material blog as 7 ferramentas da qualidade - … · portanto, muita atenção quando analisar...
TRANSCRIPT

1
Thiago Alan Dutra dos Santos, Engenheiro Mecânico/UGF e MBA em Engenharia de Manutenção/UFRJ. Consultor de Engenharia de Manutenção e Confiabilidade Ano 2014 – 2° Semestre – Material publicano no blog: - brasilengenhariademanutencao.blogspot.com.br
Abordagem técnica sobre As 7 Ferramentas da Qualidade 1ª Publicação – 24/10/2014
As 7 Ferramentas da Qualidade – Definição e 2 de 7 ferramentas
Olá amigos e leitores do
Blog Engenharia de Manutenção no Brasil! Como escolhido por vocês, segue a primeira postagem sobre o assunto “As 7 Ferramentas da Qualidade”.
Muito provavelmente todos nós, colaboradores de manutenção ou não, quando
passamos por alguma dificuldade produtiva dentro da nossa empresa, nos questionamos: - E agora? O que eu posso fazer para melhorar nossos indicadores? Pior ainda, quando achamos que está tudo bem, um mar de alegria, e alguém nos
“corneta”: - Já viu o resultado daquela empresa? Não chega nem aos pés daquela outra! Normalmente as primeiras ações são “imediatistas” e precipitadas, àquelas que são
adotadas em caráter emergencial em qualquer empresa, direcionadas a redução dos custos, investimento na compra de máquinas novas, capacitação de pessoas, e coisas do tipo.
Mas aqui vai um alerta! Antes de tomar qualquer medida questione a maneira como os dados estão
formatados e apresentados a você. Digo isso, pois já vi muita informação por aí sendo transmitida ao gestor com dados levantados ou cruzados de maneira equivocada, apontando para o Norte quando deveria apontar para o Sul.
Para nos auxiliar no dia a dia dos números e ocorrências no exercício de nossa
atividade, existem ferramentas e metodologias que podem ser adotadas, facilitando assim o direcionamento das decisões e o foco no que realmente impacta nos resultados da gerência, setor ou empresa. Inclusive já falamos de algumas como o RCM e TPM. Mas independente do que você escolher, provavelmente, você dependerá de informações obtidas por uma das chamadas 7 Ferramentas da Qualidade, ou ainda, As 7 Ferramentas Estatísticas para o Controle de Qualidade.
Seriam elas: 01 – Diagrama de Pareto; 02 – Folhas de Verificação;

2
03 – Diagrama de Causa e Efeito; 04 – Estratificação; 05 – Diagrama de Dispersão; 06 – Histograma; 07 – Gráfico de Controle. Vamos abordar nesta primeira postagem duas ferramentas e nas próximas,
abordaremos as demais.
01 – Diagrama de Pareto: O Diagrama de Pareto é simplesmente um gráfico de barras ordenadas, sem dúvida é
a ferramenta mais utilizada para visualização comparativa nas empresas, pois é para isso que se propõe comparar uma série de grupos de dados.
Através do gráfico apresentado com os dados obtidos, fica muito mais fácil identificar qual dos grupos seria o mais importante, ou impactante, para centrarmos nossos esforços.
O Diagrama de Pareto ajuda na identificação dos problemas mais importantes, medindo-os em diversas escalas, analisa diferentes formas de agrupar os dados, mede o impacto de mudanças no processo, quebra causas genéricas em causas específicas, e muito mais.
A forma como se cria o diagrama é tão simples quanto sua definição, segue um pequeno resumo:
1 – Colete os dados que precisam ser analisados; 2 – Organize os dados por Categorias, desta maneira você conseguirá aglomerar
informações pelos chamados grupos, citados na definição; 3 – Realize a contagem ou o somatório das ocorrências em cada Categoria; 4 – Reescreva ou organize as Categorias em ordem decrescente, conforme o
resultado do somatório anterior. 5 – Você pode reduzir o número de Categorias antes da geração do gráfico,
dependendo da quantidade de Categorias que serão expressas, para melhorar a visualização gráfica. Para isso, as Categorias com valor não significativo podem ser agrupadas em uma única chamada Outros;
6 – Faça uma tabela. Se você estiver levantando as informações em um computador, já deve estar feita. Ela deve mostrar um título objetivo e duas colunas base, a coluna Categoria

