influÊncia da temperatura no processo de … · cutter para preparo da emulsão de pele de frango,...
TRANSCRIPT

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
1
INFLUÊNCIA DA TEMPERATURA NO PROCESSO DE PRODUÇÃO DE
EMPANADOS DE FRANGO
OLIVEIRA, P. B.
FIORI, J. J.
E-mail para contato: [email protected]
RESUMO:
Os empanados de frango são processados mediante um controle de temperatura rígido e
apresentam boa aceitação, além de excelente relação custo-benefício. Neste trabalho, foram
discutidos aspectos de processamento e características dos ingredientes no processo de
empanados de frango. Na formulação estudada, foram utilizados extrato de alecrim, como
agente conservador, além de demais aditivos. Como se trata de um produto congelados, o
excesso de água pode levar a um aumento da atividade de água do produto, favorecendo o
crescimento microbiano. Os empanados passam por processos mecânicos que, por sua vez,
realizam trabalhos térmicos na matéria-prima, levando a aumento de energia. Foram estudadas
cinco temperaturas após a moagem da carne (-8, -10, -12, -14 e -18 °C) com relação à qualidade
do produto final. Foi observado que variações nas temperaturas da matéria-prima cárnea no
processo levam a um produto final sem sabor e com textura borrachuda. Em adição, foram feitas
determinações físico-químicas, microbiológicos e sensoriais, de modo a provar a influência da
temperatura no processo de produção, confirmando que, se a matéria-prima é de qualidade e
boa procedência e forem seguidas as boas práticas de fabricação, nas faixas estudadas de
variação de temperatura, não ocorrem variações elevadas nesses parâmetros de qualidade.
PALAVRAS-CHAVE: Empanados de frango. Temperatura da carne. Congelamento.
Qualidade.
ABSTRACT:
Chicken nuggets are processed through a rigid temperature control and are well accepted, in
addition to excellent cost-benefit ratio. In this work, aspects of processing and characteristics
of the ingredients in the proces of nuggets were discussed. In the formulation studied, rosemary
extract, as a preservative agent, besides other additives, were used. As a frozen product, excess
of water can lead to an increase in water activity of the product, favoring microbial growth.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
2
Nuggets meat pass through mechanical processes that, in turn, perform thermal work on the
raw material, leading to increased energy. Five temperatures after grinding the meat (-8, -10, -
12, -14 and -18 ° C) were studied with respect to the quality of the final product. It was observed
that variations in meat temperatures during process lead to a final product with no taste and a
rubbery texture. In addition, physicochemical, microbiologic and sensorial determinations were
made in order to prove the influence of temperature on the production process, confirming that
if the raw material is of good quality and origin and good manufacturing practices are followed,
in the studied ranges of temperature, there are no high variations in these quality parameters.
KEYWORDS: Nuggets. Meat temperature. Freezing. Quality.
1. INTRODUÇÃO
O consumo de proteína animal no Brasil é expressivo, segundo dados da ABPA
(Associação Brasileira de Proteína Animal). A carne de frango é a mais consumida no país,
ficando à frente até da carne bovina que ocupou esse posto por muitos anos. Observa-se,
recentemente, que há uma alta no preço de venda dos produtos bovinos, enquanto que o preço
da carne de frango se mantém em nível mais baixo e mais estável, explica Francisco Turra
presidente executivo da ABPA, em entrevista à revista valor econômico (MENDES, 2015).
O sucesso da venda de frango no país também se estende para seus produtos preparados.
Entre os mais consumidos pelos brasileiros está o empanado de frango, que vem ganhando
mercado pela facilidade de preparo em âmbito doméstico. São produtos que ganham facilmente
o mercado, por esse motivo, vê-se grande investimento nessa parte da indústria. Os empanados
ganham principalmente os consumidores das classes de infantil e juvenil, por serem
diferenciados, saborosos e atrativos.
Em pesquisa realizada no sul do país, onde até pouco tempo atrás não se via grande
consumo de carne de frango, os empanados ganham espaço na mesa desses brasileiros, ficando
atrás ainda dos cortes de frango, como se pode ver na Figura 1.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
3
Figura 1: Frequência do consumo de frango ou derivados processados.
Fonte: FRANCISCO e NASCIMENTO, 2007.
A procura por empanados ainda é pequena, por se tratar de um produto ainda
desconhecido, principalmente no que diz respeito a seu processo de produção, o que gera
desconfiança nos consumidores. Esses ainda são paradigmas a serem quebrados pela indústria
de alimentos.
Este estudo tem por interesse trabalhar com a influência direta da temperatura inicial da
matéria-prima do produto cárneo enformado, antes do processo de moldagem. Esse tipo de
produto passa por processos que ocasionam aumento da temperatura da massa, tais como: a
moagem da carne, a mistura mecânica e a termoformação. Nesta última etapa, a temperatura de
entrada da massa na máquina não poderá ser superior à -4 °C, do contrário há uma dificuldade
na formação do produto, resultando em perda da matéria-prima, a qual não pode ser usada
posteriormente no processo.
Uma temperatura muito baixa no processamento do alimento impede que a salmoura
com os insumos penetre na carne, para que ela ganhe sabor e o mantenha. Essa condição faz
com que a carne não fique homogênea, pois há dificuldade na penetração da salmoura, que fica
retida na "capa" de gelo superficial. Isso prejudica a próxima etapa do processo. No caso de
empanados de carne, o processo à baixa temperatura tem como resultado um produto acabado
sem sabor e com aspecto "borrachudo", situação que não é desejável.
O congelamento, entretanto, sempre rompe estruturas celulares que podem provocar
algumas alterações adversas, especialmente na textura, que depreciam o produto. Com o
congelamento, o produto mantém suas características físicas, nutritivas e sensoriais. A matéria-
prima deve ser congelada entre -18°C e -30°C, com isso, detém-se o crescimento microbiano e
inibem-se as reações enzimáticas e químicas, atingindo um tempo de armazenamento muito

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
4
longo, às vezes de doze meses. (ORDÓÑEZ-PEREDA, 2005a). De acordo com, algumas
enzimas produzidas pelos microrganismos presentes na carne podem atuar mesmo abaixo de -
12 °C. Essas enzimas atacam as proteínas e gorduras, podendo acentuar perda de qualidade
durante o congelamento, assim eleva-se a importância de se manter medidas higiênicas durante
toda a vida da carne, no abate e na manipulação da carne (ORDÓÑEZ-PEREDA, 2005b).
Não se pode falar de congelamento são exemplificar a importância da água nesse
processo. Devem ser consideradas as propriedades físicas da água e do gelo. A água tem a
propriedade incomum de se expandir ao tornar-se sólida, mas, possui uma viscosidade
completamente normal. A condutividade térmica da água é alta se comparada à da maioria dos
demais líquidos, e a condutividade térmica do gelo é maior que a esperada para um sólido não
metálico. A condutividade térmica do gelo a 0°C é cerca de quatro vezes maior que a da água
líquida na mesma temperatura, o que indica que o gelo conduz a energia térmica em uma taxa
muito maior que a da água imobilizada (p. ex., em tecidos). A capacidade calorifica da água é
aproximadamente duas vezes maior que a do gelo, as difusividades térmicas de ambos diferem
por um fator de aproximadamente 9. A difusividade térmica indica a taxa pela qual um material
modifica sua temperatura. Essas diferenças de valores de difusividade e condutividade térmica
entre a água e o gelo fornecem um bom embasamento para a compreensão da razão pela qual
os tecidos congelam com mais rapidez do que descongelam, sob a aplicação de diferentes
temperaturas simétricas (DAMODARAN et al., 2010).
Este projeto busca, em suma, entender como a temperatura atua na carne e como ela
pode interferir ou influenciar no processamento de alimentos cárneos formados e empanados,
para que os produtos e processos sejam aprimorados, fundamentando uma melhor base teórica
para aplicação desse conhecimento nas indústrias alimentícias. Essa variável de estudo foi
escolhida, porque testes preliminares demonstraram uma inconstância na temperatura de
processo do peito de frango, evidenciando um produto final com excesso de desprendimento de
líquido, o que atrapalha a fritura do alimento. Após um levantamento de possíveis problemas,
a temperatura inicial foi selecionada para a realização deste estudo, pois foi levantada a hipótese
de que se a matéria-prima estivesse muito congelada, haveria a formação excessiva de cristais
de gelo no produto processado. Com isso, a avaliação dessa variável no processo é pautada na
necessidade de a empresa oferecer produtos de melhor qualidade ao consumidor, justificando a
confecção deste trabalho.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
5
2. MATERIAIS E MÉTODOS
Para o processamento de empanados de frango, foi utilizado uma formulação padrão,
igual à utilizada em fabricação de larga escala. As porcentagens dos ingredientes foram
definidas em consonância à legislação vigente da ANVISA (Agência Nacional de Vigilância
Sanitária), 2015. A Tabela 2 relaciona os ingredientes para o preparo de uma formulação
padrão.
O extrato de alecrim líquido é um excelente antioxidante alimentício natural, o qual
garante que o produto tenha uma vida útil um pouco mais estendida, diminuindo a oxidação.
ECIL (2015) comenta que a proteína isolada de soja para emulsão possui a capacidade de
combinar água e gordura, tornando a emulsão mais estável, além de possuir alto valor
nutricional, por ser fonte de proteína de alto valor nutricional para o organismo. A ANVISA
sugere na resolução RDC n° 269, de 22 de setembro de 2005, o consumo diário de 50 g de
proteína para adultos e 34 g de proteína para as crianças.
Os produtos foram processados em planta piloto de testes, utilizando moedor de carne,
cutter para preparo da emulsão de pele de frango, misturador, máquina formadora e
empanamento manual, com aplicação de predust, batter e farinha de empanamento.
Tabela 1: Formulação para nuggets de frango.
Formulação Padrão % kg
Cortes congelados de frango (peito sem osso e sem pele) 62,00 18,600
Água 4,30 1,290
Farinha de rosca para enchimento 0,10 0,030
Emulsão * 1,00 10,080
Pele de frango para industrializar 16,30 4,890
Coxa e sobrecoxa de frango 11,00 3,300
Água 4,00 1,200
Proteína isolada de soja para emulsão 1,00 0,300
Sal refinado sem iodo 0,40 0,120
Cebola desidratada em pó 0,42 0,126
Fosfato para salmoura 0,15 0,045
Glutamato monossódico 0,10 0,030
Aroma de alho (base sal) 0,09 0,027
Extrato de alecrim líquido 0,02 0,006
Aroma natural de pimenta preta 0,07 0,021

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
6
Eritorbato de sódio 0,05 0,015
Total 100,00 30,000
* Preparo da emulsão: água + proteína de soja + pele+ carne+ demais insumos
A matéria-prima peito de frango congelado foi pesada em balança, após quebra em
equipamento quebrador de blocos, devido a encontrar-se congelada num bloco de 20 kg. Logo
em seguida, verificou-se a temperatura da carne por incisão vertical de sensor de temperatura,
devidamente calibrado. As temperaturas empregadas para os testes foram de-8; -10; -12; -14; e
-18 °C. Se a matéria-prima estivesse num dos valores desejados, já seria levada ao moedor de
carnes; do contrário, após passar pelo quebrador, a carne foi devolvida à câmara de congelados
para atingir o parâmetro de temperatura desejado. O moedor foi montado com disco de 20 mm.
Durante a moagem, realizou-se a análise qualitativa da carne, observando o comportamento da
matéria-prima e a formação de farelo. O peito de frango já moído teve sua temperatura
averiguada mais uma vez após a moagem e também quando recebeu no misturador a emulsão
cárnea e os insumos restantes.
No misturador, colocou-se o peito de frango moído junto com a emulsão cárnea, a água
e a farinha de rosca para enchimento, misturando-se esses ingredientes por cerca de seis
minutos, sendo três minutos de mistura e outros três massageando a massa. A massa foi retirada
do misturador, mediu-se a temperatura e foi reservada. Colocou-se a massa uniformemente
espalhada sobre um recipiente plano, levando-se à câmara de congelados, onde ficou por certa
de 24 horas a -18 °C. Esse período de espera é necessário, não só para atingir a temperatura
necessária para a próxima etapa do processo, mas também para que o peito de frango possa
incorporar os nutrientes adicionados à mistura. No dia seguinte, a massa foi retirada da câmara
e foi mantida em temperatura ambiente aguardando-se a estabilização da temperatura interna,
para atingir uma faixa de -5 a -4 °C, para ingresso na moldadora. A massa foi moldada e, para
medir a temperatura nesta etapa, retirou-se uma peça formada num ponto intermediário do
processo de formação. Após a moldagem, as unidades foram novamente reservadas em câmara
de congelados à temperatura de -18°C por mais 24 horas, para então ser feita a etapa de
empanamento.
Após o empanamento, o produto foi pré-frito por cerca de 30 s a uma temperatura do
óleo de 180 °C, para a fixação do empanamento. Em continuidade, os moldados foram levados
ao forno a 180 °C até que sua temperatura interna atingisse 75 °C. Após o forneamento, houve
congelamento rápido, seguido de embalagem, retirando-se amostras para análises físico-

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
7
químicas e microbiológicas. Para a análise sensorial, o produto ficou armazenado por cerca de
quinze dias, para que ocorressem melhores definições sensoriais. Após o período de tempo, o
produto passou pelas análises físico-químicas e microbiológicas. Essas análises foram feitas
por um laboratório especializado em análises de alimentos, mediante requisição externa. O
laboratório tem metodologias próprias e segue as recomendações de análises consagradas.
3. RESULTADOS E DISCUSSÃO
Com os dados das medições de temperatura, foi construído um gráfico comparativo,
mostrado na Figura 2. Como mostra o gráfico da Figura 2, não se pode afirmar que houve
diferença de temperatura nos processos, apesar de as temperaturas iniciais serem diferentes. O
primeiro ponto a se considerar é a entrada no moedor, indicado no gráfico como temperatura
inicial: ao submeter a carne à moagem, a força mecânica do equipamento acaba aquecendo a
matéria-prima até que esta atinja a temperatura de trabalho do moedor que, segundo o gráfico
da Figura 2, é de cerca de -3°C. Nessa temperatura a carne começa a liberar exsudado (água),
por iniciar o descongelamento. Dependendo da fração da carne e do contato com a máquina, a
água pode ser liberada por vaporização, quando entra em contato com a superfície quente do
moedor, ou em fase líquida. Essa porção líquida aderida permanece junto à carne, sendo levada
para a próxima etapa do processo.
Figura 2: Gráfico comparativo dos resultados de temperatura obtidos nos testes.
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
8
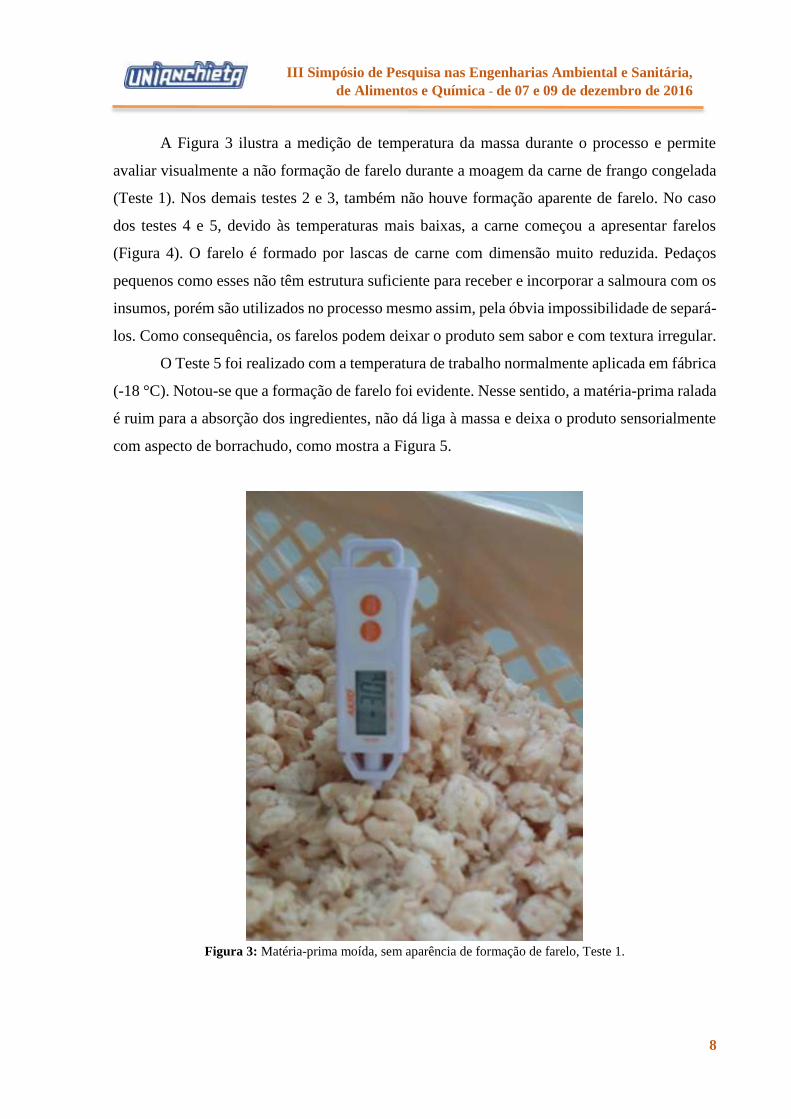
A Figura 3 ilustra a medição de temperatura da massa durante o processo e permite
avaliar visualmente a não formação de farelo durante a moagem da carne de frango congelada
(Teste 1). Nos demais testes 2 e 3, também não houve formação aparente de farelo. No caso
dos testes 4 e 5, devido às temperaturas mais baixas, a carne começou a apresentar farelos
(Figura 4). O farelo é formado por lascas de carne com dimensão muito reduzida. Pedaços
pequenos como esses não têm estrutura suficiente para receber e incorporar a salmoura com os
insumos, porém são utilizados no processo mesmo assim, pela óbvia impossibilidade de separá-
los. Como consequência, os farelos podem deixar o produto sem sabor e com textura irregular.
O Teste 5 foi realizado com a temperatura de trabalho normalmente aplicada em fábrica
(-18 °C). Notou-se que a formação de farelo foi evidente. Nesse sentido, a matéria-prima ralada
é ruim para a absorção dos ingredientes, não dá liga à massa e deixa o produto sensorialmente
com aspecto de borrachudo, como mostra a Figura 5.
Figura 3: Matéria-prima moída, sem aparência de formação de farelo, Teste 1.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
9
Figura 4: Formação de farelo no processo de moagem, Teste 4.
Figura 5: Carne moída com grande quantidade de farelo, Teste 5.
Em termos de análise qualitativa, a temperatura normalmente empregada em
processamento industrial não é considerada ideal do ponto e vista da formação de farelos e
etapas subsequentes, tais como mistura e empanamento. Nesse sentido, são indicadas as demais
temperaturas utilizadas em testes como sugestão inicial de alteração de processo. Porém, para

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
10
complementação, foram feitos testes físico-químicos e microbiológicos que embasam melhor a
discussão.
As Tabelas 3, 4 e 5, respectivamente, resumem os dados microbiológicos, físico-
químicos e atividade de água obtidos nos testes realizados 15 dias após a produção.
Tabela 3: Resultados dos testes microbiológicos.
Análise microbiológica Un.
Medida
Teste 1
(-10 °C)
Teste 2
(-8 °C)
Teste 3
(-12 °C)
Teste 4
(-14 °C)
Teste 5
(-18 °C)
Staphylococcus aureus
coagulase positiva UFC/ml 100 100 100 100 100
Clostridium redutores de
sulfito UFC/g/ml 10 10 10 10 10
Salmonella (ausência em
25g) A/P A A A A A
Bacillus cereus UFC/g/ml 100 100 100 100 100
Coliformes a 45°C UFC/g/ml 10 10 10 10 10
Os testes microbiológicos nas apresentaram diferenças para provar a influência da
temperatura. Apesar de o processamento apresentar variações positivas e negativas na
temperatura, como apresentado no gráfico da Figura 2, ainda assim essa propriedade
permaneceu dentro do aceitável, não permitindo que se estabelecessem condições favoráveis à
contaminação e ao crescimento microbiano. Essa afirmativa é comprovada pela não
variabilidade nos resultados obtidos nos testes microbiológicos para os diferentes ensaios. Além
disso, os valores obtidos encontram-se dentro das faixas seguras para comercialização e
consumo.
Tabela 4: Resultado dos testes físico-químicos.
Análise físico-
químicas Un. Medida
Teste 1
(-10 °C)
Teste 2
(-8 °C)
Teste 3
(-12 °C)
Teste 4
(-14 °C)
Teste 5
(-18 °C)
Cinzas g/100 mg 1,44 1,39 1,42 1,41 1,36
Lipídios g/100 mg 14,17 14,14 14,74 14,64 13,75
Proteína total g/100 mg 11,72 12,88 10,16 10,73 11,47
Carboidratos g/100 mg 18,81 18,31 21,51 22,19 22,17
Sódio mg/100 g 348,38 350,31 347,66 337,39 334,72
Umidade centesimal g/100 mg 53,66 53,28 52,17 51,03 51,25

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
11
Os testes físico-químicos mostraram que os nutrientes adicionados durante o processo
foram devidamente absorvidos durante os 15 dias em que os produtos ficaram em repouso na
câmara de congelados. Um ponto a se ressaltar foi a concentração de sal (sódio) dos Testes 4 e
5, que são menores em pouco mais de 10 mg/100 g, se comparados aos valores do Teste 3, e
em quase 20 mg/100 g com relação aos Testes 1 e 2; essa diferença, pode deixar o produto sem
sabor. Os lipídios são importantes características das carnes, conferindo sabor e suculência, no
entanto são facilmente oxidáveis. O excesso de gordura pode diminuir o tempo de vida do
produto, já que são muito instáveis em condições desfavoráveis de conservação, como em
exposição ao ar e a luz, deixando o produto com ranço (sabor de sabão).
Outro fator que pode influenciar na deterioração dos produtos é atividade de água
(Tabela 5), haja vista que a quantidade de água livre presente no interior do produto é um bom
indicativo de quanto tempo de vida útil o produto apresenta.
Tabela 2: Resultado do teste de atividade de água (Aw).
Testes Atividade de água (Aw)
1 (-8 °C) 0,985
2 (-10 °C) 0,987
3 (-12 °C) 0,989
4 (-14 °C) 0,988
5 (-18 °C) 0,989
Nos resultados de atividade de água, não se pôde observar diferença nos valores desse
parâmetro devido à influência da temperatura dos testes realizados. A atividade de água está
diretamente ligada à umidade do alimento e pode determinar sua capacidade de conservação.
Como observado na Tabela 4, a umidade centesimal dos produtos também não sofreu grandes
variações causadas pela temperatura. Uma atividade de água acima de 0,90 cria caminhos
favoráveis para o crescimento de bactérias deteriorantes, em condições desfavoráveis de
conservação, explica DAMODARAN et al. (2010). Desta forma, o produto estudado não tem
uma longa vida útil, pois sua deterioração ocorre rapidamente se não for mantida a conservação
por congelamento, visto que sua atividade de água está acima 0,90.
A qualidade dos produtos é determinada, tecnicamente, por esses parâmetros físico-
químicos e microbiológicos, mas, no geral, os consumidores procuram a atratividade visual do

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
12
produto e o sabor. Esses atributos podem ser definidos e estudos por meio da análise sensorial,
que será discutida na sequência.
Para realizar a análise sensorial, o produto passou pelo processo de fritura em fritadeira
convencional (doméstica), para simular as mesmas condições dos produtos na casa do
consumidor. Os produtos foram fritos por cerca de quatro minutos a 180 °C e foram analisados
sensorialmente por especialistas em análise sensorial da BRF – Brasil Foods, que concluíram
que os Testes 1 e 2 apresentaram sabor mais agradável e menor retenção de líquido, além de
mencionarem que a carne dentro do empanado tinha boa textura e aparentava evidências de
pedaços íntegros de carne ao morder o produto, como também o empanamento ficou firme e
crocante. O Teste 3 não apresentou evidência de carne fina e borrachuda, porém se apresentou
com sabor menos pronunciado. Os Testes 4 e 5 também foram apontados como sem sabor, com
um pouco de retenção de água. Em termos da textura, a carne ficou fina, tinha aspecto de
produto emulsionado e não misturado e ao quebrar o moldado ao meio, o produto aparentava
estar borrachudo e rígido, porém o empanamento estava firme e crocante. Esses últimos dois
testes, no momento da fritura, começaram a espirrar o óleo, possivelmente pela formação de
cristais de gelo causados pelo congelamento e descongelamento do produto.
4. CONCLUSÃO
Algumas dificuldades durante o processo foram enfrentadas, devido às condições de
trabalho na planta piloto não atender a todas as condições ideais. Um desses problemas foi a
manutenção da temperatura da câmara de congelados da própria planta, pois foi observado que,
após alguns dias de armazenamento, o produto teve formação de cristais de gelo na superfície,
que interferiram negativamente na fritura do produto, porém pouco alteraram os quesitos
sensoriais. A dificuldade em se manter a temperatura da câmara pode ser extensível à matéria-
prima, pois a porta é constantemente aberta todos os dias, provocando um ganho de energia do
ambiente e, consequentemente, aumento na temperatura interna.
Durante o processo dos testes não foram encontradas grandes variações nas
temperaturas a cada etapa, como seria esperado, mas houve dificuldade em processar a carne
muito congelada, principalmente os Testes 4 e 5 (-14 e -18 °C). Nesses testes, o moedor ralou
a massa cárnea em vez de promover a moagem e essa formação de farelo foi comprovada

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
13
sensorialmente não ser boa para o produto final, pois deixou o empanado com aparência de
carne emulsionada e não misturada, como seria o ideal.
Para entender como a temperatura poderia agir na matéria-prima, de forma a modificar
características da carne, foram feitos os testes físico-químicos e microbiológicos. Os testes
físico-químicos não apresentaram grande variabilidade, logo a temperatura do teste tem pouca
influência nesses resultados, de modo que não se pode afirmar qual das temperaturas seria a
ideal para o processamento. Em termos microbiológicos os resultados também foram
semelhantes, por se tratar de matéria-prima de procedência conhecida.
O teste sensorial foi mais decisivo para mostrar a diferença, segundo os especialistas
em análise sensorial. Os produtos processados nas temperaturas de -18 °C, -14 °C e -12 °C
apresentaram falta de sabor se comparados aos dos testes de -10 °C e -8 °C. Esses últimos
tiveram melhor aparência da carne, evidenciada por pedaços de frango no interior do empanado.
Esse aspecto visualizado é o que torna o produto processado mais atrativo.
Segunda as análises físico-químicas e microbiológicas realizadas, é possível trabalhar
com a carne nas cinco temperaturas testadas, pois todas apresentaram segurança alimentar,
porém, sensorialmente falando, a temperatura ideal seria na faixa de -8 °C a -10 °C. Dessa
forma, seria obtido um produto seguro, com todos os nutrientes absorvidos e com sabor,
tornando-o mais atrativo para o consumidor, além de atender a todas as normas de segurança
alimentar determinadas pela ANVISA.
No entanto, não se pode limitar a temperatura de processo dessa forma. Apesar dos
testes realizados, seria interessante para o estudo, trabalhar com temperaturas mais elevadas,
levando a carne ao limite de processo, ou seja, tentando produzir com a carne o mais quente
possível. Dessa forma, seria possível verificar quais os perigos alimentares que o produto estaria
exposto, além das diferenças físicas e microbiológicas que a carne poderia atingir. Essas
diferenças não puderam ser estudadas devido às restrições impostas a este trabalho.
5. REFERÊNCIAS BIBLIOGRÁFICAS
ANVISA. Aditivos Alimentares e Coadjuvantes de Tecnologia. Disponível em: <http://portal.a
nvisa.gov.br/wps/content/Anvisa+Portal/Anvisa/Inicio/Alimentos/Assuntos+de+Interesse/Leg
islacao/Aditivos+Alimentares+e+Coadjuvantes+de+Tecnologia>. Acesso em: 17 ago. 2015.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
14
BRASIL. Agência Nacional de Vigilância Sanitária (ANVISA). Resolução RDC n° 269, de 22
de setembro de 2005. Regulamento técnico sobre a ingestão diária recomendada (IDR) de
proteína, vitaminas e minerais. Disponível em: <http://portal.anvisa.gov.br/wps/wcm/connect/
1884970047457811857dd53fbc4c6735/RDC_269_2005.pdf?MOD=AJPERES>. Acesso em:
09 set. 2015.
DAMODARAN, S et al. Química de alimentos de Fennema. 4 ed. Porto Alegre: Artemed, 2010.
ECIL TRADING LTDA. Ingredientes alimentícios – proteína de soja. Disponível em:
<http://www.ecil-trading.com.br/proteina_isolada.html>. Acesso em: 17 ago. 2015.
FRANCISCO D. C.; NASCIMENTO V. P. Caracterização do consumidor de carne de frango
da cidade de Porto Alegre. Revista ciência rural. v. 37, n. 1, 2007.
MENDES, L. H. ABPA revisa estimativa de consumo per capita de carne de frango. Valor
econômico. 2015. Disponível em: <http://www.valor.com.br/agro/3884544/abpa-revisa-
estimativa-de-consumo-capita-de-carne-de-frango>. Acesso em: 17 set. 2015.
ORDÓÑEZ-PEREDA, J. A. Tecnologia de alimentos-origem animal. vol 1. Porto Alegre:
Artmed, 2005a.
ORDÓÑEZ-PEREDA, J. A. Tecnologia de alimentos-origem animal. vol 2. Porto Alegre:
Artmed, 2005b.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
15
DETERMINAÇÃO DE INTENSIDADE DE FRAGRÂNCIA AO LONGO DO TEMPO,
EM SUBSTRATO ESTÁTICO, EMPREGANDO ANÁLISE SENSORIAL
FRIAS, L.
MARINATO, M. T.
FIORI, J. J.
E-mail para contato: [email protected]
RESUMO:
Neste artigo foi desenvolvido um estudo do desempenho de um perfume por meio da avaliação
da evaporação e da difusão da fragrância no meio circundante, empregando análise olfativa.
Para tanto, utilizou-se a escala de magnitude com rótula (LMS) para a avaliação sensorial. O
produto foi aplicado em um substrato estático poroso (vestimenta), e foi realizado um
acompanhamento da temperatura do ambiente ao longo das seis horas de avaliação. Os
resultados obtidos foram compilados em gráficos e tabelas que comprovaram que a fragrância
em estudo possui um tempo de fixação satisfatório. Sendo assim, por meio da análise olfativa,
aliada à modelagem matemática baseada na segunda lei de Fick, foi possível prever o
desempenho do perfume ao longo do tempo para o substrato em questão. A conclusão baseia-
se na interpretação dos resultados obtidos a partir da avaliação olfativa, levando em
consideração as variáveis necessárias para estimar o tempo de fixação da fragrância no
substrato.
PALAVRAS CHAVE: desempenho do perfume; difusão; evaporação; escala de magnitude
com rótula (LMS); avaliação sensorial.
ABSTRACT:
In this article it was developed a performance study of a perfume via evaluating the evaporation
and diffusion of the fragrance into the surrounding environment, through the olfactory analysis.
Therefore, it employed the labeled magnitude scale (LMS) for sensory evaluation. The product
was applied to a porous substrate Static (clothing), and was held monitoring the ambient
temperature during six hours of evaluation. The results were compiled in graphs and tables that

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
16
show that the fragrance study has a satisfactory fixation time. Thus, through the olfactory
analysis with the mathematical model based on Fick's second law, it was possible to foresee the
performance of the perfume over time for the substrate in question. The conclusion is based on
the interpretation of the results obtained from the olfactive evaluation, assuming the variables
necessary to estimate the fragrance fixation time on the substrate.
KEYWORDS: performance of perfume; diffusion; evaporation; labeled magnitude scale
(LMS); sensory evaluation.
1. INTRODUÇÃO
O olfato vem do latim olfacere, “cheirar”, e é considerado um “sentido químico”, assim
como o gosto, porque os receptores localizados no nariz e na língua registram a presença de
substâncias químicas (BELINASSI, 2011). O estudo das fragrâncias, o aperfeiçoamento das
técnicas de extração e a avaliação do seu comportamento em produtos finais tornam-se cada
vez mais necessários, uma vez que os níveis de exigência dos consumidores são mais elevados
e o mercado é cada vez mais competitivo. Desse modo, o estudo das fragrâncias está ligado aos
fenômenos que acontecem no âmbito das misturas, liberação dos odores, duração e percepção
dos mesmos, sendo a compreensão de tais fenômenos de extrema importância (CARNEIRO,
2012).
Um perfume não é apenas o resultado artístico de um conjunto de matérias-primas que
são misturadas aleatoriamente para produzir um odor agradável. Possui em sua essência uma
estrutura bem definida, sendo que, a nível molecular, ocorrem simultaneamente múltiplas
interações químicas que influenciam os voláteis presentes no ar. Desse modo, uma mistura
perfumosa é um arranjo ordenado de fragrâncias e notas com diferentes propriedades físico-
químicas (e sensoriais) que, em conjunto, produzem um odor agradável a partir de sua
evaporação. O desempenho de um perfume está relacionado com a medida da capacidade das
fragrâncias em durarem ao longo do tempo após o início da evaporação e serem, assim,
percebidas no ambiente circundante ao longo do tempo e da distância à fonte de liberação.
Assim, para avaliar o comportamento de uma fragrância, utilizam-se percepções sensoriais
olfativas ao longo do tempo e também ao longo da distância (em relação à fonte de aplicação).
Desse modo, avalia-se a maneira como os odores serão percebidos a partir da evaporação e da

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
17
difusão do perfume ao longo do ambiente em que foi aplicado e sabe-se que essa percepção
será diferente ao longo dessas duas variáveis (CARNEIRO, 2012).
A evaporação de um perfume está relacionada com a capacidade das fragrâncias
durarem ao longo do tempo, e serem percebidas no ambiente ao longo do tempo e da distância.
Pode-se utilizar percepções sensoriais olfativas ao longo do tempo e da distância para avaliar o
desempenho de um perfume, levando em consideração a maneira que os odores são percebidos
através da evaporação e difusão do perfume. Existem quatro parâmetros que são considerados
principais para avaliar o desempenho de um perfume: impacto, que se refere à intensidade do
perfume nos primeiros momentos após a aplicação; difusão, que consiste na percepção após um
curto período de tempo; tenacidade, que representa a intensidade a longo prazo do perfume
aplicado; e volume, que relaciona com a distância após um tempo de aplicação (CARNEIRO,
2012). A Figura 1 mostra a relação desses fatores com as variáveis tempo e distância.
Figura 1 – Parâmetros de desempenho de um perfume avaliados através do tempo e da distância.
Fonte: CARNEIRO, 2012.
Há outros parâmetros de avaliação, como a substantividade e a força intrínseca do odor
(CARNEIRO, 2012). A substantividade dos componentes do perfume está relacionada à
interação do perfume com substrato e parâmetros físico químicos da fragrância, como a pressão

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
18
de vapor, a percepção threshold (método de medição padrão dos lineares de concentração
sensorial) e o valor odorífero das matérias-primas das fragrâncias (PEREIRA, 2009).
A fragrância é composta por notas de topo, corpo e fundo. As notas de topo são as que
volatilizam primeiro após aplicação do perfume, sendo também as primeiras a serem sentidas
ao abrir o recipiente; compõem de 15 a 25% da fragrância e são formadas por óleos cítricos. As
notas de corpo são percebidas logo após a volatilização das notas de topo, dando mais
personalidade ao perfume e tem um tempo de duração maior, representado de 30 a 40% da
fragrância, são formadas geralmente por notas florais. Já as notas de fundo são as que possuem
menor volatilidade, portanto permanecem por mais tempo após a aplicação, dando a ideia de
fixação da fragrância, podendo ser utilizadas como fixadores, uma vez que diminuem a
volatilidade das notas de topo e corpo, prolongando a intensidade do odor; compõem de 40 a
55% da fragrância (LUCCA, 2010; ROCCAR, 2013).
A maneira com que o perfume se dispersa ao longo do meio e como podem ser
percebidas as fragrâncias estão relacionadas à composição da mistura contida no perfume, às
interações intermoleculares (entre as moléculas e a superfície de aplicação), as difusividades
dos compostos no ar e as propriedades físico-químicas (do meio de propagação e dos
componentes da mistura). As fragrâncias do perfume são percebidas através da evolução do
tempo e mudanças ao longo do espaço circundante (CARNEIRO, 2012).
Para determinar a intensidade dos odores, o estudo da evaporação e da difusão do
perfume é de extrema importância. Através dos conceitos de termodinâmica, fenômenos de
transporte e psicofísica, a engenharia dos perfumes estuda as relações a nível molecular que
ocorrem entre os componentes que formam o perfume; e através de cálculos e métodos de
avaliação sensorial da evaporação e da difusão, é determinado o modo de propagação desses
parâmetros e sua percepção no ar pelo nariz humano (CARNEIRO, 2012).
A fixação do perfume não depende de apenas um fator, mas sim da combinação de
vários fatores. O odor é afetado pela base do perfume de duas maneiras: pelo seu odor e pela
sua forma, através de atrações físicas que afetam o odor da fragrância. É comum o mesmo
perfume apresentar odores diferentes ao ser aplicado em pessoas distintas, pois os odores
corporais são únicos, uma vez que ocorre a decomposição química do perfume devido aos
componentes da base (PEREIRA, 2009; CARNEIRO, 2012).
O tempo de fixação do perfume irá depender também de alguns fatores que variam de
pessoa para pessoa e de perfume para perfume, como o tipo da fragrância, pois as diferentes
matérias-primas e concentrações fazem com que as fragrâncias durem mais ou menos na pele;

