melhoria no controle de qualidade do processo de...
TRANSCRIPT
MELHORIA NO CONTROLE DE
QUALIDADE DO PROCESSO DE
FABRICAÇÃO DE CIMENTO
Flavio Cezarino Ruas (UNIFRAN)
Carlos do Amaral Razzino (UNIFRAN)
Renato Luvizoto Rodrigues de Souza (UNIFRAN)
Glauco Fabricio Bianchini (UNIFRAN)
Silvana Salomao (UNIFRAN)
A crescente disputa pelo domínio do mercado de cimento vem fazendo
com que as indústrias se empenhem cada vez mais em aumentar a sua
eficiência, tanto internamente (produtos e processos), quanto
externamente (atendimento a clientes, prestaçção de serviços e
assistência técnica). Três categorias representam as formas de se obter
vantagem competitiva neste mercado: liderança tecnológica em
produto e processo, aquisição primária de bens escassos e
desenvolvimento de custos ao comprador e troca de fornecedor. Neste
estudo foi observada a categoria liderança tecnológica em produto e
processo, pois houve a demonstração do controle da variabilidade
durante o processo de fabricação de cimento utilizando um
granulômetro a laser, bem como os seus benefícios para o controle de
qualidade on-line na fabricação de cimento. A tecnologia empregada
na granulometria a laser realmente se faz importante para o controle
da variabilidade do processo de produção de cimento, desde que bem
empregada e que se saiba utilizar o equipamento de forma adequada.
Palavras-chaves: fabricação de cimento, controle da variabilidade,
controle de qualidade on-line.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
A crescente disputa pelo domínio do mercado de cimento vem fazendo com que as indústrias
se empenhem cada vez mais em aumentar a sua eficiência, tanto internamente (produtos e
processos), quanto externamente (atendimento a clientes, prestação de serviços e assistência
técnica). Três categorias representam as formas de se obter vantagem competitiva neste
mercado: liderança tecnológica em produto e processo, aquisição primária de bens escassos e
desenvolvimento de custos ao comprador e troca de fornecedor (BORINI e ROSAS, 2005).
Neste estudo foi observada a categoria liderança tecnológica em produto e processo, pois
houve a demonstração do controle da variabilidade durante o processo de fabricação de
cimento utilizando um granulômetro a laser, bem como os seus benefícios para o controle de
qualidade on-line na fabricação de cimento.
A análise granulométrica é um dos principais índices de controle da qualidade do cimento
produzido (GOMIDES, 1996), que pode ser feita por meio de ensaios manuais de laboratório
de acordo com procedimentos específicos ou por meio do uso de um granulômetro a laser.
Os objetivos deste estudo foram analisar as causas de erros e diferenças na medição por meio
de um granulômetro a laser, aplicando a técnica de correlação; comparação dos resultados da
análise manual com as análises do granulômetro a laser; definição de uma fórmula de
correção por meio de uma reta de regressão para que os resultados indicados pelo
granulômetro a laser sejam próximos aos da análise manual. Após a eliminação desses
problemas, foi demonstrado um estudo para a redução do tempo de set-up de produção
utilizando resultados de finura e área específica Blaine obtidos pelo granulômetro a laser e
controle on-line de produção. Também foi demonstrada a melhoria na estabilidade do
processo de fabricação de cimento, com a possibilidade de estreitamento das faixas de limite
de controle. A garantia de um cimento produzido na finura adequada é o resultado de um
produto de alta qualidade.
Por fim, durante o controle do processo, o granulômetro a laser apontou mais de 3 horas antes
do resultado do laboratório que o cimento já estava na faixa de trabalho ideal, provando que a
representatividade da amostra do granulômetro é relativamente maior que a manual. Por meio
deste controle, qualquer distúrbio no processo que venha impactar na finura e área específica
Blaine do cimento pode ser percebido antes que seja feita a análise de laboratório,
possibilitando a tomada de ações corretivas antes que venha ser comprometida a qualidade do
produto final.
2. Revisão Teórica
O cimento é um material finamente moído, de propriedades adesivas e coesivas, sendo
chamado de aglomerante hidráulico, pois endurece quando misturado com água e ao mesmo
tempo é resistente a ela (RABELO, 1998). Ocorre uma transformação de um composto
instável (alta energia interna) para um estável (baixa energia interna), havendo, portanto
liberação de energia. O processo de fabricação de cimento é, segundo GOMIDES (1996), um
processo físico-químico de transformação de minerais, feito por meio da exploração das
matérias-primas de uma pedreira (Cálcio, Sílica, Alumina e Ferro), que são contidas em
determinadas proporções.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
Segundo Rawle e South (1997), as duas técnicas mais importantes que são amplamente
utilizadas na indústria de cimento para o controle de sua finura são a área específica Blaine e
o peneiramento.
