mapeamento e elaboraÇÃo de mÉtodo de … · paralelamente propagando novos rumos para um...
TRANSCRIPT

1
MAPEAMENTO E ELABORAÇÃO DE
MÉTODO DE FABRICAÇÃO PARA BOLSA FEITA COM BANNER DE LONA
SINTÉTICA
Thales Gleidson Lopes de sousa Lima (UFCG ) [email protected]
Genilson de Araujo Melo (UFCG ) [email protected]
Geisiane Barbara Inacio dos Santos (UFCG ) [email protected]
Carla Mayara da Silva Amorim (UFCG ) [email protected]
O objetivo principal deste trabalho é aperfeiçoar através das ferramentas de Engenharia de Métodos a fabricação de bolsa usando como principal matéria prima o banner. Para tal, pesquisamos e aperfeiçoamos o método utilizado na elaboração da bolsa utilizando o material banner. Por ser um produto feito artesanalmente à bolsa banner não tinha especificações básicas determinadas e o grau de padronização era baixo, tendo isso em vista, o mapeamento do processo é essencial para o entendimento e criação de um método de fabricação eficiente e com o menor custo possível. O estudo foi realizado baseando-se em três etapas: (i) informações gerais do processo - utilizamos dados gerais do processo para identificar as possíveis melhorias no processo; (ii) mapeamento do método antigo - as distâncias antigas foram monitoradas utilizando-se de ferramentas tais como Gráfico do Fluxo de Processo, Gráfico do Fluxo do Operador, Mapofluxograma, Diagrama de Spaghetti, Gráfico das duas mãos, Mapofluxograma, Tempo Normal e Tempo Padrão, Gráfico de Pizza; (iii) elaboração e mapeamento do método melhorado - todas as ferramentas anteriores foram utilizadas novamente com o intuito de verificar o método melhorado; Por fim fizemos uma comparação entre o método antigo e o método melhorado através dos quesitos relacionados a custos, qualidade, lead time, flexibilidade, confiabilidade, segurança, ergonomia notou-se a evolução do produto em decorrência da melhoria no método.
Palavras-chaves: Engenharia de métodos, Melhoria de método, Aperfeiçoamento, Cronoanálise.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
Banners são materiais impressos em lonas, tecidos ou papéis em pequenos ou grandes
formatos. São apresentados ao público como ferramentas de marketing, usados
principalmente em exposições, locais de venda, ou em outros variados tipos de eventos,
visando à promoção para tal ocorrência ou produto. O reaproveitamento do material banner é
cada vez mais difundido em virtude do crescente desperdício especialmente em grandes
centros, onde divulgações visuais acontecem a todo o momento.
Produtos feitos a partir do banner comumente são vistos em eventos ligados a
sustentabilidade, promovendo assim um menor impacto na poluição ambiental e
paralelamente propagando novos rumos para um material até então rejeitado e que exige
muito tempo para decomposição.
Por ser um produto feito artesanalmente a bolsa banner não contava com
especificações básicas e o grau de padronização era baixo, tendo isso em vista o mapeamento
do processo é essencial para o entendimento e criação de um método de fabricação eficiente e
com o menos custo possível. O objetivo principal deste trabalho é utilizar as ferramentas de
Engenharia de Métodos para aperfeiçoar a fabricação de bolsa usando como principal matéria
prima o banner, a partir do estudo sobre antigos métodos e posterior otimização no processo.
2. Fundamentação teórica
2.1 Características do banner
O principal material utilizado na fabricação do banner é a lona sintética com impressão
digital em alta resolução ou baixa resolução. A qualidade do material aliada a boa resistência
a fatores do tempo que o mesmo possui, torna o banner como um dos principais meios de
divulgação devido a sua praticidade em ser transportado para diversos locais em que deseja-se
fazer propagandas.
2.2 Projeto de método
A engenharia de métodos estuda e analisa o trabalho de forma sistemática com o
objetivo de desenvolver métodos práticos e eficientes visando à padronização das operações.
Dentre o instrumental utilizado pela engenharia de métodos, o projeto de métodos se destina a

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
encontrar o melhor método para execução de tarefas, a partir do registro e análise sistemática
dos métodos existentes e previstos para execução de determinado trabalho, busca idealizar e
aplicar métodos mais cômodos que conduzam a uma maior produtividade. (SOUTO, 2002).
2.2.1 Técnicas de registro e análise do trabalho
O sistema completo ou processo de executar um trabalho deve ser estudado
globalmente, antes que se tente efetuar uma investigação detalhada de uma operação
específica nesse processo. Este estudo geral incluirá, na maioria dos casos, uma analise de
cada um dos passos que compõem o processo de fabricação (BARNES, 1977).
As principais ferramentas de registro e análise do trabalho são:
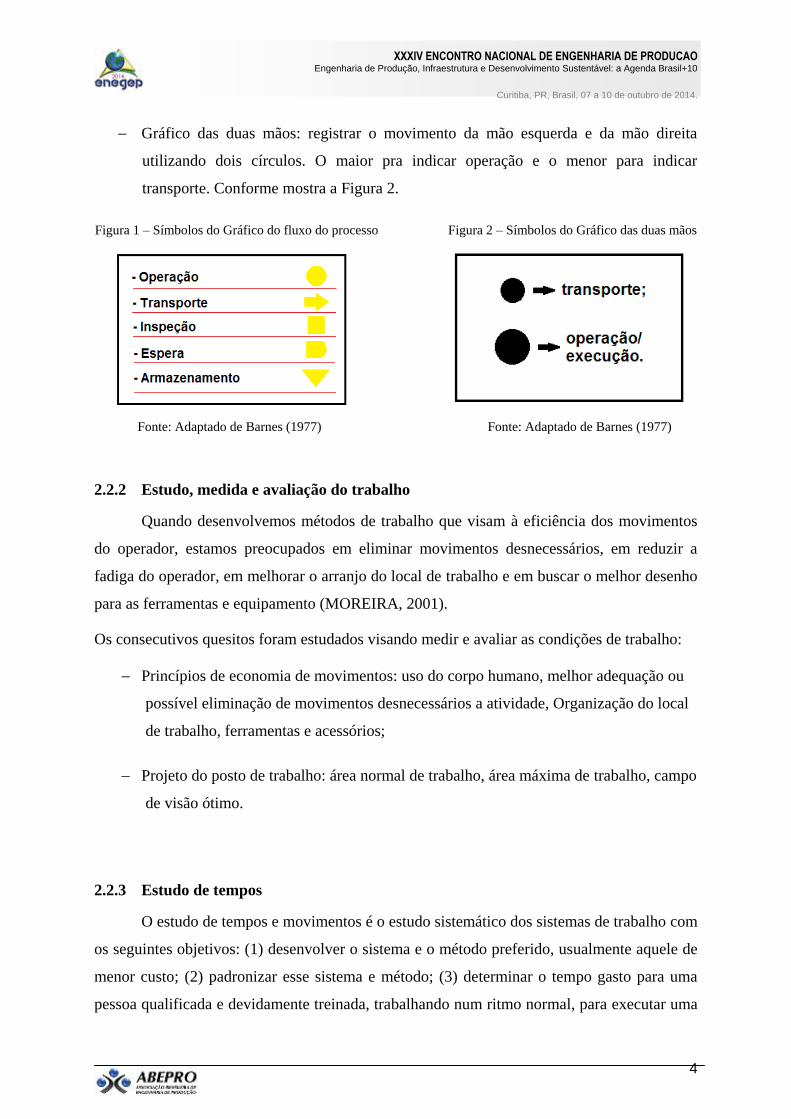
Gráfico do fluxo do processo: é um tipo de diagrama, e pode ser entendido como uma
representação esquemática de um processo, muitas vezes feito através de gráficos que
ilustram de forma descomplicada a transição de informações entre os elementos que o
compõem, ou seja, fluxograma é um gráfico que demonstra a sequência operacional
do desenvolvimento de um processo, o qual caracteriza: o trabalho que está sendo
realizado, o tempo necessário para sua realização, a distância percorrida pelos
documentos, quem está realizando o trabalho e como ele flui entre os participantes
deste processo. Os Símbolos, para o gráfico do fluxo do processo são indicados na
