manejo aerÓbio de dejetos de gado leiteiro · É basicamente um estábulo com material de...
TRANSCRIPT

MANEJO AERÓBIO DE DEJETOS DE GADO LEITEIRO
Sérgio Bastos

2
IntroduçãoOs dejetos dos bovinos confinados nos sistemas de produção de leite são uma fonte preocupante de poluição ambiental e devem ser tratados de forma a minimizar os efeitos poluidores e diminuir os riscos de proliferação de doenças para o próprio gado ou para as pessoas envolvidas na produção de leite e seus familiares. Além da preocupação com a própria saúde é impor-tante também manter uma atitude de responsabilidade com o meio ambiente fazendo com que as próximas gerações consi-gam usufruir de um mundo cada vez mais sustentável.
LegislaçãoA própria legislação ambiental, cada vez mais exigente, pro-cura garantir que a natureza seja respeitada. Recentemente foi aprovada a Portaria IAP n° 162 de 10/07/2018 do Instituto Ambiental do Paraná[2] (https://www.legisweb.com.br/legisla-cao/?id=364512) que estabelece critérios para o Licenciamento Ambiental de empreendimentos de bovinocultura confinada e semiconfinada de leite e de bovinocultura confinada de corte. A portaria estabelece padrões para o licenciamento da ativida-de em função da tipologia do empreendimento, do sistema de criação e do número de cabeças dos animais. Também estabe-lece a documentação necessária para o protocolo de licencia-mento ambiental de acordo com essa classificação. Define tam-bém procedimentos para coleta, contenção, armazenamento e tratamento dos dejetos gerados pela atividade, assim como pa-drões para emissão e reaproveitamento dos mesmos em demais atividades, como o lançamento dos efluentes em corpos hídricos.
3
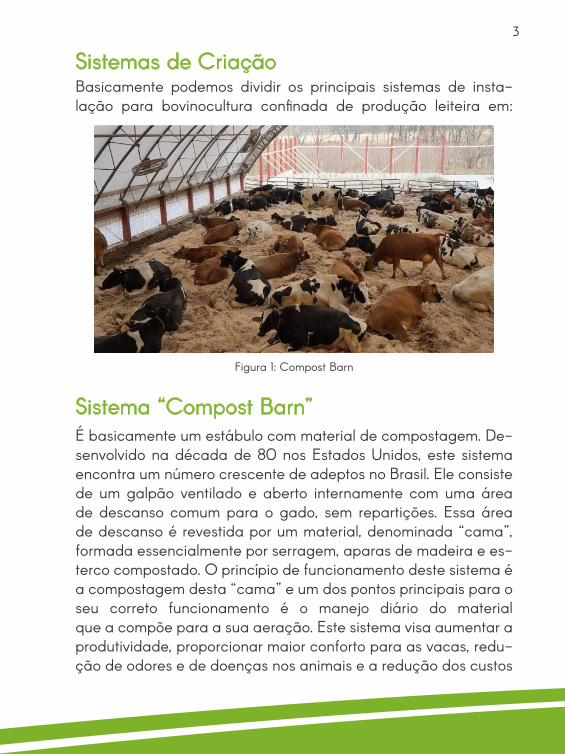
Sistemas de CriaçãoBasicamente podemos dividir os principais sistemas de insta-lação para bovinocultura confinada de produção leiteira em:
Figura 1: Compost Barn
Sistema “Compost Barn”É basicamente um estábulo com material de compostagem. De-senvolvido na década de 80 nos Estados Unidos, este sistema encontra um número crescente de adeptos no Brasil. Ele consiste de um galpão ventilado e aberto internamente com uma área de descanso comum para o gado, sem repartições. Essa área de descanso é revestida por um material, denominada “cama”, formada essencialmente por serragem, aparas de madeira e es-terco compostado. O princípio de funcionamento deste sistema é a compostagem desta “cama” e um dos pontos principais para o seu correto funcionamento é o manejo diário do material que a compõe para a sua aeração. Este sistema visa aumentar a produtividade, proporcionar maior conforto para as vacas, redu-ção de odores e de doenças nos animais e a redução dos custos

4
da instalação para o produtor, evitando inclusive a construção de esterqueira.
Sistema “Free Stall”Este Sistema consiste num galpão ventilado com baias individu-alizadas onde os animais permanecem lado a lado. As baias são forradas por uma “cama” normalmente de areia e são destina-das ao descanso dos animais. A outra parte do galpão é cons-tituída por uma área comum destinada a alimentação e exer-cícios. É um dos sistemas de criação de gado leiteiro preferidos pelos produtores no Brasil.
Figura 2: Free Stall
Sistema “Tie Stall”Caracterizado pelo confinamento total do animal onde as va-cas permanecem lado a lado em baias individuais e são mantidas presas por uma corrente no pescoço. Elas recebem

