machos de laminação innoform - emuge franken · com a finalidade de facilitar a produção de...
TRANSCRIPT

Machos de laminação InnoFormModo econômico de produção de roscas internas
Tecnologia de roscagem

Tecnologia de roscagemContents
Tecnologia de roscagemConteúdos
Introdução 3
O programa InnoForm 4 - 5
Machos de laminação InnoForm 6 - 13
Grupos de materiais e velocidades circunferenciais 14
Laminação como processo produtivo 15
A produção de um macho de laminação 16
Superfícies de elevada dureza e revestimentos anti-fricção 17
Peça 18
Termoformação e binários 19
A tolerância dos machos de laminação 20
Diâmetros de pré-fabricação dos machos de laminação 21 - 22
Tolerâncias de calibragem dos machos de laminação 23
Refrigeração e lubrificação 24
Fixação de ferramentas 25 - 26

Tecnologia de roscagemIntrodução
3
Sempre em forma com EMUGE InnoForm!EMUGE é o primeiro produtor mundial de machos a introduzir um programa de machos de laminação especialmente concebidos para a roscagem especifica para vários grupos de materiais. Enquanto que no passado só era possível efectuar nas áreas de maquinação, actualmente e a partir deste programa temos aumentado especialmente o desempenho dos nossos machos de laminação em numerosas aplicações.
Machos de laminação convencionais inicialmente foram produzidos para a roscagem de aços ou materiais de baixa dureza. A sua durabilidade era baixa e o processo em si, dava poucas garantias de sucesso. EMUGE efectuou investigações extensivas ao longo dos vários anos sobre a roscagem por laminação, e desenvolveu uma nova ferramenta que tem demonstrado excelentes resultados.
Com o intuito de destacar este programa extremamente inovador, de machos de laminação, o pensamento levou a um novo nome:
InnoForm
As abreviações sobre as geometrias e desenhos ajustam-se perfeitamente ao conceito já utilizado por EMUGE, deste modo essas ferramentas são facilmente reconhecidas. Por exemplo, existe um novo macho de laminação designado por InnoForm 1-Z, a sua aplicação para quem esteja familiarizado com os nossos machos, será equivalente ao nosso macho Rekord 1B-Z.
Uma vista de olhos ao programa InnoFormO programa InnoForm sendo apenas os machos por laminação, com e sem lubrificação nas arestas de corte (aqui designadas por “SN” do alemão “Schmiernuten”) são parte do programa InnoForm como também as ferramentas com ou sem refrigeração interna IKZ/IKZN. Os machos de laminação InnoForm de tipo ÖKO estão disponíveis nas geometrias “Z” e “GAL”. Para a roscagem de chapas metálicas, nos desenvolvemos um tipo específico designado por InnoForm-BL. Todos os machos de laminação InnoForm são revestidos e por vezes também contêm um revestimemto anti-fricção para o tipo de aplicação em causa. Consequentemente, existem aplicações por laminação com custos extremamente elevados, que passaram a efectuar-se a baixo custo, devido aos nossos novos machos de laminação InnoForm.
Os machos laminação InnoForm estão disponíveis nas seguintes medidas:
• Rosca ISO métrica regular DIN 13 • Rosca ISO métrica fina DIN 13 • Rosca grossa UNC ASME B1.1 • Rosca fina UNF ASME B1.1 • Rosca gás Whitworth DIN EN ISO 228
Com esta ferramenta da nova geração, EMUGE está bem preparada, e na “forma máxima” para contribuir continuamente no desenvolvimento de machos de laminação.

4
Tecnologia de roscagemO programa InnoForm
4
InnoForm Os machos de laminação InnoForm estão concebidos essencialmente para aplicações em aços pré-tratados. Com uma geometria optimizada em conjugação com um revestimento em nitrato de titânio, faz com que se obtenha excelentes desempenhos. Em comparação com as geometrias convencionais, por exemplo, este novo macho é capaz de obter 500% mais de desempenho num aço C45k.
InnoForm-AL A gama de aplicação desta ferramenta são ligas de alumínio e materiais não ferrosos. Dentro dos parâmetros de lubrificação, ex. emulsão lubrificação, estes materiais mostram um elevado potencial para a utilização de machos de laminação. De forma a obtermos um elevado desempenho neste tipo de materiais com propriedades pouco adversas, este macho contém um revestimento próprio para examinar ao máximo a fricção, e como consequência a elevada segurança do processo.
InnoForm-W Este tipo de macho de laminação pode ser utilizado em aços de construção e em aços com baixo teor em carbono. A geometria especialmente concebida para esta aplicação irá produzir um perfil de rosca perfeito. Estes machos de laminação são duplamente revestidos e contêm um revestimento anti-fricção para uma excelente durabilidade.
InnoForm-GAL Os materiais de aluminio fundido, especialmente os que contêm uma alta porcentagem de silicona, produzem um esforço abrasivo muito elevado nas arestas de corte de laminação dos machos de roscar por laminação. Para além disso, as propriedades de moldeado de estes materiais, que são bastante quebradiços, são relativamente baixas: com frequência, a qualidade da superficie das roscas ou das roscas inteiras é deficiente. Com a finalidade de facilitar a produção de roscas e melhorar a resistência ao desgaste em tais condições tão desfavoráveis, dotamos a este modelo de ferramenta com uma geometria especialmente ajustada e de um revestimento superficial duro adicional.
InnoForm-VA Esse macho de laminação está especialmente fabricado para o uso em aços inoxidáveis. De um lado esses materiais apresentam uma aderência bastante forte, o que produz efeitos de soldagem em frio e em outros casos, quando as forças que interceptam são mais elevadas, faz com que as cunhas de laminação fiquem soldadas ao material da peça a ser trabalhada. Por outra parte, estes materiais mostram uma tendência a aumentar a sua resistência durante o processo de laminação, o que incrementa a tensão sobre as cunhas de laminação. Para poder contra-arrestar estas duas características principais, tivemos que desenvolver uma geometria capaz de responder aos problemas extremos de estabilidade. Mesmo assim, a combinação de um revestimento superficial duro especial e um revestimento anti-fricção oferece uma proteção ideal contra o desgaste ao mesmo tempo que reduz a tendências das cunhas ao aderir-se ao material da peça a trabalhar.
InnoForm-H Esta ferramenta está desenhada para a laminação de materiais com umas propriedades de ductilidade limitadas (GGV, por exemplo). A geometria especial da ferramenta, combinada com um revestimento superficial duro adequado, permite fabricar umas roscas de excelente qualidade e de uma resistência ao desgaste muito alta.
Número de roscas M10-6H, C45, emulsão lubrificação, furo cego
700%
600%
500%
400%
300%
200%
100%
0%
Produ
to sta
ndard
1
Produ
to sta
ndard
2
Produ
to sta
ndard
3
Produ
to sta
ndard
4
EMUG
E Inn
oForm
-TIN

