incorporaÇÃo de pÓ de mÁrmore reciclado como … · 2016-11-30 · maria luiza de moraes leonel...
TRANSCRIPT

FACULDADE SENAI DE TECNOLOGIA AMBIENTAL
GUSTAVO BLUMTRITT
INCORPORAÇÃO DE PÓ DE MÁRMORE RECICLADO
COMO CARGA EM TINTA ACRÍLICA: UMA PROPOSTA
AMBIENTAL
São Bernardo do Campo
2014

GUSTAVO BLUMTRITT
INCORPORAÇÃO DE PÓ DE MÁRMORE RECICLADO
COMO CARGA EM TINTA ACRÍLICA: UMA PROPOSTA
AMBIENTAL
Monografia apresentada à Faculdade SENAI
de Tecnologia ambiental – São :Bernardo do
Campo, dentro do Curso Superior de
Tecnologia em Processos Ambientais como
requisito da disciplina de Projetos Ambientais,
sob orientação do Prof. Dr. Fernando Codelo
Nascimento, coorientação da Profª Drª. Maria
Luiza de Moraes Leonel Padilha e coordenação
geral do Prof. Dr. Fernando Codelo Nascimento.
São Bernardo do Campo
2014

DEDICATÓRIA
Aos meus pais Jair e Neusa, aos meus irmãos Andréa, Marcelo e Renata e a
minha namorada Clisler, dedico e agradeço pelo amor, pelo apoio e por serem
tão presentes em todos os momentos de minha vida.

AGRADECIMENTOS
Ao meu orientador professor Dr. Fernando Codelo Nascimento, pelo apoio,
paciência, ensinamentos, persistência e orientação.
Ao professor MSc. Pedro Márcio Munhoz pela orientação e ensinamentos no
laboratório de ensaios práticos.
Aos funcionários do laboratório de tintas da Faculdade Senai de Tecnologia
Ambiental pelos ensaios, discussões e ensinamentos.
A todos meus amigos e professores que ajudaram na minha formação
acadêmica e nessa pesquisa.
Enfim, a todos os colegas da faculdade SENAI de Tecnologia Ambiental pela
paciência, carinho e amizade.

“O segredo da saúde mental e corporal está em não se lamentar o passado,
não se preocupar com o futuro, nem se adiantar aos problemas, mas, viver
sábia e seriamente o presente.“
Buda

RESUMO
A evolução constante das indústrias químicas e petroquímicas tem resultado no
aparecimento de novas matérias primas, algumas das quais responsáveis por
verdadeiras revoluções tecnológicas na indústria de tintas. Daí, então, a
importância de que essas novas matérias primas sejam estudas
cuidadosamente, no sentido de se determinar o potencial de uso na indústria
química de forma sustentável.
O objetivo dessa pesquisa foi propor um produto inovador com a incorporação
do pó de mármore em tinta acrílica, como carga reciclada.
A metodologia adotada para o desenvolvimento dessa pesquisa foi um estudo
de caso, desenvolvido de agosto de 2013 até outubro de 2014 na Faculdade
Senai de Tecnologia Ambiental, em São Bernardo do Campo, São Paulo.
Como resultado, de pesquisa laboratorial realizada, obtiveram-se dados
relevantes e um produto inovador com a incorporação do pó de mármore, como
carga reciclada, em tinta acrílica, caracterizando dessa forma uma melhoria
significante no poder de cobertura e resistência à abrasão.
Concluiu-se com essa pesquisa a importância da necessidade do estudo de
novas matérias primas como carga para uso em tintas, o surgimento de um
novo produto de alta tecnologia e qualidade no mercado, além da redução no
desperdício de pó de mármore, contribuindo assim para o aumento da vida útil
de um aterro industrial.
Palavras chaves: incorporação de pó de mármore. reciclagem. carga reciclada.
tinta acrílica
ABSTRACT
The constant development ofchemical and petrochemical industriesresults in
the appearanceof newraw materials some of which account fortruetechnological
revolutionsin the paint industry. The importance of these new materials
wascarefullystudied in order todeterminate the potential forusein the chemical
industry.
Theobjective of this researchwas to proposean innovative productwith the
additionofmarblepowderacrylic paintrecycledasload.
The development adoptedfor the methodology of this research was a case
study, from August 2013 to October 2014 in Senai School of Environmental
Technology in Sao Bernardo do Campo, São Paulo. As a resultby laboratory
research go trelevant data and an innovative product with the additionof the
marbledust, recycled to charge, for acrylic paintch a racterizing the significant
improvement in covering power and resistance to abrasion.
It was concluded from this study the importance of the necessity to study new
materials to use for charge paints, the emergence of a new technology and high
quality product on the market, and reduction in waste marble dust contributing
to increase the useful life of an industrial landfill.
Keywords: incorporation of marble dust. recycling. recycled charge. acrylic
paint.

LISTA DE FIGURAS Figura 1 Resíduos domiciliares..........................................................................17
Figura 2 Resíduos industriais............................................................................18
Figura 3 Resíduo de serviços de saúde............................................................18
Figura 4 Resíduos de aeroportos......................................................................19
Figura 5 Resíduo de serviços agrossilvopastoris..............................................19
Figura 6 Resíduo de construção civil.................................................................20
Figura 7 Aplicação de tintas como revestimento...............................................25
Figura 8 Pintura em cavernas............................................................................28
Figura 9 Imagem pintada em confecção de papiro............................................28
Figura 10 Pinturas de Pompéia.........................................................................29
Figura 11 Gravura de índios Maia.....................................................................30
Figura 12 Madona de Fuso................................................................................31
Figura 13 Revolução industrial..........................................................................31
Figura 14 Pintura automotiva moderna..............................................................31
Figura 15 Componentes básicos de uma tinta..................................................33
Figura 16 Resína acrílica transparente..............................................................36
Fiigura 17 Dióxido de titâneo.............................................................................38
Figura 18 Pigmentos orgânicos.........................................................................39
Figura 19 Moinho de bolas................................................................................42
Figura 20 Moinho vertical...................................................................................43

Figura 21 Moinho horizontal..............................................................................43
Figura 22 Grupo de Laocoonte no Museu do Vaticano.....................................65
Figura 23 Mármore aplicado em ambiente interno............................................65
Figura 24 Resíduo originário do corte de pedras de mármore..........................70
Figura 25 Corpo de prova em um aplicador eletro motorizado..........................72
Figura 26 Espectrofotômetro.............................................................................72
Figura 27 Corpo de prova..................................................................................73
Figura 28 Máquina de lavabilidade....................................................................74
Figura 29 Desgaste no corpo de prova..............................................................74
Figura 30 Corpo de prova..................................................................................75
Figura 31 Aplicação padronizada......................................................................76
Figura 32 Estufa para secagem.........................................................................76
Figura 33 Chapas de aço 1020..........................................................................77
Figura 34 Corte em X.........................................................................................77
Figura 35 Tinta incorporada e suas proporções................................................78
Figura 36 Temperatura e umidade do laboratório ............................................79
Figura 37 Resultado do ensaio de aderência da amostra sem incorporação ...84
Figura 38 Resultado do ensaio de aderência da amostra com 20% de
incorporação de pó de mármore........................................................................85

LISTA DE GRÁFICOS Gráfico 1 Produção mineral bruta de mármore..................................................60
Gráfico 2 Exportação das rochas carbonáticas em toneladas...........................61
Gráfico 3 Ciclos de escovação X amostras incorporadas.................................83

LISTA DE QUADROS
Quadro 1 Classificação de resíduos sólidos quanto a origem...........................21 Quadro 2 Classificação de resíduos sólidos quanto a periculosidade...............22
Quadro 3 Resíduos e suas classificações.........................................................22
Quadro 4 Código de identificação e características do resíduo........................23
Quadro 5 Resumo histórico do surgimento da tinta...........................................26 Quadro 6 Componentes básico de uma tinta....................................................34
Quadro 7 Relação aplicativa dos principais pigmentos.....................................50
Quadro 8 Tipos de mármores nacionais............................................................62
Quadro 9 Principais mármores importados comercializados no Brasil..............64
Quadro 10 Normas técnicas utilizadas..............................................................70
Quadro 11 Identificação das amostras conforme porcentagem do pó de
mármore.............................................................................................................71

LISTA DE TABELAS
Tabela 1 Massa obtida das amostras ...............................................................79
Tabela 2 Resultado do poder de coberturaumida das amostras .....................80
Tabela 3 Resultados de determinação de resistência à abrasão úmida...........82
Tabela 4 Resultados do poder de cobertura seca.............................................86

INTRODUÇÃO...................................................................................................15
CAPITULO 1 RESÍDUOS..................................................................................16
1.1 Etmologia e definição ..................................................................................16
1.2 Classificação dos resíduos..........................................................................17
CAPÍTULO 2 TINTAS........................................................................................25 2.1 História.........................................................................................................25
2.2 Definição......................................................................................................32 2.3 Composição básica......................................................................................33
2.3.1 Solvente....................................................................................................34 2.3.2 Resina.......................................................................................................35
2.3.3 Aditivo.......................................................................................................37
2.3.4 Pigmento...................................................................................................38 2,3,5 Cargas .....................................................................................................39
2.4 Processo de fabricação de tintas ................................................................41
2.4.1 Prémistura ...............................................................................................41
2.4.2 Moagem ...................................................................................................42 2.4.3 Completagem ...........................................................................................44
CAPÍTULO 3 PIGMENTOS E CARGAS...........................................................47
3.1 Pigmentos....................................................................................................47 3.1.1 Pigmentos orgânicos ...............................................................................49
3.1.1.1 Classificação química de pigmentos orgânicos.....................................49 3.1.2 Pigmentos especiais ................................................................................51
3.1.3 Pigmentos inorgânicos .............................................................................52
3.2 Cargas ..........................................................................................................5

CAPITULO 4 PÓ DE MÁRMORE.....................................................................58 4.1 Mármore.......................................................................................................58
4.2 Tipos de mámore.........................................................................................61
4.3 Aplicações do mármore...............................................................................65
4.4 Pó de mámore.............................................................................................66 CAPÍTULO 5 ESTUDO DE CASO, MATERIAIS E MÉTODOS........................67
5.1 Materiais .....................................................................................................68
5.2 Metodologia ................................................................................................69
5.2.1 Preparação das amostras ........................................................................70
5.2.2 Determinação do poder de cobertura de tinta úmida................................72
5.2.3 Determinação da resistência à abrasão úmida.........................................73
5.2.4 Determinação do poder de cobertura de tinta seca..................................75
5.2.5 Determinada da aderência da tinta...........................................................76
CAPÍTULO 6 RESULTADOS, ANÁLISE E DISCUSSÃO................................78
6.1 Incorporação do pó de mármore à tinta.......................................................78
6.2 Determinação do poder de cobertura úmida ..............................................80
6.3 Determinação de resistência à abrasão úmida............................................81
6.4 Determinação de aderência ........................................................................84
6.5 Determinação do poder de cobertura seca..................................................85
CONCLUSÃO......................................................................................................87
REFERÊNCIAIS..................................................................................................88

15
INTRODUÇÃO
Esse trabalho cujo tema é a incorporação de pó de mármore em tinta acrílica como
carga reciclada, teve por objeto de estudo a tinta acrílica.
O objeto em questão encontra-se delimitado no ponto de vista geográfico na Rua
José Odorizzi, 1555, no bairro Assunção, na cidade de São Bernardo do Campo.
O estudo foi desenvolvido de agosto de 2013 a outubro de 2014.
Dentre os principais motivos que justificam a realização desta pesquisa cita-se que o
resíduo de pó de mármore agride o meio ambiente, é originário de uma fonte
esgotável na natureza, existe grande quantidade desse resíduo desperdiçado e sua
incorporação pertence a um mercado inovador.
O trabalho é relevante, pois há uma grande quantidade de pó de mármore
despejado na natureza.
Objetivou-se com ele o projeto acadêmico de propor um produto inovador com a
incorporação de pó de mármore em tinta acrílica como carga reciclada.
Para que a pesquisa pudesse ser realizada problematizou-se qual a possível
destinação para o resíduo pó de mármore?
Como metodologia de pesquisa adotou-se o estudo de caso.
Artigos técnicos, teses, orientações de mestrado, monografias, livros, pesquisa de
campo, foram alguns dos instrumentos de pesquisa utilizados para a coleta de
dados e fundamentação teórica dessa monografia.
O estudo encontra-se dividido em seis capítulos. O primeiro capítulo abordou a
etimologia, definição e classificação dos resíduos. Já o segundo capítulo tratou
sobre a história, definição, composição básica e processo de fabricação de tintas.
No terceiro capítulo apresenta-se o descritivo sobre a importância e os tipos de
pigmentos e cargas utilizados na formulação de uma tinta. O quarto capítulo decorre
sobre o pó de mármore, sua origem, tipos e aplicações. No quinto capítulo encontra-
se o estudo de caso, a localização do objeto, o objetivo, justificativas,
problematização e a hipótese. O sexto, e último capítulo, exibe a análise, discussão
dos resultados e propostas para o objeto acima proposto.
16
1 RESÍDUOS SÓLIDOS
1.1 Etimologia e definição
A Política Nacional de Resíduos Sólidos (PNRS, 2010), conceito o qual foi utlizado
nesse trabalho define resíduo como:
Material ou substância, objeto ou vem descartado resultante de atividads humanas em sociedade, a cuja a destinação final se procede, se propõe proceder ou se está obrigado a proceder, nos estados sólido ou semissólido, bem com gases contidos em recipientes líquidos cujas particularidades tornem inviável o seu lançamento na rede pública de esgotos ou em corpos d’água, ou exijam para isso soluções técnicas economicamente inviáveis em face da melhor tecnologia disponível.
O texto acima foi utilizado para elucidar um dos conceitos utilizados para a definição
do que é resíduo. É um dos conceitos mais modernos para tal definição.
Para a Associação Brasileira de Normas Técnicas, Norma Brasileira 10004 (ABNT
NBR 10004:2004) resíduo sólido tem a seguinte definição:
Resíduos nos estados sólido e semi-sólido, que resultam de atividades de origem industrial, doméstica, hospitalar, comercial, agrícola, de serviços e varrição. Ficam incluídos nesta definição os lodos provenientes de sistemas de tratamento de água, aqueles gerados de equipamentos e instalações de controle de poluição, bem como determinados líquidos cujas particularidades tornem inviável o seu lançamento na rede pública de esgotos ou corpos de água, ou exijam para isso soluções técnicas e economicamente inviáveis em face à melhor tecnologia disponível.
Conforme citado acima, observa-se um texto técnico e ainda informa as atividades
que originam os resíduos sólidos.
Já para Pólito, (2010) resíduo tem uma definição mais específica:
Que resta; restante, remanescente. sm 1 Aquilo que resta, que subsiste de coisa desaparecida. 2 Quím Radical. 3 Parte insolúvel depois da filtração. 4 Cinzas após ignição. 5 Substância que resta depois de uma operação química ou de uma destilação; resto, sobra. 6 O que se acha no fundo. 7 Fezes, borra, lia, sedimento. 8 Sociol Elemento cultural que sobreviveu a mudanças com as quais está em contradição. R. halogênico, Quím: o que se obtém privando os ácidos oxigenados do seu hidrogênio básico.
Na definição de Pólito, (2010) é citada uma definição mais específica e com
referencias a resíduos químicos também, diferente das outras definições aqui
utilizadas.
17
1.2 Classificação dos resíduos
De acordo com PNRS, (2010) há classificação de resíduos sólidos, isso se deve a
existência de diversas fontes de origem, portanto existe a necessidade também de
diferentes formas de descarte. A Política Nacional de Resíduos Sólidos, (2010)
classifica os resíduos quanto à origem e periculosidade.
Para um gerenciamento responsável e viável, é indispensável à classificação dos
resíduos. Isto é realizado com base em características e propriedades determinadas
identificáveis nos resíduos, basicamente em acordo com suas origens e grau de
periculosidade.
Quanto a origem os resíduos vêm de diversas fontes. A seguir segue alguns
exemplos desse tipo de classificação e seus resíduos.
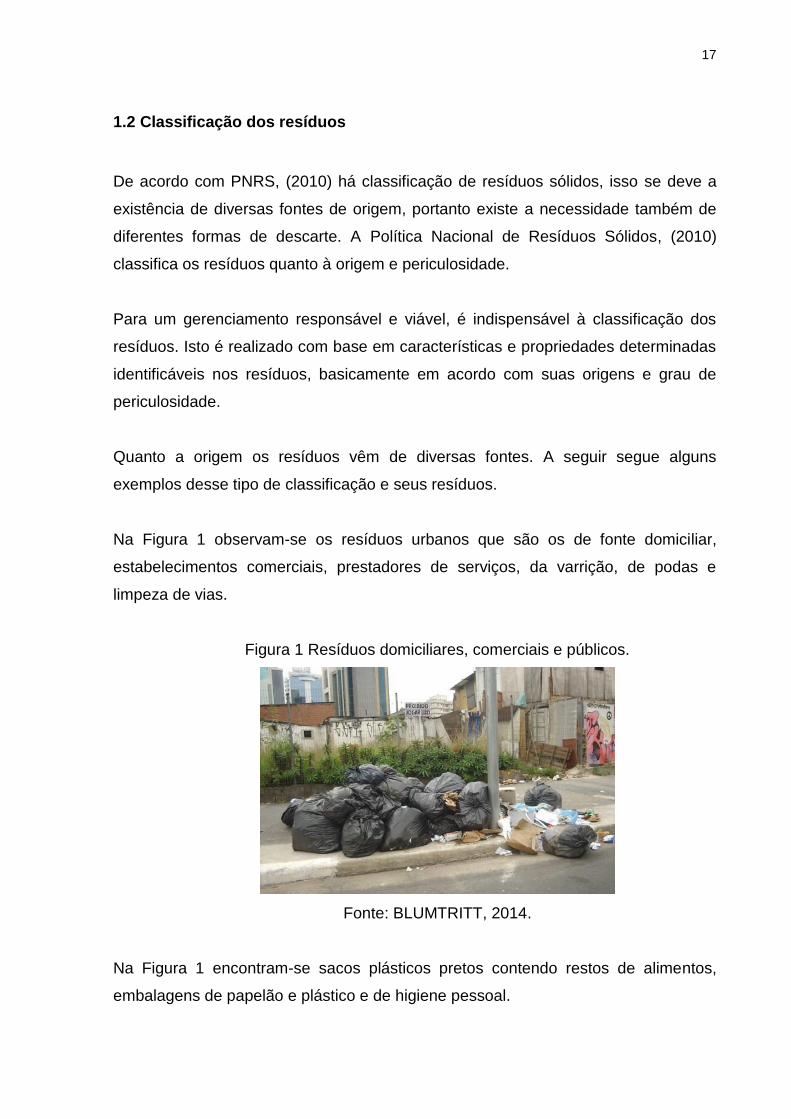
Na Figura 1 observam-se os resíduos urbanos que são os de fonte domiciliar,
estabelecimentos comerciais, prestadores de serviços, da varrição, de podas e
limpeza de vias.
Figura 1 Resíduos domiciliares, comerciais e públicos.
Fonte: BLUMTRITT, 2014.
Na Figura 1 encontram-se sacos plásticos pretos contendo restos de alimentos,
embalagens de papelão e plástico e de higiene pessoal.

