j/;;onbre - 148.206.53.84148.206.53.84/tesiuami/uam7379.pdf · planta piloto de fermentaciones del...
TRANSCRIPT

c 7
J/;;oNBRE: Dalmau Costa González ' I TELEFONO: 6-83-34-16 MATRICULA: 84342518
//LICENCIATURA: Ingeniería Bioquímica Industrial, división de Ciencias Biológicas y de la Salud de la Unidad Iztapalapa. TRIMESTRE: 91-1
Enzimas Pectinolíticas por Cultivo Sólido ' Sucesivo de Aspergillus niger en Sistema Bagacillo-Pectins." TUTOR: Dr . Ernesto Favela Torres. Profesor Titular B. LüGAR DE REALI2ACION: Planta Piloto de Fermentaciones, U.A.M.- Iztapalapa. FECHA DE INICIO: 20 de marzo de 1989 FECHA DE "ERMINACION: 20 de septiembre de 1989. CLAVE: 23.3.67.89 NOMBW DEL PROYECTO: "Producción de Enzimas en Medios Semisólidos y Sustratos Absorvidos."
> Y ' # ALUMNO
'I 9 83
Casa abierta al tiempo
UNIVER$IDAD AUTONOMA METROPOLITANA DIVISION E CIENCIAS BIOLOGICAS Y DE LA SALUD Departamento de Biotecnolog Ía
Febrero 15 de 1991.
M . C . Beatriz SILVA TORRES Secretaria Académica de C.B.S.
P R E S E N T E -
Por este conducto le comunico (matrícula:84342518), egresado de
el alumno Dalmau COSTA GONZALEZ cenciatura en Ingeniería Bioquími-
ca Industrial, terminó satisfactoriamente su trabajo de Servicio Social int fulado "Producción de enz has pect Rolíticas por cultivo sólido suce- sivo de Aspergillus niger en sistema bagacillo - pectiia". Dicho trabajo fue realizado en la Planta Piloto de Fermentaciones del Departamento de BiotecnologÍa de esta Unidad.durante el periodo del 20 de marzo al 20 de sept kmbre de 1989.
As¡ mismo, le solicito se conceda una prorroga para el REGrSTRO FINAL de dicho Servicio Social. Esto en virtud de que el análi9is e interpreta- ción de los resultados obtenidos por el alumno COSTA tomaron mas del tiempo p r ev i s to.
Agradeciendo de antemano su atención a la presente,
reciba un cordial saludo.
A T E N T A M N T E
Profesor Ti t u l a r
UNIDAD IZTAPALAPA Av Llichoacdii y La Puirsiiiia. CUI V:ceiitiiia. Impdlapd, 0 F C P 09340 Tel.: 686-03-22 TELEFAY (5) 686-89.99 TELEX UAh1411 176491;
..... - ... / l..,I ... .,,.. .

DIVISION DE CIENCIAS BIOLOGICAS Y DE LA SALUD DEPARTAMENTO DE BIOTECNOLOGIA
15 de febrero de 1991.
M. en C. Beatriz Adriana Silva Torres SECmARIO ACADEMIC0 DE C,B.S- PRfSSrn:
Maestra Silva, por este conducto le manifiesto a usted que he llegado al término satisfactorio de mi SERVICIO SOCIAL en la Planta Piloto de Fermentaciones del Departamento de Biotecnología de la División de Ciencias Biológicas y de la Salud de esta uni- dad, bajo la dirección del Dr. Ernesto Favela Torres.
El proyecto desarrollado fué "Producción de Enzimas Pectino- líticas por Cultivo Sólido Sucesivo de Aspergillus niger en Siqtema Bagacillo-Pectina." Dicho trabajo fue iniciado el día 20 de marzo de 1989 y concluído el 20 de septiembre del mismo año, dedicando 20 horas semanales para tal fin.
Sin más por el momento, reciba un cordial saludo.
?' Dalmsu Costa González
DIVISION DE CIENCIAS BIOLOGICAS Y DE LA SALUD
Departamento de Biotecnología.
15 de febrero de 1991.
M, en C, Beatriz Adr iana Silva Torres SECRETARIO ACADEMIC0 DE C-B-S. PRESENTE:
Por medio de l a presente, solicito a usted se me conceda una prorroga para el la entrega del PROYECTO FINAL DE SERVICIO SOCIAL intitulado: "Producción de Enzimas Pectinolíticas por Cultivo
niger en Sistema Bagacillo-Pecti- na.", clave 23.3.67.89. Echo reporte debió haberse entregado el día 20 de septiembre de 1989, sin embargo, el análisis de resul- tados del proyecto tomó más tiempo del esperado, siendo esta la causa de la prorroga solicitada.
Sucesivo de Aspergillus
Agradeciendo de antemano su atención, reciba un cordial saludo.

4
PRODUCCION DE ENZIMAS
PECTINOLITICAS
POR CULTIVO SOLIDO SUCESIVO DE
BAGACILLO-PECTINA-

AGRADECIMIENTOS.
A l Dr, Ernesto Favela Torres Por su paciencia, comprensión y apoyo. Por todo lo que
de él aprendí durante este tiempo.
Al M, en C, Mariano Gutierrez Rojas
Por sus aportaciones al desarrollo de este proyecto y sus enseñanzas durante mi formación profesional,
A los integrantes de l a Plata Piloto de Fermentaciones durante los años 1988-89 Por su amistad y apoyo.
A los compañeros del Area de MIcrobiología Por todas las facilidades prestadas para la realización de este trabajo.
Y

A P i l a r Por que sin BU apoyo y amor no hubiera sido posible concluir esta etapa de mi vida.
A mis padres Por la confianza y estímulo que siempre he recibido de ellos.
A mi hermano Carlos
Por su invaluable amistad.
A mi hi jo por nacer-
,

INDICE .
1ntroducci.n ...................................... 3
O b j e t i v o s ......................................... 8
J u s t i f i c a c i o n e s ................................... 10
.ntecedentes ...................................... 13
M a t e r i a l e s y M4tod05 .............................. 16
Resultados ........................................ 25
Discu5i.n ......................................... 36
Conclusiones ...................................... 41
B i b l i o g r a f í a ...................................... 44


3
INTRODUCCION-
Las enzimas son biocatalizadores orgánicos que gobiernan, inician y controlan las reacciones biológicas importantes para los procesos de la vida. Son producidas por células vivientes pero pueden actuar independientemente de las mismas si se les crean condiciones ambientales apropiadas. Todas las enaimas conocidas son proteinas y algunas de ellas contienen grupos no protéicos que son escenciales para BU actividad catalítica. Por lo tanto, las enzimas son macromoléculas coloidales y termolá- biles que muestran un alto grado de especificidad estereoquimica y de sustrato.cl2)
-Y El ~ustrato principal de l a s e ~ i m a s pectinoliticas es la pectina que está formada por un grupo de polisacáridos acídicos cornplejosczo) producidos en cantidades variables en l os tejidos de los vegetales superiores y encontrados en las membranas celu- lares intermedias de dichos tejidos,ce=261 teniendo en ellos una funci6n estrictamente estructural.C20-28)
Gracias a la distribucibn universal de las sustancias pécti- cas (pectina) en el mundo vegetal, no es sorprendente que siste- mas enximáticos capaces de degradar estos compuestos sean alta- mente distribuidos y variados en su mecanismo; estos sistemas en- zimáticos son enzimas pectinolíticas. +Las enzimas pectinoliti- cas se encuentran en los microorganismos y en plantas superiores, pero no son sintetizadas por animales.(=*) La habilidad para producir enzimas pectinolíticas está muy difundida en hongos, bs.cterias y protozoarios, los cuales obtienen la mayor parte de sus requerimientos nutricionales de materiales vegetales,(8-22>