A área específica Blaine é o método de permeabilidade padrão de determinação da superfície
específica do cimento. Foi desenvolvido na década de 40 por Rigden e Blaine. Sua
importância está em que a velocidade de pega ou a velocidade de hidratação do cimento é
controlada pela área específica. O valor do Blaine do cimento varia entre 2500 cm2/g para
cimentos Portland comuns e 5000 cm2/g para cimentos de altas resistências iniciais.
Peneiras, ou peneiramento, é o processo de separação de um material granular não coeso em
duas ou mais diferentes classes de tamanho de partículas, mediante uma ou mais superfícies
vazadas com aberturas de dimensões definidas (LUZ e CARVALHO, 2005). É uma técnica
muito antiga, mas têm a vantagem de ser barata e facilmente utilizável para grandes partículas
como as que são encontradas no processo de produção de cimento ou mineração (RAWLE e
SOUTH, 1997).
O Método de Difração a Laser está se tornando o padrão preferido nas fábricas de cimento,
pois pode ser usado para controle on-line da granulometria do produto. O método baseia-se no
fato de que o ângulo de difração do laser é inversamente proporcional ao tamanho da
partícula. Através da Difração a Laser podemos calcular a finura e o Blaine, muito mais
rápido do que em comparação com a análise manual.
Todo processo, por mais simples que seja sofre algum tipo de variação. Esta variação pode
acontecer por uma “causa comum” ou uma “causa especial”. As ferramentas e métodos
estatísticos são usados para definir problemas e situações a melhorar, medir para obter
informações e dados, analisar a informação, incorporar a melhoria e finalmente controlar os
processos a fim de se alcançar um ciclo de melhoria continua (TOLEDO, BALESTRASSI,
2003).
3. Método de Pesquisa
Para a realização desta pesquisa foi utilizado o método de Pesquisa-Ação que, de acordo com
Terence & Filho (2006), especificamente, nos estudos organizacionais apresenta-se como
processo contínuo de aprendizagem com participação coletiva e transformação
organizacional. Nesta pesquisa foi utilizada abordagem combinada: quantitativa e qualitativa
(TERENCE e FILHO, 2006). Quantitativa porque foram analisados resultados obtidos das
análises feitas pelos granulômetro a laser em comparação com resultados das análises
armazenadas no banco de dados da Fábrica de Cimento, e qualitativa porque haverá a
apresentação da descrição das análises dos dados através de tabelas e gráficos.
A técnica de coleta de dados desta pesquisa foi por meio da observação experimental de
resultados de análises de área específica Blaine e porcentagem de cimento retido na peneira
325 mesh. As análises foram feitas por meio da comparação dos resultados de ensaios
manuais do laboratório com análises do granulômetro a laser, ambas variáveis arquivadas em
banco de dados específico da empresa.
4. Pesquisa-Ação
4.1 Apresentação e descrição do Estudo
O estudo, do qual resultou este artigo, foi realizado em um fábrica de cimentos de grande
destaque nacional onde, notou-se, a possibilidade de melhoria na estabilidade do processo de
moagem em um moinho de Cimento Z1. Para que esta maior estabilidade ocorresse, foi
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
necessário o auxílio de um Granulômetro a Laser fabricado pela Malvern Instruments Inc.,
equipamento que analisa o retido na peneira 325 mesh e superfície específica Blaine, no
período de tempo de 10 em 10 segundos, adquirido e instalado no processo de fabricação de
cimento no ano de 2006 e que estava desativado por falta de conhecimento para sua
utilização.
O equipamento foi reativado e passou a funcionar com muita variabilidade das análises em
comparação com o laboratório. Como a variação e diferença entre resultados eram grandes, os
operadores de painel que controlam o moinho de cimento passaram a não confiar no
equipamento, e sim em uma análise laboratorial manual feita de 2 em 2 horas. A partir daí, foi
identificada uma oportunidade de melhoria na utilização do granulômetro a laser, porém eram
necessárias algumas ações, pois o equipamento não funcionava de forma estável.
Foram coletados os dados de resíduo retido na peneira 325 mesh e Blaine do granulômetro a
laser (também denominado PSA, sigla de Particle Size Analyser, ou Analisador do tamanho
de partículas) e concluído que os dados não eram confiáveis devido à grande variação e
instabilidade dos resultados. Alem disso, ocorria uma grande diferença nos resultados da
medição de peneira 325 mesh e Blaine por meio do granulômetro comparando com as
medições manuais de laboratório.