18
Os resíduos industriais podem ser observados na Figura 2. São caracterizados por
resíduos de fonte de atividade de pesquisa e transformação de matérias primas em
produtos ou subprodutos.
Figura 2 Resíduos industriais – trituração de metais.
Fonte: TECSSCAN, 2011
Na figura acima observam-se restos de chapas de aço que foram utilizadas em uma
indústria de automóveis.
Resíduos de atividades de natureza médico-assistencial humana ou animal são
caracterizados como resíduos de serviço de saúde (Figura 3).
Figura 3 Resíduo de serviços de saúde.
Fonte: QUALIDADE ON LINE, 2013
Na Figura 3 tem-se como exemplo de resíduos de serviço de saúde: seringas já
utilizada e gazes para limpeza de sangue humano.

19
Resíduos provenientes de portos, aeroportos, terminais rodoviários (Figura 4) são os
de qualquer natureza proveniente das embarcações, aeronaves ou meio de
transporte terrestre, incluindo até mesmo os resíduos de suas manutenções.
Figura 4 Resíduos de aeroportos – alfândega.
Fonte: INFRAERO, 2012
Na Figura 4 podem-se observar resíduos originários de manutenção de aeronaves,
caracterizando assim, como esse tipo de resíduo.
Há também a caracterização de resíduos de atividades rurais (Figura 5), que são
aqueles provenientes da atividade agropecuária, inclusive os resíduos de insumos
utilizados.
Figura 5 Resíduos de serviços agrossilvopastoris.
Fonte: INSTITUTO NACIONAL DE PROCESSAMENTO DE EMBALAGENS
VAZIAS, 2012.
Os restos de embalagens de fertilizantes (Figura 5) são caracterizados como esse
tipo de resíduo. E é possível observa-se ainda que tais restos de embalagens ainda
estão despejadas na natureza, sem nenhum cuidado com o armazenamento.
20
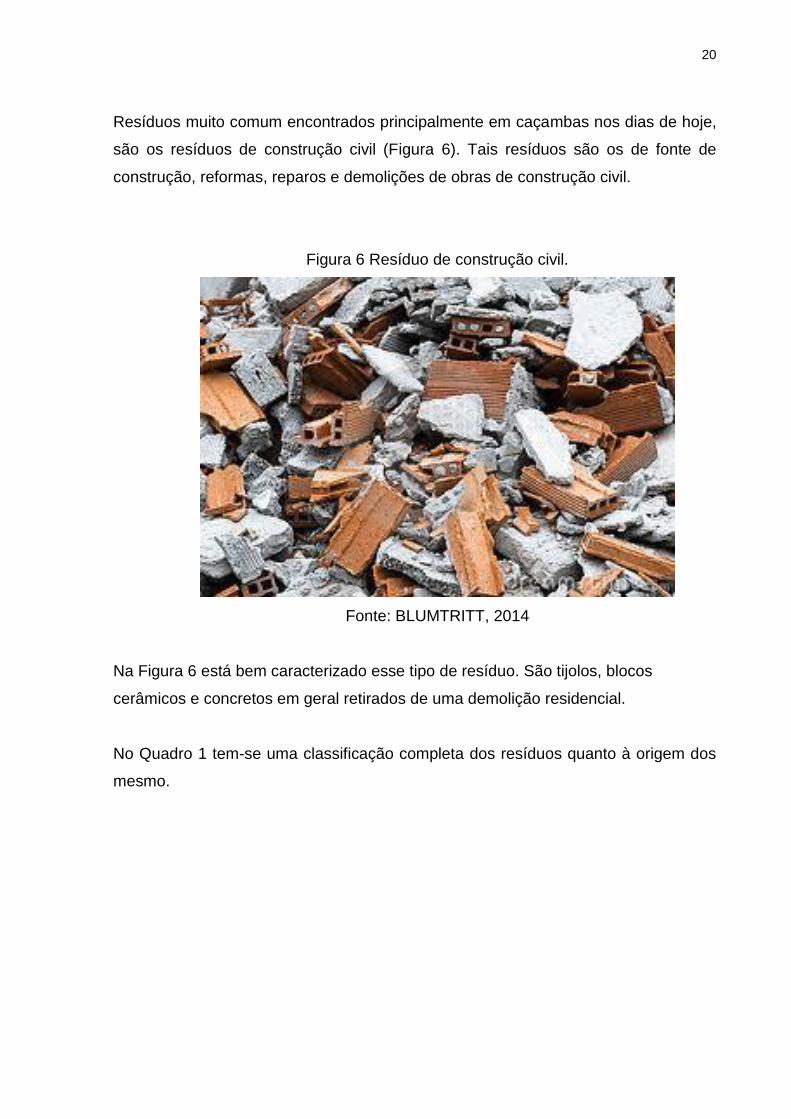
Resíduos muito comum encontrados principalmente em caçambas nos dias de hoje,
são os resíduos de construção civil (Figura 6). Tais resíduos são os de fonte de
construção, reformas, reparos e demolições de obras de construção civil.
Figura 6 Resíduo de construção civil.
Fonte: BLUMTRITT, 2014
Na Figura 6 está bem caracterizado esse tipo de resíduo. São tijolos, blocos
cerâmicos e concretos em geral retirados de uma demolição residencial.
No Quadro 1 tem-se uma classificação completa dos resíduos quanto à origem dos
mesmo.

21
Quadro 1 Classificação de resíduos sólidos quanto à origem
Classificação do resíduo Origem do resíduo
Resíduos
dos
serviços
públicos
de
saneam.
básico
Resíduos
sólidos
urbanos
Resíduos
domiciliares
Atividades domésticas em
Residência urbana
Resíduo
de estab.
Comerc. e
prestador
de serv.
Resíduos de
limpeza
Urbana
Varrição, limpeza de
logradouros e vias públicas e
outros serviços de limpeza
urbana
Resíduos
industriais
Gerados nos processos
produtivos e instalações
industriais
Resíduo
de estab.
Comerc. e
prestador
de serv.
Resíduos de
serviço de
saúde
Gerados nos serviços de
saúde conforme norma do
sinama e snvs
Resíduos da
construção
civil
Gerados na construção,
reformas, reparos e
demolições; resultantes da
preparação e escavação de
terrenos de para obras civis
Resíduos
agrossilvospa
storis
Gerados nas atividades
agropecuárias e silviculturais,
inclusive insumos utilizados
Resíduo
de estab.
Comerc. e
prestador
de serv.
Resíduos de
serviços de
transportes
Gerados nas atividades de de
portos, aeroportos, terminais
alfandegários, rodoviários e
ferroviários e passagem de
fronteira
Resíduos de
mineração
Gerados na atividade de
pesquisa, extração ou
beneficiamento de minérios
Fonte: Adaptado da PNRS (2010)
22
Tal quadro foi adaptado da Política Nacional de Resíduos Sólidos (2010) para um
melhor entendimento e fácil visualização.
A NBR 10004:2004 classifica o resíduo quanto à sua periculosidade à saúde
humana e ao meio ambiente. Há duas formas gerais de classificação: perigosos e
não perigosos, conforme mostra o Quadro 2.
Quadro 2 classificação dos resíduos sólidos quanto à periculosidade
Classificação Característica
Resíduos
perigosos
Inflamabilidade, corrosividade,
reatividade, toxidade,
patogenicidade,
carcinogecidade,
teratogenicidade e
mutagenicidade
Apresentem riscos à saúde
pública ou a qualidade
ambiental, de acordo com lei e
norma técnica
Resíduos
não
perigosos
Aqueles não enquadrados em resíduos perigosos
Fonte: Adaptado da NBR 10004:2004
A ABNT NBR 10004:2004 ainda classifica os resíduos em classes. Onde os resíduos
perigosos são classificados como RESÍDUOS CLASSE I e os RESÍDUOS CLASSE
II são os não perigosos. Os resíduos não perigosos dividem-se em duas
subclassificações: os resíduos não inertes, que são aqueles que podem ter
propriedades como biodegrabilidade, combustibilidade ou solubilidade em água; e os
inertes, que são aqueles resíduos que quando submetidos a um contato com água
destilada ou deionizada em uma temperatura ambiente não tem nenhum de seus
constituintes solubilizados. Esses resíduos são apresentados no Quadro 3.
Quadro 3 Resíduos e suas classificações
RESÍDUOS CLASSE I PERIGOSOS
RESÍDUOS CLASSE II NÃO PERIGOSOS
RESÍDUOS CLASSE II A NÃO INERTES
RESÍDUOS CLASSE II B INERTES
Fonte: Adaptado da NBR 10004:2004
23
Conforme a NBR 10004:2004 os resíduos perigosos ainda são classificados pelas
suas características de inflamabilidade, corrosividade, reatividade e patogenicidade
são codificados conforme a identificação a seguir:
Quadro 4 Código de identiicação e características do resíduo
CÓDIGO DE IDENTIFICAÇÃO CARACTERÍSTICA
D001 INFLAMÁVEL
D002 CORROSIVO
D003 REATIVO
D004 PATOGÊNICO
Fonte: Adaptado da NBR 10004, 2004
A ABNT NBR 10004:2004 caracteriza um resíduo inflamável todo aquele que
apresenta qualquer uma de algumas propriedades, dentre elas: ser líquida e com
ponto de fulgor a 60°C, não ser líquida mas com capacidade de produzir fogo por
fricção, absorção de umidade ou por alterações químicas expontâneas, ser um
oxidante definido como substância que pode gerar oxigênio ou ser um gás
inflamável.
Resíduos corrosivos, conforme a NBR 10004:2004 são aqueles que apresentam
uma das seguintes propriedades: ser aquosa e com pH inferior ou igual a 2 ou
superior a 12,5 ou ser líquida ou produzir um líquido que corroe o aço.
Os resíduos reativos são os que apresentam uma ou mais das características: ser
instável e reagir de forma violenta sem detonar, reagir violentamente com água,
formar misturas potencialmente explosivas com a água, gerar gases ou vapores
tóxicos à saúde pública ou ao meio ambiente, ser capaz de produzir reação
explosiva ou detonante sob a ação de forte estimulo, ação catalítica ou temperaturas
e ambientes confinados, ser capaz de produzir reação ou decomposição detonante
ou explosiva e por fim, ser explosivo. Propriedades estas, apresentadas na NBR
10004:2004.

24
E a NBR 10004:2004 caracteriza como resíduos tóxicos aqueles que segundo a
NBR 10007:2004 apresentam contaminantes e concentrações apresentadas na NBR
10005:2004, serem constiutídos por restos de embalagens contaminadas, ser
resultado de derramamentos ou produtos fora de especificação ou prazo de validade
e ser comprovadamente letal ao homem.
Entende-se assim portanto o conceito e classificação dos resíduos confome as
normas vigêntes no país. O próximo capítulo irá abordar a história, definição e
composição das tintas.
25
2. TINTAS
2.1 História
Desde o surgimento da existência da humanidade no planeta Terra já se utilizava a
tinta. Desde a época da última Era Glacial, quando era utilizada para desenhar
gravuras do cotidiano em cavernas até os dias atuais, onde a tinta tem inúmeras
utilidades para a humanidade.
Por muito tempo, as tintas foram utilizadas apenas por suas características estéticas,
como gravuras ou desenhos coloridos por exemplo. Porém, com o avanço da
tecnologia, novas propriedades e características foram incorporadas às tintas:
revestimento, higiene, iluminação e proteção. Na Figura 7 observam-se todos esses
itens aplicados.
Figura 7 Aplicação de tinta como revestimento, higiene, iluminação e proteção.
Fonte: QUIMATECNICA, 2014
No Quadro 5, baseado em literatura de Fazenda, 1993, observa-se o histórico do
surgimento das tintas, desde o seu surgimento na Era Glacial, destacando os povos,
períodos, aplicações, importância e formas de aplicação.

26
Quadro 5 Resumo histórico do surgimento da tinta
Civilização Período Aplicação Importância Forma de
aplicação
Civilizção
pré historica
Era Glacial Desenhos
e gravuras
em
cavernas
Cores derivadas do
óxido de ferro natural
e ocre vermelho
Dedo
Egípicios 8000 a 5800
anos AC
Decoração
de paredes
e
confecção
de papiros
Cores derivadas de
solo natural
Primeiras tintas
sintéticas
Pincéis
Oriente 4000 anos AC Decoração Cores derivadas de
pigmento de caulim
Lápis
Gregos e
romanos
Período
Clássico
Decoração
de paredes
e quadros
Cores derivadas do
chumbo branco,
litargírio, zarcão,
verdete e ossos
escuros
Pincéis
Italianos Europa
Renascentista
Decoração
de paredes
e quadro
Técnica de
suspender pigmentos
em água
Pincéis
China Renascentismo Decoração
de paredes
e quadros
Cores derivadas da
azurita, carbonato
básico de cobre,
malaquita, zarcão,
negro de fumo
Trinchas e
estiletes
Fonte: Adaptado de FAZENDA, 1993

27
Quadro 5 Resumo histórico do surgimento da tinta (continuação)
Civilização Período Aplicação Importância Forma de
aplicação
Índios
America-
nos e
Canaden-
ses
Indefinido Decoração
de
paredes,
proteção
de canoas
e pintura
facial
Cores derivadas do
carvão vegetal
Pincéis e
dedo
Índios
Maias
Indefinido Decoração
de paredes
e pinturas
têxtil e
facial
Cores originárias de
fungos das pináceas e
ovos de
Faisão
Pincéis de
pena e
plumagem
Inglaterra,
França e
Alemanha
Revolução
industrial -
1790
Decoração
, pigmenta-
ção têxtil,
pintura de
paredes,
proteção à
corrosão
dentre
outras
Surgem as primeiras
industrias de tintas
Pincéis e
dispositivo
s
mecânicos
de
aplicação
Fonte: Adaptado de FAZENDA, 1993
De acordo com o Quadro 5 e Fazenda (1993), a tinta surgiu na Era Glacial onde era
utilizada pelos povos primitivos apenas para confecção de gravuras nas cavernas,
afim de contarem o cotidiano por eles vividos (Figura 8). Nessa Era, utilizava-se para
o pigmento óxidos de ferro natural e ocre vermelho.

28
Figura 8 Pintura em cavernas
Fonte: PRÉ HISTORIA – TUMBLR, 2014
Já no oriente, o homem desenvolveu lápis coloridos com o propósito decorativo por
volta de 4000 A.C., feitos pela mistura de pigmentos com caulim.
Durante o período de 8000 a 5800 a.C., devido ao clima seco da região, os egípcios
utilizavam as tintas não para revestimento protetor, mais sim nas artes decorativas,
pinturas em paredes de sarcófagos, papiros (Figura 9) e tudo o pertence à Arte
Egípcia. Foi durante esse período que surgiram os primeiros pigmentos sintéticos,
embora algumas das primeiras cores fossem derivadas de solo natural. Estes
pigmentos tornaram-se importantes itens de exportação. As cores naturais incluíam
ocres vermelho e amarelo, hematita, calcário amarelo, ouro em folha, carvão, negro
de fumo e gesso natural.
Figura 9 Imagem pintada em confecção de papiro
Fonte: DREAMSTIME, 2014

29
No período clássico, os materiais utilizados pelos gregos e romanos eram similares à
aqueles que os egípcios empregavam. Além dos pigmentos comuns, os romanos
também utilizavam chumbo branco, litargírio, zarcão, verdete e ossos escuros.
Muitas pinturas de Pompéia (Figura 10) foram preparadas com massa de óxido de
cálcio por artesãos comuns, e a maioria das paredes, pintadas em monocromia.
Nessa época surgiram duas escolas árticas: uma impressionista e outra realista.
Figura 10 Pinturas de Pompéia
Fonte: MUSEU ARQUEOLÓGICO NACIONAL DE NÁPOLES, 2009
Em antigas cavernas do Oriente prevalecia as práticas de decoração utilizando
técnicas de suspender pigmentos em água, com ou sem ligante, muito comum na
Europa Renascentista, adquirida através dos italianos. Na Índia, as titntas eram
aplicadas com estiletes e trincha, e os lápis de cor eram feitos com arroz cozido.
Chineses e japoneses utilizavam uma série de pigmentos para a preparação de suas
cores, tais com azurita, carbonato básico de cobre, malaquita, zarcão, negro de fumo
e outros.
Índios americanos e canadenses usavam como pigmento preto para suas canoas o
carvão vegetal e para pintura facial um outro tipo de carvão. O negro de fumo natural
e gráfite também eram utilizados como pigmentos negros. Para o branco, utilizavam
diatomita retirada do fundo de alguns lagos. O vermelho era obtido a partir da
calcinação do ocre amarelo e amarelo vinha de fungos das pináceas.

