implantação do sistema de informação capp no setor de ... · no cenário em que as empresas se...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE ITAJUBÁ
Silvia Vilas Boas Papi Alves
Implantação do Sistema de Informação CAPP no Setor de Planejamento de Processo
Trabalho de Conclusão de Curso submetido ao Programa de Pós-Graduação em Engenharia de Produção como requisito parcial à obtenção do título de MBA
Orientador: Prof. Alexandre Pinho, M.SC
Itajubá, julho de 2005.

ALVES, Silvia Vilas Boas Papi. Implantação do Sistema de Informação CAPP no Setor de Planejamento de Processo. Itajubá: UNIFEI, 2005. 52p. (Trabalho de Conclusão de Curso apresentado ao Programa de Pós-Graduação em Engenharia de Produção da Universidade Federal de Itajubá).
Palavras-Chaves: Sistemas de Informação, Planejamento de
Processo e CAPP.
UNIVERSIDADE FEDERAL DE ITAJUBÁ
Silvia Vilas Boas Papi Alves
Implantação do Sistema de Informação CAPP no Setor de Planejamento de Processo
Trabalho de Conclusão de Curso aprovado por banca examinadora em 20 de Agosto de 2005, conferindo ao autor o título de MBA.
Banca Examinadora: Prof. Prof. Alexandre Pinho (Orientador) Prof. Nome do Examinador 2 Prof. Nome do Examinador 3
Itajubá, julho de 2005.

iv
Sumário Sumário iv
Resumo vi
Abstract vii
Lista de Figuras viii
Lista de Tabela ix
Lista de abreviaturas x
1. Introdução 11
1.1. Relevância do Trabalho 11
1.2. Objetivos 12
1.3. Metodologia 12
1.4. Estrutura do Trabalho 13
2. Revisão Bibliográfica 14
2.1. Planejamento de Processo 14
2.1.1. Plano de Processo 16
2.1.2. Objetivos do Planejamento do Processo 16
2.1.2.1. Principais Etapas do Planejamento do Processo 17
2.1.2.2. Interpretação Geométrica do Desenho 17
2.1.2.3. Rota do processo 18
2.1.2.4. Estabelecimento de tempos padrões 18
2.1.2.5. Documentação do Planejamento de Processo 18
2.1.3. Conseqüências do Uso de Planos de Processo 18
2.1.4. O Planejamento do Processo Convencional 20
2.1.4.1. Desvantagens do planejamento do processo convencional 21
2.2. Sistemas de Informação 22
2.2.1. Sistema de Informação Transacional 24
2.2.2. Sistemas de Informações Gerenciais 24
2.2.3. A Gestão da Informação 25
2.2.4. O Valor da Informação 25
2.2.5. Fluxo de Informações 26
2.2.6. O uso do Sistema de Informação 27
2.3. Planejamento de Processo de Fabricação Auxiliado por Computador (CAPP) 29
2.3.1. Abordagens de Sistemas CAPP 31

v
2.3.1.1. Variante 31
2.3.1.2. Generativo interativo 32
2.3.1.3. Generativo Automático 33
2.3.1.4. Híbrido 33
2.3.2. Técnicas de Implantação de Sistemas CAPP 34
2.3.3. Campo de Aplicação dos Sistemas Especialistas 35
2.3.4. Vantagens da Utilização de Sistemas Especialistas 35
2.3.5. Módulos de Implantação do CAPP 36
2.3.6. Razões para a aplicação de CAPP 37
2.3.7. Benefícios com a Implantação do CAPP 38
2.3.8. Sistemas CAPP: Caminhos que devem ser seguidos 39
3. CAPP na MAHLE. 40
3.1. Apresentação da Empresa 40
3.2. O Sistema de Informação CAPP na MAHLE 41
4. Análise do CAPP MAHLE 48
5. Conclusão 50
5.1. Sugestões Para Futuros Trabalhos 50
6. Referências Bibliográficas 51

vi
Resumo No cenário em que as empresas se encontram atualmente, o sistema de informação é
um fator que garante competitividade e maior qualidade em menor tempo. O presente trabalho trata-se de uma abordagem sobre sistema de informação,
apresentando uma nova tecnologia, o CAPP (Computer Aided Process Planning), bem como a sua aplicação prática no setor de Planejamento do Processo da MAHLE Componentes de Motores do Brasil Ltda.
O Planejamento de Processo é um elo de ligação entre a engenharia do produto e a produção, responsável pela transformação do desenho em um plano de processo.
O CAPP (Computer Aided Process Planning) é um sistema computadorizado que permite a geração automatizada dos planos de processos, pois trabalha com uma base de conhecimento que gera planos de um modo padronizado. Assim, além de diminuir o tempo de execução do plano ele também melhora a qualidade da documentação enviada ao chão-de-fábrica.
No caso MAHLE a implantação parcial do sistema CAPP tem proporcionado resultados satisfatórios, pois a maioria das atividades dos analistas eram realizadas de forma manual e com o auxilio de diversos programas. Atualmente partes das atividades são realizadas no CAPP, onde se tem uma base de dados única e confiável.
.

vii
Abstract In the scenery that the companies are nowadays, the information system is a factor
that guarantees competitiveness and larger quality in small time. The present work talks about an approach to the information system, presenting a new
technology, CAPP (Computer Aided Process Planning), as well as its practical application in the sector of Process Planning at MAHLE Engine Component of Brazil, a piston ring factory.
The sector of Process Planning is a link between the Product Engineering and the Manufacturing, responsible for the drawing transformation in the process plan.
CAPP (Computer Aided Process Planning) is a computerized system that allows the automated generation for the processes plans. It works base on a knowledge that generates plans in a standardized way. So, besides reducing the execution time for planning it also improves the documentation quality that goes to the factory.
In MAHLE’s case the system partial implementation, CAPP has been providing satisfactory results, because most of the analysts' activities were accomplished in a manual way and with the aid of several programs. Now parts of the activities are accomplished in CAPP, which is a reliable and unique database.

viii
Lista de Figuras Figura 2.1. - Localização do Planejamento do Processo (ROZENFELD, 1993). 15
Figura 2.2. - Planejamento Macro e Detalhamento. 16
Figura 2.4. - Tempo gasto para o desenvolvimento do processo convencional. 21
(Horta e Rozenfeld, 1996). 21
Figura 2.5. - Caos computacional no Planejamento do processo 22
Figura 2.7.- Estrutura de Fluxos de informação de uma empresa (Lesca e Almeida, 1994).
28
Figura 2.8. - Elo de Ligação entre o planejamento do processo, projeto e manufatura. 29
(Dissertação Rezende, 1996) 29
Figura 2.9. - Sistema Variante de Planejamento de Processo. Sávio (2003). 33
Figura 2.10. - Sistema Generativo Interativo.Horta e Rozenfeld (1996) 34
Figura 2.11. - Sistema Generativo Automático. Sávio (2003). 35
Figura 2.12. - Sistema Híbrido.Sávio (2003). 36

ix
Lista de Tabelas Tabela 1 – Implantação do CAPP/ PA 38
Tabela 2 – Implantação do CAPP/ PQ 39
Tabela 3 – Implantação do CAPP/ CE 39
Tabela 4 – Resultados esperados com a implantação do CAPP 55
x
Lista de abreviaturas CAD - Computer Aided Design - projeto assistido por computador
CAE - Computer Aided Engineering - engenharia assistida por computador
CAM - Computer Aided Manufacturing - manufatura assistida por computador
CAPP - Computer Aided Process Plannning - planejamento do processo assistido por
computador
CN - Programa comando numérico
FMEA - Failure Mode and Effects Analysis - análise de modo de falhas e seus efeitos
IA - Inteligência Artificial
PCP - Planejamento e Controle da Produção
PDM - Product Data Management - gerenciamento de dados de produtos
TG - Tecnologia de Grupo
PAPP – Processo de aprovação de peça de produção.

1. Introdução
1.1. Relevância do Trabalho Nos últimos anos, as empresas de manufatura têm enfrentado diversos desafios, sejam
eles relacionados ao mercado cada vez mais competitivo, ou impostos pelo aumento do
desenvolvimento tecnológico que torna o acesso à informação muito mais fácil e rápido. Com
isso exigem uma constante necessidade de mudança nos sistemas de produção objetivando o
aumento da produtividade, a redução de custos, a minimização de estoques, e
conseqüentemente, o aumento da competitividade. Para isto é de suma importância estruturar
o processo produtivo de modo a aumentar a sua eficiência e flexibilidade.
Nos dias de hoje a competitividade está cada vez mais acirrada e com o aumento do
número de fabricantes a concorrência se torna mais elevada, assim o mercado passa a ser
ditado pelas exigências do consumidor. A situação criada pela redução do ciclo de vida
comercial do produto faz com que seu tempo de lançamento no mercado seja um aspecto
crítico, onde a indústria busca uma contínua otimização dos níveis de produção.
Uma maior integração entre as atividades envolvidas no ciclo produtivo é considerada
como elemento fundamental para sobrevivência de uma indústria no mercado globalizado. O
planejamento dos processos produtivos está entre as principais atividades relacionadas com o
ciclo de vida de um produto, sendo que este faz a ligação entre o projeto e a produção do
mesmo.
Dentro deste contexto o desenvolvimento de tecnologias que auxiliem na otimização
dos processos produtivos, trazendo como vantagens imediatas e expressivas a possibilidade de
executar a produção em menos tempo e qualidade superior são de suma importância para a
modernização da indústria.
Dentre essas tecnologias encontram-se os sistemas de planejamento de processo
auxiliado por computador (CAPP) que têm recebido especial atenção devido aos benefícios
que eles agregam ao planejamento de processo como: relativa diminuição dos tempos de
produção, redução da mão-de-obra especializada, entre outros.
Com a evolução tecnológica dos produtos, aliada à inviabilidade de se manterem
estoques, devido aos altos custos financeiros e aos riscos de obsolescência dos mesmos
imposta pelo mercado globalizado, constata-se que as empresas de manufatura tendem sua
produção para lotes cada vez menores.
Com base nessas informações torna-se importante buscar novas técnicas de
gerenciamento, interligada a uma possível informatização das tarefas, para que o