(Figura 1);
Mapofluxograma: é um desenho da planta onde ocorre a atividade e sobre ela a
descrição de como ela acontece. Ele permite uma visualização ainda mais completa da
operação: mapa x atividades. Permite visualizar oportunidades de melhoria em
deslocamentos que são feitos de forma desnecessária ou muito longos, assim como
melhorar o arranjo físico de forma a reduzir desperdícios com deslocamento;
Diagrama de Spaghetti: é uma ferramenta que auxilia na visualização da otimização de
um determinado processo e de simples aplicação. Consiste em rabiscar sobre o layout
toda a movimentação. Pode ser usado rapidamente, sem a necessidade de se ter um
fluxograma de processo. Dá uma ideia real da frequência da movimentação;
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
Gráfico das duas mãos: registrar o movimento da mão esquerda e da mão direita
utilizando dois círculos. O maior pra indicar operação e o menor para indicar
transporte. Conforme mostra a Figura 2.
Figura 1 – Símbolos do Gráfico do fluxo do processo Figura 2 – Símbolos do Gráfico das duas mãos
Fonte: Adaptado de Barnes (1977) Fonte: Adaptado de Barnes (1977)
2.2.2 Estudo, medida e avaliação do trabalho
Quando desenvolvemos métodos de trabalho que visam à eficiência dos movimentos
do operador, estamos preocupados em eliminar movimentos desnecessários, em reduzir a
fadiga do operador, em melhorar o arranjo do local de trabalho e em buscar o melhor desenho
para as ferramentas e equipamento (MOREIRA, 2001).
Os consecutivos quesitos foram estudados visando medir e avaliar as condições de trabalho:
Princípios de economia de movimentos: uso do corpo humano, melhor adequação ou
possível eliminação de movimentos desnecessários a atividade, Organização do local
de trabalho, ferramentas e acessórios;
Projeto do posto de trabalho: área normal de trabalho, área máxima de trabalho, campo
de visão ótimo.
2.2.3 Estudo de tempos
O estudo de tempos e movimentos é o estudo sistemático dos sistemas de trabalho com
os seguintes objetivos: (1) desenvolver o sistema e o método preferido, usualmente aquele de
menor custo; (2) padronizar esse sistema e método; (3) determinar o tempo gasto para uma
pessoa qualificada e devidamente treinada, trabalhando num ritmo normal, para executar uma
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
tarefa ou operação específica; e (4) orientar o treinamento do trabalhador no método preferido
(BARNES, 1997).
Figura 3 – Gráfico geral do processo de fabricação da bolsa banner
Fonte: Autoria própria
Após essa análise, foram divididas atividades com seus respectivos elementos, os
quais serviram de alvo para o projeto, com o propósito de aproveitar ao máximo a operadora e
os equipamentos utilizados na tarefa.
2.2.4 Estudo de movimentos
O estudo de movimentos tem por objetivo identificar os elementos componentes dos
movimentos do operador, visa, principalmente, a melhoria de métodos e posterior fixação do
tempo padrão MACHLINE (1990). Esta etapa é parte preliminar da organização e medida do
trabalho e visa obter todos os elementos das operações além de identificar áreas onde o
trabalho possa ser racionalizado. Segundo BARNES (1977) o gráfico de fluxo do processo é
uma técnica para se registrar um processo de maneira compacta, a fim de tornar possível sua
melhor compreensão e posterior melhoria. O gráfico representa os diversos passos ou eventos
que ocorrem durante a execução de uma tarefa específica, ou durante uma série de ações.
2.2.4.1 Cronometragem
O estudo de tempos é um processo por amostragem, portanto quanto maior o número
de ciclos cronometrados maior será a representatividade dos resultados obtidos. Com o estudo

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
de tempos BARNES (1977), ao cronometrar o número mínimo necessário de ciclos concluiu
que ganhou-se com um trabalho conciso, onde um número maior de observações não
agregaria valor nenhum ao estudo pois o mesmo resultado seria alcançado com um número
maior de observações.
2.2.4.2 Determinação do tempo normal
Segundo Slack, Chambers e Johnston (2009), Tempo Normal, é o tempo que um
trabalhador qualificado, realiza uma atividade específica, com desempenho padrão. Este
tempo é obtido através da equação 1:
Onde, TN = Tempo normal, TS = Tempo selecionado e v = Velocidade do operador.
O tempo normal de uma operação não considera as tolerâncias, todavia um operador
não permanecerá um turno inteiro de trabalho sem nenhuma interrupção. Entre as tolerâncias
para interrupção estão as necessidades pessoais do operador, fadiga, e aquelas geradas por
forças externas.
Barnes (1977) aponta que a velocidade do operador, ou avaliação de ritmo do
operador, é um processo durante o qual o analista de estudos de tempos compara o ritmo do
operador em observação com seu próprio conceito de ritmo normal. Para auxiliar a avaliação
do operador é utilizado o Sistema de Westinghouse (Figura 4).
Figura 4 – Tabela de estimativa de desempenho

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Fonte: Unidade III, Engenharia de Métodos (UFCG/CDSA)
2.2.4.3 Determinação do tempo padrão
O tempo padrão é igual ao tempo normal adicionado à essas tolerâncias, segundo
BARNES (1977) “o tempo padrão deve conter a duração de todos os elementos da operação
e, além disso, deve incluir o tempo para as tolerâncias necessárias”. Esse tempo é calculado
segundo a equação 2:
Onde, TP = Tempo Padrão, TN = Tempo Normal e TF = Fator de Tolerância.
