impacto da substituiÇÃo de linhas mecanizadas … · operador especialista operador generalista...
TRANSCRIPT

IMPACTO DA SUBSTITUIÇÃO DE
LINHAS MECANIZADAS POR CÉLULAS
DE MANUFATURA EM UMA
INDÚSTRIA CALÇADISTA
Joao Pereira Leite (UFCG)
Osiran Felicio de Lima (UFCG)
Daniel Augusto de Moura Pereira (UFCG)
Robson Fernandes Barbosa (UFCG)
Na busca por melhorias, muitas empresas têm optado por substituir os
arranjos físicos baseados na filosofia da produção em massa,
caracterizados pelo fluxo “empurrado” de material, por arranjos que
contribuam para a viabilização da produçãoo puxada. Para atingir
este objetivo, o arranjo físico celular, também conhecido como
tecnologia de grupo (TG), tem sido um poderoso aliado, juntamente
com ferramentas como o Kanban. Neste contexto, a empresa estudada,
buscando alavancar seus indicadores de desempenho, optou por
iniciar a otimização de seu sistema de produção através da melhoria
do seu fluxo de materiais. Desta forma, dentre as opções existentes,
escolheu substituir as linhas mecanizadas de acabamento e embalagem
de produtos por células de manufatura, cujo impacto se deseja
apresentar.
Palavras-chaves: Leiaute Celular, Tecnologia de Grupo, Kanban
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
2
1. Introdução
A volatilidade dos mercados e a exigência de seus clientes obrigam as organizações a
investirem cada vez mais em técnicas e ferramentas de gestão que permitam a otimização de
seus sistemas de produção. Essa otimização perpassa o conhecido objetivo de ser produtivo,
adentrando pela necessidade de ser produtivo atendendo as necessidades dos clientes. Neste
contexto, produzir com qualidade, com o menor custo e propiciar maior agilidade nas entregas
são resultados almejados por quaisquer organizações, mas devem ocorrer a partir de sistemas
flexíveis e confiáveis. A flexibilidade possibilitará mudanças rápidas para atender as
necessidades específicas dos clientes ou para enfrentar mudanças no comportamento do
mercado e a confiabilidade permitirá que toda a cadeia produtiva funcione com regularidade e
previsibilidade.
Na busca por melhorias, muitas empresas têm optado por substituir os arranjos físicos
baseados na filosofia da produção em massa, caracterizado pelo fluxo “empurrado” de
material, por arranjos que contribuam para a viabilização da produção puxada. Sob essa ótica,
o arranjo físico celular, também conhecido como tecnologia de grupo (TG), tem sido um
poderoso aliado na implementação da produção puxada, juntamente com ferramentas como o
Kanban.
Segundo Moreira (2010), a TG consegue congregar todos os equipamentos e instalações
necessárias para fazer exatamente o que se quer, na seqüência ótima, sendo capaz de encurtar
as distâncias entre as operações, suavizar o fluxo de materiais, reduzir os estoques de
materiais nos postos de trabalho e os tempos de espera em filas. Ainda segundo ele, um
leiaute celular pode ajudar no aprimoramento da qualidade, dando uma oportunidade de
inspeção visual depois de cada operação, enquanto o operador movimenta uma peça de uma
máquina ou posto de trabalho para outro. Vê-se que tais características se encontram em total
harmonia com os objetivos de otimização dos sistemas produtivos tão buscados pelas
empresas.
Face ao exposto, este trabalho pretende ilustrar, a partir de um estudo de caso concreto, os
resultados conseguidos com a substituição de linhas de montagem mecanizadas por células de
manufatura no setor de acabamento e embalagem de produtos de uma empresa de grande
porte, do ramo calçadista, localizada no estado da Paraíba. Serão comparados dados relativos
à produção, produtividade, mão de obra necessária, área necessária, estoque em processo
(WIP – work in process), dentre outros. Por fim será feita uma análise de como o leiaute
celular pode alavancar os objetivos de desempenho do negócio, levando como consideração
os 05 (cinco) objetivos de desempenho propostos por Slack et al (2009).