Capitulo 1 – Introdução 12
planejamento da produção conduza à manufatura de pequenos lotes, a otimização necessária
para se manter no mercado com competitividade de custos e qualidade.
TURBAN et al (2003) afirmam que o desenvolvimento de sistemas é todo um
conjunto de atividades necessárias para construir uma solução de sistemas de informação para
um problema empresarial ou oportunidade de negócios.
Para estes trabalhadores do conhecimento a tecnologia da informação vem
proporcionando um ambiente de trabalho cada vez mais produtivo (DRUCKER, 1999).
Apresentar os benefícios que a aplicação deste software (CAPP) agrega sobre o
planejamento do processo convencional, e mostrar que com a aplicação do CAPP diminui ou
elimina a necessidade do trabalho repetitivo (manual), disponibilizando tempo do analista de
processos para a melhoria dos processos (planos de processo, roteiros de fabricação, entre
outros.), assim com a eliminação do trabalho manual o analista de processos passa a ser um
auditor do sistema.
Este trabalho está sendo realizado na empresa MAHLE Componentes de Motores do
Brasil Ltda delimitado a estudos e práticas na área de Planejamento de Processo, como
fundamento para a produção do TCC (Trabalho de Conclusão de Curso), cujo foco é na
automação das atividades de planejamento de processos utilizando-se a ferramenta CAPP.
1.2. Objetivos Este trabalho tem como objetivo geral relatar a importância da implantação de um
modelo de sistema de Planejamento de Processo Auxiliado por Computador (CAPP). Desta
forma serão apresentados os benefícios obtidos com a implantação desta ferramenta em uma
empresa da região, tais como:
Aumento da Produtividade – planejamento sistemático;
Melhor aproveitamento da capacidade de trabalho para os equipamentos existentes;
Redução dos refugos e retrabalhos – conseqüência das condições de trabalho bem
definidas;
Uniformização das Informações, entre outros.
1.3. Metodologia Para elaboração deste trabalho de conclusão de curso, onde a área de atuação foi o
setor de planejamento do processo, estudos foram realizados através dos seguintes métodos:
Conhecimentos através do estágio realizado neste setor;
Pesquisas Bibliográficas;
Pesquisas realizadas através da Internet;

Capitulo 1 – Introdução 13
Dissertações de Mestrado;
Artigos;
Pesquisa-ação;
Entrevistas não estruturadas com o supervisor do planejamento do processo, analistas
de processos, e com o próprio consultor do sistema fornecido pela T-Systems do Brasil.
1.4. Estrutura do Trabalho Este trabalho está estruturado em quatro partes, constituído da seguinte forma:
No Capítulo 1 trata-se da Introdução, Justificativa da escolha, Objetivos Gerais e
específicos e a Metodologia.
No Capítulo 2 trata-se da Fundamentação Teórica, onde são citados diferentes autores
com diferentes visões e definições sobre os assuntos desenvolvidos no decorrer do trabalho,
como o planejamento de processos, sistema de informação e o CAPP.
No Capítulo 3 trata-se da apresentação da empresa MAHLE Componentes de Motores
do Brasil Ltda, e o Sistema de Informação CAPP na MAHLE.
No Capítulo 4 trata-se da área da análise do Sistema de Informação CAPP na
MAHLE.
No capítulo 5 trata-se da conclusão e sugestões para trabalhos futuros.

2. Revisão Bibliográfica
2.1. Planejamento de Processo WYSK & CHANG (1985) definem Planejamento de Processo como uma função,
dentro do planejamento da fabricação, que estabelece os processos de usinagem e os
parâmetros de corte, que serão usados para converter material bruto em peça acabada, com
forma pré-estabelecida pela área de projeto.
Já ALTING & ZHANG (1989) a definem como uma sistemática para determinação de
métodos, pelos quais um produto será fabricado o mais eficaz e economicamente possível.
Para CACHIA & VAJPAYEE (1988) é como o conjunto de todas as informações
pertinentes, necessárias para converter um projeto em um produto acabado.
De acordo com EVERSHEIM & SCHULZ (1982) é o departamento responsável por
converter os dados do projeto em instruções de trabalho.
TULKOFF (1988) é a atividade de engenharia de fabricação que traduz os dados de
engenharia de projeto para o melhor método de fabricação de um produto.
SALOMONS, HOUTEN e KALS (1993) definiram que o Planejamento do processo é
o elo de ligação entre o projeto e a manufatura e pode ser definido como a atividade de
selecionar e definir os processos que devem ser executados para transformar um material
bruto em um produto acabado de acordo com as especificações funcionais.
De acordo com HUANG (1988), o planejamento de processos pode ser definido como
a determinação sistemática dos métodos que permitem que um produto seja manufaturado
econômica e competitivamente, conforme descrito abaixo:
Interface com o Projeto do Produto
Atualmente as atividades de projeto do produto e planejamento do processo de
fabricação procuram trabalhar unidas. Desta forma, obtém-se melhores alternativas de
fabricação ainda na etapa de desenvolvimento do produto. Esta postura reflete diretamente na
redução de custos e prazos de entregas, além de diminuir o número de revisões de projetos e
de novos itens de produto.
Interface com Vendas
Os setores de vendas interagem com o Planejamento do Processo em busca de
informações de processos. O objetivo normalmente é definir custos dos produtos e prazos de
entregas. Devido à necessidade das indústrias manterem-se competitivas, estas estão, cada vez

Capitulo 2 – Revisão Bibliográfica 15
mais, diversificando seus produtos e modos de manufaturá-los. Desta forma, o planejamento
do processo tem um papel fundamental. Através de suas informações, as vendas prevêem os
investimentos necessários para ampliação de suas linhas de produção e novas aquisições de
equipamentos para redução de custos.
Interface com o PCP
O Planejamento e Controle da Produção necessitam das informações do plano de
processo para planejar eficientemente seus recursos: homens, máquinas, equipamentos,
matéria prima e etc. Estas informações são a base para o fornecimento de datas de entregas,
custos e, a longo prazo, para análise de investimentos, objetivando adequar o setor produtivo
às necessidades de mercado (ZACCARELLI, 1987).
Com o crescimento da complexidade das tarefas, as integrações dos processos de
produção tornam-se mais complexas e a sua gestão mais difícil (DANTAS & SILVA FILHO,
1995).
Interface com a Produção
O planejamento do processo interage de forma bastante profunda na produção (chão
de fábrica), pois este define as melhores alternativas de fabricação dos produtos a serem
seguidas pelos operadores. Atualmente, a produção tem contribuído com o planejamento do
processo para elaboração dos seus planos durante toda a vida do produto.
A figura abaixo representa a localização e interação do setor de Planejamento de
Processo com os outros setores:
ProjetosProjetos
VendasVendas
PlanejamentoPlanejamento do processo do processo
ProduçãoProdução
ProgramaçãoProgramação
Plano de Processo
Sub-Operações
Detalhamentos
Figura 2.1. - Localização do Planejamento do Processo (ROZENFELD, 1993).

Capitulo 2 – Revisão Bibliográfica 16
O planejamento do processo é uma atividade que envolve muitas informações,
interpretações, decisões, consultas e cálculos, tendo como o produto final o Plano de
Processo.
2.1.1. Plano de Processo O plano de processo registra as informações geradas na atividade de planejamento do
processo de fabricação. Sua nomenclatura varia de acordo com a indústria ou finalidade,
dentre elas encontram-se: plano de fabricação de inspeção, folha de operações, folha de
processo, plano de trabalho, folha de seqüência, roteiro de fabricação, dentre outros.
Este conjunto de informações normalmente é impresso ou manuscrito em documentos
enviados aos operadores de máquinas, informando-os como fabricar o produto de forma
eficiente.
2.1.2. Objetivos do Planejamento do Processo O principal objetivo do planejamento do processo é selecionar e definir, em detalhes,
as etapas de fabricação de um produto (ROZENFELD, 1992). Deste modo, as especificações
do produto, resultantes das atividades de projeto são transformadas em informações de
processo de manufatura, com os tempos e locais de trabalho para o PCP (Planejamento e
Controle da Produção) e instruções para os operadores de máquinas. Resumidamente, pode-se
dizer que o planejamento do Processo de Fabricação é o elo de ligação entre o projeto e a
fabricação, gerando informações que podem ser aproveitadas por vários setores da empresas
(ROZENFELD, 1993).
As Funções do planejamento do processo podem ser classificadas em dois níveis
estruturais conforme figura 2.2.
FUNÇÕESFUNÇÕES
PLANEJAMENTO MACRO
DETALHAMENTO DAS OPERAÇÕES
DadosOrganizacionais
Peça Bruta Processos eOperações
Sequência Maquinário
Sub-operaçõese Sequência
Programa CN Ferramental Condições deUsinagem
Tempos
Figura 2.2. - Planejamento Macro e Detalhamento.

Capitulo 2 – Revisão Bibliográfica 17
A figura 2 mostra o Planejamento Macro ou resumido e o Planejamento dos
detalhamentos das operações. O primeiro define os postos de trabalho (máquinas ou centros
de custos) e respectivos tempos produtivos e improdutivos de forma seqüencial necessárias à
fabricação de um produto. E o segundo refina os dados do planejamento macro, criando
instruções (desenhos, textos, notas, observações) voltadas a facilitar a fabricação do produto e
a preparação do posto de trabalho.
2.1.2.1. Principais Etapas do Planejamento do Processo Para que a matéria-prima seja transformada no produto acabado, são estabelecidas de
acordo com a tecnologia do produto, conforme o desenvolvimento do seu projeto, as etapas de
fabricação, as quais são apresentadas a seguir.
2.1.2.2. Interpretação Geométrica do Desenho Quando um desenho técnico é transferido para o departamento de planejamento de
processo, este tem que ser tratado como um documento, e ser honrado em todos os detalhes.
Este desenho, preparado pelo departamento de projeto, expressa determinadas características
definidas em relação à funcionalidade da peça no produto como um todo. A peça é definida de
tal maneira que, quando todo o mecanismo é montado, ela venha a cumprir suas funções
técnicas. Suas dimensões e tolerâncias serão calculadas de modo que essas possam ser
montadas em subgrupos de peças com uma completa intercambialidade. Da mesma forma que
o projetista também deve tentar projetá-la pensando em manufaturada, incorporando maneiras
e meios de inspecionar a peça acabada de uma forma econômica e que garanta a qualidade
requerida.
Estas necessidades são traduzidas em uma linguagem técnica identificada pelo
departamento de produção e descrita no desenho da peça.
Uma análise detalhada e uma completa compreensão deste desenho não são somente
duas condições absolutas para produzir o produto de modo correto, mas são também as
melhores maneiras de encontrar um plano de processo adequado para produzi-la e inspecioná-
la, de uma maneira econômica. Além disso, o analista de processos deverá estar atento as
várias informações geométricas contidas na peça, como dimensões e tolerâncias, essas
informações são de suma importância de acordo com Rezende apud CHANG e WYSK
(1985).
Como o desenho da peça é a base para a geração do plano de processo, a sua análise
deve ser o primeiro passo para a definição do roteiro do processo.

Capitulo 2 – Revisão Bibliográfica 18
2.1.2.3. Rota do processo É um planejamento geral, onde o desenho da peça é analisado, as operações
necessárias à sua fabricação são definidas no plano de processos e um roteiro de fabricação é
estabelecido, contendo os tempos padrões à fabricação da peça por operação, de acordo com
as características do desenho, este documento é essencial para o planejamento da produção.
O roteiro mostra o processo de fabricação da peça como um todo. Contém as
operações do processo, equipamentos e ferramentas que devem ser utilizados em cada
operação e tempos estimados para cada operação.
2.1.2.4. Estabelecimento de tempos padrões Os tempos padrões estabelecidos para as operações são a base para o planejamento da
produção, levantamento de custos, etc.
O tempo padrão é o tempo necessário para a execução de uma operação, sob
condições bem determinadas, estes tempos padrões (standards), são fornecidos para o setor de
planejamento do processo através da área de tempos e métodos, onde os cronoanalistas de
acordo com os estudos realizados contendo os melhores métodos de trabalho definem o
melhor tempo para se realizar determinadas operações, levando-se em consideração vários
fatores como: troca de ferramentas, necessidades pessoais, fadiga, etc.
2.1.2.5. Documentação do Planejamento de Processo Depois que o conjunto de processos de fabricação foi completamente planejado, deve
ser devidamente documentado. Duas formas de documentos são elaboradas: o roteiro e o
plano de processo. Estes documentos são a base para a organização do chão de fábrica, assim
como para a realização de cada operação.
O plano de processo é um documento detalhado para cada operação, que informa ao
operador como cada operação deve ser executada. Contém informações de como a peça deve
ser fixada, seqüência de operações elementares, equipamentos e ferramentas a utilizar,
condições de corte que devem ser adotadas, etc. Para que a operação seja claramente
entendida, é comum colocar um desenho da peça, no plano de processo, ilustrando a
superfície que deve ser usinada, assim como as dimensões e tolerâncias que devem ser
alcançadas no produto final.
2.1.3. Conseqüências do Uso de Planos de Processo A figura 2.3 resume as conseqüências de se utilizar um plano de processo em uma
empresa.