5
a alimentação diretamente no cocho e geralmente ficam soltas apenas na hora da ordenha quando fazem um pouco de exercí-cio. É um sistema mais utilizado para rebanhos pequenos e não apresenta tendência de crescimento em função do bem-estar do animal. Um estudo [3] comparativo entre os sistemas “Free Stall” e “Compost Barn” não apresentou diferenças significativas entre eles em relação à higiene dos animais, locomoção, confor-to e incidência de mastite.
Manejo dos DejetosDependendo do sistema de instalação de bovinocultura os de-jetos dos animais apresentarão consistências diferentes e basi-camente elas definirão o melhor sistema de manejo em função do conteúdo de umidade. Conforme Campos[1] o esterco pode ser classificado de acordo com três consistências: sólido (16% ou mais de sólidos totais), semi-sólido (12 a 16% de sólidos totais) e líquido (com menos de 12% de sólidos totais).
Figura 3: Tie Stall
6
CompostagemNo sistema “Compost Barn” os dejetos dos animais são mistura-dos com o material da “cama” e sofrem o processo de compos-tagem. Com o processo de compostagem ocorrerá produção de dióxido de carbono (CO2), água e calor a partir da degradação dos componentes orgânicos da cama. As fezes e urina das vacas fornecem os componentes orgânicos (carbono, nitrogênio, água e microrganismos) que serão primordiais para o processo de compostagem. O oxigênio usado no processo de compostagem é resultante do revolvimento e aeração diária que deve ser re-alizada na cama. Para o sucesso no processo de compostagem são necessários a manutenção de níveis adequados de oxigênio, água, temperatura, quantidade de matéria orgânica e atividade dos microrganismos, que produzem calor suficiente para secar o material e reduzir a população de microrganismos causadores de doenças, como exemplo, podemos citar a mastite clínica e as patologias podais. Para que a umidade seja controlada, a tem-peratura da cama deve variar de 54a65°C a 30 cm da superfície da cama, ou seja, o controle da temperatura da cama é uma forma de avaliação da qualidade da compostagem. A utilização do resíduo das camas, após a retirada das instalações, torna-o mais interessante e sustentável, pois o produto pode ser distribu-ído na área de lavoura ou vendido para produtores.
Manejo do Esterco SólidoO esterco é raspado mecanicamente, evitando-se ao máximo o excesso de água. O esterco retirado diariamente pode ser distri-buído em locais cobertos ou não para o escoamento do excesso de umidade e posteriormente pode ser distribuído nas áreas de cultura. Pode também ser levado para a esterqueira ou para o processo de compostagem.

7
Manejo do Esterco LíquidoNeste sistema há a necessidade de construção de tanques (es-terqueiras) para a coleta, tratamento e homogeneização do es-terco líquido proveniente da limpeza das instalações, contendo os dejetos dos animais e os resíduos de alimentação provenien-tes da lavagem. Eles devem ser diluídos em água na proporção 1:1 ou menos para garantir que a concentração de sólidos totais fique abaixo dos 12%. Diluições com menos de 5% de sólidos facilitam a posterior irrigação. A capacidade de armazenagem dos tanques vai depender de diversos fatores como o sistema de tratamento adotado, tamanho do rebanho, sistema de confina-mento, diluição dos dejetos e do tempo de retenção hidráulica que varia se o sistema de tratamento for aeróbio ou anaeróbio, além de outros fatores. O sistema de tratamento mais utilizado nestes tanques (esterqueira) é o anaeróbio, mas existe também a opção de realizar o tratamento da forma aeróbia.
Tratamento AnaeróbioA estabilização do material armazenado na esterqueira é rea-lizada através da decomposição da matéria orgânica presente no meio. Este trabalho é um processo biológico realizado pelos microrganismos presentes no tanque e ele pode ser um pro-cesso aeróbio (com oxigênio) ou anaeróbio (sem oxigênio). O desenvolvimento de um processo ou de outro vai depender do tipo de microrganismos presente no tanque de dejetos e a sua população predominante vai depender basicamente da quan-tidade de oxigênio dissolvido no tanque. O oxigênio dissolvi-do no tanque é absorvido pelos microrganismos presentes e se esgota rapidamente de forma a promover o desenvolvi-mento de uma população de microrganismos anaeróbios, ou

