
CH2CH2OH+
CC OO CH2 CH2 O
OO
CC OO
OO
CH2CH2 H2O+
Figura 11. Formação das unidades de dietileno glicol na síntese do PET.
Assim como nos co-polímeros mencionados no capítulo I, a presença de tereftalato de
dietileno na cadeia do PET também é responsável por alterar as propriedades físico-
químicas do material durante o processamento do PET “grau-garrafa”. Os grupos éter
aumentam o grau de flexibilidade das cadeias, retardando o processo de cristalização e
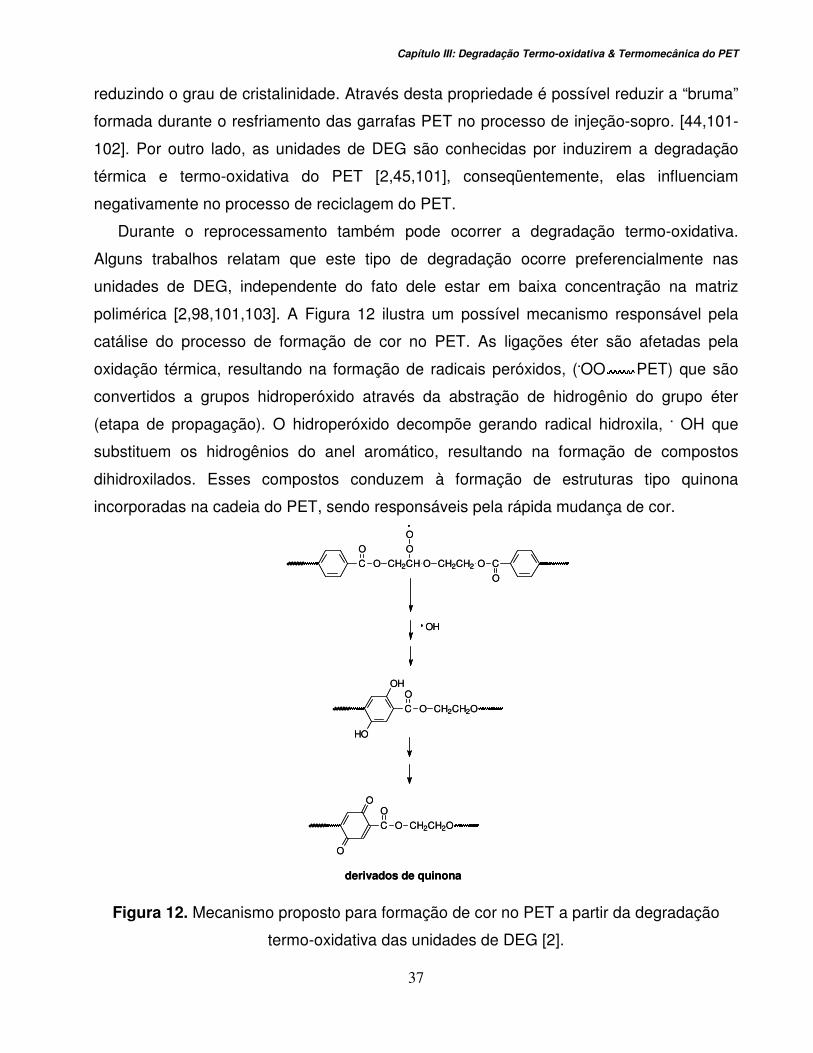
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
37
reduzindo o grau de cristalinidade. Através desta propriedade é possível reduzir a “bruma”
formada durante o resfriamento das garrafas PET no processo de injeção-sopro. [44,101-
102]. Por outro lado, as unidades de DEG são conhecidas por induzirem a degradação
térmica e termo-oxidativa do PET [2,45,101], conseqüentemente, elas influenciam
negativamente no processo de reciclagem do PET.
Durante o reprocessamento também pode ocorrer a degradação termo-oxidativa.
Alguns trabalhos relatam que este tipo de degradação ocorre preferencialmente nas
unidades de DEG, independente do fato dele estar em baixa concentração na matriz
polimérica [2,98,101,103]. A Figura 12 ilustra um possível mecanismo responsável pela
catálise do processo de formação de cor no PET. As ligações éter são afetadas pela
oxidação térmica, resultando na formação de radicais peróxidos, (.OO PET) que são
convertidos a grupos hidroperóxido através da abstração de hidrogênio do grupo éter
(etapa de propagação). O hidroperóxido decompõe gerando radical hidroxila, . OH que
substituem os hidrogênios do anel aromático, resultando na formação de compostos
dihidroxilados. Esses compostos conduzem à formação de estruturas tipo quinona
incorporadas na cadeia do PET, sendo responsáveis pela rápida mudança de cor.
C
O
O CH2CH O CH2CH2 O C
O
O
O
C
O
O CH2CH2O
OH
HO
OH
C
O
O CH2CH2O
O
O
derivados de quinona
C
O
O CH2CH O CH2CH2 O C
O
O
O
C
O
O CH2CH2O
OH
HO
OH
C
O
O CH2CH2O
O
O
derivados de quinona
Figura 12. Mecanismo proposto para formação de cor no PET a partir da degradação
termo-oxidativa das unidades de DEG [2].

Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
38
Lecomte et al. [101] propuseram outro mecanismo envolvendo as unidades de DEG,
Figura 13, baseado na degradação térmica do polímero modelo poli (tereftalato de
dietilenoglicol), PDEGT. Inicialmente ocorrem ataques nucleofílicos intramoleculares dos
grupos éter presentes na cadeia. Esta hipótese é justificada pela alta mobilidade dos
grupos éter combinado com a elevada temperatura de reprocessamento e densidade
eletrônica maior do que os grupos hidroxílicos presentes no polímero. Como
conseqüência, o índice de EG presente na cadeia do PDEGT remanescente aumenta e
são formados compostos de baixa massa molar, tais como: oligômeros cíclicos e éteres
cíclicos (epóxidos). Esse mecanismo também pode explicar o comportamento observado
pelas indústrias de processamento de PET, que relatam o desaparecimento das unidades
de DEG na cadeia polimérica [2].
Figura 13. Mecanismo de degradação proposto para as unidades DEG do polímero
modelo poli (tereftalato de dietilenoglicol), onde representa a cadeia polimérica [101].
III.1.3. Outros Polímeros.
A separação adequada dos polímeros é muito importante para assegurar a qualidade
dos produtos da reciclagem mecânica. Idealmente deve-se limitar as impurezas a níveis
inferiores a 1 wt %. A presença de macrocontaminantes, como vidro, papel, metal ou
outros polímeros, mesmo em concentrações pequenas pode alterar as propriedades do
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
39
reciclado. A identificação dos polímeros é uma medida importante para facilitar a
separação dos mesmos e pode ser utilizada por todos os ramos da indústria de reciclagem
de polímeros [104].
Um exemplo da importância da etapa de separação é o caso do PET, que pode sofrer
cisão da cadeia principal por hidrólise na presença de traços de ácidos gerados por
impurezas como PVC (Poli (cloreto de vinila)) ou PVAc (Poli (acetato de vinila)). Na
temperatura de processamento do PET, o PVC e o PVAc sofrem degradação liberando
ácido clorídrico e ácido acético, respectivamente [34]. Esses ácidos catalisam à hidrólise
do PET, que é 104 vezes mais rápida, do que a degradação térmica [34,105]. Torres et al.
[106] estudaram as propriedades químicas, térmicas e mecânicas de três diferentes tipos
de resinas PET submetidas ao processo de injeção: virgem e pós-consumo contaminadas
com 20 e 6000 µg kg-1 de PVC. Eles mostraram que, ao contrário da resina virgem, o PET
reciclado tem suas propriedades mecânicas afetadas. A presença de PVC estimula a
produção de oligômeros cíclicos e lineares, que agem como agente nucleante,
aumentando o grau de cristalinidade [107]. Eles também observaram uma drástica
diminuição na viscosidade intrínseca (0,77 para 0,69 em amostras com 20 µg kg-1 e 0,80
para 0,61 em amostras com 6000 µg kg-1).
III.2. Procedimento Experimental.
III.2.1. Materiais Usados.
A resina virgem do PET-btg, onde btg significa bottle-grade (viscosidade intrínseca
0,80 dl g-1, índice de DEG 1,3 – 1,4 mol %), foi fornecida pela Braskem S.A. O ácido
trifluoracético (TFA), as matrizes utilizadas para realização das medidas no MALDI-TOF
MS, 2,4,6-trihidroxiacetofenona (THAP), ácido 2,5-dihidroxibenzóico (DHB), 1,1,2,2-
tetracloroetano e o d-clorofórmio foram fornecidos pela Sigma-Aldrich Chemicals USA.
Clorofórmio, diclorometano, tetracloreto de carbono, acetona e o fenol de pureza analítica
foram fornecidos pela Labsynt Produtos para Laboratório Ltda, Brasil. Dietiléter foi
fornecido pela Chemco indústria e comércio Ltda, Brasil. Todos reagentes foram usados
como recebidos.

Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
40
III.2.2. Ensaios de envelhecimento.
a) Degradação termo-oxidativa.
O tratamento térmico foi realizado em um forno marca EDG modelo EDG3P-S, usando
1,0 g do polímero moído colocado sobre um vidro de relógio em atmosfera oxidante a 280
± 10 ºC durante 2, 5, 15, 30, 60 e 120 min. Este procedimento foi realizado em triplicata, e
a variação da massa foi monitorada por medidas gravimétricas, utilizando uma balança
marca AND modelo HR-120.
b) Degradação termomecânica do PET por reprocessamento por extrusão.
As amostras foram secas durante 6 h em uma estufa a vácuo (27 kPa) a 160 ºC e
processadas por extrusão usando uma extrusora monorosca modelo Wortex WEX30
(Campinas, Brasil), L/D = 30 e D = 32 mm. A rosca utilizada possuía duplo filete tipo Davis
Barrier Screw. Sucessivos reprocessamentos foram realizados sob as mesmas condições.
As temperaturas de operação ao longo das zonas de alimentação, compressão e
dosagem foram 220, 260, 275, 280 e 280 ºC. A velocidade de rotação da rosca, o tempo
de residência e a taxa de extrusão foram 102 rpm, 2 min e 2,74 kg h-1, respectivamente.
Essas condições foram estabelecidas em um trabalho anterior [108].
III.2.3. Caracterização.
III.2.3.1. 1H-NMR.
Os espectros de 1H NMR foram obtidos nos espectrômetros da marca Varian GEMINI
300 e INOVA 500 operando a 300,07 e 499,88 MHz. Uma mistura de TFA/CDCl3 (1:4 v/v)
foi usada como solvente e uma concentração de 30 mg mL-1 foi preparada.
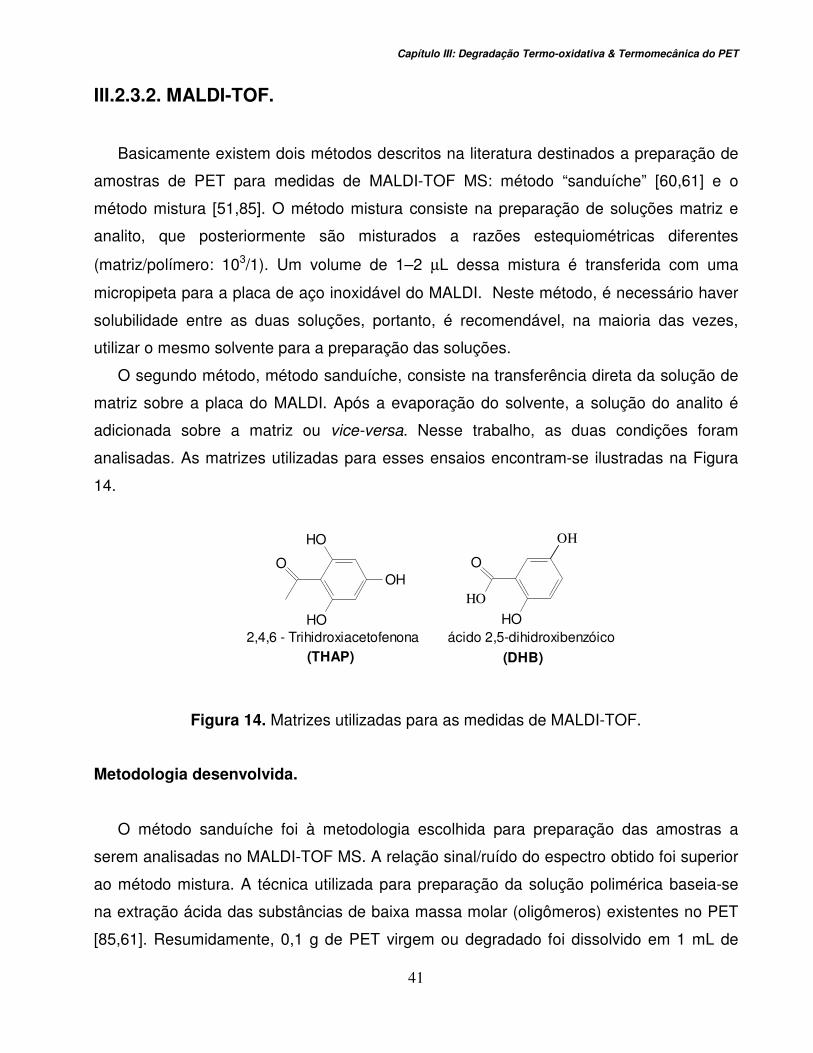
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
41
III.2.3.2. MALDI-TOF.
Basicamente existem dois métodos descritos na literatura destinados a preparação de
amostras de PET para medidas de MALDI-TOF MS: método “sanduíche” [60,61] e o
método mistura [51,85]. O método mistura consiste na preparação de soluções matriz e
analito, que posteriormente são misturados a razões estequiométricas diferentes
(matriz/polímero: 103/1). Um volume de 1–2 µL dessa mistura é transferida com uma
micropipeta para a placa de aço inoxidável do MALDI. Neste método, é necessário haver
solubilidade entre as duas soluções, portanto, é recomendável, na maioria das vezes,
utilizar o mesmo solvente para a preparação das soluções.
O segundo método, método sanduíche, consiste na transferência direta da solução de
matriz sobre a placa do MALDI. Após a evaporação do solvente, a solução do analito é
adicionada sobre a matriz ou vice-versa. Nesse trabalho, as duas condições foram
analisadas. As matrizes utilizadas para esses ensaios encontram-se ilustradas na Figura
14.
(THAP)2,4,6 - Trihidroxiacetofenona
O
HO
HO
OH
(DHB)
ácido 2,5-dihidroxibenzóico
HO
O
HO
OH
Figura 14. Matrizes utilizadas para as medidas de MALDI-TOF.
Metodologia desenvolvida.
O método sanduíche foi à metodologia escolhida para preparação das amostras a
serem analisadas no MALDI-TOF MS. A relação sinal/ruído do espectro obtido foi superior
ao método mistura. A técnica utilizada para preparação da solução polimérica baseia-se
na extração ácida das substâncias de baixa massa molar (oligômeros) existentes no PET
[85,61]. Resumidamente, 0,1 g de PET virgem ou degradado foi dissolvido em 1 mL de

Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
42
TFA. A solução foi diluída em 8 mL de CHCl3 e o polímero foi precipitado pela adição de 2
mL de acetona. A mistura foi agitada durante a precipitação. A solução sobrenadante foi
separada do polímero precipitado por filtração a vácuo. Posteriormente, as amostras foram
depositadas (1,000 µL) diretamente na placa do MALDI e secas à temperatura ambiente.
Em seguida, uma solução da matriz ácido 2,5-dihidroxibenzóico (DHB) foi adicionada
sobre a amostra. A Figura 15 esquematiza todo o processo de preparação de amostras.
As análises foram feitas utilizando um instrumento Micromass MALDI-TOF
(Manchester, UK) equipado com uma fonte de laser de nitrogênio (4 ns) emitindo em 337
nm. O espectro foi adquirido no modo reflectron. O detector foi operado no modo positivo
de aquisição de íons. A voltagem de pulso foi ajustada para 2,4 kV. Para obter uma melhor
resolução do espectro, a intensidade do laser foi ajustada para altos níveis de energia.
Separação
1 mL de TFA
0,1g de PET
CHCl38 mL
2 mL CH3COCH3
+
+
+
Agitador magnético
Sistema de Filtração a
vácuo
Extração ácida de Oligômeros
MALDI-TOF MS
bbbboooommmmbbbb aaaa aaaa vvvvááááccccuuuuooooMétodo
“sanduíche”
160 oC 6h
Estufa a vácuo
1 - Matriz DHB; 2 – analito;
Secagem
Separação
1 mL de TFA
0,1g de PET
CHCl38 mL
2 mL CH3COCH3
+
+
+
Agitador magnético
Sistema de Filtração a
vácuo
Extração ácida de Oligômeros
MALDI-TOF MS
bbbboooommmmbbbb aaaa aaaa vvvvááááccccuuuuooooMétodo
“sanduíche”
160 oC 6h
Estufa a vácuo
1 - Matriz DHB; 2 – analito;
Secagem
Figura 15. Metodologia desenvolvida para preparação de amostras para medidas por
MALDI-TOF.
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
43
occ HHX ∆∆= /
C
nnn rr )ln.31(
.25,0][+−
=
54,14 ][1058.6 nxM w
−=
III.2.3.3. Métodos Térmicos (DSC).
As medidas de DSC (TA Instrument 2100) foram realizadas na faixa de temperatura de
30 a 300 oC sob fluxo de argônio de 100 mL min-1. Para a determinação da temperatura
de fusão (Tm) e cristalização (Tc) usou-se uma rampa de aquecimento/resfriamento de 10 oC min-1. O grau de cristalinidade (Xc) foi calculado a partir da equação 2, onde, ∆Hc é a
entalpia de cristalização do PET e ∆Ho é a entalpia de cristalização do PET 100 %
cristalino, 120 J g-1 [109, 110].
(2)
III.2.3.4. Medidas de viscosidade.
A viscosidade intrínseca [η] foi determinada de acordo com a norma ASTM D 4603
[111]. A medida foi feita em uma solução de fenol / 1,1,2,2-tetracloretoetano (60/40 wt %)
a 30 oC. Pesou-se uma massa entre 0,2475 e 0,2525g de PET e dissolveu-se em 50 mL
da solução descrita acima com agitador e aquecimento a uma temperatura em torno de
110 oC. Posteriormente colocou-se a solução em viscosímetro Cannon Ubbelohde e
deixou-se condicionando em um banho termostatizado por 15 min para entrar em
equilíbrio térmico. A medida foi realizada em duplicata e a [η] foi calculada a partir da
equação 3, onde nr = viscosidade relativa = t/to, sendo t = tempo de fluxo médio da
solução polimérica (s), to = tempo de fluxo médio do solvente (s) e C = concentração da
solução polimérica (g dL-1).
(3)
Os valores de massa molar mássica média (Mw) foram obtidos de acordo com a
equação 4 desenvolvida por Berkowitz [112].
(4)
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
44
III.2.3.5. Cromatografia de Camada Delgada (CCD).
A CCD foi realizada sobre folhas de PET-TLC (sílica gel com indicador fluorescente
254 nm; espessura da camada de 0,25 mm; diâmetro do poro 60; tamanho 4x8 cm, marca
Fluka). As mesmas amostras preparadas por MALDI-TOF MS, foram também analisadas
por CCD. Os oligômeros lineares foram separados usando uma mistura de solventes
diclorometano, clorofórmio, tetracloreto de carbono, acetona (3/9/1/1) (v/v); os oligômeros
cíclicos foram separados usando uma mistura de solventes clorofórmio/dietil éter 9/1 (v/v).
Depois da separação, as placas foram reveladas usando uma lâmpada UV 254 nm [85].
Foi realizado um “branco” da mistura de solventes sem a presença do polímero. Nenhuma
mancha foi detectada na revelação da placa.
Compostos de baixa massa molar também foram extraídos a partir de amostras de
PETv-btg e degradadas pelo processamento termo-mecânico (5o reprocessamento)
através do sistema de extração soxhlet e a perda de massa foi determinada.
III.3. Resultados e Discussões.
III.3.1. Degradação Termo-oxidativa.
A Figura 16 mostra o espectro de 1H NMR da resina virgem do PET-btg. Os picos de
maior intensidade sugerem a presença de prótons aromáticos a 8.13 (s, H1) e metilênicos
a 4.80 ppm (s, H2), respectivamente. Esses sinais correspondem às unidades de etileno
glicol (EG) e do ácido tereftálico (TPA) da cadeia principal do polímero. Os dois co-
monômeros também detectados no PET-btg em menores quantidades são: ácido isoftálico
δ (ppm): 8.71 (s, H5), 8.29 (d, H6) e 7.60 (t, H7), e o dietileno glicol δ (ppm): 4.64 (s, H3) e
4.13 (s, H4). Esses resultados estão em boa concordância com os encontrados na
literatura [42,113,114]. Neste trabalho, nós enfatizaremos o processo de degradação das
unidades DEG.
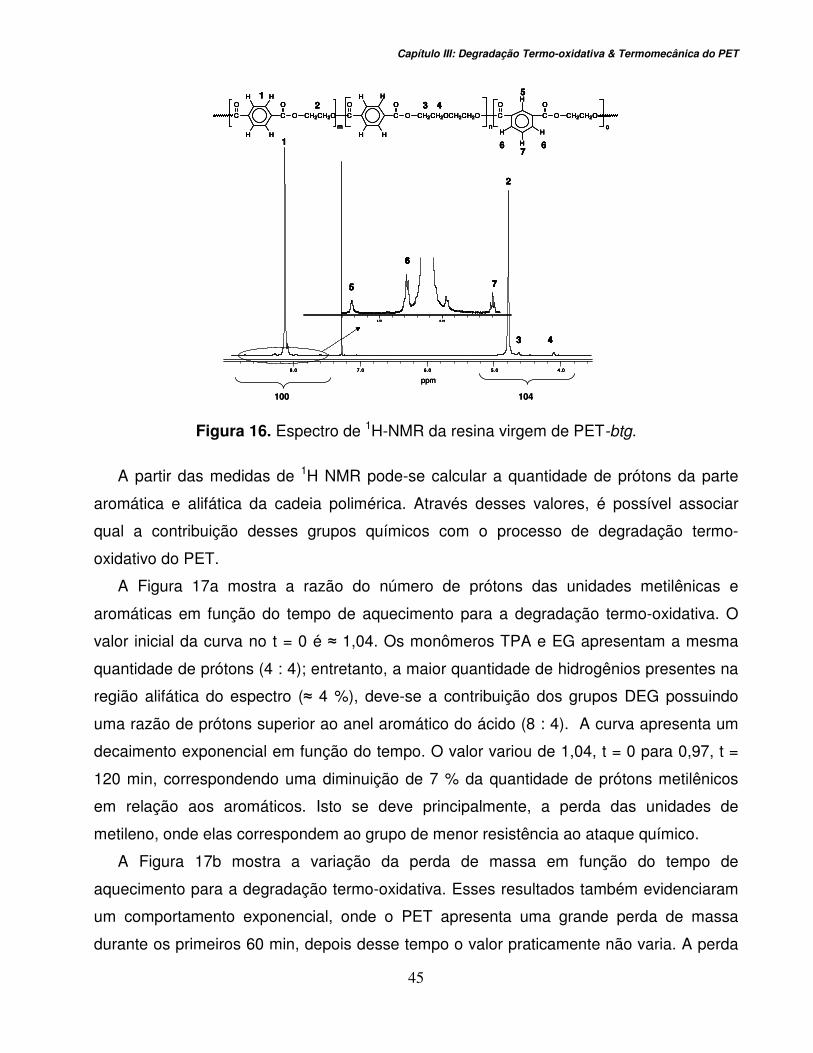
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
45
1
4.05.06.07.08.0
8 .008 .50
2
3 4
5
6
7
1
C
O
O CH2CH2OC
O
HH
H H
C
O
O CH2CH2OC
O
C
O
O CH2CH2OCH2CH2O C
OH
H H
H
H
HHm on
H
2 3 4
5
6 67
ppm
100 104
1
4.05.06.07.08.0
8 .008 .50
2
3 4
5
6
7
1
C
O
O CH2CH2OC
O
HH
H H
C
O
O CH2CH2OC
O
C
O
O CH2CH2OCH2CH2O C
OH
H H
H
H
HHm on
H
2 3 4
5
6 67
ppm
1
4.05.06.07.08.0
8 .008 .50
2
3 4
5
6
7
1
C
O
O CH2CH2OC
O
HH
H H
C
O
O CH2CH2OC
O
C
O
O CH2CH2OCH2CH2O C
OH
H H
H
H
HHm on
H
2 3 4
5
6 67
1
4.05.06.07.08.0
8 .008 .50
2
3 4
5
6
7
4.05.06.07.08.0
8 .008 .50
2
3 4
5
6
7
8 .008 .50
2
3 4
5
6
7
1
C
O
O CH2CH2OC
O
HH
H H
C
O
O CH2CH2OC
O
C
O
O CH2CH2OCH2CH2O C
OH
H H
H
H
HHm on
H
2 3 4
5
6 67
1
C
O
O CH2CH2OC
O
HH
H H
C
O
O CH2CH2OC
O
C
O
O CH2CH2OCH2CH2O C
OH
H H
H
H
HHm on
H
2 3 4
5
6 67
ppm
100 104
Figura 16. Espectro de 1H-NMR da resina virgem de PET-btg.
A partir das medidas de 1H NMR pode-se calcular a quantidade de prótons da parte
aromática e alifática da cadeia polimérica. Através desses valores, é possível associar
qual a contribuição desses grupos químicos com o processo de degradação termo-
oxidativo do PET.
A Figura 17a mostra a razão do número de prótons das unidades metilênicas e
aromáticas em função do tempo de aquecimento para a degradação termo-oxidativa. O
valor inicial da curva no t = 0 é ≈ 1,04. Os monômeros TPA e EG apresentam a mesma
quantidade de prótons (4 : 4); entretanto, a maior quantidade de hidrogênios presentes na
região alifática do espectro (≈ 4 %), deve-se a contribuição dos grupos DEG possuindo
uma razão de prótons superior ao anel aromático do ácido (8 : 4). A curva apresenta um
decaimento exponencial em função do tempo. O valor variou de 1,04, t = 0 para 0,97, t =
120 min, correspondendo uma diminuição de 7 % da quantidade de prótons metilênicos
em relação aos aromáticos. Isto se deve principalmente, a perda das unidades de
metileno, onde elas correspondem ao grupo de menor resistência ao ataque químico.
A Figura 17b mostra a variação da perda de massa em função do tempo de
aquecimento para a degradação termo-oxidativa. Esses resultados também evidenciaram
um comportamento exponencial, onde o PET apresenta uma grande perda de massa
durante os primeiros 60 min, depois desse tempo o valor praticamente não varia. A perda

Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
46
de massa sofrida pela amostra no final do processo é de 13 wt %. A variação na massa
observada pelas amostras de PET, pode ser atribuída principalmente à formação de
compostos de baixa massa molar, tal como acetaldeído [51]. A formação de acetaldeído
pode ser originada a partir de três rotas distintas: a partir de grupos terminais hidroxilas, de
grupos terminais vinílicos e de reações de quebra da cadeia principal, gerando acetaldeído
via formação de novos grupos terminais vinílicos. O decaimento exponencial observado
em ambas as curvas, é devido ao fato das duas fontes de geração de acetaldeído
diminuírem de concentração com o tempo, conduzindo a quebra da cadeia principal, não
gerando diretamente acetaldeído [81]. Este resultado está de acordo com os valores
obtidos pelas medidas de viscosidade que serão mostrados na Tabela 5, onde, a [η]
permanece constante após 60 min. Entretanto, é importante ressaltar que, na degradação
termo-oxidativa outros mecanismos de degradação podem ocorrer simultaneamente
originando outros produtos voláteis [86].