30
Já os Maias, tinham uma maneira própria de preparar revestimentos: seus pincéis
eram feitos de penas ou plumagens de passáros e às pinturas eram adicionados
ovos de faisão (Figura 11).
Figura 11 Gravura de ìndios Maia
Fonte: TERRA NAUAS, 2012
Com o fim da Reanscença (Figura 12), o interesse por óleos cresceu muito. E foi
nesse período que cada artista era fabricante de seu próprio pigmento. Em 1644,
Petitot de Génova foi um dos primeiros a surgerir que os secantes possuíam um
valor prático nas tintas. Naquele período, os óleos eram purificados pelo cozimento
com água e os secantes usados como agentes desidratantes.
Figura 12: Madona de Fuso, Leonado Da Vinci
Fonte: WORDPRESS, 2010
31
Com a Revolução Industrial (Figura 13) surgiu a necessidade da industrialização das
tintas e vernizes. Watin, em 1773 foi o primeiro a descrever tecnicamente esse
processo. As primeiras fábricas de vernizes surgiram na Inglaterra em 1790, na
França em 1820, na Alemanha em 1830 e na Áustria em 1843. Mas foi na Grã
Bretanha e na Holanda que surgiram as técnicas mais apeuradas para a produção
de verniz. Por muitos séculos a produção e formulação de uma tinta foi uma arte
religiosa. Só no século XIX que os revestimentos ganharam uma maior difusão
popular.
Figura 13 Revolução Industrial
Fonte: TURMA DO CAFÉ, 2014
Com o avanço da tecnologia (Figura 14) no século XX novos pigmentos, melhoria
dos óleos secativos, resinas celulósicas e sintéticas e uma grande variedade de
agentes modificantes começaram a surgir de laboratórios especializados. O advento
de emulsões aquosas e tintas com base em soluções aquosas proporcionaram uma
outra dimensão para a variedade, utilização e complexidade no campo das tintas.
Figura 14 Pintura automotiva moderna
Fonte: FIAT, 2014
Dado o histórico do surgimento da tinta, no próximo capítulo será abordado as
definições de tal composição.
32
2.2 Definição
De acordo com Quitério (2012), o conceito de tinta é: um produto que se aplica numa
determinada superfície com o objetivo de formar um revestimento ou camada, quer
seja para protegê-la de agentes exteriores ou apenas com fins decorativos.
Já para Freire (2006), tinta é um composto na forma líquida, aquosa ou em gel, que
quando aplicado sobre uma superfície, forma um filme transparente ou opaco,
aderente ao substrato e flexível, com finalidade de proteger e decorar a superfície e
proporcionar uma melhor qualidade de vida aos ambientes construídos.
No entanto Ferreira (2012) diz que a tinta é definida como uma composição
pigmentada líquida, pastosa ou sólida que, quando aplicada em camada fina sobre
uma superfície apropriada no estado em que é fornecida ou após fusão, diluição ou
dispersão em produtos voláteis, é convertível ao fim de certo tempo numa película
sólida, corada e opaca.
Porém Fazenda (1993) conceituou que tinta é uma composição líquida, geralmente
viscosa, constituída de um ou mais pigmentos dispersos em um aglomerante líquido
que, ao sofrer um processo de cura quando estendida em uma película fina, forma
um filme opaco e aderente ao substrato. Esse filme tem a finalidade de proteger e
embelezar as superfícies.
Nascimento (2013) conceitua que tinta é uma película ou um filme ou mesmo uma
camada polimérica formada, capaz de proteger, de sinalizar, de iluminar ou ainda de
embelezar o substrato onde a mesma é aplicada. Tal conceito foi utilizado para o
desenvolvimento dessa pesquisa.
Dada as definições, o próximo tópico abordará os componentes básicos constituintes
da tinta.

33
2.3 Composição básica
De acordo com Fazenda (1993) não existe um tinta perfeita. Todas elas
reperesentam o resultado de um balanço ou equilíbrio de de propriedades
desajáveis, estando aí o grande desafio do trabalho de formulação, o de atingir o
equilibrio que melhor satisfaça as adequações necessárias.
Dessa forma sabe-se que o equlibrio de seus componentes básicos são
fundamentais para a qualidade e desempenho da tinta formulada.
Os materiais utilizados em uma pintura são compostos por duas fases: a fase sólida
ou soluto, que pode ser um pigmento, uma resina, uma carga ou sua mistura; e a
fase líquida, o solvente ou aditivo. Nas tintas, as duas fases são misturadas. Após a
sua aplicação sobre as superfícies, a tinta se transforma em uma película sólida ou
levemente plástica, seja devido à evaporação do solvente, seja por fenômenos
químicos, tais como oxidação ou polimerização.
De uma maneira mais detalhada, sabe-se que as tintas são constituídas por:
resinas, solventes, aditivos, pigmentos e cargas (Figura 15).
Figura 15 Componentes básicos de uma tinta
Fonte: 4SHARED, 2014
34
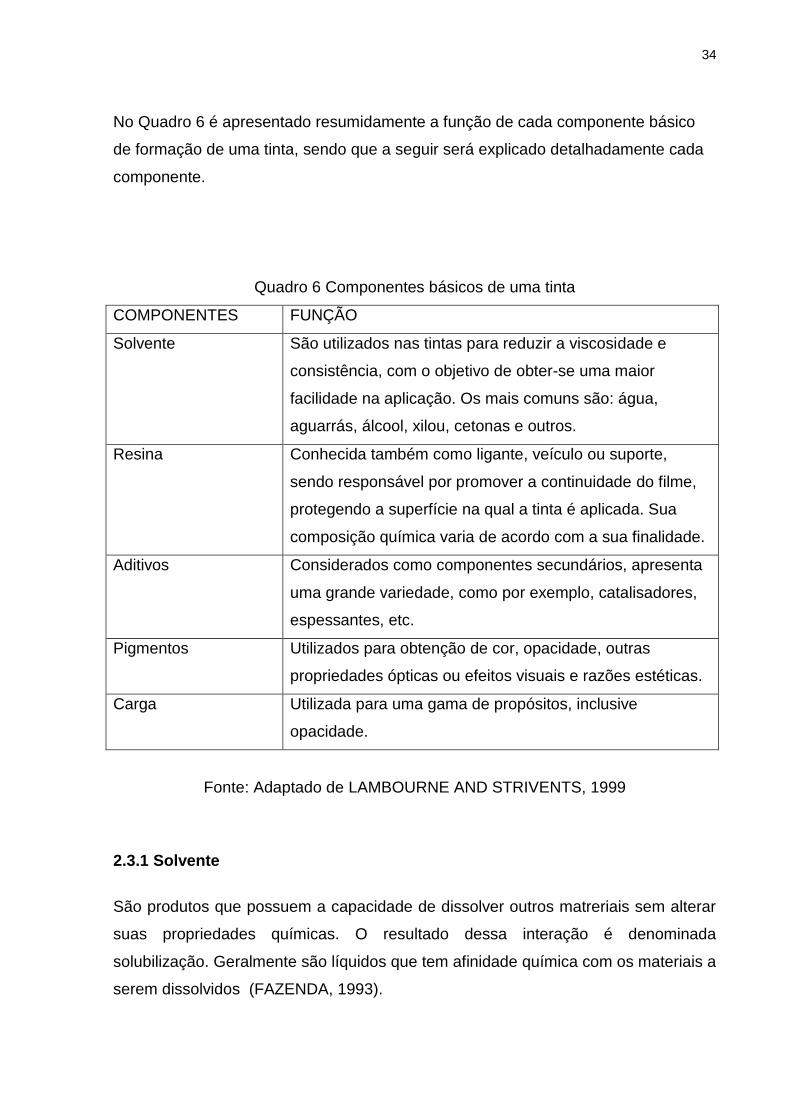
No Quadro 6 é apresentado resumidamente a função de cada componente básico
de formação de uma tinta, sendo que a seguir será explicado detalhadamente cada
componente.
Quadro 6 Componentes básicos de uma tinta
COMPONENTES FUNÇÃO
Solvente São utilizados nas tintas para reduzir a viscosidade e
consistência, com o objetivo de obter-se uma maior
facilidade na aplicação. Os mais comuns são: água,
aguarrás, álcool, xilou, cetonas e outros.
Resina Conhecida também como ligante, veículo ou suporte,
sendo responsável por promover a continuidade do filme,
protegendo a superfície na qual a tinta é aplicada. Sua
composição química varia de acordo com a sua finalidade.
Aditivos Considerados como componentes secundários, apresenta
uma grande variedade, como por exemplo, catalisadores,
espessantes, etc.
Pigmentos Utilizados para obtenção de cor, opacidade, outras
propriedades ópticas ou efeitos visuais e razões estéticas.
Carga Utilizada para uma gama de propósitos, inclusive
opacidade.
Fonte: Adaptado de LAMBOURNE AND STRIVENTS, 1999
2.3.1 Solvente
São produtos que possuem a capacidade de dissolver outros matreriais sem alterar
suas propriedades químicas. O resultado dessa interação é denominada
solubilização. Geralmente são líquidos que tem afinidade química com os materiais a
serem dissolvidos (FAZENDA, 1993).

35
A solubilzação da tinta é essencial para um melhor contato da tinta com o objeto,
favorecendo a aderência. Se utilizado um solvente errado, que não consiga solver a
resina corretamente, causa problemas como coagulação, perda de brilho e
diminuição da resistência à água. Os solventes devem ser inclores, voláteis,
quimicamente estáveis, neutros, inodoros e estáveis fisicamente (FAZENDA, 1993).
Com base nesse conceito é correto afirmar que o objetivo do solvente como
componente de uma tinta é o de solubilizar a resina, material responsável pela
formação do filme, e a de conferir a viscosidade adequada para a facilitar a
adequação da tinta (NASCIMENTO, 2013).
São compostos (orgânicos ou água) responsáveis pelo aspecto líquido da tinta com
uma determinada viscosidade. Após a aplicação da tinta, o solvente evapora
deixando uma camada de filme seco sobre o substrato. Os solventes orgânicos são
geralmente divididos em dois grupos: os hidrocarbonetos e os oxigenados. Por sua
vez, os hidrocarbonetos podem ser subdivididos em dois tipos: alifáticos e
aromáticos, enquanto que os oxigenados englobam os álcoois, acetatos, cetonas,
éteres, etc. As tintas de base aquosa utilizam como fase volátil água adicionada de
uma pequena quantidade de líquidos orgânicos compatíveis. A escolha de um
solvente em uma tinta deve ser feita de acordo com a solubilidade das resinas
respectivas da tinta, viscosidade e da forma de aplicação. Uma exceção importante
são as tintas látex, onde a água é a fase dispersora e não solubilizadora do polímero
responsável pelo revestimento (SECRETARIA DO MEIO AMBIENTE DO ESTADO
DE SÃO PAULO, 2006).
2.3.2 Resina
É o componente não volátil da tinta e é utilizada para aglomerar as partículas de
pigmentos. É a resina que denomina o tipo de tinta ou revestimento empregado,
como por exemplo: acrílicas, alquídicas, expoxíidcas dentre outras. É o componente
que define caracteristicas fundamentais das tintas: brilho, resistência química e
física, secagem e aderência (Figura 16) (FAZENDA, 1993).
36
Figura 16 Resina acrílica transparente apilcada em piso estampado
Fonte: QUIMATÉCNICA, 2014
A Figura 16 ilustra duas das características da resina, o brilho e proteção ao
substrato aplicado.
Utilizam-se vários tipos de resina. As resinas mais usuais são as alquídicas, epóxi,
poliuretânicas, acrílicas, poliéster, vinílicas e nitrocelulose.
Os formuladores de tintas possuem diversos ligantes à sua escolha. Estes variam
em termos de adesão, alastramento, nivelamento, dureza, conteúdo sólido, preço e
outras características. Dividem-se em duas grandes categorias:
a. Naturais;
b. Sintéticas.
Segundo Fazenda (1993), as resinas naturais são produtos naturais que contém
polímeros em sua composição. O piche, o leite, a goma arábica, o ovo, a cera de
37
abelha, são considerados alguns exemplos de resina natural, que combinados com
alguns componentes minerais eram utilizados para a fabricação de tintas.
Em relação às resinas sintéticas, também chamadas de polímeros sintéticos, são
macromoléculas obtidas por reações químicas entre certos tipos de substâncias,
através de processos industriais que geralmente utilizam calor e catalisadores. As
resinas e por consequência as tintas, se solidificam pelos seguintes mecanismos:
simples evaporação do solvente, oxidação e polimerização (CARVALHO, 2002).
Entre as resinas sintéticas que secam por evaporação do solvente, encontram-se as
resinas vinílicas, acrílicas, derivadas do estireno, nitrocelulose, borrachas cloradas e
betuminosas. Porém, em relação às resinas que secam por oxidação, as mais
importantes são as de óleos vegetais, resinas alquídicas modificadas com óleos,
resinas óleo-uretano e óleo-fenólica. Há, ainda, as que secam por polimerização à
temperatura ambiente: os silicatos, resinas alquídicas, resinas epóxi e de
poliuretano. E as resinas que secam por polimerização a quente: amínicas e silicone
(FAZENDA, 1993).
2.3.3 Aditivo
Dentre as principais característica que um aditivo confere à tinta podem ser citados a
estabilidade, a aplicabilidade, a qualidade, o aspecto do filme e outras
características (NASCIMENTO, 2013).
Há uma gama enorme de adtivos usados para tintas e vernizes, dentre eles:
secantes, anti sedimentantes, niveladores, antipele e antiespumantes. Este grupo de
produtos químicos envolve uma vasta gama de componentes que são empregados
em baixas concentrações (geralmente <5%), que têm funções específicas como
conferir importantes propriedades às tintas e aos revestimentos respectivos, tais
como: aumento da proteção anticorrosiva, bloqueadores dos raios UV, catalisadores
de reações, dispersantes e umectantes de pigmentos e cargas, melhoria de
nivelamento, preservantes e antiespumantes (SECRETARIA DO MEIO AMBIENTE
DO ESTADO DE SÃO PAULO, 2006).
.

38
2.3.4 Pigmento
Os pigmentos são definidos como materiais sólidos, insolúveis e resposáveis pela
cor, opacidade e proteção. Também pode ser definido como material sólido
finamente dividido, insolúvel no meio. Ele é usado para conferir características como
cor, opacidade, caracteristicas de resistência e outros efeitos. São divididos em três
classes: coloridos, que dão cor; não coloridos e anticorrosivos, que conferem
proteção aos metais (NASCIMENTO, 2013).
Fazenda (1993) cita ainda que uma outra propriendade do pigmento é o índice de
refração (I.R.) que está diretamente relacionado ao poder de cobertura, sendo que
os pigmentos coloridos devem possuir I.R superior a 1,5.
Os pigmentos que possuem cargas iguais ou ligeiramente superior a 1,5 de I.R. são
transparentes ou quase transparentes (FAZENDA, 1993).
Há duas grandes categorias de pigmentos: pigmentos inorgânicos e pigmentos
orgânicos.
a. Pigmentos inorgânicos: dióxido de titânio (Figura 17), amarelo óxido de ferro,
vermelho óxido de ferro, cromatos e molibidatos de chumbo, negro de fumo, azul da
Prússia, etc.
Figura 17 Dióxido de Titânio
Fonte: MANUTENÇÃO E SUPRIMENTOS, 2014

39
b. Pigmentos orgânicos: azul ftalocianinas azul e verde, quinacridona violeta e
vermelha, perilenos vermelhos, toluidina vermelha, aril amídicos amarelos e outros
(Figura 18).
Figura 18 Pigmentos orgânicos
Fonte: REYMEX, 2014
2.3.5 Cargas
Cargas minerais também chamadas de pigmentos adicionais, fillers ou extensores
são aplicadas em uma gama de materiais sendo incorporados junto às tintas para
uma variedade de propósitos. Tendem a ter um custo relativamente baixo, e por esta
razão costumam ser utilizadas em conjunto a outros pigmentos para, desta forma,
alcançar um tipo específico de tinta. Por exemplo, seria tecnicamente difícil e muito
caro, produzir uma emulsão para tinta utilizando somente TiO2 como pigmento.
Assim, o emprego de uma carga mineral como, por exemplo, o carbonato de cálcio
em conjunto com o TiO2, além de tornar a tinta mais econômica, ajuda a alcançar
uma maior opacidade e brancura em produtos foscos ou semibrilhosos. Cargas
minerais normalmente não contribuem para a cor, e em muitos casos é essencial
que elas não apresentem cor (LAMBOURNE, 1999).
O nome carga pode criar a ideia de que esses minerais tenham importância somente
em estudos superficiais. Na verdade, elas afetam profundamente o desempenho da
maioria dos revestimentos pigmentados. Conforme Stoffer (1997), devido ao grande
número de tipos de diferentes cargas e de suas propriedades, muitos formuladores

40
não estão informados e não estão dando a atenção necessária das vantagens que
se podem obter com seu uso.
Segundo Pauly (2000), a Norma Francesa T 30001 define extensores como:
substâncias que possuem baixo poder de tingimento e poder de cobertura em uma
suspensão média usada, e está incorporada na tinta apenas por especificações
técnicas ou razões econômicas. Extensores são elementos inorgânicos que
proporcionam volume a um custo relativamente pequeno e não conferem cor para
tinta.
Os pigmentos extensores são partículas de pó geralmente branco e, quando
misturados com uma resina orgânica, formam um filme quase transparente,
apresentando pouca ou quase nenhuma refração de luz. (LARROYD, 2004).
Como os índices de refração dessas cargas minerais estão muito próximos entre si e
o da resina, é necessário que ocorra um entrapeamento de ar na interface
resina/carga, para aumentar o espalhamento da luz e tornar a película de tinta mais
opaca. Esse entrapeamento de ar é obtido, em maior ou menor grau, pelo nível de
empacotamento das partículas que, por sua vez, depende, fundamentalmente, do
grau de anisotropia morfológica (índice de forma) e tamanho das partículas
(LARROYD, 2004).
As cargas são manufaturadas pela moagem de rochas ou por precipitação química
seguida de processos requeridos para refinamento e classificação de tamanhos.
Separados por tamanhos através de métodos de peneiramento a úmido ou a seco,
flotação e centrifugação. Operações de calcinação e branqueamento podem
também ser incluídas no processo (LARROYD, 2004).
O tamanho das cargas, de grosso modo, varia entre 0.01 e 44 microns e, em relação
à geometria, podem ser: esféricas, aciculares (forma de agulhas ou bastão),
lamelares e cúbicas. Conforme Stoffer (1997), o formato das partículas influenciam
no empacotamento das mesmas, na flexibilidade do filme, entre outras
características. Stoffer (1997) afirma ainda que, o tamanho e a distribuição