2. Aspectos teóricos
Para se analisar adequadamente a mudança realizada fez-se necessário o aprofundamento em
conceitos específicos sobre o tema a partir de uma adequada revisão bibliográfica, que no
caso específico será delimitada pelo entendimento da filosofia Just in Time (JIT), definição e
diferenciação entre produção empurrada e puxada, apresentação dos tipos de leiaute
existentes, e por fim pela apresentação dos 05 (cinco) objetivos de desempenho propostos por
Slack et al (2009) que serão utilizados como referenciais para comparação da situação do
setor antes e após a mudança.
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
3
2.1. A filosofia Just inTime (JIT)
De acordo com Gaither et al (2002), o JIT “se baseia na eliminação planejada de todo
desperdício e na melhoria contínua da produtividade”. Ainda segundo ele, os princípios
elementares do JIT que devem ser buscados continuamente se baseiam em:
Manter estoques mínimos, e apenas quando forem necessários;
Aprimorar a qualidade até que se chegue a um “nível zero” de defeitos;
Diminuir o lead time (tempo total de produção, incluindo movimentação e esperas).
Essas práticas levam a um estado de estoque mínimo que expõe os demais problemas antes
ocultados por ele. Dessa forma, um sistema de produção estará sendo construído em sintonia
com a filosofia JIT se a manufatura ocorrer a partir do “sistema de puxar a produção” em vez
de “empurrá-la”, pensamento este referendado por Moreira (2008) ao definir o JIT como
“uma das tentativas básicas de eliminar o desperdício, produzindo sempre a peça certa, no
lugar certo, na hora certa”, o que levará a redução contínua dos níveis de estoque.
Um sistema empurrado tem seus materiais estocados de acordo com a antecipação da
demanda, o qual resulta muitas vezes em superprodução e estoque, pois a demanda antecipada
pode não se concretizar. Já no sistema puxado, se não houver requisição dos produtos, não
haverá produção, minimizando esses malefícios.
2.2. O modelo de produção empurrada e a produção puxada
O modelo de produção empurrada foi criado por Henry Ford, que recebeu o título de pai da
produção em massa graças à invenção da linha de montagem mecanizada, que possibilitou a
produção em larga escala. Segundo esse modelo, quanto maior fosse a produção em termos de
tamanhos de lote ou volume, menores seriam os tempos gastos com a preparação do trabalho
e setup de máquinas e maior seria a especialização do operador, o que culminava no aumento
da produtividade. Essa lógica ficou conhecida como economia de escala.
Este modelo possibilitou às empresas ocidentais uma posição privilegiada frente às asiáticas
por um longo tempo, mostrando sua primeira fragilidade durante a crise do petróleo da década
de 1970. Nesta época a Toyota Motor Company conseguiu enfrentar a crise com menos
dificuldades graças ao sistema de produção criado por ela, baseado na lógica de puxar a
produção em vez de empurrar. Em contrapartida, várias as empresas que utilizavam o modelo
de produção em massa sucumbiram à época.
As diferenças básicas entre essas duas filosofias podem ser verificadas na tabela 1.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
4
Produção empurrada Produção puxada
Grandes lotes Pequenos lotes
Pequena variedade de produtos Grande variedade de produtos
Operador especialista Operador generalista
Cada etapa produz o máximo Cada etapa produz apenas o necessário
Ritmo de produção ditado por máquinas Ritmo de produção ditado pelos operadores
Lucrar pela escala de produção Lucro pela redução dos desperdícios
Integração por máquinas Integração por Kanban
Fluxo de materiais e informações complexos Fluxo de materiais e informações simples
Inflexibilidade Flexibilidade
Tabela 1 – Principais características da produção empurrada e da produção puxada
Analisando-se a Tabela 1 se pode ver que o sistema de produção empurrada é feito a partir de
uma filosofia que viabiliza grandes lotes e pequena variedade de produtos, em oposição ao
sistema de produção puxada, que busca viabilizar pequenos lotes e uma maior variedade de
produtos, que excetuando-se os commodities, tem sido o desejo atual dos consumidores
(produtos cada vez mais exclusivos e customizados). Dessa maneira tornou-se necessário o
reestudo dos arranjos físicos na busca por modelos mais adequados a essas novas
necessidades.