Através do comportamento exponencial observado em ambas as curvas, Figura 17a-b,
durante a degradação termo-oxidativa é possível estimar a perda de massa que ocorre
durante o processo de degradação térmica utilizando a técnica de 1H NMR, desde que o
produto originado seja conhecido [51,52]. Portanto, existe uma relação direta entre a perda
de massa (observada pelas medidas gravimétricas) e a variação entre a quantidade de
prótons do anel aromático e dos grupos metilênicos. Entretanto, a realização deste cálculo
não é possível durante o processo de degradação termo-oxidativo. Este tipo de
degradação ocorre em ambas as partes da cadeia polimérica. A formação de espécies
quinonas, por exemplo, diminui a quantidade de prótons presentes no anel aromático,
afetando diretamente a variação do valor da razão de prótons entre os grupos aromáticos
e metilênicos. Samperi et al [51] mostraram que, quando o PET é degradado em
atmosfera inerte à temperaturas entre 285 a 370 0C, (a um tempo de aquecimento
constante de 60 min) ocorre uma variação na razão entre os prótons bastante pronunciada
(≈ 0,3). Quando este valor é convertido em % perda de massa, uma boa aproximação com
resultados de TGA foram observados (≈ 14 wt %). Em nosso estudo, uma variação de
0,08 ocorre quando uma massa de 13 wt % é perdida. Portanto a obtenção de uma
relação direta entre a razão de prótons e a perda de massa, para este tipo de degradação
torna-se inviável.
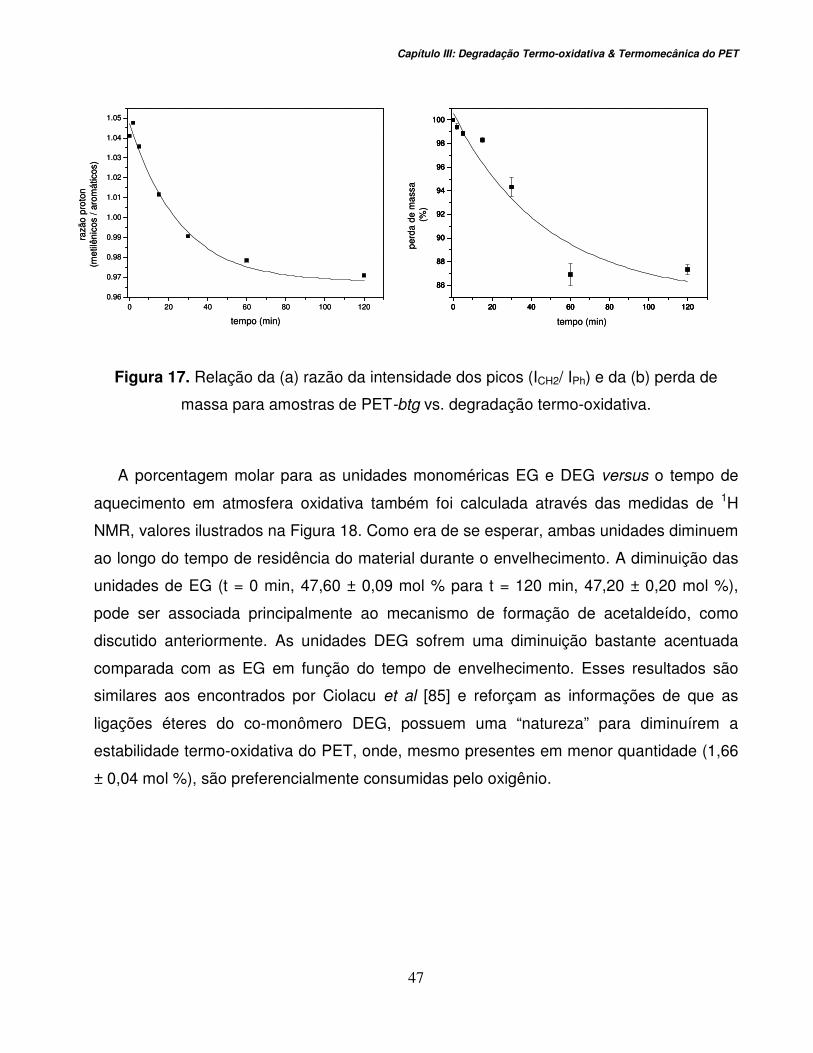
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
47
0 20 40 60 80 100 1200.96
0.97
0.98
0.99
1.00
1.01
1.02
1.03
1.04
1.05
razã
o pr
oton
(met
ilêni
cos
/ aro
mát
icos
)
tempo (min)
0 20 40 60 80 100 120
86
88
90
92
94
96
98
100
0 20 40 60 80 100 120
86
88
90
92
94
96
98
100
tempo (min)
perd
a de
mas
sa
(%)
0 20 40 60 80 100 1200.96
0.97
0.98
0.99
1.00
1.01
1.02
1.03
1.04
1.05
razã
o pr
oton
(met
ilêni
cos
/ aro
mát
icos
)
tempo (min)
0 20 40 60 80 100 120
86
88
90
92
94
96
98
100
0 20 40 60 80 100 120
86
88
90
92
94
96
98
100
tempo (min)
perd
a de
mas
sa
(%)
Figura 17. Relação da (a) razão da intensidade dos picos (ICH2/ IPh) e da (b) perda de
massa para amostras de PET-btg vs. degradação termo-oxidativa.
A porcentagem molar para as unidades monoméricas EG e DEG versus o tempo de
aquecimento em atmosfera oxidativa também foi calculada através das medidas de 1H
NMR, valores ilustrados na Figura 18. Como era de se esperar, ambas unidades diminuem
ao longo do tempo de residência do material durante o envelhecimento. A diminuição das
unidades de EG (t = 0 min, 47,60 ± 0,09 mol % para t = 120 min, 47,20 ± 0,20 mol %),
pode ser associada principalmente ao mecanismo de formação de acetaldeído, como
discutido anteriormente. As unidades DEG sofrem uma diminuição bastante acentuada
comparada com as EG em função do tempo de envelhecimento. Esses resultados são
similares aos encontrados por Ciolacu et al [85] e reforçam as informações de que as
ligações éteres do co-monômero DEG, possuem uma “natureza” para diminuírem a
estabilidade termo-oxidativa do PET, onde, mesmo presentes em menor quantidade (1,66
± 0,04 mol %), são preferencialmente consumidas pelo oxigênio.
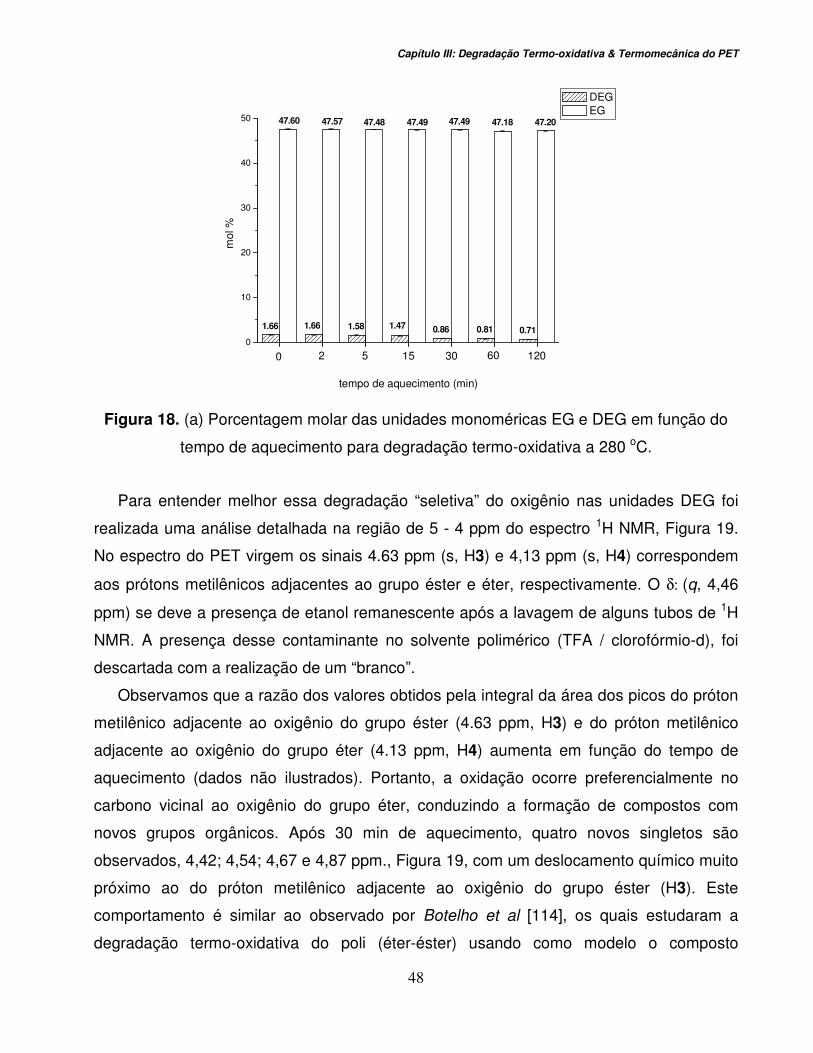
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
48
0
10
20
30
40
50 47.2047.1847.4947.4947.4847.5747.60
0.710.810.861.471.581.661.66
6030 1202 1550
mol
%
tempo de aquecimento (min)
DEG EG
Figura 18. (a) Porcentagem molar das unidades monoméricas EG e DEG em função do
tempo de aquecimento para degradação termo-oxidativa a 280 oC.
Para entender melhor essa degradação “seletiva” do oxigênio nas unidades DEG foi
realizada uma análise detalhada na região de 5 - 4 ppm do espectro 1H NMR, Figura 19.
No espectro do PET virgem os sinais 4.63 ppm (s, H3) e 4,13 ppm (s, H4) correspondem
aos prótons metilênicos adjacentes ao grupo éster e éter, respectivamente. O δ: (q, 4,46
ppm) se deve a presença de etanol remanescente após a lavagem de alguns tubos de 1H
NMR. A presença desse contaminante no solvente polimérico (TFA / clorofórmio-d), foi
descartada com a realização de um “branco”.
Observamos que a razão dos valores obtidos pela integral da área dos picos do próton
metilênico adjacente ao oxigênio do grupo éster (4.63 ppm, H3) e do próton metilênico
adjacente ao oxigênio do grupo éter (4.13 ppm, H4) aumenta em função do tempo de
aquecimento (dados não ilustrados). Portanto, a oxidação ocorre preferencialmente no
carbono vicinal ao oxigênio do grupo éter, conduzindo a formação de compostos com
novos grupos orgânicos. Após 30 min de aquecimento, quatro novos singletos são
observados, 4,42; 4,54; 4,67 e 4,87 ppm., Figura 19, com um deslocamento químico muito
próximo ao do próton metilênico adjacente ao oxigênio do grupo éster (H3). Este
comportamento é similar ao observado por Botelho et al [114], os quais estudaram a
degradação termo-oxidativa do poli (éter-éster) usando como modelo o composto

Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
49
dibenzoato de dietilenoglicol. Este composto foi envelhecido durante 46 h a 160 ºC em
atmosfera oxidante. Em nosso processo de degradação termo-oxidativa do PET foram
evidenciados produtos de degradação similares, que são ilustrados na Figura 19,
(compostos B1 e B2).
C
O
C
O
O CH2CH2OCH2CH2O
3 4
5.0 4.9 4.8 4.7 4.6 4.5 4.4 4.3 4.2 4.1 4.00.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
Inte
nsiti
dade
Rel
ativ
a (%
)
(ppm) 120 min
60 min
30 min
virgem
43
C
O
C
O
O CH2COCH2CH2O
O 56
6
5
C
O
OCH2CH2CO
O
H5
7
7
Composto B1 Composto B2
C
O
C
O
O CH2CH2OCH2CH2O
3 4
5.0 4.9 4.8 4.7 4.6 4.5 4.4 4.3 4.2 4.1 4.00.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
Inte
nsiti
dade
Rel
ativ
a (%
)
(ppm) 120 min
60 min
30 min
virgem
43
C
O
C
O
O CH2COCH2CH2O
O 56
6
5
C
O
OCH2CH2CO
O
H5
7
7
C
O
C
O
O CH2CH2OCH2CH2O
3 4
5.0 4.9 4.8 4.7 4.6 4.5 4.4 4.3 4.2 4.1 4.00.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
Inte
nsiti
dade
Rel
ativ
a (%
)
(ppm) 120 min
60 min
30 min
virgem
43
C
O
C
O
O CH2CH2OCH2CH2O
3 4
C
O
C
O
O CH2CH2OCH2CH2O
3 4
5.0 4.9 4.8 4.7 4.6 4.5 4.4 4.3 4.2 4.1 4.00.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
Inte
nsiti
dade
Rel
ativ
a (%
)
(ppm) 120 min
60 min
30 min
virgem
43
5.0 4.9 4.8 4.7 4.6 4.5 4.4 4.3 4.2 4.1 4.00.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
0.00.51.01.52.0
Inte
nsiti
dade
Rel
ativ
a (%
)
(ppm) 120 min
60 min
30 min
virgem
43
C
O
C
O
O CH2COCH2CH2O
O 56
6
5
C
O
OCH2CH2CO
O
H5
7
7C
O
C
O
O CH2COCH2CH2O
O 56
6
5
C
O
OCH2CH2CO
O
H5
7
7
Composto B1 Composto B2
Figura 19. Espectro de 1H NMR da resina virgem e degradada (processo termo-oxidativo)
na região das unidades de DEG.
O mecanismo de degradação proposto neste trabalho para as unidades DEG é
ilustrado na Figura 20. Após o ataque do oxigênio na ligação éter, o radical peróxido
abstrai um hidrogênio da cadeia polimérica do PET (etapa de propagação), formando o
hidroperóxido. Os hidroperóxidos se decompõem, gerando radicais alcoxi que
permanecem na cadeia polimérica. Os radicais alcoxi, por sua vez, formam dois novos
produtos de degradação (B1 e B2). O composto B1 é formado depois da liberação de um
hidrogênio radicalar, produzindo grupos com três funções ésteres (reação I); o composto
B2 é formado através de reações de cisão-β, juntamente com compostos que contêm
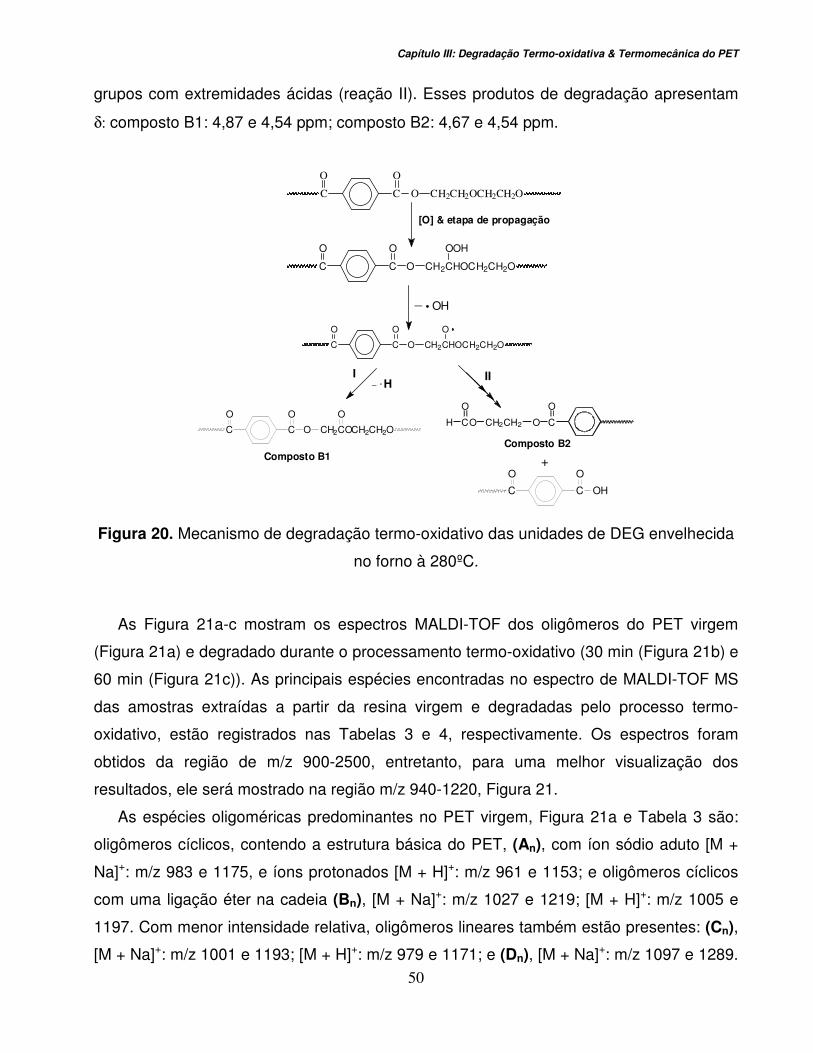
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
50
grupos com extremidades ácidas (reação II). Esses produtos de degradação apresentam
δ: composto B1: 4,87 e 4,54 ppm; composto B2: 4,67 e 4,54 ppm.
C
O
C
O
O CH2CH2OCH2CH2O
C
O
C
O
O CH2CHOCH2CH2O
OOH
OH_
C
O
C
O
O CH2COCH2CH2O
O
C
O
C
O
O CH2CHOCH2CH2O
O
I II
C
O
C
O
OH
+Composto B1Composto B2
C
O
OCH2CH2CO
O
H
_ . H
[O] & etapa de propagação
Figura 20. Mecanismo de degradação termo-oxidativo das unidades de DEG envelhecida
no forno à 280ºC.
As Figura 21a-c mostram os espectros MALDI-TOF dos oligômeros do PET virgem
(Figura 21a) e degradado durante o processamento termo-oxidativo (30 min (Figura 21b) e
60 min (Figura 21c)). As principais espécies encontradas no espectro de MALDI-TOF MS
das amostras extraídas a partir da resina virgem e degradadas pelo processo termo-
oxidativo, estão registrados nas Tabelas 3 e 4, respectivamente. Os espectros foram
obtidos da região de m/z 900-2500, entretanto, para uma melhor visualização dos
resultados, ele será mostrado na região m/z 940-1220, Figura 21.
As espécies oligoméricas predominantes no PET virgem, Figura 21a e Tabela 3 são:
oligômeros cíclicos, contendo a estrutura básica do PET, (An), com íon sódio aduto [M +
Na]+: m/z 983 e 1175, e íons protonados [M + H]+: m/z 961 e 1153; e oligômeros cíclicos
com uma ligação éter na cadeia (Bn), [M + Na]+: m/z 1027 e 1219; [M + H]+: m/z 1005 e
1197. Com menor intensidade relativa, oligômeros lineares também estão presentes: (Cn),
[M + Na]+: m/z 1001 e 1193; [M + H]+: m/z 979 e 1171; e (Dn), [M + Na]+: m/z 1097 e 1289.
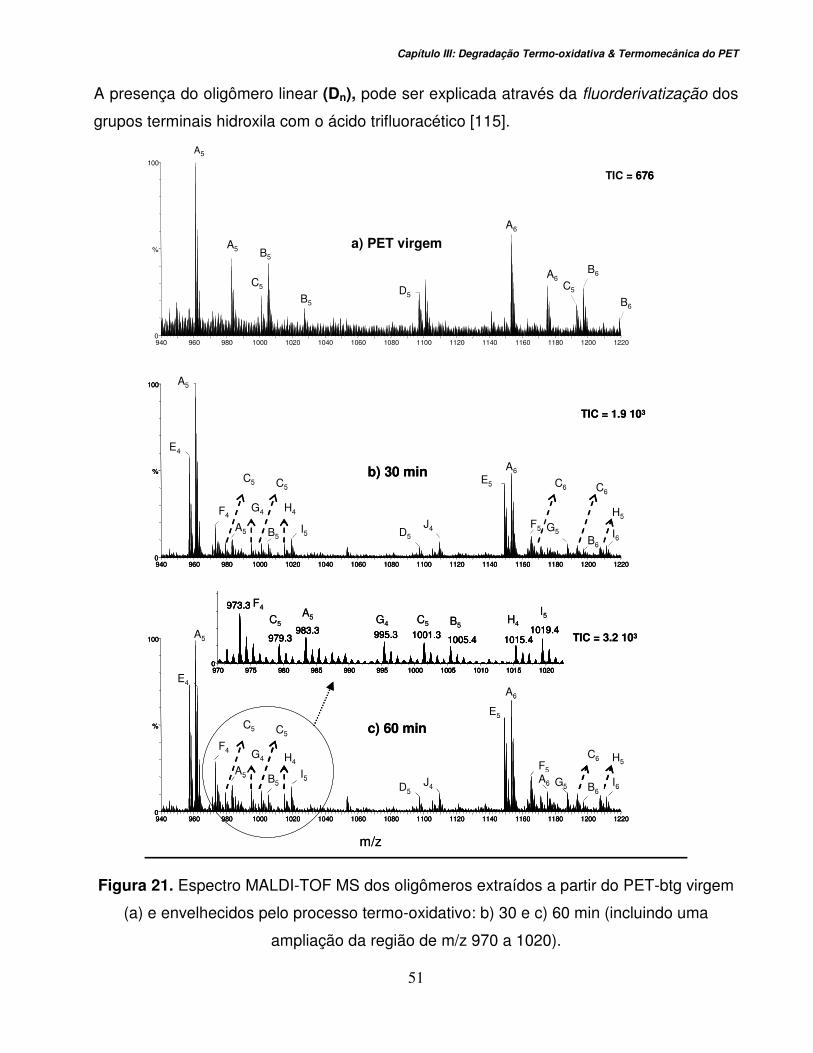
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
51
A presença do oligômero linear (Dn), pode ser explicada através da fluorderivatização dos
grupos terminais hidroxila com o ácido trifluoracético [115].
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
TIC = 676
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
TIC = 1.9 103
a) PET virgem
b) 30 min
A5
A5
A6
A6
B5
B5
B6
B6
C5 C5D5
A5
F4
E4
E5
A6
A5 I5
G4
C5
B5
H4
D5
J4 F5I6
G5
C6
B6
H5
C5 C6
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
TIC = 3.2 103
m/z
c) 60 minF4
E4
E5
A6
A5 I5
G4
C5
B5
H4
D5J4
F5
G5
C6
B6I6
A6
H5
A5
970 975 980 985 990 995 1000 1005 1010 1015 10200
973.3
983.3979.3
1019.4995.3 1001.3 1015.41005.4
970 975 980 985 990 995 1000 1005 1010 1015 10200
973.3
983.3979.3
1019.4995.3 1001.3 1015.41005.4
F4
C5 C5A5 B5
H4
I5G4
C5
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
TIC = 676
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
TIC = 1.9 103
a) PET virgem
b) 30 min
A5
A5
A6
A6
B5
B5
B6
B6
C5 C5D5
A5
F4
E4
E5
A6
A5 I5
G4
C5
B5
H4
D5
J4 F5I6
G5
C6
B6
H5
C5 C6
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
TIC = 3.2 103
m/z
c) 60 minF4
E4
E5
A6
A5 I5
G4
C5
B5
H4
D5J4
F5
G5
C6
B6I6
A6
H5
F4
E4
E5
A6
A5 I5
G4
C5
B5
H4
D5J4
F5
G5
C6
B6I6
A6
H5
A5
970 975 980 985 990 995 1000 1005 1010 1015 10200
973.3
983.3979.3
1019.4995.3 1001.3 1015.41005.4
970 975 980 985 990 995 1000 1005 1010 1015 10200
973.3
983.3979.3
1019.4995.3 1001.3 1015.41005.4
F4
C5 C5A5 B5
H4
I5G4
C5
Figura 21. Espectro MALDI-TOF MS dos oligômeros extraídos a partir do PET-btg virgem
(a) e envelhecidos pelo processo termo-oxidativo: b) 30 e c) 60 min (incluindo uma
ampliação da região de m/z 970 a 1020).
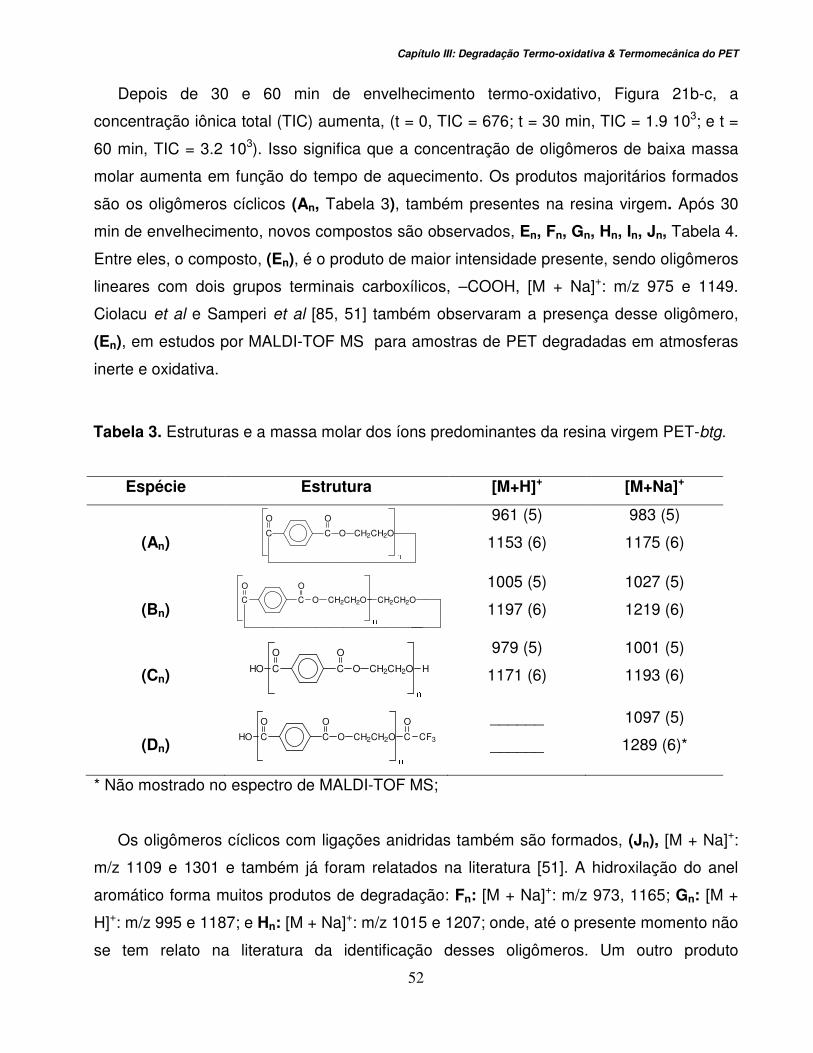
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
52
Depois de 30 e 60 min de envelhecimento termo-oxidativo, Figura 21b-c, a
concentração iônica total (TIC) aumenta, (t = 0, TIC = 676; t = 30 min, TIC = 1.9 103; e t =
60 min, TIC = 3.2 103). Isso significa que a concentração de oligômeros de baixa massa
molar aumenta em função do tempo de aquecimento. Os produtos majoritários formados
são os oligômeros cíclicos (An, Tabela 3), também presentes na resina virgem. Após 30
min de envelhecimento, novos compostos são observados, En, Fn, Gn, Hn, In, Jn, Tabela 4.
Entre eles, o composto, (En), é o produto de maior intensidade presente, sendo oligômeros
lineares com dois grupos terminais carboxílicos, –COOH, [M + Na]+: m/z 975 e 1149.
Ciolacu et al e Samperi et al [85, 51] também observaram a presença desse oligômero,
(En), em estudos por MALDI-TOF MS para amostras de PET degradadas em atmosferas
inerte e oxidativa.
Tabela 3. Estruturas e a massa molar dos íons predominantes da resina virgem PET-btg.
