implantaÇÃo de layout celular na linha de...
TRANSCRIPT

IMPLANTAÇÃO DE LAYOUT CELULAR
NA LINHA DE SOLDA DE CABINES PARA RETROESCAVADEIRA
Ana Julia Dal Forno (UFSC) [email protected]
Anna Claudia Ribeiro Valle (UFSC) [email protected]
Dalvio Ferrar i Tubino (UFSC) [email protected]
Vanina Macowski Durski Silva (UFSC) [email protected]
Fernando Augusto Pereira (UFSC) [email protected]
Glauco G. M. P. da Silva (UFSC) [email protected]
O layout do setor produtivo é responsável por grande parte dos desperdícios identificados pela filosofia da Produção Enxuta. Os tipos de desperdícios diretamente relacionados à disposição dos meios de produção são o transporte, a movimentaçção nas operações e os estoques. Através da introdução do layout celular numa linha de solda de retroescavadeira, em conjunto com os conceitos de polivalência e gerenciamento visual, diversas melhorias relacionadas à redução de perdas foram obtidas, tornando assim a empresa cada vez mais preparada para o mercado. Palavras-chaves: layout celular, manufatura enxuta, polivalência, redução de desperdícios
������������������ ������������������� ������������������� � ����!���"���#�$���"%'&)(*&)+�,.- /10.2*&4365879&4/1:.+�58;.2*<>=?5.@A2*3B;.- C)D 5.,.5FE)5.G.+�&4- (IHJ&?,.+�/?<>=)5.KA:.+�5MLN&OHJ5F&4E)2*EOHJ&)(IHJ/)G.- D - ;./);.&
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
2
1. Introdução
O trabalho desenvolvido na Siac do Brasil, localizada em Guaranésia/MG, teve como objetivo implantar o layout celular na linha de solda da retroescavadeira BHL-CAT, eliminar desperdícios e aumentar a produtividade. Como embasamento utilizou-se a manufatura enxuta e suas ferramentas e na aplicação prática foi estudado o processo e realizadas as melhorias no setor da solda para após modificar o arranjo físico nos demais setores da empresa.
2. Conceitos Teór icos
2.1 Manufatura Enxuta
Womack e Jones (1998) definem a Manufatura Enxuta (ME) como uma abordagem que busca uma forma melhor de organizar e gerenciar os relacionamentos de uma empresa com seus clientes, cadeia de fornecedores, desenvolvimento de produtos e operações de produção, segundo a qual é possível fazer cada vez mais com cada vez menos. A implantação do sistema Lean Manufacturing requer uma abordagem sistêmica na qual, uma série de aspectos da empresa é modificada. Alguns são pré-requisitos para a implantação, dentre eles (CÔRREA E GIANESI, 1993):
- Comprometimento da alta administração: mudança para a mentalidade enxuta; - Estrutura organizacional: especialistas devem capacitar os operadores a assumir
responsabilidades; - Organização do trabalho: ambiente de trabalho que favorece flexibilidade, comunicação e
trabalho em equipe; - Conhecimento de processos e fluxos: compilação de fluxos de materiais e informações. Para Womack e Jones (1998), perda é a utilização ineficaz de um determinado recurso que ocorre ao longo da cadeia de valor de um determinado produto ou serviço. Ohno (1997), Shingo (1996), Womack e Jones (1998) classificaram os desperdícios em sete tipos:
- Superprodução: está relacionado ao fato de produzir mais do que a quantidade exigida pelo mercado.
- Espera: é a atividade de ter que esperar por determinada peça, gerando desperdício de tempo. Refere-se tanto à matéria-prima, quanto aos produtos semi-acabados que esperam pelo processo, assim para a acumulação excessiva dos estoques a serem entregues
- Transporte: operações de transporte para distâncias maiores do que as necessárias, taxas e mudanças são perdas que prejudicam as entregas nas datas certas ao cliente. Como o transporte é somente a movimentação de produtos e não agrega valor, deve ser evitado sempre que possível. Simples mudanças no layout diminuem a necessidade de transporte.
- Processamento: a atividade de acrescentar ao processo mais “ trabalho” ou esforço do que o requerido pelas especificações do cliente também é considerado desperdício. Com a adoção do fluxo de peças unitárias no processo precedente, os produtos podem ser removidos automaticamente e transferidos em uma única direção ao processo seguinte (Shingo, 1996).