5
Tecnologia de roscagemO programa InnoForm
5
InnoForm-Z Este modelo de ferramenta está desenhado para satisfazer os requisitos mais exigentes. O seu âmbito de aplicação inclui diversos materiais de aço duro e de alta resistência e suas ligas. Na especificação da geometria da ferramenta e na escolha do revestimento superficial duro, uma das máximas prioridades foi controlar as forças de laminação extremas que actuam sobre estes materiais, mantendo um alto grau de segurança no processo e reduzindo a fricção resultante e a geração de calor nas arestas de laminação da forma mais efectiva possível.
InnoForm-GAL-ÖKO e InnoForm-Z-ÖKOEstes machos de laminação estão desenhados para cumprir uns requisitos de resistência à fricção e resistência térmica ainda que mais exigentes, como os que acontece quando se trabalha com uma quantidade de lubrificação mínima, por exemplo, pelo que não só devem dispor de uma geometria adaptada a cada material, mais ainda por cima requerem outras medidas adicionais. Por este facto, aplicam-se sobre a ferramenta uns revestimentos antifricção e introduz-se um lubrificante-refrigerante, com a finalidade de refrigerar e lubrificar de forma segura a superficie de laminação. Quando se introduz uma nova ferramenta, a combinação de estas duas características de desenho tras consigo umas propriedades de deslizamento melhoradas apesar de que as condições de lubrificação são desfavoráveis, o que permite produzir roscas de forma segura e conseguir um elevado aumento da eficiência.
InnoForm-BL Cada ferramenta InnoForm-BL está desenhada a partir de uma ferramenta InnoForm básica, dependendo do tipo de material. As suas características especiais incluem uma redução de guia mais largas para conseguir um centrado mais seguro da ferramenta, e uma maior longitude de rosca, para que a inversão de marcha seja mais segura, ainda que os ciclos de inversão sejam menos exactos.
Variantes do desenho InnoFormOs modelos básicos da gama de ferramentas InnoForm complementam-se com uma serie de variantes adicionais. Na construção de ditas variantes, têm em conta diversas características especiais de cada aplicação concreta. Por exemplo, podem introduzir-se umas ranhuras de lubrificação para garantir um transporte seguro do medio de lubrificação à área de laminação. Outra posibilidade é a de fornecer um ferramenta com um orificio de refrigeração e lubrificação interna para melhorar as condições da maquinação de furos cegos ou para ajustar especialmente a longitude de redução de guia se é preciso obter umas conicidades de rosca extraordinariamente curtas.
Ferramentas especiais InnoFormSe o nosso amplio programa de machos de laminação InnoForm não inclui um modo de ferramenta adequado para uma aplicação concreta, podemos fornecer uma ferramenta especial InnoForm de tipo personalizado, desenhada para as condições de trabalho e a partir dos planos da peça de trabalho de cada cliente. Ditos desenhos especiais podem realizar-se com arranjo a umas tolerâncias ou uns tamanhos de rosca especiais, com uns perfís de rosca e umas especificações dimensionais especiais, ou para processos especiais que impliquem ao mesmo tempo o corte de roscas e sua laminação.

6
Tecnologia de roscagemInnoForm 1
6
Machos máquina de laminação DIN 2174
Forma do furo
1)
Profundidade da rosca bmáx 3 x d1
Lubrificante-refrigerante (Página 24) E / O / P E / O / P E / O E / O / P E / O / P E / O / PCampo de aplicação (Página 14)
Tolerância 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/fios IA = C/2-3 C/2-3 C/2-3 D/4-5 C/2-3 C/2-3
l1
ø d 1
l2
ø d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
l 2 ≈
17
x P
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
1.2-42.2, 43.4
7.1-2
5.1-2
3.1-2
5.1-2
3.1-2
M Rosca ISO métrica regular DIN 13Ident. ferramenta B519P300 B521P300 B523P300 B535P300 B519S800 B521S800Nº. de ref. B974 B975 B976 B978 B101 B102
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1
TIN
InnoForm 1 SN TIN
InnoForm 1 SN-IKZ
TIN
InnoForm 1 BL/D TIN
InnoForm 1 AL
GLT-8
InnoForm 1 AL-SN GLT-8
M 3 0,5 56 6 18 3,5 2,7 2,8 0030 • • • 4 0,7 63 7 21 4,5 3,4 3,7 0040 • • • 5 0,8 70 8 25 6 4,9 4,65 0050 • • • • • • 6 1 80 10 30 6 4,9 5,6 0060 • • • • • • 8 1,25 90 14 35 8 6,2 7,45 0080 • • • • • • 10 1,5 100 16 39 10 8 9,35 0100 • • • • • •
MF Rosca ISO métrica fina DIN 13Ident. ferramenta B523P300Nº. de ref. B977
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1 SN-IKZ
TINM 8 x 1 90 10 35 8 6,2 7,6 0251 • 10 x 1 90 10 35 10 8 9,6 0276 •
1) A laminação de roscas só é possible se dispõe de uma refrigeração/lubrificação externa. SN = ranhuras de lubrificação

Tecnologia de roscagemInnoForm 1
7
1) 1) 1)
3 x d1
E / O E / O E / O / P E / O / P E / O E / O E / O / P E / O / P E / O E / O
6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX
C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2
1.1-2
3.1-2
1.1-2
3.1-2
1.1-2
3.1-2
1.1-2
3.1-2
5.1
3.1-2
5.1
3.1-2 3.3, 5 3.3, 5 3.3, 5 3.3, 5
5.15.15.1-25.1-2 5.2-4 5.2-4 5.2-4 5.2-4
B523S800 B531S800 B5198400 B5218400 B5238400 B5318400 B519Q200 B521Q200 B523Q200 B531Q200B103 B105 B979 B980 B981 B982 B107 B108 B109 B113
InnoForm 1 AL-SN-IKZ
GLT-8
InnoForm 1 AL/E-SN-IKZ
GLT-8
InnoForm 1 W
TIN
InnoForm 1 W-SN TIN
InnoForm 1 W-SN-IKZ
TIN
InnoForm 1 W/E-SN-IKZ
TIN
InnoForm 1 GAL TICN
InnoForm 1 GAL-SN
TICN
InnoForm 1 GAL-SN-IKZ
TICN
InnoForm 1 GAL/E-SN-IKZ
TICN
• • • • • • • • • •• • • • • • • • • •• • • • • • • • • •• • • • • • • • • •
Tecnologia de roscagemInnoForm 1
8
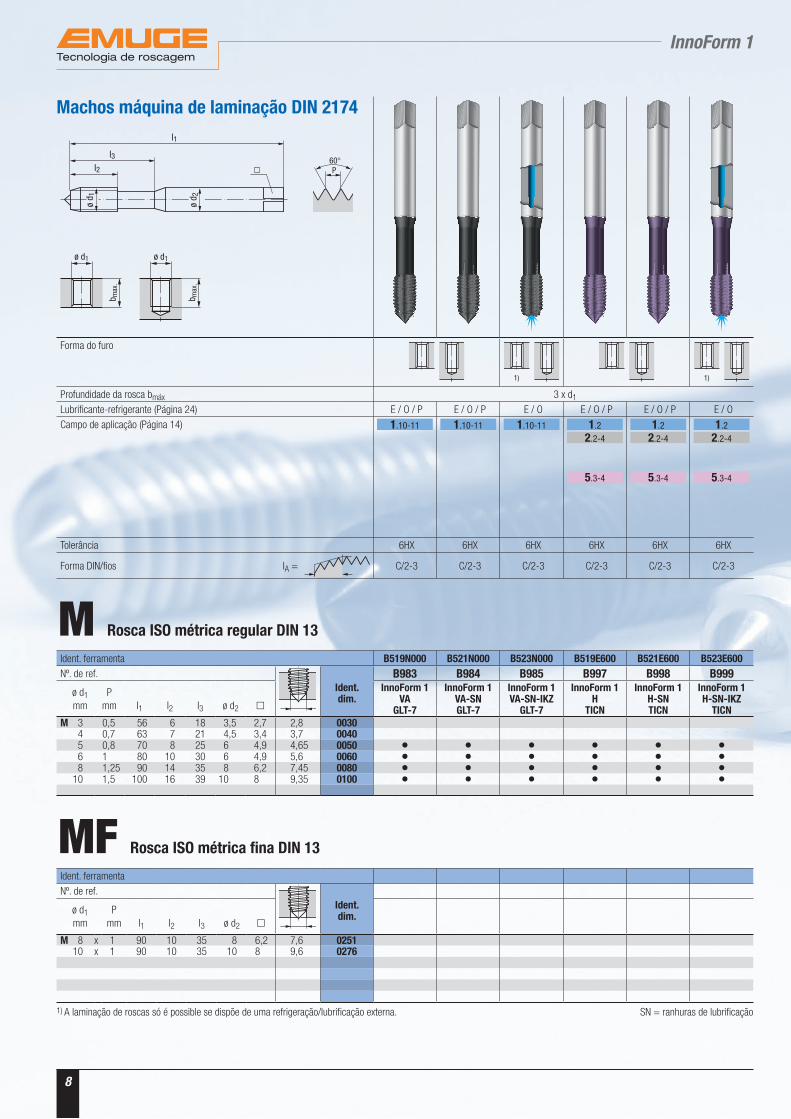
Machos máquina de laminação DIN 2174
Forma do furo
1) 1)
Profundidade da rosca bmáx 3 x d1
Lubrificante-refrigerante (Página 24) E / O / P E / O / P E / O E / O / P E / O / P E / OCampo de aplicação (Página 14)
Tolerância 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/fios IA = C/2-3 C/2-3 C/2-3 C/2-3 C/2-3 C/2-3
l1
ø d 1
l2
ø d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
1.10-11 1.10-11 1.10-11 1.22.2-4
5.3-4 5.3-4
M Rosca ISO métrica regular DIN 13Ident. ferramenta B519N000 B521N000 B523N000 B519E600 B521E600 B523E600Nº. de ref. B983 B984 B985 B997 B998 B999
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
InnoForm 1 VA
GLT-7
InnoForm 1VA-SNGLT-7
InnoForm 1VA-SN-IKZ
GLT-7
InnoForm 1H
TICN
InnoForm 1H-SNTICN
InnoForm 1H-SN-IKZ
TICNM 3 0,5 56 6 18 3,5 2,7 2,8 0030 4 0,7 63 7 21 4,5 3,4 3,7 0040 5 0,8 70 8 25 6 4,9 4,65 0050 • • • • • • 6 1 80 10 30 6 4,9 5,6 0060 • • • • • • 8 1,25 90 14 35 8 6,2 7,45 0080 • • • • • • 10 1,5 100 16 39 10 8 9,35 0100 • • • • • •
MF Rosca ISO métrica fina DIN 13Ident. ferramentaNº. de ref.
ø d1mm
P mm I1 I2 I3 ø d2
Ident. dim.
M 8 x 1 90 10 35 8 6,2 7,6 0251 10 x 1 90 10 35 10 8 9,6 0276
1) A laminação de roscas só é possible se dispõe de uma refrigeração/lubrificação externa. SN = ranhuras de lubrificação
1.2 1.22.2-4 2.2-4
5.3-4