3
e a coluna Valor (que pode se chamar como termo que está levantando, por exemplo, frequência, falha, etc.);
7 – Faça o gráfico. No eixo X estarão as Categorias e no eixo Y o Valor. Insira os dados ordenados de maneira decrescente e intitule o gráfico.
Pronto! Agora é simplesmente observar o Diagrama de Pareto criado! Esta ferramenta é excepcional para auxiliar a tomada de decisão, mas é preciso ter
muita atenção ao se analisar um conjunto de Diagramas de Pareto. Quando comparamos gráficos com informações diferentes, não podemos
simplesmente ligar os fatores ou as Categorias apontadas, como as responsáveis pela improdutividade, seja em qual ramo estiver utilizando.
Em Manutenção, por exemplo, quando comparamos um gráfico de Número de
Falhas versus um gráfico de Tempo Parado, onde as Categorias em ambos gráficos são iguais, normalmente, a Categoria apontada como maior causadora de interrupções numericamente não é a mesma que efetivamente causou impacto no tempo de interrupção, ou seja, os problemas mais frequentes nem sempre são os mais demorados. Esta mesma observação vale para custos!
Portanto, muita atenção quando analisar Diagramas de Pareto. Use e abuse das
comparações e observações para somente então tomar uma decisão.
02 – Folhas de Verificação: As chamadas Folhas de verificação seriam simplesmente planilhas, devidamente
organizadas, onde é possível realizar anotações de um determinado levantamento de dados. Sua principal proposta é organizar a maneira como os dados serão observados pelo
colaborador que realizar tal atividade e sua periodicidade, de forma que independente do colaborador, sempre seja possível observar os mesmos pontos de controle.
O modelo para criação de uma Folha de Dados é particular a cada atividade ou empresa, onde não existe um padrão pré-definido a ser seguido, como para a criação de um gráfico do Diagrama de Pareto, mas algumas observações são necessárias, como:
1 – A determinação EXATA do que deve ser observado. A folha deve conter informações como Tipo, Modelo, Características Padrão, Codificação, etc., que podem estar expressos de maneira numérica, gráfica ou visual, com fotos ou desenhos;
2 – Deve-se ter clareza quanto ao Período em que os dados devem ser coletados. A determinação da periodicidade entre as coletas de informação.
3 – E, para padronizar a ação dos colaboradores, determinar o Tempo para a coleta dos dados, ou seja, limitar o tempo que se deve dedicar às observações apontadas na Folha de Verificação. Claro que este ponto é peculiar a cada atividade, podendo ou não ser adotado.
Para facilitar o raciocínio, pense em no aluguel de um carro. Tanto no ato do
recebimento, quanto na sua entrega, o responsável da locadora sai com uma prancheta contendo uma Folha de Verificação, nela estão informações como o Tipo e Modelo do carro que você está alugando, as Características Padrão do veículo, como o desenho onde ele aponta possíveis arranhões e amassados, e a Codificação dos itens que estão presentes como 01 - Rádio, 02 – CRV, 03 – GPS, etc. E aí, ficou mais fácil agora?

4
Espero que tenham gostado da nossa primeira postagem sobre As 7 Ferramentas da
Qualidade. Continue conosco e acompanhe a conclusão do assunto nas próximas postagens. Divulgue entre seus amigos, colegas e companheiros de trabalho. Acesse, Curta, Acompanhe e Compartilhe as informações de nosso Blog. Até a
próxima postagem!
Thiago Alan Dutra dos Santos, Engenheiro Mecânico/UGF e MBA em Engenharia de Manutenção/UFRJ. Consultor de Engenharia de Manutenção e Confiabilidade Ano 2014 – 2° Semestre – Material publicano no blog: - brasilengenhariademanutencao.blogspot.com.br
Abordagem técnica sobre As 7 Ferramentas da Qualidade

5
2ª Publicação – 06/11/2014
As 7 Ferramentas da Qualidade – Mais 2 de 7 ferramentas
Olá amigos e leitores do Blog Engenharia de
Manutenção no Brasil! Hoje iremos falar de mais três das 7 Ferramentas da Qualidade, chegando assim em duas publicações a 4 ferramentas comentadas, restarão para a postagem de conclusão mais três ferramentas. Acompanhe!
03 – Diagrama de Causa e Efeito: O Diagrama de Causa e Efeito é uma das mais importantes Ferramentas da
Qualidade. Está principalmente ligada à análise de falhas ou dispersão de resultados, seja em equipamentos, sistemas ou processos. Sua principal função é indicar quais as causas que podem influenciar um determinado efeito.
Conhecido como Diagrama de Ishikawa, nome de seu idealizador o engenheiro químico Kaoru Ishikawa em 1943, ou ainda, Diagrama Espinha-de-peixe, devido a seu formato bem característico, teve em seu início o estudo baseado em 4 Grandes Causas e no decorrer dos anos seria aperfeiçoado, chegando a uma análise atual de 6 grandes Causas, descrita em algumas literaturas como Análise 6M´s.
Os chamados 6M´s seriam:
1 – Método (Methods); 2 – Máquinas (Machines); 3 – Materiais (Materials); 4 – Mão-de-obra (Manpower); 5 – Meio Ambiente (Mother Nature); 6 – Medidas (Measure). Vamos aos detalhamentos: 1 – Métodos: O primeiro “M” está relacionado aos Métodos utilizados para a
realização da atividade. Seriam os padrões, procedimentos, instrução, etc., todo documento que norteia a ação do executor. Em alguns casos não existe um “documento formal” para a realização de uma determinada atividade, mas sim um “costume operacional” que passa pelas diferentes gerações de colaboradores da empresa, que pode ser considerado como um método de trabalho;
2 – Máquinas: Está relacionada a falhas em equipamentos, máquinas que realizam a
determinada atividade de produzir algo, mas que, por motivos operacionais ou de manutenção, não cumprem parcial ou integralmente sua função, comprometendo a qualidade ou colapsando todo o processo;
3 – Materiais: Quando existe a interferência dos materiais ou da matéria-prima
utilizada no processo. Normalmente está ligada aos fornecedores, por isso, muito cuidado ao associar as possíveis causas a este “M”, em muitos casos é preciso uma análise bem detalhada