Capitulo 2 – Revisão Bibliográfica 19
Figura 2.3. - Conseqüência do uso de planos de processo (Artigo Máquinas e Metais,
mar.1990).
Conforme figura 2.3 acima, o PCP necessita da seqüência de operações e seus tempos,
resultantes do planejamento de processo, para definir a utilização dos equipamentos,
conhecida como carga-máquina. Essas informações são importantes para se calcular a
capacidade da empresa em atender aos pedidos dos clientes.
A seqüência e seus tempos são básicos também na programação correta da produção e
seu posterior controle.
Durante a produção propriamente dita, as informações do plano de processo ajudam a
garantir a qualidade, pois descrevem o melhor método para se chegar ao produto final.
Constituem tanto para o preparador da máquina como para o operador, uma fonte de consulta
e um ponto de referência. Com a previsão das decisões os custos diminuem, pois o operador
não terá que improvisar soluções nem deixará de ter à mão as ferramentas necessárias para
cumprir uma tarefa.
Os planos de processos também influenciam na qualidade do produto, definindo
padrões e facilitando a reprodução do produto em cadeia.
Para isso, a descrição das operações pode incluir instruções para inspeção do produto.
Pode-se também estudar o fluxo das peças fabricadas e escolher um novo layout para os
equipamentos, de modo a otimizar o fluxo de material e o custo a ele associado.

Capitulo 2 – Revisão Bibliográfica 20
Finalmente, as informações do plano servem ao planejamento estratégico, na
simulação de futuras demandas baseadas na previsão de vendas, e definem a necessidade de
contratação de pessoal, compra de material e equipamentos, e até a necessidade de ampliação
das instalações. Assim surgem os planos de investimentos que atenderão ao programa de
expansão da fábrica.
2.1.4. O Planejamento do Processo Convencional O planejamento do processo convencional é baseado no conhecimento e experiência
do analista de processos que estuda as especificações do projeto e da produção da peça através
do desenho do produto que é preparado pelo setor de projetos, e a partir desta análise do
desenho o analista de processos define o seqüenciamento das operações do plano de
processos. Definida a seqüência estas operações são especificadas para um nível de detalhe
que depende das características da empresa e sua linha de produtos, como por exemplo,
seleção de maquinários, tipos de ferramentas, entre outros métodos.
Este modo de planejamento do processo convencional é feito através de muitos
cálculos manuais que são utilizados para definir o plano de processo bem como o roteiro do
processo através de vários programas paralelos.
Por isso, este modo de planejamento possui uma baixa produtividade, como mostrado
na Figura 2.4 na qual 45% do tempo, é despendido com a elaboração ou redação do plano.
Junto a isto, o tempo utilizado em cálculos diversos, e em recuperações de informações
totalizam 40% , ou seja, 85% do tempo é empregado em funções que não agregam valor
diretamente, e apenas 15% são utilizados em funções como concepção e análise de acordo
com Horta e Rozenfeld (1996).
Figura 2.4. - Tempo gasto para o desenvolvimento do processo convencional.
(Horta e Rozenfeld, 1996).

Capitulo 2 – Revisão Bibliográfica 21
Atualmente, a maior parte das indústrias utiliza computadores para documentar
processos de fabricação. Isto se deve à facilidade de compra de computadores, devido ao
baixo custo de aquisição dos mesmos. Porém, estas empresas não estão utilizando sistemas
CAPP, e sim editores de textos, planilhas de cálculos ou sistemas gráficos e CAD. A
vantagem deste recurso computacional é a facilidade de se copiar páginas ou arquivos para a
geração de planos de processos ou emitir novas revisões.
Apesar do uso de computador, as empresas estão entrando num caos computacional
(figura 2.5), uma vez que o sistema acima, na maioria dos casos não está protegido por uma
base de dados. Logo, não é possível fazer trocas de dados em massa, por exemplo, trocar uma
ferramenta obsoleta em todos os processos. Além disto, não é possível alimentar diretamente
os sistemas PCP, forçando um retrabalho do plano de processo e facilitando a ocorrência de
inconsistências.
•• PLANO MACRO OU RESUMIDO PLANO MACRO OU RESUMIDO
•• INSTRUÇÃO DE OPERAÇÃO; INSTRUÇÃO DE OPERAÇÃO;
•• LISTAS DE FERRAMENTAL LISTAS DE FERRAMENTAL
••CONTROL PLAN (Plano de Controle);CONTROL PLAN (Plano de Controle);
•• FLUXO DE PROCESSO; FLUXO DE PROCESSO;
•• SET-UP DE FERRAMENTAL; SET-UP DE FERRAMENTAL;
•• SET-UP DE MÁQUINA; SET-UP DE MÁQUINA;
•• PRÉ-SET DE FERRAMENTAL; PRÉ-SET DE FERRAMENTAL;
•• PROCEDIMENTOS DE OPERAÇÃO; PROCEDIMENTOS DE OPERAÇÃO;
•• DOCUMENTOS COM FOTOS; DOCUMENTOS COM FOTOS;
•• FMEA (Analise de Falhas, Modos e Efeitos) FMEA (Analise de Falhas, Modos e Efeitos)
•• FOLHA DE REGISTRO DE CONTROLE; FOLHA DE REGISTRO DE CONTROLE;
•• HISTORICO DE REVISÕES; HISTORICO DE REVISÕES;
?
Documentos de Planos de Processos
Figura 2.5. - Caos computacional no Planejamento do processo
2.1.4.1. Desvantagens do planejamento do processo convencional De acordo com HALEVI e WEILL (1995), algumas principais desvantagens do
planejamento do processo convencional são:
Lógica da produção é individual: está na memória do analista de processo;
Resultados freqüentemente insatisfatórios;
Atrasos das informações de processo;
Os tempos de ligação e pré-produção são prolongados;
Não permite que modificações do plano de processo sejam feitas em massa.

Capitulo 2 – Revisão Bibliográfica 22
2.2. Sistemas de Informação Sistemas podem ser definidos simplesmente como um grupo de elementos inter-
relacionados ou em interação que formam um todo unificado. Um grupo de componentes que
são interligados e trabalham juntos rumo a uma meta comum recebendo insumos e
produzindo resultados em um processo organizado de transformação(O’ Brien,2001).
Segundo O’Brien um sistema de informação utiliza os recursos de pessoas, hardware,
software, dados e redes para executar atividades de entrada, processamento, saída,
armazenamento e controle que convertem recursos de dados em produtos de informação.
Ainda de acordo com O’Brien(2001), as funções básicas de um sistema de informação
em interação são:
Entrada: Captam dados de fora ou de dentro de uma organização e os colocam
diretamente em um sistema de computadores;
Processamento: Os dados são organizados, analisados e manipulados através de
cálculos, comparação, resumos e classificação, objetivando uma forma de disposição mais
significativa e útil na fase do processamento.
Saída: Transmitem as informações e os resultados do processamento a locais onde
serão usados para a tomada de decisão.
Armazenamento: Onde os dados e informações são guardados de maneira organizada
para uso posterior.
Controle: é o feedback sobre as atividades de entrada, processamento, saída e
armazenamento que deve ser monitorado e avaliado, determinando o sistema de desempenho
conforme mostra a figura 2.6 abaixo.
Figura 2.6. - Atividades dos sistemas de informação (O’Brien 2001, p. 24)
Toda ação é originada por uma decisão, a qual é constituída por informações.Toda
informação é uma ferramenta indispensável para ajustes e necessária para que se trace meta e
objetivos.
Buscando identificar conceitos dos mais diversos autores, Roque (1998) considera
informação como um fato, um evento, um comunicado ou, ainda, somente uma coleta de
dados.

Capitulo 2 – Revisão Bibliográfica 23
Na busca da distinção entre os conceitos de dados e de informação, Oliveira (1993),
afirma que o que distingue dado ou um conjunto de dados de informação, a qual auxilia no
processo decisório, é o conhecimento que ela propicia ao tomador de decisões. Nesse sentido
o autor fornece as seguintes definições para dado e informação: Dado é qualquer elemento
identificado em sua forma bruta que por si só não conduz a uma compreensão de determinado
fato ou situação e Informação é o dado trabalhado que permite ao executivo tomar decisões.
A informação possibilita, ao tomador de decisão, a real compreensão dos fatos,
criando a possibilidade de posicionar-se diante de um problema. Os dados dizem respeito ao
fato em si, e as informações são os dados/fatos interpretados, passíveis de utilização. Oliveira
(1993) ainda considera a informação como... O produto da análise dos dados existentes na
empresa, devidamente registrados, classificados, organizados, relacionados e interpretados
dentro de um contexto para transmitir conhecimento e permitir a tomada de decisão de forma
otimizada.
Segundo Vidal (1998), há muitas formas de se conceituar informação, dependendo do
ângulo de observação e do campo de conhecimento em estudo. Do ponto de vista mais
específico de sistemas de informações pode-se examiná-lo a partir do entendimento da
informação como o resultado do tratamento de dados. Entende-se neste caso um dado como
um item elementar de informação (um conjunto de idéias ou fatos expressos através de letras,
dígitos ou outros símbolos) que, tomado isoladamente, não transmite nenhum conhecimento,
ou seja, não possui significado intrínseco.
Partindo-se do conceito acima, o mesmo autor define informação como o resultado de
fatos e idéias relevantes, ou seja, dados, que foram transformados (processados) numa forma
inteligível para quem os recebe, e tem valor (utilidade) real ou aparente para a tomada de
decisões presentes ou futuras.
De acordo com O’Brien (2001), os sistemas de informação no mundo real podem ser
classificados de maneiras diferentes. Vários tipos de sistemas de informação, por exemplo,
podem ser classificados conceitualmente como sitemas transacionais ou como sistemas de
informação gerencial.
Dentro desse conceito de informação, um sistema de informação é um componente do
sistema organizacional, constituído por uma rede espalhada pela empresa inteira e utilizado
por todos os seus componentes. Seu propósito é obter informações dentro e fora da empresa,
torná-las disponível para os outros componentes, quando necessitarem, e apresentar as
informações exigidas pelos que estão fora (Vidal, 1998).