Tecnologia de roscagemInnoForm 1
9
1) 1)
3 x d1
E / O / P E / O / P E / O E / O E / M E / M E / O E / O
6HX 6HX 6HX 6HX 6HX 6HX 6HX 6HX
C/2-3 C/2-3 C/2-3 E/1,5-2 C/2-3 C/2-3 C/2-3 E/1,5-2
1.3-5, 10-12
3.4
1.3-5, 10-12
3.4
1.3-5, 10-12
3.4 3.4 3.4
5.2-4
3.3, 5 3.4 3.4
B519A800 B521A800 B523A800 B531A800 B536N900 B536Q200 B523P900 B531P900B987 B988 B989 B993 B991 B111 B995 B996
InnoForm 1Z
TIN-T1
InnoForm 1Z-SN
TIN-T1
InnoForm 1Z-SN-IKZTIN-T1
InnoForm 1Z/E-SN-IKZ
TIN-T1
InnoForm 1Z-ÖKO-SNIKZN-GLT-7
InnoForm 1GAL-ÖKO-SN
IKZN-TICN
VHMInnoForm 1-ZSN-IKZ-TIN-T1
VHM InnoForm 1-Z/E SN-IKZ-TIN-T1
• •• •• • • • • •• • • • • •• • • • • •• • • • • •
B523A800B990
InnoForm 1Z-SN-IKZTIN-T1
••
1.3-5, 10-121.3-5, 10-12 1.3-5, 10-12 1.3-5, 10-12
4.1-2 4.1-2 4.1-2 4.1-2 4.1-2 4.1-2 4.1-2
7.1-2 7.1-2 7.1-2 7.1-2 7.1-2 7.1-2 7.1-2

Machos máquina de laminação DIN 2174
Forma do furo
1) 1)
Profundidade da rosca bmáx 3 x d1
Lubrificante-refrigerante (Página 24) E / O / P E / O / P E / O E / O / P E / O / P E / OCampo de aplicação (Página 14)
Tolerância 6HX 6HX 6HX 6HX 6HX 6HX
Forma DIN/fios IA = C/2-3 C/2-3 C/2-3 C/2-3 C/2-3 C/2-3
ø d 2
ø d 1
l2
l1
P60°
ø d1
b max
.
b max
.
ø d1
1.2-4 1.2-4 1.2-4 1.3-5, 10-12
M Rosca ISO métrica regular DIN 13Ident. ferramenta C519P300 C521P300 C523P300 C519A800 C521A800 C523A800Nº. de ref. C695 C696 C697 C952 C953 C954
ø d1mm
P mm I1 I2 ø d2
Ident. dim.
InnoForm 2
TIN
InnoForm 2SNTIN
InnoForm 2SN-IKZ
TIN
InnoForm 2Z
TIN-T1
InnoForm 2Z-SN
TIN-T1
InnoForm 2Z-SN-IKZTIN-T1
M 12 1,75 110 18 9 7 11,25 0112 • • • • • • 16 2 110 22 12 9 15,1 0116 • • • • • •
MF Rosca ISO métrica fina DIN 13Ident. ferramenta C523P300 C523A800Nº. de ref. C698 C955
ø d1mm
P mm I1 I2 ø d2
Ident. dim.
InnoForm 2SN-IKZ
TIN
InnoForm 2Z-SN-IKZTIN-T1
M 12 x 1,5 100 15 9 7 11,35 0303 • • 14 x 1,5 100 15 11 9 13,35 0331 • • 16 x 1,5 100 15 12 9 15,35 0359 • •
1.3-5, 10-12 1.3-5, 10-122.2, 42.2, 42.2, 4
3.4 3.4 3.4 3.4 3.4 3.44.1-2 4.1-2 4.1-2
7.1-2 7.1-2 7.1-27.1-27.1-27.1-2
10
InnoForm 2Tecnologia de roscagem
1) A laminação de roscas só é possible se dispõe de uma refrigeração/lubrificação externa. SN = ranhuras de lubrificação

11
Tecnologia de roscagemInnoForm 1
Machos máquina de laminação ≈ DIN 2174
Forma do furo
Profundidade da rosca bmáx 3 x d1
Lubrificante-refrigerante (Página 24) E / O / PCampo de aplicação (Página 14)
Tolerância 2BX
Forma DIN/fios IA = C/2-3
l1
ø d 1
l2ø
d 2
l3
P60°
ø d1
b max
.
b max
.
ø d1
UNC Rosca grossa UNC ASME B1.1Ident. ferramenta B521A800Nº. de ref. B118
ø d1polegada polegada
P fil./1" I1 I2 I3 ø d2
Ident. dim.
InnoForm 1Z-SN
TIN-T1Nº 4 0.1120 40 56 6 18 3,5 2,7 2,55 5003 •Nº 6 0.1380 32 56 7 20 4 3 3,15 5005 •Nº 8 0.1640 32 63 8 21 4,5 3,4 3,8 5006 •Nº 10 0.1900 24 70 10 25 6 4,9 4,35 5007 •1/4 0.2500 20 80 13 30 7 5,5 5,75 5009 •5/16 0.3125 18 90 14 35 8 6,2 7,3 5010 •3/8 0.3750 16 100 16 39 10 8 8,8 5011 •
UNF Rosca grossa fina UNF ASME B1.1
1.3-5, 10-12
3.44.1-2
7.1-2
Ident. ferramenta B521A800Nº. de ref. B119
ø d1polegada polegada
P fil./1" I1 I2 I3 ø d2
Ident. dim.
InnoForm 1Z-SN
TIN-T1Nº 6 0.1380 40 56 7 20 4 3 3,2 5039 •Nº 8 0.1640 36 63 8 21 4,5 3,4 3,85 5040 •Nº 10 0.1900 32 70 10 25 6 4,9 4,45 5041 •1/4 0.2500 28 80 10 30 7 5,5 5,95 5043 •5/16 0.3125 24 90 10 35 8 6,2 7,45 5044 •3/8 0.3750 24 90 10 35 10 8 9,05 5045 •
SN = ranhuras de lubrificação