Segundo Barnes (1977), as tolerâncias podem variar de 4% a 30%, de acordo com as
tarefas realizadas pelo funcionário e o ambiente de trabalho. Já o Fator de Tolerância é a razão
entre a tolerância e a carga horária diária de trabalho.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
3. Metodologia
Este estudo teve como prioridade a pesquisa exploratória, o estudo bibliográfico e
documental, objetivando um maior domínio do conhecimento relativo à temática abordada.
Utilizando-se como fonte: livros, dissertação, artigos, material impresso e redes eletrônicas.
O estudo consistiu em aplicar os princípios da engenharia de métodos no processo de
fabricação de uma bolsa feita com o material banner, utilizando-se os softwares Microsoft
Office Excel, Visio e Word 2010 como ferramentas de trabalho.
3.1 Informações gerais do processo
Os processos são feitos com apenas uma operadora. As atividades de são aplicadas
numa área de 15 m², o produto final apresenta um peso que varia entre 150 e 200 g em média.
A primeira fabricação foi realizada seguindo-se a forma comum de corte e costura, utilizou-se
os materiais: banner de lona reciclado, tesoura, moldes de folha, linha e zíper e para a
fabricação com o método melhorado, utilizou-se os materiais: banner de lona reciclado,
moldes de papelão, estilete, linha e botão.
Após várias modificações nos métodos usados na fabricação, vimos uma diferença
significativa tanto esteticamente (figuras 5 e 6) como também em ganho de tempo na
fabricação, custo do produto final e na qualidade.
Figura 5 – Bolsa antiga Figura 6 – Bolsa melhorada
Fonte: Arquivo do autor Fonte: Arquivo do autor
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
4. Mapeamento do método antigo
A costureira andava 0,68 metros até a mesa, cortava o banner de acordo com os
moldes, transportava as partes por 9,68 metros até a máquina de costura. Nesta etapa se
costurava a bolsa.
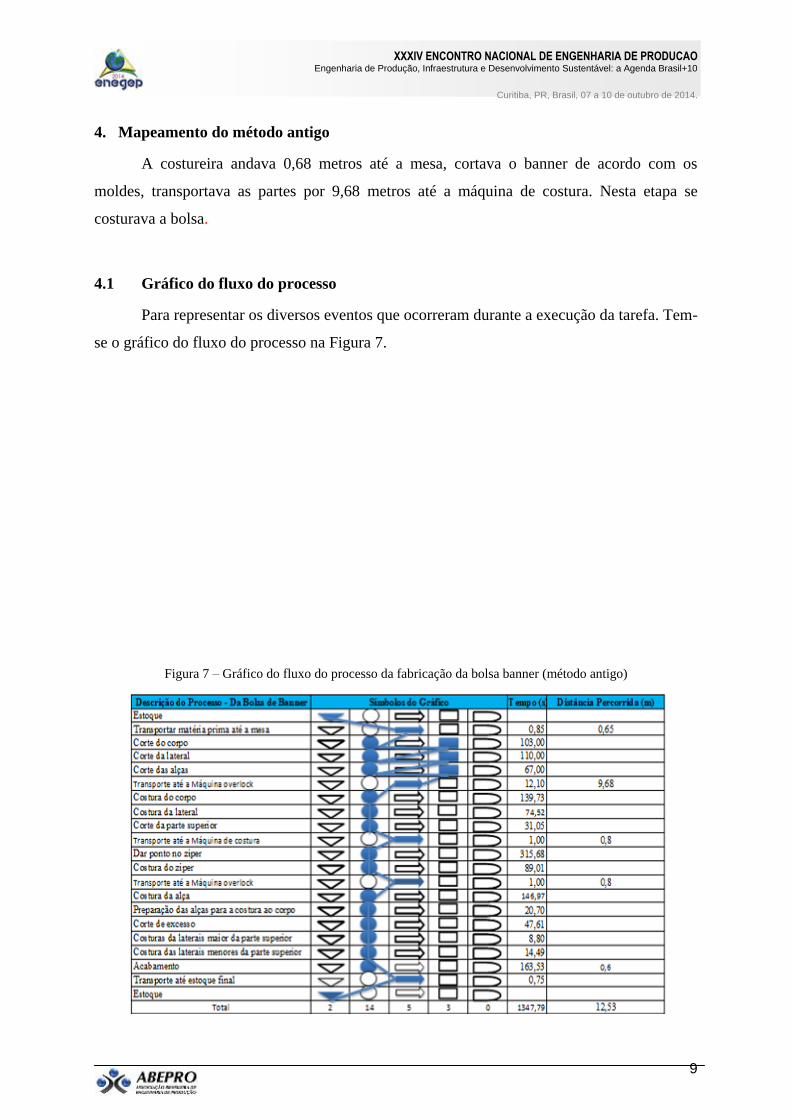
4.1 Gráfico do fluxo do processo
Para representar os diversos eventos que ocorreram durante a execução da tarefa. Tem-
se o gráfico do fluxo do processo na Figura 7.