Capitulo 2 – Revisão Bibliográfica 24
Os sistemas de informações, em geral, são utilizados para orientar a tomada de decisão
em três níveis diferentes na administração de uma empresa: o operacional, o tático (ou
gerencial) e o estratégico. O nível operacional envolve decisões pelas quais o administrador
consegue que atividades específicas sejam executadas de modo eficaz e eficiente. Já o nível
tático envolve decisões pelas quais o administrador assegura que os recursos são obtidos e
usados de modo eficaz e eficiente para que os objetivos da empresa sejam atingidos.
Finalmente, o nível estratégico envolve as decisões ligadas à definição ou mudança
dos objetivos da empresa, identificação dos recursos que deverão ser usados para atingir estes
objetivos e políticas para aquisição e uso destes recursos (Vidal, 1998).
Os sistemas de informações podem ser classificados em dois grandes grupos:
Transacionais: sistemas de informações de apoio às operações;
Gerenciais: sistemas de informações de apoio à gestão.
2.2.1. Sistema de Informação Transacional No nível operacional (do processo), os sistemas de informações são em geral
condicionados pela tecnologia da empresa e pela organização do seu processo produtivo.
Os sistemas de apoio às operações são tipicamente sistemas armazenadores de dados e
processadores de transações, ou seja, são redes de procedimentos rotineiros que servem para o
registro e processamento das transações correntes. Dentro desta categoria podemos identificar
como sendo os mais típicos o de contabilidade, o de folha de pagamento, o de controle de
estoques, o de faturamento e o de contas a receber e a pagar.
Os sistemas que se voltam para decisões referentes às operações envolvem o registro
de muitos dados e a integração e agregação de muitas transações, tais como planejamento e
controle da produção, custos e contabilidade (Vidal,1998).
2.2.2. Sistemas de Informações Gerenciais Os sistemas de apoio à gestão, ou sistemas de informações gerenciais, não são
orientados para o processamento de transações rotineiras, mas existem especificamente para
auxiliar processos decisórios. Por essa razão, tais sistemas devem ser flexíveis e podem ter
uma sistemática freqüência de processamento. Incluem sistemas de previsão de vendas, de
análises financeiras, orçamentos e os sistemas voltados, de modo geral, ao planejamento e
controle das operações. Os sistemas de informações gerenciais, porém, são mais difíceis de
serem construídos e avaliados, porque suportam decisões nos níveis superiores da hierarquia
das empresas. O modo de tomar decisões é bastante variável e a sua avaliação é muito
subjetiva, com forte dependência do estilo do tomador de decisões (Vidal,1998).

Capitulo 2 – Revisão Bibliográfica 25
2.2.3. A Gestão da Informação A informação é considerada vital para qualquer organização, por conseguinte, a sua
boa gerência explica vários casos de sucesso nas organizações. A gestão da informação tem
demonstrado, tanto na integração de suas técnicas quanto no planejamento, ser uma das
ferramentas vitais para qualquer tipo de organização (Anjos, 2001).
Hoje, cada vez mais, a globalização exige que as empresas tenham a capacidade de
inovar, de serem flexíveis, rápidas, etc. Com isso, torna-se cada vez mais estratégico o papel
exercido pela informação (Nascimento, 1999). A informação tem o papel de habilitar os
gerentes a alcançar os objetivos propostos para a organização, por meio do uso eficiente dos
recursos disponíveis (Beuren, 1998).
Para Nascimento (1999), a gestão da informação constitui-se de uma atividade
bastante complexa, pois a informação percorre diversos níveis e é manuseada por muitos
usuários. Esta informação apresenta-se sob forma de fluxos contínuos que adiciona valor aos
processos, tanto empresariais como produtivos, ao longo de suas etapas.
Segundo Davenport (1994), para que uma empresa seja competitiva, ela precisa ter
como pré-requisito uma boa gestão da informação.
Em suma, a informação apresenta-se como recurso básico para o desenvolvimento das
atividades empresariais e sua valorização como produto econômico, quando bem gerenciada.
Pode-se assim considerar a informação um ativo que precisa ser administrado da mesma
forma que os outros tipos de ativo representados pelos seres humanos, capital, propriedades e
bens materiais. No entanto, a informação representa uma classe particular dentre esses outros
tipos de ativo. As diferenças decorrem do próprio potencial da informação assim como do
desafio de administrá-la (McGee & Prusak, 1994).
2.2.4. O Valor da Informação Segundo Oliveira (1993), o propósito da informação é auxiliar a empresa a alcançar
suas metas através do uso eficiente dos seus recursos. Esses recursos dizem respeito a
pessoas, materiais, equipamentos, tecnologia, financeiro, além da própria informação. Para
Anjos et al. (Abreu, 1997) o sucesso da empresa depende essencialmente da qualidade da
informação disponível, a informação apresenta-se como base para a tomada de decisão e,
dependendo da fidedignidade dos dados, tornar-se á um elemento essencial para o gestor. De
posse das informações, o tomador de decisão terá uma visão realista dos passos que irão ser
executados. Seguindo a mesma linha de raciocínio, Beuren (1998) afirma que a empresa que
não tem informações ágeis para fomentar suas decisões estratégicas e a execução das mesmas,
estará em desvantagem em relação a outra do mesmo ambiente que consegue em um tempo

Capitulo 2 – Revisão Bibliográfica 26
mínimo parametrizar suas alternativas de decisões. O mesmo autor ainda acrescenta que a
percepção da necessidade informativa dos gestores na definição da estratégia e para informar
os resultados de ações relevantes é condição vital para a empresa que busca uma vantagem
competitiva.
Para Oliveira (1993), as informações além de serem confiáveis e relevantes, elas
precisam estar disponíveis para proporcionar a tomada de decisão correta e no tempo certo.
Neste instante deve ser considerado o valor efetivo das informações, isto é, o nível ótimo de
geração da informação. Outro ponto importante que deve se levar em conta, segundo Oliveira
(1993), é o uso eficiente e eficaz da informação, já que a qualificação da informação está
diretamente ligada a qualidade das decisões que ela proporciona e é preciso estar ciente
também que a geração de informações envolve a geração de custos, então é necessário ter
noção da relação do custo para obtê-la e o valor do benefício derivado do seu uso.
Para Vaughan & Tague-Sutcliffe (1997), existe uma significante relação entre o
aumento do valor agregado e o nível de investimento em recursos de informação.
Em suma, o valor da informação está diretamente ligado à percepção, da organização
como um todo, da importância de se ter e conhecer as informações inerentes aos processos.
2.2.5. Fluxo de Informações Segundo Vidal (1998), o processo de tomada de decisão dos administradores cria
fluxos de informações entre os diversos componentes da empresa. As informações
estratégicas, táticas e operacionais fluem em geral para cima e para baixo dos níveis de
gerência da empresa. Outras informações e ações criam fluxos laterais de um componente
operacional da empresa para outro. E ainda outras informações e ações criam fluxos entre as
partes envolvidas dentro dos componentes da empresa.
Qualquer sistema de informação empresarial, como o de contabilidade ou o de
recursos humanos, possui o mesmo comportamento: captar e transportar os dados ao longo da
estrutura da empresa (componentes da empresa) até o processamento e, a partir daí, produzir
informações que desencadeiam outros fluxos de informações dentro da empresa (Vidal,
1998).
Segundo Bär (1995), a informação apresenta-se como um produto do processamento
de dados, resultantes dos fatos do cotidiano da organização procurando viabilizar os sistemas
produtivos e gerenciais para os quais é insumo indispensável. Normalmente, esta informação
apresenta-se sob a forma de fluxos contínuos gerados do desenvolvimento das atividades das
organizações.

Capitulo 2 – Revisão Bibliográfica 27
Para Lesca e Almeida (1994), os fluxos de informações em uma empresa apresentam-
se sob as seguintes formas:
fluxo de informações coletado externamente à empresa e utilizados por ela – este tipo de
fluxo refere-se às informações coletadas de agentes externos (fornecedores, clientes e
concorrentes) que influenciam na existência e funcionamento da empresa bem como suas
ações e decisões;
fluxo de informações produzido pela empresa e destinado ao mercado – este fluxo refere-
se às informações que a empresa produz e destina aos agentes externos de mercado (pedidos
de compra, fatura para os clientes, campanhas publicitárias, etc)
fluxo de informações produzido pela empresa e destinado a ela própria - este fluxo é
gerado e consumido internamente (planos de produção, ordens de produção, folha de
processo, normas, informações contábeis, relatórios de produção, relatórios da qualidade,
comunicações internas formais e informais, etc).
Os fluxos de informações podem ser visualizados na figura 2.7:
Figura 2.7. - Estrutura de Fluxos de informação de uma empresa (Lesca e Almeida, 1994).
2.2.6. O uso do Sistema de Informação As organizações estão descobrindo a necessidade dos sistemas de informação
baseados em novas tecnologias, as quaIs proporcionam agilidade e confiabilidade das
informações para gerenciamento eficiente, efetivo e eficaz, sobretudo quando há uma sintonia
entre usuário e tecnologia, possibilitando melhor aproveitamento dos recursos e melhores
condições para o alcance dos objetivos da organização.
Segundo Stoner (1995), todas as funções da administração como planejamento,
organização, liderança e controle são necessário para um bom desempenho da organização.

Capitulo 2 – Revisão Bibliográfica 28
Segundo O’Brien (2001), a tecnologia da informação pode ajudar todos os tipos de
empresas a ganharem vantagens competitivas em suas relações com clientes, fornecedores e
concorrentes, desempenhando um papel importante na sustentação de mudanças inovadoras
no desempenho dos fluxos de trabalho, requisitos de cargos e estruturas organizacionais.
Segundo Castells (2003), em linha direta com Harvey Brocks e Daniel Bell, tecnologia
é “o uso de conhecimentos científicos para especificar as vias de se fazerem às coisas de uma
maneira reproduzível”.
O que caracteriza a revolução tecnológica não é a centralidade de conhecimentos e
informações, mas a aplicação destes conhecimentos e dessa informação para a geração de
conhecimentos e dispositivos de processamento/comunicação da informação, em um ciclo de
realimentação cumulativo entre a inovação e seu uso.
As novas tecnologias da informação não são simplesmente ferramentas a serem
aplicadas, mas processos a serem desenvolvidos.
De acordo com Houten apud Rezende (1996), o planejamento de processos aparece
como elemento de ligação entre as atividades de projeto e manufatura conforme figura 2.8. A
necessidade de um tempo reduzido entre as etapas de projeto e fabricação e a grande
quantidade de informações manipuladas gera um grande interesse pela automatização do
planejamento de processos.
Figura 2.8. - Elo de Ligação entre o planejamento do processo, projeto e manufatura.
(Dissertação Rezende, 1996)
Segundo EVERSHEIM apud Rezende (1996) a área de planejamento do processo,
apesar de ser um dos pontos chaves para se obter produtividade e alta qualidade, não
acompanhou os novos desenvolvimentos ocorridos nas outras áreas.
HAM e LU apud Pacheco (1988), afirmam que o propósito do planejamento do
processo é selecionar e definir em detalhes, os processos a serem executados em uma peça, de
maneira econômica, de acordo com as especificações do projeto. E o resultado disso é um
plano de processo, também conhecido como roteiro de fabricação, folha de processo e folha
de operações. Nele constam as seqüências de operações, máquinas, ferramentas, tempos de
fabricação de uma peça.