4
$k Las enzimas pectinoliticas comerciales utilizadas indus- trialmente son complejos que degradan a la pectina en diferentes zonas de su estructura. Los organismos más utilizados para l a
producción de este complejo enzimático son 108 hongos, dentro de los cualee se puede destacar al género Aspergillus con las espe- cies A. niger, A. orizae y A. wentii. C 8 . 1 2 )
-$ Básicamente, podemos clasificar a las enzimas pectinolíticas dentro de dos grandes grupos según su función: a) pectin-estera- sas que se encargan de remover los residuos metoxilo de la pec- tina, Y b) una serie de enzimas despolimerizadoraB. que se encar- gan de desdoblar a la pectina rompiendola en diferentes zonas de BU estructura.(8.12==8=2*)
La presencia y acción de las enzimas pectinoliticas es im- portante por muchas razones, tanto para los procesos ecológicos (durante la biodegradación del material vegetal muerto) como para las plantas vivas y l o s productos comerciales que se derivan de ellas.(*) Las enzimas pectinolíticas derivadas de l os microor- ganismos tienen un gran número de aplicaciones industria- 1es-<4.8.iO.22.253
I -3. El principal objetivo de la utilización de enzirnas dentro de procesos industriales es la obtención del producto final en rnayo- res cantidades, con costos más bajos y a velocidades más altas que las reakciones no enzimáticas,cl*) es por esto que las enzi-’ mas pectinolíticas tienen importantes aplicaciones dentro de ai- gunas de las areas de l a industria de alimentos. Estas son am-
pliamente utilizadas para los procesos que requieren de l a desin- tewsc i i in de los te j idos vegetales dentro de las industrias pro-
ce.:ailorau de frutas y vc!rduras.~8=2*.*5)

5
Dentro de las aplicaciones más sobresalientes de las enzima8 pectinolíticas se pueden destacar:c*.8=12=20=22' I
I a) una mayor extracción de jugos Y sólidos utilizables de mate- l
riales vegetales, 1 b) reducción de la viscocidad de nectares y jugos de frutas y 1 I
verduras, 1
cia la completa sedimentación y clarificación de los jugos,
d) rnaceración de frutas y verduras, e) extracción de aceite de oliva, f) extracción de aceites escenciales de cítricos y g ) clarificación de vinos.
' c) solubiliaación de complejos pécticos que trae como consecuen-
Existen dos formas distintas de producción de enaimas pec- tinolíticas microbianas:
i) Cultivo líquido o sumergido. en este sistema la mayor parte del medio donde se desarrolla la fermentación es agua; los sus- tratos se encuentran totalmente disueltos y están disponibles para el microorganismo durante todo el proceso.cB) Los sistemas de cultivo sumergido están hechos de compuestos escenciales como son carbohidratos (glucosa, 3arabe de maíz, almidón, etc.), materiales nitrogenados (sales de amonio, extractos de levadura, caseina, etc.) y minerales. Este sistema es el que ha sido más estudiado, por lo que es mejor conocido y más empleado a nivel industrial ya que permite una distribución homogénea de tempera- tura, pH y nutrientes.<S=*)
ii) Cultivo sólido o semisólido, se refiere al crecimiento de microorganismos sobre materiales sólidos con bajo contenido de ?:ya libre, el medio de culti1.o es preparado y muchas veces r miquecido c.21: cilgunoa l-:e l , ? ~ n~tr- i ?rites uti i.,::ados en l os :u l t r i os s u m e r g i d c ~ ~ ~ ~
6
Este sistema es muy similar al medio ambiente en el que la mayoría de los hongos desarrollan sus fermentaciones en la natu- raleza, como es el caso del composteo, la descomposición de basura, la putrefacción de frutas y verduras, etc.; a pesar de lo anterior, el sistema de fermentación sólida es más complejo que el sumergido en virtud de que l a interacción ambiente-sustrato- microorganismo tiene diversas limitaciones físicas, y en con- secuencia, el sistema reaccionante puede presentar gradientes de temperatura, pH, humedad y aireación que afectan de manera críti- ca al proceso en de8arrollo. Sin embargo, para algunos procesos de fermentacón que utilizan hongos, se considera que el cultivo sólido presenta ventajas sobre el cultivo liquido ya que no requiere de condiciones asépticas y permite una mayor concentra- ción de productos y un mayor rendimiento.~l.*-12=13.16)
Las fermentaciones en medio sólido no son procesos de re- ciente desarrollo, estas han sido realizadas durante cientos de anos en paises orientales para la preparación de algunas comidas tradicionales.cl3) Estos procesos tradicionales han sido moder- nizados y aplicados a l a producción de enzimas fúngicas tales como celulasas, amilasas, proteasas y ~ectinasas.(".3.13.23,
El cultivo por "lotes sucesivos" envuelve una estrategia de operación del fermentador basada en corrientes de alimentación fresca a intervalos de tiempo bien definidos, manteniendose l a
misma cantidad de materia en el fermentador durante todo el proceso. Este principio puede ser aplicado tanto a los cultivos líquidos como a los realizados sobre sustrato sÓlido.Ci59Z6) E1 cultivo por lotes sucesivos ha sido raconocido como una herra- m i e n t a poderosa para s o b r e l l e v a r varias de l a s restricciones en la e f i c i enc ia d- la fermentacic;rT, tales como l a inhibición por
SLl'ZT,:' .tc, rep[*"- f 4 n celular C lb, 26) aclt::1?3 >-

7
.El proceso de extracción de enzimas pectinolíticas a partir de hongos y bacterias es relativamente sencillo, gracias a que en su mayoria son extracelulares~*~í~=21.22> y no es necesario el rompimiento de paredes celulares para su liberación.


OBJETIVO GENERAL.
9
Determinar la factibilidad de la producción de enzimas PectinolitiCaS de A. niger mediante un proceso de fermentación en
sustrato sólido por lotes sucesivos.
CIFJETIVOS PARTICULARES.
- Establecer los tiempos óptimos de resiembra del microorganismo, en base al mantenimiento de la actividad pectinolítica.
- Establecer el porcentaje de inUculo necesario para realizar l o s cultivos sucesivos permitiendo el mantenimiento de la actividad pectinolítica.
- Determinar el número de posibles lotes de cultivos sucesivos sin que haya una perdida considerable de la actividad pectinolí- tica en dichos lotes.