Figura 7 – Gráfico do fluxo do processo da fabricação da bolsa banner (método antigo)
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Fonte: Autoria própria
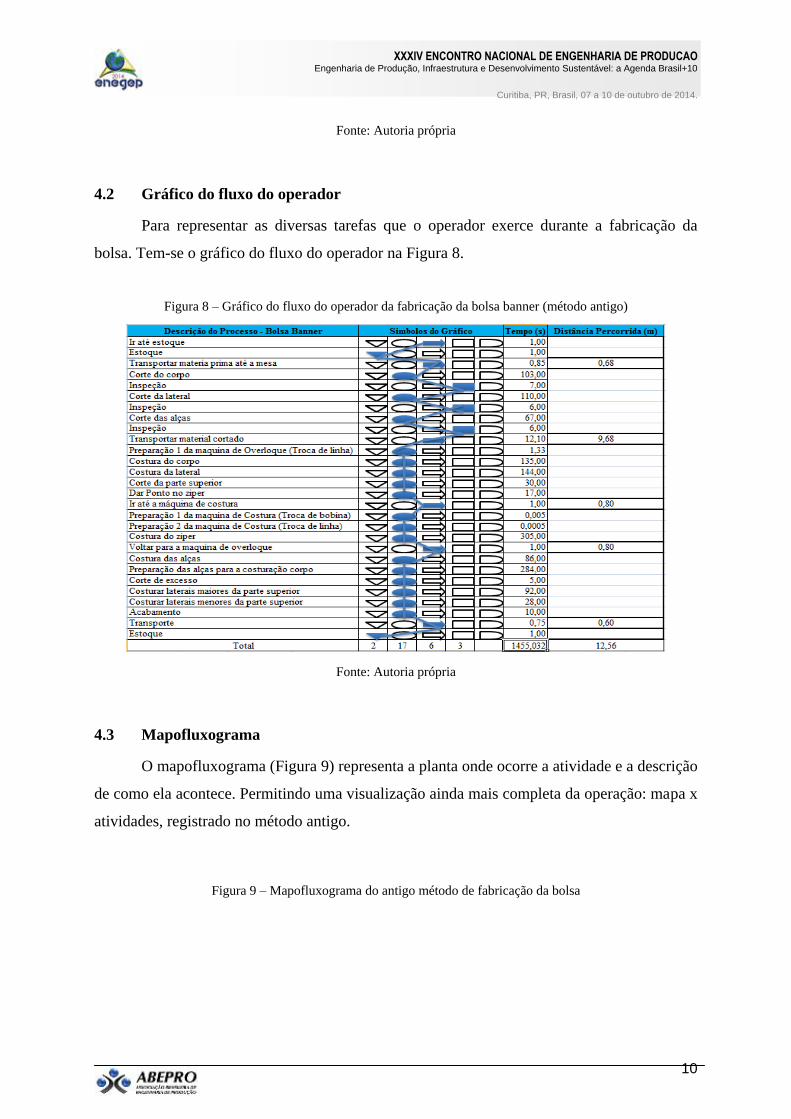
4.2 Gráfico do fluxo do operador
Para representar as diversas tarefas que o operador exerce durante a fabricação da
bolsa. Tem-se o gráfico do fluxo do operador na Figura 8.
Figura 8 – Gráfico do fluxo do operador da fabricação da bolsa banner (método antigo)
Fonte: Autoria própria
4.3 Mapofluxograma
O mapofluxograma (Figura 9) representa a planta onde ocorre a atividade e a descrição
de como ela acontece. Permitindo uma visualização ainda mais completa da operação: mapa x
atividades, registrado no método antigo.
Figura 9 – Mapofluxograma do antigo método de fabricação da bolsa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Fonte: Autoria própria
4.4 Diagrama de spaghetti
O diagrama de espaguete (Figura 10) tem a função de analisar os deslocamentos. Com
o objetivo definir rapidamente à distância percorrida para execução da tarefa.
Figura 10 – Diagrama de Spaghetti do antigo método de fabricação da bolsa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
Fonte: Autoria própria
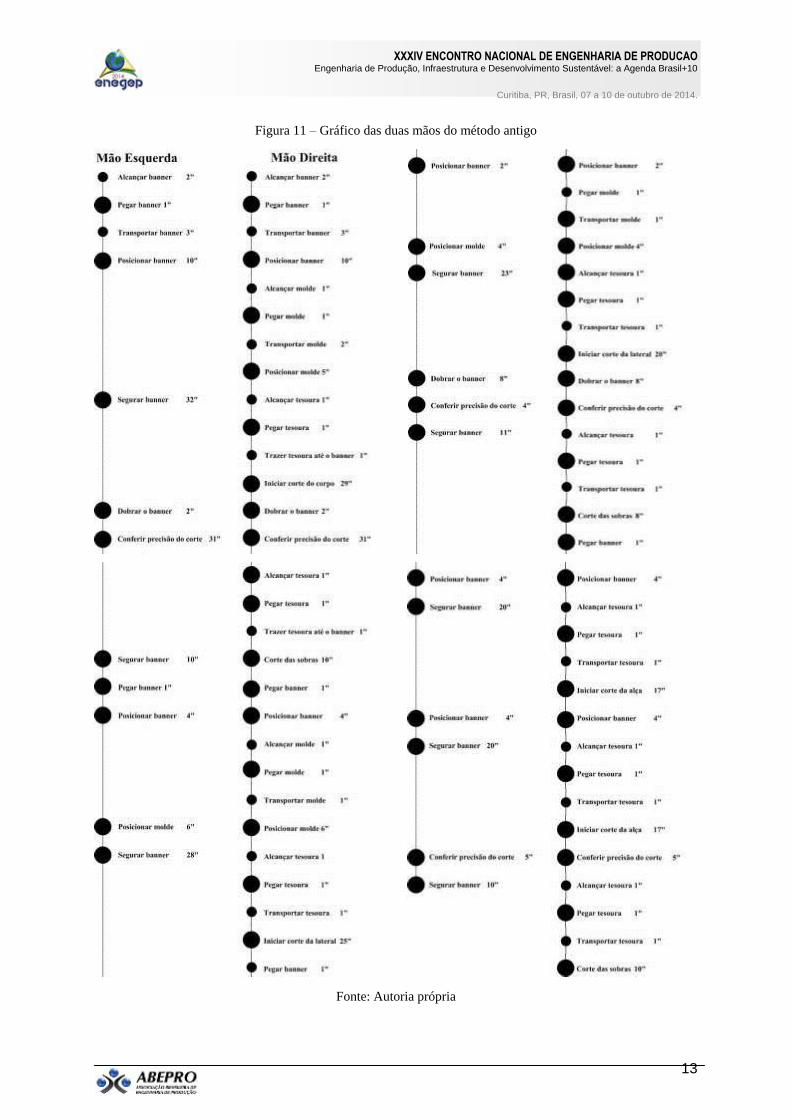
4.5 Gráfico das duas mãos
Foram registrados os movimentos das mãos (Figura 11) para uma parte da produção.
Como também foi medida a utilização na mão direita e da mão esquerda (TABELA 1).