2.3. Os tipos de arranjo físico
Davis (2003) classifica os arranjos físicos em quatro diferentes grupos: leiaute de processo,
produto, posição fixa e celular (ou tecnologia de grupo - TG). Ainda segundo este autor, cada
um deles pode assim ser definido:
Leiaute de processo, também chamado “job shop” ou leiaute por função é aquele onde
equipamentos e funções similares são agrupadas e os produtos caminham ao longo de
diversas áreas, posicionadas sem que haja obrigatoriamente uma relação direta com o
fluxo produtivo específico do produto;
Leiaute de produto, também chamado de leiaute de fluxo, é aquele no qual processos de
trabalho ou equipamentos estão dispostos de acordo com etapas progressivas pelas
quais o produto caminha, no sentido do seu fluxo produtivo específico;
Leiaute de posição fixa, no qual os equipamentos e processos de trabalho deslocam-se
até o item em processamento, que permanece fixo até a sua completa transformação;
Leiaute celular, onde se colocam juntas máquinas diferentes, em células, para que
trabalhem produzindo produtos que tem forma e procedimentos similares (conhecidos
como famílias tecnológicas).
O leiaute celular surgiu a partir da necessidade de se flexibilizar o processo de fabricação do
ponto de vista do fluxo de materiais como também do ponto de vista operacional. Isto pode
ser confirmado por Davis (2003) que atesta a sua similaridade com o leiaute de processo, no
sentido de que as células são projetados para desempenhar um conjunto específico de
processos e a sua similaridade com o leiaute de produto no sentido de que as células são
dedicadas a determinadas famílias tecnológicas. Desta maneira, as células de manufatura
podem ser consideradas como um modelo híbrido, capaz de absorver as melhores

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
5
características de cada um dos demais tipos de arranjo físico existentes. Suas principais
características são:
Alta flexibilidade para alocação, rodízio e implementação de multi-função da mão de
obra direta (MOD);
Facilidade de balanceamento da linha, com melhor aproveitamento dos tempos manuais
residuais;
Eficácia no tratamento de anomalias, com a horizontalização da comunicação e rapidez
no acionamento da cadeia de ajuda;
Possibilidade de produção em pequenos lotes;
Pequenas distâncias para deslocamento dos recursos produtivos;
Possibilidade de implantação do controle de qualidade na operação (inspeção na fonte).
Analisando-se as características do leiaute celular pode-se concluir que ele contribui
significativamente com os objetivos de desempenho pretendidos pela maioria das empresas,
buscados diretamente ou indiretamente, em maior ou menor intensidade, dependendo das
especificidades de cada negócio.
2.4. Os cinco objetivos de desempenho
Segundo Slack et al (2009) o desempenho da maioria das organizações pode ser medido a
partir de cinco objetivos de desempenho básicos:
a) Qualidade – concordância, coerência com o desejo do consumidor. É o componente mais
visível que a operação executa. Além disso, é aquilo que o interessado avalia julgar a
respeito da operação;
b) Velocidade – partindo da análise da cadeia de valor por completo (todas as fases
envolvidas no processo de atendimento ao cliente), pode ser definida como o tempo
decorrido entre a solicitação e o recebimento do bem ou serviço pelo cliente;
c) Confiabilidade – é quando as coisas são feitas no tempo adequado para os clientes
receberem seus produtos ou serviços justamente quando esperados ou no tempo
prometido;
d) Flexibilidade – definido como a capacidade da operação ser alterada no que ela realiza,
quando realiza ou como realiza, ou seja, é a capacidade de mudar rapidamente quando
surge uma nova necessidade a ser atendida;
e) Custo – significa o quanto foi gasto na produção do que fora solicitado. Quando forem
produzidos produtos ou serviços com um custo menor, o lucro pode ser maximizado pelo
produtor ou o preço de venda reduzido, criando-se um novo patamar de preços ao
consumidor, o que implicará na necessidade de adequação dos concorrentes para
alcançarem esses novos patamares.