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
19
a classificação da fragrância, sendo: Perfume - 18% a 30% de concentração de essência; Eau
de Parfum - 15% a 20% de concentração de essência; Colônia/Eau de toilette - 5% a 15% de
concentração de essência; Splash Colônias - 3% a 5% de concentração de essência; a maceração
do perfume, já que o perfume após ser fabricado permanece em repouso por um determinado
período de tempo (quanto maior o período de maceração, maior será a fixação deste perfume);
e temperatura e umidade do ambiente e do local aplicado, pois quando o clima está muito
quente, os perfumes fixam menos tempo, já quando o clima está fresco, os perfumes fixam por
um período maior. Aplica-se o mesmo princípio para as pessoas, considerando que aquelas que
passam o dia em ambientes com condicionamento de ar, tem um maior tempo de fixação do
que as pessoas que passam o dia no ambiente externo (CONDÉ, 2011).
Também consideram-se os fatores relacionados ao ser humano, como o tipo de pele: em
uma pele considerada seca, a evaporação das fragrâncias é mais rápida, adaptando-se melhor
com perfumes que apresentam aromas mais fortes; a pele oleosa retém mais o odor do perfume,
deixando-o mais intenso, adaptando-se melhor com notas mais leves, como notas verdes,
florais, amadeiradas e cítricas; a pele normal contém equilíbrio em relação à oleosidade e
hidratação da cútis, sendo a única que permite a correta fixação do perfume; a pele morena ou
negra tende a ter a cútis oleosa, aderindo melhor à fragrância, adaptando-se melhor à perfumes
cítricos e florais leves; a pele clara geralmente tem cútis seca, o que facilita a evaporação do
perfume, adaptando-se melhor com perfumes que apresentam aromas florais de longa duração
(ROCCAR, 2013; CONDÉ, 2011).
Existem pesquisas que são baseadas nas leis e/ou hipóteses fundamentais do estudo de
fenômenos de transporte, e a partir dos conceitos, é possível fazer a modelagem da evaporação
e da difusão de uma fragrância ao longo do tempo, matematicamente. A lei mais fundamental
para desenvolver a modelagem matemática, é a segunda lei de Fick, como descrita na Equação
1 (CARNEIRO, 2012).
𝜕𝐶
𝜕𝑡=
𝜕
𝜕𝑥[𝐷
𝜕𝐶
𝜕𝑥] (1)
Em que, C é a concentração e D é o coeficiente de difusão. A equação explica de maneira
simplificada que o processo de difusão se caracteriza pelo movimento aleatório das moléculas,
a nível microscópio (CARNEIRO, 2012).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
20
Considerando que o estudo em questão se refere ao um sistema como o da Figura 2, no
qual o perfume (líquido A) evapora e se difunde no ar (gás B), sendo NA o número de moles
de A que passam por uma unidade de área por unidade de tempo (CARNEIRO, 2012).
Figura 2 – Representação esquemática da difusão de A em B.
Fonte: (CARNEIRO, 2012).
Pode se definir a taxa molar de entrada de A na direção de Z, como NAZ, e a espécie B
(ar) como um fluido estagnante, sendo assim, tem se que NBZ = 0. A partir das informações
fornecidas, obtém-se a Equação 2 (CARNEIRO, 2012).
𝑁𝐴𝑍 =−𝐶𝑇𝐷𝐴𝐵
1 − 𝑦𝐴 𝜕𝑦𝐴
𝜕𝑧 (2)
Onde:
NAZ: Taxa molar de A na direção de Z (mol/h);
CT: Concentração total (g/mL);
DAB: Coeficiente de difusividade de A em B (m2/h);
yA: Fração molar do componente A no headspace.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
21
A variação da concentração da espécie A em estado não estacionário, pode ser avaliada
através da derivação de NAZ, conforme a Equação 3 (CARNEIRO, 2012).
𝜕𝑦𝐴
𝜕𝑡=
𝐷𝐴𝐵 [(𝜕𝑦𝐴
𝜕𝑧) (
𝜕𝑦𝐴
𝜕𝑧) + (1 − 𝑦𝐴)
𝜕²𝑦𝐴
𝜕𝑧²]
(1 − 𝑦𝐴)²
(3)
Considerando que yA<<1, a Equação 3 se transforma na Equação 4, que é a segunda
lei de Fick proposta na Equação 1, conceituada no caso em estudo, para fase gasosa
(CARNEIRO, 2012).
𝜕𝑦𝐴
𝜕𝑡= 𝐷𝐴𝐵
𝜕²𝑦𝐴
𝜕𝑧² (4)
O balanço de massa na fase líquida é apresentado na Equação 5, onde nA refere-se aos
números de mols do componente A na fase líquida e a Alg corresponde à área de interface gás-
líquido (CARNEIRO, 2012).
A difusão ocorre sequencialmente ou simultaneamente a outros fenômenos, como a
evaporação, por se tratar de um processo lento, e está inter-relacionada com o mecanismo de
evaporação, uma vez que o desempenho é avaliado em relação à intensidade do odor percebido
de acordo com a distância da fonte de liberação da fragrância. Para analisar os desempenhos de
fragrâncias, é preciso mesclar os conceitos da psicofísica e engenharia química para converter
concentrações em percepções sensoriais humanas (CARNEIRO, 2012).
Para a análise olfativa, utiliza-se a escala LMS (escala de magnitude com rótula), uma
escala de magnitude estimada com técnicas escalares, baseadas na lei de Stevens, na qual é
estabelecida uma relação entre a magnitude do estímulo físico e a intensidade de sua percepção
(PEREIRA, 2009). É uma técnica de escalonamento que utiliza uma linha com demarcações
que possuem um espaçamento quase logarítmico. A escala é constituída por uma linha vertical
de 20 centímetros, na qual cada marcação indica uma diferente intensidade. Geralmente, os
avaliadores são instruídos a marcar na linha que, de acordo com sua sensibilidade, a intensidade
é percebida (LABELED MAGNITUDE SCALE, 2016).
Nesse sentido, o objetivo deste trabalho é avaliar olfativamente a difusão e evaporação
de uma fragrância em substrato estático poroso, ao longo do tempo, utilizando a escala LMS.
Com dados obtidos por essa pesquisa, as empresas podem desenvolver fórmulas com
𝜕𝑛𝐴
𝜕𝑡= 𝐷𝐴𝐵𝐴𝑙𝑔𝐶𝑇
𝜕𝑦𝐴
𝜕𝑧|𝑧=0 (5)

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
22
componentes que aderem melhor e mais tempo na pele e nas roupas, de tal forma a atrair mais
consumidores e aumentar a competitividade com outras empresas. Dessa maneira, justifica-se
a confecção deste trabalho, o qual busca contribuir com pesquisa acadêmica e industrial,
publicando dados importantes para a potencialização do mercado consumidor de perfumes.
2. MATERIAIS E MÉTODOS
Para avaliar a persistência de um perfume em um substrato, por exemplo, vestimenta, o
fator de maior importância a ser analisado é a adesão, que pode ser representada pela
substantividade. É um fenômeno dinâmico que avalia a deposição do perfume no substrato
durante a aplicação e a liberação do perfume no substrato após a aplicação. A substantividade
das matérias-primas do perfume está relacionada à interação da fragrância com o substrato e
aos parâmetros físico-químicos da fragrância (PEREIRA, 2009).
Pode-se avaliar a intensidade de um odor através de diferentes tipos de escalas
sensoriais. Para esse caso de estudo foi utilizada a escala LMS, construída através de médias
geométricas de magnitudes estimadas de seis semânticos descritores, que possui 20 cm,
distribuídos da seguinte maneira: “quase não detectável” = 0,3 cm (1,4%); “fraco” = 1,2 cm
(6,1%); “moderado” = 3,4 cm (17,2%); “forte” = 7,1 cm (35,4%); “muito forte” = 10,7 cm
(53,3%) e “o mais forte possível” = 20 cm (100%). É representada conforme Figura 3
(PEREIRA, 2009).
Figura 3 – Escala de magnitude com rótula (LMS).
Fonte: PEREIRA, 2009.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
23
Os julgadores foram orientados a utilizar a escala, atribuindo suas notas de acordo com
a intensidade do odor percebido e graduando os odores subsequentes de forma proporcional
(PEREIRA, 2009).
A avaliação foi realizada pelas autoras do presente artigo, ambas do sexo feminino, com
22 anos de idade. A escala foi construída de acordo com os padrões estabelecidos. Para
realização da análise sensorial, foi utilizada uma fragrância feminina floral oriental, sendo as
notas de topo tangerina verde, jasmim aquático e flor de gengibre; as notas de corpo baunilha e
sal; já as notas de fundo são ambargris, madeira de cashmere e sândalo. (FRAGRANTICA,
[?]). Para o substrato estático foi empregado uma camiseta de cor vermelha (tecido 67%
poliéster) que ficou exposta, pendurada em um cabide, em um local onde foi feito o
acompanhamento da temperatura ambiente a cada avaliação, sendo que a umidade do ar média
foi de 81% (TEMPO AGORA, 2016). Foi demarcada uma área na camiseta para aplicação do
perfume, com dimensões 10x10 cm, conforme Figura 4 (DROLAS; SABECKIS, 2012).
Figura 4 – Demarcação feita no tecido, para aplicação da fragrância.
Levando em consideração que uma borrifada de perfume tem aproximadamente 0,096
mL, e estimando que uma pessoa normalmente borrife em média quatro vezes, foram
depositados 0,38 mL do perfume no tecido (CONDÉ, 2011).
Os avaliadores foram orientados a realizar a avaliação olfativa através da escala LMS,
imediatamente após a aplicação e a cada 90 minutos, em um total de seis horas. Após a coleta
dos resultados obtidos pela escala LMS, os dados foram normalizados através de conversão

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
24
logarítmica, e em seguida foi utilizada a análise de variância (ANOVA) com medidas repetidas,
com auxílio do programa “Minitab”, gerando um gráfico de percepção olfativa ao longo do
tempo. Após a análise do gráfico, foi possível estimar aproximadamente o tempo de duração da
fragrância no substrato estático poroso (PEREIRA, 2009).
3. RESULTADOS E DISCUSSÕES
Após a avaliação, os dados foram transpostos para planilha eletrônica, e foi calculada
a média dos resultados das avaliações, relacionando-a com o tempo, conforme a Tabela 1.
Tabela 1 – Resultados da intensidade da fragrância em função do tempo.
Como já citado, a temperatura e a umidade do ambiente ao longo do tempo também
influenciam na evporação e na difusão da fragrância. Os dados foram coletados ao longo do
experimento e computados de acordo com a Tabela 2.
Tabela 2 – Perfil da temperatura do ambiente de exposição da peça.
1ª
ANÁLISE
2ª
ANÁLISE
3ª
ANÁLISE
4 ª
ANÁLISE
5ª
ANÁLISE
HORÁRIO 10:31 12:05 13:41 15:10 16:30
TEMPERATURA °C 19,9 20,1 19,1 20,2 19,8
Após reunião de todos os dados, pôde-se realizar uma compilação, relacionando a
média e o tempo com a escala LMS, conforme a Tabela 3.
Tabela 3 – Resultados da intensidade da fragrância em função do tempo e do dados obtidos na escala LMS.
1ª
ANÁLISE
2ª
ANÁLISE
3ª
ANÁLISE
4 ª
ANÁLISE
5ª
ANÁLISE
MÉDIA
INTENTISADE (%)
71,25 63,20 42,80 32,60 19,95
TEMPO (MIN) 0 90 180 270 360
ESCALA LMS (%) 1,4 6,1 17,2 35,4 53,3 100
ESCALA LMS Quase não
detectável
Fraco Moderado Forte Muito
Forte
O mais
forte
possível
1ª
ANÁLISE
2ª
ANÁLISE
3ª
ANÁLISE
4 ª
ANÁLISE
5ª
ANÁLISE
MÉDIA INTENTISADE (%) 71,25 63,20 42,80 32,60 19,95
TEMPO (MIN) 0 90 180 270 360

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
25
A partir dos resultados, gerou-se um gráfico utilizando a análise de variância
(ANOVA) com medidas repetidas, com auxílio do programa “Minitab”. Esse gráfico mostra, a
percepção olfativa ao longo do tempo (Figura 5) (PEREIRA, 2009).
Figura 5 – Intervalos de média de intensidade para o perfume estudado em função do tempo.
Sabe-se que o fator temperatura está diretamente relacionado com a evaporação e a
difusão da fragrância no ar. Isso pode ser confirmado da Figura 6.
Figura 6 – Média da intensidade da fragrância em função da temperatura.
71,2563,20
42,80
32,60
19,95
0,00
20,00
40,00
60,00
80,00
100,00
19,9 20,1 19,1 20,2 19,8
Méd
ia d
e In
ten
sid
ad
e (%
)
Temperatura (°C)

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
26
Pode-se observar que a fragrância estudada, que apresenta uma caracterisca floral
oriental, mostrou ter um alto poder de fixação no substrato estático poroso, já que, no período
de 06 (seis) horas, a intensidade, segundo a escala LMS, foi considerada entre moderada e forte,
apresentado uma porcetagem de intensidade média de 19,95 %. De acordo com a escala, a
porcentagem correspondente a moderado é igual a 17,2 % e forte 35,4%. E, após 24 horas, foi
realizada uma nova avaliação e foi observado que a porcentagem de intensidade média foi de
6% correspondente entre a magnitude “Fraco” e “quase não detectável”.
Sabe-se que a temperatura do ambiente e a umidade relativa do ar também influenciam
diretamente na evaporação e na difusão da fragrância. No dia do experimento, a umidade
relativa do ar era de 81 % e a temperatura variou entre 19,1 a 20,2 °C, o que também contribuiu
para uma maior fixação do perfume no substrato, uma vez que em temperaturas mais altas a
volatilização da fragrância seria maior devido ao fato de ser utilizado álcool como solvente,
tendo sua taxa de evaporação de 1,66. Conforme observado no gráfico da Figura 6, o pico de
maior evaporação foi entre a segunda e a quarta análise, que foram realizadas às 12h05min, nas
quais a temperatura era de 20,1 °C e às 15h10min, na qual a temperatura era de 20,2 °C, assim
comprovando que quanto maior a temperatura mais facilidade a fragrância tem de evaporar-se.
Como dito anteriormente, o tempo de fixação de um perfume não depende só de um
fator, mas sim da combinação de vários fatores. Já existem estudos baseados nas leis e hipóteses
fundamentais no estudo de fenômenos de transporte, sendo possível fazer a modelagem
matemática da evaporação e da difusão de uma fragrância ao longo do tempo. Conhecendo a
composição da mistura que há no perfume, suas interações intermoleculares (entre as moléculas
do próprio perfume e a com a superficie que foi aplicado), às difusividades dos compostos no
ar e propriedades fisico-químicas, como a volatilidade, a densidade, a pressão de saturação,
dentre outras, dos próprios componentes da mistura e do meio de propagação, é possível estimar
matematicamente o tempo de duração de um perfume (CARNEIRO, 2012).
A lei mais fundamental utilizada para o calculo é a segunda lei de Fick para difusividade,
conforme a Equação 4 para fase gasosa e a Equação 5 para fase líquida. Vale ressaltar que o
experimento realizado (análise ofaltiva), está correlacionado com o fundamento da lei, que
determina que, quando a concentração da espécie em difusão varia com o tempo, essa espécie
será acumulada dentro do volume estudado. Por se tratar de uma condição transitória, o fluxo
varia de acordo com o tempo, conforme ilustrado na Figura 7, que mostra perfis de concentração
tomados em três diferentes instantes de tempo (SBAMPATO, [?]).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
27
Figura 7 – Perfis de concentração ao longo do tempo e da distância da fonte.
Fonte: SBAMPATO, [?].
4. CONCLUSÃO
Através dos resultados apresentados no experimento e do estudo baseado nas principais
leis da termodinâmica e na pscicofísica, é possível determinar aproximadamente o tempo que
uma fragrância aplicada em um substrato estático poroso leva para evaporar e difudir-se no
meio circundante. Provando, através da análise sensorial por meio da escala LMS, que o
experimento realizado possui coerência com os estudos anteriormente feitos e com a
modelagem matemática estudada.
Sabe-se que existem múltiplos fatores que influenciam no tempo de fixação de uma
fragrância, desde o substrato em que o perfume é aplicado até as condições climáticas, e que há
muitos estudos sendo desenvolvidos nesta área, uma vez que o mercado de fragrâncias vem
crescendo ao longo do tempo. Nesse sentido, um estudo mais aprofundado do tema é de extrema
importância, para dar suporte às indústrias ao desenvolverem novas fragrâncias, para obterem
maior vantagem competitiva no mercado.
Conclui-se que o objetivo do presente artigo foi alcançado, já que obteve-se êxito na
análise olfativa, chegando-se ao resultado de que a fragrância estuda obteve um tempo de
duração maior que seis horas, permanecendo com um odor considerado entre “fraco” e “quase
não detectável” após 24 horas de sua aplicação.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
28
5. REFERÊNCIAS BIBLIOGRÁFICAS
BELINASSI, W. O perfume e a estratégia das grifes. Monografia de conclusão de curso. Pós-
graduação em Moda, Cultura de Moda e Arte. Universidade Federal de Juiz de Fora, Brasil,
2011.
CARNEIRO, A. C. S. Performance do perfume: modelagem e simulação da
evaporação/difusão. Monografia de conclusão de curso. Mestrado Integrado em Engenharia
Química. Faculdade de Engenharia da Universidade do Porto, Portugal, 2012.
CONDÉ, F. Fixação dos perfumes. 2011. Disponível em: <http://www.operfumistico.c
om.br/2011/12/fixacao-dos-perfumes.html>. Acesso em: 07 set. 2016.
DROLAS, D. M.; SABECKIS, L. Development and validation of an spanish labeled magnitude
scale for sweetness evaluation. International Journal Of Applied Science And Technology. v.
2, n. 7, p.170-179, 2012.
FRAGRANTICA. Disponível em: <http://www.fragrantica.com.br/perfume/Paco-Rabanne/
Olymp ea-31666.html>. Acesso em: 07 Set. 2016.
LABELED MAGNITUDE SCALE. 2016. Disponível em: <http://www.sensorysociety.org/
knowledge/ sspwiki/Pages/Labeled%n 20Magnitude%20Scale.aspx>. Acesso em: 11 Set.
2016.
LUCCA, L. G. Perfumes: arte e ciência. Monografia de conclusão de curso. Graduação em
Farmácia. Universidade Federal do Rio Grande do Sul, Brasil, 2010.
ROCCAR, A. Perfume. São Paulo: Editora Clube de Autores, 2013.
SBAMPATO, I. CETEC. Ciência dos materiais multimídia. Disponível em: <http://ww
w.cienciadosmateriais.org/index.php?acao=info>. Acesso em: 11 set. 2016
PEREIRA, C. S. C. Avaliação sensorial para mensurar a intensidade de perfume na pele.
Monografia de conclusão de curso. Mestrado. Faculdade de Ciências Farmacêuticas, São Paulo,
2009.
TEMPO AGORA. 2016. Disponível em: <http://www.tempoagora.com.br/previsao-do-
tempo/sp/ CampoLimpo Paulista/>. Acesso em: 07 set. 2016.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
29
A AÇÃO DA AMINA BORATADA CONTRA CORROSÃO EM ÓLEOS SOLÚVEIS
EM ÁGUA
CUESTAS, N. P.
GOMES, R. M.
SOUSA, M.
TREVIZAM,C.J.
E-mail para contato: [email protected]
RESUMO:
A indústria sempre procura meios de se renovar em termos de tecnologia, custos e segurança.
Atualmente suas pesquisas têm se voltado para um dos métodos que abrange grande parte da
indústria do ponto de vista mecânico, a substituição de óleos integrais, pelo o uso de óleos
solúveis em água, uma linha de óleos agindo de forma protetiva em materiais ferrosos e não
ferrosos, prolongando a vida do produto e agindo como agente refrigerante em processos de
retífica, cortes e até estamparia. Baseando-se na mistura de água, óleo sintético (ou
semissintético, vegetal, óleo mineral), e, aditivos como a amina boratada, resultam em um
fluido protetor extremamente potente, impedindo assim a corrosão de máquinas e peças. Têm-
se efetivamente uma grande redução de gastos com reposição de peças e desgaste do
maquinário. Utilizar água como solvente reduz os malefícios do uso de óleos integrais ao meio
ambiente, bem como ao trabalhador, uma vez que os óleos 100% integrais à base de petróleo
geram nuvens nocivas à saúde dos funcionários que lidam diretamente com este fluído,
problema que não se tem com os lubrificantes à base de água se usados e descartados devido
de acordo com a legislação vigente.
PALAVRAS-CHAVE: Amina boratada, óleos solúveis, óleos lubrificantes, corrosão.
ABSTRACT:
The industry is always looking for renew itself over technology, costs and safety. Currently
their researches have turned to one peculiar method which covers a large part of the mechanicals
industry aspect, the replacement of full oils by the usage of water-soluble oil, an oil kind which
behaves as a protective component over ferrous and non-ferrous materials, prolonging those

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
30
products shelf life and acting as refrigerant instrument on grinding process, lathe and even
stamping. Based on the mixture of water, synthetic (or semi-synthetic, vegetable, mineral) oil
and additives - such as borated amine, it results on an extremely powerful protective fluid. Soon,
it prevents corrosion of machinery and parts. It has also been efficiently decreasing extra
expenses on spare parts and outworn machinery. Using water as solvent, significantly reduces
the harmful effects of using whole oils to the environment as a whole, and also to the employee
who needs to handle those products since the 100% petroleum-oil creates noxious clouds to the
their health, a problem that does not happens with the water-based lubricants, once used and
discarded under legal requirements.
KEYWORDS: Borated amine, soluble oils, lubricating oils, corrosion
1. INTRODUÇÃO
Nas linhas de produção industrial, visando melhoria de eficiência e redução do atrito,
usa-se nas máquinas um lubrificante, na maioria das vezes líquido, agindo na redução de
desgaste das peças metálicas trabalhadas. O óleo mineral é a substância lubrificante mais
utilizada e com a expansão da indústria automotiva, passou-se a utilizar lubrificantes obtidos
do refino do petróleo nas partes metálicas dos primeiros motores de combustão interna. Ao
mesmo tempo, o aumento do número de automóveis no mercado trouxe a necessidade de
padronizar alguns componentes: a indústria de autopeças se desenvolveu e os produtos dos
fabricantes de combustíveis e lubrificantes conheceram um aumento da demanda global.
O uso de óleos derivados do petróleo ou óleos sintéticos para lubrificação, refrigeração
e outras funções desde a revolução industrial, é de suma importância como mantenedora do
funcionamento normal dos equipamentos. Na evolução do processo industrial, pode ser
aplicado em muitas operações: retífica, tornos convencionais, tornos CNC, fresas, furadeiras,
mandrilhadoras, plainas, serras, criações da engenharia em geral para refrigerar, lubrificar e
proteger as peças e ferramentas nas operações de desgaste com rebolo e usinagem. Devido às
propriedades refrigerantes destes óleos, evita-se o aumento natural da temperatura da solução,
que é provocada pelo atrito.
Um dos maiores desafios da indústria é aperfeiçoar processos conciliando eficiência e
qualidade nos processos e ter óleos que vão além das funções essenciais, mas que não obstrua

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
31
a tubulação, que prolongue a vida útil das ferramentas e que proporcione um melhor
acabamento, para isso se faz necessário um novo nicho de mercado: a linha de óleos protetivos.
No nosso clima tropical, - úmido e quente; e ainda, a maioria das atividades industriais
desenvolvendo-se em torno da costa marítima, seria incalculável a perda de estoque de peças
produzidas em todo país, isso em vários tipos de atividades, principalmente as automobilísticas,
visão que se estende também ao mercado produtor de linha branca, área da construção civil,
etc. A corrosão é eminente e sem os óleos protetivos as peças teriam que ser repostas, além da
deterioração de equipamentos nos sistemas de produção ABRACO (2016).
Do ponto de vista econômico, os prejuízos causados atingem custos extremamente altos,
resultando em consideráveis desperdícios de investimento. Estima-se que uma parcela superior
a 30% do aço produzido no mundo seja usada para reposição de peças e partes de equipamentos
e instalações deterioradas pela corrosão ABRACO (2016).
Nos dias atuais, um dos grandes desafios para as indústrias neste setor é desenvolver
produtos que conciliam a eficiência com facilidade de aplicação, um desafio para pesquisa e
desenvolvimento, que com as limitações dos níveis de COV(Compostos Orgânicos Voláteis)
permitido nas formulações, diminuem as possibilidades de se conseguir um óleo protetor mais
simples. Diante desse quadro, os investimentos em pesquisas, tornam-se mais voltados para a
substituição dos óleos protetivos à base de solvente pela base de água. Buscando mais
qualidade, menor inflamabilidade e baixa toxicidade.
Até chegarem a estudos do uso de bases solúveis em água e óleos vegetais, usaram uma
solução com cem por cento de aditivos, era muito nitrito de sódio e outros sais inorgânicos, que
de fato era efetivo seu poder de lubrificação e de menor custo, com ação de proteção em
máquinas. Mas em contrapartida, era altamente tóxico ao meio ambiente e à saúde do
trabalhador, onde há a liberação de uma névoa no ambiente que os afeta diretamente,
especialmente no trabalhador, ocasionando dermatite e alguns tipos de alergia. Foi quando
chegaram ao híbrido de soluções de minerais, sintética ou semissintética, com baixíssima
porcentagem de óleo mineral ou isento do mesmo, com grande possibilidade de utilização na
indústria. Podendo ser diluído em soluções de 3 a 10%, os fluidos tornam-se ainda menos
agressivos a todo meio ao qual ele é inserido.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
32
2. REVISÃO BIBLIOGRÁFICA
As soluções estudadas nesse artigo se baseiam em substancias químicas que formam
solução em água. Segundo Moura (1975), os tipos mais simples consistem de sais orgânicos e
inorgânicos dissolvidos em água (o exemplo típico é a combinação de nitrito de sódios com
trietanolamina). Os tipos mais complexos, para serviço moderado a pesado contêm agentes
umectantes que permitem que o fluido se espalhe mais eficientemente sobre as superfícies
metálicas, aumentando suas propriedades de refrigeração ou lubrificação esperado. Esses
produtos apresentam mais resistência aos ataques de bactérias do que as emulsões. O papel
indicador de nitrito pode ser usado em casos de suspeita de haver consumo de nitrito por
bactérias, ou para detectar a presença de nitritos em fluidos de corte cujos fabricantes os
comercializem como isentos de nitrito de sódio.
A citação do autor se deve ao fato de explicar as substâncias químicas que podem estar
presentes ou não para a finalidade de lubrificação e refrigeração, incluindo clorados, tipos de
mistura como uma amina e sais inorgânicos. Hoje é comum o uso do nitrito de sódio, de
clorados e de outros sais inorgânicos, embora possuam restrição de uso principalmente na
indústria automotiva. A trietanolamina caiu em desuso devido ao custo, mesmo agindo como
uma base fraca no produto tem ação mais corrosiva que a monoetanolamina.
Os tipos mais simples são usados principalmente como fluidos para retificação de
desbaste, porque oferecem proteção anticorrosiva e boa refrigeração. Os tipos mais complexos
podem ser considerados como produtos de uso geral, com boas propriedades de refrigeração e
lubrificação. As soluções são usualmente diluídas em proporções, dependendo do tipo de
solução e de operação. Mantém os poros de rebolos abertos facilitando a operação de retificar,
permitem ao operador observar a operação de corte, e, produzem menos nevoa do que outros
tipos de fluidos de corte. Suas propriedades superiores são de detergentes e de decantação,
ajudando a proporcionar-lhe longa vida útil. Suas excelentes propriedades de refrigeração as
tornam indicadas para operações de alta velocidade e alto avanço, com altas taxas de produção
e bom controle dimensional das peças. As soluções são estáveis mesmo em água dura. A
formação de espuma e seu controle é um problema, assim como a formação de depósitos
resinosos e difíceis de dissolver em água que pode contribuir para movimentos erráticos ou
difíceis da máquina operatriz.
Fez-se uso da citação do autor para explicar, a função, pontos positivos e pontos de
melhoria nas soluções ou óleos solúveis.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
33
Os óleos solúveis podem basear-se em óleos minerais, fluidos sintéticas, óleos vegetais
e animais, são emulsões de óleo, água e aditivos.
2.2. Óleos Minerais, Fluidos Sintéticos e Óleos Vegetais Animais
Segundo Runge (1989), existem diferentes bases na fabricação de óleos minerais, cujo
podem ser de base parafínica (que são cadeias de carbono retas ou ramificadas) ou naftênica
(cadeias de carbono saturadas cíclicas). Outro tipo existente é o aromático, porém este não é
frequentemente usado em fluido de corte. Atualmente o uso do naftênico, mesmo possuindo
vantagem de ser facilmente emulgado, tem seu uso cada vez mais restrito, devido a ter elevado
custo e também por ter grandes quantidades de enxofre, causando problemas a saúde humana.
Os parafinicos têm as seguintes vantagens: maior abundância, menor custo e elevado índice de
viscosidade, resistindo melhor às variações de viscosidade que ocorrem com as variações de
temperatura, maior resistência natural a oxidação, menos prejudiciais a pele. Já os fluidos
sintéticos são empregados em lubrificantes automotivos e industriais, são pouco empregados
na formulação de fluidos de corte. Sua vantagem principal: elevadíssimo índice de viscosidade,
cujo não é aproveitada nessa aplicação, além de seu alto custo.
Óleos Vegetais Animais, têm alto poder lubrificante, porém, custo elevado e fraca
resistência à oxidação devido a sua rápida rancificação, impedindo que se popularize seu uso
para este fim. No entanto, são amplamente utilizados em forma de aditivos nos óleos de cortes
integrais e solúveis.
2.3. Classificação dos tipos de emulsões
Runge (1989) afirma que as emulsões podem ser classificadas em normais e invertidas,
nas emulsões normais o óleo está disperso na água (dentro da fase aquosa). Nas emulsões
invertidas a água encontra-se dispersa na fase oleosa. Emulsões invertidas são conhecidas
também como maioneses e são produzidas adicionando água em óleo. Emulsões normais
misturam-se imediatamente a água e as outras emulsões normais também; no entanto, emulsões
invertidas não se misturam a emulsões normais.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
34
Figura 1-Exemplos de emulsões normais(quadro inferior) e emulsões invertida (quadro superior). Fonte: RUNGE,
PETER R.F.; DUARTE, GILSON N. Lubrificantes nas indústrias. São Paulo: TRIBOCONCEPT Editora técnica
Ltda, 1990.
2.4. O papel da Amina Boratada nos óleos solúveis
Os óleos lubrificantes de base solúvel em água são tendência de uso. Apresentam menor
toxicidade, além de baixa volatilidade e elevado ponto de fulgor. Pode ser feito com óleo base
sintética, semissintética ou fluído básico, sendo esse último composto com óleos minerais, água
e aditivos.
Para obter o máximo desempenho se faz aditivação de antiespumantes e outros. Neste
papel de aditivação entra a base anticorrosiva, onde quem atua fortemente é amina boratada.
Com o uso dos óleos solúveis, pode-se observar que há a redução da perda de energia mecânica,
redução do desgaste dos componentes sujeitos à fricção, proteção dos componentes dos
equipamentos contra corrosão, e, a diminuição da temperatura de funcionamento das máquinas;
estas são as mais importantes funções dos óleos solúveis. Em solução aquosa, sua aparência é
transparente-esverdeada (padrão de cor industrial). A oxidação do óleo também pode resultar
em formação de borras e vernizes, principalmente sobre superfícies metálicas sob elevadas
temperaturas - tais como pistões. Outra consequência da oxidação é o aumento da viscosidade
do óleo.
A escolha do fluído ideal, ou seja, que sirva para o óleo solúvel, tem como principais
características: baixo custo; não deve ser tóxico; deve resistir ao cisalhamento; deve ter boa
capacidade em dissipar o calor; ter baixo ponto de fluidez; não ser corrosivo, e por final,
proteger as superfícies metálicas. A amina boratada (como junção de: a monoetanolamina e
ácido bórico ou ácido ortobórico, ou ortoborato de hidrogênio), agem em baixa porcentagem
sem implicar em índices de insalubridade laboral, se usada corretamente. Age efetivamente com
ação anticorrosiva e ajudam na proteção da fórmula controlando o pH com ação bactericida do
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
35
ácido bórico. O ácido bórico atua junto à monoetanolamina como uma rede protetiva em todo
metal.
3. MATERIAIS E MÉTODOS
Há uma série de testes de oxidação adequados para medir a vida útil estável ou a
eficiência dos inibidores de oxidação. A difusão de oxigênio limita o valor desses testes em
relação aos sistemas de lubrificação em real uso.
Para este trabalho, foram realizados testes básicos da ação direta da amina boratada em
refugo de ferro, na intenção de verificar na prática a eficiência deste fluido sobre a superfície
citada anteriormente no que diz respeito à corrosão.
Objetivo: Este método de análise é usado para determinar a capacidade anticorrosiva de uma
emulsão ou solução de um fluído de corte, solúvel em água quando em contato com os cavacos.
3.1. Normas: Este método de análise tem como referência de acordo com a norma DIN 51.360.
Definição: O ensaio permite avaliar a resistência anticorrosiva de um óleo solúvel novo ou
usado, que em contato com uma peça de ferro fundido ou alumínio, pode sofrer ataque
corrosivo. Portanto, se determina uma concentração mínima (break point) suficiente para
resistir o trabalho com ferro fundido e/ou alumínio.
3.2. Aparelhagem:
Placa de Petri de 90 cm de diâmetro; Papel filtro de 90 cm de diâmetro; Pipeta graduada de 20
ml; Proveta graduada de 100 ml; Cavacos de ferro; Estufa.
3.3. Reagentes: Água potável; Acetona ou Metil Etilcetona.
3.4. Procedimento:
Preparação da solução ou emulsão
Adicionar aproximadamente 80 ml de água na proveta de 100 ml; Pipetar 0,25ml da amostra
de amina boratada conforme especificação, e completar até 100 ml com água; Agitar até
completa dissolução.
3.5. Preparação do corpo-de-prova
Lavar os cavacos com acetona ou metil etilcetona e deixar durante 30 minutos a 50 ºC;
Secar apropriadamente (evitar tocar nos cavacos com as mãos o secar depois da lavagem);