Espécie Estrutura [M+H]+ [M+Na]+
(An) C
O
O CH2CH2OC
O n
961 (5)
1153 (6)
983 (5)
1175 (6)
(Bn) C
O
O CH2CH2OC
O
CH2CH2On
1005 (5)
1197 (6)
1027 (5)
1219 (6)
(Cn) nC
O
O CH2CH2OC
O
HO H
979 (5)
1171 (6)
1001 (5)
1193 (6)
(Dn) nC
O
O CH2CH2OC
O
HO C
O
CF3
______
______
1097 (5)
1289 (6)*
* Não mostrado no espectro de MALDI-TOF MS;
Os oligômeros cíclicos com ligações anidridas também são formados, (Jn), [M + Na]+:
m/z 1109 e 1301 e também já foram relatados na literatura [51]. A hidroxilação do anel
aromático forma muitos produtos de degradação: Fn: [M + Na]+: m/z 973, 1165; Gn: [M +
H]+: m/z 995 e 1187; e Hn: [M + Na]+: m/z 1015 e 1207; onde, até o presente momento não
se tem relato na literatura da identificação desses oligômeros. Um outro produto
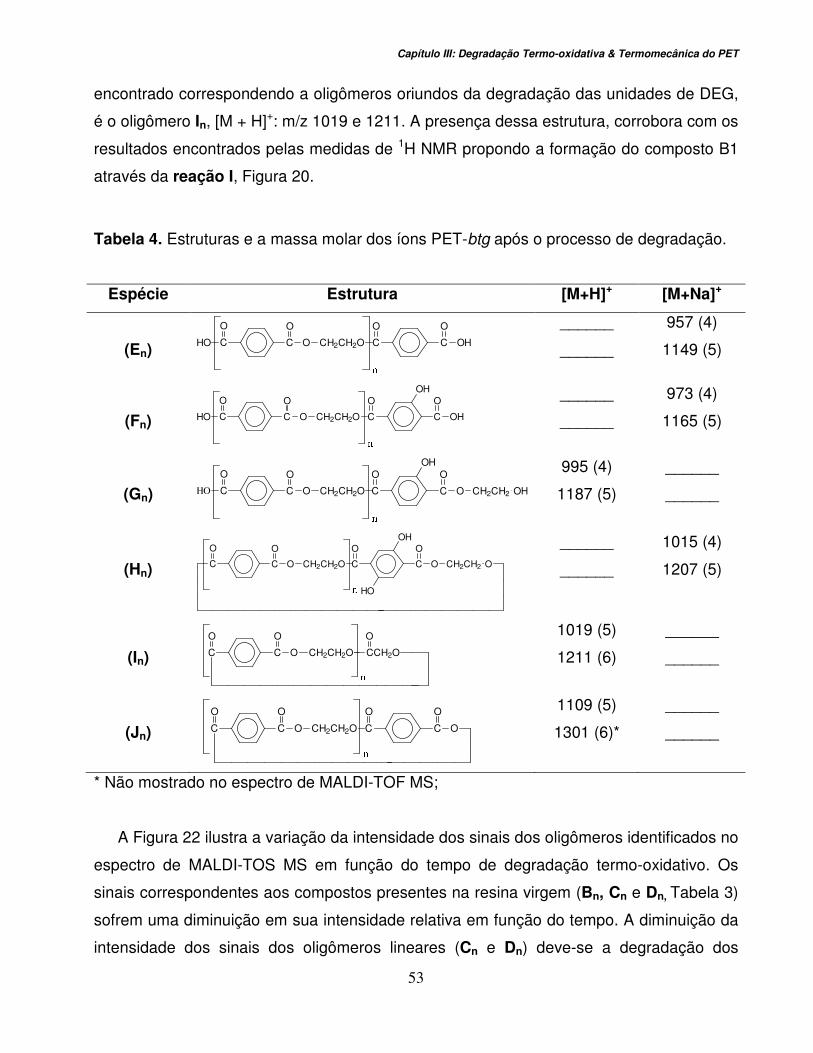
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
53
encontrado correspondendo a oligômeros oriundos da degradação das unidades de DEG,
é o oligômero In, [M + H]+: m/z 1019 e 1211. A presença dessa estrutura, corrobora com os
resultados encontrados pelas medidas de 1H NMR propondo a formação do composto B1
através da reação I, Figura 20.
Tabela 4. Estruturas e a massa molar dos íons PET-btg após o processo de degradação.
Espécie Estrutura [M+H]+ [M+Na]+
(En) C
O
O CH2CH2OC
O
HO nCO C
O
OH
______
______
957 (4)
1149 (5)
(Fn) nC
O
O CH2CH2OC
O
HO C
O
C
O
OH
OH
______
______
973 (4)
1165 (5)
(Gn) C
O
O CH2CH2OC
O
HO nCO C
O
O
OH
CH2CH2 OH
995 (4)
1187 (5)
______
______
(Hn) C
O
O CH2CH2OC
O
C
O
C
O
O
OH
HO
CH2CH2 On
______
______
1015 (4)
1207 (5)
(In) nC
O
O CH2CH2OC
O
CCH2O
O
1019 (5)
1211 (6)
______
______
(Jn) C
O
O CH2CH2OC
O
C
O
C
O
On
1109 (5)
1301 (6)*
______
______
* Não mostrado no espectro de MALDI-TOF MS;
A Figura 22 ilustra a variação da intensidade dos sinais dos oligômeros identificados no
espectro de MALDI-TOS MS em função do tempo de degradação termo-oxidativo. Os
sinais correspondentes aos compostos presentes na resina virgem (Bn, Cn e Dn, Tabela 3)
sofrem uma diminuição em sua intensidade relativa em função do tempo. A diminuição da
intensidade dos sinais dos oligômeros lineares (Cn e Dn) deve-se a degradação dos

Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
54
0 30 60 90 120
0
10
Hn
Jn
Bn
Cn
Gn
Dn
In
I (%
)
tempo (min)
0 30 60 90 120
0
10
20
30
40
50
Fn
En
Cn
Bn
Dn
I (%
)
tempo (min)
0 30 60 90 120
0
10
Hn
Jn
Bn
Cn
Gn
Dn
In
I (%
)
tempo (min)
0 30 60 90 120
0
10
Hn
Jn
Bn
Cn
Gn
Dn
In
I (%
)
tempo (min)
0 30 60 90 120
0
10
20
30
40
50
Fn
En
Cn
Bn
Dn
I (%
)
tempo (min)
grupos finais hidroxílicos sendo convertidos em acetaldeído (AA). Esta reação, reação I, é
ilustrada na Figura 23 que resume todo o mecanismo de degradação dos oligômeros
presentes no PET. Como conseqüência da degradação dos oligômeros Cn e Dn, novos
oligômeros com dois grupos terminais carboxílicos, –COOH, são formados (En, Tabela 4).
A intensidade dos sinais correspondentes aos oligômeros En aumenta rapidamente
durantes os primeiros 30 min. Posteriormente, ela se estabiliza (60 min) e diminui no final
do processo (120 min), Figura 22. Essa diminuição pode ser atribuída a formação do
oligômero Fn (Tabela 4) onde os anéis aromáticos desse oligômero diácido são
hidroxilados dando origem a espécies cromóforas, responsáveis pela variação de cor do
material (reação II, Figura 23).
Figura 22. Intensidade normalizada dos picos presentes no espectro de MALDI-TOF para
as amostras PET-btg versus tempo de degradação termo-oxidativo a 280oC, (incluindo
uma ampliação do gráfico da intensidade normalizada de 0 a 10 %)
As medidas de 1H NMR mostraram que as unidades de DEG são preferencialmente
degradadas pelo processo termo-oxidativo. Isso também é claramente evidenciado pelas
medidas de MALDI-TOF MS pela drástica diminuição na intensidade dos sinais atribuídos
aos oligômeros, (Bn, Tabela 3) após 30 min de exposição, Figura 21. Esse composto é
responsável por catalisar a liberação de radicais hidroxilas no interior da matriz polimérica,
propiciando a formação de várias espécies mono e dihidroxiladas (Fn, Gn, Hn, Tabela 4),
reação III e IV (Figura 23). Como produto de degradação dos oligômeros Bn, temos a
formação do composto In, Tabela 4, que concorda com os resultados obtidos pelas
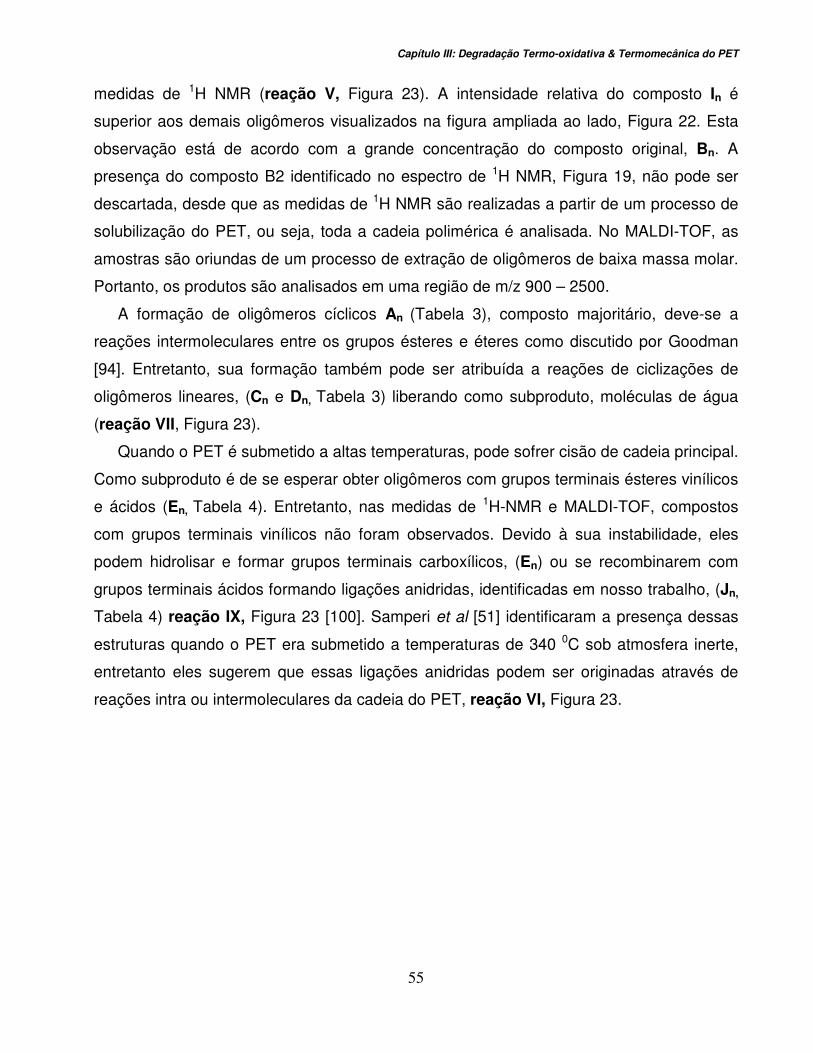
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
55
medidas de 1H NMR (reação V, Figura 23). A intensidade relativa do composto In é
superior aos demais oligômeros visualizados na figura ampliada ao lado, Figura 22. Esta
observação está de acordo com a grande concentração do composto original, Bn. A
presença do composto B2 identificado no espectro de 1H NMR, Figura 19, não pode ser
descartada, desde que as medidas de 1H NMR são realizadas a partir de um processo de
solubilização do PET, ou seja, toda a cadeia polimérica é analisada. No MALDI-TOF, as
amostras são oriundas de um processo de extração de oligômeros de baixa massa molar.
Portanto, os produtos são analisados em uma região de m/z 900 – 2500.
A formação de oligômeros cíclicos An (Tabela 3), composto majoritário, deve-se a
reações intermoleculares entre os grupos ésteres e éteres como discutido por Goodman
[94]. Entretanto, sua formação também pode ser atribuída a reações de ciclizações de
oligômeros lineares, (Cn e Dn, Tabela 3) liberando como subproduto, moléculas de água
(reação VII, Figura 23).
Quando o PET é submetido a altas temperaturas, pode sofrer cisão de cadeia principal.
Como subproduto é de se esperar obter oligômeros com grupos terminais ésteres vinílicos
e ácidos (En, Tabela 4). Entretanto, nas medidas de 1H-NMR e MALDI-TOF, compostos
com grupos terminais vinílicos não foram observados. Devido à sua instabilidade, eles
podem hidrolisar e formar grupos terminais carboxílicos, (En) ou se recombinarem com
grupos terminais ácidos formando ligações anidridas, identificadas em nosso trabalho, (Jn,
Tabela 4) reação IX, Figura 23 [100]. Samperi et al [51] identificaram a presença dessas
estruturas quando o PET era submetido a temperaturas de 340 0C sob atmosfera inerte,
entretanto eles sugerem que essas ligações anidridas podem ser originadas através de
reações intra ou intermoleculares da cadeia do PET, reação VI, Figura 23.
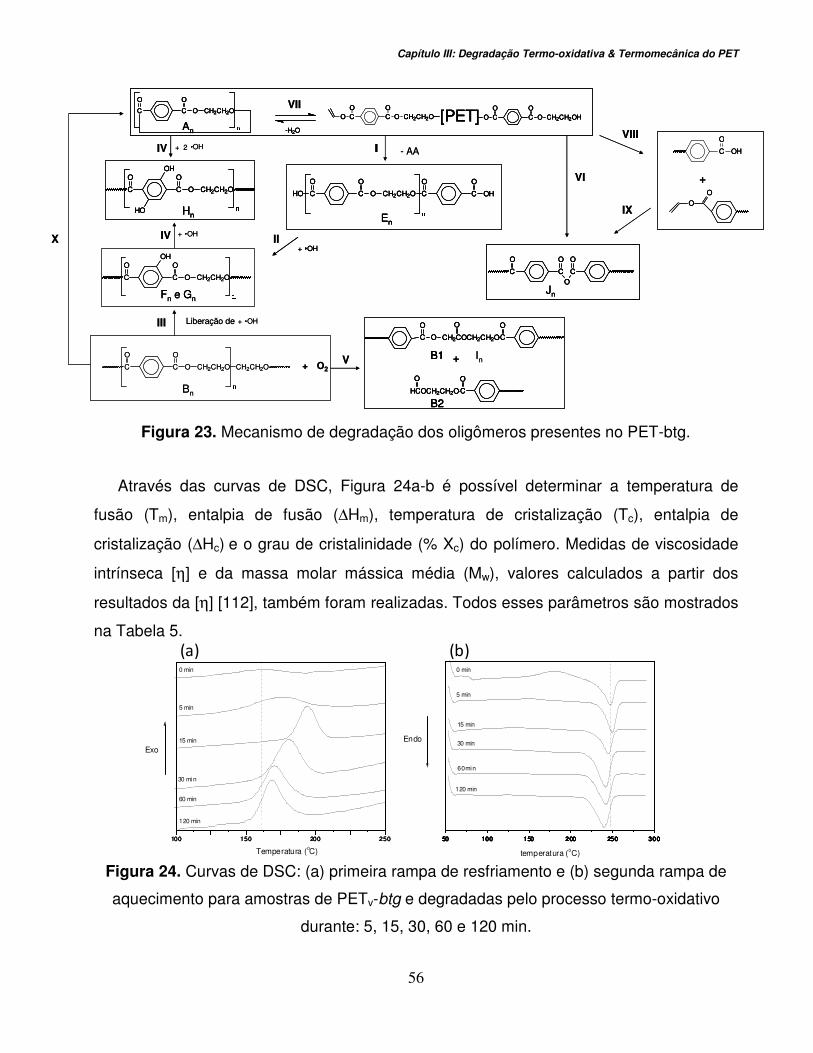
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
56
An -H2O
CO
O CH2CH2OHCO
OC
O
O CH2CH2OC
O n CO
O CH2CH2OCO
O [PET]
+
C
O
O CH2COCH2CH2OC
OO
HCOCH2CH2O C
OO
B1
B2Bn
O2+
Fn e Gn
C
O
O CH2CH2OC
OOH n+ OH
Hn
C
O
O CH2CH2OC
OOH
HO n C
O
O CH2CH2OC
O
HO nCO C
O
OH
En
Liberação de
+ OH
+ OH
- AAII
II
III
IV
V
VI
IV
C
O
C
O
OC
O
Jn
OH+ 2
VII
VIII
C
O
OH
+
O
O
IX
X
nC
O
O CH2CH2OC
O
CH2CH2OIn
An -H2O
CO
O CH2CH2OHCO
OC
O
O CH2CH2OC
O n CO
O CH2CH2OCO
O [PET]An -H2O
CO
O CH2CH2OHCO
OC
O
O CH2CH2OC
O n CO
O CH2CH2OCO
O [PET]-H2O
CO
O CH2CH2OHCO
OC
O
O CH2CH2OC
O n CO
O CH2CH2OCO
O [PET]
+
C
O
O CH2COCH2CH2OC
OO
HCOCH2CH2O C
OO
B1
B2
+
C
O
O CH2COCH2CH2OC
OO
HCOCH2CH2O C
OO
B1
B2
+
C
O
O CH2COCH2CH2OC
OO
HCOCH2CH2O C
OO
B1
B2Bn
O2+
Fn e Gn
C
O
O CH2CH2OC
OOH nFn e Gn
C
O
O CH2CH2OC
OOH n+ OH
Hn
C
O
O CH2CH2OC
OOH
HO nHn
C
O
O CH2CH2OC
OOH
HO nHn
C
O
O CH2CH2OC
OOH
HO n C
O
O CH2CH2OC
O
HO nCO C
O
OH
En
C
O
O CH2CH2OC
O
HO nCO C
O
OH
En
C
O
O CH2CH2OC
O
HO nCO C
O
OH
En
Liberação de
+ OH+ OH
+ OH
- AAII
II
III
IV
V
VI
IV
C
O
C
O
OC
O
Jn
C
O
C
O
OC
O
C
O
C
O
OC
O
Jn
OH+ 2
VII
VIII
C
O
OH
+
O
O
C
O
OH
+
O
O
IX
X
nC
O
O CH2CH2OC
O
CH2CH2OIn
(a)
100 150 200 250100 150 200 250100 150 200 250
15 min
30 min
60 min
120 min
Temperatura (0C)
5 min
0 min
Exo
(b)
50 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 300
Endo
120 min
60 min
30 min
15 min
5 min
0 min
temperatura (0C)
Figura 23. Mecanismo de degradação dos oligômeros presentes no PET-btg.
Através das curvas de DSC, Figura 24a-b é possível determinar a temperatura de
fusão (Tm), entalpia de fusão (∆Hm), temperatura de cristalização (Tc), entalpia de
cristalização (∆Hc) e o grau de cristalinidade (% Xc) do polímero. Medidas de viscosidade
intrínseca [η] e da massa molar mássica média (Mw), valores calculados a partir dos
resultados da [η] [112], também foram realizadas. Todos esses parâmetros são mostrados
na Tabela 5.
Figura 24. Curvas de DSC: (a) primeira rampa de resfriamento e (b) segunda rampa de
aquecimento para amostras de PETv-btg e degradadas pelo processo termo-oxidativo
durante: 5, 15, 30, 60 e 120 min.
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
57
Analisando Xc, Tabela 5, observou-se um aumento no decorrer do tempo de
aquecimento. Este aumento ocorre principalmente, após os 5 e 15 min iniciais. O mesmo
comportamento é evidenciado para os valores de ∆Hm e ∆Hc, Tabela 5. Isto se deve à
existência de um processo de degradação facilitando a formação de cristalitos menores
que, quando dispersos na matriz polimérica, aumentam o grau de cristalinidade. Esses
pequenos cristalitos seriam originados a partir da formação de cadeias curtas, compostas,
principalmente, de oligômeros cíclicos (An, Tabela 3) e lineares com grupos terminais
ácidos (En, Tabela 4). Como conseqüência a Tm diminui cerca de 10oC depois de 120 min.
De acordo com Spinacé e De Paoli [84], observa-se um comportamento oposto na
degradação termomecânica. À medida que se aumenta o número de reprocessamentos, o
número de cisões de cadeia aumenta e conseqüentemente o empacotamento das cadeias
também aumenta. Logo, um deslocamento da Tm e Tc para valores maiores foi observado.
Neste trabalho, o deslocamento para valores menores de Tm ao longo do tempo de
envelhecimento é explicado pela brusca redução da massa molar ao longo do processo de
degradação termo-oxidativo, Tabela 5. Uma variação da Mw de aproximadamente 47x103
(PETv) para 4x103 g mol-1 no final do processo (120 min de degradação termo-oxidativa) foi
observado. Em decorrer disso, o tamanho dos cristalitos formados tendem a diminuir ao
longo do tempo de envelhecimento.
Uma outra característica desse processo de degradação termo-oxidativo é que, ao
longo do tempo de aquecimento apenas um pico de fusão é observado, Figura 24b. Na
degradação termomecânica comumente encontramos dois picos de fusão oriundos
principalmente da existência de um diferente mecanismo de degradação [83,84].
Analisando os valores de Tc, um decaimento no seu valor é observado após 15 min de
envelhecimento e se estende até o final do processo. Este comportamento é similar ao
observado para os valores da Tm. Portanto, existe um valor de máximo observado nos
primeiros minutos de envelhecimento (entre 5 e 15 min). Este comportamento pode estar
relacionado com a brusca variação da massa molar juntamente com a possível mudança
da fase cristalina [116].
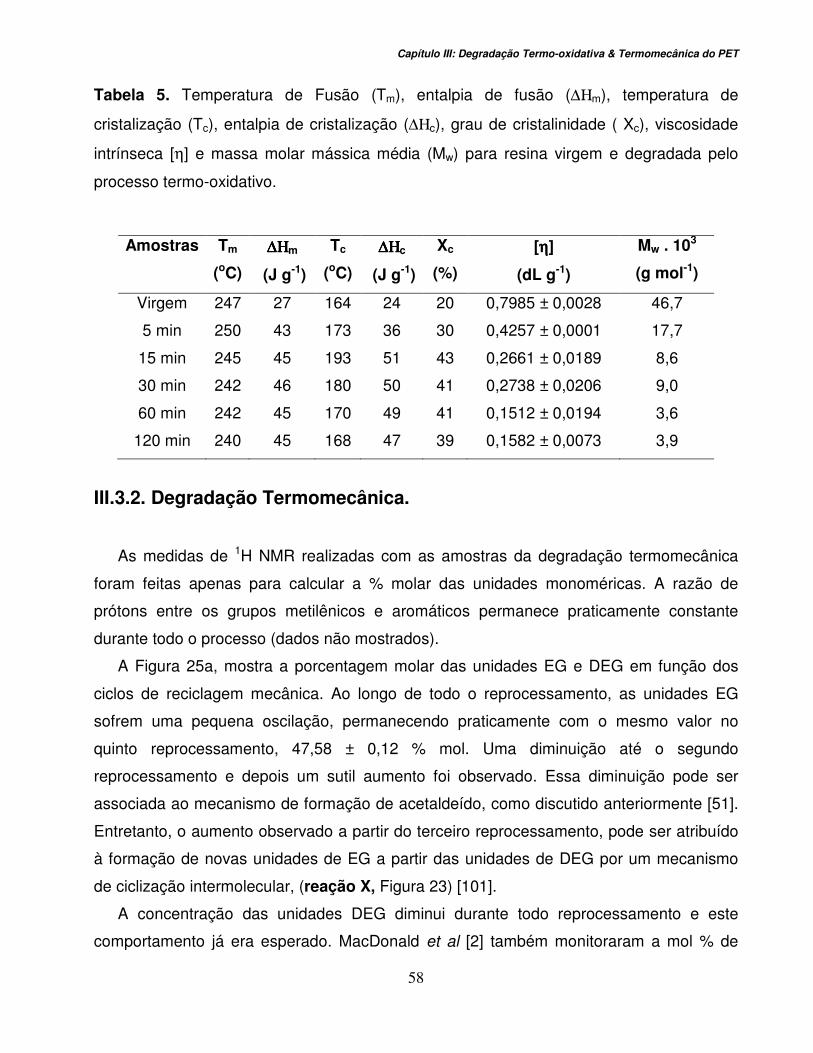
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
58
Tabela 5. Temperatura de Fusão (Tm), entalpia de fusão (∆Ηm), temperatura de
cristalização (Tc), entalpia de cristalização (∆Ηc), grau de cristalinidade ( Xc), viscosidade
intrínseca [η] e massa molar mássica média (Mw) para resina virgem e degradada pelo
processo termo-oxidativo.
Amostras Tm
(oC)
∆Η∆Η∆Η∆Ηm
(J g-1)
Tc
(oC)
∆Η∆Η∆Η∆Ηc
(J g-1)
Xc
(%)
[ηηηη]
(dL g-1)
Mw . 103
(g mol-1)
Virgem 247 27 164 24 20 0,7985 ± 0,0028 46,7
5 min 250 43 173 36 30 0,4257 ± 0,0001 17,7
15 min 245 45 193 51 43 0,2661 ± 0,0189 8,6
30 min 242 46 180 50 41 0,2738 ± 0,0206 9,0
60 min 242 45 170 49 41 0,1512 ± 0,0194 3,6
120 min 240 45 168 47 39 0,1582 ± 0,0073 3,9
III.3.2. Degradação Termomecânica.
As medidas de 1H NMR realizadas com as amostras da degradação termomecânica
foram feitas apenas para calcular a % molar das unidades monoméricas. A razão de
prótons entre os grupos metilênicos e aromáticos permanece praticamente constante
durante todo o processo (dados não mostrados).
A Figura 25a, mostra a porcentagem molar das unidades EG e DEG em função dos
ciclos de reciclagem mecânica. Ao longo de todo o reprocessamento, as unidades EG
sofrem uma pequena oscilação, permanecendo praticamente com o mesmo valor no
quinto reprocessamento, 47,58 ± 0,12 % mol. Uma diminuição até o segundo
reprocessamento e depois um sutil aumento foi observado. Essa diminuição pode ser
associada ao mecanismo de formação de acetaldeído, como discutido anteriormente [51].
Entretanto, o aumento observado a partir do terceiro reprocessamento, pode ser atribuído
à formação de novas unidades de EG a partir das unidades de DEG por um mecanismo
de ciclização intermolecular, (reação X, Figura 23) [101].
A concentração das unidades DEG diminui durante todo reprocessamento e este
comportamento já era esperado. MacDonald et al [2] também monitoraram a mol % de
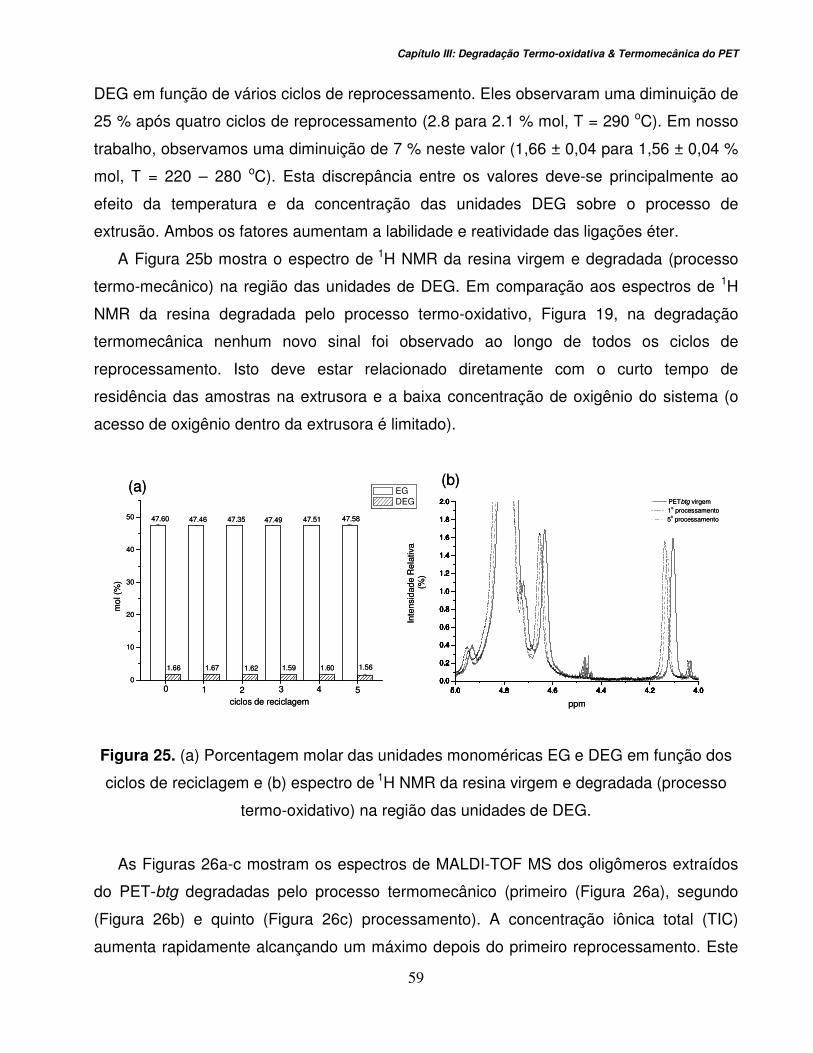
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
59
0
10
20
30
40
50 47.5847.5147.4947.3547.4647.60
1.561.601.591.621.671.66
54310 2
mol
(%
)
ciclos de reciclagem
EG DEG
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Inte
nsid
ade
Rel
ativ
a (%
)
5o processamento 1o processamento PETbtg virgem
ppm
(a) (b)
0
10
20
30
40
50 47.5847.5147.4947.3547.4647.60
1.561.601.591.621.671.66
54310 2
mol
(%
)
ciclos de reciclagem
EG DEG
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5.0 4.8 4.6 4.4 4.2 4.00.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
Inte
nsid
ade
Rel
ativ
a (%
)
5o processamento 1o processamento PETbtg virgem
ppm
(a) (b)
DEG em função de vários ciclos de reprocessamento. Eles observaram uma diminuição de
25 % após quatro ciclos de reprocessamento (2.8 para 2.1 % mol, T = 290 oC). Em nosso
trabalho, observamos uma diminuição de 7 % neste valor (1,66 ± 0,04 para 1,56 ± 0,04 %
mol, T = 220 – 280 oC). Esta discrepância entre os valores deve-se principalmente ao
efeito da temperatura e da concentração das unidades DEG sobre o processo de
extrusão. Ambos os fatores aumentam a labilidade e reatividade das ligações éter.