41
granulométrica das partículas, interferem na cobertura, viscosidade, porosidade do
filme, demanda de resina, no brilho, alvura,
Já conhecido os componentes básicos, o próximo item abordará o processo de
fabricação das tintas.
2.4 Processo de fabricação de tintas
A indústria de tintas é caracterizada pela produção em lotes, o que facilita o ajuste
da cor e o acerto final das propriedades da tinta. Nas etapas de fabricação
predominam as operações físicas (pré-mistura, moagem e dispersão), sendo que as
conversões químicas acontecem na produção dos componentes (matérias-primas)
da tinta e na secagem do filme após aplicação (FAZENDA, 1993).
Segundo Fazenda (1993), todos os estágios de processo são importantes e afetam
consideravelmente a produtividade, a concentração do pigmento e outras
propriedades do produto final.
2.4.1 Pré mistura
O processo de dispersão é frequentemente (e erroneamente) chamado de moagem
e se caracteriza pela aplicação de forças de cisalhamento aos agregados de
pigmento. O principal objetivo dos processos de dispersão dos pigmentos é a sua
umectação e separação das partículas primárias ou unitárias de seus aglomerados,
promovendo em seguida, a estabilização no veículo escolhido. Na etapa de pré-
mistura a ação principal é a dispersão do pigmento que tem por objetivo principal a
incorporação de partículas de pó em um veículo líquido, gerando uma mistura com
certas propriedades como homogeneidade e estabilidade (FAZENDA, 1993).
Uma boa dispersão depende fortemente de uma boa umectação dos veículos de
moagem e a técnica de formulação aplicada na indústria para a dispersão dos
pigmentos tem sido baseada em muitos experimentos, longa experiência e
demandado também muito tempo e consumo de materiais nos laboratórios. Na
etapa de pré-mistura o equipamento utilizado mais comumente na indústria de tintas

42
é o disco dispersor de alta velocidade, que é uma dos mais 59 simples sistemas
encontrados. Esse disco (também conhecido como “cowless”) consiste basicamente
de um disco serrado com as bordas alternadas montado em um eixo de alta rotação
verticalmente colocado em um tanque cilíndrico (FAZENDA, 1993).
2.4.2 Moagem
Segundo Fazenda (1993), do ponto de vista de engenharia das tintas, a moagem
não tem seu significado usual, ou seja, a pulverização ou ruptura de um material
sólido em pequenas partículas de pó. A melhor definição aqui para moagem de um
pigmento é a sua incorporação na condição finamente dividida, ao veículo para
processar uma produção de partículas primárias. Na etapa de moagem os
equipamentos mais utilizados são:
a. Moinho de bolas (Figura 19): consiste de um cilindro giratório horizontal,
carregado de bolas de cerâmica ou aço, diagonais de aço, ou ainda seixos (um tipo
de pedra mineral). Sua construção é normalmente em aço-liga, quando se operam
agentes de moagem em aço e revestida, quando se empregam agentes de moagem
em porcelana, cerâmica, etc. A moagem aqui é conseguida pela ação combinada de
cisalhamento e impacto de meio de moagem que cascateia nas partes internas do
moinho.
Figura 19 Moinho de bolas
Fonte: SCIELO, 2014
b. Moinho vertical (Figura 20): também conhecido como moinho de areia, utilizam a
“Areia de Ottawa 30 Mesh” como elemento de moagem. Bons resultados também
são obtidos com o uso de esferas de vidro e outros elementos de moagem

43
sintéticos. Este moinho pode ser divido em dois componentes: um estacionário,
composto por uma câmara cilíndrica vertical montada com um eixo perpendicular
longitudinal que conserva os elementos de moagem em seu interior e outro
rotacional, composta do eixo rotacional provida de uma série de discos anulares
montados equidistantemente.
Figura 20 Moinho vertical
Fonte: METSO, 2006
c. Moinho horizontal (Figura 21): também chamado moinho de areia (“sand Mill”),
porém opera na posição horizontal de forma contínua. Desde sua patente em 1948,
pela Dupont de Nemours, este tipo de moinho teve grande aceitação no mercado,
principalmente nas indústrias de pigmentos, vernizes lacas e tintas industriais. O
moinho horizontal apresenta uma melhor eficiência sobre os moinhos verticais, pois
a energia cinética da mesma carga de elemento é maior, podendo-se utilizar base de
moagem com viscosidades mais altas e com pigmentos de difícil dispersão.
Figura 21 Moinho horizontal
Fonte: SOLO STOCKS, 2010)
A Figura 21 ilustra como é um moinho horizontal industrial utilizado na etapa de
moagem das cargas.

44
2.4.3 Completagem
A etapa de completagem, também podendo ser chamada de diluição, implica na
redução da base com solventes, resinas ou veículo para dar à tinta as condições
satisfatórias de aplicação. Este estágio é na maioria das vezes mal compreendido e
tem seus aspectos negligenciados ao longo do tempo com aplicações de métodos
de cálculos não indicados causando implicações técnicas que prejudicam a
qualidade final do produto, tais como: floculação e sedimentação. Basicamente, as
dificuldades encontradas derivam de incompatibilidade entre a base de moagem e o
veículo da completagem. Essas dificuldades ocorrem também não pela presença de
diferentes veículos, mas também por diferenças de viscosidade, tensão superficial,
temperatura, entre outros aspectos (FAZENDA, 1993).
O objetivo na preparação de tintas é atingir a maior uniformidade possível na mistura
e é na etapa de completagem que se isso se conclui. Aqui os equipamentos mais
importantes utilizados são os chamados agitadores rotativos que podem ser de
formas e tamanhos diferentes, sendo utilizados em tanques cilíndricos,
semiesféricos e retangulares.
De acordo com Fazenda (1993) os tipos mais comumente encontrados são:
a. Hélices Marinhas ou Marinheiros: é um agitador de fluxo axial empregado para
líquidos poucos viscosos, geralmente menores que 1.500 centipoises.
b. Turboagitadores: são agitadores de múltiplas lâminas com velocidades elevadas
sobre um eixo normalmente centrado no tanque.
Seu diâmetro varia de 20 a 50% do diâmetro do tanque. Suas lâminas podem ser
retas ou curvas, inclinadas ou verticais. Este agitador é utilizado para pequenas e
médias viscosidades, até 1.500 centipoises.
c. Palhetas: estes agitadores compreendem vários subtipos que recebem diferentes
denominações dependendo de sua forma e montagem, tais como: agitadores de
âncora, palhetas simples, contracorrente, pá, grade ou combinações destes
subtipos.

45
Considerando uma visão mais focada no contexto da cadeia de fabricação em si,
Fazenda (1993) descreve que os processos se resumem na seguinte sequência:
a. Pesagem: a primeira etapa na fabricação de tinta é a pesagem dos materiais
líquidos para o veículo da tinta. Tubulações irão transportar os materiais do tanque
de estocagem.
b. Mistura: o fabricante coloca uma pequena quantidade de veículo em um grande
misturador mecânico. Depois adiciona gradualmente o pigmento pulverizado. As pás
do misturador irão girar lentamente e transformarão os dois ingredientes em pasta
de pigmento e de veículo.
c. Trituração: um operário deposita a pasta em um moinho ou triturador para
dispersar as partículas de pigmento e distribuí-las uniformemente pelo veículo.
d. Diluição e Secagem: após a trituração, um operário derrama a pasta moída em
um tanque, onde é misturada mecanicamente com mais veículos, solventes e
secantes. Solventes como naftas ou água afinam a pasta. Sais de chumbo, cobalto e
manganês levam a tinta a secar rapidamente. Nessa fase, a tinta é misturada até
que esteja quase pronta para ser usada.
e. Teste de cor e qualidade: em seguida, um operário, chamado de Tingidor envia
uma amostra da nova tinta para o laboratório de controle de qualidade da fábrica,
que irá testar a cor e qualidade. No Brasil, os padrões de cor e qualidade são
estabelecidos pelas fábricas de tintas e pelo Instituto Nacional de Pesos e Medidas.
f. Tintagem: agora, o Tingidor, adiciona uma pequena quantidade de pigmento à
tinta para conferir-lhe a cor exata e o brilho desejado.
g. Filtragem: depois de ter sido aprovada, a tinta é finalmente filtrada através de um
saco de feltro, ou de outro tipo de filtro, para remover partículas sólidas de poeira ou
sujeira.

46
h. Embalagem: esta é a última etapa do processo. A tinta é despejada em um
tanque (máquina de alimentação) que irá encher as latas com a quantidade exata.
Esteiras rolantes transportam as latas, que serão embarcadas em caminhões e trens
para o transporte final.
Os processos de fabricação das tintas são ajustados na cadeia de fabricação de
acordo com as necessidades das áreas de aplicação do produto final.
Nesse capítulo apresentou-se a história e definição do conceito de tintas, inclusive o
seu processo de fabricação. O próximo capítulo irá descrever sobre dois
componentes básicos de uma tinta: o pigmento e a carga.

47
3 PIGMENTOS E CARGAS
3.1 Pigmentos
A maioria dos autores adota o termo “colorante” para qualquer substância sólida ou
líquida, aplicada para dar cor a um material. A diferenciação está no tipo do
colorante, que pode ser do tipo “pigmento” (“pigment”) que é insolúvel no meio em
que é aplicado e o do tipo “matiz” (“dye”) que é solúvel no meio em que é aplicado.
Segundo Mano e Mendes (1999), o pigmento é um dos constituintes mais
importantes das composições de revestimentos. Pode ser definido como um sólido,
orgânico ou inorgânico, finamente dividido (0,220μm), colorido ou não, com índice de
refração geralmente na faixa de 2,0-2,7, insolúvel ao meio polímero/solvente.
Ainda segundo Mano e Mendes (1999), as principais funções dos pigmentos nas
tintas são:
a. Prover coloração e brilho;
b. Proteger o componente-base (aglutinante) da degradação por absorção ou
reflexão das radiações solares;
c. Inibir a corrosão de estruturas metálicas por ação catódica ou anódica em tintas-
de-base (“primer ́s”);
d. Aumentar a resistência mecânica superficial das películas protegendo-as contra
riscos e
e. Manter as partículas sólidas de pigmento em suspensão nas composições de
revestimento, sem decantação ou floculação durante a estocagem, é uma das
grandes dificuldades encontradas pela indústria de tintas, pois na ausência da
interação das partículas com o sistema solvente/polímero, as dispersões mostram-se
termodinamicamente instáveis, isto é, se altera com variações de temperaturas.

48
Os pigmentos são responsáveis pelo poder (ou capacidade) de cobertura das tintas,
que é definido como a propriedade que uma composição de revestimento possui de
encobrir totalmente o substrato sobre o qual foi alastrada (espalhada
uniformemente). Esse poder de cobertura é avaliado como a espessura mínima de
película necessária para encobrir o substrato, o que é conseguido no processo de
aplicação por meio de demãos sucessivas. Quanto maior for o número de demãos
necessárias, isto é, quanto maior for a espessura da camada de tinta necessária
para a cobertura do substrato, menor será o poder de cobertura que a tinta possui
(MANO E MENDES, 1999).
O poder de cobertura do pigmento encobre o substrato por diferentes efeitos físicos:
reflexão, refração; difração e absorção da luz incidente, que podem ocorrer isolada
ou simultaneamente. Isso pode ser mais bem compreendido considerando que,
quando a luz branca incide sobre uma cobertura plana e pigmentada, parte dessa
luz é refletida como em um espelho, e parte passa através da película e é
espalhada, sofrendo desvios por refração e difração, e outra parte é absorvida. Na
ausência desses efeitos, a luz atravessa a película, incide no substrato, é refletida e
volta ao olho do observador, formando então a imagem do substrato, neste caso, a
película é dita transparente, como ocorre nos vernizes (MANO E MENDES, 1999).
Ainda segundo Mano e Mendes (1999) nos pigmentos brancos, há pouca ou
nenhuma absorção de radiações da região visível do espectro eletromagnético (400-
750 nm). As composições de revestimento encobrem o substrato principalmente por
refração e reflexão da luz nesses pigmentos. Os pigmentos brancos devem
apresentar índice de refração substancialmente maior que o do componente base,
cujo índice de refração é 1,6-1,7. Dessa maneira, os raios refletidos,
correspondentes às radiações provenientes dos pigmentos coloridos, são mais
desviados e não atingem a vista humana. O pigmento branco atenua a eventual
coloração do substrato. Em contraposição, nos pigmentos negros ocorre absorção
de todas as radiações da região visível, e a superfície é vista de cor preta.
Nos pigmentos coloridos, ocorre absorção de radiações da região visível do espectro
eletromagnético. A sensação ocular resultante das radiações não absorvidas pelo
pigmento é a cor-símbolo convencional modelado pelo sentido do homem. Assim, a

49
cor visível é complementar da cor absorvida. Sabe-se que existem pigmentos
naturais, que são os orgânicos (que são os mais complexos) e inorgânicos; e os
pigmentos sintéticos (MANO E MENDES, 1999).
3.1.1 Pigmentos orgânicos
pigmentos orgânicos, como o próprio nome indica, são substâncias orgânicas
corantes, insolúveis no meio em que estão sendo utilizadas e normalmente não tem
características ou funções anticorrosivas. Apresentam-se na forma de pequenos
cristais das mais variadas formas, porém normalmente aciculares, ou seja, na forma
de pequenas agulhas (ALMEIDA apud FAZENDA, 1993).
3.1.1.1 Classificação química de pigmentos orgânicos
Devido à grande complexidade e grande quantidade de estruturas orgânicas
específicas, a classificação abaixo se baseia no agrupamento das estruturas
genéricas e algumas propriedades físicas dos pigmentos orgânicos:
a. Pigmentos monoazóicos;
b. Pigmentos monoazóicos laqueados;
c. Pigmentos diazóicos;
d. Pigmentos azóicos-benzimidazolonas;
e. Pigmentos de diazocondensação;
f. Pigmentos policíclicos;
g. Pigmentos de tetracloroisoindolinona;
h. Pigmentos de antraquinona;
i. Pigmentos de tioíndigo;
j. Pigmentos de quinacridona;
k. Pigmentos de perileno;
l. Pigmentos de ftalocianinas;
m. Pigmentos de dioxazina;
n. Pigmentos de dioxazina-benzimidazolona;
o. Pigmentos de dicetopirrolopirrol –DPP;
p. Pigmentos de azo-quinoxalinadiona.
50
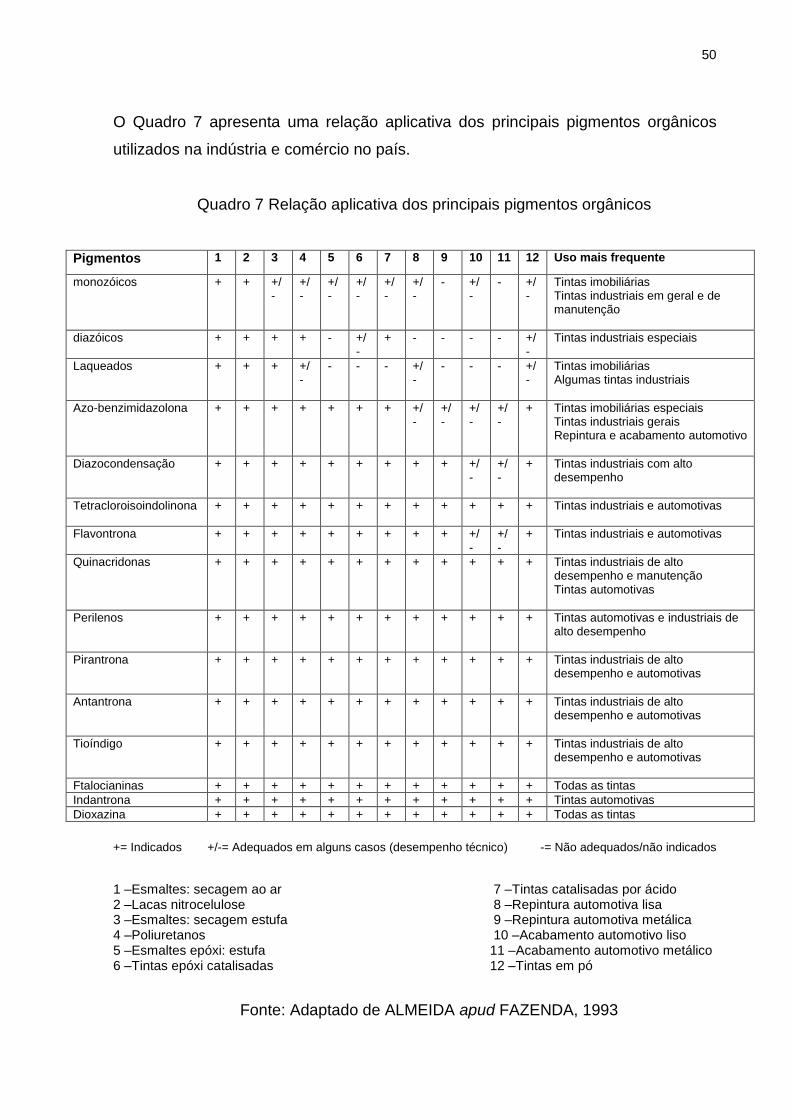
O Quadro 7 apresenta uma relação aplicativa dos principais pigmentos orgânicos
utilizados na indústria e comércio no país.
Quadro 7 Relação aplicativa dos principais pigmentos orgânicos
Pigmentos 1 2 3 4 5 6 7 8 9 10 11 12 Uso mais frequente
monozóicos + + +/-
+/-
+/-
+/-
+/-
+/-
- +/-
- +/-
Tintas imobiliárias Tintas industriais em geral e de manutenção
diazóicos + + + + - +/-
+ - - - - +/-
Tintas industriais especiais
Laqueados + + + +/-
- - - +/-
- - - +/-
Tintas imobiliárias Algumas tintas industriais
Azo-benzimidazolona
+ + + + + + + +/-
+/-
+/-
+/-
+ Tintas imobiliárias especiais Tintas industriais gerais Repintura e acabamento automotivo
Diazocondensação + + + + + + + + + +/-
+/-
+ Tintas industriais com alto desempenho
Tetracloroisoindolinona + + + + + + + + + + + + Tintas industriais e automotivas
Flavontrona + + + + + + + + + +/-
+/-
+ Tintas industriais e automotivas
Quinacridonas + + + + + + + + + + + + Tintas industriais de alto desempenho e manutenção Tintas automotivas
Perilenos + + + + + + + + + + + + Tintas automotivas e industriais de alto desempenho
Pirantrona + + + + + + + + + + + + Tintas industriais de alto desempenho e automotivas
Antantrona + + + + + + + + + + + + Tintas industriais de alto desempenho e automotivas
Tioíndigo + + + + + + + + + + + + Tintas industriais de alto desempenho e automotivas
Ftalocianinas + + + + + + + + + + + + Todas as tintas
Indantrona + + + + + + + + + + + + Tintas automotivas
Dioxazina + + + + + + + + + + + + Todas as tintas
+= Indicados +/-= Adequados em alguns casos (desempenho técnico) -= Não adequados/não indicados
1 –Esmaltes: secagem ao ar 7 –Tintas catalisadas por ácido 2 –Lacas nitrocelulose 8 –Repintura automotiva lisa 3 –Esmaltes: secagem estufa 9 –Repintura automotiva metálica 4 –Poliuretanos 10 –Acabamento automotivo liso 5 –Esmaltes epóxi: estufa 11 –Acabamento automotivo metálico 6 –Tintas epóxi catalisadas 12 –Tintas em pó
Fonte: Adaptado de ALMEIDA apud FAZENDA, 1993
51
3.1.2 Pigmentos especiais
Segundo Almeida apud Fazenda (1993), o desenvolvimento tecnológico
proporcionou também o desenvolvimento de outros tipos de pigmentos especiais.
Entre eles:
a. Pigmentos Alumínio Especiais: esses pigmentos foram desenvolvidos a fim de se
contornarem os problemas de alta reatividade química do metal alumínio e/ou sua
debilidade mecânica devido a sua baixa espessura.
b. Pigmentos Alumínio para Efeitos Especiais como Cromada e Espelho:
desenvolvidos no final da década de 1970, esses pigmentos apresentam
características muito otimizadas em relação ao brilho ou reflexão da luz, permitindo,
assim, a elaboração de tintas base solventes, atualmente também aquosas, que
apresentam efeitos de espelhos ou cromadas.
c. Pigmentos de Efeito Metálico: são aqueles que fornecem características de brilho
metálico e alterações de reflexão de luz segundo o ângulo de observação da
camada de tinta aplicada.
d. Pigmentos de Efeito Perolado: esses pigmentos são, na maioria das vezes,
formados pela deposição de dióxido de titânio na forma de um delgado filme sobre
ambas as faces da mica. Também podem ser usados outros óxidos como por
exemplos os de ferro, de cromo e os óxidos de metais de transição.
e. Pigmentos Negro de Fumo: também conhecidos como “Carbon Black”, é o nome
genérico dado ao produto resultante da oxidação parcial ou decomposição térmica
de líquidos ou hidrocarbonetos gasosos.
Conforme se pode observar, existe um grande número de pigmentos classificados
como orgânicos e também em grande quantidade são os classificados como
inorgânicos.
52
3.1.3 Pigmentos inorgânicos
Conforme descreve Almeida apud Fazenda (1993), pigmentos inorgânicos são todos
os pigmentos brancos, cargas e uma grande faixa de pigmentos coloridos, sintéticos
ou naturais, de classe química de compostos orgânicos.
Entre os principais tipos, destacam-se os seguintes:
a. Dióxido de Titânio: é sólido, cristalino ,incolor, estável. Ele é antófero, apesar de
apresentar características mais ácidas do que básicas. É também polimorfo. É
comercialmente produzido por dois processos: sulfato ou cloreto.
b. Óxidos de Ferro –Naturais; Vermelhos e Amarelos Sintéticos: os óxidos de ferro,
tantos os naturais quanto os sintéticos, possuem uma grande importância no
mercado de pigmentos pela sua ampla variedade de cores, custo, estabilidade e por
serem de natureza não tóxica.
c. Óxido de Cromo Verde: este pigmento encontra aplicação específica em tintas de
camuflagem pela sua refletância na região do infravermelho. Possui boa estabilidade
química e à luz.
d. Sulfetos de Cádmio: esta classe de pigmentos é bastante específica, fornecendo
uma gama de cores que vai desde o amarelo claro até o marrom. Eles apresentam
tipos brilhantes, estabilidade às altas temperaturas, boa resistência à luz UV,
durabilidade, resistência a álcalis e a ácidos diluídos, boa dispersibilidade e bom
poder de tingimento.
e. Azul de Ultramar: estes pigmentos estão intimamente relacionados com os
zeólitos e apresentam propriedades químicas e características desses compostos. O
azul de ultramar apresenta dois tipos de tonalidade: o azul esverdeado e o azul
avermelhado. Apresentam excelente resistência à luz, excelente estabilidade térmica
(>350°C), excelente resistência à solventes e à álcalis, e baixa resistência à ácidos.