. ~ . . . ,

11
JUSTIFICACIONES.
- El uso de enzimas dentro de industrias tales como la química, la farmacéutica, la petroquímica y la alimentaria, entre otras, es cada vez de mayor importancia, ya que implica grandes ahorro8 en tiempo y energía, así como mayor rendimiento en la produc- ción, gracias a la gran especificidad de estos catalízadores biológicos.
- La producción de enzimas es un área sumamente importante para nuestro país. Actualmente, las enzimas utilizadas por este tipo de industrias eon importadas casi en su totalidad, haciendo que el estudio de procesos encaminados a la producción de enzimas conforme a las necesidades del país sea indispensable; con el desarrollo de esta tecnología se podrán ahorrar grandes cantida- des de dinero que son pagadas a paises extranjeros.
- El sistema por lotes sucesivos puede conducir a importantes incrementos en la productividad de un proceso, ya que mediante este sistema de fermentación se puede eliminar la fase de adap- tación del microorganismo a l medio de cultivo ( fase lag), lo que implica un ahorro de tiempo de 10 a 13 horas de fase improduc- t i v a .
12’7882 - El sistema de fermentación p o r lotev sucesivos para la produc- ciin de enzimas es la base para e l desarrollo de un sistema continuo con posibilidades de ser más eficiente que los sistemas tradicionales por lotes.

- Este trabajo forma parte de 1 12
pectinolíticas por rrolla actualmente
proyecto de producción de enzimas fermentación en estado sólido, que se desa en la Planta Piloto de Fermentaciones de l a -
Universidad Autonoma Metropolitana-Iztapalapa.


CINTECEDENTES.
Tradicionalmente, en los paises occidentales, la produccidn de enzimas de origen fúngico ha sido desarrollada mediante fer- mentaciones líquidas o sumergidas y pocos intentos han sido realizados para desarrollar hongos mediante procesos de fermen- tación en sustrato sólido.ci-2) Sin embargo, actualmente hay un creciente interés en el desarrollo de este tipo de proce~os~(1-2) puesto que este sistema permite el desarrollo del microorganismo en sistemas muy semejantes al que encuentra en su microambiente, permitiendo la utilización de deshechos agroindustrilales como medio de cultivo, lo cual puede reducir, notablemente, l os costos de producción.c1*2=4=e)
Algunos estudios mencionan las ventajas de los cultivos de hongos en estado &lid0 ya que hay un aumento en la productividad de enzimas que es atribuido al desarrollo del hongo en un medio donde no sufre una agitación continua y, por lo mismo, no hay
I
lisis celular.(31
Hasta ahora, el sistema de fermentación por lotes sucesivos había sido utilizado exclusivamente para fermentaciones aumer- gidas.ci6) Se ha reportado el uso de cultivos sumergidos por lotes sucesivos con exito en la producción de enzimas como celu- lasas por Trichoderma revsei C 1 '7 ) y Trichoderma vir ide, ( 2 ) pec- tinasas por Aspergillus niger ( 2 ) y a-amilasa por Rac i l i n s amjtlo-
l i que fa c i en s ( 2 6 ) , asi como metabolitos d e l tipo d e l ácido cítri- cr) por Aspergillus niger. ( 7 )

15
En 108 cultivos en sustrato sólido se ha utilizado el ais- tema de lotes alimentados, en el cual se va añadiendo el eustrato al medio de fermentación acumulándose el producto y aumentando la cantidad del medio durante y hasta el final del proceso; este método se ha comenzado a desarrollar para la producción de en- zimas y metabolítos de h o n g 0 8 ( 1 - ~ = ~ ~ ~ ) aumentandose la producti- vidad en celulasas de Trichoderma vfride C22) y ácido giberélico (GAs) de Gibberelia €unjikuroi.<l-*)


I I
17
MATERIALES Y METODOS.
o de Fermentación. E1 sistema de fermentación sólida utilizado durante todas
las etapas del proyecto fué el siguiente: bagazo de caña de azúcar como soporte, y solución de pectina y sales minerales como sustrato; la constitución porcentual de cada ingrediente en el medio de fermentación se enumera a continuación:
4
,
a) Materia eeca (25%).
-Bagazo de caña ................................ 75.36% -Sacarosa ...................................... 14.00% -Pectina ....................................... 7.00% -Sulfato de amónio ............................. 2.07% -Fosfato monobásico de potasio ................. 1.07% -Urea ........................................... 0.50%
b) Agua destilada (75%)-
La sacarosa, la pectina, las sales minerales y la urea fueron disueltas en el 70% del agua total. El bagazo de caña fué humedecido con esta solución y esterilizado en autoclave durante 15 minutos a 15 libras de presión/inz.
El microorganismo utilizado durante este trabajo, fué Asper-
gillus nigw (CH-4), obtenido del Instituto de Investigaciones Biomédicas de la U.N.A.M., el cual se mantuvo en refrigeración en agar papa-dextrosa y propagado por incubación en el mismo medio durante 72 hr. a 35oC. Después de este tiempo, las esporas se suspendieron en una solución estéril de agua destilada con Tween 80 (0.01%). Esta eolución const.ituyó el 30% restante del agua re- juer ida , Se a,iij.zLtS el núri 3.2 eupor3.2 3. u :-: 10' e : ct r as/gr de
* #- * -> ( f mismar: t ~ ! \ cjmara de

La solución tación estéril, fermentación.
18
de esporas fué adicionada al medio de fermen- para, posteriormente, preparar las columnas de
I
ño&
48g de medio inoculado fueron empacados en columnas de vidrio (25cm de altura por 3.2cm de diámetro interno) y poste- riormente, el material fué compactado hasta lograr una densidad aproximada de 0.45g/cm3 en cada columna.
Las columnas ya preparadas se incubaron durante diferentes periodos de tiempo a una temperatura de 35*C y con un flujo de aire constante de 10 litros/hora.
Para realizar los reinóculos 8e tomaron diferentes frac- ciones de medio así fermentado y se mezclaron con la cantidad de medio fresco requerido para completar la masa total de cada columna (48g) . Esta mezcla se empacó nuevamente en una columna de vidrio y se continuó con la fermentación en las mismas condicio- nes.
* a os m r a Efectw R e m o B y trato del Micelio.
Se relizaron varias fermentaciones simultaneas en las que se efectuaron reinóculos a diferentes tiempos de iniciada la fermen- t a c i 6 n (12, 2 4 , 36, 48 hr.); todas e l l as con el 50% de medio fernentado y el 50% de medio fresco. Los medios fermentados utiLizados psra realizar cada uno de los reinóculos fueron niues- t Y? *dos i m r p -letermi iii '- , i (3 :ti 1 7- e r ':, in o I í t i r e
d< i c 2' r f n J' d cix ter :11 'I
3 i? sar ro 1 1 ada
las varia- ,.