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
36
Posicionar o papel filtro dentro da placa de Petri e marcar com um lápis um quadrado de 35
mm no centro do papel (100 x 35 mm);
Pipetar 2 ml da solução sobre os cavacos e tampar a placa de vidro;
Após 2 horas, retirar os cavacos, lavar o papel com água corrente e deixar secar na temperatura
ambiente.
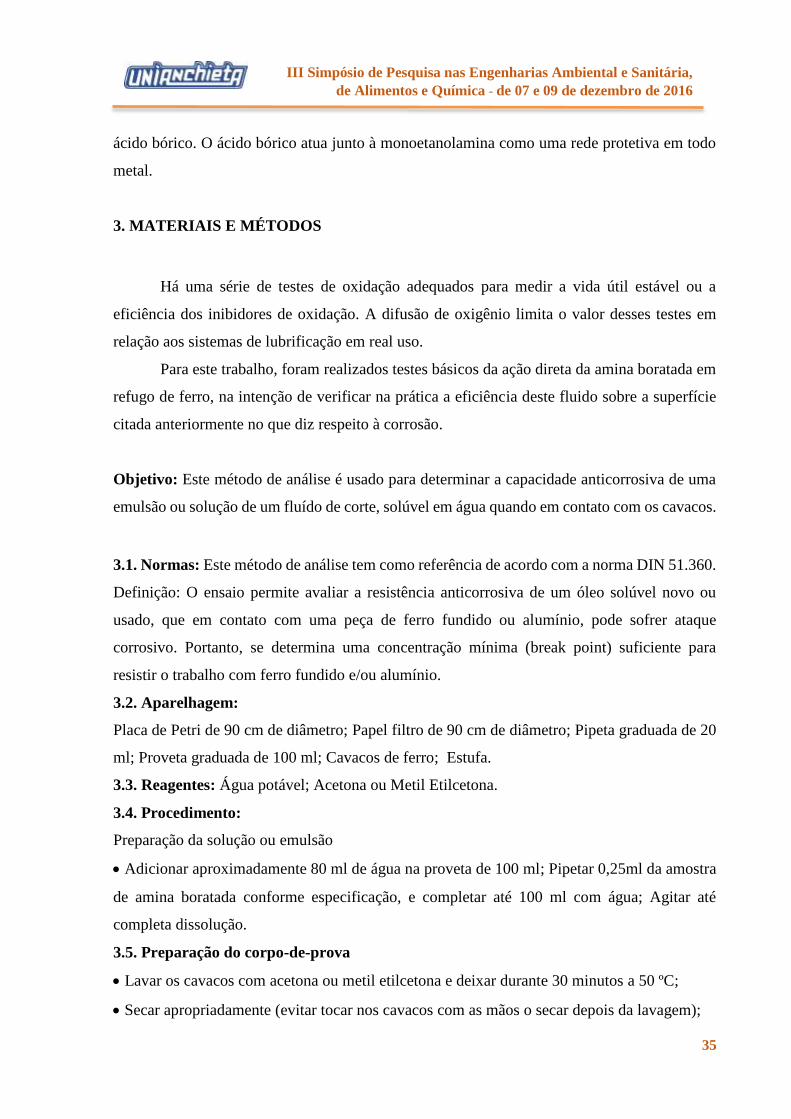
3.6. Análise do Método
Após secagem do papel, avaliar a presença ou não de eventuais marcas de oxidação que
tenham manchado o papel, e para isto use a seguinte tabela comparativa.
Para considerar o “break point”, o manchamento deve ser superior a 5% da área em teste.
Tabela 3 - Diluição e Parâmetros de Corrosão- Diluição X Área de Teste (Pontos e traços com manchas de
coloração características)
Diluição Área de teste- Verificação de
marcas e manchas
10:1 0 mm
12:1 0 mm
14:1 Traços
16:1 0,5 mm
18:1 0,8mm
20:1 5 mm (break point)
25:1 50 mm
Fonte: RUNGE, PETER R.F.; DUARTE, GILSON N. Lubrificantes nas indústrias. São Paulo: TRIBOCONCEPT
Editora técnica Ltda, 1990.
4. RESULTADOS E DISCUSSÃO
Usualmente na indústria, se utiliza a concentração mínima de óleo e amina boratada
diluídos em água no valor de 5%, valor este que serve de referência ao “break point”, ou seja,
valor mínimo de concentração que pode ser utilizado com a segurança de que este fluido irá
lubrificar, refrigerar e conservar máquinas e peças de forma eficiente. Os testes para este
trabalho foram feitos em valores abaixo do valor de “break point”, em concentração de 3%
propositalmente, para se avaliar a eficiência da amina boratada contra a corrosão em valores de
concentração ainda menores do que os utilizados pela indústria.
A ação do óleo solúvel com amina boratada tem baixa tensão artificial, que propicia
imediata deposição das limalhas impedindo que voltem a circular, oferecendo assim ótimo
acabamento e não permitindo o empastamento de rebolo.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
37
Segundo a ABRACO (Associação Brasileira de Corrosão), o processo oxidativo ocorre:
na presença de ar ou oxigênio e a proteção oxidativa, ou estabilidade oxidativa, é a propriedade
química mais importante de um lubrificante. Contrariamente à estabilidade térmica, a
estabilidade oxidativa pode ser alterada de maneira significativa. Aminas são compostos que
proporcionam proteção contra a oxidação através de dois mecanismos: atacando os
hidroperóxidos formados no início do processo ou quebrando os mecanismos de reação em
cadeia. O terceiro tipo de controle oxidação envolve o uso de desativadores de metais, que
evitam que superfícies metálicas e sais metálicos solúveis catalisem as reações de polimerização
por condensação de produtos oxidados para produzir borras e vernizes.
O teste de acordo com a norma DIN 51.360 se mostrou adequado e eficaz para
demonstrar a ação da amina boratada como eficiente inibidor de oxidação. Os testes foram
feitos ao mesmo tempo, nas mesmas condições de temperatura e umidade.
Logo abaixo na figura 2, podemos observar os cavacos de ferro fundido, ambos expostos
a 3% de óleo solúvel, sendo em ambos testados com uma solução de o óleo, diluídos em água
como será utilizado na indústria, somente os cavacos da placa de Petri à esquerda, que
receberam a solução aditivada com amina boratada. Como a imagem nos mostra ao final do
tempo exigido pela Norma, pode se observar muitos pontos de oxidação no papel filtro da placa
de Petri à direita, quanto o da esquerda com a ação da amina boratada nada sofre ao final do
teste. Confirmando que os corpos de prova aditivados com o inibidor estudado apresentaram a
maior resistência à corrosão. Provavelmente, isso também se deve ao fato de as amostras terem
sido totalmente solubilizadas, ou seja, a solução se espalhou por todo corpo de prova. No caso,
os cavacos de ferro não favoreceram a formação de pares micro-galvânicos, evitando assim a
corrosão.
Figura 2 - Testes comparativos da Ação da Amina Boratada. Fonte: Própria.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
38
Nas figuras 3 e 4, temos a apresentação de novos testes, de acordo com a norma citada
no item 3 (materiais e métodos), com a finalidade de obtermos mais de uma amostragem e
assim conseguir resultados mais assertivos e claramente uma análise mais eficaz do efeito da
amina boratada agindo como inibidor corrosivo.
Nas imagens abaixo é possível ver de forma ampliada: a corrosão, o quadrante exigido
na norma passa despercebido, devido às manchas de oxidação no papel filtro da imagem à
direita, mas em ambos os casos ao registrar a foto, os cavacos se espalharam.
Figura 3- Foto ampliada de teste Placa de Petri, que recebeu o óleo solúvel com amina boratada em sua
formulação, ao fim de duas horas do teste de acordo com a norma. Fonte: Própria.
Quando o óleo se oxida por falta de inibidores de oxidação, formam-se ácidos orgânicos
fracos, que, entre outras coisas, podem, por exemplo, corroer as peças e até mancais de cobre-
chumbo.
Segundo o SENAI (Apostila Abraman- mecânica e lubrificação) o agente antioxidante
age no óleo lubrificante, máquinas e peças usinadas, neutralizando o oxigênio, formando
compostos inofensivos.
Figura 4- Foto ampliada de placa de Petri, corpo de prova (oxidado) após duas horas em teste, que recebeu a
solução de óleo solúvel, sem adição da Amina Boratada em sua formulação. Fonte Própria.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
39
Segundo Peruzzo e Canto (2003), o processo espontâneo em que um metal entra em
reação de oxirredução, qual podemos ver na figura acima. Ocorre uma transferência de elétrons,
em que uma espécie química oxida ou perde elétrons, enquanto outra espécie química se reduz,
ganha elétrons. A corrosão eletroquímica é caracterizada pela presença de água no óleo, sob
umidade do ar e oxigênio. Pode se observar a formação da conhecida ferrugem, que é o óxido
de ferro (III) (Fe2O3 . H2O). É um composto que possui coloração castanho-avermelhada.
A oxidação se forma quando o ferro se oxida na presença de ar e água, ocorre o cátion
ferro: Fe(s) → Fe2+ + 2e-. Simultaneamente, há a seguinte redução da água: 2H2O + 2e– → H2 +
2OH–. Formando o hidróxido ferroso (Fe(OH)2), que na presença de oxigênio é oxidado a
hidróxido de ferro III (Fe(OH)3). Em seguida, ele perde água e se transforma no óxido de ferro
(III) mono-hidratado (Fe2O3 . H2O), a ferrugem que podemos ver na imagem 1 acima da placas
de Petri : Fe2+ + 2OH– → Fe(OH)2;
2Fe(OH)2 + H2O + 1/2O2 → 2 Fe(OH)3;
2Fe(OH)3 → (Fe2O3 . H2O) + 2H2O;
Em seguida, um esquema em fotografias que mostra de forma sucinta, o processo e os
materiais de testes que foram utilizados para tal pesquisa e a aplicação de uma solução de amina
boratada para constatação da sua ação anticorrosiva, sem ser adicionada em uma formulação de
óleo solúvel.
Figura 1 - amina sendo adicionada ao cavaco. Fonte: Própria Figura 2 - Amostra sem adição de amina. Fonte: Própria

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
40
Figura 3 – Solução de 0,025% de amina boratada e água. Figura 8 - Teste finalizado depois de duas horas.
Fonte: Própria
Tem-se com maior clareza as imagens das placas de petri e as amostras de ferro a serem
utilizadas no experimento. Na figura 5, a imagem é da adição de amina boratada( pura diluída
em água) nos cavacos de ferro fundido. Na figura 6, a imagem de outra amostra que não
recebera amina. Em seguida inicia-se o teste que teve duração de duas horas.
A porcentagem comum de óleo com amina boratada na indústria é de 5% em solução
aquosa, de acordo com a necessidade de uso, este último teste assegura que mesmo em baixa
concentrações os fluídos lubrificantes aditivados irão conservar as peças e o maquinário com
eficiência e além de seu papel principal no processo produtivo de lubrificar, refrigerar.
Na figura 8, temos o resultado visual do teste da amina boratada em óleo solúvel depois
de duas horas de espera. Note que o papel filtro está isento de corrosão.
Esses parâmetros de leitura de testes foram obtidos através da tabela citadas no item 3.6
acima, sendo que abaixo na figura 8, pode se observar nos dois primeiros papéis filtros de testes
finalizados pequenos traços de corrosão leve na área em teste, que de acordo com a diluição
pode ser esperado, apenas traços( não seria tão alarmante), já nos dois últimos, o papel filtro
está mais marcado e com mais pontos em uma área maior no teste indicando o breakpoint ou a
oxidação do corpo de prova, qual indicaria a reprovação do aditivo anticorrosivo estudado se
acontecesse nos testes realizados.
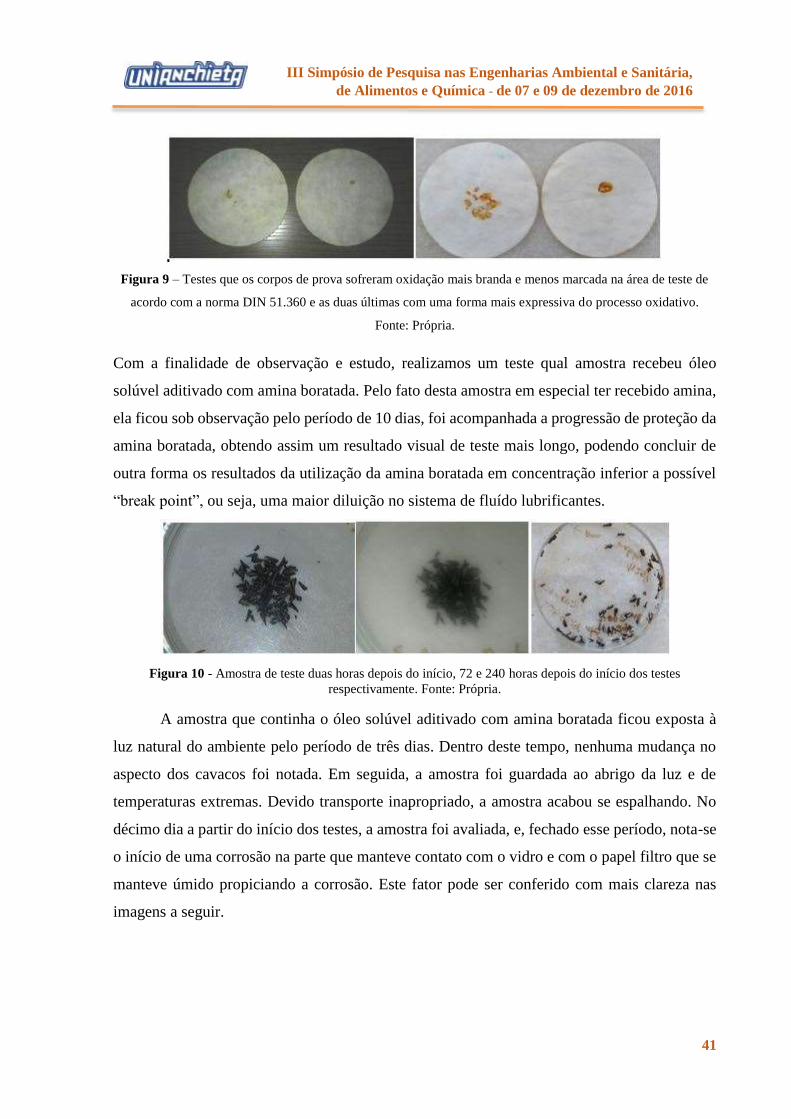
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
41
Figura 9 – Testes que os corpos de prova sofreram oxidação mais branda e menos marcada na área de teste de
acordo com a norma DIN 51.360 e as duas últimas com uma forma mais expressiva do processo oxidativo.
Fonte: Própria.
Com a finalidade de observação e estudo, realizamos um teste qual amostra recebeu óleo
solúvel aditivado com amina boratada. Pelo fato desta amostra em especial ter recebido amina,
ela ficou sob observação pelo período de 10 dias, foi acompanhada a progressão de proteção da
amina boratada, obtendo assim um resultado visual de teste mais longo, podendo concluir de
outra forma os resultados da utilização da amina boratada em concentração inferior a possível
“break point”, ou seja, uma maior diluição no sistema de fluído lubrificantes.
Figura 10 - Amostra de teste duas horas depois do início, 72 e 240 horas depois do início dos testes
respectivamente. Fonte: Própria.
A amostra que continha o óleo solúvel aditivado com amina boratada ficou exposta à
luz natural do ambiente pelo período de três dias. Dentro deste tempo, nenhuma mudança no
aspecto dos cavacos foi notada. Em seguida, a amostra foi guardada ao abrigo da luz e de
temperaturas extremas. Devido transporte inapropriado, a amostra acabou se espalhando. No
décimo dia a partir do início dos testes, a amostra foi avaliada, e, fechado esse período, nota-se
o início de uma corrosão na parte que manteve contato com o vidro e com o papel filtro que se
manteve úmido propiciando a corrosão. Este fator pode ser conferido com mais clareza nas
imagens a seguir.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
42
Ao guardar a amostra com amina boratada à concentração de 3% por 10 dias
possibilitou-nos perceber que existe um determinado tempo de vida para atividade do fluido
no que diz respeito à conservação do corpo de prova ou da peça usinada.
Com base na análise, podemos montar uma curva de atividade que nos diz qual é o
tempo que a amina boratada à 3% consegue proteger o ferro contra corrosão. Veja o gráfico a
seguir.
Gráfico 1- Atividade da Amina boratada. Fonte própria.
O gráfico 1, que indica a atividade da amina boratada nas amostras de cavacos
de ferro foi construído com base no tempo em horas que a amostra ficou sob observação. A
porcentagem que indica a quantidade de “ferrugem presente” na amostra foi feita a partir de
contagem de pontos com ferrugem na quantidade total de cavacos de ferro, na área de teste, que
foi igual a 91. 33 pontos de ferrugem, foram contabilizados tanto no papel filtro quanto na placa
de Petri. Calculando rapidamente e transformando estes números em porcentagem, o total foi
de 36% de corrosão na amostra.
-5,0
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0 50 100 150 200 250 300
Po
rce
nta
gem
de
Co
rro
são
(%
)
Tempo em Horas (h)
Curva de atividade da Amina Boratada
Curva de atividade da AminaBoratada
Figura 11 - Amostra 10 dias após início dos
testes. Fonte: Própria.
Figura 12 - Amostra após 10 dias. Fonte: Própria.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
43
Ao fazer uma breve análise dos resultados gerados no gráfico a partir dos dados
coletados, observamos na curva de atividade da amina boratada que a corrosão começou a partir
das 72 horas, ou seja, a partir do terceiro dia. Logo, levando em consideração apenas os dados
do gráfico, podemos concluir que a corrosão passa a acontecer após o terceiro dia desde a
aplicação do óleo solúvel com amina boratada, ou, a partir da data inicial do teste. Mas este
resultado não pode ser interpretado como cem por cento verdadeiro, pois existiu uma lacuna de
tempo de verificação da amostra de 7 dias desde a última análise, realizada no terceiro dia a
partir dos testes.
Criando uma hipótese para tentar colocar o resultado do gráfico 1 em uma realidade um
pouco mais aceitável, podemos deduzir que a corrosão começou de fato em meados do quinto
dia. Chega-se a esse número baseando-se na não constatação de corrosão até o terceiro dia, e
mais, chegando ao décimo dia, apenas 36% da amostra estava com corrosão. Assim, podemos
colocar que a ação da amina começou a diminuir em meados do quinto dia, criando nesse
período as condições ideais que possibilitaram o início da corrosão na amostra.
Embora se tenha citado no início do trabalho que a amina boratada tem uma função
adicional, a capacidade de prevenir a contaminação bacteriana de peças e maquinário graças à
ação do ácido bórico - que previne contaminações bactericidas e regula o pH do fluido; os
mesmos não tiveram suas respectivas medições adicionadas ao trabalho, pois o foco principal
do artigo é a ação da amina boratada contra corrosão. Outro fator foi a falta de equipamentos
que poderiam ajudar nesse lado da pesquisa.
5. CONCLUSÃO
O uso da amina boratada em óleo solúvel na indústria é por padrão na concentração de
5%, mas o foco dos nossos estudos foi a utilização de uma concentração inferior à usada na
indústria a fim de mostrar de fato a resistência da amina boratada em superfícies ferrosas.
Portanto, o valor de concentração chave de amina boratada no trabalho se baseia em 3%.
Segundo os resultados e discussão dos testes aplicados de acordo à norma DIN 51.360,
a proteção da amina boratada sobre os cavacos de ferros contra a corrosão foi efetiva de fato,
mesmo com concentração abaixo do “break point”. Este resultado pode ser conferido
analisando os resultados dos testes exigidos de acordo com a respectiva norma supracitada,
onde a amostra que continha óleo solúvel aditivada com amina boratada não apresentou nenhum

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
44
ponto de corrosão. Em contrapartida, os resultados da amostra que recebeu óleo solúvel sem
aditivos, apresentou corrosão ao final do teste. Ao continuar as análises para enriquecimento de
conteúdo, avaliando a amostra que ficou armazenada com óleo solúvel aditivado com amina
boratada, já que o mesmo havia apresentado resultado satisfatório formalmente em teste de
norma. Comprovamos que por 72 horas, a amostra ainda se mantinha intacta ao que diz respeito
à corrosão.
Um fator a ser estudado com mais afinco seria quando a amostra passou a apresentar
pontos de corrosão. O fato de não se ter avaliado a amostra por sete dias a partir do início das
pesquisas, implicou em um resultado inconclusivo quanto ao início da queda de atividade de
proteção da amina boratada. O fato de haver ainda presença de água na amostra - a água que
age como solvente para o óleo solúvel. A presença de água e a facilidade da entrada de ar na
placa de Petri contribuíram para o surgimento do cátion ferro (Fe(s) → Fe2+ + 2e-), e,
continuando o processo natural de corrosão, fez-se a “ferrugem” na amostra.
Logo, podemos concluir que a amina boratada atua de forma eficiente como inibidor de
corrosão. Através do experimento pode-se concluir que houve representatividade de sua ação
no sistema utilizado, ou seja, a caracterização das regiões anódicas e catódicas acontecem de
forma bem definida nas placas de Petri. As amostras aditivadas com o inibidor estudado
apresentaram 100% de resistência à corrosão dentro do período de teste proposto pela norma
DIN (duas horas), enquanto as amostras não aditivadas são facilmente identificáveis através das
colorações de oxidação ou corrosão eletroquímica, mesmo quando realizadas com baixas
concentrações de solução (onde a amina boratada atua em porcentagem dentro da emulsão).
A amostra que contem óleo solúvel aditivado com amina boratada ficou sob observação
por 10 dias. Os resultados podem se alterar de acordo com o passar do tempo. Uma nova análise
da mesma amostra seria interessante, desta forma, mais dados analíticos estariam disponíveis
para se determinar o tempo de atividade da amina depois dos 10 dias.
A utilização da amina boratada na indústria é de grande impacto econômico, já que sua
ação contra corrosão se mostrou eficiente. Sua proteção garante vida mais longa ao maquinário
industrial, quando utilizada para refrigeração ou como lubrificante, assim os gastos com
material inutilizável decaem, o valor gasto em óleos integrais que não têm possibilidade de
recolocação ou substituição, diminui a poluição, bem como gastos com a saúde dos funcionários
que lidam com este fluido.
A amina boratada foi testada em pequenas proporções também por que é comum ser
usada em pequenas proporções em formulações devido se tratar de um agente com

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
45
características de base fraca (corrosivo), mas é muito efetivo tanto como inibidor de corrosão e
antibactericida e ter baixo custo, mesmo em baixas concentrações; O ácido dodecanodióco é
um substituto do aditivo estudo, mas tem alto custo e baixa resistência a biodeterioração dos
óleos solúveis, diante deste cenário e da busca de baixo custo no processo final e manter
competividade no mercado, se faz necessário a pesquisa voltada à novos aditivos anticorrosivos
que atendam com eficácia como amina boratada nos óleos solúveis, mas mantenha a integridade
do óleo por mais tempo e ainda tenha menor índice de insalubridade e tenha custo mais
competitivo .
6. REFERÊNCIA BIBLIOGRÁFICA
ABRACO (Associação Brasileira de Corrosão), Corrosão - uma abordagem geral. Disponível
em: <http://paginapessoal.utfpr.edu.br/israel/teoria/Teoria_Corrosao_ABRACO.pdf/at_
download/file.>. Acesso em: 18 set. 2016.
MOURA, C.R.S.; CARRETEIRO, R.P. Lubrificantes e Lubrificação 1ed. RJ: LTC, 1975.
NOVA QUÍMICA – COMÉRCIO DE PRODUTOS QUÍMICOS, Óleo de Corte. Disponível
em:<https://novaquimica.wordpress.com/2008/09/19/oleo-de-corte/> Último acesso em:
Setembro de 2016.
PATENTES ONLINE, Composição Lubrificante e Método de Lubrificação de Uma
Transmissão ou Um Diferencial. Disponível em:<http://www.patentesonline.com.br/composi-
o-lubrificante-e-m-todo-de-lubrifica-o-de-uma-transmiss-o-ou-um-diferencial-20598.html>
Último acesso em: Setembro de 2016.
PERUZZO, T.M & CANTO,E.L. Química Geral.2.ed.São Paulo: Moderna ,2003.
RUNGE, P.R.F.; DUARTE, G.N. Lubrificantes nas Indústrias 1ed. SP: Triboconcept ,1989.
SENAI, Mecânica- Lubrificação. Disponível em: <http://www.abraman.org.br/docs/apostilas/
mecanica-lubrificacao.pdf> Último acesso em: Agosto de 2016.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
46
ESTUDO COMPARATIVO DAS CARACTERÍSTICAS FÍSICAS E QUÍMICAS
ENTRE ISOCIANATOS NO SISTEMA FORMULADO DE POLIURETANO NO
PRODUTO ACABADO
GIARETTA, J. A.
BARBOSA, J.
GRAMOLELLI, F.J.
E-mail para contato: [email protected]
RESUMO:
Este trabalho apresenta um estudo comparativo entre dois tipos de isocianatos em um sistema
de poliol formulado de espuma flexível, onde cada vez mais o mercado vem tomando espaço
em novos produtos de base poliuretano, melhorando sua aplicação, tendo em vista uma possível
substituição na falta do sistema convencional padrão. Os Isocianatos foram caracterizados por
seus índices de NCO, Viscosidade e Infravermelho FTIR e já o Poliol foi por índices de
hidroxila e basicidade total, índice de água. As propriedades físicas (densidade livre e moldada)
e mecânicas (compressão set, rasgo, tração e compressão) foram avaliadas nas espumas de
poliuretano flexível. A partir dos resultados obtidos com os ensaios comparativos, observou-se
que com o isocianato C similar, aumento do crescimento e aparência da espuma mais clara e
macia, obteve-se resultados satisfatórios faltando pequenos ajuste de processo, tornando viável
a possível substituição do isocianato B padrão, por um isocianato C similar, em caso de falta
do produto no mercado.
PALAVRAS-CHAVE: Poliuretano Flexivel, Sistema de Poliol Formulado, Isocianato MDI.
ABSTRACT
This work presents a comparative study between two types of isocyanates in a formulated
polyol system of flexible foam, where increasingly the market is taking space on new products
polyurethane base, improving its application in view of a possible replacement in the absence

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
47
of standard conventional system. The isocyanates were characterized by their rates of NCO,
viscosity and Infrared FTIR and already Polyol was by hydroxyl indices and the total alkalinity,
water index. The physical properties (free and molded density) and mechanical (compression
set, tear, tensile and compressive) were evaluated in flexible polyurethane foams. From the
results obtained in comparative trials, it was observed that with the similar C isocyanate,
increasing the growth and appearance of clear and soft foam was obtained satisfactory results
lacking small adjustment process, making possible the possible Substitution of isocyanate
standard B, by a isocyanate similar C, case of lack of product on the market.
KEYWORDS: Flexible polyurethane, System Formulated Polyol, Isocyanate MDI.
1. INTRODUÇÃO
Com a descoberta da utilização dos uretanos, partindo da reação de isocianato e um
composto do grupo funcional alcool, surgindo o poliuretano (PU), que é um polímero
encontrado em infinitas variações de produtos pela combinação de diferentes tipos de polióis,
isocianatos e aditivos (VILAR, 2015).
Figura 1 – Estrutura química do uretano
Fonte: DOW Flexible Foams, 1997.
No Brasil, a fabricação de blocos de espumas flexíveis de PU começou nos anos 60, com
importação das matérias primas, e nos anos 70, iniciou-se a fabricação local de polióis poliéteres
e TDI. Em 2000, foram fabricados 16 milhões de colchões, em cerca de 300 produtores locais,
consumindo 150 mil toneladas de espumas flexíveis de PU, com densidade média de 20 kg/m3,
variando desde 8 até 45 kg/m3. A produção de blocos de espumas flexíveis pelo processo
descontínuo em caixote é a mais utilizada no Brasil, e nos últimos anos os produtores locais
têm concentrado seus esforços na qualidade da espuma e automação do processo. (VILAR,
2015).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
48
Polióis: que geram as estruturas químicas ao reagirem com o isocianato, são como fontes
de grupamentos hidroxila, ou seja, inserido na família dos álcoois, a interação poliol, isocianato
gera a cadeia celular do polímero, os polióis são formados por estrutura linear de peso molecular
em geral entre 400 e 7000, o peso molecular do poliol será decisivo nas características de
rigidez do material, resiliência que é a capacidade de retorno do produto, quanto menor o peso
molecular do poliol, maior será a dureza da espuma.
Catalizadores amínicos: Necessários para baixar a energia de ativação do poliol para
que a reação com os grupamentos isocianato seja efetiva, os catalizadores também são
utilizados como balanceadores da reação de formação das cadeias do polímero e da expansão
do produto.
Glicerina: Conhecida como ``cross-linker`` que são aditivos utilizados para interligar as
estruturas do poliol com o isocianato, em geral um cross-linker aumenta a dureza do material,
possuem cadeias curtas, de baixo peso molecular e alto número de hidroxilas livres, aumentam
a estabilidade da espuma. (HERRINGTON,1997).
Surfactantes: responsáveis por regular as células da espuma, promover a emulsificação
das diferentes matérias primas contidas no sistema, promover nucleação e formação de bolhas
regulares durante a agitação, regular a velocidade de crescimento da espuma, regulando a
espessura das células contidas no polímero, previne a coalescência da espuma, prevenindo
colapso, que é o fenômeno de queda da espuma (ASHIDA, 2007).
Água: Utilizada como agente de expansão químico, que fará o crescimento da espuma, a
água é a fonte de hidrogênios ativos, o isocianato reagem com estes hidrogênios ativos, gerando
gás carbônico e moléculas de poliuréia, o gás é expelido entre as células da espuma por efeito
físico, gerando expansão, a poliuréia formada, permanece nas bordas da célula promovendo
alterações positivas ou negativas das propriedades físicas da espuma (CLEMITSON,2009).
Isocianato: Do Isocianato provem os grupamentos NCO, que reagem com os
grupamentos funcionais dos polióis, água, e dos cross-linkes na formulação, isso resultará na
formação dos grupos ureânicos que por fim formarão o poliuretano (HERRINGTON,1997).
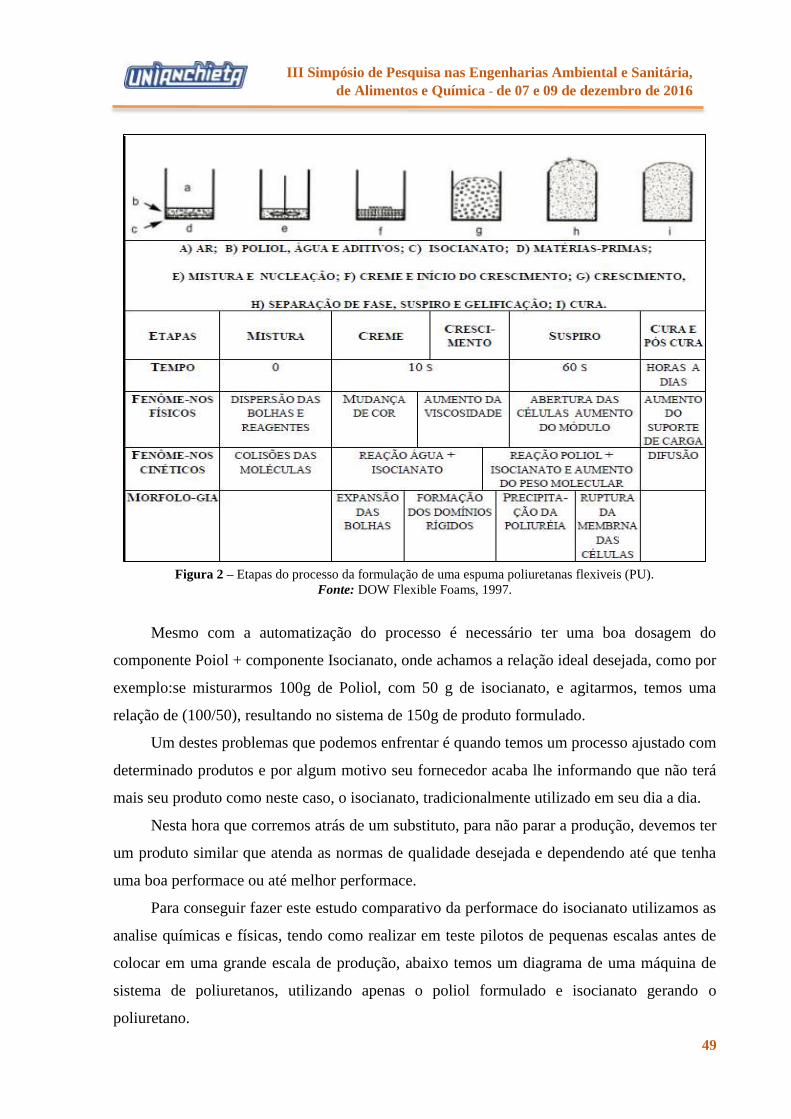
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
49
Figura 2 – Etapas do processo da formulação de uma espuma poliuretanas flexiveis (PU).
Fonte: DOW Flexible Foams, 1997.
Mesmo com a automatização do processo é necessário ter uma boa dosagem do
componente Poiol + componente Isocianato, onde achamos a relação ideal desejada, como por
exemplo:se misturarmos 100g de Poliol, com 50 g de isocianato, e agitarmos, temos uma
relação de (100/50), resultando no sistema de 150g de produto formulado.
Um destes problemas que podemos enfrentar é quando temos um processo ajustado com
determinado produtos e por algum motivo seu fornecedor acaba lhe informando que não terá
mais seu produto como neste caso, o isocianato, tradicionalmente utilizado em seu dia a dia.
Nesta hora que corremos atrás de um substituto, para não parar a produção, devemos ter
um produto similar que atenda as normas de qualidade desejada e dependendo até que tenha
uma boa performace ou até melhor performace.
Para conseguir fazer este estudo comparativo da performace do isocianato utilizamos as
analise químicas e físicas, tendo como realizar em teste pilotos de pequenas escalas antes de
colocar em uma grande escala de produção, abaixo temos um diagrama de uma máquina de
sistema de poliuretanos, utilizando apenas o poliol formulado e isocianato gerando o
poliuretano.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
50
Figura 3 – Diagrama de uma máquina de formulação de Poliuretano (PU).
Fonte: (VILAR, 2015).
Testes realizados para avaliar a qualidade da espuma de poliuretano conforme norma
ABNT.
Figura 4 – Propriedade das espumas conforme ABNT NBR 13579-1:2011. Fonte: (ABNT 2011)
1- Cabeça misturadora; 2- Selector de alta-baixa pressão; 3- Indicador de pressão; 4- Bomba dosadora de poliol;
5- Motor da bomba dosadora de poliol; 6- válvula de segurança; 7- Bomba dosadora do isocianato; 8- Motor da bomba dosadora de isocianato; 9- Alarme para pressões baixas;10- Indicador de pressão; 11- Filtros;
12- Termómetro;13- Tanque de poliol; 14- Tanque de isocianato;15- Permutador de calor; 16- Válvula de agulha (Regulação); 17- Circuito hidráulica; 18- Controlador automático de temperatura dos reagentes; 19- Painel secundário de controle; 20- Painel principal de Controle; 21- Alarme para pressão muito altas; 22- Alarme de nível baixo para os reagentes.
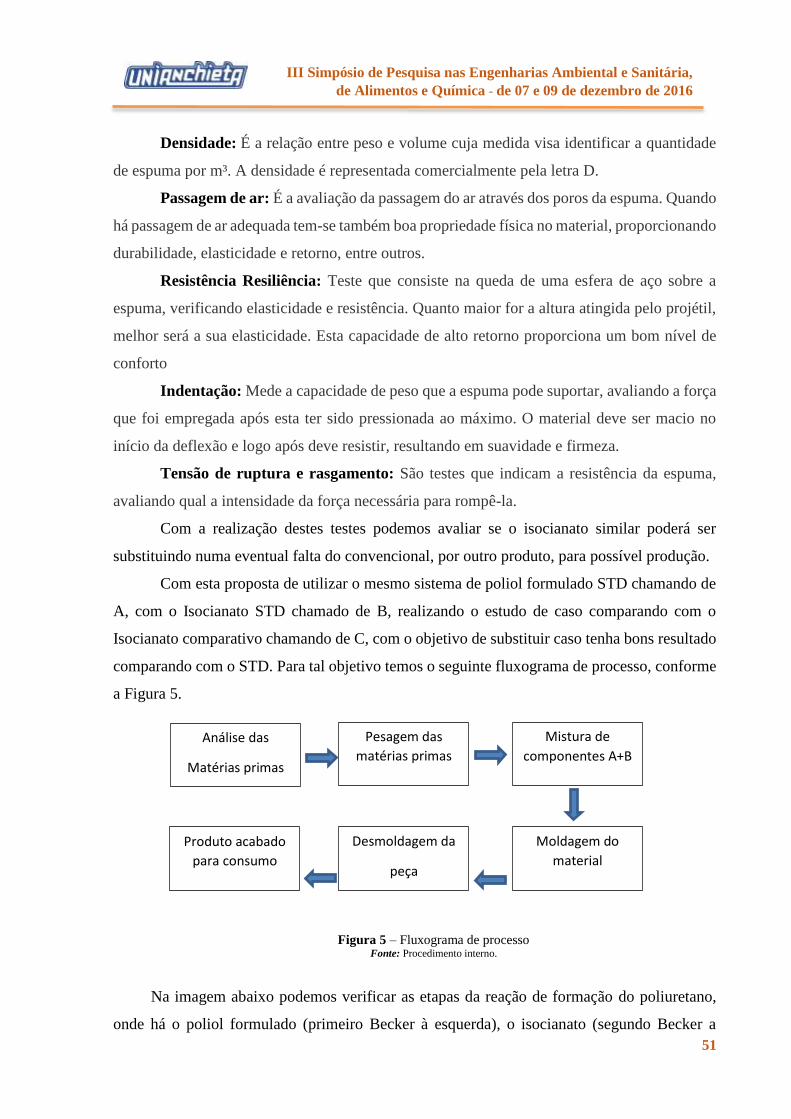
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
51
Densidade: É a relação entre peso e volume cuja medida visa identificar a quantidade
de espuma por m³. A densidade é representada comercialmente pela letra D.
Passagem de ar: É a avaliação da passagem do ar através dos poros da espuma. Quando
há passagem de ar adequada tem-se também boa propriedade física no material, proporcionando
durabilidade, elasticidade e retorno, entre outros.
Resistência Resiliência: Teste que consiste na queda de uma esfera de aço sobre a
espuma, verificando elasticidade e resistência. Quanto maior for a altura atingida pelo projétil,
melhor será a sua elasticidade. Esta capacidade de alto retorno proporciona um bom nível de
conforto
Indentação: Mede a capacidade de peso que a espuma pode suportar, avaliando a força
que foi empregada após esta ter sido pressionada ao máximo. O material deve ser macio no
início da deflexão e logo após deve resistir, resultando em suavidade e firmeza.
Tensão de ruptura e rasgamento: São testes que indicam a resistência da espuma,
avaliando qual a intensidade da força necessária para rompê-la.
Com a realização destes testes podemos avaliar se o isocianato similar poderá ser
substituindo numa eventual falta do convencional, por outro produto, para possível produção.
Com esta proposta de utilizar o mesmo sistema de poliol formulado STD chamando de
A, com o Isocianato STD chamado de B, realizando o estudo de caso comparando com o
Isocianato comparativo chamando de C, com o objetivo de substituir caso tenha bons resultado
comparando com o STD. Para tal objetivo temos o seguinte fluxograma de processo, conforme
a Figura 5.
Figura 5 – Fluxograma de processo
Fonte: Procedimento interno.
Na imagem abaixo podemos verificar as etapas da reação de formação do poliuretano,
onde há o poliol formulado (primeiro Becker à esquerda), o isocianato (segundo Becker a
Pesagem das
matérias primas
Desmoldagem da
peça
Moldagem do
material
Mistura de
componentes A+B
Análise das
Matérias primas
Produto acabado
para consumo