- Estoque: quando ocorre excesso de fornecimento de peças entre processos, ou muitas peças são entregues pelos fornecedores, com o intuito de abastecer a fábrica, ocorre o inventário, gerando capital de giro para a sua manutenção e caracteriza dinheiro parado.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
3
- Defeitos: provocam retrabalhos, custo de recuperação ou mesmo a perda total de material e esforço, além do risco elevado de perder o cliente caso o produto defeituoso chegue até ele. O importante é detectar o problema na raiz para evitar que os defeitos ocorram.
- Movimentação desnecessár ia: esse item está relacionado à desorganização do ambiente de trabalho e movimentação desnecessária de pessoas. “Tempo não é nada mais que um reflexo do movimento” - com essa frase, Shingo (1996) quis dizer que se uma tarefa leva muito tempo, na verdade alguns movimentos levam muito tempo para ser executados.
A melhoria contínua, ou kaizen, tem como objetivo identificar os focos de desperdício e definir a melhor ferramenta para suportar um trabalho para a sua eliminação. Deve ser uma rotina nas empresas, visando à busca da excelência nos processos produtivos.
2.2 Layout Celular
Womack e Jones (1998) definem uma célula de produção como um conjunto de equipamentos que executam operações diferentes em uma seqüência rígida, a fim de permitir o fluxo contínuo e o emprego flexível do esforço humano por meio do trabalho polivalente.
Existem quatro tipos de layout: layout posicional, layout por processo, layout por produto e layout celular. Este último mencionado é a forma de layout que mais impacta na redução dos desperdícios sob a visão da Produção Enxuta. Segue uma explicação de cada tipo de layout segundo Slack (1997):
- Layout posicional: é utilizado quando os materiais transformados são ou muito grandes, ou muito delicados, ou objetariam ser movidos.
- Layout por processo: neste tipo de arranjo físico todos os recursos similares de operação são mantidos juntos. Este tipo de layout é normalmente usado quando a variedade de produtos é relativamente grande. Este tipo de layout é conhecido também como layout funcional.
- Layout por produto: neste os recursos de transformação estão configurados na seqüência específica para melhor conveniência do produto ou do tipo de produto. Este tipo de arranjo físico é também conhecido como layout em linha.
- Layout celular : neste tipo de layout os recursos necessários para uma classe particular de produtos são agrupados de alguma forma. Nesse arranjo físico as máquinas são dedicadas a um grupo exclusivo de peças.
Vantagens do layout celular (SHINGO, 1996; MONDEN, 1984):
- pedidos de última hora podem ser atendidos rapidamente; - redução de custos (perdas, estoques); - maior visibilidade de problemas; - melhor aproveitamento do potencial humano; - maior competitividade da empresa; - layouts abrangentes (S, L e U) são necessários porque estão direcionados para o fluxo de
pessoas e produtos. - menor tempo de processo e setup; - menor estoque em processo; - trabalho melhor utilizado; - flexibilidade é a característica chave (reação à demanda do cliente);

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
4
Segundo Tubino (1999), com a implantação do layout celular, muitos tempos podem ser reduzidos ou eliminados, dentre eles:
- Tempo de espera na fila: é eliminado pela disposição adequada das máquinas segundo o roteiro de fabricação do item e pela produção em fluxo unitário. Dessa forma, evita-se a formação de estoques internos à célula, eliminando-se as filas de espera nas máquinas e o conseqüente sequenciamento das ordens nas filas, que acarretam tempos e custos indesejáveis;
- Tempo de setup: o simples fato de organizar o fluxo de produção por item, ou família de itens, já faz com que as máquinas fiquem alocadas prioritariamente ao item, evitando-se os setups para o processamento de itens diferentes;
- Tempo de processamento: com a redução dos tempos de setup estimulada pelo layout celular, pode-se diminuir economicamente o tamanho dos lotes de fabricação, fazendo com que o tempo médio de processamento dos itens em cada máquina necessária a sua seqüência de fabricação se reduza, acelerando seu fluxo de conversão em produto acabado;
- Tempo de movimentação: a aproximação das máquinas com o layout celular faz com que as distâncias entre elas sejam mínimas, reduzindo a necessidade de movimentação dos itens. Por outro lado, a produção em pequenos lotes permite que a movimentação dos itens possa ser feita pelo próprio operador manualmente, evitando-se o uso de equipamentos dispendiosos e espaço físico para movimentação e o posicionamento desses equipamentos.