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
Figura 11 – Gráfico das duas mãos do método antigo
Fonte: Autoria própria
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
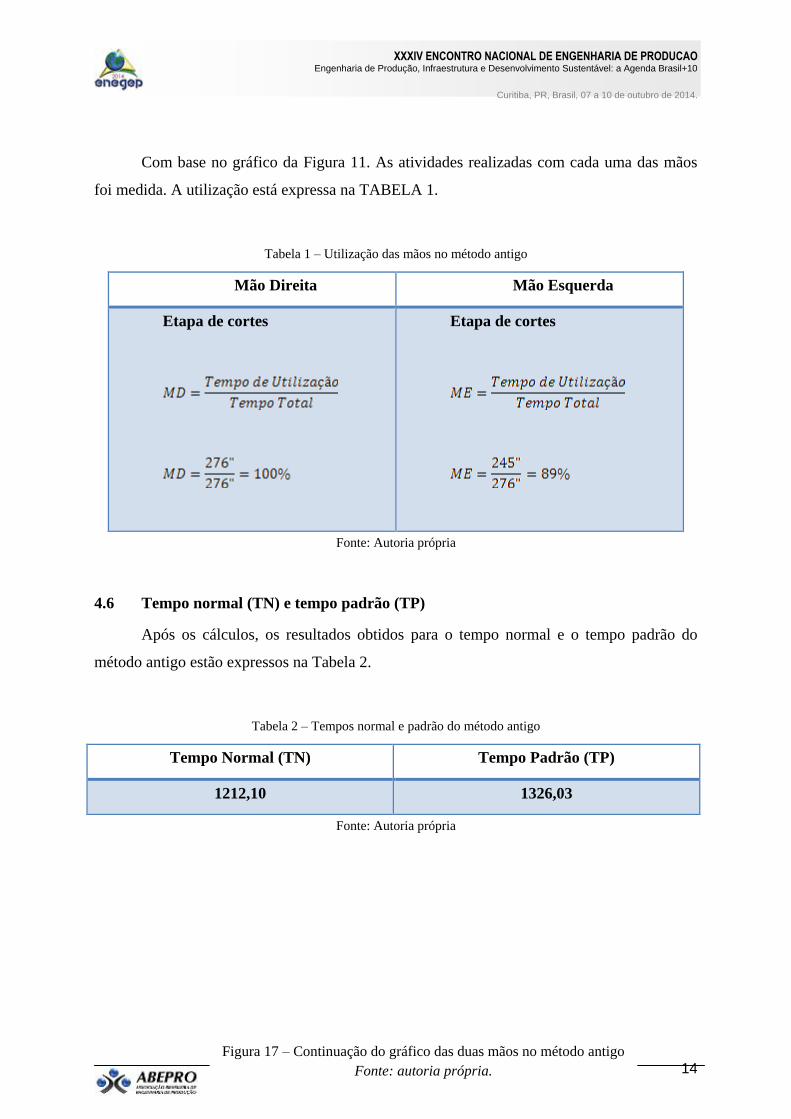
Com base no gráfico da Figura 11. As atividades realizadas com cada uma das mãos
foi medida. A utilização está expressa na TABELA 1.
Tabela 1 – Utilização das mãos no método antigo
Mão Direita Mão Esquerda
Etapa de cortes
Etapa de cortes
Fonte: Autoria própria
4.6 Tempo normal (TN) e tempo padrão (TP)
Após os cálculos, os resultados obtidos para o tempo normal e o tempo padrão do
método antigo estão expressos na Tabela 2.
Tabela 2 – Tempos normal e padrão do método antigo
Tempo Normal (TN) Tempo Padrão (TP)
1212,10 1326,03
Fonte: Autoria própria
Figura 17 – Continuação do gráfico das duas mãos no método antigo
Fonte: autoria própria.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
4.7 Distribuição de tempos do processo de fabricação
A seguir o gráfico de pizza representa a distribuição de tempos para cada etapa do
processo de fabricação da bolsa banner no método antigo.
Figura 12 – Distribuição de tempos do processo de fabricação no método antigo
Fonte: Autoria própria
5. Mapeamento do método melhorado
No novo método a costureira faz a operação de corte na mesma sala onde costura
evitando percorrer distâncias desnecessárias. A fabricação da bolsa dá-se seguindo-se a forma
comum de corte e costura.
5.1 Gráfico do fluxo do processo
Figura 18 – Cálculo do tempo normal e padrão no método antigo

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
Os eventos que ocorreram durante a execução do método melhorado é apresentado na
Figura 13.
Figura 13 – Gráfico do fluxo do processo da fabricação da bolsa Banner (método melhorado)
Fonte: Autoria própria
5.2 Gráfico do fluxo do operador
Figura 14 – Gráfico do fluxo do operador da fabricação da bolsa Banner (método melhorado)

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
Fonte: Autoria própria
5.3 Mapofluxograma
O mapofluxograma (Figura 15) representa a planta onde ocorre a atividade e a
descrição de como ela acontece. Permitindo uma visualização ainda mais completa da
operação: mapa x atividades, registrado no método melhorado.
Figura 15 – Mapofluxograma do método melhorado de fabricação da bolsa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
Fonte: Autoria própria
5.4 Diagrama de spaghetti
O diagrama de espaguete (Figura 16) tem a função de analisar os deslocamentos. Com
o objetivo definir rapidamente à distância percorrida para execução da tarefa.
Figura 16 – Diagrama de Spaghetti do método melhorado de fabricação da bolsa

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
19
Fonte: Autoria própria
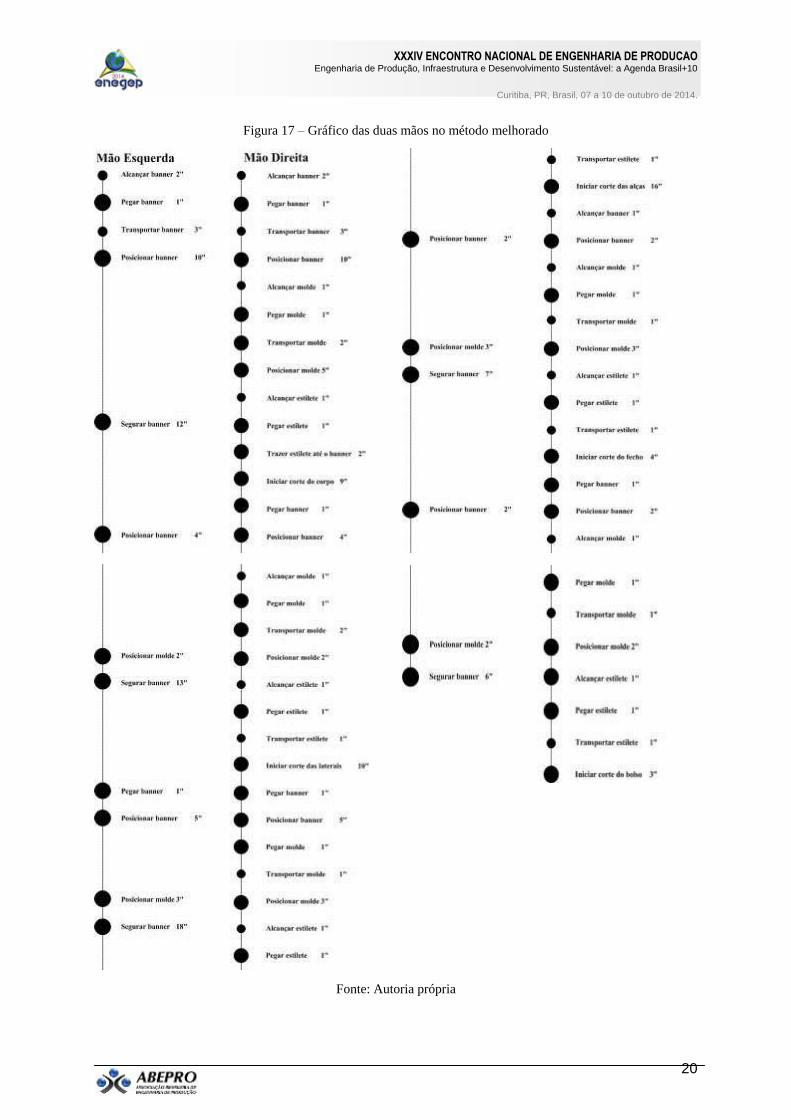
5.5 Gráfico das duas mãos
A fim de representar a economia de movimentos do método melhorado, foi criado o
gráfico com registro dos movimentos das mãos (Figura 17). E na TABELA 3 foi registrado a