12
InnoForm 2Tecnologia de roscagem
Machos máquina de laminação ≈ DIN 2174
Forma do furo
Profundidade da rosca bmáx 3 x d1
Lubrificante-refrigerante (Página 24) E / O / PCampo de aplicação (Página 14)
Tolerância 2BX
Forma DIN/fios IA = C/2-3
UNC Rosca grossa UNC ASME B1.1Ident. ferramenta C521A800Nº. de ref. C966
ø d1polegada polegada
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T17/16 0.4375 14 100 18 8 6,2 10,25 5012 •1/2 0.5000 13 110 20 9 7 11,8 5013 •
UNF Rosca grossa fina UNF ASME B1.1
1.3-5, 10-12
3.44.1-2
7.1-2
SN = ranhuras de lubrificação
ø d 2
ø d 1
l2
l1
P60°
ø d1
b max
.
b max
.
ø d1
Ident. ferramenta C521A800Nº. de ref. C967
ø d1polegada polegada
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T17/16 0.4375 20 100 13 8 6,2 10,55 5046 •1/2 0.5000 20 100 13 9 7 12,15 5047 •

13
Tecnologia de roscagemInnoForm 2
Machos máquina de laminação DIN 2189
Forma do furo
Profundidade da rosca bmáx 3 x d1
Lubrificante-refrigerante (Página 24) E / O / PCampo de aplicação (Página 14)
Tolerância ISO 228 “X”
Forma DIN/fios IA = C/2-3
G Rosca gás Whitworth DIN EN ISO 228Ident. ferramenta C521A800Nº. de ref. C968Tamanho nom.
ø d1
ø d1mm
P fil./1" I1 I2 ø d2
Ident. dim.
InnoForm 2Z-SN
TIN-T1G 1/8 9,73 28 90 18 7 5,5 9,25 4035 • 1/4 13,16 19 100 22 11 9 12,55 4036 • 3/8 16,66 19 100 22 12 9 16,05 4037 • 1/2 20,96 14 125 25 16 12 20,1 4038 •
1.3-5, 10-12
3.44.1-2
7.1-2
SN = ranhuras de lubrificação
ø d 2
ø d 1
l2
l1
P55°
ø d1
b max
.
b max
.
ø d1

14
Grupos de materiais e velocidades circunferenciaisTecnologia de roscagem
Valores standards da velocidade circunferencial vc
em m/min
Grupos de materiais HSSE VHMrevestido ÖKO metal duro integral
1 Materiais de aços1.1 Aços de extrusão à frio,
Ferro fundido maçio ≤ 400 N/mm2 Q-St37-3R-Fe80
1.01231.1014 10 - 50 – –
1.2 Aços para tornos automáticos,Aços de liga para construção ≤ 600 N/mm2 9SMnPb28
St37-21.07181.0037
500-700 N/mm2
340-470 N/mm2 10 - 50 – –
1.3 Aços para tornos automáticos, Aços de liga para construção, Aços de liga, Fundição de aço ≤ 850 N/mm2 St70-2
GS-25CrMo41.00701.7218
700-900 N/mm2
650-950 N/mm2 10 - 30 5 - 20 15 - 45
1.4 Aços para cementação, Aços para tratamento térmico, Aços nitrurados, Aços endurecidos por deformação à frio
≤ 1100 N/mm216MnCr5Ck45100Cr6
1.71311.11911.3505
500-700 N/mm2
600-800 N/mm2
700-900 N/mm2 5 - 20 2 - 10 15 - 40
1.5 Aços para tratamento térmico, Aços nitrurados,Aços para trabalho a quente,Aços temperados até 44 HRC,Aços endurecidos por deformação à frio
≤ 1400 N/mm2
42CrMo4VX30WCrV5-3X38CrMoV5-3X155CrVMo12-1
1.72251.25671.23671.2379
1200-1400 N/mm2
1100 N/mm2
900-1100 N/mm2
900-1100 N/mm2
2 - 10 1 - 5 10 - 25
1.6 Aços temperados > 44 - 55 HRC 55NiCrMoV6 1.2713 47-52 HRC – – –1.7 Aços temperados > 55 - 60 HRC 45WCrV7 1.2542 56-57 HRC – – –1.8 Aços temperados > 60 - 63 HRC X155CrVMo12-1 1.2379 60-63 HRC – – –1.9 Aços temperados > 63 - 66 HRC X210CrW12 1.2436 63-64 HRC – – –1.10 Aços anti-corrosivos,
Aços anti-acidos,Aços termoresistentes
≤ 850 N/mm2X10NiCrAlTi32-20 [INCOLOY800]X12CrNiTi18-9X6CrNiMoTi17-12-2
1.48761.48781.4571
610-850 N/mm2
500-700 N/mm2
500-730 N/mm2 5 - 20 2 - 10 10 - 25
1.11 Aços anti-corrosivos/anti-acidos, termoresistentes ≤ 1100 N/mm2 X45SiCr4 1.4704 900-1100 N/mm2 5 - 15 1 - 8 10 - 251.12 Aços anti-corrosivos/anti-acidos, termoresistentes ≤ 1400 N/mm2 X5NiCrTi26-15 1.4980 1200 N/mm2 2 - 10 1 - 5 2 - 101.13 Materiais de aços especiais ≤ 1400 N/mm2 FerroTiC
Hardox500 800-900 N/mm2
1300-1400 N/mm2 – – –
2 Materiais de fundição2.1 Ferro fundido cinzento GG 20
GG 300.60200.6030
120-220 HB 220-270 HB – – –
2.2 Ferro fundido nodular GGG 40GGG 70
0.70400.7070
400 N/mm2
700-1050 N/mm2 10 - 25 – –
2.3 Ferro fundido verminado GGV (80% Perlit)GGV (100% Perlit)
220 HB 230 HB 10 - 25 – –
2.4 Ferro fundido flexível GTW 40GTS 65
0.80400.8165
360-420 N/mm2
580-650 N/mm2 10 - 30 – –
2.5 Fundições duras até 400HB -400 HB – – –3 Cobre, Ligas de cobre, Bronze, Latão3.1 Cobre puro e cobre de ligas maçias ≤ 500 N/mm2 E-Cu 2.0060 250-350 N/mm2 10 - 50 – –3.2 Ligas de cobre-zinco
(latão, de limalha longa)CuZn40 [Ms60] CuZn37 [Ms63]
2.03602.0321
340-490 N/mm2
310-550 N/mm2 10 - 50 – –
3.3 Ligas de cobre-zinco (latão, de limalha curta) CuZn39Pb2 [Ms58] 2.0380 380-500 N/mm2 10 - 50 10 - 40 –3.4 Ligas de cobre-alum. (Alubronze, de limalha longa)
Ligas de cobre-estanho (bronze, de limalha longa)CuAl10Ni 2.0966 500-800 N/mm2
5 - 20 2 - 10 5 - 20
3.5 Ligas de cobre-estanho(bronze, de limalha curta)
GCuSn5ZnPb [Rg5]GCuSn7ZnPb [Rg7]
2.10962.1090
150-300 N/mm2
150-300 N/mm2 10 - 30 5 - 20 –
3.6 Ligas de cobres especiais até Q18 Ampco16 630 N/mm2 – – –3.7 Ligas de cobres especiais superiores a Q18 Ampco20 600 N/mm2 – – –4 Níquel-/ Ligas de Cobalto4.1 Níquel-/ Cobalto-Ligas termoresistentes ≤ 850 N/mm2 NiCu30Fe [MONEL400] 2.4360 420-610 N/mm2 5 - 20 2 - 10 5 - 204.2 Níquel-/ Cobalto-Ligas de alta termoresistência 850 - 1400 N/mm2 NiCr19NbMo [INCONEL718] 2.4668 850-1190 N/mm2 2 - 10 1 - 5 –4.3 Níquel-/ Cobalto-Ligas de alta termoresistência > 1400 N/mm2 Haynes 25 (L605) 1550-2000 N/mm2 – – –5 Ligas de alumínio5.1 Alumínio de ligas forjadas Al 99,5 [F13]
AlCuMg1 [F39]3.02553.1325
100-250 N/mm2
300-500 N/mm2 10 - 50 – –
5.2 Alumínio de ligas fundidas, Si ≤ 5% G-AlMg3 3.3541 130-190 N/mm2 10 - 50 10 - 20 20 - 605.3 Alumínio de ligas fundidas, 5% < Si ≤ 12% GD-AlSi9Cu3
GD-AlSi123.21633.2582
240-310 N/mm2
220-300 N/mm2 10 - 50 10 - 20 20 - 60
5.4 Alumínio de ligas fundidas, 12% < Si ≤ 17% G-AlSi17Cu4 180-250 N/mm2 10 - 30 10 - 20 –6 Ligas de magnesio6.1 Magnesio de ligas forjadas MgAl6 3.5662 300-500 N/mm2 – – –6.2 Magnesio de ligas fundidas GMgAl9Zn1 3.5912 300-500 N/mm2 – – –7 Titânio, Ligas de titânio7.1 Titânio puro,
Ligas de titânio ≤ 900 N/mm2 Ti3 [Ti99.4]TiAl6V4
3.70553.7164
700 N/mm2
700-900 N/mm2 5 - 15 1 - 8 2 - 10
7.2 Ligas de titânio 900 - 1250 N/mm2 TiAl4Mo4Sn2 3.7185 900-1250 N/mm2 2 - 10 1 - 5 2 - 108 Sintéticos8.1 Duroplásticos (de limalha curta) BAKELIT 110 N/mm2 – – –8.2 Termoplásticos (de limalha longa) HOSTALEN 80 N/mm2 – – –8.3 Sintéticos CFK / GFK / AFK 800-1500 N/mm2 – – –9 Materiais para aplicações especiais9.1 Grafite C-8000 60 N/mm2 – – –9.2 Ligas de tungsteno-cobre W-Cu 80/20 230-250 HV – – –
Velocidade circunferencialAs velocidades que podem alcanzar-se na laminação de roscas dependem das propriedades de laminação do material, da lubrificação, e do tamanho da rosca que vai a produzir. Em geral, a velocidade circunferencial é superior à recomendada no corte de roscas.