6
e aprofundada para esta determinação. Por isso, caso chegue a esta conclusão, chame o seu fornecedor para uma conversa e o inclua na análise da falha;
4 – Mão-de-obra: está relacionada diretamente à capacitação, motivação ou até
mesmo a pressão exercida sobre colaborador por resultados. O primeiro quando não existe ou há falha no treinamento realizado para a execução da tarefa, o segundo quando o colaborador se sente desestimulado na empresa e deixa de realizar a tarefa ou a realiza com a chamada “má vontade”, e o terceiro quando o mesmo descumpre um padrão ou procedimento para tentar agilizar o processo, pulando etapas que aparentemente na sua percepção seriam desnecessárias, ou até mesmo quando se propõe a realizar uma atividade que não seria de sua responsabilidade;
5 – Meio Ambiente: Este “M” está relacionado a duas condições básicas para a
execução de qualquer tarefa, o Meio Ambiente em si, que seria a situação climática do ambiente (calor, umidade, particulados em suspensão, etc.), o e Ambiente de trabalho, a chamada Ergonomia (dimensionamento das áreas e postos de trabalho, posicionamento dos equipamentos, etc.);
6 – Medida: Quando a causa está relacionada aos instrumentos de medição das
condições operacionais “Padrão”, a credibilidade de suas informações, calibração, a confiabilidade e a fidelidade da variação dos indicadores, ao acompanhamento dos mesmos, a periodicidade e a repetibilidade dos resultados, etc.
É possível que você encontre em sites e algumas literaturas que consideram mais um
“M” nessa conta, transformando assim o a Análise “6M´s” para “7M´s”, seria o “Management” ou “Manejo Administrativo”, só para manter o “M”, causas que estariam diretamente ligadas à Gestão, decisões equivocadas ou baseadas em necessidades empresariais realizadas pelos líderes e gestores, como redução de custo, pessoal, investimento, etc.
Uma observação importante desta ferramenta de análise é que, por mais que existam 6 ou 7 ramificações de causa, nem sempre serão necessárias a sua utilização por completo. É possível que se encontre a causa raiz sem que haja motivos relacionados a algum, ou alguns, dos “M´s”. A abrangência da análise permite que os participantes não se prendam a apenas sua área de domínio, permitindo a exploração e extrapolação de ideias para o surgimento da verdadeira Causa Raiz.