Convencionalmente, quando os arranjos físicos são do tipo linear, a comunicação entre os postos e a supervisão das tarefas fica dificultada, limitando a movimentação dos operadores e a ajuda mútua entre eles. Como as distâncias são grandes, tende-se a implementar equipamentos caros e automatizados para a movimentação das plataformas onde são montados os itens. Talvez o principal problema seja o baixo envolvimento dos operadores com o resultado global da linha, pois cada um deles ficará restrito à sua área de atuação, sendo pressionado a manter um ritmo de produção acelerado. A proposta do layout celular é desenvolver ações de trabalho em grupo voltadas para a garantia da qualidade. Nesse sentido, as linhas devem dar prioridade ao formato “L” , “U” ou “S” (TUBINO, 1999).
Monden (1984) defende que conjuntamente com a ajuda mútua há a necessidade de colocar dispositivos de sinalizações, conhecidos como andons, para indicar que um problema ocorreu e que necessita ser corrijido. Um exemplo apresentado pelo autor foi na linha de montagem da Toyota, onde ela foi equipada com lâmpadas de chamada e quadros luminosos. Essas lâmpadas são utilizadas pelo funcionário para solicitar ajuda do supervisor, mecânico de manutenção ou outro montador que possa solucionar o problema.
Conforme Tubino (1999) e Mondem (1984) na célula também são definidas as rotinas de operações-padrão para cada posto de trabalho e analisadas as quantidades de material-padrão a ser colocada dentro dos processos, os chamados work-in-process (WIP). É importante mantê-los nos pontos onde dois operadores se comunicam, ou seja, há a necessidade de deixar um item na saída da máquina do primeiro operador para que o segundo, ao chegar nesse ponto, tenha um item disponível para processar a próxima máquina. Como resultado, um documento chamado folha de operações padronizadas para cada item, em cada posto de trabalho do sistema de produção, deve ser montado. Esse documento serve como fonte visual de informações (andon) e fornece ao operador informações sobre a rotina de operações-
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
5
padrão a ser seguida, o tempo de ciclo projetado, o tempo líquido de operação, os estoques em processo, os pontos de inspeção e os cuidados com a segurança.
2.3 Polivalência
A flexibilidade do Sistema Toyota de Produção tem por base a distribuição dos trabalhos entre operadores polivalentes ou multifuncionais. A obtenção desses operadores polivalentes passa por um processo de treinamento contínuo, com rotação de postos de trabalho, e pela montagem de um sistema de produção com layout celular e processos autônomos de detecção de problemas que favoreçam o desenvolvimento da multifuncionalidade. As vantagens quando comparadas ao sistema tradicional são: compromisso com os objetivos globais, redução da fadiga e do estresse, disseminação de conhecimento, facilidade de aplicação das técnicas da Qualidade Total e permite uma remuneração mais justa, de acordo com o desempenho e as habilidades do grupo (TUBINO, 1999).
3. Aplicação prática
O estudo de caso foi realizado na Siac do Brasil, empresa localizada em Guaranésia/MG. A Figura 1 demonstra três modelos do produto, ou seja, cabines de máquinas agrícolas compostas basicamente por piso e teto. Antes da implantação do layout celular o layout era linear. O fluxograma do processo está simplificado na Figura 2.
Figura 1 - Modelos de cabines de máquinas agrícolas fabricadas na Siac do Brasil
Figura 2 - Fluxograma do processo
A situação encontrada antes do trabalho prático foi a seguinte:
- Dificuldade de abastecimento da linha de solda devido à falta de espaço;
Montar e Soldar Teto
Montar e Soldar Piso
Montar e Soldar Conjunto
Fechamento
Soldar Conjunto Estrutura e Acabamento
Fosfatização
PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
6
- Iluminação insuficiente; - Pouco espaço para o operador; - Falta de espaço apropriado para guardar ferramentas manuais, com a impossibilidade da
empilhadeira abastecer o local; - Ferramentas de trabalho misturadas, gerando desperdício de tempo e desorganização. - Dependência de ponte rolante: como as cabines são produzidas com peças e conjuntos
pesados, a movimentação de toda fábrica dependia da ponte rolante. Isso provocava atrasos na produção, pois só havia três pontes por corredor, totalizando 20 em toda a fábrica.
- Falta de integração entre os processos: devido a cada posto trabalhar de forma isolada, os operadores não interagiam e no final do processo encontrava-se, por exemplo, 15 tetos, 10 pisos e nenhuma cabine, que era o produto final solicitado.
4. Resultados
Após analisado o processo e estudado o fluxo, aplicou-se as ferramentas do Sistema Toyota de Produção e as melhorias obtidas na modificação do layout linear para o celular foram as seguintes:
- Padronização de Embalagens: determinados quatro modelos de embalagens padrão: caixa plástica, caixa de ferro pequena, caixa de ferro média e caixa de ferro grande.