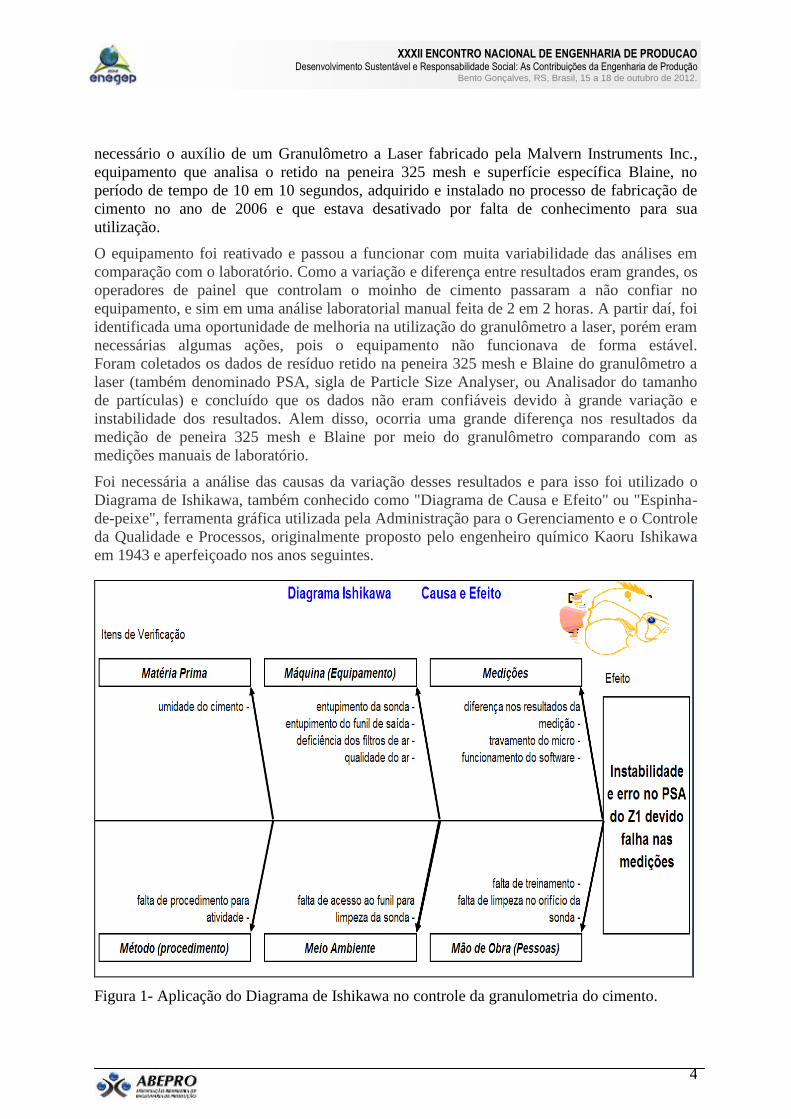
Foi necessária a análise das causas da variação desses resultados e para isso foi utilizado o
Diagrama de Ishikawa, também conhecido como "Diagrama de Causa e Efeito" ou "Espinha-
de-peixe", ferramenta gráfica utilizada pela Administração para o Gerenciamento e o Controle
da Qualidade e Processos, originalmente proposto pelo engenheiro químico Kaoru Ishikawa
em 1943 e aperfeiçoado nos anos seguintes.