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
52
esquerda), após agitação efetiva a reação é iniciada primeiramente o isocianato reage com a
água presente no poliol formulado e gera ureia e gás carbônico, que juntamente com a
polimerização do isocianato e poliol formando as estruturas uretânicas, vai aumentando o
volume da espuma devido a pressão que o gás carbônico gera (VILAR, 2015).
Figura 06 - Poliol formulado, Isocianato e etapas do crescimento da espuma.
Fonte: Do autor (2016).
2. MATERIAIS E MÉTODOS
Materiais utilizados no experimento
A seguir serão apresentados os matérias e métodos utilizados para o desenvolvimento do
experimento com as suas devidas normas.
Equipamentos
Tabela 1 – Equipamentos.
Material Fabricante Modelo
Paquímetro Mitotoyo ABSOLUTE-AOS
Balança Sartorius ED6202S-0CE
Balança Sartorius PRACTUM2102-10BR
Dinamômetro Instron 5565
Palito de madeira - padrão
Copos descartáveis - 200 ml
Molde (8x14x14) - 5 litros

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
53
Sistemas
Tabela 2 – Sistemas.
Sistema Nome comercial
Poliol A
Isocianato B
Isocianato C
Experimental
O experimento inicia com as análises das matérias primas, para formulação do sistema de
Poliol, em seguida é feito a pesagem dos componentes que geram um sistema de poliol
formulado, como catalizadores, silicones entre outros componentes, misturando todos em suas
devidas proporções, gerando seu poliol. Após a mistura é realizado agitação para homogeneizar
melhor o sistema formulado de poliol, foram realizados cálculos para obtenção de relação do
material, esse processo é utilizado para calcular a quantidade de NCO do isocianato que irá
reagir com uma determinada quantidade de OH do poliol.
Homogeneização do material
Os materiais flexiveis moldados por conterem uma característica do processo de aerar e
possuir teor de água alto, o processo é realizado industrialmente por sistemas fechados como
nas máquina de alta pressão. Geralmente é utilizado em máquinas de alta pressão, para melhorar
a mistura no bico injetor. No teste em menor escala utilizamos o Handmix, uma mistura
realizada com agitador para homogenizar o material por completo, conforme Figura 9, logo
abaixo:

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
54
Figura 9 – Agitador para homogeneização do material.
Fonte: Do autor (2016).
Moldagem do material
A relação utilizada para o experimento permaneceu 100g de poliol formulado para 50g
de isocianato nomeado por B , também a mesma quantidade para o isocianato de nome C.
Apenas o sistema formulado de poliol é mais denso em relação aos isocianatos (utilizamos
copos descartáveis no experimento) e o isocianato é adicionado ao poliol, assim, iniciando a
mistura dos componentes de tal forma a que o agitador homogenize todo o sistema do
recipiente, isso se faz necessário para que obtenha uma boa misura dos componentes. Esse
processo dura apenas 4 segundos, depois é inserido em um molde (é realizado um cálculo de
massa para moldagem, pois o material é expansivo, e que não corra o risco de explodir o molde
com mais massa que sua capacidade).
O material possui alguns tempos como tempo de gel (o material forma um fio quando
aderido em algum substrato e retirado do mesmo), nesse tempo em específico o material está
prestes a não se tornar moldável, o experimento possui 10 segundos de tempo de gel (o tempo
é medido com um cronometro profissional). Conforme a Figura 10, ilustra a moldagem da peça.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
55
Figura 10 – Moldagem da peça.
Fonte: Do autor (2016).
Cura do material e desmoldagem
O molde antes da aplicação do sistema Poliol/Isocianato é aquecido atraves de um mini
chiller em uma temperatura de 45°C, para obter uma boa desmoldagem. O tempo de cura total
do poliuretano flexivel varia de formulação para formulação, tratando se de desmoldagem cada
material possui um tempo, onde algumas considerações devem ser levadas em conta para o
tempo do desplacamento como: rigidez suficiente para ser removida a peça sem deformação,
pré-expansão, abaloamento e contração. Em nosso experimento foi utilizado o tempo de 4
minutos para desmoldagem.
3. RESULTADOS E DISCUSSÕES
Caracterização do material
A caracterização é realizada por testes físicos e químicos também em máquinas ou
equipamentos voltados a qualidade, mas nem todos os testes são críticos para uma aprovação
de venda, após o desenvolvimento de um sistema novo irá depender da criteriosidade requerida
no processo do cliente para serem determinados os testes críticos de liberação. No
desenvolvimento aqui apresentado utilizamos parâmetros de testes On-shore (moldagem em
solo), que são testes físicos como:densidade livre e densidade moldada, Força , tensão de
ruptura, alongamento e resistência ao rasgo.
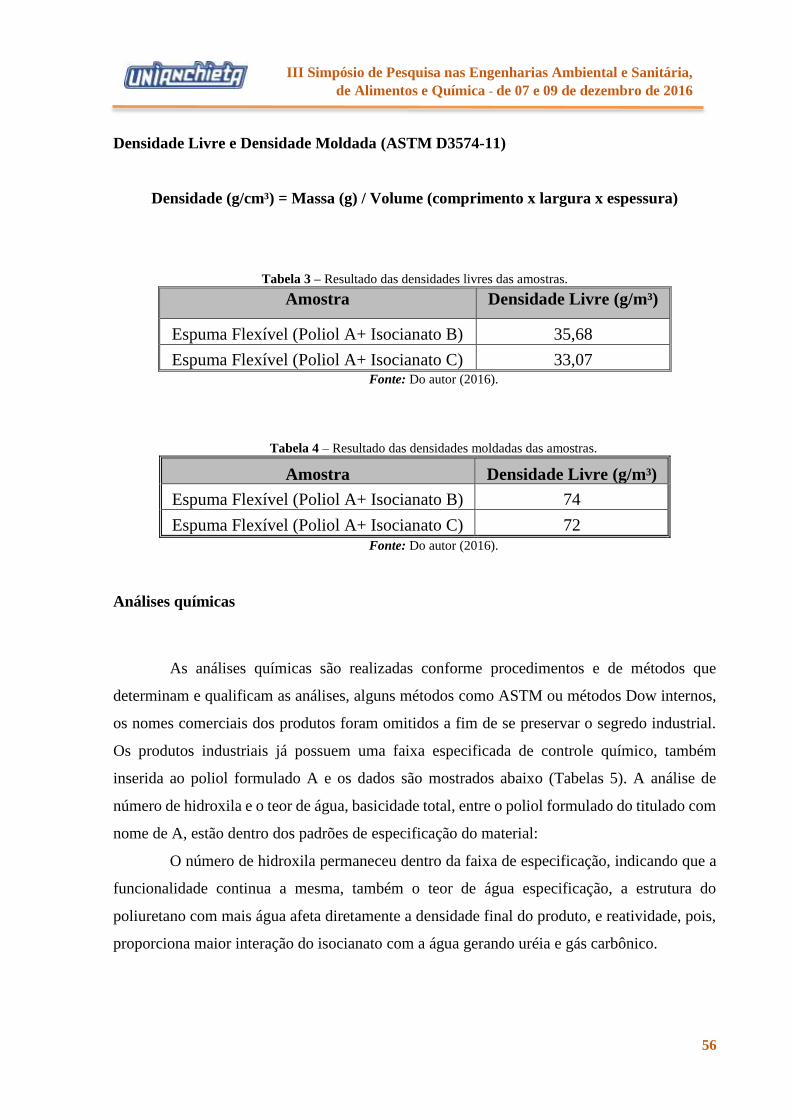
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
56
Densidade Livre e Densidade Moldada (ASTM D3574-11)
Densidade (g/cm³) = Massa (g) / Volume (comprimento x largura x espessura)
Tabela 3 – Resultado das densidades livres das amostras.
Amostra Densidade Livre (g/m³)
Espuma Flexível (Poliol A+ Isocianato B) 35,68
Espuma Flexível (Poliol A+ Isocianato C) 33,07 Fonte: Do autor (2016).
Tabela 4 – Resultado das densidades moldadas das amostras.
Amostra Densidade Livre (g/m³)
Espuma Flexível (Poliol A+ Isocianato B) 74
Espuma Flexível (Poliol A+ Isocianato C) 72 Fonte: Do autor (2016).
Análises químicas
As análises químicas são realizadas conforme procedimentos e de métodos que
determinam e qualificam as análises, alguns métodos como ASTM ou métodos Dow internos,
os nomes comerciais dos produtos foram omitidos a fim de se preservar o segredo industrial.
Os produtos industriais já possuem uma faixa especificada de controle químico, também
inserida ao poliol formulado A e os dados são mostrados abaixo (Tabelas 5). A análise de
número de hidroxila e o teor de água, basicidade total, entre o poliol formulado do titulado com
nome de A, estão dentro dos padrões de especificação do material:
O número de hidroxila permaneceu dentro da faixa de especificação, indicando que a
funcionalidade continua a mesma, também o teor de água especificação, a estrutura do
poliuretano com mais água afeta diretamente a densidade final do produto, e reatividade, pois,
proporciona maior interação do isocianato com a água gerando uréia e gás carbônico.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
57
Tabela 5 - Resultado do Poliol formulado A flexível.
Teste Unidade Limite
mínimo limite
máximo Resultado Método
Número de hidroxílas
mg/g 32 41 36 ASTM D
4274
Água % 3,10 3,25 3,18 ASTM D
203
Basicidade meq/g 0,125 0.326 0,244 ASTM D
6979
Fonte: Do autor (2016).
Tabela 6 - Resultado dos Isocianatos B e C.
Teste Unidade Limite
mínimo
limite
máximo
Resultado
B
Resultado
C Método
Número de NCO mg/g 29,2 30,5 29,5 30,0 ASTM
D5155
Viscosidade Cps 45,0 80,0 75,0 55,0 ASTM D
4878
Fonte: Do autor (2016).
Na referência da espuma flexível do poliol formulado A em interação de propriedades
da reatividade, não afetando nenhuma característica de análise química.
Nos testes químicos (Tabela 5), obteve-se um resultado dentro da faixa de
especificação, porém se o teor de água estivesse abaixo do meio de faixa do material pode
facilmente ser calculado ao início da produção, antes de água total ser adicionada e assim,
regular as faixas para dentro da especificação desejada, não sendo um resultado de exclusão,
portanto, pode-se seguir com os processos de moldagem e posteriores testes físicos do produto.
Testes físicos:
Os testes físicos mostram o comportamento do material simulando situações que será
sofrida na vida útil do produto, após os testes físicos é que um produto é validado ou não,
mesmo que os resultados químicos tenham sido favoráveis, para a análise neste trabalho e
posteriores conclusões, a espuma flexível foi submetida a três testes, sendo eles para as espumas
flexíveis força de indentação, rasgo e tensão de ruptura que também gera o resultado de
alongamento.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
58
Iniciou-se então os testes com o poliuretano flexível, os testes seguintes expressam os
resultados de força de indentação, rasgo e tensão de ruptura/alongamento.
Teste da força de indentação segundo ASTM D3574-11:
Figura 29 - Gráfico da força de indentação das amostas.
Fonte: Do autor.
Tabela 7 – Resultados do comparativo da força de indentação das espumas flexíveis.
Amostra Espessura
(mm)
ILD @
25% (N)
ILD @
40% (N)
ILD @ 65%
(N)
Poliol A+ Isocianato B 78,75 410 565 1121
Poliol A+ Isocianato C 78,23 370 543 1168
Fonte: Do autor (2016).
Os resultados da força de indentação mostram uma pequena perda de carga de 4 a 9 %
em todos os pontos de análise do material (Tabela 7), porém como na compressão de rígidos
esta diferença é pouco ou nada impactante do ponto de vista de performance do material, como
mostrado no gráfico as linhas quase se sobrepõem, indicando que os materiais são relativamente
iguais (Figura 29).
Os dois últimos testes na espuma flexível foram testes de tração, até agora os testes
realizados pelo dinamômetro mediram tipos diferentes de compressão, estes dois últimos testes

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
59
(rasgo e tensão) mostram outro tipo de esforço, o da tração, como a aplicação em espumas
rígidas é em geral para conter compressão apenas as amostras flexíveis foram testadas.
Tabela 8 – Resultados do comparativo da propagação ao rasgo das espumas flexíveis.
Amostra Espessura
(M)
Carga
Máx (N)
RESISTENCIA AO
RASGO (N/M)
Poliol A+ Isocianato B 0,01453 13,18048 907,90
Poliol A+ Isocianato C 0,01271 11,02285 867,66 Fonte: Do autor (2016).
A resistência ao rasgo mostra claramente uma perda de 4% da propriedade física do
isocianato C similar, mesmo que seja uma perda discreta, ou seja, na espuma flexível, além de
em nada prejudicar o rasgo da espuma, o isocianato C similar apresentou um bom resultado de
performance da propriedade física (Tabela 8), precisando de um pequeno ajuste no processo.
O último teste realizado foi o de tensão de ruptura e alongamento, também apenas a
amostra flexível foi submetida ao teste (Figura 31).
Como resultado da tensão de ruptura e alongamento, obtivemos o seguinte resultado:
Figura 31 - Gráfico do comparativo da tensão e alongamento das espumas flexíveis. Fonte: Do autor (2016).
Tabela 9 – Resultados do comparativo da tensão e alongamento das espumas flexíveis.
Amostra
Tensão de
ruptura
(Kpa)
Alongamento
final (%)
Deslocamento de
ruptura (mm)
Poliol A+ Isocianato B 278,80 117,01 40,95
Poliol A+ Isocianato C 220,20 108,69 38,04 Fonte: Do autor (2016).
Na tensão e alongamento também a formulação com o isocianto C, apresentou valor
razoavelmente perto dos resultados, tanto por alongar menos variando 7% antes de romper,
quanto na força necessária para romper o corpo de prova, também sendo positivo este resultado
estando dentro dos 10 % da variável, e assim, finalizando os testes de performance da espuma
com o isocianato C (Tabela 9).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
60
Análise de infravermelho do material com Isocianato STD B e Similar C
A Figura 32 nos mostra o efeito do isocianato STD padrão com nome B, comparando o
contratipo de isocianato similar C, em nosso material, sendo que não há variação de banda do
espectro em relação ao isocianato STD B, por se tratar do mesmo material similar.
O espectro da amostra apresenta bandas de (NCO) em menor intensidade em relação ao
espectro da amostra padrão.
Não foi possível identificar a banda de outros isocianatos de MDI presente na amostra
isso ocorreu, provavelmente, devido ao material ser bem similar ao padrão no equipamento de
FTIR/ATR .
Após esse teste com os materiais liquidos, foi feito o teste com a espuma curada
pressionando a amostra no acessório do FTIR foi possível identificar diferença nos espectros, e
esta diferença é provavelmente boa.
E felizmente, a banda do espectro do isocianato B e C do espectro da amostra com a
espuma curada em distâncias de onda muito aproximadas, não sendo possível uma identificação
mais detalhada, conforme a Figura 33.
4. CONCLUSÃO
Após pesquisas referentes aos isocianatos MDI testados neste estudo de caso tanto o
convencional STD de nomenclatura B, junto com o isocinato similar nomeado de C, foi notável
uma grande possibilidade de uma nova oportunidade de formulação pelo portfólio do cliente,
onde com o maior resiliência no produto final, aumentando a macies do moldado.
Os testes foram realizados com o isocianto similar de nome C, apresentaram resultados
interessantes em relação ao padrão usado no sistema.
As análises do poliol A estão todas dentro das especificações conforme a tabela 5, também
foi realizado o teste de viscosidade nas amostras de isocianatos observando que o isocianato C
é menos viscoso que o B.
O experimento está voltado para novos desenvolvimentos para aplicações de moldados,
conforme parâmetros de analises e resultado requerido de cliente para cliente, temos uma tensão
e alongamento variando apenas 7% do STD de acordo com a tabela 9, estando dentro dos 10 %
de desvio.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
61
No ensaio de propagação ao rasgo tivemos um bom resultado de 4% conforme a tabela 8,
também no resultado de força de indentação tivemos entre 4 a 9% dentro das conformidades
esperadas na tabela 7.
As análises realizadas no novo Isocianato, revelaram bons resultados, porém como já era
esperado modificou sua estrutura celular causando decaimento em algumas propriedades
físicas. O material com uma devida especificação do cliente pode ser modificado ajustando sua
estrutura com uma relação entre poliol/iso como base da formulação, com isso poderíamos
melhorar a tensão e alongamento, mas como cada material é desenvolvido para uma
determinada aplicação, seja ela on-shore (solo), depende de alguns fatores como: durabilidade,
cor e odor e também as condições adversas climática, ou seja, a aplicação se torna viável com
pequenas modificações na formulação para atender a necessidade dos parâmetros de testes para
uma determinada aplicação em campo.
5. REFERÊNCIAS BIBLIOGRÁFICAS
VILAR, Walter. Química e tecnologia dos poliuretanos. Jundiaí: Disponível em:
<http://www.poliuretanos.com.br/>. Acesso em: 28 ago. 2016.
HERRINGTON, Ron. Flexible Polyurethane Foams. 2. Ed. Dow Plastics, 1997. 320p.
ASHIDA, Kaneyoshi. Polyurethane and Related foams: Chemistry and Technology. 1. Ed.
CRC Press, 2007. 175p.
CLEMITSON, Ian. Castable Polyurethane Elastomers. 1Ed. CRC Press, 2009. 274p.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 13579-1:2011: espuma
flexível de poliuretano – Colchão e colchonete de espuma flexível de poliuretano e bases. Rio
de Janeiro, Ago. 2016.
ASTM D3574. Standard Test Methods for Flexible Cellular Materials-Slab, Bonded and
Molded Urethane Foams. West Conshohocken, PA, United States, 2011. 26p.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
62
ASTM D1621. Standard Test Method for Compressive Properties of Rigid Cellular Plastics.
West Conshohocken, PA, United States, 2010. 5p.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
63
ESTUDO SOBRE O DESENVOLVIMENTO DE UMA SALADA DE FRUTAS EM
CALDA COM ADIÇÃO DE EDULCORANTE
CÂNDIDO, L. L
RESNITZKY, M.H.C.
E-mail para contato: [email protected]
RESUMO:
A salada de frutas é considerada um produto minimamente processado e pronto para consumo.
Por ser um produto saudável, com qualidade sensorial, pouco processado e com alto valor
nutritivo, seu consumo tem crescido nos ultimos anos. Entretanto a calda da salada de frutas é
preparada utilizando a sacarose, um ingrediente que limita o consumo do produto, devido ao
seu alto poder calórico. Este trabalho teve como objetivo estudar a substituição da sacarose pelo
edulcorante esteviosídeo, através da analise da aceitação do produto em até 21 dias de
armazenamento. O esteviosideo é um aditivo natural, com poder de dulçor 300 vezes maior que
a sacarose, nutritivo e saudável. No desenvolvimento da salada foram preparadas inicialmente
três formulações com diferentes concentrações do edulcorante e selecionada a preferida através
de teste sensorial. A formulação escolhida foi submetida à avaliação microbiológica, e análises
físico-químicas e sensoriais, a cada sete dias, durante 21 dias de estocagem refrigerada. O perfil
sensorial foi estudado utilizando testes afetivos e as análises sensoriais foram examinadas
estatisticamente por Análise de Variância (ANOVA) e Teste de Tukey. O produto elaborado
representou uma ótima alternativa de substituição da sacarose, agregando valor nutricional
natural, e manteve suas características de qualidade durante os 21 dias de armazenagem.
PALAVRAS – CHAVE: produto minimamente processado, salada de frutas, edulcorante,
esteviosídeo, análise sensorial.
ABSTRACT:
The fruit salad is considered a minimally processed product, ready for consumption. As a
healthy product, with sensorial quality, little processed and high nutritious value, its
consumption has been increased. However, the salad syrup is prepared using sucrose, an
ingredient that limits the consumption of the product, due to its high caloric power. The

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
64
objective of this project was to evaluate the replacement of sucrose by stevioside sweetener,
within 21 days of refrigerated storage. Stevioside is a natural additive, 300 times sweeter than
sucrose, nutritious and healthy. In development of the fruit salad three formulations with
different concentrations of the sweeter were initially prepared and the favorite one was selected
using sensorial tests. The preferred formulation was submitted to microbiological evaluation,
and physicochemical and sensorial analysis, every seven days, during 21 days of storage. The
sensorial profile was studied using affective tests and the sensory analyses were statistically
examined using Analysis of Variance (ANOVA) and Tukey test. The results showed that the
fruits salad formulated with stevioside represents a great alternative to sucrose replacement,
adding natural nutritional value and maintaining its quality characteristics during the 21 days
of storage.
KEYWORDS: minimally processed product, fruit salad, edulcorates, stevioside, sensorial
analysis.
1. INTRODUÇÃO
As frutas são comumente comercializadas pelos agricultores familiares na sua forma in
natura. Entretanto, através do processamento agroindustrial da produção é possível desenvolver
produtos com maior valor agregado como compotas, geleias, doces em massa, frutas
desidratadas e frutas em calda, contribuindo para o aumento da renda das famílias (KOPF,
2008).
Mais recentemente, as frutas passaram a ser também comercializadas apenas picadas e
embaladas, com ou sem adição de calda, sendo então consideradas produtos minimamente
processados e prontos para consumo. Devido à busca por uma alimentação saudável, com
qualidade sensorial, contendo produtos pouco processados e com alto valor nutritivo, o
consumo de frutas nessa forma vêm tendo um crescimento exponencial no mundo e também no
Brasil, sendo produtos muito valorizados no mercado (KOPF, 2008). Em função das
características de fácil deterioração das frutas e hortaliças frescas as agroindústrias tem
procurado meios de conservação mais eficazes, utilizando métodos modernos e combinados,
como a utilização de atmosfera modificada e controlada, embalagem a vácuo e com controle da
umidade relativa (LINS, 2014).
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
65
Os métodos mais utilizados para a conservação das frutas, incluem a diminuição de
atividade de água com o acréscimo da calda (água e sacarose) e pasteurização, a fim de que não
haja desenvolvimento de microrganismos patogênicos e deteriorantes, abaixamento do pH com
adição de ácido cítrico e um tratamento térmico brando (branqueamento) nas frutas (KOPF,
2008). Quando se utiliza apenas o branqueamento, que é um tratamento térmico menos rigoso
do que a pasteurização, é necessário que o produto fique armazenado em refrigeração para que
se obtenha uma conservação segura e que garanta uma vida de prateleira de pelo menos 21 dias,
o que possibilita a sua comercialização. Nesse caso, pode-se também adicionar solutos, que
interagem quimicamente com as moléculas de água diminuindo a disponibilidade das mesmas
e dificultando o crescimento microbiano. Os principais solutos adicionados são sal (NaCl) e
áçucar (sacarose) ou até adoçantes sintéticos ou naturais.
Segundo a Agência Nacional de Vigilância Sanitária (ANVISA, 2008), os adoçantes
são produtos especificamente formulados para conferir sabor doce aos alimentos e bebidas,
sendo a sacarose (açúcar de cana) o principal exemplo. Os adoçantes dietéticos também
chamados de edulcorantes conferem doçura, mas sem possuir sacarose na composição, uma vez
que são elaborados para atender às necessidades de pessoas em dieta alimentar e com restrição
a carboidratos simples. Os edulcorantes, tanto os artificiais como os naturais vêm sendo usados
nos produtos para substituir a sacarose em vista de um alimento menos calórico. Eles são
substâncias químicas responsáveis pelo sabor adocicado e normalmente possuem um poder
adoçante muito superior ao da sacarose, sendo necessária uma dosagem menor para obter a
mesma doçura (DEOSEN, [?]).
O esteviosídeo, conhecido comercialmente como estévia é um edulcorante natural
extraído da planta Sul Americana Stevia rebaudiamv, composto por rebaudiosídeos e
glicosídeos terpênicos, com poder de doçura relativo 300 vezes maior que a sacarose. Tem uma
ampla gama de utilização por ser um adoçante nutritivo, estável a tratamento térmico rigoroso
e em meio ácido, sendo aplicado em segmentos como adoçantes de mesa, gomas de mascar,
balas, bombons, bebidas, gelatinas, pudins, sorvetes, iogurtes, e geleias. Segundo Cadena
(2012) o esteviosídeo quando usado em grandes quantidades pode apresentar sabor residual
amargo acentuado, porém pesquisa e estudos foram realizados para que esta característica
negativa possa ser mascarada, através do desenvolvimento de um extrato com uma maior
concentração de rebaudiosídeo do tipo A, apresentando uma propriedade de sabor mais
agradável do que as demais substâncias.
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
66
Considerando que o maior consumo de frutas traz benefícios tanto para os
consumidores, como para os produtores, este trabalho tem como objetivo apresentar alternativas
que possibilitem o consumo de frutas em calda com processamento minimo por um número
maior de consumidores, através da substituição de açúcares pelo edulcorante esteviosídeo. O
produto desenvolvido com o esteviosideo, que é um aditivo natural, poderá ser consumido por
pessoas em dieta e reeducação alimentar, sem perder as características de um produto saudável.
Será estudada a concentração ideal de adoçante através de testes afetivos, onde serão
avaliados aparência, aroma, textura, sabor e sabor residual, em função da sua absorção pelas
frutas. Para determinar a vida útil do produdo sob refrigeração serão realizadas períodicamente
análises sensoriais, análises físico-químicas e microbiológicas.
2. MATERIAIS E MÉTODOS
2.1 Elaboração da salada de frutas
As frutas utilizadas no projeto foram banana Nanica, mamão Formosa, maçã Fuji,
manga Tommy e goiaba vermelha, comprados em mercados na região de Campinas/SP, todas
apresentaram grau de maturação similar, pouco maduro, com boa aparência e consistência. O
processamento do produto foi realizado de acordo com as etapas do fluxograma representado
na figura 1. Realizou-se o branqueamento químico com solução de sal e vinagre, conforme a
metodologia de Kopf (2008). Foram elaborados três tratamentos da calda com diferentes
concentrações de edulcorante, utilizando a referência de SST da sacarose (15°, 25°, 35°Brix) e
a conversão equivalente para o edulcorante. Os aditivos utilizados foram ácido cítrico, ácido
ascórbico em grau alimentício e o edulcorante esteviosídeo (estévia) fornecido pela empresa
Stevia Natus. A formulação e a composição dos três tratamentos podem ser conferidas na tabela
2. Com a finalidade de garantir a segurança microbiológica aplicou-se tratamento térmico de
85°C/5 minutos nas caldas formuladas, de acordo com processamento sugerido em Kopf
(2008). Após o tratamento termico as caldas foram resfriadas em geladeira a temperatura de 6
a 10°C até atingir a estabilidade térmica e assim possibilitar a adição das frutas.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
67
Figura 2: Fluxograma de desenvolvimento da salada de frutas em calda acrescido de formulação e edulcorante.
Tabela 2: Formulação geral para os três tratamentos.
Ingredientes Tratamento 1 (%) Tratamento 2 (%) Tratamento 3 (%)
Edulcorante 7,86 12,22 18,33
Água 47,14 42,70 36,66
Ácido cítrico 0,20 0,20 0,20
Ácido ascórbico 0,04 0,04 0,04
Frutas 44,76 44,76 44,76

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
68
2.2 Análises sensoriais
As análises sensoriais foram realizadas com um total de 124 provadores voluntários,
não treinados, com idade entre 18 e 56 anos. Inicialmente foi realizado o teste afetivo de
aceitação/preferência, das amostras com as 3 diferentes concentrações de edulcorante, com 64
provadores, utilizando uma escala hedônica não estruturada de 9 cm, com pontos extremos de
“desgostei muitíssimo” e “gostei muitíssimo”. Foram avaliados os atributos: aparência, aroma,
sabor, textura e impressão global, com objetivo de selecionar a concentração de edulcorante
que seria avaliada em vida útil.
Nas amostras preparadas com a concentração selecionada foi realizado o teste sensorial
afetivo com um grupo de 60 julgadores, para estabelecer a aceitação das amostras que foram
armazenadas em refrigeração por 2, 7, 14 e 21 dias. Foi apresentado uma escala hedônica
estruturada de 9 pontos: 9 – gostei muitíssimo a 1 – desgostei muitíssimo e avaliou-se os
atributos aparência, aroma, sabor, sabor residual, textura e impressão global. Foi mantida a
ordem de distribuição das amostras para todos os provadores, de acordo com os dias
cronológicos de armazenamento, a fim de evitar qualquer desvio de resultados por rejeição
pelos julgadores das amostras sequenciais. Nos dois tipos de testes as amostras foram
apresentadas em copos descartáveis transparentes de 50 ml, codificados com algarismos
numéricos aleatórios de três dígitos, contendo aproximadamente 30 g de salada de frutas (duas
colheres de sopa), em temperatura de refrigeração (6 a 10°C). A avaliação dos resultados foi
realizada estatisticamente por análise de variância (ANOVA) e as médias dos atributos foram
comparadas pelo teste de Tukey para verificar se houve ou não diferença a 5% de significância.
2.3 Análise microbiológica
A amostra selecionada pela análise sensorial como a preferida, foi submetida à pesquisa
microbiológica inicial de Coliformes a 45°C/g e Salmonella spp/25g, através da metodologia
M06 – IN n° 62 de 26/08/2003 – MAPA, M56 – AOAC Official Method 2011.03 Salmonella
in Foods, VIDAS Immuno-Concentratiom Salmonella (ICS)/ VIDAS Salmonella Method,
SLM e conforme a Resolução RDC Nº 12 de 02 de Janeiro de 2001.
2.4 Análises físico-químicas
As análises físico-químicas foram realizadas com a finalidade de acompanhar as
transformações ocorridas nas frutas do tratamento selecionado, durante o período de

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
69
armazenamento. As identificações de pH e sólidos solúveis totais (SST em °Brix) foram
realizados de acordo com as Normas Analíticas do Instituto Adolfo Lutz.
3. RESULTADOS E DISCUSSÃO
3.1. Análises sensoriais
Na tabela 3, são apresentadas as médias de aceitação e preferência para os atributos
aparência, aroma, sabor, textura e impressão global da análise sensorial das saladas de frutas,
contendo diferentes concentrações de adoçante esteviosídeo. Na análise estatística dos dados,
para avaliação dos atributos, quanto maior a média atingida pelas amostras, maior é sua
preferência. As médias seguidas pela mesma letra não diferiram estatisticamente entre si em
nível de 5% de probabilidade.
Tabela 3: Médias de preferência por atributos da análise sensorial das amostras com 15% °Brix (A), 25% °Brix
(B) e 35% °Brix (C).
A amostra B, contendo 25% °Brix de estévia apresentou maior aceitação nos atributos
aparência, impressão global e textura, e a amostra A obteve maior média nos atributos restantes,
como aroma, sabor. A amostra com concentração de 35% °Brix obteve a menor média em todos
os atributos. Para seleção da amostra, foi usado o atributo impressão global, e a tabela 3 mostra
que as amostras A e B não diferiram entre si ao nível de 5% de significância. Como a amostra
A com 15%°Brix foi mais aceita pelos julgadores do que a C, ela foi escolhida para seguir para
as próximas etapas do estudo.
Atributos Amostra A Amostra B Amostra C
Aparência 6,44 a 6,50 a 6,41 a
Aroma 6,75 a 6,45 a 6,16 a
Sabor 6,17 a 6,12 a 5,42 a
Textura 6,69 a 6,78 a 6,08 a
Impressão Global 6,67 a 6,61 a 5,72 b

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
70
Os resultados de aceitabilidade do edulcorante estévia neste estudo foram superiores aos
resultados em relação ao sabor encontrados por Cardoso (2010) , Cardoso e Cardello (2003) e
Biacchi (2006).
As amostras de salada de frutas preparadas para realização do teste sensorial de vida útil
para 2, 7, 14 e 21 dias em suas embalagens plásticas estão ilustradas na figura 3.
Figura 3: Amostras de salada de frutas durante o período de armazenamento de 21 dias
Os resultados para o teste de vida útil podem ser observados na tabela 4, onde estão as
médias calculadas usando o teste de Tukey para o sabor residual, atributo usado para analisar a
aceitabilidade do produto armazenado por 21 dias.
Tabela 4: Médias de aceitação em relação ao período de armazenamento das amostras de saladas de
frutas.
Foi utilizado o sabor residual como atributo para determinar a vida útil, pois segundo
Cadena (2012) e Biacchi (2006) que realizaram testes com o edulcorante estévia em seus
estudos, estes apresentaram uma mudança significativa no sabor durante o período de
armazenamento. Porém, com os resultados obtidos nesta pesquisa, foi possível observar que
mesmo após 21 dias a aceitação pelo sabor residual se manteve acima da média com 6,18,
diferenciando da média alcançada por Cadena(2012), 4,05. Essa variação pode estar associada
às distintas características entre as matrizes de aplicação do edulcorante. A análise de variância
das notas de aceitação no teste sensorial revelou que não houve diferença significativa (p <
0,05) entre os produtos com 2, 7 e 21 dias de armazenamento. Apenas a amostra com 14 dias
de estocagem diferiu significativamente. A média geral em torno de 6,14 mostra que todas as
Atributo 02 dias 07 dias 14 dias 21 dias
Sabor Residual 6,43 a 6,58 a 5,38 b 6,18 ab