8
seja, que não necessitam de oxigênio para se desenvolver. Estes microrganismos digerem o material orgânico presen-te no tanque gerando como subprodutos deste processo o dióxido de carbono, a amônia, compostos a base de enxofre, incluindo o sulfeto de hidrogênio conhecido também como gás sulfídrico, além do gás metano. Esse processo requer um tempo de retenção em torno de 120 dias para o material seja esta-bilizado e possa ser reaproveitado como fertilizante na lavou-ra uma vez que é rico em nutrientes, principalmente nitrogênio, fósforo e potássio.
Mau CheiroUma das características do processo anaeróbio desenvolvido na esterqueira é o mau cheiro decorrente dos subprodutos for-mados por este processo biológico. Esse mau cheiro pode atrair e promover a proliferação de vetores causadores de doenças nos animais ou nas próprias pessoas envolvidas no processo de produção. Os compostos de enxofre, principalmente o sul-feto de hidrogênio ou gás sulfídrico resultante do processo de decomposição anaeróbia da matéria orgânica possui um odor característico de ovos podres. O mau cheiro resultante deste processo é um dos pontos enfatizados na Portaria IAP n° 162 de 10/07/2018 do Instituto Ambiental do Paraná [2] em relação à localização das construções para criação dos animais, armaze-nagem, tratamento e disposição final de dejetos. Ela estabelece que devem ser consideradas as condições ambientais da área e do seu entorno, bem como, a direção predominante dos ventos na região, de forma a impedir a propagação de odores para cida-des, núcleos populacionais e habitações mais próximas. Uma das formas de eliminar o problema do mau cheiro é a utilização do processo aeróbio ao invés do processo anaeróbio de tratamento.

9
Tratamento AeróbioSe o nível de oxigênio dissolvido no tanque (esterqueira) for mantido constante, os microrganismos predominantes serão os do tipo aeróbio, ou seja, microrganismos que necessitam de oxi-gênio para sobreviver. Neste caso as condições aeróbias vão promover o desenvolvimento de uma população aeróbia de mi-crorganismos que serão os responsáveis pela decomposição da matéria orgânica contida nos dejetos. O processo de decompo-sição desenvolvido por estes microrganismos é diferente daquele desenvolvido pelos microrganismos anaeróbios e os subprodutos resultantes também serão diferentes, basicamente dióxido de carbono, água e células de microrganismos. Não há a formação dos compostos de enxofre e consequentemente do sulfeto de hidrogênio ou gás sulfídrico responsável pelo mau cheiro. Tam-bém não há a formação de amônia e o nitrogênio resultante do processo está contido em forma solúvel nas células do micror-ganismos. Para manter o nível de oxigênio dissolvido no tanque promovendo o desenvolvimento dos microrganismos aeróbios necessários para este processo é preciso que seja fornecido oxi-gênio para o tanque ou esterqueira de forma contínua através do processo de aeração. Campos[1] em seu estudo apresenta detalhadamente as características do processo aeróbio no tra-tamento dos dejetos do gado leiteiro.
Vantagens do processo aeróbioEm relação ao processo de fermentação anaeróbio, ou seja, o processo anaeróbio de tratamento, o processo aeróbio apresen-ta os seguintes benefícios:
Tempo de retenção ou tempo necessário para a degradação da matéria orgânica e estabilização do material. O processo

10
aeróbio de decomposição da matéria orgânica é cerca de dez vezes mais rápido que o processo anaeróbio permitindo que a utilização do material estabilizado como fertilizante por exemplo possa ser realizado muito antes;O nitrogênio, um dos principais nutrientes necessário para o desenvolvimento da lavoura, responsável pela formação da clorofila e da respectiva coloração verde, pelo crescimento vigoroso e pelo desenvolvimento da densa vegetação, está presente no material estabilizado na forma solúvel que é ab-sorvida pelo solo e transferida para as plantas ao contrário do nitrogênio resultante do processo anaeróbio que basicamen-te está na forma volátil que não vai ser absorvida pelo solo. O resultado é um biofertilizante de maior valor nutritivo que vai diminuir a necessidade de complementação com outros fertilizantes, promovendo o desenvolvimento de uma cultura abundante e de um solo mais fértil; A eliminação do mau cheiro, pois entre os subprodutos do processo aeróbio não se encontram os compostos de enxofre.
Um estudo [4] realizado no Japão aponta ainda a diminuição de patógenos principalmente através do monitoramento de E: Coli em função da aplicação de aeração intensiva nos dejetos de gado leiteiro.
AeraçãoO fornecimento de oxigênio para o tanque ou esterqueira é rea-lizado através do processo de aeração que consiste em introdu-zir bolhas de ar nos dejetos líquidos do tanque. O ar atmosférico que respiramos contém cerca de 21% de oxigênio. O forneci-mento constante de bolhas de ar no interior do tanque ou ou esterqueira faz com que ocorra o fenômeno de transporte do