53
f. Azul de Ferro: é um dos pigmentos sintéticos mais antigos e foi descoberto
acidentalmente por Diesbach, em Berlim em 1970. Também é conhecido por outros
nomes tais como: azul da Prússia; azul chinese; azul milori; azul bronze.
g. Cromatos de Chumbo: são uma classe de pigmentos inorgânicos amarelos e
laranja. Apresentam um gradiente de tonalidade que vai desde o amarelo de cromo
primrose (amarelo esverdeado) até o laranja intenso. Suas diferentes tonalidades
são obtidas graças às suas três formas cristalinas possíveis: ortorrômbico, tetragonal
e monoclínico.
h. Verde de Cromo: esse pigmento encontra sua aplicação em tintas industriais, de
impressão, esmaltes, plásticos, etc., porém seu uso é restrito a aplicações em que o
pH do meio não seja alcalino, devido à baixa resistência do azul de ferro nesse meio.
São obtidos a partir da mistura de um amarelo de cromo esverdeado e um azul de
ferro.
i. Cromato de Zinco:a principal aplicação desse pigmento é seu uso em
“primers”(tinta de base). São produzidos em duas classes: amarelo de zinco e
cromato básico de zinco (ou tetroxicromato de zinco). Possui boas propriedades
anticorrosivas.
j. Fosfato de Zinco: este tipo de pigmento também é utilizado como “primer”(tinta de
base) anticorrosivo e apresenta desempenho superior sobre os ”primer’s”
convencionais. É um produto atóxico, de boa durabilidade e excelente propriedade
de adesão entre camadas, tais como boas propriedades de secagem.
k. Amarelos de Níquel e Cromo Titanatos: são pigmentos amarelos com alto poder
de cobertura, porém muito baixo poder de tingimento. Encontram aplicações em
todos os tipos de tintas, especialmente em tintas em pó e esmaltes para lâminas.
l. Amarelo de Bismuto Vanadato: possuem tom amarelo médio a esverdeado
bastante vivo e poder de cobertura ainda maior que os amarelos de cromo. Possui
excelente solidez às intempéries e à luz. Seu poder de tingimento também ébastante
baixo, porém maiores que os amarelos de titanato. São pigmentos bastante
54
adequados para o uso em tintas de emulsão aquosa de alto desempenho,
principalmente nas cores pastéis.
m. Azuis e Verdes de Cobalto: são pigmentos de alta resistência à intempérie e
resistência térmica muito elevada que, por isso, são recomendados para tintas que
sofrem altas cargas térmicas, como esmaltes para lâminas metálicas e como
matizadores em tintas de alto desempenho e alta solidez às intempéries.
Dados os conceitos e tios de pigmentos em tintas, o próximo tópico abordará outro
componente fundamental para a composição das tintas, as cargas.
3.2 Cargas
Atualmente, os pigmentos inertes ou cargas, são chamados de extenders. Podem
ser naturais ou sintéticos. Apesar de estarem dentro dos pigmentos inorgânicos,
podem também ser orgânicos, porém, neste trabalho, serão abordados somente os
inorgânicos. Os extenders inorgânicos são de cor branca e tem baixo índice de
refração, esse tipo de pigmento interfere em diversas características da tinta,
incluindo brilho, opacidade, resistência à abrasão e ao craqueamento, reforço do
filme, entre outras. Alguns extenders usados são:
a. Caulim ou Argila - Silicatos de alumínio (Al2[(OH)4Si2O5]) melhora a aplicabilidade
da tinta e tem boa alvura. Calcinada (aquecida para remover a água e criar ligação
entre as partículas e o ar), a argila proporciona maior poder de cobertura que a
maioria das cargas em tintas porosas; quando a argila é delaminada apresenta
maior brilho.
b. Terra Diatomácea – É uma sílica natural (SiO2), usualmente fornecida ao mercado
calcinada, para melhorar as propriedades de cobertura.
c. Calcita/ Dolomita/ Carbonato de cálcio precipitado– A calcita é o carbonato de
cálcio natural (CaCO3), enquanto a dolomita é o carbonato duplo de cálcio e
magnésio ([CaMg(CO3)2]). São os minerais mais utilizados na indústria de tintas.

55
Podem ser adicionados em grandes proporções às tintas reduzindo o seu custo. O
carbonato de cálcio precipitado tem menores partículas que a calcita, maior pureza e
brancura. Aumenta o poder de cobertura seca.
d. Talco – Silicato de magnésio hidratado (Mg3[(OH)2Si4O10]), tem caráter
hidrofóbico. Depois da calcita e da dolomita o talco é um dos minerais mais
utilizados em tintas. Por seu caráter alcalino e de barreiras físicas é indicado para
recobrimento anticorrosivo, em primers e seladores.
Desde muito tempo, o homem adiciona cargas minerais nos produtos para se obter
certas características de desempenho. O argumento mais prevalecente para o uso
de cargas minerais foi e continua sendo a redução de custo do produto final.
Conforme Ciullo (2002), as cargas minerais são utilizadas nas formulações, como
materiais de enchimento, reduzindo a quantidade de TiO2, que é considerado um
mineral relativamente caro, barateando o custo final da tinta. Entretanto além da
redução do custo por peso ou volume, as cargas minerais são incorporadas nos
materiais para modificar uma ou mais das seguintes propriedades:
a) Características físicas;
b) Propriedades óticas: brilho, cor, aparência e estética;
c) Características reológicas;
d) Resistência química e resistência ao fogo;
e) Densidade;
f) Resistência abrasão;
g) Dureza, entre outras.
As cargas minerais mais comumente utilizadas são o caulim, o carbonato de cálcio,
talco, sílica, barita e mica. A diatomita, feldspato entre outras, são as cargas menos
utilizadas. Aproximadamente, 1 milhão de toneladas destes minerais é anualmente
utilizado na indústria de tintas e revestimentos (CIULLO, 2002).

56
A adição de cargas minerais na tinta é um procedimento bastante minucioso, pois a
quantidade e a qualidade de cargas acrescidas na mistura podem interferir em suas
propriedades, inclusive modificando as características das cores do produto. A
seguir, os principais fatores que influenciam na escolha de uma carga, serão
apresentados segundo Bartholi (1998):
a) Alvura - para não comprometer a qualidade final da tinta, é necessário que o
mineral tenha uma alvura homogênea, sem variações de lote. Dentre os minerais
mais brancos, destaca-se o carbonato de cálcio. Numa segunda faixa estão o talco,
caulim, barita, agalmatolito, quartzo, mica e diatomita. Um bom mineral é aquele
que apresenta um padrão uniforme de alvura no lote, que só pode ser obtido com
um controle de qualidade rigoroso, desde a extração, passando pela moagem, até a
inspeção final;
b) Granulometria - em conjunto com a alvura, a granulometria é determinada para
a obtenção do mineral adequado, pois a mesma influencia nas seguintes
características finais de uma tinta:
b.1. Floculação - processo pelo qual as partículas de um pigmento tendem a
aglomerar-se, contribuindo para a perda de eficiência na intensidade e uniformidade
das cores.
b.2. Brilho - é alterado significativamente pelo tamanho da partícula de um mineral.
Quanto mais fina a carga maior é sua absorção de óleo e, consequente, a opacidade
da tinta;
b.3. Reologia (Viscosidade) - a redução das partículas de uma carga contribui para
uma maior estabilidade de uma dispersão e para o aumento de viscosidade. Esse
incremento tixotrópico ajuda a evitar a floculação, dificultando a mobilidade dos
pigmentos. Ainda, a redução do tamanho das partículas, auxilia no aumento da
viscosidade e, assim, contribui para a diminuição da possibilidade de migração do
pigmento;

57
b.4. Aparência e uniformidade do filme - está diretamente relacionado ao tamanho
das partículas, ou seja, quanto menor o tamanho, melhor é seu aspecto;
b.5. Tempo de dispersão – este fator está mais relacionado com o custo do que com
a parte técnica. Quanto menor o tamanho das partículas menor o tempo de
dispersão e moagem. O tempo de dispersão é também influenciado pela dureza da
carga;
b.6. Lavabilidade - quanto mais grossa as partículas melhor será a resistência à
abrasão, aumentando o número de ciclos de lavabilidade. Este fator também é
influenciado pela característica do mineral, por exemplo, cargas lamelares (caulim,
talco e mica), melhoram a lavabilidade por reduzir o coeficiente de atrito. Cargas
mais duras melhoram a resistência à abrasão;
b.7. Cobertura - este aspecto é significativamente melhorado com a quantidade de
finos de uma carga. Por esta razão, as cargas são micronizadas, flotadas ou
precipitadas, de excelente poder de cobertura em relação às moídas tão somente;
b.8. Custo - as cargas minerais são produtos de baixo valor agregado, que
contribuem para a redução do custo final da tinta.
Nesse capítulo decorreu-se sobre dois importantes e fundamentais componentes na
fabricação de tintas: os pigmentos e as cargas. Foram apresentados os tipos e
características de cada componente. Já o próximo capítulo irá descrever sobre o
estudo de uma matéria prima que será utilizada como carga: o pó de mármore.

58
4. PÓ DE MARMORE
4.1 Mármore
Rochas são genericamente definidas como corpos sólidos naturais, formados por
agregados de um ou mais minerais cristalinos. As rochas ornamentais e de
revestimento, também designadas pedras naturais, rochas lapídeas, rochas
dimensionais e materiais de cantaria, compreendem os materiais geológicos naturais
que podem ser extraídos em blocos ou placas, cortados em formas variadas e
beneficiados por meio de esquadrejamento, polimento, lustro, etc (RODRIGUES,
2009).
Ainda de acordo com Rodrigues (2009), do ponto de vista geológico, as rochas são
enquadradas em três grandes grupos genéticos: ígneas, sedimentares e
metamórficas. As rochas ígneas, ou magmáticas, resultam da solidificação de
material fundido (magma), em diferentes profundidades da crosta terrestre.
As rochas sedimentares são formadas pela deposição química ou detrítica dos
produtos da desagregação e erosão de rochas preexistentes, transportados e
acumulados em bacias deposicionais de ambientes subaquáticos (fluviais, lacustres
e marinhos) e eólicos (subaéreos). Rochas metamórficas são formadas pela
transformação (metamorfismo) de outras preexistentes, normalmente como
resultado do aumento da pressão e temperatura no ambiente geológico
(ABRIROCHAS, 2009).
Do ponto de vista comercial, as rochas ornamentais e de revestimento são
basicamente subdivididas em granitos e mármores. Como granitos, enquadram-se,
genericamente, as rochas silicáticas, enquanto os mármores englobam, sensu lato,
as rochas carbonáticas (RODRIGUES, 2009).
As principais rochas carbonáticas abrangem calcários (limestones) e dolomitos,
sendo os mármores (marbles) seus correspondentes metamórficos. Os calcários são
rochas sedimentares compostas principalmente de calcita (CaCO3), enquanto
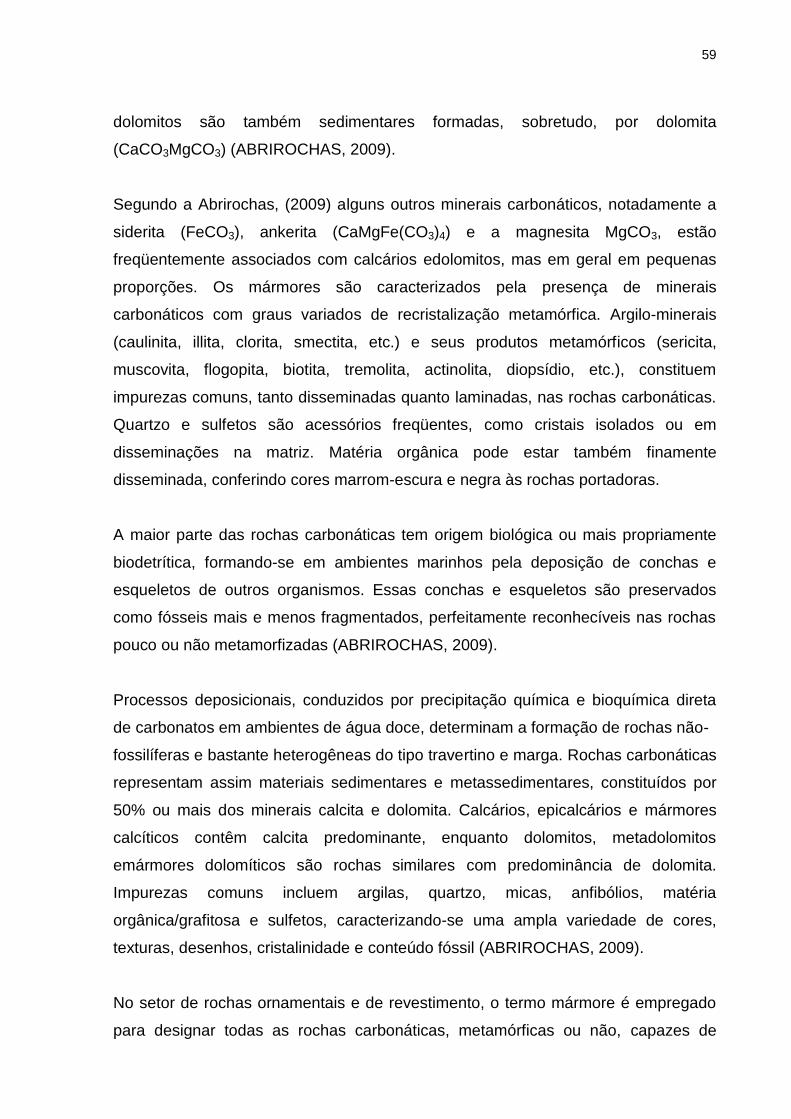
59
dolomitos são também sedimentares formadas, sobretudo, por dolomita
(CaCO3MgCO3) (ABRIROCHAS, 2009).
Segundo a Abrirochas, (2009) alguns outros minerais carbonáticos, notadamente a
siderita (FeCO3), ankerita (CaMgFe(CO3)4) e a magnesita MgCO3, estão
freqüentemente associados com calcários edolomitos, mas em geral em pequenas
proporções. Os mármores são caracterizados pela presença de minerais
carbonáticos com graus variados de recristalização metamórfica. Argilo-minerais
(caulinita, illita, clorita, smectita, etc.) e seus produtos metamórficos (sericita,
muscovita, flogopita, biotita, tremolita, actinolita, diopsídio, etc.), constituem
impurezas comuns, tanto disseminadas quanto laminadas, nas rochas carbonáticas.
Quartzo e sulfetos são acessórios freqüentes, como cristais isolados ou em
disseminações na matriz. Matéria orgânica pode estar também finamente
disseminada, conferindo cores marrom-escura e negra às rochas portadoras.
A maior parte das rochas carbonáticas tem origem biológica ou mais propriamente
biodetrítica, formando-se em ambientes marinhos pela deposição de conchas e
esqueletos de outros organismos. Essas conchas e esqueletos são preservados
como fósseis mais e menos fragmentados, perfeitamente reconhecíveis nas rochas
pouco ou não metamorfizadas (ABRIROCHAS, 2009).
Processos deposicionais, conduzidos por precipitação química e bioquímica direta
de carbonatos em ambientes de água doce, determinam a formação de rochas não-
fossilíferas e bastante heterogêneas do tipo travertino e marga. Rochas carbonáticas
representam assim materiais sedimentares e metassedimentares, constituídos por
50% ou mais dos minerais calcita e dolomita. Calcários, epicalcários e mármores
calcíticos contêm calcita predominante, enquanto dolomitos, metadolomitos
emármores dolomíticos são rochas similares com predominância de dolomita.
Impurezas comuns incluem argilas, quartzo, micas, anfibólios, matéria
orgânica/grafitosa e sulfetos, caracterizando-se uma ampla variedade de cores,
texturas, desenhos, cristalinidade e conteúdo fóssil (ABRIROCHAS, 2009).
No setor de rochas ornamentais e de revestimento, o termo mármore é empregado
para designar todas as rochas carbonáticas, metamórficas ou não, capazes de