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
71
saladas obtiveram boa aceitação (entre gostei ligeiramente e gostei moderadamente), indicando
que mesmo a salada com 21 dias foi aceita e o sabor residual não teve alteração significativa
durante o tempo do estudo.
1.1. Análises microbiológicas
As análises microbiológicas realizadas na amostra selecionada pelo teste sensorial com
15% °Brix, apresentou os resultados para Coliformes < 1,0 x 101 UFC/g e ausência para
Salmonella. A pesquisa foi realizada com os microrganismos indicadores de qualidade
(FORSYTHE, 2002). Conclui-se pelos resultados encontrados que as amostras analisadas não
possuem contaminação, e estão de acordo com os limites definidos pela legislação brasileira, a
Resolução RDC Nº 12 de 02 de Janeiro de 2001 e os padrões microbiológicos pela Resolução
CNNPA n°12, de 1978.
1.2. Análises físico-químicas
A amostra com concentração de 15%°Brix, selecionada por meio de análise sensorial
como a preferida foi submetida a análises físico-químicas de pH durante todo o período de
armazenamento, como ilustra a tabela 5.
Tabela 5: Resultados de pH durante o período de armazenamento.
Dia pH
0 3,99
2 4,00
7 4,07
14 4,10
21 4,13
De acordo com os resultados apresentados na tabela 5, pode-se observar uma média de
4,07, semelhante ao resultado encontrado por Cardoso et al. (2010) e Cól; Souza, (2014) de
4,03 e 4,05 respectivamente, indicando o frescor do produto, originado do uso de matéria-prima
em boas condições de consumo e a quantidade ideal de conservadores ácidos, entretanto, foi
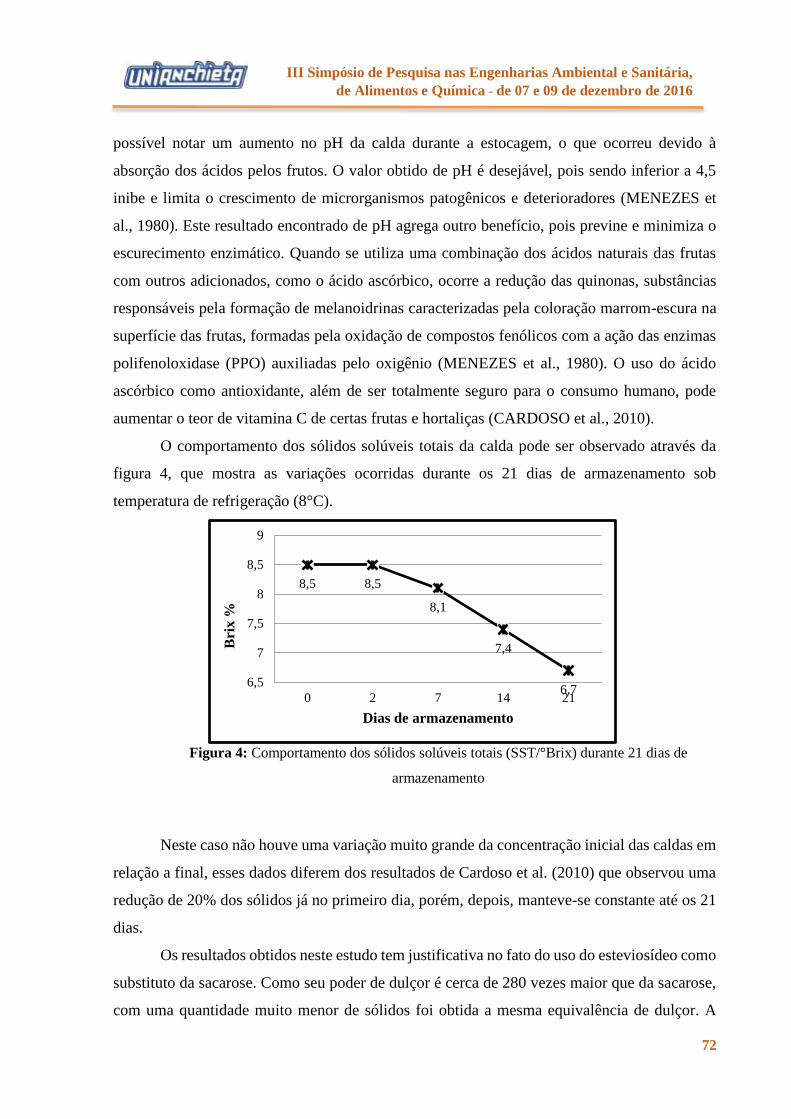
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
72
possível notar um aumento no pH da calda durante a estocagem, o que ocorreu devido à
absorção dos ácidos pelos frutos. O valor obtido de pH é desejável, pois sendo inferior a 4,5
inibe e limita o crescimento de microrganismos patogênicos e deterioradores (MENEZES et
al., 1980). Este resultado encontrado de pH agrega outro benefício, pois previne e minimiza o
escurecimento enzimático. Quando se utiliza uma combinação dos ácidos naturais das frutas
com outros adicionados, como o ácido ascórbico, ocorre a redução das quinonas, substâncias
responsáveis pela formação de melanoidrinas caracterizadas pela coloração marrom-escura na
superfície das frutas, formadas pela oxidação de compostos fenólicos com a ação das enzimas
polifenoloxidase (PPO) auxiliadas pelo oxigênio (MENEZES et al., 1980). O uso do ácido
ascórbico como antioxidante, além de ser totalmente seguro para o consumo humano, pode
aumentar o teor de vitamina C de certas frutas e hortaliças (CARDOSO et al., 2010).
O comportamento dos sólidos solúveis totais da calda pode ser observado através da
figura 4, que mostra as variações ocorridas durante os 21 dias de armazenamento sob
temperatura de refrigeração (8°C).
Figura 4: Comportamento dos sólidos solúveis totais (SST/°Brix) durante 21 dias de
armazenamento
Neste caso não houve uma variação muito grande da concentração inicial das caldas em
relação a final, esses dados diferem dos resultados de Cardoso et al. (2010) que observou uma
redução de 20% dos sólidos já no primeiro dia, porém, depois, manteve-se constante até os 21
dias.
Os resultados obtidos neste estudo tem justificativa no fato do uso do esteviosídeo como
substituto da sacarose. Como seu poder de dulçor é cerca de 280 vezes maior que da sacarose,
com uma quantidade muito menor de sólidos foi obtida a mesma equivalência de dulçor. A
8,5 8,5
8,1
7,4
6,76,5
7
7,5
8
8,5
9
0 2 7 14 21
Bri
x %
Dias de armazenamento

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
73
concentração de 15% Brix para a sacarose equivale a 8,5% Brix para a estévia, portanto a
concentração inicial de SST da calda difere pouco da concentração inicial de SST das frutas
que compõem o produto, consequentemente não exercendo pressão osmótica sobre as frutas, e
assim não tendo diluição do meio. Apenas aos 21 dias foi possível observar que a concentração
cai levemente. As causas desta variação, com base em resultados semelhantes encontrados por
Cardoso et al. (2010) é que pode haver uma utilização de açúcares ainda na respiração, de ácido
cítrico para o ciclo de Krebs, e ácido ascórbico para evitar a oxidação enzimática, na
continuação do metabolismo celular das frutas, ou até mesmo irregularidades de maturação das
frutas.
4. CONCLUSÃO
A busca pelo aperfeiçoamento de produtos que possibilitem o consumo por um número
maior de pessoas sempre apresenta novas oportunidades e possibilidades para pesquisadores e
para a indústria. Este estudo confirmou o esteviosídeo, edulcorante natural, como uma
possibilidade de substituto da sacarose na calda da salada de frutas, garantindo a integridade
das características do produto, sem apresentar sabor residual amargo. A amostra submetida à
estocagem de até 21 dias, apresentou resultados satisfatórios em relação ao sabor residual, de
acordo com as análises sensoriais. A aplicação de processos mínimos e métodos combinados
de conservação, como branqueamento, pasteurização da calda, acidificação do meio e
refrigeração, aumentaram a vida útil da salada de frutas, mantendo suas características. As
análises microbiológicas confirmaram um produto isento de microrganismos patogênicos e
deteriorantes, comprovando a higiene durante o processamento e manipulação do produto,
seguindo os padrões de segurança higiênicos sanitários apresentados na legislação.
Os resultados das análises físico-químicas para o pH mostraram um comportamento
similar para a sacarose, porém para as análises de °Brix apresentaram resultados diferentes,
devido a quantidade de sólidos solúveis presentes na sacarose e no esteviosídeo, mas
obedecendo os critérios estabelecidos pela legislação.
A partir deste estudo inicial utilizando a estévia como adoçante na calda da salada de
frutas, que apresentou resultados satisfatórios, ainda se fazem necessários mais projetos visando
o desenvolvimento de outras matrizes para aplicação deste edulcorante natural, em outras
condições de concentração e temperatura, a fim de aumentar o consumo de produtos que
possuem edulcorantes naturais por mais pessoas em restrição alimentar.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
74
5. REFERÊNCIAS BIBLIOGRÁFICAS
ANVISA (Agência Nacional de Vigilância Sanitária). Resolução CNNPA, n° 12, de 1978.
Díspõe sobre as compotas e/ou fruta em calda. Disponível em: <
http://www.anvisa.gov.br/anvisalegis/resol/12_78_compota.htm>. Acesso em: 26 mar. 2016.
ANVISA (Agência Nacional de Vigilância Sanitária). Resolução RDC n° 18, de 24 de março
de 2008. Dispõe sobre o “Regulamento técnico que autoriza o uso de aditivos edulcorantes em
alimentos, com seus respectivos limites máximos”. Disponível em: <
http://portal.anvisa.gov.br>. Acesso em: 26 mar. 2016.
ANVISA (Agência Nacional de Vigilância Sanitária). Resolução CTA, n° 05, de 1979.
Definição de frutas em conserva. Disponível em: . Acesso em: 26 mar. 2016.
BIACCHI, S. M. Análise qualitativa e sensorial de edulcorantes em bolo caseiro. Trabalho final
de graduação, Centro Universitário Franciscano do Rio Grande do Sul, Brasil, 2006. BORGES,
P. K, S. Perfil sensorial e aceitação de pães formulados com prebióticos. Tese de Mestrado,
Universidade Estadual Júlio de Mesquita Filho, Brasil, 2012.
CADENA, R. S. Néctar de manga (Mangifera indica L.) adoçado com diferentes edulcorantes:
perfil sensorial descritivo, tempo-intensidade e estudos de consumidor. Tese de Doutorado,
Universidade Estadual de Campinas, Brasil, 2012.
CARDOSO, W. S; PINHEIRO, F. A; PEREZ, R; PATELLI, T; FARIA, E. R. Desenvolvimento
de uma salada de frutas: da pesquisa de mercado à técnologia de alimentos. Departamento de
Bioquímica, Universidade Federal de Viçosa-UFV, Viçosa – 17 MG, Brasil, Jun.2010.
Disponível em: . Acesso em: 25 mar. 2016.
CARDOSO, J. M. P; CARDELLO, H. M. A. B. Potência edulcorante, doçura equivalente e
aceitação de diferentes edulcorantes em bebida preparada com erva-mate (llex paraguariensis
ST. HIL.) em pó solúvel, quando servida quente. Alimentos e Nutrição. v.14, n.2, p. 191-197,
2003.
DEOSEN, B. Adoçantes, quais os tipos disponíveis? Aditivos e Ingredientes, China, [?].
Disponível em: < http://www.insumos.com.br/aditivos_e_ingredientes/materias/721.pdf>.
Acesso em: 26 mar. 2016.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
75
FORSYTHE, S. J. Microbiologia da Segurança Alimentar. 1ed. Porto Alegre: Artmed, 2002.
FRANCO, B. D. G. M; LANDGRAF, M. Microbiologia dos Alimentos. 1ed. São Paulo:
Atheneu, 2008.
MENEZES, H. C; DRAETTA, I. S; SALES, A. M; LEITÂO, M. F. F; CAMPOS, S. D. S;
CABRAL, A. C. D; ORTIZ, S. A; MADI, L. F. C; SOLER, R. M; GAZETA, E. F. Frutas
tropicais e aspectos tecnológicos: Alguns aspectos tecnológicos das frutas tropicais e seus
produtos. 10ed. Governo do Estado de São Paulo: ITAL, 1980.
LINS, A. D. F; LIMA, A. L. R; MORAES, M. S; SAMPAIO, A. C. F; COSTA, M. L;
QUIRINO, D. J. G. Qualidade microbiológica de salada de frutas comercializadasem três
municípios do Cariri Cearense. Agropecuária técnica (AGROTEC), v. 35, n.1, p. 203-207,
2014. (ISSN: 0100-7467).
KOPF, C. Técnicas de processamento de frutas para a agricultura familiar. Boletim técnico.
1ed. Paraná: Unicentro, 2008.
SOUZA, F. G; CÓL, C. D. Elaboração, qualidade físico-química, microbiológica e sensorial da
salada de frutas em calda. Revista brasileira de produtos agroindustriais, v. 16, n.3, p. 313-317,
2014. (ISSN: 1517-859).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
76
ESTUDO DA VIABILIDADE DA PRODUÇÃO DE RECURSO ENERGÉTICO
ATRAVÉS DE REJEITOS AGROPECUÁRIOS VIA OBTENÇÃO DE BIOGÁS
LODIS, A. M.
ARANTES, M. M. K.
PAULA, V. I.
E-mail para contato: [email protected]
RESUMO:
O Brasil está no ranking dos maiores produtores agropecuários do mundo, como consequência
gera grandes quantidades de detritos orgânicos (esterco). Frente a este obstáculo inerente, o
biodigestor se expõe como uma possibilidade para o tratamento desses detritos, promovendo a
redução do seu potencial poluidor e gerando uma mistura gasosa com elevado potencial
energético, composta principalmente pelo gás metano (CH4), denominada biogás. Na vertente
econômica, o biogás já é competitivo em vista de outras fontes alternativas, como a energia
solar e até a geração a diesel, por exemplo. No presente trabalho, desenvolveu-se e aprimorou-
se protótipos de biodigestores em escalas laboratoriais, modelo Upflow anaerobic sludge
blanket (UASB), com o intuito de avaliar o seu rendimento em produção de biogás para os
diferentes tipos de biomassa tratadas. Como resultado principal, obteve-se aproximadamente
83% de rendimento da sua produção a partir de detritos da suinocultura, em relação ao
referencial teórico. Além disso, através da caracterização das biomassas da avicultura,
bovinocultura e suinocultura, pode-se traçar o perfil e analisar criticamente o potencial
energético de cada uma delas, ratificando os resultados obtidos no biodigestor e concluindo a
viabilidade do mesmo para o tratamento dos dejetos da suinocultura.
PALAVRAS - CHAVE: biodigestor, biogás, caracterização da biomassa agropecuária.
ABSTRACT:
Brazil ranks the world’s biggest agricultural producer, as a consequence it generates great
quantity of organic debris (manure). Facing with this inherent obstacle, the biodigestor allows
the possibility of treatment of these debris, promoting the reduction of its polluting potential
and generating a gaseous mixture with high energetic potential, compose mainly of methane
gas (CH4), named biogas. On the economic side, the biogas is already competitive according

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
77
to other alternative sources, such as the solar energy and also diesel generator, for instance. In
the present study, developed and improved prototypes of biodigestor in laboratory scales,
standard Upflow anaerobic sludge blanket (UASB), in order to evaluate its performance of
production of the biogas from different types of biomass treated. As the main result, obtained
approximately 83% in the production efficiency related to the pig farming debris, in relation to
theoretical background. In addition, through the description of poultry framing biomass, beef
arming and pig farming, may elaborate a profile and analyze the energetic potential in each one
of them critically by ratifying the results obtained from the biodigestor and completing the
viability of it for treating the pig farming debris.
KEYWORDS: biodigestor, biogas, description of agricultural biomass.
1. INTRODUÇÃO
A fim de suprir o aumento significativo no consumo de energia elétrica devido a
demanda tecnológica, difunde cada vez mais a preocupação e o cuidado com o meio ambiente
e revela um grande desafio contemporâneo; a urgência por recursos energéticos e tecnologias
sustentáveis, que reduzam as proporções de impactos socioeconômicos e culturais (AQUINO,
2014).
A produção de biogás surge como uma alternativa complementar a oferta de energia,
visando o atendimento às necessidades dos setores agrícola e agropecuário, os quais apresentam
grande potencial para consumo e produção do mesmo, bem como para estudo das ferramentas
de qualidade.
A combinação de poluição nas áreas rurais e a expansão dos sistemas confinados
suinícola e avícola no país, têm resultado no aumento da produção de dejetos os quais são,
muitas vezes, lançados irregularmente em rios, mananciais e lençóis freáticos (ANGONESE,
2004). O despejo incorreto desses resíduos em rios, lagos ou no meio ambiente, produz e libera
gases contribuintes ao efeito estufa, como o dióxido de carbono (CO2) e gás metano (CH4).
Porém, quando bem manejados, podem ser uma alternativa benéfica de proveito do poder
energético dos estercos ou, podem ainda ser aplicados como, fertilizantes e alimento para outras
espécies (OLIVEIRA, 2004).
A recuperação de uma tonelada de dióxido de carbono corresponde a um crédito de
carbono à empresa não emissora e/ou absorvedora do gás na atmosfera (PEREIRA, 2005). As
potencialidades e desafios dessa tecnologia garantem um desenvolvimento sustentável e

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
78
oferecem recursos menos honerosos para a sua implantação, proporcionando energia limpa e
distribuição correta dos efluentes gerados.
2. MATERIAIS E MÉTODOS
O estudo baseou-se no sequenciamento da proposta de iniciação científica de 2015-2016
“Estudo e Otimização do Processo Químico de Obtenção de Biogás Via Método Mecânico-
Biológico” do programa institucional de pesquisa e extensão do Centro Universitário Padre
Anchieta.
Os parâmetros da construção do reator foram estabelecidos com o propósito de
apresentar um esquema de baixo custo. Ao longo dos experimentos foram criados 5 protótipos
diferentes de biodigestores em sistema de “batelada” e com os volumes de operação variados,
o que proporcionou o aperfeiçoamento dos materiais, técnicas e ademais apresentar dados em
paralelo para o estudo.
O projeto consiste em um reator anaeróbio de manta de lodo com fluxo ascendente
(Upflow anaerobic sludge blanket - UASB), com sistema em batelada (CHERNICHARO,
2000). Esse modelo dispensa o uso de enchimentos por reter biomassa concentrada e de alta
atividade metanogênica, permitindo a condução das análises de otimização com maior rigor.
1.1.Preparo da “massa” de teste padrão
O biogás obtido a partir de dejetos orgânicos é constituído, principalmente, por metano
(CH4), dióxido de carbono (CO2), gás amônia (NH3), sulfeto de hidrogênio (H2S) e nitrogênio
(N2).
Para a composição do biodigestor considerou-se os materiais mais comumente
encontrados nos setores agrícola e agropecuário. Foram utilizadas matérias-primas que
compreenderam uma classe de tipos de resíduos para a fermentação anaeróbia, sendo elas:
dejetos suínos, bovinos e avícola. Tais materiais orgânicos foram obtidos em sítio familiar de
atividade rural (Sítio das Palmeiras) localizado na cidade de Tuiuti-SP. A alimentação diária
dos animais segue uma dieta regular para cada espécie, assegurando o padrão dos resultados
analíticos.
1.2.Materiais para Construção de Biodigestores Anaeróbicos
Utilizou-se os seguintes materiais para construção dos protótipos: Biodigestor (1)-
Recipientes de polietileno 20L, mangueiras PVC, válvula para saída de gás, manômetro e rolhas
de cortiça. Biodigestor (2)- Garrafas pet 2L e bexigas de látex. Biodigestor (3)- Recipientes de
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
79
plástico 5L, proveta graduada, espigões ¾ de poliuretano e mangueiras PVC. Biodigestor (4)-
Barril de inox 5L, válvulas pneumáticas, anéis de teflon, borracha, manômetro de escala 0 –
2psi Kg/cm2 e mangueira de borracha sintética. Biodigestor (5)- balde de aço 20L, manta de
lã de rocha, válvulas pneumáticas, anéis de teflon, borracha, termômetro, manômetro de escala
0 – 2psiKg/cm2 e mangueira de borracha sintética.
1.3.Trajetória Inicial e Alimentação dos Biodigestores
Na primeira fase do projeto foi construído um reator de capacidade para 20L. O
biodigestor (1) foi alimentado com 8Kg de material orgânico. A primeira massa testada foi
dejetos suínos, sendo esta também o principal componente de estudo. A concentração da
matéria bruta utilizada no primeiro experimento foi de 77,8%. O primeiro biodigestor
apresentou algumas falhas iniciais, quanto a, leitura do instrumento de medição de pressão,
prejudicando a demanda de tempo para avaliação. Enquanto o projeto principal foi sendo
aperfeiçoado, foram realizados outros protótipos em menor escala.
O segundo biodigestor foi feito para que se pudesse apresentar dados em paralelo ao
primeiro projeto, obtendo os primeiros resultados qualitativos da fermentação anaeróbia. Trata-
se de um sistema simples, de uma unidade de 2L, com uma saída para o gás, que será retido por
uma câmara de ar. Foi possível observar a eficácia de teores diferentes dados num mesmo
período de tempo. Alimentou-se o biodigestor (2) com uma massa total de 0,8kg.
Arquitetou-se o terceiro biodigestor em menor escala, intentando-se a obtenção de dados
quantitativos e parâmetros de recheios diversificados. Para esse modelo construiu-se dois
esquemas, um que, consiste em um complexo de duas unidades, sendo o primeiro recipiente
para receber a matéria orgânica e o segundo para acoplar o gás gerado. Ainda nesse reservatório
há uma saída para um conector até um manômetro de tubo fechado do tipo “U” o qual promove
a leitura da quantidade de gás produzido. O segundo esquema diferencia-se pela ausência do
segundo reservatório.
Foi possível gerenciar vários experimentos ao mesmo tempo, em circunstância de custo
de material e quantidade reduzida de matéria-prima. Alimentou-se o esquema 1 com 4kg de
massa para um recipiente de 5L, sendo a sua concentração igual a 80%. No esquema 2 efetuou-
se diversos testes com massa total de 3,0Kg nas seguintes concentrações de matéria orgânica,
80%, 75%, 60%, os quais permitiram a determinação quantitativa de biogás.
O quarto tipo foi elaborado com recipiente de inox, o material foi escolhido devido a
sua alta condutividade térmica, e eficiência no aproveitamento da energia solar para o seu

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
80
aquecimento. O biodigestor (4) foi abastecido com 3,0Kg de matéria orgânica à 80%. Logo nos
primeiros dias o manômetro já apontou atividade gerada pelos gases da primeira fase
fermentativa, aprovando o sistema e a vedação dos componentes.
Ao último experimento apeteceu uma escala maior, em concordância ao êxito do quarto
biodigestor. A dessemelhança entre ambos está no reator de aço, com 20L de capacidade
volumétrica, mais o acréscimo de um termômetro tipo espeto e envoltório de manta de lã de
rocha com 15mm de espessura. Administrou-se e registrou-se as temperaturas aderentes ao
processo. A fim de se evitar oscilações na temperatura interna do biodigestor, utilizou-se um
isolamento térmico, o qual revelou-se eficiente, mantendo a temperatura constante. O reator
anaeróbio foi alimentado com 16Kg de resíduo suíno puro, devido a sua elevada taxa de
umidade intrínseca, não havendo necessidade de diluição.
Figura 1: Linha de Biodigestores- Reator Anaeróbio UASB.
1.4.Caracterização da Matéria-Prima
Empreendeu-se as análises de Umidade (UM), Sólidos Totais (ST), Sólidos Voláteis
(SV), Cinzas, Proteína Bruta (PB), Nitrogênio Total (N), Potencial Hidrogeniônico (pH) e
Demanda Química de Oxigênio (DQO), as quais contribuíram para a caracterização dos

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
81
diferentes substratos destinados à biodigestão. Os locais de realização das análises foram o
laboratório de química do Centro Universitário Padre Anchieta e a Estação de Tratamento de
Efluentes (E.T.E) do munício de Valinhos. O período de coleta dos dados foi referente ao
primeiro semestre do ano de 2016. Todas as análises foram realizadas com os dejetos genuínos
(alimentação) e residuais (saída).
1.4.1. Determinação de Teor de Umidade (UM) e Sólidos Totais (ST).
Para a determinação do teor de umidade empregou-se o método de acordo com as
Normas Analíticas do Instituto Adolfo Lutz (IAL, 1985), perda por dessecação (umidade) –
secagem direta em estufa à 105ºC. Equação do Teor de Umidade (I).
%UM = {[(Cd.+Am. peso inicial)-Rp.]
m.am} ×100 (I)
Os valores obtidos pela equação (I), possibilitaram a efetividade do cálculo do Teor de
Sólidos Totais, conforme a equação (II).
%ST = 100% - %UM (II)
1.4.2. Determinação do Teor de Cinzas e Sólidos Voláteis (SV).
Para a determinação do teor de cinzas e sólidos voláteis, aplicou-se o método de Resíduo
por Incineração, proposto por (AOAC, 1996). O cálculo é representado pela equação do Teor
de Sólidos Voláteis aparente (III).
%SV aparente= {[(Cd.+Am. peso inicial)-Rp.]
m.am} ×100 (III)
Subtraindo-se o valor encontrado pela equação (I) da equação (III), obtém-se o valor
real de sólidos voláteis, de acordo com a equação (IV).
%SV real= %SV aparente - %UM (IV)
A razão do teor de sólidos voláteis pelos sólidos totais, pode ser expressa pela equação
(V).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
82
%SV = %SV real
% ST× 100 (V)
Com base nos resultados obtidos pela equação (III), calculou-se o Teor de Cinzas através
da equação (VI).
%Cinzas = 100% - %SV aparente (VI)
1.4.3. Determinação de Nitrogênio Total (N) e Proteína Bruta (PB)
A determinação do teor de Nitrogênio Total e Proteína Bruta se fundamentou a partir da
metodologia proposta por Kjeldahl em 1883, descrita no Manual de Normas Analíticas do
Instituto Adolfo Lutz (IAL, 1985). Equação do Teor de Nitrogênio (VI).
%𝐍 = (𝐕.𝐠𝐚𝐬𝐭𝐨 × 𝐌𝐭 × 𝐅𝐂𝐏 × 𝟏𝟒 × 𝟏𝟎𝟎
𝐦.𝐚𝐦 ) (VI)
Equação do Teor de Proteína (VII).
%PB = %N × FCP (VII)
Onde:
V. gasto = volume gasto (L), da solução de HCl utilizado na titulação.
Mt = Molaridade teórica do HCl utilizado na titulação.
FC = Fator de correção da solução de HCl utilizado na titulação.
FCP = Fator de conversão de proteína conforme o produto utilizado.
14 = Mol do Nitrogênio.
100 = Unidade de porcentagem.
m. am = Massa da amostra pesada (g).
Tabela 1 – Dados analíticos empregados na execução dos cálculos.
Amostras m. am (g) Mt (M) FCP FC
Aves 02 0,1 6,25 1,17
Bovino

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
83
Suíno
Fonte: Adaptado - Manual de Normas Analíticas do Instituto Adolfo Lutz (IAL, 1985).
1.4.4. Determinação do Potencial Hidrogeniônico (pH) e Demanda Química de Oxigênio
(DQO)
Analisou-se o potencial hidrogeniônico (pH) em solução à 10%, e a Demanda Química
de Oxigênio (DQO) das amostras foi analisada na Estação de Tratamento de Efluentes (E.T.E)
Capuava Valinhos, de acordo com o Standard Methods for the Examination of Water and
Wastewater 22ª edição.
3. RESULTADOS E DISCUSSÕES
A seguir apresentamos os principais resultados obtidos pelo estudo proposto.
1.5. Da perspectiva do Projeto Piloto
No presente trabalho, apresentou-se uma perspectiva da geração do gás biometano.
Através do reator anaeróbio, pode-se obter dados qualitativos e quantitativos. Ao longo de todo
projeto foram construídos alguns sistemas de digestão anaeróbia para a adoção em prática do
estudo da viabilidade do biodigestor, como pode ser observado mediante a tabela 2.
Tabela 2 – Experimentos/ Biodigestores e Testes Propostos
Experimentos Biodigestor Matéria-Prima Teor (%) Teste
Biogás Resultado
1 1 Dejetos Suíno 77,8 Qualitativo Não conforme
2 2 Dejetos Suíno 25 Qualitativo Conforme
3 2 Dejetos Suíno 50 Qualitativo Conforme
4 2 Dejetos Suíno 75 Qualitativo Conforme
5 2 Dejetos Suíno 100 Qualitativo Conforme
6 3 Dejetos Suíno 80 Quantitativo 83,27 %
7 3 Dejetos Bovino 80 Quantitativo 61,35 %
8 3 Dejetos Avícola 80 Quantitativo 14,36 %
9 4 Dejetos Suíno 80 Qualitativo Conforme
10 5 Dejetos Suíno 100 Qualitativo Conforme

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
84
Com a caracterização qualitativa observou-se a eficácia quanto à produção de biogás e
o proveito dos resíduos orgânicos provenientes dos dejetos suínos, bovinos e avícolas.
Na primeira fase do projeto houve algumas frustrações conformes primeiras tentativas
com o biodigestor (1). O mesmo não acusou nenhum trabalho exercido pela digestão anaeróbia.
Para o biodigestor (2) fora construído um sistema simples, intentando-se apenas o
apontamento do desprendimento de gases, mostrando resultados qualitativos. Também foi
possível observar a eficácia de diferentes teores, entre eles: 100%, 75%, 50% e 25%.
Os dados médios obtidos para determinação quantitativa do biogás foram dados pelo
biodigestor (3). Os resultados foram produzidos por um manômetro de tubo em “U”, o qual
possibilitou a leitura diária em volume (ml) de biogás gerado em função do tempo, os mesmos
estão representados pela tabela 3.
Tabela 3 - Volume (ml) de Biogás a partir de dejetos Suínos, Bovinos e de Aves.
Volume de Biogás (80%)
Tempo Suíno Bovino Avícola
1h 24ml 13ml 0ml
4h 110ml 62ml 5ml
8h 237ml 126ml 13ml
12h 375ml 190ml 32ml
24h 772ml 414ml 60ml
Os resultados do biodigestor (4) foram promissores, uma vez que, atingiu-se a pressão
de 0,55Kg/cm2 equivalente à 0,54 bar no 28º dia (pico mais alto), comprovando a presença de
biogás.
Findando o desempenho dos reatores, o biodigestor (5) se mostrou satisfatório durante
o período de confinamento da matéria orgânica. A leitura do manômetro foi de 0,8Kg/cm2
análogo à 0,784 bar, no pico mais alto. O isolamento térmico se mostrou eficiente mesmo nos
dias mais frios, a temperatura se manteve constante à 20°C, nos dias mais quentes aproveitou-
se do calor solar atingindo a temperatura de 30°C, conforme figura 4. A presença do gás metano
foi aprovada segundo teste de chamas, no qual houve a queima rápida, mas expressiva do gás
comburente.
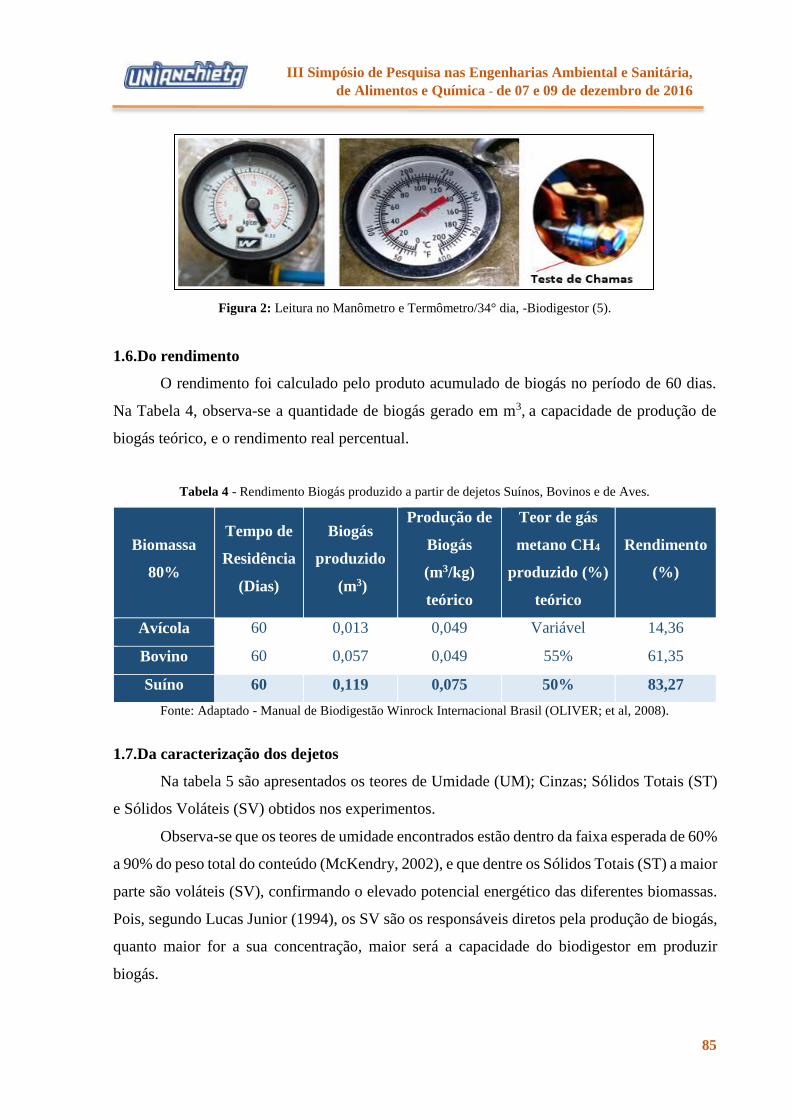
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
85
Figura 2: Leitura no Manômetro e Termômetro/34° dia, -Biodigestor (5).
1.6.Do rendimento
O rendimento foi calculado pelo produto acumulado de biogás no período de 60 dias.
Na Tabela 4, observa-se a quantidade de biogás gerado em m3, a capacidade de produção de
biogás teórico, e o rendimento real percentual.
Tabela 4 - Rendimento Biogás produzido a partir de dejetos Suínos, Bovinos e de Aves.
Biomassa
80%
Tempo de
Residência
(Dias)
Biogás
produzido
(m3)
Produção de
Biogás
(m3/kg)
teórico
Teor de gás
metano CH4
produzido (%)
teórico
Rendimento
(%)
Avícola 60 0,013 0,049 Variável 14,36
Bovino 60 0,057 0,049 55% 61,35
Suíno 60 0,119 0,075 50% 83,27
Fonte: Adaptado - Manual de Biodigestão Winrock Internacional Brasil (OLIVER; et al, 2008).
1.7.Da caracterização dos dejetos
Na tabela 5 são apresentados os teores de Umidade (UM); Cinzas; Sólidos Totais (ST)
e Sólidos Voláteis (SV) obtidos nos experimentos.
Observa-se que os teores de umidade encontrados estão dentro da faixa esperada de 60%
a 90% do peso total do conteúdo (McKendry, 2002), e que dentre os Sólidos Totais (ST) a maior
parte são voláteis (SV), confirmando o elevado potencial energético das diferentes biomassas.
Pois, segundo Lucas Junior (1994), os SV são os responsáveis diretos pela produção de biogás,
quanto maior for a sua concentração, maior será a capacidade do biodigestor em produzir
biogás.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
86
É importante ressaltar que dentre os três diferentes tipos de biomassa há também
diferença na concentração teórica de metano (CH4), conforme descrito na tabela 4. E, portanto,
apesar da biomassa avícola apresentar o maior percentual de sólidos voláteis, isso não quer dizer
que a mesma possua o maior potencial energético, pois, a sua concentração de metano é variável
de acordo com fatores de alimentação, criação, estação do ano, local, entre outros. Em
contrapartida, o teor de voláteis da biomassa suína apresenta a expectativa de concentração de
metano (CH4) em 50%, também descrito na tabela 4, tal fato nos faz compreender que a
biomassa suína, dentre as três estudadas, possui o maior potencial em produção energética de
gás metano (CH4).
Tabela 5 – Resultados obtidos dos teores de Umidade, Cinzas, Sólidos Totais e Voláteis nas diferentes biomassas.
Dejeto bruto UM (%) Cinzas (%) ST (%) SV (%)
Avícola 85,74 2,26 14,26 84,15
Bovino 83,21 6,77 16,79 59,68
Suíno 82,84 3,57 17,16 79,20
Na tabela 6 estão apresentados os valores encontrados de potencial hidrogeniônico (pH);
matéria-orgânica; nutrientes e Demanda Química de Oxigênio (DQO) nos diferentes tipos de
biomassa, antes e pós digestão.
Os resultados obtidos dos teores de pH são satisfatórios, tendo em vista que as bactérias
metanogênicas, produtoras de metano (CH4), têm o maior crescimento na faixa de pH próximo
de 7 (PECORA, 2006), isso indica também que o tempo de retenção, 60 dias, foi suficiente para
a ocorrência das 4 fases do processo fermentativo, realizado pelas bactérias (OLIVEIRA, 2004).
Como complemento disso, é possível observar também a redução da quantidade de
proteínas e nitrogênio da biomassa a ser alimentada em relação à biomassa residual, tal
acontecimento possivelmente se deva à utilização dos mesmos para o crescimento microbiano,
ou seja, no período observado de 60 dias, houve o consumo dos nutrientes e por consequência
a redução do teor de matéria-orgânica. Embora tenha se dado essa redução, os valores de saída
ainda permanecem elevados.
Tabela 6 - Médias (mg.L-¹) dos parâmetros observados de pH; Proteína Bruta (PB); Nitrogênio Total (NT) e
Demanda Química de Oxigênio (DQO) na alimentação e o efluente do biodigestor.
Tipo de Dejeto pH PB (mg.L-¹) NT (mg.L-¹) DQO (mg.L-1)
Entrada Avícola 7,56 45.600 7.300 189