Laminação como processo produtivoTecnologia de roscagem
15
O processoA laminação de roscas conforme DIN 8583-5 forma parte dos processos de estampado. A rosca interna gera-se mediante a impressão de uma sequência helicoidal de dentes de rosca no orificio de rosca previamente preparado, o que permite laminar o perfil desejado mediante a aplicação de pressão.
Os machos de laminação dispõe de uma redução de guia e uma peça de guia cilíndrica. A hélice da rosca extende-se por ambas peças. Se se observa a secção transversal da ferramenta, pode-se apreciar uma forma poligonal que forma um ângulo recto com o eixo da ferramenta. Esta forma poligonal cria arestas de laminação responsáveis do perfíl de rosca efectivo.
A parte de um macho de laminação que serve de guia está desenhada em forma de redução de guia, donde o diâmetro da línha da rosca helicoidal aumenta constantemente. No processo de laminação, a redução de guia gera a rosca com ajuda das arestas de laminação, que entram na peça de trabalho de forma sucessiva e na direcção radial, criando a rosca. Durante este processo, o material da peça de trabalho “flui” pelos flancos das roscas, partindo das crestas das roscas e chegando até a zona de menor diâmetro de rosca. Isso permite criar uns flancos de superficie lisos e, na zona de menor diâmetro, a típica “fixa”.
A peça de guia cilíndrica do macho de laminação faz com que a superficie da rosca produzida seja ainda mais lisa, e serve para guiar firmemente a ferramenta na direcção axial.
Dependendo do material da peça de trabalho, entre as vantagens essenciais da laminação figura a excelente qualidade das superficies, assim como o aumento da resistência estática e dinâmica da rosca. A longitude da rosca a gerar não se ve limitada por a presença de limalhas cujas eliminação é necessario, pelo que a segurança do processo é extraordináriamente boa.
As excelentes características de autoguia dos machos de laminação impedem a realização de cortes axiais defectuosos. A extraordinária estabilidade das ferramentas é muito útil, especialmente nos diâmetros pequenos.
Peça de trabalho de demostração
Macho de laminação

16
A produção de um macho de laminaçãoTecnologia de roscagem
Construção geometrica de um macho de laminaçãoA forma poligonal de um macho de laminação tem uma importância decisiva na chamada zona de contacto ou de toque ao largo das arestas de laminação. Estas exercem, de longe, a maior influência nas características de fricção da ferramenta, e determinam a velocidade do fluxo e o comportamento do fluxo do material da peça de trabalho. Com nossas ferramentas InnoForm, a forma poligonal e o número de arestas de corte obedece as propriedades especiais do material da peça de trabalho.
Forma poligonal
Arestas de corte
Ranhuras de lubrificação (SN)
P
Redução de guiaPeça de guia cilíndrica
Especificações dimensionais conforme DIN
Longitude de rosca
Formas e longitudes da redução de guia para os machos de laminação conforme DIN 2175
Forma C
Longitude de redução de guia 2-3,5 fios
Forma D
Longitude de redução de guia 3,5-5,5 fios
Forma E
Longitude de redução de guia ≤ 2 fios

Superfícies de elevada dureza e revestimentos anti-fricçãoTecnologia de roscagem
17
RevestimentosTodos os machos de laminação InnoForm vão previstos de revestimentos superficiais duros e/ou anti-fricção especialmente escolhidos para cada aplicação concreta. Ditos revestimentos são:
TIN Nitruro de titanio (amarelo dourado)Dureza aproximada de 2.300 HV, suas boas propriedades de fricção e aderência proporcionam um aumento considerável da vida de serviço da ferramenta. Este revestimento monocapa resiste temperaturas de até 600 °C, aproximadamente.
TIN-T1 Nitruro de titanio (amarelo dourado)Sua dureza, de 3.000 HV aproximadamente, alcança-se, entre outros factores, graças à estructura multicapa do revestimento.
TICN Carbonitruro de titanio (azul celeste)Dureza aproximada de 3.000 HV. Os revestimentos de TICN resistem uns 400 °C.
GLT-7 Revestimento superficial duro com revestimento anti-fricção (negro antracita)Dureza aproximada de 3.000 HV. A combinação de um revestimento superficial duro multicapa e um revestimento anti-fricção superposto aporta umas propriedades de deslizamento melhores e uma elevada resistência ao desgaste. Este revestimento resiste unos 400 °C.
GLT-8 Revestimento de carbono amorfo adiamantado (negro antracita)Dureza aproximada de 2.500 HV. Esta monocapa é ideal para a mecanização de metais não férricos e de aluminio com baixo conteúdo em Si (< 9% de Si). O seu baixo valor de fricção contribui a reduzir a aderência do material. Este revestimento resiste uns 350 °C.

18
PeçaTecnologia de roscagem
Diferença entre uma rosca cortada e uma rosca laminadaNuma rosca cortada, os valores de tensão permitidos estão limitados por o facto de que a estructura granular do material esteja cortado. Ademais, é possivel que se produzem errores no ângulo do flanco, o que provocaría uma distribuição da tensão muito desfavorável na rosca e reduziría o seu poder de sujeção. Numa rosca laminada, o grano do material não está cortado nem se vê interrumpido, e o proprio material mostra uma maior resistência, graças a sua compressão mediante a laminação. Para evitar qualquer error nos ângulos do flanco, que são muito habituais nas roscas cortadas, o material lamina-se sem folgura ao largo dos flancos de rosca do macho de roscar. O diâmetro inferior incompleto, típico das roscas laminadas, não tem nenhuma influência na resistência ao desgaste da rosca.
A laminação provoca o endurecimento do material nos bordes do flanco, especialmente na secção do núcleo. O endurecimento da estructura do material tem uma influência muito positiva nas propriedades vibratórias e na resistência geral da rosca frente aos esforços dinamicos.
Rosca laminada Rosca cortada
Estructura granular de uma rosca laminada, endurecimento da secção do núcleo / maior resistência no diâmetro superior, que está especialmente exposto
ao risco de formação de fendas
Estructura granular de uma rosca cortada
Máxima profundidade de rosca, passo de rosca máximoA consecução da máxima profundidade de rosca e o passo de rosca mais rápido possivel mediante laminação é uma questão sobre a que é impossível fazer afirmações gerais. A profundidade de rosca máxima é claramente maior que no de um macho de roscar de corte. Na práctica, depende sobretudo da qualidade do refrigerante/lubrificante, e está limitada pela longitude de construção da ferramenta.
Na laminação, o passo de rosca máximo está limitado pelas propriedades do material da peça de trabalho. O límite superior costuma ser um passo de uns 3,5 mm.