7
A análise deve ser realizada com pessoas qualificadas, conhecedoras do processo, utilizando a técnica do Brainstorm, ou tempestade de ideias, para que o máximo de informações possa ser reunida e utilizada no diagrama. Apesar disso, não podemos considerar essa situação como regra, em alguns casos a participação de agentes externos pode contribuir com a análise, justamente pelo fato de não estarem inseridos no processo, permitindo a introdução de ideias novas, que fogem a rotina cotidiana do setor.
Pra montar o Diagrama de Ishikawa é muito simples, você precisará definir
claramente qual o problema será estudado e posicioná-lo na “cabeça do peixe”. Em seguida,
agrupar as informações e classificá-las, definindo a qual Causa está ligada. É importante
também que se estratifiquem as Causas Primárias e as Secundárias, para melhor organização
das informações e aprofundamento do estudo. A partir daí é só montar um plano de ação para
a solução do problema.
Algumas dicas para finalizar:
- Procure primeiramente montar um time heterogêneo para realizar a análise o mais
abrangente possível;
- Não desconsidere nenhuma ideia apresentada, realize a estratificação até que ela
se apresente como inviável para a situação;
- No Brainstorm, faça perguntas objetivas, utilizando sempre as Grandes Causas
como princípio;
- Procure chegar a um consenso da equipe, tano para a organização e classificação,
quanto para a conclusão;
- A determinação da Causa Raiz deve ser objetiva e estar claro para todos os
participantes.
- Você pode partir para uma segunda etapa da análise após esta definição primária.
Para os casos em que são necessários estudos mais detalhados, reúna um grupo de
especialistas e repita a análise, mas agora com foco na especialidade abordada.
04 – Estratificação: A Estratificação seria uma forma de agrupar dados com objetivos comuns, dividindo-
os em subgrupos, baseado nas características que as diferenciam individualmente, os
chamados “Fatores de Estratificação”. A principal oportunidade que uma análise por
estratificação apresenta é a separação dos dados de maneira simples e objetiva (Estratos),
permitindo uma análise mais focada, onde as principais causas de variabilidade são os
possíveis fatores de estratificação.
O principal objetivo da estratificação seria encontrar padrões que ajudem a entender
os modos causais e as variações dos processos estudados, permitindo uma melhor
compreensão do problema, indicando oportunidade de melhoria e controle nos processos.
As estratificações mais comuns são:
- Por Tempo: Resultados relacionados aos problemas seriam diferentes nos períodos
do dia (hora, dia da semana, mês, turnos, etc.);
8
- Por Indivíduos: Resultados diferentes dependendo das equipes ou do colaborador;
- Por Tipo: Resultados relacionados à matéria-prima ou produto utilizado;
- Por Local: Resultados diferentes nas diversas linhas produtivas ou equipamentos
semelhantes, áreas ou posição;
- Por Sintoma: Resultados relacionados à defeitos, falhas, anomalias, ocorrências em
geral;
- Outros fatores: Resultados relacionados a método, processo, ferramentas,
instrumentos de medição, etc.
Se ainda não ficou totalmente entendido não se preocupe, acredito que um exemplo
seja melhor apara explicar.
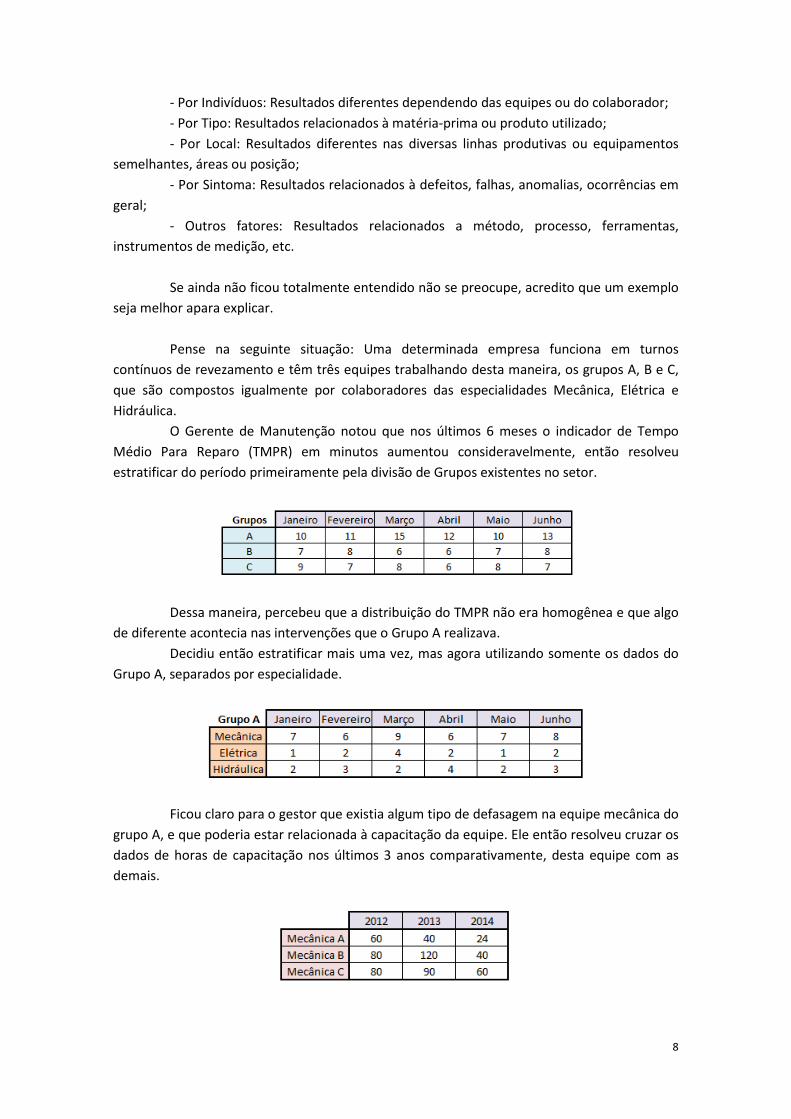
Pense na seguinte situação: Uma determinada empresa funciona em turnos
contínuos de revezamento e têm três equipes trabalhando desta maneira, os grupos A, B e C,
que são compostos igualmente por colaboradores das especialidades Mecânica, Elétrica e
Hidráulica.
O Gerente de Manutenção notou que nos últimos 6 meses o indicador de Tempo
Médio Para Reparo (TMPR) em minutos aumentou consideravelmente, então resolveu
estratificar do período primeiramente pela divisão de Grupos existentes no setor.
Dessa maneira, percebeu que a distribuição do TMPR não era homogênea e que algo
de diferente acontecia nas intervenções que o Grupo A realizava.
Decidiu então estratificar mais uma vez, mas agora utilizando somente os dados do
Grupo A, separados por especialidade.
Ficou claro para o gestor que existia algum tipo de defasagem na equipe mecânica do
grupo A, e que poderia estar relacionada à capacitação da equipe. Ele então resolveu cruzar os
dados de horas de capacitação nos últimos 3 anos comparativamente, desta equipe com as
demais.