60
receber polimento e lustro. O crescimento recente da participação relativa dos
granitos foi pelo menos em parte, determinado por sua maior durabilidade e
resistência ante os mármores, além dos padrões estéticos não tradicionais e
possibilidades de paginação em pisos e fachadas (ABRIROCHAS, 2009).
De acordo com o Cetem, (2014), a produção bruta dos mármores teve uma queda
muito grande no início do milênio, porém em 2007 teve uma crescente em sua
produção com perspectiva de melhoras para os próximos anos.
Gráfico 1 Produção nacional mineral bruta de mármore
0
50.000
100.000
150.000
200.000
250.000
300.000
350.000
1998 1999 2000 2001 2002 2003 2004 2005 2006 2007
T
O
N
E
L
A
D
A
S
ANO
Fonte: CETEM, 2014
Atualmente, conforme Abrirochas, (2009) o mármore brasileiro cobre quase
inteiramente o consumo nacional, além de ser amplamente exportado (Gráfico 2).
Sendo diferente dos granitos, a exploração é totalmente de afloramento, porém, a
profundidade de escavação ainda é baixa. Os mármores de ótima qualidade que
estão em maior profundidade são importados.

61
Gráfico 2 Exportação das rochas carbonáticas nacional
0,00
5.000,00
10.000,00
15.000,00
20.000,00
25.000,00
30.000,00
TONELADAS
2011 2012 2013 2014
ANO
Fonte: ABIROCHAS, 2009
Observa-se no Gráfico 2 uma abrupta crescente na exportação no ano de 2014, isso
deve-se a políticas de exportação de rochas e a crescente produção no mercado
produtor interno.
4.2 Tipos de mármore
No Estado de Minas Gerais, estado onde a produção nacional de mármore teve
início, encontram-se várias cores de mármore: Mármore Chita Variado (cor de rosa,
Sete Lagoas), Mármore Aurora Vermelho (marrom avermelhado, Ouro Preto),
Mármore Verde Jaspe (listras verdes na base branca, Campos Altos), Mármore
Marfim Esverdeado (listras verdes e rosas na base branca, Sete Lagoas), Mármore
Aurora Prateado (branco, Sete Lagoas), etc.
No Estado da Bahia, são produzidos calcários com textura brechada como
mármores, sendo comercializados no Brasil inteiro: Mármore Arabescato da Bahia
(Curçá), Mármore Bege Bahia (Joaseiro), etc. O Mármore Bege Bahia é um dos
calcários não metamórficos mais utilizados no Brasil.
No Quadro 8 é possível observar os tipos de mármores e sua apresentação visual,
dessa forma, é possível compara-los quanto a sua diferença para tipos de
segmentos de mercados diferentes.

62
Quadro 8 Tipos de mármores nacionais
TIPO DE MÁRMORE APRESENTAÇÃO
Espírito Santo
Fonte: MADRI MARMORARIA, 2014
Bege Bahia
Fonte: MGR MARMORARIA, 2014
Jacarandá
Fonte: CIMAGRAN, 2014
Verde Jasper
Fonte: MARMORARIA SHOWMAR
Fonte: Adaptação de catálogos comerciais, 2014

63
Quadro 8 Tipos de mármores nacionais (continuação)
TIPO DE MÁRMORE APRESENTAÇÃO
Chocolate
Fonte: DEM MARMORARIA, 2014
Florido Amarelo
Fonte: MINAS MARMORARIA, 2014
Fonte: Adaptação de catálogos comerciais, 2014
A abundância e ampla distribuição geográfica das reservas mundiais de rochas
ornamentais concentram-se na Europa. Tendo em vista essa distribuição, o mercado
de rochas ornamentais importadas no comércio nacional é muito significativo. No
Quadro 9 apresentam-se alguns dos principais mármores importados
comercializados no Brasil.

64
Quadro 9 Principais mármores importados comercializados no Brasil
TIPOS DE MÁRMORE APRESENTAÇÃO
Mármore Rosso Verona
Fonte: MARMORARIA EVEREST, 2014
Mármore Carrara
Fonte: WISE MARMORARIA, 2014
Mármore Tassos
Fonte: MARMORARIA MG
Fonte: Adaptação de catálogos comerciais, 2014
65
4.3 Aplicações do mármore
Seus principais campos de aplicação incluem tanto peças isoladas, como esculturas,
tampos e pés de mesa, balcões, lápides e arte funerária em geral, quanto
edificações, destacando-se, nesse caso, os revestimentos internos e externos de
paredes, pisos, pilares, colunas, soleiras, etc.
O mármore sempre foi utilizado em esculturas (Figura 22) e em grandes
construções, como monumentos e colunas. Hoje em dia, ele é muito utilizado no
ambiente interno de casas: pias, pisos, paredes, mesas, halls e banheiros em sua
maioria. Também é utilizado na ornamentação de fachadas e pavimentos.
Figura 22 Grupo de Laocoonte no Museu do Vaticano
Fonte: RITAMORAS, 2014
O mármore é mais indicado para ambientes internos (Figura 23), porque a ação do
tempo (como por exemplo, da chuva ácida) e a poluição, podem modificar a
coloração da pedra. Também não é indicada a sua aplicação em lugares que exista
uma circulação intensa de pessoas, pois depois de um tempo ele pode se desgastar.
Figura 23 Mármore aplicado em ambiente interno
Fonte: DECORAÇÃO PARA IMÓVEIS

66
4.4 Pó de mármore
De acordo com Caruso (1990), os mármores são rochas de composição
carbonáticas, tanto as metamorfoseadas quanto as não metamorfoseadas. Devido à
baixa dureza dos minerais carbonáticos, não precisam de serra diamantada para o
corte. Cientificamente, estes são mármore, calcário, uma parte de gnaisse
calcissilicático, etc. Os mármores são relativamente fáceis de serem cortados e
polidos, sendo adequados para processamentos industriais. Entretanto, em
comparação com os granitos possuem vulnerabilidade para o desgaste físico e
químico diante de materiais domésticos.
O pó de mármore é resultado da secagem por completo da lama do corte de
mármore. A lama de mármore é o resíduo originário do corte de pedras de mármore
em marmorarias.
Há muito tempo este passivo vem causando grandes problemas ambientais. Só no
município de Ourolândia, um dos maiores produtores de mármore do país, por
exemplo, as 47 empresas que extraem e beneficiam o mármore depositam
diariamente no meio ambiente 110 ton. de lama do mármore, segundo dados da
Associação dos Empreendedores do Mármore Bege de Ourolândia (ASSOBEG,
2010).
A falta de destino correto para os resíduos já causou grandes problemas à economia
regional, inclusive com a interdição das operações destas empresas. Isto levou as
empresas do ramo a assinar um TAC (Termo de Ajuste de Conduta) como o
Ministério Público e o Governo do Estado, se comprometendo em buscar
alternativas para o passivo ambiental.
Devido à falta de destino para tal resíduo e a preocupação com o meio ambiente, no
próximo capítulo encontra-se uma proposta para o reaproveitamento desse passivo
ambiental.
67
5 ESTUDO DE CASO, MATERIAIS E MÉTODOS
O estudo a ser apresentado partiu de uma proposta cujo objetivo foi utilizar o pó de
mármore como carga reciclada em tinta acrílica.
Objetivou-se com esse estudo verificar a possibilidade da incorporação do pó de
mármore como carga reciclada em uma tinta acrílica na fabricação de uma tinta com
melhor poder de cobertura.
As razões para que esse estudo fosse feito são:
a. diminuir a quantidade de lama de mármore disperso em aterro industrial;
b. diminuir a quantidade da utilização de cargas minerais substituindo essas cargas
pelo pó de mármore;
c. Produto com uma nova matéria prima e
d. Aproveitamento de um resíduo de fonte esgotável em um produto.
Utilizando essas justificativas com ponto inicial do estudo, verificou-se, portanto, a
capacidade da utilização do pó de mármore como carga reciclada em tinta acrílica
para a fabricação de uma tinta com melhor poder de cobertura.
Foi executada a coleta da lama de mármore, originária do corte de pedras em
marmoraria e feita a transformação da mesma em pó de mármore. Assim que
adquirido o pó de mármore o mesmo foi adicionado em tinta acrílica em várias
proporções e feita a verificação da qualidade através de ensaios.
Os ensaios laboratoriais foram executados em condições controladas de
temperatura e umidade.
68
5.1 Materiais
Para o desenvolvimento do estudo de caso foram utilizados para a coleta da lama de
corte de mármore, preparo do pó de mármore e para a confecção da tinta
antiderrapante os seguintes materiais:
a. becker de 1000 mL;
b. Becker de 250 mL;
c. balança analítica;
d. mini placa aquecedora;
e. capela para manuseio de produtos químicos;
f. luvas de proteção térmica;
g. luvas de borracha ntrílica;
h. cubeta de vidro;
i. peneiras de 14 e 60 Mesh;
j. potes de plástico de 200 mL, 400 mL e 750 mL.
k. baqueta e
l. espátula.
Como insumos para a fabricação da tinta utilizou-se:
a. tinta acrílica branco fosco – tipo standard e
b. lama de corte de pedra de mármore.

69
Para os testes de qualidade da tinta já incorporada foram utilizados os seguintes
equipamentos:
a. substrato de PVC preto;
b. substrato de aço 1020;
c. extensor;
d. aplicador eletro motorizado;
e. espectrofotômetro digital;
f. máquina de lavabilidade e
g. estufa.
5.2 Metodologia
Na realização do estudo de caso apresentado adotou-se a seguinte metodologia:
preparação de amostras de tinta acrílica a base de água, branco fosco com a
incorporação de pó de mármore em quantidades de 1%, 10%, 15%, 20%, 35% e
50% em relação à massa da tinta, a massa utilizada foi de 200g. Determinou-se o
poder de cobertura úmida e seca, a resistência à abrasão e aderência da tinta
incorporada, sempre com relação à tinta não incorporada.
A base da pesquisa envolve caracterização laboratorial, para tal foram utilizadas
normas regulamentadoras para a realização da metodologia e comparação dos
resultados. O Quadro 10 ilustra as normas técnicas utilizadas para cada
caracterização:

70
Quadro 10 Normas técnicas utilizadas
Norma técnica Título da norma regulamentadora
NBR 14943:2003 Tintas para construção civil - Método para avaliação de
tintas para edificações não industriais - Determinação do
poder de cobertura de tinta úmida.
NBR 14942:2003 Tintas para construção civil - Método para avaliação de
desempenho de tintas para edificações não industriais -
Determinação do poder de cobertura de tinta seca.
NBR 14940:2010 Tintas para construção civil - Método para avaliação de
desempenho de tintas para edificações não industriais -
Determinação da resistência à abrasão úmida.
NBR 11003:2009 Tintas — Determinação da aderência.
Fonte: ABNT (2014)
5.2.1 Preparação das amostras
O pó de mármore é a lama de mármore seca, sendo que essa lama é um dos
resíduos originários do corte de pedras de mármore (Figura 24).
Figura 24 Resíduo originário do corte de pedras de mármore
Fonte: BLUMTRITT, 2014
A extração dessa lama foi feita em uma marmoraria na cidade de São Bernardo do
Campo.

71
Após a extração, a lama foi levada ao laboratório químico na Faculdade Senai de
Tecnologia Ambiental e colocada em um béquer de 1000mL para a secagem e
determinação de umidade da lama.
Feita a secagem e a determinação de sua umidade passou-se o resíduo, já pó de
mármore, em duas peneiras. Essa etapa foi necessária para a separação dos
resíduos de maior diâmetro e que eventualmente poderiam impossibilitar o objetivo
dessa pesquisa. Nessa etapa, com o auxílio de uma balança analítica foi possível
determinar a porcentagem de pó de mármore utilizável com relação à lama de
mármore extraída. Após essa segregação obteve-se o pó de mármore desejado para
a incorporação na tinta acrílica.
A incorporação do pó de mármore na tinta acrílica branco fosco deu-se em 6
recipientes de 400mL. Preparou-se 200g da tinta com as proporções desejadas para
a pesquisa, conforme mostra o Quadro 11.
Quadro 11 Identificação das amostras conforme porcentagem do pó de mármore
NOME DA AMOSTRA PORCENTAGEM DE PÓ DE MÁRMORE
AM 1 1%
AM 2 10%
AM 3 15%
AM 4 20%
AM 5 35%
AM 6 50%
CONTROLE 0%
Nesse quadro pode-se observar que foi utilizada uma amostra com 0% de
incorporação de pó de mármore, isso deu para que fosse possível comparar os
resultados com a tinta não incorporada.