Figura 1- Aplicação do Diagrama de Ishikawa no controle da granulometria do cimento.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
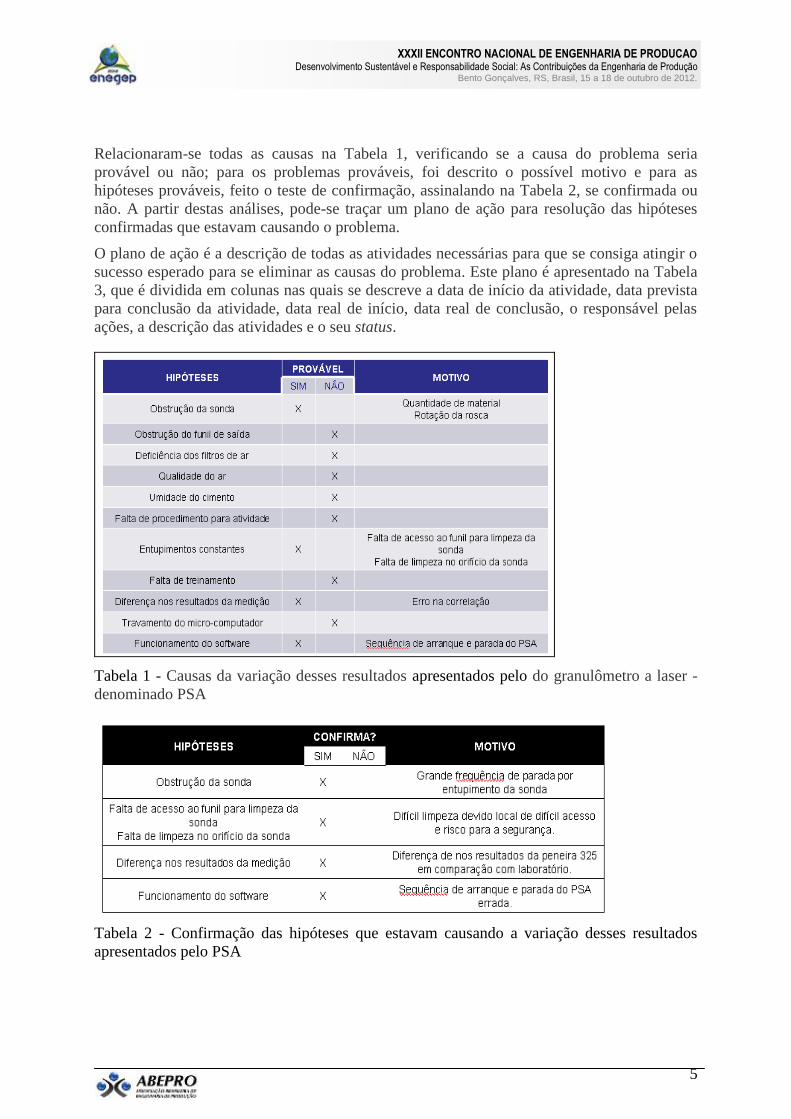
Relacionaram-se todas as causas na Tabela 1, verificando se a causa do problema seria
provável ou não; para os problemas prováveis, foi descrito o possível motivo e para as
hipóteses prováveis, feito o teste de confirmação, assinalando na Tabela 2, se confirmada ou
não. A partir destas análises, pode-se traçar um plano de ação para resolução das hipóteses
confirmadas que estavam causando o problema.
O plano de ação é a descrição de todas as atividades necessárias para que se consiga atingir o
sucesso esperado para se eliminar as causas do problema. Este plano é apresentado na Tabela
3, que é dividida em colunas nas quais se descreve a data de início da atividade, data prevista
para conclusão da atividade, data real de início, data real de conclusão, o responsável pelas
ações, a descrição das atividades e o seu status.
Tabela 1 - Causas da variação desses resultados apresentados pelo do granulômetro a laser -
denominado PSA
Tabela 2 - Confirmação das hipóteses que estavam causando a variação desses resultados
apresentados pelo PSA
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
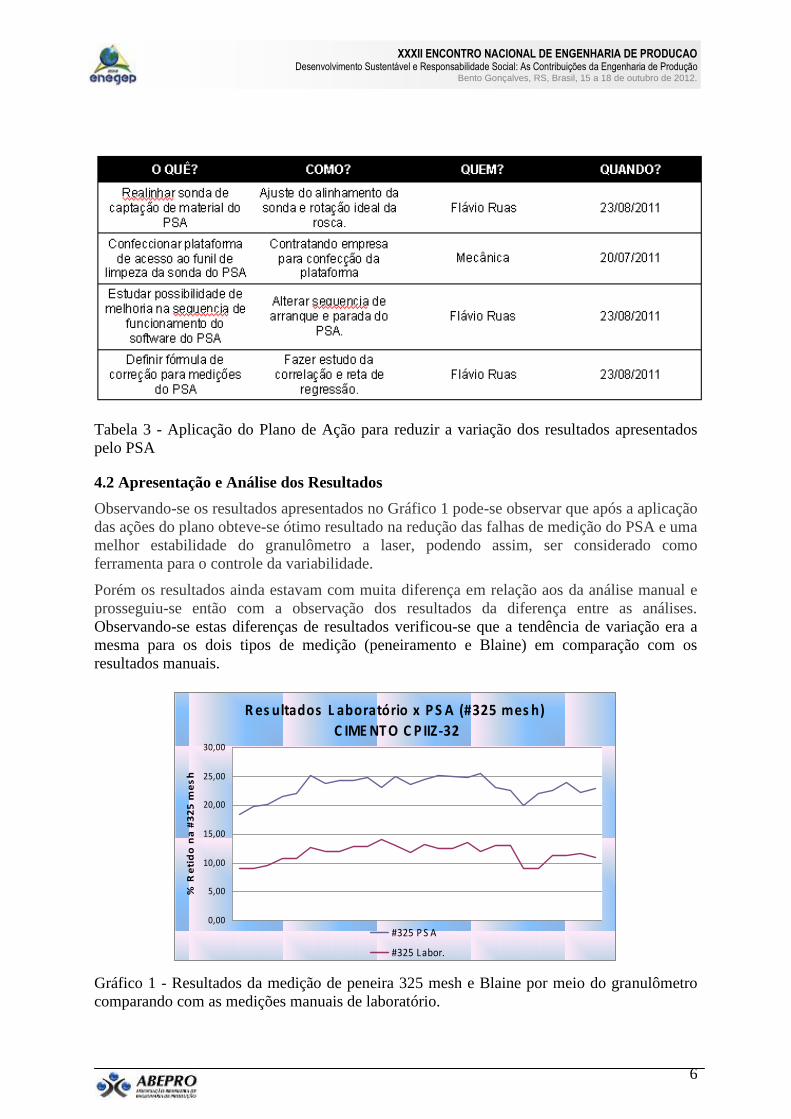
Tabela 3 - Aplicação do Plano de Ação para reduzir a variação dos resultados apresentados
pelo PSA
4.2 Apresentação e Análise dos Resultados