Capitulo 2 – Revisão Bibliográfica 29
De acordo com ROZENFELD ett all (1992), no sentido de racionalizar e integrar o
planejamento do processo existem muitos trabalhos sobre o desenvolvimento e a aplicação de
sistemas de planejamento do processo assistido por computador (CAPP). Os autores
concluem que normalmente os sistemas CAPP com maior sucesso são aqueles resultantes de
desenvolvimento específicos dentro de empresas e que essas soluções, no entanto, por serem
específicas, dificilmente poderão ser aplicadas em outros ambientes.
Segundo VEGA ett all (1995), empresas optam pela adoção de soluções integradas, as
quais giram em torno das atividades de planejamento e controle da produção e do chão- de -
fábrica, tentando abranger todas as atividades da empresa.
Segundo WATERMAN (1986), a utilização de sistemas especialistas de forma
comercial é bastante recente (teve seu começo na década de 80), mas pesquisas são
desenvolvidas desde a década de 60. Os sistemas especialistas constituem um ramo
importante da inteligência artificial.
De acordo com a definição apresentada em GIARRATANO e RILEY apud Pacheco
(1994) sistemas especialistas são programas de computador que se utilizam conhecimento e
procedimentos de inferência para resolver problemas bastante complexos que necessitam,
para a sua solução, de um conhecimento bastante específico.
Neste sentido, pode-se dizer que sistemas especialistas são softwares que procuram
imitar a forma de raciocínio de um especialista no assunto, para a solução de um determinado
problema. Pelo fato dos sistemas especialistas utilizarem uma base de conhecimento para a
solução de problemas, os termos sistemas baseados no conhecimento e sistemas especialistas
baseados no conhecimento são muitas vezes utilizados como sinônimos de sistemas
especialistas, embora não restrinjam o conhecimento utilizado ao obtido de um especialista no
assunto.
Assim, o termo sistema especialista é utilizado, atualmente, para se referir aos
sistemas baseados em conhecimento.
2.3. Planejamento de Processos de Fabricação Auxiliado por Computador (CAPP)
O desenvolvimento do plano de processo é muito dependente da experiência e
capacidade de julgamento dos analistas de processos. Eles são os técnicos industriais
responsáveis para determinar uma rota otimizada, para cada projeto de uma nova peça.
Entretanto, cada analista de processo tem sua própria forma de pensar e definir o melhor
caminho para se chegar a este plano. Assim, normalmente existem diferenças entre as
seqüências de operações desenvolvidas pelos vários analistas de processos.

Capitulo 2 – Revisão Bibliográfica 30
Os problemas envolvidos nos processos convencionais podem ser solucionados com o
advento do computador, pois ele pode padronizar os processos eliminando a inconsistência de
planos obtidos por analistas de processos diferentes, e pode proporcionar a divisão do trabalho
de redação e preparação do plano entre o analista de processos e o próprio computador.
Sistemas computadorizados que permitem a geração automatizada dos planos de processos
são identificados como sistemas CAPP (Computer Aided Process Planning) e permitem
trabalhar com uma base de conhecimento e gerar planos de um modo padronizado. Assim,
além de diminuir o tempo de execução do plano ele também melhora a qualidade da
documentação enviada ao chão-de-fábrica.
Segundo ROZENFELD (1992), para a automação do planejamento de processo é
necessário captar uma série de regras e técnicas que relacionem determinadas especificações
de fabricação compondo as seqüências de operações, levando em consideração os seguintes
procedimentos:
Preparação do Planejamento: quais são os dados necessários na folha de processo, prazos
de elaboração, pessoas envolvidas, etc;
Especificação dos Dados Organizacionais: como e onde vão ficar os dados da empresa,
nome, número, código, revisão e status do plano, etc;
Determinação da Peça em Bruto: interpretação do desenho e visualização da passagem da
matéria-prima para a peça em bruto;
Determinação dos Processos de Fabricação: identificar que operações e processos de
fabricação a manufatura da fábrica é competente para realizar ou planejar;
Determinação das Operações e suas Seqüências: destacar as operações que a peça em
bruto vai sofrer para se transformar na peça acabada e ordená-las de modo a atender às
especificações exigidas;
Seleção do Maquinário: com as operações e a especificação, selecionar as máquinas e, ao
mesmo tempo, não sub utilizar ou não sobrecarregar as mesmas. Às vezes pode-se fazer
várias simulações para se chegar a um quadro ideal;
Seleção de Ferramentas: com o conhecimento da máquina e das especificações das
operações, determinar uma ferramenta que esteja disponível e cujo custo seja o mais baixo
possível;
Determinação das Condições de Trabalho: escolher o nível do operador adequado para
realizar a operação, indicar o modo de preparação da máquina e da ferramenta (setup) e
determinar o modo com que a operação deve ser realizada (indicando, por exemplo,
velocidade de rotação, avanço, etc.);

Capitulo 2 – Revisão Bibliográfica 31
Cálculo dos Tempos de Fabricação: com o uso dos parâmetros de fabricação (diâmetro,
comprimento, material e outros) especificar as fórmulas e/ou tabelas utilizadas para cálculo
dos tempos de fabricação;
Especificação dos Tempos de Fabricação: previsão dos tempos de fabricação por
experiência anterior ou por medições dos tempos de peças similares;
Cálculo do Sobremetal: indicação de sobra de material para que a operação possa ser
realizada nas especificações (por exemplo, o sobremetal deixado para o acabamento após uma
passada de desbaste);
Elaboração de Croquis: ilustrar como é feita a operação para o estágio de fabricação da
peça, ou para a preparação da máquina, ou ainda detalhar uma operação de forma a facilitar a
interpretação para o operador;
Programação NC: elaborar um programa de comando numérico que transforme a matéria-
prima em produto acabado.
2.3.1. Abordagens de Sistemas CAPP Conceitual e filosoficamente o planejamento de processos auxiliado por computador
pode ser concebido e implementado em quatro formas diversas: variante, generativo
interativo, generativo automático e híbrido, conforme abordado a seguir.
2.3.1.1. Variante A abordagem variante para o planejamento de processos é comparável à forma manual
utilizada por um analista de processo, onde o plano de processo para uma nova peça é obtido
através de pequenas alterações executadas em um plano de processos já existente para uma
peça similar, ou seja, é aquele que parte de um plano base conforme mostra a figura 2.9, que é
modificado obtendo-se assim um novo plano. Em alguns sistemas variantes, as peças são
agrupadas em famílias, caracterizadas por similaridades no processo de fabricação. Para cada
família de peças, um plano de processos padrão que contém todas as possíveis operações, é
armazenado no sistema. Através da classificação e codificação, um código é definido para
cada peça, a partir de uma série de quesitos. Este código é então utilizado para definir a qual
família a peça pertence e qual deve ser o plano padrão associado. Em comparação com o
planejamento de processos manual, a abordagem variante é bastante vantajosa, pois a
manipulação de informações se torna bem mais simples e os planos de processos podem ser
padronizados. Contudo, neste tipo de abordagem, a qualidade final dos planos de processos
ainda depende da habilidade do analista de processo que realiza as modificações necessárias

Capitulo 2 – Revisão Bibliográfica 32
às particularidades de cada peça. Sendo assim, nos sistemas variantes, o computador é apenas
uma ferramenta de auxílio às atividades de planejamento de processos;
Figura 2.9. - Sistema Variante de Planejamento de Processo. Sávio (2003).
2.3.1.2. Generativo interativo Inicialmente correspondia a edição indireta do plano, onde as informações do
planejamento eram geradas pelo analista de processo e enviadas a um digitador, que
alimentava o computador com os dados necessários. Normalmente era impresso um
formulário que era conferido pelo analista de processo, ou seja, essa forma de trabalho
continha idas e voltas que não agregam valor e era sujeita a erros. Em outras empresas, o
analista de processo substitui o digitador, colocando as informações diretamente no
computador de acordo com a figura 2.10 logo abaixo. Por eliminar a etapa intermediária,
achava-se que o ciclo de obtenção seria menor. Tal pressuposto mostrou-se falso, pois o
analista de processo experiente não apresentava habilidade no computador. Com as pressões
de produtividade, o analista de processo tornou-se um digitador, não pensando nos processos
e sim colocando dados no computador. Ele deixa de realizar as funções para as quais é melhor
capacitado.
Figura 2.10. - Sistema Generativo Interativo.Horta e Rozenfeld (1996)
Ambas as atividades acima descritas não são consideradas CAPP interativo, e mantém
os problemas do planejamento convencional.

Capitulo 2 – Revisão Bibliográfica 33
Na década de 90 o computador começou a ser utilizado como um guia na escolha de
padrões pré-cadastrados, através de uma interface amigável. A busca deste padrão é ainda
facilitada por uma classificação, que facilita a sua busca.
Desta forma o analista de processo interage diretamente com o computador com um
mínimo de digitação e dificuldade.
2.3.1.3. Generativo Automático É baseado no armazenamento de regras e dados de capacidade do processo de
fabricação. Através destas informações, um plano de processo poderia ser gerado sem a
necessidade de uma pessoa experiente, pois os mecanismos de inferência, decisões, lógicas e
algoritmos, interpretariam os dados de projeto e tomariam decisões de como fazer. Este é o
caso mais completo de planejamento automático, nas quais somente certas funções de
planejamento são automatizadas.
A representação das peças deve estar armazenada no computador de uma forma
interpretável pelo sistema CAPP, para que este realize inferências automáticas nas tomadas de
decisão como mostra a figura 2.11.
Figura 2.11. - Sistema Generativo Automático. Sávio (2003).
2.3.1.4. Híbrido
Como cada método apresenta vantagens e desvantagens, o que se conclui é que a
combinação destes métodos em uma solução híbrida pode alcançar o melhor de cada um dos
métodos. A solução híbrida permite a utilização das vantagens de cada método em partes
distintas das funções de planejamento de processo. Para uma peça totalmente nova, que não
possua plano de processo semelhante, inicia-se o planejamento através do generativo
interativo, e em determinados pontos pode-se requisitar que o sistema faça uma inferência
automática, ou seja, o cálculo de tempos, cálculo de condições de usinagem e a geração do