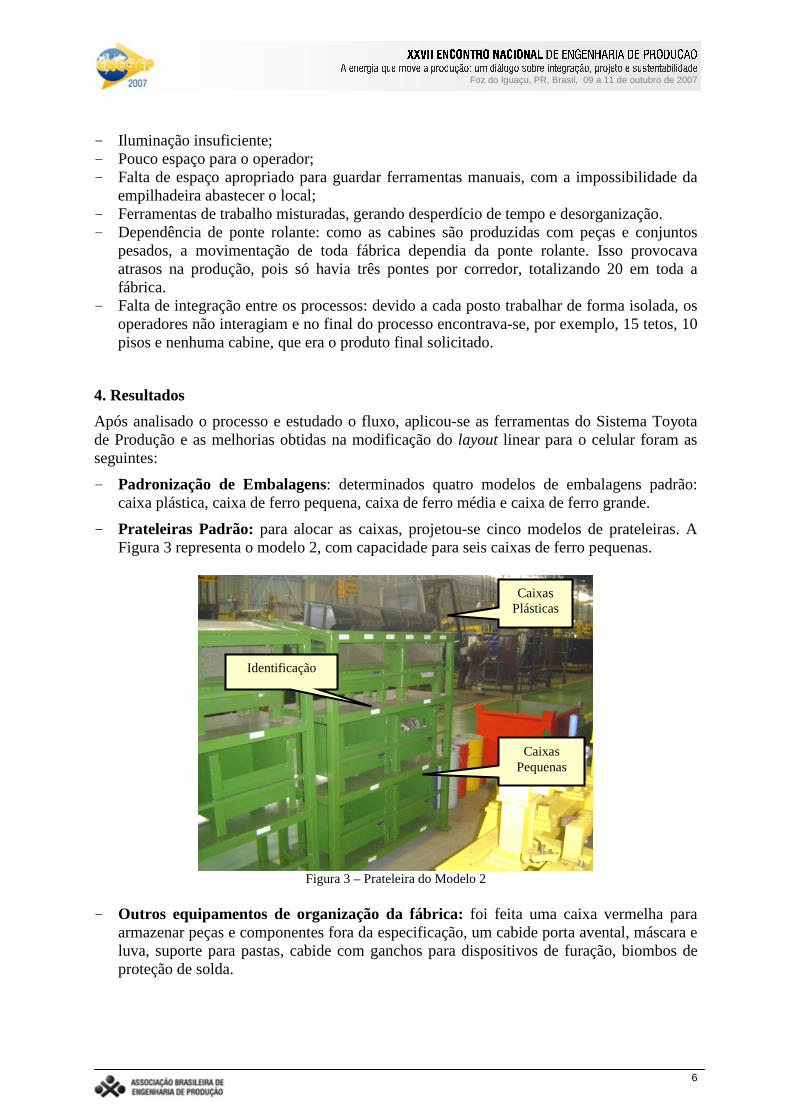
- Prateleiras Padrão: para alocar as caixas, projetou-se cinco modelos de prateleiras. A Figura 3 representa o modelo 2, com capacidade para seis caixas de ferro pequenas.
Figura 3 – Prateleira do Modelo 2
- Outros equipamentos de organização da fábr ica: foi feita uma caixa vermelha para
armazenar peças e componentes fora da especificação, um cabide porta avental, máscara e luva, suporte para pastas, cabide com ganchos para dispositivos de furação, biombos de proteção de solda.
Caixas Plásticas
Caixas Pequenas
Identificação

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
7
- Por ta lixadeira/esmer il: o carrinho desenvolvido para colocar essas ferramentas manuais foi sugerido por um funcionário no programa de sugestões e melhorias contínuas. Na Figura 4 há a foto desse “carrinho” .
Figura 4 – Porta lixadeira e esmeril
- Painel de Indicadores de Produção: painel é atualizado diariamente pelo líder da linha e
contêm os indicadores de produtos da linha, equipe de produção, absenteísmo, produtividade da linha, taxa de produtos defeituosos, indicadores de segurança, dentre outros.