A Figura 25b mostra o espectro de 1H NMR da resina virgem e degradada (processo
termo-mecânico) na região das unidades de DEG. Em comparação aos espectros de 1H
NMR da resina degradada pelo processo termo-oxidativo, Figura 19, na degradação
termomecânica nenhum novo sinal foi observado ao longo de todos os ciclos de
reprocessamento. Isto deve estar relacionado diretamente com o curto tempo de
residência das amostras na extrusora e a baixa concentração de oxigênio do sistema (o
acesso de oxigênio dentro da extrusora é limitado).
Figura 25. (a) Porcentagem molar das unidades monoméricas EG e DEG em função dos
ciclos de reciclagem e (b) espectro de 1H NMR da resina virgem e degradada (processo
termo-oxidativo) na região das unidades de DEG.
As Figuras 26a-c mostram os espectros de MALDI-TOF MS dos oligômeros extraídos
do PET-btg degradadas pelo processo termomecânico (primeiro (Figura 26a), segundo
(Figura 26b) e quinto (Figura 26c) processamento). A concentração iônica total (TIC)
aumenta rapidamente alcançando um máximo depois do primeiro reprocessamento. Este
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
60
comportamento é similar ao observado para a degradação termo-oxidativa, onde reações
de intertroca através dos grupos ésteres entre as cadeias poliméricas contribuem para
formação de oligômeros cíclicos An (reação VII, Figura 23). Contudo, a intensidade
absoluta dos sinais destes oligômeros cíclicos (espécie predominante) diminui após os
outros reprocessamentos (TIC = 2,55 103 e TIC = 894 para 1o processamento e 5o
reprocessamento, respectivamente). O processo de degradação termomecânico, a partir
de agora, supera a estabilidade térmica desses oligômeros. A diminuição da concentração
desses oligômeros cíclicos, An, Tabela 3, também foi observada por Weidner et al [61],
onde, mecanismos de cisão de cadeia com reações de hidrólise também contribuem para
formação de oligômeros lineares e, conseqüentemente, a redução na massa molar.
Observamos que os oligômeros sofrem reações de cisão de cadeia produzindo
principalmente compostos contendo grupos terminais ácidos, En (reação VIII, Figura 23) e
compostos vinílicos. Oligômeros contendo ligações anidridas, Jn, também foram
observados [81].
As unidades de DEG, presentes no oligômero cíclico B5 e B6, também têm a
intensidade relativa dos seus sinais diminuída no espectro de MALDI-TOF MS ao longo
dos ciclos de reprocessamento. Este resultado concorda com os resultados de 1H- NMR e
com o processo de degradação termo-oxidativo. Entretanto, subprodutos de degradação
do DEG e espécies mono e dihidroxiladas não foram observados, Figura 26c (escala
expandida).
Vermylen et al [92] em 1999, realizaram um estudo sobre a evolução dos oligômeros
cíclicos de uma amostra de PET livre de oligômeros, em função do tempo de aquecimento
(285 oC). Eles observaram que os oligômeros formados em maior proporção têm uma
massa molar menor que 900 ([TG]3 m/z 577 (72 w/w %) e [TG]4 m/z 768 (13 w/w %).
Portanto, existe uma grande possibilidade que os principais grupos cromóforos produzidos
no PET-btg durante o processo termomecânico estejam presentes nos oligômeros de
massa molar menor que 900 Da, como identificado por Ciolacu et al [85].
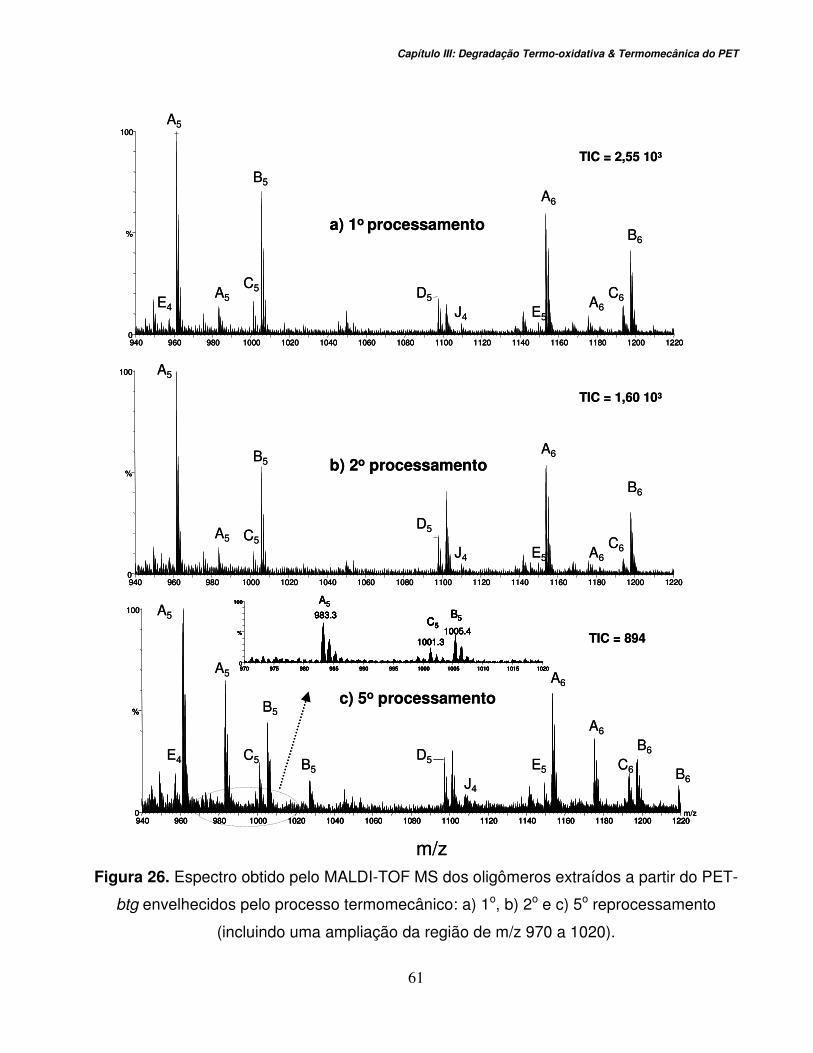
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
61
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
m/z
a) 1o processamento
b) 2o processamento
c) 5o processamento
TIC = 2,55 103
TIC = 1,60 103
TIC = 894
m/z
100
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
%
A5
A5 D5
A6
B6
B5
C5 C6
A5D5
A6
B6
B5
C5 C6
A5
A6
E5E4 C6
B6D5
A5
A5
C5
B5
B5
A6
A6
B6
A6
J4
J4
J4
A5
970 975 980 985 990 995 1000 1005 1010 1015 10200
100
%
983.3
1005.41001.3
B5C5
A5
970 975 980 985 990 995 1000 1005 1010 1015 10200
100
%
983.3
1005.41001.3
B5C5
970 975 980 985 990 995 1000 1005 1010 1015 10200
100
%
983.3
1005.41001.3
B5C5
E4 E5
E5
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
100
%
m/z
a) 1o processamento
b) 2o processamento
c) 5o processamento
TIC = 2,55 103
TIC = 1,60 103
TIC = 894
m/z
100
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
%
m/z
100
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
%
940 960 980 1000 1020 1040 1060 1080 1100 1120 1140 1160 1180 1200 12200
%
A5
A5 D5
A6
B6
B5
C5 C6
A5D5
A6
B6
B5
C5 C6
A5
A6
E5E4 C6
B6D5
A5
A5
C5
B5
B5
A6
A6
B6
A6
J4
J4
J4
A5
970 975 980 985 990 995 1000 1005 1010 1015 10200
100
%
983.3
1005.41001.3
B5C5
A5
970 975 980 985 990 995 1000 1005 1010 1015 10200
100
%
983.3
1005.41001.3
B5C5
970 975 980 985 990 995 1000 1005 1010 1015 10200
100
%
983.3
1005.41001.3
B5C5
E4 E5
E5
Figura 26. Espectro obtido pelo MALDI-TOF MS dos oligômeros extraídos a partir do PET-
btg envelhecidos pelo processo termomecânico: a) 1o, b) 2o e c) 5o reprocessamento
(incluindo uma ampliação da região de m/z 970 a 1020).
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
62
As medidas de cromatografia de camada delgada (CCD) foram feitas com os
mesmos extratos utilizados para as medidas de MALDI-TOF MS. Foram utilizados dois
procedimentos para estudar a evolução de oligômeros cíclicos e lineares separadamente,
Figura 27a-b. A Figura 27a mostra os cromatogramas referentes aos oligômeros cíclicos
para extratos da resina PET-btg virgem e degradada pelo processo termomecânico. Ao
longo de todo o reprocessamento, os resultados obtidos são praticamente idênticos.
Entretanto, um aumento na intensidade das manchas referentes a presença de oligômeros
lineares de baixa massa molar foi observado ao longo dos ciclos de reprocessamento,
Figura 27b. As medidas de MALDI-TOF MS evidenciaram a formação de oligômeros
lineares com grupos finais ácidos, E4 e E5. Entretanto sua intensidade relativa não
aumenta bruscamente como observado na degradação termo-oxidativa.
O sistema de extração soxhlet também foi utilizado neste trabalho. Como solvente foi
utilizado clorofórmio durante 24 h. Os resultados mostraram que na resina virgem há 0,06
wt % de compostos de baixa massa molar extraíveis. Após o quinto reprocessamento a
quantidade desses compostos aumenta para 4 wt %. Spinacé e De Paoli [84] mostraram
para a degradação termomecânica, que os valores de Mw diminuíam de 46x103 para
21x103 g mol-1 após o PET ser submetido ao quinto reprocessamento. Na degradação
termo-oxidativa, feita neste trabalho os resultados obtidos pelo espectro de MALDI-TOF
MS mostram que, os oligômeros En foram observados na região m/z de 900-2500, depois
de 30 min de degradação. A amostra degradada apresentou uma Mw de 9x103 g mol -1.
Portanto, o principal aumento na concentração desses compostos de baixa massa molar
pode ser atribuído à formação de oligômeros ácidos com massa molares maior que
2,5x103 g mol-1 (região não explorada pelas medidas de MALDI-TOF).
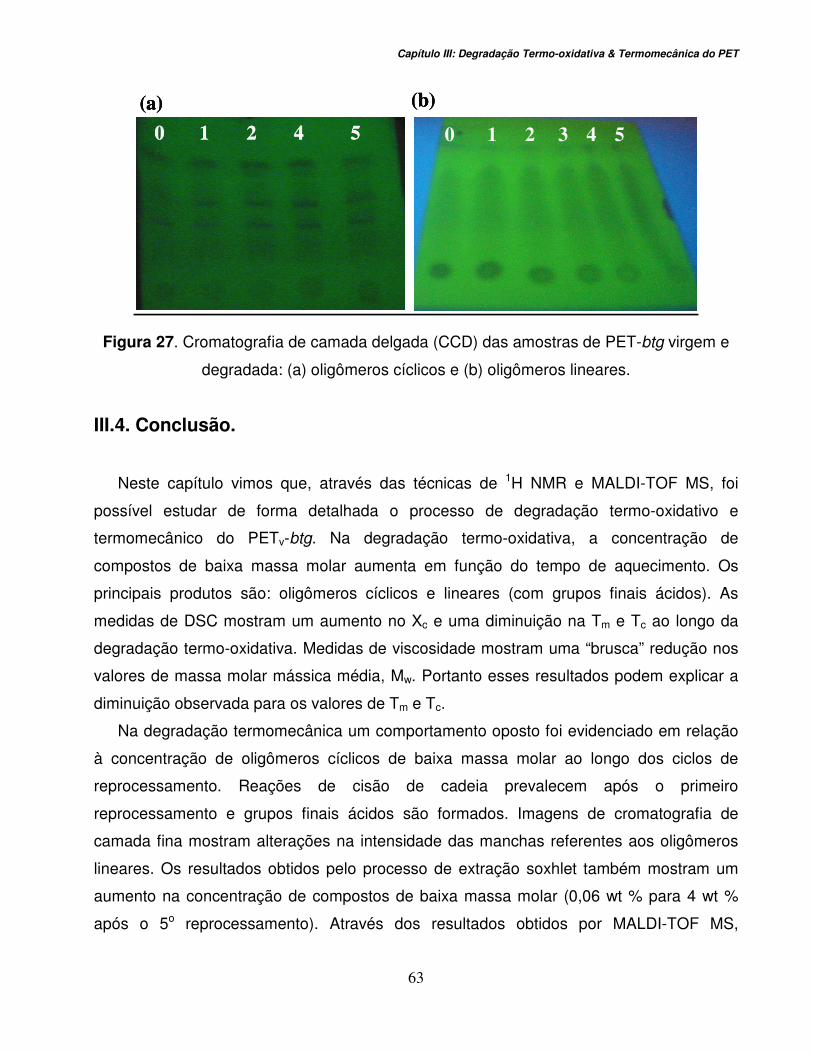
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
63
0 1 2 4 53
(a)
0 1 2 4 5
(b)
0 1 2 4 53
(a)
0 1 2 4 530 1 2 4 530 1 2 4 53
(a)
0 1 2 4 5
(b)
0 1 2 4 5
(b)
Figura 27. Cromatografia de camada delgada (CCD) das amostras de PET-btg virgem e
degradada: (a) oligômeros cíclicos e (b) oligômeros lineares.
III.4. Conclusão.
Neste capítulo vimos que, através das técnicas de 1H NMR e MALDI-TOF MS, foi
possível estudar de forma detalhada o processo de degradação termo-oxidativo e
termomecânico do PETv-btg. Na degradação termo-oxidativa, a concentração de
compostos de baixa massa molar aumenta em função do tempo de aquecimento. Os
principais produtos são: oligômeros cíclicos e lineares (com grupos finais ácidos). As
medidas de DSC mostram um aumento no Xc e uma diminuição na Tm e Tc ao longo da
degradação termo-oxidativa. Medidas de viscosidade mostram uma “brusca” redução nos
valores de massa molar mássica média, Mw. Portanto esses resultados podem explicar a
diminuição observada para os valores de Tm e Tc.
Na degradação termomecânica um comportamento oposto foi evidenciado em relação
à concentração de oligômeros cíclicos de baixa massa molar ao longo dos ciclos de
reprocessamento. Reações de cisão de cadeia prevalecem após o primeiro
reprocessamento e grupos finais ácidos são formados. Imagens de cromatografia de
camada fina mostram alterações na intensidade das manchas referentes aos oligômeros
lineares. Os resultados obtidos pelo processo de extração soxhlet também mostram um
aumento na concentração de compostos de baixa massa molar (0,06 wt % para 4 wt %
após o 5o reprocessamento). Através dos resultados obtidos por MALDI-TOF MS,
Capítulo III: Degradação Termo-oxidativa & Termomecânica do PET
64
podemos atribuir esse aumento na concentração dos compostos de baixa massa molar
principalmente aos oligômeros de massa molar maiores que 2.500 g mol-1.
O co-monômero DEG mostrou ser o precursor para variação de cor no PETv-btg grau
alimentício, pois o oxigênio reage preferencialmente com o carbono metilênico vicinal ao
oxigênio da ligação éter. Este comportamento foi claramente evidenciado no processo de
degradação termo-oxidativo onde subprodutos de degradação do DEG foram
identificados. A degradação do DEG propicia a liberação de radicais hidroxílicos, formando
grupos contendo unidades mono e dihidroxiladas. Este comportamento também é válido
para degradação termomecânica, entretanto, devido à região de m/z analisada e os
resultados obtidos pelas medidas de 1H-NMR, essas unidade também podem sofrer outro
mecanismo de degradação, contribuindo para formação das unidades EG.
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
65
CAPÍTULO IV:
METODOLOGIAS EMPREGADAS PARA DETECTAR A PRESENÇA DO PET RECICLADO EM EMBALAGENS
PET PARA ALIMENTOS.
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
67
IV.1. Introdução.
Neste capítulo se concentra o objetivo principal deste trabalho, que é desenvolver uma
metodologia para detectar a presença da resina reciclada quando misturada com a resina
virgem. Foram estudadas três técnicas distintas para o desenvolvimento desta
metodologia: DSC, MALDI-TOF e Fluorescência de raios-X. Métodos quimiométricos
foram empregados para uma interpretação “mais profunda” dos resultados obtidos.
IV.2. Procedimento experimental.
IV.2.1. Materiais Usados.
Foram utilizadas resinas PETv de diferentes fabricantes: Rhodia Brasil Ltda., Eastman
Chemical Company e Braskem S.A. Embalagens de PET-btg pós-consumo (PETpc-btg),
foram obtidas de garrafas de refrigerantes de 2 L da marca Coca-Cola.
Dois tipos de resinas recicladas pelo processo super-clean® foram fornecidas pela
empresa Bahia PET Reciclagem Ltda. A primeira resina, designada neste trabalho de
Bahia I, foi reciclada com uma porcentagem de 100 wt % de PETpc-btg. A segunda resina,
Bahia II, apresenta coloração verde e continha à mesma proporção de PETpc-btg. Além da
coloração, a outra diferença em relação à Bahia I, é que este material foi submetido 2
vezes ao processo de reciclagem super-clean®.
IV.2.2. Preparação das misturas de PET virgem e pós-consumo.
Utilizou-se PETv-btg da marca Braskem e o PETpc-btg. A última, foi lavada a
temperatura ambiente e moída no moinho de facas Roni até uma granulometria de 7 mm,
Figura 28. Posteriormente, ela foi seca e misturada com o PETv-btg nas proporções: (0,
25, 50, 75 e 100 wt % de PETpc-btg).
A mistura do PETv-btg com PETpc-btg foi realizada em um misturador interno de dois
rotores contra-rotatórios acoplado a reômetro de torque da HAAKE Rhecord 90, a 250 oC,
50 rpm durante 5 min com o alimentador travado.
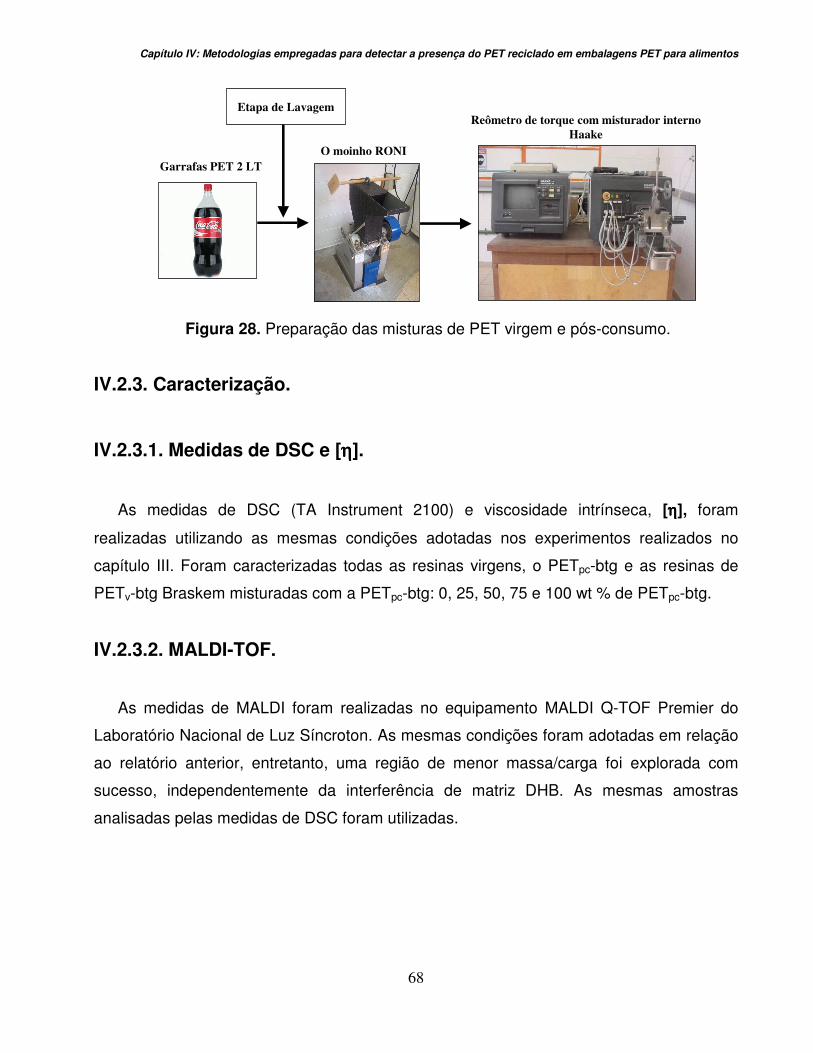
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
68
Garrafas PET 2 LT
O moinho RONI
Reômetro de torque com misturador interno
Haake
Etapa de Lavagem
Figura 28. Preparação das misturas de PET virgem e pós-consumo.
IV.2.3. Caracterização.
IV.2.3.1. Medidas de DSC e [ηηηη].
As medidas de DSC (TA Instrument 2100) e viscosidade intrínseca, [ηηηη], foram
realizadas utilizando as mesmas condições adotadas nos experimentos realizados no
capítulo III. Foram caracterizadas todas as resinas virgens, o PETpc-btg e as resinas de
PETv-btg Braskem misturadas com a PETpc-btg: 0, 25, 50, 75 e 100 wt % de PETpc-btg.
IV.2.3.2. MALDI-TOF.
As medidas de MALDI foram realizadas no equipamento MALDI Q-TOF Premier do
Laboratório Nacional de Luz Síncroton. As mesmas condições foram adotadas em relação
ao relatório anterior, entretanto, uma região de menor massa/carga foi explorada com
sucesso, independentemente da interferência de matriz DHB. As mesmas amostras
analisadas pelas medidas de DSC foram utilizadas.

Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
69
IV.2.3.3. Fluorescência de Raios-X (XRF).
Antes da realização das medidas de Fluorescência de Raios-X, as amostras foram
moídas em um moinho Thomas® utilizando uma peneira de 2 mm.
Todas as amostras utilizadas nas medidas de DSC foram colocadas em celas de
polietileno com diâmetro de 32 mm, Figura 29a, apropriadas para irradiação em
espectrômetro de fluorescência de raios-X por dispersão de energia (ED-XRF). As celas
são montadas utilizando um filme de poli (tereftalato de etileno) (Mylar®) de 2,5 µm de
espessura, como sustentação para a amostra. As amostras foram analisadas em triplicata.
As amostras foram submetidas à irradiação, usando-se o equipamento de bancada de
ED-XRF (SHIMADZU, EDX 700), com tubo de raios-X de Ródio (Rh) e detector
semicondutor de Si(Li), Figura 29b.
Todas as amostras foram irradiadas sob ar, por 500 s. As demais condições são:
tempo morto do detector de Si(Li) de 25 %, 10 mm de colimação do feixe, 50 kV de
voltagem e 100 µΑ de corrente aplicada ao tubo de raios-X de Ródio. A faixa de energia
foi de 0 a 40,96 keV, com resolução de 0,02 keV.
Para a construção de um modelo de calibração e previsão, foram realizadas diluições
entre as amostras de PETv-btg (Braskem) / PETpc-btg existentes ( 0/100, 25/75, 50/50,
75/25 e 100/0 wt %) obtendo assim, uma quantidade maior de amostras para uma melhor
aferição do modelo. As demais concentrações preparadas foram: 5, 10, 15, 20, 30, 35, 40,
45, 55, 60, 65, 70, 80, 85, 90 e 95 wt % de PETpc-btg em PETv-btg.
(a) (b)
Figura 29. (a) Celas de Polietileno com e sem amostra; (b) Equipamento ED-XRF
(SHIMADZU, EDX 700)
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
70
IV.2.3.4. Tratamento Quimiométrico.
Os espectros gerados por MALDI-TOF MS e XRF foram usados para construção de
matrizes de variáveis independentes para serem analisadas por PCA e PLS. Foram
utilizados dois programas: The Unscrambler, versão 9.2, da CAMO e o PLS-Toolbox 4.02
para Matlab 7.0.1.
IV.3. Resultados e Discussões.
IV.3.1. Monitoramento do Torque.
A Figura 30 mostra a variação do torque medida pelo reômetro HAAKE, após o
carregamento, em função do tempo para as misturas de PETv-btg / PETpc-btg (0, 25, 50,
75, 100 wt % de PETpc-btg). Observa-se que à medida que o percentual de PETpc-btg
aumenta na mistura, a diminuição do torque em função do tempo é acelerada. Este
comportamento é claramente observado após 3 min de mistura. Como o torque é uma
medida indireta da massa molar, a cinética do seu decaimento, é uma indicação indireta
da ocorrência de reações de cisão de cadeia, e conseqüentemente da diminuição da
massa molar. Portanto, podemos afirmar que existe um sinergismo do ponto de vista da
massa molar, que é influenciada pela presença do PETpc-btg dentro da mistura.