Capitulo 2 – Revisão Bibliográfica 34
plano de processo. Outras peças de formato mais bem comportado que apresentem uma certa
repetibilidade podem ser mais bem planejadas através do método híbrido conforme figura
2.12. Pode-se realizar também a geração de planos de processo de maneira totalmente
automática, como no caso de peças que podem ser parametrizadas.
Figura 2.12. - Sistema Híbrido.Sávio (2003).
2.3.2. Técnicas de Implantação de Sistemas CAPP Para cada abordagem de sistemas CAPP existe uma técnica de implantação mais
adequada. As mais utilizadas são a tecnologia de grupo e os sistemas especialistas.
Tecnologia de grupo: a tecnologia de grupo (GT) pode ser definida como o estudo de uma
grande população de itens aparentemente diferentes e a sua divisão em grupos com
características similares. A utilização típica da tecnologia de grupo aparece no conceito de
famílias de peças, onde a codificação e a classificação são utilizadas. Grande parte dos
sistemas CAPP variante, utilizam a tecnologia de grupo como ferramenta de implantação;
Sistemas Especialistas: de acordo com ALTING e ZANG (1989) um sistema especialista
pode ser definido como uma ferramenta que tem a capacidade de absorver conhecimento em
um domínio específico, e utilizar este conhecimento para propor alternativas de solução. São
programas de computadores, também chamados de inteligência artificial (IA), com regras que
contém a mesma habilidade de resolver problemas que um analista de processos.
Os sistemas especialistas, devido à capacidade de simular o processo de raciocínio de
um ser humano, se apresentam como uma das ferramentas mais adequadas para o
desenvolvimento de sistemas CAPP generativos.
Capitulo 2 – Revisão Bibliográfica 35
2.3.3. Campo de Aplicação dos Sistemas Especialistas Sistemas especialistas são indicados para resolver problemas que não tenham solução
algorítmica, quando se consegue expressar o conhecimento sobre o sistema através de regras.
Sendo assim, os sistemas especialistas se diferem dos sistemas convencionais em um ponto
básico: o controle sobre o fluxo de execução. Os sistemas convencionais apresentam uma
programação procedural, onde a seqüência de execução é um aspecto importante que deve ser
previamente definido. Já nos sistemas especialistas não há uma preocupação, por parte do
construtor do sistema, com a seqüência de execução, pois esta é indiretamente definida
através das regras e dos fatos presentes no sistema.
Os sistemas especialistas são dependentes de uma base de conhecimento criada a
partir das regras. A criação de bases de conhecimento para um domínio amplo hoje ainda não
é uma realidade, devido às dificuldades encontradas em se aglomerar e manipular diferentes
áreas de conhecimento. O caminho mais utilizado, atualmente, é a construção de bases de
conhecimento para um domínio bastante restrito.
Desta forma, o campo de aplicação dos sistemas especialistas passa a ser o dos
sistemas com domínios reduzidos sobre os quais se pode expressar o conhecimento na forma
de regras, quando um algoritmo não é adequado ou simplesmente não existe para a solução do
problema.
2.3.4. Vantagens da Utilização de Sistemas Especialistas Os sistemas especialistas apresentam uma série de características positivas, dentre as
quais pode-se citar:
Disponibilidade: uma vez construído, o sistema estará disponível em qualquer computador
que seja adequado à sua execução;
Custo reduzido: o custo de desenvolvimento quando dividido pelo total de usuários pode
ser bastante atrativo;
Permanência: ao contrário de especialistas humanos, um sistema especialista não morre e,
portanto o seu conhecimento é permanente;
Regularidade: o funcionamento de um sistema especialista não será afetado pelo cansaço
nem por problemas emocionais. Assim, numa situação de emergência, onde várias horas de
trabalho sejam necessárias e decisões importantes estejam envolvidas, a utilização de um
sistema especialista pode ser bastante interessante;
Descrição da linha de raciocínio: a conclusão a que um sistema especialista chega pode
ser explicada através da linha de raciocínio desenvolvida, o que aumenta a confiabilidade da
decisão tomada.

Capitulo 2 – Revisão Bibliográfica 36
Apesar de tantas características positivas, os sistemas especialistas são incapazes de
absorver o senso comum, pois este não pode ser descrito em termos de regras. Desta forma, a
utilização de um sistema especialista é bastante vantajosa quando se pensa no seu uso em
conjunto com um especialista no assunto. O sistema especialista trabalha então, no sentido de
fazer sugestões que podem ser ou não aceitas por um humano.
O funcionamento de um sistema especialista depende da sua base de conhecimento.
Grande parte das atividades de planejamento de processos será realizada por um sistema
especialista. Sendo assim, a aquisição do conhecimento que será utilizado é de grande
importância.
Neste sistema, a base de conhecimento será formada por um conjunto de regras do tipo
IF-THEN. Propõe-se que a definição das regras que compõem esta base de conhecimento seja
feita a partir da estratégia de usinagem a ser utilizada. Desta forma, o técnico de
conhecimento, que é o profissional encarregado de construir a base de conhecimento, buscará
extrair do analista de processos a estratégia utilizada e não o conjunto de regras. Este tipo de
enfoque é fundamental, pois o levantamento de uma estratégia de usinagem é muito mais
simples e objetivo que a extração de um conjunto de regras.
As regras serão posteriormente definidas de tal forma que a estratégia de usinagem
seja respeitada, garantindo assim a consistência da base de conhecimento.
O funcionamento de um sistema especialista é regido pela sua base de conhecimento.
2.3.5. Módulos de Implantação do CAPP
CAPP / PA – Automação do processo de geração do plano de fabricação (I.U. / Rotas) Principais funções:
•cálculo de tempo; •seleção de ferramental; •geração do roteiro de fabricação; •geração do plano de fabricação.
Principais características:
•Regras e fórmulas flexíveis definidas pelo próprio usuário; •Recálculo automático quando alteradas as regras.
Principais benefícios:
•Aumento de produtividade; •Eliminação de erros; •Facilidade no gerenciamento da “tecnologia”.
Tabela 1 – Implantação do CAPP/ PA
Capitulo 2 – Revisão Bibliográfica 37
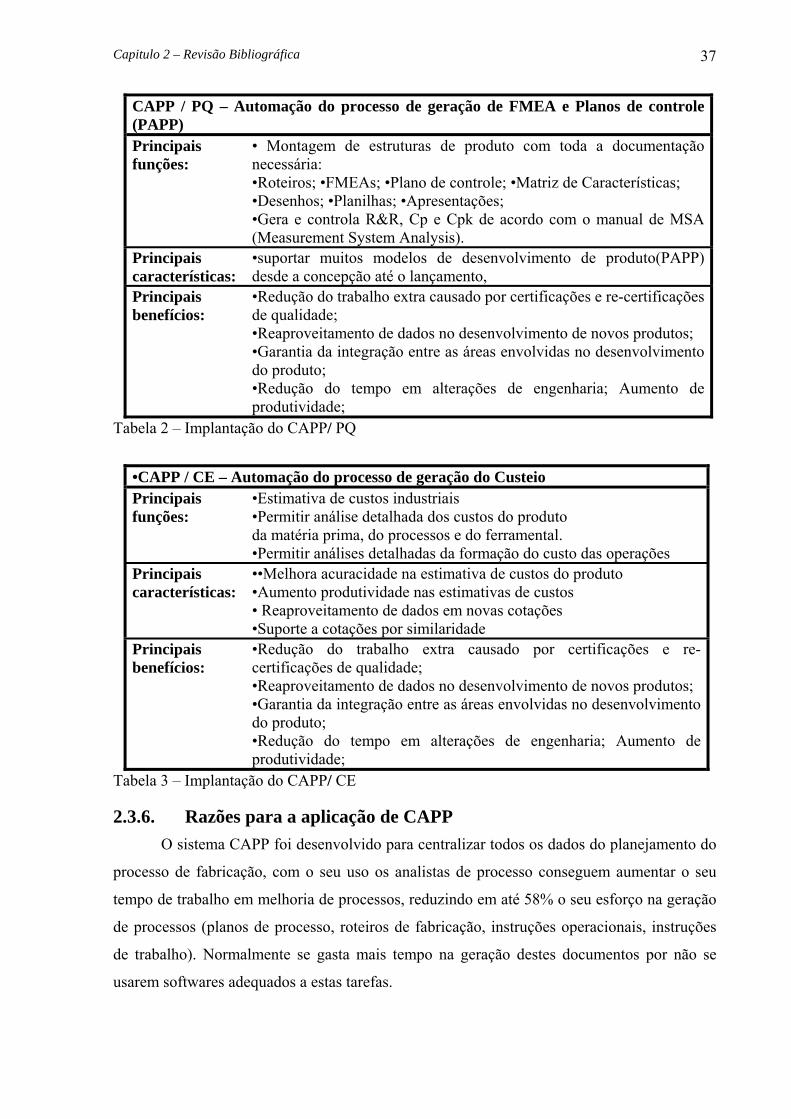
CAPP / PQ – Automação do processo de geração de FMEA e Planos de controle (PAPP) Principais funções:
• Montagem de estruturas de produto com toda a documentação necessária: •Roteiros; •FMEAs; •Plano de controle; •Matriz de Características; •Desenhos; •Planilhas; •Apresentações; •Gera e controla R&R, Cp e Cpk de acordo com o manual de MSA (Measurement System Analysis).
Principais características:
•suportar muitos modelos de desenvolvimento de produto(PAPP) desde a concepção até o lançamento,
Principais benefícios:
•Redução do trabalho extra causado por certificações e re-certificações de qualidade; •Reaproveitamento de dados no desenvolvimento de novos produtos; •Garantia da integração entre as áreas envolvidas no desenvolvimento do produto; •Redução do tempo em alterações de engenharia; Aumento de produtividade;
Tabela 2 – Implantação do CAPP/ PQ
•CAPP / CE – Automação do processo de geração do Custeio Principais funções:
•Estimativa de custos industriais •Permitir análise detalhada dos custos do produto da matéria prima, do processos e do ferramental. •Permitir análises detalhadas da formação do custo das operações
Principais características:
••Melhora acuracidade na estimativa de custos do produto •Aumento produtividade nas estimativas de custos • Reaproveitamento de dados em novas cotações •Suporte a cotações por similaridade
Principais benefícios:
•Redução do trabalho extra causado por certificações e re-certificações de qualidade; •Reaproveitamento de dados no desenvolvimento de novos produtos; •Garantia da integração entre as áreas envolvidas no desenvolvimento do produto; •Redução do tempo em alterações de engenharia; Aumento de produtividade;
Tabela 3 – Implantação do CAPP/ CE
2.3.6. Razões para a aplicação de CAPP O sistema CAPP foi desenvolvido para centralizar todos os dados do planejamento do
processo de fabricação, com o seu uso os analistas de processo conseguem aumentar o seu
tempo de trabalho em melhoria de processos, reduzindo em até 58% o seu esforço na geração
de processos (planos de processo, roteiros de fabricação, instruções operacionais, instruções
de trabalho). Normalmente se gasta mais tempo na geração destes documentos por não se
usarem softwares adequados a estas tarefas.