Observando-se os resultados apresentados no Gráfico 1 pode-se observar que após a aplicação
das ações do plano obteve-se ótimo resultado na redução das falhas de medição do PSA e uma
melhor estabilidade do granulômetro a laser, podendo assim, ser considerado como
ferramenta para o controle da variabilidade.
Porém os resultados ainda estavam com muita diferença em relação aos da análise manual e
prosseguiu-se então com a observação dos resultados da diferença entre as análises.
Observando-se estas diferenças de resultados verificou-se que a tendência de variação era a
mesma para os dois tipos de medição (peneiramento e Blaine) em comparação com os
resultados manuais.
R es ultados L aboratório x P S A (#325 mes h)
C IME NT O C P IIZ-32
0,00
5,00
10,00
15,00
20,00
25,00
30,00
% R
eti
do
na
#3
25
me
sh
#325 P S A
#325 Labor.
Gráfico 1 - Resultados da medição de peneira 325 mesh e Blaine por meio do granulômetro
comparando com as medições manuais de laboratório.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Segundo SOARES (apud MATOS, 2003), a análise de correlação/regressão e projetos de
experimentos pode ajudar a determinar as variáveis-chaves que influenciam no processo.
Diz-se que existe correlação entre duas ou mais variáveis quando as alterações sofridas por
uma delas são acompanhadas por modificações nas outras. Ou seja, no caso de duas variáveis
x e y os aumentos (ou diminuições) em x correspondem a aumentos (ou diminuições) em y. A