utilização de cada mão.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
20
Figura 17 – Gráfico das duas mãos no método melhorado
Fonte: Autoria própria
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
21
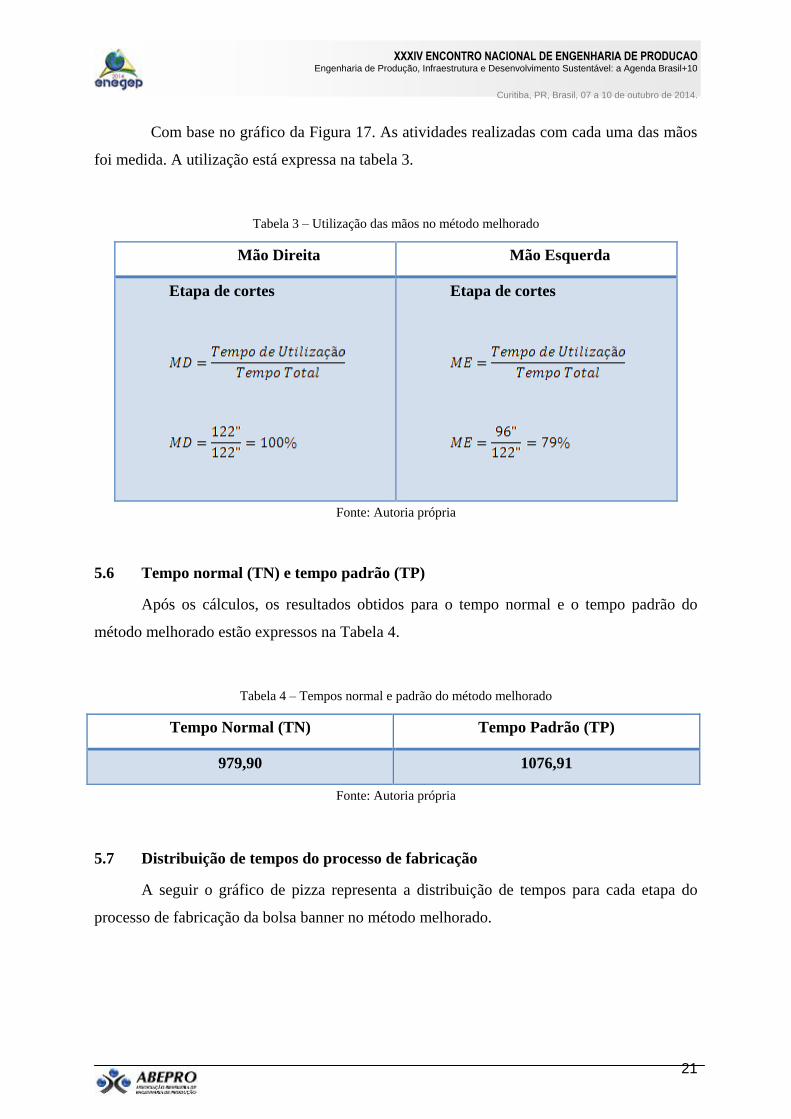
Com base no gráfico da Figura 17. As atividades realizadas com cada uma das mãos
foi medida. A utilização está expressa na tabela 3.
Tabela 3 – Utilização das mãos no método melhorado
Mão Direita Mão Esquerda
Etapa de cortes
Etapa de cortes
Fonte: Autoria própria
5.6 Tempo normal (TN) e tempo padrão (TP)
Após os cálculos, os resultados obtidos para o tempo normal e o tempo padrão do
método melhorado estão expressos na Tabela 4.
Tabela 4 – Tempos normal e padrão do método melhorado
Tempo Normal (TN) Tempo Padrão (TP)
979,90 1076,91
Fonte: Autoria própria
5.7 Distribuição de tempos do processo de fabricação
A seguir o gráfico de pizza representa a distribuição de tempos para cada etapa do
processo de fabricação da bolsa banner no método melhorado.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
22
Figura 18 – Distribuição de tempos do processo de fabricação no método melhorado
Fonte: Autoria própria
6. Resultados
6.1 Comparação do gráfico do fluxo de processo
O desenvolvimento dos fluxogramas de processo foi comparado na tabela 5, para
observar as vantagens dos métodos.
Tabela 5 – Comparação dos eventos segundo os gráficos de fluxo do processo
Método Antigo Método Melhorado Diferença
Operações 17 17 0
Transportes 6 4 2
Inspeções 3 5 -2
Esperas 0 0 0
Distância (m) 12,56 4,94 7,62
Fonte: Autoria própria

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
23
6.2 Custos
Foi realizada uma comparação (tabela 6) do total aplicado na fabricação da bolsa
Banner. Esta comparação permite analisar a viabilidade financeira dos métodos.
Tabela 6 – Custos do método antigo e do método melhorado
Método Antigo Método Melhorado
Banner: reciclado (grátis)
Área do Banner = 0,959 m²
Área Utilizada = 0,1332 m²
Zíper = 1 real
Linha 1 = 1,50 reais (tubo)
*Comprimento = 1310 m
*Comprimento Utilizado = 9,84 m
Linha 2 = 1,50 reais (tubo)
*Comprimento = 1310 m
*Comprimento Utilizado = 9,84 m
Linha 3 = 1,50 reais (tubo)
*Comprimento = 1310 m
*Comprimento Utilizado = 9,84 m
*Comprimento em linha gasto na
maquina de Overloque = 29,52 m
*Comprimento em linha para
Banner: reciclado (grátis)
*Área do Banner = 0,959 m²
*Área Utilizada = 0,1418 m²
Botão = 0,10 Reais
Linha = 2 reais (tubo)
*Comprimento tubo de linha = 1310
m
*Comprimento Utilizado = 14,96
*Comprimento da bobina = 120 m
*Comprimento Utilizado = 14,96 m
*Comprimento em linha gasto na
maquina de Costura = 29,92 m
*Comprimento em linha para
costura do botão = 1 m
Custo da bolsa = o custo para uma bolsa
em linha será de 0,046 Reais

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
24
costura do zíper = 2,07 m
Custo do consumo de linha para
costurar da bolsa = 0,03 Reais
Energia elétrica = 2,66 reais/mês
*Tempo de uso da máquina = 4,37
horas/turno.