Capitulo 2 – Revisão Bibliográfica 38
O CAPP proporciona uma série de economias diretas, que são geradas durante o uso
do sistema pelo fato da documentação de processo se tornar mais precisa.
O CAPP possui diversos cadastros padrões: máquinas, ferramentas, operações macro,
sub-operações, operações de qualidade, instrumentos de medição, operações de set-up. Estes
recursos podem ser customizados, alterados ou incluídos a qualquer momento.
Possui função de relacionamento que permite ao usuário associar máquinas as
operações realizadas por ela, associar as operações às ferramentas e assim sucessivamente.
Os analistas de processos eliminam os seus catálogos manuais, pois normalmente cada
analista de processos faz o processo do seu jeito, com o uso do CAPP todo este conhecimento
é passado para dentro do sistema e torna-se conhecimento da empresa.
Processos de fabricação são gerados a partir de processamento de regras. Neste caso o
planejamento do processo pode ser gerado de maneira automática ou semi-automática
definindo toda a seqüência de fabricação e recursos de manufatura.
Contém sistema de classificação de produtos baseado em tecnologia de grupo (TG),
onde a empresa define a melhor maneira de parametrizar os seus produtos. Qualquer
parâmetro se torna automaticamente um filtro, permitindo uma localização rápida do item por
características.
Contém um sistema de classificação de características de produtos, as quais podem ser
usadas para vários itens diferentes.
Contém uma definição de tipos possíveis de famílias de produtos, onde depois de se
definir a família, define-se os parâmetros de cada família e depois os componentes ou seja os
itens que pertencem a cada família.
Possui um gerenciador de fórmulas, capaz de calcular fórmulas matemáticas, lógicas
ou regras de decisão, eliminando assim os sistemas paralelos (tabelas, planilhas, sistema de
apoio).
2.3.7. Benefícios com a Implantação do CAPP Redução do tempo de planejamento - um dos principais ganhos com a implantação do
sistema CAPP é o aumento da produtividade de planejamento do processo. Com isto, é
possível a elaboração do processo, com um número reduzido de analista de processo em um
curto período de tempo.
Agilidade nas revisões - com o CAPP cada operação do processo pode ser facilmente
revisada. O histórico das revisões fica armazenado na base de dados do sistema,
possibilitando o acompanhamento de todas as modificações de processo.

Capitulo 2 – Revisão Bibliográfica 39
Racionalização do Processo: A preparação automatizada das distribuições das operações
provavelmente será mais consistente, lógica e otimizada que sua contraparte manual. O plano
de processo será consistente por que o mesmo programa está sendo usado para confecção de
todos os planos. Evita-se drasticamente a tendência de diferentes folhas de processo de
diferentes analistas de processos. O plano tende ser mais lógico e otimizado por que a
empresa tem supostamente incorporado a experiência e julgamento de seus melhores homens
da produção dentro da plataforma CAPP.
Aumento na produtividade dos planejadores da produção: Com o sistema de planejamento
de processo assistido por computador, existe uma forte redução da burocracia, onde poucos
erros são cometidos, e os analistas de processos têm um imediato acesso ao banco de dados do
processo. Estes benefícios se traduzem em uma alta produtividade dos planejadores,
deixando-os com mais tempo para questões de análise e concepção que agregam valor à
empresa.
Redução do tempo de retorno: Trabalhando com estes sistemas, o analista de processos é
capaz de preparar a folha de processo para uma nova peça em menos tempo comparado com a
preparação manual.
Melhoramento da legibilidade: O documento preparado no computador é mais organizado
e sua leitura e compreensão é facilitada em relação aos escritos manualmente. Estes métodos
empregam textos padrões, facilitando a interpretação do plano de processo no chão de fábrica.
2.3.8. Sistemas CAPP: Caminhos que devem ser seguidos Sistemas CAPP que venham a ser desenvolvidos deverão contemplar os seguintes
fatores:
Customização: a fácil adaptação de um sistema à empresa onde será implantado é
fundamental;
Inteligência: um sistema CAPP deve ser capaz de propor soluções alternativas, como faz
um analista de processos;
Fácil integração com softwares comerciais: para que seja possível a integração entre
sistemas CAD/CAPP/CAM é necessário que o sistema CAPP desenvolvido seja de fácil
integração com softwares de CAD e CAM já disponíveis no mercado. A integração com o
software de planejamento da produção, também deve ser uma característica de tal sistema
CAPP;
Portabilidade: devido ao grande avanço de hardware na linha dos PC’s, a sua utilização
com sistemas mais pesados tem se tornado possível. Novos sistemas CAPP devem estar
preparados para rodar em computadores da linha PC.

3. CAPP na MAHLE.
3.1. Apresentação da Empresa A MAHLE Componentes de Motores do Brasil Ltda, fabrica e comercializa
componentes de alto conteúdo tecnológico ao mercado automotivo. Atuando desde 1950 no
Brasil, a MAHLE transformou-se em um modelo empresarial que conseguiu hoje ser um
símbolo de qualidade em seus produtos, serviços e atendimento, sendo certificada pelas
normas ISO/TS 16949, ISO 9001 e ISO 14001.
No Brasil, a MAHLE fabrica pistões, anéis, bronzinas, bielas, componentes
sinterizados, sistemas de trem de válvula, filtros automotivos, além de componentes de
motores.
Com 8 fábricas instaladas no Brasil, nas cidades de Mogi Guaçu (SP), Indaiatuba (SP),
São Paulo (SP), São Bernardo do Campo (SP) e Itajubá (MG), a empresa como um dos
maiores produtores de anéis de pistão do mundo, dispõe de elevada capacidade de pesquisa e
desenvolvimento coordenada por um Centro de Tecnologia em São Paulo (SP) e um Centro
de Distribuição localizado em Limeira (SP), que atende todo o mercado de reposição nacional
e do exterior, especialmente a América Latina, África e Oriente Médio.
A MAHLE Componentes de Motores do Brasil fornece produtos para as mais
conceituadas montadoras como Volkswagen, Audi, BMW, Opel, Toyota, Honda, Ford,
General Motors, Daimlerchrysler, Fiat, Renault, Peugeot, MWM, Cummins, Scania, Volvo,
International, Caterpillar e Perkins, entre outras, e 50% de sua produção é exportada para
montadoras na Europa.
Destaca-se em um mercado altamente competitivo, concentrando esforços em
tecnologia da qualidade e na formação de recursos humanos, contando com a participação real
e efetiva de uma estrutura sólida financeira.
Com 8 mil funcionários no País, a MAHLE vem buscando novas soluções e
agregando tecnologia para satisfazer cada vez mais os seus clientes.
A MAHLE é líder na produção de anéis de pistão no Brasil, fornecendo seus produtos
para a maioria de fabricantes de motores nacionais.
Desde o início do desenvolvimento de um motor, a MAHLE recomenda a utilização
efetiva de ferramentas computacionais, como, por exemplo, à simulação numérica dos anéis,
que pode ainda ser acurada pelos resultados obtidos em nosso laboratório de motores.

Capitulo 3 – CAPP na MAHLE 41
De maneira a assegurar flexibilidade e entregas just-in-time, o processo de fabricação
utilizado na MAHLE se baseia nos mais modernos conceitos de produção tais como células e
mini – fábricas.
Cuidados com o meio ambiente são considerados desde os primeiros passos dos novos
projetos, sendo essa a visão compartilhada tanto pelos acionistas quanto pelos funcionários da
empresa. A constante pesquisa em tecnologias “limpas” propiciam um ambiente de trabalho
de alta qualidade além de uma excelente interação com a comunidade.
3.2. O Sistema de Informação CAPP na MAHLE O Planejamento de Processo é composto hoje por cerca de 15 pessoas. Estes analistas
são divididos em fazer a confecção do plano de processo, ou seja, a instrução de usinagem, o
roteiro e o calculo dos ferramentais.
O ponto de partida da atividade do planejamento de processo é o recebimento do
pedido de cadastro do anel via Work-Flow, que é o meio de comunicação utilizado para
seguir o fluxo definido pelos responsáveis pela área, onde se dá andamento no processo
através do desenho do produto. Normalmente, este desenho é liberado na rede.
De posse destas informações o analista de processo inicia a interpretação do desenho,
seleciona o material necessário, utiliza programas de cálculo para elaborar um plano de
processo. Com a aplicação de normas e procedimentos, o analista de processo calcula e
registra o resultado em um documento próprio, devolve para o pessoal da engenharia de
aplicações para que eles providenciem o cadastro do código do item no SAP, dando condições
de logo em seguida repassar as informações para o pessoal responsável em fazer as rotas e
cadastro da matéria prima, para que depois possa concluir a liberação do plano de processo
dentro do SAP.
Até então era feito um processo de forma manuscrita onde para gerar o plano de
processo o analista realiza quatro ações básicas: escrever, recuperar informações, calcular e
pensar. Conforme estudos sabe-se que 60% do tempo é empregado em escrever o plano de
processo e 20% em recuperar as informações. Ou seja, 80% do tempo é dedicado a tarefas
burocráticas e repetitivas que não agregam valor ao processo.
Terminada esta etapa, o item já está disponibilizado para que a logística consiga abrir
as ordens de produção.
Com o novo sistema de informação CAPP implantado parcialmente, conseguimos
facilitar e melhorar o dia a dia do analista dando a possibilidade de se ter um tempo maior
para a análise do plano de processo.
Segue os passos que devem ser usados para todos os itens utilizando o CAPP.

Capitulo 3 – CAPP na MAHLE 42
Passo 1) Primeiramente entra com nome do usuário e a senha de acesso no qual foi
cadastrado, como mostra a figura 3.1.
Figura 3.1. – Tela de Logon.
Passo 2) A tela referente a figura 3.2 detalha a aplicação e suas funções no ambiente escolhido
que é o item Engenharia sob o qual funcionam diversos módulos, e em seguida CAPPE
Explorer, que é o módulo que atua como um navegador nas informações da empresa.
Figura 3.2. – Escolha do Ambiente e Funções

Capitulo 3 – CAPP na MAHLE 43
Passo 3) Nesta próxima tela 3.3 estão disponibilizados os seguintes itens necessários para a
elaboração do plano de processo, que é a classificação dos objetos:
Ferramental;
Instrumento de Medição;
Item;
Locação de Máquinas;
Locação de Movimentação.;
Maquinas;
Figura 3.3. – Classificação dos Objetos
Passo 4) Como mostra a figura 3.4 abaixo, para o cadastro de anéis iremos usar a subclasse
Item, e para incluir novos anéis, onde aparecerá a tela para a classificação dos objetos. Caso
o item seja um sobremedida ou similar, você poderá utilizar um item existente e salvar como
para o item que irá fazer.

Capitulo 3 – CAPP na MAHLE 44
Figura 3.4. – Escolha do Item
Passo 5) Nesta tela 3.5, é definido a sua classificação, a sua família e deve ser incluídos o
código do anel, sua medida, e mercado, como mostra abaixo.
Figura 3.5. – Cadastro do Código do Item
Passo 6) Na próxima tela cadastramos o item com o nome, onde cadastramos o seu código e
sua descrição, onde cadastramos as suas medidas, conforme figura 3.6.