9
Foi então que, com mais esta estratificação, ele pôde perceber que no decorrer dos
últimos três anos que o tempo dedicado pela equipe Mecânica do Grupo A foi muito inferior
aos outros dois grupos e que isso poderia estar interferindo na agilidade ou na tomada de
decisão dos técnicos do determinado grupo, influenciando diretamente o TMPR. Decidiu então
focar os esforços de capacitação nesta equipe.
E agora? Ficou mais fácil entender?
Claro que esta abordagem foi apenas um exemplo bem simples das possibilidades
que esta ferramenta nos permite, mas ficou evidente que a Estratificação permitiu isolar o
problema e focar no que realmente estava influenciando os resultados, simplificando uma
possível decisão ou direcionamento gerencial.
Espero que tenham gostado da nossa segunda postagem sobre As 7 Ferramentas da Qualidade. Continue conosco e acompanhe a conclusão do assunto nas próximas postagens.
Divulgue entre seus amigos, colegas e companheiros de trabalho. Acesse, Curta, Acompanhe e Compartilhe as informações de nosso Blog. Até a
próxima postagem!
Thiago Alan Dutra dos Santos, Engenheiro Mecânico/UGF e MBA em Engenharia de Manutenção/UFRJ. Consultor de Engenharia de Manutenção e Confiabilidade Ano 2014 – 2° Semestre – Material publicano no blog: - brasilengenhariademanutencao.blogspot.com.br
Abordagem técnica sobre As 7 Ferramentas da Qualidade 3ª Publicação – 18/11/2014
As 7 Ferramentas da Qualidade – Mais 2 de 7 ferramentas
Olá amigos e leitores do Blog
Engenharia de Manutenção no Brasil! Infelizmente não concluiremos o tema “As 7 Ferramentas da Qualidade”. Ao realizar o detalhamento das últimas 3 ferramentas prometidas, percebemos que a postagem se tornaria imensa.
Além disso, a última ferramenta que iremos apresentar, Gráfico de Controle, precisará de um espaço diferenciado, em relação às outras apresentadas, devido a sua complexidade.
Por isso, seguimos com a apresentação de mais duas ferramentas, o Diagrama de Dispersão e o Histograma. Acompanhe!

10
05 – Diagrama de Dispersão: O Diagrama de Dispersão é um gráfico que permite a identificação da correlação
existente entre valores que assumem determinadas características de um processo e sua intensidade entre si. Em sua construção, os pontos no espaço cartesiano XY são utilizados para representar os valores das variáveis quantitativas do conjunto de dados medido.
Normalmente utilizado quando se necessita saber se existe alguma relação, ou
correlação, entre duas ou mais variáveis quantitativas distintas. Em muitas análises se caracteriza como o passo seguinte a um Diagrama de Causa e Efeito, justamente para se levantar a correlação entre o Efeito estudado e a Causa identificada. Permitindo também, comprovar a relação entre dois efeitos, possibilitando analisar uma teoria a respeito de causas comuns.
Vamos tentar simplificar. Tentemos identificar uma possível relação entre Peso x
Altura de uma determinada cidade. Em uma de suas viagens, você percebe que os indivíduos da localidade visitada são
bem altos e que em geral aparentam ser mais pesadas. Você conclui que existe uma possível Correlação entre as variáveis.
Então, para confirmar graficamente esta observação, você decide desenvolver um Diagrama de Dispersão.
Para isso, você anota os dados de 10 indivíduos a seguinte tabela:
Em seguida, você monta o Diagrama de Dispersão, determinando o eixo X como
Altura e o eixo Y como Peso e inserindo os dados da tabela.