19
Cada una de las columnas reinoculadas se mantuvo ción por 60 hr. mds (Fig- 11, después de las cuales se
en incuba- les deter-
minó, nuevamente, actividad pectinolítica y variaciones de hume- dad y pH. Los resultados de los análisis al final de la fermenta- ción fueron comparados con los análisis de los medios fermentados previos a la reinoculación y contra una fermentacih por lote realizada paralelamente.
e los T E ~ ~ R O R de R e s i e a
Se optimizaron los tiempos de resiembra realizando tres fermentaciones simultaneas, todas ellas utilizando las mismas proporciones de medio fermentado y medio fresco que en los casos anteriores. En la primera, se efectuaron tres resiembras con un tiempo de 24 hrs. de separación entre cada una de ellas. En la segunda, la primera resiembra se realizó a las 24 hre. de haberse iniciado el proceso y las siguentes dos se efectuaron cada 12 hrs.; y en la Última, la primera resiembra también fué efectuada a las 24 hrs., pero los tiempos de las dos Últimas resiembras fueron de 18 hrs.
D e t e r n i i n a c i ó n o de lo^ reino culo^. Las fracciones de medio fermentado utilizadas para realizar
los reinóculos fueron del 12.5, 25 y 50% de la masa total de la columna de fermentación, el resto de la masa fué completado con medio fresco (sin fermentar). De esta forma se estableció l a
cantidad mínima necesaria de reinóculo para mantener la actividad pectinolítica durante todas las etapas d e l proceso.
w * *
I
1
!

20
e = x
e = r
FINAL DE
FIGURA 1-
e = 6ohr
. . . . . . MUESTRAS PARA ANALISIS REINXCJLO' -
FINA1
(muestreo para análisis) F"TACI0N
LA FERMENTACION
COMPARACION ENTRE UN PROCESO DE FERHKNTACION '*BATCH" Y OTRO CON RE1NOCUIX)S.
PROCESO CON REINOCULO PROCESO "BATCH" * *
(muestreo para análisis)
&-;t.ast X = 12, 24, 36 y 48hrs. X + Y = 6Ohrs.
DE LA
* Inicio d e l proceso.
21
Determinaci6nl Número M-0 de htes S u C ~ ~ I v o ~ , Se realizaron varios lotes sucesivos determinando la frac-
ción de medio fermentado y el tiempo de resiembra más adecuados para evitar, en lo posible, pérdidas en la actividad pectinolíti- ca durante el mayor número posible de lotes sucesivos. (Pig, 2)
Tratitmif?nto v UIR de M U M ~ ~ R S - a) Extracción del complejo enzimático:
De una fracción de las muestras de cada etapa de la fermen- tación se obtuvo un extracto crudo de enzimas de la siguiente forma: la fracción de medio fermentado se humectó con agua des- tilada mezclando perfectamente pesos iguales de medio y agua; La masa formada fue prensada a 1000 lb/inz con una prensa hidrául- i ca .
* . .
b) Determinación de humedad: La fracción restante de la muestra de medio fermentado fué
pesada y puesta a secar durante 24 horas a 60% para determinar variaciones de humedad durante el proceso de fermentación.
c) Determinación de la actividad pectinolítica: La actividad pectinolítica fué evaluada midiendo la caída de
la viscosidad de una solución de pectina cítrica al 2% con pH 4.5
provocada por la adición de 1 ml de extracto crudo de enzimas e incubando a 350C. La viscosidad fué medida en centipoises con un
127882 viscosímetro de Brookfield.
Una unidad de actividad pectinolítica (U.D.) es definida como l a cantidad de enzima necesaria para reducir al 50% la vis- cosidad de una solucijn d e peetiria al 2% en buffer de acetatcs 1-2l 4.5 el; 10 rniti::kos.

I 22
FIGURA 2 PROCESO CON VARIOS RE1NOCUIX)S..
O = Medio inoculado con esporas. X = Medio fermentado Y = Medio fresco
P I n i c i o de la fermentación
... ... ... ... ... ... M"fiiBlIaafCa ... ... <..
... ...

23
d) Determinacibn de pH:
Una fracción de cada extracto crudo de enximas fué utilizada para la medición del pH, con el fin de determinar variaciones entre una etapa Y otra de la fermentacidn y a su vez compararlas con el pH anterior al inicio del proceso.
olew de Procem, Todas las fermentaciones se realizaron paralelamente a una
columna control que se manejó como proceso por lote (batch), para comparar el rendimiento entre los dos procesos.
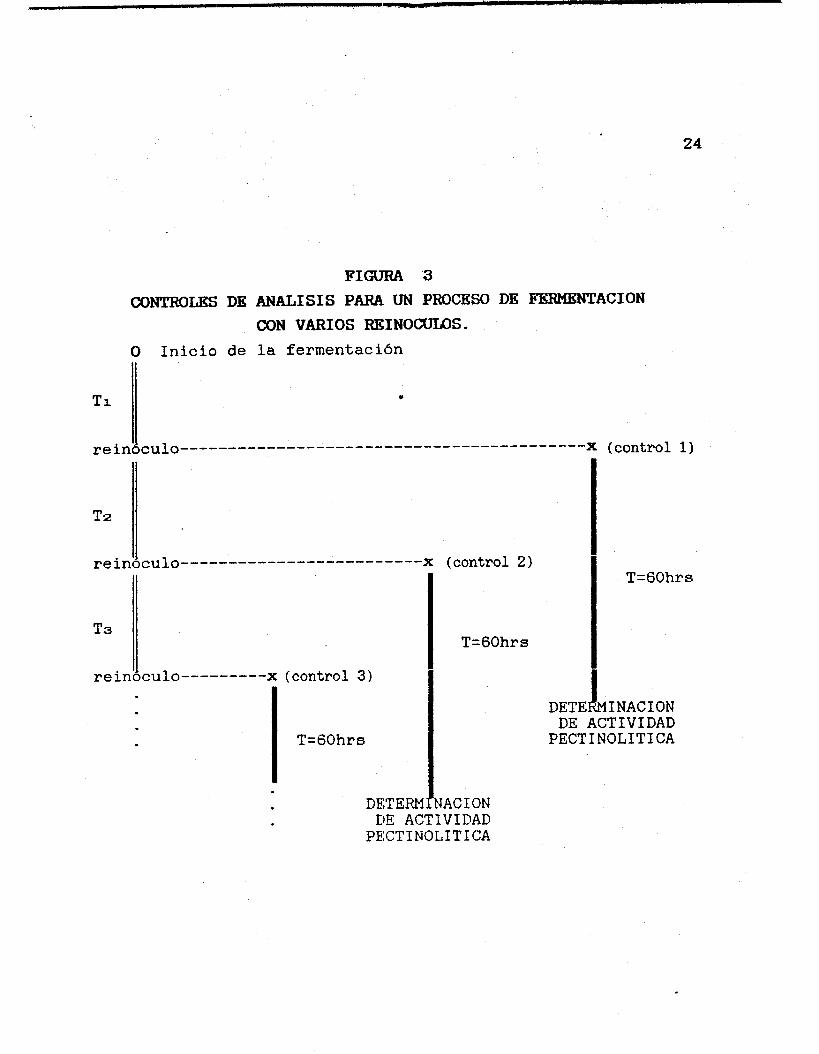
Para efecto de las gráficas, cuando se menciona un control, se refiere.a la resiembra más el tiempo de fermentaci6n final (ver Fig. 1-3)
T2
T=GOhrs
DETERM
T=GOhrs
DETE
T=GOhrs
11 NACION DE ACTIVIDAD
PECTINOLITICA
IACION m ACTIVIDAD
PE:CTINOLITI CA

Resultados .)