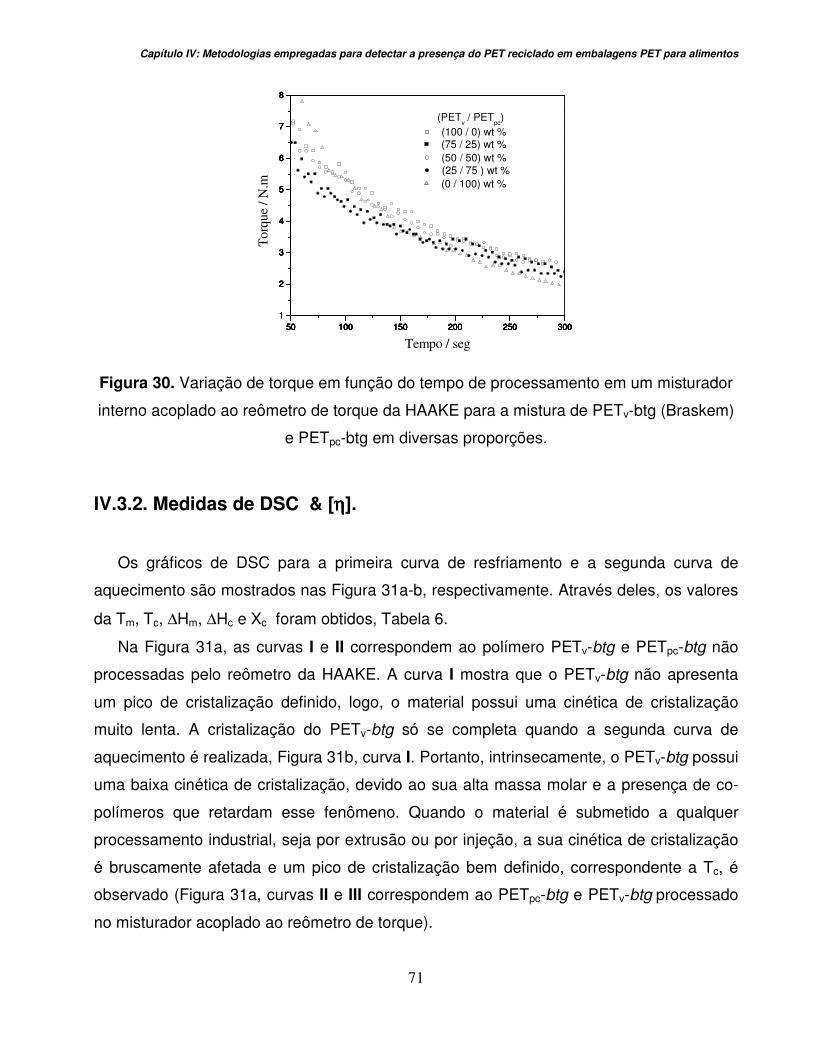
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
71
50 100 150 200 250 3001
2
3
4
5
6
7
8
50 100 150 200 250 3001
2
3
4
5
6
7
8
50 100 150 200 250 3001
2
3
4
5
6
7
8
50 100 150 200 250 3001
2
3
4
5
6
7
8
50 100 150 200 250 3001
2
3
4
5
6
7
8
(PETv / PET
pc)
Torq
ue
/ N
.m
Tempo / seg
(100 / 0) wt %
(0 / 100) wt % (25 / 75 ) wt % (50 / 50) wt % (75 / 25) wt %
Figura 30. Variação de torque em função do tempo de processamento em um misturador
interno acoplado ao reômetro de torque da HAAKE para a mistura de PETv-btg (Braskem)
e PETpc-btg em diversas proporções.
IV.3.2. Medidas de DSC & [ηηηη].
Os gráficos de DSC para a primeira curva de resfriamento e a segunda curva de
aquecimento são mostrados nas Figura 31a-b, respectivamente. Através deles, os valores
da Tm, Tc, ∆Hm, ∆Hc e Xc foram obtidos, Tabela 6.
Na Figura 31a, as curvas I e II correspondem ao polímero PETv-btg e PETpc-btg não
processadas pelo reômetro da HAAKE. A curva I mostra que o PETv-btg não apresenta
um pico de cristalização definido, logo, o material possui uma cinética de cristalização
muito lenta. A cristalização do PETv-btg só se completa quando a segunda curva de
aquecimento é realizada, Figura 31b, curva I. Portanto, intrinsecamente, o PETv-btg possui
uma baixa cinética de cristalização, devido ao sua alta massa molar e a presença de co-
polímeros que retardam esse fenômeno. Quando o material é submetido a qualquer
processamento industrial, seja por extrusão ou por injeção, a sua cinética de cristalização
é bruscamente afetada e um pico de cristalização bem definido, correspondente a Tc, é
observado (Figura 31a, curvas II e III correspondem ao PETpc-btg e PETv-btg processado
no misturador acoplado ao reômetro de torque).
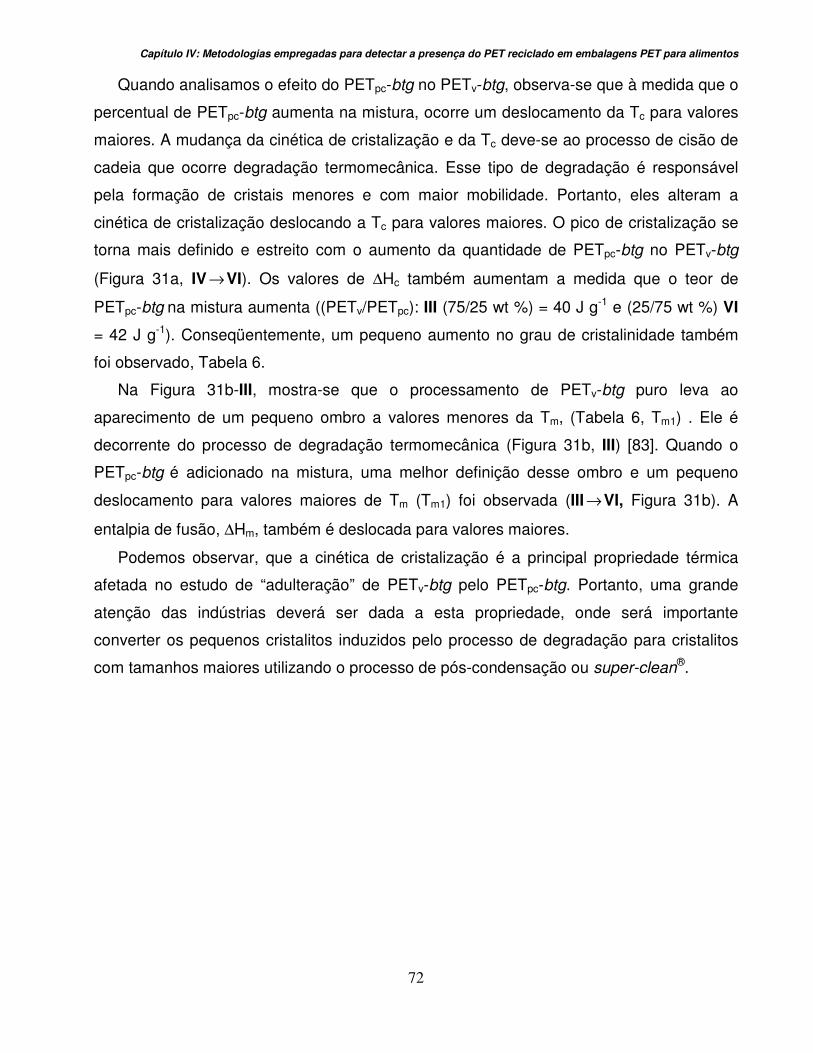
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
72
Quando analisamos o efeito do PETpc-btg no PETv-btg, observa-se que à medida que o
percentual de PETpc-btg aumenta na mistura, ocorre um deslocamento da Tc para valores
maiores. A mudança da cinética de cristalização e da Tc deve-se ao processo de cisão de
cadeia que ocorre degradação termomecânica. Esse tipo de degradação é responsável
pela formação de cristais menores e com maior mobilidade. Portanto, eles alteram a
cinética de cristalização deslocando a Tc para valores maiores. O pico de cristalização se
torna mais definido e estreito com o aumento da quantidade de PETpc-btg no PETv-btg
(Figura 31a, IV →VI). Os valores de ∆Hc também aumentam a medida que o teor de
PETpc-btg na mistura aumenta ((PETv/PETpc): III (75/25 wt %) = 40 J g-1 e (25/75 wt %) VI
= 42 J g-1). Conseqüentemente, um pequeno aumento no grau de cristalinidade também
foi observado, Tabela 6.
Na Figura 31b-III, mostra-se que o processamento de PETv-btg puro leva ao
aparecimento de um pequeno ombro a valores menores da Tm, (Tabela 6, Tm1) . Ele é
decorrente do processo de degradação termomecânica (Figura 31b, III) [83]. Quando o
PETpc-btg é adicionado na mistura, uma melhor definição desse ombro e um pequeno
deslocamento para valores maiores de Tm (Tm1) foi observada (III →VI, Figura 31b). A
entalpia de fusão, ∆Hm, também é deslocada para valores maiores.
Podemos observar, que a cinética de cristalização é a principal propriedade térmica
afetada no estudo de “adulteração” de PETv-btg pelo PETpc-btg. Portanto, uma grande
atenção das indústrias deverá ser dada a esta propriedade, onde será importante
converter os pequenos cristalitos induzidos pelo processo de degradação para cristalitos
com tamanhos maiores utilizando o processo de pós-condensação ou super-clean®.
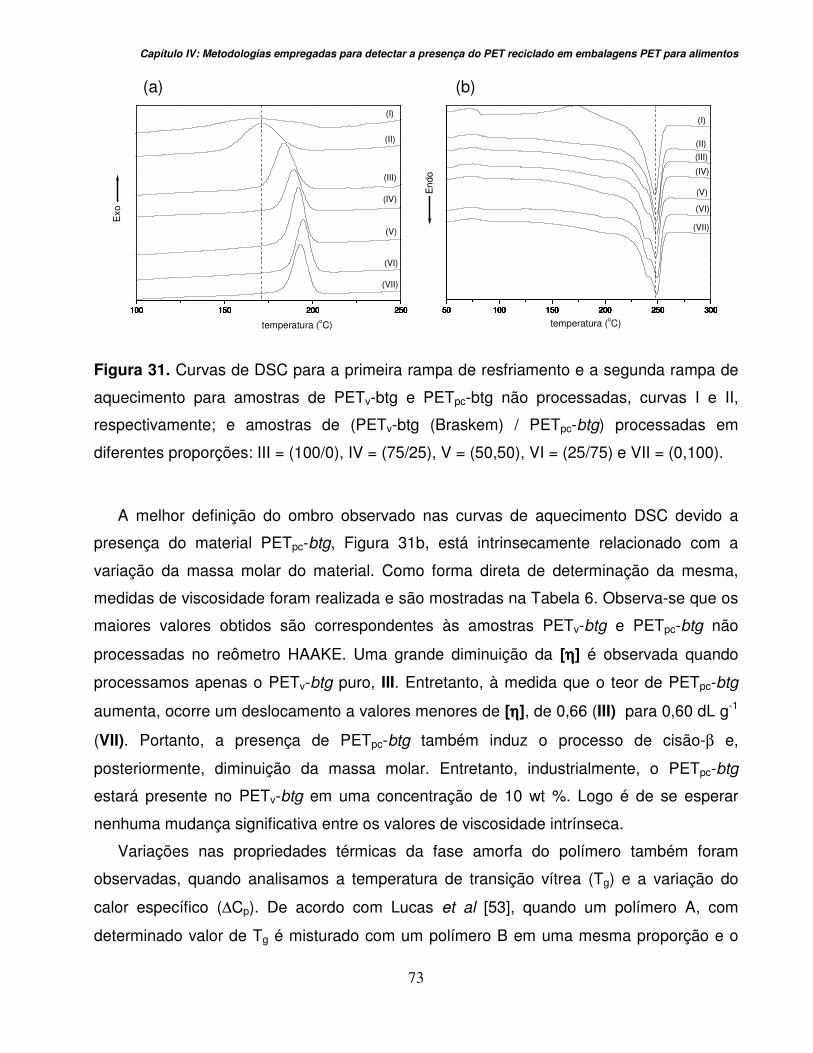
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
73
50 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 30050 100 150 200 250 300
(VII)
(VI)
(V)
(IV)
(III)
(II)
(I)
temperatura (oC)
End
o
(a) (b)
100 150 200 250100 150 200 250100 150 200 250100 150 200 250100 150 200 250100 150 200 250
Exo
(VII)
(VI)
(V)
(IV)
(III)
(II)
(I)
temperatura (oC)
Figura 31. Curvas de DSC para a primeira rampa de resfriamento e a segunda rampa de
aquecimento para amostras de PETv-btg e PETpc-btg não processadas, curvas I e II,
respectivamente; e amostras de (PETv-btg (Braskem) / PETpc-btg) processadas em
diferentes proporções: III = (100/0), IV = (75/25), V = (50,50), VI = (25/75) e VII = (0,100).
A melhor definição do ombro observado nas curvas de aquecimento DSC devido a
presença do material PETpc-btg, Figura 31b, está intrinsecamente relacionado com a
variação da massa molar do material. Como forma direta de determinação da mesma,
medidas de viscosidade foram realizada e são mostradas na Tabela 6. Observa-se que os
maiores valores obtidos são correspondentes às amostras PETv-btg e PETpc-btg não
processadas no reômetro HAAKE. Uma grande diminuição da [ηηηη] é observada quando
processamos apenas o PETv-btg puro, III. Entretanto, à medida que o teor de PETpc-btg
aumenta, ocorre um deslocamento a valores menores de [ηηηη], de 0,66 (III) para 0,60 dL g-1
(VII). Portanto, a presença de PETpc-btg também induz o processo de cisão-β e,
posteriormente, diminuição da massa molar. Entretanto, industrialmente, o PETpc-btg
estará presente no PETv-btg em uma concentração de 10 wt %. Logo é de se esperar
nenhuma mudança significativa entre os valores de viscosidade intrínseca.
Variações nas propriedades térmicas da fase amorfa do polímero também foram
observadas, quando analisamos a temperatura de transição vítrea (Tg) e a variação do
calor específico (∆Cp). De acordo com Lucas et al [53], quando um polímero A, com
determinado valor de Tg é misturado com um polímero B em uma mesma proporção e o
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
74
resultado desta mistura é um novo sistema homogêneo, valores intermediários de Tg
serão obtidos. Em nosso estudo, um comportamento análogo é obtido. O deslocamento da
Tg para valores menores em função da wt % de PETpc pode também ser explicado pela
diminuição da Mw, o que aumenta a mobilidade da cadeia devido ao aumento no número
de segmentos terminais. Uma outra explicação poderia ser dada pelo fato da medida que
o teor de PETpc aumenta, a formação de oligômeros cíclicos e lineares é favorecida. Desta
forma esses compostos poderiam atuar como plastificantes, o que também influenciaria
para um deslocamento para valores menores de Tg [117]. Uma outra propriedade bastante
afetada é o Cp, onde ele diminui drasticamente quando o Xc aumenta [118].
Tabela 6. Temperatura de transição vítrea (Tg), Temperatura de fusão (Tm), entalpia de
fusão (∆Hm), temperatura de cristalização, (Tc) entalpia de cristalização (∆Hc), grau de
cristalinidade (Xc), viscosidade intrínseca [η] e a massa molar mássica média (Mw) para
amostras de PETv-btg (Braskem) e PETpc-btg e misturas de PETv-btg (Braskem) / PETpc-
btg processadas em diferentes proporções.
(PETv-btg /
PETpc-btg)
Tg
(oC)
Tm1
(oC)
Tm2
(oC)
∆Η∆Η∆Η∆Ηm
(J g-1)
Tc
(oC)
∆Η∆Η∆Η∆Ηc
(J g-1)
Xc
(%)
[ηηηη]
(dL g-1)
Mw. 103
(g mol-1)
I PETv-btg 80 __ 247 27 164 24 20 0,7985± 0,0028 46,7
II PETpc-btg 84 __ 249 38 171 38 31 0,7633 ± 0,0155 43,4
III (100 / 0) 83 237 248 37 184 40 34 0,6577 ± 0,0097 34,5
IV (75 / 25) 81 239 249 37 190 41 34 0,6468 ± 0,0009 33,6
V (50 / 50) 82 239 248 49 192 42 35 0,6387 ± 0,0005 33,0
VI (25 / 75) 79 241 249 43 194 42 35 0,6116 ± 0,0060 30,9
VII (0/100) 82 241 249 38 193 41 35 0,5984 ± 0,0032 29,8
Como o objetivo principal deste trabalho é identificar uma possível diferença existente
entre uma resina virgem e uma reciclada, a Figura 32a-b mostra os gráficos de DSC para
a primeira curva de resfriamento e a segunda curva de aquecimento referentes aos
principais fabricantes de PETv-btg no Brasil e as resinas recicladas Bahia I e Bahia II, que
futuramente entrarão no mercado consumidor de embalagens de alimentos. Os valores
da Tg, Tm, Tc, ∆Hm, ∆Hc e Xc são mostrados na Tabela 7.
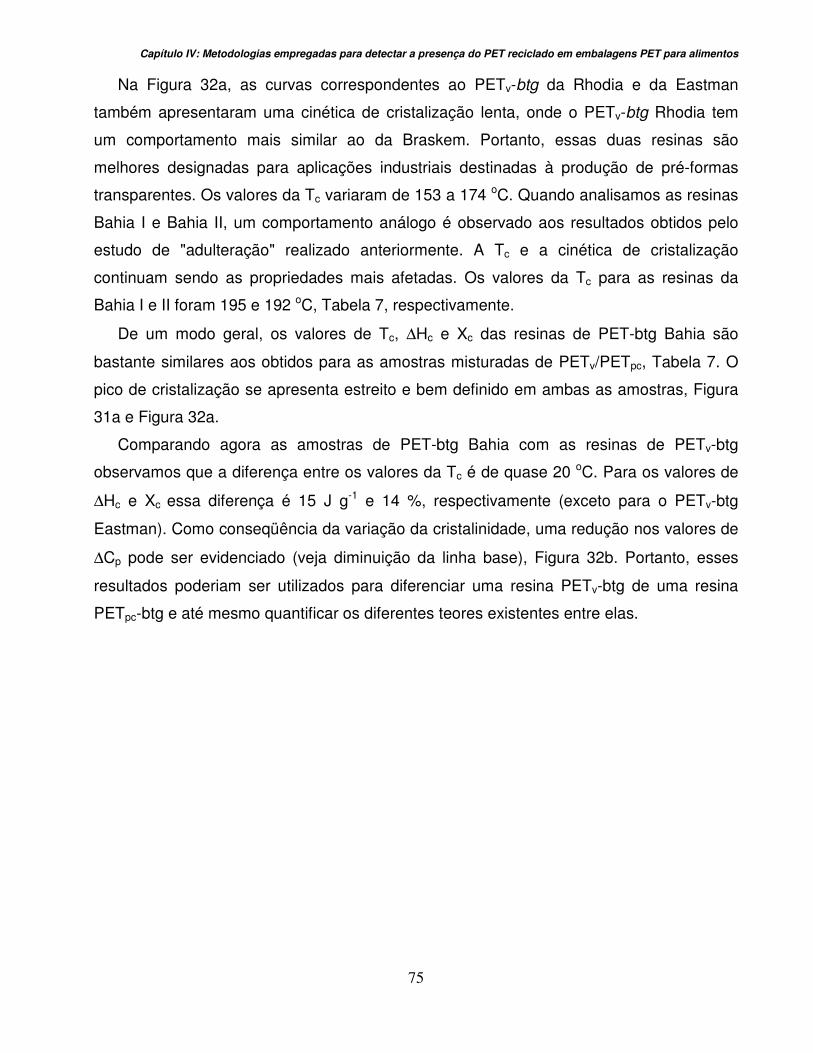
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
75
Na Figura 32a, as curvas correspondentes ao PETv-btg da Rhodia e da Eastman
também apresentaram uma cinética de cristalização lenta, onde o PETv-btg Rhodia tem
um comportamento mais similar ao da Braskem. Portanto, essas duas resinas são
melhores designadas para aplicações industriais destinadas à produção de pré-formas
transparentes. Os valores da Tc variaram de 153 a 174 oC. Quando analisamos as resinas
Bahia I e Bahia II, um comportamento análogo é observado aos resultados obtidos pelo
estudo de "adulteração" realizado anteriormente. A Tc e a cinética de cristalização
continuam sendo as propriedades mais afetadas. Os valores da Tc para as resinas da
Bahia I e II foram 195 e 192 oC, Tabela 7, respectivamente.
De um modo geral, os valores de Tc, ∆Hc e Xc das resinas de PET-btg Bahia são
bastante similares aos obtidos para as amostras misturadas de PETv/PETpc, Tabela 7. O
pico de cristalização se apresenta estreito e bem definido em ambas as amostras, Figura
31a e Figura 32a.
Comparando agora as amostras de PET-btg Bahia com as resinas de PETv-btg
observamos que a diferença entre os valores da Tc é de quase 20 oC. Para os valores de
∆Hc e Xc essa diferença é 15 J g-1 e 14 %, respectivamente (exceto para o PETv-btg
Eastman). Como conseqüência da variação da cristalinidade, uma redução nos valores de
∆Cp pode ser evidenciado (veja diminuição da linha base), Figura 32b. Portanto, esses
resultados poderiam ser utilizados para diferenciar uma resina PETv-btg de uma resina
PETpc-btg e até mesmo quantificar os diferentes teores existentes entre elas.
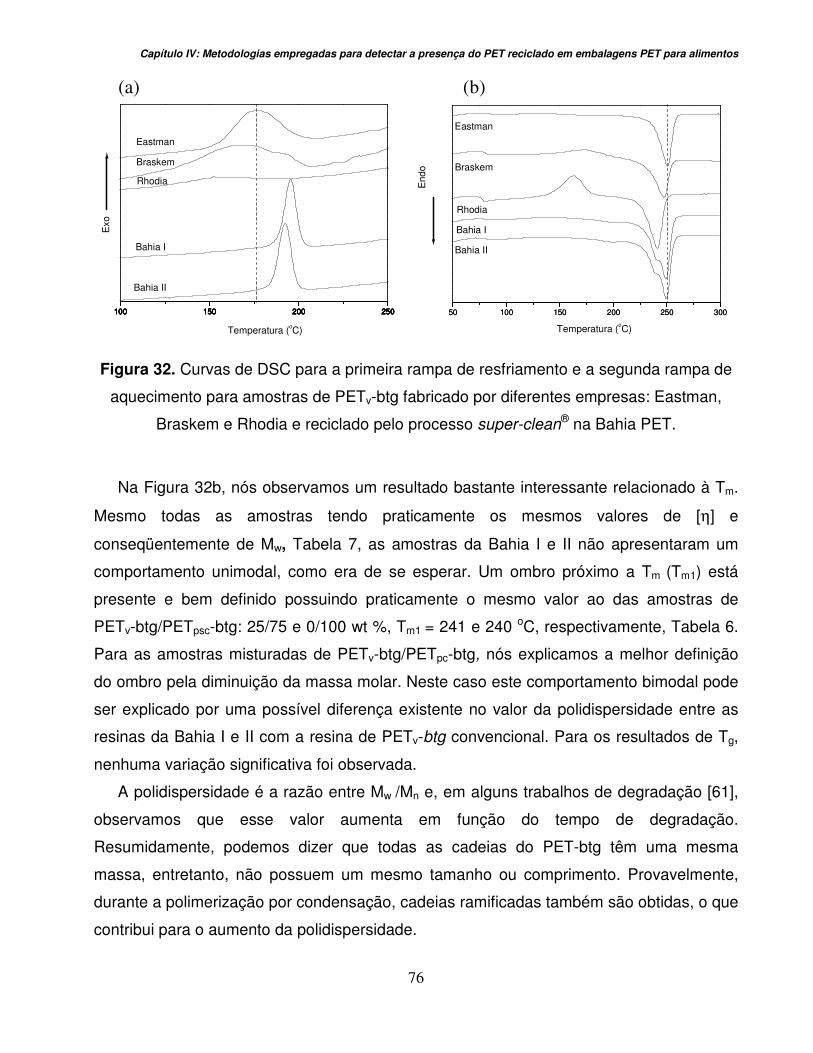
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
76
50 100 150 200 250 30050 100 150 200 250 300
Bahia II
Bahia I
Rhodia
Braskem
Eastman
End
o
Temperatura (oC)
100 150 200 250100 150 200 250100 150 200 250100 150 200 250100 150 200 250
Exo
Bahia II
Bahia I
Rhodia
Braskem
Eastman
Temperatura (oC)
(a) (b)
Figura 32. Curvas de DSC para a primeira rampa de resfriamento e a segunda rampa de
aquecimento para amostras de PETv-btg fabricado por diferentes empresas: Eastman,
Braskem e Rhodia e reciclado pelo processo super-clean® na Bahia PET.
Na Figura 32b, nós observamos um resultado bastante interessante relacionado à Tm.
Mesmo todas as amostras tendo praticamente os mesmos valores de [η] e
conseqüentemente de Mw, Tabela 7, as amostras da Bahia I e II não apresentaram um
comportamento unimodal, como era de se esperar. Um ombro próximo a Tm (Tm1) está
presente e bem definido possuindo praticamente o mesmo valor ao das amostras de
PETv-btg/PETpsc-btg: 25/75 e 0/100 wt %, Tm1 = 241 e 240 oC, respectivamente, Tabela 6.
Para as amostras misturadas de PETv-btg/PETpc-btg, nós explicamos a melhor definição
do ombro pela diminuição da massa molar. Neste caso este comportamento bimodal pode
ser explicado por uma possível diferença existente no valor da polidispersidade entre as
resinas da Bahia I e II com a resina de PETv-btg convencional. Para os resultados de Tg,
nenhuma variação significativa foi observada.
A polidispersidade é a razão entre Mw /Mn e, em alguns trabalhos de degradação [61],
observamos que esse valor aumenta em função do tempo de degradação.
Resumidamente, podemos dizer que todas as cadeias do PET-btg têm uma mesma
massa, entretanto, não possuem um mesmo tamanho ou comprimento. Provavelmente,
durante a polimerização por condensação, cadeias ramificadas também são obtidas, o que
contribui para o aumento da polidispersidade.
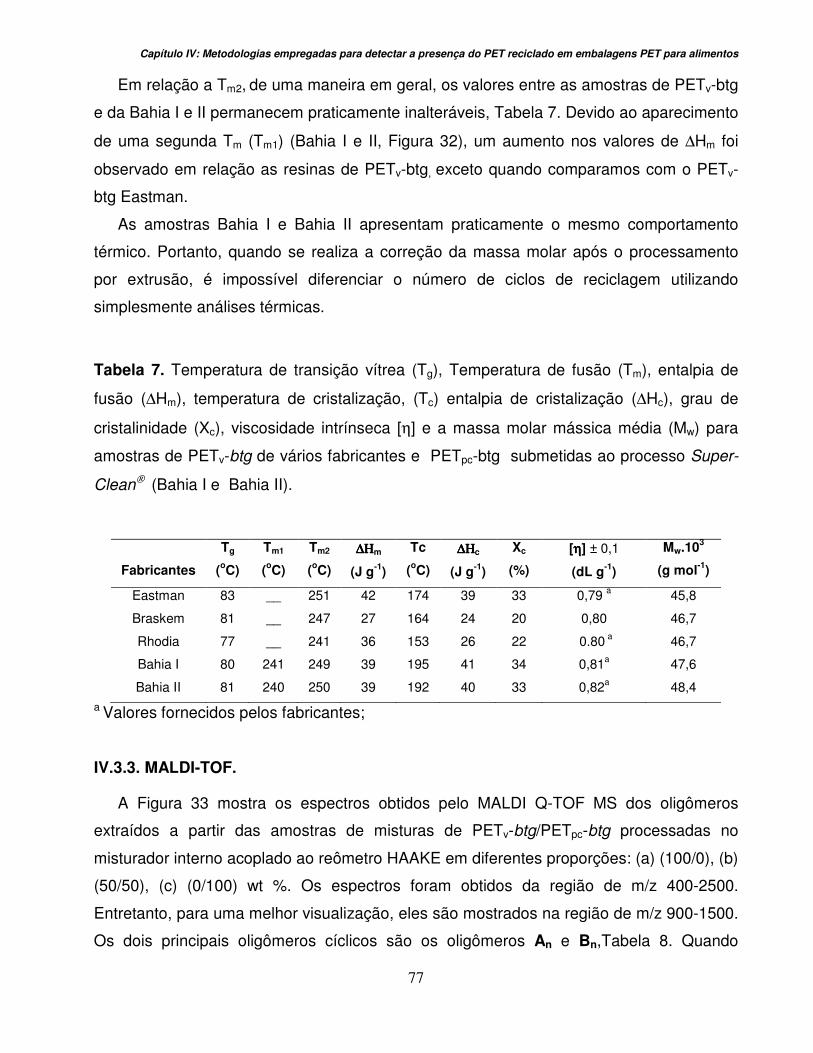
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
77
Em relação a Tm2, de uma maneira em geral, os valores entre as amostras de PETv-btg
e da Bahia I e II permanecem praticamente inalteráveis, Tabela 7. Devido ao aparecimento
de uma segunda Tm (Tm1) (Bahia I e II, Figura 32), um aumento nos valores de ∆Hm foi
observado em relação as resinas de PETv-btg, exceto quando comparamos com o PETv-
btg Eastman.