Ainda segundo Slack et al (2009), esses cinco objetivos de desempenho surgem da
necessidade do nível operacional de ter um grupo de objetivos definidos restritivamente, que
se relacionem especificamente a sua tarefa básica de atender as cobranças dos consumidores,
aplicando-se a todos os tipos básicos de operações produtivas, motivo pelo qual serão
adotados na análise dos resultados da implementação na célula de manufatura proposta.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
6
3. Aspectos metodológicos
Para a realização deste trabalho se utilizou um estudo de caso na área de produção de uma
indústria calçadista de grande porte do estado da Paraíba. O setor escolhido para
implementação do arranjo celular foi o setor de acabamento e embalagem de calçados
vulcanizados. Sua escolha se deu por três motivos principais: o setor tinha uma eficiência
muito baixa quando comparado aos demais setores; representava a última fase do processo
produtivo e repetidamente prejudicava o faturamento nos dias finais do mês; tinha uma
família tecnológica já definida, que abrangia todos os calçados que passavam por um processo
de vulcanização posterior à montagem.
As metodologias usadas na análise são as pesquisas de campo e documental. Na primeira,
através de observação direta, buscou-se examinar e mensurar os fatos que se deseja estudar e,
na segunda, obter dados representativos do comportamento atual das variáveis envolvidas
para comparativos futuros.
Quanto à natureza, a pesquisa pode ser considerada do grupo Quantitativo-Descritivo que, de
acordo com Lakatos (2000), se utiliza de métodos formais, apresenta coleta sistemática de
dados e é caracterizada pela precisão e controle das informações que serão úteis à verificação.
4. Diagnóstico do estado atual
A implantação da célula de acabamento e embalagem de produtos foi precedida pelo
diagnóstico do estado atual. Nesta fase foram coletadas informações básicas sobre o processo
e se realizou um detalhamento do leiaute, da sequência operacional e dos tempos de
realização de cada tarefa.
O processo de acabamento e embalagem consiste na execução de uma seqüência de etapas
operacionais (figura 1) realizadas em uma linha de montagem mecanizada com ritmo de
trabalho ditado pelo equipamento (figura 2), onde são agregados os aviamentos que comporão
o produto final (palmilhas, atacadores) seguido de sua embalagem (colocação de bucha e
papel, etiquetas e encaixotamento do calçado). A linha onde ocorreu a intervenção ocupava,
na época, uma área de 110m2 partilhada com outra linha que funcionava no lado oposto à
mesma, trabalhando simultaneamente, em turnos diários de 8 horas, com um efetivo de 16
pessoas envolvidas diretamente nas atividades de transformação, trabalhando de pé e em
regime mono-tarefa (cada operador só realizava uma atividade).

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
7
Colo
car
palm
ilha
14’’
Dese
nfor
mar
ca
lçado
Colo
car a
taca
dor
69’’
Colo
car
palm
ilha
8’’
Colo
car b
ucha
22’’
33’’
Pist
olar
/ que
imar
fios
Revis
ar
21’’ 21’’
Mon
tar
caix
as
Enca
ixar
/ lib
erar
16’’
Figura 1 – Sequência operacional e tempos-padrão (seg)
Figura 2 – Leiaute com arranjo físico linear (linha de montagem mecanizada)
Na sequência se analisou a distribuição da mão de obra, o balanceamento de linha e o volume
de produção objetivado. A necessidade de mão de obra e o balanceamento da linha eram
calculados com base na previsão de vendas mensal, sendo realizada pelo próprio coordenador
da área, conforme apresentado na figura 2.
Co
loca
r pa
lmilh
a
7’’
Des
enf.
calç
ado
Colo
car
atac
ador
17,3’’
Colo
car
palm
ilha
8’’
Colo
car
buch
a
11’’16,5’’
Pist
olar
/ qu
eim
ar fi
os
Rev
isar
10,5’’ 10,5’’
Mon
tar
caix
as
Enca
ixar
/ l
iber
ar
16’’
MO = 2 MO = 1 MO = 4 MO = 2 MO = 2 MO = 2 MO = 2 MO = 1
Onde: MO = Mão de obra dada (pessoas)
Figura 3 – Distribuição da mão de obra (balanceada)
Da análise do leiaute (figura 2) e da distribuição da mão de obra (figura 3), vê-se que apesar
do processo ser formado por uma sequência relativamente pequena de tarefas (apenas 8
tarefas) havia um grandes desnivelamento das cargas de trabalho, existindo desde operadores
que trabalhavam em ciclos de 7 segundos, a operadores que trabalhavam em ciclos de 17,3
XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
8
segundos. Acredita-se que o uso de uma esteira mecanizada gerou uma disposição dos postos
de trabalho que dificultava o agrupamento das operações, contribuindo para a sub-utilização
da mão de obra, inviabilizando o desenvolvimento da multifuncionalidade e
consequentemente uma melhor distribuição das cargas de trabalho.