26
RESULTADOS.
En la Fig. 4 se muestra la cinética de producción de enzimas pectinolíticas por A. niger. Loa resultados fueron graficados después de haber tratado las muestras como ~e indica en la sec- ción de "Tratamiento y Análisis de Muestras", donde l a actividad pectinolítica se muestra como UD/g de materia seca; la actividad pectinolítica fue evaluada a distintos tiempos de haberse inicia- do el proceso de fermentación. En l a figura se observa como la máxima concentración de la actividad pectinolitica se alcanza a
lae 48 horas de haberse iniciado el proceso; si se continúa con el proceso, la concentración de actividad comienza a descender paulatinamente. La Tabla A muestra l os valores de humedad y pH
durante el mismo proceso, graficados en las Figs. 4-A y 4-B res- pectivamente. Se aprecia que la humedad no se ve muy afectada y ,
sin embargo, el valor de pH sufre un fuerte desceneo desde l a e primeras 12 horas de haberse iniciado el proceso para, posterior- mente, incrementar poco a poco.
I
%
FIGURA 4 CINETICA DE PROUUCCION DE ENZIMAS PECTINOLITICAS
--- i I

TABLA "A". Evolución de la humedad y el pH durante el proceso de producción de enzimas pectinolíticas.
Tiempo O 24 hrs.
I 1 I I
75.33 4-21 78.40 1.60
I Muestra I
48 hrs 60 hrs
Humedad, X
82.50 2.58
75.62 2.70
t I
I I
I I
100
60
40
2 0 -
-0 -
-
a i 1 I I I
36 hrs 82.50 1.97 I ! I
27
I
FIGURA 4 - A
O a O
4 I
w O 8?

I Q
28
FIGURA 4 - B EVOLUCION DEL pH
4 .5 I
4
3.5
3
2.5
2
1.5 O 24 36 48
T I EMF0 [HORAS) 60
La Fig. 5 muestra el maltrato sufrido por el micelio en diferentes tiempos en l os que se realizaron resiembras (con 50% de medio fermentado y 50% de medio fresco) y su relación con la producción de eneimas; también se muestran las U.D. totales pro- ducidas a lo largo d e l proceso completo, asi como l a s U.D. netas rbroduciriac; en cads etapa del proceso ( [J .D. to ta l es menos U.D.
j : ~ * c 1 9 - P ~ c i d a ~ antes de efectiiar l a resiembra). En esta figura se d c a c t i v i d a d pect inol í t . ica dismi-
i l l . d t i i L ~ X P C J entre ei i i , ~ :io de la ..
I

29
FIGURA 5 MALTRATO DEL MlCELlO A DIFERENTES TIEMPOS DE RESIEMBRA
I
l a 4 8 24+36 36t24 4a+12 CTRL BATCH
T I EMPO
-UD TOTALES -UD PRODUCIDAS POR ETAPA
Para la elección de los tiempos de resiembra se realizarón tres cultivos sucesivos, en periodos de 12 horas y paralelamente, otros tres cultivos de 18 y 24 horas. En los tres casos se usó el 50% de medio fermentado y el 50% de medio fresco para efectuar la3 resiembras; los resultados obtenidos fueron los siguientes (Tablas 1-3): En ninguno de loa tres c a m s analizados, se obtuvo a( tividad pectinolítica antes de efectuar la primera resiembra. A prtr t i r de esta, todos l o s procesos muestran prácticamente el m:smo desarrollo de actividad enzimática.

30
PERIODO DE TIEMPO
(HORAS )
O
12
12 f 2
12 * 3
TABLA 1:Evolución de la Actividad Pectinolítica durante el Proceso con Reinóculos cada 12 horas.
ACTVIVIDAD PECTINOLITICA (UD)
TOTALES NETAS POR ETAPA
No detectada No detectada
No detectada No detectada
90 90
93 49
PERIODO DE TIEMPO
(HORAS )
O
18
18 * 2
16 * 3
Durante el desarrollo de este proceso no se detectaron cambios importantes en la humedad del medio, sin embargo, e l pH bajo considerablemente después de la primera resiembra (de 4.19 hasta 1.98).
ACTIVIDAD PECTINOLITICA (UD)
TOTALES NETAS POR ETAPA
No detectada No detectada
No detectada No detectada
90 90
67 47.50
TABLA 2: Evolución de la Actividad Pectinolitica durante el Proceso con Reinóculos cada 18 horas.

31
TOTALES
No detectada
No detectada
90
90
TABLA 3:Evolución de la Actividad Pectinolítica durante el Proceso con Reinóculos cada 24 horas.
NETAS POR ETAPA
No detectada
No detectada
90
47.75
PERIODO DE TIEMPO
(HORAS 1
o
24
24 f 2
24 f 3
Este caso tampoco presentó variaciones importantes en la humedad detectada: el pH muestra un descenso importante desde la primera resiembra, de un valor inicial de 4.05 a un valor de 2.37. E l valor de pH en la muestra de la Última resiembra fué de 2.05.
La Pig, 6 muestra l os resultados obtenidos despuéa de tres procesos completos de fermentación, es decir, el tiempo de re- siembra más tiempo de fermentación (en todos los casos el tiempo de fermentación fué de 60 hrs). Los tres procesos fueron realiza- dos con la primera resiembra a las 24 horas de iniciado el pro-
ceso, las siguientes resiembras se realizaron a las 24, 18 ó 12 horas. En todos los casos las variaciones de humedad fueron muy pequeñas y el pH mostró las tendencias de los ejemplos anterio- res. En esta figura se puede ver que el primer control de cada uno de los procesos desarrolla un 60% más de actividad que l a
desarrollada por el proceso batch. 127882 A su vt.z se obsciva que en l a fermentación en la cual se
r.eal izan resiembras de 24+12 horae, el deterioro de producción de - L:ri i.1 contr. ’I. 2 de este
: ?7S d ; , v i d a d mien- ?PI’ ir’> 110;.