11
oxigênio contido na bolha de ar para o meio líquido através da superfície de troca da bolha. Quanto maior a superfície de troca entre o meio ar e o meio líquido, mais eficiente será a transfe-rência de oxigênio para o meio líquido. Quanto menor for o ta-manho da bolha de ar, maior será a sua superfície de troca em relação ao volume da própria bolha, ou seja, quanto menores forem as bolhas de ar, melhor será a eficiência no fornecimento de oxigênio para o meio líquido. Da mesma forma, quanto mais tempo as bolhas de ar permanecerem imersas no líquido, mais tempo haverá para a transferência de oxigênio e mais eficiente será o processo. Para realizar o processo de aeração, ou seja, o fornecimento de bolhas de ar de forma contínua no interior do tanque, é necessário um equipamento denominado aerador. Um destes equipamentos, especialmente desenvolvido para essa fi-nalidade é o MasterMixer.
Figura 4: Processo de Aeração do MasterMixer
O MasterMixerO MasterMixer é um equipamento eletromecânico que desen-volve duas funções ao mesmo tempo: a aeração e a homogenei-

12
zação do líquido através da mistura promovida pela sua hélice. Composto de um motor elétrico submersível de 5 CV que gira a 3570 rpm, ele promove a rotação de um rotor de aeração com-posto por pastilhas de metal duro. Girando em alta velocidade ele desenvolve uma pressão negativa que suga o ar atmosférico através de uma tubulação de PVC e o introduz através de uma câmara, passando pelo rotor e gerando através do fenômeno de cavitação, bolhas de ar de pequeno tamanho que são imersas no líquido. Ao mesmo tempo um sistema de redução diminui a rotação para 200 rpm para acionar uma hélice de 480 mm de diâmetro que promove a movimentação do líquido ao seu redor homogeneizando o líquido e também impulsiona as bolhas de ar geradas no rotor de aeração para frente a fim de aumentar o rendimento de transferência de oxigênio. Para a utilização em lagoas ou esterqueiras o MasterMixer é fornecido com um flutu-ador com bóias marítimas, onde ele é fixado e cuja regulagem de altura de funcionamento é feita através de uma catraca. Este flutuador permite a opção de instalação de um mecanismo de movimentação automática que aproveita a energia da própria hélice do MasterMixer para promover essa movimentação. Com isso, o flutuador com o MasterMixer se desloca ao longo de uma corda esticada ao longo do tanque ou da lagoa e que delimita a direção do movimento. Ele se desloca de um lado a outro do tanque, fazendo a inversão do movimento de forma totalmente automática quando alcança um batente fixado na própria corda. Assim ele consegue “varrer” toda a extensão do tanque ou la-goa permitindo que a oxigenação seja feita de forma completa, além de melhorar a eficiência na homogeneização de todo o volume do tanque.

Figura 5: MasterMixer no Flutuador
Referências Bibliográficas[1] A. T. CAMPOS,W. A. FERREIRA, A. A. PACCOLA, J. L. JÚNIOR, R. C. ULBANERE, R. M. CARDOSO, and A. T. CAMPOS. Tratamen-to biológico e reciclagem de dejetos bovinos em sistema intensivo de produção de leite. Ciênc. agrotec., 26-2:426–438, 2002.
[2] Instituto Ambiental do Paraná. Portaria 162. 10/07/2018.[3] E. A. ECKELKAMP, J. L. TARABA, K. A. AKERS, R. J. HARMON, and J. M. BEWLEY. Sand bedded freestall and compost bedded pack effects on cow hygiene, locomotion, and mastitis indicators. Livestock Science, 190:48 – 57, 2016.[4] D. HANAJIMA, Y. FUKUMOTO, T. YASUDA, K. SUZUKI, K. MAEDA, and R. MORIOKA. Bacterial community dynamics in ae-rated cow manure slurry at different aeration intensities. Journal of Applied Microbiology, 111:1416–1425, 2011.