Analisando-se essa distribuição, pode-se ver que o maior ciclo operacional balanceado era
17,3 segundos a ser gasto na realização da atividade de “colocar atacador”. Dessa maneira,
tomando-se esse tempo como o fator mais restritivo do ponto de vista de capacidade
produtiva, pode-se calcular a volume total balanceado, dado por:
Volume total
balanceado
(pares / turno)=
Tempo disponível total
Tempo operacional
máximo balanceado
Volume total
balanceado
(pares / turno)
=
8h x 3600 seg
17, 3 seg= 1665 pares/turno
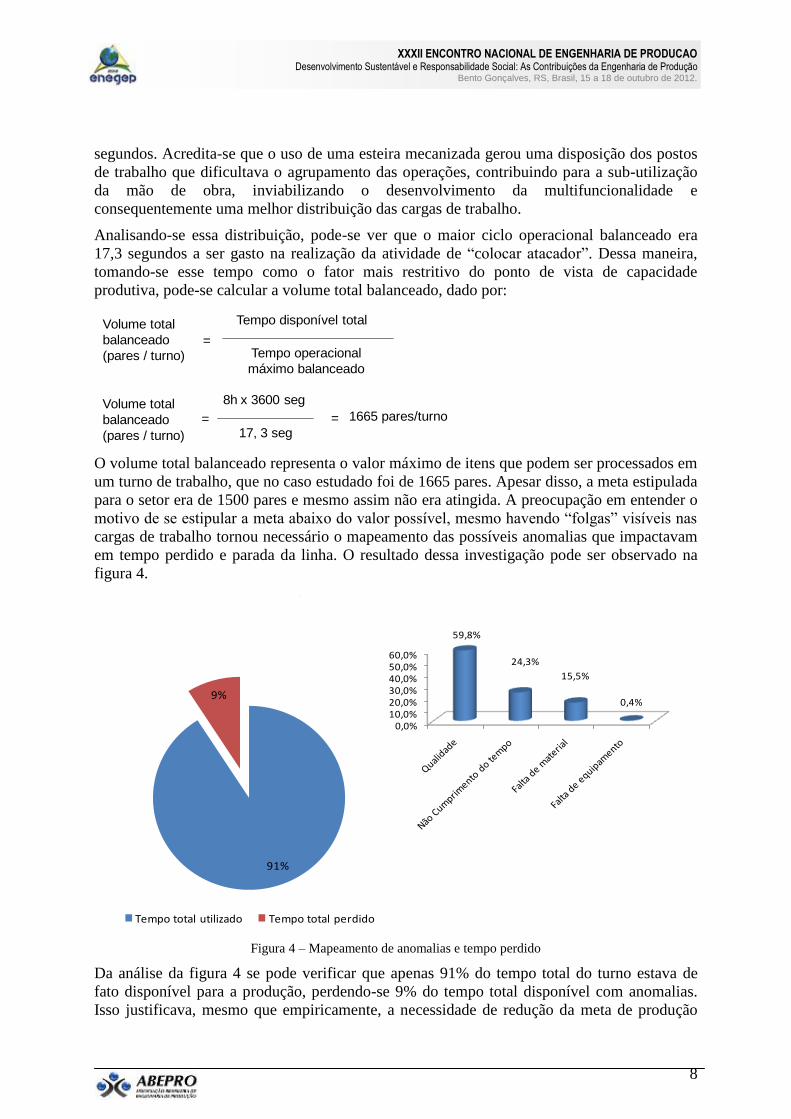
O volume total balanceado representa o valor máximo de itens que podem ser processados em
um turno de trabalho, que no caso estudado foi de 1665 pares. Apesar disso, a meta estipulada
para o setor era de 1500 pares e mesmo assim não era atingida. A preocupação em entender o
motivo de se estipular a meta abaixo do valor possível, mesmo havendo “folgas” visíveis nas
cargas de trabalho tornou necessário o mapeamento das possíveis anomalias que impactavam
em tempo perdido e parada da linha. O resultado dessa investigação pode ser observado na
figura 4.