32
En la fermentación con resiembras de 24+18 horas la concen- tración de la actividad pectinolítica disminuye sólo un 25% en el control 2, pero hasta en un 70% en el control 3.
El proceso con resiembras 24+24 horas es el que presenta una del control 2 pérdida de actividad
sólo mantiene un 20% de la actividad. más drástica ya que a partir
n 0 8 w
FIGURA 6 OPTlMlZACiON DE LOS TIEMPOS DE RESIEMBRA
200 U a
CTRL. RATCH a3NTRoL I CONTROL 2 CONTROL 3
RESIEMBRAS 24+1 RESIEMBRAS 24+18 RESIEMBRAS 24+24
U - > CONTROL ES I- u Q:
-
. . . ...e
33
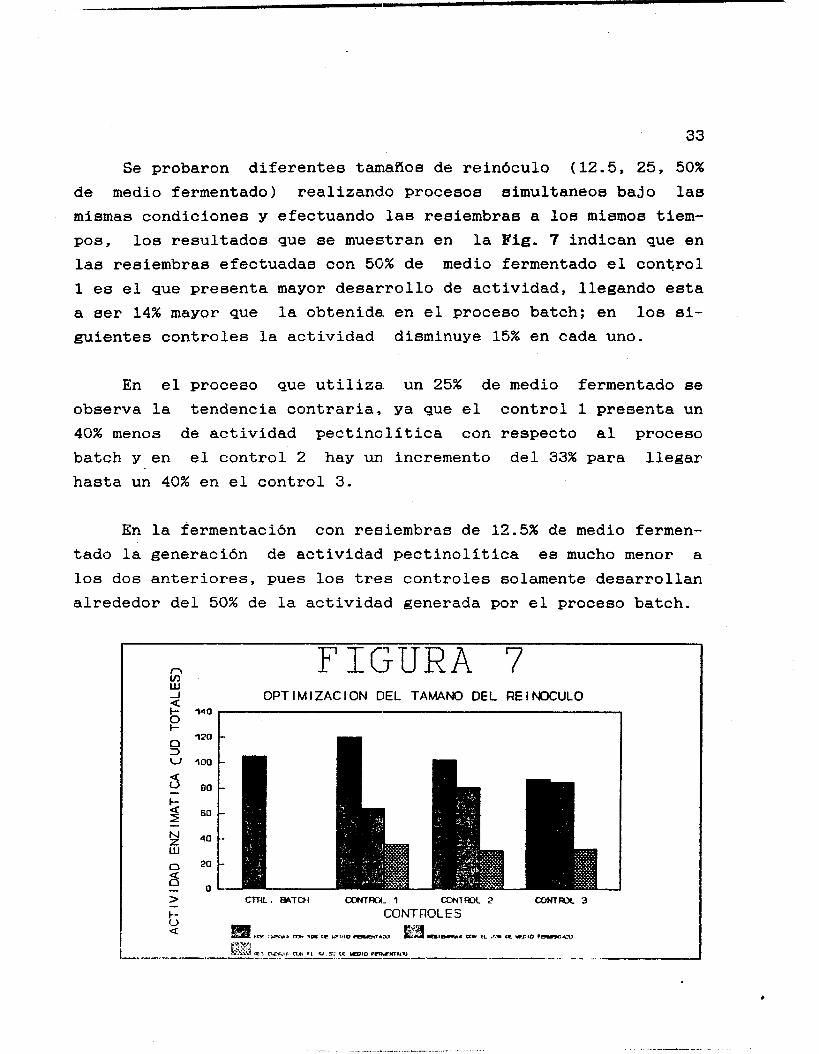
Se probaron diferentes tamafios de reináculo (12.5, 25, 50%
de medio fermentado) realizando procesos simultaneos bajo las mismas condiciones y efectuando las resiembras a los mismos tiem- poa, los resultados que se muestran en la Pig. 7 indican que en las resiembras efectuadas con 50% de medio fermentado el control 1 es el que presenta mayor desarrollo de actividad, llegando esta a ser 14% mayor que la obtenida en el proceso batch; en los si- guientes controles la actividad disminuye 15% en cada uno.
En el proceso que utiliza un 25% de medio fermentado se observa la tendencia contraria, ya que el control 1 presenta un 40% menos de actividad pectinolítica con respecto a l proceso batch y en el control 2 hay un incremento del 3396 para llegar hasta un 40% en el control 3.
En la fermentación con resiembras de 12.5% de medio fermen- tado la generación de actividad pectinolítica es mucho menor a
los dos anteriores, pues los tres controles solamente desarrollan alrededor del 50% de la actividad generada por el proceso batch.
VI n FIGURA 7 -. UI
U I- 140
J OPTlMlZAClON DEL TAMANO DEL REINOCULO
P
34
I iii I 2 OPTlMiZAClON DEL TIEMPO FINAL DE FERMENTACION C36 HRS]
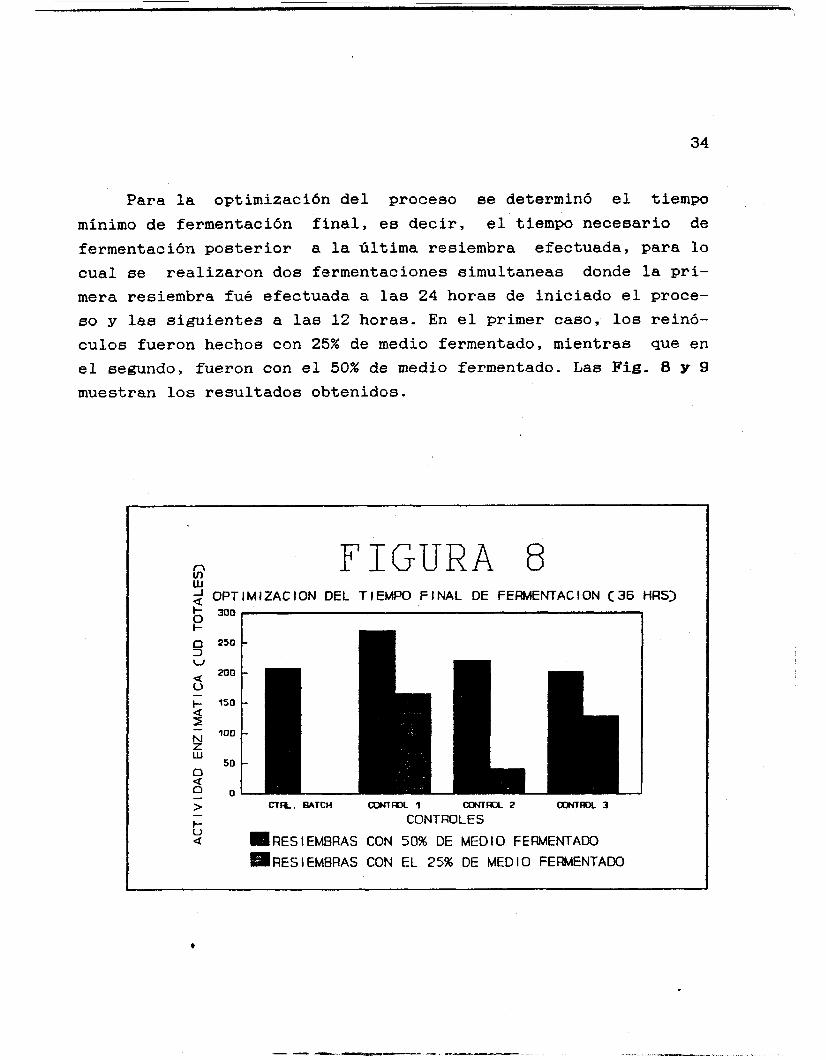
Para la optimización del proceso 8e determinó el tiempo minimo de fermentación final, es decir, el tiempo necesario de fermentación posterior a la Última resiembra efectuada, para lo cual ~e realizaron dos fermentaciones simultaneas donde la pri- mera resiembra fué efectuada a las 24 horas de iniciado el proce- BO y las siguientes a las 12 horas. En el primer caso, l o s reinó- culos fueron hechos con 25% de medio fermentado, mientras que en el segundo, fueron con el 50% de medio fermentado. Las Fig, 8 y 9 muestran los resultados obtenidos.
n rn FIGURA 8 I I-
0 250 z) U
d u 200
- 150
I00 2 2 - UJ
O < 50
* o - > CTR. BATCH CONlAK 1 m A o L 2 mmn. 3
CONTROLES - t- u U RE SIEMBRAS CON 50% DE MEDIO FERMENTADO
RESIEMBRAS CON EL 25% DE MEDIO FERMENTADO