72
5.2.2 Determinação do poder de cobertura de tinta úmida
O ensaio para a determinação do poder de cobertura de tinta úmida foi executado
seguindo o procedimento estabelecido pela norma técnica NBR 14943:2003 - Tintas
para construção civil - Método para avaliação de tintas para edificações não
industriais - Determinação do poder de cobertura de tinta úmida que tem como
objetivo prescreve o método para determinação do poder de cobertura de uma
película úmida de tinta, visando avaliar o desempenho de tintas para construção
civil, classificadas conforme NBR 11702.
Foi preparo com identificação 3 corpos de prova (Figura 25) para cada porcentagem
de incorporação de pó de mármore na tinta.
Figura 25 Corpo de prova em um aplicador eletro motorizado
Fonte: BLUMTRITT, 2014
Seguindo os procedimentos da norma, foi aplicada a tinta em corpo de prova, que já
estava fixado no aplicador eletro motorizado (Figura 25). Após essa aplicação
mecânica posicionou-se uma cartela com 3 furos sob a camada de tinta e com a
ajuda de um espectrofotômetro (Figura 26) mediu-se a refletância nesses pontos. O
espectrofotômetro com o auxilio de um softwear de computador é determinado o
poder de cobertura da tinta.
Figura 26 Espectrofotômetro
Fonte: BLUMTRITT, 2014
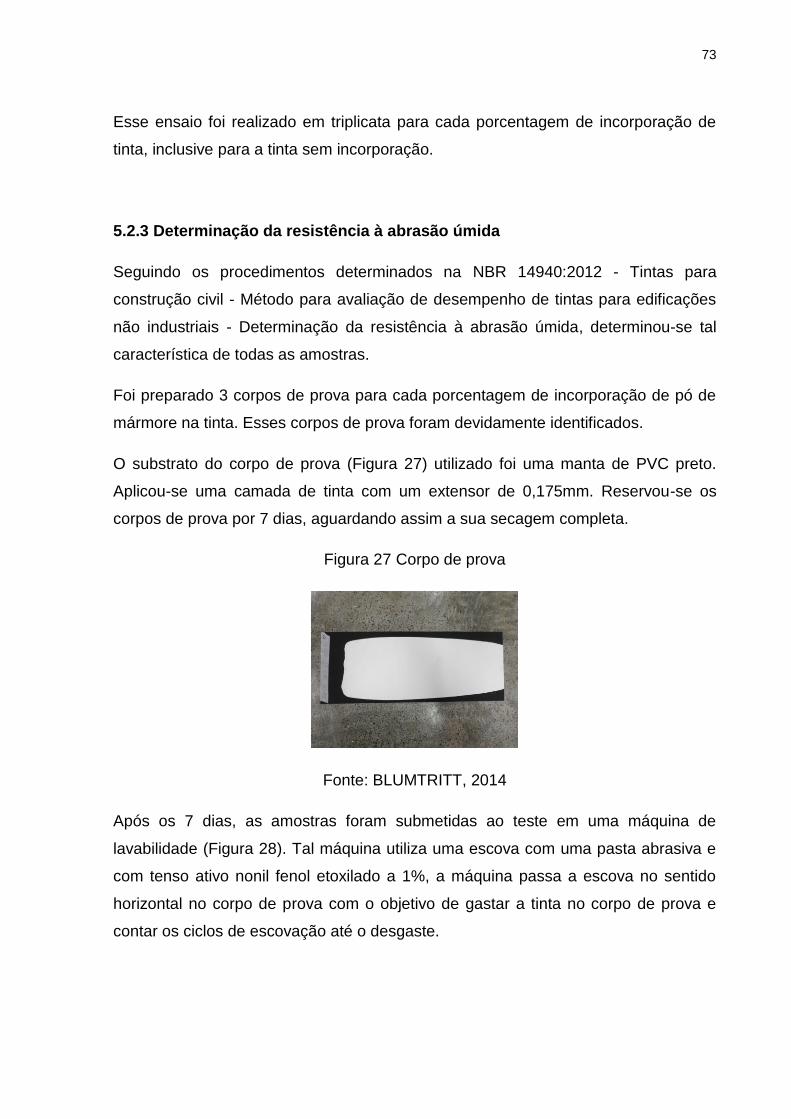
73
Esse ensaio foi realizado em triplicata para cada porcentagem de incorporação de
tinta, inclusive para a tinta sem incorporação.
5.2.3 Determinação da resistência à abrasão úmida
Seguindo os procedimentos determinados na NBR 14940:2012 - Tintas para
construção civil - Método para avaliação de desempenho de tintas para edificações
não industriais - Determinação da resistência à abrasão úmida, determinou-se tal
característica de todas as amostras.
Foi preparado 3 corpos de prova para cada porcentagem de incorporação de pó de
mármore na tinta. Esses corpos de prova foram devidamente identificados.
O substrato do corpo de prova (Figura 27) utilizado foi uma manta de PVC preto.
Aplicou-se uma camada de tinta com um extensor de 0,175mm. Reservou-se os
corpos de prova por 7 dias, aguardando assim a sua secagem completa.
Figura 27 Corpo de prova
Fonte: BLUMTRITT, 2014
Após os 7 dias, as amostras foram submetidas ao teste em uma máquina de
lavabilidade (Figura 28). Tal máquina utiliza uma escova com uma pasta abrasiva e
com tenso ativo nonil fenol etoxilado a 1%, a máquina passa a escova no sentido
horizontal no corpo de prova com o objetivo de gastar a tinta no corpo de prova e
contar os ciclos de escovação até o desgaste.

74
Figura 28 Máquina de lavabilidade
Fonte: BLUMTRITT, 2014
Quando o desgaste da tinta no corpo de prova (Figura 29) foi atingido, anotou-se a
quantidade de ciclos e compararam-se todas as amostras.
Figura 29 Desgaste no corpo de prova
Fonte: BLUMTRITT, 2014
Os testes foram executados em todos os corpos de prova.
Após a execução desse ensaio e análise dos resultados obtidos desse ensaio e no
de ensaio de determinação de cobertura úmida foi possível determinar a tinta com a
incorporação de pó de mármore que atingiu melhor os resultados esperados. A
incorporação ideal para a conclusão dos demais testes foi a de 20% de pó de
mármore na tinta.

75
5.2.4 Determinação do poder de cobertura de tinta seca
Para determinar o poder de cobertura de tinta seca foram utilizados os
procedimentos determinados na NBR 14942:2003 - Tintas para construção civil -
Método para avaliação de desempenho de tintas para edificações não industriais -
Determinação do poder de cobertura de tinta seca, cujo objetivo é prescrever o
método para determinação do poder de cobertura de uma película seca de tinta,
visando avaliar o desempenho de tinta para construção civil, classificadas conforme
NBR 11702.
Para o ensaio de determinação do poder de cobertura seca foram utilizadas as
amostras de 20% de incorporação de pó de mármore em tinta acrílica e a amostra
de tinta acrílica sem incorporação. Determinou-se dessa forma devido a
aplicabilidade da amostra e aos resultados dos ensaios anteriores.
O substrato utilizado para o ensaio foi de PVC com demarcações em preto (Figura
30) para conclusões de demãos de cobertura das tintas.
Figura 30 Corpo de prova
Fonte: BLUMTRITT, 2014
Fez-se a desengorduração do substrato com álcool comum e pesou-se o mesmo.
Após a pesagem determinou-se com fita tipo crepe o local destinado para aplicação
das amostras de tinta. Fixou-se o mesmo na parede e com um rolo aplicou-se a
amostra de tinta, obedecendo a padrões iguais de aplicação para cada corpo de
prova (Figura 31).

76
Figura 31 Aplicação padronizada
Fonte: BLUMTRITT, 2014
Após a aplicação levou-se o corpo de prova para estufa (Figura 32) durante trinta
minutos a uma temperatura de 55°C.
Figura 32 Estufa para secagem
Fonte: BLUMTRITT, 2014
Terminada a secagem, com um espectrofotômetro mediu-se a opacidade da tinta
aplicada, o resultado foi transferido para um computador que, através de um
softwear apresentou o poder de cobertura seca em metros por litro aplicado.
O ensaio foi executado em triplicata para cada porcentagem de amostra de tinta.
5.2.5 Determinação da aderência da tinta
Para executar esse ensaio adotaram-se os procedimentos prescritos na NBR
11003:2009 - Tintas — Determinação da aderência. Tal norma prescreve os
métodos para determinação da aderência em tintas, pelo método A (corte em X) e
pelo método B (corte em grade). O método utilizado nesse trabalho foi o método A.
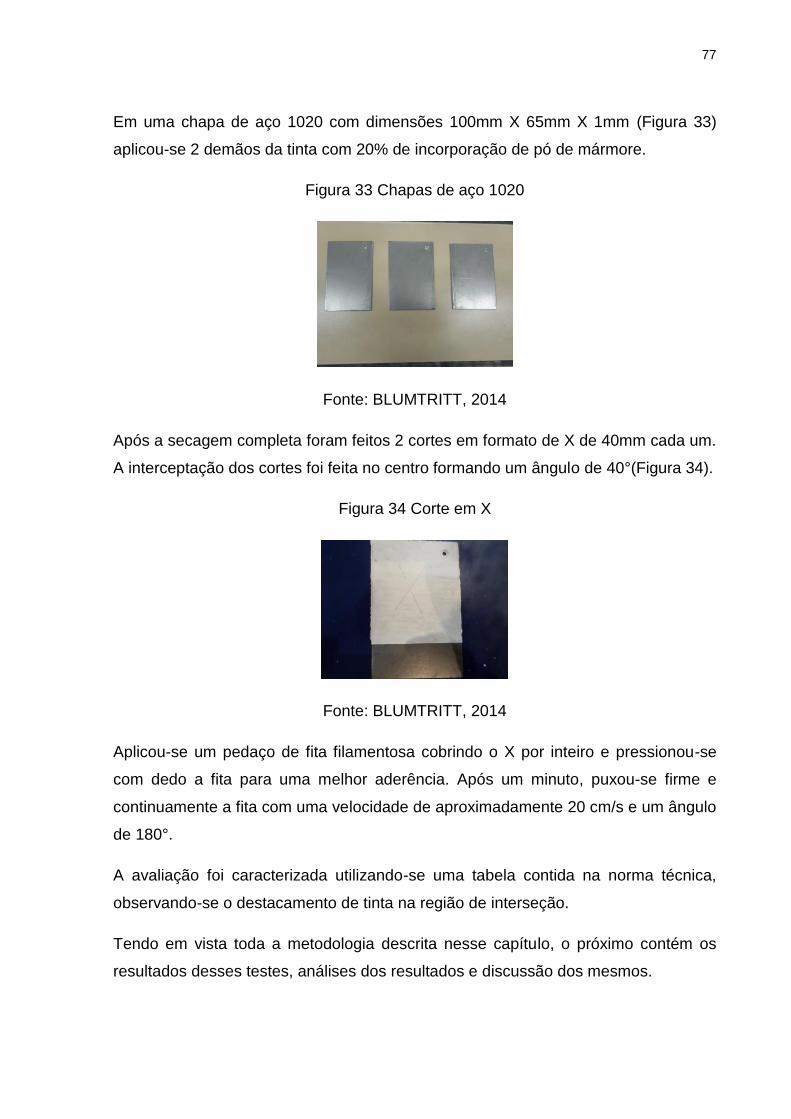
77
Em uma chapa de aço 1020 com dimensões 100mm X 65mm X 1mm (Figura 33)
aplicou-se 2 demãos da tinta com 20% de incorporação de pó de mármore.
Figura 33 Chapas de aço 1020
Fonte: BLUMTRITT, 2014
Após a secagem completa foram feitos 2 cortes em formato de X de 40mm cada um.
A interceptação dos cortes foi feita no centro formando um ângulo de 40°(Figura 34).
Figura 34 Corte em X
Fonte: BLUMTRITT, 2014
Aplicou-se um pedaço de fita filamentosa cobrindo o X por inteiro e pressionou-se
com dedo a fita para uma melhor aderência. Após um minuto, puxou-se firme e
continuamente a fita com uma velocidade de aproximadamente 20 cm/s e um ângulo
de 180°.
A avaliação foi caracterizada utilizando-se uma tabela contida na norma técnica,
observando-se o destacamento de tinta na região de interseção.
Tendo em vista toda a metodologia descrita nesse capítulo, o próximo contém os
resultados desses testes, análises dos resultados e discussão dos mesmos.
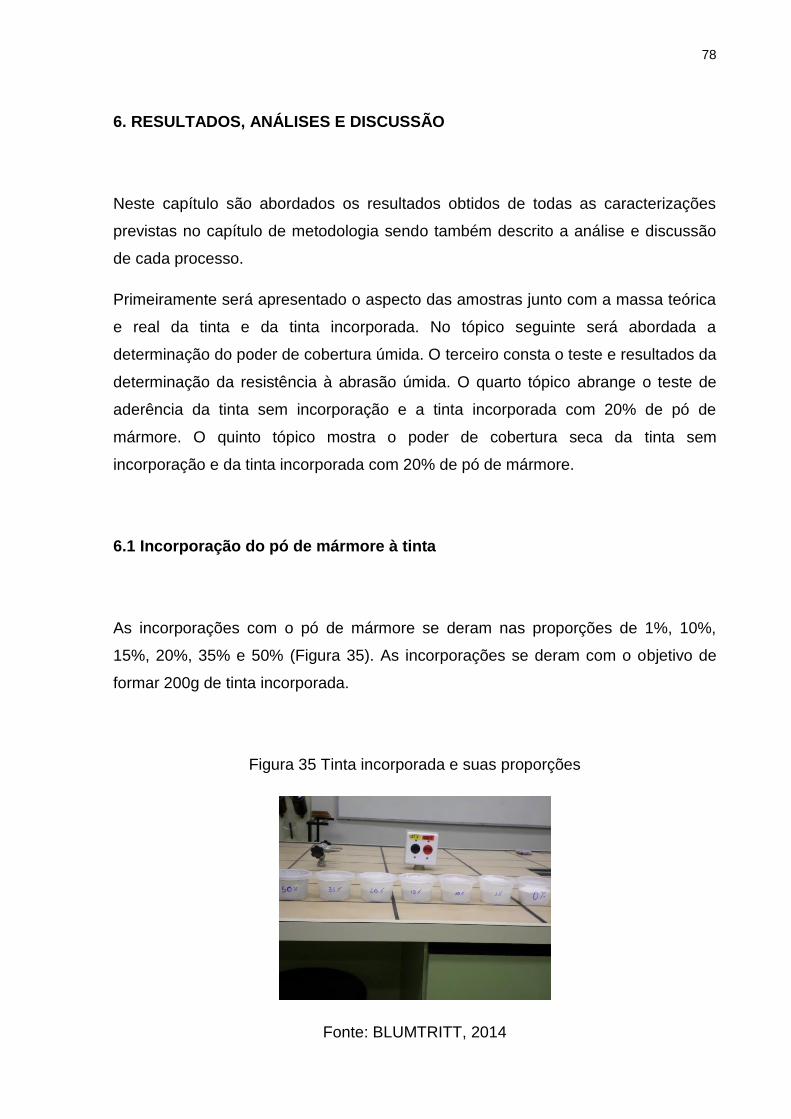
78
6. RESULTADOS, ANÁLISES E DISCUSSÃO
Neste capítulo são abordados os resultados obtidos de todas as caracterizações
previstas no capítulo de metodologia sendo também descrito a análise e discussão
de cada processo.
Primeiramente será apresentado o aspecto das amostras junto com a massa teórica
e real da tinta e da tinta incorporada. No tópico seguinte será abordada a
determinação do poder de cobertura úmida. O terceiro consta o teste e resultados da
determinação da resistência à abrasão úmida. O quarto tópico abrange o teste de
aderência da tinta sem incorporação e a tinta incorporada com 20% de pó de
mármore. O quinto tópico mostra o poder de cobertura seca da tinta sem
incorporação e da tinta incorporada com 20% de pó de mármore.
6.1 Incorporação do pó de mármore à tinta
As incorporações com o pó de mármore se deram nas proporções de 1%, 10%,
15%, 20%, 35% e 50% (Figura 35). As incorporações se deram com o objetivo de
formar 200g de tinta incorporada.
Figura 35 Tinta incorporada e suas proporções
Fonte: BLUMTRITT, 2014

79
Na Tabela 1 são apresentados os valores de massa teórico e a os valores de massa
real obtidos.
Tabela 1 Massa obtida das amostras
Amostra Porcentagem
de pó de
mármore (%)
Massa de
tinta
acrílica
(g)
Massa de
tinta
obtida (g)
Massa de
pó de
mármore
(g)
Massa de
pó de
mármore
obtido (g)
1 1 198 198,64 2 2,04
2 10 180 180,41 20 20,62
3 15 170 170,98 30 30,34
4 20 160 160,14 40 40,17
5 35 130 130,54 70 70,28
6 50 100 100,84 100 100,97
As amostras e massas apresentadas na Tabela 1 foram utilizadas para a execução
dos ensaios posteriores.
Os ensaios de determinação de poder de resistência à abrasão, determinação de
cobertura úmida e determinação de cobertura seca foram executados em laboratório
com temperatura e umidade controlada (Figura 36). Temperatura: 26,46°C e 56,33%
de umidade.
Figura 36 Temperatura e umidade do laboratório
Fonte: BLUMTRITT, 2014

80
Devido à viscosidade muito alta da tinta incorporada com 50% de pó de mármore, a
mesma atingiu características de massa para texturização.
6.2 Determinação do poder de cobertura úmida
Os ensaios de determinação de cobertura úmida foram realizados de acordo com a
norma NBR 14943:2003. Na Tabela 2 encontram-se os resultados obtidos em tal
ensaio. Para a determinação desses resultados foi utilizado um aplicador eletro
motorizado e um espectrofotômetro digital, além de um sotwear instalado em um
computador para a leitura e processamento dos resultados.
Tabela 2 Resultado do poder de cobertura das amostras
Incorporação (%) Nível de opacidade (%) Média
Teste 1 – 0
Teste 2 – 0
Teste 3 – 0
91,39
91,49
91,19
91,36
Teste 1 – 1
Teste 2 – 1
Teste 3 – 1
92,38
91,50
91,78
91,89
Teste 1 – 10
Teste 2 – 10
Teste 3 – 10
92,05
92,67
93,09
92,60
Teste 1 – 15
Teste 2 – 15
Teste 3 – 15
93,42
94,37
3,05
93,61
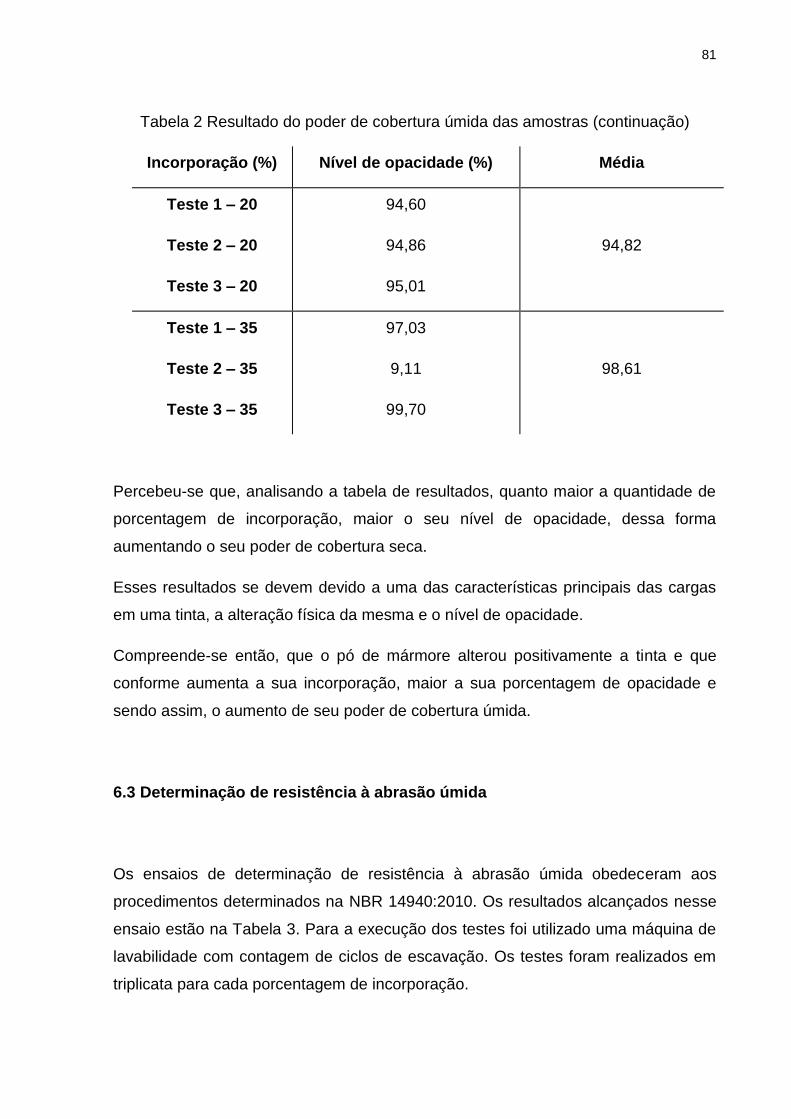
81
Tabela 2 Resultado do poder de cobertura úmida das amostras (continuação)
Incorporação (%) Nível de opacidade (%) Média
Teste 1 – 20
Teste 2 – 20
Teste 3 – 20
94,60
94,86
95,01
94,82
Teste 1 – 35
Teste 2 – 35
Teste 3 – 35
97,03
9,11
99,70
98,61
Percebeu-se que, analisando a tabela de resultados, quanto maior a quantidade de
porcentagem de incorporação, maior o seu nível de opacidade, dessa forma
aumentando o seu poder de cobertura seca.
Esses resultados se devem devido a uma das características principais das cargas
em uma tinta, a alteração física da mesma e o nível de opacidade.
Compreende-se então, que o pó de mármore alterou positivamente a tinta e que
conforme aumenta a sua incorporação, maior a sua porcentagem de opacidade e
sendo assim, o aumento de seu poder de cobertura úmida.
6.3 Determinação de resistência à abrasão úmida
Os ensaios de determinação de resistência à abrasão úmida obedeceram aos
procedimentos determinados na NBR 14940:2010. Os resultados alcançados nesse
ensaio estão na Tabela 3. Para a execução dos testes foi utilizado uma máquina de
lavabilidade com contagem de ciclos de escavação. Os testes foram realizados em
triplicata para cada porcentagem de incorporação.