91%
9%
Tempo total utilizado Tempo total perdido
0,0%10,0%20,0%30,0%40,0%50,0%60,0%
59,8%
24,3%
15,5%
0,4%
Figura 4 – Mapeamento de anomalias e tempo perdido
Da análise da figura 4 se pode verificar que apenas 91% do tempo total do turno estava de
fato disponível para a produção, perdendo-se 9% do tempo total disponível com anomalias.
Isso justificava, mesmo que empiricamente, a necessidade de redução da meta de produção

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
9
proposta pela coordenação em proporções equivalentes, ou seja, de 1665 pares teóricos para
1500 pares reais (aproximadamente 9% de redução).
Ainda da análise da figura 4 vê-se que do tempo perdido, 59,8% se referia a problemas de
qualidade, seguido de problemas de não cumprimento do tempo-padrão com 24,3%, e falta de
material com 15,5% das paradas.
5. Projeto do leiaute celular
O projeto da célula de acabamento e embalagem teve como base o combate às dificuldades
visualizadas no diagnóstico do estado atual, a saber:
Desnivelamento da carga de trabalho;
Trabalho realizado em regime de mono-tarefa;
Problemas de qualidade;
Não cumprimento do tempo-padrão;
Falta de material e equipamentos.
Iniciou-se o projeto pela análise de demanda dos clientes no médio prazo (06 meses), como
forma de gerar um melhor balanceamento da carga de trabalho e evitar a necessidade de
utilização de ritmos de trabalho excessivos seguidos por períodos de ociosidade, que
poderiam gerar problemas de qualidade e falta de material e capacidade de máquinas. A partir
da análise dos pedidos dos clientes (previsão de vendas) determinou-se uma demanda estável
de 1200 pares/turno para os produtos a serem processados na referida célula. O Takt-Time,
tempo necessário à produção de cada item, com base na demanda do cliente, dado pelo
quociente do tempo total disponível pela demanda prevista no período, foi determinado em 24
segundos/par, conforme calculado abaixo:
Takt - Time =
Tempo disponível total
Demanda prevista
Takt - Time
(seg. / par) =
8h x 3600 seg
1200 pares= 24 segundos/par
Na seqüência, utilizando o conceito de Takt-Time, procedeu-se uma análise sistemática das
operações visando a criação de uma distribuição mais equitativa da carga de trabalho da mão-
de-obra e uma melhor utilização dos equipamentos. Nessa fase buscou-se inicialmente
eliminar atividades ou movimentos desnecessários para em seguida simplificar e/ou agrupar
atividades. Essa análise gerou um novo agrupamento e por conseqüência uma nova seqüência
operacional e balanceamento de carga (figura 5) através da qual se constatou as seguintes
melhorias:
Redução de mão-de-obra;
Redução de tempo padrão;
Eliminação dos transportes mecanizados.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
10
22’’
20,8’’
De
sen
f.
Cal
çad
o e
co
loca
r p
alm
ilha
Re
visa
r
Mo
nta
r ca
ixas
24’’ T. T.= 24’’
MO = 1 MO = 4 MO = 1 MO = 1 MO = 1
Onde: T. T. = Takt TimeOp. = OperaçãoMO = Mão de obra dada (pessoas)
Co
loca
r at
acad
or
e
colo
car
bu
cha
21’’ 21’’
Pis
toar
e
En
caix
ar /
lib
era
r
Figura 5 – Sequência operacional e balanceamento de carga de trabalho em célula
Dessa forma, observou-se um a possibilidade de se ter um setor concebido com operações
melhor balanceadas e tempos mais próximos do Takt Time (figura 5). O entendimento da
importância de se balancear olhando para a real demanda do cliente também possibilitou uma
produção puxada mais estável em termos de volume, gerando um menor nível de
desabastecimento ou excesso de material para processamento.