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
87
Bovino 7,45 44.400 7.100 214
Suíno 7,90 56.300 9.000 227
Saída
Avícola 7,76 18.900 3.000 146
Bovino 7,31 14.700 2.300 168
Suíno 7,35 26.100 4.200 183
1.8. Da análise do Custo da Produção de Eletricidade via Biogás
A comparação entre os custos mínimo e máximo do biogás frente à outras formas
alternativas de energia, foi feita com base na tabela 7, a qual permitiu analisarmos que em
relação a outras formas de energia, tais como, energia solar e a diesel, o preço pago pelo biogás
é competitivo.
Tabela 7 – Comparação entre os custos mínimo e máximo do biogás frente a outras formas alternativas de energia.
Sistema Energia (R$/MWh)
Biogás 67 a 190
Fotovoltaico 200 a 400
Eólico 50 a 80
Biomassa 40 a 70
Motor Diesel 100 a 300
Micro Central Hidrelétrica 20 a 40
Fonte: Ministério de Minas e Energia – Prodeem (1999).
4. CONCLUSÃO
A análise de caracterização dos diferentes tipos de biomassa permite concluir que os
dejetos advindos da suinocultura possuem o maior potencial energético em termos de produção
de biogás e consequentemente metano (CH4), em relação aos demais dejetos estudados,
avicultura e bovinocultura.
A construção do biodigestor foi aprimorada com maior eficiência ao processo
fermentativo e, por conseguinte os resultados foram satisfatórios quanto ao rendimento de
biogás produzido, demonstrando a viabilidade da sua implementação no quesito de “baixo
custo”.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
88
O protótipo proposto ainda é limitado quanto à destinação do gás produzido, pois para
utilização do mesmo faz-se necessário a remoção de algumas impurezas, tais como ácido
sulfídrico (H2S). Também não deve ser considerado um sistema definitivo para o tratamento
anaeróbio dos dejetos, pois, não é totalmente eficiente quanto a remoção de carga orgânica e
nutrientes. Uma possível solução para a destinação da biomassa residual é a sua utilização como
fertilizante orgânico na área agrícola, o que pode até ser considerado um ganho financeiro,
tendo em vista a possibilidade de venda.
5. REFERÊNCIAS BIBLIOGRÁFICAS
AOAC (ASSOCIATION OF OFFICIAL ANALYTICAL CHEMISTS). Official Methods of
analysis of the Association of Official Analytical Chemists (method 900.02). Arlington:
A.O.A.C., 1996 chapter 44. p. 3.
ANGONESE, A. R.; et al. 2004; Revista Brasileira de Engenharia Agrícola e Ambiental.
Disponível em: <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1415-
43662006000300030>/ Acesso em: 05 fev. 2016.
AQUINO, T. G.; et al. 2014; Revista Científica da Faculdade de Educação e Meio Ambiente
5(1): p. 140-149, jan-jun, 2014. Disponível em:
<http://www.faema.edu.br/revistas/index.php/RevistaFAEMA/article/viewFile/221/171>.
Acesso em: 01 fev. de 2016.
CHERNICHARO, C. A. L. 2000; Reatores Anaeróbios. 2. ed. Belo Horizonte: Departamento
de Engenharia Sanitária e Ambiental da UFMG, 2000. 245 p. (Princípios do tratamento
biológico de águas residuárias, 5).
IAL (Instituto Adolfo Lutz. Normas Analíticas do Instituto Adolfo Lutz). v. 1: Métodos
químicos e físicos para análise de alimentos, 3. ed. São Paulo: IMESP, 1985. p. 98.99/ p.
105.106 p.122.123.124.p.381.382.383.
LUCAS JR., J. Algumas considerações sobre o uso do estrume de suínos como substrato para
três sistemas de biodigestores anaeróbios. 1994. 113p. Tese (Livre Docência) - Faculdade de
Ciências Agrárias e Veterinárias, Universidade Estadual Paulista, Jaboticabal.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
89
MCKENDRY, P. Energy production from biomass (part 1): overview of biomass. Bioresource
Technology, Volume 83, Número 1, maio 2002, p. 37-46, 2002.
OLIVER, A. P. M.; et al. 2008; Manual de Biodigestão Winrock Internacional Brasil / Usaid.
Versão 2.0, Fevereiro/2008. Disponível em: <
http://www.ieham.org/html/docs/Manual_Biodigestao.pdf> Acesso em: 16 de Julho de 2016.
OLIVEIRA, P. A. V. de. Produção e aproveitamento do biogás. In: OLIVEIRA, P. A.V. de et
al. Tecnologias para o manejo de resíduos na produção de suínos: Manual de boas práticas.
Concórdia: Gestão Integrada de Ativos Ambientais, 2004. Cap. 4, p. 42-55.
PECORA, V. Implantação de uma unidade demonstrativa de geração de energia elétrica a
paritr do biogás de tratamento do esgoto residencial da USP – Estudo de caso, 2006. 152 p.
Dissertação de Mestrado – Programa Interunidades de Pós-Graduação em Energia da
Universidade de São Paulo – PIPGE.
PEREIRA M. L. Biodigestores: opção tecnológica para a redução dos impactos ambientais na
suinocultura. São Paulo, SP, 2005; Acesso em: 14 fev. 2016.
BARRA DE CEREAL SALGADA ELABORADA A PARTIR DE RESÍDUOS DO
PROCESSAMENTO DE UVA

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
90
BARRO, M. D.
MENDES, L. C.
BRETERNITZ, N. R.
E-mail para contato: [email protected]
RESUMO:
A quantidade de resíduos provinda do processamento de uvas causa enorme encargo ambiental,
visto que o bagaço (casca, semente e bitartarato de potássio) da uva pode ser reaproveitado na
elaboração de subprodutos com o intuito de diminuir o descarte desse resíduo, agregando valor,
reduzindo o passivo ambiental e contribuindo para a sustentabilidade de cadeias do
agronegócio. O presente estudo teve como objetivo desenvolver e caracterizar físico-
quimicamente uma barra de cereal salgada a partir dos resíduos de processamento da uva e
avaliar sua aceitação pelo público. Foram elaboradas três formulações nos sabores “tomate”,
“cebola e salsa” e “Natural”. Quanto ao sabor, as amostras de “tomate” e “cebola e salsa”
obtiveram as maiores médias. As barras de cereal foram caracterizadas quanto ao teor de
lipídeos, acidez, umidade e cinzas. Análise sensorial de aceitação com escala hedônica de 9
pontos e intenção de compra foi aplicada à 62 julgadores. Os produtos apresentaram coloração
característica dos condimentos adicionados, porém foram pontuados como quebradiços,
constatando a necessidade de melhoramento da textura. Quanto ao sabor, as amostras de
“tomate” e “cebola e salsa” obtiveram as maiores médias. As barras de cereal foram
caracterizadas quanto ao teor de lipídeos, acidez, umidade e cinzas. Análise sensorial de
aceitação com escala hedônica de 9 pontos e intenção de compra foi aplicada à 62 julgadores.
PALAVRAS-CHAVE: uva, resíduos, barras de cereal salgadas, análise sensorial, aceitação.
ABSTRACT
The amount of waste from grape processing, brings huge environment responsibility since
grape pomace (bark, seed, potassium bitartarate) can be reutilized for elaboration of by-products
with the intention of reduce the discard of this residue, adding value, reducing environmental
liability and contributing for agribusiness chain sustainability. In this context, the aim of this
study was the development and characterization of a salty cereal bar from processing grape
waste and evaluating the product sensorial acceptation. There were elaborated three
formulations designated as “tomato”, “onion and parsley”, and “Natural”. The salty cereal bars

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
91
were analyzed for lipid, acidity, moisture and ash content. The “tomato” and “onion and
parsley” samples obtained the best evaluation for the flavor criteria. The sensorial acceptance
analysis was applied to 62 judges, using a nine point hedonic scale and a purchase intent test.
The products showed specific color from added condiments and were identified as crumbly,
noticing the necessity of more studies for texture improvement.
KEYWORDS: grape, residue, salty cereal bars, sensory analysis, acceptance.
1. INTRODUÇÃO
O Brasil produz uma grande quantidade de uva, tanto para fins industriais como de mesa.
No processamento, a geração de resíduos pode ser um enorme encargo ambiental, visto que o
bagaço da uva oriundo de processamento corresponde a cerca de 16% da fruta processada.
Agregar valor aos resíduos da indústria, usando-os como ingredientes em alimentos de consumo
humano, resulta em impactos positivos em termos econômicos e ambientais. Por isso, o
aproveitamento dessas cascas, sementes e bitartarato de potássio encontrados no bagaço da uva
pode ser uma alternativa para diminuir o descarte desse resíduo, agregando valor, reduzindo o
passivo ambiental e colaborando para a sustentabilidade de cadeias produtivas do agronegócio
(BASTOS, 2014). Com as campanhas de redução de consumo de sódio, o uso do bitartarato de
potássio poderá eventualmente substituir ou reduzir a adição de cloreto de sódio, somado à
aplicação de condimentos como alho, cebola, salsa, limão, pimenta, manjericão, entre outros.
As barras de cereais estão no mercado há algum tempo como uma alternativa de
alimentação saudável e prática, atendendo assim às necessidades do consumidor que se
preocupa com aspectos relacionados à saúde e bons hábitos alimentares com a vantagem de
serem práticas, fáceis de transportar e armazenar. O sabor salgado em barras de cereais pode
ser considerado como uma proposta inovadora no mercado, já que este tipo de snack é
encontrado quase sempre na versão adocicada. Pode ser também outra oportunidade de lanches
rápidos e práticos para pessoas que tenham restrição ao consumo de açúcares (ingrediente
significativo de barras de cereais doces). Nesse desenvolvimento de um novo produto, a
avaliação sensorial tem um papel fundamental, visto que é utilizada como principal instrumento
para a definição da formulação preferida pelo consumidor (OLIVEIRA; RODRIGUES, 2012).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
92
Tendo em vista a grande quantidade de resíduo do processamento de uva e a perspectiva
do desenvolvimento de um novo produto com potencial de mercado, o objetivo deste trabalho
foi o desenvolvimento de três formulações de barras de cereal salgada, com adição de bagaço
de uva (casca, sementes e bitartarato de potásio), óleo de uva e outros condimentos como
tomate, cebola, salsa e alho.
2. REVISÃO BIBLIOGRÁFICA
2.1 Resíduos da produção de uva
Em 2013, a safra de uva no Brasil gerou 1,3 milhão de toneladas da fruta, dentre os quais
836 mil toneladas foram processadas, produzindo aproximadamente 134 mil toneladas de
resíduos. O aproveitamento destes resíduos pode ser encarado como uma alternativa para a
redução do seu descarte, reduzindo o impacto ambiental, agregando valor e contribuindo para
a sustentabilidade do agronegócio brasileiro (BASTOS, 2014). O bagaço resultante da produção
de polpa de uva é composto basicamente por semente, cascas e engaços. A semente é
constituída por fibras, proteínas, taninos, açúcares, sais minerais e óleo. O óleo da semente de
uva pode ser extraído pelo processo físico de prensagem. A casca possui antocianidinas e
antocianinas (antioxidantes), além de fibras, corantes naturais e polifenóis. Já o engaço é
composto por taninos e tartaratos brutos, em especial o bitartarato de potássio (MURGA et al.,
2000).
2.2 Barras de cereal
O mercado brasileiro de produtos saudáveis movimenta 35 bilhões de dólares ao ano,
cujas vendas cresceram cerca de 98% de 2010 a 2015. No mesmo período, outros alimentos e
bebidas tradicionais cresceram 67%. Em uma pesquisa recente com 18.000 pessoas de 18
países, 79% dos brasileiros citaram como prioridade de vida a saúde e a nutrição. Essa
porcentagem é mais alta quando comparada ao Reino Unido e Estados Unidos com média de
55% e 66%, respectivamente (LÜDERS, 2015).
A ANVISA (Agência Nacional de Vigilância Sanitária) define as barras de cereais
como: “os produtos obtidos a partir de partes comestíveis de cereais, podendo ser submetido a
maceração, moagem, extração, tratamento térmico e outros processos tecnológicos

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
93
considerados seguros para a produção de alimentos” (BRASIL, 2005). As barras de cereais
podem ser divididas em alguns tipos: 1) fibrosas, ricas em fibras e com alto teor de glicose e
consequentemente altas fontes de energia; 2) barras energéticas, ideais para consumo durante e
antes de exercícios por serem mais calóricas e 3) barras proteicas, que são consumidas por quem
deseja adquirir massa muscular, pois esse produto tem menor teor lipídico e mais proteínas
(DEGÁSPARI; BLINDER; MOTTIN, 2008). São encontradas também no mercado as barras
light, com teor reduzido de calorias, e as diet, isentas de açúcar.
A produção de barras de cereais é simples, envolvendo etapas básicas de mistura,
assamento/secagem, resfriamento, corte e padronização de formato (FAGUNDES, 2010). Entre
os principais equipamentos utilizados para a montagem de uma linha de produção de barras de
cereal, estão, misturador, laminadora, forno, mesa de corte e embaladora contínua. Há também
os cuidados com armazenamento e manipulação de matérias-primas e produto acabado, assim
como o acondicionamento do produto acabado em embalagem secundária para transporte e
armazenamento seguros (MAESTRI; FERREIRA; PASQUALLI, 2012).
Diversos ingredientes podem ser utilizados para a elaboração de barras de cereais
salgadas. Os condimentos e especiarias têm sido amplamente utilizados para conferir aroma e
sabor salgado à diversos alimentos, substituindo ou reduzindo a necessidade de adição de sal.
Por possuírem atividades antimicrobianas e antioxidantes, tornam-se excelentes agentes
conservadores (MORAIS et al, 2009). Há muito tempo o óleo de uva vem sendo utilizado como
óleo comestível. É composto em sua maioria por oleína, ácido linoleico, ácido palmítico, ácido
iristínico e ácido esteárico (MIRONEASA et al., 2010). Os flocos de arroz são um ingrediente
comum da maioria das barras de cereais, por serem crocantes e possuirem sabor neutro. Seu
processo de fabricação é simples, no qual o arroz é seco, descascado, polido e extrusado,
podendo ou não ocorrer a adição de glicose na última etapa (SAMPAIO, 2009). A batata em pó
em é obtida a partir da secagem de purê de batata que pode ser posteriormente reconstituído
com água ou leite, assemelhando-se ao purê elaborado com batatas frescas. Pode ser usada
como espessante para alimentos e outras finalidades, como na formulação de biscoitos e
recheios, molho branco, empanados, batatas fritas formuladas, dentre outas (LEONEL, 2005).
Quando processada, a castanha apresenta alto teor de gordura (43,5%), teor de umidade baixo
e aproximadamente 18% de proteínas, além de carboidratos, ferro, cálcio, fósforo e sódio
(SINDICATO, 2016). O amendoim é constituído por cerca de 49% de gorduras e 25% de
proteínas, possui ainda compostos como o ômega 3, ômega 6, vitamina E e vitaminas do

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
94
compexo B, ácido fólico, ferro, magnésio, selênio, cálcio, fósforo, potássio e fibras (ABICAB,
2012).
2.3 Análise sensorial
A análise sensorial é uma técnica usada para determinar diferenças, definir e avaliar
atributos sensoriais dos produtos e indicar se as diferenças dos produtos podem ser detectadas
e aceitas pelo consumidor. Tanto no desenvolvimento de novos produtos quanto no controle de
qualidade, a avaliação das características sensoriais de um produto é importante em diversas
ocasiões. Os testes de aceitação permitem adquirir respostas a diferentes questões sobre os
produtos, como, a sua aceitabilidade, a definição sobre a superioridade ou não em relação ao
produto concorrente ou antecessor, quais são as melhores características do produto e a
possibilidade de ser o preferido do consumidor. Ajudam também a identificar falhas, diferenças
sensoriais entre produtos e se modificações na formulação aproximam as características
sensoriais do produto ao seu público alvo (NORONHA, 2003).
Nos testes hedônicos (ou afetivos) o julgador aponta a sua reação pessoal, indicando se
gosta ou não gosta do produto, se o aceita ou não e se prefere um produto a outro. São utilizados
em situações como a manutenção das características de um dado produto, a melhoria ou
otimização de um produto, o desenvolvimento de novos produtos e a avaliação do potencial de
mercado (NORONHA, 2003). Para definir a preferência do julgador entre as amostras, as
respostas obtidas nos testes de escala hedônica são submetidas a análises estatísticas e
convertidas em dados numéricos (GUAGLIANONI, 2009). Normalmente são aplicados a
análise de variância (ANOVA) e o teste de diferença de médias, como o de Tukey.
3. MATERIAIS E MÉTODOS
3.1 Desenvolvimento da barra de cereal
Três formulações de barra de cereais foram desenvolvidas, variando as opções de
sabores: “Natural”, “Cebola e Salsa” e “Tomate”, nas quais foram utilizados os ingredientes
relacionados na Tabela 1. Os resíduos do processamento de polpa de uva foram cedidos pela
empresa Mais Fruta Indústria e Comércio Ltda. (Jarinu, São Paulo). Os condimentos e
especiarias foram cedidos pela Fuchs Gewurze do Brasil Ltda. (Itupeva, São Paulo). Os demais
ingredientes foram comprados no comércio da região de Jundiaí, São Paulo.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
95
Tabela 1: Formulações para desenvolvimento da barra de cereal salgada
Tipo/ingredientes Natural (%) Cebola e salsa (%) Tomate (%)
Água 10,0 10,0 10,0
Bagaço de uva 20,0 20,0 20,0
Óleo de uva 15,0 15,0 15,0
Flocos de arroz 25,0 25,0 25,0
Castanha de caju 10,0 10,0 10,0
Amendoim 10,0 10,0 10,0
Batata em flocos 10,0 5,0 2,0
Cebola em pó / granulada - 1,5 / 1,5 -
Salsa em pó / flocos - 1,0 / 1,0 -
Alho em pó / granulado - - 1,5 / 2,0
Tomate em pó / granulado - - 1,0 / 3,0
Manjericão em flocos - - 0,5
TOTAL 100 100 100
O desenvolvimento das barras de cereal foi realizado em bateladas de 1 kg de
ingredientes. Após mistura e formação de massa homogênea, esta foi compactada em bandejas
de aço inox forradas com papel manteiga, formando lâminas com 1 cm de espessura e cortada
em pedaços de 2,5×3,0 cm (L×C), resultando em amostras de barra de cereal com
aproximadamente 8 g, suficientes para a degustação na análise sensorial. A secagem foi
realizada em forno convencional a 180 °C, durante 15 min. Após secagem, as amostras foram
resfriadas a temperatura ambiente e acondicionadas em recipientes hermeticamente fechados,
ao abrigo da luz e em temperatura ambiente até o momento das análises de caracterização físico-
química e análise sensorial.
1.1 Caracterização físico-química
A umidade foi determinada em um analisador de umidade por infravermelho modelo
IV2500 da Gehaka a 120 ºC por 30 min, em triplicata. As análises de cinzas, gordura e acidez
titulável em ácido tartárico, foram realizadas em triplicata, segundo as metodologias descritas
nas Normas Analíticas do Instituto Adolfo Lutz (IAL, 2008). O cálculo de acidez (g/100 g) foi

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
96
feito pela Equação 1, onde: N é a normalidade da solução de hidróxido de sódio; n é o volume
(mL) da solução de hidróxido de sódio gasto na titulação; p é a massa da amostra (g); V é o
volume (mL) da amostra; Eq é o equivalente-grama do ácido. O Equivalente-grama que foi
utilizado para cálculo foi tomado conforme determinam os padrões de identidade, no caso da
uva usou-se o ácido tartárico com equivalente grama de 75,04 (BRASIL, 1986).
pV
EqNnATT
[1]
1.2 Análise sensorial
A realização da análise sensorial foi previamente aprovada pelo Comitê de Ética em
Pesquisa (CEP) do Centro Universitário Padre Anchieta (UniAnchieta), com o número de
parecer 1.708.621. A análise sensorial foi realizada por meio de teste de aceitação, com 62
provadores não treinados, usando escala hedônica de 9 pontos (1 = “desgostei extremamente”;
9 = “gostei extremamente”), para avaliação dos atributos de aparência geral, cor, sabor e textura.
Os provadores foram voluntários adultos, de ambos os sexos, funcionários, alunos ou visitantes
do UniAnchieta, e que não possuíam alergia aos ingredientes do produto. Para fazer uma análise
estatística comparativa das respostas em função de idade e/ou sexo, foram incluídas perguntas
relativas à estas informações. Também foi aplicada uma pergunta sobre intenção de compra do
produto, caso ele estivesse disponível no mercado, com as opções “sim” e “não” para serem
assinaladas. A Figura 1 apresenta a ficha de avaliação de aceitação das barras de cereal,
conforme proposto por Dutcosky (2011).

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
97
Figura 1: Ficha de avaliação de aceitação das barras de cereal salgadas.
Foram oferecidos pedaços de aproximadamente 8 g de cada uma das 3 barras de cereal
salgadas desenvolvidas. As amostras foram oferecidas em copos descartáveis, codificados com
três algarismos arábicos aleatórios para evitar indução a erro. Foi oferecida água filtrada para
limpar o palato entre a degustação de uma amostra e outra. Uma amostra comercial de espessura
fina e crocante de gergelim com linhaça e castanha de caju de aproximadamente 10 g foi usada
como referência comercial.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
98
1.3 Análise estatística
A análise estatística dos resultados foi feita através de análise de variância (ANOVA),
com determinação de diferença significativa pelo Teste de Tukey, a p ≤ 5%, utilizando o
software de análise estatística Assistat versão 7.7 bet.
4. RESULTADOS E DISCUSSÃO
1.4 Desenvolvimento da barra de cereal
A Figura 2 mostra as barras de cereal salgadas preparadas conforme formulações
apresentadas na Tabela 1, prontas para o acondicionamento hermético. Os produtos
apresentaram coloração característica dos condimentos adicionados. A barra sabor tomate teve
coloração avermelhada devido à presença de tomate em pó e em flocos, o produto sabor cebola
e salsa apresentou coloração esverdeada provocada pela presença da salsa em flocos e também
em pó e o produto sabor natural teve coloração castanho clara. Os três produtos apresentaram
odor padrão de seus condimentos, conforme foi notado pelos avaliadores na análise sensorial.
Quanto à espessura, todas as amostras produzidas possuíam cerca de 1 cm, aproximadamente
3 vezes maior se comparadas à amostra comercial. A textura das barras produzidas foi apontada
por julgadores como “muito quebradiça” ou “se desfaz com facilidade”. Essa característica
pode ser devido ao tipo de ligante usado na produção, no caso a batata em flocos e o óleo de
uva. A amostra comercial obteve resultados melhores nesse quesito por possuir um componente
ligante mais efetivo.
Tomate
Natural
Cebola e Salsa
Amostra Comercial
Figura 2: Barras de cereais desenvolvidas oferecidas aos provadores na análise sensorial.
1.5 Análise sensorial
A Tabela 2 apresenta as médias de cada atributo avaliado para cada amostra das barras de
cereal salgada, indicando que os sabores Tomate, Original e Cebola e Salsa não diferiram

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
99
significativamente entre si ao nível de 5% de significância. Já a amostra comercial apresentou
diferença significativa em todos os atributos.
Tabela 2: Médias dos atributos das amostras de barra de cereal salgadas.
Atributos Amostras
Tomate Natural Cebola e Salsa Comercial
Aparência 6,48± 1,77b 5,91±1,77b 6,21±1,78b 7,77±1,01a
Cor 6,51±1,66b 6,01±1,62b 6,03±1,81b 7,66±1,11a
Sabor 5,29± 1,99b 4,89±1,89b 5,14±2,30b 7,84±1,24a
Textura 5,34±2,11b 4,85±1,99b 5,59± 2,23b 7,81±1,26a
*Letras iguais na mesma linha indicam que as amostras não diferem entre si ao nível de 5%.
As Figuras 3, 4, 5 e 6, representam a distribuição de notas da escala hedônica para cada
atributo. É possível perceber que os atributos melhor pontuados das amostras desenvolvidas
foram “aparência geral”, “cor” e “sabor”, onde a moda variou de 6 a 8. O atributo “textura” foi
melhor pontuado para a amostra comercial, que possuía um ligante derivado glicosídico, que
lhe conferia firmeza e crocância. Porém as amostras desenvolvidas neste trabalho não possuíam
o mesmo ligante. Sendo assim, o presente resultado sugere a necessidade de continuidade no
estudo no intuito de testar ligantes apropriados e satisfatórios.
Na Figura 3 é possível observar que a média e a moda em relação ao sabor foram,
respectivamente de 5,29 e 6 para a barra de “tomate”; 4,80 e 4 para “natural”; 5,14 e 5 para
“Cebola e Salsa”; 7,83 e 9 para a “comercial”. Apesar das notas dos três primeiros sabores se
mostrarem razoáveis, no campo de observações dos 62 provadores, 16% anotaram que a barra
de “tomate” foi uma das mais saborosas, porém apresentava acidez e amargor acentuados; cerca
de 2% dos avaliadores anotaram que o sabor da barra “Natural” não era agradável; 5% anotaram
que a de “Cebola e Salsa”, apesar de apresentar amargor, era muito saborosa; e por fim 12%
dos provadores anotaram que a barra comercial era muito saborosa, porém o sabor doce não era
muito agradável.
Figura 3: Distribuição de notas da escala hedônica para o atributo sabor das barras de cereal salgadas. Da
esquerda para a direita: ■–tomate, ■–natural, ■–cebola e salsa e ■–comercial.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
100
Na Figura 4 observa-se que a cor foi o atributo em que as barras desenvolvidas tiveram
maior pontuação com notas médias de 6 e 7 e moda 8. Cerca de 9% elogiaram a cor das amostras
de “tomate e “cebola e salsa”; e cerca de 2% observou que a cor da barra “Natural” não era
chamativa. E apesar da amostra comercial também ter sido pontuada, não despertou muito
interesse para 2% dos avaliadores.
Figura 4: Distribuição de notas da escala hedônica para o atributo cor das barras de cereal salgadas. Da esquerda
para a direita: ■–tomate, ■–natural, ■–cebola e salsa e ■–comercial.
A Figura 5 demonstra que apesar das médias do atributo textura das amostras
desenvolvidas serem próximas de 5, a moda variou entre 6 e 7. De acordo com as observações
anotadas nas fichas de avaliação, 10% dos avaliadores consideraram essas amostras como
quebradiças. A amostra comercial teve a melhor avaliação nesse atributo, com nota média de
7,8 e moda 9, que de acordo com 8% do grupo, possuia crocância agradável.
Figura 5: Distribuição de notas da escala hedônica para o atributo textura das barras de cereal salgadas. Da
esquerda para a direita: ■–tomate, ■–natural, ■–cebola e salsa e ■–comercial.
No atributo de aparência geral (Figura 6), as três amostras desenvolvidas tiveram notas
médias bem próximas, variando de 6 a 6,5, porém a moda das notas para os sabores “tomate” e
“Cebola e Salsa” foram de 8 e 7, respectivamente. Elas se sobressairam em relação ao sabor
“Natural” que obteve nota média 6 e moda 5. De forma geral, a amostra comercial foi a melhor
pontudada com média e moda 8.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
101
Figura 6: Distribuição de notas da escala hedônica para o atributo aparência geral das barras de cereal salgadas.
Da esquerda para a direita: ■–tomate, ■–natural, ■–cebola e salsa e ■–comercial.
A Figura 7 retrata a intenção de compra entre homens e mulheres das barras oferecidas.
As preferências do público feminino participante foram os sabores “Tomate” e “Cebola e
Salsa”. Já os homens que participaram demonstraram uma maior intenção de compra da barra
de sabor “Natural”. Provadores de ambos os sexos tiveram significativa intenção de compra da
barra comercial oferecida, mostrando-se bem aceita por parte do consumidor. Dentre os 62
provadores, havia 41 mulheres e 21 homens, entre 18 e 57 anos. O maior percentual dos
provadores foi o de participantes na faixa etária de 20 à 23 anos (72,5%), correspondente à faixa
etária que mais consome esse tipo de produto.
Figura 7: Intenção de compra em relação ao gênero dos provadores.
1.6 Caracterização físico-química
Os resultados de umidade, lipídeos, cinzas e acidez estão apresentados na Tabela 3.
Observou-se uma grande porcentagem de lipídeos, cuja média mais alta foi de 33,85% e a mais
baixa de 25%. Possivelmente, essa alta quantidade seja proveniente do óleo de uva adicionado
na formulação e também dos outros componentes do produto, principalmente do amendoim e
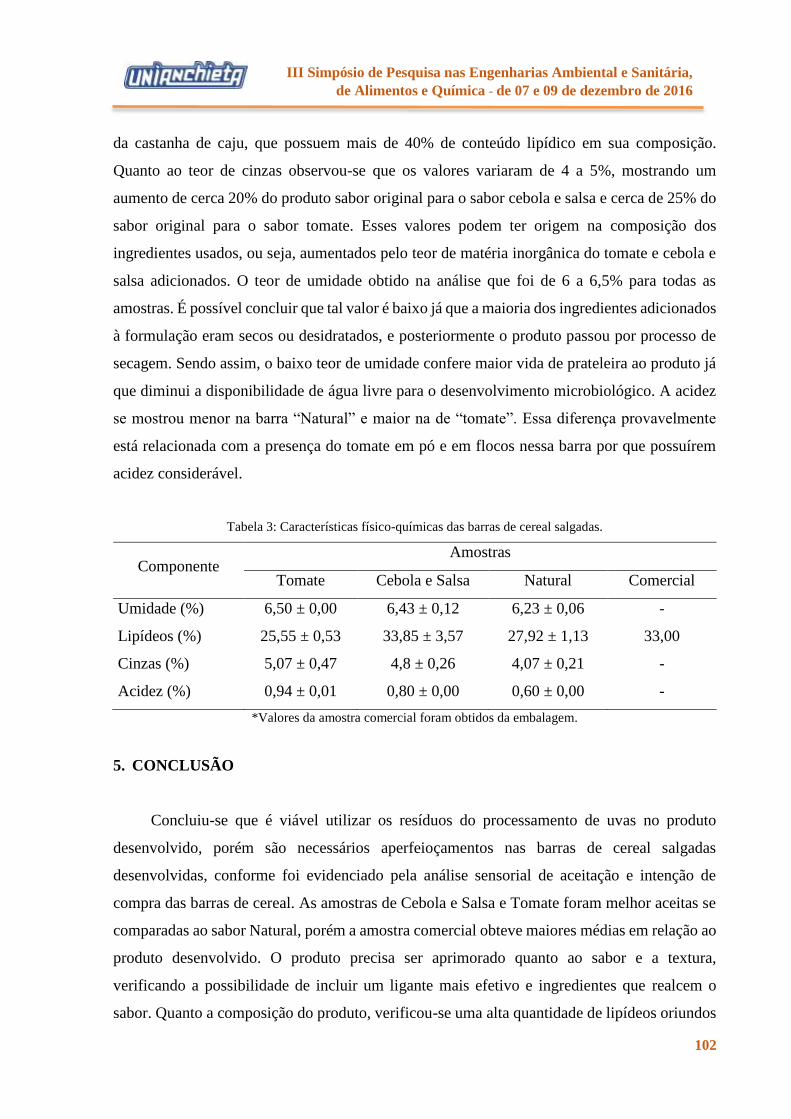
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
102
da castanha de caju, que possuem mais de 40% de conteúdo lipídico em sua composição.
Quanto ao teor de cinzas observou-se que os valores variaram de 4 a 5%, mostrando um
aumento de cerca 20% do produto sabor original para o sabor cebola e salsa e cerca de 25% do
sabor original para o sabor tomate. Esses valores podem ter origem na composição dos
ingredientes usados, ou seja, aumentados pelo teor de matéria inorgânica do tomate e cebola e
salsa adicionados. O teor de umidade obtido na análise que foi de 6 a 6,5% para todas as
amostras. É possível concluir que tal valor é baixo já que a maioria dos ingredientes adicionados
à formulação eram secos ou desidratados, e posteriormente o produto passou por processo de
secagem. Sendo assim, o baixo teor de umidade confere maior vida de prateleira ao produto já
que diminui a disponibilidade de água livre para o desenvolvimento microbiológico. A acidez
se mostrou menor na barra “Natural” e maior na de “tomate”. Essa diferença provavelmente
está relacionada com a presença do tomate em pó e em flocos nessa barra por que possuírem
acidez considerável.
Tabela 3: Características físico-químicas das barras de cereal salgadas.
Componente Amostras
Tomate Cebola e Salsa Natural Comercial
Umidade (%) 6,50 ± 0,00 6,43 ± 0,12 6,23 ± 0,06 -
Lipídeos (%) 25,55 ± 0,53 33,85 ± 3,57 27,92 ± 1,13 33,00
Cinzas (%) 5,07 ± 0,47 4,8 ± 0,26 4,07 ± 0,21 -
Acidez (%) 0,94 ± 0,01 0,80 ± 0,00 0,60 ± 0,00 -
*Valores da amostra comercial foram obtidos da embalagem.
5. CONCLUSÃO
Concluiu-se que é viável utilizar os resíduos do processamento de uvas no produto
desenvolvido, porém são necessários aperfeioçamentos nas barras de cereal salgadas
desenvolvidas, conforme foi evidenciado pela análise sensorial de aceitação e intenção de
compra das barras de cereal. As amostras de Cebola e Salsa e Tomate foram melhor aceitas se
comparadas ao sabor Natural, porém a amostra comercial obteve maiores médias em relação ao
produto desenvolvido. O produto precisa ser aprimorado quanto ao sabor e a textura,
verificando a possibilidade de incluir um ligante mais efetivo e ingredientes que realcem o
sabor. Quanto a composição do produto, verificou-se uma alta quantidade de lipídeos oriundos