correlação revela se existe uma relação funcional entre uma variável e as restantes.
O Coeficiente de Correlação Linear indica o grau de intensidade da correlação entre duas
variáveis e, ainda, o sentido dessa correlação (positivo ou negativo). Os limites do coeficiente
de correlação estão entre -1 e 1.
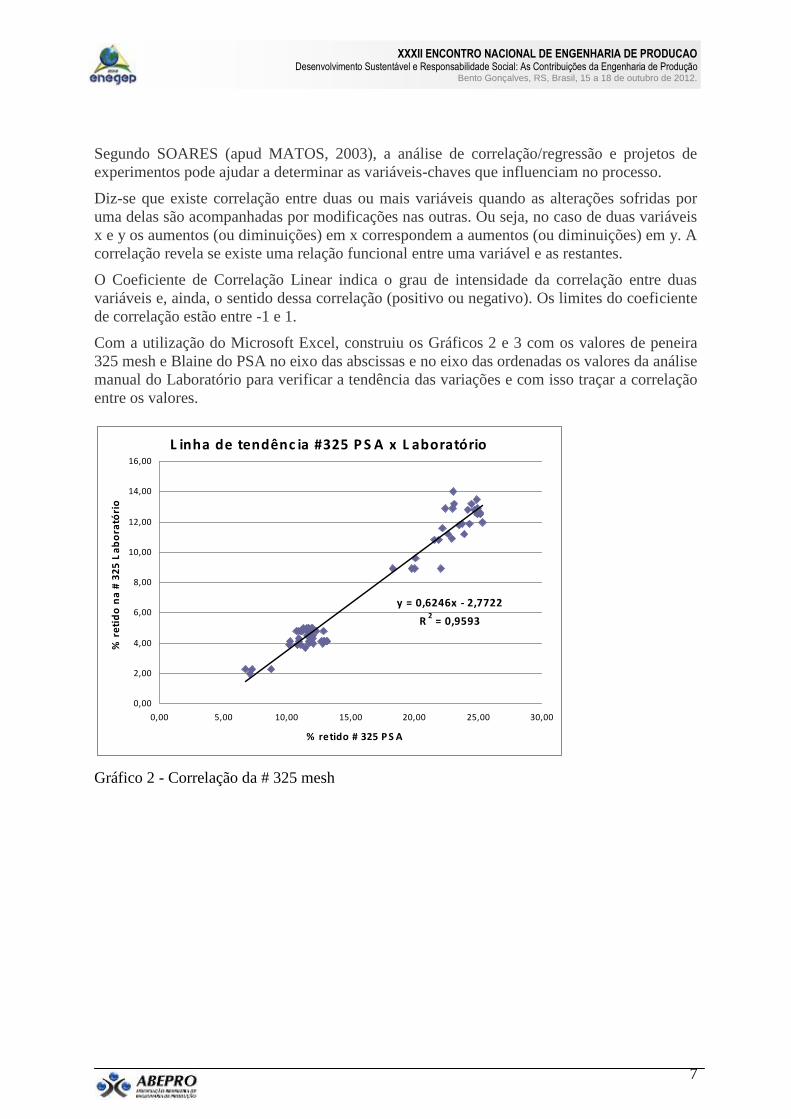
Com a utilização do Microsoft Excel, construiu os Gráficos 2 e 3 com os valores de peneira
325 mesh e Blaine do PSA no eixo das abscissas e no eixo das ordenadas os valores da análise
manual do Laboratório para verificar a tendência das variações e com isso traçar a correlação
entre os valores.
L inha de tendênc ia #325 P S A x L aboratório
y = 0,6246x - 2,7722
R2 = 0,9593
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
0,00 5,00 10,00 15,00 20,00 25,00 30,00
% retido # 325 P S A
% r
eti
do
na
# 3
25
La
bo
rató
rio
Gráfico 2 - Correlação da # 325 mesh
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
L inha de tendênc ia B laine P S A x L aboratório
y = 1,5995x + 827,16
R2 = 0,8282
2500
3000
3500
4000
4500
5000
1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400
B laine P S A
Bla
ine
La
bo
rató
rio
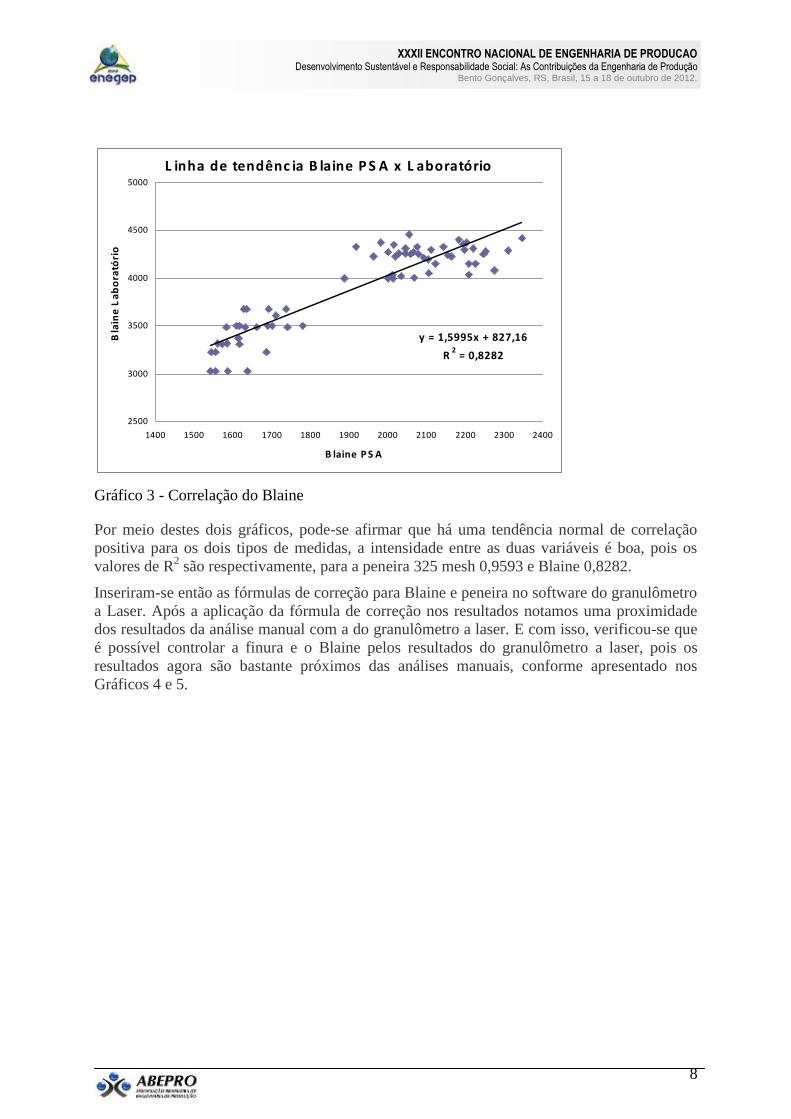
Gráfico 3 - Correlação do Blaine
Por meio destes dois gráficos, pode-se afirmar que há uma tendência normal de correlação
positiva para os dois tipos de medidas, a intensidade entre as duas variáveis é boa, pois os
valores de R2 são respectivamente, para a peneira 325 mesh 0,9593 e Blaine 0,8282.