As amostras Bahia I e Bahia II apresentam praticamente o mesmo comportamento
térmico. Portanto, quando se realiza a correção da massa molar após o processamento
por extrusão, é impossível diferenciar o número de ciclos de reciclagem utilizando
simplesmente análises térmicas.
Tabela 7. Temperatura de transição vítrea (Tg), Temperatura de fusão (Tm), entalpia de
fusão (∆Hm), temperatura de cristalização, (Tc) entalpia de cristalização (∆Hc), grau de
cristalinidade (Xc), viscosidade intrínseca [η] e a massa molar mássica média (Mw) para
amostras de PETv-btg de vários fabricantes e PETpc-btg submetidas ao processo Super-
Clean (Bahia I e Bahia II).
Fabricantes
Tg
(oC)
Tm1
(oC)
Tm2
(oC)
∆Η∆Η∆Η∆Ηm
(J g-1)
Tc
(oC)
∆Η∆Η∆Η∆Ηc
(J g-1)
Xc
(%)
[ηηηη] ± 0,1
(dL g-1)
Mw.103
(g mol-1)
Eastman 83 __ 251 42 174 39 33 0,79 a 45,8
Braskem 81 __ 247 27 164 24 20 0,80 46,7
Rhodia 77 __ 241 36 153 26 22 0.80 a 46,7
Bahia I 80 241 249 39 195 41 34 0,81a 47,6
Bahia II 81 240 250 39 192 40 33 0,82a 48,4 a Valores fornecidos pelos fabricantes;
IV.3.3. MALDI-TOF.
A Figura 33 mostra os espectros obtidos pelo MALDI Q-TOF MS dos oligômeros
extraídos a partir das amostras de misturas de PETv-btg/PETpc-btg processadas no
misturador interno acoplado ao reômetro HAAKE em diferentes proporções: (a) (100/0), (b)
(50/50), (c) (0/100) wt %. Os espectros foram obtidos da região de m/z 400-2500.
Entretanto, para uma melhor visualização, eles são mostrados na região de m/z 900-1500.
Os dois principais oligômeros cíclicos são os oligômeros An e Bn,Tabela 8. Quando
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
78
analisamos os espectros em uma região de m/z menor que 900, observamos que os
oligômeros An, [M + H]+: m/z 577 e 769; e Bn, [M + H]+: m/z 621 e 813 são as espécies
majoritárias de todo espectro. Os oligômeros lineares são Cn e Kn, onde o oligômero Kn
possui duas hidroxilas terminais e o oligômero Cn, apenas uma, Tabela 8.
O efeito da degradação termomecânica (processamento no misturador interno) e o teor
de PETpc-btg no PETv-btg Braskem favorecem o aumento da concentração de oligômeros
cíclicos An. Analisando os espectros das misturas, Figura 33a-c, duas informações
mostram claramente este comportamento. A primeira informação mostra que o TIC
aumenta em função do teor de reciclado. A segunda informação está relacionada com a
variação da intensidade relativa dos sinais correspondentes aos oligômeros A6 e A7 com o
aumento da quantidade de PETpc-btg. Uma outra informação está relacionada com a
diminuição da concentração do oligômero Kn, em função do teor de PETpc-btg. O
mecanismo de degradação desse oligômero é discutido em alguns trabalhos na literatura
[60,61,85], onde ele pode favorecer a formação do oligômero An e Cn.
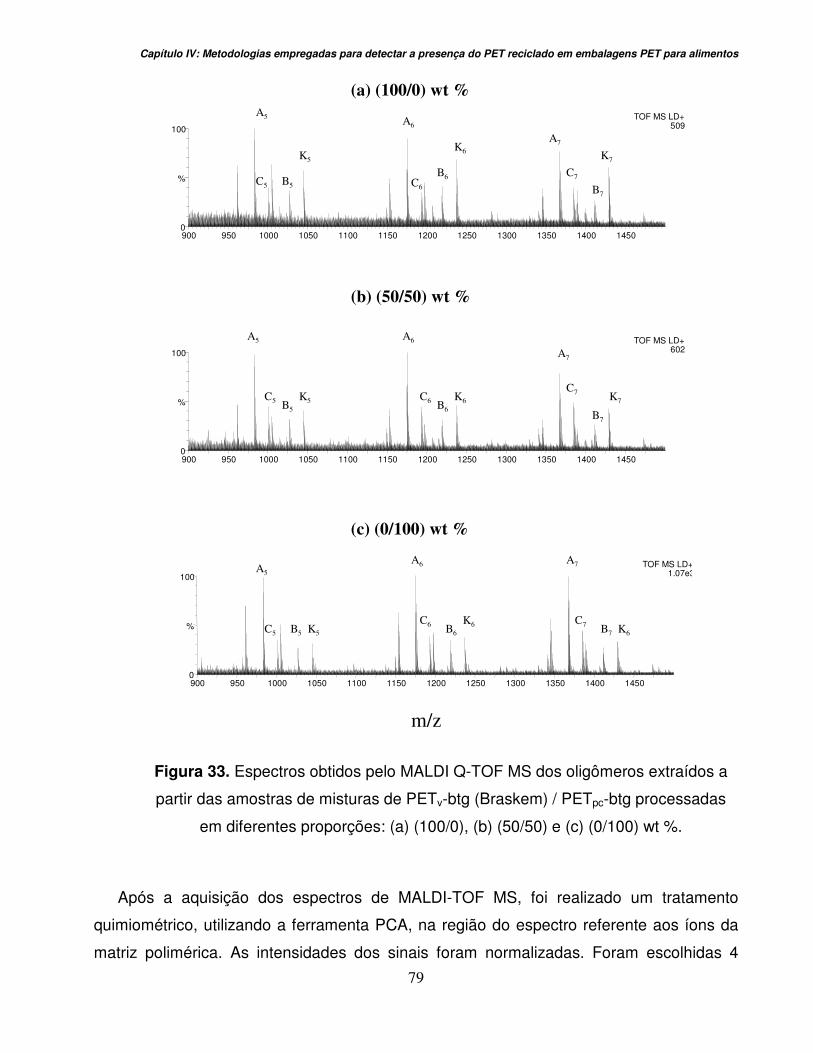
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
79
900 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 14500
100
%
TOF MS LD+ 509
900 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 14500
100
%
TOF MS LD+ 602
A5
K5C5B5
A6
A7
C6
C7
B6B7
K7K6
A5
K5
C5 B5
A6
A7
C6
C7B6
K6K7
B7
(a) (100/0) wt %
(b) (50/50) wt %
900 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 14500
100
%
TOF MS LD+ 1.07e3A5
K5C5 B5
A6 A7
C6 C7B6 B7
K6K6
m/z
(c) (0/100) wt %
Figura 33. Espectros obtidos pelo MALDI Q-TOF MS dos oligômeros extraídos a
partir das amostras de misturas de PETv-btg (Braskem) / PETpc-btg processadas
em diferentes proporções: (a) (100/0), (b) (50/50) e (c) (0/100) wt %.
Após a aquisição dos espectros de MALDI-TOF MS, foi realizado um tratamento
quimiométrico, utilizando a ferramenta PCA, na região do espectro referente aos íons da
matriz polimérica. As intensidades dos sinais foram normalizadas. Foram escolhidas 4
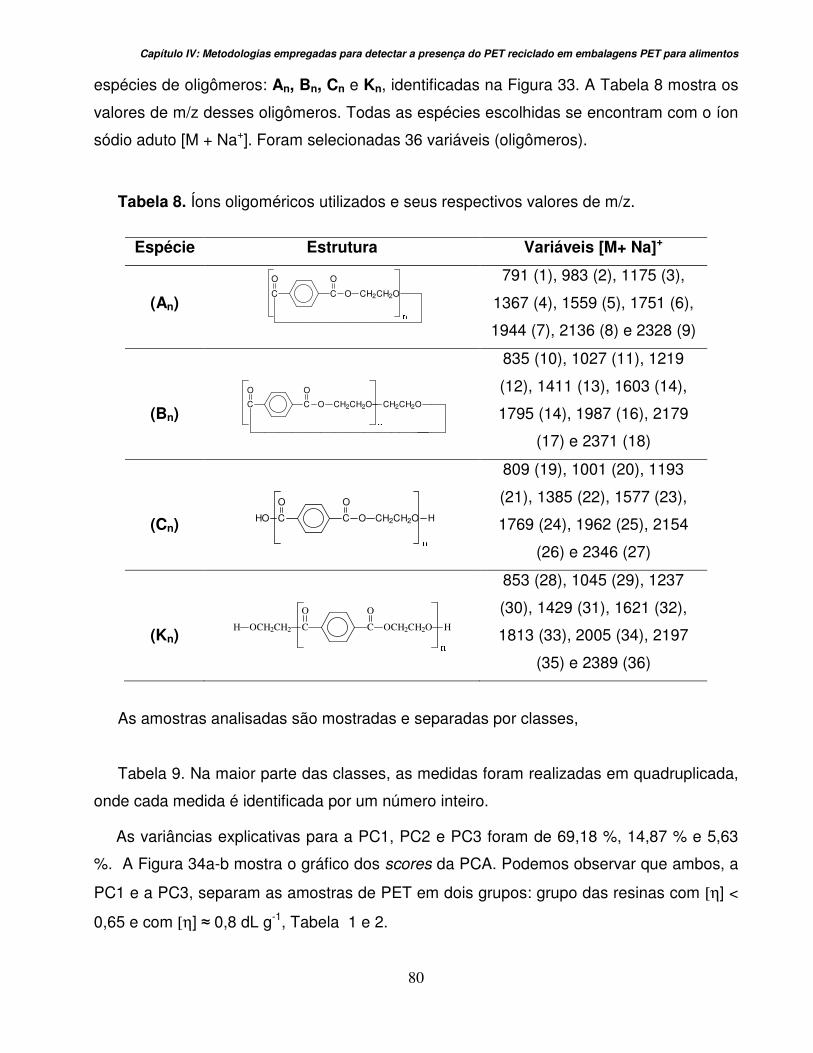
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
80
espécies de oligômeros: An, Bn, Cn e Kn, identificadas na Figura 33. A Tabela 8 mostra os
valores de m/z desses oligômeros. Todas as espécies escolhidas se encontram com o íon
sódio aduto [M + Na+]. Foram selecionadas 36 variáveis (oligômeros).
Tabela 8. Íons oligoméricos utilizados e seus respectivos valores de m/z.
Espécie Estrutura Variáveis [M+ Na]+
(An) C
O
O CH2CH2OC
O n
791 (1), 983 (2), 1175 (3),
1367 (4), 1559 (5), 1751 (6),
1944 (7), 2136 (8) e 2328 (9)
(Bn)
C
O
O CH2CH2OC
O
CH2CH2On
835 (10), 1027 (11), 1219
(12), 1411 (13), 1603 (14),
1795 (14), 1987 (16), 2179
(17) e 2371 (18)
(Cn)
nC
O
O CH2CH2OC
O
HO H
809 (19), 1001 (20), 1193
(21), 1385 (22), 1577 (23),
1769 (24), 1962 (25), 2154
(26) e 2346 (27)
(Kn)
nC
O
OCH2CH2O HC
O
OCH2CH2H
853 (28), 1045 (29), 1237
(30), 1429 (31), 1621 (32),
1813 (33), 2005 (34), 2197
(35) e 2389 (36)
As amostras analisadas são mostradas e separadas por classes,
Tabela 9. Na maior parte das classes, as medidas foram realizadas em quadruplicada,
onde cada medida é identificada por um número inteiro.
As variâncias explicativas para a PC1, PC2 e PC3 foram de 69,18 %, 14,87 % e 5,63
%. A Figura 34a-b mostra o gráfico dos scores da PCA. Podemos observar que ambos, a
PC1 e a PC3, separam as amostras de PET em dois grupos: grupo das resinas com [η] <
0,65 e com [η] ≈ 0,8 dL g-1, Tabela 1 e 2.
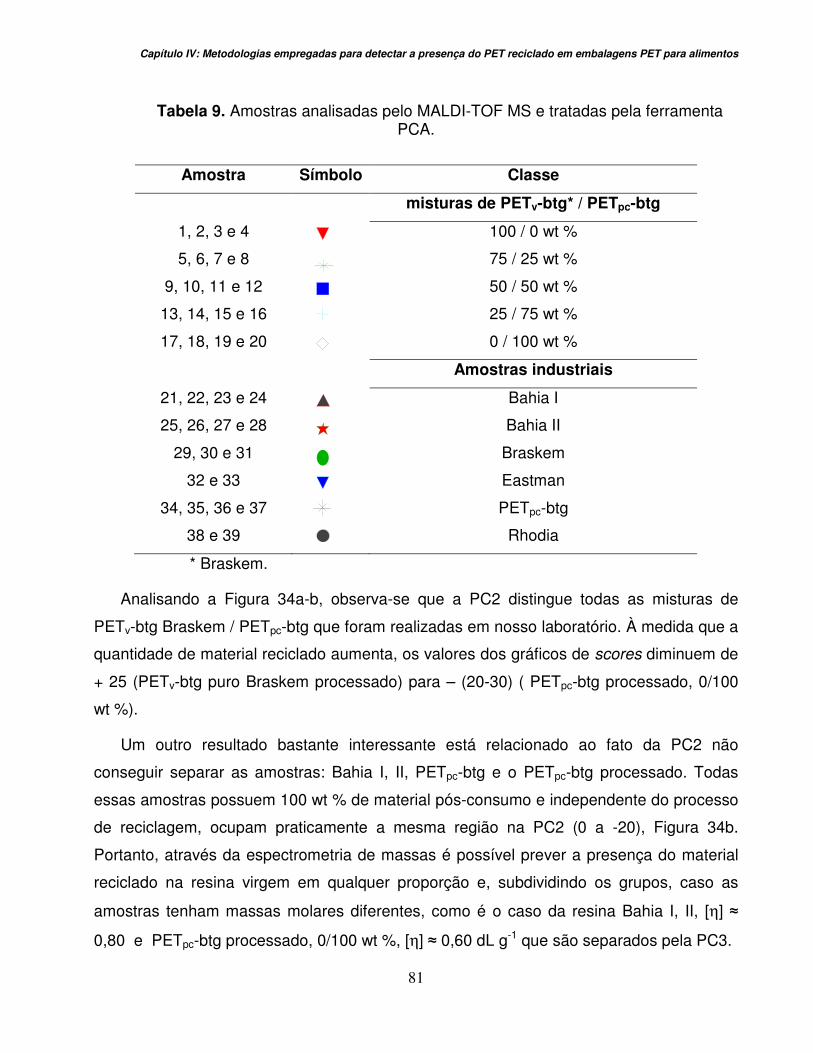
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
81
Tabela 9. Amostras analisadas pelo MALDI-TOF MS e tratadas pela ferramenta PCA.
Amostra Símbolo Classe
misturas de PETv-btg* / PETpc-btg
1, 2, 3 e 4 100 / 0 wt %
5, 6, 7 e 8 75 / 25 wt %
9, 10, 11 e 12 50 / 50 wt %
13, 14, 15 e 16 25 / 75 wt %
17, 18, 19 e 20 0 / 100 wt %
Amostras industriais
21, 22, 23 e 24 Bahia I
25, 26, 27 e 28 Bahia II
29, 30 e 31 Braskem
32 e 33 Eastman
34, 35, 36 e 37 PETpc-btg
38 e 39 Rhodia
* Braskem.
Analisando a Figura 34a-b, observa-se que a PC2 distingue todas as misturas de
PETv-btg Braskem / PETpc-btg que foram realizadas em nosso laboratório. À medida que a
quantidade de material reciclado aumenta, os valores dos gráficos de scores diminuem de
+ 25 (PETv-btg puro Braskem processado) para – (20-30) ( PETpc-btg processado, 0/100
wt %).
Um outro resultado bastante interessante está relacionado ao fato da PC2 não
conseguir separar as amostras: Bahia I, II, PETpc-btg e o PETpc-btg processado. Todas
essas amostras possuem 100 wt % de material pós-consumo e independente do processo
de reciclagem, ocupam praticamente a mesma região na PC2 (0 a -20), Figura 34b.
Portanto, através da espectrometria de massas é possível prever a presença do material
reciclado na resina virgem em qualquer proporção e, subdividindo os grupos, caso as
amostras tenham massas molares diferentes, como é o caso da resina Bahia I, II, [η] ≈
0,80 e PETpc-btg processado, 0/100 wt %, [η] ≈ 0,60 dL g-1 que são separados pela PC3.
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
82
Analisando ainda a PC2, vemos que ela é capaz de separar as resinas de PETv-btg, de
acordo com a origem do fabricante. Neste estudo, os 3 grupos de PETv estudados foram
separados: Braskem, Rhodia e Eastman. Relacionado a isso, vimos também que todas as
resinas que nunca foram submetidas a um processo industrial por extrusão ou moldagem
por injeção e sopro, como é o caso neste trabalho do PETv-btg Braskem, Rhodia e
Eastman, são separados em um único quadrante, Figura 34a-b. Portanto, além de
podermos diferenciar o PET entre virgem ou reciclado, podemos afirmar se o polímero
analisado já foi ou não, submetido a algum processo industrial.
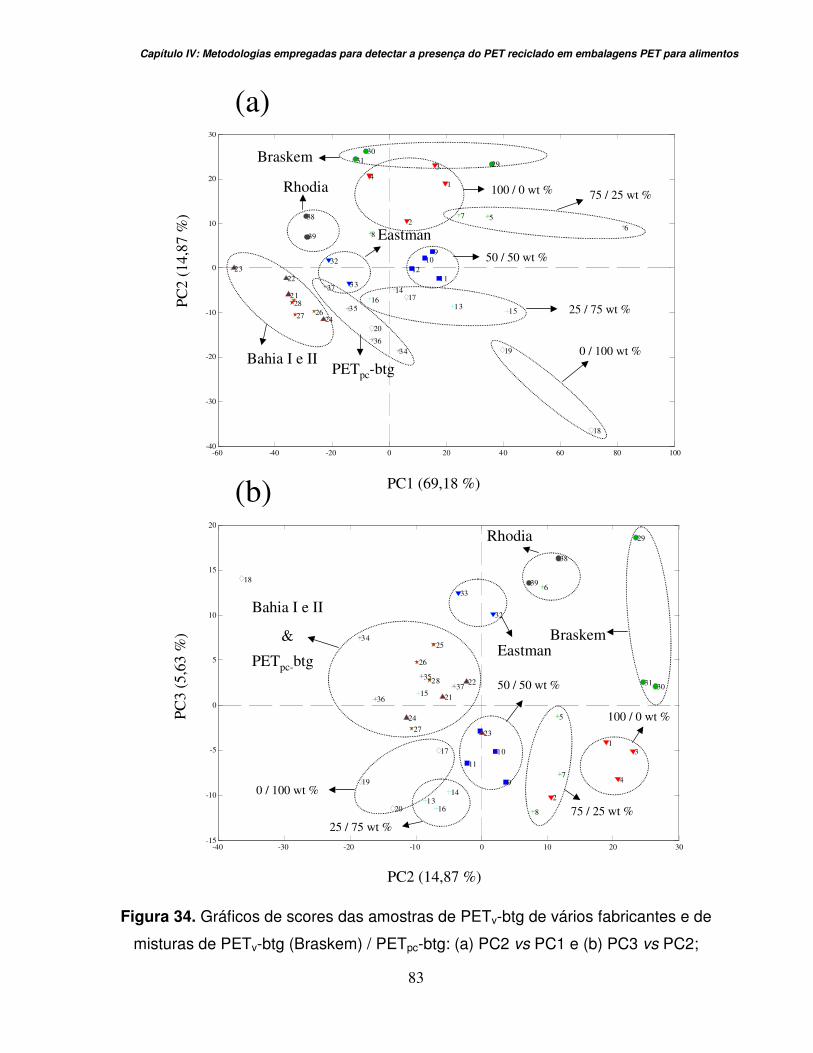
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
83
PC2 (14,87 %)
-40 -30 -20 -10 0 10 20 30-15
-10
-5
0
5
10
15
20
1
2
3
4
5
6
7
8
9
10
11
13 14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30 31
32
33
34
35
36
37
38
39
PC
3 (
5,6
3 %
)
Bahia I e II
&
Rhodia
EastmanBraskem
100 / 0 wt %
PETpc-btg
75 / 25 wt %
50 / 50 wt %
25 / 75 wt %
0 / 100 wt %
-60 -40 -20 0 20 40 60 80 100-40
-30
-20
-10
0
10
20
30
1
2
3
4
5
6
7
8
9 10
11
12
13
14
15
16 17
18
19
20
21
22
23
24 26 27
28
29
30
31
32
33
34
35
36
37
38
39
PC1 (69,18 %)
PC
2 (
14
,87
%)
Bahia I e II
Rhodia
Eastman
Braskem
100 / 0 wt %
PETpc-btg
75 / 25 wt %
50 / 50 wt %
25 / 75 wt %
0 / 100 wt %
(a)
(b)
Figura 34. Gráficos de scores das amostras de PETv-btg de vários fabricantes e de
misturas de PETv-btg (Braskem) / PETpc-btg: (a) PC2 vs PC1 e (b) PC3 vs PC2;
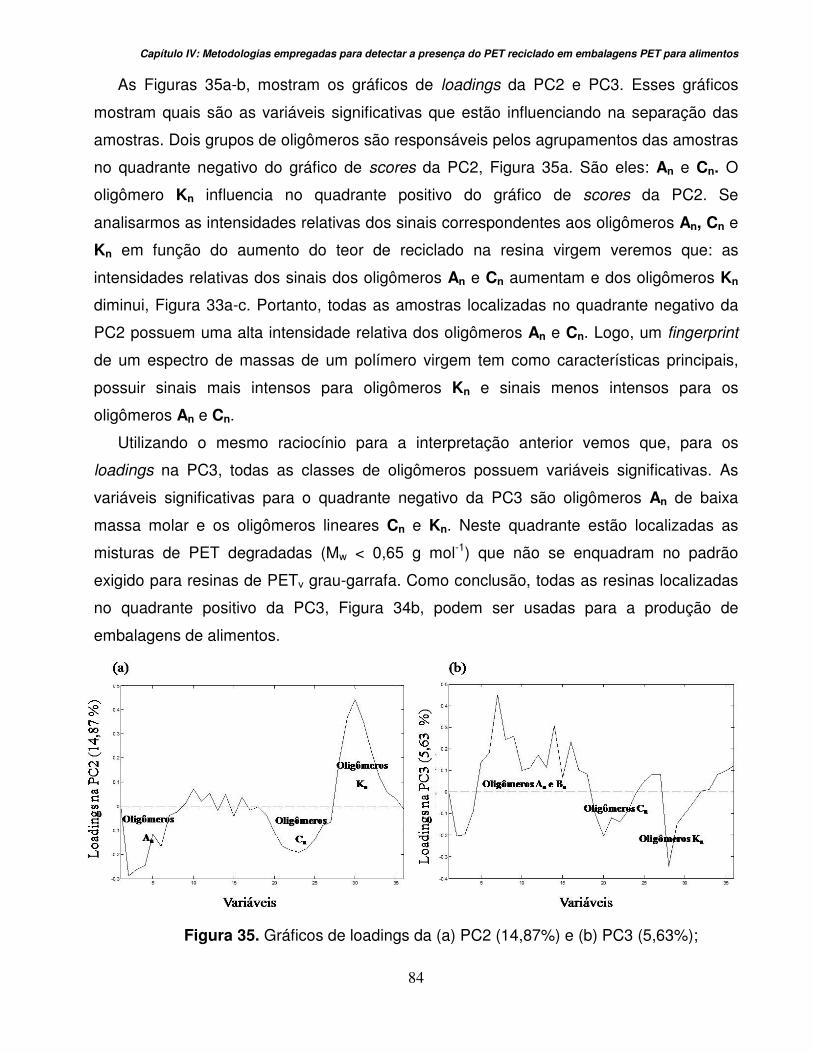
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
84
As Figuras 35a-b, mostram os gráficos de loadings da PC2 e PC3. Esses gráficos
mostram quais são as variáveis significativas que estão influenciando na separação das
amostras. Dois grupos de oligômeros são responsáveis pelos agrupamentos das amostras
no quadrante negativo do gráfico de scores da PC2, Figura 35a. São eles: An e Cn. O
oligômero Kn influencia no quadrante positivo do gráfico de scores da PC2. Se
analisarmos as intensidades relativas dos sinais correspondentes aos oligômeros An, Cn e
Kn em função do aumento do teor de reciclado na resina virgem veremos que: as
intensidades relativas dos sinais dos oligômeros An e Cn aumentam e dos oligômeros Kn
diminui, Figura 33a-c. Portanto, todas as amostras localizadas no quadrante negativo da
PC2 possuem uma alta intensidade relativa dos oligômeros An e Cn. Logo, um fingerprint
de um espectro de massas de um polímero virgem tem como características principais,
possuir sinais mais intensos para oligômeros Kn e sinais menos intensos para os
oligômeros An e Cn.
Utilizando o mesmo raciocínio para a interpretação anterior vemos que, para os
loadings na PC3, todas as classes de oligômeros possuem variáveis significativas. As
variáveis significativas para o quadrante negativo da PC3 são oligômeros An de baixa
massa molar e os oligômeros lineares Cn e Kn. Neste quadrante estão localizadas as
misturas de PET degradadas (Mw < 0,65 g mol-1) que não se enquadram no padrão
exigido para resinas de PETv grau-garrafa. Como conclusão, todas as resinas localizadas
no quadrante positivo da PC3, Figura 34b, podem ser usadas para a produção de
embalagens de alimentos.
Figura 35. Gráficos de loadings da (a) PC2 (14,87%) e (b) PC3 (5,63%);
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
85
Foi construído um modelo de calibração multivariada a partir das amostras
processadas em nosso laboratório (amostras 1–20). Quatro variáveis latentes foram
utilizadas, onde juntas correspondem a 93,3 % da variância. A partir deste modelo, o teor
de PETpc-btg na resina de PETv-btg, (todas as amostram possuem [ηηηη] ≈ 0,80) foi
calculado. Os valores são mostrados na Tabela 10. Pode-se observar que o modelo não
consegue prever o valor exato do percentual de PETpc-btg na resina de PETv-btg,
entretanto, ele consegue distinguir entre uma resina virgem e uma resina de PETpc-btg,
independente do tipo de fabricante. Todas as resinas de PETv-btg possuem valores
negativos ou próximos de zero. Para as resinas de PETpc-btg, os valores são todos
positivos.
Para as resinas de PET-btg Bahia, o nosso modelo prevê valores similares com as
resinas de PETpc-btg. Isso se deve ao fato de seu espectro de massas possuir um
fingerprint característico. Portanto, é possível identificar a presença de PETpc-btg na resina
de PETv-btg, desde que esta análise seja feita, antes do material ser submetido ao
processo de injeção e sopro, pois como vimos nos gráficos de scores, as resinas de
PETpc-btg e Bahia I e II, praticamente estão em um mesmo grupo.
O erro de precisão observado nos valores apresentado está diretamente relacionado
com as amostras utilizadas para a realização da construção do modelo de calibração. Elas
possuem [ηηηη] diferentes das resinas de PETv-btg e PETpc-btg, que se deseja analisar.
Portanto, para uma correta validação dos resultados, seria necessário construir um
modelo a partir de resinas misturas de PETv-btg/ PETpc-btg que foram processadas em um
extrusora industrial e, posteriormente, submetidas a um processo de pós-condensação ou
super-clean®.

Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
86
Tabela 10. Previsão do percentual de reciclado em amostras de PET-btg industriais
utilizando os resultados obtidos pelas medidas de MALDI-TOF / PCA.