Termoformação e bináriosTecnologia de roscagem
19
Datos técnicos do material da peça de trabalhoNão todos os materiais são adequados para a laminação. Por isso, devem ter um valor de ductilidade mínimo e não devem superar certa resistência máxima. Os materiais adequados costumam ter uma resistência à tracção inferior a 1.400 N/mm2 e uma resistência mínima à ruptura do 5%. Mesmo assim, os diferentes materiais e as suas ligas dão lugar a umas propriedades de fluxo e umas características de endurecimento muito concretas. Como é lógico, o aluminio fundido, o aço de alta resistência e os materiais inoxidáveis reaccionam de forma muito distinta.
Colar de anéisNa laminação de roscas, o colar de anéis depende sobretudo do material da peça de trabalho, do tamanho da rosca, da lubrificação e do diâmetro de pré-fabricação, assim como da geometría e o revestimento da ferramenta. No seguinte diagrama mostra-se a influência do diâmetro de pré-fabricação no colar de anéis.
InnoForm, M10-6HXMaterial C45 n = 350 min-1
O seguinte diagrama mostra a diferença de colar de anéis entre o corte de roscas e a laminação.
9,15
10
15
20
9,20 9,25 9,30 9,35 9,40Diâmetro de pré-fabricação
[mm]
Diâmetro de pré-fabricação dos machos de
laminação EMUGE
10%
100%
Colar de anéis
Parâmetro
M3 Tamanho de rosca M16
suave Material alta resistência
boa Lubrificação má
Corte de roscas
Laminação
Mt [Nm]

20
A tolerância dos machos de laminaçãoTecnologia de roscagem
Tolerância da peça de roscaA parte de rosca de um macho de laminação costuma fabricar-se com uma maior tolerância, dado que o material da peça de trabalho sempre se contrae depois do processo de laminação plástica, conforme a sua elasticidade.
Como consequência , a rosca produzida sempre é menor que a peça de rosca do macho de roscar por laminação. É impossível voltar a enroscar o macho de laminação na rosca manualmente depois de dito processo de laminação, o que não têm nenhum problema no caso de uma rosca cortada e de um macho de roscar de corte. Por isso, é preciso fabricar a peça de rosca dos machos de laminação de modo que o seu límite superior de tolerância pareça-se mais ao da rosca interna.
0
6H
6H
6HX
6HX
ISO
2
Rosca interna
Diâmetro nominal do passo (base)
Tolerância do diâmetro do passo da rosca interna conforme DIN ISO 965-1
Tolerância do diâmetro do passo de um macho de roscar de corte conforme DIN EN 22857
Tolerância do diâmetro do passo de um macho de laminação conforme as normas internas de EMUGE
Tolerância do diâmetro do passo de um macho de roscar de corte conforme as normas internas de EMUGE
Tolerância do diâmetro do passo de um calibre tampão roscado Não Passa conforme DIN ISO 1502
Tolerância do diâmetro do passo de um calibre tampão roscado Passa conforme DIN ISO 1502
+µm

Diâmetros de pré-fabricação dos machos de laminaçãoTecnologia de roscagem
21
A influência do diâmetro de pré-fabricaçãoSe o diâmetro de pré-fabricação é muito pequeno, a laminação do material da peça de trabalho na secção do núcleo é excessiva, assim como as forças do processo. Se o diâmetro de pré-fabricação é muito grande, a secção do núcleo não se lamina o suficiente e o diâmetro inferior torna-se excessivamente pequeno. Para impedir a que se produzam esses efeitos negativos, o que se faz é reduzir a tolerância dos machos de laminação a priori. Em alguns casos, quando as características de laminação são muito especiais, pode ser necessario prescindir totalmente de um diâmetro de pré-fabricação standard, e buscar o diâmetro correcto por comprovação directa.
É importante saber que o diâmetro de pré-fabricação tem uma influência decisiva no diâmetro inferior da rosca interior, como se mostra no seguinte exemplo. Qualquer falta de precisão o rugosidade superficial ficará reflectida na rosca interna no seu diâmetro interior.
Rosca laminada M8-6HX num material a prova de acido e de corrosão, como por exemplo o material nº 1.4571 o 1.4401, com diferentes diâmetros de pré-fabricação.
Altura de rosca = 2 x d vc = 6,4 m/min n = 255 min-1
Refrigerante-lubrificante: Óleo para corte de roscas EMUGE nº 5
Ainda que o controle da tolerância do diâmetro do passo da rosca interna (por exemplo, de uma rosca métrica ISO 6H) não costuma ter problemas, deve esperar que se produzam desviações no diâmetro inferior da rosca interna, tal como ficou demostrado.
As tolerâncias aumentadas do diâmetro inferior das roscas internas laminadas figuram em DIN 13-50. Esta norma permite que a tolerância do diâmetro inferior da rosca seja 7H, e que a tolerância do diâmetro do passo seja 6H.
P
Peça de trabalho
Perfil do macho de laminação
Diâm
etro
de p
ré-fa
brica
ção
min
. = 7
,40
mm
Diâm
etro
de p
ré-fa
brica
ção
máx
. = 7
,45
mm
Diâm
etro
do
pass
o de
um
m
acho
de
lam
inaç
ão 6
HX
Diâm
etro
infe
rior d
a ro
sca
in
terio
r pro
duzid
a m
ín. =
6,7
0
Diâm
etro
infe
rior d
a ro
sca
in
terio
r pro
duzid
a m
áx. =
6,8
5

22
Diâmetros de pré-fabricação dos machos de laminaçãoTecnologia de roscagem
Diâmetros de pré-fabricação recomendadosAs vezes, o diâmetro de pré-fabricação recomendado deve adaptar-se as condições de trabalho existentes.
M Rosca ISO métrica regular DIN 13
Especificação de roscas
Diâmetro de pré-fabricação
min. máx. mmM 3 2,79 2,82 2,8 4 3,69 3,73 3,7 5 4,64 4,68 4,65 6 5,55 5,60 5,6 8 7,41 7,48 7,45 10 9,28 9,37 9,35 12 11,16 11,25 11,25 16 15,02 15,14 15,1
G Rosca gás Whitworth DIN EN ISO 228
Especificação de roscas
Diâmetro de pré-fabricação
min. máx. mmG 1/8 9,25 9,32 9,25
1/4 12,48 12,56 12,553/8 15,99 16,06 16,051/2 20,02 20,12 20,1
MF Rosca ISO métrica fina DIN 13
Especificação de roscas
Diâmetro de pré-fabricação
min. máx. mmM 8 x 1 7,55 7,60 7,6 10 x 1 9,55 9,60 9,6 12 x 1,5 11,29 11,38 11,35 14 x 1,5 13,29 13,38 13,35 16 x 1,5 15,29 15,38 15,35
UNC Rosca grossa UNC ASME B1.1
Especificação de roscas
Diâmetro de pré-fabricação
min. máx. mmNº 4 - 40 2,54 2,58 2,55Nº 6 - 32 3,12 3,17 3,15Nº 8 - 32 3,79 3,83 3,8Nº 10 - 24 4,31 4,36 4,35
1/4 - 20 5,72 5,79 5,75 5/16 - 18 7,23 7,31 7,3 3/8 - 16 8,73 8,82 8,8 7/16 - 14 10,20 10,30 10,25 1/2 - 13 11,71 11,82 11,8
UNF Rosca fina UNF ASME B1.1
Especificação de roscas
Diâmetro de pré-fabricação
min. máx. mmNº 6 - 40 3,21 3,24 3,2Nº 8 - 36 3,83 3,87 3,85Nº 10 - 32 4,45 4,49 4,45
1/4 - 28 5,92 5,97 5,95 5/16 - 24 7,43 7,49 7,45 3/8 - 24 9,02 9,08 9,05 7/16 - 20 10,49 10,56 10,55 1/2 - 20 12,08 12,15 12,15
Brocas helicoidaisCom o fim de prestar serviço aos nossos clientes, podemos fornecer brocas helicoidais e brocas escalonadas para os tamanhos de rosca mais habituais entre M3 e M16 até esgotar existências.
Os diâmetros de estas brocas foram escolhidos de forma que cumpram as nossas recomendações sobre a laminação de roscas.