Para se garantir um nível adequado de abastecimento também se estabeleceu um nível mínimo
e máximo de estoque na entrada da célula, controlado a partir de um Kanban tipo B. Neste
tipo de Kanban o abastecimento da célula é garantido por uma fila de materiais que alimenta a
célula a partir do conceito de FIFO (first input – first output). Este Kanban foi implantado na
saída do processo de Autoclave, de onde saem os calçados vulcanizados que sofrerão o
acabamento final e embalagem. Um esquema de seu funcionamento pode ser observado a
partir da figura 6.
CÉLULA
DE
ACABAMENTO
SETOR DE
AUTOCLAVES
Kanban B
Nível
mínimo
Nível
Normal
Nível
Máximo
Estímulo
Desestímulo
Sentido do
FIFO
Sentido da
Puxada
Figura 6 – Kanban de abastecimento da célula de acabamento
Seguindo esse conceito, quando o nível mínimo de estoque era atingido um sinal de estímulo
à produção era enviado ao processo antecedente, ocorrendo o inverso para o caso de
atingimento do volume máximo previsto (figura 6). Essa ferramenta garantiu o abastecimento
contínuo de materiais na entrada da célula, que por sua vez contribuiu, junto com as demais

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
11
mudanças para o estabelecimento e a manutenção de um ritmo constante de trabalho,
garantindo a estabilidade adequada ao atendimento da demanda do cliente. O leiaute celular
proposto pode ser observado na figura 7.
7,5
4,5
saída
saída
Figura 7 – Leiaute com arranjo físico celular
Os recursos produtivos (mão de obra, equipamentos e espaço físico) foram otimizados, uma
vez que os postos de trabalhos foram aproximados e dispostos em configuração de “L”. Essa
configuração foi adotada para otimizar a utilização do recurso humano que realiza as
operações 1 e 2. Desta maneira o arranjo físico ficou com um formato em “L duplo”, ou seja,
uma entrada (na operação agrupada Op. 1 e 2) e duas saídas (nas operações agrupadas Op. 3 e
4).
Após a elaboração das propostas de balanceamento de operações e arranjo físico celular deu-
se início à implementação. Nesta etapa foram realizados os ajustes necessários ao perfeito
funcionamento do sistema incluindo a adaptação dos equipamentos, projeto dos postos de
trabalho, criação de dispositivos e treinamento dos colaboradores que passaram a executar
várias atividades (multi-função).
Uma vez realizados os ajustes, a célula passou a fazer parte do processo produtivo em
condições normais de trabalho, sendo avaliada a partir do comparativo dos resultados reais
alcançados utilizando-se o arranjo físico linear mecanizado e o leiaute celular implementado,
tomando-se por base os indicadores escolhidos para sua devida mensuração, conforme
apresentados na tabela 2.

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
12
Comparativo Layout
Linear
Layout
Celular Diferença
(quantidade)
Diferença
(%)
Produção média real (pares/turno) 1500 1200 -300 -20,0%
Número de pessoas 16
155,13
8 -8 -50,0%
Área utilizada 55,0 33,8 -21,2 -38,5%
Produtividade da MO (pares/pes/h) 11,7 18,7 +7,0 +60,0%
Nível de material em processo (pares) 55 24 31 -56,0%
Tabela 2 – Comparativo arranjos físicos: Linha de montagem mecanizada x leiaute celular
6. Discussão dos resultados
Com a implementação da célula de acabamento e embalagem buscou-se melhorar os objetivos
de desempenho a partir do tratamento das dificuldades encontradas. Os cinco objetivos de
desempenho avaliados foram: custo, qualidade, tempo, flexibilidade e confiabilidade. Através
da tabela 3 pode-se comparar os itens avaliados e os objetivos de desempenho impactados.
Item avaliado Diferença (%) Objetivo(s) de desempenho impactado(s)
Produção média real (pares/turno) -20,0% Qualidade
Número de pessoas -50,0% Custo
Área utilizada -38,5% Custo
Produtividade da MO (pares/pes/h) +60,0% Custo
Nível de material em processo (pares) -56,0% Custo, Tempo
Kanban Qualitativa Custo, Tempo, Confiabilidade
Multi-função Qualitativa Custo e Flexibilidade
Transporte manual Qualitativa Flexibilidade
Tabela 3 – Impacto das ações nos objetivos de desempenho
A partir da análise da tabela 3 acredita-se que todos os 05 (cinco) objetivos de desempenho
foram impactados de alguma maneira. Os indicadores criados para mensuração dos resultados
possibilitou a quantificação de apenas alguns deles, porém, o feedback dado por operadores e
pela coordenação possibilitou inferir, de forma qualitativa, o impacto das demais mudanças.