Classe Amostra Teor real (wt % PETpc) Teor previsto (wt % PETpc)
Bahia I
21 100 30
22 100 20
23 100 16
24 100 40
Bahia II
25 100 27
26 100 35
27 100 40
28 100 33
Braskem
29 0 -67
30 0 -62
31 0 -54
Eastman
32 0 0
33 0 12
PETpc
34 100 45
35 100 28
36 100 42
37 100 17
Rhodia
38 0 -20
39 0 -10
IV.3.4. Fluorescência de Raios-X (XRF).
A Figura 36a mostra o espectro de ED-XRF na região de 0 a 30 keV. Os picos
característicos dos espalhamentos de raios-X: Compton kα (19,20 keV) e kβ (21,56 keV); e
Rayleigh kα (20,16 keV) e kβ (22,74 keV) são facilmente observados. Para amostras com
valores de número atômico superior a 20 (Z > 20), a radiação é muito pouco espalhada,
sendo este fenômeno imperceptível [77]. Quando a matriz da amostra é leve (caso de
amostras orgânicas, cujos elementos carbono, hidrogênio e oxigênio constituem a maior
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
87
parte de sua composição), o meio passa a interagir de forma diferenciada com a radiação
incidente, ocorrendo um significativo aumento da intensidade do espalhamento da fonte
primária de raios-X. Além do Ródio (Rh), são observados linhas kα para: S (2,28 keV), Cl
(2,62 keV), Mn (5,82 keV), Fe (6,32 keV), Cu (7,94 keV) e Sb (26,28 keV). Dentre esses
elementos inorgânicos, podemos destacar o Mn e o Sb, como catalisadores destinados à
produção da resina polimérica [2,35]. Os demais metais inorgânicos e os contra-íons são
derivados de impurezas no processo de síntese do monômero ou vestígios metálicos
liberados por alguns reatores durante a síntese do polímero.
Quando comparamos os catalisadores presentes na resina de PETv-btg e PETpc-btg,
vemos claramente que as amostras são oriundas de fabricantes diferentes. A síntese do
PETv Braskem foi realizada utilizando os catalisadores Mn e Sb. Já a resina do PETpc
(onde não conhecemos o fabricante) foi sintetizada utilizando apenas Sb. Essa
observação fica mais evidente quando o percentual de PETpc em relação ao PETv
Braskem aumenta, Figura 36a, cuja linha kα do Mn diminui até desaparecer. Uma outra
observação bastante curiosa, é que, à medida que o teor da resina PETpc aumenta, um
aumento na concentração do Fe também foi observada. Portanto, não podemos descartar
a possibilidade da ocorrência de contaminação das amostras durante o processo de
limpeza do equipamento (realizado no intervalo de cada mistura) ou da migração por atrito
do Fe presente no equipamento para a resina polimérica. Caso esta segunda justificativa
seja relevante, toda vez que uma resina for reciclada deveríamos esperar um produto final
com uma concentração de Fe superior ao de uma resina virgem.
A Figura 36b mostra uma ampliação na região de 5 a 7 keV do espectro de ED-XRF.
Nesta Figura, comparamos as linhas kα do Mn e Fe de todos os principais fabricantes de
PET do Brasil, incluindo a resina reciclada obtida pela Bahia PET (Bahia I e II) e as
misturas de PETv-btg Braskem / PETpc-btg processada, (0/100) wt %. Podemos observar
que ambas as resinas recicladas apresentam uma maior concentração de Fe quando
comparado com todas as resinas de PETv comercial. Portanto, o Fe é um contaminante
intrínseco ao processo de reciclagem secundária do PET.
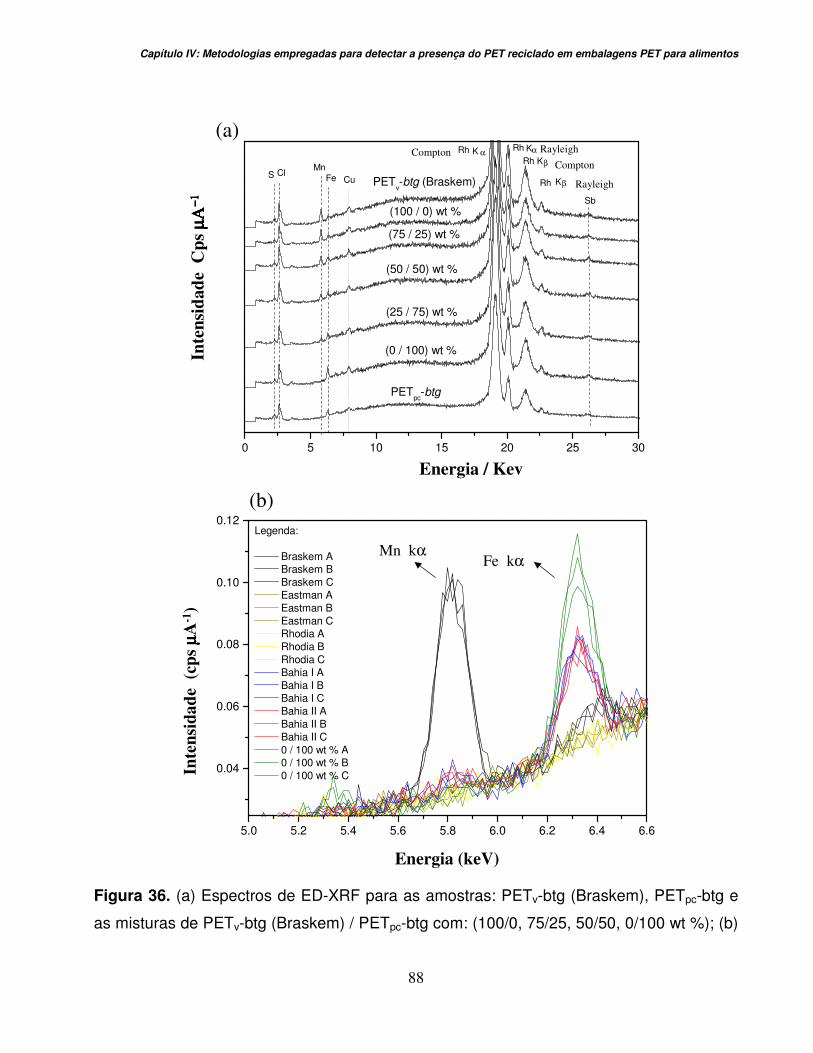
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
88
5.0 5.2 5.4 5.6 5.8 6.0 6.2 6.4 6.6
0.04
0.06
0.08
0.10
0.12
Legenda:
Braskem A Braskem B Braskem C Eastman A Eastman B Eastman C Rhodia A Rhodia B Rhodia C Bahia I A Bahia I B Bahia I C Bahia II A Bahia II B Bahia II C 0 / 100 wt % A 0 / 100 wt % B 0 / 100 wt % C
Fe kαMn kα
Energia (keV)
Inte
nsi
da
de
(cp
sµµ µµ
A-1
)
(b)
Energia / Kev
Inte
nsi
dad
e C
ps
µΑ
µΑ
µΑ
µΑ
−− −−11 11
RayleighCompton
Rayleigh
Compton
0 5 10 15 20 25 30
KRh αKRh
βRh K
Kβ
α
Rh
PETpc
-btg
(0 / 100) wt %
(25 / 75) wt %
(50 / 50) wt %
(75 / 25) wt %
(100 / 0) wt %
PETv-btg (Braskem)
S ClCuFe
Sb
Mn
(a)
Figura 36. (a) Espectros de ED-XRF para as amostras: PETv-btg (Braskem), PETpc-btg e
as misturas de PETv-btg (Braskem) / PETpc-btg com: (100/0, 75/25, 50/50, 0/100 wt %); (b)
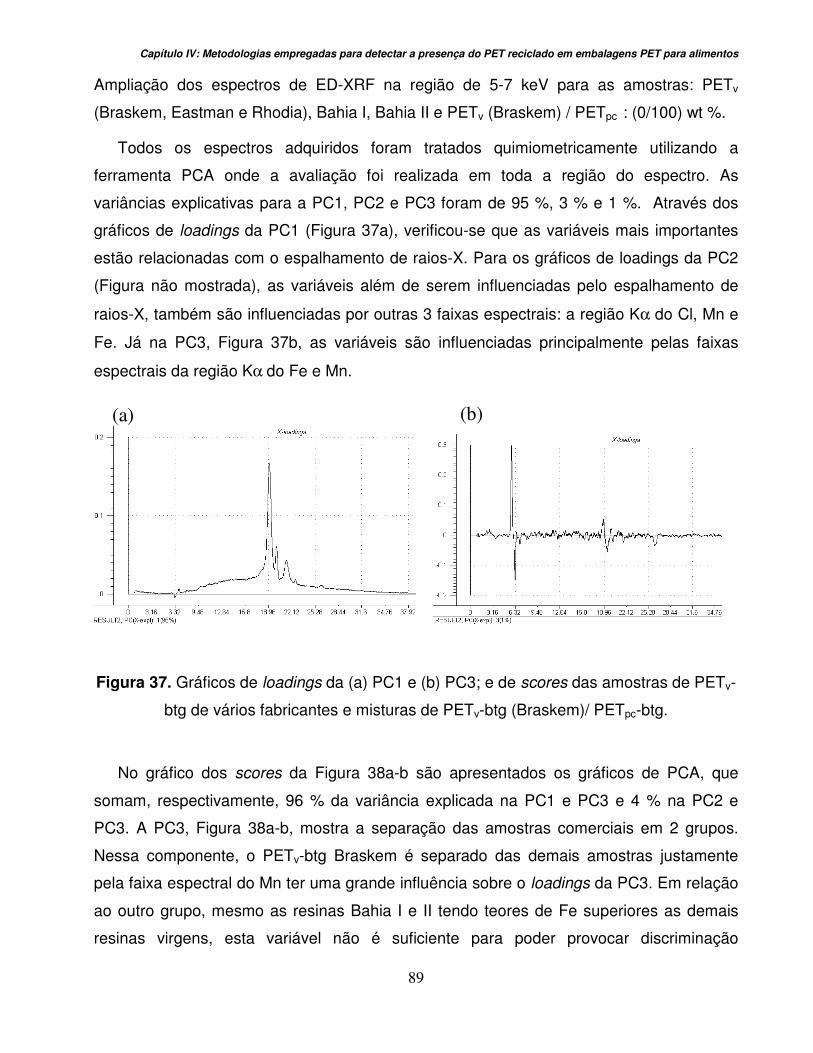
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
89
(a) (b)
Ampliação dos espectros de ED-XRF na região de 5-7 keV para as amostras: PETv
(Braskem, Eastman e Rhodia), Bahia I, Bahia II e PETv (Braskem) / PETpc : (0/100) wt %.
Todos os espectros adquiridos foram tratados quimiometricamente utilizando a
ferramenta PCA onde a avaliação foi realizada em toda a região do espectro. As
variâncias explicativas para a PC1, PC2 e PC3 foram de 95 %, 3 % e 1 %. Através dos
gráficos de loadings da PC1 (Figura 37a), verificou-se que as variáveis mais importantes
estão relacionadas com o espalhamento de raios-X. Para os gráficos de loadings da PC2
(Figura não mostrada), as variáveis além de serem influenciadas pelo espalhamento de
raios-X, também são influenciadas por outras 3 faixas espectrais: a região Kα do Cl, Mn e
Fe. Já na PC3, Figura 37b, as variáveis são influenciadas principalmente pelas faixas
espectrais da região Kα do Fe e Mn.
Figura 37. Gráficos de loadings da (a) PC1 e (b) PC3; e de scores das amostras de PETv-
btg de vários fabricantes e misturas de PETv-btg (Braskem)/ PETpc-btg.
No gráfico dos scores da Figura 38a-b são apresentados os gráficos de PCA, que
somam, respectivamente, 96 % da variância explicada na PC1 e PC3 e 4 % na PC2 e
PC3. A PC3, Figura 38a-b, mostra a separação das amostras comerciais em 2 grupos.
Nessa componente, o PETv-btg Braskem é separado das demais amostras justamente
pela faixa espectral do Mn ter uma grande influência sobre o loadings da PC3. Em relação
ao outro grupo, mesmo as resinas Bahia I e II tendo teores de Fe superiores as demais
resinas virgens, esta variável não é suficiente para poder provocar discriminação
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
90
desejada. Portanto, a resina reciclada pela Bahia PET apresenta um comportamento ideal,
quando relacionamos com os teores de elementos inorgânicos (catalisadores e
contaminantes) presentes na amostra. Uma outra conclusão que podemos ter é que as
resinas de PETpc-btg e reciclada da Bahia PET, origina-se a partir dos fabricantes Rhodia
ou Eastman, pelo fato de estarem agrupados (PC2 e PC3 ilustram essa conclusão).
Alguns trabalhos realizados por ED-XRF mostram que o espalhamento de raios-X pode
ser afetado quando alguma mudança química acontece na amostra [64]. Neste estudo a
PC1 consegue separar as amostras em 3 grupos, onde a separação entre eles se dá pela
variação da massa molar do polímero (valores de Mw mostrado na Tabela 6 e Tabela 7).
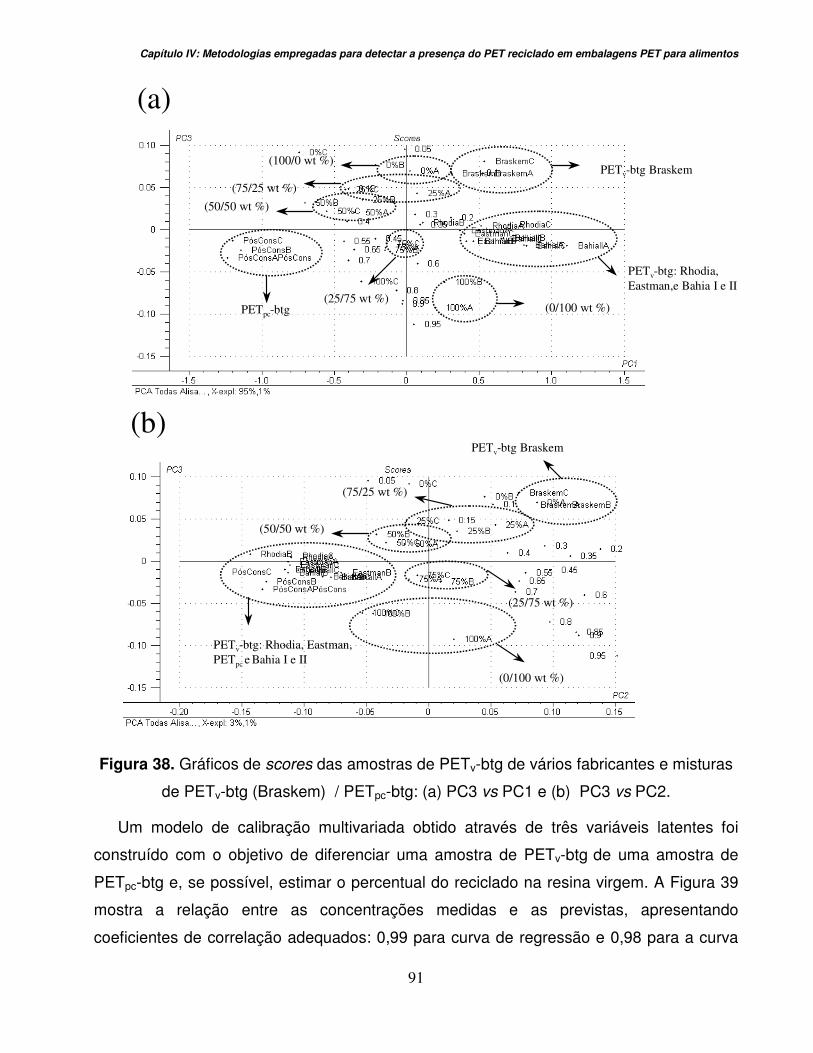
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
91
(a)
(b)
(100/0 wt %)
(75/25 wt %)
(50/50 wt %)
(0/100 wt %)(25/75 wt %)
PETpc-btg
PETv-btg Braskem
PETv-btg: Rhodia,
Eastman,e Bahia I e II
PETv-btg: Rhodia, Eastman,
PETpc e Bahia I e II
(0/100 wt %)
(50/50 wt %)
(75/25 wt %)
(25/75 wt %)
PETv-btg Braskem
Figura 38. Gráficos de scores das amostras de PETv-btg de vários fabricantes e misturas
de PETv-btg (Braskem) / PETpc-btg: (a) PC3 vs PC1 e (b) PC3 vs PC2.
Um modelo de calibração multivariada obtido através de três variáveis latentes foi
construído com o objetivo de diferenciar uma amostra de PETv-btg de uma amostra de
PETpc-btg e, se possível, estimar o percentual do reciclado na resina virgem. A Figura 39
mostra a relação entre as concentrações medidas e as previstas, apresentando
coeficientes de correlação adequados: 0,99 para curva de regressão e 0,98 para a curva
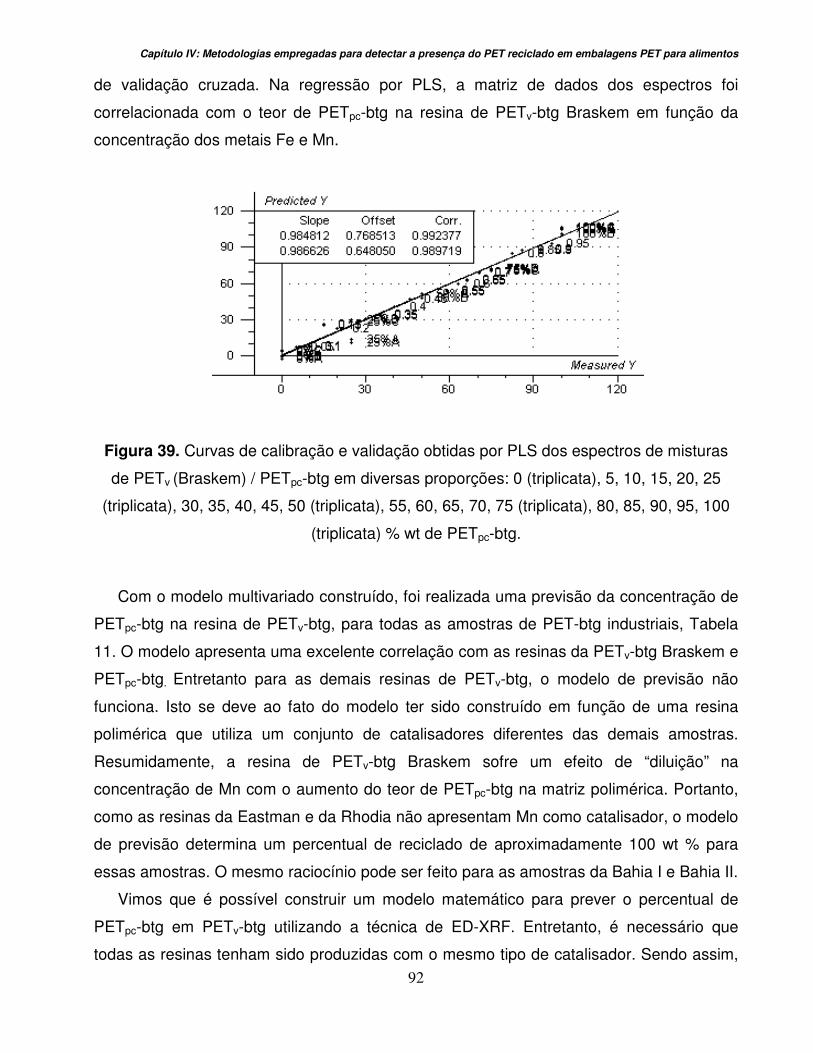
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
92
de validação cruzada. Na regressão por PLS, a matriz de dados dos espectros foi
correlacionada com o teor de PETpc-btg na resina de PETv-btg Braskem em função da
concentração dos metais Fe e Mn.
Figura 39. Curvas de calibração e validação obtidas por PLS dos espectros de misturas
de PETv (Braskem) / PETpc-btg em diversas proporções: 0 (triplicata), 5, 10, 15, 20, 25
(triplicata), 30, 35, 40, 45, 50 (triplicata), 55, 60, 65, 70, 75 (triplicata), 80, 85, 90, 95, 100
(triplicata) % wt de PETpc-btg.
Com o modelo multivariado construído, foi realizada uma previsão da concentração de
PETpc-btg na resina de PETv-btg, para todas as amostras de PET-btg industriais, Tabela
11. O modelo apresenta uma excelente correlação com as resinas da PETv-btg Braskem e
PETpc-btg. Entretanto para as demais resinas de PETv-btg, o modelo de previsão não
funciona. Isto se deve ao fato do modelo ter sido construído em função de uma resina
polimérica que utiliza um conjunto de catalisadores diferentes das demais amostras.
Resumidamente, a resina de PETv-btg Braskem sofre um efeito de “diluição” na
concentração de Mn com o aumento do teor de PETpc-btg na matriz polimérica. Portanto,
como as resinas da Eastman e da Rhodia não apresentam Mn como catalisador, o modelo
de previsão determina um percentual de reciclado de aproximadamente 100 wt % para
essas amostras. O mesmo raciocínio pode ser feito para as amostras da Bahia I e Bahia II.
Vimos que é possível construir um modelo matemático para prever o percentual de
PETpc-btg em PETv-btg utilizando a técnica de ED-XRF. Entretanto, é necessário que
todas as resinas tenham sido produzidas com o mesmo tipo de catalisador. Sendo assim,
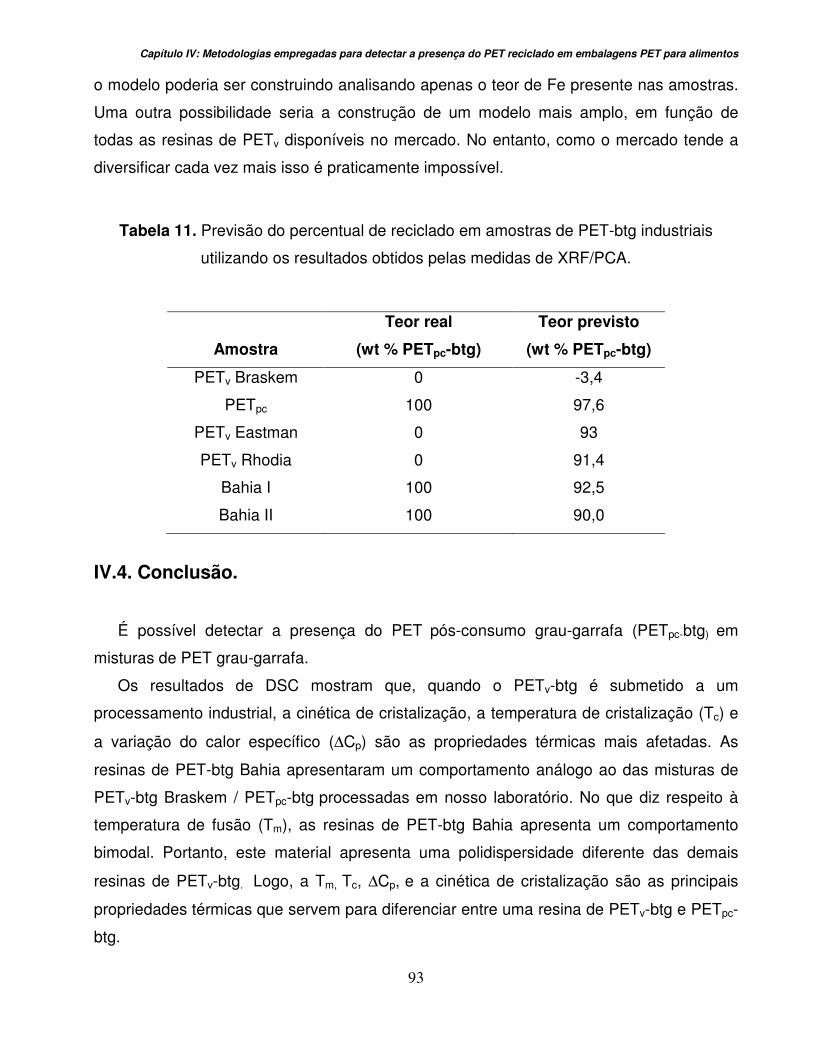
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
93
o modelo poderia ser construindo analisando apenas o teor de Fe presente nas amostras.
Uma outra possibilidade seria a construção de um modelo mais amplo, em função de
todas as resinas de PETv disponíveis no mercado. No entanto, como o mercado tende a
diversificar cada vez mais isso é praticamente impossível.
Tabela 11. Previsão do percentual de reciclado em amostras de PET-btg industriais
utilizando os resultados obtidos pelas medidas de XRF/PCA.
Amostra
Teor real
(wt % PETpc-btg)
Teor previsto
(wt % PETpc-btg)
PETv Braskem 0 -3,4
PETpc 100 97,6
PETv Eastman 0 93
PETv Rhodia 0 91,4
Bahia I 100 92,5
Bahia II 100 90,0
IV.4. Conclusão.
É possível detectar a presença do PET pós-consumo grau-garrafa (PETpc-btg) em
misturas de PET grau-garrafa.
Os resultados de DSC mostram que, quando o PETv-btg é submetido a um
processamento industrial, a cinética de cristalização, a temperatura de cristalização (Tc) e
a variação do calor específico (∆Cp) são as propriedades térmicas mais afetadas. As
resinas de PET-btg Bahia apresentaram um comportamento análogo ao das misturas de
PETv-btg Braskem / PETpc-btg processadas em nosso laboratório. No que diz respeito à
temperatura de fusão (Tm), as resinas de PET-btg Bahia apresenta um comportamento
bimodal. Portanto, este material apresenta uma polidispersidade diferente das demais
resinas de PETv-btg. Logo, a Tm, Tc, ∆Cp, e a cinética de cristalização são as principais
propriedades térmicas que servem para diferenciar entre uma resina de PETv-btg e PETpc-
btg.
Capítulo IV: Metodologias empregadas para detectar a presença do PET reciclado em embalagens PET para alimentos
94
Utilizando a técnica de MALDI-TOF MS aliado ao PCA (Análise Componentes
Principais), foi possível distinguir as amostras em vários grupos. Esses grupos foram
separados em função de alterações químicas como: variações na viscosidade intrínseca
([ηηηη] ≈ 0,80 e [ηηηη] = 0,65-60); submetidas e não submetidas a algum processo industrial; wt
% de PETpc-btg em PETv-btg Braskem; e variação no processo de síntese do polímero
(fabricante). A partir desses resultados foi possível construir um modelo de calibração,
onde ele consegue, perfeitamente, distinguir entre uma amostra de PETv-btg e uma
amostra de PETpc-btg. Entretanto, ele falha na previsão da porcentagem de PETpc-btg na
resina de PETv-btg. Isso se deve ao fato do modelo ser calibrado a partir de amostras de
PETv-btg Braskem / PETpc-btg processadas em nosso laboratório, onde o Mw delas é
diferente ao das demais resinas de PETv-btg. Portanto, um modelo ideal poderia ser
melhor elaborado se após a realização do processamento, a massa molar do polímero
fosse corrigida.
As medidas de XRF mostraram que alguns fabricantes utilizam mais de um catalisador
para o processo de síntese do PETv-btg, como é o caso da empresa Braskem, que utiliza
manganês (Mn) e antimônio (Sb). Portanto, o modelo de previsão funciona, perfeitamente
para prever a wt % PETpc nas resinas que foram utilizadas na construção dele, como é o
caso da mistura de PETv-btg Braskem e PETpc-btg. Entretanto, para as demais amostras,
o modelo não funciona. Isto é explicado pelo fato de desenvolvermos um modelo de
calibração baseado em uma resina que apresenta características distintas das demais,
como é o caso da Braskem.
Observamos também através do XRF, que o teor de Ferro presente no PET aumenta
em função do processo de reciclagem. Portanto, esta variável poderá ser utilizada, em
trabalhos futuros, para a construção de um modelo quimiométrico abrangendo uma maior
quantidade de variáveis.