11
A partir do gráfico, percebe que é possível traçar uma reta de tendência nos pontos,
constatando então que a sua observação inicial realmente é válida e que existe uma correlação entre as variáveis.
No Diagrama de Dispersão do exemplo, podemos identificar uma Correlação Positiva
Forte, pois existe a concentração dos pontos, havendo apenas um ponto fora da possível reta. Uma observação interessante é o “nível de dispersão” e o “direcionamento”
apresentado no gráfico. Isso determinará se a Correlação é Positiva ou Negativa e qual o tipo de correlação se Forte, Nula ou Fraca.
Podemos resumir estes, que seriam os resultados mais comuns, da seguinte maneira: 01 – Correlação Positiva Forte – Possibilidade de traçar uma reta onde os valores de X
e Y são crescentes na mesma proporção;
02 – Correlação Positiva Fraca – Possibilidade de traçar uma reta onde os valores de X são crescentes e os valores de Y também é crescente, mas em uma proporção inferior a X;

12
03 – Correlação Nula – Impossibilidade de se traçar uma reta, onde os valores de X
são crescentes e os valores de Y variam ao acaso;
04 – Correlação Negativa Forte – Possibilidade de traçar uma reta onde os valores de
X são crescentes e os de Y são decrescentes na mesma proporção;
05 – Correlação Negativa Fraca – Possibilidade de traçar uma reta onde os valores de
X são crescentes e os valores de Y decrescente, mas em uma proporção inferior a X.

13
Em algumas literaturas você irá encontrar ainda dois outros tipos de dispersão a Perfeita (onde todos os pontos traçam uma perfeita reta) e a Parabólica (onde os pontos
traçam uma curva parabólica), que em geram variam também em Negativa e Positiva, da mesma maneira das citadas anteriormente. Nos preocupamos em apresentar aqueles que são considerados os mais comuns nos estudos realizados e que muito provavelmente você encontrará pela frente.
Importante lembrar que se trata de uma ferramenta complexa, em que seus
resultados necessitam de atenção e responsabilidade quanto aos dados cruzados e o possível relacionamento identificado, obrigando, ao usuário, o conhecimento sobre a ferramenta e o profundo conhecimento do processo ao qual se dispõe a analisar.
06 – Histograma: Esta representação gráfica chamada de Histograma, conhecido também por
Distribuição de frequências ou Diagrama de Frequências, possibilita a visualização da distribuição de uma determinada variável em colunas, divididas em classes uniformes, onde cada uma destas representa a frequência ou quantidade com que o houve variação dos dados coletados. A distribuição é caracterizada por uma medida de posição central (média) e também por uma medida de dispersão.
Uma maneira mais simples para compreender a utilização ou a importância de uma representação experimental como o Histograma seria pensar no estudo das "filas". Isso mesmo Filas! Àquelas que encaramos todas as vezes em que vamos a um banco ou a um supermercado.
Usando o exemplo da variação do tempo de espera em um banco em dia de pagamento vamos passar por todas as etapas da criação de um Histograma.
O primeiro passo é a Coleta Dados. Crie uma tabela simples, contendo apenas os tempos de cada atendimento realizado, mesmo que de maneira aleatória.
Em seguida, é preciso fazer uma Tabela de Distribuição de Frequência, para isso, siga
as informações a seguir: - Conte o número de dados coletados, este número será representado pela letra n,
logo, no exemplo: n = 50; - Calcule a Amplitude, que seria a diferença entre o maior e o menor dado coletado,
esta será representada pela letra R, então: R = 17 - 1, R = 16; - Escolha o Número de Classes, representado pela letra k. Neste caso é preciso
utilizar uma tabela padronizada para determinar o valor de k, que dependerá do número de dados coletados n.

14
No exemplo, podemos utilizar se n = 50, k = 6. - Agora, é preciso achar os Intervalos de Classe. Utilize a fórmula padrão R / k e
quando o resultado for diferente de um número inteiro, arredonde o valor para um número inteiro mais próximo. Para o exemplo: R / k = 16 / 6, então 2,67 com a aproximação, o intervalo de classes passa a ser igual a 3.
- Determine os Extremos Inferior e Superior da 1° Classe, tomando o menor número dos dados coletados como Extremo Inferior, arredondando para baixo quando o número não for inteiro e, para o Extremo Superior, some ao valor encontrado para o Inferior um Intervalo de Classe. No exemplo: O menor valor é 1, logo, o Extremo Inferior da 1° Classe = 1. Já o Extremo Superior da 1° Classe = 1 + 3 = 4.
Podemos então definir a 1a Classe de Extremo a Extremo. 1├ 4, neste caso, incluem-se os valores iguais a 1 e não incluem os valores iguais a 4.
Assim, determinada a primeira classe, defina as demais 5 classes de maneira similar:
- Relacionando os dados coletados com os valores nas classes, encontramos a
seguinte tabela:
e montar o Histograma:

15
Além disso, traçar o gráfico representativo do Histograma ou Diagrama de Frequência:
A partir da observação do gráfico, podemos realizar algumas conclusões, como por exemplo:
- O tempo de espera em dia de pagamento varia entre 0 e 19 minutos; - O tempo provável de espera para atendimento de cada cliente está entre 7 e 10
minutos; - O chamado Espalhamento, que seria um indicador do quão variável é o processo,
mostra que o exemplo analisado não varia tanto; - Não existem os chamados "Picos Gêmeos" no gráfico, como se adicionássemos
outro gráfico bem parecido ao lado do que visualizamos acima, isso demonstraria que houve algum problema no processo de criação do histograma.
Existem ainda alguns tipos de Histograma ou Diagrama de Frequência, seriam: - Frequência Absoluta: É o mais usual dos histogramas, onde a frequência de
observações dos dados coletados de uma Classe é apresentada no eixo Y, como apresentado no exemplo acima;
- Frequência Relativa: No caso da frequência Relativa, é preciso montar uma tabela pouco diferente da usual, apenas acrescentando a associação do número percentual representativo a cada Classe e apresentando esta relação em um novo gráfico ou, até mesmo, no gráfico da Frequência Absoluta;
- Frequência Cumulativa: Aqui somente é necessário realizar o somatório, em ordem crescente, dos valores das classes da frequência relativa e realizar a apresentação gráfica em retas sequenciais, chegando aos 100%, no mesmo gráfico da Frequência Relativa.
- Polígono de Frequências: Este gráfico é simplesmente a frequência absoluta é representada por segmentos de reta.
Encerramos aqui mais uma postagem, esperamos que tenham gostado, mas
lembrem-se que ainda falta uma para concluirmos o assunto As 7 Ferramentas da Qualidade. Continue conosco e acompanhe a conclusão do assunto nas próximas postagens.
Divulgue entre seus amigos, colegas e companheiros de trabalho.

16
Acesse, Curta, Acompanhe e Compartilhe as informações de nosso Blog. Até a próxima postagem!
Thiago Alan Dutra dos Santos, Engenheiro Mecânico/UGF e MBA em Engenharia de Manutenção/UFRJ. Consultor de Engenharia de Manutenção e Confiabilidade Ano 2014 – 2° Semestre – Material publicado no blog: - brasilengenhariademanutencao.blogspot.com.br
Abordagem técnica sobre As 7 Ferramentas da Qualidade 4ª Publicação – 05/12/2014
As 7 Ferramentas da Qualidade – Mais 1 de 7 ferramentas (Final)
Olá amigos e leitores do Blog Engenharia de
Manutenção no Brasil! Hoje concluiremos o tema “As 7 Ferramentas da Qualidade” com o detalhamento da última ferramenta, o Gráfico de Controle. Peço desculpas pela demora na publicação, mas alguns probleminhas de saúde têm atrapalhado bastante esta atividade. Espero que gostem da conclusão. Boa Leitura!
07 – Gráfico de Controle: O Gráfico de Controle é normalmente utilizado para acompanhamento de uma
variável de processo ao longo de um determinado tempo e de seus limites estatísticos de variação, tendo como principal objetivo, a identificação da chamada “normalidade de
processo”, ou seja, variações dentro dos limites esperados de produtividade ou rendimento. Muito utilizado no controle de qualidade de uma cadeia produtiva em série, onde são
produzidos itens com mesmas características, pesos, medidas, etc., por exemplo, nas indústrias alimentícia e farmacêutica. Também é utilizado na área de serviços para medição de atividades ou serviços padronizados, por exemplo, substituição de ferramenta em linha produtiva (“SETUP”) ou coleta de dados preditivos em um oscilador de lingotamento.
O estabelecimento dos Limites Superior e Inferior de Controle (LSC e LIC) permite ao
gestor uma identificação ágil e objetiva para o auxílio em decisões que possam impactar o processo, evidenciando e possibilitando o controle da variabilidade e do grau de não conformidade do mesmo.
Para um melhor entendimento e detalhamento desta ferramenta vamos trabalhar no
exemplo a seguir. Uma determinada empresa de precisa identificar se o processo de atendimento da
equipe de manutenção às ordens abertas pela produção tem ocorrido dentro dos parâmetros

17
especificados pelos gestores. Para isso, realiza um estudo utilizando o Gráfico de Controle para identificar os possíveis desvios em cada uma das quatro equipes de atendimento.
Deseja-se conhecer o tempo que as equipes levam para atender às solicitações de manutenção, desde a abertura da nota até a liberação para execução da manutenção.
Passo 1 – Retirar amostra n de atendimentos; Passo 2 – Calcule a média Ẋ do tempo de atendimento da primeira amostra por meio
da fórmula: Ẋ = X1 + X2 + X3 + ... Xn / n
Passo 3 – Calcule a Amplitude R, que seria o maior tempo menos o menor tempo observado da primeira amostra;
Passo 4 – Retire outras amostras até completar k amostras (valor normalmente entre 20 a 25 amostras com 4 a 6 observações)
No exemplo: Seriam 4 Amostras com 6 observações de tempo:
Os valores de Média e Amplitude de cada uma das amostras, em valores
aproximados:
Passo 5 – Traçar o gráfico. No eixo das abscissas coloque o número das amostras e no
eixo das ordenadas, faça a escala para as médias Ẋ;
Passo 6 – Calcule a Média das Médias Ẍ (Ẍ = Ẋ 1 + Ẋ 2 + Ẋ 3 + ... Ẋ n / k), no exemplo:

18
Ẍ = (21+26+22+24+22) / 5 = 23
Passo7 – Calcule os Limites de Controle Superior e Inferior:
Limite de Controle Superior – LCS = Ẍ + A2Ṙ Limite de Controle Inferior – LCI = Ẍ - A2Ṙ
Onde Ṙ é a média das Amplitudes (Ṙ = R 1 + R 2 + R 3 + ... R n / k), logo Ṙ =
(7+8+12+11+13) / 5 = 10, e o valor de A2 é tabelado:
No exemplo, como foram 6 observações por amostra, então n=6: Limite Superior de Controle – LSC = 23 + (0,483)(10) = 27,8 Limite Inferior de Controle – LIC = 23 - (0,483)(10) = 18,2

19
Nota-se então que o Processo analisado está SOB CONTROLE, por estar dentro dos
Limites Superior e Inferior de Controle. Para traçar o gráfico Ẋ - Ṙ, siga o mesmo procedimento, mas agora a escala será para
as Amplitudes R, a linha central será a média das Amplitudes (Ṙ) e os limites serão os seguintes:
Limite de Controle Superior – LCS = D4Ṙ Limite de Controle Inferior – LCI = D3Ṙ
O resultado no exemplo será:
Uma importante utilização do Gráfico de Controle é o chamado Gráfico de Controle
np, para análise do número de peças com defeito. O procedimento é exatamente o mesmo que os anteriores, mas alguns detalhes
fazem toda a diferença. Agora será analisada a Proporção Média de peças com defeito, e não simplesmente a
média. Para isso, ao invés de Ẋ, é preciso calcular o Ṗ: Ṗ = d1 + d2 + d3 + ... dn / nr, onde d=número de peças defeituosas, n=tamanho da
amostra e r=número de amostras

20
Os limites também serão alterados para: Limite de Controle Superior – LCS = nṖ + 3 √[nṖ(1- Ṗ)]
Limite de Controle Inferior – LCI = nṖ - 3 √[nṖ(1- Ṗ)] Outra importante utilização é o chamado Gráfico de Controle C, para análise do
número de defeitos em peças. Neste gráfico tome n peças, calcule o Número Médio de defeito por peça, com a
seguinte fórmula: Ċ = Total de defeitos nas n peças / n. Em seguida calcule os limites superior e inferior:
Limite de Controle Superior – LCS = Ċ + 3 √Ċ Limite de Controle Inferior – LCI = Ċ - 3 √Ċ
Obs.: Para o caso em que LIC for negativo, utilize LIC=0. Existe uma diferença importante entre os dados obtidos e calculados para obtenção
dos diferentes Gráficos de Controle e as Especificações determinadas para qualquer processo que se deseja controlar. A princípio, as especificações são obtidas antes da análise, por isso, é importante acrescentar também no gráfico desenvolvido as retas de especificação com os respectivos limites inferior e superior, para saber se apesar de SOB CONTROLE, o processo está dentro das especificações.
Concluímos assim o tema As 7 Ferramentas da Qualidade, espero que tenham
gostado do material. Na próxima semana publicaremos o link com o arquivo único compilado com todas as publicações e a respectiva bibliografia.
Divulgue entre seus amigos, colegas e companheiros de trabalho. Acesse, Curta, Acompanhe e Compartilhe as informações de nosso Blog. Até a
próxima postagem!
Bibliografia
CAMPOS, V. F. Gerência da Qualidade Total. Belo Horizonte: UFMG, Fundação Christiano
Ottoni, 1989.
DAYCHOUM, Merhi. 40 ferramentas e técnicas de gerenciamento. Rio de Janeiro: Brasport,
2007.
MARSHALL JUNIOR, Isnard. et. al. Gestão da qualidade: teoria e casos. 9ª ed. Rio de Janeiro:
FGV, 2008.
PEINADO, Jurandir; GRAEML, Alexandre Reis. Administração da produção: operações
industriais e serviços. Curitiba: UnicenP, 2007.
VIERA, Sonia; WADA, Ronaldo. As 7 ferramentas estatísticas para o controle da qualidade. 6ª
ed. Brasília: QA&T Consultores Associados Ltda., 1992.