35
FIGURA 9 OPTlMlZAClON DEL TIEMPO FINAL DE FERMEMACION C48 HRS) 400
300 -
u
OR. BATCH mNrIx)L I COKTm 2 CONTAOL 3
CONTROLES
=RES I EMBRAS CON 50% DE MED io FERMENTADO WRESIEMERAS CON EL 25% DE MEDIO FERMENTADO


37
DISCUSION. P F I C W t ic;ia,
En la Fig, 4, se puede ver como la producción de enzima8 pectinolitcas por A. niger no es detectable en tiempos menores a
24 horas de haberse iniciado el proceso de fermentación. Esto es debido a que hasta este tiempo, es muy probable que todavia ~e encuentren nutrientes, diferentes a la pectina, disueltos en el medio de fermentación y el hongo no empiece su producción de enzimas pectinolíticas hasta el momento que realmente las necesi- te; es decir, cuando no queden en el medio otros nutrientes apar- te de la pectina.
A partir de las 36 horas de proceso la actividad pectinolí- tica comienza a 8er detectable, y a partir de este punto, el valor de l a actividad detectada crece hasta llegar a su punto de inflección a las 48 horas, a partir de las cuales hay un decre- mento de la actividad pectinolítica-
En l a Pig, 5 se forma una campana, donde se observa clara- mente actividad pectinolítca a partir de la resiembra realizada a
las 12 horas de iniciado el proceso; la grAfica presenta un má- ximo en la actividad pectinolítica cuando se realiza la resiembra a las 24 horas, para disminuir drásticamente cuando la resiembra se realiza a periodos más largos de tiempo, a t a l grado que se presenta un decremento neto en .la actividad pectinolitica detec- tada en la resiembra realizada a l a s 48 horas. Con lo cual pode- mos deducir que el nicelio Be ve fuertemente afectado, debido al

38
OR de&a3~Lmbra,
Comparando 108 resultados de las Tablas 1-3 vemos que se obtiene prácticamente el mismo valor de actividad pectinolítica
neta por etapa para lo8 tres casos (12, 18, 24 horas), sin embar- go, esta actividad es desarrollada casi en su totalidad en las primeras 12 horas (Tabla 11, por lo que efectuar las resiembras en tiempos mayores a este invol.ucraría una pérdida importante en la productividad del proceso.
Comparando los resultados de io8 tres procesos completos que se muestran en la Fig, 6, podemos ver que en el proceso que invo- lucra resiembras cada 12 horas después de la primera resiembra que fué efectuada a las 24 horas, presenta una menor pérdida de actividad durante cada una de dichas resiembras.
Se puede considerar que este efecto de disminución de la actividad pectinolítica está relacionado con el maltrato del micelio durante el proceso de resiembra, y que a su vez, el mice- lio, es más sensible al estrés mecánico a medida que aumenta el número de resiembras al que ha sido sometido, es decir, aumenta su sensibilidad a medida que se hace mas viejo.
r\t el . * -n e . .
La Fig. 7, muestra procesos completos con resiembras del 12.5, 25 y 50% de medio fermentado. A continuación se discute cada uno de estos procesos: a) Las controles de las resiembras que fueron efectuadas con el 507; de medio fermentado presentan una mayor concentración de actividad pectinolítica después de la primera resiembra, 2 veces m i s que l a actividad mosti*ada por el prcceuo en el que se utilizó i, C , J ~ de medio fez-aentado y 3 vece"-~ r4.s que el que utilizó el .. . c'c'J Ce n w . 3 i 7 f c . ~ *n , i 9tx..d . Si :I . a Far t i r . de la segunda
e r - ~ a un2 t.endc-.t i2 ..:fn.iinulr ? i sat4ividad en el 1' ::IC- n
3 . > $ - o ,

39
b) En los controles de las resiembras efectuadas con 25% de medio fermentado se observa un claro incremento en la concentracidn de actividad pectinolítica a partir de la segunda resiembra, en contraste con lo mostrado por el proceso del 50% de medio fermen- tado. Por lo cual, el proceso que involucra resiembras con el 25%
de medio fermentado puede ser considerado como el más eficiente en términos de productividad.
c) En l o s controles de las resiembras efectuadas con 12.5% de medio fermentado, se muestra como se mantiene la actividad pecti- nolítica sin variación durante las dos primeras resiembras, sin embargo, esta actividad es de alrededor de una tercera parte de la actividad mostrada por el proceso desarrollado con resiembras del 50% de medio fermentado.
Es interesante analizar el porqué es diferente l a concentra- ción de actividad pectinolítica en la primera resiembra de los tres procesos, la actividad desarrollada parece ir en relación a la concentración de medio fermentado utilizado para realizar esta resiembra, asi, el proceso que involucra resiembras con 50% de medio fermentado desarrolla el doble de la actividad pectinolíti- ca desarrollada por el proceso que utiliza el 25% de medio fer- mentado, y alrededor de tres veces más que el caso que utiliza el 12.5% de medio fermentado. Sin embargo para las resiembras subsi- guientes parece no importar la cantidad de medio fermentado uti- lizado para rea-lizarlas. Es probable que con concentraciones de 50% ci? medio fermentado el consumo Jv nutrientes sea demasiado rápida y el microorganismo nu alcance eu adaptación total al nueva niedio y esto t r a i g a consigo una ba ja en l a producción de
enziuas pec t ino l í t . i caa .

40
Sería de gran interés, que en estudios posteriores se compa- raran 108 tres procesos (12.5, 25 y 50% de medio fermentado) en función de su productividad, pues a pesar de que aparentemente los procesos que utilizan el 25 y el 50% de medio fermentado son los más productivos, es necesario realizar estudios más profun- dos.
. . mDo de Fer-taclnn, Si se analizan las Pig, 8 y 9, podemos ver que rJara reducir
el tiempo de fermentación, de 60 a 36 horas de incubación final, es necesario utilizar una mayor cantidad de medio fez-mentado en las resiembras (por lo menos el 50% de medio fermentado) ya que en el proceso en el que se utilizó el 25% de medio fermentado la concentración de enzimas pectinolíticas obtenida es mu=ho menor. Sin embargo, si sólo se reduce el tiempo de incubación final a 48 horas, el proceso que involucra la utilización de 25% de medio fermentado se muestra como el mas eficiente.
Esto parece indicar que si se utilizan concentraciones meno- res de micelio ya desarrollado, el tiempo necesario para alcanzar I
las concentraciones máximas de enaimas será más largo.
127882


42
CONCLUSIONES.
i l La actividad pectinolítica desarrollada por la fermentaci- ón sólida en medio bagacillo-pectina de Aspergillus niger, es detectable a partir de 36 horas de haberse iniciado la incubación de 1 hongo.
i i l Después de 48 horas de fermentación (batch), la producción de enzimas pectinoliticas comienza a disminuir.
iii) El tiempo Óptimo para realizar la primera resiembra de un cultivo sólido sucesivo de A. nigel- en el medio citado, es a las 24 horas de haberse iniciado el proceso, pues es en este tiempo en el que ee alcanza un máximo de actividad detectada.
ivi El micelio del hongo parece ser fuertemente afectado por el estrks mecánico cuando las resiembras se realizan en periodos mayores a las 24 horas de haberse iniciado el proceso.
v) Después de la primera resiembra, es posible acortar l o s
tiempos a 12 horas entre cada resiembra, haciendo que el proceso sea m á s Frociiictivo.
vi) La concentración mínima de medio fermentado que resultó ser e f ic lente para mantener una buena productividad durante un proce- LO de cuatro resiembras sucesivas frié de 25%; sin embargo, es
interesante estudiar más a fondo la utilización de 12.5% de medio fer::i-’.ntado.