Inseriram-se então as fórmulas de correção para Blaine e peneira no software do granulômetro
a Laser. Após a aplicação da fórmula de correção nos resultados notamos uma proximidade
dos resultados da análise manual com a do granulômetro a laser. E com isso, verificou-se que
é possível controlar a finura e o Blaine pelos resultados do granulômetro a laser, pois os
resultados agora são bastante próximos das análises manuais, conforme apresentado nos
Gráficos 4 e 5.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
R es ultados L aboratório x P S A (#325 mes h)
C IME NT O C P IIZ-32
0,00
5,00
10,00
15,00
20,00
25,00
30,00
% R
eti
do
na
#3
25
me
sh
#325 P S A
#325 Labor.
Gráfico 4 - Comparação de Resultados # 325 após aplicação da fórmula de correção.
R es ultados L aboratório x P S A (B laine)
C IME NT O C P IIZ-40
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
cm
2/g
B laine P S A
B laineLaborat.
Gráfico 5 - Comparação de Resultados do Blaine após aplicação da fórmula de correção.
4.2.1 Redução no tempo de SET-UP de produção
O moinho de cimento Z1 fabrica 3 tipos de cimento: CPII-Z-32, CPII-Z-40 e CPII-F-40. O
CPII-Z-32 é considerado um cimento comum, ou ensacado. É um cimento mais grosso, com
cerca de 8% retido na peneira 325 mesh. O cimento CPII-Z-40 e o CPII-F-40 são cimentos
especiais, vendidos para concreteiras. O controle de qualidade durante a produção destes dois
últimos tipos de cimento citados é feito por meio do Blaine, com objetivo de 4300 g/cm2 e
finura de 2 a 4% de retido na peneira 325 mesh. Com isso é necessário um controle mais
rigoroso durante o processo de mudança de tipo de cimento. A mudança de tipo de cimento é
feita da seguinte maneira: primeiro muda-se a receita de tipo de cimento, aguarda-se 45
minutos. Então é solicitado ao operador de laboratório coletar uma amostra para análise
manual para verificar se já se pode virar para o silo de cimento especial. O operador de
laboratório leva mais uns 15 minutos para informar o resultado da análise. Somando todo este
tempo dá um total de no mínimo 50 minutos de espera de resultado. Não se pode jogar um
Depois da aplicação da fórmula
de correção
Depois da aplicação da
fórmula de correção

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
cimento com finura de 8% num silo de cimento especial de 2 a 4% de finura, pois isto, iria
contaminar o silo.
O setup de produção, ou mudança de tipo de cimento, é feito sem parar o equipamento, pois a
produção ocorre 24 horas por dia. Assim, analisou-se a possibilidade de ganho em setup de
produção, utilizando os gráficos do granulômetro a laser.
O Gráfico 6, demonstra o comportamento dos resultados das análises de peneira e Blaine
durante a mudança de tipo de cimento CPII-Z-32 para CPII-Z-40.
Gráfico 6 - Mudança de Tipo de Cimento – CPII-Z-32 para CPII-Z-40.
Esta mudança foi feita dia 25/08/2011, exatamente às 00:36:10 hs. Neste momento, o
operador do moinho alterou a rotação do separador de 49% para 60% de rpm, com a
finalidade de afinar mais o cimento, tentando chegar no Blaine de 4300 g/cm2.