*Valor da tarifa = 0,30445 reais/Kw
Mão de obra = 986,66 reais/mês
Custo do consumo de linha para costura
do zíper = 0,003 Reais
Custo da matéria prima = 1,033 reais
Custo mensal = 1438,05 reais
*Foi considerada a produção de 434
bolsas/mês, valor obtido a partir do
tempo padrão.
Custo do consumo de linha para costura
do Botão = 0,0015 Reais
Energia elétrica = 3,20 reais/mês
* Tempo de uso da máquina = 5,25
horas/turno.
*Valor da tarifa = 0,30445 reais/Kw
Mão de obra = 986,66 reais/mês
Custo da matéria prima = 0,1475 Reais
Custo mensal = 1069,34 reais
* Foi considerada a produção de 538
bolsas/mês, valor obtido a partir do
tempo padrão.
Fonte: Autoria própria
Custos como depreciação de máquinas e aluguel não foram computados, pois as
máquinas são antigas (com mais de oito anos de uso) e os produtos são feitos e armazenados
em casa.
6.3 Qualidade
No quesito qualidade consideramos a estética e a qualidade da costura. (tabela 7)
Tabela 7 – Características da costura utilizada
Método Antigo Método Melhorado

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
25
Por ser feita na máquina de overloque a
costura não é tão forte, haja vista que,
linha é mais fina, do que a usada na
outra máquina. A costura ainda é um
elemento de grande importância para a
estética da bolsa.
Por ser feita em máquina de costura
normal a costura ficou muito mais
reforçada, haja vista que, a linha é de
qualidade superior à usada na máquina
de overloque, optamos ainda para o
fechamento da bolsa o uso de botão ao
invés de zíper, pois constatamos que o
botão sanaria a necessidade do zíper.
Para agregar valor à estética
adicionamos um bolso na parte frontal
da bolsa.
Fonte: Autoria própria
6.4 Lead time
O Lead time é o tempo de processamento de um pedido, desde o momento que é
colocado na linha de produção até a entrega. Atualmente as empresas trabalham muito para
reduzir o lead time.
Tabela 8 – Comparação do lead time
Método Antigo Método Melhorado
Para dar início ao corte utilizamos
moldes de papel e tesoura para fazer o
corte das partes da bolsa, os cortes são
feitos na mesa em um cômodo a parte,
exatamente 9,68 m da máquina de
costura.
Para acelerar o processo, optamos por
fazer o corte com estilete e utilizando
moldes de papelão que dão melhor
sustentabilidade. Ainda rearranjamos o
layout e colocamos a mesa onde ocorre o
corte dentro do mesmo cômodo onde
ocorre a costura, evitando a costureira
percorrer grande distância.
Fonte: Autoria própria
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
26
6.5 Flexibilidade
Significa ser capaz de alterar a operação de alguma forma. Pode ser a habilidade da
operação em modificar o produto.
O banner tem dimensões (1,37m x 0,70m) sendo que não é utilizado totalmente para
uma bolsa, mas usa-se o restante para a fabricação de outra bolsa. Há uma imensa variedade
de Banners de diferentes cores e estampas. Ainda podemos alterar as dimensões da bolsa,
mudando o tamanho dos moldes.
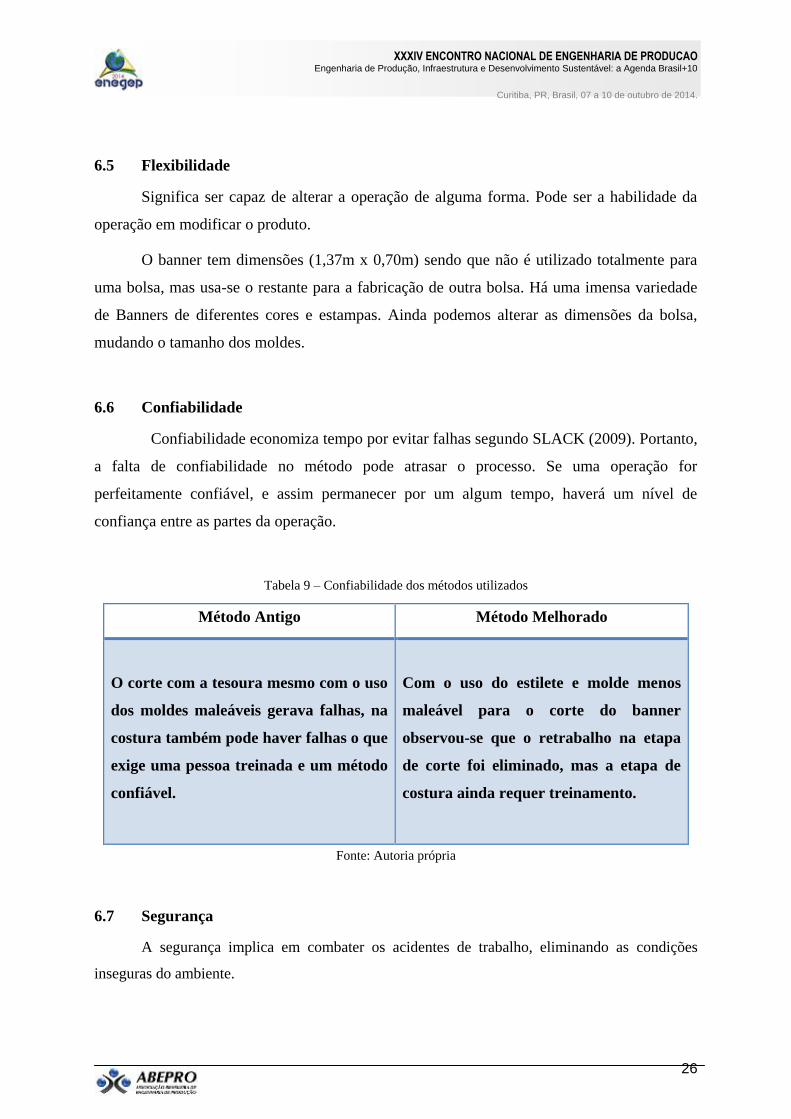
6.6 Confiabilidade
Confiabilidade economiza tempo por evitar falhas segundo SLACK (2009). Portanto,
a falta de confiabilidade no método pode atrasar o processo. Se uma operação for
perfeitamente confiável, e assim permanecer por um algum tempo, haverá um nível de
confiança entre as partes da operação.
Tabela 9 – Confiabilidade dos métodos utilizados
Método Antigo Método Melhorado
O corte com a tesoura mesmo com o uso
dos moldes maleáveis gerava falhas, na
costura também pode haver falhas o que
exige uma pessoa treinada e um método
confiável.