Capítulo V: Conclusão Geral.
95
CAPÍTULO V:
CONCLUSÃO
GERAL

Capítulo V: Conclusão Geral.
97
V. Conclusão.
Estudamos os mecanismos de degradação termomecânico e termo-oxidativo do PETv
grau-garrafa (PETv-btg). Mostramos a formação de compostos de baixa massa molar,
como oligômeros cíclicos e oligômeros lineares di-ácidos. O co-monômero presente no
PET-btg, dietileno glicol (DEG), comportou-se como um “ponto fraco” na degradação
térmica do PET-btg, atuando como precursor para a variação de cor no PET-btg. A sua
degradação provoca a liberação de radicais hidroxilas na matriz polimérica, produzindo
espécies mono e di-hidroxiladas.
Após a compreensão do processo de degradação do PET, foi possível desenvolver
três metodologias para detectar a presença do PET pós-consumo grau-garrafa em
misturas de PET grau-garrafa. São elas: calorimetria exploratória diferencial (DSC),
espectrometria de massas (MALDI-TOF MS) e Fluorescência de raios-X (XRF).
Os resultados de DSC mostraram que, quando o PETv-btg é submetido a um
processamento industrial, a cinética de cristalização e a temperatura de cristalização (Tc),
a temperatura de fusão (Tm) e variação do calor específico (∆Cp) são as propriedades mais
afetadas. Essas propriedades podem ser exploradas para uma possível diferenciação
entre uma resina de PETv-btg e PETpc-btg.
Utilizando a técnica de MALDI-TOF MS aliado ao PCA (ferramenta quimiométrica), foi
possível distinguir as amostras em vários grupos. Esses grupos eram separados em
função de alterações químicas como: variações na viscosidade intrínseca ([ηηηη] ≈ 0,80 e [ηηηη]
= 0,65-60); submetidas e não submetidas a algum processo industrial; wt % de PETpc-btg
em PETv-btg Braskem; e variação no processo de síntese do polímero (fabricante). A partir
desses resultados foi possível construir um modelo de calibração, que consegue distinguir
entre uma amostra de PETv-btg e uma amostra de PETpc-btg. Entretanto, ele falha na
previsão da porcentagem de PETpc-btg na resina de PETv-btg. Portanto, um modelo ideal
poderia ser melhor elaborado se após a realização do processamento, a massa molar do
polímero for corrigida.
As medidas de XRF mostraram que o modelo de previsão funciona para prever a wt %
PETpc nas resinas que foram utilizadas na construção dele, como é o caso das resinas de
PETv-btg Braskem e PETpc-btg. Entretanto, para as demais amostras, o modelo não
funciona. Isto é explicado pelo fato de desenvolvermos um modelo baseado em uma
Capítulo V: Conclusão Geral.
98
resina que apresenta características distintas das demais, como é o caso da Resina da
Braskem. Observamos também através do XRF, que o teor de Ferro presente no PET
aumenta em função do processo de reciclagem. Portanto, esta variável poderá ser
utilizada, em trabalhos futuros, para a construção de um modelo quimiométrico
abrangendo uma maior quantidade de variáveis.

Capítulo VI: Referências Bibliográficas
99
CAPÍTULO VI:
REFERÊNCIAS
BIBLIOGRÁFICAS
Capítulo VI: Referências Bibliográficas
101
VI. Referências Bibliográficas.
[1] Paul, D.; Goodman, I.; Kroschwitz, J. I. “Polyesters to Polypeptide Synthesis” – “Encyclopedia of Polymer Science and Engineering”, 2
nd Ed., v. 12, J.I. Kroschwitz Ed., John Wiley, New York,
1985.
[2] MacDonald, W. A. New advances in poly (ethylene terephthalate) polymerization and
degradation. Polym Int v. 51, p. 923, 2002.
[3]< http://www.abiplast.org.br >, acessado em setembro de 2008.
[4] < http://www.plastivida.org.br/ > , acessado em julho de 2008.
[5] Hendricksin, C.; Lave, L.; McMichael, F. Chemtech, v. 25, p. 56, 1995.
[6] < http:// www.cempre.org.br >, acessado em julho de 2008.
[7] Brognoli, R. Dossiê técnico, SENAI/RS, Junho, 2006.
[8] < http://indexet.gazetamercantil.com.br >, acessado em dezembro, 2008.
[9] Pacheco, E. B.; Hemais, C. A. Mercado para produtos reciclados à base de
PET/HDPE/Ionômero. Polím: Ciênc e Tecnol, v. 9 p. 59, 1999.
[10] < http://www.advancesincleanerproduction.net >, acessado em setembro de 2008.
[11] Regulamento técnico Mercosul: Embalagens descartáveis de Poli(tereftalato de etileno) – PET
– multicamada destinadas ao acondicionamento de bebidas não alcoólicas carbonatadas,
MERCOSUL/GMC/RES No 25/99.
[12] Regulamento técnico Mercosul: Embalagens de poli(tereftalato de etileno), (PET), pós-
consumo reciclado grau alimentício (PET-PCR grau alimentício) destinadas a entrar em contato com
alimentos. MERCOSUL/GMC/RES. No 30/07.
[13] Zamparolli, D.; Jorge, C. Revista Plástico Moderno: PET reciclado grau alimento promete
revolução, p. 33, julho, 2008.
[14] Begley, T. H. Methods and approaches used by FDA to evaluate the safety of food packaging
materials. Food Addit Contam, v. 14, p. 545, 1997.
[15] Konkol, L. “Contaminant Levels in Recycled PET Plastic”. PhD Thesis. Swinburne University of Technology, Australia, 2004.
[16] Partenheimer, W.; Graziano, D. J. Process of making aromatic poly carboxylic acids and
oxidation catalyst system. Patent US 5081290, 1992.

Capítulo VI: Referências Bibliográficas
102
[17] Pernicone, N.; Cerboni, M.; Prelazzi, G.; Pinna, F.; Faherazzi, G. An investigation on Pd/C
industrial catalysts for the purification of terephthalic acid. Catal Today, v. 44, p. 129, 1998.
[18] Awaja, F.; Pavel, D. Recycling of PET. Eur Polym J, v. 41, p. 1453, 2005.
[19] < http://www.gruppomg.com.br/home.asp >, acessado em julho de 2008.
[20] Samanta, K. D.; Ng, K. M. Synthesis of prepolymerization stage in polycondensation process.
AIChE J, v. 45, p. 1808, 1999.
[21] Yang, K. S.; An, K. H.; Choi, C. N.; Jin, S. R.; Kim, C. Y. Solubulity and esterification kinetics
of terephthalic acid in ethylene glycol III. The effects of functional groups. J Appl Polym Sci, v. 60,
p. 1033, 1996.
[22] Ravindranath, K.; Mashelkar, R. A. Modeling of poly(ethylene terephthalate) reactors: 4. A
continuous esterification process. Polym Eng Sci, v. 22, p. 610, 1998.
[23] Chegolya, A. S.; Shevchenko, V. V.; Mikhailov, G. D. J. The formation of poly(ethylene
terephthalate) in the presence of dicarboxylic acids. J Polym Sci: Part A Polym Chem, v. 17, p.
889, 1979.
[24] Kemkes, J.F. Poly(ethylene terephthalate). US Patent 3497473, 1970.
[25] Pang, K.; Kotek, R.; Tonelli, A. Review of conventional and novel polymerization processes of
polyesters. Prog Polym Sci, v. 31, p. 1009, 2006.
[26] Ravindranath, K.; Mashelkar, R. A. Polyethylene terephthalate-chemistry, thermodynamics and
transport properties. Chem Eng Sci, v. 41, p. 2197, 1986.
[27] Pó, R.; Occhiello, E.; Giannotta, G.; Pelosini, L.; Abis L. New Polymeric Materials for
Containers Manufacture based on PET / PEN copolyesters and Blends. Polym Adv Technol, v. 7, p.
365, 1996.
[28] Duh, B. Effect of antimony catalyst on solid-state polycondensation of poly(ethylene
erephthalate). Polymer, v. 43, p. 3147, 2002.
[29] Duh, B. Reaction kinetics for solid-state polymerization of poly(ethylene terephthalate). J. Appl Polym Sci, v. 81, p. 1748, 2001.
[30] Zhi-Lian, T.; Gao, Q.; Nan-Zun, H.; Sironi, C. Solid-state polycondensation of poly(ethylene
terephthalate): kinetics and mechanism. J Appl Polym Sci, v. 57, p. 473, 1995.
[31] Kim, H.; Gilbert, S. G.; Johnson, J. B. Determination of potential migrants from commercial
amber polyethylene terephthalate bottle wall. Pharm Res, v. 7, p. 176, 1990.
[32] Monteiro, M.; Nerin, C.; Reyes, F. G. R. Determination of UV stabilizers in PET bottles by
high performance-size exclusion chromatography. Food Addit Contam, v. 13, p. 575, 1996.
Capítulo VI: Referências Bibliográficas
103
[33] Coltro, L.; Buratin, A. E. P. Garrafas de PET para óleo comestível: avaliação da barreira à luz.
Polím: Ciênc e Tecnol, v. 14, p. 206, 2004.
[34] De Paoli, M-A. “Degradação e Estabilização de Polímeros”, p.: 2, 31-33 e 162, 2008, <
http://www.chemkeys.com >, acessado em julho de 2008.
[35] Shah, T. H.; Bhatty, J. I.; Gamlen, G. A. Aspects of the chemistry of poly(ethylene
terephthalate): 5. Polymerization of bis-(2-hydroxyethyl) terephthalate by various metallic catalysts. Polymer, v. 25, p. 1333, 1984.
[36] Karayannidis, G. P.; Roupakias, C. P.; Bikiaris, D. N. ; Achilias, D. S. Study of various
catalysts in the synthesis of poly(propylene terephthalate) and mathematical modeling of the
esterification reaction. Polymer, v. 44, p. 931, 2003.
[37] Thier-Grebe, R.; Rabe, M. Polyester with titanium dioxide catalyst C-94. Property Acordis,
October 1, 2000.
[38] Thiele, U. K. Quo vadis polyester catalyst. Chem Fibers Int, v. 54, p. 162, 2004.
[39] Finelli, L.; Lorenzetti, C.; Messori, M.; Sisti, L.; Vannini, M. Comparison between titanium
tetrabutoxide and a new commercial titanium dioxide based catalyst used for the synthesis of
poly(ethylene terephthalate). J Appl Polym Sci, v. 92, p. 1887, 2004.
[40] Synetix. World patent WO 9 928 033, 1999.
[41] Li, B.; Yu, J.; Lee, S.; Ree, M. Poly (ethylene terephthalate co-ethylene isophthalate)-
relationship between physical properties and chemical structures. Eur Polym J 35, p. 1607 (1999).
[42] Kint, D. P. R.; Ilarduya, A. M. D.; Munoz-Guerra, S. Poly (ethylene terephthalte) copolymers
containing 5-terc-butyl isophtha-terephthalate) units. J Polym Sci: Part A: Polym Chem, v. 39, p.
1994, 2001.
[43] McDowell, C. C.; Freeman, B. D.; McNeely, G. W.; Haider, M. I.; Hill, A. J. Synthesis,
physical characterization, and acetone sorption kinetics in random copolymers of poly(ethylene
terephthalate) and (ethylene 2,6-naphthalate). J Polym Sci: Part B Polym Phys, v. 36, p. 2981,
1998.
[44] Yu, T.; Bu, H.; Chen, J. The effect of units derived from diethylene glycol on crystallization
kinetic of poly (ethylene terephthalate). Makromol Chem, v. 187, p. 2697, 1986.
[45] Hergenrother, W. L. Influence of Copolymeric Poly (diethylene Glycol) Terephthalate on the
Thermal Stability of Poly (ethylene Terephthalate). J Polym Sci: Polym Chem Ed., v. 12, p. 875,
1974.
[46] Hartwig K. “Modeling and optimization of barrier properties for stretch blow molded bottles”.
In: Conference Proceedings, SPE. ANTEC, Atlanta, USA, 1998.
Capítulo VI: Referências Bibliográficas
104
[47] Polyakova, A.; Liu, R. Y. F.; Shiraldi, A.; Hiltner, A.; Baer, E. Oxygen-barrier properties of
copolymers based on ethylene terephthalate. J Polym Sci: Part. B Polym Phys, v. 39, p. 1889,
2001.
[48] Abraham, R. J.; Loftus, P. Proton and Carbon-13 RMN Spectroscopy, Heyden & Sons Ltd,
1978.
[49] Júnior, S. V. C. Técnicas de Caracterização de Polímeros. Editora Atliber Ltda. São Paulo, p.
52,165,214 e 232, 2004.
[50] Bandi, S.; Mehta, S.; Schiraldi, D. A. The mechanism of color generation in poly (ethylene
terephthalate)/polyamide blends. Polymer Degradation and Stability, v. 88, p. 341, 2005.
[51] Samperi, F.; Puglisi, C.; Alicata, R.; Montaudo, G. Thermal degradation of poly (ethylene
terephthalate) at the processing temperature. Polym Degrad Stab, v. 83, p. 3, 2004.
[52] Samperi, F.; Puglisi, C.; Alicata, R.; Montaudo, G.; Thermal degradation of poly (butylene
terephthalate) at the processing temperature. Polym Degrad Stab, v. 83, p. 11, 2004.
[53] Lucas, E. F; Soares, B. G.; Monteiro, E. Caracterização de Polímeros. Editora e-papers. Rio
de Janeiro, p. 125-129,146,169,191, 2001.
[54] Karas, M.; Bachmann, D.; Bahr, U.; Hillenkamp, F. Matrix-assisted ultraviolet laser desorption
of non-volatile compounds In: J Mass Spectrom Ion Processes, v. 78, p. 53, 1987.
[55] Karas, M.; Hillenkamp, F.; Laser desorption ionization of proteins with molecular masses
exceeding 10,000 daltons. Anal Chem, v. 60, p. 2299, 1988.
[56] Hoffmann, E.; Stroobant, V. “Mass Spectrometry Principles and Applications”. Third
edition, John Wiley & Sons Ltd. West Sussex, p. 33, 2007.
[57] Marques, L. A. Aplicação de Técnicas Avançadas de Espectrometria de Massas em Ciências de
Alimentos e Perfumaria. Dissertação de Mestrado, Universidade Estadual de Campinas,
Campinas, 2006.
[58] Karas, M.; Hillenkamp, F.H. “Ion Formation from Organic Solids IV” (ed. A.
Benninghoven), John Wiley & Sons, Inc., New York, 103, 1988.
[59] Spengler, B.; Cotter, R. J. Ultraviolet laser desorption/ionization mass spectrometry of proteins
above 100,000 daltons by pulsed ion extraction time-of-flight analysis. Anal Chem, v. 62, p. 793,
1990.
[60] Weidner, S.; Kühn, G.; Friedrich, J.; Schroder, H. Plasmaoxidative and chemical degradation of
poly(ethylene terephthalate) studied by matrix-assisted laser/desorption ionization mass
spectrometry. Rapid Commun Mass Spectrom, v. 10, p. 40, 1996.
Capítulo VI: Referências Bibliográficas
105
[61] Weidner, S.; Kühn, G.; Werthmann, B.; Schroeder, H.; Just, U.; Borowski, R. A new approach
of characterizing the hydrolytic degradation of poly (ethylene terephthalate) by MALDI-MS. J Polym Sci A Polym Chem, v. 35, p. 2183, 1997.
[62] Jenkins, R. X-Ray Fluorescence Spectrometry. 2.ed., New York: Wiley-Interscience, 1999.
[63] Skoog, D. A.; Holler, F. J.; Nienman, T. A. Príncipios de Análise Instrumental, 5 ed. Porto
Alegre: Bookman, 2002.
[64] Bortoleto, G. G. Desenvolvimento de métodos analíticos usando espectrometria de raios X e
quimiometria. Tese de Doutorado, Universidade Estadual de Campinas, Campinas, 2007.
[65] Compton, A. H. The corpuscular properties of light. Phy Rev Supplement, v. 1, p. 74, 1929.
[66] Ferreira, M. M. C.; Antunes, A. M.; Melgo, M. S.; Volpe, P. L. O. Quimiometria I: calibração
multivariada, um tutorial. Quím Nova, v. 22, p. 724, 1999.
[67] Hopke, P. K. The evolution of chemometrics. Analytica Chimica Acta, v. 500, p. 365, 2003.
[68] Geladi P. Chemometris in spectroscopy. Part 1. Classical chemometrics. Spectrochim Acta B,
v. 58, p. 767, 2003.
[69] Hopke, P. K. The evolution of chemometrics. Anal Chim Acta, v. 500, p. 365, 2003.
[70] Zucchi, O. L. A. D.; Moreira, S.; Salvador, M. J.; Santos, L. L. Multielement Analysis of Soft
Drinks by X-ray Fluorescence Spectrometry. J Agric Food Chem, v. 53, p. 7863, 2005.
[71] Pearson, K. On lines and planes of closest fit. Phylosoph Magaz. v. 2, p. 559, 1901.
[72] Wold, S.; Esbensen, K.; Geladi, P. Principal component analysis. Chemometrics and Intelligent Laboratory Systems, v. 2, p, 37, 1987.
[73] Silva, F. V.; Kamogawa, M. Y.; Ferreira, M. M. C.; Nóbrega, J. A.; Nogueira, A. R. A. A
discriminação geográfica de águas minerais do Estado de São Paulo através da análise exploratória.
Eclética Quím, v. 27, p. 91, 2002.
[74] Neto, B. B.; Scarminio, I. S.; Bruns, R. E. 25 anos de quimiometria no Brasil. Quím Nova, v.
29, p. 1401, 2006.
[75] Sanvido, G. B.; Haddad, R.; Neto, R. C. S.; Cosso, R. G.; Maldaner, A. O.; Maia, D. R. J.;
Eberlin, L. S.; Eberlin, M. N. EASI-MS Fingerprinting of Banknotes: Authenticity and Couterfeiting
Process. 1o Encontro Nacional de Química Forense, 2008.
[76] Luo, L. Chemometrics and its applications to x-ray spectrometry. X-Ray Spectrom, v. 35, p.
215, 2006.
[77] Alexandre, T. L. Espectrometria de Raios-X aliada à Quimiometria no Estudo de Vegetais.
Dissertação de Mestrado, Universidade Estadual de Campinas, Campinas, 2007.
Capítulo VI: Referências Bibliográficas
106
[78] Pereira, F. M. V. Potencialidades da espectroscopia de raios-X combinada à Quimiometria para
o controle de qualidade de tintas e produtos relacionados. Tese de Doutorado, Universidade Estadual de Campinas, Campinas, 2007.
[79] Garcia, J. S.; Sanvido, G. B.; Lalli, P. M.; Haddad, R.; Cosso, R. G.; Maia, D. R. J.; Zacca, J. J.;
Eberlin. M. N. Análise e Datação de tintas em documentos por EASI-MS. 1o Encontro Nacional de Química Forense, Ribeirão Preto, 2008.
[80] Geladi, P.; Kowalski, B. R. Partial least-squares regression: a tutorial. Anal Chim Acta, v. 185,
p. 1, 1986.
[81] Khemani, K. C. A novel approach for studying the thermal degradation, and for estimating the
rate of acetaldehyde generation by the chain scission mechanism in ethylene glycol based polyesters
and copolyesters. Polym Degrad Stab, 67, p. 91 (2000).
[82] Mancini, S. D.; Matos, I. G.; Almeida, R. F. Determinação da Variação da Viscosidade
Intrínseca do Poli (Tereftalato de Etileno) de Embalagens. Polím: Ciênc e Tecnol, v. 14, p. 69,
2004.
[83] Spinacé, M. A. – “Poli (tereftalato de etileno): reprocessamento por extrusão e metodologias de
caracterização”, Teste de Doutorado. Universidade Estadual de Campinas, Campinas, (2000).
[84] Spinace, M. A.; De Paoli, M-A. Characterization of poly (ethylene terephtalate) after multiple
processing cycles J Appl Polym Sci, v. 78, p. 20, 2001.
[85] Ciolacu, F. C. L.; Choudhury, N. R.; Dutta, N.; Voelcker, N. H. Investigation of the
Degradation and Discoloration of Poly(ethylene terephthalate). Macromolecules, v. 39, p. 7872,
2006.
[86] Edge, M.; Wiles, R.; Allen, N. S.; McDonald, W. A.; Mortlock, S. V. Characterisation of the
species responsible for wellwing in melt degraded aromatic polyesters-I: Yellowing of poly(ethylene
terephthalate). Polym Degrad Stab v. 53, p. 141, 1996.
[87] Lorusso, S.; Gramiccioni, L.; Marzio, S. Di; Milana, M. R.; Prospero, P. Di; Papetta, A.
Acetaldehyde migration from poly(ethylene terephthalate) (PET) containers. GC determination and
toxicological assessment. Annali di Chimica, v. 75, p. 403, 1985.
[88] Bryant, J. J. L.; Semlyen, J. A. Preparation and characterization of two series of cyclic
oligomers from solution ring-chain reactions of poly(ethylene terephthalate). Polymer, v. 38, p.
2475, 1997.
[89] Shukla, S. R.; Kulkarni, K. S. Estimation and characterization of polyesters oligomers. J. Appl Polym Sci, v. 74, p. 1987, 1999.
[90] Cimecioglu, A. L.; Zeronian, S. H.; Alger, K. W.; Collins, M. J. Properties of oligomers present
in poly (ethylene terephthalate). J Appl Polym Sci v. 32, p. 4719, 1986.
Capítulo VI: Referências Bibliográficas
107
[91] Holland, B. J.; Hay, J. N. Analysis of comonomer content and cyclic oligomers of poly
(ethylene terephthalate). Polymer, 43, p. 1797, 2002.
[92] Vermylen, V.; Lodefier, P.; DeVaux, J. Study of the thermal evolution of the cyclic-oligomer
formation in a cyclic-oligomer-free PET. J Polym Sci: Part A Polym Chem, 38, p. 416, 2000.
[93] Costley, C. T.; Dean, J. R.; Newton, I.; Carroll, J. Extraction of oligomers from poly(ethylene
terephthalate) by microwave assisted extraction. Anal Commun, v. 34, p. 89, 1997.
[94] Goodman, I.; Nesbitt, B. F. The structures and reversible polymerization of cyclic oligomers
from poly(ethylene terephthalate). Polymer, v. 1, p. 384, 1960.
[95] Hudgins, W. R.; Theurer, K.; Mariani, T. Separation of Poly (ethylene Terephthalate) oligomers
by high-performance liquid chromatography and thin-layer chromatography. J Appl Polym Sci: Appl Polym Symp, v. 34, p. 145, 1978.
[96] Begley, T. H.; Hollifield, H. C. Liquid Chromatographic determination of residual reactants and
reaction by-products in polyethylene terephthalate. J Assoc Off Anal Chem, v. 72, p. 468, 1989.
[97] Scheirs, J. “Polymer recycling, science, technology and application”, John Wiley, London,
1998.
[98] Romão, W.; Franco, M. F.; Corilo, Y. E.; Eberlin, M. N.; De Paoli, M-A – “Poly (ethylene
terephthalate) thermo-mechanical and thermo-oxidative degradation mechanisms”, in: The Polymer Processing Society 24th Annual Meeting, June 15-19, Salerno, 2008.
[99] Begley, T. H.; Hollifield, H. C. High-performance liquid chromatographic determination of
migrating poly (ethylene terephthalate) oligomers in corn oil. J Agric Food Chem, v. 38, p. 145,
1990.
[100] Hovenkamp, S. G.; Munting, J. P. Munting. Formation of Diethylene Glycol as a Side
Reaction during Production of Polyethylene Terephthalate J Polym Sci: Part A-1, v. 8, p. 679,
1970.
[101] Lecomte, H. A.; Liggat, J. J. Degradation mechanism of diethylene glycol units in a
terephthalate polymer. Polym Degrad Stab, v. 91, p. 681, 2006.
[102] Patkar, M.; Jabarin, S. A. Effect of Diethylene Glycol (DEG) on the Crstallization Behavior of
Poly(ethylene terephthalate) (PET). J Appl Polym Sci, v. 47, p. 1749, 1993.
[103] Ciolacu, C. F. L.; Choudhury, N. R.; Dutta, N. K. Colour formation in poly(ethylene
terephthalate) during melt processing. Polym Degrad Stab, v. 91, p. 875, 2006.
[104] Spinacé, M. A.; De Paoli, M-A. A Tecnologia da Reciclagem de Polímeros. Quim Nova, v.
28, p. 65, 2005.
Capítulo VI: Referências Bibliográficas
108
[105] Mancini, S. D.; Zanin, M. Influência de Meios Reacionais na Hidrólise de PET Pós-Consumo.
Polím: Ciênc e Tecnol, v. 12, p. 34, 2002.
[106] Torres, N.; Robin, J. J.; Boutevin, B. Study of thermal and mechanical properties of virgin and
recycled poly(ethylene terephthalate) before and after injection molding. Eur Polym J, v. 36, p.
2075, 2000.
[107] Dullo, V.; Pó, R.; Borrelli, R.; Guarini, A.; Santini, C. D. Angew Makromol Chem, v. 225, p.
109, 1995.
[108] Spinacé, M. A. S.; Lucato, M. U.; Ferrão, M. F.; Davanzo, C. U.; De Paoli, M-A.
Determination of intrisic viscosity of poly (ethylene terephthalate) using infrared spectroscopy and
multivariate calibration method. Talanta, v. 69, p. 643, 2006.
[109] Jayakannan, M; Ramakrishnan, S. Effect of branching on the crystallization kinetics of poly (ethylene terephthalate). J Appl Polym Sci, v. 74, p. 59, 1999.
[110] Kiliaris, P.; Papaspyrides, C. D.; Pfaendner, R. Reactive-Extrusion Route for the Closed-Loop
Recycling of Poly (ethylene terephthalate). J Appl Polym Sci, v. 104, p. 1671, 2007.
[111] American Society for Testing and Materials, ASTM D 4603: Standard Test Method for Determining Inherent Viscosity of Poly (Ethylene Terephthalate) (PET), Philadelphia, v.08.01,
1994.
[112] Berkowitz, S. A. Viscosity-molecular weight relationships for poly (ethylene terephthalate) in
hexafluoroisopropanol-pentafluorophenol using SEC-LALLS. J Appl Polym Sci, v. 29, p. 4353,
1984.
[113] Lottia, N.; Finelli, L.; Fiorini, M.; Righetti, M. C.; Munari, A. Synthesis and characterization
of poly(butylene terephthalate-co-diethylene terephthalate) copolyesters. Polymer, v. 41, p. 5297,
2000.
[114] Botelho, G.; Queirós, A.; Gijsman, P. Thermooxidative studies of poly (ether-esters) 1.
Copolymer of poly (buthylene terephthalate) and poly(ethylene oxide). Polym Degrad Stab, v. 67,
p. 13, 2000.
[115] Ma, Y.; Agarwal, U. S.; Sikkema, D. J.; Lemstra, P. J. Solid-state polymerization of PET:
influence of nitrogen sweep and high vacuum. Polymer, v. 44, p. 4085, 2003.
[116] Cui, X.; Yan, D. Preparation, characterization and crystalline transitions of odd-even
polyamides 11,12 and 11,10. Eur Polym J, v. 41, p. 863, 2005.
[117] Bouma, K.; Regelink, M.; Gaymans, R. J. Crystallization of Poly (ethyelene terephthalate)
modified with Codiols. J Appl Polym Sci, v. 90, p. 2676, 2001.

Capítulo VI: Referências Bibliográficas
109
[118] Karagiannidis, P. G.; Stergiou, A. C.; Karayannidis, G. P. Study of crystallinity and
thermomechanical analysis of annealed poly(ethylene terephthalate) films. Eur Polym J, v. 44, p.
1475, 2008.
[119] Ciolacu, F. C. L.; Choudhury, N. R.; Dutta, N.; Voelcker, N. H. Investigation of the
Degradation and Discoloration of Poly(ethylene terephthalate). Macromolecules, v. 39, p. 7872,
2006.