Capitulo 3 – CAPP na MAHLE 45
Figura 3.6. – Descrição dos Itens
Passo 7) E depois de salvar, a opção de escolher as variáveis irá ficar ativa para acrescentar os
dados do produto que esta sendo calculado, conforme o seu tipo, ou mesmo para corrigir as
medidas maiores se você estiver fazendo um similar ou sobremedida, conforme figura 3.7.
Figura 3.7. - Cadastro dos Dados do Produto

Capitulo 3 – CAPP na MAHLE 46
Passo 8) Depois de salvar os parâmetros cadastrados, é utilizado o botão da direita para
selecionar a estrutura Automática para gerar o plano automático como mostra a figura 3.8
abaixo:
Figura 3.8. – Seleção da Estrutura Automática
Passo 9) Conforme figura 3.9 na próxima tela, depois de gerado o plano automático dentro da
estrutura dos objetos, o Plano de Processo será editado com as operações que serão
necessárias para este item.
Figura 3.9. – Estrutura para editar o plano de processo

Capitulo 3 – CAPP na MAHLE 47
Passo 10) Esta é a tela com o plano automático descarregado, com as informações referentes
ao item que foi cadastrado, e onde fazemos a verificação dos ferramentais existentes e em
seguida gravamos o plano clicando no ícone marcado conforme mostra a figura 3.10
Figura 3.10. – Edição do texto

4. Análise do CAPP MAHLE O ambiente CAPP (Computer Aided Process Planning) da T-Systems foi adotado
graças à sua flexibilidade e concepção. Um fator decisivo na escolha do ambiente CAPP foi a
capacidade da T-Systems em desenvolver ambientes de engenharia configurados de acordo
com as necessidades da empresa.
O ambiente CAPP contempla uma série de sistemas voltados à concepção do produto
e à determinação dos recursos de manufatura necessários à sua fabricação.
No setor de planejamento do processo a solução a ser implantada foi o sistema
Híbrido, pois esta abordagem permite a utilização das vantagens de cada método em partes
distintas das funções de planejamento do processo, ou seja, o sistema é flexível no sentido de
permitir, por exemplo, que uma peça totalmente nova, que não possua plano de processo
semelhante, possa iniciar o planejamento através do generativo interativo conforme explicado
anteriormente.
Além da abordagem do sistema híbrido que está sendo implantado no setor de
planejamento de processo existem concepções básicas do ambiente CAPP, que são diversos
módulos independentes que executam funções específicas.
No caso da MAHLE o escopo do projeto será disponibilizar no módulo PA do sistema
CAPP, com o principal objetivo que é a geração automática dos planos de processo
detalhados juntamente com o dimensionamento de ferramentais para todas as famílias de
produtos existentes na planta de Itajubá e o seu roteiro onde ficam armazenados em uma base
de dados.
Os itens novos são cadastrados no CAPP, tem suas características descritas e o CAPP
calcula o novo plano e as ferramentas em função do algoritmo definido para cada família onde
cada uma delas possui o plano de processo padrão.
A estrutura de implantação do projeto conta com dois analistas de processos
responsáveis pela programação, ou seja, ajustar o sistema conforme normas e procedimentos
de manufatura de anéis, bem como prestar serviços de suporte aos usuários do projeto.
Os usuários recebem treinamentos fornecidos pela empresa T-Systems com a
finalidade de capacitá-los para desenvolver suas atividades, utilizando o novo sistema e
agregando a suas experiências e conhecimentos adquiridos.
Com isto os resultados já começam a aparecer demonstrando a eficiência do CAPP,
como o aumento da produtividade para calcular o plano de processo e a busca de seus

Capitulo 4 – Análise do CAPP na MAHLE 49
ferramentais e roteiro, eliminando erros na elaboração dos planos de processo. O quadro
abaixo define detalhadamente os principais resultados.
Atividades do Planejamento de Processo Situação Atual Situação Proposta Plano de processo e roteiro de fabricação 3 horas 0,35 h Alterações em massa dos planos de processos e dos roteiros de fabricação
Não é possível Possível
Eliminação dos erros nos planos de processo 15% Inferior a 1% Consulta à informações de parâmetros contidas nos planos de processo
Não é possível Possível
Tabela 4 – Resultados esperados com a implantação do CAPP
Os meios de controle adotados pelo setor para se alcançar os resultados esperados são:
Gráficos onde são controladas as tarefas planejadas e as tarefas concluídas;
Cronograma do projeto MS Project;
Controle de Orçamento Planilhas Excel.
Na visão da gerência da MAHLE e do atual coordenador do projeto CAPP a médio e
longo prazo será implantado o módulo TMS (Sistema de gerenciamento de ferramental) e
módulo PQ (Qualidade do produto). O módulo CE (Estimativa de custo) que está em estudo
onde poderá ser implantado no setor de planejamento de processos com o objetivo de
controlar os parâmetros relevantes para o custeio.

5. Conclusão Conclui-se que o modelo proposto na área de planejamento do processo visa auxiliar
interativamente o analista de processo na confecção do plano de processo fazendo o trabalho
maçante e repetitivo de pesquisa de ferramentas, porta-ferramenta, materiais, além dos
cálculos dos parâmetros envolvidos no processo, liberando ao analista mais tempo para as
tarefas que agregam realmente valor ao processo, com a eliminação do trabalho manual o
analista passa a ser o auditor do sistema. Com isso deverá ocorrer uma redução significativa
no tempo de desenvolvimento do plano de processo, um melhor aproveitamento e
padronização que conseqüentemente vai resultar em uma redução nos custos de planejamento.
Estes sistemas apesar de terem uma grande flexibilidade devem ser considerados como
uma ferramenta de apoio aos analistas de processos, nunca tendo a pretensão de substitui-los,
e sim ajudá-los a maximizar seu desempenho. Por esta razão os sistemas CAPP devem gerar a
folha de processo da melhor maneira possível dentro dos recursos da empresa, porém,
deixando ao analista de processos a opção de fazer ajustes ou modificações finais no plano,
em função de aspectos operacionais, econômicos, de mercado, etc.
Outros benefícios em função da implantação do CAPP também serão de grande
importância para o desenvolvimento e crescimento do setor de planejamento de processos
como: o ganho de produtividade, a qualidade dos planos de processos em função de uma base
única de dados, eliminação de erros nos planos de processos, redução do tempo de
planejamento, agilidade nas revisões, maior tempo para análise dos planos, e em conseqüência
de todos estes benefícios um melhor atendimento aos nossos clientes.
5.1. Sugestões Para Futuros Trabalhos Possibilidade de se aplicar o sistema de cálculo de tempos e o desenvolvimento de um
sistema para visualização dos processos diretamente na linha de montagem. Este sistema de
visualização permitirá a eliminação dos planos de processos impressos em papel,
substituindo-os por terminais de consulta na linha de montagem, e com isto todas as revisões
de processo serão imediatamente disponibilizadas para a produção, com maior confiabilidade.
Outros módulos do CAPP como citados anteriormente podem ser estudados e
implementados de acordo com a necessidade de cada empresa.

6. Referências Bibliográficas ALTING, L., ZHANG,H Computer Aided Process Planning: The state of the art survey. Int. Jornal Prod. Res., vol.27,n4 p.553-585, Dinamarca, 1989. CACHIA, T.; VAJPAYEE. Process Planning with a micro-computer, 1984. In: CAPP FROM DESIGN TO PRODUCTION. Anais. Michigan, SME, 1988. P.41-46. CORREIA, Kwami Samora Alfama. Metodologia para Diagnóstico de Problemas e Fatores Causadores sob o Enfoque da Informação – Matriz PCI. Itajubá: UNIFEI, 2003. 93p. (Dissertação de mestrado apresentada ao Programa de Pós-Graduação em Engenharia de Produção da Universidade Federal de Itajubá). DANTAS, E. H. G. P., SILVA FILHO, S. J. M. Arquitetura de integrações dos sistemas industriais. Anais do SICOMGRAF-SOBRACIN São Paulo, 1995. DAVENPORT, T. H., Reengenharia de processos. Rio de Janeiro: Campus, 1994. EVERSHEIM, W.; BRACHATENDORF, T.; KOCH, L.F. Change in the role of production management in the CIM-Era, In: CIRP. Anais. Vol. 35/2.p505-512, 1986. EVERSHEIM. W.; SHCULZ, J. Survey of Computer Aided Process Planning System In: CIRP. Anais. Vol. 34, p. 607-614, Germany, 1982. HAM, I.; LU, S. C-Y. Computer Aided Process Planning: The Present and the future. In: CIRP. Anais. Vol. 37/2, 1988. LAUDON K. C.; LAUDON L. P. Management Information Systems: Managing the Digital Firm New Jersey, 7th ed, 2001. LESCA, H; ALMEIDA F. C., Administração estratégica da informação. Revista de Administração. São Paulo, 1994, v.29, n.3, p.66-75. McGEE, J., PRUSAK, L., Gerenciamento estratégico da Informação: aumente a competitividade de sua empresa utilizando a informação como uma ferramenta estratégica. Tradução de Astrid Beatriz de Figueiredo. Rio de Janeiro: Campus, 1994. O’ BRIEN, James A. Sistemas de Informação e as decisões gerenciais na era da Internet.: 9ª ed. São Paulo.: Editora Saraiva, 2001. 436 p. OLIVEIRA, D. de P. R. Sistemas de informações gerenciais: estratégicas, táticas operacionais. 2.ed.. – São Paulo: Atlas, 1993. PACHECO, Sávio de Melo. Desenvolvimento e Aplicação de um Sistema de Planejamento do Processo Auxiliado por Computador em um Ambiente de Usinagem. Porto Alegre, 13 de Junho de 2003. Dissertação (Mestrado em Engenharia Mecânica) – Escola de Engenharia da Universidade Federal do Rio Grande do Sul para obtenção do título de Mestre em Engenharia.

Capitulo 6 – Referências Bibliográficas 52
REZENDE, Darcio de Freitas. Planejamento de processos de fabricação assistido por computador através de um sistema especialista baseado na tecnologia de features: Um modelo de desenvolvimento voltado para a realidade industrial. Florianópolis, 1996. xviii, 189f. Dissertação (Mestrado em Engenharia Mecânica) - Curso de Pós Graduação em Engenharia Mecânica, Universidade Federal de Santa Catarina. RIBEIRO,Carlos Eduardo Serrano.Aplicação da tecnologia CAPP em empresas de série unitária. São Carlos.SP- 1997. Dissertação apresentada à Escola de Engenharia de São Carlos, da Universidade de São Paulo, como parte dos requisitos para obtenção do Título de Mestre em Engenharia Mecânica. ROZENFELD, Henrique. Implantação distribuída de processo assistido pós-computador na manufatura integrada. São Carlos, 1992. 152p. Tese (Livre Docência) – Escola de Engenharia de São Carlos – Universidade de São Paulo. ROZENFELD, H., Favarreto, F. Metodologia de implantação de um Sistema de planejamento fino da produção, anais do COBEM, 1993. ROZENFELD, Henrique. O CAPP integrou o consórcio modular de produção caminhões e ônibus da VW. Máquinas e Metais. São Paulo, p. 233 – 245, abril 1998. TULKOFF, J. Process Planning: Na Historical review and future prospects. In: 19th CIRP INTERNACIONAL SEMINAR ON MANUFACTURING SYSTEMS. Anais. VI-A-2, USA, 1987. p.207-210. VAUGHAN, L. Q., TAGUE-SUTCLIFFE, J., Measuring the impact of information on development: a LISREL-based study of small businesses in Shangai. Journal of American Society for Information Science. V. 48, n.10, 1997. VIDAL, A. G. R., Introdução ao Projeto de Sistemas de Informação. FEA/USP, São Paulo, Jul/98. WERNECK, H. J. Development trends in automation; Benefits to small-and medium-sized manufacturing entreprises In: CIRP, Anais. Vol. 29/2, p. 455-467. 1980. WYSK, R.A.; CHANG, T. C. An introduction to automated process planning system. USA, prentice-Hall, 1985. ZACARELLI, S.B. Programação e Controle da produção. São Paulo, Ed. Pioneira, 1987.