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
103
da adição de castanhas e amendoim e do óleo de uva usado como ligante. O amargor notado
pelos avaliadores pode estar ligado a quantidade de compostos como o bitartarato de potássio,
componente que pode ter influenciado na acidez do produto.
6. REFERÊNCIAS BIBLIOGRÁFICAS
ABE, L. T.; MOTA, R. V.; LAJOLO, F. M; GENOVESE, M. I. Compostos fenólicos e
capacidade antioxidante de cultivares de uvas Vitis labrusca L. e Vitis vinifera L. Ciência e
Tecnologia de Alimentos, [s.l.], v. 27, n. 2, p.394-400, jun. 2007.
ABICAB (São Paulo). Propriedades funcionais e nutricionais do amendoim. 2012.
Disponível em: <http://www.abicab.org.br/dicas-3/>. Acesso em: 29 set. 2016
BASTOS, A. Bagaço de uva vira alimentos funcionais. 2014. Disponível em:
<https://www.embrapa.br/busca-de-noticias/-/noticia/2235712/bagaco-de-uva-vira-alimentos-
funcionais>. Acesso em: 25 mar. 2016.
BRASIL. Resolução RDC nº 263, de 22 de setembro de 2005. Regulamento técnico para
produtos de cereais, amidos, farinhas e farelos. Disponível em:
<http://portal.anvisa.gov.br/documents/33916/394219/RDC_263_2005.pdf/e9aa3580-f130-
4eb5-91cb-8b8818bcf6b2>. Acesso em 22 de agosto de 2016.
BRASIL. Ministério da Agricultura. Portaria nº 76 de 26 de novembro de 1986. Dispõe sobre
os métodos analíticos de bebidas e vinagre. Diário Oficial da República Federativa do Brasil,
Brasília, 28 nov. 1986. Seção 1, pt. 2.
DEGÁSPARI, C. H.; BLINDER, E. W.; MOTTIN, F. Perfil Nutricional do Consumidor de
Barras de Cereais. Visão Acadêmica, Curitiba, v. 9, n. 1, p.50-50, jan. 2008.
DUTCOSKY, S. D. Análise sensorial de alimentos. 3.ed. Curitiba: Champagnat, 2011. 426p.
FAGUNDES, R. A. Propostas para melhorar a utilização dos recursos produtivos em uma
fábrica de barras de cereais com demanda crescente. XXX Encontro Nacional de Engenharia
de Produção, São Carlos, p.2-2, 2010. Disponível em:
<http://www.abepro.org.br/biblioteca/enegep2010_tn_stp_113_739_16538.pdf>. Acesso em:
25 mar. 2016.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
104
GUAGLIANONI, D. G. Análise sensorial: um estudo sobre procedimentos estatísticos e
número mínimo de julgadores. 2009. 125 f. Tese (doutorado) - Universidade Estadual
Paulista, Faculdade de Ciências Farmacêuticas, 2009. Disponível em:
<http://hdl.handle.net/11449/100945>. Acesso 23 out 2016.
IAL, Instituto Adolf Lutz. Métodos físico-químicos para análise de alimentos. 2008. v. 5, p.
98,103-105.
LEONEL, M. Processamento de batata: fécula, flocos, produtos de extrusão. In: Seminário
Mineiro Sobre Processamento de Batatas, Pouso Alegre, Minas Gerais. Anais... Pouso
Alegre: EPAMIG, 2005. Disponível em:
http://www.abbabatatabrasileira.com.br/minas2005/18%20%20Outras%20formas%20de%2pr
ocessamento.pdf. Acesso em: 23 out. 2016.
LÜDERS, G. Brasil é o quarto maior mercado para produtos saudáveis. Exame, São Paulo, v.
1, n. 1, p.1-1, 23 fev. 2015. Disponível em: <http://exame.abril.com.br/revista-
exame/edicoes/1083/noticias/brasil-e-o-quarto-maior-mercado-para-produtos-saudaveis>.
Acesso em: 03 out. 2016.
MAESTRI, B.; FERREIRA, C. S. P.; PASQUALLI, D. Anteprojeto de Indústria de Barra
de Cereais. 2012. 70 f. TCC (Graduação) - Curso de Engenharia de Alimentos, Departamento
de Engenharia Química e Engenharia de Alimentos, Universidade Federal de Santa Catarina,
Florianópolis, 2012. Disponível em:
<https://moodle.ufsc.br/pluginfile.php/881625/mod_resource/content/2/Projeto Barra de
Cereal.pdf>. Acesso em: 01 out. 2016.
MIRONEASA, S.; LEAHU, A.; CODINA, G-G.; STROE, S-G.; MIRONEASA, C. Grape
seed: physico-chemical, structural characteristics and oil content. Journal of Agroalimentary
Processes and Technologies, v. 16, n.1, p. 1-6, 2010.
MURGA, R.; RUIZ, R.; BELTRAN, S.; CABEZAS, J. L. Extraction of Natural Complex
Phenols and Tannins from Grape Seeds by Using Supercritical Mixtures of Carbon Dioxide and
Alcohol. Journal of Agricultural Food Chemistry, [s.l.], v. 48, n. 8, p.3408-3412, ago. 2000.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
105
NORONHA, J. Controle de Qualidade I: Módulo Análise Sensorial, 2003. Disponível em:
<http://www.esac.pt/noronha/A.S/Apontamentos/sebenta_v_1_0.pdf>. Acesso em 23 out
2016.
SAMPAIO, C. R. P. Desenvolvimento e estudo das características sensoriais e nutricionais
de barras de cereais fortificadas com ferro. 88 p. Dissertação (Mestrado em Tecnologia de
Alimentos) – Programa de Pós-Graduação em Tecnologia de Alimentos, Setor de Tecnologia,
Universidade Federal do Paraná, 2009.
SINDICATO das Indústrias de beneficiamento de Castanha de Caju e Amêndoas Vegetais do
Estado do Ceará (Ceará). Castanha de Caju - Super estrela nutritiva. 2016. Disponível em:
<http://sindicaju.org.br/seguranca-alimentar/valor-nutritivo/>. Acesso em: 26 set. 2016.
OLIVEIRA, S. N. de; RODRIGUES, M. do C. P. Papel da Análise Sensorial Como Ferramenta
de Apoio no Processo de Desenvolvimento de Produtos Alimentícios. Revista Educação
Agrícola Superior, Brasília, v. 26, n. 1, p.40-44, jun. 2012.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
106
PRINCÍPIO DO MÉTODO PARA SEPARAÇÃO DE MATERIAIS POLIMÉRICOS
PARTICULADOS DE RECICLO COM A UTILIZAÇÃO DE UM LÍQUIDO EM
ESCOAMENTO LAMINAR
BATISTA, J. M.
OLIVEIRA, R. C.
TREVIZAM,C.J.
E-mail para contato: [email protected]
RESUMO:
Sabe-se que a utilização de polímeros não vai cessar, então é necessário mudar a atitude global
por soluções para este desafio, onde a reciclagem é o meio para equilibrar a balança. Mas, uma
das dificuldades é atribuída ao fato de que tais materiais encontram-se misturados entre si e
com lixo, sem mencionar a falta de incentivo e pesquisa por processos de separação mais
eficazes, dada a relevância do problema. Assim, é proposto e estudado um processo de
separação continuo que combinado a conceitos fluidodinâmicos permite a separação pela
diferença de densidade através do deslocamento de um líquido em regime laminar. A interação
entre o arrasto provocado pelo fluido e a decantação pela gravidade, proporciona uma separação
em intervalos distintos. Com uma sistemática de estatística para realizar o planejamento fatorial,
criou-se condições para definir os testes. Onde é possível observar o efeito de uma variável
dependente do nível de outra e calcular o valor que indica a menor variância dos intervalos de
separação o que demonstra a eficiência do experimento. Este para ser viabilizado
industrialmente necessita de aprimoramentos com experimentos mais amplos e aprofundados
para atender a demanda de reciclagem dos materiais com densidade inferior a da água.
PALAVRAS CHAVE: Separação de plásticos, escoamento laminar, planejamento
experimental, fatorial de dois níveis.
ABSTRACT
It is known that the use of polymers will not stop, then it is necessary to change the global
attitude for solutions to this challenge, where recycling is the means to balance the scales. But
one of the difficulties is attributed to the fact that such materials are mixed each other and with

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
107
trash, not to mention the lack of incentives and research for more efficient separation processes,
given the relevance of the problem. It is therefore proposed and studied a separator continuous
process combined to the fluid dynamic concepts allows separation by density difference t
displacing a liquid in laminar flow. The interaction between the drag caused by the fluid and
the decantation by gravity, provides a separation into distinct intervals. With a systematic
statistical to perform the factorial design, it created conditions to define the tests. Where it is
possible to observe the effect of a variable dependent on the level of other and calculate the
value indicating the lowest variance of the intervals of separation that demonstrate the
experimental efficiency. This, to be feasible industrially needs improvements with broader and
deeper experiments to meet the demand for recycling of materials with a density less than water.
KEYWORDS: Plastics segregation, laminar flow, experimental planning, factorial of two
levels.
1. INTRODUÇÃO
O mundo moderno é praticamente impensável sem a praticidade, conforto, economia e
agilidade que os materiais plásticos proporcionam em suas mais diversas aplicações, desde o
seu advento na década de 60 até os dias de hoje a sua expansão sem limites de formas, empregos
e constituição vem tomando volumes colossais e o efeito colateral também esta nas mesmas
proporções. A quantidade destes materiais descartados sem a destinação correta pode ser
imaginado levando-se em consideração o nível de consumo dos países desenvolvidos e em
desenvolvimento com suas respectivas populações, dia após dia. O impacto ao meio ambiente
é tão prejudicial quanto os gases do efeito estufa, com sua estabilidade química, os plásticos
levam séculos para degradarem e quando este processo se inicia ocorre a seu desmembramento
molecular que mascara o problema. Em terra, esses materiais criam ambientes para o
desenvolvimento de pragas urbanas, ervas daninhas, contaminação do solo e animais selvagens
além de ocuparem espaço útil para outras atividades humanas. A situação nas águas é ainda
pior com o acúmulo nos sistemas hídricos de rios, lagos e represas ocasionando dificuldades
para o tratamento e enchentes nas áreas urbanas pelo entupimento de dutos e galerias. Nos
mares, o impacto ambiental pelo descarte inadequado é dos maiores e mais omissos devido à
falta de visibilidade, as correntes marítimas criam ilhas imensas de material plástico dos mais

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
108
variados, jogados nos oceanos, estas ilhas situam-se no pacífico norte e sul, atlântico norte e sul
e índico. Exterminam grandes quantidades e variedades de vida marinha por ingestão
confundida e chegam a ilhas de natureza até então intocadas comprometendo a estabilidade
natural dos ecossistemas. Sabe-se que a sua utilização não vai parar, então é necessário mudar
a atitude na busca pela conscientização global e por soluções diante deste desafio, com a
responsabilidade de deixar para as futuras gerações o que esta recebeu de herança (MATÉRIA
DE CAPA, 2014).
A reciclagem é o meio para reverter este problema e estão em desenvolvimento
trabalhos voltados para propiciar a maior distinção possível no processo de separação entre os
plásticos descartados erroneamente a fim de melhorar as possibilidades de reaplicações. Apesar
da grande variedade de plásticos, apenas seis tipos representam cerca de 90% do total destes
materiais que são produzidos e descartados, os resíduos representam cerca de 15 a 20% do
volume e 4 a 7% da massa nos lixões. Com tempo de permanência muito grande no ambiente,
de quatro a cinco séculos para se degradarem, a alternativa mais viável é aproveitar estes
detritos reutilizando-os no ciclo de produção como matéria prima na manufatura de novos
produtos. A reciclagem dos plásticos podem trazer vários benefícios à sociedade, como
diminuição da quantidade de lixo a ser aterrado, preservação dos recursos naturais, economia
de energia, diminuição dos impactos ambientais e geração de empregos diretos e indiretos. Mas,
uma das dificuldades para o reciclo está relacionada ao fato de que os materiais plásticos
encontram-se misturados entre si e com lixo, o que gera a necessidade de lavagem e separação
pelos diferentes tipos, para que suas propriedades físicas e mecânicas não sejam alteradas
durante o processo de reciclagem. A busca por soluções práticas desvia os estudos dos conceitos
científicos de definição e classificação de cada polímero, focando apenas na característica mais
relevante destes materiais para o desenvolvimento de processos de separação e identificação.
Assim, foi desenvolvido um experimento utilizando o conceito de densidade, que consiste em:
- Picotar os materiais e colocar num recipiente com água;
- Retirar os materiais que flutuam, colocar em outro recipiente com etanol, adicionar água aos
poucos sob agitação ate que se inicie a primeira flutuação de uma partícula;
- Retirar os materiais que flutuaram e continuar adicionando água aos poucos sob agitação
promovendo novas separações e retiradas sucessivamente;
- No recipiente com água e os materiais que afundaram adicionar cloreto de sódio aos poucos
sob agitação até que se inicie a primeira flutuação de uma partícula;

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
109
- Retirar os materiais que flutuam e continuar com adição de cloreto de sódio aos poucos sob
agitação para promover novas separações e retiradas sucessivamente;
- Os materiais que não flutuaram até a saturação da água com cloreto de sódio podem ser
discriminados pelo teste de queima e verificação da cor da chama (GPQUAE, IQ-UNICAMP,
2005).
O desenvolvimento de uma metodologia mais eficiente de separação para reutilização
de plásticos residuais sofre obstáculos de heterogeneidade dos materiais recuperados e a
dificuldade em separá-los num processo mais dinâmico aos aplicados atualmente, seja
manualmente por verificação do código da Associação Brasileira de Normas Técnicas (ABNT)
de reciclagem que nem sempre mantem-se visíveis nos produtos ou pelo método citado
anteriormente, que são de baixo desempenho.
Os resíduos são compostos em massa na sua maioria de Polietilenos de Baixa e Alta
Densidade (PEBD e PEAD) 37%, Politereftalato de Etileno (PET) 21%, Policloreto de Vinila
(PVC) 14%, Polipropileno (PP) 10%, Poliestireno (PS) 8% e os demais 10%. Após a
recuperação, estes materiais são incluídos em um ciclo diferente ao que lhe deu origem para a
fabricação de produtos que em geral apresentam qualidade inferior aos originais, situação
causada pela heterogeneidade dos constituintes, que por sua vez deve-se a dificuldade de
separação dos mesmos. Com isso a inclusão do resíduo no mesmo ciclo que lhe deu origem
torna-se comprometido, visto que a qualidade está diretamente associada à homogeneidade dos
polímeros, mas não impede uma aplicação secundária (SOARES, 2006).
Este trabalho tem por objetivo desenvolver uma metodologia, também baseada nas
diferenças de densidade entre os polímeros, para aumentar o rendimento na operação de
separação com o uso de um fluido líquido em escoamento laminar por uma calha, como veículo
de arraste das partículas que se deslocarão por distâncias diferentes de acordo com cada
densidade enquanto se sedimentam. Para isso, foram realizados experimentos no laboratório de
hidráulica desta instituição de ensino, para desenvolver uma metodologia que represente a
melhor condição para promover as separações dentro das limitações dos equipamentos e
materiais disponíveis.
A partir das condições possibilitadas pelo equipamento de teste foram, assim, escolhidas
duas variáveis de grande influência no processo (posição e vazão) e estas foram variadas entre
si para atender ao experimento do tipo fatorial 2² e posterior estratificação dos dados para
demonstrar sua real interação e viabilidade do método.
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
110
2. REVISÃO BIBLIOGRÁFICA
O interesse no que acontece numa região particular do escoamento ou do efeito do
escoamento num objeto que gera uma interação, faz necessário descrever as leis que modelam
os movimentos dos fluidos com a utilização da abordagem dos sistemas e dos volumes de
controle. A ferramenta analítica que transforma uma representação na outra é o teorema de
transporte de Reynolds. A maioria das leis que descrevem o movimento dos fluidos envolve
uma taxa de variação temporal de uma propriedade extensiva, por exemplo, a taxa de variação
da quantidade de movimento do sistema. O volume de controle é um volume no espaço e na
maioria dos casos estacionário, mas pode se mover diferentemente do sistema. Já o sistema é
uma quantidade fixa de massa identificável que se move com o fluido, uma porção específica
no fluido. O teorema de transporte de Reynolds fornece uma relação entre a taxa de variação
temporal de uma propriedade extensiva para um sistema e aquela para um volume de controle.
Este teorema pode ser simplificado com a relação dos conceitos de sistema com os de volume
de controle, que se obtém com a análise do escoamento unidimensional através de um volume
de controle fixo.
A utilização dos volumes de controle finitos na solução de vários problemas importantes
da mecânica dos fluidos é muito prática porque, normalmente não é necessário levar em
consideração as variações dos campos de pressão e velocidade existentes no interior do volume
de controle na solução do problema. Infelizmente existem muitas situações onde os detalhes do
escoamento são importantes e a abordagem dos volumes de controle finitos não pode fornecer
as informações desejadas. Nestes casos é necessário contar com relações que se aplicam
pontualmente ou que são válidos, pelo menos, numa região muito pequena (volume
infinitesimal). Esta abordagem dos volumes infinitesimais de controle é denominada análise
diferencial do escoamento. Estas equações são bastante complicadas e que normalmente não
podem ser resolvidas de modo exato, com exceção para alguns casos simples. Os procedimentos
utilizados para obter as informações dos escoamentos não são simples, mas a sua análise
diferencial tem o poder de fornecer informações detalhadas onde esta abordagem é fundamental
para o estudo da mecânica dos fluidos, como também estas hipóteses simplificadoras são
importantes na obtenção das soluções analíticas. Por exemplo, em alguns casos pode ser
razoável admitir que os efeitos viscosos sejam tão pequenos que podem ser desprezados, isto
simplifica muito a análise dos escoamentos e proporciona conhecer a solução de muitos
escoamentos complexos. Alguns escoamentos podem ser conceitualmente divididos em duas
regiões, uma muito fina e adjacente às fronteiras do sistema onde os efeitos viscosos são

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
111
importantes e outra região onde o escoamento é essencialmente externo. Com essas hipóteses
um número muito grande de problemas pode ser resolvido com vários métodos numéricos para
a solução das equações diferenciais que descrevem os escoamentos.
As equações de Navier – Stokes, em honra ao matemático francês L. M. H. Navier (1758
– 1836) e ao físico inglês Sir G. G. Stokes (1819 – 1903), em combinação com as equações de
conservação da massa, fornecem uma descrição matemática completa do escoamento
incompressível de um fluido Newtoniano, assim, o problema está bem posto em termos
matemáticos. Mas, infelizmente, a complexidade das equações (diferenciais parciais, de
segunda ordem e não lineares) impede a existência de muitas soluções analíticas, com a ressalva
de que apenas os escoamentos simples apresentam soluções analíticas. Entretanto, nestes casos,
a aderência entre as soluções e os dados experimentais é possível.
O escoamento em canais, rios e vertedouros são bons exemplos de escoamentos que
apresentem uma superfície livre. A força gravitacional e de inércia são importantes nesta classe
de problemas. As forças devidas a tensão superficial também podem ser importantes nesta
classe de escoamento, porque existe uma superfície livre. Também, óbvio, que as variáveis
geométricas são importantes, assim, o teorema de Reynolds necessita ser conjugado com os de
Mach, Froude e Weber.
Quando um corpo se move através de um fluido ocorre uma interação entre o corpo e o
fluido que pode ser descrita por forças que atuam na interface fluido-corpo. Estas forças podem
ser descritas em função da tensão de cisalhamento na parede, provocada pelos efeitos viscosos,
e da tensão normal devida à pressão. Mesmo que seja difícil de obter estas informações, é
interessante conhecer as distribuições de pressão e tensão de cisalhamento na superfície do
corpo. Entretanto, apenas os efeitos globais destas tensões são necessários para resolver
problemas. O arrasto é o componente da força resultante que atua na direção do escoamento, e
a sustentação é a que atua na direção normal do escoamento. Ambas podem ser obtidas pela
integração das tensões de cisalhamento e normais ao corpo que está sendo considerado. Para
calcular as integrais e determinar o arrasto e a sustentação num corpo é necessário conhecer o
formato do corpo e as distribuições destas forças ao longo da superfície do corpo. Normalmente
é muito difícil obter estas distribuições, tanto teórica como experimentalmente. Os escoamentos
externos sobre corpos apresentam uma grande variedade de fenômenos da mecânica dos
fluidos. As características de escoamento em torno de um corpo dependem fortemente de vários
parâmetros como forma e tamanho do corpo, velocidade, orientação e propriedades do fluido.
O arrasto devido ao atrito é a parte do arrasto que é provocada pela tensão de cisalhamento

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
112
sobre o objeto, este não depende somente da distribuição desta tensão, mas também do formato
do objeto. A determinação precisa da tensão de cisalhamento ao longo da superfície de um
corpo curvo é muito complexa, ainda que resultados aproximados possam ser obtidos através
de uma variedade de técnicas, este assunto esta fora do escopo desta fonte. O arrasto devido à
pressão é a parte do arrasto provocada diretamente pela distribuição de pressão sobre o objeto,
esta contribuição ao arrasto total é denominada arrasto de forma, devido a sua forte dependência
com o formato do objeto (MUNSON, 2004).
Centrar a abordagem deste trabalho nos conceitos teórico científicos, enfatizando
definições e classificações, pode desestimular o seu processo de desenvolvimento. Numa
proposta alternativa, apresenta-se uma atividade experimental para inserir a questão da
reciclagem na sociedade numa estratégia de método que pode ser mais atrativa.
O objetivo de se realizar experimentos é descobrir quais valores ou níveis de no mínimo
dois fatores produzem o melhor resultado possível. Para exemplificar, ao manter um
experimento sob controle fixa-se um fator num certo nível e varia-se o outro até descobrir qual
o nível desse outro fator produz o maior rendimento. Com a variação de só um fator assegura-
se que qualquer mudança no rendimento terá sido causa pela modificação desse fator. Depois,
ao manter esse fator no nível ótimo encontrado varia-se o nível do primeiro até descobrir o valor
dele que também produz um rendimento máximo. Este tipo de experimentação pode ser a do
senso comum, mas o rendimento máximo só seria descoberto em circunstâncias muito
especiais. No entanto, existe uma maneira muito mais eficaz de fazer experimentos e ao
contrário do que poderia esperar, é muito melhor variar todos os fatores ao mesmo tempo. A
razão para isso é que as variáveis podem se influenciar mutuamente, e o valor ideal para uma
delas pode depender do valor da outra. Essa interação entre os fatores é um fenômeno que
ocorre com muita frequência e raras são as situações em que dois fatores atuam de forma
realmente independente.
Especialmente nas indústrias químicas aparecem problemas em que precisamos estudar
várias propriedades ao mesmo tempo, por sua vez, estas são afetadas por um grande número de
fatores experimentais. Para investigar os efeitos de todos esses fatores sobre todas as
propriedades com o mínimo de trabalho necessário, custos experimentais, melhora da qualidade
do produto resultante, necessita-se identificar quais fatores experimentais devem ser
controlados para que a qualidade do produto seja assegurada.
O emprego de conhecimentos estatísticos pode ajudara realizar este trabalho de forma
racional e econômica, com o uso de planejamentos experimentais baseados em princípios

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
113
estatísticos pode-se extrair do sistema em estudo o máximo de informações úteis com um
número mínimo de experimentos.
Os métodos estatísticos independem da natureza do problema a que são aplicados.
Servem para estudar reações químicas, sistemas biológicos, processos mecânicos, entre outros,
e também podem varrer todas as possíveis escalas de interesse, desde uma única reação em
bancada até um processo industrial operado em larga escala. Mas, as ferramentas estatísticas
são apenas um complemento ao conhecimento técnico especializado dos profissionais sobre o
sistema em estudo. A atividade estatística mais importante não é a análise de dados, e sim o
planejamento dos experimentos em que esses dados devem ser obtidos.
A essência de um bom planejamento consiste em projetar um experimento de forma que
seja capaz de fornecer exatamente o tipo de informação procurado, onde, é necessário saber o
que se quer (NETO, 2001).
3. MATERIAIS E MÉTODOS
Para a execução do experimento foram utilizados os seguintes materiais:
- Equipamento para experimento de Reynolds; 2 bombas centrífugas multiuso CP4R Dancor;
- Caixa d’água com capacidade de 500 litros; Acrilonitrila-Butadieno-Estireno (ABS)
peletizado com densidade de 1,05 g/cm³; Poli-Metil-Meta-Acrilato (PMMA) peletizado com
densidade de 1,16 g/cm³; Poli-Oxi-Metileno (POM) peletizado com densidade de 1,41 /cm³;
- Detergente doméstico com diluição 1:1; Peneira; Espátula; Lamina de acrílico; Béquer 500
ml; Caneta para quadro branco; Trena.
Figura 1: Equipamento de Teste
Figura 2: Rotâmetros acoplados as bombas em
operação com vazão de 1,7 L/s.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
114
Figura 3: Porções de cada material.
A fim de obter replicações autênticas, isto é, a realização da segunda e terceira vezes, de
todas as etapas desde o enchimento do equipamento com água até a leitura da medida da
sedimentação dos polímeros é extremamente importante. Se feitas as repetições de forma
imprópria, sem incluir a variabilidade total do processo, pode-se observar separações melhores
ou piores do que na realidade podem ser reproduzidas, e com isso sofrer indução ao enxergar
efeitos significativos onde eles não existem.
Para evitar a ocorrência de distorção estatística nos resultados, isto é, para impedir que
desvios atípicos sejam obrigatoriamente associados a determinadas combinações de níveis, foi
preciso realizar os ensaios de forma aleatória, por tanto, foi sorteada a ordem de execução dos
ensaios. A aleatorização é um princípio experimental extremamente importante, que ajuda a
impedir que fatores indesejáveis, dos quais não são tomados ciência, contaminem os efeitos que
se quer investigar. Com isso, a probabilidade desses fatores afetar uma resposta é a mesma para
todas as respostas, e assim sua atuação fica diluída. A numeração dos ensaios, como na Tabela
1, é apenas uma forma conveniente de identificar as várias combinações de níveis, e nada tem
a ver com a ordem em que os experimentos foram efetivamente realizados.
Com o intuito de manter a maior altura de coluna d’água, no equipamento foi restringida
a sua saída através de uma placa perfurada no final da calha com passagem por vinte e quatro
furos (Ø7 mm) em combinação com uma vazão de 1,7 L/s e trinta furos para vazão de 2,2 L/s.
Como condição inicial para o experimento foram fixadas uma inclinação da calha de
acrílico através da medida de 255 mm entre a base do pistão hidráulico, situado ao lado de
entrada da água, e a base da lateral da calha. A altura da coluna d’água no máximo que o
equipamento permite (0,3 m), duas posições de introdução do material ao longo do
comprimento útil de teste e fora da zona de turbulência (um no centro da calha – 1,3 m, e outro
no centro da segunda metade – 2,0 m), duas vazões controladas por medidores de vazão tipo

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
115
rotâmetro (1,7 e 2,2 L/s). Para cada teste a porção de dez pellets de cada polímero misturados
e embebida em solução detergente foram colocados na lamina de acrílico e com o auxílio da
espátula introduzidos nas posições demarcadas na calha o mais próximo à lâmina d’água. Por
conseguinte, observado o deslocamento dos pellets, simultaneamente para frente e para baixo,
em diferentes distâncias relativas a cada tipo de material mostrado na figura 4. Ao final da
sedimentação foram medidos com auxílio da trena os intervalos de deslocamento e em seguida
tabelados em planilha eletrônica.
Figura 4: Materiais sedimentados com melhor resultado.
4. RESULTADOS E DISCUSSÕES
O alvo de qualquer investigação experimental é sempre uma população e o objetivo ao
coletar e analisar dados é chegar a conclusões sobre ela. Com isso, a execução do planejamento
fatorial iniciou-se com a especificação dos níveis em que cada fator quantitativo foi estudado,
neste caso, o efeito da vazão em dois níveis (1,7 e 2,2 L/s) e o efeito na posição de introdução
das partículas em dois níveis (1,3 e 2,0 m). Para realizar o planejamento fatorial, os
experimentos foram feitos em triplicata e em todas as possíveis combinações dos níveis dos
fatores. Como há dois níveis de cada fator foram necessários quatro ensaios diferentes (fatorial
2 x 2), a quantidade mínima necessária.
Os experimentos para a realização do planejamento 2² começaram na ordem sorteada,
ensaiados e registrados as faixas de respostas observadas (deslocamento) entre o primeiro e o
último pellet de cada material sedimentado em todas as quatro combinações dos níveis
escolhidos. Essa matriz de planejamento está apresentada na Tabela 1, com a demonstração das

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
116
faixas de deslocamento na sedimentação obtida de cada material, o ponto médio de cada faixa,
o intervalo dos pontos médios entre os materiais e a sua variância.
Tabela 1: Resultados do planejamento fatorial 2² para estudo do efeito da vazão e posição de introdução sobre o
rendimento de separação.
De acordo com a Tabela 1, com a combinação dos fatores de vazão 1,7 L/s e posição 1,3
m ocorre a melhor distinção de separação entre os pontos médios de cada faixa de sedimentação
por material, verificado por apresentar a menor variância de intervalos. Quando usado à posição
1,3 m e elevado a vazão de 1,7 para 2,2 L/s (ensaio 1 e 2), a variância aumenta (44,9*100/19,4)
- 100 = 131,4 %. Quando a posição é 2,0 m (ensaios 3 e 4), a variância aumenta (50,4*100/20,7)
– 100 = 143,5 %. Isso mostra que o efeito da vazão, ou seja, o que acontece com a variância
quando é elevada a vazão de 1,7 para 2,2 L/s, depende do nível em que a posição está. O efeito
da posição, por sua vez, também depende do nível da vazão. A 1,7 L/s (ensaio 1 e 3) a mudança
da posição aumenta a variância em (20,7*100/19,4) – 100 = 6,7 %. A 2,2 L/s (ensaios 2 e 4), o
aumento passa a ser de 50,4*100/44,9) – 100 = 12,2 %. Notadamente o fator posição é o que
exerce menor influência no processo.
Quando o efeito de uma variável depende do nível da outra, como neste caso, diz-se que
as duas variáveis interagem, e pode se calcular o valor do efeito de interação entre elas (NETO,
2001).
O efeito principal da vazão é por definição a média dos efeitos da vazão nos dois níveis
da posição. Com o uso da letra V para representar esse efeito, e com ȳi a resposta média
observada no i–ésimo ensaio, escreve-se:
Ensaio Vazão
(L/s)
Posição
(m)
Média
(10-2
m)
Ponto médio
(10-2
m)
1º Intervalo
(10-2
m)
2º Intervalo
(10-2
m)δ²
POM 8-16 10-14 12-20 10-16,7 13,3
PMMA 17-21 15-21 19-26 17-22,7 19,8
ABS 29-40 22-45 27-48 26-44,3 35,1
POM 12-21 12-17 9-15 11-17,7 14,3
PMMA 12-21 17-23 13-19 14-21 17,5
ABS 32-45 25-48 25-30 27,3-41 34,1
POM 8-14 12-18 11-16 10,3-16 13,1
PMMA 12-17 16-21 15-21 14,3-19,7 17
ABS 21-29 28-36 29-38 26-34 30
POM 10-16 14-19 15-21 13-18,7 15,8
PMMA 13-20 19-27 15-24 15,7-23,7 19,7
ABS 25-34 35-44 39-50 33-42,7 37,8
3
4
1,7
2,2
2,0
2,0
Deslocamento (10-2
m)
1,7
2,2
1 1,3
1,32
6,5 15,3 19,4
3,2 16,6 44,9
3,9 13,0 20,7
3,9 18,1 50,4

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
117
V = ((ȳ2 - ȳ1) + (ȳ4 - ȳ3)) / 2 (I)
V = ((44,9 – 19,4) + (50,4 – 20,7)) / 2
V = 27,6
Este valor indica que a variância dos intervalos sobe 27,6 pontos, em média, quando a
vazão passa de seu nível inferior (1,7 L/s) para o nível superior (2,2 L/s). Esta conclusão é
parcial, pois, a vazão e a posição interagem, e não é satisfatório falar do efeito da vazão sem
dizer algo sobre a posição. É preciso, na verdade, interpretar os efeitos dos dois fatores
conjuntamente para não deixar dúvidas sobre a interação que existe entre eles.
Nos planejamentos de dois níveis costuma-se identificar os níveis superior e inferior com
os sinais (+) e (-) respectivamente, portanto, ensaios 2 e 4 são (+) e 1 e 3 são (-). Agora a
equação pode ser reescrita como a diferença entre duas médias:
V = (ȳ2 + ȳ4) / 2 - (ȳ1 + ȳ3) / 2 V = ȳ+ - ȳ- (II)
Esta expressão vale para qualquer efeito principal num planejamento fatorial completo de
dois níveis e pode ser considerado como uma definição alternativa de efeito principal.
Para a posição (P) o nível superior corresponde aos ensaios 3 e 4 e o inferior aos ensaios
1 e 2. O efeito principal da posição será, portanto:
P = (ȳ3 + ȳ4) / 2 - (ȳ1 + ȳ2) / 2 P = ȳ+ - ȳ- (III)
P = 3,4
Quando trocado a posição de 1,3 m por 2,0 m a variância aumenta 3,4 pontos em média.
Se não houvesse interação, o efeito da vazão deveria ser o mesmo com qualquer posição. Sabe-
se, porém, que a situação não é esta. O efeito da vazão é +131,4% com a posição de 1,3 m, mas
aumenta para +143,5% quando usado à posição de 2,0 m. Como na ausência de interação esses
dois valores deveriam ser iguais, pode se tomar a diferença entre eles como uma medida de
interação entre os fatores V e P. Na verdade, por uma questão de consistência com a definição
dos outros efeitos, a metade da diferença é, por definição, o efeito de interação entre os dois
fatores. Com o uso de V x P, ou simplesmente VP, para representar este efeito, pode-se escrever:
VP = (143,5 - 131,4) / 2 (IV)
VP = 6,0%

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
118
A diferença do valor do efeito V corresponde ao nível inferior da posição (que é 1,3 m,
pela nossa convenção de sinais) do valor correspondente ao nível superior (2,0 m). Com a
identificação das respostas de acordo com os ensaios em que foram obtidas pode se escrever:
VP = (ȳ4 - ȳ3) / 2 - (ȳ2 - ȳ1) / 2 = (ȳ1 + ȳ4) / 2 - (ȳ2 + ȳ3) / 2 (V)
As equações supracitadas mostram que para calcular qualquer efeito são usadas todas as
respostas observadas. Cada efeito é a diferença de duas médias. Metade das observações
contribui para uma das médias e a metade restante aparece na outra média. Esta é uma
importante característica dos planejamentos fatoriais de dois níveis. As respostas nunca ficam
ociosas (NETO, 2001).
Como o efeito da interação entre os níveis é existente, os efeitos principais devem ser
interpretados conjuntamente. Sabe-se que a variância é uma medida de dispersão que indica a
regularidade de um conjunto de dados em função da média aritmética, por tanto, a menor
variância foi obtida com a posição de 1,3 m e vazão de 1,7 L/s, o que denota uma melhor
regularidade na distinção durante a sedimentação dos materiais. Como complemento às análises
dos efeitos, a figura abaixo torna a interpretação do experimento palpável ao observar a maior
regularidade combinada com os maiores intervalos relativos apresentados pelos círculos do
ensaio 1.
Figura 5: Gráfico dos deslocamentos por ensaios do experimento.
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
119
A Figura 1 representa o que aconteceu na prática experimental onde o melhor resultado
foi justificado no decorrer deste trabalho. Mas, como as condições dos equipamentos e materiais
eram limitados os resultados poderiam ser melhores com testes em outras configurações
experimentais, tais como, maiores dimensões da calha que proporcionariam a utilização de
maiores vazões e posições. A priori chegar a um modelo puramente teórico que descreva o
comportamento experimental seria dispendioso demais ao considerar os fenômenos da
mecânica dos fluidos que interagem neste processo, assim a complexidade tomaria proporções
incongruentes, que para casos gerais exigiria o uso de métodos numéricos de integração que
foge do escopo da aplicabilidade deste estudo.
Como forma de acrescentar outro ponto de vista nesta questão, dados teóricos podem ser
encontrados no trabalho “Separação Dessimétrica de Plásticos Residuários”, publicado pela
Associação Brasileira de Engenharia Ambiental e Sanitária (ABES), onde uma modelagem
matemática a partir da equação da lei de Stokes foi utilizada, mas sem levar em consideração
condições experimentais como efeito da forma da partícula, turbulências, variação da
velocidade de acesso, tensão superficial do líquido sobre as partículas, entre outras. Com
obtenção de um intervalo de separação da ordem de 0,06m entre os materiais PET e PVC, de
densidades 1,4 e 1,3 Kg/m³, respectivamente. Já neste trabalho, todas estas variáveis que
interferem nos deslocamentos das partículas para a sedimentação estão embutidas na vantagem
da prática experimental, mesmo sem terem sido determinadas pelas equações da mecânica dos
fluidos.
5. CONCLUSÕES
Devido a tamanho desafio quanto à questão dos resíduos plásticos, este apresenta a
possibilidade promissora de executar um processo de separação de forma mais produtiva e
qualificada, fundamentalmente desenvolvido de maneira experimental e desenhado
estatisticamente, proporcionou condições reais para atingir o princípio do método.
De forma satisfatória, o experimento atingiu seu objetivo com maior expressividade no
ensaio 1, o que conota a possibilidade de ampliação dos estudos do projeto para atender os
interesses de separação de materiais poliméricos para reciclagem em escala industrial. De
antemão, a lógica da observação leva a intuir que quanto maior a profundidade da calha, maior
percurso será o da partícula diagonalmente e assim mais eficaz será a separação dos diferentes
polímeros (maior a distância entre os pontos de decantação), contudo é uma variável importante
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
120
a ser analisada. Os aumentos de outras dimensões do equipamento também são passiveis de
análise, pois vão deslocar o ponto de transição dentro da calha entre o regime turbulento e o
laminar.
Outro ponto importante a ser destacado é o fluido utilizado. A água possui propriedades
únicas na natureza o que lhe confere particularidades para o experimento e deixa em aberto
testes com outros fluidos, como por exemplo, uma solução água/álcool. Onde haverá a
necessidade de novos experimentos para a definição de novos parâmetros de processo e assim
alcançar a separação de materiais com densidades menores que a da água.
6. REFERÊNCIAS BIBLIOGRÁFICAS
MATÉRIA DE CAPA; Desafios do planeta. Disponível em:
<http://tvcultura.com.br/videos/44160_materia-de-capa-desafios-do-planeta.html> Acesso em:
14 mar. 2016.
MUNSON, B.R; YOUNG, D,F; OKIISHI, T.H. Fundamentos da Mecânica dos Fluidos. 4ed.
Edgard Blucher, 2004.
NETO, B.B; Scarminio, I.S; Bruns, R.E. Como Fazer Experimentos. 2ed. Editora Unicamp,
2001.
ROSSI, A.V; TERCI, D.B.L; TERRA. J.; PINHEIRO, T.A.L. Separando e Identificando
Alguns Plásticos. IQ-UNICAMP, 2005.
SOARES, S.R; CASTANHEL, A.O; FIÚZA, M.; Separação dessimétrica de plásticos
residuários. Disponível em: <http://www.bvsde.paho.org/bvsacd/abes97/plasticos.pdf> Acesso
em: 14 mar. 2016.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
121
ESTUDO DOS PROCESSOS DE NÍQUEL QUÍMICO (ELECTROLESS) E NÍQUEL
ELETROLÍTICO EM FERRAMENTAS DIAMANTADAS NO MERCADO DE
SUPERABRASIVOS
SILVA, J. F. P.
MAGRI, B. R.
TREVIZAM,C.J.
E-mail para contato: [email protected]
RESUMO:
São apresentadas no trabalho as principais características dos processos de niquelação
eletrolítica e auto catalítica (níquel químico), suas composições, as funções dos constituintes
dos banhos de níquel e suas aplicações para se alcançar o melhor rendimento em ferramentas
superabrasivas. Entretanto, para se chegar com qualidade no final é preciso controlar
minuciosamente o processo de deposição de níquel, no qual há diversos fatores que interferem
no produto. Parâmetros como pH, temperatura, concentração de sais, aditivos e agentes
tamponantes contribuem para formação da camada de níquel e velocidade do processo. Neste
ponto as análises químicas para mensurar a qualidade do eletrólito são muito importantes, a fim
de atingir o melhor rendimento possível da niquelação. O níquel eletrolítico é utilizado para
fixação de grãos abrasivos, mesmo quando a etapa final de recobrimento é realizada com níquel
químico (electroless nickel), entretanto por apresentar crescimento irregular entre áreas de alta
e baixa densidade de corrente, deve obedecer rigorosamente ao range das concentrações e
parâmetros de controle, a fim de mitigar este fato. O electroless nickel tem aliado a resistência
mecânica e a corrosão, apresenta crescimento homogêneo por toda geometria do substrato
beneficiado, todavia exige estreito controle para não haver decomposição do banho de níquel e
manter suas características.
PALAVRAS CHAVE: Niquelação; Eletrólito de Níquel; Autocatalítico; pH, Controle;
Análises Químicas.
ABSTRACT