No procedimento de amostra manual, foi solicitado ao operador de laboratório uma amostra
para 01:00 hs. A amostra é armazenada em um homogeneizador automático. Como a amostra
está misturada com o cimento que estava sendo feito anteriormente, para análise de
laboratório, teve-se o resultado do Blaine de 3420 g/cm2, que está muito abaixo dos 4300
g/cm2 que é o objetivo. Solicitado então uma nova amostra que foi entregue às 02:00 hs, com
resultado de 3990 g/cm2, que ainda está abaixo do ideal. Feito então mais um ajuste na
rotação do separador às 02:22 hs, com o intuito de se atingir o valor ideal de Blaine. Mesmo
assim, a amostra das 03:00 hs ainda não demonstrou resultado satisfatório, porém mesmo
assim o operador do moinho de cimento virou para o silo de cimento especial. O laboratório
somente foi apresentar resultado ideal às 05:00 hs da manhã, com Blaine de 4240 g/cm2.
Entretanto, tomando-se por base os resultados do granulômetro a laser. À 01:24 hs, o
granulômetro a laser apresentou resultado de 4307 g/cm2 para o Blaine, indicando que neste
momento o cimento já estava na qualidade ideal.
5. Conclusão

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
A tecnologia empregada na granulometria a laser realmente se faz importante para o controle
da variabilidade do processo de produção de cimento, desde que bem empregada e que se
saiba utilizar o equipamento de forma adequada.
Após a aplicação da fórmula de correção de resultados obtida através da aplicação do
Coeficiente de Correlação Linear, obteve-se resultados de análises próximas aos habituais
ensaios manuais e redução significativa da variabilidade do processo de análise de peneira
325 e Blaine.
Outro item importante a ser considerado é que através deste controle, qualquer distúrbio no
processo que venha impactar na finura e Blaine do cimento pode ser percebido antes que seja
feita a análise de laboratório, possibilitando a tomada de ações corretivas antes que a
qualidade venha ser impactada e atinja o produto final.
Por fim, de acordo com o gráfico 17, o granulômetro a laser apontou mais de uma hora e meia
antes do resultado do laboratório que o cimento já estava na faixa de trabalho ideal, provando
que a representatividade da amostra do granulômetro é relativamente maior que a manual.
Considerando que o moinho de cimento produz 90 toneladas por hora de cimento, jogou-se
135 toneladas de cimento especial neste período de tempo em que o laboratório fazia as
análises no silo de cimento ensacado. Este cimento é vendido com preço mais baixo e com
isso há uma perda bastante significativa.
Referências
ALVES, P. H. B. F.; NEUMANN, C. S. R. & RIBEIRO, J. L. D. Etapas para implantação
de controle estatístico de processo: um estudo aplicado. (UFRGS). XXIII Encontro Nac. de
Eng. de Produção - Ouro Preto, MG, Brasil, 22 a 24 de out de 2003.
BORINI, F. Mendes & ROSAS, A. R. First Movers x Late Movers: As Estratégias de
Internacionalização e a Arquitetura de Competências das Multinacionais. (Universidade de
São Paulo). VIII SEMEAD - São Paulo, SP, 2005.
GOMIDES, W. M. Processo de fabricação de cimento. Mato Grosso: Cimento Itaú, 1996.
LUZ, J. A. M. & CARVALHO, S. C. Modelamento matemático de peneiramento vibratório
(Parte 1): dimensionamento clássico. Rem: Rev. Esc. Minas, Ouro Preto, v. 58, n. 1, mar.
2005.
MATOS, J. L.; CATEN, Carla Schwengber Seis Sigma: uma aplicação na indústria
petroquímica. (UFRGS). XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG, Brasil,
21 a 24 de out de 2003.
RAWLE, Alan; SOUTH, Spring Lane. The Importance of Particle Size Analysis in the
Cement Industry. United Kindow: Malvern Instruments Ltd., 1997.
SOARES, Rodrigo Diniz. Redução do consumo de energia elétrica em uma indústria
cimenteira utilizando a metodologia six-sigma. Trabalho de conclusão de curso –
Universidade de Franca, Franca, SP, 2008.
TERENCE, Ana Cláudia Fernandes; FILHO, Edmundo Escrivão. Abordagem
quantitativa, qualitativa e a utilização de pesquisa-ação nos estudos organizacionais. XXVI
ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de out de 2006.
TOLEDO, Thiago P. Arouca; BALESTRASSI, Pedro Paulo. Um exemplo didático para a
metodologia Seis Sigma na otimização de duas respostas simultâneas utilizando

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
planejamento de experimentos. XXIII Encontro Nac. de Eng. de Produção - Ouro Preto, MG,
Brasil, 21 a 24 de out de 2003.