Com o uso do estilete e molde menos
maleável para o corte do banner
observou-se que o retrabalho na etapa
de corte foi eliminado, mas a etapa de
costura ainda requer treinamento.
Fonte: Autoria própria
6.7 Segurança
A segurança implica em combater os acidentes de trabalho, eliminando as condições
inseguras do ambiente.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
27
Tabela 10 – Risco existente nos dois métodos
Método Antigo Método melhorado
O processo de fabricação da bolsa
requer o uso de máquina de costura,
logo há chance de ocorrência de
acidentes devido à exposição de partes
moveis e a tesoura usada no corte do
banner também pode causar lesões ao
operador.
Os riscos existentes no método antigo
ainda estão presentes no método
melhorado, mas para atenuar as chances
deve haver o uso de proteções nas partes
móveis evitando o contato com o
operador.
Fonte: Autoria própria
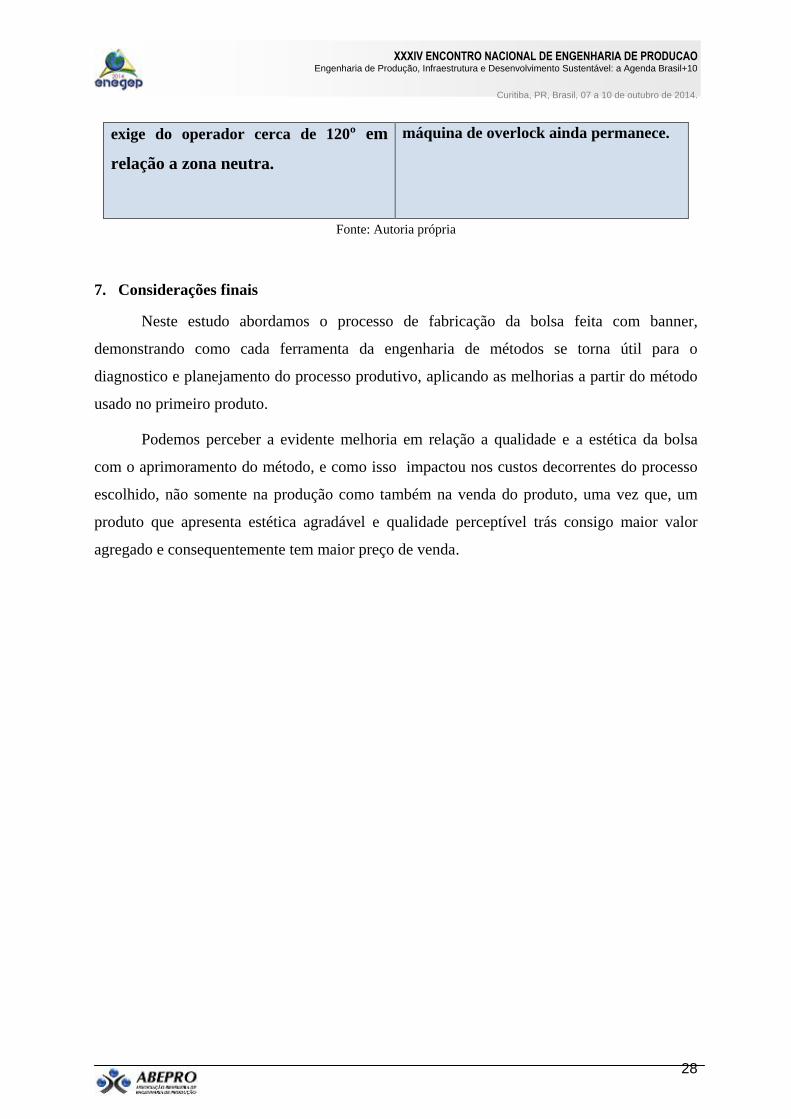
6.8 Ergonomia
Ramo de projeto de trabalho que se ocupa primordialmente dos aspectos
fisiológicos do projeto de trabalho, de como o corpo humano encaixa-se nas instalações e no
ambiente; pode também referir-se aos fatores humanos, ou engenharia de fatores humanos
(SLACK, 2009)
Tabela 11 – Quesitos ergonômicos do método
Método Antigo Método Melhorado
O operador inicialmente faz o processo
de corte em pé e movimenta-se até o
local onde é feito a costura do produto a
partir dai ele assumi uma postura
estática e permanece sentado até a troca
de máquina, a mesa usada tem um
metro de altura o que para a pessoa que
a operou não lhe traz muitos problemas
exceto pela a máquina overlock que
No método melhorado as distâncias
percorridas no método antigo foram
eliminadas, e o operador assume um
posto de trabalho que lhe pede menos
movimentação, não havendo alternância
de posturas com isso alguns grupos
musculares tendem a ficar fadigados e o
trabalho pode gerar monotonia, além
disso, o problema encontrado na
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
28
exige do operador cerca de 120º em
relação a zona neutra.
máquina de overlock ainda permanece.
Fonte: Autoria própria
7. Considerações finais
Neste estudo abordamos o processo de fabricação da bolsa feita com banner,
demonstrando como cada ferramenta da engenharia de métodos se torna útil para o
diagnostico e planejamento do processo produtivo, aplicando as melhorias a partir do método
usado no primeiro produto.
Podemos perceber a evidente melhoria em relação a qualidade e a estética da bolsa
com o aprimoramento do método, e como isso impactou nos custos decorrentes do processo
escolhido, não somente na produção como também na venda do produto, uma vez que, um
produto que apresenta estética agradável e qualidade perceptível trás consigo maior valor
agregado e consequentemente tem maior preço de venda.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
29
8. Referências
Aulas do professor João Pereira Leite na Universidade Federal de Campina Grande, campus Sumé.
BARNES, R. M. Estudo de Movimentos e Tempos: Projeto e Medida do Trabalho. Edguar Blücher. 6a Edição,
1977.
CONTADOR, J. C. Gestão de Operações: Engenharia de Produção a Serviço da Modernização da Empresa.
Edguar Blücher. 2ªEdição. São Paulo, 1998.
MACHLINE, Claude et al. Manual de administração da produção. 9 ed. Rio de Janeiro: Editora da Fundação
Getúlio Vargas, 1990. 1 vol.
MOREIRA, D. A. Administração da Produção e Operações. São Paulo, 2001.
SLACK, N. et al. Administração da produção. 3. ed. São Paulo: Atlas, 2009.
SOUTO, M. S. M. Lopes. Apostila de Engenharia de métodos. Curso de especialização em Engenharia de
Produção – UFPB. João Pessoa. 2002.
http://pt.wikipedia.org/wiki/Fluxograma
http://www.totalqualidade.com.br/2011/11/mapofluxograma-o-que-e-isso.html