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
122
The main characteristics of the electrochemical and autocatalytic nickel processes (nickel
chemistry), their compositions, the functions of the constituents of the nickel baths and their
applications to achieve the best performance in superabrasive tools are presented. However, in
order to arrive with quality at the end it is necessary to control the nickel deposition process, in
which there are several factors that interfere with the product. Parameters such as pH,
temperature, salt concentration, additives and buffering agents contribute to the formation of
the nickel layer and process speed. At this point the chemical analyzes to measure electrolyte
quality are very important in order to achieve the best possible nickelation performance.
Electrolytic nickel is used for the fixing of abrasive grains, even when the final step of recoating
is performed with electroless nickel. However, due to irregular growth between areas of high
and low current density, it must strictly comply with the concentration range And control
parameters in order to mitigate this fact. The electroless nickel has allied with mechanical
resistance and corrosion, presents homogeneous growth throughout the geometry of the
substrate benefited, however it requires close control so that there is no decomposition of the
nickel bath and maintain its characteristics.
KEYWORDS: Nickel Plating; Nickel Electrolyte; Autocatalytic; pH control; Chemical
Analysis.
1. INTRODUÇÃO
A realidade brasileira está repleta de oportunidades e incertezas dependendo do grau de
organização e da qualidade dos produtos fabricados (DE SOUZA, 1999). A necessidade de
otimização de processos e melhoria contínua da qualidade obriga todos os setores da economia
se mover no sentido de maximização da mão de obra e redução de retrabalhos em linhas de
fabricação. O incremento tecnológico possibilita reduzir trocas de ferramentas e acessórios em
linhas de produção, mitigando ou até mesmo eliminando tempo ocioso em etapas fabris
(BIANCHI, 2001).
Dentro dos processos industriais que vão da simples separação da matéria-prima ao
controle de qualidade final, temos um nicho de operações específicas e padronizadas, onde
procedimentos estabelecidos muitas vezes exigem grau de precisão fino e com estreita faixa de
tolerância. Com este cenário surgem como ferramentas essenciais os rebolos, pontas montadas

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
123
e discos de cortes superabrasivos, os quais proporcionam alta qualidade e precisão em etapas
de corte e retificação, ressaltando ainda seu custo benefício comparados a rebolos
convencionais. Os superabrasivos são compostos de ligas e grãos abrasivos, sejam eles grãos
naturais diamantes, diamantes sintéticos ou CBN (nitreto de boro cúbico) (DE SOUZA, 1999).
Para tal fim algumas ligas podem ser aplicadas, como ligas resinóides, ligas vitrificadas e
também o níquel usado como liga para fixação dos grãos abrasivos, como será exposto ao longo
do trabalho.
Os controles dos processos de deposição de níquel são imprescindíveis para obtenção de
uma camada controlada, com características determinadas, por exemplo, dureza ou resistência
a corrosão, bem como ambos podem ser alcançados (PANOSSIAN, 1996). O níquel pode ser
aplicado de algumas formas, no presente artigo serão abordados os processos eletrolíticos e o
processo autocatalítico (níquel químico). Para aplicação dos processos de deposição de níquel,
há diversos fatores que influem no material final, sendo mandatórios controles minuciosos das
faixas de concentração dos banhos, temperatura e pH, parâmetros que darão rendimento as
ferramentas diamantadas (MALFATTI, 2000).
Diante do exposto, a seguir tem-se por objetivo demonstrar as funções dos sais
constituintes dos banhos, as composições dos eletrólitos, sejam o níquel tipo Watts ou o níquel
químico (Electroless nickel), explanando a importância dos principais pontos de controles dos
métodos utilizados.
Serão apresentados os detalhes que influenciam nos aspectos mecânicos da camada
diamantada, a influência de compostos químicos, os principais defeitos e suas causas.
2. REVISÃO BIBLIOGRÁFICA
2.1 Níquel Eletrolítico (Tipo Watts)
O eletrólito de níquel tipo Watts é conhecido por sua versatilidade e velocidade de
deposição do metal níquel, é constituído por sulfato de níquel, cloreto de níquel e ácido bórico,
apresenta larga faixa de trabalho, com concentrações que podem variar de acordo com
aplicação, entretanto os mais usais seguem dentre dos seguintes parâmetros (PANOSSIAN,
1995):
Sulfato de Níquel (NiSO4.6H2O) 240 a 300 g/L: Obtido com alta pureza, dentre os sais
de níquel utilizados no processo eletrolítico, o sulfato de níquel é o mais barato, apresenta

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
124
menor grau de corrosividade quando comparado ao cloreto de níquel em relação aos
metais utilizados no processo, bem como gancheiras, garras para contato elétrico e cestos
de titânio. Tem alta solubilidade (570 g/L a 50 °C), não é volátil e os íons de sulfato são
estáveis em condições operacionais. O sulfato de níquel é a principal fonte de íons nos
eletrólitos.
Cloreto de Níquel (NiCl2.6H2O) 40 a 60 g/L: Atua como fonte secundária de íons de
níquel nos banhos, entretanto têm diversas outras funções de destaque, como a dissolução
do ânodo, no qual o cloreto corrói as esferas de níquel, através da corrosão por pite,
tornando os ânodos de níquel em ânodos solúveis. Na ausência do cloreto de níquel ou
índices baixos, ocorre a passivação dos ânodos de níquel, anulando sua ação. Atua
também no poder de penetração, visto que o processo eletrolítico não se apresenta
uniforme por toda geometria do substrato, desde geometrias simples como placas planas
até peças de complexa construção. A inserção do cloreto de níquel melhora sensivelmente
o poder de penetração, melhorando assim a uniformidade da camada depositada. É
possível constatar tal processo, por meio do experimento com variação de camada
depositada entre a borda da chapa (área de alta densidade de corrente) e o centro da chapa
(área de baixa densidade de corrente).
Dessa forma, o aumento do coeficiente de difusão dos íons de níquel permite o aumento
da densidade de corrente, até mesmo dobrando a velocidade da deposição dos íons de níquel, e
acarreta em redução do tempo de forma que mantém a qualidade do processo de
eletrodeposição.
Concomitantemente, promove a melhoria da eficiência catódica já que o cloreto aumenta
a eficiência catódica, tornando o processo aplicado mais próximo ao teórico, este, utilizado
geralmente como base de cálculo dos custos.
Ácido Bórico (H3BO3) 25 a 40 g/L: Auxilia como tamponante o que contribui para
manter o pH estável e com baixa variação, principalmente na interface cátodo/banho onde
ocorre a formação de gás hidrogênio, evitando-se a formação de pites
pH 1,5 a 4,5: Um dos parâmetros fundamentais num banho de níquel é o pH. Por regra
adota-se a faixa de 2,0 a 4,0, embora valores entre 3,5 e 3,8 apresentam os melhores
aspectos de deposição.
Durante o processo de niquelação, há formação de gás hidrogênio no cátodo, de acordo
com a seguinte reação:

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
125
2H+ + 2e H2
2.2 Níquel Químico (Electroless nickel)
O níquel químico é um banho auto catalítico, onde seus íons de níquel são reduzidos por
reação química a partir de agentes redutores, por exemplo, o hipofosfito. Necessita também de
calor para ocorrer a redução dos íons, sua velocidade de deposição é afetada pela concentração
dos componentes e pela quantidade de calor aplicada. Usualmente as temperaturas variam na
faixa de 80 a 90 ºC.
A maior parte da deposição comercial é executada através de banhos ácidos, devido às
suas características físicas únicas, as quais incluem: excelente resistência à corrosão, desgaste
e abrasão, ductibilidade, soldabilidade, lubricidade, propriedades elétricas e elevada dureza. Os
banhos de níquel químico consistem em quatro tipos: Alcalino, Ácidos (1 a 3 % de fósforo -
baixo-fósforo; 6 a 10 % de fósforo - médio-fósforo; 11 a 13 % de fósforo - alto-fósforo) (DE
SOUZA, 2011).
O electroless nickel tem diversas aplicações, é muito utilizado em substratos com
geometria complexa, por possuir característica de deposição uniforme por toda extensão da
peça obra. Característica esta, dada pela condição de reação química sem indução elétrica.
Segundo Matanna (2008), o banho é composto por:
Íons de Níquel, que tem como fonte principal de níquel a ser depositado sobre o
substrato (DE SOUZA, 2011); Agentes Redutores; Agentes Complexantes e Agentes;
Aceleradores; Abrilhantadores e estabilizadores inibem a reação espontânea, evitam a
decomposição do banho e auxiliam no controle da velocidade da reação.
3. MATERIAIS E MÉTODOS
3.1 Controles do Processo de Níquel Eletrolítico
O processo de níquel eletrolítico apresenta enormes possibilidades de aplicação, no caso
em discussão é utilizado como liga para adesão de grãos abrasivos, com isto tem concentrações
definidas em faixa estreita, a fim de obter um depósito com aspectos mecânicos que aliam
ductibilidade, resistência a corrosão e mecânica (TOCHETTO, 2005). Logo, é fundamental que
o banho esteja dentro da tolerância definida.
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
126
Neste caso, o cloreto de níquel é o responsável pela resistência mecânica, além de mitigar
o problema da falta de uniformidade na camada depositada em área de alta e baixa densidade
de corrente. Quando o teor de cloreto de níquel é baixo, os depósitos são afetados, podendo
alterar a resistência mecânica (DE SOUZA, 2011).
O sulfato de níquel fornecerá a maior parte dos íons metálicos e deve estar entre 240 a
460 g/L (Tabela 2), ressalta-se o fato da solubilidade ser alta (570 g/L a 50 °C) (MALFATTI,
2000).
O ácido bórico, por sua vez, atua como tamponante, de forma a manter pH estável durante
o processo de niquelação, mesmo com a formação de gás hidrogênio gerado na interface
cátodo/banho. O agente molhador é imprescindível neste ponto, pois contribui para o
desprendimento do hidrogênio, e evita a formação de pites (PANOSSIAN, 1996). Como há
ácido bórico no banho tipo Watts a temperatura deve ser superior a 35ºC. Vale ressaltar que
temperatura inferior promoverá a cristalização do ácido.
Assim como a temperatura o pH interfere diretamente na qualidade do depósito de níquel,
pois afeta a velocidade da reação, influencia nas características mecânicas e na distribuição da
camada de níquel (PANOSSIAN, 1996).
Para controlar os parâmetros análises químicas quantitativas são realizadas para
determinação da concentração dos materiais presentes no eletrólito de níquel, entretanto, tal
metodologia somente identificará os sais com afinidade química como as titulações.
Contaminantes passam despercebidos em análises simples, mas são facilmente identificados
com o processo da Célula de Hull (SCHIMITZ, 2012).
Para determinar a concentração dos íons de níquel deve-se aplicar a sistemática a seguir
(ELETROCHEMICAL, 2016): Pipeta-se 2,0 ml do banho em um erlenmeyer;Adiciona-se 50
ml de água destilada e 10 ml da solução tampão amônio;Adicionar uma pitada de indicador
murexida e agitar;Titula-se com Solução EDTA 0,1M até atingir coloração violeta.Calcula-se
a concentração dos íons de níquel e sulfato de níquel a partir das equações: ml gasto de EDTA
0,1M x 2,935 = g/L de Níquel e g/L Ni x 4,78 = g/L de Sulfato de Níquel.Para reposição de sais
do sulfato de níquel calcula-se: ((g/L ideal – g/L encontrado) x volume total do eletrólito ) ÷
1000 = Kg de Sulfato de Níquel a ser adicionado. Ainda, de acordo com ELETROCHEMICAL
(2016), para se determinar o teor do cloreto de níquel (NiCl2):Pipeta-se 2,0 ml do banho em um
erlenmeyer;Adiciona-se 50 ml de água destilada e 5 gotas de Cromato de Potássio;Pipetar com
Solução Nitrato de Prata 0,1M (AgNO3 0,1M) até a viragem para o tom castanho;Calcula-se a
concentração do cloreto de níquel a partir das equações: ml gasto de AgNO3 0,1M x 1,77 = g/L

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
127
Cl-e ml gasto de AgNO3 0,1M x 3,35 = g/L de NiCl2.Para reposição de sais do cloreto de níquel
calcula-se: ((g/L ideal – g/L encontrado) x volume total do eletrólito ) ÷ 1000 = Kg de Cloreto
de Níquel a ser adicionado.Por fim, para se determinar o teor de Ácido Bórico (H3BO3) aplica-
se a seguinte sistemática, também proposta por ELETROCHEMICAL (2016):Pipeta-se 2,0 ml
do banho de níquel em um erlenmeyer;Acrescenta-se 1 ml de Púrpura de Bromocresol e Manitol
suficiente para formação de uma pasta amarela;Titula-se com solução Hidróxido de Sódio 0,1M
(NaOH 0,1M) até a viragem para o tom azul marinho;Para reposição do H3BO3 calcula-se: ((g/L
ideal – g/L encontrado) x volume total do eletrólito) ÷ 1000 = Kg de Ácido Bórico a ser
adicionado.
Em se tratando em célula de Hull, consiste em sistema miniaturizado do processo de
eletrodeposição e emprega-se como ânodo o níquel e cátodo uma placa de latão polido
(SCHIMITZ, 2012). É realizada a eletrodeposição sobre o substrato, utilizando-se a mesma
densidade de corrente usual ao processo comum, pelo período de uma hora. Posteriormente,
avalia-se o depósito de níquel e as características obtidas, para verificação de contaminações
metálicas e orgânicas, as quais não são caracterizadas em análises quantitativas.
Evidenciadas contaminações orgânicas, o eletrólito de níquel passa por correções que
podem ser de pH, concentração de niveladores e/ou abrilhantadores (SCHIMITZ, 2012). No
caso de ocorrer contaminação metálica, o banho poderá ser tratado com placas seletivas ou
purificação química.
3.2 Controles do Processo de Níquel Químico
O eletroless nickel por se tratar de um processo autocatalítico exige muito cuidado em
sua manipulação, controle da concentração dos seus constituintes e faixas operacionais (pH,
temperatura, agitação) (MATANNA,2008). No níquel químico a superfície metálica atua como
catalisador, onde toda a reação é heterogênea em um sistema sólido-líquido, no caso do Níquel-
Fósforo (Ni-P) o principal redutor é o hipofosfito (MALFATTI, 2000).
Durante a reação de deposição dos íons de níquel em níquel metálico, o hipofosfito de
sódio acaba reduzido a ortofosfito de sódio, fato este que aumenta a concentração de
subprodutos nos banhos, tornando-se com o tempo desproporcional sua existência em relação
a quantidade de sulfato de níquel e hipofosfito, reduzindo a velocidade e a qualidade da reação.
Para manter constante a taxa de reação, é necessária a adição de sulfato de níquel e hipofosfito
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
128
de sódio, entretanto sempre respeitando as análises e consumo de produtos (BORN,
HEYDECKE, RICHTERING, 2000).
Durante a deposição existe variação do pH e deve ser controlada para eficiência do
processo, trabalhar fora dos parâmetros indicados afeta a velocidade da reação. Para o
electroless nickel de médio fósforo é indicado manter entre 4,7 a 5,2 (DILETA, 2008).
O banho de níquel químico é composto inicialmente por duas partes, A (fonte de níquel)
e B (redutor), tendo ainda a parte C (redutor), utilizada para correção do banho durante a sua
vida útil. Recomenda-se utilizar as seguintes concentrações e parâmetros (AUROSQUÍMICA,
2010):Níquel 5,2 – 6,0 g/L;pH 4,7 – 5,2; Densidade 1,000 – 1,150 g/cm³;Níquel Quimico A
(montagem inicial) 70 ml/L (60 – 90 ml/L);Níquel Químico B (montagem inicial) 90
ml/L;Níquel Químico C (montagem inicial); Não utilizado.
Dessa forma, para se determinar a concentração dos íons de níquel metálicos, aplica-se a
metodologia proposta por AUROSQUIMICA (2010): Pipeta-se 2,0 ml do banho em um
erlenmeyer;Adiciona-se 50 ml de água destilada e 10 ml da solução tampão amônio;Adicionar
uma pitada de indicador murexida e agitar;Titula-se com Solução EDTA 0,1M até atingir
coloração violeta ec alcula-se a concentração dos íons de níquel e sulfato de níquel a partir das
equações: ml gasto de EDTA 0,1M x 2,935 = g/L de Níquel e g/L Ni x 4,78 = g/L de Sulfato
de Níquel e finalmente a reposição é feita de acordo com a área de substrato tratada. A cada 10
µm/dm2adiciona-se 8 ml/L da parte A e 8 ml/L da parte C. A parte B não é adicionada, somente
utiliza-se para montagem do banho.
4. RESULTADOS E DISCUSSÕES
4.1 Eletrólitos de Níquel Tipo Watts
Eletrólitos de níquel tipo Watts variam dentro de uma faixa de concentração de seus
componentes, estes, por sua vez, determinarão as características da camada depositada
(ANGORA, 2007). O processo de fabricação de rebolo superabrasivo busca aliar resistência
mecânica e ductibilidade, de forma a evitar o desgaste prematuro por colisão ou abrasão. Para
produção de rebolos superabrasivos diamantados, costuma-se aumentar a concentração do
cloreto de níquel em relação ao uso comum da niquelação, o que permite o aumento da
densidade de corrente aplicada na eletrodeposição. Além disso, reduz a diferença da camada
depositada nas áreas de alta e baixa densidade de corrente e aumenta a resistência mecânica.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
129
Contudo, isto reduz sua ductibilidade e, por esta razão, faz-se necessário o controle minucioso
nas faixas de concentração dos componentes do eletrólito (PANOSSIAN, 1996).
Alguns fatores influenciam a eletrodeposição do níquel, o teor de sulfato de níquel, o teor
de cloreto de níquel, o pH, a temperatura e contaminantes, afetando a cobertura do substrato
seja na estética ou aspectos mecânicos (PANOSSIAN, 1997).
No que tange aos fatores e influencias nos processos de eletrodeposição, vale destacar a
eficiência catódica em eletrólitos de níquel, visto que supera 90%. Todavia, para que isto ocorra,
é importante que as condições operacionais sejam mantidas dentro dos parâmetros
estabelecidos (ANGORA, 2007).
A temperatura aumenta a eficiência catódica, assim como o aumento da densidade de
corrente aplicada também influencia no processo de forma positiva (FIGURA 2). O pH é outro
fator a interferir na eficiência catódica, tendo seus melhores rendimentos entre 3,5 a 4,5, abaixo
de 3,0 e acima de 5,0 é afetada de forma ligeiramente negativa a eficiência catódica
(PANOSSIAN, 1996).
MALFATTI (2000) ressalta que os íons cloretos evitam ainda a passivação dos ânodos
de níquel, condição rara de ocorrer, todavia, quando existe o problema, a eficiência catódica
torna-se nula. É comum ter menor eficiência em ânodos novos, pois os mesmos tendem a soltar
carepas de níquel sólido nos banhos, causando a perda de eficiência. Um bom processo de
filtração e sacos anódicos costuma eliminar tal problema.
Conforme DE SOUZA (2011), a formação do gás hidrogênio na interface cátodo/banho
é intrínseco do processo, onde pode ocorrer pites e poros devido ao não desprendimento das
bolhas de hidrogênio. Agentes molhadores agem para eliminar este fato, propiciando a quebra
da tensão superficial e facilitando a liberação do gás gerado no substrato.
4.2 Banhos de Níquel Químico
Banhos de níquel químico, também conhecido como Electroless nickel, consistem em
quatro tipos: um alcalino e três ácidos, os quais são mais utilizados. Dentre eles, têm-se as
seguintes variações: baixo fósforo, médio fósforo e alto fósforo (DILETA, 2016).
Os três tipos têm ampla utilização na indústria e diferem por particularidades, onde o alto
fósforo apresenta excelente resistência a corrosão e baixa resistência mecânica. O médio fósforo
tem boa resistência a corrosão e boa resistência mecânica, sendo que em alguns casos, com o
tratamento térmico atingirá dureza próxima do cromo duro, motivo pelo qual tem vasta
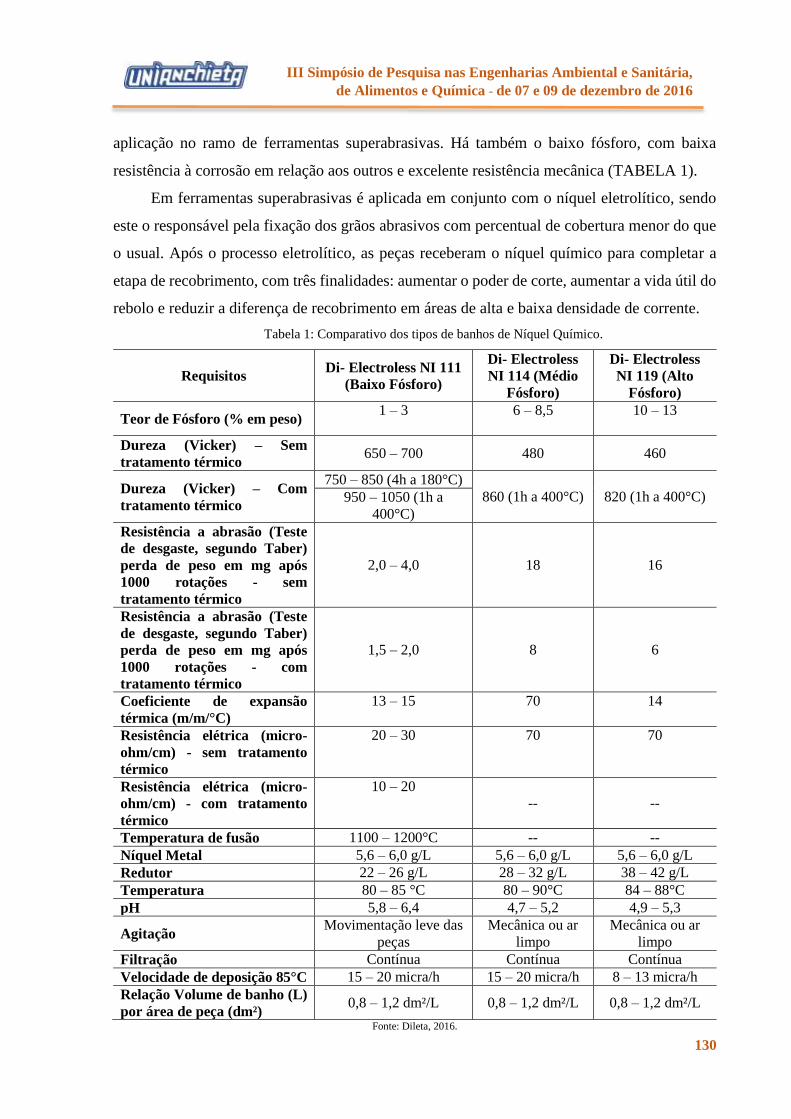
III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
130
aplicação no ramo de ferramentas superabrasivas. Há também o baixo fósforo, com baixa
resistência à corrosão em relação aos outros e excelente resistência mecânica (TABELA 1).
Em ferramentas superabrasivas é aplicada em conjunto com o níquel eletrolítico, sendo
este o responsável pela fixação dos grãos abrasivos com percentual de cobertura menor do que
o usual. Após o processo eletrolítico, as peças receberam o níquel químico para completar a
etapa de recobrimento, com três finalidades: aumentar o poder de corte, aumentar a vida útil do
rebolo e reduzir a diferença de recobrimento em áreas de alta e baixa densidade de corrente.
Tabela 1: Comparativo dos tipos de banhos de Níquel Químico.
Requisitos Di- Electroless NI 111
(Baixo Fósforo)
Di- Electroless
NI 114 (Médio
Fósforo)
Di- Electroless
NI 119 (Alto
Fósforo)
Teor de Fósforo (% em peso) 1 – 3 6 – 8,5 10 – 13
Dureza (Vicker) – Sem
tratamento térmico 650 – 700 480 460
Dureza (Vicker) – Com
tratamento térmico
750 – 850 (4h a 180°C)
860 (1h a 400°C) 820 (1h a 400°C) 950 – 1050 (1h a
400°C)
Resistência a abrasão (Teste
de desgaste, segundo Taber)
perda de peso em mg após
1000 rotações - sem
tratamento térmico
2,0 – 4,0 18 16
Resistência a abrasão (Teste
de desgaste, segundo Taber)
perda de peso em mg após
1000 rotações - com
tratamento térmico
1,5 – 2,0 8 6
Coeficiente de expansão
térmica (m/m/°C)
13 – 15 70 14
Resistência elétrica (micro-
ohm/cm) - sem tratamento
térmico
20 – 30 70 70
Resistência elétrica (micro-
ohm/cm) - com tratamento
térmico
10 – 20
-- --
Temperatura de fusão 1100 – 1200°C -- --
Níquel Metal 5,6 – 6,0 g/L 5,6 – 6,0 g/L 5,6 – 6,0 g/L
Redutor 22 – 26 g/L 28 – 32 g/L 38 – 42 g/L
Temperatura 80 – 85 °C 80 – 90°C 84 – 88°C
pH 5,8 – 6,4 4,7 – 5,2 4,9 – 5,3
Agitação Movimentação leve das
peças
Mecânica ou ar
limpo
Mecânica ou ar
limpo
Filtração Contínua Contínua Contínua
Velocidade de deposição 85°C 15 – 20 micra/h 15 – 20 micra/h 8 – 13 micra/h
Relação Volume de banho (L)
por área de peça (dm²) 0,8 – 1,2 dm²/L 0,8 – 1,2 dm²/L 0,8 – 1,2 dm²/L
Fonte: Dileta, 2016.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
131
Em se tratando de processo auto catalítico, o electroless nickel tem em sua composição
um redutor, usualmente o hipofosfito, e o substrato a ser tratado atua como catalisador. De
acordo com MATANNA (2008), a ativação do processo se dá por temperatura, no caso do
níquel químico de médio fósforo entre 80 e 90 ºC. Durante a redução o hipofosfito acaba
reduzido a ortofosfito, principal responsável pela durabilidade do banho. À medida que,
aumenta o ortofosfito, acrescenta o stress no banho, fazendo com que a resistência a corrosão
seja afetada de forma negativa. Em suma, para atingir os depósitos de qualidade as
concentrações dos constituintes devem estar dentro de um estreito range de tolerância.
Outro fator fundamental é observar a idade do banho, pois com o passar do tempo o teor
de ortofosfito aumenta e eleva a densidade (FIGURA 4). Com este dado, é possível monitorar
o banho mesmo sem análises químicas, embora não seja o procedimento mais indicado
(MATANNA, 2008).
Figura 4: Densidade em relação a idade do banho.
Fonte: MATANNA, 2008.
O pH influencia diretamente no processo, sobretudo nas características mecânicas, pois
causa o stress e prejudica a aderência, isto se estiver elevado. Neste caso, a velocidade da reação
aumenta. Deve-se manter o pH entre 4,7 e 5,2, a fim de obter depósitos que unem velocidade e
qualidade da camada depositada (FIGURA 5). MATANNA (2008) enfatiza que a falta de
aderência em rebolos superabrasivos causará baixo rendimento ou até mesmo desplacamento.
Já MALFATTI (2000), destaca a necessidade de verificar e corrigir o pH durante todo o
processo para não haver inconvenientes.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
132
Figura 5: Efeito do pH na velocidade de deposição.
Fonte: MATANNA, 2008.
Ainda, de acordo com MATANNA (2008), a temperatura é mandatória para o processo
que se inicia a partir 65ºC, mas é entre 82°C e 92ºC aumenta exponencialmente e tem o
rendimento ideal. Temperaturas superiores causam a decomposição do banho. Um índice que
não afeta tanto o depósito é a concentração de níquel, com até 80% da carga de montagem do
banho, o depósito não sofrerá danos. Porém, altas concentrações causam a precipitação do
níquel, tal fato possibilita reação espontânea levando a decomposição do níquel químico. Já o
agente redutor tem faixa larga de aplicação de 24 a 40 g/L, onde o limite inferior tornará lento
o processo e o superior dará maior velocidade a reação.
A relação entre área a ser tratada e volume de banho deve estar entre 0,8 a 1,2 dm2/L de
electroless nickel, se a relação for desproporcional acarretará em dificuldades no processo. No
caso de uma relação superior a 1,2 dm2/L, a reação ocorrerá de forma rápida, neste contexto
poderá ocorrer precipitação do níquel e encurtará a vida do banho (DE SOUZA, 2011). Por fim,
com relação inferior a 0,8 dm2/L, mesmo com a temperatura e pH ideal a reação de deposição
será lenta, neste caso sugere-se utilizar corpos de sacrifício para aumentar a área a ser tratada.
5. CONCLUSÃO
Os banhos de níquel, seja pelo processo eletrolítico ou autocatalítico, têm ampla
utilização em variados mercados. Em rebolos superabrasivos apresenta ótima resistência

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
133
mecânica e a corrosão, responsável por ferramentas de corte, desbaste e acabamento que
apresentam resultados expressivos quando confrontados a rebolos convencionais.
Para alcançar-se a qualidade máxima das ferramentas superabrasivas, todo o processo de
niquelação deve obedecer a rigorosos parâmetros de controle. Os banhos de níquel têm
variações, dependendo dos objetivos almejados.
Para este fim, os controles de processos são imprescindíveis, onde o pH altera a
velocidade da reação, interfere nas características mecânicas e aparência do depósito de níquel.
Assim como pH, as concentrações de sais de níquel interferem no processo, positivamente ou
negativamente. Com isto, o controle analítico determina qual a eficácia dos banhos de níquel
eletrolítico e níquel químico. Possibilita ainda, a correção e manutenção das faixas de trabalho.
Além das concentrações e parâmetros de operação, salienta-se a necessidade do controle
de contaminantes nos processos de niquelação. As contaminações orgânicas ou metálicas
acarretam problemas às camadas de níquel, afetando a aderência, a resistência e a estética dos
rebolos. Estes, interferentes costumam ser identificados pelo processo da Célula de Hull e
eliminados com aplicação e placas seletivas.
A identificação e eliminação de variáveis indesejadas devem ocorrer de forma preventiva,
a fim de evitar desvios da qualidade. Contaminações, parâmetros e concentrações variam e são
intrínsecas ao processo, todavia devem estar dentro de limites parametrizados e aceitáveis.
Deste modo, os impactos na qualidade do produto final são minimizados ou eliminados,
podendo o processo de deposição de níquel alcançar o desempenho desejado.
6. REFERÊNCIAS BIBLIOGRÁFICAS
ANGORA, M. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 2007, 36,
144.
AUROSQUÍMICA. Boletim Técnico: Banho de Níquel Químico. 2010. Disponível em:
<http://www.aurosquimica.com.br/data/pdf/NIQUELQUIMICO.pdf-1379343076.pdf>.
Acesso em: 09 set. 2016
BIANCHI, E. C.; VARGA, V. L.; MAGAGNIN, T. C. Análise comparativa do desempenho
entre rebolos superabrasivos e convencionais, na retificação cilíndrica externa do aço eutectic
ect-na-4923. Curitiba, Brasil, 2001.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
134
BORN, R.; HEYDECKE, J.; RICHTERING, W. Revista Tratamento de Superfície e Noticiário
da Galvanoplastia. 2000, 30, 103.
DE SOUZA, G. F.; ALVES, A. S. Retificação com Rebolos de CBN Como Meio Para a
Melhoria da Qualidade e Competitividade. Águas de Lindóia, Brasil, 1999.
DE SOUZA, M. F. Processo de Deposição Química de Ligas de Níquel Fósforo, Suas
Propriedades e Aplicações Industriais. Trabalho de conclusão de curso, Faculdade Oswaldo
Cruz, São Paulo, Brasil, 2011.
ELETROCHEMICAL. Boletins Técnicos: métodos de análises. Disponível em:
<http://www.electrochemical.com.br/electrolimeira/index.php/boletins-tecnicos/metodos-de-
analise>. Acesso em: 09 set. 2016
MATANNA, S. M.M. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 2008,
60, 149.
NITEC, Informações técnicas sobre serviços de banho de níquel químico. Disponível em:
<http://www.banho-de-niquel-quimico.com/informacoes-tecnicas-resistencia-a-corrosao-
empresa-de-banho-de-niquel.php>. Acesso em: 21 jul. 2016.
PANOSSIAN, Z. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 1995, 32,
74.
PANOSSIAN, Z. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 1996, 22,
75.
PANOSSIAN, Z. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 1996, 28,
76.
PANOSSIAN, Z. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 1996, 16,
78.
PANOSSIAN, Z. Revista Tratamento de Superfície e Noticiário da Galvanoplastia. 1997, 26,
83.

III Simpósio de Pesquisa nas Engenharias Ambiental e Sanitária,
de Alimentos e Química - de 07 e 09 de dezembro de 2016
135
SURTEC. Manual Técnico com tabelas e referências para quem trabalha com Galvanoplastia
- Edição 2012. Disponível em: <http://www.surtec.com.br/ht/fr_5.html>. Acesso em: 29 set.
2016.