43
vil) Cuando se utiliza un 50% de medio fermentado, es posible acortar los tiempos finales de fermentación hasta 36 horas, sin embargo, cuando se utiliza el 25% de medio fermentado, el tiempo mínimo requrido de fermentación final es de 48 horas para alcan- zar la máxima concentración enzimática.
V d i í l El proceso de producción de enximas pectinoliticas de Aspergillus niger- por fermentación sólida en medio bagacillo- pectina, demuestra ser eficiente y más productivo que un proceso "tradicional" por lotes.

45 I
FIPLIUGRAFIA.
1. Abdullah, A. L., R. P. Tengerdy & V. G. Murphy (1985). Op- timization of Solid Substrate Fermentation of Wheat Straw, Bio- technology & Bioengineering, vol. X X V I I , pp. 20-27.
2. Agular, G. & C. Huitrón (1986). Application of Fed-Batch Cultures in the Production of Extracellular Pectinases by Aspep-
gil1uB sp. Enzyme Microbiol. Technol., vol. 9 (Sept.) pp. 541- 545 *
3. Alazard, D. & M. Raimbault Ci981). Comparative Study Amyloly- tic Enzymes Production by Aspergillus niger in Liquid and Solid- State Cultivation. European J. Appl. Microbiol. Biotechnol., vol. 12. pp. 113-117.
4. Braddock, R. J. & J. W. Kesterson (1979). Use of Enzymes in Citrus Processing. Food Technology. (Nov.) pp. 78-83.
5. Carrizales, V. (1981). Producción de Enzimas Extracelulares en Cultivos Semisólidos, en "Hiotecnología de Enzimas" editado por Carlos Huitrón. Universidad Nacional Autónoma de México. México, D. F. 1983.
6. Cazzador, L. (1988). On the Optimal Control of Fed-Batch Reactors, Biotechnology PC Bioengineerins, vol. 31. pp. 670-674.

46
8 . Fogarty, W. M., O. P. Ward (1974). Pectinases and Pectic Polisacharides, in "Progress in Industrial Microbiology". vol. 13. pp. 59-119.
9. Friederich, J., A. Cimerman, D. Mamilovic & W. Steiner (1988). Factors Effecting Submerged Pectinase Synthesis by
Aspergillus niger. Poster presented at 8th International Biotech- nology Symposium, Paris, July 17-22. (Abstract book D 156).
10. Furigo, A. Jr. & W. Borzani (1988). Concentration Time Curves in Fed-Batch Fermentations Followed by a Batch Phase. Biotechno- logy Letters. vol. 10 (No. 4). pp. 283-284.
11. Kilara, A. (1982). Enzymes and their Uses in the Processed Apple Industry: A Review. Process Biochemistry. (July-August). pp. 35-41.
12. Kilara, A., K. M. Shahani. Enzymes in Food Technology, in "Industrial Chemicals, Biochemicals and Fuels". cap. 50. pp.
1045-1064.
13. Knapp, J. S., J. A. Howell (1978). Solid Substrate Ferrnenta- tion, in "Topics in Enzymes and Fermentation Technology", edited by Wiseman. vol. 4. pp. 85-135.
14. Kumar, P. K. R. & B. K. Lonsane (1987). Potencial Fed-Batch Culture in Solid-state Fermentation fer Production of Gibberelic Acid. Riotechnology Letters. vol. 9 (Nu. 3 ) . pp. 179-182.
3.5. Kumar, P. K. R. & B. K. Lonsane ( 1988). Batch and Fed-Batch So l id -Sta te Ferme:itat.ion: Kinetics of Cell Growth, Hydrolitic I:r~zi.nies P-cdu;tion, ancl G ibbe re l i c Av id Frod.uetion. Process ic i - ~ ~ : : ~ ; ~ ~ ~ ~ i si:,z-y. ( JApi-j. 7. 1 .

47
16. Lonsane, B. K., N. P. Ghildyal, S. Budiatman & S. Ramakrishna (1985). Engineering Aspects of Solid-state Fermentation. Enzyme Microb. Technol. vol. 7 (June). pp. 258-265.
17. McLean, D. & M. F. Podruxny (1985). Further Support for Fed- Batch Production of Cellulases. Biotechnology Letters. vol. 7
(NO. 9). pp. 683-688.
18. Mill, P. J. (1966). The Pectic Enzymes of Aspergillus niger (A Second Exopoligalacturonase). Biochem. J. vol. 99. pp- 562- 565.
19. Mill, P. J. (1966). The Pectic Enzymes of Aspergillus niger (A Mercury-Activated Exopolygalacturonase). Biochem. J. vol. 99. pp. 557-561.
20. Plink, W., & F. M. Rombouts (1979). Pectic Enzymes, in Poli- sacharides in Food, edited by J. M. V. Blanshard & J. R. Mit- chell. Butterworks, London.
21. Rexová-Benková, L- . , & A. Slezárik (1966). Isolation -of Extrace 1 lular Pec tynol itic Enzymes Produced by Aspergillus niger. Collection Czechoslov. Chem. Conmun. vol. 31. pp. 122-129.
32. Rombouts, F. M. (1986). Pectic Enzymes, their Biosynthesis 2nd Roles in Fermentation and Spoilage. Biotechnology Letters. bol. 10 (NO. 8 ) . pp. 585-592.
2.3. Shamala, T. R., & K. K. Sreekant iah (1987). Succesive Cul-
rivation of Selected Cellulolitic Funt-=F on Rice Straw and Wheat.
Tiran for Fcr1nn:r.j-r: Ptr~di ict f on 9'- 1-112 1 =,st-s and D-Xylmase. Enzyme Y$lc:r.c,b I TPchnfj I t', 1. 3 íFc=1>. j

48
24. Suzuki, T., T. Yamane & S. Shimizu (1988). Effect and Control of Glucose Feeding on Bacitracin Production by Fed-Batch Culture of Bacillus Jicheniformis. Ferment. Technol. vol. 66 (No. 1). pp.
85-91.
25. Whitaker, J. R. (1984). Pectic Substances, Pectic Enzymes and Haze Formation in Fruit Juices.. Enzyme Microb. Technol. vol. 6 (August). pp. 341-349.
26. Yoo, Y. J., T. W. Cadman, J. Hong 13 R. T. Hatch (1988). Fed- Batch Fermentation for the Production of a-Amilasa by Eacilluu amyloliquefaciens. Biotechnology & Bioengineering. vol. 31. pp. 42-6-432.