Acredita-se que a redução da produção a nível apenas suficiente para o atendimento da
demanda possibilitou uma melhor qualidade, pois os processos antecedentes, cientes da
capacidade ociosa comumente mandavam ao setor calçados com problemas de qualidade, o
que foi tratado e eliminado nesta nova filosofia, na origem (montagem).
O número de pessoas, a área utilizada e a produtividade tiveram impacto direto sobre o custo,
já que foi possível se usar menos pessoas e uma área menor de maneira mais produtiva. O
menor nível de estoque também contribuiu com este objetivo, já que menos capital precisou

XXXII ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Desenvolvimento Sustentável e Responsabilidade Social: As Contribuições da Engenharia de Produção
Bento Gonçalves, RS, Brasil, 15 a 18 de outubro de 2012.
13
ser imobilizado em estoques. Sua redução também impactou no objetivo tempo, já que os
tempos de espera do lote e do processo foram reduzidos.
O kanban garantiu o abastecimento, evitando paradas que impactavam em custo e tempo,
isso tornou o processo mais confiável, pois os resultados passaram a ser mais previsíveis.
A multi-função possibilitou uma melhor utilização dos recursos humanos e aumentou a
flexibilidade, uma vez que cada operador passou a poder executar mais atividade.
Por fim, o transporte manual possibilitou a retirada da esteira transportadora, que tinha
aproximadamente 20 metros e inviabilizava mudanças rápidas no leiaute para atender
demandas específicas, aumentando a flexibilidade.
Acredita-se também que um mesmo item possa ter impacto de forma indireta em outros
objetivos de desempenho. Nesta discussão buscou-se avaliar os objetivos de desempenho que
tiveram o(s) maior(es) impactos para cada item. Acredita-se também que outros ganhos
também podem ter ocorrido, como o aumento da motivação dos operadores em função do
enriquecimento da tarefa, a maior facilidade de gestão do setor (gestão visual) e o house-
keeping (organização).
7. Conclusões e considerações finais
Com base no estudo apresentado, pode-se concluir que o leiaute celular trouxe uma mudança
significativa nos resultados do negócio e um impacto direto nos objetivos de desempenho
propostos por Slack et al (2009), específicos ao setor onde ocorreu a intervenção. Os
indicadores escolhidos, embora não avaliem por completo todos os benefícios conseguidos,
tiveram uma evolução significativa, traduzindo de maneira satisfatória os benefícios gerados
por esta abordagem em particular.
O arranjo físico possibilitou a implementação do fluxo contínuo nivelado, viabilizando a
produção JIT. Isso foi possível pela utilização dos princípios da melhoria contínua aliados ao
uso de ferramentas capazes de estabilizar o processo, como os dispositivos kanban.
Acredita-se que a partir da expansão da implementação dessas ferramentas a outros setores da
manufatura, pode-se obter resultados expressivos nos objetivos de desempenho de toda a
organização, com impacto significativos nos resultados globais do negócio, motivo pelo qual
propõe-se, para futuros trabalhos, essa mensuração em níveis globais.
Referências
DAVIS, MARK M. Fundamentos da administração da produção. 3. ed. Porto Alegre: Bookman, 2003.
GAITHER et al. Administração da Produção e Operações. 8. ed. São Paulo: Cengage Learning, 2002.
LAKATOS, EVA MARIA; MARCONI, MARINA DE ANDRADE. Metodologia científica: ciência e
conhecimento científico, métodos científicos, teorias, hipóteses e variáveis, metodologia jurídica. 3. ed. São
Paulo: Atlas, 2000.
MOREIRA, DANIEL AUGUSTO. Administração da produção e operações. 2. ed. São Paulo: Cengage
Learning, 2010.
SLACK, N.; et al. Administração da Produção. 3. ed. São Paulo: Atlas, 2009.
WOMACK, JAMES P. A mentalidade enxuta nas empresas: elimine o desperdício e crie riqueza. Rio de
Janeiro: Campus, 1998.