- Maquete/ Hoshin: foi utilizada a técnica japonesa Hoshin, onde é montada uma maquete da linha em isopor e colocados os equipamentos. Assim, a escolha da melhor disposição fica facilitada pela visualização. A Tabela 1 simplifica as melhorias obtidas com o novo layout:
I tem modificado Melhor ia
Embalagens próximas aos corredores Facilidade no abastecimento da linha
Componentes localizados de acordo com a seqüência de operação
Redução de desperdício de movimento do operador
Mínimo de 80 cm de espaço para o operador Maior flexibilidade de movimento do operador Organização dos objetos utilizados e padronização de embalagens
Maior agilidade, redução de desperdício de tempo
Tabela 1 – Algumas das melhorias obtidas com o layout celular - I luminação: de acordo com tabelas padronizadas, o nível de iluminação recomendável
para interiores é de aproximadamente 400 lux. Como na célula BHL-CBL havia somente 200 lux, foram instaladas mais quatro lâmpadas de vapor de mercúrio para atender a especificação.
- Melhor ia no abastecimento da linha: o layout celular também propiciou a formação de
um “corredor” (vide Figura 5), facilitando o abastecimento da linha. Embalagens com peso acima de 20 kg passaram a ser movidas com paleteira ou empilhadeira. Também foi introduzida na célula uma planilha de abastecimento, com as informações do material utilizado na linha, código, embalagem e a freqüência de abastecimento por dia. Além disso, etiquetas imantadas na cor laranja foram adicionadas nas caixas quando ela está vazia para sinalizar que há a necessidade de reposição do item.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
8
Figura 5 – Corredor para abastecimento da linha
- Andon: para sinalizar o estado do processo, utilizou-se essa técnica de gerenciamento
visual, instalando-se duas lâmpadas na célula (uma verde e uma vermelha). Se estiver acesa somente a lâmpada verde, significa que a célula está funcionando normalmente, se as duas estiverem acesas, prestar atenção, pois alguma operação pode estar parada e, se somente a lâmpada vermelha acender, ter o máximo de atenção porque a operação gargalo está parada.
- Braço giratór io: para facilitar a movimentação dos conjuntos na célula e não depender de ponte rolante instalou-se um braço giratório.
- Documentação de trabalho: com o objetivo de auxiliar no bom funcionamento da célula, tornou-se necessário elaborar documentos tais como: Planilha de Abastecimento de Materiais, Folha de Instruções de Soldagem, Rotina de Operações Padrões, Plano de Controle do Processo, Procedimento Operacional e FMEA (Análise de Modo e Efeitos de Falha Potencial).
5. Considerações finais
Através da implantação do layout celular, uma série de melhorias foram realizadas, eliminando desperdícios e inserindo a empresa na manufatura enxuta. Com a identificação das embalagens, etiquetas imantadas para a visualização de caixas vazias e planilha do fluxo de abastecimento, o estoque intermediário de componentes diminuiu. Dessa forma, a linha ficou preparada para a introdução do kanban e os resultados podem ser vistos em outro artigo.Além da eliminação de desperdícios, a polivalência proporciou ao funcionário um melhor ambiente de trabalho, mais organizado, espaçoso e iluminado, influenciando na produtividade e alcançando o objetivo geral da indústria: produzir com maior qualidade, flexibilidade e custos reduzidos.
6. Referências
CÔRREA, H.L.; GIANESI, I .G.N. Just-in-time, MRP II e OPT: um enfoque estratégico. São Paulo: Atlas, 1993.
MONDEN, Yasuhiro. Sistema Toyota de Produção. IMAM: São Paulo, 1984.

PP�QRSRUT8V�WXYVAZ\[�X�VA]�WRSXYVA]�^F_Y`6`.aYbY`8aYcY%dYe %f_Y`6gUd�hY_Yi�jk%hl'mMn?mIo p?q r�sut9m�v�wJx*myr�z9o w9{?t9|~}~w?�?t?v�{9q �~� w?p9w��~w9�?o myq nO��mMp9o r~|u}~w9�>z?o wO��m��Nw�my�It?�N��mMnJ��rM�?q � q {?r~{9m
Foz do Iguaçu, PR, Brasil, 09 a 11 de outubro de 2007
9
OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em larga escala. Tradução Cristina Schumacher. Porto Alegre: Artes Médicas, 1997.
SIAC DO BRASIL . Site da empresa: www.siac.com.br, acessado em 16/04/2007.
SHINGO, Shigeo. O Sistema Toyota de Produção: do ponto de vista da engenharia de produção. 2. ed. Porto Alegre: Bookman, 1996.
TUBINO, Dalvio F. Sistemas de Produção: a produtividade no chão-de-fábrica. Porto Alegre: Bookman, 1999.
WOMACK, J.P.; JONES, D.T. A mentalidade enxuta nas empresas. 5.ed. Rio de Janeiro: Campus, 1998.