Tolerâncias de calibragem dos machos de laminaçãoTecnologia de roscagem
23
Medição de roscas – Combinação de classes de tolerânciaA medição de roscas no diâmetro do passo realiza-se com ajuda dos habituais calibres tampão roscados de passa/não passa, tal como indicam as normas mais reduzidas sobre roscas. Convêm assinalar que, no caso das roscas métricas laminadas, aplicam-se as especificações no material de tolerância que figuram no DIN 13-50.
1. Ámbito de aplicação Extracto de DIN 13-50
Esta norma especifica as tolerâncias correspondentes as roscas internas criadas mediante laminação (ver DIN 8583-5).
Deve utilizar-se preferivelmente o processo de produção de laminação no caso das roscas normais de M3 a M16 e das roscas finas de M8 x 1 a M30 x 2 conforme DIN ISO 262 e DIN ISO 965-2.
2. Tolerâncias
No caso das roscas internas de classe N conforme DIN ISO 965-1 que vão a produzir-se mediante laminação, foram especificadas as seguintes zonas de tolerâncias conforme DIN ISO 13-50:
• Para o diâmetro do passo 6H (como no DIN ISO 965-1) • Para o diâmetro inferior 7H (DIN 13-50)
Nota: no caso de aquelas tolerâncias de rosca não especificadas no DIN 13-50, deve recomendar-se actuar de forma análoga, quer dizer, aumentar a tolerância do diâmetro inferior com respeito à tolerância do diâmetro do passo – normalmente num passo de tolerância. No entanto, nessas condições, o usuário deve comprovar se o aumento de tolerância é aceitável conforme a peça de trabalho que se vá a produzir.
3. Designação, especificação conforme plano
Para além das especificações conforme DIN ISO 965-1, a continuação se descreve uma rosca interna laminada conforme as instruções do parágrafo 2:
Exemplo: Rosca fina M20 x 2: M 20 x 2 – 6H 7H – laminada Letra de especificação de rosca para uma rosca métrica ISO Tamanho de rosca (diâmetro superior x passo) Zona de tolerância do diâmetro do passo Zona de tolerância do diâmetro inferior
Límites de tolerância e jogo mínimo
M Rosca ISO métrica regular DIN 13
Especificação de roscas
Diâmetro do passo para uma tolerância 6H
Diâmetro inferior para uma tolerância 7H
min. máx. min. máx. Tolerância em µmM 3 2,675 2,775 2,459 2,639 180 4 3,545 3,663 3,242 3,466 224 5 4,480 4,605 4,134 4,384 250 6 5,350 5,500 4,917 5,217 300 8 7,188 7,348 6,647 6,982 335 10 9,026 9,206 8,376 8,751 375 12 10,863 11,063 10,106 10,531 425 16 14,701 14,913 13,835 14,310 475
MF Rosca ISO métrica fina DIN 13
Especificação de roscas
Diâmetro do passo para uma tolerância 6H
Diâmetro inferior para uma tolerância 7H
min. máx. min. máx. Tolerância em µmM 8 x 1 7,350 7,500 6,917 7,217 300 10 x 1 9,350 9,500 8,917 9,217 300 12 x 1,5 11,026 11,216 10,376 10,751 375 14 x 1,5 13,026 13,216 12,376 12,751 375 16 x 1,5 15,026 15,216 14,376 14,751 375

24
Refrigeração e lubrificaçãoTecnologia de roscagem
LubrificaçãoA escolha do medio de lubrificação e seu modo de fornecimento requere especial atenção. Devido à elevada fricção que costuma aparecer na laminação, é necessario utilizar um lubrificante de alta qualidade para conseguir um bom rendimento. Recomendamos especialmente o uso de óleos de alta qualidade, ainda que também é possível trabalhar com emulsões lubrificantes ou com sistemas de quantidade mínima de lubrificante.
Com a finalidade de conseguir umas velocidades tangenciais elevadas, obter umas superfícies de rosca bem definidas e prolongar a vida da ferramenta, recomendamos utilizar os nossos lubrificantes ou outros lubrificantes de alto rendimento similares.
No caso de maquinizar com quantidades mínimas, o nosso conselho é que sigua as recomendações relativas ao lubrificante do fabricante do seu equipo MQL (simbolos ingleses de mínima quantidade de lubrificação).
Lubrificantes-refrigerantes EMUGE
Descrição das abreviaturas
Os refrigerantes-lubricantes EMUGE estão especialmente desenhados para os materiais a maquinizar, e para as condições de trabalho descritas. Estão disponivéis tanto em versão a côres, como sem cloro (clf).
Símbolo Nº. Campo de aplicação
O 11 clf
Para aços sem liga e com liga pobrePodem-se utilizar para lubrificação com pincel, bem como para a lubrificação por circulação. Não apropriado para mecanização de metais leves e metais pesados não férreos.
O 22 clf
Para ferro fundido cinzento, ferro fundido nodular e ferro fundido meehanite, bem como aços com uma resistência a tracção de até 900 N/mm2
Podem-se utilizar para lubrificação com pincel, bem como para lubrificação por circulação
E 33 clf
Devem-se utilizar unicamente como emulsão (proporção de mistura: 1:8) para quase todos os materiais; também é adequado para roscar por laminaçãoNão se devem utilizar sem diluir
O 44 clf
Para metais leves e metais pesados não férreos e as suas ligasPodem-se utilizar para lubrificação com pincel, bem como para a lubrificação por circulação
O 55 clf
Para materiais resistentes e difíceis, especialmente apropriado para roscar por laminaçãoPodem-se utilizar para lubrificação com pincel, bem como para a lubrificação por circulação
P 66 clf
Para materiais resistentes e difíceis, especialmente apropriado para roscar por laminaçãoUnicamente para lubrificação com pincel, especialmente para mecanização horizontal, medidas grandes e roscas em furos passantes
Símbolo Campo de aplicação
EEmulsão (óleo de roscar nº. 3 da EMUGE)
O lubrificante-refrigerante corrente em centros de mecanização.
OÓleo de roscar (óleos de corte nº. 1, 2, 4, 5 da EMUGE)
Perfeitamente adaptado aos materiais a trabalhar, permitindo obter superfícies de rosca e uma excelente vida útil.
P
Lubrificante em massa (lubrificante em massa nº. 6 da EMUGE)
Ideal para roscagem e laminação em materiais resistentes e difíceis. Especialmente vantajoso na mecanização horizontal.
MLubrificação de quantidade mínima (LQM)Com a possibilidade de transportar a mistura de ar-óleo pelo eixo axial em centros de mecanização modernos, este tipo de lubrificação e refrigeração ganha cada vez mais importância.
AMecanização a seco, ar comprimido, ar comprimido frioO “corte a seco” real utiliza-se maioritariamente apenas em ferro fundido cinzento. Para eliminar as limalhas, utiliza-se ar comprimido, também frio.

Fixação de ferramentasTecnologia de roscagem
25
Fixação de ferramentasEMUGE oferece um vasto programa de suportes para ferramentas de roscado, tais como:
• Portaferramentas de cambio rápido • Mandriles de pinça • Dispositivos de roscado com machos
Seja qual seja ol tipo de ferramenta que queira fixar, temos a solução perfecta. Em função de cada aplicação concreta e dos requisitos existentes, dotamos os nossos portaferramentas com as características de rendimento necessárias.
.
Os dispositivos de roscado com machos da serie GRN-NC e SWITCH-MASTER® estão desenhados para a produção de roscas á direita em máquinas ferramentas controladas por CNC. Graça as rodas de inversão incorporadas, não é necessário modificar o sentido de rotação do eixo da máquina para invertir a ferramenta, o que permite poupar um tempo enorme, já que a duração dos ciclos é mais curta, e proteger o proprio eixo da máquina, ao permitir manter uma rotação constante á direita. De esse modo, maximiza-se a vida de serviço da ferramenta, e reduz-se o consumo de energía, graças a que o fluxo de corrente é quase constante.
Para a fixação dos machos de corte e de laminação nos portamachos de cambio rápido, podemos oferecer uma amplia gama de adaptadores de cambio rápido.