82
Tabela 3 Resultados de determinação de resistência à abrasão úmida
Incorporação (%) Número de ciclos de
escovação
Média (ciclos)
Teste 1 – 0
Teste 2 – 0
Teste 3 – 0
12
12
12
12
Teste 1 – 1
Teste 2 – 1
Teste 3 – 1
14
14
15
14.33
Teste 1 – 10
Teste 2 – 10
Teste 3 – 10
15
18
19
17.33
Teste 1 – 15
Teste 2 – 15
Teste 3 – 15
21
22
22
21,66
Teste 1 – 20
Teste 2 – 20
Teste 3 – 20
15 (descartado)
25
25
25
Teste 1 – 35
Teste 2 – 35
Teste 3 – 35
24
23
23
23,33

83
O teste 1 da incorporação de pó de mármore a 20% foi descartado para análises,
tendo em vista que houve alguma falha na aplicação da tinta no corpo de prova ou
na fixação do corpo de prova na máquina de lavabilidade.
O Gráfico 3 apresenta o número de ciclos pela porcentagem de incorporação de
cada amostra de tinta.
Gráfico 3 Ciclos de escovação X amostras incorporadas
0
5
10
15
20
25
30
0% 1% 15% 20% 35%
incorporações
cicl
os
de
lava
gem
Fonte: BLUMTRITT, 2014
Com base na análise do Gráfico 3 e da tabela 2 do tópico anterior foi possível
afirmar que para os resultados esperados, a tinta incorporada que atinge melhor os
objetivos é a amostra com a incorporação de 20% de pó de mármore. Isso se deve
devido à maior resistência à abrasão úmida, com média de 25 ciclos e uma média de
94, 82% no grau de opacidade do teste de poder de cobertura úmida.
Os resultados de ensaios de determinação de aderência e determinação de poder
cobertura seca apresentados nos próximos tópicos foram obtidos para a amostra
sem incorporação e com 20% de incorporação de pó de mármore.

84
6.4 Determinação de aderência
Os ensaios de determinação de aderência obedeceram aos procedimentos
determinados na NBR 11003:2009. Para a execução dos testes foi utilizado chapa
de aço 1020, estilete e fita adesiva filamentosa.
Os testes foram realizados em triplicata para a tinta sem incorporação e para a tinta
incorporada com 20% de pó de mármore.
O método escolhido para a determinação foi o método A – corte em X.
Tendo em vista que os resultados são visuais e interpretativos, na Figura 37 pode-se
observar o ensaio para a tinta sem incorporação.
Figura 37 Resultado do ensaio de aderência da amostra sem incorporação
Fonte: BLUMTRITT, 2014
Na Figura 37 é possível observar que na interceptação dos cortes do X houve pouca
perda da tinta, quando destancado a fita adesiva do corpo de prova.
Já a Figura 38 mostra o resultado do ensaio de aderência para a amostra com 20%
de incorporação de pó de mármore.
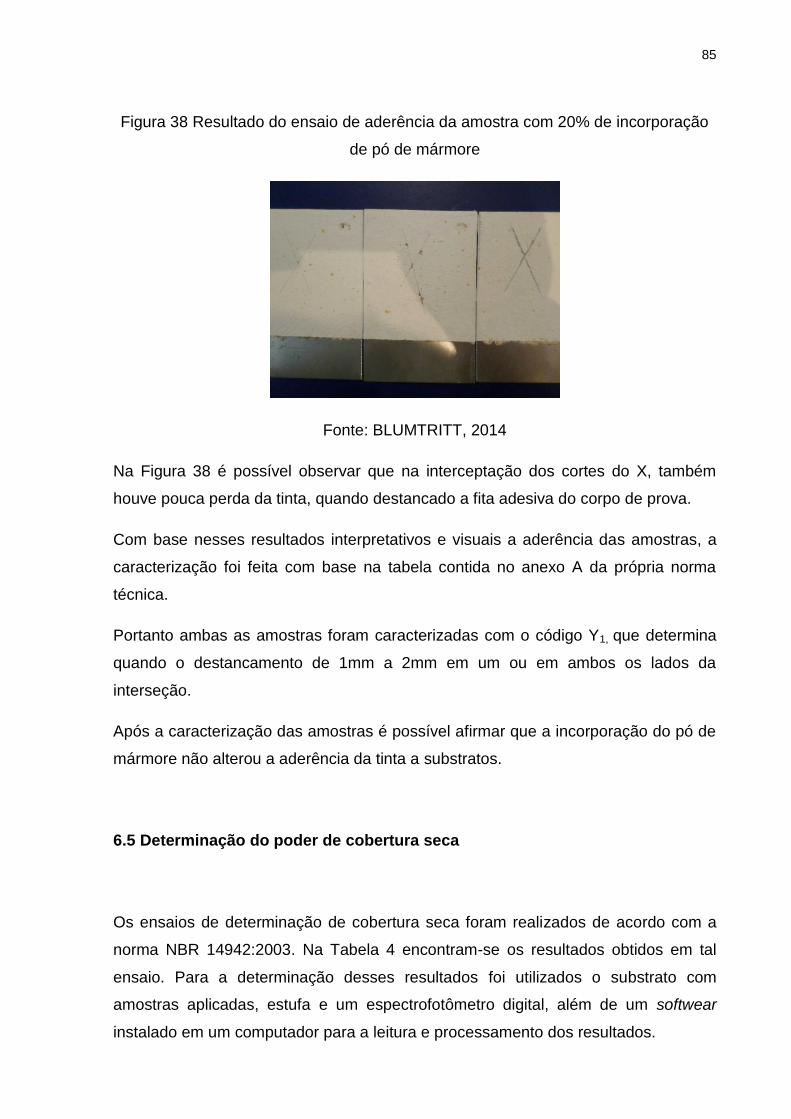
85
Figura 38 Resultado do ensaio de aderência da amostra com 20% de incorporação
de pó de mármore
Fonte: BLUMTRITT, 2014
Na Figura 38 é possível observar que na interceptação dos cortes do X, também
houve pouca perda da tinta, quando destancado a fita adesiva do corpo de prova.
Com base nesses resultados interpretativos e visuais a aderência das amostras, a
caracterização foi feita com base na tabela contida no anexo A da própria norma
técnica.
Portanto ambas as amostras foram caracterizadas com o código Y1, que determina
quando o destancamento de 1mm a 2mm em um ou em ambos os lados da
interseção.
Após a caracterização das amostras é possível afirmar que a incorporação do pó de
mármore não alterou a aderência da tinta a substratos.
6.5 Determinação do poder de cobertura seca
Os ensaios de determinação de cobertura seca foram realizados de acordo com a
norma NBR 14942:2003. Na Tabela 4 encontram-se os resultados obtidos em tal
ensaio. Para a determinação desses resultados foi utilizados o substrato com
amostras aplicadas, estufa e um espectrofotômetro digital, além de um softwear
instalado em um computador para a leitura e processamento dos resultados.

86
Tabela 4 Resultados do poder de cobertura seca
Incorporação (%) Poder de cobertura m2L Média m2L
0
0
0
4,24
4,12
4,13
4,16
20
20
20
8,16
8,31
8,44
8,30
Com a análise dos resultados obtidos nesse ensaio, apresentados na tabela acima,
verificou-se que a amostra de tinta acrílica incorporada com 20% de pó de mármore,
com relação à tinta sem incorporação obteve uma melhoria de 99,5% no poder de
cobertura seca, concluindo que para cobrir um metro quadrado utiliza-se menos da
tinta incorporada com 20% de pó de mármore do que a tinta sem incorporação.
87
CONCLUSÃO
As tintas são produtos que fazem parte do dia a dia de toda a população, que as
utilizam para os mais variados fins: proteção, sinalização e estética de materiais e
edificações, portanto é interessante que, economicamente, elas devem ser viáveis e
com responsabilidade ambiental.
A incorporação do pó de mármore como carga mostrou-se de grande valia para o
cumprimento desses objetivos, sabendo-se que o pó de mármore é um resíduo que
até então considerado como rejeito, isto é, sem utilidade para nenhum produto e,
com a sua incorporação houve uma melhoria em quesitos fundamentais de uma
tinta, como o poder de cobertura úmida, a resistência à abrasão úmida e ao poder
de cobertura seca, diminuindo dessa forma a utilização de uma tinta por demão de
metro quadrado.
Como resultado da pesquisa, observou-se que a porcentagem ideal para a
incorporação do pó de mármore em uma tinta acrílica é a de 20% da massa total.
Por fim, conclui-se ainda que a incorporação do pó de mármore a 20% da massa
total de tinta acrílica demonstra ser uma opção sustentável, tendo em vista que ele é
economicamente viável por tratar-se de uma nova matéria prima que, até então, era
um rejeito em aterro industrial, e ambientalmente correto.

88
REFERENCIAIS
ALVES, H. (16 de julho de 2002). Mundo Cor. Acesso em 02 de março de 20014,
disponível em Mundo Cor, o portal das cores:
http://www.mundocor.com.br/tintas/carga_tintas.asp
AMORA, S. (2009). Minidicionário da Língua Portuguesa. In: S. Amora,
Minidicionário da Língua Portuguesa (p. 633). São Paulo: Saraiva.
ASSOCIAÇÃO BRASILEIRA DAS INDUSTRIAS DE ROCHAS ORNAMENTAIS. (de
setembro de 2014). Estatísticas de mercado. Acesso em 10 de novembro de 2014,
disponível em ABIROCHAS:
http://www.abirochas.com.br/estatisticas.php?tp=news&pagNews=4
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR – 10.004: resíduos
sólidos. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10.005: procedimento
para obtenção de extrato lixiviado de resíduos sólidos. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10.007: amostragem
de resíduos sólidos. Rio de Janeiro, 2004.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11.003: determinação
da aderência. Rio de Janeiro, 2009.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 11.702: tintas para construção civil – Tintas para edificações não industriais – Classificação. Rio de Janeiro, 2010.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14.940: tintas para
construção civil - método para avaliação de desempenho de tintas para edificações
não industriais - determinação da resistência à abrasão. Rio de Janeiro, 2010.
89
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14.942: tintas para
construção civil - método para avaliação de desempenho de tintas para edificações
não industriais - determinação do poder de cobertura de tinta seca. Rio de Janeiro,
2003.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 14.943: tintas para
construção civil - método para avaliação de tintas para edificações industrias -
determinação do poder de cobertura úmida. Rio de Janeiro, 2003.
ASSOCIAÇÃO DOS EMPREENDEDORES DO MÁMORE BEGE DE OUROLANDIA.
(2010). Lama de mármore. Ourolandia, Bahia.
BARTOTHOLI, J. C. (1998) Guia prático sobre cargas minerais e suas aplicações
em tintas. Tintas e vernizes, São Paulo: Blucher.
CETEM. (2014). Centro de Tecnologia Mineral. Rio de Janeiro: Ministério da Ciência,
Tecnologia e Inovação.
CARUSO, L.G. (1990). Catálogo das rochas ornamentais do Estado de São Paulo.
São Paulo. 122p.
CARVALHO, A. Como Medir a Cura e Pós-Cura de Resinas Poliéster e Viniléster,
São Paulo, 1.V, 2.V, 3.V, 2002.
CIULLO, P.A. Kaolin Clay: Functional optical additives. Paint & Coating Industry.
2003. 42-47p.
FAZANO, C.A.T.V., Tintas – Métodos de Controle de Pinturas e Superfícies, 5 ́ ed.
Hermus Editora Ltda, São Paulo, 1.V,1997.
FAZENDA, J. M. (1993). Tintas & Vernizes - Ciência e Tecnologia. São Paulo:
Edgard Blucher.
FERREIRA, R. (16 de fevereiro de 2012). Repositórioa aberto da Universidade de
Porto. Acesso em 26 de novembro de 2013, disponível em Universidade de Porto:
http://repositorio-aberto.up.pt/handle/10216/59508.

90
FREIRE, A. D. (15 de janeiro de 2006). Universidade Federal de Minas Gerais.
Acesso em 26 de novembro de 2013, disponível em UFMG: (QUIMATÉCNICA)
INFRAERO. (25 de maio de 2012). Acesso em 13 de janeiro de 2014, disponível em
INFRAERO AEROPORTOS: http://www.infraero.gov.br/
INPEV. (03 de setembro de 2012). Acesso em 13 de janeiro de 2014, disponível em
INSTITUTO NACIONAL DE PROCESSAMENTO DE EMBALAGENS VAZIAS:
http://www.inpev.org.br/index
LAMBOURNE, R.; STRIVENS, T. Paint and Surface Coatings – Theory and Practice.
2 ed.,Woodhead Publishing Ltd, 1999. p. 767.
LARROYD, F. Desenvolvimento dos produtos PPSA em tintas. Relatório interno –
LAPROM. Porto Alegre. 2004
MANO, E.B.; MENDES, L.C. (1999) Introdução a Polímeros. São Paulo: Blücher.
METSO MIREALS. (. de . de 2006). Moinho vertical. Acesso em 13 de Outubro de
2014, disponível em Metso Minerals:
http://www.metso.com/miningandconstruction/MaTobox7.nsf/DocsByID/7BEA931262
81A71E8325725D005BA2BC/$File/Vertimill.pdf
MINERAL, C. d. (. de julho de 2008). Marmores e afins. Produção Mineral Bruta
comercializada, p. .
MUSEU ARQUEOLOGICO NACIONAL DE NÁPOLES. (15 de abril de 2009). Acesso
em 20 de janeiro de 2014, disponível em Blog da vida:
http://www.artsblog.it/galleria/museo-archeologico-nazionale-napoli-pittura-
pompeiana/1

91
NASCIMENTO, Fernando Codelo. Tratamento de efluentes da produção de tintas
industriais, automotivas e de repintura por irradiação com feixe de elétrons. 2013.
Tese (Doutorado em Tecnologia Nuclear - Aplicações) - Instituto de Pesquisas
Energéticas e Nucleares, Universidade de São Paulo, São Paulo, 2013. Disponível
em: <http://www.teses.usp.br/teses/disponiveis/85/85131/tde-29112013-153312/>.
Acesso em: 2014-11-27.
PAULY, J. J. Mineral forms of talc extend opacity, develop rheology and improve
adhesion properties. PPCJ, Fevereiro de 2000. p. 9 – 14.
POLÍTICA NACIONAL DE RESÍDUOS SÓLIDOS. Brasilia, Distro Federal, 2010.
PÓLITO, A. G. (2010). Michaelis Moderno da Língua Portuguesa. In: A. G. Pólito,
Michaelis Moderno da Língua Portuguesa. São Paulo: Melhoramentos.
QUALIDADE ON LINE. (5 de junho de 2013). Acesso em 13 de janeiro de 2014,
disponível em QUALIDADE ON LINE:
http://qualidadeonline.wordpress.com/2013/06/05/o-gerenciamento-de-residuos-de-
servicos-de-saude-intraestabelecimento/
QUITÉRIO, P. V. (2012). Repositório institucional. Acesso em 22 de outubro de
2013, disponível em Universidade de Aveiro: http://hdl.handle.net/10773/9337
QUIMATÉCNICA. (s.d.). Acesso em 20 de janeiro de 2014, disponível em
QUIMATÉCNICA: http://quimatecnica.com.br/construcao-civil/piso-industrial-piso-
epoxi-tinta-epoxi-pintura-epoxi-pintura-de-piso/
RODRIGUES, C. C. (. de . de 2009). Guia de aplicação de rochas em revestimento.
Projeto Bula, p. 118.
SECRETÁRIA DO MEIO AMBIENTE DO ESTADO DE SÃO PAULO. (2006). Guia
técnico ambiental tintas e vernizes - série p+l. São Paulo: Governo do Estado de São
Paulo.

92
SOLO STOCKS. (02 de 10 de 2010). www.solostocks.com.br. Acesso em 13 de 10
de 2014, disponível em Solo Stocks: http://www.solostocks.com.br/venda-
produtos/outra-maquinaria/moinhos-moinho-pra-tintas-horizontal-motor-weg-20-cv-
633791
STOFFER, J. Extender pigments. American Paint & Coatings Journal, p.19– 23,
Tech plus, 1997.
TECSSCAN RECIBEL. (31 de maio de 2011). Acesso em 13 de janeiro de 2014,
disponível em TECSSCAN: http://www.tecscan.com.br/trituracoes/residuos
industriais/#prettyPhoto[gallery]/19/