26
Fixação de ferramentasTecnologia de roscagem
Sistema de fixação PGRO sistema de fixação PGR “powRgrip®” é uma alternativa mecânica ao ajuste térmico por contração e aos mandris de expansão hidráulica, e muito adequado para a fixação de ferramentas de carburo sólido e HSS. A diferença do que acontece no caso de la tecnología de ajuste por contração, o porta-ferramentas não sufre ninguma modificação estructural provocada por o calor.
O sistema PGR permite uma fixação segura em tolerância h9 (modelo PGR-GB) ou h6 (modelo PGR) e mostra um rendimento extraordinário nos grandes colares de anéis que é capaz de transmitir, assim como nas extraordinárias características de concentricidade. Cada pinza de sujeção têm integrado um dispositivo especial de pre-ajuste da ferramenta.
powRgrip® é uma marca registrada por REGO-FIX AG.
Sistema de controle de ferramentas DDUCom ajuda dos porta-ferramentas equipados com o sistema electrónico DDU e da unidade de análises complementário de ARTIS, é possivél medir directamente no porta-ferramentas as forças efectivas de mecanizado presentes na produção de roscas.
O sistema DDU representa um novo avance com respeito ao sistema de controle de ferramentas ICS, já que oferece a opção adicional de controlar e documentar não só o colar de anéis efectivo, mas também as forças axiais que aparecem na produção de roscas.


ZP
1001
9 . P
T
8H 0
3200
9 Fl
· R
ev. B
P
rint
ed in
Ger
man
y
EMUGE-Werk Richard Glimpel GmbH & Co. KG · Fabrik für PräzisionswerkzeugeNürnberger Straße 96-100 · 91207 Lauf · GERMANY · Tel. +49 (0) 9123 / 186-0 · Fax +49 (0) 9123 / 14313
FRANKEN GmbH & Co. KG · Fabrik für PräzisionswerkzeugeFrankenstraße 7/9a · 90607 Rückersdorf · GERMANY · Tel. +49 (0) 911 / 9575-5 · Fax +49 (0) 911 / 9575-327
[email protected] · www.emuge-franken.com · www.frankentechnik.de
AUSTRIA
EMUGE Präzisionswerkzeuge GmbHPummerinplatz 2 · 4490 St. Florian Tel. +43-7224-80001 · Fax +43-7224-80004
BELGIUM
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen · NETHERLANDS Tel. +31-26-3259020 · Fax +31-26-3255219
BRAZIL
EMUGE-FRANKEN Ferramentas de Precisão Ltda.Ouvidor Peleja, 452 - Vila Mariana São Paulo - SP, Brasil, 04128-000 Tel. +55-11-3805-5066 · Fax +55-11-2275-7933
CANADA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 · USA Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
CHINA
EMUGE-FRANKEN Precision Tools (Suzhou) Co. Ltd.No. 728 Fengting Avenue · Weiting Town Suzhou Industrial Park · 215122 Suzhou Tel. +86-512-62860560 · Fax +86-512-62860561
CZECH REPUBLIC
EMUGE-FRANKEN servisní centrum, s.r.o.Molákova 8 · 62800 Brno-Líšeň Tel. +420-5-44423261 · Fax +420-5-44233798
DENMARK
EMUGE-FRANKEN ABToldbodgade 18, 5.sal · 1253 København K Tel. +45-70-257220 · Fax +45-70-257221
FINLAND
Emuge-Franken ABEtelä Esplanadi 24 · 00130 Helsinki Tel. +35-8-207415740 · Fax +35-8-207415749
FRANCE
EMUGE SARL2, Bd de la Libération · 93284 Saint Denis Cedex Tel. +33-1-55872222 · Fax +33-1-55872229
GREAT BRITAIN
EMUGE U.K. Limited2 Claire Court, Rawmarsh Road · Rotherham S60 1RU Tel. +44-1709-364494 · Fax +44-1709-364540
HUNGARY
EFT Szerszámok és Technológiák Magyarország Kft.Gyár u. 2 · 2040 Budaörs Tel. +36-23-500041 · Fax +36-23-500462
INDIA
EMUGE IndiaPlot No.: 92 & 128, Kondhanpur, Taluka: Haveli · District Pune-412 205 Tel. +91-20-24384941 · Fax +91-20-24384028
ITALY
EMUGE-FRANKEN S. r. l.Via Carnevali, 116 · 20158 Milano Tel. +39-02-39324402 · Fax +39-02-39317407
JAPAN
EMUGE-FRANKEN K. K. Nakamachidai 1-32-10-403 · Tsuzuki-ku Yokohamashi, 224-0041 Tel. +81-45-9457831 · Fax +81-45-9457832
LUXEMBOURG
Dirk Gerson OttoGässelweg 16a · 64572 Büttelborn · GERMANY Tel. +49-6152-910330 · Fax +49-6152-910331
MALAYSIA
EMUGE-FRANKEN (Malaysia) SDN BHDNo. 603, 6th Fl., West Wing, Wisma Consplant II, No. 7 Jalan SS 16/1, Subang Jaya, Selangor Darul Ehsan Tel. +60-3-56366407 · Fax +60-3-56366405
NETHERLANDS
EMUGE-FRANKEN B.V.Handelsstraat 28 · 6851EH Huissen Tel. +31-26-3259020 · Fax +31-26-3255219
NORWAY
Emuge Franken Teknik AS Nedre Åsemulvegen 6 · 6018 Ålesund Tel. +47-70169870 · Fax +47-70169872
POLAND
EMUGE-FRANKEN Technikul. Chłopickiego 50 · 04-275 Warszawa Tel. +48-22-8796730 · Fax +48-22-8796760
PORTUGAL
EMUGE-FRANKENAv. António Augusto de Aguiar, nº 108 - 8º andar · 1050-019 Lisboa Tel. +351-213146314 · Fax +351-213526092
ROMANIA
EMUGE-FRANKEN Tools Romania SRLStr. Tulcea, Nr. 24/3 · 400594 Cluj-Napoca Tel. +40-264-597600 · Fax +40-264-597600
SERBIA
EMUGE-FRANKEN Tooling Service d.o.o.Adi Endre ul.77 · 24400 Senta Tel. +381-24-817000 · Fax +381-24-817000
SINGAPORE
Eureka Tools Pte Ltd.194 Pandan Loop # 04-10 · Pantech Industrial Complex · Singapore 128383Tel. +65-6-8745781 · Fax +65-6-8745782
SLOVAK REPUBLIC
EMUGE-FRANKEN nástroje spol. s.r.o.Lubovníková 19 · 84107 Bratislava Tel. +421-2-6453-6635 · Fax +421-2-6453-6636
SLOVENIA
EMUGE-FRANKEN tehnika d.o.o.Streliška ul. 25 · 1000 Ljubljana Tel. +386-1-4301040 · Fax +386-1-2314051
SOUTH AFRICA
EMUGE S.A. (Pty.) Ltd.2, Tandela House, Cnr. 12th Ave. & De Wet Street · 1610 Edenvale Tel. +27-11-452-8510/1/2/3/4 · Fax +27-11-452-8087
SPAIN
EMUGE-FRANKEN, S.L.Calle Fructuós Gelabert, 2-4 4º 1ª · 08970 Sant Joan Despí (Barcelona) Tel. +34-93-4774690 · Fax +34-93-3738765
SWEDEN
EMUGE FRANKEN ABHagalundsvägen 43 · 70230 Örebro Tel. +46-19-245000 · Fax +46-19-245005
SWITZERLAND
RIWAG Präzisionswerkzeuge AGWinkelbüel 4 · 6043 Adligenswil Tel. +41-41-3756600 · Fax +41-41-3756601
THAILAND
EMUGE-FRANKEN (Thailand) co., ltd.1213/54 Ladphrao 94, Khwaeng/Khet Wangthonglang · Bangkok 10310 Tel. +66-2-559-2036,(-8) · Fax +66-2-530-7304
TURKEY
EMUGE-FRANKEN Hassas Kesici Takım San. Ltd. Şti.Atatürk Mah. Girne Cad. Ataşehir, Plaza No:30 Kat:3 D. 7 Ataşehir34764 Kadıköy İstanbul Tel. +90-216-455-1272 · Fax +90-216-455-6210
USA
EMUGE Corp.1800 Century Drive · West Boylston, MA 01583-2121 Tel. +1-508-595-3600, +1-800-323-3013 · Fax +1-508-595-3650
VIETNAM
VIAT33-Ho Dac Di Street · Dong Da Dist HanoiTel. +84-4-5333120 · Fax +84-4-5333215